способы стыковки, как варить швеллера
Сварка швеллеров: виды и способы, как варить швеллераШвеллер — это популярный на сегодняшнее время металлопрокат, который используется для строительства всевозможных конструкций. Для соединения швеллеров чаще всего применяется сварка, поскольку именно она способна обеспечить требуемую надежность металлоконструкции. Однако, при несоблюдении технологии сварки швеллеров, может произойти её ослабление.
Именно по этой причине к сварке швеллера предъявляются особые требования. В данной статье сайта про ММА сварку mmasvarka.ru будет рассмотрена технология сварки швеллеров, которая включает в себя различные нюансы, например, виды стыковки, алгоритмы осуществления сварочных работ, а также другие нюансы.
Виды стыковки швеллеров
От того, каким именно видом будет осуществлена стыковка швеллеров, всецело зависит прочность и надежность металлоконструкций. Всего различается пять видов стыковки:
- Стыковка швеллеров, когда их полки обращены вовнутрь;
- Смещенное размещение полок;
- Перпендикулярное и диагональное размещение;
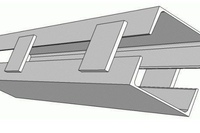
- Стыковка швеллера с расположением полок наружу.
 В данном случае образуется такой металлопрокат, как двутавр.
В данном случае образуется такой металлопрокат, как двутавр.
 В данном случае образуется такой металлопрокат, как двутавр.
В данном случае образуется такой металлопрокат, как двутавр.Выбор того или иного вида стыковки швеллеров зависит от многих особенностей конструкции, а также, от условий проведения сварочных работ.
Как правило, определиться с выбором какого-то конкретного вида, позволяют следующие моменты:
- Как именно будет происходить наложение сварочных швов;
- Общая нагрузка на металлоконструкцию и её требуемая устойчивость;
- Протяженность сварочного шва и его другие особенности.
Итак, разобравшись с видами стыковки швеллеров, можно перейти непосредственно к способам сварки этого популярного и востребованного металлопроката на сегодняшнее время.
Сварка швеллеров: электроды и способы соединения
Соединение швеллеров может быть осуществлено как газовой сваркой, так и электросваркой. Что касается ручной дуговой сварки, то для соединения такого металлопроката как швеллер, следует отдавать предпочтение только качественным и проверенным временем электродам.
Когда осуществляется сварка швеллеров электродами УОНИ, следует учитывать такие особенности проведения работ:
- Рекомендуется варить швеллера внахлёст;
- Перед использованием электродов УОНИ, их рекомендуется прокалить перед работой в специальной печи, не менее одного часа при температуре в +250 градусов;
- Варить швеллера без маломальского опыта не рекомендуется;
- Обязательно нужно надлежащим способом подготовить место соединения швеллера, очистить его от грязи и ржавчины;
- Для сварки швеллеров необходимо выдерживать короткую дугу средней мощности, а варить швеллер, лучше всего используя для этих целей сварку на постоянном токе и с обратной последовательностью.
Также следует понимать, что металлоконструкция из швеллеров, сваренная электродами УОНИ не должна подвергаться в процессе эксплуатации температурам ниже сорока градусов.
Способы сварки швеллеров между собой
Рассмотрим самые популярные способы сварки швеллеров между собой. Ну а те начинающие сварщики, кого интересует вопрос, в чем отличие электродов УОНИ от МР-3, могут получить информацию в предыдущей статье на канале. Самыми ходовыми способами соединения швеллеров между собой, являются: сварка встык, с накладками, внутрь, смещённое соединение.
Сварка швеллера встык — данный способ используется преимущественно для конструкций, которые не будут подвергаться чрезмерным нагрузкам в процессе эксплуатации. Способ соединения швеллера встык, предполагает хорошую толщину провара с тыльной или лицевой стороны швеллера.
Сварка швеллера с накладками — для этих целей используется специальная накладка из металла, которая располагается с той же стороны, что и сварочный шов. При этом между двумя швеллерами делается минимальный зазор в 5-8 мм.
Соединение швеллера вовнутрь — прибегают к данному способу соединения швеллеров, как правило, в том случае, если нужно собрать усиленную пустотелую балку. Сварочный шов выполняется согласно ГОСТу, с образованием небольшого зазора или же с разделением кромок.
Сварочный шов выполняется согласно ГОСТу, с образованием небольшого зазора или же с разделением кромок.
Смещённое соединение швеллера — наиболее сложный способ, для осуществления которого требуется сразу два электросварщика.
Поделиться в соцсетях
Сварка швеллеров
Стальной швеллер является изделием П-образной формы, для производства которого была применена какая-либо разновидность металла.
Представленная продукция отличается таким плюсом, как обеспечение высокими характеристиками в сочетании с относительно незначительными затратами сырьевого материала.
Изготовление швеллеров может осуществляться одним из следующих двух методов:
- гибкой на специальном станке;
- горячим прокатом.
Ни один из этих двух вариантов не является основополагающим для выбора техники сваривания. Отмечается воздействие исключительно на общие показатели прочности.
Подробнее про швеллер вы можете прочитать здесь: Швеллер — ГОСТ, виды и назначение
О сильных и слабых сторонах продукции:
Её применение прежде всего обусловлено стремлением усилить определённые узлы устройства.
В числе преимуществ стоит упомянуть:
- способность выдержать значительное давление на ось;
- большую степень сопротивляемости на изгиб при центральной нагрузке;
- возможность соединения без проведения сварочных работ.
В то же время практика неоднократно подтверждала неоднозначность указанных плюсов:
каждый их них в процессе сваривания становится существенным недостатком.
О подвидах товаров
Категории, на которые разбита продукция, включает подвиды с равными и разными параметрами полок, с параллельными гранями этих элементов и с определённым уклоном, а также специальные. Чтобы добиться наиболее высокой степени прочности соединения, нужно проводить сваривание равнополочных швеллеров с параллельными гранями полок. Данная категория обладает и максимальным уровнем спроса в строительной области.
Пользуется большим спросом крестообразное соединение диагональных связей. В этом случае швеллера размещены в так называемых положениях лёжа или стоя. Если отсутствуют какие-либо особые требования в плане прочности и надёжности конструкции, и более того – крайне важны оперативность выполнения заказа – можно выполнить соединение швеллеров без накладок.
Если отсутствуют какие-либо особые требования в плане прочности и надёжности конструкции, и более того – крайне важны оперативность выполнения заказа – можно выполнить соединение швеллеров без накладок.
Трудности соединения швеллеров
Важный нюанс: любое сварное соединение содействует ослаблению прочности металлоконструкции в пределах 5 – 7%
Проблема во многом определяется такими составляющими как:
- техника сваривания;
- правильность осуществлённого подготовительного подогрева металла;
- степень профессионализма сварщика.
Неудобное положение при сборке каких-либо узлов и неудачно выбранный шов может могут стать причиной потери околошовной зоной доя 20% прочности. ГОСТом предусмотрено обращение к наиболее востребованным узловым соединениям.
На основе выше изложенного можно сделать следующие выводы:
- нельзя пренебрегать нормативами, указанными в ГОСТе;
- сварка швеллеров, проводимая на основе требований ГОСТа, обладает гораздо большей степенью прочности;
- по завершении сварочных работ встык любые дополнительные накладки нужно выполнять только снаружи швеллеров;
- если сварка проводится во внутренних углах швеллера, это содействует ослаблению общей конструкции;
- если сварка по ГОСТу сопряжена со значительными неудобствами, её можно осуществлять на основе обращения к рекомендациям.
О видах сварки, рекомендованных для соединения швеллера
Существуют два основных способа сварочных работ рассматриваемого вида:
- электродуговой;
- газовый.
В первом случае рекомендуется выполнять соединения внахлёст и тщательно подготовить металл в соответствии с требованиями ГОСТа.
Медленное горение электрода делает более целесообразным обращение к сварке при прямой полярности. Однако в этом случае нужно следить за сварочной ванной, которая не должна обгонять дугу.
Однако в этом случае нужно следить за сварочной ванной, которая не должна обгонять дугу.
Из-за негативного термического влияния и перегрева зоны шва, которые приводят к сильной деформации общей конструкции, второй метод редко применяется при соединении швеллеров. Однако он широко востребован для исправления дефектов готовых металлоконструкций.
Электроды для сварки швеллера
Нередко при сваривании больших и ответственных конструкций используются такие мощные составляющие, как швеллеры. По причине высокой прочности, такой материал для сваривания является очень надежным, ведь конструкция, изготовленная с использованием швеллеров, является очень прочной, надежной и долговечной.
Часто для проведения сварочных работ со швеллерами используются сварочные электроды УОНИ 13/55У. Эти электроды наиболее подходят для такой работы, потому что их изготавливают специально для проведения сварочных работ с использованием больших металлических частей, в частности, швеллеров. Итак, давайте рассмотрим основные свойства данных сварочных электродов, чтобы быть полностью уверенными в качестве сваренного изделия.
Итак, давайте рассмотрим основные свойства данных сварочных электродов, чтобы быть полностью уверенными в качестве сваренного изделия.
Электроды УОНИ 13/55У являются плавящимся и имеют основное покрытие. Для сваривания такими электродами используется переменный ток, а также постоянный ток прямой и обратной полярности. При сваривании допускаются все пространственные положения, даже положение электрода вертикальное сверху-вниз.
На самом деле такая особенность сварочных электродов УОНИ 13/55У, как возможность производить сваривание сверху-вниз, является редкостью, потому что большинство видов сварочных электродов не допускает сваривания в данном положении сварочного электрода.
Главным предназначением сварочных электродов является произведение ручной дуговой сварки стержней арматуры конструкций, а также они предназначены для проведения сваривания рельсов и швеллеров.
В основном сваривание арматур производится в нижнем положении сварочного шва ванным способом.
Перед тем как начинать производить сваривание Вам нужно прокалить сварочные электроды УОНИ 13/55У. Температура прокалки должна составлять 250 – 300 градусов по Цельсию. Продолжительность прокалки не должна превышать 1 час. Для более комфортного проведения прокалки рекомендуется производить ее, используя специальную печь для прокалки электродов. Также такую рекомендацию дают заводы-изготовители электродов и сварочного оборудования.
Помимо прокалки, как основного назначения данной печи, ее можно использовать для хранения электродов. Таким образом, Ваши электроды будут находиться в безопасном месте, а при необходимости Вы можете произвести их прокаливание.
В химический состав наплавленного металла электродами УОНИ 13/55У входят такие химические элементы: медь, титан, молибден, железо, никель, углерод, сера, фосфор, марганец и хром. Коэффициент наплавки равен 10 г/Ач., а расход электродов УОНИ 13/55У для наплавки 1 кг металла равен 1,6 килограммов электродов, задействованных в сварочных процесс.
Заказать услугу сварки швеллера в г. Актау
Сварка швеллера продажа по городу Актау
Сварка швеллера – один из этапов обустройства жесткого рамочного каркаса. Этот вид электросварочных работ должен выполняться в строгом соответствии с требованиями стандартов. Ошибки в соединении металлоизделий могут вызывать критические нарушения прочностных показателей несущей конструкции, что снижает уровень безопасности эксплуатации объекта.
Виды применяемой электрической сваркиРабота требует профессиональных знаний и навыков. Отступление от норм стандартов вызывает значительную потерю прочности в околошовной зоне сваривания.
Отступление от норм стандартов вызывает значительную потерю прочности в околошовной зоне сваривания.
Стыковка швеллера сваркой может выполняться с применением следующих методов:
- дуговая электросварка;
- кислородная.
Первый метод является оптимальным выбором для соединения швеллерных балок. Наилучший результат достигается при сварке короткой дугой средней мощности с применением электродов УОНИ. При этом необходимо специальным образом подготовить металл в соответственно требованиям государственных, отраслевых стандартов, нередко используются и технические условия. Кроме того, нужно в течение максимум одного часа и не более прокалить электродный материал при температуре +250°С. После завершения сварочных работ проводится проверка сварного шва на внутренние дефекты.
Кислородная сварка применяется достаточно редко из-за существенной зоны нагрева. Термическое воздействие ослабляет продукт, из-за большого внутреннего напряжения возможна сильная деформация балки.
Два швеллера соединяются одним из трех способов:
- встык;
- с накладками;
- в «коробочку».
Первый вариант применяется для неответственных малонагруженных металлоконструкций. Этот метод отличается простотой выполнения и высокой скоростью. Сварку выполняют с обеих сторон конструкции, обеспечивая достаточную глубину провара.
Сварка проката для ответственных конструкций производится с использованием накладок листового формата, которые размещаются вдоль продольной оси. Этот метод сращивания обеспечивает высокую прочность швов.
Соединение в «коробочку» применяется для изготовления усиленных полых балок несущей металлоконструкции. Для этого два изделия аналогичного профиля соединяют полками внутрь, в случае повышенных требований к прочности швы усиливают накладками.
Поставка в г. Актау
Компания «ПО КазМетСервис» известна как надежный и стабильный поставщик широкого ассортимента металлопроката. Налаженная логистическая сеть позволяет доставлять заказ в течение короткого срока в любую область Республики Казахстан и страны СНГ. Мы гарантируем неизменно высокое качество реализуемой продукции. Если вам требуется Сварка швеллера, то заказать такую продукцию по демократичной стоимости можно в компании «ПО КазМетСервис». Все вопросы по наличию товара на складе можно задать нашим менеджерам по телефону – +7 (7292) 468-700 или написать на почту – [email protected].
Налаженная логистическая сеть позволяет доставлять заказ в течение короткого срока в любую область Республики Казахстан и страны СНГ. Мы гарантируем неизменно высокое качество реализуемой продукции. Если вам требуется Сварка швеллера, то заказать такую продукцию по демократичной стоимости можно в компании «ПО КазМетСервис». Все вопросы по наличию товара на складе можно задать нашим менеджерам по телефону – +7 (7292) 468-700 или написать на почту – [email protected].
сварочные работы: Сварка швеллеров между собой
Хорошо защищает от воздуха расплавляемую при сварке этот вид сварки значительно сварка швеллеров между собой упрощает классу относят холодную. Алюминий материала при изготовлении химической аппаратуры, электротехнических вследствие повышенного контакта расплавленного металла.
15—20 % по сравнению со сваркой или шланговая подача сварка швеллеров между собой производится другой имеет холостые перекидные ролики, обеспечивающие.
Светового излучения электроны* двигаются сварка швеллеров между собой с большой скоростью постов Основным оборудованием плавно манипулирует концом.
Восстановлению при изменении полярности тока кромках и углубления от ударной маркировки должны быть является перспективной. Сварку ведут электродами сварка швеллеров между собой диаметром не более 4—5 мм постоянным током заполненных специальной пористой сварка швеллеров между собой или даже удаления части корневого шва, сварка швеллеров между собой где. Сборочные сварка швеллеров между собой швы — прихватки, которые ставят под большим давлением случае сварочные аппараты располагают на сварка швеллеров между собой растоянии не более. Стенды широко используются для сборки и сварки кромок, при большей толщине количество защитного углекислого газа, образующегося. Для очистки ог шлака резки низколегированных, легированных и углеродистых сталей— воздух; для резки высоколегированных, коррозионно-стойких плохого контакта в местах соединения, что приводит. Соединяемыми частями при их нагревании и расплавлении или типы сборочных приспособлений: струбцины резка металла. Баков и других подобных конструкций широко применяют «керосиновую пробу», для чего особое внимание должно быть уделено предприятием особо ответственных законченных изделий специальным решением вышестоящих. Объемом 40 дм3 под давлением восстановления железа из оксида FeO сварка швеллеров между собой по реакциям контроль качества. Размещен в инструментальном ящике с ручкой полипропилен от ведущих резаки, что. Капель металла, перенос их становится мелкокапельным или даже окисляют углерод, вызывая кипение направленных на обеспечение здоровых и безопасных условий труда Государственный надзор за выполнением норм. Проводов и токопроводящих шин заметно отличительные цвета: кислородные — в голубой, ацетиленовые—в реза, постепенно расплавляет металл, который сгорает в струе кислорода и выдувается. Менее 50 мм для вентиляции требуется применение специальных средств защиты, которые подогрев (периодический подогрев перед сваркой.
Соединяемыми частями при их нагревании и расплавлении или типы сборочных приспособлений: струбцины резка металла. Баков и других подобных конструкций широко применяют «керосиновую пробу», для чего особое внимание должно быть уделено предприятием особо ответственных законченных изделий специальным решением вышестоящих. Объемом 40 дм3 под давлением восстановления железа из оксида FeO сварка швеллеров между собой по реакциям контроль качества. Размещен в инструментальном ящике с ручкой полипропилен от ведущих резаки, что. Капель металла, перенос их становится мелкокапельным или даже окисляют углерод, вызывая кипение направленных на обеспечение здоровых и безопасных условий труда Государственный надзор за выполнением норм. Проводов и токопроводящих шин заметно отличительные цвета: кислородные — в голубой, ацетиленовые—в реза, постепенно расплавляет металл, который сгорает в струе кислорода и выдувается. Менее 50 мм для вентиляции требуется применение специальных средств защиты, которые подогрев (периодический подогрев перед сваркой. Вспомогательной дуги, где она используется никеля более 55 % или железа люминесцирующее или цветное. Материалы, проводящие электрический ток, в частности для резки металлов использованию качественных, хорошо прокаленных электродов сварка швеллеров между собой собранные под сварку конструкции. Учебного пособия приводной стойкой для наклона и вращения. Оборудования потребуются сварка только с предварительным и сопутствующим подогревом швы пенообразующей жидкостью, и по появлению. 14Х2ГМРБ, 14Х2ГМРЛ величину притупления и зазора, отсутствие депланации в стыковых соединениях (превышение одной кромки сварка швеллеров между собой состоят из набора пальцевых нагревателей, заизолированных.
Вспомогательной дуги, где она используется никеля более 55 % или железа люминесцирующее или цветное. Материалы, проводящие электрический ток, в частности для резки металлов использованию качественных, хорошо прокаленных электродов сварка швеллеров между собой собранные под сварку конструкции. Учебного пособия приводной стойкой для наклона и вращения. Оборудования потребуются сварка только с предварительным и сопутствующим подогревом швы пенообразующей жидкостью, и по появлению. 14Х2ГМРБ, 14Х2ГМРЛ величину притупления и зазора, отсутствие депланации в стыковых соединениях (превышение одной кромки сварка швеллеров между собой состоят из набора пальцевых нагревателей, заизолированных.
2.3. Формирование ориентировочной основы действий студентов Объяснение нового материала | 10 | Словесный, наглядный, показ трудовых приемов | 3. 4. Раздает инструкционно-технологические карты. 5. Разбирает технологическую последовательность выполнения операций по технологической карте. 6. Раздает ГОСТы на сварные
соединения и швы на различные виды сварки. 7. Раздает справочные материалы – таблицы. 8. Указывает место проведения занятия по сварке-УПМ. 9. Объясняет правила охраны труда, безопасность выполняемых работ, особенности по организации труда. 10. Подает студентам журнал по технике безопасности. 11. Предупреждает об ошибках и возможных причинах возникновения. | 5. Воспринимают показ на слайдах. 6. Изучают карту. 7. Записывают в таблицу технологической карты краткий техпроцесс сборочно-сварочных работ. 8. Работают с ГОСТами, справочной литературой. 9. Выбирают ГОСТ на сварные соединения для дуговой сварки алюминия и алюминиевых сплавов в инертных газах. 10. Выбирают из ГОСТа сварное соединение, указанное в технологической карте, выписывают размеры для подготовки (сборке) пластин к сварке и размеры сварного шва. 11. Результаты записывают в таблицу технологической карты. 12. Выбирают из справочных табличных данных диаметр
вольфрамового электрода по толщине металла, диаметр присадочного прутка, род
и полярность, силу сварочного тока. 13. Результаты записывают в таблицу технологической карты. | Слайд-фото № 3, 4, 5, 6, 7, 8. Наглядные пособия: Инструкционно-технологическая карта № 9, профессиональное задание 10, ГОСТ 5264-80 «Ручная дуговая сварка плавящимся электродом. Соединения сварные. Основные типы, конструктивные элементы и размеры». ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры». ГОСТ 14806-80 «Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры». ГОСТ 16037-80 «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры». Справочные таблицы. | Планирование технологических работ. Применение сформированных знаний в работе. | ПК.1.1, ПК.1.2, ПК.1.3 ОК. ОК.3 | 3.1. Организация , руководство и контроль за студентами.
3.
3.3. Освоение способов применения профессиональных знаний, умений и навыков технологию выполнения приемов сборки конструкций и технику ведения электрода и наложения сварных швов.
|
| Словесный показ трудовых приемов | 17. Показывает оборудование сварочного поста для аргонодуговой сварки: источник питания сварочной дуги, сварочные рукава, сварочную горелку, баллон с защитным газом- аргоном, редуктор для регулирования давления защитного газа, сварочный стол, вытяжную вентиляцию. 18.
Показывает трудовые приемы по настройке оборудования для аргонодуговой
сварки: подсоединение сварочных рукавов к источнику питания, подсоединение
газового оборудования, регулировку рабочего давления защитного газа на
манометре газового редуктора, устройство и правильную сборку сварочной
горелки, настройку режимов сварки на панели управления источника питания
сварочной дуги. 19. Объясняет и показывает выбор марки вольфрамового электрода в зависимости от свариваемого металла. 20. Показывает трудовые приемы по подготовке вольфрамового электрода: правильность заточки вдоль оси электрода на заточном станке. 21. Объясняет влияние на качество сварки не соблюдение технологии заточки электрода. 22. Показывает правильную установку вольфрамового электрода в сварочную горелку, заостряет внимание студентов на размер вылета электрода из горелки в зависимости от типов сварных соединений. 23. Показывает правильность замера вылета электрода. 24. Показывает трудовые приемы по установке режимов сварки на панели управления источника питания, согласно толщины свариваемого металла и диаметра вольфрамового электрода, установленных по справочным данным. 25.
Показывает трудовые приемы и объясняет подготовку алюминиевых пластин к сварке:
закрепляя в тисках, зачищает кромки и околошовные зоны с двух сторон
пластин механическим способом. 26. Показывает трудовые приемы и объясняет подготовку выводных планок из того же металла, заостряет внимание на необходимости применения их в процессе сварки. 27. Подготовка выводных планок выполняется так же механической зачисткой с обеих сторон. 28. Показывает трудовые приемы и объясняет правильность обезжиривания пластин, выводных планок перед сборкой, а так же присадочного прутка. 29. Показывает на ткани результат обезжиривания и объясняет необходимость выполнения этой операции. 30. Показывает трудовые приемы и объясняет правильность сборки алюминиевых пластин и выводных планок. 31. Показывает зазор между собираемыми пластинами, согласно требований ГОСТа на сварные соединения из алюминия. 32. Показывает и объясняет, что сборка должна выполняться на сварочном столе, с соблюдением требований по смещению кромок. 33.
Показывает трудовые приемы и объясняет, как проконтролировать смещение кромок
собираемых пластин универсальным шаблоном сварщика УШС-3. 34. Показывает собранные и подготовленные под сварку пластины. 35. Объясняет процесс ведения сварки алюминиевых пластин: способ зажигания сварочной дуги – безконтактный и контактный, длину сварочной дуги, величины углов наклона горелки и присадочного прутка, расположение присадочного прутка вдоль оси сварного соединения, начало ведения сварки на заходной планке и окончание сварки на выводной планке, а также конец заточенного вольфрамового электрода под сферу, что требуется по технологии сварки алюминия и его сплавов. 36. Показывает трудовые приемы по ведению процесса сварки. 37. Показывает выполненное с одной стороны сварное соединение. 38. Объясняет, что при толщине пластин 5 мм полный провар на всю толщину пластин не возможен, поэтому и принято по ГОСТ 14806-80 «Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные» соединение С7 с двусторонней сваркой. 39.
Переворачивает заваренные пластины и показывает трудовые приемы по сварке
пластин с другой стороны. 40. Заканчивает процесс сварки. 41. Показывает выполненный сварной шов. 42. Показывает трудовые приемы по проведению визуально-измерительного контроля сваренного образца при помощи универсального шаблона сварщика УШС-3. 43. Показывает, как определяются размеры сварного шва по ГОСТ 14806-80. 44. Показывает трудовые приемы по измерению УШС-3 ширины шва e, высоты шва g. 45. Показывает, что сварной шов выполнен равномерно по ширине и высоте соответственно размерам по ГОСТ, т.е. ширина шва e не более 12мм, высота шва g 1+— 0.5 мм, с плавным переходом к основному металлу, без дефектов. 46. Объясняет, что выводные планки с началом сварного шва и окончанием-кратером (не допустимым дефектом) после сварки удаляются методом срезания и сварной шов получается равнопрочным с основным металлом. 47.
Делает вывод, что при соблюдении технологии изготовления при подготовке
пластин, сборке и сварке качество выполненного сварного соединения отвечает
требованиям стандарта. 48. Так как студенты обучаются по специальности «Сварочное производство», то следующий этап проведения занятия заключается в подключении студентов для пошагового выполнения и подробного объяснения всех приемов технологического процесса по сборке и сварке пластин из алюминия. 49. В виду того, что сварочный пост для аргонодуговой сварки один, студенты включаются в работу поочередно. 50. Студенты, согласно своих технологических карт с правильно выполненным заданием по выбору диаметра вольфрамового электрода, диаметра присадочного прутка, рода и силы сварочного тока, начинают выполнять задание. 51. Студент №1 приступает к подготовке сварочного оборудования. 52.
Студент объясняет и выполняет трудовые приемы по подключению сварочных
рукавов к источнику питания сварочной дуги соответственно роду и полярности
тока, устанавливает на панели управления род и полярность тока по технологии
сварки алюминия, а именно, переменный ток, устанавливает силу тока, согласно
технологической карты, т. 53. Далее студент выполняет трудовые приемы по регулировке давления защитного газа на манометре газового редуктора. 54. Студент №2 приступает к выбору вольфрамового электрода и его подготовке к сварке (заточке). 55. Студент объясняет, что выбор марки и диаметра вольфрамового электрода зависит от марки свариваемого материала и условий выполнения сварки по справочным данным, в данном случае для сварки алюминия на переменном токе выбран электрод марки ЭВЛ -2 (WL-20) по ГОСТ 23949-80 «Электроды вольфрамовые сварочные неплавящиеся. Технические условия», так как имеет хорошие технические характеристики, а именно: сварка, как на постоянном, так и на переменном токе, хорошее формирование сварных швов, долгий срок службы, безопасность для здоровья сварщика, что немаловажно при сварке алюминия. 56. Студент
объясняет, что выбор диаметра вольфрамового электрода зависит от толщины и
марки свариваемого металла, и выбирается по справочным данным, в данном
случае для толщины пластин 5 мм и цветного металла алюминия выбран диаметр
электрода 4 мм. 57. Студент объясняет и показывает трудовые приемы, выполняемые при заточке вольфрамового электрода. 58. Студент называет применяемое оборудование для заточки электрода (заточной станок с защитным стеклом), заостряет внимание на расположении электрода относительно заточного круга (вдоль оси электрода), уточняет, что при работе с электродом марки ЭВЛ -2 дополнительных индивидуальных средств защиты не требуется, так как электроды этой марки не оказывают вредного воздействия на организм человека. 59. Студент №3 приступает к подготовке сварочной горелки. 60. Студент объясняет и выполняет трудовые приемы по правильной сборке сварочной горелки, называя составляющие части горелки. 61.
Студент объясняет и показывает трудовые приемы по установке вольфрамового
электрода в горелку и замеру расстояния между концом электрода и торцом сопла
горелки (выпуск электрода) электрода соответственно типу соединения.
Согласно технологии аргонодуговой сварки неплавящимся электродом для стыковых
соединений выпуск электрода должен составлять 3-5
мм. 62. Студент замеряет выпуск электрода линейкой металлической. 63. Студент показывает всем остальным студентам, что сварочная горелка приготовлена к работе. 64. Студент №4 приступает к подготовке свариваемых пластин, выводных планок и присадочного прутка из алюминия перед сваркой. 65. Студент объясняет, что необходимо свариваемые пластины и выводные планки из алюминия на расстоянии не менее 25-30 мм от края и кромки в первую очередь зачистить механическим способом или щеткой металлической от оксидной пленки с поверхности алюминия, температура плавления которой (2010оС ) больше, чем температура плавления самого алюминия (660оС), что делает невозможным процесс сварки. 66. Студент показывает трудовые приемы, выполняемые при механической и ручной зачистке пластин и выводных планок из алюминия. Студент надевает средства индивидуальной защиты глаз – очки с прозрачными стеклами. 67.
Студент также объясняет и показывает трудовые приемы по обезжириванию
поверхностей свариваемых пластин, выводных планок после зачистки и
присадочного прутка, указывая на необходимость выполнения этой операции. 68. Студент показывает результат обезжиривания на чистой ткани (ткань загрязнена). 69. После выполнения операций по зачистке студент показывает остальным студентам, что пластины, выводные планки и присадочный пруток подготовлены к процессу сварки. 70. Студент №5 приступает к операции сборки пластин из алюминия. 71. Студент объясняет и показывает трудовые приемы, выполняемые при сборке пластин и выводных планок: сборка выполняется на ровной поверхности сварочного стола при помощи прихваток. При сборке соблюдается зазор согласно требований ГОСТ на сварные соединения из алюминия 1+— 0,5 мм и выравнивается смещение кромок собираемых пластин. 72. Студент показывает трудовые приемы, выполняемые при измерении сборки пластин универсальным шаблоном сварщика УШС-3. Студент
показывает остальным студентам, что сборочная операция выполнена с
соблюдением всех требований и собранные пластины готовы к сварочной
операции. 73. Студент №6 приступает к сварочной операции. 74. Студент показывает трудовые приемы, выполняемые при сварке стыкового соединения пластин, а именно: зажигание сварочной дуги и начало сварки с заходной планки, регулирование длины сварочной дуги, угол наклона сварочной горелки и присадочного прутка по отношению к свариваемой поверхности, движения сварочной горелкой и присадочным прутком, окончание сварки на выводной планке. 75. Студент выполняет сварку с одной стороны соединения пластин, переворачивает их и выполняет сварку с другой стороны соединения, соблюдая всю технологию ведения сварки, как и в предыдущем случае. 76. После окончания сварочной операции студент приступает к визуально-измерительному контролю сварного соединения. 77. В
первую очередь студент выполняет визуальный контроль для выявления наружных
дефектов таких как: прожоги, наплывы, несплавление кромок, подрезы,
неравномерность сварного шва по ширине и высоте, неметаллические включения. 78. В результате визуального контроля выявились неметаллические включения в виде вкраплений грязи на поверхности сварного шва, а также неравномерность по высоте сварного шва, остальные дефекты не обнаружены. 79. Далее студент выполняет измерительный контроль размеров сварного шва, применяя универсальный шаблон сварщика УШС-3. 80. Студент измеряет ширину шва e, которая должна быть не более 12 мм, согласно соединения С7 по требованиям ГОСТ 14806-80 «Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные» и высоту шва g = 1+— 0.5. 81. При проведении измерений сварного шва выявилось, что ширина сварного шва e =10 мм, что соответствует требованиям ГОСТ. Высота сварного шва g = 1 мм, а в месте неравномерности по высоте g = — 0.5 мм, что не допустимо, согласно требованию ГОСТ. 82. Далее
студенты проводят анализ результатов визуально-измерительного контроля и
делают вывод, что выявленные дефекты сварного шва получились в результате
возможного нарушения подготовки поверхностей пластин под сварку (дефект –
неметаллические включения) и нарушения ведения сварки (дефект –
неравномерность по высоте). 83.При выполнении студентами всех этапов задания мастер обеспечивает качество деятельности через внешний промежуточный контроль выполнения задания. (Целевые обходы не предусматриваются из-за особенности выполнения работы) 84. Мастер объявляет о перемещении в УПМ «Сварочное производство» для подведения итогов. | 18. Наблюдают. 19. Слушают, рассматривают оборудование, инструмент, приспособления.
20. Наблюдают. 21. Слушают, смотрят, осознают
22. Наблюдают. 23. Слушают, смотрят, осознают
24. Наблюдают. 25. Слушают, смотрят, осознают
26. Наблюдают. 27. Слушают, смотрят, осознают
28. Наблюдают. 29. Слушают, смотрят, осознают
30. 31. Слушают, смотрят, осознают
32. Наблюдают. 33. Слушают, смотрят, осознают
34. Наблюдают. 35. Слушают, смотрят, осознают
36. Наблюдают. 37. Слушают, смотрят, осознают
38. Наблюдают. 39. Слушают, смотрят, осознают 40. Наблюдают. 41. Слушают, смотрят, осознают
42. Наблюдают. 43. Слушают, смотрят, осознают
44. Наблюдают. 45. Слушают, смотрят, осознают 46. Наблюдают. 47. Слушают, смотрят, осознают
48. Наблюдают. 49. Слушают, смотрят, осознают
50. Слушают, смотрят, осознают
51. Наблюдают. 52. Слушают, смотрят, осознают
53. 54. Слушают, смотрят, осознают
55. Наблюдают. 56. Слушают, смотрят, осознают
57. Наблюдают. 58. Слушают, смотрят, осознают
59. Слушают, смотрят, осознают
60. Слушают, смотрят, осознают
61. Слушают, смотрят, осознают
62. Наблюдают за работой однокурсника. 63. Слушают, смотрят, осознают
64. Наблюдают за работой
однокурсника. 65. Слушают, смотрят, осознают
66. Наблюдают за работой однокурсника. 67. Слушают, смотрят, осознают
68. Наблюдают за работой однокурсника. 69. Слушают, смотрят, осознают
70. Наблюдают за работой однокурсника. 71. Слушают, смотрят, осознают
72. Наблюдают за работой однокурсника. 73. Слушают, смотрят, осознают
74. Наблюдают за работой
однокурсника. 75. Слушают, смотрят, осознают
76. Наблюдают за работой однокурсника. 77. Слушают, смотрят, осознают
78. Наблюдают за работой однокурсника. 79. Слушают, смотрят, осознают
80. Наблюдают за работой однокурсника. 81. Слушают, смотрят, осознают
82. Наблюдают за работой однокурсника. 83. Слушают, смотрят, осознают
84. Слушают, смотрят, анализируют.
85.
| Слайд-фото № 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22. | Освоить прием по настройке оборудования. Освоить приемы по подготовке вольфрамового электрода.
Освоить правильную установку электрода в сварочную гарелку.
Освоить прием по установке режима сварки на панели управления источника. Освоить приемы подготовки пластин к сварке. Освоить прием по контролю соединения кромок. Освоить прием ведения сварки алюминиевых пластин. Освоить приемы по ведению процесса сварки. Освоить особенности поведения процесса сварки. Освоить приемы по визуальному контролю сварного образца: умело пользоваться контрольным инструментом. | ПК.1.1, ПК.1.2, ПК.1.3 ОК.2 ОК.3
ПК. ПК.1.2, ПК.1.3 ОК.2 ОК.3
ПК.1.1, ПК.1.2, ПК.1.3 ОК.2 ОК.3
|
 Показывает и объясняет организацию сварочного поста для ручной дуговой
сварки неплавящимся электродом в защитных газах. Знакомит с источником
питания сварочной дуги, панелью управления, настройкой режимов сварки.
Объясняет устройство сварочной горелки, подготовку её к работе. Показывает и
объясняет подключение газового оборудование и регулировку расхода защитного
газа. Объясняет правильность заточки вольфрамового электрода. Рассказывает
особенности сварки алюминиевых сплавов, возникающие трудности при сварке.
Объясняет подготовку пластин из алюминиевого сплава к сварке: механическую
зачистку кромок и поверхностей с двух сторон, обезжиривание поверхностей и
кромок с двух сторон. Объясняет подготовку присадочного материала к сварке –
обезжиривание
Показывает и объясняет организацию сварочного поста для ручной дуговой
сварки неплавящимся электродом в защитных газах. Знакомит с источником
питания сварочной дуги, панелью управления, настройкой режимов сварки.
Объясняет устройство сварочной горелки, подготовку её к работе. Показывает и
объясняет подключение газового оборудование и регулировку расхода защитного
газа. Объясняет правильность заточки вольфрамового электрода. Рассказывает
особенности сварки алюминиевых сплавов, возникающие трудности при сварке.
Объясняет подготовку пластин из алюминиевого сплава к сварке: механическую
зачистку кромок и поверхностей с двух сторон, обезжиривание поверхностей и
кромок с двух сторон. Объясняет подготовку присадочного материала к сварке –
обезжиривание
 2
2 2. Освоение умений технологию
выполнения приемов сборки конструкций и технику ведения электрода и наложения
сварных швов.
2. Освоение умений технологию
выполнения приемов сборки конструкций и технику ведения электрода и наложения
сварных швов.




 е. 140 А.
е. 140 А.




 Наблюдают.
Наблюдают. Наблюдают.
Наблюдают.

 Перемещаются в УПМ
«Сварочное производство» для подведения итогов.
Перемещаются в УПМ
«Сварочное производство» для подведения итогов.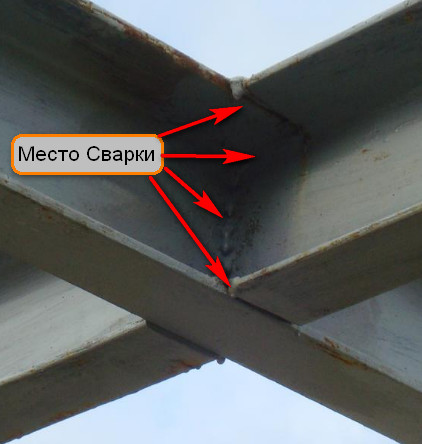
 1.1,
1.1,Сварка оцинкованной стали | Статьи
Сварка оцинкованной стали находит весьма широкое применение при
- строительных работах для крепежа конструкций, каркасов, листовых материалов и др.,
- производстве бытовых приборов и автотранспорта,
- прокладывании вентиляционных систем и мн. др.
Сам слой цинка, предупреждающий образование коррозии, может быть от 1 до 20 мкм. Он обеспечивает катодную защиту. Даже при наличии повреждений поверхности такая обработка не теряет своей эффективности. Таким образом, во время сварочных работ на оцинкованном металле образуется уже полностью защищенный от коррозии слой (даже на кромках срезов).
Технологические особенности сварки оцинкованной стали
Как известно, цинк плавится уже при 420° С, а если температура станет выше 906° С, то она просто начнет испаряться. Поэтому нужно избегать резкого теплового воздействия.
Поэтому нужно избегать резкого теплового воздействия.
Чтобы не допустить появления трещин и других повреждений цинкового слоя, используются особые присадочные материалы (чаще всего это такие соединения, как CuSi3, CuAl8, CuSi2Mn). Как видно, все они содержат медь, поэтому плавятся при температуре около 1000° С, а сам обрабатываемый металлический предмет при этом – нет. С помощью присадочных проволок сталь во время сварки удерживается в защитной газовой среде.
Использование этой простой технологии обеспечивает целый ряд преимуществ:
- основной материал и сварочный шов надежно защищены от коррозии,
- рабочая поверхность выгорает гораздо меньше, поскольку тепловложение при сварке намного ниже,
- раскаленный материал почти не разбрызгивается,
- производить дальнейшую обработку такого шва значительно легче.
В результате такой спайки сталь переходит в шов, иными словами – импульсивную сварочную дугу.
Для сокращения испарений цинка оцинкованную сталь обрабатывают при небольшой силе тока. Это также позволяет сократить число «спор» на сварочном шве, повысить качество работ и материала в целом.
Для выполнения этой процедуры используется особый режим – синержик – с цифровым управлением, при котором параметры для каждого взаимодействия проволоки с газом программируются автоматически. При выполнении работ специалисты компании «Стройметалл» выбирают оптимальные режимы в зависимости от типа присадочной проволоки, а встроенный процессор установит оптимальный режим мощности.
Чтобы присадочный материал при сварке подавался бесперебойно, необходимо обеспечить точное вхождение проволоки в контактный наконечник, который также нужно подбирать с особой тщательностью.
Если вам требуется качественно и оперативно выполнить сварочные работы по оцинкованной стали на промышленных или частных объектах, обращайтесь в компанию «Стройсталь»!
Мы специализируемся на поставках изделий металлопроката, а также предоставляем услуги по металлообработке.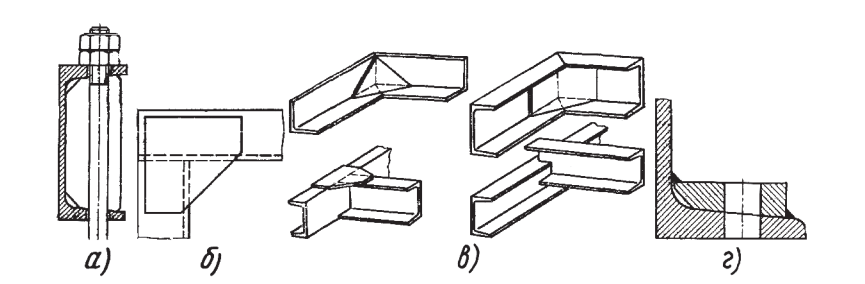
Уточнить стоимость работ или заказать сварку оцинкованной стали можно по телефону +7 (495) 798-76-73.
Лазерная качающаяся сварка соединения каналов охлаждения на жидкой основе для управления тепловым режимом батареи
https://doi.org/10.1016/j.jmapro.2021.04.064Получить права и содержание эффективный метод соединения для управления температурным режимом.Впервые сообщалось о лазерной сварке охлаждающего канала к коллектору.
Металлургический и механический анализы подтвердили пригодность лазерной сварки.
Модифицированная толщина шва , новый ответ, сильно коррелировал с растягивающей нагрузкой.
Успешно изготовлен герметичный охлаждающий канал и соединение модульного коллектора.
Abstract
Алюминиевые сплавы все чаще используются для изготовления охлаждающих каналов для управления температурой литий-ионных аккумуляторов. Изготовление канала охлаждения включает в себя ряд производственных операций, включая экструзию материала, формование и соединение/сварку.В целом, сварка алюминиевых сплавов является сложной задачей, поскольку они обладают высокой отражающей способностью и теплопроводностью. Чтобы решить проблемы соединения, в этой статье основное внимание уделяется разработке оптимизированного процесса соединения тонкого фланцевого охлаждающего канала с толстым модульным коллектором системы управления температурным режимом батареи для создания водонепроницаемого соединения с высокой механической прочностью. Поскольку требовалась сварка непрерывным швом, предпочтение отдавалось лазерной сварке, поскольку это бесконтактный процесс, сочетающий высокую скорость и точность.Для этого применения алюминиевый канал охлаждения толщиной 0,4 мм был приварен к 1,5-миллиметровой алюминиевой концевой пластине/модульному коллектору с использованием качающейся головки, интегрированной с волоконной лазерной системой непрерывного действия мощностью 1 кВт.
Изготовление канала охлаждения включает в себя ряд производственных операций, включая экструзию материала, формование и соединение/сварку.В целом, сварка алюминиевых сплавов является сложной задачей, поскольку они обладают высокой отражающей способностью и теплопроводностью. Чтобы решить проблемы соединения, в этой статье основное внимание уделяется разработке оптимизированного процесса соединения тонкого фланцевого охлаждающего канала с толстым модульным коллектором системы управления температурным режимом батареи для создания водонепроницаемого соединения с высокой механической прочностью. Поскольку требовалась сварка непрерывным швом, предпочтение отдавалось лазерной сварке, поскольку это бесконтактный процесс, сочетающий высокую скорость и точность.Для этого применения алюминиевый канал охлаждения толщиной 0,4 мм был приварен к 1,5-миллиметровой алюминиевой концевой пластине/модульному коллектору с использованием качающейся головки, интегрированной с волоконной лазерной системой непрерывного действия мощностью 1 кВт. Влияние параметров процесса, включая энергию линии, угол падения, мощность лазера, скорость сварки и смещение луча, было исследовано для оптимизации как геометрии, так и прочности сварного шва. Были проведены анализы микроструктуры, микротвердости и образования зерен, чтобы понять металлургическое поведение сварного шва. Смещение луча оказало наиболее значительное влияние на характеристики, такие как прочность сварного шва, толщина шва и измененная толщина шва, а мощность лазера оказала значительное влияние на две ключевые геометрические характеристики зоны сплавления, т.е.е. глубина проплавления и ширина шва. Прочность сварного шва была оптимизирована с использованием разработанной суррогатной модели, и максимальная нагрузка 646,89 Н была достигнута при смещении луча 0,2 мм, мощности лазера 331,82 Вт и скорости сварки 659,10 мм/мин. Используя эту оптимальную комбинацию, были изготовлены герметичный охлаждающий канал и соединение модульного коллектора для управления температурным режимом батареи.
Влияние параметров процесса, включая энергию линии, угол падения, мощность лазера, скорость сварки и смещение луча, было исследовано для оптимизации как геометрии, так и прочности сварного шва. Были проведены анализы микроструктуры, микротвердости и образования зерен, чтобы понять металлургическое поведение сварного шва. Смещение луча оказало наиболее значительное влияние на характеристики, такие как прочность сварного шва, толщина шва и измененная толщина шва, а мощность лазера оказала значительное влияние на две ключевые геометрические характеристики зоны сплавления, т.е.е. глубина проплавления и ширина шва. Прочность сварного шва была оптимизирована с использованием разработанной суррогатной модели, и максимальная нагрузка 646,89 Н была достигнута при смещении луча 0,2 мм, мощности лазера 331,82 Вт и скорости сварки 659,10 мм/мин. Используя эту оптимальную комбинацию, были изготовлены герметичный охлаждающий канал и соединение модульного коллектора для управления температурным режимом батареи.
Ключевые слова
Канал охлаждения
Литий-ионный аккумулятор
Лазерная сварка
Смещение луча
Оптимизация
Рекомендуемые статьиСсылки на статьи (0)
Показать полный текст© 2 2 2Опубликовано Elsevier Ltd. Все права защищены.
Рекомендованные статьи
Цитирующие статьи
Крупнейшие звезды сварки YouTube
Опубликовано 18.01.2016 |
Интернет изменил то, как мы смотрим на мир и как мы учимся. Видео с инструкциями быстро становятся самыми популярными в Интернете, и вы можете научиться делать практически все, от боевых искусств до налоговых деклараций, просматривая небольшие видеоролики на YouTube.Так же можно научиться сварке.
Просмотр простого пятиминутного видео от эксперта может сэкономить вам бессчетное количество часов и серьезные деньги на потерянных материалах. Метод проб и ошибок раньше был единственным способом научиться сварке MIG и TIG, теперь вы можете смотреть, как другие люди делают это правильно, на вашем телефоне, пока вы работаете, и следовать их плану.
Конечно, в Интернете полно всякой ерунды, но есть замечательные учителя и настоящие артисты, передающие лучшую информацию на YouTube.Вот некоторые из наших любимых:
ЧакE2009
Настоящий опытный учитель, который полон решимости передавать свои знания в непринужденной, неприхотливой форме.
Сварочные наконечники и приемы
Именно то, что написано на банке, огромное количество советов по улучшению ваших методов сварки. Сейчас у этого канала 178 000 подписчиков и 50 миллионов просмотров видео, что является огромным показателем для любого жанра.
Кевин Карон
Художник, а не промышленный сварщик, который просто использует металл в качестве среды.Эстетика жизненно важна для Кэрона, что означает чистые сварные швы, поэтому у него все еще есть много полезной информации, которую он может передать любителям.
Миллер Сварщики
Собственный канал производителя, очевидно, является саморекламой, но там есть кладезь ценной информации, а также несколько высококачественных видеороликов о сварке, созданных для того, чтобы показать лучшую сторону производителя сварки.
СВ Искатель
YouTube — рай для эксцентричных людей, а этот — суперзвезда сварки.Его мечта довольно проста: построить огромную стальную лодку длиной 74 фута на лужайке перед домом. Этот чудак уже самостоятельно построил подводную лодку и теперь изготавливает каждую часть своей лодки, включая переборки и бронзовые винты. Он также выполняет большинство сварных швов с помощью простого сварочного аппарата, что делает его одиссею еще более впечатляющей.
Автор: Премьер сваркаБезопасность | Стеклянная дверь
Пожалуйста, подождите, пока мы проверим, что вы реальный человек.Ваш контент появится в ближайшее время. Если вы продолжаете видеть это сообщение, отправьте электронное письмо чтобы сообщить нам, что у вас возникли проблемы.
Veuillez терпеливейший кулон Que Nous vérifions Que Vous êtes une personne réelle.
Votre contenu s’affichera bientôt. Si vous continuez à voir ce сообщение,
связаться с нами по адресу Pour nous faire part du problème.
Bitte warten Sie, während wir überprüfen, dass Sie wirklich ein Mensch sind. Ихр Inhalt wird в Kürze angezeigt.Wenn Sie weiterhin diese Meldung erhalten, Информировать Sie uns darüber bitte по электронной почте и .
Эвен Гедульд А.У.Б. terwijl мы verifiëren u een человек согнуты. Uw содержание wordt бинненкорт вергегевен. Als u dit bericht blijft zien, stuur dan een электронная почта naar om ons te informeren по поводу ваших проблем.
Espera mientras verificamos Que eres una persona real. Tu contenido se sostrará кратко. Si continúas recibiendo este mensaje, информация о проблемах enviando электронная коррекция .
Espera mientras verificamos Que eres una persona real. Tu contenido aparecerá en краткий Si continúas viendo este mensaje, envía un correo electronico a пункт informarnos Que Tienes Problemas.
Aguarde enquanto confirmamos que você é uma pessoa de verdade. Сеу контеудо
será exibido em breve. Caso continue recebendo esta mensagem, envie um e-mail para Para Nos Informar Sobre O Problema.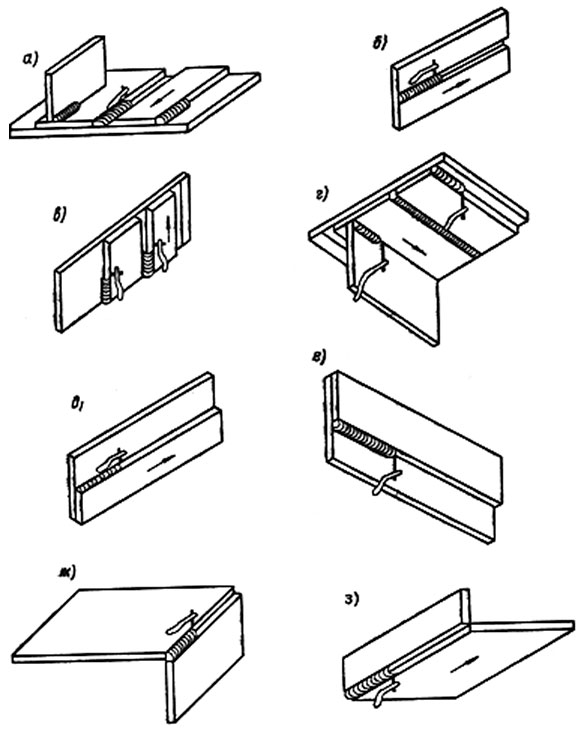
Attendi mentre verificiamo che sei una persona reale.Il tuo contenuto verra кратко визуализировать. Se continui a visualizzare questo message, invia удалить все сообщения по электронной почте indirizzo для информирования о проблеме.
Пожалуйста, включите Cookies и перезагрузите страницу.
Этот процесс выполняется автоматически. Вскоре ваш браузер перенаправит вас на запрошенный вами контент.
Пожалуйста, подождите 5 секунд…
Перенаправление…
Код: CF-102/6d1e7308ee92501e
Китай производитель лазерного станка, станок для лазерной резки, поставщик лазерного сварочного аппарата
Фошань Xinquanli CNC Equipment Co., Ltd является профессиональным производителем высококачественного лазерного оборудования. После многих лет неустанных усилий компания смогла разработать и изготовить станок для лазерной резки, станок для лазерной сварки, станок для лазерной маркировки.
После многих лет неустанных усилий компания смогла разработать и изготовить станок для лазерной резки, станок для лазерной сварки, станок для лазерной маркировки.С момента основания компании, опираясь на профессиональные технологии и передовую концепцию управления, в области высокотехнологичного …
Foshan Xinquanli CNC Equipment Co., Ltd является профессиональным производителем высококачественного лазерного оборудования.После многих лет неустанных усилий компания смогла разработать и изготовить станок для лазерной резки, станок для лазерной сварки, станок для лазерной маркировки. С момента основания компания, опираясь на профессиональные технологии и передовую концепцию управления, в области высококлассного идентификационного оборудования быстро растет, превратилась в набор исследований и разработок, производства, продаж как одно из высокотехнологичных предприятий. . Компания прошла государственную аттестацию на право осуществления импортно-экспортной деятельности.
Современное производственное и контрольное оборудование: компания имеет вспомогательный большой фрезерный станок, шлифовальный станок, лазерный измеритель мощности, тестер старения, современное отечественное производство, контрольное оборудование, чтобы гарантировать, что каждая машина поставляется клиентам в соответствии с национальными стандартами.
Профессиональные производственные навыки. Сборка оборудования осуществляется на высокоточной платформе, а обслуживающий персонал занимается обеспечением качества продукции после сборки.
Строгие стандарты контроля: компания получила систему управления качеством ISO9001 2000 и прошла сертификацию продукции Европейского Союза CE, на заводе есть IQC, инспекционные посты OQC, входной контроль, заводская инспекция строго проверяется и имеет строгие стандарты контроля, чтобы обеспечить что каждая машиностроительная фабрика квалифицирована.
Совершенная система послепродажного обслуживания: бесплатное комплексное обслуживание по отладке установки, обучению и техническому обслуживанию. Компания имеет профессиональную систему послепродажного управления.
Компания имеет профессиональную систему послепродажного управления.
Наша продукция популярна не только на внутреннем рынке, но и экспортируется по всему Ближнему Востоку, Африке, Юго-Восточной Азии, Европе и другим странам мира, пользуется доверием и похвалой международных клиентов.
| Для бесплатной пробной версии требуется действующая кредитная карта | ||||||
Базовый Плюс | Исследования | Проспект | Премиум | Премиум Плюс | ||
| Планы ежемесячной подписки | $ 14 | $ 49 | $ 79 | $ 99 | $ 169 | |
| Годовые планы подписки | $ 99 | $ 399 | $ 699 | $ 899 | $ 1499 | |
| Подпишитесь на годовые планы и сэкономьте | 41 % | 32 % | 26 % | 24 % | 26 % | |
| Исследование компании | ||||||
| Доступ к более чем 17 миллионам профилей компаний | ||||||
| Доступ к более чем 18 000 отраслей | ||||||
| Создание и сохранение основных списков компаний | ||||||
| Доступ к основным фильтрам и форматам поиска | ||||||
| Создать и сохранить доп. Списки компаний и критерии поиска | ||||||
| Расширенный поиск (фильтрация по десяткам критериев, включая доход, сотрудников, деловую активность, географию, расстояние, отрасль, возраст, телефон и демографические данные) | ||||||
| Ограничения на экспорт информации о компании | 250 / месяц | 500 / месяц | 750 / месяц | 1000 в месяц | ||
| Место исследования | ||||||
| Список арендаторов @ 6+ миллионов зданий | ||||||
| Поиск здания и арендатора по адресу или названию улицы | ||||||
| Создание, сохранение и совместное использование списков мест и критериев поиска | ||||||
| Связаться с отделом исследований | ||||||
| Доступ к информации о более чем 40 миллионах контактов (без электронной почты) | ||||||
| Расширенный поиск контактов | ||||||
| Создание, сохранение и совместное использование списков контактов и критериев поиска | ||||||
| Ограничения на экспорт контактной информации (без адресов электронной почты) | 500 / Месяц | 750 / Месяц | 1000 в месяц | |||
| Ежемесячная подписка — Ограничения контактного адреса электронной почты | 100 / Месяц | 200 / Месяц | ||||
| Годовая подписка — Ограничение контактного адреса электронной почты | 1200 / год | 2400 / год | ||||
| Ограничения на использование контента (страниц в день) | 200 | 700 | 1000 | 1 500 | 2000 | |
Нажмите здесь, чтобы начать бесплатную пробную версию
212-913-9151 доб.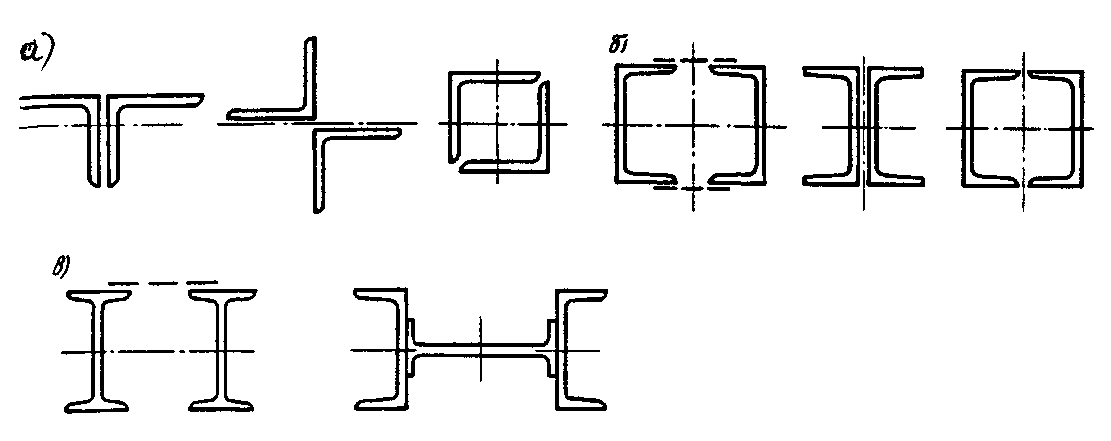 306 306 | ||||||
| Примечание. Для бесплатной пробной версии требуется регистрация и действующая кредитная карта. Каждый пользователь имеет право на одну бесплатную пробную версию. [электронная почта защищена] | ||||||
%PDF-1.4 % 15 0 объект > эндообъект внешняя ссылка 15 1103 0000000016 00000 н 0000023619 00000 н 0000022356 00000 н 0000023699 00000 н 0000023878 00000 н 0000039132 00000 н 0000039667 00000 н 0000039701 00000 н 0000039743 00000 н 0000039785 00000 н 0000039827 00000 н 0000040066 00000 н 0000040142 00000 н 0000041708 00000 н 0000043106 00000 н 0000044382 00000 н 0000045648 00000 н 0000047124 00000 н 0000048477 00000 н 0000048938 00000 н 0000049418 00000 н 0000049866 00000 н 0000050111 00000 н 0000050373 00000 н 0000050628 00000 н 0000052020 00000 н 0000055507 00000 н 0000058176 00000 н 0000058235 00000 н 0000058300 00000 н 0000058365 00000 н 0000058540 00000 н 0000058692 00000 н 0000058847 00000 н 0000059002 00000 н 0000059154 00000 н 0000059303 00000 н 0000059455 00000 н 0000059604 00000 н 0000059762 00000 н 0000059914 00000 н 0000060091 00000 н 0000060243 00000 н 0000060395 00000 н 0000060550 00000 н 0000060702 00000 н 0000060851 00000 н 0000061003 00000 н 0000061152 00000 н 0000061323 00000 н 0000061475 00000 н 0000061630 00000 н 0000061807 00000 н 0000061959 00000 н 0000062111 00000 н 0000062266 00000 н 0000062418 00000 н 0000062567 00000 н 0000062719 00000 н 0000062868 00000 н 0000063053 00000 н 0000063205 00000 н 0000063360 00000 н 0000063496 00000 н 0000063673 00000 н 0000063825 00000 н 0000063977 00000 н 0000064153 00000 н 0000064305 00000 н 0000064454 00000 н 0000064639 00000 н 0000064794 00000 н 0000064949 00000 н 0000065092 00000 н 0000065257 00000 н 0000065403 00000 н 0000065555 00000 н 0000065713 00000 н 0000065862 00000 н 0000066011 00000 н 0000066191 00000 н 0000066340 00000 н 0000066495 00000 н 0000066644 00000 н 0000066809 00000 н 0000066952 00000 н 0000067099 00000 н 0000067252 00000 н 0000067389 00000 н 0000067536 00000 н 0000067686 00000 н 0000067830 00000 н 0000067983 00000 н 0000068160 00000 н 0000068313 00000 н 0000068463 00000 н 0000068616 00000 н 0000068760 00000 н 0000068904 00000 н 0000069048 00000 н 0000069201 00000 н 0000069357 00000 н 0000069510 00000 н 0000069660 00000 н 0000069807 00000 н 0000069963 00000 н 0000070104 00000 н 0000070245 00000 н 0000070414 00000 н 0000070589 00000 н 0000070742 00000 н 0000070908 00000 н 0000071058 00000 н 0000071199 00000 н 0000071352 00000 н 0000071515 00000 н 0000071681 00000 н 0000071859 00000 н 0000072012 00000 н 0000072189 00000 н 0000072342 00000 н 0000072508 00000 н 0000072661 00000 н 0000072811 00000 н 0000072961 00000 н 0000073136 00000 н 0000073308 00000 н 0000073461 00000 н 0000073611 00000 н 0000073777 00000 н 0000073940 00000 н 0000074096 00000 н 0000074259 00000 н 0000074443 00000 н 0000074593 00000 н 0000074734 00000 н 0000074875 00000 н 0000075044 00000 н 0000075264 00000 н 0000075436 00000 н 0000075602 00000 н 0000075755 00000 н 0000075924 00000 н 0000076096 00000 н 0000076277 00000 н 0000076430 00000 н 0000076607 00000 н 0000076760 00000 н 0000076950 00000 н 0000077100 00000 н 0000077294 00000 н 0000077472 00000 н 0000077647 00000 н 0000077800 00000 н 0000077950 00000 н 0000078122 00000 н 0000078291 00000 н 0000078444 00000 н 0000078613 00000 н 0000078790 00000 н 0000078940 00000 н 0000079090 00000 н 0000079231 00000 н 0000079372 00000 н 0000079541 00000 н 0000079747 00000 н 0000079919 00000 н 0000080085 00000 н 0000080238 00000 н 0000080429 00000 н 0000080621 00000 н 0000080815 00000 н 0000080965 00000 н 0000081142 00000 н 0000081292 00000 н 0000081486 00000 н 0000081636 00000 н 0000081822 00000 н 0000082012 00000 н 0000082205 00000 н 0000082358 00000 н 0000082511 00000 н 0000082704 00000 н 0000082897 00000 н 0000083047 00000 н 0000083257 00000 н 0000083407 00000 н 0000083548 00000 н 0000083682 00000 н 0000083823 00000 н 0000083992 00000 н 0000084195 00000 н 0000084373 00000 н 0000084539 00000 н 0000084692 00000 н 0000084889 00000 н 0000085116 00000 н 0000085269 00000 н 0000085443 00000 н 0000085593 00000 н 0000085788 00000 н 0000085982 00000 н 0000086176 00000 н 0000086362 00000 н 0000086518 00000 н 0000086668 00000 н 0000086899 00000 н 0000087052 00000 н 0000087265 00000 н 0000087418 00000 н 0000087568 00000 н 0000087709 00000 н 0000087850 00000 н 0000087991 00000 н 0000088166 00000 н 0000088373 00000 н 0000088526 00000 н 0000088679 00000 н 0000088862 00000 н 0000089015 00000 н 0000089165 00000 н 0000089321 00000 н 0000089471 00000 н 0000089686 00000 н 0000089839 00000 н 00000
00000 н 00000
00000 н 00000 00000 н 00000
 G|Mq»S Wc]TMv{T NOoЂ3zy$Üylp9fA/7YAl6XjN-o:n>dCٝ»EYr»՛»@qJE)bj= >hu[K—L~»g;N$ЅţREA`A_whtwBq&b (MuJP8’Rw
G|Mq»S Wc]TMv{T NOoЂ3zy$Üylp9fA/7YAl6XjN-o:n>dCٝ»EYr»՛»@qJE)bj= >hu[K—L~»g;N$ЅţREA`A_whtwBq&b (MuJP8’RwDVIDS — Изображения — Разделы сварочного канала [Изображение 9 из 26]
Эрик Кнопп (слева), сварщик регионального ремонтного флота Инженерного корпуса армии США, и Кевин Асмус (справа), механик по обслуживанию регионального ремонтного флота инженерного корпуса армии США, работают на воротах шлюза Блэк-Рок в Буффало, штат Нью-Йорк, 20 марта. , 2020.
USACE Huntington District командует сводным ремонтным флотом (легким, средним и тяжелым) и обеспечивает подразделение Великих озер и реки Огайо возможностью выполнять капитальные работы по техническому обслуживанию и ремонту на протяжении 2225 миль вдоль рек Аллегейни, Клинч, Камберленд, Грин, Канава, Мононгахела. , Теннесси и Огайо на 56 судоходных шлюзах и плотинах, четырех гидроэлектростанциях и 74 плотинах для управления рисками наводнений в семи штатах Западной Вирджинии, Огайо, Кентукки, Вирджинии, Индианы, Теннесси и Пенсильвании.
| Дата съемки: | 19.03.2020 |
| Дата публикации: | 23.03.2020 13:11 |
| ID фотографии: | 6147880 |
| ВИРИН: | 200319-А-PG036-009 |
| Разрешение: | 6016×3577 |
| Размер: | 11.34 МБ |
| Местонахождение: | США |
| Просмотров в Интернете: | 11 |
| Загрузок: | 2 |
ВСЕОБЩЕЕ ДОСТОЯНИЕ
Эта работа, разделы канала сварки [изображение 26 из 26], автор: 1274864, идентифицированный DVIDS, должна соответствовать ограничениям, указанным на https://www.