с помощью простой, поршковой и флюсовой проволоки
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна – место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а следующими видами безгазовой защиты:
- слой флюса;
- порошковая защита с электрода;
- слой шлака, образуемый при сгорании электрода.
По виду механизации полуавтоматическая сварка характеризуется наличием специального суппорта для автоматического подвода присадочной флюсовой проволоки или порошкового электрода.
Область технологического применения данной сварки в основном сводится к соединению разнородных мягких металлов, цветных металлов или для напыления и восстановления деталей и запчастей из алюминия, чугуна или бронзы.
Сварка алюминия полуавтоматом без газа
Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Принципиальная схема сварочного аппарата представляет собой замкнутый контур, состоящий из заземления, переносного инвертора и электрода и подводимого автоматом присадочного электрода.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом. Читайте где можно обучиться сварке здесь.
Как правило, две алюминиевые поверхности варят в стык, проводя тонкий шов в 1-1,5 мм. шириной. В качестве наплавки используют медную проволоку.
Необходимо помнить о том, что попадание в расплав алюминия воздуха приведет к критическим изменениям структуры металла, появятся каверны, и существенно увеличится хрупкость металла, снизив его пластичность.
Для этого сварочную ванну необходимо защитить слоем флюса, который вводится по мере образования сварочного шва.
Флюс – вещество, которое образуется при сгорании электрода или присадочной проволоки, флюс прекрасно зарекомендовал себя, полностью изолируя сварные поверхности от атмосферного воздуха.
Сварка полуавтоматом флюсовой проволокой без газа
Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Такой способ обладает рядом положительных характеристик:
- на протяжении долгих лет показывает прекрасное качество и функциональность;
- относительная дешевизна и простота использования;
- экологичность и безвредность;
- прекрасные функциональные показатели.
Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочим.Смотрите детали о особенностях заполнения журнала сварочных работ.
Общую статью о сварочном производстве можно прочитать здесь.

Сварка порошковой проволокой без газа
Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
По своей конструкции флюсовая и порошковая проволока представляет собой трубку из мягкого легкоплавкого метала, полую внутри. Полость трубки заполнена порошком из кремниатов или флюсом, который при оплавлении трубки не сгорает, а просыпается на поверхность.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте подробнее о сварке металлов.
Сварка полуавтоматом простой проволокой без газа
Такой вид полуавтоматической дуговой сварки используется только при безгазовом напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна быть защищена от воздуха, то используется принципиально отличающийся от прочих механизм: принудительная подача флюса или порошка к сварочной поверхности.
Для этого используются полимерные или плексигласовые шланги-дозаторы, просыпающие флюс на металл. К таким дозаторам есть ряд определенных требований, как и к автоматам с данным оснащением:
- не допускаются перегибы шлангов или мягкого плексигласа, это может привести к нарушению дозации флюса и попаданию воздуха в металлическую структуру;
- нежелательны резкие движения автомата и рывки, это приведет к неравномерному или чрезмерному попаданию флюса и замутнению сварочной ванны;
- необходимо по возможности исключить сдувание флюса с поверхности, это значит, что работы следует производить в условиях цеха или в безветренную погоду.
При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.
Сварочный инвертор на сегодняшний день вполне успешно может справиться с монтажом и демонтажем во время строительных работ и ремонте автомобилей.
Как выбрать и использовать инверторный сварочный аппарат читайте здесь.
 Как выбрать и использовать инверторный сварочный аппарат читайте здесь.
Как выбрать и использовать инверторный сварочный аппарат читайте здесь.В настоящее время существует множество моделей полуавтоматических сварочных инверторов, но все они отличаются следующими положительными критериями:
- полуавтоматический режим во многом исключает огрехи сварщика;
- полуавтоматы способствуют прокладке ровных швов, что очень актуально для сварки трубопроводов или технологических линий в станках и агрегатах;
- мягкие и цветные металлы не варятся в обычном режиме без автоматов или полуавтоматов;
- сравнительно малые габариты, мобильность и простота конструкции автоматического суппорта и технологической схемы электропотребления.
Безгазовая сварка полуавтоматическом режиме прекрасное и функциональное решение сложных технических вопросов, которое характеризуется высоким КПД, производительностью, качеством, удобными условиями труда и малой затратностью.
Читайте также:
- Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой? Холодная сварка линолеума — очень эффективный и […]
- 2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства. Не менее важной и […]
 Не менее важной и […]
Не менее важной и […]Сварка полуавтоматом без газа
Сварочный полуавтомат уже не является какой-то новинкой, доступной лишь профессиональным сварщикам или жестянщикам. Специализированные магазины наполнены как недорогими и достаточно простыми, так и вполне качественными аппаратами.Популярность их объясняется достаточно просто — простота рабочего процесса, причем ни в ком случае не в ущерб качеству, скорее наоборот. При использовании сварочного полуавтомата можно получить даже при небольшом навыке вполне качественный и красивый шов.
Как правило, приобретаются аппараты серии MIG-MAG, то есть те, которые варят в среде инертного (MIG), например, аргона и активного (MAG) — углекислого газа. Что это дает? Поскольку сталь — это соединение железа с углеродом, причем в определенной пропорции, то и сварной шов должен хотя бы примерно соответствовать этим же характеристикам. В противном случае шов получается либо слишком хрупким — переизбыток углерода, либо мягким — недостаток.

Однако баллоны достаточно тяжелы, а при нечастом использовании заряжать баллон для того, чтобы пройти шов, например 5-7 см невыгодно, да и слишком дорого. Гораздо проще использовать специальную сварочную проволоку.
Альтернативно, ее называют ещё флюсовой проволокой, что, в принципе, указывает на ее состав. Помимо этого может встретиться название порошковая сварочная проволока, что также соответствует этому же материалу. Независимо от названия эта проволока позволяет осуществить сварку полуавтоматом без газа .
Состоит такая проволока из стальной трубки, диаметр которой соответствует применяемой при обычной сварке в среде газа. Как правило это 0,8 мм. Внутри находится специальный порошок — флюс, несколько напоминающий по своему составу обмазку обычных электродов.
 В результате нагревания флюс сгорает и образует в зоне сварки облако защитного газа, наподобие того как и в простой сварке электродом.
В результате нагревания флюс сгорает и образует в зоне сварки облако защитного газа, наподобие того как и в простой сварке электродом. Из плюсов можно отметить отсутствие необходимости газовой аппаратуры, а самое главное — возможность наблюдать, конечно сквозь защитную маску, за местом подачи в разделку. Помимо этого, различные типы проволоки содержат различные наполнители, что позволяет формировать химический состав шва, а также характеристики дуги.
В связи с тем, что сварка несколько напоминает обычную, электродом, в процессе может происходить затекание шлака от сгоревшего флюса в сварочную ванну, поэтому в некоторых случаях для получения герметичного соединения приходится поверх накладывать ещё один шов, предварительно очистив предыдущий.
В связи с тем, что порошковая проволока, обеспечивающая сварку полуавтоматом без газа, имеет малую жесткость в своей конструкции — стенка очень тонкая — подача проволоки должна осуществляться механизмом с очень небольшим сжатием, а резкие повороты шланга полуавтомата недопустимы.

В обязательном порядке должно соблюдаться условие подключения полярности на держак и на «массу». На держаке, горелке должен быть минус, а на самом изделии — плюс. Такое подключение называется прямым. При сварке в среде защитного газа используется обратное подключение. Обусловлено это тем, что при подаче флюсовой проволоки необходимо более высокая температура для образования защитного газа. Ниже вы можете просмотреть видео сварки полуавтоматом без газа.
Видео сварки полуавтоматом без газа:
Видео сварки инвертором Stark IMT 200 полуавтоматом флюсовой проволокой без газа. Идеально подходит для мобильных работ т.к. не нужен баллон с газом.
Кроме статьи «Сварка полуавтоматом без газа» смотрите также:
можно ли варить порошковой флюсовой проволокой – Виды сварочных аппаратов на Svarka. guru
 guru
guruСварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.

Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.

Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:
Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.

Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Технология сварки порошковой проволокой
Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой:
Параметры сварки самозащитной порошковой проволокой
- Работа выполняется при минимальном напряжении, с низкой скоростью подачи присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечник устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным раствором для предотвращения налипания брызг.
- Поскольку пары флюса направлены вверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.
Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
Как варить проволокой без газа | ММА сварка для начинающих
Как варить полуавтоматом и проволокой без газаСварка полуавтоматом имеет ряд существенных преимуществ. Во-первых, она даёт возможность варить длинные швы, а во-вторых, обладает лучшим сварочным швом, чем сварка электродами. Также, полуавтоматом удобней всего варить тонкий металл, толщина которого менее двух 1,5 мм.
При всем этом, полуавтоматическая сварка имеет лишь один существенный недостаток, который заключается в необходимости использовать защитный газ. Для этого с небольшим по габаритам сварочным аппаратом нужно таскать объёмный газовый баллон, что в свою очередь, очень и очень неудобно.
Можно исключить из обихода защитный газ, и использовать одну лишь сварку для проволоки. Однако для этого подходит не обычная проволока в качестве присадочного материала, а порошковая. Про том, как варить проволокой без газа и что для этого потребуется, вы сможете узнать ниже, из этой публикации сайта mmasvarka.ru.
Полуавтоматическая сварка: что и как происходит
Если со сваркой электродами все более менее понятно: вставил электрод в держатель, подкинул массу на заготовку и начал варить, то вот с полуавтоматической сваркой, дела обстоят иначе. В качестве присадочного материала при сварке полуавтоматом используется проволока, которую обволакивает во время сварки защитный газ.
В свою очередь, газ нужен для защиты сварочной ванны от её взаимодействия с окружающей средой. В этом то и заключается основной недостаток полуавтоматической сварки, поскольку нужен защитный газ, который не всегда есть под рукой.
Что делать в таком случае? Можно ли варить проволокой и полуавтоматом без газа?
Как варить полуавтоматом без газа
Для сварки полуавтоматом без газа можно использовать специальную порошковую проволоку. Структура порошковой проволоки устроена, таким образом, что внутри неё располагается порошок, который при сгорании проволоки попадает в сварочную ванну, защищая её тем самым от вредного воздействия извне.
Структура порошковой проволоки устроена, таким образом, что внутри неё располагается порошок, который при сгорании проволоки попадает в сварочную ванну, защищая её тем самым от вредного воздействия извне.
По своей сути, этот порошок и является тем самым защитным газом, или если хотите электродной обмазкой, которая также выполняет защитную роль для сварочной ванны. Состоит такая обмазка из рутила и флюорита, а её более точный состав, всегда можно узнать на упаковке с электродами.
Таким образом, используя полуавтомат, можно варить порошковой проволокой и без газа. Это даёт прекрасную возможность использовать полуавтоматическую сварку в самых труднодоступных местах, например, на высоте, там, куда доставить газовый баллон не представляется возможным.
Особенности порошковой проволоки
Порошковая проволока имеет различные диаметры, самый маленький диаметр начинается от 0,8 мм. Самая толстая проволока для сварки полуавтоматом без газа, имеет диаметр 2,4 мм. В свою очередь, столь большой выбор диаметров, даёт широчайшие возможности сварки полуавтоматом: начиная от сварки тонких металлов, толщиной всего лишь в 1,2 мм, и заканчивая металлами, толщиной в один сантиметр.
Порошковой проволокой и полуавтоматом без газа, можно варить как углеродистую сталь, так и оцинкованное железо с нержавейкой. При этом наполнитель внутри проволоки может отличаться своим составом, и это очень важно учитывать при выборе порошковой проволоки для сварки.
Еще статьи про сварку:
Сварка полуавтоматом без газа, только порошковой проволокой: плюсы и минусы | ММА сварка для начинающих
Сегодня сварка без сомнений занимает одно из лидирующих мест при производстве металлоконструкций. Полуавтоматическая сварка, как наиболее популярный вариант электродуговой сварки, даёт прекрасную возможность увеличить производительность труда и качество предоставляемой продукции.
Полуавтоматическая сварка без газа представляет собой механизированную подачу порошковой проволоки к месту сварки. Выглядит такая проволока в виде непрерывного электрода, который состоит из металлической оболочки и сердечника с порошком-наполнителем внутри.
Именно порошок позволяет защитить зону сварки и обеспечить стабильную, а также устойчивую дугу. В чем преимущества, а в чем недостатки использования порошковой проволоки без газа? Для чего вообще предназначена полуавтоматическая сварка без газового баллона?
Плюсы и минусы использования полуавтомата без газового баллона
Для сварки полуавтоматом применяется специальная электродная проволока. Поступая к месту сварки через сварочную головку, проволока плавит металл и надежно соединяет его. Использование защитных газов и особых флюсов даёт возможность увеличить глубину проплавления металла, даже используя для этого малые величины сварочного тока.
Но самое главное преимущество заключается в качестве сварочного шва и увеличении производительности труда. Не менее важно и то, что сварка полуавтоматом идеально подходит для соединения тонких металлов, там, где обычный электрод оказывается бессильным.
Несмотря на все это, сварка полуавтоматом без газа, одной порошковой проволокой, требует опыта. При работе с такой сваркой очень сложно следить за ходом образования шва.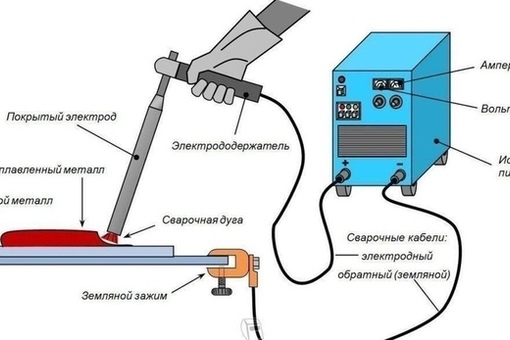 Также, учитывая хрупкость порошковой проволоки, особого неудобства доставляет осторожная работа со шлангом. Здесь важно исключить резкие движения.
Также, учитывая хрупкость порошковой проволоки, особого неудобства доставляет осторожная работа со шлангом. Здесь важно исключить резкие движения.
При использовании порошковой проволоки для сварки полуавтоматом без газа требуется обязательное соблюдение полярности подключения сварочного аппарата. К держателю с массой и к изделию следует подсоединять плюсовую клемму, то есть в прямом варианте. Данная особенность связана с тем, что при плавлении порошковой проволоки нужна высокая температура, под воздействием которой образовывалось бы облако защитного газа.
Плюсы сварки полуавтоматом без газа, только порошковой проволокой
Преимущества полуавтоматической сварки без газа, одной лишь порошковой проволокой, очевидны. В первую очередь, это отсутствие необходимости использовать газовую аппаратуру. К слову, удовольствие это не дешевое, поэтому многие как раз и отказываются от полуавтоматической сварки.
Второе преимущество связано с большим выбором сварочной проволоки для полуавтоматов. Всё это даёт прекрасную возможность получить наиболее правильный химический состав наплавленного шва, а также, определённые свойства дуги. Именно в связи с этим, сварка полуавтоматом без газа доступна каждому.
Всё это даёт прекрасную возможность получить наиболее правильный химический состав наплавленного шва, а также, определённые свойства дуги. Именно в связи с этим, сварка полуавтоматом без газа доступна каждому.
При этом стоит понимать, что использовать простую сварочную проволоку для сварки полуавтоматом без газового баллона нельзя. Можно применять только порошковую проволоку, поскольку в противном случае, сварочный шов будет неровным, с большим содержанием раковин.
Еще статьи про сварку:
Технологические особенности сварки полуавтоматом без газа
Сварка полуавтоматом без газа получила популярность благодаря компактности оборудования и экономичности процесса. Малогабаритные сварочные аппараты способны создавать прочный шов, по качеству не уступающий шву, выполненному классической сваркой с газом.
Схема устройства сварочного полуавтомата.
Принцип работы сварочного аппарата
Суть технологии сварки с газом состоит в том, что инертный газ обволакивает сварочную ванну, изолируя расплавленную присадочную проволоку и края стыкуемых деталей от воздействия кислорода, содержащегося в воздухе. В сварке без газа защитная функция возложена на углекислый газ, выделяющийся непосредственно из электродной проволоки. Специальная проволока содержит флюс, который генерирует CO
В сварке без газа защитная функция возложена на углекислый газ, выделяющийся непосредственно из электродной проволоки. Специальная проволока содержит флюс, который генерирует CO
Сварка полуавтоматом без газа основана на следующей технологической схеме:
- В момент прикосновения присадочной проволоки к свариваемым поверхностям возникает электрическая дуга.
- Электрическая дуга расплавляет электрод.
- Углекислый газ выделяется из флюса и обволакивает защитным слоем сварочную ванну.
Схема полуавтоматической сварки без газа.
Сварка производится специальной флюсовой проволокой, которая выделяет достаточное количество углекислоты для защиты от атмосферного кислорода. Таким образом, данное технологическое решение позволяет полностью отказаться от громоздких аргоновых баллонов.
Преимущества сварки полуавтоматом без газа:
- Легкость и компактность оборудования.
- Доступность и экономичность. Методика избавляет от необходимости постоянно заправлять газовые баллоны.
- Возможность применять электроды с различным химическим составом для наложения необходимого шва.
- Возможность изменять характеристики электрической дуги.
- Визуальный контроль через защитную маску непосредственно за местом подачи.

К недостаткам сварки без газа относится ограниченность ее применения по расположению сварного шва. Технология используется в большей степени для нижней горизонтальной сварки. Работы в вертикальной плоскости могут выполнять лишь опытные специалисты. Потолочные работы данным видом оборудования не проводятся ввиду того, что углекислый газ тяжелее воздуха, и он оседает, покидая зону сварки.
Читайте также:
Как производится сварка под флюсом.
Особенности сварки полипропиленовых труб.
О сварке трением читайте здесь.
Проведение сварочных работ
Перед началом работ необходимо позаботиться о приобретении подходящей непосредственно для предстоящей сварки присадочной проволоки. Диаметр определяется глубиной шва, а химический состав – в соответствии с материалом металлоконструкции.
Диаметр определяется глубиной шва, а химический состав – в соответствии с материалом металлоконструкции.
Для сварки полуавтоматом без газа используется только специальная флюсовая проволока. Присадки, предназначенные для аргоновой сварки, не годятся.
Следующий этап – подготовка к работе сварочного аппарата. Катушка с проволокой размещается на предназначенном для нее месте, конец проволоки пропускается через подающие вальцы и выводится на держак. Проволока достаточно хрупкая, и необходимо следить за тем, чтобы вальцы не передавили ее. Далее производится настройка силы тока. В большинстве случаев полуавтоматы имеют рабочий диапазон 250-280 А. Конкретная величина тока зависит от типа и диаметра проволоки. Она должна быть указана на упаковке товара.
После подготовки оборудования следует заняться свариваемыми деталями. Стыкуемые торцы деталей зачищаются от ржавчины. Детали располагаются на сварочном столе, сдвигаются и закрепляются. Можно приступать непосредственно к сварке. Держак располагают под углом 80-85 градусов к горизонтали и накладывают шов от дальнего края детали к ближнему. Для улучшения качества шва операцию можно повторить по уже разогретому металлу.
Держак располагают под углом 80-85 градусов к горизонтали и накладывают шов от дальнего края детали к ближнему. Для улучшения качества шва операцию можно повторить по уже разогретому металлу.
Сварка полуавтоматом без газа практически исключает риск пропалить изделие. Процесс горения металла полностью подавляется углекислым газом.
Сварка полуавтоматом без газа проволокой: инструкция, плюсы и минусы
Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата.
Общие сведения о технологии
Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа
Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает немало положительных эффектов, в числе которых следующие:
1. С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
2. Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
4. Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их значительно снижает.
Недостатки сварки без газа
Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести следующие:
Применение порошковой проволоки – не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива. Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку. Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения. Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку. Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения. Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки. Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе нагрева формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты. После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом
В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место особенности подачи флюса. При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение
Отказ от газовой защиты при сварке накладывает большую ответственность на оператора, поскольку качество соединения в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками. Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
с помощью простого, поршневой и флюсовой проволоки
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна — место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, и виды безгазовой защиты:
- слой флюса;
- порошковая защита с электрода;
- слой шлака, образуемый при сгорании электрода.

По виду механизации полуавтоматическая сварка представляет собой специальный суппорт для автоматического подвода присадочной флюсовой проволоки или порошкового электрода.
Область технологического применения сварки в основном сводится к соединению разнородных мягких металлов, цветных металлов или для напыления и восстановления деталей и запчастей из алюминия, чугуна или бронзы.
Сварка алюминия полуавтоматом без газа
Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме — соединение мягких и цветных металлов, например алюминия.
Принципиальная схема сварочного аппарата представляет собой замкнутый контур, состоящий из заземления, переносного инвертора и электрода и подводимого автоматом присадочного электрода.
Профессия сварщика несомненно требует профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом.
 Читайте где можно обучиться сварке здесь.
Читайте где можно обучиться сварке здесь.Как правило, две алюминиевые поверхности варят в стык, проводя тонкий шов в 1-1,5 мм. шириной. В качестве наплавки использовать медную проволоку.
Необходимо помнить о том, что попадание в расплав воздуха приводит к критическим изменениям структуры, появятся каверны, и существенно увеличится хрупкость металла, снизив его пластичность.
Для этого сварочного ванну необходимо защитить слоем флюса, который вводится по мере образования сварочного шва.
Флюс — вещество, которое образует при сгорании электрода или присадочной проволоки, флюс зарекомендовал себя, полностью изолируя сварные поверхности от атмосферного воздуха.
Сварка полуавтоматом флюсовой проволокой без газа
Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Такой способ обладает рядом положительных характеристик:
- на протяжении долгих лет показывает прекрасное качество и функциональность;
- относительная дешевизна и простота использования;
- экологичность и безвредность;
- прекрасные функциональные показатели.

Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочим.Смотрите детали о особенностях заполнения журнала сварочных работ.
Общую статью о сварочном производстве можно прочитать здесь.
Сварка порошковой проволокой без газа
Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. Используется специальный состав на основе кремниевых порошков или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющее проникновение кислорода к расплавленному металлу.
По своей конструкции флюсовая и порошковая проволока представляет собой трубку из мягкого легкоплавкого метала, полую внутри. Полость трубки заполнена порошком из кремниатов или флюсом, который при оплавлении трубки не сгорает, а просыпается на поверхности.
Ряд технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Сваркой принято именовать получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте подробнее о сварке металлов.

Сварка полуавтоматом простой проволокой без газа
Такой вид полуавтоматической дуговой сварки используется только при безгазовой напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна защищена от воздуха, то есть используется принципиально другой механизм: принудительная подача флюса или порошка к сварочной поверхности.
Для этого используются полимерные или плексигласовые шланги-дозаторы, просыпающие флюс на металл.К таким дозаторам есть ряд требований, как и к автоматам с данным оснащением:
- не допускаются перегибы шлангов или мягкого плексигласа, это может привести к нарушению дозации флюса и попаданию воздуха в металлическую форму;
- нежелательные резкие движения автомата и рывки, это приведет к неравномерному или чрезмерному попаданию флюса и замутнению сварочной ванны;
- необходимо по возможности исключить сдувание флюса с поверхности, это значит, что работы следует выполнять в условиях цеха или в безветренную погоду.

Природуговой сваркой сварочные кабели для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.
Сварочный инвертор на сегодняшний день вполне успешно может справиться с монтажом и демонтажем во время строительных работ и ремонте автомобилей. Как выбрать и использовать инверторный сварочный аппарат читайте здесь.
В настоящее время существует множество моделей полуавтоматических сварочных инверторов, но все они отличаются положительными критериями:
- полуавтоматический режим во многом исключающий огрехи сварщика;
- полуавтоматы способствуют прокладке ровных швов, что очень актуально для сварки трубопроводов или технологических линий в станках и агрегатах;
- мягкие и цветные металлы не варятся в обычном режиме без автоматов или полуавтоматов;
- сравнительно малые габариты, мобильность и простота конструкции автоматического суппорта и технологической схемы электропотребления.

Безгазовая сварка в полуавтоматическом режиме прекрасное функциональное решение сложных вопросов, которое характеризуется высоким КПД, производительностью, качеством, удобными условиями труда и малой затратой.
Читайте также:
- Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой? Холодная сварка линолеума — очень эффективный и […]
- 2 технологии сварки алюминия аргоном В настоящее время в перечне представленных различных методов сварки и множества машин для ее производства.Не менее и […]
Как правильно варить полуавтоматом без газа видео
При изготовлении металлоконструкций применяют электродуговую сварку плавлением. Наиболее распространенными способами является ручная сварка плавящимся электродом в специальной обмазке типа ММА и полуавтоматическая сварка плавящейся проволокой в среде защитных и активных газов MIG или MAG.
Сварка полуавтоматом без обычной проволокой сварочных аппаратов типа MIG и MAG невозможна, так как либо расплавленный металл будет почти полностью разбрызгиваться при большом силе сварочного тока, либо будет постоянно залипать при слабом значении тока.В этом случае технический прогресс нашел выход и для таких сварочных полуавтоматов специальную проволоку с порошком флюса внутри, которая может вполне полноценно сваривать стальные изделия полностью обходясь без защитного газа.
Сварка проволокой без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологиям MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА.Так же, как и сварочные полуавтоматы, работающие по технологиям MIG и MAG, уже давно не являются новинкой, которые доступны только лишь для профессионального применения. Теперь в магазинах можно приобрестиой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Теперь в магазинах можно приобрестиой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварочного процесса и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологиям MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, например, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, полученное таким образом сварное соединение не будет отличаться прочностью.Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Если во время сварки защитить расплавляемый металл от кислородного воздействия посредством одновременной подачи сварочной проволоки и флюса в гранулах в районе образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа.Используется специальная проволока с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальной эксплуатации, на том же сварочном оборудовании MIG или MAG выгоднее использовать специальную порошковую проволоку.При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется без использования инертных или активных газов, образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
- полная мобильность сварочного процесса, без необходимости в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки определенного химического состава для формирования параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективнее, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат без проводов газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с изменением с обратной полярности на прямое включение;
- систем в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей большого сжатия и резкие повороты рукава полуавтомата.

Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологиям MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью.А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах.А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенности конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:
- простой трубчатой,
- с одним загибом и двумя полями,
- с двумя загибами и двумя полями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общей концентрацией до 60%.
состоит из различных компонентов, входящих в состав различных компонентов. В зависимости от назначения и области использования в состав присадок может входить железо, никель, молибден, марганец и другие легирующие вещества.
Вывод
Сварка полуавтоматом без обычной газовой проволокой возможна, но крайне неэффективна и стоит применять только при абсолютной безысходности.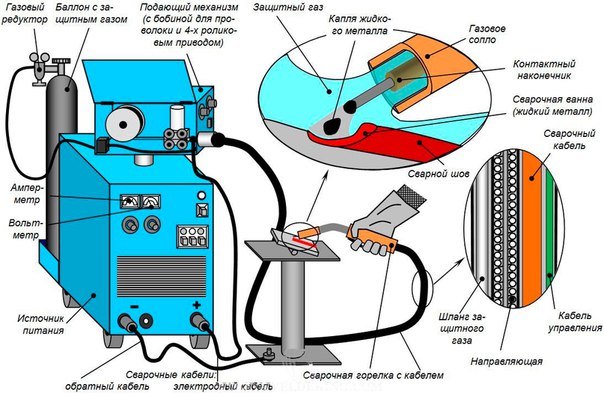 Хорошей альтернативой технологии сварки MIG или MAG является сваркой порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она намного лучше обычной ручной сварки ММА простой электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Хорошей альтернативой технологии сварки MIG или MAG является сваркой порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она намного лучше обычной ручной сварки ММА простой электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газовой обычной проволокой, то поделитесь им в блоке комментариев.
Несмотря на то, что соединение полуавтоматической сваркой различных деталей во многом является высшим пилотажем для сварщиков-профессионалов, сегодня полуавтомат не такой уж и несбыточная идея любому кто желает научиться.
Среди сварочных полуавтоматов приняты различные аппараты, работающие как с газовыми баллонами, так и использующие технологии сварки без применения инертного газа, заменив его специальным составом сварочной проволоки.
Сегодня технология соединения деталей в среде инертных газов нашла широкое применение во всех областях, где соединение тонких металлических частей, в основном, полуавтоматы, применяются в автомобильном сервисе — для проведения кузовного ремонта автомобилей, но это не единственное применение малогабаритных аппаратов.
Полуавтоматы работают на предприятиях машиностроения, судостроения, в ремонтных и сборочных предприятиях.
Преимущества и недостатки
Популярность и широкое распространение связаны с теми же положительными аспектами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Во многом, это объясняется:
- Особенность принципа работы — узкой структурой соединяемых поверхностей, при этом деформации подвергается небольшая поверхность соединяемых деталей.
- Достаточно щадящее воздействие на окружающие детали , в том числе небольшие и лакокрасочные покрытия, обгорает только зона, а остальная поверхность не страдает от теплового воздействия.
- В качестве электрода используется специальная проволока различного диаметра , при этом, время работы аппарата многократно увеличивается, снижаются затраты на расходные материалы.

К сожалению, есть и явные «минусы» полуавтоматической сварки:
- Основное — сложность оборудования, кроме самого сварочного аппарата необходимо иметь и газовый баллон с газом.
- Сварочные аппараты такого типа не совсем применимы в домашнем хозяйстве , в большинстве случаев инвертора, а вот нужен он тем, кто всерьез занимается сварочным делом.
Технология и виды
В основе технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом принципе схожесть и заканчивается, и начинаются различия:
- Во-первых , в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство от свободного кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-втором , вместо держателя используется специальное устройство — горелка и рукав для одновременной подачи проволоки, так и газа.
- В-третьих , кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.

Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Металл Актив Газ).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).
Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Необходимые материалы и инструменты
Как и для других методов электросварки, сварочные работы полуавтоматическим аппаратом при наличии полного комплекта оборудования — самого аппарата со всеми средствами, соединяемых деталей металла, и, конечно же, защитной одежды — маски, перчаток, брезентовой куртки и брюк, рабочих ботинок с негорючей подошвой.
К самому аппарату, требуется от требуемой комплектации, газовый баллон, по возможности специальный редуктор, соединительные шланги.
Для обслуживания газовой горелки, скорее всего, понадобится специальный спрей для очистки сопла горелки.
В качестве средств защиты рекомендуется использовать специальный шлем-маску сварщика с УФ-фильтром, срабатывающим при появлении сварочной дуги.
Пошаговая инструкция по выполнению
Начало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов , подготавливается в противопожарном плане — убираются все горючие материалы и жидкость.
- Включает максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется кабеля и шлангов , целостность удлинителей.

Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять — процесс пошел.
Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически проверять качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавишами проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов — очистить от шлака и повторить сваривание этого места.

Техника безопасности
Полуавтомат, кроме того, что имеет электрический прибор, используемый для работы с баллоном, заполненный газом под определенным давлением.Исходя из этих особенностей, необходимо в обязательном порядке соблюдать все меры электробезопасности при работе с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без. При транспортировке не допускать повреждений баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию. Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Работа с тонким металлом
Работая полуавтоматическим сварочным инвертором наилучшего успеха можно добиться сваривая тонкий металл. И, несмотря на сложность оборудования, это получится даже у новичков.
Но для такого успеха нужно:
- При сварке такого металла рекомендуется отрегулировать подачу сварочной проволоки.
- Соединяемые части предварительного очистить от грязи, пыли и по возможности от масляных и жирных загрязнений.
- Подключить специальные зажимные приспособления, используя специальные зажимные приспособления.
- При больших объемах швов рекомендуется сначала проводить сваривание металла в нескольких местах.
Советы и ошибки
Работа сварщика требует глубоких знаний во многих отраслевых знаниях, в том числе и металловедении. Приступая к работе, опытный сварщик внимательно изучит не только метод сваривания деталей, но и их состав, и порядок проведения операций. Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
При работе полуавтоматом, много ошибок при попытках соединить детали, имеющие защитное покрытие. Листы оцинковки или луженный оловом металл не получится сварить до того момента, пока не будет удалено защитное покрытие.
Сначала использовать полуавтомат, желательно прочесть инструкцию или руководство по эксплуатации. Это важно, поскольку в отличие от сварочного инвертора или трансформаторного аппарата в полуавтомате используется не только несколько видов проволоки, но и различные виды газа.
Кроме известных видов расходных материалов, владельцу такого инструмента необходимо в обязательном порядке для продления горелки научиться применять еще и специальные спреи для очистки сопел горелки. Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.
Во время первого включения аппарата нужно знать, что учиться придется опять с первого шва и повторять ошибки по-новому:
- На начальном этапе обучения нужно научиться не только держать дугу, но и регулировать подачу проволоки, регулировать подачу газа.
- Рекомендуется сначала научиться формировать шов на обычном металле, а уже потом переходить на тонкий лист.
- Важно взять за привычку очищать от налета сопло после каждого сеанса работы.

Сварка MIG / MAG была изобретена в 1950 ‑ х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку.В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
п, цитата 1,0,0,0,0 ->
Более правильное и полное название этого вида сварки GMAW (газовая дуговая сварка металла — электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG / MAG (металлический инертный газ / металлический активный газ).
п, цитата 2,0,0,0,0 ->
MIG / MAG-сварка — это электро-дуговая сварка, использующая постоянный ток (DC). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с установленной заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG — полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий ..), а MAG — полуавтоматическая сварка, где в качестве защитного газа используется активный газ (CO2 и смеси).
В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с установленной заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG — полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий ..), а MAG — полуавтоматическая сварка, где в качестве защитного газа используется активный газ (CO2 и смеси).
п, цитата 3,0,0,0,0 ->
Первоначально использовал только аргон для сварки всех металлов, что было дорого и недоступно.В дальнейшем стали применять двуокись углерода (CO2) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
п, цитата 4,0,0,0,0 ->
MIG / MAG-сваркой можно сваривать различные виды металла: алюминий и его сплав, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
п, цитата 5,0,0,0,0 ->
Данное высокое качество сварки и лёгкость применения, она, в дополнение к распространению, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
п, цитата 6,0,0,0,0 ->
Принцип действия
п, цитата 7,0,0,0,0 ->
Сварка MIG / MAG (металлический инертный газ / металлический активный газ) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее.Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависит только манипуляция со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
п, цитата 8,0,0,0,0 ->
При MIG / MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
п, цитата 9,0,0,0,0 ->
Конец проволоки должен выступать на определенное расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Этот параметр мы рассмотрим ниже в этой статье.
п, цитата 10,0,0,0,0 ->
Оборудование для сварки MIG / MAG
Сварочный аппарат MIG / MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
п, цитата 11,0,0,0,0 ->
Защитный газ
Основная задача защитного газа — защита расплавленного металла от атмосферного воздействия (кислородный, а азот и влага из воздуха вызывают пористость шва) и обеспечивают благоприятные условия зажигания сварочной дуги.
п, цитата 12,0,0,0,0 ->
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва.Определённая смесь газов даёт существенный эффект качества электрической дуги и уменьшает брызг при сварке. Состав газа на то влияет, как расплавленный металл от проволоки передаётся к месту сварки.
п, цитата 13,0,0,0,0 ->
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Обычно применяются аргон и гелий.
п, цитата 14,0,0,0,0 ->
Активные газы и смеси (МАГ) использовать для сварки сталей.Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
п, цитата 15,0,1,0,0 ->
Рассмотрим виды и смеси защитных газов подробнее:
п, цитата 16,0,0,0,0 ->
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смесях с кислородом обычно используются, для сварки. Если использовать двуокись углерода (CO2) в качестве защитного газа, то обеспечивает высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва.Когда используется чистая двуокись углерода, то происходит сложное взаимодействие вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зоне сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов.Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокая скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при таком же не сварочной дуги и расход защитного газа возрастает в сравнении с аргоном.Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродной стали из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образует наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
 Также чистый карбон диоксид образует больше испарений.
Также чистый карбон диоксид образует больше испарений.Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут хуже качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
Даже остатки краски при сварке будут хуже качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
п, цитата 17,0,0,0,0 ->
Как держать сварочную горелку
п, цитата 18,0,0,0,0 ->
Сварочной горелкой полуавтомата MIG / MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва.Смысл в том, чтобы одной рукой держать горелку и опираться на другую руку. Так можно контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
п, цитата 19,0,0,0,0 ->
работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
п, цитата 20,0,0,0,0 ->
Движение сварочной горелкой во время сварки
п, цитата 21,0,0,0,0 ->
- Прямой шов, без каких-либо механизмов в сторону можно применять на металлах, имеющих любую толщину, но здесь нужен установленный опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющей толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры тока, а также скорость подачи проволоки.Нужно варить короткими импульсами, произвести перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим иался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшие сегменты или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка.Таким образом, можно проварить сегмент, без тепловой деформации листового металла.

Скорость сварки
п, цитата 22,0,0,0,0 ->
Скорость сварки — это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
п, цитата 23,0,0,0,0 ->
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
п, цитата 24,0,0,0,0 ->
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
п, цитата 25,0,0,0,0 ->
Скорость движения сварочной горелки влияет на форму и качество сварочного шва.Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
п, цитата 26,0,0,0,0 ->
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна соответствовать строго скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защиты. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
п, цитата 27,0,0,0,0 ->
Угол сварочной горелки во время сварки
Сварка MIG / MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения).При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
п, цитата 28,0,0,0,0 ->
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных чисел в сварке MIG / MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (Он) намного выше, чем в Ароне (Ar).Напряжение дуги влияет на проникновение, прочность и ширину шва.
п, цитата 29,0,0,0,0 ->
Импровизация электрической дуги. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
п, цитата 30,1,0,0,0 ->
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги.Избыточное напряжение является причиной образования брызг и пористости шва.
п, цитата 31,0,0,0,0 ->
Сварочная проволока
Сварочная проволока служит присадочным инструментом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняется шов. У нее должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
п, цитата 32,0,0,0,0 ->
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличится вероятность прожжения металла насквозь.
п, цитата 33,0,0,0,0 ->
Для сварки алюминия и его сплавов методом проволоки из чистого алюминия или с примесью магния и кремния.
п, цитата 34,0,0,0,0 ->
Диаметр сварочной проволоки
п, цитата 35,0,0,0,0 ->
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
п, цитата 36,0,0,0,0 ->
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
п, цитата 37,0,0,0,0 ->
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
п, цитата 38,0,0,0,0 ->
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
п, цитата 39,0,0,0,0 ->
Длина выхода сварочной проволоки
п, цитата 40,0,0,0,0 ->
До касания свариваемого металла должна выступать из наконечника на определенную длину.
п, цитата 41,0,0,0,0 ->
Этот сегмент проволоки проводит сварочный ток. Таким образом, длина этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
п, цитата 42,0,0,0,0 ->
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект.Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
п, цитата 43,0,0,0,0 ->
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
п, цитата 44,0,0,0,0 ->
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 — 45 мм).
п, цитата 45,0,0,1,0 ->
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой сердечником, обеспечивает в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
п, цитата 46,0,0,0,0 ->
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты, образующие подобие шлака во время остывания, который защищает его во время затвердевания.
п, цитата 47,0,0,0,0 ->
п, цитата 48,0,0,0,0 ->
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто.Используется лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
п, цитата 49,0,0,0,0 ->
При сварке самозащитной проволокой образует много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
п, цитата 50,0,0,0,0 ->
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
п, цитата 51,0,0,0,0 ->
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
п, цитата 52,0,0,0,0 ->
Полярность при сварке без газа
Полярность — это направление потока электричества в цепи сварочного аппарата.
п, цитата 53,0,0,0,0 ->
При прямой полярности электрод (проволока) — это минус, а свариваемый металл (заземление) — это плюс. При обратной полярности электрод — плюс, а свариваемый металл — минус.
п, цитата 54,0,0,0,0 ->
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока — минус, заземление — плюс).
п, цитата 55,0,0,0,0 ->
При сварке с газом — электрод (+), масса (-).
п, цитата 56,0,0,0,0 ->
Полярность, с которой будет нормально работать порошковая проволока, зависит от ее состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
п, цитата 57,0,0,0,0 ->
В большинстве случаев при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
п, цитата 58,0,0,0,0 ->
Звук правильной сварки полуавтоматом
При обучении сварки MIG / MAG, важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения.Застывшие брызги на насадке или сварочной горелки плохо показывают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, все это может отражаться на звуковой дуги, и будет отражаться на звуке сварки. Также можете прочитать статью «как настроить сварочный полуавтомат» для большего понимания правильной настройки аппарата перед сваркой.
Этот «шипяще-жужжащий» говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения.Застывшие брызги на насадке или сварочной горелки плохо показывают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, все это может отражаться на звуковой дуги, и будет отражаться на звуке сварки. Также можете прочитать статью «как настроить сварочный полуавтомат» для большего понимания правильной настройки аппарата перед сваркой.
Сварка полуавтоматом без газовой проволоки
Выберите оптимальную скорость подачи сварочной проволоки.Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слишСварка полуавтоматом без газовой обычной проволокой — это разновидность классической дуговой сварки.
Дуговая сварка представляет из себя технологический процесс с использованием тепловой энергии от электрической дуги.
 Электрическую дугу получают с помощью постоянного или переменного тока.Под этой тепловой энергии происходит плавление краёв свариваемых материалов. Причём может быть как одна дуга, но у каждой дуги должен быть свой источник питания.
Электрическую дугу получают с помощью постоянного или переменного тока.Под этой тепловой энергии происходит плавление краёв свариваемых материалов. Причём может быть как одна дуга, но у каждой дуги должен быть свой источник питания.Классическая дуговая сварка
Классическую дуговую сварку можно подразделить по нескольким признакам:
- по видум электродов — на сварку плавящимися электродами и неплавящимися;
- по способу воздействия дуги на металл.
Плавящиеся электроды, в свою очередь, бывают трёх видов: проволочные, ленточные и штучные.
По видум воздействия дуги на металл классическую сварку можно классифицировать так:
- ручная сварка
- сварка с помощью электродов
- сварка с применением газа
- автоматическая сварка под флюсом
Что представляет из себя сварка полуавтоматом
Сварка полуавтоматом происходит при помощи непрерывно двигающегося электрода, который проходит через сварочную головку. Электродом в данном случае используется плавящаяся проволока. Проволока плавится под действием электрической дуги, длина дуги сохраняется при постоянной помощи привода. Но саму сварочную головку сварщик двигает вручную вдоль шва. В этом и заключается полуавтоматический процесс.
Электродом в данном случае используется плавящаяся проволока. Проволока плавится под действием электрической дуги, длина дуги сохраняется при постоянной помощи привода. Но саму сварочную головку сварщик двигает вручную вдоль шва. В этом и заключается полуавтоматический процесс.
Сварку полуавтоматом можно использовать двумя способами: с использованием газа и без использования газа.
Углекислая газовая среда применяется для защиты области сварки от попадания кислорода из окружающей среды.Иначе получивший результат будет некачественным и недолговечным.
Но газа влечёт за собой использование ряд трудностей:
- необходимо постоянно иметь заправленный газовый баллон;
- регулярная заправка баллона требует определенных затрат;
- трудности с перемещением из-за присутствия баллона и другого оборудования.
Поэтому хорошим выходом является сварка полуавтоматом с применением проволоки. Используется так называемая флюсовая проволока.Она представляет из себя обычную проволоку с полостью внутри. Эта полость заполнена порошком — флюсом. При нагреве флюс выделяет некоторое количество газа, достаточное, чтобы окружить место сварки и его от воздействия окружающего воздуха. Такая сварка имеет неоспоримые плюсы, а именно:
Используется так называемая флюсовая проволока.Она представляет из себя обычную проволоку с полостью внутри. Эта полость заполнена порошком — флюсом. При нагреве флюс выделяет некоторое количество газа, достаточное, чтобы окружить место сварки и его от воздействия окружающего воздуха. Такая сварка имеет неоспоримые плюсы, а именно:
- подвижность оборудования для сварки
- возможность выбора любой проволоки в зависимости от того, какой материал будете сваривать.
Недостатки сварки с применением флюсовой проволоки
Кроме положительных моментов, сварка флюсовой проволокой имеет и ряд недостатков.
- качественная проволока недёшево стоит;
- необходимо приложить некоторые усилия для правильного выбора проволоки и самого аппарата;
- сам процесс требует определенных навыков и умения.
Если вы хотите получить действительно качественный результат, вы остановитесь именно на этом способе.
Описание процесса полуавтоматической сварки без газа
- С помощью таблицы на сварочном аппарате выберите нужный показатель величины тока.Величина его зависит от толщины материала, который предстоит сваривать.
- С помощью сменных шестерней отрегулируйте необходимую скорость подачи проволоки. Шестерни должны прижимать проволоку так, чтобы она не проскальзывала. Но в тоже время, если прижимать проволоку слишком сильно, можно повредить.
- Попробуйте сварить небольшой кусочек, экспериментальным путём подобрать режим. Если режим подобран правильно, дуга будет стабильной.
- Переключатель подачи проволоки на положение «вперёд», включаем подачу флюса кнопкой «пуск.Наконечник погружается в сварочную зону и, чиркнув наконечником, зажигаем дугу и начинаем сварку.
- Сам процесс сварки. Движение головки должно быть не быстрым и, в то же время, не очень медленным. При этом сварщик должен неотрывно следить за процессом
Хочется отметить, что не имея навыков, не стоит приступать к процессу сварки без газа в домашних условиях.

И не забывайте про технику безопасности, заранее позаботьтесь о защитной одежде.
Чем отличается сварка проволокой без газа от сварки полуавтоматом в газовой среде, что такое сварка полуавтоматическим методом, рассмотрено в этой статье.
Подготовительные работы перед сваркой
Перед началом проведения работ сварочные полуавтоматы должны пройти такие подготовительные процедуры:
- Проверка заземления устройства. Это требование относится к одному из важных условий при работе с любым типом сварочного оборудования.
- Измерение напряжения в сети требуется, потому что большинство приборов очень чувствительно к низкому или высокому напряжению.
- Требуется заранее определиться с режимом сварки. Настройки будут индивидуальными в зависимости от типа устройства, типа проволоки и способа сварки.
- Проверить диаметр наконечника, который должен соответствовать размеру проволоки.
- Также перед проведением работ необходимо проверить настройку горелки и подающего механизма.
- И на последнем этапе проверки качества проволоки — чтобы она не имела повреждений и прочих дефектов.

Сварка полуавтоматом с газом и без газа
Сварка полуавтоматом представляет собой один из методов традиционной дуговой сварки. Сварочная проволока в этом случае роль сварного электрода. Проволока без остановки подается специальным механическим приводом с заданной скоростью к месту сварки.
Использование сварочных флюсов позволяет даже при использовании проволоки с диаметром обеспечить хорошее и глубокое распускание металла в сварочной ванне.За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
Применение полуавтомата самое лучшее улучшение качества шва и выполняемых работ. Благодаря полуавтоматической сварке специалисты могут создать около 30 метров шва в час.
С использованием газа
Сварку полуавтоматом можно выполнять с газом или без него. Если используется сварка с газом, то исключается попадание кислорода в зону работы с исключить переизбыток углерода или его недостачу.В противном случае шов может оказаться очень хрупким либо слишком мягким.
Если используется сварка с газом, то исключается попадание кислорода в зону работы с исключить переизбыток углерода или его недостачу.В противном случае шов может оказаться очень хрупким либо слишком мягким.
Такой способ достаточно трудоемок, ведь приходится носить газовые баллоны и заряжать их достаточно дорого. Кроме того, на сварочный полуавтомат без газа цена значительно меньше, в отличие от этого метода с применением газа.
Без использования газа
Для использования без газа порошковая проволока и флюсовая проволока. Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс.В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычная проволокой в газовой среде.
Применение метода сварки без газа имеет преимущества:
- нет необходимости использовать газовую аппаратуру;
- не нужно тратить средства на наполнение баллонов газом, так как при использовании способа газа сварочный полуавтомат без, цена затрат выгодно отличается в лучшую сторону;
- имеется возможность менять химический состав путем применения различных типов проволоки.

Таким образом, безгазовый способ сварки выгоден не только потому, что он более выгоден с экономической точки зрения, так как на сварочный полуавтомат без газа цена расходов значительно меньше.
Рекомендации при сварке полуавтоматом без газа
Сварка полуавтоматическим методом схожа со сваркой обычными электродами, поэтому при использовании этого способа есть риск попадания шлака в сварочную ванну от сгоревшей проволоки с наполнением.Для предотвращения этого рекомендуется дополнительный базовый шва делать еще один. Первый шов при этом нужно зачистить.
Сварка порошковой проволоки без газа требует использования специальных механизмов, предотвращающих провоцирование проволоки и ее поломку. Также недопустимо грубое обращение с проволокой, резкие повороты.
Еще по этой теме на нашем сайте:
- Сварка полуавтоматом для начинающих — видео уроки, изучаем азы
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкции по использованию сварочного аппарата. Что такое сварка.
 Что такое сварка.
Что такое сварка. Сварочныеавтоматы инверторного типа — отзывы владельцев по надежности
Инверторный полуавтомат для сварки — это электромеханический агрегат, который осуществляет сварку разных металлов, используя различные аксессуары для сварки, необходимые для исполнения этого процесса. Изучая сварочные.
Аппарат Брима — сварочный инвертор с хорошими показателями сварки
Немецкий бренд Brima известен покупателям уже более 50 лет. Первые сварочные аппараты производились в Германии, сегодня выпуск ведется в Китае.Поставки продукции Брима осуществляются в.
Осциллятор сварочный — купить или собрать своими руками?
Практически у любого владельца частного дома в хозяйстве имеется сварочный аппарат. Но варить им можно обычно только детали из обычной толсто-черновой стали. Это не требует.
можно ли варить порошковой флюсовой проволокой — Виды сварочных аппаратов на Svarka.guru
Сварка полуавтоматом без газа обычной проволокой — это один из типов классической дуговой сварки.
 В качестве электрода является обыкновенная проволока, непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8–2 миллиметра) сварочные флюсы обеспечивают возможность низкими токами расплавления металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать высокие качества как на тонких, так и на достаточно толстых металлических изделиях.
В качестве электрода является обыкновенная проволока, непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8–2 миллиметра) сварочные флюсы обеспечивают возможность низкими токами расплавления металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать высокие качества как на тонких, так и на достаточно толстых металлических изделиях.Применение для сваривания деталей полуавтомата позволяет повысить качество швов и производительности труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени, электродуги, порошковый наполнитель выделяющих необходимые газы, защищенная сварочная ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобинами с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода . Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа в тех случаях, когда работа с газом по тем или иным причинам неудобна.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применения для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия — это источник питания. К алюминиевому образцу подключается минусовая клемма. Основным элементом является сварочная горелка, имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройства нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала упругой металлической оболочки запрессовывают флюсосащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака . Кроме того, в порошок входят легирующие присадки, необходимые для придания материала требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2 . Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также защищается в нем водяных паров.
При продвижении горелки вдоль по шву перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка — это электрический агрегат, который преобразовывает в тепловую энергию электрическую электрическую электрическую дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый, механическим приводом, является омедненной, откалиброванной и установленной толщиной. Такое покрытие делается для того, чтобы она имела хорошее контактное лицо, качественный контакт со скольжением.Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную следующими инструментами:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может сообщить:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволоки.

Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно для соединения изделий из легких, углеродных сталей, образцов из цветных металлов. В данном случае в качестве защитного газа используется углекислота, которая находится под высоким давлением в специальных баллонах. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварной зоне.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- Повышенная мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процесс ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.

Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышаетестоимость погонного метра шва;
- необходимость точной настройки;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: отличие от обычной, она очень хрупкая и склонна к заломам.
Достоинства и недостатки порошковой проволоки
Сварка без газа непрерывной подачей самозащитной проволоки. Такой способ отличается достоинствами:
Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство доставки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, провизняков;
- контроль осуществления сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.

Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Применяемое оборудование
Для сварки без газа любой полуавтомат MIG / MAG с переключением с прямой на обратную полярность.Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами . При этом повышается энергия дуги и развивающаяся температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Технология сварки порошковой проволокой
Для получения ожидаемого результата характеристики сварки самозащитной проволокой:
Параметры сварки самозащитной порошковой проволокой
- Работа выполняется при минимальном напряжении, с низкой скоростью присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечники устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным модулем для предотвращения налипания брызг. 9000 Времена7 пары флюса вовверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.
Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- Аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат допускает применение разных видов сварочных материалов.
При выборе технологии сварки необходимо также включить углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов : сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики могут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения обеспечивались заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения.Заранее определен и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые задействуются в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачуоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения обеспечивались заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения.Заранее определен и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые задействуются в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачуоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG / MAG .
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок проводится без каких-либо функций .
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну .При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случае следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG / MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG / MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материал для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием.Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с переключением режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки необходимо исключить резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко распространенный там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, который образует пламени электродуги защитное облако углекислого газа, позволяет успешно изменять детали различных конфигураций из сплавов.
Вывод
Сварка полуавтоматом без обычной медицинской проволокой возможна, но крайне неэффективна и ее стоит применять только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сваркой порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она намного лучше обычной ручной сварки ММА простой электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Хорошей альтернативой технологии сварки MIG или MAG является сваркой порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она намного лучше обычной ручной сварки ММА простой электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без обычной проволокой, то поделитесь им в блоке комментариев.
Сварка полуавтоматом без газа, только порошковой проволоки: плюсы и минусы | ММА сварка для начинающих
Сегодня сварка без сомнений занимает одно из лидирующих мест при производстве металлоконструкций.Полуавтоматическая сварка, наиболее популярный вариант электродуговой сварки, даёт прекрасную возможность увеличить производительность труда и качество предоставляемой.
Полуавтоматическая сварка без газа представляет собой механизированную подачу порошковой проволоки к месту сварки. Выглядит такая проволока в виде непрерывного электрода, который состоит из металлической оболочки и сердечника с порошком-наполнителем внутри.
Именно порошок позволяет защитить зону сварки и обеспечить стабильную, а также устойчивую дугу.В чем преимущества использования порошковой проволоки без газа? Для чего вообще предназначена полуавтоматическая сварка без газового баллона?
Плюсы и минусы использования полуавтомата без газового баллона
Для сварки полуавтоматом применяется специальная электродная проволока. Поступая к месту сварки через сварочную головку, проволока плавит металл и надежно соединяет его. Использование защитных газов и особых флюсов даёт возможность увеличить глубину проплавления, даже используя для этого малые величины сварочного тока.
Но самое главное преимущество в качестве сварочного шва и увеличения производительности труда. Не менее важно и то, что сварка полуавтоматом идеально подходит для соединения тонких металлов, там, где обычный электрод оказывается бессильным.
Несмотря на все это, сварка полуавтоматом без газа, одной порошковой проволокой, требует опыта. При работе с такой сваркой очень сложно за ходом образования шва. Также, учитывая хрупкость порошковой проволоки, особого неудобства доставляет осторожная работа со шлангом.Здесь важно исключить резкие движения.
При работе с такой сваркой очень сложно за ходом образования шва. Также, учитывая хрупкость порошковой проволоки, особого неудобства доставляет осторожная работа со шлангом.Здесь важно исключить резкие движения.
При использовании порошковой проволоки для сварки полуавтоматом без газа требуется обязательное соблюдение полярности подключения сварочного аппарата. К держателю с массой и к изделию следует подключить плюсовую клемму, то есть в прямом варианте. Данная особенность обучения с тем, что при плавлении порошковой проволоки нужна высокая температура, под воздействием которого происходит образование облака защитного газа.
Плюсы сварки полуавтоматом без газа, только порошковой проволокой
Преимущества полуавтоматической сварки без газа, одной лишь порошковой проволокой, очевидны.В первую очередь, это отсутствие необходимости использовать газовую аппаратуру. К слову, удовольствие это не дешевое, поэтому многие раз и отказываются от полуавтоматической сварки.
Второе связано с большим выбором сварочной проволоки для полуавтоматов. Всё это даётную возможность получить правильный химический состав наплавленного шва, а также установленные прекрасные свойства дуги. Именно в связи с этим, сварка полуавтоматом без доступа каждому.
При этом стоит понимать, что использовать простую сварочную проволоку для сварки полуавтоматом без газового баллона нельзя.Можно применять только порошковую проволоку, поскольку в противном случае, сварочный шов будет неровным, с большим количеством раковин.
Еще про сварку:
Технологические особенности сварки полуавтоматом без газа
Сварка полуавтоматом без газа получила популярность благодаря компактности оборудования и экономичности процесса. Малогабаритные сварочные аппараты создают сварочный шов, по качеству не уступающий шву, выполненной классической шовкой с газом.
Схема устройства сварочного полуавтомата.
Принцип работы сварочного аппарата
Суть технологии сварки с газом состоит в том, что инертный газ обволакивает сварочную ванну, изолируя расплавленную присадочную проволоку и края стыку деталей от воздействия кислорода, содержащегося в воздухе. В сварке без газа защитная функция возложена на углекислый газ, выделяющийся из электродной проволоки. Специальная проволока содержит флюс, который генерирует CO 2 .
В сварке без газа защитная функция возложена на углекислый газ, выделяющийся из электродной проволоки. Специальная проволока содержит флюс, который генерирует CO 2 .
Сварка полуавтоматом без газа на следующей технологической схеме:
- В момент прикосновения присадочной проволоки к свариваемым поверхностям возникает электрическая дуга.
- Электрическая дуга расплавляет электрод.
- Углекислый газ выделяется из флюса и обволакивает защитным слоем сварочную ванну.
Схема полуавтоматической сварки без газа.
Сварка специальной защиты флюсовой проволокой, которая выделяет достаточное количество углекислоты для атмосферного кислорода.Таким образом, данное технологическое решение позволяет полностью отказаться от громоздких аргоновых баллонов.
Преимущества сварки полуавтоматом без газа:
- Легкость и компактность оборудования.
- Доступность и экономичность. Методика избавляет от необходимости постоянно заправлять газовые баллоны.
- Возможность составить электроды с различными химическим способом для необходимого шва.
- Возможность проверить характеристики электрической дуги.
- Визуальный контроль через защитную маску непосредственно за местом подачи.

К недостаткам сварки без газа относится ограниченность ее расположения по месту сварного шва. Технология используется в большей степени для нижней горизонтальной сварки. Работы в вертикальной плоскости могут выполнять лишь опытные специалисты. Потолочные работы данным видом оборудования не ведутся ввиду того, что углекислый газ тяжелее воздуха, и он оседает, покидая зона сварки.
Читайте также:
Как производится сварка под флюсом.
Особенности сварки полипропиленовых труб.
О сварке трением читайте здесь.
Вернуться к оглавлению
Проведение сварочных работ
Перед началом работ необходимо позаботиться о приобретении подходящей непосредственно для предстоящей сварки присадочной проволоки. Диаметр определяется глубиной шва, а химический состав — в соответствии с материалом металлоконструкции.
Для сварки полуавтоматом без газа используется только специальная флюсовая проволока. Присадки, предназначенные для аргоновой сварки, не годятся.
Следующий этап — подготовка к работе сварочного аппарата. Катушка с проволокой размещается на предназначенной для нее месте, конец проволоки пропускается через подающие вальцы и выводится на держак. Проволока достаточно хрупкая, и необходимо следить за тем, чтобы вальцы не передавили ее. Далее производится настройка силы тока.В большинстве случаев полуавтоматы имеют рабочий диапазон 250-280 А. Конкретная величина тока зависит от типа и диаметра проволоки. Она должна быть указана на упаковке товара.
После подготовки оборудования следует заняться свариваемыми деталями. Стыкуемые торцы деталей зачищаются от ржавчины. Детали располагаются на сварочном столе, сдвигаются и закрепляются. Можно приступать непосредственно к сварке. Держак укрепляют под углом 80-85 градусов к горизонтали и накладывают шов от дальнего края детали к ближнему.Для улучшения качества шва операции можно повторить по уже разогретому металлу.
Держак укрепляют под углом 80-85 градусов к горизонтали и накладывают шов от дальнего края детали к ближнему.Для улучшения качества шва операции можно повторить по уже разогретому металлу.
Сварка полуавтоматом без газа практически исключает риск пропалить изделие. Процесс горения металла полностью подавляется углекислым газом.
Сварка полуавтоматом без газа проволокой: инструкция, плюсы и минусы
Полуавтоматическая сварка является оптимальным способом использования металлических деталей, инструментов и физического удобства для пользователя, и высокое качество результата.
Как правило, в использовании данного метода задействуются аргоновые и углекислотные комбинации в целях негативного влияния воздушной среды. Также имеет свои преимущества и технологии сварки проволокой для полуавтомата, при которой может подключаться и флюс.
Общие сведения о технологии
Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами.На базовом уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия МИГ-МАГ и ТАГ. Обязательным функциональным устройством является оснастка для подачи проволоки. Без газа полуавтомат чаще всего используется в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами.На базовом уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия МИГ-МАГ и ТАГ. Обязательным функциональным устройством является оснастка для подачи проволоки. Без газа полуавтомат чаще всего используется в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа
Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает следующие положительные эффекты, в числе следующих:
1. С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
2. Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности методов.
3. Оператор может визуально контролировать подачу в разделку сварки через маску. При использовании инертных газов рабочая дуга закрывается горелкой.
4. Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их снижает.
Недостатки сварки без газа
Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести:
Применение порошковой проволоки — не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива. Повышаются требования к качеству расходных материалов. В минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и оснастку.Использование проволоки для сварки полуавтоматом без газа только в сочетании с аппаратами, позволяющими привлечь обратную полярность в условиях прямого включения. Имеют место и ограничения по совместимости режимов порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Повышаются требования к качеству расходных материалов. В минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и оснастку.Использование проволоки для сварки полуавтоматом без газа только в сочетании с аппаратами, позволяющими привлечь обратную полярность в условиях прямого включения. Имеют место и ограничения по совместимости режимов порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование.Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения обеспечивались заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения.Заранее определен и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые задействуются в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачуоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения.Заранее определен и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые задействуются в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачуоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки.Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этой скорости рабочего образования шва остается достаточно высокой. В выборе состава порошка важно иметь в виду, что некоторые эксплуатационные свойства противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
В выборе состава порошка важно иметь в виду, что некоторые эксплуатационные свойства противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты.После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть нюанс — попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики соответствуют нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а вторым — финишным технологическим. Внешнее покрытие позволит скорректировать поверхность стыка и при необходимости сделать ее более прочной.
Первый слой будет конструкционным, а вторым — финишным технологическим. Внешнее покрытие позволит скорректировать поверхность стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом
В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место подачи флюса.При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для целей таких и многофункциональных роботизированных комплексов. В бытовых же условиях подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение
Отказ от газовой защиты при сварке накладывает ответственность на оператора, поскольку соединение в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками.Облегчить задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата газа, которую можно соединить низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.
.