Аргонная сварка нержавеющей стали (нержавейки) методом TIG
0
На сумму: 0 р.
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
- Что представляет собой метод сварки нержавейки аргоном (TIG)
- Где чаще всего применяется аргонная сварка нержавейки
- Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
- Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
- Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
- Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
- Особенности процесса сварки
- Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.


К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому. Толщина прутка должна соответствовать толщине заготовки.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.Таблица 1
|
Толщина металла, мм |
Диаметр электрода, мм |
|
0,5 |
1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
- Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
 Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.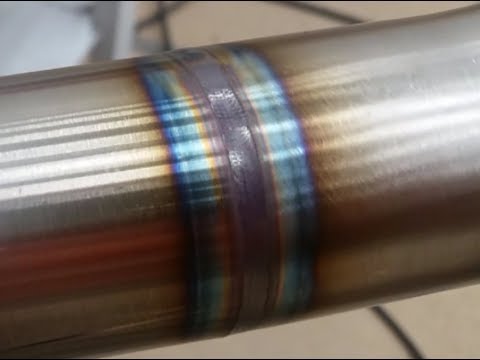
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Спасибо за подписку!
Технология сварка нержавейки аргоном
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.
То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.
Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями.
- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.
 Поэтому приваренные заготовки надо быстро охлаждать.
Поэтому приваренные заготовки надо быстро охлаждать.Содержание страницы
- 1 Оборудование и расходные материалы
- 2 TIG сварка нержавейки
- 3 Технология сварки
- 4 Сварка труб из нержавеющей стали
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном (TIG) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
 Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.

И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
| Толщина соединяемых заготовок, мм | Вид тока | Сила тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочной проволоки, мм | Скорость сварочного процесса, см/мин |
| 1 | Постоянный – полярность прямая | 30-60 | 1 | 2 | 12-28 |
| 1 | Переменный | 35-75 | 1 | 2 | 15-33 |
| 1,5 | Постоянный – полярность прямая | 40-75 | 1,6 | 2 | 9-19 |
| 1,5 | Переменный | 45-85 | 1,6 | 2 | 14-22 |
| 4 | Постоянный – полярность прямая | 85-130 | 2,5 | 4 |
Обязательно ознакомьтесь с обучающим видео, расположенным на этой странице сайта. Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Нержавейка 0.5 мм — Аргонодуговая сварка — TIG
#1 Evangelie
Отправлено 21 July 2011 19:29
День добрый тут новое производство открыть хотят и дали задание узнать как можно больше а я то че 3и разряд и тот в дуговой сварке))
В общем кто сможет помогите.
Варить будут нержавейка листы для вентиляции от 0.5мм до 1.3 мм.
скажите какой процесс нужно будет организовать для реализации задачи:
Подготовка, очистка, шлифовка, обезжиривание…
Какой аппарат купить под данную задачу порекомендуете…
Дисграфия (дис – расстройство, графо – писать) – частичное нарушение письма.
- Наверх
- Вставить ник
#2 Evgen
Отправлено 21 July 2011 21:03
Какой аппарат купить под данную задачу порекомендуете..
С импульсным режимом как минимум, если это уж будет ТИГ. Можно с технологией типа микростарта Тут еще зависит от размера кармана, возможных перспектив и более определенного круга задач
какой процесс нужно будет организовать для реализации задачи:
Если интересно мое мнение, такое производство не зная техпроцесса и какое нужно оборудование как-то начинать не очень правильно. Найдите хоть на первое время технолога что-ли.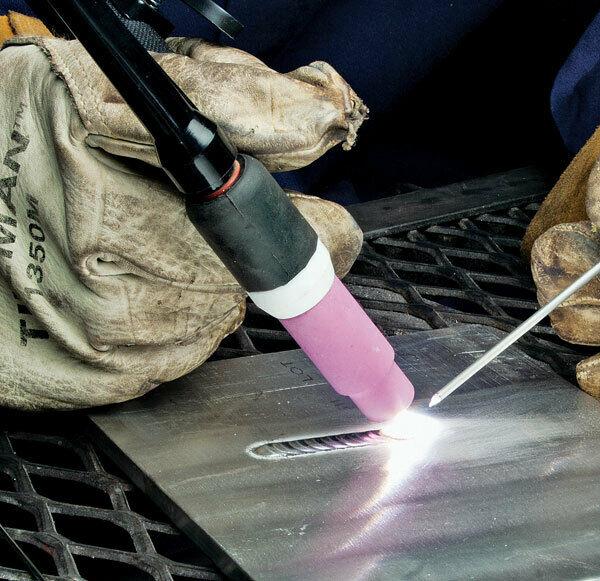 Да и все равно. работа-то ювелирная. Тут и руки нужны из правильного места уж не обижайтесь и опыт работы с такими изделиями.
Да и все равно. работа-то ювелирная. Тут и руки нужны из правильного места уж не обижайтесь и опыт работы с такими изделиями.
- Наверх
- Вставить ник
#3 Evangelie
Отправлено 21 July 2011 22:27
Дело в том что есть технолог и мастер производства, задача в том что мне сказали что если мой ответ будет максимально приближен к правильному то меня возьмут учеником а если нет то и сухарей не будет.
Забыл сказать что возможна сварка Алюминия ну это я в курсе нужно ТИГ с 2я режимами тока.. НО вот вопрос какой аппарат*?
А технологию не подскажите процесса?
Дисграфия (дис – расстройство, графо – писать) – частичное нарушение письма.
- Наверх
- Вставить ник
#4 Evgen
Отправлено 21 July 2011 22:40
НО вот вопрос какой аппарат*?
Вам нужен конкретный источник или «образ» с набором необходимых возможностей? Если конкретный источник, то вопрос для принятия на работу странный. ..
..
А технологию не подскажите процесса?
Этот вопрос еще хуже…
Во-первых он достаточно обширный и не решается с кондачка. Тем более нужно знать. что за изделия предполагается изготавливать и каким парком оборудования располагает производство.
- Наверх
- Вставить ник
#5 Evangelie
Отправлено 21 July 2011 22:45
Вам нужен конкретный источник или «образ» с набором необходимых возможностей? Если конкретный источник, то вопрос для принятия на работу странный…
Этот вопрос еще хуже…
Во-первых он достаточно обширный и не решается с кондачка.
 Тем более нужно знать. что за изделия предполагается изготавливать и каким парком оборудования располагает производство.
Тем более нужно знать. что за изделия предполагается изготавливать и каким парком оборудования располагает производство.Варить будут нержавейку листы для вентиляции от 0.5мм до 1.3 мм.
производство изготавливание, зонты барные из нержавейки то есть почти все есть. Нужен опред. аппарат и технология сварки
Дисграфия (дис – расстройство, графо – писать) – частичное нарушение письма.
- Наверх
- Вставить ник
#6 Evgen
Отправлено 22 July 2011 12:53
Evangelie,
Что вообще вложено в вопрос о процессе? Так же как и про источник, есть много параметров, по которым можно выбирать его и это не только цена и название. У меня складывается впечатление. что их задал абсолютно не сведущий в этих вопросах товарищ.
что их задал абсолютно не сведущий в этих вопросах товарищ.
Ну предложу я источник Lincoln Precision TIG 275
И? О чем это кому чо скажет? Вашим условиям удовлетворяет в составе функционала… Но подойдет ли о конкретно для Вас, вопрос …
- Наверх
- Вставить ник
#7 levdenisov1962
Отправлено 22 July 2011 16:58
Воздуховоды и нержи изготавливаются на специальном оборудовании до 1.5мм , после определенных операций отдельные детали цилиндрической или прямоугольной формы свариваются между собой. TIG не применяется, там сам процесс ведется медленно, с большими поводками, TIG в основном применяется на монтаже готовых воздуховодов, сварка ведется по специально изготовленной отбортовке чаще без присадки. Отдельные части свариваются п/а в смеси газов. п/а наверно лучше с памятью ( много времени на подбор параметров уходит). для меня больше критики в регулировки переноса капли, остальное привыкнется.
Отдельные части свариваются п/а в смеси газов. п/а наверно лучше с памятью ( много времени на подбор параметров уходит). для меня больше критики в регулировки переноса капли, остальное привыкнется.
- Наверх
- Вставить ник
#8 Evangelie
Отправлено 22 July 2011 17:20
Спс большое.
Действительно п/а в данной ситуации лучше несколько газовых смесей +плавящиеся электрод.
Передумали работать с 0.5 ,будут работать с нержом от 0.8 а там и попроще будет.
Я там скорее всего работать не буду… Похоже шараш маж.Да и на вопрос где ваш технолог понял чт сам хозяин и есть технолог))
с ув.
Дисграфия (дис – расстройство, графо – писать) – частичное нарушение письма.
- Наверх
- Вставить ник
#9 OLEG
Отправлено 22 July 2011 17:55
был у меня опыт и такой!
работал в компаниях по изготовлению вентиляции
в одной из них приходилось варить из нержи на атомку.
впринципи для меня нестрашно 0.8 да и 0.5 думаю тоже
незнающему как бороться с деформацией металла будет трудновато.
также гемор в том что св.ванна маленькая практически на кончике вольфрама да и падгонка должна быть без зазора желательно!
вобщем особо неразгонишся
- Наверх
- Вставить ник
#10 Evangelie
Отправлено 22 July 2011 18:52
был у меня опыт и такой!
работал в компаниях по изготовлению вентиляции
в одной из них приходилось варить из нержи на атомку.
впринципи для меня нестрашно 0.8 да и 0.5 думаю тоже
незнающему как бороться с деформацией металла будет трудновато.
также гемор в том что св.ванна маленькая практически на кончике вольфрама да и падгонка должна быть без зазора желательно!
вобщем особо неразгонишся
Если не секрет какой ток был, как вольфрам заточет. Нюансики в обшем??
Нюансики в обшем??
Дисграфия (дис – расстройство, графо – писать) – частичное нарушение письма.
- Наверх
- Вставить ник
#11 OLEG
Отправлено 22 July 2011 19:15
вольфрам заточен обычно.
ток сейчас уж и непомню.
он зависит от соединения стыкавой угловой или в нахлёст и как подогнано соединение
от 25 до 100 ампер когда и выше на угловых но там и скорость другая!
- Наверх
- Вставить ник
#12 OLEG
Отправлено 22 July 2011 19:32
угловые где токи пабольше типа лист к фланцу когда на коробе воздуховода.
катет пабольше типа когда лист чуть апущен от кромки чтоб шов плавно в внутрь полукруглым был.
Прикрепленные изображения
- Наверх
- Вставить ник
#13 Evangelie
Отправлено 22 July 2011 19:49
Я тут читал статью про «Струистый перенос метала плавившемся электродом» ААДП
И я так понял данную операцию нужно проделывать в газах 85%He +13.5% Ar +1.5% Co2
Дисграфия (дис – расстройство, графо – писать) – частичное нарушение письма.
- Наверх
- Вставить ник
#14 levdenisov1962
Отправлено 22 July 2011 20:10
Я и сейчас работаю на заводе вентиляционных изделий. И тиг мы не применяем не потому что нет опыта справиться с поводками, скорость в работе важнее. Пока напарник работает с одним изделием тиг где нужна эстетика , я делаю 15 изделий. И хочу заметить, любой опыт не единственный в своем роде.
И тиг мы не применяем не потому что нет опыта справиться с поводками, скорость в работе важнее. Пока напарник работает с одним изделием тиг где нужна эстетика , я делаю 15 изделий. И хочу заметить, любой опыт не единственный в своем роде.
- Наверх
- Вставить ник
#15 copich
Отправлено 30 September 2011 13:59
Я вставлю свое мнение и виденье этого. Итак:
а аргоном или плазмой, последнее чаще применяют (СКОРОСТЬ в разы больше)
б контактными машинами или контактно-шовными машинами
про полуавтоматическую сварку скажу что ее применяют только для приварки заслонки к ручке и т.п.
А шов прямолинейный или кольцевой, делают только в спец установках.
Да! Конечно подгонка кромок- это сложнейшая задача. И в России очень сложно ее решить.
И в России очень сложно ее решить.
Т.к. резку метала делают на гильотине, которую применяют не только для резки 0.5, а еще и для 1 мм — 5 мм стали.
Что резко тупят ножи и зазор соответственно ни кто не меняет каждый раз. Получается замятие на кромке.
А какое именно оборудование — это не паханное поле. Я могу написать и посоветовать, но это и реклама и
как информация не несет ни чего полезного.
И что меня возмущает!!! Технология — штука во всем мире платная, кроме России
И данные знания нарабатываются годами.
levdenisov1962 — интересные условия работы у вас. Я мог бы к Вам приехать и посмотреть… Как вы варите 0.5 — 0.8 МИГом.
Ведь то что вы делаете … интересно как продается?! Сегодня не только много нужно, а и качество и эстетика.
Если варите вентиляцию и оцинковки, то тут тоже есть много способов но не как не МИГ (если не из 2 мм стали изделие).
levdenisov1962 — Хотя бы фотку вашего шва я вам свои пришлю, как это делать нужно. Что получается без последующей зачистки, результат сварки.
- Наверх
- Вставить ник
#16 МИХА75
Отправлено 30 September 2011 14:34
я вам свои пришлю, как это делать нужно. Что получается без последующей зачистки, результат сварки. Я думаю многим то же захотелось узнать,как это всё делается,levdenisov1962 -своими секретами делится охотно,и на форуме присутствуют фото его работ….copich не будте голословным-вы даже не представились на форуме….
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
- Вставить ник
#17 levdenisov1962
Отправлено 30 September 2011 17:45
Я не секрет открою, что все изделия воздуховодов кроятся на плазме. Все изделия до 0,7мм вообще не варяться и нержавейка тоже.Применяются фальце-осадочные машины и инструмент, спирально-навивные станки. Где нужна сварка, пользуемся миг,тиг и контактными машинами. Завод наш работает на дорогом шведском оборудовании по сути это линия. Воздуховоды из нержавеющей стали, для химических аэрозолей, через некоторое время превращаются в сито. Так что, об особой эстетике речи в принципе нет, главное технологически герметичный стык.
Все изделия до 0,7мм вообще не варяться и нержавейка тоже.Применяются фальце-осадочные машины и инструмент, спирально-навивные станки. Где нужна сварка, пользуемся миг,тиг и контактными машинами. Завод наш работает на дорогом шведском оборудовании по сути это линия. Воздуховоды из нержавеющей стали, для химических аэрозолей, через некоторое время превращаются в сито. Так что, об особой эстетике речи в принципе нет, главное технологически герметичный стык.
Прикрепленные изображения
- Наверх
- Вставить ник
#18 ARGONIUS
Отправлено 03 October 2011 01:21
Варил ТИГ-ом листовую нержавейку недавно, толщина 0,8 мм, марку не помню, присадка 308 LSi- нарезанная на куски проволока от полуавтомата, толщ 1мм. Ёмкости какие то, под воду. Вполне нормально варится на импульсном режиме. характеристики: Предгаз 0,5 сек, базовый ток 8 А, пиковый ток 85 А,( иногда необьяснимо с изнанки шва начинали лезть «ёжики, тогда сбрасывал ток до65-68 А), частота импульса 1 Гц, коэффицент участия(пикового тока) 12,5%, время спада тока 1,5 сек, ток заварки 8 А, послегаз 4 сек, керамика номер 5, расход газа 6-7 литров в минуту. Электрод 1,6мм, заточен «в иглу», вылет W из сопла около 3мм. Варил без отбортовки, после сварки зачищал шов есабовской пастой «СтэйнКлин» Мож кому мои наработки пригодятся…
Ёмкости какие то, под воду. Вполне нормально варится на импульсном режиме. характеристики: Предгаз 0,5 сек, базовый ток 8 А, пиковый ток 85 А,( иногда необьяснимо с изнанки шва начинали лезть «ёжики, тогда сбрасывал ток до65-68 А), частота импульса 1 Гц, коэффицент участия(пикового тока) 12,5%, время спада тока 1,5 сек, ток заварки 8 А, послегаз 4 сек, керамика номер 5, расход газа 6-7 литров в минуту. Электрод 1,6мм, заточен «в иглу», вылет W из сопла около 3мм. Варил без отбортовки, после сварки зачищал шов есабовской пастой «СтэйнКлин» Мож кому мои наработки пригодятся…
http://argonius52.ru/
- Наверх
- Вставить ник
#19 frosh
Отправлено 25 January 2015 00:02
Наличие импульсного режима для тонкой нержавейки весьма полезная вещь.
Знакомые дали поработать на аппарате CEA Digitech двухящиковом c синергией в MAG режиме – это конечно песня работать на такой технике!! Миллиметровая нержавейка на ура шла. Аппарат – супер, тока стоит дорого.
- Наверх
- Вставить ник
#20 copich
Отправлено 26 January 2015 09:50
Наличие импульсного режима для тонкой нержавейки весьма полезная вещь.
Знакомые дали поработать на аппарате CEA Digitech двухящиковом c синергией в MAG режиме – это конечно песня работать на такой технике!! Миллиметровая нержавейка на ура шла. Аппарат – супер, тока стоит дорого.
Как крыло от истребителя — стоимость. Т.е. для себя любимого такое не купить.
Есть более дешевое и меньше по габаритам.
http://www.helvi.com…-welding/tp-220
А дижитек хорош на больших мощностях. На малых толщинах он как топором в зубах… Т.е. 5-50мм варить, милое дело и алюминий. А вот тонкую нержу или алюминий он грубоват.
- Наверх
- Вставить ник
Аргонодуговая сварка нержавейки: технологии и основные правила
Неразъемное соединение нержавеющих деталей чаще всего осуществляют с применением недорогой, однако эффективной технологии сварки в аргоновой среде. Этот инертный газ позволяет обеспечивать низкий уровень разбрызгивания и создавать фактически идеальную атмосферу сварочного процесса. При этом необходимо учитывать, что на готовых изделиях из нержавейки проблематично зачистить места соединения. А применение метода TIG дает возможность получать швы с высоким качеством поверхности.
1 / 1
Грамотно осуществляемая аргонодуговая сварка нержавейки позволяет предусмотреть все негативные нюансы процесса сваривания изделий из высоколегированной стали:
-
операция неразъемного соединения деталей из нержавеющих сплавов осуществляется при низком токе, это дает возможность максимально исключить вероятность их перегрева;
-
создание среды инертного газа позволяет обеспечить быстрое охлаждение свариваемых заготовок.

Сфера применения
Изделия из нержавеющих сплавов отличаются высокой антикоррозионной устойчивостью. В связи с этим они применяются во многих областях, где требуется строгое соблюдение санитарных норм. Технология аргонодуговой сварки занимает главенствующие позиции при неразъемном соединении труб и тонких листовых деталей. Метод TIG используют для соединения деталей не только из нержавейки, но и при сваривании их с заготовками из латунных, бронзовых, алюминиевых, титановых, никелевых, медных сплавов. Данная технология пользуется большим спросом во многих производственных сферах. Это касается:
Преимущества данного метода
Технология ТИГ-сварки гарантирует массу признанных достоинств перед способом MIG, MMA и MAG:
-
позволяет зрительно контролировать сварочный процесс и рабочую дугу
-
предоставляет возможность получать высококачественные швы;
-
практически исключается разбрызгивание металла в ходе выполнения операции сварки;
-
сваривание деталей можно осуществлять в любом пространственном положении;
-
обеспечивается равномерный проплав шва по глубине, за счет проведения процесса сварки в среде инертного газа позволяет исключить воздействие на расплавленный металл воздуха, оказывающего негативное действие на место соединения деталей.

Несмотря на такое количество положительных факторов, TIG-сварка нержавейки имеет и один существенный минус. По сравнению с методами MMA и MIG на сваривание в аргоновой среде требуется значительно больше времени.
В связи с этим данная технология применяется в ситуациях, когда приоритет отдается получению изделия, сваренному на высоком качественном уровне, а время, затраченное на эту операцию, не играет основной роли.
Нужно понимать, что аргонодуговая сварка нержавеющих полуфабрикатов характеризуется рядом сложностей, требующих от сварщика определенных практических навыков.
Особенности сварочного процесса
Планируя сварку изделий из нержавеющих сплавов аргоном, стоит особо следить за положением горелки. Ее нужно держать так, чтобы во время процесса сваривания ось горелки имела наклон к плоскости соединяемых заготовок в 75…800. А мундштук должен быть наклонен в обратную сторону по отношению к направлению сварки.
Осуществляя сварочную операцию, требуется исключить различные колебания электрода. Потому что это может спровоцировать нарушение защитной «оболочки» сварки, создавая условия нежелательного окисления металла в шве.
Выполняя операцию сварки, необходимо присадочную проволоку располагать с наклоном в 900 к оси горелки. К тому же их наклон к горизонтальной плоскости соединяемых полуфабрикатов должен составлять 15-200.
Наибольшей эффективности можно достичь, если присадочный стержень расположить непосредственно над соединяемыми полуфабрикатами. Это даст возможность минимизировать перенос в зону сварки капель с присадочного металла.
Вольфрамовый электрод требуется перемещать перед дугой, обеспечивая равномерное его введение в свариваемое пространство. Рекомендуется исключить при создании неразъемного соединения по методу ТИГ поперечное перемещение присадочного стержня. Это не позволит спокойно подавать из горелки струю защитного газа, создавая предпосылки поступления воздуха в район сваривания.
По завершению сварочного процесса рекомендуется производить резкое отключение подачи аргона. Задержка на 10…15 секунд прекращения поступления защитного газа, позволит снизить расход вольфрамового присадочного прутка. В результате такого действия нагретый электрод будет менее интенсивно окисляться, значительно увеличивая срок его службы.
Качественные и прочностные параметры сваренного шва позволят обеспечить лишь строгое выдерживание определенных нюансов осуществления процесса сварки ТИГ.
Придать сваренному изделию из нержавейки законченный товарный вид дадут возможность лишь проведенные дополнительные работы. На поверхности соединительного шва в ходе выполнения операции образуется оксидная пленка. Она становится причиной уменьшения показателя коррозионной устойчивости металла. Для повышения этого параметра требуется осуществлять обработку готового изделия из нержавеющих сплавов.
Необходимое оборудование
Качественная сварка нержавейки аргоном осуществляется с помощью современных аргонодуговых установок. В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
В нашем каталоге можно подобрать требуемую модель с учетом специфических особенностей использования и финансовых возможностей. У нас можно купить:
-
КЕДР TIG-200PN DC. Несмотря на доступную цену, предлагаемая установка аргонодуговой сварки является представителем прогрессивного сварочного оборудования. Сварочный процесс TIG можно осуществлять как в линейном, так и импульсном режиме. При этом есть возможность легко задавать баланс импульса и настройку частоты.
-
КЕДР UltraTIG-200P AC/DC. За счет хорошей универсальности станет незаменимой в любой ремонтной бригаде либо мастерской. С помощью данной модели можно осуществлять качественное неразъемное соединение деталей из нержавеющих сплавов, из-за возможности гарантировать постоянную глубину проплавления. При этом обеспечивается красивый внешний вид и стабильные геометрические параметры.
-
КЕДР MultiTIG-2000P DC. Отличается широким функционалом, небольшим весом и компактностью.
Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
 Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
Позволяет сваривать высокоответственные конструкции не только из нержавейки, но и из высоко- и низколегированных сплавов, алюминия. Сварщику предоставляется возможность в виде отдельной высокоточной регулировки любого параметра сварочного процесса в режиме ТИГ.
Читайте также
Сварка алюминия аргонодуговым методом
Устройство и классификация сварочных горелок
Как выбрать сварочную маску
Как выбрать сварочный газ
холодная, контактная, tig, mma, mig mag
Обработка нержавейки после проведения сварочных работ
При сварке нержавейки полуавтоматом в режиме МИГ/МАГ образуется пористый слой окиси на поверхности заготовки. При этом хром, который содержится в металле, ослабляет свойства стали, подвергая ее коррозии. Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
Перед началом работ необходимо:
- очистить рабочую поверхность заготовки от следов масла, ржавчины и т.д.;
- обезжирить поверхность изделия с помощью ацетона или растворителя.
В конце сварочного цикла следует проверить внешний вид шва, и при необходимости выполнить очистку и шлифовку.
MIG/MAG
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
Скорость сварки и потока защитного газа
Дуговая сварка в среде защитных газов должна выполняться правильно в соответствии с основными принципами
Особое внимание стоит обращать на показатели скорости сварочного процесса, под ними подразумевается скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком
Скорость движения сварочной горелки должна осуществляться только под строгим контролем специалиста, она должна соответствовать скорости подачи присадочной проволоки и напряжению электрической арки. Проволоку и арку требуется выбирать в зависимости от толщины свариваемого металла и формы сварного соединения.
Проволоку и арку требуется выбирать в зависимости от толщины свариваемого металла и формы сварного соединения.
При проведении электродуговой сварки в среде защитных газов важно добиться правильной скорости. Слишком высокие ее показатели могут привести к чрезмерному разбрызгиванию расплавленного металла
Защитная газовая смесь может попасть в состав быстрозастывающего расплавленного металла и приводит к появлению пор. Медленная скорость сварочного процесса может привести к чрезмерному проникновению дуги в свариваемую металлическую основу.
Важно! Скорость сварки оказывает влияние на качество и форму сварного шва. Многие опытные специалисты определяют, с какой скоростью необходимо двигать горелку при сварочном процессе в зависимости от толщины и ширины шва
На качество ручной дуговой сварки в среде защитных газов оказывает влияние скорость потока защитного газа. Этот показатель должен строго соответствовать скорости подачи проволоки. Слишком медленный поток не сможет обеспечить полноценную защиту от окисления, а чрезмерно высокая подача защитной газовой смеси в результате создаст завихрения, которые могут помещать полноценной защите.
Всевозможные отклонения в скорости подачи защитного газа вызывают образование пор в структуре шва. По этой причине обязательно нужно создать ровный поток воздуха, без завихрений. На это может оказывать влияние наличие застывших брызг на области насадки.
Какие металлы варят аргоном?
Принцип работы аргонодуговой сварки обуславливает широкий спектр ее применения. Имеется ввиду не только сфера использования, но и обрабатываемые материалы. С ее помощью можно соединять чугун, сталь (включая нержавеющую), титан, алюминий, а также другие черные и цветные металлы.
Работаем с алюминием
Без аргона соединить две алюминиевые заготовки не то что проблематично, а практически невозможно. Распространенный в быту и производственной сфере металл – один из наиболее сложных в этом плане. Трудности обусловлены свойствами алюминия. при малейшем контакте с кислородом на его поверхности моментально образуется защитная пленка, представляющая собой оксид алюминия.
Сама по себе она не проблема. Дело в другом: температура плавления оксида намного выше по сравнению с алюминием. Инертный газ тяжелее воздуха и направляясь в рабочую зону, он вытесняет оттуда кислород, препятствуя окислению металла и образованию защитной пленки. При таких условиях сам алюминий и присадочная проволока плавятся при подходящей температуре, а сварочный шов получается достаточно прочным и внешне приятным.
Дело в другом: температура плавления оксида намного выше по сравнению с алюминием. Инертный газ тяжелее воздуха и направляясь в рабочую зону, он вытесняет оттуда кислород, препятствуя окислению металла и образованию защитной пленки. При таких условиях сам алюминий и присадочная проволока плавятся при подходящей температуре, а сварочный шов получается достаточно прочным и внешне приятным.
Подразумевается использование переменного тока. Обратная полярность заметно повышает температуру плавления за счет катодной очистки оксида металла. И наоборот. Прямая полярность дает возможность сформировать короткую и стабильную дугу. Тем не менее мощности недостаточно, чтобы разрушить оксидную пленку. Вывод: необходима обратная полярность, поскольку в этом случае повышается качество сварного шва.
Не исключено использование постоянного тока при сваривании алюминиевых заготовок. Но в таком случае необходим другой инертный газ – гелий. А он намного дороже гелия и расходуется куда активнее. Помимо этого, работать постоянным током очень сложно с точки зрения техники исполнения.
При любых технологиях сваривания алюминиевых деталей предварительная обработка поверхности очень важна. Ею нельзя пренебрегать, независимо от уровня мастерства сварщика. Очистка проводится в следующем порядке:
- растворителем обезжириваются предназначенные для сваривания части заготовок;
- механическим или химическим путем удаляется оксидная пленка;
- очищенной поверхности дают возможность высохнуть.
Варим медь
Высокая устойчивость к агрессивной среде и коррозии отличает медь от других цветных металлов с точки зрения химической активности. При работе с ней опытный сварщики используют не чистый аргон, а его смесь с гелием (добавляется в меньших долях). Вольфрамовые электроды используются как плавящиеся, так и неплавящиеся. Ток выбирается постоянный.
Когда необходимо варить заготовки толщиной от 4 мм и больше, то требуется их предварительный разогрев до температуры 800 градусов Цельсия. Присадочная проволока может быть из чистой меди или медно-никелевого сплава. Нередко она заменяется аналогичного состава прутками. Дуга при работе образуется устойчивая и стабильная.
Нередко она заменяется аналогичного состава прутками. Дуга при работе образуется устойчивая и стабильная.
Из-за высокой теплопроводности свариваемые кромки нужно в обязательном порядке разделывать. Если толщина заготовок не превышает 12 мм, то достаточно разделать одну из двух кромок. При большей толщине желательно обработать обе стороны.
Выбор подходящего аппарата
Нержавейка – это высоколегированная сталь, содержащая в себе много хрома, титана, никеля и молибдена. Металлы предохраняют от коррозии и улучшают общие характеристики изделий. Сваривать материал сложно по причине низкой теплопроводности. Нужно применять пониженное напряжение и ток обратной полярности.
Для домашнего пользования годится любая марка инвертора. Умельцы часто собирают модели, не уступающие заводским аналогам.
Для сварки нержавеющей стали необходимо устройство с функциями:
- «Форсаж», снижающий напряжение дуги и увеличивающий ток;
- ПВ – длительность работы в непрерывном режиме.

Кабель выбирают длиной до 6 м. Электропроводка больших размеров сильно нагревается. При внезапных скачках в сети работоспособность устройства должна сохраняться. Лучше взять инвертор, который работает при пониженных температурах.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС. Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла./8ce4a8c4a69941b.s.siteapi.org/img/1bf9033f79aecbaab53402bac7e0cb446699ffbb.jpg) Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Подготовка материалов перед сваркой нержавеющей стали аргоном
Предварительная подготовка нержавейки является залогом успешного результата. Данный этап является практически основным. Что нужно сделать:
Что нужно сделать:
- Изначально стоит обработать места, которые будут свариваться между собой – края затереть абразивным материалом. Чаще всего используется именно наждачная бумага.
- Следующим этапом станет обезжиривание ранее зачищенных участков – протереть края ацетоном или другим растворителем.
- При сваривании тонкого метала нужно совершить предварительный прогрев. Горелкой стоит разогреть нержавейку до 200-300 °С. Это поможет избежать напряжения деталей и предотвратит появление трещин.
- В последнюю очередь стоит определиться с выставлением зазоров.
Такая подготовка проводится непосредственно перед началом сварочных работ. Нельзя зачистить и обезжирить нержавеющую сталь за сутки до проведения манипуляций. Выполняя каждый пункт, можно уберечь металл от деформации, повреждений и продлить время эксплуатации шва.
Настраивание аппаратуры
Для проведения манипуляций такого плана, важно правильно произвести подготовку аппарата. Нижеприведенный пример актуален для соединения пластинок высотой 1 мм:
- Выставить постоянный ток прямой полярности.
- Сила тока должна составлять 30-50 А.
- Напряжения меньше 28 В.
- Скорость 12 см за 1 минуту.
- Расход газа 4 л.

Подача присадки
Устройство подачи присадки находится внутри корпуса инвертора. Привод подает проволоку равномерно без зажевывания, она не проскальзывает и не растягивается. В аппарат можно заправлять катушку весом 15 кг вместе с присадочной проволокой, диаметр которой варьируется от 0,8 до 1,2 мм.
В комплект поставки универсального сварочного аппарата входят:
- источник питания инверторного типа;
- MIG/MAG горелка с 3 м кабелем;
- TIG горелка с 4 м кабелем;
- сетевой кабель;
- шланг, чтобы подавать защитный газ;
- держак с кабелем для ручной работы MMA;
- кабель для подключения «массы» (на нем предусмотрен зажим).
Масса аппарата с функциями MIG, MAG, TIG и MMA составляет 32 кг, имеются колеса для транспортировки. На передней панели отражается вся информация о состоянии прибора в текущий момент.
Расположены разъемы для быстрого разъединения кабелей. Пин разъем обеспечивает подключение SPOOL GUN горелок, что дает возможность использования почти любых видов сварочной проволоки. Это позволяет в свою очередь позволяет сильно расширить перечень свариваемых металлов и их сплавов.
Предусмотрена защита от перегрева и перегрузок.
Такой подбор функций аппарата позволяет ему быть универсальным устройством, что обеспечивает выполнение практически всех видов сварочных работ без приобретения дополнительного оборудования.
Холодная
Данный метод характерен тем, что не требует нагрева деталей и применения специального оборудования. В качестве скрепляющего материала используется двухкомпонентный клей. Состав сохраняет прочность и целостность после застывания. Место сварки не боится влаги, поэтому технология применяется при заделывании течи в емкостях.
Место сварки не боится влаги, поэтому технология применяется при заделывании течи в емкостях.
Алгоритм работ достаточно прост. Необходимо зачистить и обезжирить поверхности, а затем нанести царапины. Клей отрезается в необходимом количестве. Состав следует размять в руке, слегка разогрев его и перемешав компоненты. После застывания шов можно обрабатывать.
Важная особенность такого способа заключается в том, что клеем можно заделывать отверстия, однако шов не способен выдерживать сильные нагрузки. Не рекомендуется использовать холодную сварку, как способ соединения деталей. Популярность таких работ обусловлена малыми затратами и относительной простотой их проведения.
Угол наклона горелки
Величина угла наклона сварочной горелки относительно продольного направления сварного шва зависит от пространственного положения при сварке. Приблизительно считается, что этот угол не должен превышать 15° относительно перпендикуляра к сварному шву. На этом же рисунке проиллюстрирована разница в положении горелки при сварке углом вперед и углом назад. При сварке углом назад, сварочная горелка наклонена в направлении хвостовой части сварочной ванны. Большая часть тепла при этом вкладывается в расплавленную ванну, при этом глубина проплавления увеличивается. Сварка углов вперед является более часто используемой и среди прочего применяется для сварки тонкостенных деталей и изделий из алюминия.
При сварке углом назад, сварочная горелка наклонена в направлении хвостовой части сварочной ванны. Большая часть тепла при этом вкладывается в расплавленную ванну, при этом глубина проплавления увеличивается. Сварка углов вперед является более часто используемой и среди прочего применяется для сварки тонкостенных деталей и изделий из алюминия.
С другими металлами
При необходимости сопряжения нержавейки с различными инородными структурами обязательно учитываются особенности каждого из этих материалов, а также подбираются соответствующие режимы и тип электродов.
(нержавейки с алюминием или чёрными металлами, например) приводит к эффекту, в результате которого в зоне плавления присутствуют сразу два металла. Причём свойства этих компонентов передаются сварному шву неравномерно, так что в случае выгорания одного из них соединение получается недостаточно надёжным.
https://youtube.com/watch?v=i9Xa0YxhtIc
При сварке алюминия и нержавейки, как правило, применяют известный метод, предусматривающий использование неплавящихся электродов в среде аргона. Такое сваривание реализуется с помощью специальной горелки с закреплённым на ней рабочим стержнем из вольфрама и с подаваемым в зону горения защитным газом.
Такое сваривание реализуется с помощью специальной горелки с закреплённым на ней рабочим стержнем из вольфрама и с подаваемым в зону горения защитным газом.
Этот вид сварочных операций относится к категории наиболее сложных и ответственных мероприятий и нуждается в самом современном оборудовании и высоком профессионализме сварщика.
При необходимости приваривания нержавейки к чёрному металлу (стали и её сплавам) также следует воспользоваться вольфрамовыми неплавящимися электродами и работать в защитной газовой среде (аргоне).
Ко всему сказанному следует добавить, что к перечню способов соединения нержавейки при желании можно добавить холодное сплавление под большим давлением и контактную сварку.
Подготовительные работы
Сваривать детали из нержавеющей стали можно как обычным инвертором, так и с помощью аргонно-дугового сварочного аппарата. Какой бы способ сварки ни выбрал мастер, в любом случае необходимо провести подготовительные работы.
- Первым делом заготовки следует очистить от пыли и грязи. Посторонние частицы на поверхности металла становятся причиной некачественного и неровного шва.
- Если работа ведется с заготовками, имеющими относительно небольшую толщину (до 1,5 мм), то кромки прижимаются друг к другу вплотную. Для этого рекомендуется воспользоваться струбцинами.
- При толщине металла более 4 мм приходится разделывать кромки. Обычно их обтачивают напильником или шлифовальной машиной под углом 45° градусов. Такая своеобразная канавка позволяет добиться проваривания по всей толщине. Чем больше толщина заготовки, тем больший угол следует создать на кромках.
- Если тонкие листы нержавейки скрепляются плотно, то массивные заготовки требуют зазора между кромками. Имеющимися приспособлениями выставляется зазор в 2 мм. Он должен оставаться постоянным в течение всего процесса.
- Когда толщина металла превышает 7 мм, требуется его предварительный прогрев.
 Посторонние частицы на поверхности металла становятся причиной некачественного и неровного шва.
Посторонние частицы на поверхности металла становятся причиной некачественного и неровного шва.Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.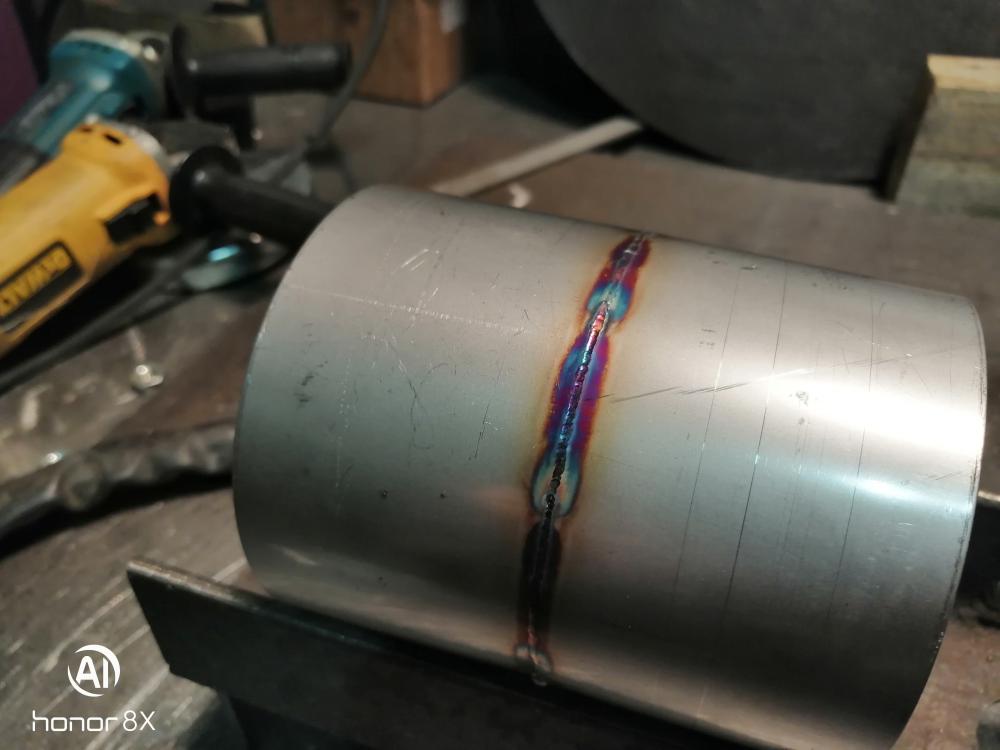
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
 youtube.com/embed/YjSgQhW_d1w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/YjSgQhW_d1w?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Сварочный источник питания
Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются:
– сварочные трансформаторы – при сварке на переменном токе;
– сварочные выпрямители и генераторы – при сварке на постоянном токе;
– универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током.
Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику (Источники питания для дуговой сварки). Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика.
Сварочная горелка
Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками.
Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки.
Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву.
Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа.
Обычное сопло (слева) и сопло с газовой линзой (справа)
Форма потока защитного газа от обычного сопла
Форма потока защитного газа от сопла с газовой линзой
Движение сварочной горелкой во время сварки
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети. Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
3 Технология ММА – электроды для сварки нержавеющей стали
Самой распространенной считается сварка покрытыми электродами (ММА). Такой метод очень часто применяется домашними мастерами. Он подходит для тех случаев, когда к качеству сварки не предъявляется очень жестких требований
Важно только грамотно подобрать электроды для нержавеющей стали, которые делятся на два типа:
- из двуокиси титана с рутиловым покрытием: ими можно осуществлять сварку на постоянном (полярность – обратная) и переменном токе, подобные электроды характеризуются малым разбрызгиванием при использовании и стабильной дугой, обеспечивающей постоянное горение;
- с основным покрытием (как правило, оно создается карбонатами магния и кальция): годятся для применения на постоянном токе (полярность – обратная).
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Сварка нержавеющей стали — Промышленная группа АРТЁМ
Обзор сварочных материалов для сварки нержавеющей стали (Технический справочник ЭСАБ- http://www.esab.ru/ru/ru/products/upload/Svarka-izdeliy-iz-nerzhaveuschey-stali.pdf).
Почему нержавеющая сталь не ржавеет?
В 1913 году английский металлург Гарри Бреарли, работая над проектом по улучшению оружейных стволов, случайно обнаружили, что добавление хрома в низкоуглеродистую сталь придает ей способность сопротивляться кислотной коррозии.
Все нержавеющие стали содержат железо в качестве основного элемента и хром в количестве от 11% до 30%. Добавление не менее 12% хрома в сталь делает её коррозионностойкой. Содержащийся в стали хром при взаимодействии с кислородом из атмосферы образует тонкий, невидимый слой оксида хрома, называемый оксидной пленкой. Размеры атомов хрома и их оксидов схожи, поэтому они примыкают вплотную друг к другу на поверхности металла, образуя стабильный слой толщиной всего в несколько атомов.
Если поверхность нержавеющей стали порезать или поцарапать оксидная пленка разрушается, создаются новые оксиды, восстанавливающие поверхность и защищающие ее от окислительной коррозии. Железо, с другой стороны, поэтому и ржавеет быстро, потому что атомы железа гораздо меньше, чем атомы их оксидов, и оксиды образуют рыхлый, а не плотный слой.
Кроме железа, углерода и хрома, современные нержавеющие стали могут также содержать другие элементы, такие как никель, ниобий, молибден, титан. Никель, молибден, ниобий и хром повышают коррозионную стойкость и другие физико-механические свойства нержавеющей стали. Добавление никеля в состав уменьшает теплопроводность и снижает электропроводность стали.
Сварка нержавеющей стали
Нержавеющая сталь может свариваться с помощью различных методов дуговой сварки, таких как ручная дуговая сварка MMA, аргонодуговая сварка вольфрамовым электродом TIG и полуавтоматическая сварка MIG/MAG.
Сварка нержавеющих сталей немного более сложный процесс, чем сварка обычной углеродистой стали. Физические свойства нержавеющей стали отличаются от обычной стали, что и делает процесс сварки более трудным и требует предварительного нагрева.
Этими различиями являются такие свойства нержавеющей стали:
· — Низкая температура плавления
· — Низкий коэффициент теплопроводности
· — Высокий коэффициент теплового расширения
Стали с содержанием углерода менее 0,20%, обычно не требуют предварительного нагрева. При сварке нержавеющих сталей с уровнем углерода более 0,20% может потребоваться предварительный подогрев. Изделия с толщиной металла более 30 мм, следует также при сварке подогревать. Температуры 150 °С, как правило, достаточно.
Ручная дуговая сварка MMA нержавейки
Для ручной дуговой сварки нержавеющей стали существует два основных типа электродов. Электроды первого типа, с основным покрытием, используются только на постоянном токе на обратной полярности («+» на электроде). В качестве основного покрытия наиболее часто используются основном карбонаты кальция и магния.
Электроды второго типа – с рутиловым покрытием, в основном из двуокиси титана, могут быть использованы при сварке на переменном токе и постоянном токе обратной полярности. Они значительно превосходят электроды с основным покрытием, благодаря стабильности горения дуги и уменьшенному разбрызгиванию при сварке.
Оба типа электродов хорошо используются во всех пространственных положениях. Тем не менее, электроды с рутиловым покрытием, как замечают сварщики, работают лучше в нижнем положении. Покрытые электроды для дуговой сварки должны храниться при нормальной комнатной температуре в сухом месте.
Аргонодуговая сварка TIG нержавеющей стали
Аргонодуговая сварка TIG широко используется для сварки тонких листов из нержавеющей стали. В качестве защитного сварочного газа наиболее часто используется 100% аргон. Для автоматической сварки иногда применяют аргонно-гелиевую смесь.
Аргонодуговая сварка может быть без подачи присадочной проволоки (для сварки тонкого металла), так и с подачей, вручную или автоматической.
Полуавтоматическая сварка MIG MAG
Процесс полуавтоматической сварки MIG MAG широко используется для толстых материалов, так как это позволяет увеличить производительность благодаря скорости сварки. Используемый защитный сварочный газ — смесь аргона и углекислоты в соотношении 98%Ar / 2%CO2. Вместо углекислоты может использоваться кислород. Содержание кислорода увеличивает смачиваемость по краям сварочного шва.
При полуавтоматической сварке нержавейки используются несколько процессов, таких как сварка короткой дугой, сварка со струйным переносом и импульсная сварка. Сварка короткой дугой применяется при сварке тонкого металла, струйный перенос – для сварки более толстых изделий.
Преимуществом импульсного процесса сварки является то, что он является наиболее управляемым процессом. Металл сварочной проволоки переходит в сварочную ванну благодаря подаваемым импульсам. Каждый импульс – одна сварочная капля. Благодаря этому снижается средний ток горения дуги, следовательно, и тепловложение, что очень важно при сварке нержавейки. Уменьшается зона термического влияния.
Кроме того, при импульсной сварке практически отсутствуют сварочные брызги, что значительно экономит сварочные материалы и увеличивает производительность, сокращая время на зачистку сварочного шва.
Насадки для сварки TIG нержавеющей стали
Carlos Plaza 10 комментариев
Кевин Стоун — старший изготовитель, который начал применять свои навыки сварки и рисования для создания массивных скульптур из нержавеющей стали еще в 2005 году. С тех пор он использовал процесс дуговой сварки вольфрамовым электродом (GTAW/AKA TIG) для создания впечатляющей коллекции. орлов, драконов, динозавров и многого другого. Сварка нержавеющей стали может быть сложной задачей, потому что она очень хорошо сохраняет тепло, и это может привести к таким проблемам, как деформация, охрупчивание и ржавчина. На самом деле, всего пять ампер могут отличить идеальный сварной шов от вороненой или прогоревшей детали. К счастью для нас, есть ряд проверенных и верных советов, которые все мы можем использовать для контроля тепловложения и овладения искусством сварки TIG на нержавеющей стали.
Надлежащая установка – Надлежащая установка гарантирует использование только необходимого количества присадочного металла. Вы не можете добавить присадочный металл без добавления тепла, поэтому вы не хотите заполнять промежутки.
Присадочный металл – Чем толще стержень или проволока, тем больше тепла требуется для их плавления. Поэтому диаметр присадочного металла должен быть тоньше основного металла. Для обеспечения целостности сварного шва присадочный металл и основной материал должны быть химически совместимы и иметь одинаковые механические свойства.
Размер электрода – Стандартные размеры вольфрамовых электродов варьируются от 3/32 до 1-1/4 дюйма. Выбор правильного размера зависит от таких переменных, как полярность, сила тока, размер соединения и толщина основного металла. Убедитесь, что вы проверили рекомендации производителя для правильного размера.
Геометрия электрода – Конусность, не превышающая диаметр электрода более чем в 2,5 раза, создает сфокусированную дугу, способную образовывать глубокие тонкие валики и узкую зону термического влияния. Если электрод имеет конусность, превышающую его диаметр более чем в 2,5 раза, дуга может раздуваться веером. Это приводит к меньшему проникновению и более широкой зоне термического влияния.
Управление кончиками пальцев и ногой – Ножное управление позволяет более точно контролировать силу тока и не мешает руке с горелкой. Однако при сварке на лестницах или в неудобных положениях управление кончиками пальцев может быть единственным выходом. Существуют разные дизайны, поэтому убедитесь, что вы выбрали тот, который лучше всего подходит для вас. Если ваш сварочный аппарат относительно точен, вам нужно будет только немного отрегулировать управление кончиком пальца или ногой, чтобы управлять подачей тепла. Начните с низкой силы тока и дайте луже сформировать . Затем оттяните два-три ампера и добавьте наполнитель.
Размер ванны – Толщина сварочной ванны должна быть равна толщине основного металла. Если лужа становится слишком большой, используйте управление кончиками пальцев или ножной педалью, чтобы уменьшить тепловложение. Вы можете устранить кратеры, ослабив ток в конце сварного шва и добавляя присадочный металл, пока лужа не затвердеет.
Поток газа и скорость движения – Продолжайте подавать газ и направляйте его на лужу, пока оранжевый цвет не исчезнет. Постпоток также охлаждает ванну и электрод. Не перемещайте горелку слишком быстро. Это может сдуть газ с электрода, сделать его черным и затруднить запуск в следующий раз.
Нажмите, чтобы посмотреть учебное пособие по импульсной сварке ВИГ для начинающих Полярность и импульсная сварка – Используйте импульсную дуговую сварку вольфрамовым электродом (GTAW-P) с отрицательным током электрода постоянного тока. При пульсации ток чередуется между высокой пиковой силой тока и низкой фоновой силой тока. Пиковый ток обеспечивает хорошее плавление и проплавление, в то время как фоновый ток поддерживает дугу и позволяет зоне сварки охлаждаться, предотвращая коробление, охрупчивание и выделение карбида. Чем выше частота импульсов (измеряемая в импульсах в секунду или PPS), тем более узким и концентрированным является конус дуги. Это, в свою очередь, увеличивает проникновение и сужает ширину валика. Кроме того, скорость импульсов ограничивает поступление тепла. Высокоскоростная пульсация (обычно выше 100 импульсов в секунду) помогает взбалтывать сварочную ванну и высвобождать любую пористость или газ, оставшиеся в сварном шве.
Обычные сварочные аппараты TIG ограничены примерно 10 PPS. Для повышения квалификации неопытные сварщики могут подсчитывать импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки. Однако более опытные сварщики захотят использовать инвертор TIG, способный производить сотни или тысячи импульсов в секунду. Для сварки углеродистой или нержавеющей стали начните со 100 PPS и доведите до 500 PPS. Не забывайте нормально дышать. «Многие люди склонны задерживать дыхание, но это может иметь противоположный эффект», — говорит Стоун. «Кроме того, мягкий хват делает руку более устойчивой. Держите факел крепко, но не слишком крепко, иначе наступит усталость и дрожь». Всегда заранее проверяйте свои настройки и технику на тестовом образце, и, конечно же, ПРАКТИКУЙТЕСЬ, ПРАКТИЧЕСКИ, ПРАКТИЧЕСКИ! Сварка нержавеющей стали TIG может быть сложной задачей, но результаты стоят затраченных усилий.
ИСТОЧНИКИ:
Художник Кевин Стоун использует усовершенствованный сварочный аппарат TIG для создания произведения искусства «Шок и трепет»
Справочник по сварке; Издание 9, том 2
8 Усовершенствования сварки TIG из нержавеющей стали
Последнее обновление
это может показаться ужасным кошмаром, пытаясь сварить нержавеющую сталь TIG. Вы когда-нибудь настраивали свой сварочный аппарат точно так же, как ваш профессиональный напарник, но все же производили уродливые сварные швы? Это всегда деморализующее чувство.
Однако с помощью нескольких советов вы можете все изменить. От правильных стержней до чистой заготовки, газовых наконечников, скорости и нескольких других важных советов ваша следующая сварка TIG может стать шедевром. Погрузитесь и узнайте восемь советов, которые вы можете использовать, чтобы улучшить свой следующий проект по сварке TIG.
1. Используйте правильный вольфрамовый стержень
На выбор предлагаются различные типы вольфрамовых стержней. То, что они содержат, будь то чистый вольфрам или вольфрамовый стержень с некоторыми добавками, не сильно повлияет на качество сварки. Некоторые из них начнут образовывать дугу легче, чем другие, а некоторые прослужат дольше, чем другие, но для обеспечения качества сварки вам нужно беспокоиться о диаметре вольфрамового стержня.
Если вы свариваете легкий листовой металл при малом токе с вольфрамовым стержнем большего диаметра, ваш сварной шов будет с трудом начинаться, а когда это произойдет, сварной шов не будет гладким и однородным. Чем тяжелее нержавеющая сталь, которую вы свариваете, тем больше должен быть диаметр стержня. Вот диаграмма, показывающая правильный диаметр вольфрамового стержня для вашего пластинчатого калибра, а также соответствующий диапазон силы тока.
| Толщина материала | Вольфрам диаметр | Диапазон тока |
| 1/16 | 1/16 | 80-20 |
| 3/32 | 1/16 | 100-30 |
| 1/8 | 3/32 | 120-150 |
| 3/16 | 3/32 | 150-250 |
| 1/4 | 1/8 | 200-350 |
| 1/2 | 1/8 | 235-375 |
2. Очистите свой металл
Все сварные швы должны быть очищены перед сваркой, особенно при сварке TIG нержавеющей стали. Существует менталитет «без ярлыков», который должен принять каждый сварщик нержавеющей стали, и здесь он особенно применим. Это будет пузырить ваш сварной шов, что добавляет ему слабости, препятствуя плавному движению, которое ваш проход должен сделать для чистого валика.
Степень загрязнения материала определяет, как его следует чистить. Иногда подойдет чистая тряпка, но ацетон или другие растворители полезны для очистки нержавеющей стали, так как они эффективно удаляют все загрязнения и так же быстро испаряются.
Изображение предоставлено: Architect of the Capitol, Public Domain Files
3. Используйте чистую острую насадку
Хотя вольфрамовая насадка без грязи определенно поможет, обычно это не так. Чаще всего перед сваркой наконечники чистые. Что часто происходит во время процесса TIG, так это то, что ваш наполнительный стержень касается горячего наконечника и расплавляет каплю на нем, создавая так называемое грязное сопло.
Когда наконечник становится таким грязным, ваша дуга искажается, и вы теряете контроль над прицеливанием. Форма и точность дуги определяются тем, как заточен ваш наконечник. Чем тоньше острие и ровнее поверхность, тем чище и точнее будет ваша дуга. Это грязное пятно металла на нем превращает маленькую и стабильную дугу в шаткую внеосевую форму.
4. Увеличьте охват газа
Любой воздух, попадающий в сварные швы, приводит к загрязнению валика и может изменить цвет вашей нержавеющей стали. Чем больше газа вы используете с экономической точки зрения, тем аккуратнее будет ваш сварной шов. Это не просто больший расход газа. Более широкая чаша для более широкого охвата газа будет иметь существенное значение для ваших сварных швов.
Как минимум чашку номер 12 лучше всего использовать, когда это позволяет пространство, которое вы свариваете. Иногда область слишком узкая, и поэтому вы просто обходитесь тем, что у вас есть в данных обстоятельствах.
5. Увеличивайте скорость, чтобы свести к минимуму выделение тепла
Чем больше тепла вы подаете при сварке TIG нержавеющей стали, тем хуже будет выглядеть сварной шов и тем больше будет деформироваться изделие. Однако это не означает, что вы должны уменьшить силу тока. Это потребует гораздо более медленного движения и, следовательно, приведет к большему подводу тепла в общем масштабе.
Ключевым моментом является сварка с достаточной силой тока, чтобы ваши сварные швы не прорывались и не вызывали подрезов при перемещении с максимально возможной скоростью без потери точности сварки. Это будет отличаться от человека к человеку из-за индивидуальных возможностей. Общее руководство заключается в том, чтобы ваш сварочный аппарат работал на 10% меньше, чем один ампер на 0,001 дюйма нержавеющей стали, и перемещался достаточно быстро, чтобы соответствовать нагреву.
6. Выберите правильную присадочную проволоку
Существуют различные типы присадочной проволоки, размер и материал которых существенно влияют на качество сварного шва. Во-первых, убедитесь, что они соответствуют типу нержавеющей стали, которую вы свариваете. Не сваривайте пластину из нержавеющей стали 304 с стержнями 316. Тип материала должен быть таким же или выше по прочности и качеству, иначе ваш сварной шов будет слабее, чем основной металл. Сварные швы всегда должны соответствовать или превышать прочность основного металла, поскольку они всегда являются естественным слабым местом.
Также стоит сварить стержни нужного размера. Использование присадочной проволоки большого калибра на легком участке с малой силой тока приведет к образованию уродливых пятен, а не к стабильному жидкостному сварному шву. Использование тонкой калиброванной присадочной проволоки с высокой силой тока позволит эффективно расплавить проволоку, но будет трудно поддерживать нужное количество присадочной проволоки. Это либо создаст скудный шов, которому не хватает объема шва, либо неточный шов из-за чрезмерной скорости, с которой вы пытаетесь подать проволоку.
Найдите правильный размер методом проб и ошибок на практическом участке перед началом сварки, чтобы убедиться, что диаметр присадочного стержня подходит именно вам.
7. Обратная продувка вашей работы
Обратная продувка сварного шва — это процесс защиты обратной стороны сварного шва от воздуха. Вы можете добиться этого с помощью комплекта для продувки или накрыв заднюю часть сустава алюминиевой пленкой и вставив в нее линию защитного газа.
Окисление, которое происходит с нижней стороны вашего соединения при контакте с воздухом, не только приводит к некрасивому виду за сварным швом, но и влияет на то, как будет проходить сварной шов. Обратная продувка сварного шва обеспечит более гладкое формирование валика и предотвратит изменение цвета и деформации с обеих сторон соединения.
Изображение предоставлено: Alfred T. Palmer, Wikimedia
8. Дайте вашему проекту остыть
Нержавеющая сталь растет и чрезмерно деформируется от тепла. Он также образует красную, синюю и черную окраску, с которой вы знакомы на сварных швах. Окраска вся от лишнего тепла. Сварке всегда потребуется тепло, иначе металлы не будут свариваться вместе, но тепло на нержавеющей стали возникает из-за того, что работа нагревается больше, чем нужно.
Знаете ли вы, что можно красиво сварить стык с хорошим проваром без окрашивания? Таким должен быть каждый сварной шов. Может появиться немного цвета, но если ваши сварные швы чрезмерно красные и синие или, что еще хуже, черные, то это связано с тем, что ваша работа требует слишком много тепла. Как мы упоминали ранее, чрезмерный нагрев заготовки происходит из-за того, что дуга слишком долго находится на одном месте, а не из-за силы тока.
Чтобы решить проблему накопления тепла, рекомендуется сделать перерыв в непрерывном сварном шве. Начните сварку секции, и когда вы заметите, что она нагревается или начинает окрашиваться, остановитесь, чтобы дать ей немного остыть, прежде чем продолжить. Это не только предотвратит обесцвечивание, но и поможет предотвратить любую тепловую деформацию, которая испортит ваш проект.
Изображение предоставлено Крисом Ярзабом, Flickr
Сварка TIG нержавеющей стали действительно хороша, если соблюдать все необходимые меры. Основная причина, по которой у людей так много проблем с этим, заключается в том, что они выбирают короткие пути. Вы не можете использовать ярлыки с нержавеющей сталью. Он всегда будет возвращаться к вам с уродливыми сварными швами и часто испорченным проектом.
Следуйте правильным шагам, и качество вашей следующей сварки TIG значительно улучшится.
Вот некоторые из наших других руководств:
- Как стать сертифицированным сварщиком
- Разогрев перед сваркой: причины и способы предварительного нагрева
- Как начать прибыльный сварочный бизнес и добиться успеха
- Можно ли сваривать нержавеющую сталь с флюсовым сердечником? Все факты!
- 1. Используйте правильный вольфрамовый стержень
- 2. Очистите металл
- 3. Используйте чистый острый наконечник
- 4. Увеличьте охват газа
- 5. Увеличьте скорость, чтобы свести к минимуму тепловыделение
- 6. Выберите правильную присадочную проволоку
- 7. Задняя продувка Работа
- 8. Дайте вашему проекту остыть
- Заключительные мысли: Усовершенствования вашего сварочного аппарата для сварки TIG нержавеющей стали
Искусство сварки TIG нержавеющей стали
В этой статье мы рассмотрим некоторые основы широко используемой сварки TIG нержавеющей стали наполнители, применяемые для различных марок нержавеющей стали. Далее следуют несколько практических советов по получению качественной сварки TIG на нержавеющей стали. Далее следует небольшое обсуждение того, как избежать деформации и растрескивания нержавеющей стали.
Введение
Основы сварки TIG нержавеющей стали
Выбор наполнителя
О чем следует помнить при сварке TIG нержавеющей стали
Хорошая посадка
Выберите правильный присадочный металл
Выберите правильный размер вольфрама
Используйте правильную геометрию вольфрама
Используйте управление кончиками пальцев или ногой
Начните с низкой силы тока
Поддерживайте правильный размер лужи
Использовать пульсацию
Импульсов в секунду (PPS)
Завершение сварки
Сварка TIG нержавеющей стали: газовое покрытие
Предотвращение деформации и растрескивания при сварке TIG нержавеющей стали
Смотрите также:
Введение Аустенитные нержавеющие стали, известные как серия 300, чаще всего свариваются. Эти хромоникелевые стали, в отличие от более дешевых нержавеющих, содержат больше сплавов и являются «немагнитными» (исключение, типы 310 – 330). Аустенитные сорта нержавеющей стали обычно содержат минимум 16-26% хрома и 6-22% никеля. Например, нержавеющая сталь марки
308 также называется нержавеющей сталью 18-8 и содержит около 18% хрома и 8% никеля.
Аустенитная нержавеющая сталь может быть закалена холодной обработкой, но не термической обработкой. В отожженном состоянии все они немагнитны, хотя некоторые из них могут стать слегка магнитными при холодной обработке. При комнатной температуре нержавеющие стали серии 300 сохраняют аустенитную микроструктуру.
Несмотря на то, что коррозионная стойкость является их основным свойством, они также выбираются за превосходные прочностные характеристики при высоких или экстремально низких температурах. Они считаются наиболее свариваемыми из высоколегированных сталей. Сравнительно небольшие проблемы возникают при выполнении удовлетворительных сварных соединений, если должным образом учитывать присущие им физические характеристики и механические свойства.
Основным критерием выбора нержавеющей стали обычно является устойчивость к коррозии, и хотя основное внимание уделяется коррозионной стойкости основного металла, дополнительное внимание следует уделять присадочному материалу и основному металлу, непосредственно прилегающему к зоне сварки. .
Сварка естественным образом создает температурный градиент в свариваемом металле в диапазоне от температуры плавления расплавленного металла шва до температуры окружающей среды на некотором расстоянии от сварного шва.
Из-за долгосрочной рентабельности и присущей нержавеющей стали коррозионной стойкости она стала основным материалом во многих отраслях промышленности. Сварка TIG нержавеющей стали создает ряд определенных проблем, самыми серьезными из которых являются осаждение карбида и деформация. Ключом к предотвращению этих проблем является хороший контроль нагрева, правильная скорость движения и адекватное газовое покрытие.
Основы сварки ВИГ нержавеющей стали По сравнению со сваркой низкоуглеродистой стали, например, аустенитные нержавеющие стали имеют несколько характеристик, которые требуют некоторого пересмотра процедур сварки, которые считаются стандартными для низкоуглеродистой стали. Температура плавления аустенитных нержавеющих сталей ниже, поэтому для плавления требуется меньше тепла.
Электрическое сопротивление нержавеющей стали серии 300 выше, чем у низкоуглеродистой стали, поэтому для сварки требуется меньший электрический ток (более низкие настройки нагрева). Эти нержавеющие стали также имеют более низкий коэффициент теплопроводности, что приводит к концентрации тепла в небольшой зоне, прилегающей к сварному шву.
Аустенитные нержавеющие стали также имеют коэффициент теплового расширения примерно на 50% выше, чем у низкоуглеродистой стали, что требует большего внимания к контролю коробления и деформации в зоне термического влияния.
Во время сварки ВИГ нержавеющих сталей температуры основного металла, прилегающего к сварному шву, достигают уровней, при которых происходят микроструктурные превращения. Степень, в которой происходят эти изменения, и их влияние на готовую сварку с точки зрения сопротивления коррозии и механических свойств зависят от содержания сплава, толщины, присадочного металла, конструкции соединения, метода сварки и навыков сварщика.
Независимо от происходящих изменений, основной целью сварки ВИГ нержавеющих сталей является получение надежного соединения с качествами, равными или лучшими, чем у основного металла.
Чтобы обеспечить успех при сварке TIG нержавеющей стали, важно иметь хороший контроль нагрева, покрытие газа и скорость перемещения. Обычно для сварки TIG нержавеющей стали требуется источник питания постоянного тока и заостренный вольфрам (любого типа, кроме чистого).
Как и алюминий или любой другой металл, подлежащий сварке, перед сваркой он должен быть очищен от масла, краски и/или грязи для достижения оптимальных результатов. Нержавеющая сталь должна очищаться проволочной щеткой между проходами сварки с помощью специальной проволочной щетки из нержавеющей стали, которая не контактировала с мягкой сталью, чтобы помочь удалить потенциальные межпроходные оксиды.
Присадочный стержень рекомендуется для применений с базовым материалом толще, чем калибр 18, и будет зависеть от конструкции соединения. Например, для внешних углов может не потребоваться наполнительный стержень, но для внутреннего стыка потребуется. В большинстве случаев сварки TIG требуется подгонка присадочного стержня. То есть следует использовать присадочный пруток с более высокими прочностными характеристиками.
Например, для аустенитной нержавеющей стали серии 304 следует использовать стержень ER308. Как правило, присадочные прутки из аустенитной нержавеющей стали доступны в диаметрах от 0,035 до 5/32 (0,9-до 4,0 мм) и выбираются в соответствии с конструкцией соединения, параметрами сварки и областью применения.
Выбор присадочного стержняСледующие присадочные стержни используются, как показано, для различных марок нержавеющей стали.
| Stainless steel | Filler Rod |
|---|---|
| 301 | 308 |
| 302 | 308 |
| 302S | 308 |
| 304 | 308 |
| 304L | 308 |
| 305 | 308, 310 |
| 308 | 308 |
| 309 | 309 |
| 309S | 309 |
| 310 | 310 |
| 310S | 310 |
| 314 | 310, 312 |
| 316 | 316 |
| 316L | 316 |
| 317 | 347 |
| 321 | 347 |
| 330 | 347 |
| 347 | 347 |
| 348 | 347, 348 |
О чем следует помнить при сварке TIG нержавеющей стали При сварке TIG нержавеющей стали есть несколько моментов, которые необходимо учитывать для получения эстетически привлекательного и надежного сварного шва. Поскольку нержавеющая сталь не рассеивает тепло должным образом, поддержание надлежащего тепловложения при сварке имеет решающее значение. Слишком сильный нагрев может привести к деформации, охрупчиванию или ржавчине. Всего пять ампер слишком сильно могут повредить свойства нержавеющей стали. Однако существует несколько способов контроля тепловложения:
Хорошая подгонка
Добавление присадочного металла для заполнения зазоров нагревает деталь, поэтому хорошая подгонка очень важна. Невозможно добавить много присадочного металла и не допустить попадания энергии в деталь.
Выберите правильный присадочный металл
Диаметр присадочного металла должен быть тоньше основного металла. Если он толще основного металла, для плавления присадочного металла требуется слишком много тепла. Присадочный металл также должен соответствовать сплаву основного металла, чтобы поддерживать постоянные механические и коррозионные свойства.
Выберите правильный размер вольфрама
Вы не сможете точно сварить 1/16 дюйма. материал с 1/8-in. вольфрам. Используйте правильный диаметр вольфрама в зависимости от силы тока.
Используйте правильную геометрию вольфрама
Форма вольфрама влияет на ширину и проплавление сварного шва. При сварке нержавеющей стали TIG чем острее вольфрам, тем шире и менее проникающий валик. На более остром конце (отшлифованном до длины конуса, которая более чем в 2,5 раза превышает диаметр электрода) дуга имеет тенденцию расходиться веером, создавая более широкую зону термического влияния.
С более тупым острием (менее чем в 2,5 раза больше диаметра электрода) дуга идет прямо вниз с меньшим пламенем для более глубокого, более тонкого валика и более тонкой зоны термического влияния.
Управление кончиками пальцев или ногой
Вы должны уметь зажигать дугу и регулировать силу тока от начала до конца сварки. Установите сварочный аппарат на желаемую силу тока, которая должна быть немного больше, чем вам нужно. Если ваш сварочный аппарат достаточно точен, вам нужно будет лишь немного отрегулировать управление кончиком пальца или ногой, чтобы отрегулировать мощность сварки.
Запуск с низкой силой тока
Запуск с низкой силой тока и дайте образоваться луже. Затем отпустите два или три ампера и добавьте наполнитель.
Поддержание правильного размера сварочной ванны
Толщина сварочной ванны должна быть равна толщине основного металла. Если лужа становится слишком большой, убавьте огонь. Устраните кратеры, ослабив ток в конце сварного шва и добавляя присадочный металл, пока лужа не затвердеет. Используйте управление кончиком пальца или педалью горелки или секвенсором вашего сварочного аппарата.
Продолжайте подавать газ и направляйте его на лужу, пока оранжевый цвет не исчезнет. Постпоток также охлаждает ванну и вольфрам. Слишком быстрое перемещение горелки может сдуть газ с вольфрама, сделать его черным и затруднить запуск в следующий раз.
Использовать импульсный режим
Для контроля тепловложения используйте сварочный аппарат с импульсным режимом постоянного тока. В импульсном режиме ток переходит между высокой пиковой силой тока и низкой фоновой силой тока, что поддерживает дугу, но позволяет сварочной ванне остыть. Пиковый ток обеспечивает хорошее проплавление, а фоновый ток позволяет сварочной ванне немного остыть, предотвращая коробление, охрупчивание и выделение карбида.
Импульсов в секунду (PPS)
Это просто то, сколько раз машина завершит один импульсный цикл за промежуток времени в одну секунду. Увеличение количества импульсов в секунду приводит к более плавному эффекту волнистости в сварном шве, сужает сварной шов. Уменьшение количества импульсов в секунду увеличивает ширину сварного шва.
Пульсация также помогает перемешивать сварочную ванну и высвобождать любую пористость или газ, оставшиеся в сварном шве. Для сварки TIG нержавеющей стали используйте частоту импульсов от 100 до 500 импульсов в секунду. Начните со 100 и работайте вверх. Более высокая пульсация (обычно более 100 импульсов в секунду) увеличивает перемешивание ванны, что, в свою очередь, приводит к улучшению молекулярной структуры зерен в сварном шве.
Высокоскоростная пульсация также сужает и фокусирует дугу. Это увеличивает стабильность дуги, проплавление и скорость перемещения, а также уменьшает зону термического влияния.
Отделка сварных швов
Нержавеющие стали, в частности, 304 и аналогичные материалы, широко используются в пищевой, молочной, фармацевтической и технологической промышленности. Чтобы предотвратить рост бактерий, все трещины, трещины и щели в сварном шве должны быть удалены, а открытые поверхности отшлифованы и отполированы до соответствия основному металлу. Если сварные швы выполняются из предварительно обработанной нержавеющей стали, сварные швы должны иметь минимальный размер, чтобы избежать чрезмерных и дорогостоящих затрат на отделку.
Хромоникелевые сплавы труднее шлифовать, чем прямые хромовые сплавы, поэтому наплавленный металл должен быть как можно более плоским. Тепло от шлифования также должно быть сведено к минимуму, чтобы избежать деформации тонких материалов. Если шлифовальные круги или ленты ранее использовались для обработки углеродистой стали, следует провести химическую очистку для удаления любых частиц железа, которые могли въеться в поверхность из нержавеющей стали.
Успешно зарекомендовал себя метод стыковой сварки полированных листов с обратной или неполированной стороны. Листы сначала обрезаются с обратной стороны, так что любое «сопротивление сдвигу» приходится на полированную сторону. Полное проплавление соединения достигается при минимальном проникновении сварочного сплава на полированную сторону. Затем можно использовать относительно легкую шлифовку для подготовки сварного шва на полированной стороне к окончательной полировке и смешиванию с окружающей областью.
Вот хороший сварочный аппарат TIG для нержавеющей стали —
Сварка ВИГ нержавеющей стали: Газовое покрытие Использование соответствующего типа и количества защитного газа является важным способом предотвращения выделения карбида при сварке ВИГ нержавеющей стали. Как правило, чистый аргон обеспечивает наилучшие результаты при сварке более тонкой аустенитной нержавеющей стали, но добавление небольшого количества гелия не редкость, когда требуется лучшее проплавление и более высокая скорость перемещения, особенно при сварке более толстых деталей.
Требуемый средний расход составляет от 15 до 20 фунтов на квадратный дюйм, любое большее давление вызовет турбулентность потока газа и сварочную ванну, что приведет к некачественному сварному шву. Использование газовой линзы действительно рекомендуется при сварке TIG нержавеющей стали. Газовая линза – это компонент из меди и латуни с многослойными сетчатыми экранами из нержавеющей стали, который заменяет корпус цангового патрона в стандартной горелке TIG.
Газовая линза помогает более равномерно распределить газ вокруг вольфрамовой, дуговой и сварочной ванны и обеспечивает хорошее охлаждение. Сварные швы с полным проплавлением требуют обратной продувки. Покрытие обратной стороны сварного шва защитным газом гарантирует, что нижняя сторона сварного шва защищена от атмосферных воздействий, и может быть выполнено с помощью коммерческих аппаратов или индивидуально изготовленных методов.
Использование охлаждающих баров . Успешная сварка нержавеющей стали различными методами сварки в значительной степени зависит от типа используемого опорного стержня или пластины. Опыт показал, что чистая медь является наиболее подходящим материалом для резервирования сварного шва. Высокая теплопроводность такого опорного стержня или пластины предотвратит его прилипание к металлу шва, а эффект кокиля обеспечит чистую гладкую поверхность металла шва. Медные опорные стержни можно изготовить, вырезав куски из медной пластины или листа. Охлаждающие стержни лучше всего служат для контроля искажений на тонком материале, а также помогают предотвратить чрезмерное прожигание или плавление основного металла.
Наконец, не забудьте поддерживать адекватный постпоток . Наилучшей практикой является поддерживать одну секунду продувки после каждых 10 ампер сварочного тока, используемых во время сварки.
Предотвращение деформации и растрескивания при сварке TIG нержавеющей стали Поскольку нержавеющая сталь подвержена большему тепловому расширению, чем другие материалы, она легко деформируется. Этой проблеме способствуют слишком высокие текущие настройки и/или слишком низкая скорость движения. Термическое расширение происходит из-за того, что ЗТВ (зона термического влияния) на аустенитной нержавеющей стали более локализована, чем на других материалах.
Когда сварной шов остывает, происходит медленная передача тепла окружающему материалу, что может привести к короблению. Зажимая, используя приспособление или прихваточные швы на достаточном расстоянии друг от друга, особенно на тонком материале, вы можете уменьшить вероятность коробления. Наряду с искажением возникает вероятность растрескивания.
При использовании конструкции соединения, состоящей из V-образной, модифицированной V-образной, U-образной или J-образной канавки, которая ограничивает количество проходов сварки и количество применяемого тепла, вероятность образования трещин будет снижена. Трещины также будут возникать в зоне начала сварки и кратера. Одним из способов предотвращения растрескивания в этой области является использование язычков для стекания и стекания.
Для достижения наилучших результатов эти вкладки должны соответствовать основному материалу. Выступы обеспечивают область для «стекания» или «стекания» сварного шва, что исключает возникновение дуги и образование кратеров на фактическом сварном соединении, и их можно легко отшлифовать или отрезать после того, как сварной шов остынет.
Помните: даже при правильном типе и количестве газа, хорошем подводе тепла и правильной скорости движения обучение и практика по-прежнему являются лучшей защитой от ошибок при сварке нержавеющей стали TIG.
См. также:
- Как эффективно сваривать нержавеющую сталь ВИГ: предотвращение осаждения карбида
Сварка ВИГ нержавеющей стали | Fractory
Примечание. Это гостевой пост Грегори Сандерса с сайта Cromweld.com. Он энтузиаст сварки, который делится своими взглядами на мир сварки на своем веб-сайте.
Как сварщик, вы будете ежедневно открывать для себя новый материал. Важно, чтобы, имея дело с различными типами материалов, вы понимали все их функции. Сварка TIG — это стабильный сварочный процесс, который поможет вам начать работу.
Хотя новички чаще начинают со сварщиков MIG, они часто заканчивают сварочными аппаратами TIG. Кривая обучения этому процессу немного сложнее из-за множества настраиваемых функций, но сварка TIG является чрезвычайно универсальным процессом, обеспечивающим непревзойденное качество.
Что такое сварка TIG?
Сварка ВИГ – это альтернативное название дуговой сварки вольфрамовым электродом в среде защитного газа. Авиастроители создали его для сварки магния в первой половине 20 века.
Процесс обычно работает следующим образом:
- Сварщик создает дугу, соединяющую основной металл и неплавящийся вольфрамовый электрод, который не плавится.
- Когда дуга попадает на основной металл, образуется расплавленная сварочная ванна. Тонкая проволока присадочного металла постепенно подается в сварочную ванну, заставляя ее плавиться.
- Одновременно инертный защитный газ защищает вольфрамовый электрод и сварочную ванну от загрязнения кислородом. Важно, чтобы не использовались флюсы.
- Готовый продукт представляет собой прочный сварной шов, обладающий такими же свойствами коррозионной стойкости, как и основной металл.
Для чего используется сварка TIG?
Сварка ВИГ используется для многих типов металлов и является одним из самых популярных методов сварки. Различные отрасли промышленности в значительной степени полагаются на сварку TIG, и она используется в процессе строительства в различных отраслях, включая аэрокосмическую отрасль.
Производители автомобилей используют сварку ВИГ, например, для крыльев из-за ее антикоррозионных свойств. Сварка TIG также обычно используется в мастерских по ремонту кузовов автомобилей.
Кроме того, сварка ВИГ очень распространена среди художников, которые создают скульптуры с использованием методов сварки из-за отличного качества отделки. В последнее время Интернет завоевал популярность так называемый метод холодной сварки TIG. В действительности этот метод не имеет ничего общего с собственно процессом холодной сварки. Он получил свое название из-за значительно меньшей тепловложения, но, к сожалению, эти эстетически приятные сварные швы не провариваются, и поэтому этот метод не очень эффективен для создания прочных сварных швов.
Сварка ВИГ из нержавеющей стали
Сварка ВИГ очень популярна для сварки нержавеющей стали. В основном используется для пайки нержавеющей стали. Самое замечательное то, что его можно использовать для различных развертываний в различных сварочных работах.
Сварка нержавеющей стали известна как трудная задача, поскольку она очень хорошо сохраняет тепло. Это может привести к деформации металла. Однако сварка TIG отлично подходит для нержавеющей стали, а также для других металлов, таких как алюминий, никелевые сплавы, латунь, медь и хромомолибден.
Подготовка к сварке нержавеющей стали методом TIG
Подготовка начинается, когда вы начинаете сварку TIG с источником питания, который можно зажечь через горелку. Вы должны принять столько мер предосторожности, сколько необходимо для поддержания температуры.
Еще один совет по подготовке — использовать адаптер, который уже входит в комплект принадлежностей. Таким образом, у вас не будет путаницы, требующей отдельного подключения.
Убедитесь, что у вас есть педаль, чтобы вы могли подключить ее и контролировать процесс сварки. Ножная педаль даст вам полный контроль над окончательным сварочным проектом.
Как работает сварка TIG нержавеющей стали?
Первый шаг
На начальных этапах сварки TIG вам потребуется сосредоточиться на трех вещах: нагреве, покрытии и присадочном металле. Тепло является важным аспектом процесса сварки, потому что без него вы не сможете создать электричество, проходящее через вольфрамовый электрод.
Выбор присадочного стержня
Способ установки присадочного стержня фактически изменит весь процесс сварки. Вы хотите использовать обе руки, когда прикрепляете наполнительный стержень. Защитный газ необходимо использовать для предотвращения любых форм загрязнения.
ER или присадочная проволока будет использоваться в качестве механизма подачи проволоки для сварки TIG. Правильный выбор влияет на конечное качество сварки.
Процесс сварки нержавеющей стали
Отличительной чертой сварки нержавеющей стали является ее способность к сварке. Большинство начинающих сварщиков будут обеспокоены процессом сварки, однако при сварке нержавеющей стали вы сможете добиться желаемого результата.
Процесс сварки нержавеющей стали начинается с различных типов процессов, таких как сварка трением, пайка твердым припоем и электронная сварка. Вам понадобится проводимость гелия, чтобы склеить частицы вместе.
Зачем использовать вольфрам для сварки нержавеющей стали
Вольфрам — это редкий, но полезный металлический элемент, который в основном используется в производстве. Процесс во многом зависит от твердости и термостойкости.
Для проведения тока вам нужна особая дуга с высокой температурой плавления. Вольфрам является отличной альтернативой торию, который может работать при сварке с низкой силой тока. Рекомендуемые варианты — цериированные и лантанированные вольфрамы, поскольку они обладают сильной удерживающей способностью.
Процесс в основном будет зависеть от характеристик вольфрама, таких как его вес и то, как он обрабатывает тепло. Известно, что лучшими из них являются чистый вольфрам. Ассортимент огромен, поэтому убедитесь, что вы выбрали именно то, что подходит именно вам!
Источники питания для сварочных аппаратов TIG для сварки нержавеющей стали
Основные источники питания могут различаться в зависимости от вашего проекта. Вы хотите передавать всю эту энергетическую работу по частям. Таким образом, вы сосредоточите свое внимание и электрод, на котором хотите сосредоточиться.
Основным источником энергии является огнеупорный электрод, который будет медленно передавать энергию для формирования хорошей дуги. Основным оборудованием, обеспечивающим выполнение процесса, являются электрододержатель, присадочный металлический стержень и средства индивидуальной защиты.
В целом, сварка TIG — это важнейший сварочный процесс, без которого многие отрасли промышленности не могут жить. Независимо от того, являетесь ли вы профессиональным сварщиком или любителем, всегда обязательно принимайте необходимые меры предосторожности, чтобы обезопасить себя и все свои рабочие материалы.
Стартовый комплект TIG из нержавеющей стали
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Скидка $-75,00
Поделитесь этим продуктом
Готовы научиться сварке TIG нержавеющей стали по отличной цене? В нашем стартовом наборе из нержавеющей стали есть все, что вам нужно, чтобы начать прямо из коробки! Это лучшее предложение, если вы хотите приступить к сварке нержавеющей стали с обычными размерами наполнителя и толщиной металла!
Комплект из нержавеющей стали включает в себя:
(20) SS-125-4 Купоны
(20) SS-065-4 купоны
(25). мм) Наполнитель ER308L
(25) 0,045″ (1,1 мм) Наполнитель ER308L
(25) 1/16″ (1,6 мм) » Tungsten
American ExpressApple PayDiners ClubDiscoverMeta PayGoogle PayMastercardPayPalShop PayVenmoVisaВаша платежная информация защищена. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Country
—AfghanistanÅland IslandsAlbaniaAlgeriaAndorraAngolaAnguillaAntigua & BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia & HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCosta RicaCroatiaCuraçaoCyprusCzechiaCôte d’IvoireDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEswatiniEthiopiaFalkland IslandsFaroe IslandsFinlandFranceFrench GuianaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong Kong SARHungaryIcelandIndiaIndonesiaIraqIrelandIsle of человекИзраильИталияЯмайкаЯпонияДжерси JordanKazakhstanKenyaKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SARMadagascarMalawiMalaysiaMaldivesMaliMaltaMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Burma)NamibiaNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPanamaParaguayPeruPhilippinesPolandPortugalQatarRéunionRomaniaRussiaRwandaSan MarinoSão Tomé & PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSomaliaSouth AfricaSouth KoreaSouth SudanSpainSri LankaSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияТайваньТаджикистанТанзанияТаиландТогоТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосУгандаУкраинаОбъединенные Арабские ЭмиратыСоединенное КоролевствоСоединенные ШтатыУругвайУзбекистанВатиканВенесуэлаВьетнамЗападная СахараЙеменЗамбияЗамбия
Почтовый индекс
Возврат
Наш полис действует 14 дней. Если с момента покупки прошло 14 дней, к сожалению, мы не можем предложить вам возврат или обмен.
Чтобы иметь право на возврат, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке. очевидные разрывы или порезы в оригинальной упаковке не допускаются.
Некоторые виды товаров не подлежат возврату.
Подарочные карты
Загружаемые программные продукты
Любой продукт, который был извлечен из упаковки
Любой продукт, в котором отсутствуют детали
Любой металл с признаками ржавчины или коррозии
Для оформления возврата нам требуется квитанция или подтверждение покупки.
Пожалуйста, не отправляйте нам свою покупку, предварительно не связавшись с нами.
Существуют определенные ситуации, когда предоставляется только частичное возмещение (если применимо)
Любой товар не в своем первоначальном состоянии поврежден или отсутствует по причинам, не связанным с нашей ошибкой
Любой товар, возвращенный более чем через 14 дней после доставки
Любой товар с отсутствующими деталями
Поврежденный, грязный, ржавый или корродированный металл
Упаковка, которая была повторно запечатана
Возврат средств (если применимо)
После получения и проверки возврата , мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Если вы одобрены, ваш возврат будет обработан, и кредит будет автоматически применен к вашей кредитной карте или исходному способу оплаты в течение определенного количества дней.
Задержка или отсутствие возмещения (если применимо)
Если вы еще не получили возмещение, сначала проверьте свой банковский счет еще раз.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Товары для продажи (если применимо)
Возврат возможен только за товары по обычной цене, к сожалению, за товары со скидкой возврат невозможен.
Обмен (если применимо)
Мы заменяем товары, только если они неисправны или повреждены. Если вам нужно обменять его на такой же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте свой товар по адресу: Weld Metals Online, 3125 W. Ali Baba Ln, Ste. 707, Лас-Вегас, штат Невада, 89118, США.
Подарки
Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка
Чтобы вернуть товар, отправьте его по почте по адресу: Weld Metals Online, 3125 W. Ali Baba Ln, Ste. 707, Las Vegas NV 89118, United States
Вы будете нести ответственность за оплату транспортных расходов при возврате товара. Стоимость доставки не возвращается. Если вы получите возмещение, первоначальная стоимость доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для того, чтобы ваш обмененный товар был доставлен к вам, может различаться.
Если вы отправляете товар на сумму более 75 долларов США, вам следует рассмотреть возможность использования службы доставки с возможностью отслеживания или приобретения страховки доставки. Мы не гарантируем, что получим ваш возвращенный товар.
Насадки для сварки TIG тонкостенных сталей — Baker’s Gas & Welding Supplies, Inc.
Делиться:Ed Cyzewski
Сварка TIG — это идеальный процесс для сварки тонких и нержавеющих сталей, позволяющий получить аккуратные сварные швы без искажений или обесцвечивания. Тонкий металл легко прорвать или расплавить, если вы не можете контролировать подачу тепла, поэтому сварочный аппарат TIG с импульсным режимом и ножной педалью может значительно облегчить вашу жизнь. В то время как простое эмпирическое правило для работы с тонкой сталью состоит в том, чтобы сначала попрактиковаться в сварке TIG на обрезках, есть несколько простых советов, которые вы можете запомнить, которые сделают вашу жизнь намного проще.
Следует ли использовать присадочную проволоку на тонкой стали?
Иногда металл достаточно тонкий, чтобы его можно было эффективно сваривать без использования присадочного металла. Сварочный аппарат TIG может работать при силе тока около 60 ампер и выполнять работу на очень тонкой стали или нержавеющей стали. Имейте в виду, что это относится к стали и нержавеющей стали. Алюминий — совсем другое дело. Вам всегда нужно добавлять присадочный металл, когда вы свариваете алюминий.
При сварке тонкого металла очень важно контролировать горелку, направляя ее точно на сварной шов, не прожигая в стороны. Ножная педаль обеспечивает необходимое управление, не мешая руке с горелкой. Когда вы свариваете тонкий металл, вам нужно держать руку с горелкой как можно устойчивее, и здесь вам очень пригодится педаль.
Также часто рекомендуется укрепить сварочную перчатку, надев на один из пальцев руки, держащей горелку, кусок термостойкой ткани. Обычно его надевают на мизинец. Это позволяет опереться одним пальцем на металл во время работы, не обжигая его. Вы можете либо сдвинуть его вдоль заготовки, либо приподнять, чтобы сохранить правильное расстояние по дуге. У Baker’s Gas есть именно то, что вам нужно: Flak Finger от Black Stallion 9.0005
Хотя TIG-сварку тонкого металла можно выполнять в различных положениях, очень легко сварить под наклоном быстро и с большим контролем. Если вы свариваете тонкий металл, вы сможете двигаться с довольно постоянной скоростью без особых усилий. Этот совет может быть полезен для сварщиков TIG, у которых меньше опыта. Держите узкую дугу и держите лужу ровным и ровным. Кроме того, если вы в конечном итоге сварите в гору, вам нужно сваривать с немного меньшей силой тока.
Как увеличить скорость перемещения при сварке TIG Если вам необходимо увеличить скорость перемещения при сварке тонкого металла, вы можете увеличить количество импульсов в секунду (скажем, в диапазоне 100 импульсов в секунду). Имейте в виду, что вам нужно будет держать горелку в движении, чтобы предотвратить искажение или обесцвечивание вашего металла. Более высокая скорость пульсации полезна только тогда, когда вам нужно двигаться быстрее, поэтому убедитесь, что вы обращаете внимание на то, как лужа движется вперед. Быстрый сварной шов все еще может быть сплошным швом, но может потребоваться небольшая практика, прежде чем вы сможете правильно выполнить его на более тонком металле.
Прихватка с помощью сварочного аппарата TIG может быть очень быстрой и эффективной, но если вы неправильно настроите или расположите горелку, вы также можете расплавить края металлической заготовки. В то время как некоторые из новых аппаратов для сварки TIG имеют настройку прихватки, в любом случае вы захотите попрактиковаться в выполнении быстрых сварных швов с целевыми прихватками на своем аппарате TIG. Возьми немного металлолома и попробуй.
Когда я говорю, что это быстрый ход, мы говорим о приблизительной десятой доле секунды. Вам нужно быть осторожным с правильными настройками силы тока в зависимости от толщины металла, прежде чем попробовать это изделие, которое вы надеетесь использовать.
Сварка TIG со слишком сильным нагревом вызовет проблемы в будущем, связанные с ржавчиной. Независимо от того, как вы шлифуете или полируете сварные швы, в конечном итоге они заржавеют, если вы обработаете их слишком горячей струей. Таким образом, хотя вы можете увеличить скорость перемещения за счет более высокой частоты импульсов, имейте в виду, что сварка TIG со слишком большим нагревом сопряжена с риском. Если у вас есть собственная сварочная мастерская или вы свариваете предмет домашнего обихода, который вы надеетесь использовать долгие годы, попрактикуйтесь в управлении подачей тепла с помощью своего сварочного аппарата TIG, чтобы научиться распознавать признаки слишком горячей ванны.
Аппараты для сварки TIG значительно облегчат вам жизнь при работе с тонким металлом, поскольку они обеспечивают больший контроль. Если вы учитесь сварке TIG, убедитесь, что вы попрактиковались на тонкой стали и нержавеющей стали, прежде чем приступить к работе над проектом.