Роликовая или шовная сварка
При роликовой сварке отдельные точки частично перекрывают друг друга, образуя непрерывный шов свариваемых деталей (рис. 3).
Подготовленные полосы с толщиной до 4 мм пропускают между вращающимися роликами-электродами машины, через которые проходит электрический ток. В результате образуется плотный герметичный шов.
Рисунок 3 – Схема роликовой сварки:
1 – свариваемые детали, 2 – ролик, 3 – трансформатор
Роликовую сварку выполняют непрерывной, прерывистой и шаговой. При непрерывной сварке детали перемещаются непрерывно, причем все время к электродам поступает ток. Поверхность свариваемых деталей сильно перегревается, электроды быстро изнашиваются, что ухудшает качество сварки.
При прерывистой сварке детали перемещаются непрерывно, а ток к электродам поступает периодически.
При
шаговой сварке в момент включения тока
детали неподвижны, после кристаллизации
сваренного участка металла происходит
перемещение деталей на определенный
шаг.
Короткие швы сваривают от одного конца к другому, а длинные – от середины к концам. Роликовую сварку осуществляют на переменном токе силой 2000 – 5000 А. Диаметр роликов равен 40 – 350 мм; усилие сжатия свариваемых деталей роликами достигает 6 кН; скорость сварки 0,5 – 3,5 м/мин.
Шовную сварку применяют в массовом производстве при изготовлении различных сосудов. Толщина свариваемых листов составляет 0,3 – 3 мм. Этим методом сваривают низкоуглеродистые, легированные, конструкционные стали, легкие сплавы, а также листы с покрытием (оцинкованные, луженые, освинцованные и др.).
Оборудование для контактной сварки
Сварное
соединение контактной сваркой выполняют
с помощью специальных контактных машин.
Контактные машины в зависимости от типа
выполняемого на них соединения
подразделяют на стыковые, точечные и
шовные (роликовые). Контактная машина
состоит из трех основных частей: источника
тока, прерывателя тока и механизма
давления.
Источники тока. Контактные машины работают па переменном токе (от тысяч до сотен тысяч ампер). Электрическая схема контактных машин состоит из трех элементов: трансформатора, прерывателя тока и переключателя ступеней мощности (рис. 1). Первичную обмотку трансформатора подключают к сети с напряжением 220 – 330В; ее изготовляют секционной для изменения числа рабочих витков при переключении ступеней мощности.
Вторичная обмотка трансформатора состоит из одного или двух витков (вторичное напряжение 1 – 12В). Сила вторичного тока составляет 1000-100000 А.
При изменении числа витков первичной обмотки изменяется коэффициент трансформации К:
К = ω1 / ω2 = U 1 /U2
где ω1 ,ω2 – число витков первичной и вторичной обмоток;
U 1 ,U2 –
соответственно первичное и вторичное
напряжения обмотки.
Вторичное напряжение:
U2= U1 ω2 /ω1
где ω2=1, U1 – величина постоянная.
Следовательно, для изменения U 2 необходимо изменить число включенных витков первичной обмотки ω1 соответственно будет изменяться и ток. Для увеличения вторичного тока необходимо уменьшить число витков первичной обмотки трансформатора.
Прерыватели тока. В процессе сварки необходимо периодически, а часто с весьма большой частотой включать и выключать. Для этой цели применяют прерыватели нескольких типов: простые механические контакторы, электромагнитные (синхронные и асинхронные), электронные приборы (тиратронные и игнитронные).
Рисунок 4 – Электрическая схема контактной машины:
1 – контактная колодка; 2 – свариваемое изделие; 3 – сварочный трансформатор; 4 – регулятор тока; 5 – электромагнитный прерыватель тока; 6 – включающая кнопка
Механические
контакторы применяют
главным образом на стыковых и точечных
машинах неавтоматического действия
небольшой мощности.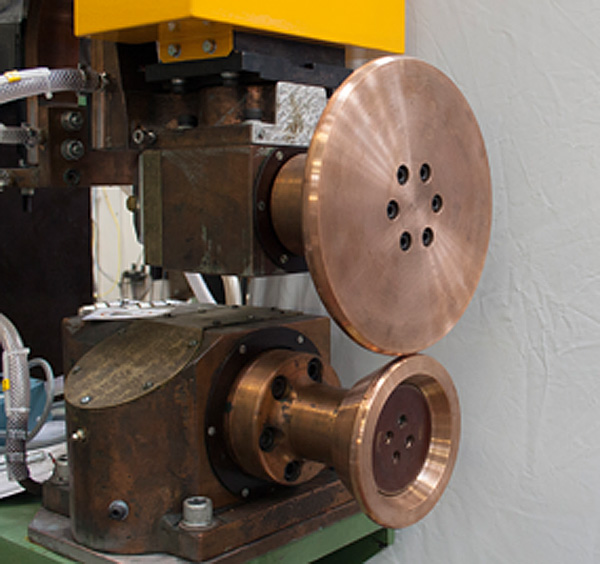 Включение и выключение
тока этими контакторами осуществляют
асинхронно. Электромагнитные контакторы
применяют для стыковой, точечной и
шовной сварки на машинах малой и средней
мощности.
Включение и выключение
тока этими контакторами осуществляют
асинхронно. Электромагнитные контакторы
применяют для стыковой, точечной и
шовной сварки на машинах малой и средней
мощности.
Механизмы давления. Эти механизмы служат для сжатия заготовок между электродами машины и могут иметь рычажно-педальный, моторно-кулачковый или пневматический привод давления.
Машины для стыковой сварки. Машины выпускают мощностью 5 – 500 кВА. Стыковые машины мощностью до 25 кВА применяют для сварки сопротивлением черных и цветных металлов; мощностью 25 – 250 кВА – для сварки сопротивлением и оплавлением черных металлов; мощностью 150 –500 кВА – для автоматической сварки оплавлением с подогревом.
Машины
для точечной сварки. Такие машины выпускают мощностью 0,1 –
250 кВА. Точечные машины мощностью 0,1 –
25 кВА применяют для сварки заготовок
толщиной 0,1 – 2 мм из черных и цветных
металлов; мощностью 50 – 100 кВА с
пневматическим или моторно-кулачковым
механизмом давления для автоматической
сварки в массовом производстве; мощностью
75 – 250 кВА с пневматическим механизмом
давления и с электронными прерывателями
тока – для сварки заготовок толщиной
от 2 мм и выше. Эти машины могут быть
использованы также для рельефной сварки.
Такие машины выпускают мощностью 0,1 –
250 кВА. Точечные машины мощностью 0,1 –
25 кВА применяют для сварки заготовок
толщиной 0,1 – 2 мм из черных и цветных
металлов; мощностью 50 – 100 кВА с
пневматическим или моторно-кулачковым
механизмом давления для автоматической
сварки в массовом производстве; мощностью
75 – 250 кВА с пневматическим механизмом
давления и с электронными прерывателями
тока – для сварки заготовок толщиной
от 2 мм и выше. Эти машины могут быть
использованы также для рельефной сварки.
Машины для шовной сварки. По конструктивному оформлению эти машины близки к машинам для точечной сварки и отличаются от них формой электродов, выполненных в виде роликов. Шовные машины выпускают мощностью 25 – 200 кВА. В зависимости от способа шовной сварки (непрерывное или прерывистое включение тока) их снабжают механическими или электронными прерывателями тока.
Машины
для конденсаторной сварки. Эти машины должны обладать высокой
точностью и стабильностью дозировки
тока, стабильностью механических сил
сжатия.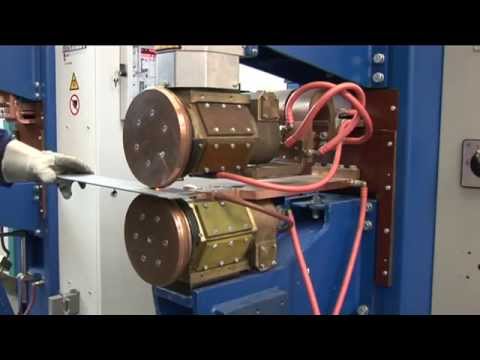
Конденсаторные машины состоят из батареи конденсаторов, выпрямительных устройств, сварочного трансформатора, включателя сварочного тока, вспомогательных устройств и сварочного стола.
В зависимости от типа свариваемого соединения выпускают точечные, шовные и стыковые конденсаторные машины. По назначению и характеру действия эти машины могут быть универсальные (неавтоматические и полуавтоматические) и специализированные (неавтоматические, полуавтоматические и автоматические).
Порядок выполнения работы
Ознакомиться с правилами техники безопасности.
Изучить сварочное оборудование.
Освоить технологию сварки изделий из малоуглеродистой стали точечной сваркой.
Составить отчёт о проделанной работе.
Вопросы для самоконтроля.
Чем отличается электрическая контактная сварка от электродуговой сварки?
Какие электрические параметры определяют тепловыделение при контакте свариваемых заготовок?
Перечислите основные разновидности электроконтактной сварки.

Как производится стыковая контактная сварка?
Какие профили заготовок можно сваривать электроконтактным методом?
Как производится точечная сварка?
Назовите основные параметры процесса точечной сварки.
Какие разновидности металлических заготовок можно сваривать точечным способом?

9.Как осуществляется шовная сварка.
10.Назовите основные параметры технологии шовной сварки.
Список рекомендуемой литературы
1.Дальский А.М. Технология конструкционных материалов.-М.:Машиностроение .1977,-664 с.
2.Полухин П.И. Технология металлов и сварка. – М.: Высш.шк , 1977.464 .
3.Дриц М.Е.., Москалев М.А. Технология конструкционных материалов и материаловедение. – М.: Высш.шк.. 1990,-447 с
Точечно-роликовая сварка металла малых толщин на машине МР-4
Инж. Ю.К. Ганин, канд. техн. наук В.Н. Шавырин
Ю.К. Ганин, канд. техн. наук В.Н. Шавырин
В слоистых панелях и других конструкциях с сотовым и гофровым заполнителем имеются сварные соединения деталей толщиной менее 0,1 мм, выполняемые роликовой и точечно-роликовой сваркой.
Отдельные процессы и технологические особенности роликовой и точечно-роликовой сварки деталей малой толщины изучены недостаточно — отсутствуют критерии оценки качества сварных соединений, не определены параметры режимов сварки.
Работу
по сварке сталей 1Х18Н9Т, СН-3, СН-4 и ВНС-2 толщиной от 0,02 до 0,1 мм в
одноименных сочетаниях проводили на модернизированной однофазной машине МР-4.
Режимы роликовых швов с перекрытием литых зон и точечно-роликовых швов с
различным шагом между точками отрабатывали за счет широкого регулирования
скорости сварки и длительности паузы между импульсами тока. Усилие на
электродах воспроизводили с помощью измененной системы рычажно-грузового
привода, которая обеспечивала плавное регулирование сжатия деталей в пределах
от 3 до 12 кг. Номинальные значения сварочного тока для толщин указанного
диапазона получали регулированием тока балластным реостатом, установленным в
первичной силовой цепи машины, а точное регулирование производили с помощью
регулятора «нагрев» прерывателя ПИШ-50.
Номинальные значения сварочного тока для толщин указанного
диапазона получали регулированием тока балластным реостатом, установленным в
первичной силовой цепи машины, а точное регулирование производили с помощью
регулятора «нагрев» прерывателя ПИШ-50.
Установлено, что при сварке наибольшей толщины (6 мм) величина амплитудного значения сварочного тока не превышает 1500…2000 А, поэтому для регистрации его величины и длительности на осциллографе использовали в качестве датчика калиброванные шунты от амперметров постоянного тока, которые устанавливали во вторичной цепи сварочного контура.
Режимы сварки выбирали из условия получения стабильного вырыва шва по всей длине образца технологической пробы и проплавления листов не менее 60%.
Установили, что стабильное качество сварного шва обеспечивалось при диаметре литой зоны, равной 5…7 толщинам тонкого листа. Были приняты следующие значения номинальных размеров ширины литой зоны (см. таблицу).
При правильно выбранных
параметрах режима сварки роликовое соединение получали без внутренних и
наружных дефектов.
Толщина листов в соединении, мм | 0,02 | 0,03 | 0,05 | 0,06 | 0,08 | 0,10 |
Ширина литой зоны роликового шва, мм | 0,1…0,15 | 0,1…0,2 | 0,2…0,3 | 0,3…0,4 | 0,4 | 0,5 |
Сварку
малых толщин вели роликовыми электродами, изготовленными из материала Бр.Х0,7
диаметром 60 мм со сферической рабочей поверхностью; при этом радиус сферы
менялся в пределах от 10 до 20 мм в зависимости от толщины свариваемых листов.
В работе изучали отдельные особенности формирования литой зоны в сварных соединениях в зависимости от длительности протекания сварочного тока и скорости сварки.
При сварке материалов 1Х18Н9Т, ВНС-2, СН-4 толщиной 0,1 и 0,08 мм и импульсе тока длительностью, равной одному периоду (tсв=0,02 сек), образуется двойная литая зона.
На рис. 1 представлена схема образования двойной литой зоны в роликовом соединении.
Рис. 1. Схема образования двойной литой зоны
За время первого полупериода тока образуется вначале большая литая зона, которая успевает закристаллизоваться между первым и вторым полупериодами и частично за время спада первого полупериода.
Вторая зона, меньшая по своим размерам, образуется либо внутри первой за время, равное второму полупериоду, либо перекрывает ее, в зависимости от значения скорости сварки.
На
рис. 2 показана макроструктура сварных соединений, выполненных
точечно-роликовой сваркой на образцах из стали 1Х18Н9Т, при различной скорости
сварки и длительности импульса сварочного тока. При малых значениях скорости сварки
(Vсв=0,2…0,4 м/мин) вторая литая зона образуется почти концентрично первой и с увеличением скорости (Vсв=0,5…1,2 м/мин) смещается относительно ее в направлении,
противоположном вращению роликовых электродов (рис. 2, а).
При малых значениях скорости сварки
(Vсв=0,2…0,4 м/мин) вторая литая зона образуется почти концентрично первой и с увеличением скорости (Vсв=0,5…1,2 м/мин) смещается относительно ее в направлении,
противоположном вращению роликовых электродов (рис. 2, а).
Рис. 2. Макроструктура точечно-роликовых швов из стали 1Х18Н9Т толщиной 0,1+0,1 мм (продольное сечение):
а — длительность импульса 0,02 сек, Vсв=0,4 м/мин; б — длительность импульса 0,01 сек, Vсв=0,8 м/мин
Уменьшение размеров второй литой зоны происходит вследствие непрерывно увеличивающейся контактной площадки на границе электрод-деталь и при понижении контактного сопротивления на границе деталь-деталь.
Сварка
в обоих полупериодах при малых значениях скорости происходит на одной и той же
контактной площадке, так как перемещение деталей между роликами за это время
составляет 0,07…0,13 мм.
В то же время интенсивность теплоотвода в электроды возрастает с увеличением контактной площадки, а средняя плотность тока в момент протекания его за время второго полупериода снижается.
При использовании приставки, которая позволяет осуществлять сварку за один полупериод, в соединении образуется литая зона обычной формы (рис. 2, б).
В связи с этим при роликовой и точечно-роликовой сварке сталей толщиной до 0,1 мм на машинах переменного тока, по-видимому, нецелесообразно применение импульса тока длительностью свыше одного периода.
В слоистых конструкциях наряду с прочноплотными швами требуются связующие швы с различным шагом между арочными точками, поэтому в работе было уделено внимание выбору оптимального расстояния между точками в сварном шве.
Путем
соответствующего подбора соотношения длительности паузы между импульсами тока и
скорости сварки, сваривая образцы из стали СН-4 толщиной 0,08 мм со следующим
шагом между точками: 0,5; 1; 1,5; 2,5 и 5 мм. При этом принятые расстояния по
шагу были кратными диаметру литой зоны.
Образцы подвергали механическим испытаниям на отрыв срез.
Из полученных данных (рис. 3, а) видно, что наибольшая прочность точечно-роликовых соединений на отрыв соответствует шагу между точками t=0,5 мм. С увеличением шага между точками до 1,5 мм прочность несколько снижается, затем становится постоянной и не зависит от шага в предел, от 2 до 5 мм. Наибольшая прочность сварных швов на срез (рис. 3, б) получается в том случае, когда шаг между точками равен двум диаметрам литой зоны, т.е. . При шаге прочность несколько ниже. Но наиболее резкое снижение прочности наблюдается на образцах с шагом м.
Рис. 3. Зависимость прочности точечно-роликового соединения на отрыв (а) и срез (б) от шага между сварными точками
В общем случае точечно-роликовые швы, выполненные с шагом, кратным по величине одному-двум диаметрам литой зоны, показывают наибольшую прочность как при срезе сварных точек, так и при отрыве.
Выводы
1. Проведенные исследования показали, что роликовая и точечно-роликовая сварка
сталей 1Х18Н9Т, ВНС-2 и СН-4 толщиной от 0,02 до 0,1 мм успешно выполняется на
машине переменного тока. При этом формирование литой зоны происходит без
внутренних дефектов.
Проведенные исследования показали, что роликовая и точечно-роликовая сварка
сталей 1Х18Н9Т, ВНС-2 и СН-4 толщиной от 0,02 до 0,1 мм успешно выполняется на
машине переменного тока. При этом формирование литой зоны происходит без
внутренних дефектов.
2. При сварке данных сталей током при длительности им пульса, равной одному периоду, образуется двойная литая зона.
3. Испытания точечно-роликовых соединений на образцах и стали СН-4 толщиной 0,08 мм с различным расстоянием между сварными точками показали, что является наиболее оптимальным параметром.
Источник: журнал «Сварочное производство» № 5, 1969г.
Карта
Шовная контактная сварка: суть процесса, характеристика
Одной из разновидностей сварок является шовная контактная сварка. В данном случае соединение проводится прерывистым или непрерывным швом, внахлёст. Если используется прерывистая технология, это позволяет создавать ряды точек, что в некоторых случаях очень актуально.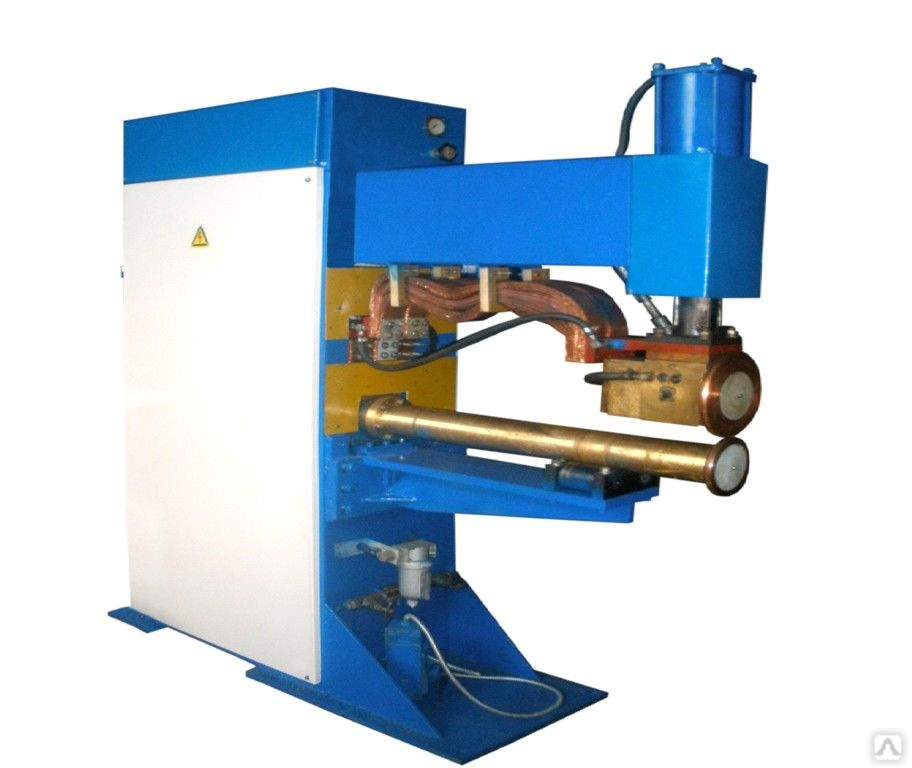 У такого метода есть и другое название – роликовая сварка. Такое название произошло из-за того, что по шву катится ролик, создающий линию сцепления. На нем установлено один или несколько электродов, именно поэтому шов может быть плотным или обрывистым.
У такого метода есть и другое название – роликовая сварка. Такое название произошло из-за того, что по шву катится ролик, создающий линию сцепления. На нем установлено один или несколько электродов, именно поэтому шов может быть плотным или обрывистым.
Сварочные машины
Шовный метод используется тогда, когда необходимо создать полностью герметичный шов или плотно прижать две детали друг к другу. Он имеет ГОСТ 15878-79, в соответствии с этим может быть использован для формирования тонкостенных цельносварных труб, листового проката емкостей и герметичных отсеков и т.п. То есть для изделий, которые не должны пропускать ни воду, ни пар, ни газы.
Устройства для контактно-шовног Основные виды:
Основные виды:
Однороликовые.
Многороликовые.
Односторонние.
Двусторонние.
Чаще применяются 2-х сторонние двухроликовые модели. Они могут быть как поперечные, так и продольные. Поэтому такой аппарат можно использовать практически в любых условиях. Поперечное расположение применяется для сварочных работ на круговых поверхностях и изделиях, имеющих форму цилиндра.
Самое большое распространение получили аппараты, в которых электроды имеют форму ролика. В данном случае материал, который требуется соединить, протягивается между такими роликами. Это довольно простая и быстрая технология. Электроток при этом поступает циклично по строго определенным интервалам времени, который контролируются специальным таймером.
Способы шовной сварки
Для создания прямых и беспрерывных швов чаще всего применяется особая технология. В месте необходимого соединения машиной создается серия точек, на которые в последующем накладываются другие точки. В результате такой точечной атаки и создается беспрерывный шов, полностью соответствующий ГОСТ. Применяются и другие методики, всего их три:
В месте необходимого соединения машиной создается серия точек, на которые в последующем накладываются другие точки. В результате такой точечной атаки и создается беспрерывный шов, полностью соответствующий ГОСТ. Применяются и другие методики, всего их три:
Непрерывная.
Шаговая.
Прерывистая.
Непрерывная технология так же, как и описанная выше, создает ровный шов. Но в данном случае применяется постоянная подача тока и постоянное давление ролика на соединяемую поверхность, без перерыва. Такие аппараты сильно перегреваются и быстро изнашиваются, но и работают эффективно. Быстрому износу также способствует и окрашенная или ржавая поверхность соединяемых деталей. Поэтому перед работой требуется их тщательная очистка.
Технология прерывистой сварки используется чаще и пользуется большей популярностью. При её осуществлении используются временные импульсы тока. Заготовка в данном случае должна находиться в постоянном движении, и нет необходимости в постоянном давлении ролика. Именно поэтому износоустойчивос
При её осуществлении используются временные импульсы тока. Заготовка в данном случае должна находиться в постоянном движении, и нет необходимости в постоянном давлении ролика. Именно поэтому износоустойчивос
При шаговом методе ролик постоянно прикладывается и давит на поверхность материала. При этом деталь перемещается прерывисто. Это позволяет избежать высокого нагрева деталей, а значит — и их деформации.
Как получить герметичный шов?
Чтобы шов был максимально герметичным, лучше всего использовать прибор, работающий по принципу перекрывающихся точек. При этом самым важным является подобрать соотношение скорости вращения диска с электродом и частотой импульсов тока. В результате получится самое прочное и абсолютно надежное соединение для любого изделия, в соответствии с ГОСТ. Этот метод может быть применен при работе с самыми разнообразными материалами, в том числе и с нержавеющей сталью.
Электроды для контактных соединений
Шовное сцепление встык проводится при скорости 1 метр в минуту. При этом важно, чтобы рабочая поверхность с расположенным на ней электродом поддерживалась в стабильной позиции. Это позволит достичь максимального качества соединения.
В процессе сцепки деталей, в соответствии с ГОСТ, могут использоваться самые разнообразные электроды, разной формы. Это зависит от того, какой формы изделие требуется соединить. Все виды электродов, используемых в шовном сцеплении, предусматриваютс
Для рельефной сварки используются сферические или плоские электроды. Но все их виды объединяет одно – материал, из которого они изготавливаются. Чаще всего для этого применяют разные марки бронзы и меди либо высокопрочные сплавы. Технология сварки в данном случае не имеет особого значения. Каждый метод оптимален для определенных условий работы в соответствии с ГОСТ и видом детали.
Чаще всего для этого применяют разные марки бронзы и меди либо высокопрочные сплавы. Технология сварки в данном случае не имеет особого значения. Каждый метод оптимален для определенных условий работы в соответствии с ГОСТ и видом детали.
Похожие статьи
- Характеристика дуговой сварки ручного типа
- Соединение деталей в защитных газах посредством сварки
- Особенности сварки с применением электродуги
- Сварка труб под давлением — сложно ли это на практике?
PEMA обеспечивают эффективность и качество для IWS
Истории клиентов
Сварочные ролики PEMA для повышения эффективности и качества IWS
Читать далее
Свяжитесь с нами
Повышение эффективности производства и улучшение качества продукции : два основных улучшения, которые компания Innovative Water Systems стремилась осуществить, инвестируя в решения для автоматизации сварки PEMA.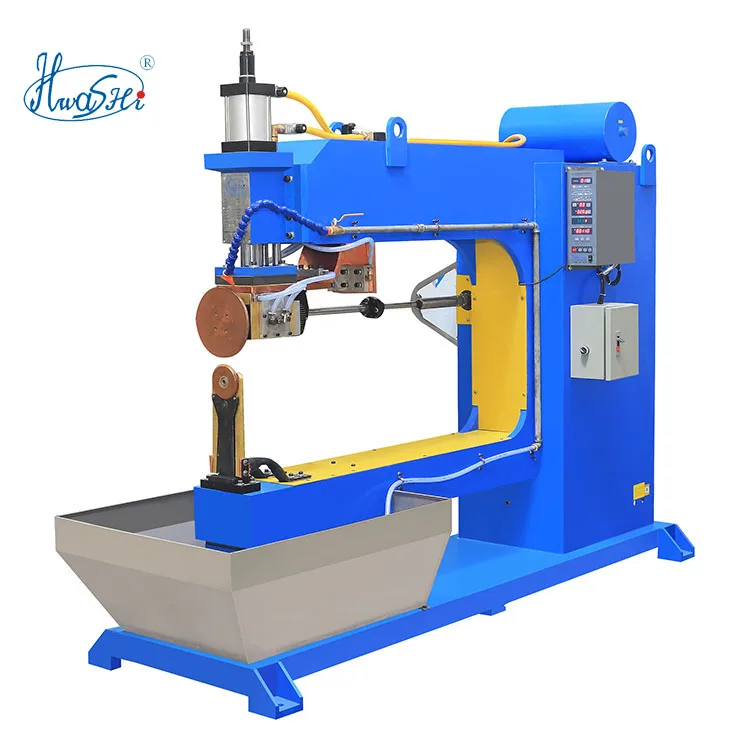
14 комплектов роликовых кроватей PEMA были доставлены эстонской производственной компании, чтобы поддержать их цепочку улучшений и мощное видение будущего.
«Мы узнали, что предприятия металлургической промышленности внедряют в свое производство подобные решения по автоматизации сварки, и одна из успешных эстонских компаний порекомендовала нам Pemamek. Мы были заинтригованы тем, насколько подходящими будут решения PEMA для сварки пластиковых изделий», — начинает Маргус Айаотс, менеджер по экспортным продажам Innovative Water Systems .
Компания Innovative Welding Systems, IWS, основанная в Эстонии в 2007 году, производит долговечную высококачественную продукцию из полиэтилена высокой плотности (ПЭ) и полипропилена (ПП). Продукция – пластиковые насосные станции, баки и большие трубы – уже доставлена обширной клиентской базе в странах Балтии, Северной Европы и Центральной Европы. Тем не менее, у нас есть более масштабное видение и продуманный план на будущее:
«Наша цель — стать самым инновационным производителем насосных станций в Европе в течение следующих пяти лет. Наше руководство разработало стратегию для достижения этой цели, и инвестиции в решения для автоматизации сварки PEMA являются одним из шагов в цепи улучшений, о которых мы договорились», — объясняет г-н Айаотс.
Наше руководство разработало стратегию для достижения этой цели, и инвестиции в решения для автоматизации сварки PEMA являются одним из шагов в цепи улучшений, о которых мы договорились», — объясняет г-н Айаотс.
PEMA подходят и для сварки пластиковых изделий: 14 комплектов рольгангов PEMA были доставлены компании IWS, производителю пластиковых насосных станций, резервуаров и больших труб. Фото: Инновационные системы водоснабжения
«Установка заняла у нас
менее одного часа »Семь комплектов роликовых опор PEMA A12 4D и семь комплектов роликовых опор PEMA A12 были доставлены IWS осенью 2020 года. Роликовые опоры PEMA на месте, заказчик остался доволен полученной поддержкой.
«Г-н. Нихти (региональный менеджер по продажам PEMA) посетил наши помещения, чтобы получить представление о нашей продукции, и мы также посетили завод Pemamek в Лоймаа, Финляндия. Необходимое решение было найдено быстро. Роликовые кровати PEMA прибыли на нашу фабрику в оговоренное время и с четкими инструкциями, установка заняла у нас менее часа», — говорит Рауно Сомелар, руководитель производства Innovative Water Systems.
Прежде чем внедрить рольставни PEMA в свое производство, компания IWS использовала крышный кран для поворота заготовок. Это было не только долго, но и значительно тяжелее для рабочих:
«Намного лучше иметь заготовку на рольганге. Роликовые платформы поддерживают и помогают перемещать заготовки проще и эффективнее, что повышает безопасность наших сотрудников. Мы уже получили положительные отзывы от наших сотрудников — роликовые кровати просты в использовании и значительно облегчают их работу», — продолжает г-н Сомелар.
«Намного лучше иметь заготовку на рольганге. Роликовые опоры поддерживают и помогают перемещать заготовки проще и эффективнее, что повышает безопасность наших сотрудников».
Рауно Сомелар
Начальник производства, Innovative Water Systems
Более высокая эффективность, более высокая безопасность: сотрудники IWS остались довольны сварочными решениями PEMA. Фото: Инновационные системы водоснабжения
Стремление к
повышению эффективности производства и повышению качества продукции Для IWS решающими факторами при инвестировании в решения по автоматизации PEMA были эффективность производства и качество продукции. Благодаря таким усовершенствованиям компания сможет сократить сроки доставки клиентам после выполнения гладкой, непрерывной сварки пластика на их продуктах. После использования роликовых кроватей PEMA в течение пары месяцев уже видны улучшения.
Благодаря таким усовершенствованиям компания сможет сократить сроки доставки клиентам после выполнения гладкой, непрерывной сварки пластика на их продуктах. После использования роликовых кроватей PEMA в течение пары месяцев уже видны улучшения.
«Конечно, наилучшие результаты будут видны в течение года или около того, когда мы достигнем максимального потенциала роликовых опор. Каждый день, когда мы их используем, мы узнаем больше. Даже спустя всего два месяца использования рольгангов PEMA мы уже видим, что наше производство становится быстрее», — описывает г-н Айаотс.
Какие цели ставит IWS на предстоящий год и максимальная эффективность?
«Как компания, мы решили инвестировать в современную автоматизацию сварки, чтобы свести к минимуму ошибки и рекламации качества сварки. Я уверен, что в следующем году мы увидим значительные улучшения в надежности и качестве сварки», — объясняет г-н Сомелар, а его коллега г-н Айаотс продолжает, — «тогда, если мы говорим о численных результатах: сейчас требуется нам четыре дня, чтобы закончить продукт, но через год это займет у нас всего 2,5 дня. Сокращение времени производства на 1,5 дня приведет к заметной экономии трудозатрат».
Сокращение времени производства на 1,5 дня приведет к заметной экономии трудозатрат».
Стремление к постоянному совершенствованию также является одной из причин, по которой IWS предпочла решение Pemamek по автоматизации сварки решениям конкурентов;
«За эти годы мы узнали, что платить за продукт — это одно, но что действительно важно, так это поддержка и помощь даже после покупки. Мы были действительно впечатлены качеством продукции PEMA, но мы также знали, что, инвестируя в PEMA, мы инвестируем в долгосрочное сотрудничество. Если нам понадобится помощь или поддержка, или если мы захотим сделать дополнительные инвестиции, мы можем рассчитывать на Pemamek», — резюмирует г-н Айаотс.
«Наше производство стало значительно быстрее сразу после первых поставок PEMA» – Тынис Туудер, Estanc
Прочитайте, что наши
клиенты говорят о насМы стремимся предоставить лучшее решение с превосходным качеством
Сварочные позиционеры PEMA, колонны и стрелы, рольганги и решения для роботизированной сварки обеспечивают высочайшую безопасность и эффективность сварки благодаря 50-летнему опыту работы в этой области.
Истории успеха
Постоянный клиент Estanc полагается на решения PEMA
Читать историю успеха
Изготовители стали на заказ, Inc. и PEMA
Получить брошюру PEMA Heavy Fabrication
Подпишитесь на нашу рассылку и получите доступ к нашей брошюре для загрузки , а также к последним новостям о PEMA!
Подпишитесь сейчас и узнайте больше о PEMA Heavy Fabrication
- Имя*
Первый
- Электронная почта*
- Компания*
- Номер телефона*
- Страна*
Свяжитесь с нами
Команда PEMA к вашим услугам. Свяжитесь с нами, и мы поможем вам с любыми вопросами, которые могут у вас возникнуть.
Отправьте нам сообщение
Контакты
Рулонные строгальные станки— Сварные строгальные станки
Строгальные станки используют давление до 20 000 фунтов между роликом из твердой стали и опорой инструментальной оправки, чтобы сгладить вершину сварного шва и укрепить валик сварного шва. Интенсивная сила между роликом из закаленной стали и оправкой из инструментальной стали устраняет валик сварного шва, смешивая его с основным металлом. Кроме того, окончательная выровненная поверхность сварного шва будет выглядеть как бесшовная деталь.
Строгальный станок обеспечивает специальный инструмент, который удерживает поддерживаемую деталь, в то время как валик сварного шва продольного шва раздавливается между закаленным роликом и линейной оправкой. Рихтовку швов производят на автоматических продольно-строгальных станках. Некоторые строгальные станки используют программируемое управление ПЛК, которое позволяет устанавливать переменное давление для сглаживания валика сварного шва с основным металлом.
Рулонный строгальный станок Колесная поверхность
Строгальные станки Системы
Использование строгального станка подходящего размера, инструментальный валик из закаленной стали и оправка из твердой инструментальной стали, чтобы предотвратить изменение размера детали по внешнему и внутреннему диаметру. Шлифовальный круг обеспечивает холодную обработку путем смешивания, чтобы устранить вершину сварного шва и создать бесшовный вид сварного шва с регулируемым давлением, не искажая размер ваших деталей.
Моторизованная портальная каретка продольного строгального станка перемещается на четырех опорах линейных рельсов. Приводимая в действие электродвигателем мощностью 2 л.с., каретка оснащена пневматическим поршневым насосом с ходом 8 дюймов/203 мм. Маховик используется для регулировки хода поршня. Наш автоматический строгальный станок оснащен специальной панелью управления, а также защитным экраном оператора из просечно-вытяжного листа.
Станки для строгания сварных швов с сильфонами
Информация о том, как наши передовые автоматизированные системы для строгания труб и сильфонов обеспечивают высочайшее качество и безопасность любого современного станка для строгания рулонов тонкого металла. MITUSA предлагает новейшие технологии строгания для проектирования и изготовления строгальных станков по индивидуальному заказу.
MITUSA предлагает новейшие технологии строгания для проектирования и изготовления строгальных станков по индивидуальному заказу.
Портальные линейные строгальные станки — продольные строгальные станки
Трубчатые детали малого диаметра, такие как сильфоны, идеально подходят для наших конструкций сварочных строгальных станков. Идеально подходит для шлифовки тонких труб, где требуется прочность и плавность сварного шва. Специальные строгальные станки по индивидуальному заказу для тонких металлических сильфонов или труб малого диаметра.
Применение строгальных станков
- Оборудование для обработки пищевых продуктов из нержавеющей стали
- Молочное оборудование
- Сильфон
- Резервуары для химических процессов
- Фитинги для труб из нержавеющей стали
- Сварной шов корпуса ракеты
- Авиационные десантные баки
- Сращивание автомобильных листов
- Колеса трактора
- Оборудование для окрашивания тканей
- Вакуумные термосы и бутылки
- Водонагреватели
- Детали авиационных двигателей
- Машины для обработки наркотиков
- Детали для аэрокосмической отрасли
- Металлическая мебель
- Косметические бесшовные швы
- Сглаживание сварных швов
- Косметическая обработка сварных швов
- Повышение прочности процесса сварки
Портальные продольно-строгальные станки
Наша компания уже более 20 лет с гордостью производит портальные и продольно-строгальные станки в США. Специально разработанные системы MITUSA для шлифовки швов решают сложные задачи по шлифовке с помощью автоматизации. Мы знаем строгальные станки и знаем, как создать один из них специально для вашего критического применения в области шлифования сварных швов.
Специально разработанные системы MITUSA для шлифовки швов решают сложные задачи по шлифовке с помощью автоматизации. Мы знаем строгальные станки и знаем, как создать один из них специально для вашего критического применения в области шлифования сварных швов.
Позвоните по номеру 323.312.2002 или напишите нам по электронной почте, чтобы узнать цену продажи и детали доставки. У вас есть вопросы по какой-либо технической информации, которая может вам понадобиться при покупке машины для шлифовки сварочных роликов? Позвоните нам, чтобы получить помощь по типу вашего строгального станка.
Роликовые строгальные станки давления между оправками используются для повышения конечной прочности сварного шва. Кроме того, он обеспечивает плавное слияние вершины сварного шва с материалом основного металла.
Выравнивание сварных швов используется для устранения дорогостоящих трудоемких работ по ручной шлифовке и полировке, а также затрат на материалы, которые в настоящее время используются для отделки швов. В линейных строгальных станках используется новая роликовая технология, обеспечивающая безопасность оператора в процессе чистовой обработки деталей. Безопасные продольно-строгальные станки без помощи рук для выравнивания поверхности труб.
В линейных строгальных станках используется новая роликовая технология, обеспечивающая безопасность оператора в процессе чистовой обработки деталей. Безопасные продольно-строгальные станки без помощи рук для выравнивания поверхности труб.
Индивидуальные линейные строгальные станки можно получить, позвонив в MITUSA по телефону 323.312.2002 или написав нам по электронной почте для получения информации о строгальных станках. Мы здесь, чтобы предоставить квалифицированную информативную помощь по вопросам применения шлифовальных деталей. Информация о том, как правильно шлифовать сварные швы для плавного удаления и многое другое. Строгальные станки MITUSA – это лучший стандарт качества для продольно-строгальных станков производства США.
Рубанок PDF
Объяснение преимуществ выравнивания сварных швов
Стандартные и нестандартные типы строгальных станков для получения гладкой бесшовной поверхности сварного шва
Преимущества выравнивания: Машины для строгального валика сглаживают валики сварного шва для получения смешанной внутренней и наружной обработки на сварном изделии длиной до 40 футов.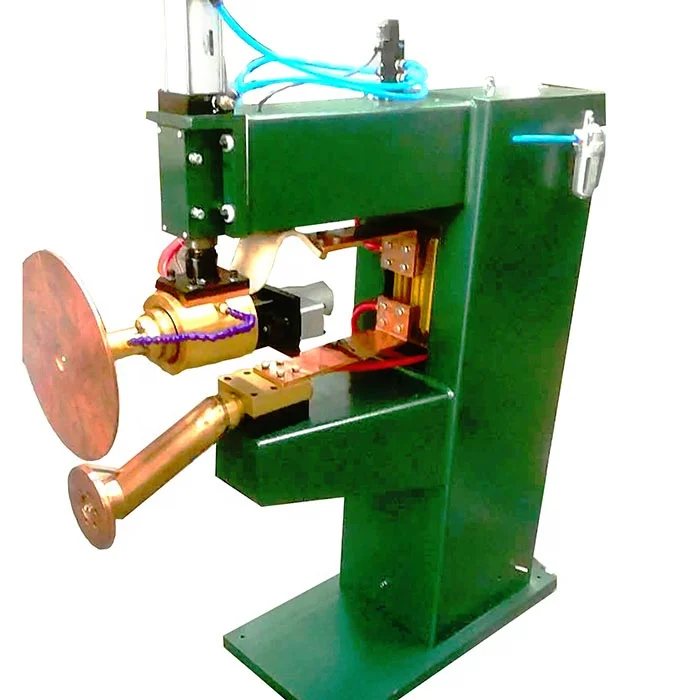 длинная. MIG, (GMAW) TIG, (GTAW) или плазменная сварка (PAW) — любая низкопрофильная сварная вершина может быть выровнена до гладкости.
длинная. MIG, (GMAW) TIG, (GTAW) или плазменная сварка (PAW) — любая низкопрофильная сварная вершина может быть выровнена до гладкости.
Аэрокосмический прецизионный строгальный станок с зажимным инструментом для точных шлифованных деталей
Строгальные станки выравнивают наружный и внутренний диаметры сварных швов до получения гладкой поверхности.
Процесс выравнивания сварного шва — это безопасный и быстрый способ сгладить сварной шов и смешать его, чтобы получить бесшовный вид.
Рулонный шлифовальный станок использует ролик из закаленной стали для выравнивания и удаления гребня сварного шва, гладкого по отношению к основному металлу. Вальцовое колесо установлено на тележке с механическим приводом, где между деталью и оправкой строгального станка оказывается экстремальное давление. Интенсивное усилие, создаваемое между роликом шлифовальной машины и инструментами, сглаживает валик сварного шва, придавая ему косметический вид.
Интенсивное усилие, создаваемое между роликом шлифовальной машины и инструментами, сглаживает валик сварного шва, придавая ему косметический вид.
При линейном строгании свариваемая деталь устанавливается на специальную оправку, где она остается неподвижной в процессе строгания. Разработан для обеспечения полного диапазона форм и размеров деталей, которые можно шлифовать, используя комбинацию различных профилей поверхности роликовых колес и нестандартной геометрии оправки для правильной поддержки детали.
Полированные сварные швы прочнее и косметически сливаются с основным металлом
Рифленые станки являются одними из наиболее полезных инструментов для улучшения внешнего вида сварных швов деталей, а также для повышения прочности сварных металлических соединений. Сварочные строгальные станки часто используются для всего: от аэрокосмических деталей и точных устройств до обычных кухонных моек из нержавеющей стали.
Вальцешлифовальные станки обеспечивают безопасную автоматизацию процесса отделки сварных швов. Общие детали, подходящие для систем выравнивания, включают сильфоны, аэрокосмические оболочки, плоские стальные листы, цилиндры, трубы, квадраты, купола, корпуса ракет и другие детали в зависимости от толщины профиля короны сварного шва.
Общие детали, подходящие для систем выравнивания, включают сильфоны, аэрокосмические оболочки, плоские стальные листы, цилиндры, трубы, квадраты, купола, корпуса ракет и другие детали в зависимости от толщины профиля короны сварного шва.
Автоматический строгальный станок | Сглаживание сварных швов
MITUSA, Inc. Конструкции строгальных станков используются для сглаживания сварных швов из углерода, алюминия, нержавеющей стали и удаления бесшовных выпуклостей. Наша компания предлагает нестандартные или стандартные портальные строгальные станки и модели продольных строгальных станков. Позвольте нашей группе инженеров спроектировать строгальный станок по индивидуальному заказу для вашего специального применения в области шлифования сварных швов. Планирование лучше всего использовать на более тонких металлах, с низкопрофильным сварным швом для достижения максимальных результатов. Бросьте нам вызов с вашим сложным приложением для полировки, мы можем помочь.
Бросьте нам вызов с вашим сложным приложением для полировки, мы можем помочь.
Продольные портальные строгальные станки
Строгальный станок для сглаживания сварных швов на наружном и внутреннем диаметре детали. Это делается при сохранении формы детали до и после завершения процесса выравнивания.
Многие технические требования к сварным швам для аэрокосмической и авиационной промышленности теперь требуют шлифовки детали после процесса сварки. Положитесь на линейные прецизионные строгальные станки MITUSA, чтобы предоставить вашей компании больше, чем вы ожидали, приобретая системное решение для строгальных станков.
Позвоните по номеру 323.312.2002 или напишите нам по электронной почте, когда вам понадобится помощь с деталью для шлифовки сварных швов или вопросом о шлифовке сварных швов. Безопасное плавное удаление сварных швов — это то, чем мы занимаемся.
Роликовая шовная сварка на прочных машинах индивидуальной конструкции
Самое главное при роликовой шовной сварке – это абсолютно непроницаемый шов. И это именно то, что гарантируют наши высокопроизводительные машины. Потому что мы всегда производим для вас на самом высоком уровне качества и в соответствии с вашими требованиями. И мы достигаем этого в кратчайшие сроки и по привлекательным ценам. Как это возможно? Простота: Мы производим вашу машину для роликовой сварки на основе модульной системы, которая включает в себя большое количество компонентов и обширный ассортимент принадлежностей. Почти все отдельные детали и, прежде всего, трансформатор, основной компонент каждого сварочного аппарата, мы производим сами, что гарантирует их соответствие самым высоким требованиям и постоянное наличие на складе. Внешний вид вашей машины зависит от ваших индивидуальных потребностей. Мы также с удовольствием примем во внимание конкретные спецификации, например, в отношении пневматики, контроллера или цвета. В конце концов, именно ваши требования к роликовой сварке движут нами.
И это именно то, что гарантируют наши высокопроизводительные машины. Потому что мы всегда производим для вас на самом высоком уровне качества и в соответствии с вашими требованиями. И мы достигаем этого в кратчайшие сроки и по привлекательным ценам. Как это возможно? Простота: Мы производим вашу машину для роликовой сварки на основе модульной системы, которая включает в себя большое количество компонентов и обширный ассортимент принадлежностей. Почти все отдельные детали и, прежде всего, трансформатор, основной компонент каждого сварочного аппарата, мы производим сами, что гарантирует их соответствие самым высоким требованиям и постоянное наличие на складе. Внешний вид вашей машины зависит от ваших индивидуальных потребностей. Мы также с удовольствием примем во внимание конкретные спецификации, например, в отношении пневматики, контроллера или цвета. В конце концов, именно ваши требования к роликовой сварке движут нами.
Ваше контактное лицо
Маркус Арндт
Телефон:
+49 2742 7079-527
Контакт по электронной почте
- Индивидуальная конфигурация с модульной системой
- Опционально технология переменного тока в среднечастотном исполнении
- С поперечным или продольным отслеживанием шва
- Один или два роликовых привода
Два настраиваемых базовых варианта для надежной роликовой сварки НМП 7 НМП 12
Оба типа наших машин для роликовой сварки создают основу для вашего индивидуально спроектированного и изготовленного агрегата.
Вы указываете основные параметры: Должна ли это быть машина с поперечным или продольным отслеживанием шва? Должны ли приводиться оба ролика или только один? Мы будем рады помочь вам в принятии решений и дадим конкретные рекомендации, основанные на ваших индивидуальных требованиях к сварке. На основе предоставленных вами образцов наши специалисты в сварочной лаборатории проведут анализ, протестируют различные методы и создадут прототипы, которые также будут проверены. В конце процесса возникает индивидуально спроектированная и изготовленная машина для роликовой шовной сварки, основанная на нашей модульной системе и точно отвечающая вашим требованиям к роликовой шовной сварке.Загрузки
Брошюра о машине для роликовой сварки DEЗагрузить
Брошюра о машине для роликовой сварки ENЗагрузить
Преимущества в обзоре:
Возможность индивидуальной конфигурации
Мы производим мощные компоненты для модульной системы. У нас вы получите индивидуально конфигурируемые и индивидуально изготовленные машины для роликовой сварки, которые специально адаптированы к вашим требованиям к сварке. Для этого нам нужно поговорить, чтобы наши специалисты могли точно понять, с какими сварочными работами вы сталкиваетесь. Мы сердечно приглашаем вас.Прочный и прочный
Уже более 50 лет мы разрабатываем, проектируем и производим машины для роликовой сварки. И столь же долго мы обеспечиваем высочайшее качество, которое ежедневно обеспечивают наши профессионально подготовленные сотрудники. Результатом являются машины для роликовой сварки, которые надежно работают и всегда обеспечивают высокую производительность на вашем предприятии в течение многих десятилетий.Более короткие сроки поставки, хорошее соотношение цены и качества
Благодаря принципу индивидуально конфигурируемой модульной системы, когда мы разрабатываем и изготавливаем Вашу машину для роликовой сварки, нам не нужно начинать с нуля. Это создает преимущества в стоимости и времени, которые мы с радостью передаем вам в виде привлекательных цен и коротких сроков поставки.Соответствует всем нормам безопасности
Как и вся наша продукция, в том числе и машины для роликовой сварки от NIMAK: Они полностью соответствуют законодательным требованиям безопасности и удовлетворяют высоким требованиям уровня производительности D.Типичные области применения
Везде, где требуются герметичные сварные швы, наши машины для роликовой сварки обеспечивают надежную и непрерывную работу. Например,
В автомобильной промышленности, например, для производства амортизаторов, а также для производства:
- Баки
- Огнетушители
- Барабаны и т. д.
Технические данные
- С водяным охлаждением
- Гидравлически регулируемый зазор
- Вылет доступен с различной длиной; специальные размеры по запросу
- Регулируемое усилие на электроде
- С блоком обслуживания сжатым воздухом
- Отдельно регулируемые контуры охлаждающей воды с индикатором расхода и температуры
- Дроссельный клапан для размещения электрода без дребезга
Обзор типов
Сварочные аппараты переменного тока или технологии средней частоты
Тип NMP 7 NMP 12 Номинальная производительность в 50 % -ном уровне (в KVA) 6.
 Вы указываете основные параметры: Должна ли это быть машина с поперечным или продольным отслеживанием шва? Должны ли приводиться оба ролика или только один? Мы будем рады помочь вам в принятии решений и дадим конкретные рекомендации, основанные на ваших индивидуальных требованиях к сварке. На основе предоставленных вами образцов наши специалисты в сварочной лаборатории проведут анализ, протестируют различные методы и создадут прототипы, которые также будут проверены. В конце процесса возникает индивидуально спроектированная и изготовленная машина для роликовой шовной сварки, основанная на нашей модульной системе и точно отвечающая вашим требованиям к роликовой шовной сварке.
Вы указываете основные параметры: Должна ли это быть машина с поперечным или продольным отслеживанием шва? Должны ли приводиться оба ролика или только один? Мы будем рады помочь вам в принятии решений и дадим конкретные рекомендации, основанные на ваших индивидуальных требованиях к сварке. На основе предоставленных вами образцов наши специалисты в сварочной лаборатории проведут анализ, протестируют различные методы и создадут прототипы, которые также будут проверены. В конце процесса возникает индивидуально спроектированная и изготовленная машина для роликовой шовной сварки, основанная на нашей модульной системе и точно отвечающая вашим требованиям к роликовой шовной сварке. У нас вы получите индивидуально конфигурируемые и индивидуально изготовленные машины для роликовой сварки, которые специально адаптированы к вашим требованиям к сварке. Для этого нам нужно поговорить, чтобы наши специалисты могли точно понять, с какими сварочными работами вы сталкиваетесь. Мы сердечно приглашаем вас.
У нас вы получите индивидуально конфигурируемые и индивидуально изготовленные машины для роликовой сварки, которые специально адаптированы к вашим требованиям к сварке. Для этого нам нужно поговорить, чтобы наши специалисты могли точно понять, с какими сварочными работами вы сталкиваетесь. Мы сердечно приглашаем вас. Это создает преимущества в стоимости и времени, которые мы с радостью передаем вам в виде привлекательных цен и коротких сроков поставки.
Это создает преимущества в стоимости и времени, которые мы с радостью передаем вам в виде привлекательных цен и коротких сроков поставки.