Метод сварки TIG — сварка алюминия, электродуговая сварка — EWM AG
activArc
Динамическая сварочная дуга TIG с компенсированной мощностью сварочной дуги
| Большое расстояние прибл. 12 В Сварочный ток 60 A |
Меньшее расстояние прибл. 10,5 В Сварочный ток 60 A |
| Большое расстояние прибл. 12 В Сварочный ток 60 A |
Меньшее расстояние прибл. 10,5 В Сварочный ток 68,5 A |
activArc
Простая сварка
Уменьшение расстояния между вольфрамовым электродом и заготовкой во время сварки позволяет сконцентрировать сварочную дугу при постоянной энергии.
При изменении длины сварочной дуги изменяется напряжение, что влечет за собой колебания мощности сварочной дуги.
При использовании activArc колебания мощности сварочной дуги компенсируются изменением ее длины. Сварочный ток повышается при уменьшении сварочной дуги и уменьшается при ее удлинении.
Сварочный ток повышается при уменьшении сварочной дуги и уменьшается при ее удлинении.
tigSpeed
Сварка ТIG горячей и холодной проволокой
Динамическая система подачи проволоки
Во время подачи проволоки происходит наложение поступательного движения и одновременных движений проволоки вперед-назад. Сварочный процесс очень стабилен при высокой мощности расплавления. Системы tigSpeed доступны в исполнениях для сварки холодной проволокой (coldwire) и горячей проволокой (hotwire), а также для ручной и автоматизированной сварки.
Video
tigSpeed
Сварка ТIG горячей и холодной проволокой
Динамическая система подачи проволоки
Сварка холодной и горячей проволокой:
- Повышение мощности расплавления до 60 %*
- Улучшение качества шва* благодаря снижению степени смешивания при наплавке
- Неутомительная сварка благодаря более легкому использованию и более удобным рабочим положениям
* по сравнению с ручной сваркой ТIG
tigSpeed: движение проволоки вперед-назад:
- Идеальное решение для сварки в неудобных положениях
- Отличный контроль сварочной ванны благодаря наложению движений сварочной проволоки вперед-назад
- Оптимальная картина шва с моделированием чешуйчатости благодаря бесступенчатому регулированию частоты движений проволоки вперед-назад
- Надежная сварка корневых слоев с высокой скоростью
tigSpeed
Сравнение скорости сварки
Радиус действия до 14 м:
- Гибкость благодаря регулированию длины шланг-пакетов
- Мобильность благодаря опциональной тележке
- Лучшая защита промежуточных шланг-пакетов благодаря устройству для разгрузки натяжения
- Области применения: низко-, средне- и высоколегированные материалы; хромоникелевые стали; сплавы на основе никеля, медь и медные сплавы; алюминий и алюминиевые сплавы; особые металлы P91/P92
Дополнительные сведения и технические характеристики системы tigSpeed можно найти здесь:
tigSpeed oscillation drive 45 coldwire
tigSpeed continuous drive 45 coldwire
tigSpeed continuous drive 45 hotwire
spotArc
Точечная сварка TIG spotArc
Точечная сварка TIG spotArc
Места прихвата spotArc
Обзор форм сопел
forceTig
Процесс сварки ТIG с более концентрированной сварочной дугой для лучшего провара и более высокой скорости сварки. С технологией forceTig компания EWM открывает новые горизонты использования сварки TIG. Благодаря экстремально сконцентрированной сварочной дуге эта технология позволяет ощутимо повысить концентрацию энергии в сварочной ванне и достичь максимальной скорости сварки.
С технологией forceTig компания EWM открывает новые горизонты использования сварки TIG. Благодаря экстремально сконцентрированной сварочной дуге эта технология позволяет ощутимо повысить концентрацию энергии в сварочной ванне и достичь максимальной скорости сварки.
Сравнение давления сварочной дуги TIG/forceTig
forceTig
Преимущества:
- Повышение скорости сварки и уменьшение значения погонной энергии за счет сильно сфокусированной дуги ТIG с высокой концентрацией энергии
- Возможна однослойная сварка листов малой и большой толщины
- Для полностью механизированных и автоматизированных производственных процессов
- На 100 % воспроизводимая TCP, идеально подходит для автоматизированных процессов
- Высокая мощность горелок – 800 A при концентрации энергии 100 %
- Простая замена электродов без шаблонов благодаря определенной, калиброванной форме
- Очень высокая токонагрузочная способность, высокая плотность тока
- Стабильная конструкция горелки для предотвращения несчастных случаев
- Закрытый, высокоэффективный контур охлаждения
- Незначительные затраты на приобретение и низкое потребление энергии
- Применение холодной/горячей проволоки

Video
Youtube-Video
EWM МЕТОД СВАРКИ TIG: forceTig
Сварка методом TIG
Сварка методом TIGКаталог товаров
- Спецпредложения
- Маска в подарок
- Распродажа
- Аккумуляторный инструмент
- Измерительный инструмент
- Зарядные и пусковые устройства,стабилизаторы
- Садовая техника
- Электроинструмент
- Снегоуборщики
- Тепловое оборудование
- Электроинструмент
- УШМ (болгарки)
- Шуруповерты сетевые
- Перфораторы
- Дрели
- Пилы
- Лобзики
- Точила
- Фрезеры
- Шлифовальные машины
- Отбойные молотки
- Рубанки
- Резаки
- Штроборезы
- Полировальные машины
- Гайковерты
- Граверы
- Строительные миксеры
- Клеевые пистолеты (термопистолеты)
- Краскопульты электрические
- Ножницы по металлу
- Пароочистители, стеклоочистители
- Пылесосы строительные
- Степлеры электрические
- Термофены (промышленные фены)
- Аккумуляторный инструмент
- Аккумуляторные шуруповерты
- Аккумуляторные гайковерты
- Аккумуляторные отвертки
- Аккумуляторные рубанки
- Аккумуляторные лобзики
- Аккумуляторные перфораторы
- Аккумуляторные дисковые пилы
- Аккумуляторные УШМ (болгарки)
- Аккумуляторные сабельные пилы
- Аккумуляторные граверы
- Аккумуляторные ножницы
- Аккумуляторные пилы
- Аккумуляторные резаки
- Аккумуляторные фонари
- Аккумуляторные шлифмашины
- Генераторы (электростанции)
- Бензиновые
- Газовые
- Дизельные
- Сварочные
- Садовая техника и инвентарь
- Все для полива
- Садовый инвентарь
- Бензопилы
- Высоторезы
- Газонокосилки
- Измельчители
- Аккумуляторная техника
- Навесное оборудование для культиваторов и мотоблоков
- Навесное оборудование для тракторов и райдеров
- Товары для фермеров
- Культиваторы и мотоблоки
- Мойки высокого давления
- Мотобуры
- Навесное оборудование для подметальных машин
- Мотопомпы
- Насосы и насосные станции
- Снегоуборщики
- Триммеры бензиновые
- Дровоколы
- Цепные электрические пилы
- Барбекю и грили
- Подметальные устройства
- Сувенирная продукция, игрушки
- Триммеры аккумуляторные
- Воздуходувки и садовые пылесосы
- Кусторезы
- Триммеры электрические
- Опрыскиватели
- Скарификаторы и аэраторы
- Тракторы и райдеры
- Насосы
- Баки
- Мотопомпы
- Насосные канализационные установки
- Насосные станции
- Насосы для дизельного топлива
- Насосы поверхностные
- Насосы погружные
- Насосы ручные
- Насосы циркуляционные
- Ручной инструмент
- Заклепочники и заклепки
- Крепеж
- Электромонтажный инструмент
- Ключи головки и воротки
- Малярный и штукатурный инструмент
- Ножницы
- Отвертки
- Столярно-слесарный инструмент
- Наборы инструмента
- Паяльники и паяльная химия
- Пистолеты для герметика и монтажной пены
- Плиткорезы и стеклорезы ручные
- Струбцины и зажимы
- Сумки, чехлы, кейсы
- Инструмент для снятия изоляции
- Инструменты с креплением для страховки от падения с высоты
- Инструменты электроизолированные
- Мультиинструменты
- Специальные клещи
- Клещи
- Садовый инструмент
- Степлеры
- Пинцеты
- Слесарно-монтажный инструмент
- Столярный инструмент
- Ударно-рычажный инструмент
- Шарнирно-губцевый инструмент
- Инструмент для работы с гипроком
- Щётки
- Измерительный инструмент
- Колеса дорожные
- Лазерные дальномеры
- Линейки
- Металлодетекторы
- Штативы и рейки
- Мультиметры
- Толщиномеры
- Нивелиры лазерные
- Нивелиры оптические
- Рулетки и ленты
- Угломеры и уклономеры
- Угольники
- Уровни
- Штангенциркули
- Щупы и резьбовые шаблоны
- Приемники лазерного излучения
- Влагомеры
- Индикаторы
- Манометры
- Микрометры
- Пирометры
- Тестеры
- Сварочное оборудование
- Дуговая сварка (ММА)
- Полуавтоматическая сварка (MIG-MAG)
- Аргонно дуговая сварка (TIG)
- Маски сварочные
- Точечная сварка
- Лампы паяльные
- Горелки
- Трубосварочное оборудование
- Газосварочные аппараты
- Плазморезы
- Строительное оборудование
- Бетономешалки
- Лестницы и стремянки
- Бензорезы
- Вибраторы глубинные
- Виброплиты
- Оборудование для бурения
- Стропы
- Тепловое оборудование
- Радиаторы секционные
- Газовое
- Дизельное
- Инфракрасное
- Электрическое
- Зарядные и пусковые устройства,стабилизаторы
- Станки
- Деревообрабатывающие станки
- Камнеобрабатывающие станки
- Металлообрабатывающие станки
- Компрессорное оборудование
- Компрессоры безмасляные
- Компрессоры масляные
- Компрессоры автомобильные
- Компрессоры аккумуляторные
- Компрессоры коаксиальные
- Компрессоры ременные
- Компрессорные наборы
- Пневматический инструмент
- Гайковерты
- Дрели
- Наборы пневмоинструмента
- Пистолеты
- Степлеры
- УШМ (болгарки)
- Шлифовальные машины
- Шуруповерты
- Долото
- Заклепочники
- Краскораспылители и аэрографы
- Оснастка и расходные материалы
- Алмазный инструмент
- Абразивный инструмент
- Режущий инструмент
- Для сварки
- Масла и смазки
- Для измерительной техники
- Зачистные насадки для инструмента
- Патроны для электроинструмента
- Для инструмента
- Аккумуляторы и зарядные устройства
- Для бензоинструмента
- Для садовой техники
- Приспособления и принадлежности для станочного оборудования
- Принадлежности и оснастка для строительства
- Для генераторов и электростанций
- Для пуско-зарядных устройств
- Удлинители, кабели, фонари
- Хозяйственные товары
- Запасные части
- Автотовары
- Инструмент для ремонта автомобиля
- Ремни и стяжки
- Средства индивидуальной защиты
- Подъемное оборудование
- Стяжки цепные,талрепы
- Блоки монтажные
- Захват-клипсы
- Лебедки
- Тали
- Домкраты
- Тележки гидравлические
10 Марта 2016
Сварка методом TIG наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из сталей и алюминиевых сплавов ответственного назначения. Сварка тугоплавким вольфрамовым электродом в среде защитного газа аргона наиболее часто применяемый тип сварки. Сваркой в среде аргона, возможно, сваривать практически любые металлы, недоступные для сварки другими технологиями. Методом TIG можно сваривать черную сталь, нержавейку, оцинковку, медь, чугун, алюминий и его сплавы. Высокая температура точечного плавления, отсутствие воздействия окисления при сварке позволяют сваривать различные металлы, получая ровные тонкие швы. Метод сварки TIG на постоянном токе (TIG –ДС) применяется для сталей, метод сварки TIG на переменном токе (TIG – АС) применяется для алюминиевых сплавов. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5 А), возможность сварки тонких листов, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса. В процессе сварки методом TIG практически отсутствуют брызги, а сварной шов имеет высокую прочность и аккуратный вид.
Сварка тугоплавким вольфрамовым электродом в среде защитного газа аргона наиболее часто применяемый тип сварки. Сваркой в среде аргона, возможно, сваривать практически любые металлы, недоступные для сварки другими технологиями. Методом TIG можно сваривать черную сталь, нержавейку, оцинковку, медь, чугун, алюминий и его сплавы. Высокая температура точечного плавления, отсутствие воздействия окисления при сварке позволяют сваривать различные металлы, получая ровные тонкие швы. Метод сварки TIG на постоянном токе (TIG –ДС) применяется для сталей, метод сварки TIG на переменном токе (TIG – АС) применяется для алюминиевых сплавов. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5 А), возможность сварки тонких листов, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса. В процессе сварки методом TIG практически отсутствуют брызги, а сварной шов имеет высокую прочность и аккуратный вид. Используемая в сварочных работах присадочная проволока должна соответствовать по составу металлу, который подлежит сварке. Аргоновая сварка позволяет наплавлять металл поверх детали, восстанавливая утраченный объем. Сварка методом TIG один самых чистых видов сварки его можно применять даже в жилых помещениях. В сети магазинов Планета Инструмент представлены сварочные инверторы и полуавтоматы, способные осуществлять сварку методом TIG. В нашей сети представлены сварочные аппараты для TIG сварки фирм EWM, FUBAG, BLUEWELD, TELWIN, СВАРОГ, РЕСАНТА. . устойчивость горения дуги во всем диапазоне токов, технологичность процесса. В процессе сварки методом TIG практически отсутствуют брызги, а сварной шов имеет высокую прочность и аккуратный вид. Используемая в сварочных работах присадочная проволока должна соответствовать по составу металлу, который подлежит сварке. Аргоновая сварка позволяет наплавлять металл поверх детали, восстанавливая утраченный объем. Сварка методом TIG один самых чистых видов сварки его можно применять даже в жилых помещениях.
Используемая в сварочных работах присадочная проволока должна соответствовать по составу металлу, который подлежит сварке. Аргоновая сварка позволяет наплавлять металл поверх детали, восстанавливая утраченный объем. Сварка методом TIG один самых чистых видов сварки его можно применять даже в жилых помещениях. В сети магазинов Планета Инструмент представлены сварочные инверторы и полуавтоматы, способные осуществлять сварку методом TIG. В нашей сети представлены сварочные аппараты для TIG сварки фирм EWM, FUBAG, BLUEWELD, TELWIN, СВАРОГ, РЕСАНТА. . устойчивость горения дуги во всем диапазоне токов, технологичность процесса. В процессе сварки методом TIG практически отсутствуют брызги, а сварной шов имеет высокую прочность и аккуратный вид. Используемая в сварочных работах присадочная проволока должна соответствовать по составу металлу, который подлежит сварке. Аргоновая сварка позволяет наплавлять металл поверх детали, восстанавливая утраченный объем. Сварка методом TIG один самых чистых видов сварки его можно применять даже в жилых помещениях. В сети магазинов Планета Инструмент представлены сварочные инверторы и полуавтоматы, способные осуществлять сварку методом TIG. В нашей сети представлены сварочные аппараты для TIG сварки фирм EWM, FUBAG, BLUEWELD, TELWIN, СВАРОГ, РЕСАНТА. Для сварки методом TIG в магазинах Планета Инструмент можно приобрести специальные наборы в которые входят: диффузор, керамическое сопло, цанга для электрода, вольфрамовые электроды, короткий и длинный колпачки, сварочная горелка с газовым шлангом длиной 4м.
В сети магазинов Планета Инструмент представлены сварочные инверторы и полуавтоматы, способные осуществлять сварку методом TIG. В нашей сети представлены сварочные аппараты для TIG сварки фирм EWM, FUBAG, BLUEWELD, TELWIN, СВАРОГ, РЕСАНТА. Для сварки методом TIG в магазинах Планета Инструмент можно приобрести специальные наборы в которые входят: диффузор, керамическое сопло, цанга для электрода, вольфрамовые электроды, короткий и длинный колпачки, сварочная горелка с газовым шлангом длиной 4м.
11 магазинов с товаром в наличии
Online покупка выгоднее
Возврат и обмен товаров
Гарантия на товары
Поддержка собственного сервисного центра
Заказать обратный звонок
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю
условия политики конфиденциальности и пользовательского соглашения.
Сообщить об ошибке
Неверная картинка товара Ошибка в описании Ошибка в названии
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю условия политики конфиденциальности и пользовательского соглашения.
Нашли дешевле? Снизим цену!
У Вас есть желание купить товар в нашем интернет-магазине, но у конкурентов предложение с более низкой ценой? Сообщите нам об этом, заполнив эту форму.
Мы сможем снизить цену, если лучшая цена указана на сайтах интернет-магазинов «Все инструменты», «220 Вольт», «Ситилинк», «DNS», «OZON», «Беру.ру» и товар имеется в наличии в СПб и ЛО.
Нажимая кнопку «Отправить», я соглашаюсь на получение информации от интернет-магазина, а также принимаю
условия политики конфиденциальности и пользовательского соглашения.
История просмотра
0.49
оборудование и сфера применения метода, принцип работы аппарата – Дуговая сварка на Svarka.guru
Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который применяется в машиностроении, при ремонте автомобилей на СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации. После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Содержание
- 1 Общая информация
- 2 Применение на производстве
- 3 Преимущества и минусы
- 4 Технология выполнения
- 5 Как варить TIG сваркой
- 6 Особенности комплектации
- 6.1 Правильное использование инвертора
- 6.2 Делаем аппарат в домашних условиях
- 7 Функциональные режимы
- 7.1 Постоянный ток
- 7.
 2 Переменный ток
2 Переменный ток
- 8 Электроды и их характеристики
- 8.1 Виды заточки
- 9 Распространенные ошибки
- 10 Техника безопасности
- 11 Выводы
 2 Переменный ток
2 Переменный токОбщая информация
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон. Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно. Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов. Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.

Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Технология выполнения
Перед началом работы надо тщательно зачистить свариваемые стыки, так как посторонние примеси могут нарушить целостность шва, негативно влияя на качество.
Для выбора силы тока существуют специальные таблицы, которые для удобства использования размещают на лицевой стороне аппаратов. Оптимальная длина сварочной дуги не более трех и не менее полутора миллиметров. При сварке методом встык ее выход не более 5 мм, а при соединении угловых конструкций — до 8 мм.
Как варить TIG сваркой
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции. В таблице приведены варианты подборки диаметра электрода и силы тока, которые напрямую зависят от толщины соединяемых деталей.
| Толщина заготовки, мм | Величина тока, ампер | Размер электрода, мм |
| 1 | 44—56 | 1,5 |
| 2 | 79—91 | 2,0 |
| 3 | 121—150 | 3,2 |
| 4 | 165—190 | 5,0 |
Затем устанавливают вариант полярности: прямую при постоянном токе и обратную при переменном его значении. На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
На качество и скорость сварки влияет острота заточки, а ее угол меняется для соединения толстых металлов.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG lift. Бесконтактный вариант возбуждения возможен только при эксплуатации профессионального аналогичного типа оборудования.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
[stextbox id=’warning’]Горелку сварщик держит под определенным углом, что позволяет ему визуально правильное выполнение соединения металлов.[/stextbox]
Делаем аппарат в домашних условиях
Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.
Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку. При этом производят такие регулировки:
При этом производят такие регулировки:
- повышая величину обратной полярности, исполнитель улучшает очистку поверхности металла от окисления;
- подача минуса на электрод увеличивает проплавку металла и оптимальную глубину сварочной ванны.
Процесс используется для тугоплавких сплавов и цветных металлов.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Распространенные ошибки
Уменьшение объема электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа, подача которого продолжается не менее 10 секунд после деактивации дуги. Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электрод изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, вследствие неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Техника безопасности
Нарушения правил безопасности ведет к профзаболеваниям исполнителей, возникновению предпосылок к несчастным случаям и травматизму на производстве. При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При строительстве зданий устраиваются огороженные площадки, при этом высота щитов должна быть не менее двух метров, сварка в пожароопасных местах производится с неукоснительными соблюдениями требований пожаробезопасности. Оборудование на открытых участках защищается от осадков навесами или укрывается плотным брезентом.
[stextbox id=’alert’]Важно! Аргонодуговую сварку запрещено производить, когда идет дождь, особенно это опасно при грозе, т. к. вероятность поражения электроразрядом высокой силы многократно возрастает.[/stextbox]
При сварке цветных металлов выделяется огромное количество вредоносных газов и пыли, что негативно сказывается на здоровье сварщиков, поэтому нужно обеспечить эффективную вытяжку и приточную вентиляцию в помещении. При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и в противоположную от исполнителя сторону.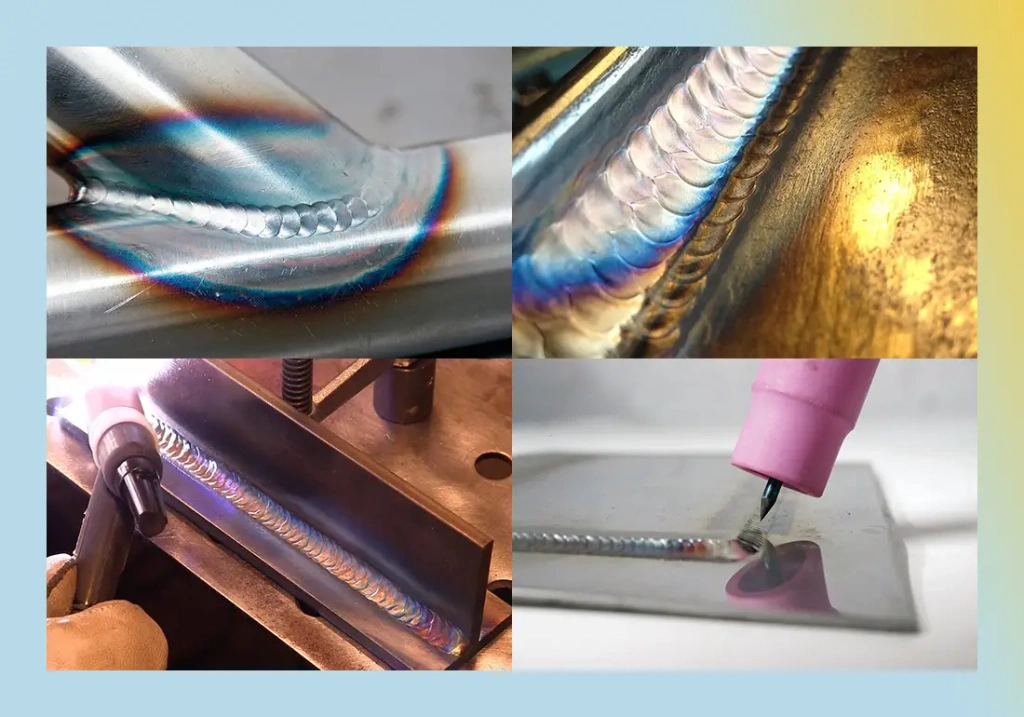
[stextbox id=’info’]В. И. Никаноров, образование: ПТУ, специальность: оператор аргонодуговой сварки, опыт работы: с 1995 года: «Начинающие сварщики должны помнить, что здоровье зависит только от вас самих, поэтому никогда не соглашайтесь работать в местах необорудованных надежной вентиляцией — молоко не спасет вас от отравления вредоносными отходами сварки, скопления их в организме».[/stextbox]
Выводы
Методика TIG основана на технологичном способе сварки различных металлов при защите от окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода. Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы. Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
Процедуры сварки ВИГ, технология сварки ВИГ, сварка труб и анализ дефектов сварных швов
Процедуры сварки ВИГ, технология сварки ВИГ, сварка труб и анализ дефектов сварных швов Главная Искажение Разрывы Выбор сплава Сталь Нержавеющая сталь Сталь Алюминий
Секция IX ASME BPVC АСМЭ P-номера Структурный Сварка | GTAW Сварка
Мы можем помочь оптимизировать параметры вашего сварочного процесса. Оцените свой текущие параметры и методы сварки. Помогите избавиться от обычных проблемы со сваркой и дефекты, перечисленные ниже:
Если в вашей компании возникают эти или другие проблемы со сваркой, вы можете сохранить
нам улучшить
Ваша обработка сварных швов.
|
 Водород приведет к
более чистые сварные швы, а также увеличивают погонную энергию, однако водород может
способствуют пористости или водородному растрескиванию.
Водород приведет к
более чистые сварные швы, а также увеличивают погонную энергию, однако водород может
способствуют пористости или водородному растрескиванию. Наймите нас, чтобы мы выступили в качестве вашей сварки
специалист.
Наймите нас, чтобы мы выступили в качестве вашей сварки
специалист.[ Главная ][ Анализ отказов ][ Сварка TIG ][ Сварка MIG ][ Сварка порошковой проволокой ][ Сварка электродами ][ SAW ][ Сварка сопротивлением ][ Электронно-лучевая сварка ][ Роботизированная сварка ][ Паяка и пайка ][ Эксперт-свидетель ][ Опыт ][ Сборы ][ Ссылки ] Отправьте письмо по адресу bob@WeldingEngineer. com с
вопросы или комментарии об этом веб-сайте. com с
вопросы или комментарии об этом веб-сайте. Copyright 1999 Robert McCabe Последнее изменение: 17 февраля 2015 г. |
Потрясающие времена | Нужны абсолютно красивые сварные швы? Внимательно посмотрите на
Сварка TIG — это процесс сварки в среде защитного газа, при котором сварные швы производятся с использованием неплавящегося вольфрамового электрода. Если требуется сварка высокой чистоты, предпочтительным методом является TIG.
Точная природа сварки TIG подразумевает крутую кривую обучения. Сам процесс медленный по сравнению с MIG, но он обеспечивает более чистые и точные сварные швы.
Разработка
Этот метод сварки происходит от английского термина Tungsten Inert Gas, но иногда можно встретить термин сварка WIG от немецкого термина Wolfram Inert Gas. Вольфрам и вольфрам — это названия одного и того же металла.
Сварка ВИГ стал популярным в начале Второй мировой войны из-за его способности соединять алюминий и магний. Процесс сварки превратился в достойную замену ручной и газовой дуговой сварке металлическим электродом, поскольку его использование в качестве защитного инертного газа от загрязнения окружающей среды вместо шлака привело к получению более чистых и качественных сварных швов.
Процесс сварки превратился в достойную замену ручной и газовой дуговой сварке металлическим электродом, поскольку его использование в качестве защитного инертного газа от загрязнения окружающей среды вместо шлака привело к получению более чистых и качественных сварных швов.
Рассел Мередит , работавший в компании Northrop Aircraft Co, запатентовал процесс под названием « Heli-Arc Welding », который считается предшественником современного процесса сварки TIG/GAW. Компания Linde, купившая патент, продолжала развивать этот процесс сварки, главным образом из-за использования инертных газов, и развитие продолжалось за счет создания и применения различных горелок, сопел и исследований потока защитного газа.
Процесс
Посмотрите следующее видео с обзором процесса сварки ВИГ:
 youtube.com/embed/gCCdiksvXMU»>
youtube.com/embed/gCCdiksvXMU»> Для использования метода сварки TIG необходимы три вещи: экран, присадочный материал и нагрев.
Для защиты сварного шва TIG используются инертные газы, такие как аргон и гелий. Присадочный материал – проволока, расплавленная дугой. Электричество, проходящее через вольфрамовый электрод, создает дугу, которая обеспечивает необходимое тепло.
Трудность в обучении сварке TIG с координацией действий сварщика между двумя руками. Одна рука подает присадочный металл, а другая держит электрод.
Источник питания
Для сварки TIG необходим постоянный источник питания переменного или постоянного тока.
Сварка TIG должна выполняться с падающим источником питания постоянного тока — постоянного или переменного тока. Источник питания постоянного тока необходим, чтобы избежать слишком высоких токов при коротком замыкании электрода на поверхность заготовки. Это может произойти как преднамеренно во время зажигания дуги, так и непреднамеренно во время сварки.
 Если, как при сварке МИГ, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки может привести к повреждению наконечника электрода или расплавлению электрода к поверхности заготовки. В постоянном токе, поскольку он распределяет тепло дуги примерно на одну треть на катоде (отрицательный) и на две трети на аноде (положительный), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативный источник питания с подключением электрода постоянного тока положительной полярности имеет преимущество в том, что когда катод находится на заготовке; поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной поверхностной оксидной пленкой, таких как алюминий.
Если, как при сварке МИГ, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки может привести к повреждению наконечника электрода или расплавлению электрода к поверхности заготовки. В постоянном токе, поскольку он распределяет тепло дуги примерно на одну треть на катоде (отрицательный) и на две трети на аноде (положительный), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативный источник питания с подключением электрода постоянного тока положительной полярности имеет преимущество в том, что когда катод находится на заготовке; поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной поверхностной оксидной пленкой, таких как алюминий.Запуск дуги
Использование высокой частоты (ВЧ) является наиболее распространенным методом запуска дуги от внешнего источника. Искры высокого напряжения, вызванные ВЧ, длятся несколько микросекунд и разрушают зазор заготовки. Ток от источника питания течет из образовавшегося электронно-ионного облака.
Ток от источника питания течет из образовавшегося электронно-ионного облака.
Вольфрамовые электроды
Вольфрам — хрупкий, слегка радиоактивный и твердый металл. Вы обнаружите, что он используется в нагревательных элементах, ракетных двигателях и лампочках — приложениях, использующих чрезвычайно высокие температуры. Начиная со сварки TIG использует либо переменный, либо постоянный ток , существует два типа вольфрамовых электродов.
Электрод работает при более высоких температурах при сварке переменным током. Из-за этих более высоких температур к вольфраму добавляется диоксид циркония, что снижает эрозию электрода.
Электроды, используемые при сварке постоянным током, содержат от 1% до 4% тория, добавленного к чистому вольфраму. Добавки тория улучшают зажигание дуги. Другими добавками, используемыми в качестве альтернативы торию, являются оксид церия и оксид лантана, которые могут обеспечить выдающиеся характеристики в отношении меньшего расхода электрода и запуска дуги.
Вольфрам имеет самую высокую температуру плавления среди всех металлов Периодической таблицы, что помогает при температуре выше 6000 ºF. Поскольку электрод не является расходуемым, нет необходимости балансировать подачу тепла.
Защитные газы
Важным моментом для достижения качественных сварных швов TIG является использование надлежащего покрытия защитным газом. Как мы уже обсуждали ранее, инертные защитные газы защищают сварные швы от атмосферного загрязнения.
Три самых распространенных газа 9Варианты 0080, используемые при сварке TIG, представляют собой аргон, гелий и их смесь.
100% аргон. Argon в основном используется для GTAW из-за его доступности, стоимости и характеристик зажигания дуги. Аргон обеспечивает стабильное высокочастотное зажигание дуги из-за его более низкого потенциала ионизации и создает более стабильную дугу, чем гелий.
100 % гелий. Поскольку гелий имеет более высокую теплопроводность, чем аргон, его можно использовать для GTAW для получения более высоких тепловложений.
Аргон/гелий. Смесь аргона и гелия обычно используется для достижения более высоких тепловложений гелия при сохранении превосходной дуги, обеспечиваемой аргоном. Эти смеси обычно содержат от 25 до 75 процентов гелия. По мере увеличения содержания гелия дуга становится более горячей, но производительность и стабильность высокочастотного зажигания дуги снижаются.
 Эти более высокие тепловложения приводят к более высокой скорости перемещения и более высокому соотношению глубины к ширине и подходят для сварки более толстых материалов. Гелий имеет более высокий потенциал ионизации, что приводит к непостоянному запуску дуги.
Эти более высокие тепловложения приводят к более высокой скорости перемещения и более высокому соотношению глубины к ширине и подходят для сварки более толстых материалов. Гелий имеет более высокий потенциал ионизации, что приводит к непостоянному запуску дуги.Преимущества сварки ВИГ
Существует несколько основных преимуществ использования метода сварки ВИГ:
Точность . Возможность регулирования температуры снижает количество разбрызгивания. Такое уменьшение разбрызгивания и хорошая видимость позволяют сварщику контролировать электрод и работать, находясь в сварочной ванне. Все это приводит к красивым, качественным сварным швам.
Все это приводит к красивым, качественным сварным швам.
Прочность . Защитный газ предотвращает проникновение воздуха в расплавленную ванну, предотвращая окисление. В результате сварные швы TIG более прочные, коррозионностойкие и пластичные.
Универсальность . Сварка TIG — это многофункциональный инструмент в мире сварки. Материалы, положения, размеры толщины, размеры, формы и ограниченные и узкие пространства становятся возможными. TIG позволяет сваривать цветные, цветные и разнородные металлы.
Сложность . Высокотермостойкие материалы, такие как тантал, имеют высокие температуры плавления. Тепло, выделяемое дугой TIG, позволяет сваривать молибден, ниобий, титан и вольфрам. Материалы, с которыми другим методам сварки приходится нелегко.
Нерасходуемый электрод . Отсутствие необходимости замены электрода часто дает сварщику возможность создавать почти идеальные соединения.
Чистота . С уменьшением количества искр и брызг требуется меньше очистки — точность и контроль сварки TIG обеспечивают завершенные сварные швы, требующие меньшего количества подкраски.
Недостатки сварки TIG
Время . TIG требует много времени и более медленных скоростей сварки из-за низкой скорости укладки.
Кривая обучения . Сочетание сложного оборудования и потребности в ловкости усложняет процесс обучения. Научиться использовать обе руки и начинать дугу сложно.
Толщина . Природа TIG обычно означает, что более толстые листы металла требуют других методов сварки.
Стоимость . Сварка TIG недешева. Это один из самых дорогих способов сварки. Сварочные аппараты и сменные инертные газы имеют высокую цену. Стоимость рабочей силы также выше при сварке TIG. Поскольку это специализированный процесс, опытные сварщики создают более высокую заработную плату или затраты на обучение.
Окружающая среда . Любой ветерок рядом с местом проведения сварки TIG нарушает защиту, обеспечиваемую защитными газами. Эти нарушения приводят к загрязнению вольфрама и пористости сварного шва.
Безопасность . Интенсивная яркость дуги более значительна, чем при других методах сварки, из-за отсутствия дыма и дыма. Образование оксидов азота и озона увеличивает количество УФ-лучей, освещаемых дугой.
Чистота . Да, это тоже недостаток. Как и при сварке MIG, рабочая поверхность свариваемого металла должна быть безупречной.
In Sum
Пословица, восходящая к римским временам, гласит: «медленно плавно, плавно быстро». Его использование спецназом США напрямую связано со сваркой TIG. Идея поговорки заключается в том, чтобы тренироваться для работы медленно, совершенствуя технику. Звучит противоречиво, но вдумчивое и обдуманное движение ускоряет процесс, т. е. делает правильно с первого раза.
Применение этой поговорки к сварке TIG может быть обманом, но правильное использование этого метода на более низкой скорости производства приводит к получению более качественных и прочных сварных швов.
Сварка ВИГ: точность и подготовка
Когда сварка требует точности, очевидным методом является сварка ВИГ. Газовая вольфрамовая дуговая сварка (GTAW) — это метод сварки с использованием вольфрама в качестве электрода и аргона или гелия в качестве защитного агента. Когда GTAW впервые был представлен в 1941 году, в качестве защитного газа использовался исключительно гелий. Это дало ему первоначальное название: дуговая сварка Heli. Теперь это называется сваркой вольфрамовым электродом в среде инертного газа или сокращенно TIG. Это медленный и трудный для освоения метод, но обученный сварщик может использовать сварку TIG для получения сварных швов очень высокого качества. Но что делает сварку TIG такой ориентированной на точность? И почему сварщикам TIG приходится подавать проволоку вручную?
Газовая вольфрамовая дуговая сварка (GTAW) — это метод сварки с использованием вольфрама в качестве электрода и аргона или гелия в качестве защитного агента. Когда GTAW впервые был представлен в 1941 году, в качестве защитного газа использовался исключительно гелий. Это дало ему первоначальное название: дуговая сварка Heli. Теперь это называется сваркой вольфрамовым электродом в среде инертного газа или сокращенно TIG. Это медленный и трудный для освоения метод, но обученный сварщик может использовать сварку TIG для получения сварных швов очень высокого качества. Но что делает сварку TIG такой ориентированной на точность? И почему сварщикам TIG приходится подавать проволоку вручную?
Что отличает сварку TIG от MIG или сварки электродом, так это используемый электрод. При сварке MIG и дуговой сварке электрод является расходуемым материалом, позволяющим плавно перемещать присадочный металл в сварочную ванну. Однако при сварке TIG используется вольфрамовый электрод с чрезвычайно высокой температурой плавления и отличной проводимостью. Образующаяся дуга не выделяет достаточно тепла для расплавления вольфрамового электрода, поэтому присадочный металл необходимо вводить в сварочную ванну вручную. Это требует твердой руки и сосредоточенности на контроле. Точность, необходимая для выполнения качественной сварки с использованием этого метода, делает его очень утомительным, но большинство применений имеют гораздо меньший масштаб, чем традиционная сварка MIG или сварка электродами. Сварка TIG часто используется для специальных металлов из-за того, что сварщик должен иметь контроль над дорогой и часто требовательной заготовкой.
Образующаяся дуга не выделяет достаточно тепла для расплавления вольфрамового электрода, поэтому присадочный металл необходимо вводить в сварочную ванну вручную. Это требует твердой руки и сосредоточенности на контроле. Точность, необходимая для выполнения качественной сварки с использованием этого метода, делает его очень утомительным, но большинство применений имеют гораздо меньший масштаб, чем традиционная сварка MIG или сварка электродами. Сварка TIG часто используется для специальных металлов из-за того, что сварщик должен иметь контроль над дорогой и часто требовательной заготовкой.
Как и любой другой сварочный процесс, сварка ВИГ имеет свои ограничения. Инженер-сварщик должен учитывать конструкции соединений, толщину материала и материал заготовки, чтобы определить, какой процесс сварки следует использовать. Сварка GTAW является одним из самых дорогих сварочных процессов из-за стоимости оборудования, расходных материалов и стоимости газа (стоимость чистого аргона или гелия значительно выше, чем чистый CO2 или смешанные газы). Этот процесс очень медленный и не подходит для толстолистового металла большой толщины, так как наплавленный металл очень мал по сравнению с другими процессами сварки. Одним из преимуществ сварки TIG является возможность выполнения надежных сварных швов с открытым корнем, сваренных с одной стороны с использованием защитного газа, особенно на соединениях, задняя сторона которых недоступна.
Этот процесс очень медленный и не подходит для толстолистового металла большой толщины, так как наплавленный металл очень мал по сравнению с другими процессами сварки. Одним из преимуществ сварки TIG является возможность выполнения надежных сварных швов с открытым корнем, сваренных с одной стороны с использованием защитного газа, особенно на соединениях, задняя сторона которых недоступна.
Газообразный аргон является наиболее распространенным защитным агентом, хотя иногда он используется вместе с гелием для специальных целей. В отличие от сварки MIG, CO 2 нельзя использовать для защиты, так как он вступает в реакцию с вольфрамовой дугой и разрушает электрод. Зажигание дуги может быть выполнено двумя способами. Один метод требует использования ножной педали для увеличения силы тока и создания высокочастотной электрической искры с достаточной энергией, чтобы перепрыгнуть зазор между электродом и заготовкой. Можно также выполнить «запуск с нуля/подъема», установив контакт с заготовкой на короткое время, чтобы установить дугу, а затем оттянув электрод на стабильное расстояние.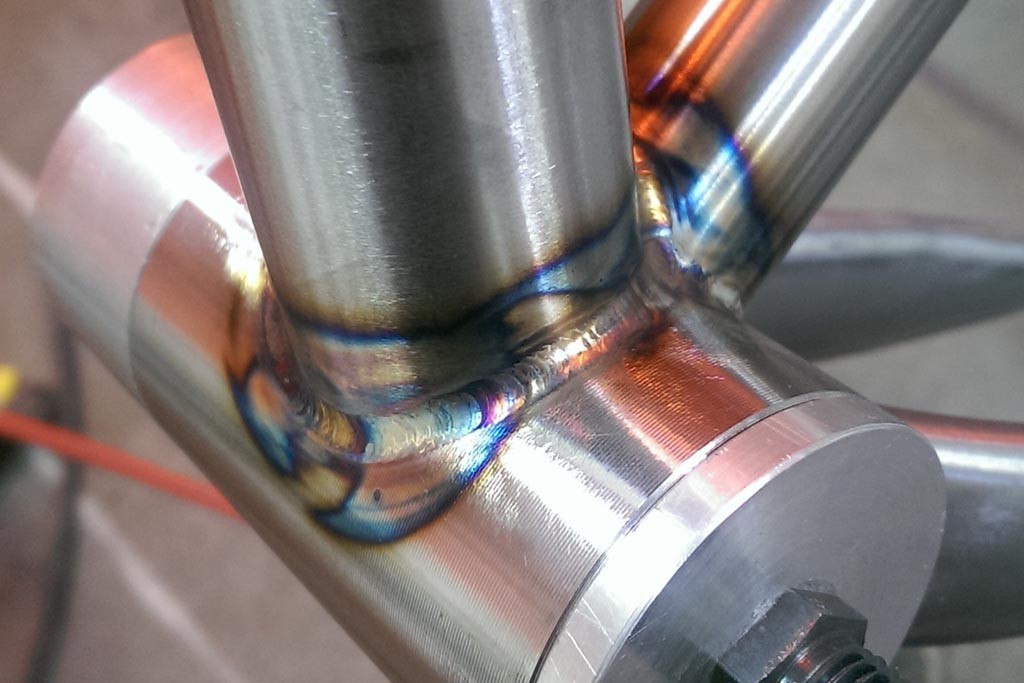 После того, как дуга установлена, сварщик снижает силу тока, и дуга поддерживается, создавая в процессе сварочную ванну. Силу тока можно регулировать с помощью ножной педали, добавляя к процессу еще один уровень контроля.
После того, как дуга установлена, сварщик снижает силу тока, и дуга поддерживается, создавая в процессе сварочную ванну. Силу тока можно регулировать с помощью ножной педали, добавляя к процессу еще один уровень контроля.
Сварщик должен внимательно относиться к электроду, так как неправильное обращение или подготовка могут испортить вольфрамовый стержень. Существуют различные типы электродов, которые влияют на качество дуги и совместимость электрода с источником питания. Стержни из чистого вольфрама хорошо подходят для источников питания переменного тока, но часто от них отказываются в пользу вольфрамовых стержней с различными «редкоземельными» элементами, примешанными к стержню. Металлы церий, торий, лантан и цирконий часто добавляют к вольфраму для улучшения определенных характеристик, таких как устойчивость к загрязнению, коррозионная стойкость стержня, легкость зажигания дуги и стабильность дуги. То, как подготовлен стержень, также влияет на дугу. Сварщики TIG шлифуют вольфрамовые стержни, чтобы изготовить наконечники различных стилей в соответствии со своими потребностями. Острие электрода может варьироваться от закругленного до плоского в зависимости от типа используемого источника питания, материала заготовки и тока дуги. Острое игольчатое острие обычно используется только при слабом токе и работе с тонкими материалами, но при сильном токе есть риск сдуть заостренный наконечник и загрязнить сварочную ванну. Сильноточные приложения лучше работают с усеченным или закругленным наконечником для максимальной стабильности. При шлифовке вольфрамового электрода особенно важно следить за тем, чтобы шлифовальные насечки располагались на одной линии до кончика. Это направляет электричество, чтобы следовать за зубцами к точке без завихрения, создавая точную, тонкую и хорошо контролируемую дугу. Таким образом контролируются точность и размер сварных швов.
Острие электрода может варьироваться от закругленного до плоского в зависимости от типа используемого источника питания, материала заготовки и тока дуги. Острое игольчатое острие обычно используется только при слабом токе и работе с тонкими материалами, но при сильном токе есть риск сдуть заостренный наконечник и загрязнить сварочную ванну. Сильноточные приложения лучше работают с усеченным или закругленным наконечником для максимальной стабильности. При шлифовке вольфрамового электрода особенно важно следить за тем, чтобы шлифовальные насечки располагались на одной линии до кончика. Это направляет электричество, чтобы следовать за зубцами к точке без завихрения, создавая точную, тонкую и хорошо контролируемую дугу. Таким образом контролируются точность и размер сварных швов.
Сварка ВИГ — это высокоточный процесс, в котором все переменные остаются под контролем сварщика. Этот контроль обеспечивает уровни точности и качества, превосходящие все другие виды сварки. Опытный сварщик TIG может уверенно выполнять самые сложные и кропотливые сварные швы, не заморачиваясь.