Сварка профильной трубы своими руками: виды сварок, техники выполнения
В бытовом и промышленном строительстве сейчас широко используются металлические профильные трубы. И выбирают потому, что каркасы из таких изделий очень легкие и прочные, они отлично выдерживают динамические нагрузки. Как правило, соединение отдельных элементов осуществляется при помощи сварки. Стоит отметить, что многие профильные трубы производятся с использованием метода сварки.
Поэтому-то и необходимо более подробно остановиться на том, как сваривают профильные трубы, какое оборудование используется для сварки, в каких условиях необходимо осуществлять сварочные работы.
Нужно отметить, что профильная труба – это не всегда изделие квадратной формы. Она может иметь прямоугольное сечение, овальное и многогранное. Очевидно преимущество профильной трубы перед уголком. Трубы используются в конструкциях, которые подвержены вибрации. Профильная труба, как уже было отмечено, способна выдерживать колоссальные нагрузки.
- заборы;
- каркасы рекламных щитов и др.;
Что касается материала, из которого изготавливают трубы, то можно говорить о стали различных марок:
- низколегированная;
- обогащенная углеродом;
- нержавеющая.
Чтобы сварить конструкцию из профильных труб, используют различные виды сварки. Выделить можно следующие:
- контактная;
- полуавтоматическая;
- газовая.
Каждый из видов сварки, для лучшего понимания, необходимо изучить подробно.
Газовая сварка
Бытует мнение, что газом можно эффективно лишь резать металл, для его последующей переработки. Это не так. Опытный специалист, имея под рукой газовое оборудование, вполне может соединить в профильные трубы или две части трубы в одну. Сварка осуществляется при помощи ацетилена и кислорода. Смесь этих газов способна давать пламя, достаточное для плавления металла.
Сварка осуществляется при помощи ацетилена и кислорода. Смесь этих газов способна давать пламя, достаточное для плавления металла.
Кромки металла предварительно нагреваются, а зазор между ними заполняется расплавленной сталью. Сталь остывает, и образуется достаточно прочный шов. Однако такое соединение получается не всегда достаточно надежным. Чтобы его усилить, применяется сварочная проволока. Кромки металла покрываются дополнительно специальными порошками, чтобы удалить лишний воздух.
Технология сварки газом
Первоначально, необходимо зачистить кромки от грязи. Если металл имеют большую толщину, то кромки еще немного срезаются под углом – образуется скос.
Если металл тонкий, то перед горелкой выносится присадка, а движения горелкой осуществляются справа налево.
Если же толщина металла более 5 мм, то действуют несколько иначе: движения горелкой осуществляются слева направо, присадка располагается за пламенем.
Дуговая сварка
Часто каркасы из профильных труб имеют самую причудливую форму. Элементы, например, могут накладываться друг на друга внахлест. Это серьезно осложняет процедуры сварки. Очевидно, что газосварочное оборудование в такой ситуации мало чем может помочь. Поэтому, чтобы добраться в труднодоступные места, используется дуговая сварка.
Элементы, например, могут накладываться друг на друга внахлест. Это серьезно осложняет процедуры сварки. Очевидно, что газосварочное оборудование в такой ситуации мало чем может помочь. Поэтому, чтобы добраться в труднодоступные места, используется дуговая сварка.
Если металл толстый, то кромки его требуют дополнительной подготовки:
- зачистки;
- срезки.
Один из самых актуальных вопросов: какие электроды использовать? Так, если металл тонкий, то рекомендуется использовать тонкие электроды – не толще 2 мм. Очень важно выставить правильную силу тока. Если она будет большой, то металл будет прожигаться, а не свариваться.
Вообще, режимы описываемого вида сварки зависят от следующих параметров:
- сила тока. Очевидно, чем она больше, тем выше температура в свариваемой области. Для сварки толстого металла нужна большая сила тока.

- диаметр электрода. При работе с тонким металлом нужны тонкие электроды. Сваривать толстый металл можно толстыми электродами. Очень важно и то, с какой скорость электрод перемещается по шву;
- тип тока. Выделяют постоянный ток и ток переменный;
- напряжение;
- полярность. Тонкие трубы сваривают при обратной полярности.

Стоит отметить, что электрод нужно перемещать равномерно по свариваемой поверхности. Таким образом, чтобы все кромки успели оплавиться, но чтобы не проседал металл.
Контактная сварка
Способ, которым владеют в полной мере только специалисты самого высокого уровня. Он используется в тех районах, которые характеризуются сложными климатическими условиями.
Присадки при данном способе не используются. Металл нагревается под давлением током. В результате, в зоне шва происходит деформация, благодаря которой части металла соединяются друг с другом.
Таким образом, сваривать профильные металлические трубы и элементы труб между собой можно различными способами. Выбор способа сварки зависит от того, какого уровня специалисты занимаются данным делом, какое оборудование имеется под рукой, а также от ряда иных факторов: особенности конструкции, особенности климатических условий и прочее. Чтобы получить надежный качественный шов, необходимо неукоснительно следовать технологии подготовки металла к сварке, а также технологию самой сварки. Рекомендации, указанные в данной статье, безусловно смогут помочь в достижении положительного результата при сварке профильной трубы самого разного сечения.
Сварка профильной трубы: виды и особенности выполнения
Екатерина
В металлопрокате используются детали не только круглой формы. Широко применяются также современные изделия квадратных, прямоугольных, овальных форм. Они носят название «профильные трубы» и чаще всего производятся из стали. Профтрубы используются, в основном, для водопроводных и канализационных систем. Сварка профильной трубы, вопреки распространенному мнению, не является сверхсложной задачей. Это процесс не намного сложнее пайки полипропилена. Сварка профиля характеризуется следующими особенностями:
Они носят название «профильные трубы» и чаще всего производятся из стали. Профтрубы используются, в основном, для водопроводных и канализационных систем. Сварка профильной трубы, вопреки распространенному мнению, не является сверхсложной задачей. Это процесс не намного сложнее пайки полипропилена. Сварка профиля характеризуется следующими особенностями:
- Приемлемая стоимость. Разумеется, цена на профильные трубы будет выше, чем на аналоги из полипропилена или ПНД. Но разница небольшая.
- Они практически не подвержены деформации.
- Эти детали не намного тяжелее пластиковых.
- Сварка квадратных труб в результате даёт наилучший результат и является гарантом долговечности конструкции.
- В процессе сварки профильных труб вы можете смонтировать такую систему, которая необходима лично вам. Несмотря на то, насколько она сложна и необычна.
Содержание статьи
- Виды наиболее популярных видов профиля
- Электродуговой метод: какими электродами лучше варить профильную трубу?
- Газовый метод соединения
- Контактный метод
Виды наиболее популярных видов профиля
- Холоднодеформированные, электросварные. Это трубы, которые после электросварки подверглись холодному деформированию.
- Холоднодеформированные и горячедеформированные, бесшовные. Холоднодеформированная бесшовная труба – это деталь без шва. Ее размер задается заранее и формируется путем холодной деформации. Бесшовные горячие детали из стали производятся методами горячей и холодной прокатки, а также путем отправочного и безотправочного волочения.
- Электросварные, то есть, прямошовные трубы из углеродистой и незколегированной стали.
 Это трубы, которые после электросварки подверглись холодному деформированию.
Это трубы, которые после электросварки подверглись холодному деформированию.Профильные детали также могут подразделяться на виды в зависимости от типа сечения: квадратные, прямоугольные, овальные, многогранные и так далее.
Сварка квадратных труб может осуществляться следующими методами.
- Электродуговым
- Газовым
- Контактным
Ниже рассмотрим каждый метод более подробно.
Электродуговой метод: какими электродами лучше варить профильную трубу?
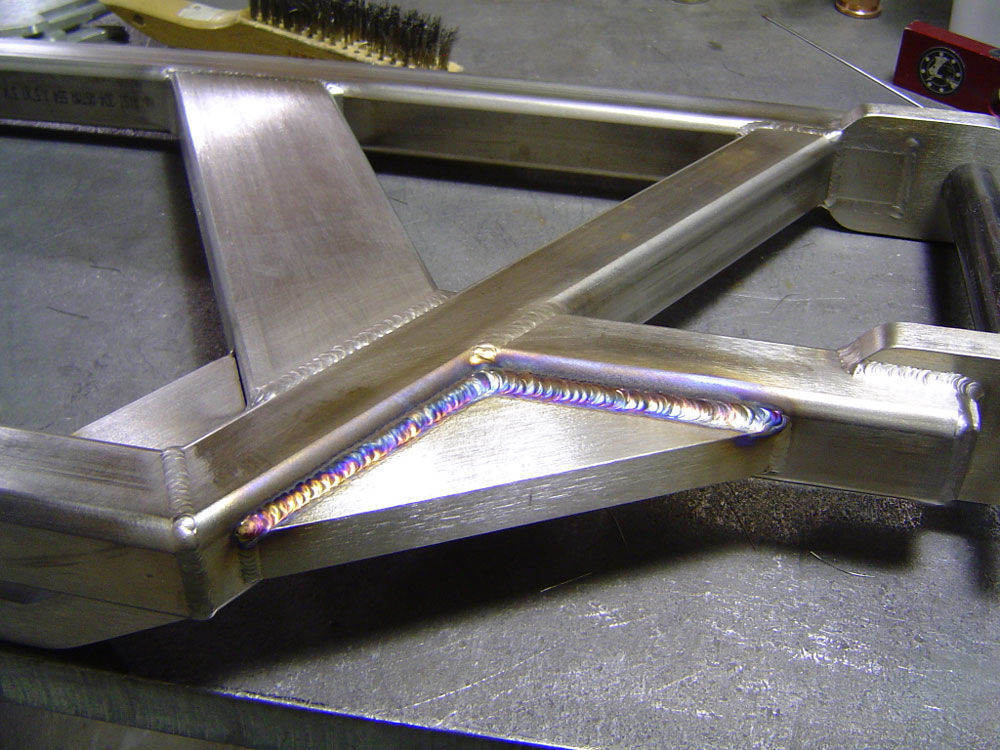
Стальной профиль можно «варить» под углом, который вам необходим. Метод соединения может быть тавровым, стыком или внахлест. Большинство сварщиков знают, как сваривать стальное профильное изделие: шов должен выполняться в нижнем положении. В данном случае он наиболее удобный. Если же вы имеете дело с соединением элементов в труднодоступном месте, можно использовать также вертикальные и потолочные методы выполнения шва.
Метод соединения может быть тавровым, стыком или внахлест. Большинство сварщиков знают, как сваривать стальное профильное изделие: шов должен выполняться в нижнем положении. В данном случае он наиболее удобный. Если же вы имеете дело с соединением элементов в труднодоступном месте, можно использовать также вертикальные и потолочные методы выполнения шва.
Главные показатели режима сварочного процесса:
- Напряжение
- Скорость движения сварочного электрода
- Полярность при использовании постоянного тока
- Сила тока
Последний показатель имеет очень важное значение. Сварка квадратных труб должна осуществляться при максимально допустимом значении силы тока. Только в этом случае изделие получится наиболее прочным и качественным.
В каждой конкретной ситуации сварщик должен уметь определить это максимально допустимое значение, и ни в коем случае не превысить его. В противном случае, качество шва будет ухудшаться.
Большинство начинающих специалистов задаются вопросами о том, каким электродом варить профильную трубу 20х40 и какие электроды для сварки профильной трубы инвертором лучше покупать: высокой стоимости или подешевле? Все электроды подразделяются на плавящиеся и неплавящиеся. Последний вариант используется в тандеме с присадочным материалом – проволокой. В этом случае шов получается максимально ровным и прочным. Использовать эти электроды допускается только при соединении элементов с одинаковым диаметром. Плавящиеся электроды используются во всех остальных случаях.
Следует знать, что диаметр необходимого электрода зависит от толщины металла свариваемой детали. Сварка тонкостенных труб, например, 1,5 мм толщиной, выполняется электродами диаметром до 2 мм. Не забудьте откорректировать силу сварочного тока: она не должна быть слишком высокой, чтобы не сжечь сталь. Сварка тонкостенных труб выполняется при обратной полярности. Это связано с тем, что существует вероятность прожечь тонкий материал.
Кромки толстостенного изделия (более 4 мм) требуют обязательной тщательной подготовки перед соединением.
Нержавеющую сталь для изготовления профильных труб используют очень редко. Специально для этого вида материала, используются специальные электроды.
Как осуществляется сварка каркаса из профильной трубы представлено на видео ниже.
Газовый метод соединения
Этот вариант соединения профиля распространен меньше. Шов при газовом соединении получается не таким качественным, как при использовании электрической дуги. Подготовка кромок деталей также должна быть проведена очень тщательно. Для применения этого вида сварочного процесса используется кислород и ацетилен. Газовый метод рекомендован для изделий небольшой толщины.
Для проведения сварки газом вам необходимо приобрести специальную проволоку, аналогичную по составу свариваемым деталям. Также необходимо приобрести флюс, который охраняет металл от негативного воздействия воздуха путем появления на поверхности шва специальной плёнки.
Также необходимо приобрести флюс, который охраняет металл от негативного воздействия воздуха путем появления на поверхности шва специальной плёнки.
Техники выполнения шва газовым аппаратом:
- Слева направо. Применяется для толстых материалов более 5 мм, гарантирует минимальный расход газа и высокую производительность работ.
- Справа налево. Выполняется для тонких стен металла, позволяет сделать шов качественным и аккуратным.
Контактный метод
Этот вид соединения выполняется только высококвалифицированными специалистами, имеющими определенный уровень опыта и подготовки. Осуществить своими руками ее практически невозможно. Основной принцип этого вида соединения заключается в том, что профильные элементы нагреваются электрическим током без использования каких-либо специальных присадочных материалов.
Таким образом, сварка профильной трубы – это довольно несложный процесс, который можно осуществить даже самостоятельно, если соблюдать определенные правила, порядок действий, а также следовать советам, указанным в настоящей статье. Очевидно, что самый простой и распространенный метод соединения в данном случае – электродуговой. Он позволяет «варить» профиль под углом, который вам необходим. Контактный метод выполняется только профессионалами. Следует также отметить, что при любом методе соединения наиважнейшую роль играет этап подготовки металла. Если его осуществить с недостаточной внимательностью и тщательностью, качество шва будет снижаться.
Очевидно, что самый простой и распространенный метод соединения в данном случае – электродуговой. Он позволяет «варить» профиль под углом, который вам необходим. Контактный метод выполняется только профессионалами. Следует также отметить, что при любом методе соединения наиважнейшую роль играет этап подготовки металла. Если его осуществить с недостаточной внимательностью и тщательностью, качество шва будет снижаться.
Похожие публикации
Настройка полуавтомата для сварки профильной трубы!
содержание видео
Рейтинг: 4.0; Голоса: 1
Настройка полуавтомата для сварки профильной трубы! Olegs: Добрый Вечер! Я думаю, что лучше людей учить сразу правильно, а не методом не научного втыка. На андройде есть куча приложений (например Fronius Weld Design) где можно рассчитать оптимальные параметры для сварки. Главное в этом деле, с сожалению, тот факт, что на недорогом сварочном оборудовании из Китая, то что видишь на цифровом табло, не то что есть на самом деле. Реально то что мы видим на видео, в виде провисания металла с обратной стороны шва, это пережог. Конечно, для сварки низкоуглеродистых сталей, а особенно при сварке забора, это не критично, но если уж показывать пример, то он должен быть универсальным. В отличии от ручной дуговой сварки штучным электродом, где основным параметром сварки является сила тока, а напряжение лишь косвенный параметр, зависящий от длины дуги и тд, в сварке полуавтоматом подбор режима осуществляется умелой (расчётной) комбинацией величины напряжения и скорости подачи проволоки (при неизменной её толщине). Количество газа это ваще параметр интересный, если в помещении нет лютого сквозняка то разход газа можно значительно уменьшить и определить опытным путем до образования брака на шве. Иными словами и 5 литров при прочих НО может быть достаточно. Приучайте людей варить по чистой стали, даже на пробном примере сталь должна быть очищена от окалины и ржавчины.
Главное в этом деле, с сожалению, тот факт, что на недорогом сварочном оборудовании из Китая, то что видишь на цифровом табло, не то что есть на самом деле. Реально то что мы видим на видео, в виде провисания металла с обратной стороны шва, это пережог. Конечно, для сварки низкоуглеродистых сталей, а особенно при сварке забора, это не критично, но если уж показывать пример, то он должен быть универсальным. В отличии от ручной дуговой сварки штучным электродом, где основным параметром сварки является сила тока, а напряжение лишь косвенный параметр, зависящий от длины дуги и тд, в сварке полуавтоматом подбор режима осуществляется умелой (расчётной) комбинацией величины напряжения и скорости подачи проволоки (при неизменной её толщине). Количество газа это ваще параметр интересный, если в помещении нет лютого сквозняка то разход газа можно значительно уменьшить и определить опытным путем до образования брака на шве. Иными словами и 5 литров при прочих НО может быть достаточно. Приучайте людей варить по чистой стали, даже на пробном примере сталь должна быть очищена от окалины и ржавчины.
Дата: 2020-11-18
← Важный нюанс при сварке, который должен знать каждый!
Тест электродов Арсенал Стоит ли брать? →
Похожие видео
Если женщина не права, мужчина должен извиниться! Нужна ли рубрика красным стержнем?
• Иван Русских
Несколько дней из жизни садоводов. Дела в саду: посадки, пересадки, перекопки. И ужасный ДРЕНАЖ!
• Супер — Отпуск на Даче
Ведро томатов с 1 гнома! Самый лучший гном 2022 года без пасынкования. Томаты против корпораций!
• Иван Русских
Тройной дружественный раствор для замачивания лука и чеснока! Большой урожай при любых условиях!
• Иван Русских
Азбука сидератов. Ч. 7. Царица сидератов — гречиха! Состав лучшей сидеральной смеси для теплиц.
Ч. 7. Царица сидератов — гречиха! Состав лучшей сидеральной смеси для теплиц.
• Иван Русских
Если хотите получить тугой кочан капусты запомните эти правила! Обязательно попробуйте новом сезоне
• Во саду ли в огороде
Комментарии и отзывы: 9
Alexey
Сила тока, это на самом деле не сила тока, а скорость подачи проволоки. Настраивается по звуку. Выставляем предварительно напряжение и индуктивность, потом на куске металла прикладываем одной рукой горелку, поджигаем, второй рукой крутим силу тока (скорость подачи проволоки) и добиваемся по звуку мягкой равномерной дуги, минимального разбрызгивания. По Вашей методике можно весь день настраивать.
Сергей
Много тока и малая скорость сварки. Недопустимо покраснение всей детали. Валик с обратной стороны это не провар а пережог и ценности в шве не имеет никакой. Для стопроцентного провара нужно варить детали в зазор и заполнением металлом обеих кромок. Учите людей правильно, многие могут составлять опасность себе и окружающим латанием авто в гараже и подальшей эксплуатацией его.
Richard
Взял Русэлком 160 MIG/MMA. Есть только сварочный ток и скорость подачи проволоки. Написано что в режиме MIG ручка форсажа дуги не используется. Подбираю методом практики: профильную трубу приварил отлично, все проварилось. А вот начал варить уголок на воротах (толщина тройка) стало не хватать провара. Добавил сварочный ток и все равно провар слабый.
Алексей
Существует стандартная формула расчета сварочного напряжения. Напряжение = 14 + 0. 05Сварочный ток. Так при токе 200 ампер, напряжение равно 24 вольтам. Все конечно зависит от того в каком положении варится деталь и от личных предпочтений сварщика. Но для начинающих сварщиков эта формула должна служить ориентиром
zmei
Друг, скажи такую вещь. Силу тока на минимуме ставлю, подачу проволоки по середине. Пробую варить металл 1 мм. Шов получается высокий, а у тебя широкий, если я добавляю тока, то метал горит. Подачу пробовал убовлять и прибовлять, качество еще хуже. В чем может проблема быть? В провалоке может?
Алексей
С расходом прокол. Ротаметр покажет расход только в момент зажигания дуги и открытия клапана подачи газа. На некоторых же аппаратах есть кнопка продувки, нажатие на которую принудительно открывает запорный клапан подачи газа, и сварщик может отрегулировать расход газа.
Ротаметр покажет расход только в момент зажигания дуги и открытия клапана подачи газа. На некоторых же аппаратах есть кнопка продувки, нажатие на которую принудительно открывает запорный клапан подачи газа, и сварщик может отрегулировать расход газа.
Vine
Здравствуйте Роман. Скажите почему при подботе оптимальных настроек вольтажа и подачи, когда звук сварки ровный, валик получается выпуклым? У меня получились настройки 19вольт и подача 6. 5 м/мин. Звук прям гул стоит. Но валики именно выпуклые. Варил П трубу стенка 1. 5
Андрей
Добрый день. мне предложили полуавтомат ресанта саипа 200, прежний хозяин измучился с настройками никак у него не получалось. Если было видео по настройке именно ресанты буду очень благодарен если нет то на нет и суда нет
Дмитрий
В меня эдон миг 315 нев. Как мен его настроить? У меня флюсовая проволка, нет пока балона. Мне надо жесть заварить, верней лопату для уборки снега. Там тонкий метал. Помоги друг
Какой Полярностью Варить Профильную Трубу 2 Мм
Домой ПВХ трубы Какой Полярностью Варить Профильную Трубу 2 Мм
Содержание
- 1 Особенности работы с профильной трубой
- 2 Сварка профильной трубы инвертором
- 3 Электроды для сварки профильной трубы
- 4 Сварка труб электродуговой сваркой
- 5 Сварка труб газосваркой
Профильная труба востребована для создания легких и прочных конструкций из металла. Это могут быть разнообразные каркасы, обрешетки и целый ряд других несущих оснований. Особенность проката заключается в его сечении: оно не круглое, как у большинства труб, а прямоугольное или квадратное. В силу этих обстоятельств сварка профильной трубы имеет свои особенности. Их обязательно нужно учитывать, чтобы получить качественный шов.
Это могут быть разнообразные каркасы, обрешетки и целый ряд других несущих оснований. Особенность проката заключается в его сечении: оно не круглое, как у большинства труб, а прямоугольное или квадратное. В силу этих обстоятельств сварка профильной трубы имеет свои особенности. Их обязательно нужно учитывать, чтобы получить качественный шов.
Особенности работы с профильной трубой
Профтруба производится из углеродистой или нержавеющей стали путем литья с последующей формовкой. По сути, она является особым видом металлопроката, сечение которого варьируется в широком диапазоне значений: от 10 до 500 мм. Это дает возможность выбрать оптимальную по размерам трубу для конкретной работы с учетом предполагаемой нагрузки.
Трубный прокат представляет собой особую категорию металлопродукции, которая востребована в создании легких и прочных металлоконструкций по чертежу или без. Основным преимуществом материала является:
- небольшой вес, что позволяет минимизировать издержки на создание, транспортировку и монтаж конструкции;
- большой выбор размеров и сечений;
- стандартные размеры типовых изделий. Их торцевание и стыковка не вызывает особых сложностей;
- унифицированная толщина стенок;
- ровная и гладкая поверхность снаружи и внутри.
 Их торцевание и стыковка не вызывает особых сложностей;
Их торцевание и стыковка не вызывает особых сложностей;Сваривание профтрубы стало основой изготовления поликарбонатных теплиц, декоративных опор для заборов, гаражей, ворот, навесов; а также разного рода коммуникационных магистралей.
Приступая к свариванию профильных труб следует ознакомиться с особенностями работы с таким материалом. В противном случае не стоит рассчитывать на отменный результат. А исправлять ошибки придется методом проб, что забирает время и требует дополнительных вложений.
Сварка профильной трубы инвертором
Перед началом работы необходимо принять во внимание общие сведения:
- при температурном воздействии профильные трубы деформируются намного больше, нежели круглые;
- расплавленный металл может попадать во внутренние полости заготовок. Если важно сохранить конструкцию пустотелой, то необходимо контролировать данный процесс. В противном случае расплав может просто перекрыть канал;
- выполняя работы по торцевому соединению заготовок нужно учесть, что в силу неравномерного нагрева или же по причине неправильной формовки валиков на углах конструкции может образоваться высокое напряжение.
 В противном случае расплав может просто перекрыть канал;
В противном случае расплав может просто перекрыть канал;Стенки металлопроката делаются разной толщины. И если толстые стенки не вызывают никаких проблем, то сваривание тонкостенных труб требует специальных навыков. Работая инвертором, следует учесть такие моменты:
- металлопрокат следует сваривать при силе тока от 10 до 60 Ампер;
- для работы с тонкостенным прокатом подбираются электроды диаметром 0,5-2 мм. Расходники большего размера не подходят;
- шов делается за один проход;
- скорость сваривания во многом влияет на качество сварного соединения;
- сварка профиля должна быть завершена еще до того момента, когда успеют остыть кромки профиля.
Электроды для сварки профильной трубы
Для получения хорошего результата при работе с профильной трубой необходимо правильно выбрать толщину расходного материала. Очень тонкий электрод – это потенциально нестабильное горение электрической дуги. Толстый же расходник легко может прожечь стенку трубы.
Подбор диаметра присадочной проволоки основывается на толщине стенок заготовок. Практика показывает, что:
- если толщина стенок трубы до 2 мм, то оптимальными будут электроды диаметром 1,5 миллиметра;
- толщина стенок 2- мм – электрод «двоечка»;
- «четверкой» стоит запасаться для работы с профильными трубами, стенки которых имеют толщину 4-6 миллиметров.
Важно учесть, что электроду существуют двух типов: неплавящиеся и плавящиеся. Первые применяются только в сочетании со специальными присадками, выполненными из сплава латуни, олова или иных мягких металлов с фосфатами.
Сварка труб электродуговой сваркой
Для сваривания профильных труб электродуговой сваркой необходим минимальный опыт исполнения подобного рода работ. Оборудование дает возможность положить шов даже в самых труднодоступных местах, без проблем соединяет стенки любой толщины и профиль любого сечения. Нужно обратить внимание на то, что при толщине стенок свыше 4 мм требуется предварительная подготовка кромок. Можно прибегнуть к любому методу соединения: встык, внахлест, под углом, тавровое наложение.
При изготовлении ферм специалисты советуют швы размещать в нижней позиции, если этому не препятствуют условия выполнения работ. Желательно готовить конструкции из металлической профтрубы в специальных просторных помещениях. Помимо большого объема такие помещения должны иметь и достаточной большой проем (ворота), через который можно вывозить готовые изделия.
Торцы соединяемых труб нужно предварительно зачистить и обезжирить. Тогда обеспечивается максимальное сцепление металла и расплава. Для подготовки кромок толщиной 4 и более миллиметра используется фаскосниматель. В таком случае можно формировать швы в несколько слоев, что дополнительно придаст ему прочности, надежности и долговечности. Более тонкий металлопрокат проваривается за один проход. Важно при этом обеспечить полную неподвижность заготовок.
В случаях, когда металл имеет толщину более 10 мм, специалисты рекомендуют выполнять работы в несколько этапов. Изначально делаются прихватки деталей в разных местах. После этого выполняются сварочные работы в полном объеме. Скорость проводки электрода напрямую зависит от того, насколько быстро плавится металл. Нельзя допускать протекания расплава внутрь металлопрофиля. Если вести электрод быстро, то стенки не успеют нормально прогреться и это ослабит соединение. Если же делать это медленно, то возможно прогорание металла.
При выборе режима дуговой сварки учитывается полярность, сила тока и напряжение, диаметр расходного материала. Сила тока выставляется в диапазоне значений 20-90А в зависимости от сечения электрода. К примеру, если предвидится использование электродов малого диаметра, то потребуется в настройках выбрать обратную полярность и постоянный ток.
На поверхности сварного соединения образуется шлак. Его нужно периодически удалять специальным молоточком. Очищенный шов сохранит свою надежность и прочность намного дольше, если очищенную от шлака поверхность обработать специальными антикоррозийными составами. Суть вопроса заключается в том, что горячий чистый металл более подвержен коррозии. И если он будет вступать в реакцию окисления, то заметно потеряет в прочности. антикоррозийная обработка занимает совсем немного времени, но существенно продлевает срок службы сварного соединения.
Сварка труб газосваркой
Специалисты реже соединяют трубы газовой сваркой, предпочитая использовать электродуговую. Причина заключается в том, что использование газосварочного аппарата влечет удорожание работ, более опасен из-за ацетилена и требуется основательная подготовка специалиста. Тем не менее, газовые установки тоже используются в таких работах. И связано это, прежде всего, с невозможностью подключения к сети энергоснабжения.
На практике есть две методики использования газосварочного оборудования:
- Сварщик перемещает присадочный материал вслед за горелкой по направлению слева-направо. Такую технологию принято называть «правой». Достоинства метода заключаются в отличном прогревании соединяемых материалов и отличной видимости рабочей зоны. В результате снижается расход газа и повышается производительность мастера. Однако такой способ работы приемлем для труб с толщиной стенок от 5 и выше миллиметров.
- «Левый» способ характеризуется тем, что присадочный материал перемещается впереди горелки по направлению справа-налево. Он востребован при работе с тонкостенными трубами.
Принято различать несколько этапов сварки профильных труб с помощью газовой горелки. Изначально потребуется приобрести материалы:
- баллоны с кислородом и ацетиленом;
- присадочный материал;
- редуктор;
- горелку газовую с наконечниками;
- флюс;
- шланги подачи газа.
Нужно обратить внимание на то, что газовая установка непригодна для использования, когда требуется варить тонкостенную профильную трубу. Металл будет слишком быстро плавиться и герметичность стыка будет сомнительной.
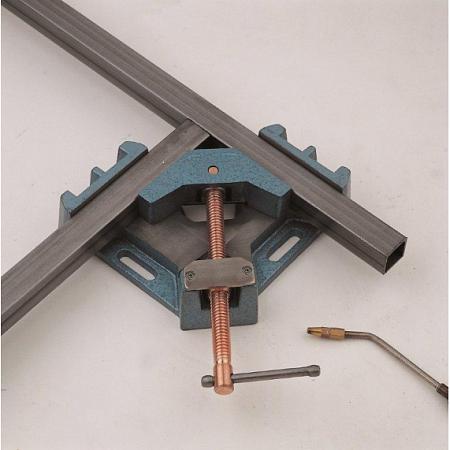
На первом этапе нужно подготовить поверхность: обезжирить и очистить от посторонних включений. Заготовки прочно фиксируются на рабочем столе. Края обрабатываются пастообразным флюсом, который предотвращает окисление металла в процессе сварки. Опытные сварщики рекомендуют делать скосы на кромках труб под углом 30 градусов. Это позволит сделать несколько сварных швов высокого качества.
Пламя образуется в результате горения смеси кислорода и ацетилена. На стык подается присадочный материал и перемещается впереди пламени горелки. Температуры горелки достаточно для того, чтобы расплавить и присадку, и металл заготовок. В результате расплавы соединяются, образуя сварной шов. Перемещать горелку следует справа-налево. Обратное направление применяется в том случае, когда стенки трубопроводов толстые. Проволока в этом случае подается вслед за горелкой, а не впереди ее. Очень важно для качественной сварки выбрать оптимальный по диаметру электрод.
В процессе работы необходимо контролировать геометрию конструкции. Из-за высокой температуры горелки легко допустить ошибку и нагреть одну сторону сильнее, чем другую. Это может нарушить симметричность расположения заготовок. Поэтому нужно внимательно следить за этим и при необходимости исправлять ситуацию.
Это может нарушить симметричность расположения заготовок. Поэтому нужно внимательно следить за этим и при необходимости исправлять ситуацию.
]]>
Предыдущая статьяПочему Изгибается Полипропиленовая Труба
Следующая статьяКто Паяет Медью Трубы Отопление
ПОЛЕЗНО ЗНАТЬ
СОВЕТЫ ЭКСПЕРТОВ
Формование, гибка и сварка полутрубных профилей из нержавеющей стали на резервуарах
Полностью автоматическая технология формовки, гибки и сварки полутруб, система, разработанная Imcar.Imcar предлагает технологию автоматизированного строительства целых резервуаров или их частей, а также проектирует и производит систему теплообмена для охлаждения.
Среди многих машин, используемых при строительстве всего резервуара, есть полностью автоматическая технология формовки, гибки и сварки полутруб, система, разработанная Imcar специально для производства системы теплообмена для охлаждения резервуаров. Как следует из названия, к резервуару применяется стальной полутрубный профиль, полученный путем формирования металлического профиля, который располагается по спирали вокруг резервуара и приваривается.
Как следует из названия, к резервуару применяется стальной полутрубный профиль, полученный путем формирования металлического профиля, который располагается по спирали вокруг резервуара и приваривается.
Традиционная технология реализации этой системы охлаждения требует большого количества ручных операций и, следовательно, значительных затрат времени и денег. Только подумайте, что разумная оценка для выполнения такой деятельности составляет около двух недель и использование двух специализированных операторов. Основываясь на этих данных, Imcar разработала автоматическую систему, реализованную как в горизонтальной, так и в вертикальной конфигурации, способную резко снизить производственные затраты (требуется примерно один день работы и один оператор), повысить качество и повторяемость результата.
Эта технология состоит из автоматизированного решения для формовки, гибки и сварки полутрубных профилей из нержавеющей стали непосредственно на корпусе резервуара или на его секциях. Первая секция установки состоит из формовочной линии, которая формирует стальной профиль, выполненный змеевиком в полутрубе, в соответствии с требуемыми размерами и формой, и, в то же время, изгибает его по диаметру резервуара.
Первая секция установки состоит из формовочной линии, которая формирует стальной профиль, выполненный змеевиком в полутрубе, в соответствии с требуемыми размерами и формой, и, в то же время, изгибает его по диаметру резервуара.
Таким образом, профиль размещается и приваривается непосредственно к внешней поверхности бака (вторая часть машины), избегая операции точечной сварки: все время бак вращается вокруг своей горизонтальной оси, в случае горизонтальной технологии, на моторизованный и холостой позиционеры (третья секция машины), обеспечивающие непрерывность процесса. Автоматическое управление параметрами процесса (например, диаметром резервуара, шириной профиля и шагом) осуществляется с помощью ЧПУ, что гарантирует высокую повторяемость процесса и, следовательно, постоянное качество получаемых результатов.
Таким образом, две основные сильные стороны этой технологии очевидны: сокращение времени производства по сравнению с традиционным процессом и повышение качества работы. Это машина, которая делает все возможное при наличии больших производств, которые не требуют постоянной настройки оборудования.
Это машина, которая делает все возможное при наличии больших производств, которые не требуют постоянной настройки оборудования.
Таким образом, в тех случаях, когда конкретному клиенту требуется строительство ограниченного количества систем резервуаров с профилем половинной трубы или большого количества различных типов/размеров, Imcar может направлять производство и поставлять заказчику другие полуавтоматические технологии. Однако, если ранее в ряде случаев от выбора решения с профилем в виде половинки трубы отказывались по причинам более высокой стоимости строительства по сравнению с вариантом с кожухом (менее эффективным), то сегодня ситуация обратная благодаря наличию Автоматизированная технология Imcar.
Imcar разработала автоматическую систему как в горизонтальном, так и в вертикальном исполнении, способную резко снизить производственные затраты.От клиента к партнеру
Для разработки этого автоматизированного решения компания Imcar применила весь свой опыт и серьезность. Фактически, проект начался в форме сотрудничества между Imcar и клиентом, который решил инвестировать в эту концепцию. Так сформировалось первое технологическое решение, которое было установлено и запущено у того же заказчика. Тем временем Imcar приступила к строительству второго прототипа, который уже имел некоторые технологические усовершенствования по сравнению с первым.
Фактически, проект начался в форме сотрудничества между Imcar и клиентом, который решил инвестировать в эту концепцию. Так сформировалось первое технологическое решение, которое было установлено и запущено у того же заказчика. Тем временем Imcar приступила к строительству второго прототипа, который уже имел некоторые технологические усовершенствования по сравнению с первым.
Затем была построена третья версия машины, оборудованная всеми предосторожностями, сделанными благодаря отзывам двух других установленных и работающих машин. Imcar модернизировала первый прототип, интегрировав все усовершенствования, разработанные благодаря совместной работе с клиентом/партнером, чтобы показать, как простые отношения между клиентом и поставщиком могут превратиться в деятельность, способную принести большое удовлетворение всем.
Канальная система не предназначена для всех, тем более, что эти машины, как правило, настраиваются на основе потребностей рынка. Например, одним из характерных параметров настройки является допуск поверхности обрабатываемого резервуара: в некоторых ситуациях могут быть обнаружены очень неровные поверхности, что приводит к ряду технологических проблем, связанных, прежде всего, с операцией сварки, которая вместо этого требует очень строгих параметров обработки, и она всегда должна выполняться с соблюдением конкретных ограничений обработки.
Поэтому может возникнуть необходимость установить на борту машины инструментальное оборудование, делающее ее такой персонализированной. Мало того, очевидно, что не может быть одного размера машины, который можно было бы приспособить к каждому размеру резервуара, хотя бы потому, что при изменении размеров резервуара вес полуфабрикатов и, следовательно, структура сама машина тоже меняется. Это побудило Imcar создать машины разных размеров, чтобы удовлетворить всех.
Pipe Welding, TIG pipe Welding, Pipeline Welding
Orbital welding and automated welding
Smart Welding Station — Power sources
Closed chamber welding heads
Open welding heads
Сварочные головки кареточного типа
Механизмы подачи проволоки
Специальное оборудование и оснастка для орбитальной сварки
Оборудование для орбитальной сварки в узкую разделку
Широкий ассортимент для всех диаметров, толщин стенок и геометрии заготовокОрбитальная сварка труб и труб для любых применений
Polysoude предлагает модульные сварочные головки и инструменты, которые легко адаптируются к сварочным головкам и инструментам различных применений для сварки труб и трубопроводов, а также отвечают растущим требованиям к качеству материалов, сварка которых зачастую затруднена. Только автоматизированная орбитальная сварка гарантирует сварку с контролируемым и ограниченным подводом тепла для сохранения свойств материала. Станции Polysoude Smart Welding способны производить высококачественные сварные швы с высокой производительностью в суровых условиях окружающей среды.
Только автоматизированная орбитальная сварка гарантирует сварку с контролируемым и ограниченным подводом тепла для сохранения свойств материала. Станции Polysoude Smart Welding способны производить высококачественные сварные швы с высокой производительностью в суровых условиях окружающей среды.
ЭКСПЕРТНЫЕ РАЗГОВОРЫ — узнайте больше о нашей страсти к сварке:
Наши специалисты рассказывают вам все секреты орбитальной сварки труб
Интеллектуальная сварочная станция — источники питания
Посмотреть наши продукты
Высокопроизводительное оборудование для различных применений
Источник сварочного тока для орбитальной сварки состоит из нескольких интегрированных блоков, каждый из которых выполняет определенные функции:
Один или два инвертора мощности для подачи сварочного тока и, в случае сварки ВИГ с горячей проволокой, тока для нагрева присадочной проволоки. Сегодня инверторные источники являются самыми современными, а уникальный высокопроизводительный транзисторный источник питания PC-TR компании POLYSOUDE является передовым.
Сегодня инверторные источники являются самыми современными, а уникальный высокопроизводительный транзисторный источник питания PC-TR компании POLYSOUDE является передовым.
Программируемый блок управления, управляемый через встроенный микро- или ПК-контроллер.
Интегрированная или внешняя система сбора данных.
P3 сверхвысокой прочности Сверхкомпактная портативная 3-осевая интеллектуальная сварочная станция, разработанная для сложных условий. + Свяжитесь с нами
Легкая конструкция и высокая точность, эргономичные функции: Wi-Fi, цифровые расходомеры, поддержка OPC-UA.
..Р4 Advanced — интеллектуальная портативная 4-осевая интеллектуальная сварочная станция + Свяжитесь с нами
Интуитивно понятный пользовательский интерфейс, автоматическая генерация процедур сварки, встроенные инструменты контроля качества
P6 / P6 Аппаратное обеспечение Усовершенствованный — интеллектуальный 6-осевой источник питания с холодной и горячей проволокой + Свяжитесь с нами
Встроенный контроль напряжения дуги (AVC) и осцилляция горелки (OSC)/смещение горелки, интуитивно понятный пользовательский интерфейс
ПК Уникальный — мощный, многоцелевой, многоосевой, мультипроцессный источник питания + Свяжитесь с нами
Подходит для всех видов орбитальной автоматической сварки, даже для наплавки.
Высокопроизводительный источник питания без ограниченийСистема сбора данных Расширенный — оптимизация производительности и последующие действия для источников питания P6 и ПК. + Свяжитесь с нами
Отслеживание процессов, запись данных и архивирование для полного контроля качества
 ..
.. Высокопроизводительный источник питания без ограничений
Высокопроизводительный источник питания без ограниченийСварочные головки с закрытой камерой
Посмотреть наши продукты
Прецизионная сварка в отраслях с высокой степенью чистоты
Сварочные головки с закрытой камерой специально разработаны для автогенной сварки труб без присадочной проволоки. Доступны различные размеры, охватывающие диапазон диаметров от 1,6 мм до 170 мм (ANSI от 1/16 дюйма до 4 дюймов). Отличных результатов можно добиться при сварке аустенитной нержавеющей стали, металлов, подверженных окислению, таких как титан, или сплавов, таких как инконель. В зависимости от применения зажимные кассеты или TCI (вставки для зажима труб) используются для крепления закрытой головки камеры к свариваемым трубам и фитингам.
Доступны различные размеры, охватывающие диапазон диаметров от 1,6 мм до 170 мм (ANSI от 1/16 дюйма до 4 дюймов). Отличных результатов можно добиться при сварке аустенитной нержавеющей стали, металлов, подверженных окислению, таких как титан, или сплавов, таких как инконель. В зависимости от применения зажимные кассеты или TCI (вставки для зажима труб) используются для крепления закрытой головки камеры к свариваемым трубам и фитингам.
СВЧ Модульная — сверхвысокая степень очистки, сварочная головка с закрытой камерой + Свяжитесь с нами
Специально разработан для автогенной сварки прецизионных труб и микрофитингов из нержавеющей стали, с уникальными титановыми зажимными кассетами
МВт Долгий срок службы — высокий рабочий цикл, сварочная головка с закрытой камерой + Свяжитесь с нами
Для автогенной сварки труб и фитингов среднего размера из нержавеющей стали с уникальными титановыми вставками для трубных зажимов (TCI)
Открытые сварочные головки
Посмотреть наши продукты
С присадочной проволокой или без нее, AVC и OSC
Открытые сварочные головки были задуманы как инструмент для орбитальной сварки TIG с присадочной проволокой или без нее. Диаметр свариваемых труб варьируется от 8 до 275 мм (ANSI от 5/16 до 11 дюймов). Открытые сварочные головки U-образного типа оснащены горелкой TIG с газовым диффузором. Отличная газовая защита достигается в зоне вокруг горелки, которая покрыта защитным газом, выходящим из газовой линзы. В процессе сварки оператор может наблюдать и контролировать воздействие дуги и проволоки. Асимметричная конструкция открытых головок позволяет выполнять сварку на очень коротком расстоянии от стены или изгиба. Позиционирование сварочной горелки может осуществляться вручную или с помощью моторизованных ползунков: регулирование напряжения дуги (AVC) и осцилляция горелки (OSC).
Диаметр свариваемых труб варьируется от 8 до 275 мм (ANSI от 5/16 до 11 дюймов). Открытые сварочные головки U-образного типа оснащены горелкой TIG с газовым диффузором. Отличная газовая защита достигается в зоне вокруг горелки, которая покрыта защитным газом, выходящим из газовой линзы. В процессе сварки оператор может наблюдать и контролировать воздействие дуги и проволоки. Асимметричная конструкция открытых головок позволяет выполнять сварку на очень коротком расстоянии от стены или изгиба. Позиционирование сварочной горелки может осуществляться вручную или с помощью моторизованных ползунков: регулирование напряжения дуги (AVC) и осцилляция горелки (OSC).
МУ IV Гибкость – модульная открытая сварочная головка + Свяжитесь с нами
Полнодиапазонная регулировка для частого наружного диаметра.
изменения, с присадочной проволокой или без нее, с контролем напряжения дуги (AVC) и колебаниями горелки (OSC) или без нихМУ IV 195 HW Высокая производительность – многопроходная открытая сварочная головка Hot Wire + Свяжитесь с нами
Для сварки стенок средней и большой толщины, с встроенным механизмом подачи проволоки, с контролем напряжения дуги (AVC) и колебанием горелки (OSC)
 изменения, с присадочной проволокой или без нее, с контролем напряжения дуги (AVC) и колебаниями горелки (OSC) или без них
изменения, с присадочной проволокой или без нее, с контролем напряжения дуги (AVC) и колебаниями горелки (OSC) или без нихСварочные головки кареточного типа
Посмотреть наши продукты
Самый универсальный держатель горелки
Открытые орбитальные сварочные головки кареточного типа перемещаются вокруг труб или труб на подходящих рельсах или направляющих, которые могут быть установлены на любой трубе с наружным диаметром от 32 мм (1,3″). Толщина стенки таких труб и трубок всегда требует многопроходной сварки. Прочная конструкция кареточных сварочных головок позволяет нести на них необходимое оборудование, такое как горелка с АВК и колебательным устройством и бортовой механизм подачи проволоки с вес катушки до 5 кг.Кроме того, могут быть установлены видеокамеры, позволяющие оператору наблюдать и записывать процесс сварки.В зависимости от применения эти сварочные головки могут быть оснащены обычной горелкой TIG с газовой линзой или с горелка с узкой канавкой
Толщина стенки таких труб и трубок всегда требует многопроходной сварки. Прочная конструкция кареточных сварочных головок позволяет нести на них необходимое оборудование, такое как горелка с АВК и колебательным устройством и бортовой механизм подачи проволоки с вес катушки до 5 кг.Кроме того, могут быть установлены видеокамеры, позволяющие оператору наблюдать и записывать процесс сварки.В зависимости от применения эти сварочные головки могут быть оснащены обычной горелкой TIG с газовой линзой или с горелка с узкой канавкой
Поликар 30 Низкопрофильная – компактная сварочная головка кареточного типа + Свяжитесь с нами
Специальная конструкция для минимального радиального зазора, со встроенным механизмом подачи проволоки
Поликар 60 Стандартное исполнение — полнофункциональная сварочная головка кареточного типа с V-образными и J-образными канавками + Свяжитесь с нами
Для средней толщины стенок, сварки TIG холодной и горячей проволокой
Поликар 60 ПЛК Средний режим работы — сварочная головка кареточного типа с узкой канавкой (NG) + Свяжитесь с нами
Для сварки газообразным газом ответственных применений и толстостенных трубопроводов, таких как первичные контуры, газовый и обычный факел с видеомодулем
Поликар МП Сверхмощная сварочная головка кареточного типа с узкой канавкой (NG) + Свяжитесь с нами
Для толстостенных трубопроводов и линейных швов на стенах толщиной до 300 мм, различные горелки NG со встроенными камерами
Механизмы подачи проволоки
Посмотреть наши продукты
Полная совместимость со всеми сериями источников тока и сварочных головок
Как правило, устройство подачи проволоки может быть установлено либо непосредственно на головку для орбитальной сварки, либо использоваться как внешнее устройство подачи проволоки. Выбор подающего устройства зависит прежде всего от условий использования, ограничений применения, требуемой мобильности оборудования и иногда от наличия присадочной проволоки на подходящих катушках.
Выбор подающего устройства зависит прежде всего от условий использования, ограничений применения, требуемой мобильности оборудования и иногда от наличия присадочной проволоки на подходящих катушках.
Полифил Напольный механизм подачи проволоки + Свяжитесь с нами
Универсальный механизм подачи проволоки для сварки TIG холодной и горячей проволокой
Полифил — Бортовой Встроенный механизм подачи проволоки + Свяжитесь с нами
Устройство подачи проволоки для сварки TIG холодной и горячей проволокой
Специальное оборудование и инструменты для орбитальной сварки
Посмотреть наши продукты
Проверенные решения для уникальных применений
Для конкретных применений, не предусмотренных нашими модульными сварочными головками, в которых сварочная горелка следует за круговым сварным швом на неподвижной заготовке, POLYSOUDE разработал ряд универсальных инструментов, которые постоянно модернизируется, чтобы удовлетворить индивидуальные требования клиентов.
ТП 60 Полный контроль — для критически важных приложений + Свяжитесь с нами
Для критически важных применений, таких как реакторы мочевины из супердуплекса. Головка для приварки труб к трубным решеткам с адаптивным датчиком и др.…
Сварочная головка с закрытой камерой Точный и чистый – Идеально выровненный и без окисления + Свяжитесь с нами
Сварочная головка с закрытой камерой и специальными зажимными кассетами или крепежными блоками
Сварочная головка открытого типа Гибкость – модульная открытая сварочная головка + Свяжитесь с нами
Сварочная головка открытого типа с уменьшенным зазором
Сварочная головка кареточного типа От средних до тяжелых — один уникальный инструмент + Свяжитесь с нами
Сварочная головка кареточного типа с обычной или газовой горелкой, встроенными камерами и устройством подачи одинарной/двойной проволоки
Коллекторная сварочная головка Непрерывная сварка — без кабелей + Свяжитесь с нами
Бесконечно вращающаяся сварочная головка коллектора
Оборудование для орбитальной сварки в узкую разделку
Посмотреть наши продукты
Сварка TIG с узкой канавкой – важный процесс
POLYSOUDE предлагает широкий ассортимент горелок для сварки с узкой канавкой для всех толщин стенок до 300 мм и более.
Каждая горелка имеет диапазон, который позволяет использовать ее от максимальной толщины стенки (максимальная глубина погружения горелки в канавку) до завершения проходов по покрытию поверхности.
Необходимо изучить два основных подхода и их преимущества:
– Один валик стрингера на слой
– Один проход колебаний на слой
Обычная горелка Горелка с регулируемым вылетом электрода + Свяжитесь с нами
Подходит для широких и узких канавок с толщиной стенки от 0 до 45 мм
OSC-электрод Горелка NG с колеблющимся (OSC) электродом + Свяжитесь с нами
Линия из 3 горелок для стенок толщиной от 0 до 150 мм, от 0 до 200 мм и, наконец, от 0 до 300 мм, с задним экраном для всех проходов от корня до крышки.
Обычная горелка с газовым соплом V2 Горелка с насадкой с узкой канавкой и неподвижным электродом + Свяжитесь с нами
Подходит для толщины стенки от 0 до 100 мм. Сопло V2 имеет особенность изоляции и направления газа непосредственно в канавку.

Сварка плавлением тонкостенных труб охватывает широкий спектр применений, например, в следующих областях: полупроводниковая промышленность, биохимия, приборостроение, производство продуктов питания и напитков, фармацевтическая промышленность, химическая/санитарная промышленность и авиационная/космическая промышленность. В большинстве случаев трубы изготавливаются из аустенитной нержавеющей стали, но встречаются и никелевые сплавы, а также титан и его сплавы. Ассортимент охватывает диаметры от 1,6 до 170 мм; с различной толщиной стенки, но в основном от 0,2 до 3,2 мм. По нескольким причинам может потребоваться применение присадочного металла в процедурах орбитальной сварки:
В большинстве случаев трубы изготавливаются из аустенитной нержавеющей стали, но встречаются и никелевые сплавы, а также титан и его сплавы. Ассортимент охватывает диаметры от 1,6 до 170 мм; с различной толщиной стенки, но в основном от 0,2 до 3,2 мм. По нескольким причинам может потребоваться применение присадочного металла в процедурах орбитальной сварки:
- Толщина стенок труб может потребовать подготовки их концов
- Свариваемые трубы или трубы могут быть изготовлены из различных основных металлов
- Может потребоваться усиление сварного шва
- Прочность и/или коррозионная стойкость ухудшаются при сварке плавлением
Сварка труб с добавлением присадочной проволоки часто требуется в электроэнергетике (строительство электростанций), нефтегазоснабжении (сварка трубопроводов), а также в химической или нефтехимической промышленности. Используется широкий спектр базовых материалов:
- Углеродистая сталь
- Низколегированная хромистая или хромомарганцевая углеродистая сталь
- Высоколегированная хромоникелевая сталь
- Сплавы на основе никеля (например, сплавы Inconel® или сплавы Hastelloy®)
- Титан и его сплавы.

Хотя размеры трубок сильно различаются, большинство из них находятся в пределах:
- Диаметр от 25,4 мм до 508 мм (1″ и 20″)
- Толщина стенки от 1,5 мм до 25 мм
Сварщик | Исследуйте карьеры | Национальная служба занятости
Как стать сварщиком
Вы можете попасть на эту работу через:
- курс колледжа
- ученичество
- подача заявки напрямую
- специализированные курсы, проводимые частными учебными организациями
Колледж
Вы можете получить квалификацию сварщика в колледже, прежде чем подавать заявку на работу сварщиком-стажером. Соответствующие курсы включают:
- Награда 2 уровня за навыки сварки
- Премия 2-го уровня в области сварочных технологий и навыков
- Диплом 3 уровня в области технологий производства и сварки
- Уровень T в области проектирования, производства, обработки и управления
Вступительные требования
Вам может понадобиться:
- 2 или более экзаменов GCSE в классах с 9 по 3 (от A* до D) или их эквивалент для курса 2 уровня
- 4 или 5 GCSE в 9 класседо 4 (от A* до C) или эквивалент для курса уровня 3
- 4 или 5 экзаменов GCSE в 9–4 классах (от A* до C) или эквивалент, включая английский язык и математику для уровня T
Дополнительная информация
Ученичество
Вы можете получить эту профессию, выполнив:
- среднее профессиональное обучение сварщику
- Повышение квалификации сварщика труб или листов
Вступительные требования
Обычно вам потребуется:
- несколько выпускных экзаменов в школе, обычно включая английский язык и математику или эквивалент, для промежуточного обучения
- 5 экзаменов GCSE в 9–4 классах (от A* до C) или эквивалент, включая английский язык и математику, для повышения квалификации
Дополнительная информация
Прямое применение
Если у вас есть опыт работы в области сварки, вы можете напрямую подать заявление о приеме на работу. Например, от работы в инженерном строительстве, морской технике или трубопроводной арматуре.
Например, от работы в инженерном строительстве, морской технике или трубопроводной арматуре.
Другие маршруты
Вы можете пройти курс по технике сварки или инспекционной работе в Институте сварки. Обычно для этого вам нужно иметь инженерное образование.
Дополнительная информация
Регистрация
- вам потребуется отраслевой сертификат безопасности, такой как Схема паспорта безопасности Национальной группы безопасности подрядчика (CCNSG) для многих работ
Профессиональные и отраслевые организации
Вы можете присоединиться к Институту сварки для профессионального развития и обучения.
Дополнительная информация
Дополнительную информацию о профессии сварщика можно получить в Учебном совете по машиностроению и строительной промышленности и в Институте сварки.
Что нужно
Навыки и знания
Вам понадобится:
- быть тщательным и обращать внимание на детали
- знание технических наук и технологий
- умение работать самостоятельно
- умение пользоваться, ремонтировать и обслуживать машины и инструменты
- дизайнерские навыки и знания
- знание математики
- умение хорошо работать руками
- способность анализировать качество или производительность
- для выполнения основных задач на компьютере или портативном устройстве
Что ты будешь делать
Повседневные задачи
Как сварщик, вы должны:
- следовать техническим чертежам и инструкциям для каждой работы
- проверка размеров и толщины свариваемых материалов
- подготовка и размещение секций для соединения или ремонта
- калибровать инструменты и оборудование
- эксплуатация сварочного оборудования
- осмотр и испытание сварных швов и соединений с использованием прецизионных измерительных инструментов
- демонтаж и резка металла в сносимых конструкциях
- чистые инструменты, оборудование и рабочие зоны
Рабочая среда
Вы можете работать в мастерской, на стройке или на сносе.
Ваша рабочая среда может быть жаркой, тесной и находиться на высоте.
Возможно, вам придется надеть защитную одежду и использовать защитное оборудование.
Карьерный путь и развитие
Вы можете стать супервайзером или руководителем мастерской по изготовлению металлоконструкций.
Вы также можете работать в области контроля сварки, неразрушающего контроля и контроля качества.
Получив коммерческое водолазное образование, вы можете специализироваться на подводной сварке, например, в нефтяной, газовой и морской технике.
Вы также можете преподавать в колледже повышения квалификации.
Узнайте больше о преподавании в системе дополнительного образования от Teach in Additional Education.
Текущие возможности
Ученичество В Англии
Ученик шеф-повара
- Заработная плата: от 8 003,84 до 15 808 фунтов стерлингов Ежегодно
- Расположение: 7 Cunliffe Road, Ilkley
Ученик шеф-повара
- Заработная плата: от 10 004,80 до 19 760,00 фунтов стерлингов Ежегодно
- Расположение: аэропорт Манчестера, Манчестер .

Найдите места ученичества рядом с вами
Курсы В Англии
Вольфрамовый сварочный аппарат в среде инертного газа
- Поставщик: ПРЕСТОНСКИЙ КОЛЛЕДЖ
- Дата начала: 02 марта 2023 г.
- Местонахождение: ПРЕСТОН
Свидетельство о навыках сварки L2 (Eve)
- Провайдер: БАТСКИЙ КОЛЛЕДЖ
- Дата начала: 20 сентября 2022 г.
- Местоположение: Радсток
Найдите курсы рядом с вами
Работа В Соединенном Королевстве
Служба поиска работы может помочь вам в поиске работы и отправлять оповещения, когда появляются новые вакансии.
Лазерная система непрерывной сварки труб
Просмотреть всю лазерную продукцию IPG Photonics — ПОСЕТИТЬ КОРПОРАТИВНЫЙ ВЕБ-САЙТ✕
Лазерный сварочный аппарат для непрерывного производства труб и профилей
TPS-6000 представляет собой интегрированную систему непрерывной лазерной сварки для производства труб и профилей. По сравнению с традиционным CO 2 лазеров, TPS обеспечивает более высокую производительность, снижение эксплуатационных расходов и повышение доступности производственных инструментов.
Обзор
Обзор Функции Характеристики Ресурсы Опции Программного обеспечения
Полностью интегрированное решение
Снижение эксплуатационных расходов
- Более низкие эксплуатационные расходы и более высокая производительность по сравнению с CO 2 системы
- Перемещение по осям X-Y-Z: 300, 100, 500 мм Прочная конструкция для максимальной стабильности
- Интуитивно понятный ЧМИ для простого управления
- Простая интеграция в производственные линии с минимальной настройкой и обслуживанием
Загрузить техническое описание
TPS-6000 Применение: сварка
Полностью интегрированный сварочный аппарат TPS-6000 представляет собой высокоэффективное решение для сварки непрерывно формованных труб и профилей.
 Это экономит деньги за счет снижения затрат на электроэнергию, сокращения времени простоя инструмента и повышения производительности сварки.
Это экономит деньги за счет снижения затрат на электроэнергию, сокращения времени простоя инструмента и повышения производительности сварки.Точная и непрерывная сварка труб
TPS-6000 обеспечивает высокую целостность, отсутствие окисления и низкую зону термического влияния на сварные швы непрерывного формования труб из углеродистой и нержавеющей стали с толщиной стенки от 0,7 до 4 мм.
Высокоэффективный процесс сварки волоконным лазером более энергоэффективен и быстрее, чем традиционные методы CO 2 , а встроенное устройство отслеживания шва обеспечивает точное размещение сварного шва и очень высокую производительность обработки. Поскольку лазер не требует технического обслуживания и сложной настройки, время обслуживания и настройки сведено к минимуму, что еще больше увеличивает производительность.
Обратитесь к местному инженеру TPS-6000
Установка лазерной системы TPS
Разработан для снижения затрат при производстве непрерывногнутых сварных труб
- Шовная сварка труб из нержавеющей и углеродистой стали с толщиной стенки до 4,0 мм
- Эксплуатационные расходы, как правило, <25% от традиционных CO 2 процесс
- Высокоэффективный процесс волоконного лазера IPG не требует технического обслуживания
- Сварочная система «под ключ», включая лазер, сварочную головку, охладитель и систему управления со стандартными отраслевыми интерфейсами для контроллера заказчика
- Волоконный лазер мощностью 4000 или 6000 Вт на выбор
TPS Основные характеристики
- 3-осевая система управления движением головы с ЧПУ
- Ось X (параллельно трубе): 300 мм
- Ось Y (90° к трубе): 100 мм
- Ось Z (параллельно трубе): 500 мм
- Ось Y контролируется автоматическим устройством отслеживания шва для оптимального размещения сварного шва
- Ось Z подходит для широкого диапазона диаметров труб/профилей
- Опция автоматического управления технологическим газом
Мощные лазеры IPG
Основой аппарата для сварки труб и профилей является источник света, создаваемый волоконным лазером. Промышленные лазеры класса IPG кВт:
Промышленные лазеры класса IPG кВт:
- Нечувствительны к пыли, температуре и вибрации
- Монолитный и полностью полупроводниковый: не требует юстировки
- Может модулироваться и работать в импульсном режиме QCW
- Имеют наилучшую эффективность настенного подключения
- Имеют резервирование компонентов: наилучшая надежность
- Имеют самые низкие эксплуатационные расходы
- Самая низкая стоимость обслуживания
- Самая лучшая гарантия в отрасли
Мониторинг качества сварки в реальном времени (дополнительно)
Выполнение измерений в реальном времени для подтверждения качества сварных деталей.
- Проверка выравнивания и подгонки деталей для устранения неправильной обработки
- Измерения глубины проплавления сварного шва и профиля поверхности в режиме реального времени, а также проверка заданных пределов
- Полностью интегрированная обратная связь по параметрам и условная логика для последующей обработки или размещения деталей
Для важные детали, проверьте с помощью 100% измерений для регистрации соответствия процесса и предотвращения дальнейших инвестиций в несоответствующие детали.
| Варианты питания лазера | Волоконные лазеры непрерывного действия мощностью до 12 кВт в непрерывном режиме |
| Варианты поставки балки | Сварочная головка FLW-D50 компании IPG Балочная поставка Обычно включает:
|
| Система движения | 3 Ось, управляемая ПЛК Ось X (параллельно трубе) 300 мм (11,8 дюйма) Ось Y (90 o к трубе) 100 мм (3,9 дюйма) (управляется устройством отслеживания швов) Ось Z (вертикальная) 750 мм (29,5 дюйма) |
| Элементы управления/опции интерфейса | Автономный промышленный ПК-контроллер Цветной сенсорный дисплей для визуализации и управления ЧМИ |
| Связь | Интерфейс с контроллером оборудования заказчика через полевую шину или аналоговые сигналы |
| Размеры: ТПС, мм Лазер, мм | 950 × 1450 × 2050 (37,4 × 57,1 × 80,7 дюйма) 856 × 806 × 1106 (33,7 × 31,7 × 43,5 дюйма) (в зависимости от выбора лазера) |
| Масса, кг | фунтов 515 1135 |
Загрузить спецификацию TPS-6000
Техническая литература
Брошюра о сварочной головке
Скачать
Видео
LDD-700 Монитор сварки
Встроенный монитор сварки IPG для сварки с дистанционным сканированием. В сочетании с нашим программным обеспечением IPG OmniWELD Scanning, LDD-700 предлагает пять режимов мониторинга: глубина замочной скважины, профиль шва, высота заготовки, высота поверхности сварного шва и профиль валика — все с помощью одного прибора. Активное управление лучом ICI позволяет OmniWELD выявлять дефекты непосредственно перед, во время и после процесса сварки. Эти возможности доступны в одном представлении детали, практически не требующем дополнительного времени цикла или крепления.
В сочетании с нашим программным обеспечением IPG OmniWELD Scanning, LDD-700 предлагает пять режимов мониторинга: глубина замочной скважины, профиль шва, высота заготовки, высота поверхности сварного шва и профиль валика — все с помощью одного прибора. Активное управление лучом ICI позволяет OmniWELD выявлять дефекты непосредственно перед, во время и после процесса сварки. Эти возможности доступны в одном представлении детали, практически не требующем дополнительного времени цикла или крепления.
Чем мы можем вам помочь?
Связаться с отделом продаж
Получить оценку приложения
Получить предложение
Профиль поставщика Rigid Welding Inc
Профиль поставщика Rigid Welding Inc.
| |||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||
 1 Power Piping Code
1 Power Piping Code

Классификация и сортамент стальных сварных труб и профилей Сварка
Трубы являются незаменимой частью строительства, машиностроения, промышленности и многих других. Они являются обязательным компонентом при построении различных соединений. На сегодняшний день существует множество типов, которые в основном отличаются размером , размером , материалом и типом производства .
Среди них очень важную часть занимают стальные трубы , которые в большинстве случаев не подлежат замене. Что касается строительства газопроводов и водопроводов, то до сих пор им нет аналога, который мог бы их заменить.
Трубы стальные можно разделить на:
- Бесшовные – благодаря поперечно-винтовой прокатке достигаются требуемые размеры данного типа труб. Их основное предназначение для нефтегазовой промышленности, , так как они очень подходят для транспортировки и добычи нефти и газа.
- Сварная – данный тип трубы в основном изготавливается с использованием трубосварочных агрегатов, а концы заготовки свариваются высокопрочной частота токов.
 Их основное предназначение для нефтегазовой промышленности, , так как они очень подходят для транспортировки и добычи нефти и газа.
Их основное предназначение для нефтегазовой промышленности, , так как они очень подходят для транспортировки и добычи нефти и газа.
Сегодня наша основная тема трубы стальные сварные . В отличие от бесшовных, они намного легче, что делает их более широко используемыми и распространенными. Стальные сварные трубы намного прочнее и устойчивы как к износу, так и к высоким температурам.
Что касается типов стальных сварных труб , они в основном делятся в зависимости от их формы, размера диаметра и используемой технологии производства.
По форме трубы стальные сварные бывают двух основных видов – круглые и профильные .
Круглые трубы
Наиболее распространенными сварными стальными трубами являются круглые . Если сравнить их с квадратными, например, при одинаковой окружности обеих труб, то площадь круглых больше. Это делает их идеальными для транспортировки больших объемов жидкостей .
Если сравнить их с квадратными, например, при одинаковой окружности обеих труб, то площадь круглых больше. Это делает их идеальными для транспортировки больших объемов жидкостей .
С другой стороны, круглые стальные сварные трубы имеют некоторые ограничения. С некоторыми вид изгиба , круглая труба не обладает такой жесткостью и сопротивлением, как квадратная труба. Именно поэтому в некоторых случаях он не подходит.
Трубы стальные сварные круглые подразделяются по диаметру и бывают:
- Трубы стальные малого диаметра — до 114 мм . Трубы стальные
- со средним диаметром – от 114 до 480 мм . Трубы стальные большого диаметра
- : от 480 мм и выше .
Трубы, имеющие большой диаметр , изготавливают из более толстых листов, так как они в основном применяются для строительства магистральных газовых и нефтепроводов , 19 канализации 907.
В то время как малого и среднего диаметра изготавливаются из горячекатаных или холоднокатаных рулонов. Наиболее широко их применение при прокладке водопроводных и газовых коммуникаций в жилищно-коммунальной сфере и промышленности.
Трубы профильные
Что касается профильных стальных сварных труб , то они обладают наибольшей пластичностью, жесткостью и прочностью в отличие от круглых. Благодаря большому сечению, а также устойчивости к изгибу и скручиванию они позволяют снизить собственный вес.
Следовательно, это, в свою очередь, делает их более широко используемыми в различных отраслях промышленности . Они наиболее широко используются в строительстве и строительстве трубопроводов.
С точки зрения сечения в основном делятся на:
- с квадратным сечением
- с прямоугольным сечением
Конечно, наряду с ними существуют стальные сварные трубы других форм, предназначенные для конкретных нужд. Среди основных типов труб также встречаются овально-овального фасонного , каплевидного сечения и другие.
Среди основных типов труб также встречаются овально-овального фасонного , каплевидного сечения и другие.
Сварные стальные трубы изготавливаются путем сварки стальных листов или стальных рулонов после их первичной прокатки. Затем сварная стальная труба подвергается холодной вытяжке через матрицу и оправку для придания готовой формы. Трубы могут иметь диаметр от нескольких миллиметров до нескольких метров и могут использоваться для самых разных целей, включая транспортировку таких жидкостей, как газ, нефть или вода. Существует два основных типа сварных стальных труб: ERW (электросварка сопротивлением) и EFW (электросварка плавлением). Трубы ERW изготавливаются путем пропускания горячей стальной пластины через набор роликов для формирования трубы, а затем свариваются вместе с помощью электрического тока. Трубы EFW изготавливаются путем пропускания горячей стальной пластины через набор роликов для формирования трубы, а затем свариваются вместе с помощью электрического тока. Преимущество EFW перед ERW заключается в том, что не требуется отдельного этапа добавления присадочного материала, так как сварка выполняется электрическим током. Сварные стальные трубы можно разделить на четыре основные категории: – Трубы из углеродистой стали: эти трубы изготавливаются из углеродистой стали и используются для транспортировки жидкостей, таких как вода, нефть или газ. – Трубы из нержавеющей стали: эти трубы изготовлены из нержавеющей стали и используются для транспортировки жидкостей, таких как вода, нефть или газ. – Трубы из легированной стали: Эти трубы изготовлены из легированной стали и используются для транспортировки таких жидкостей, как
Преимущество EFW перед ERW заключается в том, что не требуется отдельного этапа добавления присадочного материала, так как сварка выполняется электрическим током. Сварные стальные трубы можно разделить на четыре основные категории: – Трубы из углеродистой стали: эти трубы изготавливаются из углеродистой стали и используются для транспортировки жидкостей, таких как вода, нефть или газ. – Трубы из нержавеющей стали: эти трубы изготовлены из нержавеющей стали и используются для транспортировки жидкостей, таких как вода, нефть или газ. – Трубы из легированной стали: Эти трубы изготовлены из легированной стали и используются для транспортировки таких жидкостей, как
В последние годы технология производства стальных сварных труб быстро развивалась. Годовой объем производства сварных труб в Китае увеличился с 3,3 млн тонн в 2001 году до 10,8 млн тонн в 2010 году, а доля рынка сварных труб увеличилась с 15% до 36%. Развитие трубосварочной промышленности способствовало развитию всей металлургической промышленности. Технология производства стальных сварных труб в основном включает три аспекта: подготовку материала, сварку труб и послесварочную термообработку. (1) Подготовка материала: выбор марок стали и химического состава сварочных материалов должен соответствовать требованиям соответствующих национальных стандартов; (2) Сварка труб: в соответствии с требованиями чертежей материал нарезается на трубы различного диаметра и длины, а затем отправляется в сварочный агрегат для сварки. Сварочный аппарат обычно состоит из источника сварочного тока, сварочной горелки, механизма подачи проволоки и системы водяного охлаждения. Параметры процесса сварки предварительно устанавливаются в зависимости от типа сварочной проволоки и сварочного тока, а скорость сварки регулируется автоматически в зависимости от сварочного тока. Сварочная проволока непрерывно подается в сварочную ванну через контактный наконечник, а сварочная горелка движется вдоль сварного шва, формируя шов. Для обеспечения качества сварного шва сварщик должен иметь определенные навыки сварки; (3) Термическая обработка после сварки: термообработка после сварки обычно проводится
Технология производства стальных сварных труб в основном включает три аспекта: подготовку материала, сварку труб и послесварочную термообработку. (1) Подготовка материала: выбор марок стали и химического состава сварочных материалов должен соответствовать требованиям соответствующих национальных стандартов; (2) Сварка труб: в соответствии с требованиями чертежей материал нарезается на трубы различного диаметра и длины, а затем отправляется в сварочный агрегат для сварки. Сварочный аппарат обычно состоит из источника сварочного тока, сварочной горелки, механизма подачи проволоки и системы водяного охлаждения. Параметры процесса сварки предварительно устанавливаются в зависимости от типа сварочной проволоки и сварочного тока, а скорость сварки регулируется автоматически в зависимости от сварочного тока. Сварочная проволока непрерывно подается в сварочную ванну через контактный наконечник, а сварочная горелка движется вдоль сварного шва, формируя шов. Для обеспечения качества сварного шва сварщик должен иметь определенные навыки сварки; (3) Термическая обработка после сварки: термообработка после сварки обычно проводится
Трубы стальные сварные могут быть изготовлены по разным технологиям.
Они делятся в зависимости от:
- температуры формируемого металла — могут быть изготовлены методом холодной штамповки или горячей листовой штамповки.
- способ изготовления труб конечных размеров — изготавливают в калибровочных камерах профилегибочно-сварочных машин или на редукционных прокатных станах.
- метод обработки – изготовление труб малого и среднего диаметра непрерывным способом и изготовление труб большого диаметра отдельным способом.
- количество и направление сварных швов – трубы малого диаметра одношовные трубы , трубы среднего диаметра двухшовные; спиральношовные трубы со значительно большим диаметром.
- Способ сварки — токами высокой частоты, с применением инертных газов, ультразвуком, постоянным током, электродуговой сваркой, индукционной, плазменной, электронно-лучевой и контактной электросваркой.
Трубы стальные сварные находят чрезвычайно широкое применение. Именно поэтому сегодня мы представим вам несколько основных производств и производств, в которых они наиболее часто используются.
Именно поэтому сегодня мы представим вам несколько основных производств и производств, в которых они наиболее часто используются.
Соответственно их можно встретить в таких областях, как:
- строительных и жилых сооружений – специально для внутренних и наружных коммуникаций зданий
- мебельная промышленность
- машиностроение
- промышленные коммуникации
Кроме того, следует отметить, что они используются для строительства линейных труб , которые служат для перекачки нефти и природного газа от месторождений нефти и газа к определенным хранилищам и резервуарам. И последнее, но не менее важное: они служат для строительства автомобильных и промышленных трубопроводов на большие расстояния.
Из-за многих требований и правил Сварные стальные трубы, существующие в ряде стран, являются единственным типом труб, которые могут быть использованы для строительства определенных типов установок , таких как транспортировка газа, нефти и строительство длинных трубопроводов.