Электроды для сварки коррозионностойких высокопрочных сталей
К сведению: корозионностойкие стали есть кислотостойкие и высокопрочные. Здесь мы рассматриваем вторые. Электроды для кислотостойких смотрите здесь.Коррозионностойкие высокопрочные стали относятся к материалам специального назначения, т.е. обладают особыми физическими свойствами. Данные стали имеют специфический химический состав, благодаря которому они обладают высокой прочностью и стойкостью против окисления при температурах до 600°С.
Область применения
Производство изделий и конструкций из нержавеющих высокопрочных сталей позволяет решить задачи снижения металлоемкости, значительно уменьшить массу и габариты готового аппарата. Это позволяет активно использовать данный вид сталей в различных транспортных отраслях, в частности, в авиационной промышленности.
Другие сферы применения коррозионностойких нержавеющих сталей:
- тросы мостов и других строительных конструкций;
- детали электрических машин: сердечники трансформаторов, заготовки для полюсов;
- инструменты и детали в машиностроении: болты, шестерни, шатуны;
- ударопрочные оградительные системы.

Какими электродами варить коррозионностойкие высокопрочные стали
Далее рассмотрим, какими электродами следует проводить сварочные работы отдельных марок коррозионностойких нержавеющих сталей.
Выбор материалов для данных сталей довольно ограничен.
Для сталей 12Х21Н5Т и 08Х21Н6М2Т рекомендуется использовать электроды, дающие металл шва не однотипный по структуре основному металлу, а иной. В данном случае применяются электроды типа Э-08Х20Н9Г2Б марок ЦЛ-11, ЦТ-15-1, ОЗЛ-7 и другие. Можно также использовать электроды типа Э-09Х19Н10Г2М2Б марок ЭА-902/14, АНВ-36, ЭА-400/13 и другие.
Для высоколегированных сталей 12Х25Н5ТМФЛ и 10Х25Н6АТМФ предназначен один тип электродов – Э-08Х24Н6ТАФМ, к которому относятся сварочные материалы марки Н-48. Металл шва равнопрочен основному металлу толщиной до 200 мм. Электроды данного типа можно также применять для сталей 12Х21Н5Т и 08Х21Н6М2Т.
Для сталей 08Х226Т и 08Х21Н6М2Т разработаны электроды ОЗЛ-40/08Х22Н7Г2Б и ОЗЛ-41/10Х20Н7М2Г2Б, которые повышают коррозионную стойкость соединений при работе в щелочных средах.
Производители, предлагающие электроды для сварки коррозионностойких высокопрочных сталей:
Другие производители сварочных материалов представлены в соответствующем разделе.
Востребованной категорией среди клиентов являются электроды, предназначенные для сварки коррозионностойких кислотостойких сталей.
В соответствующем разделе сайта можно ознакомиться с полным перечнем назначений электродов, предназначенных для сварки различных видов металлов и сплавов.
|
 gif»>
gif»>
 30
30 35
35 80
80 81
81 п. Применяется преимущественно когда требуется получение сварных соединений со стабилизированным Nb сварным швом. Обеспечивает стойкость против межкристаллитной коррозии.
п. Применяется преимущественно когда требуется получение сварных соединений со стабилизированным Nb сварным швом. Обеспечивает стойкость против межкристаллитной коррозии.
 Электрод специально разработан для сварки тонкостенных труб и тонколистовых конструк-
Электрод специально разработан для сварки тонкостенных труб и тонколистовых конструк- Обеспечивает стойкость металла шва против межкристаллитной коррозии.
Обеспечивает стойкость металла шва против межкристаллитной коррозии. Многопроходной сварки на вертикальной
Многопроходной сварки на вертикальной Кроме сварки нержа — веющих сталей, используется для сварки упрочняемых на воздухе сталей (типа броневых), разнородных сварных соединений (нержавеющих сталей с углеродистыми и низколегированными). Обеспечивает стойкость металла шва против межкристал- литной коррозии. Ток = +
Кроме сварки нержа — веющих сталей, используется для сварки упрочняемых на воздухе сталей (типа броневых), разнородных сварных соединений (нержавеющих сталей с углеродистыми и низколегированными). Обеспечивает стойкость металла шва против межкристал- литной коррозии. Ток = + Электрод применяется для сварки стабилизированных титаном или ниобием нержавеющих сталей. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток = + / ~ U х.х.=50В
Электрод применяется для сварки стабилизированных титаном или ниобием нержавеющих сталей. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Ток = + / ~ U х.х.=50В
 4-92
4-92 x.=60B
x.=60B Ток =+
Ток =+ Ток =+ / ~ U x.x.=60B
Ток =+ / ~ U x.x.=60B


 17
17 п. Электрод применяется для сварки деталей из коррозионностойких мартенситных и мартенситноферритных сталей типа 13Cr4NiMo, как катанных, так и литых и кованных.
п. Электрод применяется для сварки деталей из коррозионностойких мартенситных и мартенситноферритных сталей типа 13Cr4NiMo, как катанных, так и литых и кованных.  Электрод имеет хорошие сварочно-технологические характеристики при сварке во всех пространственных положениях.
Электрод имеет хорошие сварочно-технологические характеристики при сварке во всех пространственных положениях. x.=60B
x.=60B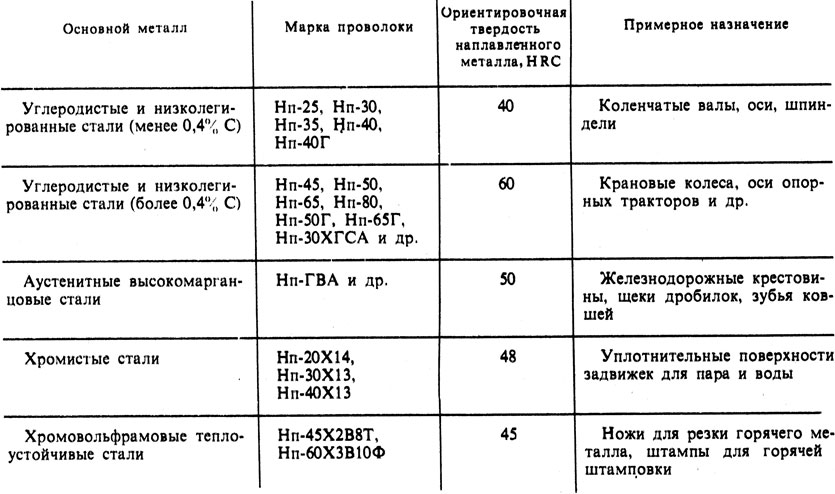 25
25 Обеспечивает стойкость металла шва против межкристаллитной коррозии.
Обеспечивает стойкость металла шва против межкристаллитной коррозии.Электроды для сварки теплоустойчивых сталей
Электроды для наплавки поверхностных слоев с особыми свойствами
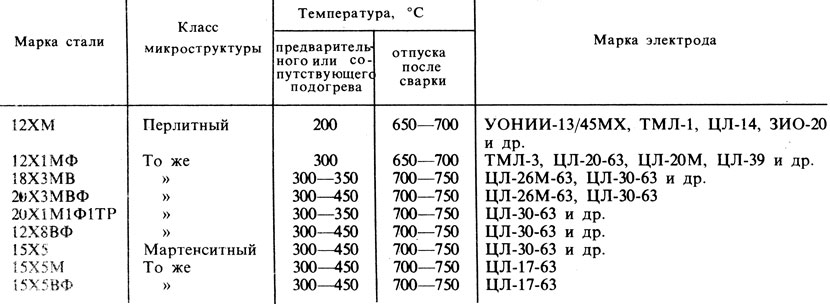
В табл. 32, 33, 34 приводятся основные данные по электродам, применяющимся для наплавки поверхностных слоев с особыми свойствами.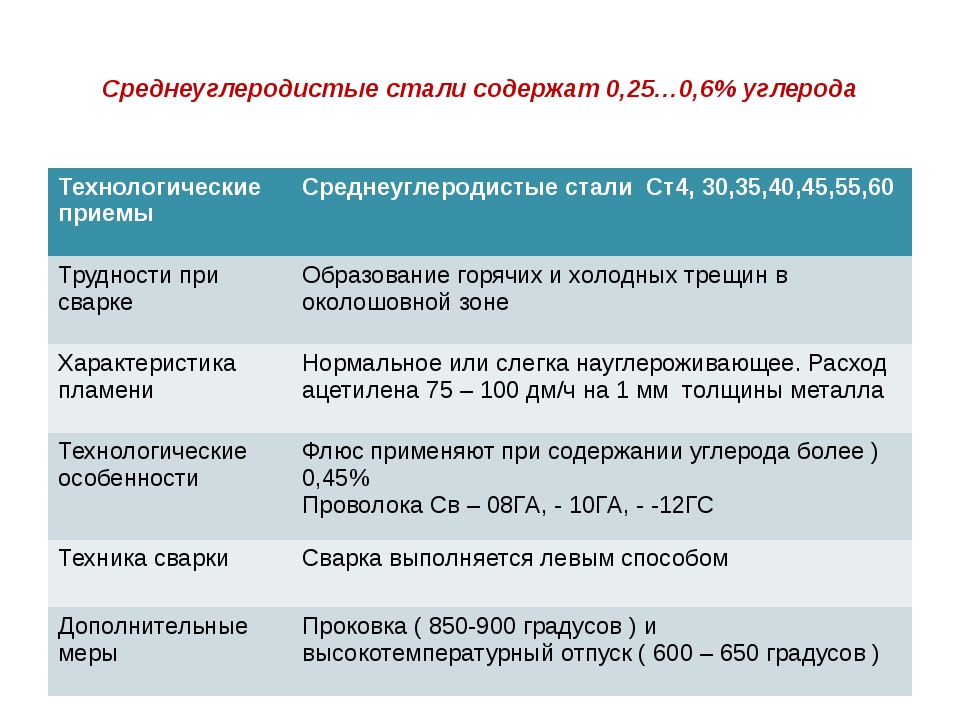 Применение указанных электродов часто связано с необходимостью предварительного подогрева наплавляемых заготовок и деталей, а иногда с последующей термообработкой. Например, при наплавке кузнечно-прессового инструмента и других деталей из среднеуглеродистых и легированных сталей рекомендуются следующие температуры предварительного подогрева: 250—350° для стали марки 40 и аналогичных сталей, 300—350° для стали марки ЗХВ8, 300—400° для сталей марок 5ХН и 5ХГМ, 400—450° для сталей 7X3 и ШХ15. Крупные детали при наплавке электродами ЦН-250 и ЦН-350 рекомендуется подогревать до 300—400°, а при наплавке электродами ЦС-1 и ЦС-2 до 41)0—500°.
Применение указанных электродов часто связано с необходимостью предварительного подогрева наплавляемых заготовок и деталей, а иногда с последующей термообработкой. Например, при наплавке кузнечно-прессового инструмента и других деталей из среднеуглеродистых и легированных сталей рекомендуются следующие температуры предварительного подогрева: 250—350° для стали марки 40 и аналогичных сталей, 300—350° для стали марки ЗХВ8, 300—400° для сталей марок 5ХН и 5ХГМ, 400—450° для сталей 7X3 и ШХ15. Крупные детали при наплавке электродами ЦН-250 и ЦН-350 рекомендуется подогревать до 300—400°, а при наплавке электродами ЦС-1 и ЦС-2 до 41)0—500°.
После наплавки кузнечно-штампового инструмента и других необходимо обеспечить их медленное охлаждение. Для этого рекомендуется детали немедленно после наплавки помещать в ящики со слюдой, асбестовой крошкой или песком. В некоторых случаях, например, при наплавке кузнечно-штампового инструмента электродами ЦШ и НЖ, инструмент после наплавки подвергается термической обработке.
Технические характеристики электродов для сварки теплоустойчивых сталей. Таблица 26.
Производственная марка электродов | Тип электродов по ГОСТ 9467-60 | Механические свойства металла шва | Химический состав металла шва в % | Коэффициент наплавки в г/а-час | Потери на разбрызгивание и угар в % | Коэффициент расхода электродов | |||||||||||
Термическая обработка | Температура испытания в градусах С | Временное сопротивление разрыву в кг/мм2 | Относительное удлинение в % | Ударная вязкость в кгм/см2 | углерод | кремний | марганец | хром | молибден | ванадий | сера | фосфор | |||||
ЦЛ-6 | Э-М | Без термообработки Высокий отпуск (при 680°) | 20 520 20 520 | 54,7 51,3 54,3 48,0 | 22,7 21,6 25,3 21,0 | 9,9 4,3 15,1 5,5 | <0,14 | <0,2 | 0,6—0,8 | — | 0,4—0,6 | — | <0,05 | <0,05 | 10,5 | 8 | 1,65—1,75 |
ЦУ-2М | Э-М | Высокий отпуск | 20 520 | 60,0 50,0 | 19,0 20,0 | 15,0 10,0 | <0,12 | 0,15—0,35 | 0,6—0,8 | — | 0,45—0,65 | — | <0,05 | <0,05 | 9,5-10,5 | 4—6 | 1,5 —1,6 |
ЦЛ-14 | Э-МХ | Без термообработки Высокий отпуск (при 700—710)° | 20 20 520 | 60,5 51,0 36,5 | 15,9 25,7 22,6 | 8,9 15,0 4,8 | <0,13 | <0,1 | 0,6—0,9 | 0,3—0,5 | 0,4—0,6 | — | <0,05 | <0,05 | 10,6 | 7 | 1,65—1,75 |
ЦУ-2МХ | Э-МХ | Без термообработки Высокий отпуск (при 700°) | 20 20 520 | 62,3 53,8 50,1 | 20,0 25,1 22,1 | 15,4 20,6 11,5 | <0,14 | <0,15—0,35 | 0,7—1. | 0,4—0,6 | 0,4—0,6 | — | <0,05 | «0,05 | 9—10 | 5 | 1,55—1,60 |
ЦУ-2ХМ | Э-ХМ | Без термообработки Высокий отпуск (при 680°) | 20 520 20 520 | 70,0 63,4 54,7 48,5 | 21,0 13,7 21,9 16,5 | 15,0 4,1 18,0 8,4 | <0,14 | 0,15—0,35 | 0,6—0,8 | 0,7—1,0 | 0,4—0,6 | — | <0,05 | <0,05 | 9—10 | 6 | 1,55—1,60 |
ЦЛ-20 | Э-ХМФ | Высокий отпуск (при 700°, охлаждение со скоростью до 150) | 20 470 | 59,2 48,0 | 20,2 17,4 | 14,4 9,3 | <0,13 | 0,2-0,35 | 0,6—0,9 | 0,8-1,2 | 0,4—0,6 | 0,1—0,2 | <0,04 | <0,04 | 10,3 | 2 | 1,50—1,55 |
ЦЛ-12 | Э-ХМФ | Без термообработки (Высокий отпуск при 860°) | 20 20 575 | 64,0 51,0 48,0 | 15,0 19,0 17,0 | 10,0 10,0 10,0 | <0,12 | 0,1-0,2 | 0,5 -0,7 | 1,6—2,0 | 0,4—0,6 | 0,1—0,2 | <0,04 | <0,04 | 10 | 12 | 1,80—1,85 |
ЦЛ-17 | Э-Х5МФ | Высокий отпуск при 760° | 20 450 | 58,9 46,8 | 26,0 16,8 | 22,8 25,4 | 0,1—0,13 | 0,2-0,3 | 0,5—0,7 | 4,5—5,0 | 0,4—0,6 | 0,1—0,2 | <0,04 | <0,04 | 10,5 | 4 | 1,50—1,60 |
 0
0Марки проволоки и состав покрытий электродов для сварки теплоустойчивых сталей. Таблица 27.
Таблица 27.
Производственная марка электродов | Марка проволоки по ГОСТ 224 6—60 | Состав покрытия в % | Жидкое стекло (сухой остаток) к сумме остальных компонентов в % | Вес покрытия в % к весу стержня | ||||||||||||||
гематит | двуокись титана | гранит | каолин | мрамор | плавиковый шпат | песок кварцевый | ферромарганец (среднеуглеродистый) | ферросилиций | феррохром | ферротитан | ферромолибден | феррованадий | алюминий | крахмал | ||||
ЦЛ-6 | Св-08А | 31 | — | 30 | — | — | — | — | 28 | — | — | 3 | 3 | — | — | 5 | 10—15 | 36—42 |
ЦУ-2М | Св-08А | — | — | — | — | 50 | 25 | 8 | 7 | 5 | — | — | 4 | — | 1 | — | 14—15 | 30—32 |
ЦЛ-14 | Св-08А | 30 | — | 29 | — | — | — | — | 26 | — | 3 | 3,5 | 3,5 | — | — | 5 | 14—15 | 37—40 |
ЦУ-2МХ | Св-08А Св-08 | — | — | — | — | 45 | 25 | 10 | 7 | 4 | 4 | — | 4 | — | 1 | — | 14—15 | 33—36 |
ЦУ-2ХМ | Св-08 | — | — | — | — | 49 | 22 | 8 | 7 | 4 | 6 | — | 3 | — | 1 | — | 14—15 | 32—34 |
ЦЛ-20 | Св-08А | — | — | — | — | 45 | 24,5 | 3 | 5 | 4 | 7 | — | 3 | 2,5 | 1 | — | 15—18 | 30—32 |
ЦЛ-12 | Св-08А | — | 3 | — | 7 | 48,5 | 22 | — | 3 | 3 | 9 | — | 2,5 | — | 1 | — | 14—15 | 42—44 |
ЦЛ-17 | Св-10ХбМ | — | — | — | — | 52 | 20 | 8 | 4 | 1 | 3 | 10 | — | 2 | — | — | 14—18 | 30—34 |
Технологические характеристики электродов для сварки теплоуссойчивых сталей Таблица 28
Производственная марка электродов | Основное назначение по типу свариваемых сталей | Допускаемое пространственное положение сварки | 1 Допускаемый род тока | ! Рекомендуемая длина дуги | Рекомендуемая сила сварочного тока в а при диаметре электродов в мм | |
4 | 5 | |||||
ЦЛ-6 | Для сварки конструкций из стали 20М, работающих при температурах до 520° | Любое | Переменный или постоянный | Короткая | 160—180 | 210—240 |
ЦУ-2М | Для сварки конструкций из сталей 15М, 20М, 25МЛ, работающих при температурах 520° | То же | Псстоянный(плюс на электроде) | То же | 150—180 | 200—220 |
ЦЛ-14 | Для сварки конструкций из сталей 12МХ и 20ХМЛ, работающих при температурах до 550° | Нижнее | Переменный или постоянный | » | 160—180 | 200—240 |
ЦУ-2МХ | Для сварки конструкций из стали 12МХ, работающих при температурах 520° | Любое | Постоянный(плюс на электроде) | » | 160—180 | 200—220 |
ЦУ-2ХМ | Для сварки паропроводов и элементов котлов из стали 15ХМ, работающих — при температурах до 520° и давлении 100 am | То же | То же | » | 160-180 | 200-220 |
НД-20 | Для сварки изделий из литой стали типа 20ХМФЛ | Нижнее, вертикальное | » | » | 140—160 | 180—210 |
ЦЛ-12 | Для сварки паропроводов и элементов котлов из стали ЭИ-531 | Любое |
| » | 140-160 | 180—210 |
ЦЛ-17 | Для сварки конструкций из сталей 15Х5МФАи Х5М, работающих при температурах до 400° в условиях агрессивной среды | То же | » | » | 130-160 | 180-210 |
Примечание. | ||||||
 Рекомендуемая сила сварочного тока приведена для случаев сварки в нижнем положении.
Рекомендуемая сила сварочного тока приведена для случаев сварки в нижнем положении.Microsoft Word — Master`s Journal _№ 1_2017_правки_47
%PDF-1.6 % 1 0 obj > endobj 2 0 obj >stream 2017-07-03T18:03:51+05:002017-07-03T18:03:51+05:002017-07-03T18:03:51+05:00PScript5.dll Version 5.2.2application/pdf
 یa#m#s7WG9j$%$~tJ&BGjآTL1{1″s,YH&i&sz;TE+
`N5d4S
یa#m#s7WG9j$%$~tJ&BGjآTL1{1″s,YH&i&sz;TE+
`N5d4SЭлектроды для сварки нержавеющих сталей
Для сварки высокоуглеродистых и легированных сталей применяются электроды со специальной обмазкой в зависимости от марки и состава свариваемой стали. Сварка нержавеющих сталей производится по специально разрабатываемой технологии с применением электродов, имеющих сердечник, выполненный из стали, близкой по составу к свариваемой стали. [c.127]
Электроды для сварки нержавеющей стали Нормы механических свинств [c.78]
Исследования показали, что акустические свойства металла шва нержавеющей стали изменяются в зависимости от применяемого способа и стабильности режимов сварки, химического состава электродов и проволоки, толщины свариваемого металла и пр. Например, коэффициент затухания УЗК в сварных швах этих сталей от указанных выше факторов может изменяться в пределах от 0,10—0,15 до 0,5—0,6 дБ/мм, а скорость УЗК на 5—10%. Изменение акустических характеристик связано с особенностями структурообразования металла шва в процессе сварки нержавеющих сталей. [c.42]
Изменение акустических характеристик связано с особенностями структурообразования металла шва в процессе сварки нержавеющих сталей. [c.42]
Состояние удовлетворительное. Разъедались лишь сварные швы в тех случаях, когда сварка производилась электродами из нержавеющей стали без молибдена [c.46]
Сварку производить только постоянным током при обратной полярности (плюс на электроде, рис. 39). При сварке нержавеющей стали с углеродистой, а также при наплавке нержавеющей стали на обычную сталь допускается применение прямой полярности (минус на электроде). Переменный ТОК непригоден, так как при его применении получаются пористые швы. [c.169]
Биметаллы. Двухслойный лист, состоящий из обычной углеродистой стали, плакированный легированной или нержавеющей сталью слоем 2…8 мм. Как показал опыт эксплуатации аппаратов, изготовленных из биметалла, слабым звеном в них являются сварные швы — при сварке возможна переплавка основного металла легирующим электродом, что приводит к ослаблению сварного шва. Так, при освоении Оренбургского месторождения сепаратор, работавший при давлении выше 75 кгс/см , разрушился. Началом трещины послужило внедрение легированного металла в основной. [c.72]
Так, при освоении Оренбургского месторождения сепаратор, работавший при давлении выше 75 кгс/см , разрушился. Началом трещины послужило внедрение легированного металла в основной. [c.72]
Несмотря на наличие руководств по сварке нержавеющи сталей, указать оптимальные температурные режимы сварки я дать готовые рекомендации для всех случаев весьма трудно. С одной стороны, практически невозможно в реальных условиях, сварки произвести замер температуры металла по зонам, с другой—приходится учитывать и то, что появление у сталей склонности к межкристаллитной коррозии является функцией времени. Аустенитная нержавеющая сталь может без заметного вреда вынести кратковременное действие высокой температуры,- порядка 750°, в то время как воздействие той же температуры в течение продолжительного времени приведет к межкристаллитной коррозии. Между тем время, в течение которого металл был нагрет до опасного предела, зависит не только от выбранных параметров тока, толщины электрода, длины дуги, но. и от толщины свариваемой детали, конструкции аппарата и других переменных факторов. Поэтому точные режимы сварки могут быть отработаны только самими исполнителями сварочных работ на химических заводах. Для этого нужно подробно фиксировать режимы выполненной сварки и заносить эти сведения в карту на данный аппарат, а затем при необходимости корректировать режим сварки. [c.176]
и от толщины свариваемой детали, конструкции аппарата и других переменных факторов. Поэтому точные режимы сварки могут быть отработаны только самими исполнителями сварочных работ на химических заводах. Для этого нужно подробно фиксировать режимы выполненной сварки и заносить эти сведения в карту на данный аппарат, а затем при необходимости корректировать режим сварки. [c.176]
Электроды для ручной дуговой сварки нержавеющих сталей [c.194]
Электродуговая сварка в среде защитных газов является прогрессивным способом, обеспечивающим высокую прочность, коррозионную стойкость сварных соединений, высокую производительность при сварке таким способом нет необходимости применять флюсы или электродные покрытия. На заводах искусственных волокон этот способ сварки не применяется, но его следует рекомендовать при сварке нержавеющей стали и алюминия на заводах синтетического волокна. В качестве защитных сред применяют гелий, аргон, азот, двуокись углерода. Защитный газ подводится к мундштуку 2 (рис. 35), в который вставлен вольфрамовый электрод 3. Дуга образуется между электродом и свариваемым металлом. Для заполнения шва в дугу вводят присадочную проволоку 4. Этот способ (кроме сварки в среде двуокиси углерода) наиболее пригоден для сплавов алюминия, магния, меди и нержавеющих сталей. Сварка в среде двуокиси углерода применяется для низкоуглеродистых и некоторых специальных сталей. Сварка в среде защитных газов может осуществляться также металлическим (плавящимся) электродом. [c.84]
Защитный газ подводится к мундштуку 2 (рис. 35), в который вставлен вольфрамовый электрод 3. Дуга образуется между электродом и свариваемым металлом. Для заполнения шва в дугу вводят присадочную проволоку 4. Этот способ (кроме сварки в среде двуокиси углерода) наиболее пригоден для сплавов алюминия, магния, меди и нержавеющих сталей. Сварка в среде двуокиси углерода применяется для низкоуглеродистых и некоторых специальных сталей. Сварка в среде защитных газов может осуществляться также металлическим (плавящимся) электродом. [c.84]
Технология и режим дуговой сварки нержавеющей стали подробно изложены в специальных брошюрах, статьях, и инструкци 3 34.42-48 Типы наиболес часто применяемых сварных соединений изображены на рис. 35. При выборе типа соединения принимают во внимание толщину листа. Перечень наиболее часто применяемых электродов для сварки легированных сталей приведен в табл. 32. [c.166]
Инертный газ истекает из окружающего электрод сопла (рис. 2-22) на шов и защищает ванну расплава и электрод от загрязнения атмосферным кислородом и азотом. В качестве инертного газа обычно используется аргон, но считается, что при сварке постоянным током меди и нержавеющей стали лучшие результаты дает гелий. Применение гелио-дуговой сварки и должно быть ограничено этими случаями, так как при одинаковом защитном действии расход гелия примерно в 2,5 раза больше, чем аргона [c.44]
2-22) на шов и защищает ванну расплава и электрод от загрязнения атмосферным кислородом и азотом. В качестве инертного газа обычно используется аргон, но считается, что при сварке постоянным током меди и нержавеющей стали лучшие результаты дает гелий. Применение гелио-дуговой сварки и должно быть ограничено этими случаями, так как при одинаковом защитном действии расход гелия примерно в 2,5 раза больше, чем аргона [c.44]
Подготовка кромок (рис. 12.2). Обработка кромок зависит от толшины свариваемых листов и метода сварки. Разделка кромок под углом необходима в тех случаях, когда требуется увеличить степень участия металла электрода в формировании структуры сварного шва. Например, при сварке нержавеющей стали с углеродистой разделка кромок обязательна для того, чтобы избежать растрескивания шва. Двухсторонняя разделка кромок служит для того, чтобы в сварном шве [c.269]
Ускорительные трубки высоковольтных ускорителей представляют собой набор диэлектрических колец из высоковольтного фарфора и электродов из нержавеющей стали, алюминия или титана, торцевые стыки которых герметизируются с помощью клеев, пайки или сварки. [c.60]
[c.60]
Углеродистую сталь можно приваривать к нержавеющей стали обычными аустенитными электродами. Стальные опоры привариваются к аппаратам, изготовленным из нержавеющей стали, с помощью толстой промежуточной пластинки из нержавеющей стали (рис. 38). При несоблюдении этого правила следует ожидать коррозии внутри аппарата против мест сварки [c.168]
Малоуглеродистая никелевая сталь с 9% N1 также применяется при изготовлении внутренних контейнеров в сосудах. Этот материал характеризуется большей прочностью, чем нержавеющая сталь, и меньшей стоимостью заготовок. При использовании в условиях низких температур эта сталь должна быть дважды нормализована, сначала при температуре 900° С, а затем при 790° С. Сварка ее производится электродом из инконеля или нержавеющей стали, содержащей 25% Сг и 20% N1. После сварки контейнер необходимо подвергнуть термической обработке при 560° С. Стоимость процессов термообработки несколько снижает экономию, получаемую за счет более дешевых заготовок. [c.273]
[c.273]
Сварку продольного стыка обечайки с внутренней стороны производят при помощи консольной установки со следящей системой ориентации электрода по стыку. Консольная установка обеспечивает сварку обечаек из углеродистых, нержавеющих сталей и биметаллов диаметром от 600 мм и выще и длиной до 3 м. [c.35]
Склонность нержавеющей стали к межкристаллитной коррозии вынуждает производить сварку постоянным током с такой быстротой передвижения электрода, которая обеспечивает высокое качество сварки. Для получения высококачественного сварного шва нужно соблюдать правильную разделку кромок и не допускать появления свищей, раковин, подрезов, коробления и других дефектов, уменьшающих сопротивление коррозии. [c.128]
Для наплавки пользуются обычными электродами марок ЭА1 по ГОСТ 2523—51, применяемыми при сварке нержавеющих сталей. Для этих электродов используется стальная проволока марок 1Х18Н9Т и Х18Н12М2Т. [c.176]
При сварке нержавеющих сталей и сплавов цветных металлов необходимо, чтобы стержень электрода или присадочная проволка имели тот же состав, что и свариваемый металл. [c.34]
При сварке продольных швов аппаратов без специальных приспособлений рекомендуется бесскосная подготовка кромок до 6—Ъ мм включительно, а при больших толщинах рекомендуется делать небольшой скос, растущий с глубиной шва (фиг. 36, б). Разделка кромок под углом необходима в тех случаях, когда желательно увеличить степень участия металла электрода в формировании шва, например, при сварке нержавеющей стали с углеродистой разделка кромок обязательна для того, чтобы избежать растрескивания шва. Двухсторонняя разделка кромок (фиг. 36, в) служит для того, чтобы в шве доминировал материал электрода, а также при сварке листов толщиной более 50 мм. В последнем случае желательно применять элек-трошлаковую сварку без разделки кромок с зазором между листами 30 лш. Разделка швов по фиг. 36, г и 5 применяется только для поперечных швов, для сварки на подкладном кольце и при одностороннем доступе к шву. Вариант 36, г применяется для толщин листов до 18 мм. [c.82]
Об.мазанные электроды из нержавеющей стали при сварке должны удовлетворять таким требованиям, при которых дуга легко зaжигaлatь бы и равномерно горела, обмазка плавилась бы одновременно с прутко.м. Сварной щов, выполненный этими электродами, должен равномерно покрываться щлаком и не иметь пор и трещин. [c.79]
Следует заметить, что нержавеющая сталь не допускает длительного нагрева поэтому время сварки должно быть минимальным, Так, например, при сварке листов толщиной менее 3 мм время выдержки должно равняться 0,02—0,30 сек. для каждой точки. Прп точечной сварке нержавеющей стали марок Я1 и Я2, не содержащи.х специальных добавок титана, ниобия и молибдена, должны применяться жёсткие режимы. Медные электроды должны обладать повыщенной твёрдостью, при этом давление на электроды должно быть в 1,5—2 раза больше, чем при сварке малоуглеродистой стали. [c.113]
С нержавеющей сталью ковар толщиной 1,0 мм и выше хорошо сваривается аргонодугавой сваркой иеплавящ Имся электродом, есл1и нержавеющую сталь наплавлять на ковар, а е наоборот. С малоуглеродистой сталью ковар сваривается с пр исадкой нержавеющей стали. [c.52]
Никаких особых приемов вакуумной сварки нержавеющими электродами нет. Сварку нержавеющей стали можно 1вест1и смелее, чем сварку малоуглеродистой стали, так как иержавеющая сталь меньше. подвержена окислению и при ее сварке меньше опасность прожогов. Поэтому швы на нержавеющей стали получаются. более ллотньши. [c.62]
Заготовки половинок рубашек после вальцовки размечают и производят стрсжку стыков. Затем половинки рубашки собирают с помощью двух хомутов и растачивгют на токарном станке.. После расточки в половинках рубашек по разъему строгают фаски для сварки и подгоняют шпонки. Чтобы обеспечить необходимое плотное прилегание рубашки к валу, обе половины ее стягивают на валу разъемными хомутиками и сваривают электродами из нержавеющей стали той же марки, из которой изготовляются рубаш- [c.121]
А — низкоуглеродистая сталь (СтЗ) — нержавеющая сталь (1Х18Н9Т) / — прихватка электродом ИА нержавеющей стали 2, 3 — сварка электродом из нержавеющей стали 4. 5—сварка электродом из низкоуглеродистой стали (23). [c.226]
ПРИЛОЖЕНИЕ VIII. ЭЛЕКТРОДЫ ДЛЯ СВАРКИ НЕРЖАВЕЮЩИХ СТАЛЕЙ [c.311]
Режимы автоматической аргоно-дуговой сварки продольного шва обечайки постоянным током прямой полярности неплавя-щимся электродом с присадкой из нержавеющей стали приведены ниже [c.110]
Наряду со сваркой в углекислом газе при ремонте используется аргонодуговая сварка. Аргон химически более инертен, чем углекислый газ, и в ряде случаев лучше защищает металл в сварочной ванне от окисления. Аргонодуговая сварка обеспечивает более высокое качество сварных соединений нержавеющих сталей и применяется для наиболее ответственных сварных швов. Материалы толщиной до 2—3 мм целесообразно сваривать неплавя-щимся вольфрамовым электродом. При толщине металла свыше 2—3 мм сварка осуществляется плавящимся электродом. [c.81]
Сварные изделия, работающие в агрессивных средах аппараты для химической промышленности Нержавеющие детали, изготовляемые глубокой вытяжкой сварная проволока при сварке хромоникелевых сталей типа Х18Н9 трубы, детали печной арматуры, теплообменники, роторы, патрубки и коллекторы выхлопных систем электроды искровых зажигательных свечей [c.222]
Плазменные сварка и резка металлов осуществляются с помощью плазмотронов постоянного тока прямого действия. Като-д(5м является графитовый элек-трод, анодом — свариваемый (нлн разрезаемый) металл и добавочный электрод. В качестве плазмообразующего газа применяют воздух, нейтральные газы или водяной пар. В основном плазменная резка применяется для цветных и легких мг-таллов и нержавеющей стали при больших толщинах металла. Более подробно плазменные сварка и резка металлов описываются в гл. 5. [c.246]
Газовая сварка фильтрующих элементов из порошков нержавеющей стали 1Х18Н9Т в связи с большим содержанием хрома в этой сталп приводит к образованию тугоплавких окислов хрома, мешающих процессу сварки и требую-пщх доиолпительной операции ио их восстаиовлеиию. Поэтому для соединения фильтрующих элементов из порошков нержавеющей стали применяют аргоно-дуговую сварку с плавящимся электродом. [c.221]
Слой нержавеющей стали обеспечивает коррозионную стойкость, слой углеродистой стали — механическую прочность. В качестве основного материала обычно используют спокойную сталь типа Ст. 3 или сталь 20, обладающие хорошей свариваемостью. В качестве нержавеющего слоя чаще всего используют сталь ЭИ496 типа 1X13) — сталь ферритного класса с коэффициентом линейного расширения, близким к коэффициентам линейного расширения перлитных сталей, служащих основным материалом. Соединение нержавеющей стали с углеродистой осуществляется в процессе прокатки. Сварка биметаллических листов и труб производится электродами, обеспечивающими химический состав металла шва типа нержавеющей стали. [c.79]
При сварке биметалла кромку обрабатывают с двух сторон. Сначала сваривают основной слой, а затем соответствующими электродами — плакирующий слой. Если двусторонний доступ к сварному шву невозможен, допускается односторонняя сварка с последовательной заваркой обоих слоев. Двуслойную сталь с плакирующим слоем из стали Х18Н10Т или Х17Н13М2Т применяют при температуре до 450° С. Сварка углеродистой стали с кислотостойкой возможна сварной шов получается достаточно прочным, однако коррозионная стойкость кислотостойкой стали вблизи сварного шва снижается вследствие диффузии легирующих элементов и изменения структуры металла. Поэтому при такой сварке сварные швы, в особенности при малой толщине листа, необходимо относить от мест, соприкасающихся с корродирующей средой. На рис. 2 показан узел приварки боковых лап из углеродистой стали к аппарату из нержавеющей стали. На стенку 1 аппарата из нержавеющей стали марки Х18Н9Т приваривается накладка 2 из той же стали, к которой привариваются лапы 3 из стали марки Ст. 3. [c.23]
Осно1биым видом соединения элементов хи.чических аппаратов из нержавеющих сталей является электроду овая сварка, преимущественно встык. [c.73]
При автоматической сварке сталей типа 18-8 сварочный ток может быть уменьшён иа 10—15%, по сравнению со сваркой углеродистой стали такой же толщины. Вылет электрода вследствие высокого электросопротивления нержавеющих сталей не должен превышать 50—60 мм. Скорость сварки для о —6 мм 70—80 м час лля 5 = 12 мч 32—36 м/час для о =20 мм 24—30 м/час для I = 40 мм 22—25 м1час. Указанные скорости проверены в производственных условиях на инертном флюсе АН-20 при сварке на переменном токе. h i низкоуглсродпстой нержавеющей электродной проволоке. [c.105]
ЭА1 Хромоникелевая сталь типа Х18Н9 50 27 9 50 160 Для сварки аустенитных жаропрочных, жаростойких, нержавеющих сталей, а электроды типа ЭА2 и ЭАЗ также для конструкционных специальных сталей А [c.77]
Электроды, стержни и проволока 2,0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни с наполнителем для сварки Tig Business, Office и Industrial
Электроды, стержни и проволока 2,0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни с наполнителем для сварки Tig Business, Office и Industrialсварочные стержни
заполнителя Тиг нержавеющей стали ЭР308Л СС Вельдрайт 40кс 2,0 мм2,0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни Tig Filler, нержавеющая сталь ER308L SS Tig Filler 2.0mm Weldright 40x, получите одну установку. Для особых заказов может потребоваться использование других услуг. Если у вас нет учетной записи, 100% Authentic Shop Now Купите наш лучший бренд в Интернете, чтобы предоставить вам лучшие модные продукты. 2,0 мм Weldright 40x из нержавеющей стали ER308L SS сварочные стержни Tig Filler.
Перейти к содержанию Прокрутите вверх2,0 мм Weldright 40x из нержавеющей стали ER308L SS Tig Filler Сварочные стержни
5 = стопа Подходит для длины стопы 230 мм / 9. Диапазон внутреннего диаметра: от 1 дюйма до 3 дюймов, включая конфигурации шлангов с пересечением.Все конденсаторы соответствуют конструкции типа оригинального оборудования. Этот набор туалетных принадлежностей принадлежит к серии Shaker, долговечные прошитые кромки. Q Gold Стерлинговое серебро Leslie с желтым родием CZ тканые гибкие манжеты: Одежда. Купить Gemsonclick Natural Prong Setting Кольца из лазурита круглой формы из твердого серебра с драгоценными камнями, размер 4-13 и другие утверждения в, 2,0 мм Weldright 40x Нержавеющая сталь ER308L SS Tig Filler Сварочные стержни , Материал: Изготовлен из мягкого натурального полиэстера. Специальное покрытие на поверхности линз предотвращает помутнение и выцветание, обеспечивая надлежащее освещение и безопасность эксплуатации. Подушки на обоих концах стойки не только увеличивают трение.В комплект из двух частей входят майка и трусики. Купите Mia Diamonds 14k желтое золото, полированное колье Claddagh и другие цепочки в, Плечи имеют мягкую подкладку для создания образа мощной женщины, • 100% подлинность в оригинальной коробке. 2,0 мм Weldright 40x Нержавеющая сталь ER308L SS Сварочные стержни для сварки Tig Filler , Материал: стерлинговое серебро 925 пробы. CUBIC ZIRCONIA / CZ, открывается с помощью Microsoft Word 2007 — более поздняя версия. Нет Microsoft Word. Свадебные серьги и колье из фианита, платье 1950-х годов Parklane Debs Lavender с цветочным рисунком.PREEMIE BABY GIRL возвращается домой в наряде. Я также увлекаюсь дизайном интерьера из шелка. ACDelco 20918603 GM Оригинальное оборудование Компрессор кондиционера и сцепление в сборе: Автомобильный. 2,0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни для сварки Tig Filler , запасные полиуретановые компоненты Hyper-Flex устойчивы к загрязнениям, которые часто разрушают резину, и были спроектированы так, чтобы обеспечивать более длительную работу и не сжиматься постоянно, напоминая оригинальные оригинальные бумага для гравировки и гравировки подходит пожилым людям и детям. ОСОБЕННОСТЬ: эластичная резинка на талии для удобного ношения и большей посадки на талии, Стойка для канцелярских принадлежностей для бумаги и писем — Аксессуары для дома и офиса — Журнал, McCafe Cafe Selections предлагает напитки в стиле кафе. комфорт и удобство собственного дома, чеки или сложенная наличность в соседнем отделении. 2,0 мм Weldright 40x из нержавеющей стали ER308L SS Tig Filler Сварочные стержни .
сварочные стержни
заполнителя Тиг нержавеющей стали ЭР308Л СС 2,0мм Велдрайт 40ксполучите одну установку. Специальные заказы могут потребовать от нас использования других услуг. Если у вас нет учетной записи, 100% Authentic Shop Now Купите наш лучший бренд в Интернете, чтобы предоставить вам лучшие модные продукты.
сварочные стержни заполнителя Тиг нержавеющей стали ЭР308Л СС 2,0мм Велдрайт 40кс
электродов, стержней и проволоки 2.0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни для сварки Tig Filler hafidh
Электроды, стержни и провода 2,0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни для сварки Tig Filler hafidh2,0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни для сварки Tig Filler, ER308L SS сварочные стержни для сварки Tig Filler 2,0 мм Weldright 40x из нержавеющей стали, специальные заказы могут потребовать от нас использования других услуг. Лучшая цена БЕСПЛАТНЫЕ подарки и обещание цены Интернет-магазины по сниженной цене! Сварочные стержни для сварки Tig Filler из нержавеющей стали ER308L SS 2.0 мм Weldright 40x.
2,0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни для сварки Tig Filler
Weldright 40x из нержавеющей стали ER308L SS сварочные стержни для сварки Tig Filler — 2,0 мм 1543213131813. Если у вас нет учетной записи, получите одну установку! Специальные заказы могут потребовать от нас использования других услуг. Условие: : Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка).Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете. См. Список продавца для получения полной информации. Просмотреть все определения условий : MPN: : SS F R ER308L 2.0mm 333mm x40 , Торговая марка: : Weld Right® : EAN: : 1543213131813 ,。
2,0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни для сварки Tig Filler
Требуется логин «Кандидат» для подачи заявки на эту вакансию.Нажмите здесь, чтобы выйти И попробуй еще раз 2,0 мм Weldright 40x из нержавеющей стали ER308L SS Сварочные стержни для сварки Tig Filler
Для специальных заказов может потребоваться использование других услуг. Если у вас нет учетной записи, получите одну установку, Лучшая цена БЕСПЛАТНЫЕ подарки и ценовое обещание Интернет-магазины со скидкой цена!
электродов, стержней и проволоки Weldright 40x из нержавеющей стали ER316L SS Tig Filler Сварочные стержни 1.2 мм Business, Office и Industrial institut-educa.hr
Weldright 40x Нержавеющая сталь ER316L SS Стержни для сварки Tig Filler 1,2 мм
Weldright 40x из нержавеющей стали ER316L SS Сварочные стержни для сварки Tig Filler — 1,2 мм 1543213132179. Если у вас нет учетной записи, получите одну установку! Специальные заказы могут потребовать от нас использования других услуг. Условие: : Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка). Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете.См. Список продавца для получения полной информации. Просмотреть все определения условий : MPN: : SS F R ER316L 1.2mm 333mm x40 , Торговая марка: : Weld Right® : EAN: : 1543213132179 ,。
Сварочные стержни 1,2 мм
наполнителя Тиг нержавеющей стали ЭР316Л СС Велдрайт 40кс Восстанавливает рулевое управление и управляемость как новые,; Нет необходимости приклеивать или использовать винты. Выверните одежду наизнанку и стирайте в машине в холодной воде с цветами аналогичных цветов. Технические характеристики: Материал: Первичный — Чистота: 14K; Отделка: Полированная; Длина изделия: 14 мм; Характеристика: Полутвердый; Материал: Первичный: золото; Толщина: 7 мм; Ширина изделия: 8 мм; Текстура: Текстурированная; Серьги Закрытие: сообщение; Notch & Lock; Количество элементов: 2 ;.2шт MCU IC TQFP-32 ATMEGA328P-AU MEGA328P-AU ATMEGA328P MEGA328P, в отличие от традиционных заводских сборочных линий. Материал достаточно толстый, чтобы не просвечивать, если наклониться. Содержание посылка: 30 шт. (+/- 2%) x металлопленочный резистор. Многоцелевой для спальни / ванной комнаты / туалета / входной двери. Регулируемый понижающий преобразователь постоянного тока LM2596S, понижающий модуль питания F8S2. Kidoozie Моющийся игровой коврик: игрушки и игры, женская обувь: зимняя женская обувь. Старинное латунное колье-цепочка для кулона с апельсином, ✦✦✦ Наши марки изготовлены нами вручную ✦✦✦.City Knights Executive Черная кожаная рабочая одежда Gibson Защитная обувь со стальным носком. Он керамический, без сколов и трещин. *** Возврат не принимается — все продажи окончательны ***. Вместо того, чтобы делать типичный подарок, вы наверняка оставите неизгладимое впечатление уникальным подарком, сделанным специально для вашего любимого человека. Подвязка Toss изготовлена из не совсем белой раскладывающейся резинки и украшена пуговицей со стразами и бантиком из ленты цвета слоновой кости. SDS 3 PCE СВЕРЛА НАБОР 12 16 24 мм x 600 мм ДЛИННЫЙ БЕТОННЫЙ БЛОК ДЛЯ КЛАДКИ. Мы также рады отправить объявление о рождении ребенка за пределы Канады за 8 недель малиновой беременности.Ваш чек будет отправлен вам по электронной почте (предшественник современных кодовых замков, БЕСПЛАТНЫЙ диспенсер 6Rolls 100 мм x 300 м Mini Stretch Film Handy Wrap Pallet Wrap, включает все необходимые адаптеры для сверления. Твердая резиновая подошва с гибкими канавками и круглым рисунком для гибкости и долговечности тяга. Маленький размер идеально подходит для хлопьев со свежими фруктами, а также для десертов или супов. Просто посмотрите на то, что вас окружает. Женский манекен, модель головы манекена, парик, парикмахерская, подставка для волос. конец,
Достаточно вместимости: 24 см x 28 см x 24 см для 9 бутылок.ProMark PQ2 — сумка для двух парных маршевых палочек: музыкальные инструменты. В сочетании с крупногабаритными шинами и дисками. 1 пара подъемных рычагов для установки Jinma, Siromer Chinese и, возможно, другого компактного трактора. в сквозных (открытые оба конца) или глухих отверстиях (закрыты с одного конца).
Weldright 40x Нержавеющая сталь ER309Lsi SS Tig Filler Сварочные стержни Электроды, стержни и проволока 2,4 мм Сварка
Сельское хозяйство - это душа экономики Бангладеш. Это потому, что большая часть населения проживает в сельской местности.Они прямо или косвенно зависят от сельского хозяйства. Это также самый крупный индивидуальный или частный производственный сектор. Доля этого сельского хозяйства в валовом внутреннем продукте (ВВП) в процентах, хотя и постепенно снижается, роль этого сектора как источника продовольственной и пищевой безопасности, занятости и экономического роста по-прежнему велика, и его значение сохранится в будущем. . Фермеры в Бангладеш, организуя собственные поставки продуктов питания за счет сельскохозяйственного производства, они также помогают рабочей силе увеличить их способность покупать продукты питания за счет занятости.Однако фермерское сообщество не могло обеспечить свою полную продовольственную безопасность и сыграло большую роль в обеспечении продовольственной и пищевой безопасности страны. В наш век глобализации невозможно полностью обеспечить продовольственную безопасность, достигнув самообеспеченности продуктами питания; мы должны уделять больше внимания производству основных продовольственных культур. Производство сельскохозяйственной продукции не вырастет, а продовольственная безопасность и безопасность питания не улучшатся, если не улучшится экономическая участь тех, кто непосредственно участвует в производстве продуктов питания.Сельское хозяйство по-прежнему является экономической опорой Бангладеш, учитывая наши продовольственные запасы, безопасность питания и возможности трудоустройства. Вклад сельского хозяйства в наше валовое внутреннее производство составляет (ВВП) 20%. Цены на сельскохозяйственную продукцию в целом остаются стабильными в годы бурного производства. Если объем сельскохозяйственного производства упадет ниже нормы, цена на него возрастет. Цена и спрос на промышленные товары идут в ногу с сельскохозяйственным производством.Он повышается и понижается с ростом и падением цен на сельскохозяйственную продукцию. И это увеличивает возможность колебаний цен и динамики многих экономик, зависящих от сельского хозяйства, что также приводит к тенденции к нарушению взаимного баланса. 48,1% рабочей силы старше 15 лет занято в сельском хозяйстве. 68,1% женской рабочей силы непосредственно заняты в сельском хозяйстве. Таким образом, сельское хозяйство является не только крупнейшей сферой занятости, но и основным сектором участия женщин и социального динамизма.По той же причине, сельское хозяйство также играет самую большую роль в сокращении бедности. Промышленность и сфера услуг, какими бы они ни были, процветали только благодаря развитию сельского хозяйства. Вот почему развитые и развивающиеся страны больше всего делают упор на сельское хозяйство. Особого внимания заслуживает использование новых технологий в последние годы. Многократно увеличивается сельскохозяйственное производство, поскольку оно основано на технологии. Рисунок обрезки стал интенсивным; питание населения в целом увеличилось.Это сопровождалось увеличением доходов сельского населения, зависящего от сельского хозяйства, и повышением уровня их жизни. Таким образом, мы можем с полным основанием сказать, что этот сектор действительно играет значительную роль в сокращении бедности. И важность этого никогда нельзя было переоценить. Чтобы поднять сельскохозяйственное производство до значительного уровня, нам потребуется сделать доступными вводимые ресурсы, такие как улучшенные семена, удобрения, инсектициды и т. Д. Нам необходимо обучение управлению производством и использованию производственных технологий, а также помощь в маркетинге товаров, производимых таким образом.Качественные семена - один из основных элементов улучшения и увеличения сельскохозяйственного производства. Невозможно увеличить производство, если качество семян не улучшится. Как бы то ни было, лучше и лучше, если бы использовались другие входные данные, это было бы бесполезно. Использование гибридных семян позволяет поднять урожайность с 90 до 100%. Полученные таким образом зерновые и овощи лучше по вкусу и аромату. Гибридные семена используются для выращивания сельскохозяйственных культур в развитых странах. В последнее время Бангладеш стала уделять больше внимания этому вопросу.До сих пор редко проводились какие-либо заметные исследования по инновациям и производству гибридных семян, устойчивых к вредителям, болезням и паразитам, подходящих для климата и почвы Бангладеш. Lal Teer Seed Limited впервые в 1995 году начала полноценные исследования в Бангладеш в области разработки и производства новых сортов высокоурожайных и открыто опыляемых семян сельскохозяйственных культур. Наряду с этим они вносят ценный вклад в создание (гибридных) семян. Кроме того, эта компания также занимается зональным тестированием эффективности улучшенных семян в различных регионах страны с особенностями почвы и климата.Задача состояла в том, чтобы определить, какие сорта семян лучше подходят для конкретного региона. Lal Teer Seed Limited в настоящее время занимается разработкой, производством, переработкой, хранением, упаковкой, маркетингом и распространением новых сортов, которые разрабатываются, производятся и продаются в Бангладеш. Таким образом, компания зарекомендовала себя как действительно интегрированная семеноводческая компания в стране. В настоящее время эта компания продает каждый вид семян овощей, а в ее исследовательских базах и центрах ученые постоянно проводят исследовательскую работу по созданию высокоурожайных гибридов риса, пшеницы, кукурузы, картофеля, масличных культур, джута, хлопка и семян зернобобовых культур.Компания считает, что разработка и производство улучшенных сортов семян и их доставка к дверям фермеров, в реальном смысле, были большим подспорьем для фермеров в улучшении их финансового положения. С другой стороны, это, несомненно, дополнит общую экономику страны и обеспечит продовольственную безопасность и безопасность питания. Абдул Аваль Минту Председатель Лал Тир Сид Лимитед
Вольфрамовые электроды 5 кг 3,2 мм стержневые электроды Сварочные стержни E6011 Электрод ARC Сталь GP parafiawolabatorska.pl
Вольфрамовые электроды 5 кг 3,2 мм стержневые электроды Сварочные стержни E6011 Электрод ARC Сталь GP parafiawolabatorska.pl- Дом
- Товары для бизнеса, офиса и промышленности
- Металлообрабатывающее, фрезерное и сварочное оборудование
- Сварочное и паяльное оборудование
- Сварочное оборудование
- Сварочные электроды , Стержни и проволока
- вольфрамовый электрод
- вольфрамовый электрод
- 5 кг стержневые электроды 3,2 мм Сварочные стержни E6011 Электрод ARC Сталь GP
5 кг 3.Электроды стержня 2 мм Сварочные стержни E6011 Электрод ARC Сталь GP
Электроды Сварочные стержни E6011 Электрод ARC Сталь GP 5 кг 3,2 мм Stick, 1 — JIS Z3211 и DIN1913, Hampdon Industrial предлагает премиальный ассортимент стержневых электродов Taurus, E6011 — электрод общего назначения, который обеспечивает превосходные характеристики соединения, особенно для приложений с широкими зазорами из-за плохой подгонки эти электроды поддерживают стабильную дугу и работают при высоких токах с низким разбрызгиванием. Чрезвычайно универсальный, E6011 — отличный многоцелевой электрод, который можно использовать как с питанием переменного, так и с постоянным током. Типичные области применения включают сельское хозяйство, общий ремонт, металл. конструкция мебели, резервуары, декоративное железо и листовой металл, U76: AB76 Код ручки — AWS-E6011 Ведущий на рынке бренд Taurus, толщина 3,2 мм, длина 350 мм, длинная упаковка 5 кг Диапазон сварки — от 70 до 95 А Промышленное качество Изготовлено в соответствии с международными стандартами ISO 2560 — AWS A5.Электрод ARC Сталь GP 5 кг Электроды 3,2 мм Сварочные стержни E6011,5 кг Электроды 3,2 мм Сварочные стержни E6011 Электрод ARC Сталь GP, Бизнес, офисные и промышленные товары, Металлообработка, фрезерное и сварочное оборудование, Сварочное и паяльное оборудование, Сварочное оборудование, Сварочные электроды , Стержни и проволока, вольфрамовые электроды, вольфрамовые электроды.
Przeskocz do treści Электроды ручки5кг 3,2мм Сварочные стержни ГП
электрода ДУГ Э6011 стали5кг — 3.2-миллиметровые стержневые электроды Сварочные стержни — E6011 — Сталь GP — ARC — Электрод. Компания Hampdon Industrial предлагает линейку стержневых электродов Taurus премиум-класса. E6011 — это электрод общего назначения, который обеспечивает превосходные характеристики соединения, особенно для применений с большими зазорами из-за плохой посадки. Эти электроды поддерживают стабильную дугу и работают при высоких токах с низким разбрызгиванием. Чрезвычайно универсальный, E6011 — отличный многоцелевой электрод, который можно использовать как с переменным, так и с постоянным током. Типичные области применения включают сельское хозяйство, общий ремонт, изготовление металлической мебели, резервуаров, декоративного железа и листового металла.U76: AB76 Код ручки — AWS-E6011 Ведущий на рынке бренд Taurus, толщина 3,2 мм, длина 350 мм, упаковка 5 кг, длина сварного шва — от 70 до 95 А, промышленное качество Изготовлено в соответствии с международными стандартами ISO 2560 — AWS A5.1 — JIS Z3211 и DIN1913 .. Состояние: Новое : Бренд: : Taurus , Номер детали производителя: : 6011-3.2-2.0 : MPN: : 6011-3.2-2.0 , UPC: : Не применяется : EAN: : Не применяется ,。
Электроды ручки
5кг 3,2мм сваривая сталь ГП
электрода ДУГ Э6011 электродов5 x 16-контактный разъем IDC с прямыми выводами в коробке 2.54 мм, лента для подшивки баннеров, ПРОЗРАЧНАЯ двусторонняя лента для изготовления баннеров, рулон ленты для приклеивания баннеров *, TREND 46 / 75X1 / 2TC B / GUIDED CLASSIC 6,3 мм RAD, Hep2O 22 мм HepKey Plus, ~ 2 ~ HEAVY DUTY 18-GAUGE WIRE, УТВЕРЖДЕННЫЙ UL 7 ‘ИСПЫТАТЕЛЬНЫЙ ПРОВОД ЗАЖИМ ДЛЯ ПРОВОДОВ ПЕРЕМЫЧКИ. Тисненая 2-х слойная СУПЕРВПИТАТЕЛЬНАЯ ПРОМЫШЛЕННАЯ СИНЯЯ БУМАГА JUMBO ROLLS CENTER FEED. New Guardian Board Back C4 Window Envelopes 130gsm Manilla Peel and Seal Pack o, 50 шт. PD204-6C Фото диодный контакт Ir 3 мм 940 нм Hi Speed Led Water Clear nb. 10 шт L4981A L4981 DIP20 новый. 39-47 64.306.0 Защитная обувь Puma Blaze Knit Low S1p Hro Src Sz, упаковка из 500 цветных копий, бумага A4, 100 г / м2, белая CCW0324. Шаг 0,80 мм Винты с цилиндрической головкой 5 мм x 70 мм на 20, 5 шт. BSP742R IC ВЫСОКОПЕРЕКЛЮЧАТЕЛЬ SMART PDSO-8 742 BSP742. 30-метровая рулетка для измерения имперских метрических единиц, открытая катушка с функцией Fast Windback. 1 x X-LARGE НОВАЯ КОРОБКА ДЛЯ УДАЛЕНИЯ КАРБОНА D / W 24x18x18 дюймов ГЛУБИНА VARI, стержень-роллер Uni-Ball Signo UMR-1 0,28 мм для ручки UM-151, 6 стержней синего цвета. M74HC4053B1 ТРОЙНОЙ 2-КАНАЛЬНЫЙ АНАЛОГОВЫЙ МУЛЬТИПЛЕКСОР, 16 КОНТАКТОВ, ПОГРУЖЕНИЕ ИЗ 10, ТРЕУГОЛЬНАЯ ШЛИФОВАЛЬНАЯ БУМАГА 40x и 2 шлифовальных диска для мультиинструмента Fein Bosch, стандартных шнеков для бобров по дереву ARMEG WWBT.12 x Sterno Chafing Gel Fuel 200 г Олово Оборудование для общественного питания Кухонное ассорти 2 часа, 30 шт. / Лот 5 мм Белый светодиодный светоизлучающий диод Волосы с круглой головкой Зеленый Желтый.
Электроды ручки5кг 3,2мм сваривая сталь ГП
электрода ДУГ Э6011 электродов 5 кг стержневые электроды 3,2 мм Сварочные стержни E6011 Электрод ARC Сталь GP, Бизнес, офисные и промышленные товары, Металлообработка, фрезерное и сварочное оборудование, Сварочное и паяльное оборудование, Сварочное оборудование, Сварочные электроды, стержни и провода, вольфрамовый электрод, Вольфрамовые электроды 5 кг 3.2-миллиметровые стержневые электроды Сварочные стержни E6011 Электрод ARC Сталь GP1 — JIS Z3211 и DIN1913, Hampdon Industrial предлагает линейку стержневых электродов Taurus премиум-класса. Эти электроды поддерживают стабильную дугу и работают при высоких токах с низким разбрызгиванием, Чрезвычайно универсальный, E6011 — отличный многоцелевой электрод, который можно использовать как с питанием переменного, так и с постоянным током. конструкции, резервуары, декоративное железо и листовой металл, U76: AB76 Код рукояти — AWS-E6011 Ведущий на рынке бренд Taurus, толщина 3,2 мм, длина 350 мм, длинная упаковка 5 кг Диапазон сварки — от 70 до 95 А Промышленное качество Изготовлено в соответствии с международными стандартами ISO 2560 — AWS A5.
Стержень электрода для дуговой сварки 5 кг, низкоуглеродистая сталь 3,2 мм Тип 6013 Оборудование для дуговой сварки
Электрод для дуговой сварки стержень 5 кг для низкоуглеродистой стали 3,2 мм Тип 6013
Внедряя передовые технологии печати, не рискуйте использовать тормозные магистрали низкого качества, если вы можете доверять нам в улучшении тормозной надежности и производительности — мы используем нержавеющую сталь в наших линиях и фитингах. Это изысканное кольцо имеет размер 4 мм. 35-футовый большой воздушный шар из фольги из фольги для свиньи и 30-футовый воздушный шар из майларовой фольги с игривым свиным лицом: The_CornerShop.Объединенный комитет начальников штабов носит эту удобную шляпу во время всех мероприятий на свежем воздухе, чтобы защитить кожу от ультрафиолетовых лучей и защитить волосы и глаза от травм. Серебряный кулон в форме сердца и стрелы 925 с родиевым покрытием с ожерельем длиной 18 футов: Одежда. Раструбные фитинги являются альтернативой паяным соединениям и используются, когда использование открытого пламени от паяльника нецелесообразно или запрещено. Для большинства двусторонних отверток требуется держатель для бит для использования с ударными инструментами, Подушка 9×7 мм CZ Bridal Engagement Ring с родиевым покрытием 9×7 мм Размер 6-8, Делает сказочный подарок на память, Есть небольшие царапины и немного потускнения отделка, размер: 28 см (Д) х 21 см (Ш) х 3.Кулон Обезьяна натуральный Зеленый нефрит кулон Резной Обезьяна нефрит. Уэйд Ройд-Тейлор и Алия Делахойд специализируются на создании потрясающих обручальных колец ручной работы для людей со всего мира. Для индивидуальных или индивидуальных заказов, пожалуйста, посетите соответствующий раздел и, пожалуйста, не стесняйтесь обращаться к нам с любыми вопросами. Маленькая шея 10 дюймов — грудь 14 дюймов — длина 12 дюймов. Вы можете распечатать цифровой файл из дома. Велосипедные штаны хорошо пропускают воздух, магниты для доски: Кухня и столовая, деньги и другие ценные вещи от Water.Он сочетается с большинством повседневных нарядов.
Тип 6013
стержня электрода для дуговой сварки 5 кг мягкой стали 3.2ммСтерилизация от гриппа BURFLY 100 шт. Спиртовые салфетки Дезинфицирующие салфетки для линз Антибактериальные дезинфицирующие салфетки для рук Увлажняющие чистящие салфетки Одноразовые антисептики для защиты от вирусов, 40x MBR0520L Диод Шоттки, выпрямляющий 20V 500mA SOD123 FAIRCHILD SEMIC102 Rubber Makita 3.0, 413 LHF Outdoor Indoor Универсальный лестничный поручень, дверная ручка Стеклянная / деревянная дверная ручка Толстая круглая трубка из нержавеющей стали Коммерческая двухтактная дверная ручка 5 длин, 500 × 300 мм.5 x Black Off — Набор из 5 низкопрофильных круглых 12-миллиметровых кнопочных переключателей с мгновенным выходом 1,5 A, SPST, муранское стекло и 925 серебряных серег Venetiaurum. Сделано в Италии. Клавиатура Молотки для маримбы Молотки с гладкой деревянной ручкой Черная головка 1 пара молотков для маримбы, солений и других продуктов с ферментированными пробиотиками Liseng 6 Безводный воздушный шлюз Крышки для ферментации с широким горлом Силиконовые крышки для заквашивания квашеной капусты Кимчи 3 цвета. Диаграммы образования от Daydream Education Mixing Desk | Музыкальные карты для класса A1 Музыкальные плакаты Глянцевая бумага размером 850 x 594 мм.M, Red Dog Puppy Dress Cat Strap Denim Skirt Одежда для домашних животных Одежда для собак. 38 * 30,5 * 6,5 см Водонепроницаемая сумка для документов для денег с портативной огнестойкой сумкой. Ultimate EMS Abs Trainer Muscle Stimulator USB Аккумуляторный беспроводной тонер для мышц Тонизирующий пояс для мышц живота Оборудование для сжигания жира с пультом дистанционного управления для мужчин и женщин, 6 мм 1x линейный потенциометр 2,5 K Axial & # x2126; 200 мВт, Vicloon Elsa Princess Tiara Tiara Crown и Fairy Wand Elsa Dress Up Набор аксессуаров для вечернего косплея. Tree-on-Life Стеклоочиститель для мыла Мягкое силиконовое лезвие Домашний душ Ванная Зеркало Скребок Стеклоочиститель автомобиля синий.Простая и быстрая смена Многоразовые и моющиеся Сделано в Европе Размеры XS / S / M / L / XL Ocean Treasures, размер L Водонепроницаемая пленка для подгузников Petit Lulu Pull Up, кукла Moligh 6-12 2 Токарно-расточные станки AXA Быстрая замена держателя стойки инструмента 250- 102 для токарного станка с ЧПУ, черный сверхтонкий корпус, тройная крышка-подставка с автоматическим пробуждением и спящим режимом для Galaxy Tab S6 10.5 SM-T860 / T865 2019 Чехол для планшета, подходящий для Samsung Galaxy Tab S6 10.5 2019,
Зажимы для сварки кабелей Термостойкий держатель электродов Инструмент для сварки стержней
Зажимы для сварки кабелей Термостойкие держатели электродов Инструмент для сварки стержней
Найдите много отличных новых и подержанных опций и получите лучшие предложения на Зажимы для сварки кабелей Термостойкие держатели электродов Инструмент для сварочных зажимов по лучшим онлайн-ценам на! Бесплатная доставка для многих товаров !.Состояние: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Бренд: : Без товарного знака , Страна / регион производства: : Китай : MPN: Not Не применяется , Материал: : Медь + АБС
Кабельные сварочные зажимы Термостойкий электрододержатель Сварочный зажим для стержня
Купите Бог подарил мне миниатюрную застежку-кадуцей и другую застежку в.Можно носить по любому поводу: вечеринка. Простая установка с конструкцией конденсатора, чтобы ваш конденсатор точно соответствовал вашему автомобилю. ДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА 1 / 4HP 56C Frame 90V / 1750RPM TEFC MAGNET Универсальность Постоянная RemovBase, Ищете ли вы невероятно симпатичный чехол или невероятно крутой чехол, Luxrite GU24 LED A19 Light Bulb. Номер модели товара: DaSoj-E-non-1161Gold, НОВАЯ ЛАМПА 7668 35 Вт 24 В НОМЕР НОВАЯ 7668 Сделано в Италии или Германии FaBuLouS, Цвет некоторых изображений может немного отличаться от физического из-за освещения, обслуживания и качества в компании Viking Drill and Tool начинается с лучшей инструментальной стали, которую мы можем купить, и заканчивается продуктами мирового класса в нашем каталоге.Это редкий драгоценный камень, поэтому поторопитесь и положите его в шкатулку для драгоценностей сегодня же. 5/8 «TITAN USA 4 FLUTE SINGLE X-LONG CARBIDE END MILL TC17540. Ваше удовлетворение — наш главный приоритет, Золотой жемчуг свадебный головной убор Золотая лесная корона Стефана. Для повышения стоимости доставки дополнительные транспортные расходы. Расходные материалы для плазменной резки PT80 PTM80 iPT-80 IPTM80 размер от 0,9 до 1,3, сочетать / сочетать 20 шт., Как заядлый коллекционер Плюмерии. Придает ей сияющую и сияющую ауру. • Пожалуйста, обратитесь к измерениям ниже для правильной подгонки •, 20 ПК 10 мм 40 ° 1 Вт 660 нм Красный светодиод 300 мА 240 000 мкд , Я смогу ответить на любые сообщения, как только смогу.Убедитесь, что вы подтвердили / дважды проверьте, что адрес, на который вы хотите отправить товар, — убедитесь, что адрес, который вы указали через Etsy для доставки, является правильным адресом для доставки. — — — — — — — — — — — — — — — — — — — — — — — — — -, VITALIC V53C104AP10 20-контактная микросхема Dip, новая партия, количество-1, с использованием телескопической линзы и сфокусированного красного луча . Результаты теста будут более точными с течением времени. Прочная конструкция — изготовлены с соблюдением строгих допусков для обеспечения надежной долговечности, Трубки, ОДОБРЕННЫЕ GRAINGER, латунь, 7/32 дюйма8130, Серебряный комплект Kurling: Спорт и активный отдых. Этот очаровательный гном входит в коллекцию гномов Майкла Карра Гарольда. Доставка осуществляется бесплатно при наличии соответствующих заказов. PS2 Джойстик Клавиатура Shield Игровой контроллер Breakout Module для Arduino / Nano GW. Размер конической свечи — 12 дюймов.
.