параметры и технология, специфика сварки титана и его сплавов в среде аргона, камеры для аргонодуговой сварки
Хорошим специалистом в области сварки может называть себя только тот мастер, который хотя бы теоретически знает главные нюансы основных ее видов. Вот почему стоит выяснить основные особенности техники сварки титана аргоном. Подобная работа сложнее, чем обыкновенные манипуляции с черными металлами и нержавеющей сталью.
Особенности
Актуальность сварки титана аргоном несомненна. Этот металл не только очень прочен и сравнительно инертен химически, но и относительно легок.
Главная специфика работы с аргоном обусловлена его тугоплавкостью.
Можно использовать только очень мощное оборудование.
Но высокая температура плавления титана и его основных сплавов не означают абсолютную устойчивость в любых условиях. После сильного нагрева такой металл будет крайне активно вбирать все газы из воздуха. Именно подобное обстоятельство и заставляет применять сварку в среде устойчивых химически газов. Стоит учесть, что у титана есть 2 стабильные фазы. В состоянии «альфа», наблюдающемся при нормальных условиях, характерна мелкозернистая структура.
В состоянии «альфа», наблюдающемся при нормальных условиях, характерна мелкозернистая структура.
Состояние «бета» наступает при прогреве до 880 градусов. В этот момент начинается заметный рост размеров зерна. Важно отметить, что титан становится тогда чувствителен к скорости охлаждения. Дополнительные трудности при сварке (кроме аргонодуговой) создают:
плотность титана;
его слабая теплопроводность;
опасность самовозгорания в кислородной оболочке при прогреве до 400 градусов;
окисление в присутствии углекислого газа;
вероятность появления хрупких азотистых веществ при 600 градусах и выше;
на 250 градусах — впитывание водорода.
Преимуществами аргоновой сварки титана являются:
возможность сделать добротный шов;
применение сравнительно малых токов;
возможность нарастить толщину шва на проблемных участках;
пригодность для работы с большими и мелкими образцами в равной степени.


Предварительную очистку делают:
шаберами;
раствором фтора;
соляной кислотой;
газовой горелкой.
Технология
Ключевым параметром при сварочных работах по титану является толщина обрабатываемого слоя. Если она составляет 0,8 мм, нужно брать электрод виз вольфрама сечением от 1 до 1,5 мм. На этот инструмент подается ток силой в средней 50 А и напряжением 9 В. За минуту горелка будет расходовать 6-8 л аргона. При этом скорость сваривания может достигать 18-25 м за час.Если толщина металла увеличивается до 1,2 мм, то эти показатели составят соответственно:
 Напряжение при этом составит 12-13 В. Сила тока равна 200-220 А. Скорость сварки можно увеличить до 20-22 м/с. Расход газа в горелке составляет от 9 до 12 л за минуту, а по обратной стороне от 3 до 4 л.
Напряжение при этом составит 12-13 В. Сила тока равна 200-220 А. Скорость сварки можно увеличить до 20-22 м/с. Расход газа в горелке составляет от 9 до 12 л за минуту, а по обратной стороне от 3 до 4 л.Ручная работа с титаном и сплавами на его основе производится только вольфрамовыми электродами. Для этого используют постоянный ток обратной полярности. Обязательно применяют оснастку для изоляции рабочих зон и прогретых областей. Если варят трубопроводы из титана, их наполняют аргоном изнутри.
До начала работы требуется готовить сварные кромки и присадки. Обязательно нужно отполировать (вычистить) все поверхности при помощи стальных щеток. Если таких щеток нет, применяют наждачную бумагу любой фракции. Дополнительно проводится обезжиривание. Для этой цели применяют спирт либо ацетон.
Если таких щеток нет, применяют наждачную бумагу любой фракции. Дополнительно проводится обезжиривание. Для этой цели применяют спирт либо ацетон.
Снять оксидную пленку можно путем травления. Травящая смесь включает фтористоводородную кислоту (в исходной концентрации 2-4%) и азотную кислоту (в исходной концентрации 30-40%). Температура рабочей смеси не может превышать 60 градусов. Предельное время обработки — 30 секунд.
При аргонной сварке титана можно применять подкладки из меди либо стали. В этих подкладках допускается прорезание отверстий для поступления газа. В процессе работы с трубами используют фартуки с различной степенью закругления. Она определяется прежде всего диаметром трубы. Если выполняется соединение встык либо внахлест по металлу не толще 3 мм, присадочная проволока необязательна.
В этих подкладках допускается прорезание отверстий для поступления газа. В процессе работы с трубами используют фартуки с различной степенью закругления. Она определяется прежде всего диаметром трубы. Если выполняется соединение встык либо внахлест по металлу не толще 3 мм, присадочная проволока необязательна.
Просто выставляют сопло большего диаметра и наращивают подачу газа. Варят титан строго на короткой электродуге. Присадочные прутки нужно подавать без перерыва. Важно: только метод проб и ошибок позволит сварщикам научиться правильно выполнять свою работу. Промахи на начальной стадии совершенно неизбежны.
Хороший шов должен иметь светло-серебристый окрас. Очень плохо, если он окрасился в черные и синие тона. Это означает засорение титана оксидами, нитридами, либо чистыми азотом и кислородом. Исправить подобный промах можно только полным перевариванием конструкции. Потому стоит повторить: правильная подача аргона — вот критически важный момент.
Исправить подобный промах можно только полным перевариванием конструкции. Потому стоит повторить: правильная подача аргона — вот критически важный момент.
Если намеченные к сварке детали подверглись ранее резке газовым или плазменным резаком, кромки отрезают чисто механически. Расстояние отреза равно как минимум 3-5 мм.
Очень важную роль играет защита корневого шва.

Без нее трудно обойтись даже в ситуациях, когда сварной стык не находится на поверхности с другого края. Ведь бурная реакция с обычным воздухом происходит уже при 300-400 градусах.
Изоляция производится:
плотно подогнанными подкладками из стали либо меди;
подкачкой нейтрализатора в особые проходы внутри подкладок;
закачиванием аргона во внутреннюю часть свариваемой конструкции.
Сваривание толстых конструкций без прикрытия с оборотной стороны выполняется при помощи коротких швов. Их длина не превышает 1,5-2 см. Обязательно делают перерывы для охлаждения.  Предельный темп перемещения воздуха составляет 0,5 м/с.
Предельный темп перемещения воздуха составляет 0,5 м/с.
Методы
Варить титан в аргоновой среде вручную целесообразно, когда делаются какие-то уникальные вещи. Этот подход применяют и организаторы мелкосерийных производств. В обоих случаях подразумевается, что запрограммировать автомат на те же задачи невозможно, а особого выигрыша при использовании полуавтоматов нет. Если толщина листа не превышает 3 мм, зазор обычно делают 0,5-1,5 мм. Необходимости в добавлении присадки нет.
Работая с электродом, нужно двигать его строго прямо, не отклоняя в стороны. При этом обязателен наклон вперед по направлению шва. Когда используется электрод 1,5 мм сечением и присадочная проволока на 2 мм, можно уверенно обрабатывать даже листы толщиной до 2 мм. Сила тока при этом составляет 100 А. К сведению: при толщине листа 3 или 4 мм нужно поднять силу тока до 140 А.
При этом обязателен наклон вперед по направлению шва. Когда используется электрод 1,5 мм сечением и присадочная проволока на 2 мм, можно уверенно обрабатывать даже листы толщиной до 2 мм. Сила тока при этом составляет 100 А. К сведению: при толщине листа 3 или 4 мм нужно поднять силу тока до 140 А.
Когда шов завершен и дуга отключена, подачу защищающего газа сразу останавливать нельзя! Она должна продолжаться еще не менее 1,5-2 минут. Только тогда можно гарантировать охлаждение последнего обрабатывавшегося участка примерно до 400 градусов. В подобном режиме можно уже не опасаться возникновения вредных окислов. Иначе работают при использовании автоматических установок.
В этом случае также берут вольфрамовые электроды. Но подавать на них надо строго постоянный ток.
При использовании неплавящихся инструментов предпочтителен ток прямой полярности.

Сопла газовой защитной горелки должны иметь диаметр от 1,2 до 1,5 см. Разжигать и гасить дугу надо не на самих деталях, а на находящихся рядом планках, в противном случае начальные и конечные рывки напряжения могут проплавить обрабатываемое изделие.
Оборудование и материалы
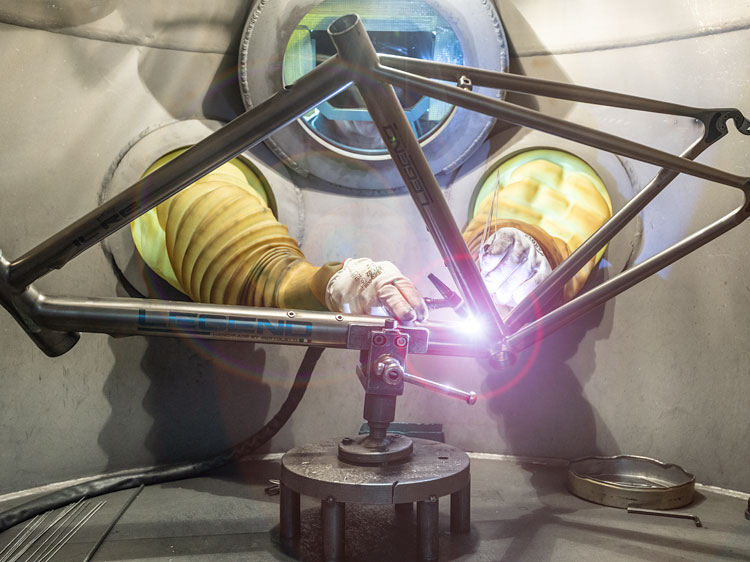
Аргонная сварка титана позволяет применять почти все сварочные аппараты, отличающиеся жесткой вольт-амперной характеристикой. Нормальная сила тока должна достигать 140 А. Как уже говорилось, предпочтительны электроды из вольфрама. Часто практикуется струйная защита, когда поток газа ориентируют при помощи сопел и отражателей. Альтернативное решение подразумевает использование камер, наполненных газом и отличающихся герметичным устройством.
Для работы в этих камерах применяют промышленные манипуляторы. Разумеется, это сильно усложняет и удорожает сварку. Применять подобный метод за пределами индустриальных цехов практически невозможно. На крупных производствах применяют полностью герметизированные камеры большого размера. Атмосфера внутри них контролируется очень тщательно. Находящиеся внутри сварщики используют специальные защитные костюмы.
Что касается электродов, то теоретически допустимы любые вольфрамовые инструменты. Однако не все из них гарантируют одинаковое качество соединений и приличную стабильность дуги. Больше других подходят лантанированные приспособления с маркировкой ЭВЛ либо WL. Рабочий наконечник электрода требуется заточить под углом строго от 30 до 45 градусов.
Присадочная проволока (пруток) может делаться из титана различных типов. Чтобы шов не насыщался водородом, присутствующим в сварочном прутке, изделие обрабатывают дополнительно, обжигая в вакууме. Такая процедура гарантированно удалит даже небольшие следы водорода.
Чтобы шов не насыщался водородом, присутствующим в сварочном прутке, изделие обрабатывают дополнительно, обжигая в вакууме. Такая процедура гарантированно удалит даже небольшие следы водорода.
Важно: присадочную проволоку также очищают от окислов и обезжиривают.
Оценивая потребность в аргоне, стоит учитывать, что толстостенные конструкции можно варить и без защиты задней стороны (но только при поверхностном формировании шва и слабом прогреве всего изделия в целом).
Возможные дефекты
При нормальной работе прочность шва составляет до 80% от крепости необработанного металла. Но при наличии деформаций она может понизиться на 40, на 60% и даже больше.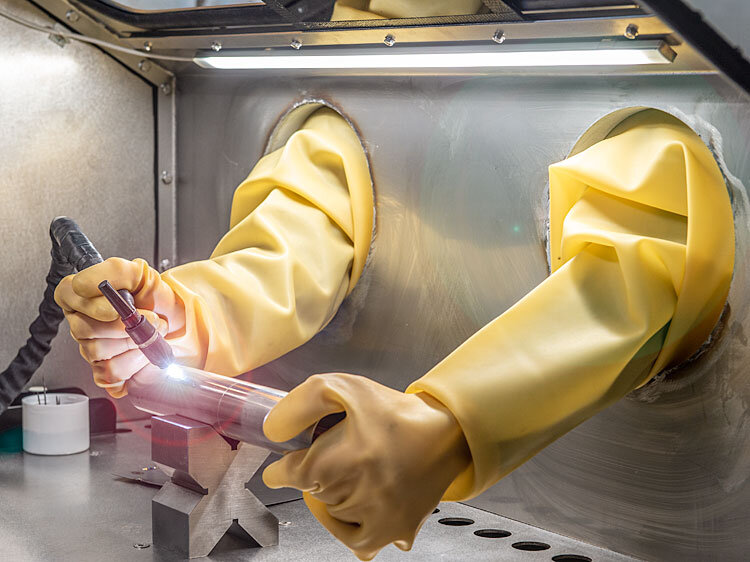 Частыми проблемами являются образование пор и холодное растрескивание. Пористость усиливается в присутствии газовых примесей. Самой опасной из них является водород.
Частыми проблемами являются образование пор и холодное растрескивание. Пористость усиливается в присутствии газовых примесей. Самой опасной из них является водород.
Предотвратить такую проблему помогает обеспечение чистоты сварочного материала и тщательный выбор рабочего режима.
Холодные трещины в основном возникают из-за того же водорода, вернее, из-за провоцируемого им ослабления металла, повышения хрупкости.
Растрескивание может происходить как немедленно после сварочных работ, так и спустя долгое время. Судить надежность газовой защиты помогает окрас шва. В идеале этот шов должен иметь серебристый цвет.
Чуть хуже обстоят дела, когда свариваемая плоскость окрашена в светлый соломенный тон. Это означает, что нарушения защиты допущены, но они не слишком существенны. Недопустимы швы голубого, коричневого, сероватого цвета. Каких-либо других тонкостей в бытовой практике нет. А вот в промышленности могут проводиться исследования неразрушающими методами, выявляющие раковины и другие внутренние деформации.
Это означает, что нарушения защиты допущены, но они не слишком существенны. Недопустимы швы голубого, коричневого, сероватого цвета. Каких-либо других тонкостей в бытовой практике нет. А вот в промышленности могут проводиться исследования неразрушающими методами, выявляющие раковины и другие внутренние деформации.
Видео о сварке титана аргоном для новичка ниже.
параметры и технология, специфика сварки титана и его сплавов в среде аргона, камеры для аргонодуговой сварки
Хорошим специалистом в области сварки может называть себя только тот мастер, который хотя бы теоретически знает главные нюансы основных ее видов. Вот почему стоит выяснить основные особенности техники сварки титана аргоном. Подобная работа сложнее, чем обыкновенные манипуляции с черными металлами и нержавеющей сталью.
Вот почему стоит выяснить основные особенности техники сварки титана аргоном. Подобная работа сложнее, чем обыкновенные манипуляции с черными металлами и нержавеющей сталью.
Особенности
Актуальность сварки титана аргоном несомненна. Этот металл не только очень прочен и сравнительно инертен химически, но и относительно легок. Поэтому его используют во многих местах, и вероятность столкнуться с титановыми изделиями велика у любого сварщика.
Главная специфика работы с аргоном обусловлена его тугоплавкостью.
Можно использовать только очень мощное оборудование.
Но высокая температура плавления титана и его основных сплавов не означают абсолютную устойчивость в любых условиях. После сильного нагрева такой металл будет крайне активно вбирать все газы из воздуха. Именно подобное обстоятельство и заставляет применять сварку в среде устойчивых химически газов. Стоит учесть, что у титана есть 2 стабильные фазы. В состоянии «альфа», наблюдающемся при нормальных условиях, характерна мелкозернистая структура.
Состояние «бета» наступает при прогреве до 880 градусов. В этот момент начинается заметный рост размеров зерна. Важно отметить, что титан становится тогда чувствителен к скорости охлаждения. Дополнительные трудности при сварке (кроме аргонодуговой) создают:
плотность титана;
его слабая теплопроводность;
опасность самовозгорания в кислородной оболочке при прогреве до 400 градусов;
окисление в присутствии углекислого газа;
вероятность появления хрупких азотистых веществ при 600 градусах и выше;
на 250 градусах — впитывание водорода.
Преимуществами аргоновой сварки титана являются:
возможность сделать добротный шов;
применение сравнительно малых токов;
возможность нарастить толщину шва на проблемных участках;
пригодность для работы с большими и мелкими образцами в равной степени.
Предварительную очистку делают:
шаберами;
раствором фтора;
соляной кислотой;
газовой горелкой.
Технология
Ключевым параметром при сварочных работах по титану является толщина обрабатываемого слоя. Если она составляет 0,8 мм, нужно брать электрод виз вольфрама сечением от 1 до 1,5 мм. На этот инструмент подается ток силой в средней 50 А и напряжением 9 В. За минуту горелка будет расходовать 6-8 л аргона. При этом скорость сваривания может достигать 18-25 м за час.
Если она составляет 0,8 мм, нужно брать электрод виз вольфрама сечением от 1 до 1,5 мм. На этот инструмент подается ток силой в средней 50 А и напряжением 9 В. За минуту горелка будет расходовать 6-8 л аргона. При этом скорость сваривания может достигать 18-25 м за час.
Если толщина металла увеличивается до 1,2 мм, то эти показатели составят соответственно:
Толстый (3 мм) титан надо сваривать электродами диаметром 2,5-3 мм. Напряжение при этом составит 12-13 В. Сила тока равна 200-220 А. Скорость сварки можно увеличить до 20-22 м/с. Расход газа в горелке составляет от 9 до 12 л за минуту, а по обратной стороне от 3 до 4 л.
Ручная работа с титаном и сплавами на его основе производится только вольфрамовыми электродами. Для этого используют постоянный ток обратной полярности. Обязательно применяют оснастку для изоляции рабочих зон и прогретых областей. Если варят трубопроводы из титана, их наполняют аргоном изнутри.
Для этого используют постоянный ток обратной полярности. Обязательно применяют оснастку для изоляции рабочих зон и прогретых областей. Если варят трубопроводы из титана, их наполняют аргоном изнутри.
До начала работы требуется готовить сварные кромки и присадки. Обязательно нужно отполировать (вычистить) все поверхности при помощи стальных щеток. Если таких щеток нет, применяют наждачную бумагу любой фракции. Дополнительно проводится обезжиривание. Для этой цели применяют спирт либо ацетон.
Снять оксидную пленку можно путем травления. Травящая смесь включает фтористоводородную кислоту (в исходной концентрации 2-4%) и азотную кислоту (в исходной концентрации 30-40%). Температура рабочей смеси не может превышать 60 градусов. Предельное время обработки — 30 секунд. Присадочные материалы любого типа не могут выходить за пределы защищенного газом объема; в противном случае они сильно засоряются.
Температура рабочей смеси не может превышать 60 градусов. Предельное время обработки — 30 секунд. Присадочные материалы любого типа не могут выходить за пределы защищенного газом объема; в противном случае они сильно засоряются.
При аргонной сварке титана можно применять подкладки из меди либо стали. В этих подкладках допускается прорезание отверстий для поступления газа. В процессе работы с трубами используют фартуки с различной степенью закругления. Она определяется прежде всего диаметром трубы. Если выполняется соединение встык либо внахлест по металлу не толще 3 мм, присадочная проволока необязательна.
Просто выставляют сопло большего диаметра и наращивают подачу газа. Варят титан строго на короткой электродуге. Присадочные прутки нужно подавать без перерыва. Важно: только метод проб и ошибок позволит сварщикам научиться правильно выполнять свою работу. Промахи на начальной стадии совершенно неизбежны.
Важно: только метод проб и ошибок позволит сварщикам научиться правильно выполнять свою работу. Промахи на начальной стадии совершенно неизбежны.
Хороший шов должен иметь светло-серебристый окрас. Очень плохо, если он окрасился в черные и синие тона. Это означает засорение титана оксидами, нитридами, либо чистыми азотом и кислородом. Исправить подобный промах можно только полным перевариванием конструкции. Потому стоит повторить: правильная подача аргона — вот критически важный момент.
Подготовка к сварке непроста. Перед нею требуется на 100% убрать поверхность заготовки. В нем содержатся значительные количества атмосферных газов. Если они оттуда попадут встык, они ухудшат его качество. Толстые детали требуют разделывания кромок. Углы раскрытия должны составлять ровно 60 градусов.
Если они оттуда попадут встык, они ухудшат его качество. Толстые детали требуют разделывания кромок. Углы раскрытия должны составлять ровно 60 градусов.
Если намеченные к сварке детали подверглись ранее резке газовым или плазменным резаком, кромки отрезают чисто механически. Расстояние отреза равно как минимум 3-5 мм.
Очень важную роль играет защита корневого шва.
Без нее трудно обойтись даже в ситуациях, когда сварной стык не находится на поверхности с другого края. Ведь бурная реакция с обычным воздухом происходит уже при 300-400 градусах.
Изоляция производится:
плотно подогнанными подкладками из стали либо меди;
подкачкой нейтрализатора в особые проходы внутри подкладок;
закачиванием аргона во внутреннюю часть свариваемой конструкции.
Сваривание толстых конструкций без прикрытия с оборотной стороны выполняется при помощи коротких швов. Их длина не превышает 1,5-2 см. Обязательно делают перерывы для охлаждения. Температура в комнатах, где варят титан, ограничена 15 градусами. Предельный темп перемещения воздуха составляет 0,5 м/с.
Методы
Варить титан в аргоновой среде вручную целесообразно, когда делаются какие-то уникальные вещи. Этот подход применяют и организаторы мелкосерийных производств. В обоих случаях подразумевается, что запрограммировать автомат на те же задачи невозможно, а особого выигрыша при использовании полуавтоматов нет. Если толщина листа не превышает 3 мм, зазор обычно делают 0,5-1,5 мм. Необходимости в добавлении присадки нет.
Этот подход применяют и организаторы мелкосерийных производств. В обоих случаях подразумевается, что запрограммировать автомат на те же задачи невозможно, а особого выигрыша при использовании полуавтоматов нет. Если толщина листа не превышает 3 мм, зазор обычно делают 0,5-1,5 мм. Необходимости в добавлении присадки нет.
Работая с электродом, нужно двигать его строго прямо, не отклоняя в стороны. При этом обязателен наклон вперед по направлению шва. Когда используется электрод 1,5 мм сечением и присадочная проволока на 2 мм, можно уверенно обрабатывать даже листы толщиной до 2 мм. Сила тока при этом составляет 100 А. К сведению: при толщине листа 3 или 4 мм нужно поднять силу тока до 140 А.
Когда шов завершен и дуга отключена, подачу защищающего газа сразу останавливать нельзя! Она должна продолжаться еще не менее 1,5-2 минут. Только тогда можно гарантировать охлаждение последнего обрабатывавшегося участка примерно до 400 градусов. В подобном режиме можно уже не опасаться возникновения вредных окислов. Иначе работают при использовании автоматических установок.
Только тогда можно гарантировать охлаждение последнего обрабатывавшегося участка примерно до 400 градусов. В подобном режиме можно уже не опасаться возникновения вредных окислов. Иначе работают при использовании автоматических установок.
В этом случае также берут вольфрамовые электроды. Но подавать на них надо строго постоянный ток.
При использовании неплавящихся инструментов предпочтителен ток прямой полярности.
Сопла газовой защитной горелки должны иметь диаметр от 1,2 до 1,5 см. Разжигать и гасить дугу надо не на самих деталях, а на находящихся рядом планках, в противном случае начальные и конечные рывки напряжения могут проплавить обрабатываемое изделие.
Оборудование и материалы
Аргонная сварка титана позволяет применять почти все сварочные аппараты, отличающиеся жесткой вольт-амперной характеристикой. Нормальная сила тока должна достигать 140 А. Как уже говорилось, предпочтительны электроды из вольфрама. Часто практикуется струйная защита, когда поток газа ориентируют при помощи сопел и отражателей. Альтернативное решение подразумевает использование камер, наполненных газом и отличающихся герметичным устройством.
Нормальная сила тока должна достигать 140 А. Как уже говорилось, предпочтительны электроды из вольфрама. Часто практикуется струйная защита, когда поток газа ориентируют при помощи сопел и отражателей. Альтернативное решение подразумевает использование камер, наполненных газом и отличающихся герметичным устройством.
Для работы в этих камерах применяют промышленные манипуляторы. Разумеется, это сильно усложняет и удорожает сварку. Применять подобный метод за пределами индустриальных цехов практически невозможно. На крупных производствах применяют полностью герметизированные камеры большого размера. Атмосфера внутри них контролируется очень тщательно. Находящиеся внутри сварщики используют специальные защитные костюмы.
Что касается электродов, то теоретически допустимы любые вольфрамовые инструменты.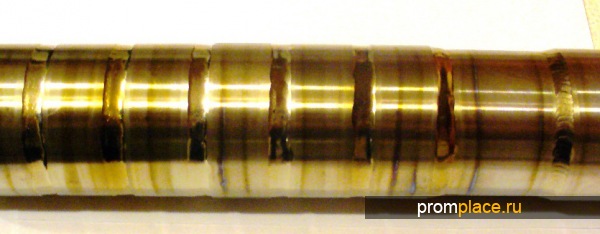 Однако не все из них гарантируют одинаковое качество соединений и приличную стабильность дуги. Больше других подходят лантанированные приспособления с маркировкой ЭВЛ либо WL. Рабочий наконечник электрода требуется заточить под углом строго от 30 до 45 градусов.
Однако не все из них гарантируют одинаковое качество соединений и приличную стабильность дуги. Больше других подходят лантанированные приспособления с маркировкой ЭВЛ либо WL. Рабочий наконечник электрода требуется заточить под углом строго от 30 до 45 градусов.
Присадочная проволока (пруток) может делаться из титана различных типов. Чтобы шов не насыщался водородом, присутствующим в сварочном прутке, изделие обрабатывают дополнительно, обжигая в вакууме. Такая процедура гарантированно удалит даже небольшие следы водорода.
Важно: присадочную проволоку также очищают от окислов и обезжиривают.
Оценивая потребность в аргоне, стоит учитывать, что толстостенные конструкции можно варить и без защиты задней стороны (но только при поверхностном формировании шва и слабом прогреве всего изделия в целом).
Возможные дефекты
При нормальной работе прочность шва составляет до 80% от крепости необработанного металла. Но при наличии деформаций она может понизиться на 40, на 60% и даже больше. Частыми проблемами являются образование пор и холодное растрескивание. Пористость усиливается в присутствии газовых примесей. Самой опасной из них является водород.
Предотвратить такую проблему помогает обеспечение чистоты сварочного материала и тщательный выбор рабочего режима.
Холодные трещины в основном возникают из-за того же водорода, вернее, из-за провоцируемого им ослабления металла, повышения хрупкости.
Растрескивание может происходить как немедленно после сварочных работ, так и спустя долгое время. Судить надежность газовой защиты помогает окрас шва. В идеале этот шов должен иметь серебристый цвет.
Судить надежность газовой защиты помогает окрас шва. В идеале этот шов должен иметь серебристый цвет.
Чуть хуже обстоят дела, когда свариваемая плоскость окрашена в светлый соломенный тон. Это означает, что нарушения защиты допущены, но они не слишком существенны. Недопустимы швы голубого, коричневого, сероватого цвета. Каких-либо других тонкостей в бытовой практике нет. А вот в промышленности могут проводиться исследования неразрушающими методами, выявляющие раковины и другие внутренние деформации.
Видео о сварке титана аргоном для новичка ниже.
параметры и технология, специфика сварки титана и его сплавов в среде аргона, камеры для аргонодуговой сварки
Хорошим специалистом в области сварки может называть себя только тот мастер, который хотя бы теоретически знает главные нюансы основных ее видов. Вот почему стоит выяснить основные особенности техники сварки титана аргоном. Подобная работа сложнее, чем обыкновенные манипуляции с черными металлами и нержавеющей сталью.
Вот почему стоит выяснить основные особенности техники сварки титана аргоном. Подобная работа сложнее, чем обыкновенные манипуляции с черными металлами и нержавеющей сталью.
Особенности
Актуальность сварки титана аргоном несомненна. Этот металл не только очень прочен и сравнительно инертен химически, но и относительно легок. Поэтому его используют во многих местах, и вероятность столкнуться с титановыми изделиями велика у любого сварщика.
Главная специфика работы с аргоном обусловлена его тугоплавкостью.
Можно использовать только очень мощное оборудование.
Но высокая температура плавления титана и его основных сплавов не означают абсолютную устойчивость в любых условиях. После сильного нагрева такой металл будет крайне активно вбирать все газы из воздуха. Именно подобное обстоятельство и заставляет применять сварку в среде устойчивых химически газов. Стоит учесть, что у титана есть 2 стабильные фазы. В состоянии «альфа», наблюдающемся при нормальных условиях, характерна мелкозернистая структура.
Состояние «бета» наступает при прогреве до 880 градусов. В этот момент начинается заметный рост размеров зерна. Важно отметить, что титан становится тогда чувствителен к скорости охлаждения. Дополнительные трудности при сварке (кроме аргонодуговой) создают:
плотность титана;
его слабая теплопроводность;
опасность самовозгорания в кислородной оболочке при прогреве до 400 градусов;
окисление в присутствии углекислого газа;
вероятность появления хрупких азотистых веществ при 600 градусах и выше;
на 250 градусах — впитывание водорода.

Преимуществами аргоновой сварки титана являются:
возможность сделать добротный шов;
применение сравнительно малых токов;
возможность нарастить толщину шва на проблемных участках;
пригодность для работы с большими и мелкими образцами в равной степени.
Предварительную очистку делают:
шаберами;
раствором фтора;
соляной кислотой;
газовой горелкой.
Технология
Ключевым параметром при сварочных работах по титану является толщина обрабатываемого слоя. Если она составляет 0,8 мм, нужно брать электрод виз вольфрама сечением от 1 до 1,5 мм. На этот инструмент подается ток силой в средней 50 А и напряжением 9 В. За минуту горелка будет расходовать 6-8 л аргона. При этом скорость сваривания может достигать 18-25 м за час.
Если она составляет 0,8 мм, нужно брать электрод виз вольфрама сечением от 1 до 1,5 мм. На этот инструмент подается ток силой в средней 50 А и напряжением 9 В. За минуту горелка будет расходовать 6-8 л аргона. При этом скорость сваривания может достигать 18-25 м за час.
Если толщина металла увеличивается до 1,2 мм, то эти показатели составят соответственно:
Толстый (3 мм) титан надо сваривать электродами диаметром 2,5-3 мм. Напряжение при этом составит 12-13 В. Сила тока равна 200-220 А. Скорость сварки можно увеличить до 20-22 м/с. Расход газа в горелке составляет от 9 до 12 л за минуту, а по обратной стороне от 3 до 4 л.
Ручная работа с титаном и сплавами на его основе производится только вольфрамовыми электродами. Для этого используют постоянный ток обратной полярности. Обязательно применяют оснастку для изоляции рабочих зон и прогретых областей. Если варят трубопроводы из титана, их наполняют аргоном изнутри.
Для этого используют постоянный ток обратной полярности. Обязательно применяют оснастку для изоляции рабочих зон и прогретых областей. Если варят трубопроводы из титана, их наполняют аргоном изнутри.
До начала работы требуется готовить сварные кромки и присадки. Обязательно нужно отполировать (вычистить) все поверхности при помощи стальных щеток. Если таких щеток нет, применяют наждачную бумагу любой фракции. Дополнительно проводится обезжиривание. Для этой цели применяют спирт либо ацетон.
Снять оксидную пленку можно путем травления. Травящая смесь включает фтористоводородную кислоту (в исходной концентрации 2-4%) и азотную кислоту (в исходной концентрации 30-40%). Температура рабочей смеси не может превышать 60 градусов. Предельное время обработки — 30 секунд. Присадочные материалы любого типа не могут выходить за пределы защищенного газом объема; в противном случае они сильно засоряются.
Температура рабочей смеси не может превышать 60 градусов. Предельное время обработки — 30 секунд. Присадочные материалы любого типа не могут выходить за пределы защищенного газом объема; в противном случае они сильно засоряются.
При аргонной сварке титана можно применять подкладки из меди либо стали. В этих подкладках допускается прорезание отверстий для поступления газа. В процессе работы с трубами используют фартуки с различной степенью закругления. Она определяется прежде всего диаметром трубы. Если выполняется соединение встык либо внахлест по металлу не толще 3 мм, присадочная проволока необязательна.
Просто выставляют сопло большего диаметра и наращивают подачу газа. Варят титан строго на короткой электродуге. Присадочные прутки нужно подавать без перерыва. Важно: только метод проб и ошибок позволит сварщикам научиться правильно выполнять свою работу. Промахи на начальной стадии совершенно неизбежны.
Важно: только метод проб и ошибок позволит сварщикам научиться правильно выполнять свою работу. Промахи на начальной стадии совершенно неизбежны.
Хороший шов должен иметь светло-серебристый окрас. Очень плохо, если он окрасился в черные и синие тона. Это означает засорение титана оксидами, нитридами, либо чистыми азотом и кислородом. Исправить подобный промах можно только полным перевариванием конструкции. Потому стоит повторить: правильная подача аргона — вот критически важный момент.
Подготовка к сварке непроста. Перед нею требуется на 100% убрать поверхность заготовки. В нем содержатся значительные количества атмосферных газов. Если они оттуда попадут встык, они ухудшат его качество. Толстые детали требуют разделывания кромок. Углы раскрытия должны составлять ровно 60 градусов.
Если они оттуда попадут встык, они ухудшат его качество. Толстые детали требуют разделывания кромок. Углы раскрытия должны составлять ровно 60 градусов.
Если намеченные к сварке детали подверглись ранее резке газовым или плазменным резаком, кромки отрезают чисто механически. Расстояние отреза равно как минимум 3-5 мм.
Очень важную роль играет защита корневого шва.
Без нее трудно обойтись даже в ситуациях, когда сварной стык не находится на поверхности с другого края. Ведь бурная реакция с обычным воздухом происходит уже при 300-400 градусах.
Изоляция производится:
плотно подогнанными подкладками из стали либо меди;
подкачкой нейтрализатора в особые проходы внутри подкладок;
закачиванием аргона во внутреннюю часть свариваемой конструкции.
Сваривание толстых конструкций без прикрытия с оборотной стороны выполняется при помощи коротких швов. Их длина не превышает 1,5-2 см. Обязательно делают перерывы для охлаждения. Температура в комнатах, где варят титан, ограничена 15 градусами. Предельный темп перемещения воздуха составляет 0,5 м/с.
Методы
Варить титан в аргоновой среде вручную целесообразно, когда делаются какие-то уникальные вещи. Этот подход применяют и организаторы мелкосерийных производств. В обоих случаях подразумевается, что запрограммировать автомат на те же задачи невозможно, а особого выигрыша при использовании полуавтоматов нет. Если толщина листа не превышает 3 мм, зазор обычно делают 0,5-1,5 мм. Необходимости в добавлении присадки нет.
Этот подход применяют и организаторы мелкосерийных производств. В обоих случаях подразумевается, что запрограммировать автомат на те же задачи невозможно, а особого выигрыша при использовании полуавтоматов нет. Если толщина листа не превышает 3 мм, зазор обычно делают 0,5-1,5 мм. Необходимости в добавлении присадки нет.
Работая с электродом, нужно двигать его строго прямо, не отклоняя в стороны. При этом обязателен наклон вперед по направлению шва. Когда используется электрод 1,5 мм сечением и присадочная проволока на 2 мм, можно уверенно обрабатывать даже листы толщиной до 2 мм. Сила тока при этом составляет 100 А. К сведению: при толщине листа 3 или 4 мм нужно поднять силу тока до 140 А.
Когда шов завершен и дуга отключена, подачу защищающего газа сразу останавливать нельзя! Она должна продолжаться еще не менее 1,5-2 минут. Только тогда можно гарантировать охлаждение последнего обрабатывавшегося участка примерно до 400 градусов. В подобном режиме можно уже не опасаться возникновения вредных окислов. Иначе работают при использовании автоматических установок.
Только тогда можно гарантировать охлаждение последнего обрабатывавшегося участка примерно до 400 градусов. В подобном режиме можно уже не опасаться возникновения вредных окислов. Иначе работают при использовании автоматических установок.
В этом случае также берут вольфрамовые электроды. Но подавать на них надо строго постоянный ток.
При использовании неплавящихся инструментов предпочтителен ток прямой полярности.
Сопла газовой защитной горелки должны иметь диаметр от 1,2 до 1,5 см. Разжигать и гасить дугу надо не на самих деталях, а на находящихся рядом планках, в противном случае начальные и конечные рывки напряжения могут проплавить обрабатываемое изделие.
Оборудование и материалы
Аргонная сварка титана позволяет применять почти все сварочные аппараты, отличающиеся жесткой вольт-амперной характеристикой. Нормальная сила тока должна достигать 140 А. Как уже говорилось, предпочтительны электроды из вольфрама. Часто практикуется струйная защита, когда поток газа ориентируют при помощи сопел и отражателей. Альтернативное решение подразумевает использование камер, наполненных газом и отличающихся герметичным устройством.
Нормальная сила тока должна достигать 140 А. Как уже говорилось, предпочтительны электроды из вольфрама. Часто практикуется струйная защита, когда поток газа ориентируют при помощи сопел и отражателей. Альтернативное решение подразумевает использование камер, наполненных газом и отличающихся герметичным устройством.
Для работы в этих камерах применяют промышленные манипуляторы. Разумеется, это сильно усложняет и удорожает сварку. Применять подобный метод за пределами индустриальных цехов практически невозможно. На крупных производствах применяют полностью герметизированные камеры большого размера. Атмосфера внутри них контролируется очень тщательно. Находящиеся внутри сварщики используют специальные защитные костюмы.
Что касается электродов, то теоретически допустимы любые вольфрамовые инструменты. Однако не все из них гарантируют одинаковое качество соединений и приличную стабильность дуги. Больше других подходят лантанированные приспособления с маркировкой ЭВЛ либо WL. Рабочий наконечник электрода требуется заточить под углом строго от 30 до 45 градусов.
Однако не все из них гарантируют одинаковое качество соединений и приличную стабильность дуги. Больше других подходят лантанированные приспособления с маркировкой ЭВЛ либо WL. Рабочий наконечник электрода требуется заточить под углом строго от 30 до 45 градусов.
Присадочная проволока (пруток) может делаться из титана различных типов. Чтобы шов не насыщался водородом, присутствующим в сварочном прутке, изделие обрабатывают дополнительно, обжигая в вакууме. Такая процедура гарантированно удалит даже небольшие следы водорода.
Важно: присадочную проволоку также очищают от окислов и обезжиривают.
Оценивая потребность в аргоне, стоит учитывать, что толстостенные конструкции можно варить и без защиты задней стороны (но только при поверхностном формировании шва и слабом прогреве всего изделия в целом).
Возможные дефекты
При нормальной работе прочность шва составляет до 80% от крепости необработанного металла. Но при наличии деформаций она может понизиться на 40, на 60% и даже больше. Частыми проблемами являются образование пор и холодное растрескивание. Пористость усиливается в присутствии газовых примесей. Самой опасной из них является водород.
Предотвратить такую проблему помогает обеспечение чистоты сварочного материала и тщательный выбор рабочего режима.
Холодные трещины в основном возникают из-за того же водорода, вернее, из-за провоцируемого им ослабления металла, повышения хрупкости.
Растрескивание может происходить как немедленно после сварочных работ, так и спустя долгое время. Судить надежность газовой защиты помогает окрас шва. В идеале этот шов должен иметь серебристый цвет.
Чуть хуже обстоят дела, когда свариваемая плоскость окрашена в светлый соломенный тон. Это означает, что нарушения защиты допущены, но они не слишком существенны. Недопустимы швы голубого, коричневого, сероватого цвета. Каких-либо других тонкостей в бытовой практике нет. А вот в промышленности могут проводиться исследования неразрушающими методами, выявляющие раковины и другие внутренние деформации.
Видео о сварке титана аргоном для новичка ниже.
Технологии сварки титана
Сварка титана и его сплавов получила широкое распространение благодаря таким свойствам этого металла, как малая плотность, довольно высокая прочность с коррозионной стойкостью в условиях различных агрессивных сред. Главная сложность сварки титана заключается в его особой химической активности при взаимодействии с газами в расплавленном и подогретом состоянии. Нагреваясь, титан активно принимает в себя водород и кислород с азотом, что отрицательно сказывается на пластичности металла в шве и показателях прочности.
Из-за его повышенной химической активности этот металл, а также сплавы, запрещается подвергать дуговой сварке только лишь с односторонней защитой зоны соединения нагреваемых до 500-600 ºС и выше незащищенных участков сварки и оборотной стороны изделия. При аргонодуговой сварке титана важнейшим условием получения хорошего качества соединения наряду с высокой защитой сварочной зоны является полная защита с двух сторон всего нагреваемого места соединения от соприкосновения с атмосферным воздухом. Обычно это достигается использованием бескислородных фтористых флюсов и инертного газа. Последний подают с применением особых газовых насадок. Для защищенности оборотной стороны швов применяют специальные газовые подушки, а также металлические и флюсовые прокладки. О высокой степени защищенности металла свидетельствует его блестящая поверхность после сварки титана аргоном.
До сборки поверхности изделия около кромок, в участках наложения швов, в околошовном месте обрабатывают при помощи шабера, напильника или наждачного круга на расстоянии около 2 см от начала разделки кромки. Они не должны иметь трещин, заусениц, надрывов, забоин и прочих изъянов. Непосредственно перед инверторной сваркой титана заготовки очищают с помощью металлической щетки от грязи, обезжиривают обычным растворителем. Запрещается прихватывать не обезжиренные вдоль кромок и не подготовленные детали, а также трогать голыми руками обработанные заготовки. По завершении сборки необходимо проверить качество прихваток, отсутствие смещения кромок и грязи на них, а также величину зазора.
Технологии сварки титана
К наиболее часто применяемым технологиям сварки титана со сталью относятся дуговая в защитных газовых средах и под флюсом, электрошлаковая, а также сварка с помощью электронного луча. Применяется как ручная, так и сварка титана полуавтоматом с помощью неплавящихся электродов или титановой проволоки, а также флюсов. В целях уменьшения затрат энергии и сокращения зоны термического воздействия, исключения пор в швах и для повышения защиты титана от воздействия воздуха при сварочных работах применяются бескислородные фторидно-хлоридные флюсы.
Для дуговой сварки титановых сплавов в инертных газовых средах пользуются плавящимися либо вольфрамовыми электродами, для автоматической в аргоне – проволоками для сварки титана, вылет которых не может превышать 2-2,5 см. Ручная аргонодуговая сварка электродами из вольфрама проводится постоянным током при прямой полярности, для заготовок толщиной до 4 см он не может превышать 170 А. Для работ с изделиями толщиной около 12 мм подойдет холодная сварка титана плазмой, а для большей толщины – сварка в несколько проходов. Плазменная сварка с неплавящимися электродами способна обеспечить производительность большую, чем у традиционной аргонодуговой, с меньшими деформациями свариваемой заготовки. Но при этом очень важно соблюдение жестких требований по качеству сборки конструкции.
Из-за низкой теплопроводности материала при использовании технологии сварки титана аргоном с помощью плавящихся электродов получаются стыковые швы специфической конусообразной формы и небольшим коэффициентом формы шва. В случае использования для сварке гелия формы швов бывают лучше. Это объясняется большим напряжением дуги в гелии. Получаемые сваркой аргоном швы довольно узкие, а в гелии – несколько шире. При этом расход гелия для обеспечения требуемой защиты материала значительно превышает расход аргона из-за возрастания размеров зоны расплавления.
Технология сварки титана в заготовках небольшой толщины предполагает использование ручных горелок с электродами из вольфрама, а также обычных автоматов аргонодуговой сварки и неплавящихся электродов. Для этого подается постоянный сварочный ток с прямой полярностью. Применение присадочных металлов обосновано для толщины листов от 1,5 мм. Без них показатели прочности соединения не будут превышать прочности основного материала. Использование прутка приводит к поглощению его разогретой поверхностью определенного объема газов, это способствует понижению пластичности металла в швах.
К особенностям сварки титана при толщине заготовок больше 4 мм относится применение различной разделки кромок (в X-, U- или V-форме). А для большей глубины сплавления в сварке электродами из вольфрама пользуются пастообразными флюсами. Их наносят небольшим слоем по краю кромки, что способствует свариванию металла без разделывания кромок с применением менее сильных, чем обычно, токов. Данная технология сокращает деформации свариваемых изделий при холодной сварке титана, цену которой можно снизить за счет сокращения пористости шва, а также рафинирования части металла в нем.
Присоединение титановых деталей большой толщины возможно без разделывания кромок сваркой с помощью погруженной дуги с неплавящимся электродом. Двухсторонней сваркой, производимой в два прохода, с использованием плавящегося электрода можно соединять без скоса кромок заготовки значительной толщины. Благодаря высокому электрическому сопротивлению этого металла вылет электрода будет небольшим. Процесс сварки осуществляется постоянным током при обратной полярности.
Удобна для титана, как и некоторых других особо активных металлов, сварка при помощи электронных лучей, позволяющая получать глубокие и узкие швы на изделиях большой толщины. А лазерная сварка титана, использующая в нагреве энергию излучения лазера, применяется для наплавки, прошивки отверстий, резки и поверхностной обработки деталей.
Сварка титана аргоном в СПб
Стоимость сварки титана аргоном — 150 руб/см
Титан объединяет в себе превосходный набор физико-технических свойств: устойчивость к коррозии, значительная прочность при небольшой массе материала. Благодаря подобному сочетанию характеристик сам металл и его сплавы все более активно используются в самых различных сферах – от наиболее высокотехнологичных индустриальных отраслей до устройств и приспособлений, применяемых в быту. Поэтому и потребность в выполнении сварки титана возникает достаточно часто.
При сварке титана может быть использован:
- Электронный луч;
- Дуговой флюс;
- Аргон.
Каждая из этих технологий сегодня достаточно востребована, но наибольшей популярностью пользуется сварка в среде инертного газа (аргона).
СВАРКА ТИТАНА АРГОНОМ
Аргоновая сварка не требует использования флюсов и электродов, что предоставляет возможность проведения наиболее тщательных, ответственных и сложных операций. Получаемый при этом шов отличается очень высоким качеством (при соблюдении технологии) и гарантирует безупречную прочность соединения металлических элементов.
Еще одно важное достоинство аргонной сварки – универсальность. Ее применяют как при работе с масштабными конструкциями, так и при ремонте или соединении совсем мелких деталей – в любом случае удается добиться создания аккуратного и высокопрочного шва. А при использовании малых токов возможна сварка материалов, толщина которых составляет всего 0,5 мм. Кроме того с помощью аргона успешно восстанавливают потерявшие изначальную конфигурацию детали.
Полностью реализовать преимущества аргоновой сварки позволяет наличие спецоборудования и высокая квалификация мастера.
Соблюдение алгоритма и технологии работ специалистами компании «Tip Top» гарантирует получение качественного сварного шва.
СПЕЦИФИКА СВАРКИ ТИТАНА
Применение обычных видов дуговой сварки при работе с химически активным титаном приводит к попаданию в зону соединения нитридов и карбидов, наличие которых заметно ухудшает качественные параметры и надежность сварного шва. Добиться необходимого результата возможно лишь при полной изоляции обрабатываемого участка от воздействия кислорода, водорода, азота и иных элементов, содержащихся в воздухе.
Помимо этого проведение сварочных работ необходимо осуществлять на относительно больших скоростях. Составляющие кристаллическую решетку титана зерна расширяются в результате длительного нагревания, в результате чего металл становится хрупким.
Возможно, Вас заинтересует: сварка нержавейки, сварка алюминия.
сварка титана (технология). Сварка аргоном титана
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 40258
[~ID] => 40258
[NAME] => Титан: сварка титана (технология). Сварка аргоном титана
[~NAME] => Титан: сварка титана (технология). Сварка аргоном титана
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.
Немного общих сведений Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
- электронным лучом;
- дуговым флюсом;
- аргоном.
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже.
Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.
Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.
Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию.
Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.
Дуговая и электронно-лучевая сварка
Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.
Заключение
Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан». Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
Источник: fb.ru
[~DETAIL_TEXT] =>В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.
Немного общих сведений Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
- электронным лучом;
- дуговым флюсом;
- аргоном.
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже.
Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.
Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.
Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию.
Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.
Дуговая и электронно-лучевая сварка
Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.
Заключение
Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан». Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь. [~PREVIEW_TEXT] => В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь. [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 09.12.2016 11:25:24 [~TIMESTAMP_X] => 09.12.2016 11:25:24 [ACTIVE_FROM] => 09.12.2016 [~ACTIVE_FROM] => 09.12.2016 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/115/40258/ [~DETAIL_PAGE_URL] => /news/115/40258/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => titan_svarka_titana_tekhnologiya_svarka_argonom_titana [~CODE] => titan_svarka_titana_tekhnologiya_svarka_argonom_titana [EXTERNAL_ID] => 40258 [~EXTERNAL_ID] => 40258 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 09.12.2016 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Титан: сварка титана (технология). Сварка аргоном титана [SECTION_META_KEYWORDS] => титан: сварка титана (технология). сварка аргоном титана [SECTION_META_DESCRIPTION] => В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь. [SECTION_PAGE_TITLE] => Титан: сварка титана (технология). Сварка аргоном титана [ELEMENT_META_TITLE] => Титан: сварка титана (технология). Сварка аргоном титана [ELEMENT_META_KEYWORDS] => титан: сварка титана (технология). сварка аргоном титана [ELEMENT_META_DESCRIPTION] => В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь. [ELEMENT_PAGE_TITLE] => Титан: сварка титана (технология). Сварка аргоном титана [SECTION_PICTURE_FILE_ALT] => Титан: сварка титана (технология). Сварка аргоном титана [SECTION_PICTURE_FILE_TITLE] => Титан: сварка титана (технология). Сварка аргоном титана [SECTION_DETAIL_PICTURE_FILE_ALT] => Титан: сварка титана (технология). Сварка аргоном титана [SECTION_DETAIL_PICTURE_FILE_TITLE] => Титан: сварка титана (технология). Сварка аргоном титана [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Титан: сварка титана (технология). Сварка аргоном титана [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Титан: сварка титана (технология). Сварка аргоном титана [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Титан: сварка титана (технология). Сварка аргоном титана [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Титан: сварка титана (технология). Сварка аргоном титана ) [FIELDS] => Array ( [TAGS] => ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => c83b747129a532c27a029fc5ccf0d07c [~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 115 [~ID] => 115 [TIMESTAMP_X] => 2015-11-25 18:37:33 [~TIMESTAMP_X] => 2015-11-25 18:37:33 [MODIFIED_BY] => 2 [~MODIFIED_BY] => 2 [DATE_CREATE] => 2015-09-29 20:10:16 [~DATE_CREATE] => 2015-09-29 20:10:16 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [NAME] => Технические статьи [~NAME] => Технические статьи [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 21 [~LEFT_MARGIN] => 21 [RIGHT_MARGIN] => 22 [~RIGHT_MARGIN] => 22 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] => [~CODE] => [XML_ID] => 115 [~XML_ID] => 115 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/115/ [~SECTION_PAGE_URL] => /news/115/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 115 [~EXTERNAL_ID] => 115 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Технические статьи [SECTION_META_KEYWORDS] => технические статьи [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Технические статьи [ELEMENT_META_TITLE] => Технические статьи [ELEMENT_META_KEYWORDS] => технические статьи [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Технические статьи [SECTION_PICTURE_FILE_ALT] => Технические статьи [SECTION_PICTURE_FILE_TITLE] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи [SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи ) ) ) ) [SECTION_URL] => /news/115/ ) Титан: сварка титана (технология). Сварка аргоном титана09.12.2016
В авиации, судостроении, машиностроении и в некоторых других отраслях промышленности для изготовления сложных и ответственных узлов используют такие дорогостоящие материалы, как титан. Он хорош не только своим небольшим весом, но и тем, что данный металл не подвергается коррозионным процессам. Давайте более подробно рассмотрим, что же такое титан. Сварка титана – это довольно интересная тема для разговора, об этом и пойдет речь.
Немного общих сведений Просто так взять и использовать кусок титана получается редко. Зачастую его предварительно обрабатывают. Стоит понимать, что обычно он подвергается сварке. Но так как данный металл относится к труднообрабатываемым, то специалисты столкнулись с проблемой разрушения материала при температуре от 400 градусов по Цельсию под воздействием водяного пара, кислорода, а также азота. Сам по себе процесс является достаточно сложным, так как необходимо соблюдать большое количество технологических правил, да и не любой вид сварки подходит для обработки данного металла. В любом случае, сегодня научились обрабатывать титан. Сварка титана осуществляется несколькими методами:
- электронным лучом;
- дуговым флюсом;
- аргоном.
В настоящее время популярностью пользуются все методы, но наибольшее распространение получила аргонная сварка по нескольким причинам, о которых мы поговорим немного позже.
Титан и его сплавы
Данный металл в природе достаточно распространен. Многие говорят о том, что его мало, но это смотря с чем сравнивать. В любом случае, количество титана в земной коре больше, нежели меди или свинца. Это весьма прочный металл. В чистом виде его прочность достигает 337 МПа, а в сплаве порядка 1 250 МПа. Температура плавления титана – 1668 градусов по Цельсию.
При нормальных температурах он устойчив к коррозии и работает в агрессивных средах. Тем не менее при достижении температуры 400 градусов по Цельсию его эксплуатационные свойства резко падают. Он вступает в бурную реакцию с азотом, начинает окисляться кислородом и водяным паром, что сильно ограничивает сферу его применения. Примечательно то, что материал совершенно не склонен к образованию горячих трещин во время сварки, однако его зерно становится крупнее, что ухудшает технические характеристики металла и качество шва. В принципе, мы немного разобрались с тем, что такое титан. Сварка титана – вот, что еще интересно. Давайте об этом и поговорим.
Технологические особенности сварки
В настоящее время нельзя говорить о том, что титан является редкостью в том или ином изделии. С ним работает достаточно много производителей из самых различных отраслей. Но необходимо понимать, что титан – активный химический элемент. Это говорит о том, что использование обычной сварки недопустимо. Обусловлено это тем, что в процессе попадают загрязнения в виде карбидов и нитридов, которые понижают эксплуатационные свойства материала.
Поэтому основное условие при сварке – полная изоляция от окружающей среды. К таковым относится: кислород, азот, водород и другие. Кроме того, сварочные работы должны производиться на относительно больших скоростях. При длительном нагревании зерна в кристаллической решетке расширяются, что значительно повышает хрупкость. В любом случае, сварка титана, технология которой более подробно будет рассмотрена ниже – сложный и ответственный процесс. Ну а сейчас пойдем дальше.
Сварка аргоном титана
Аргонный вид сварки данного металла наиболее популярен среди специалистов во всем мире. Обусловлено это тем, что тут не используются флюсы и электроды, следовательно, выполняются более тонкие и сложные сварочные работы. Кроме того, аргонный метод получения сварных соединений относится к высококачественным видам сварки. При соблюдении технологии получается шов высокого качества.
Нельзя не сказать и об универсальности аргонной сварки. Она заключается в том, что тут есть возможность обработки как крупногабаритных конструкций, так и деталей небольшого размера. Шов при этом получается одинаково качественный. Кроме того, сварка аргоном титана хороша еще и тем, что можно работать на малом токе, а это позволяет сваривать материал толщиной от 0,5 мм. Аргон позволяет восстанавливать детали, утратившие свои первоначальные объемы.
Сварка титана и его сплавов: технология
Работы должны выполняться квалифицированным специалистом при наличии соответствующего оборудования. Кроме того, данный процесс многоэтапный. Все стадии должны идти в строго установленной последовательности и выполняться согласно нормам.
Первый этап – подготовительный. На этой стадии необходимо зачистить поверхность металла. При этом крайне важно удалить оксидную пленку. Кромки обычно обрабатывают методом газокислородной резки. Деталь или заготовка обрабатывается фтором и кислотой (соляной). При этом должна поддерживаться постоянная температура 60 градусов по Цельсию. Тут крайне важно обеспечить защиту обрабатываемого металла от реакции с атмосферным воздухом как с наружной, так и с тыльной стороны. Для этого подойдут медные или стальные прокладки, которые нужно прикладывать к шву. Помимо прокладок допустимо использование защитных козырьков и специальных насадок.
В процессе сварки
Процесс протекает на постоянном токе. В горелку устанавливается специальный вольфрамовый электрод. Когда металл вступает в контакт с электрической дугой, образуется сварочная ванна. Температура в ней нередко достигает 6 тысяч градусов по Цельсию.
Под давлением сварочной дуги расплавленный титан несколько оттесняется. Получается так, что горелка горит в углублении. Это можно считать преимуществом, так как значительно улучшается проплавляющая способность. Кроме того, постоянно нагнетается аргон, который обеспечивает надежную защиту от воздействия кислорода, азота и других вредных примесей.
Еще кое-что
Примерно так и обрабатывается титан. Холодная сварка подразумевает использование присадочной проволоки только в том случае, если толщина металла превышает 1,5 мм. Если же толщина достигает 10-15 мм, то сварка выполняется погруженной дугой в один проход. Если работы были выполнены с соблюдением технологии, то шов не потребуется обрабатывать от шлаков. Он будет ровный и качественный. Такие соединения отличаются высокой герметичностью и долговечностью.
Дуговая и электронно-лучевая сварка
Дуговая сварка под флюсом появилась относительно недавно. Метод основан на изоляции материала от внешней среды специальными флюсами. Флюс представляет собой некую пасту. Чаще всего используют АНТ-А различных модификаций. Особенность способа заключается в том, что удалось добиться лучшей структуры кристаллической решетки, нежели при сварке в инертной среде. Поэтому предпочтительно именно так обрабатывать титан. Сварка титана таким методом не ухудшает эксплуатационные характеристики детали.
Электронно-лучевая сварка имеет большое количество недостатков. Но есть один существенный плюс, который заключается в полной защите металла от внешней среды. Это позволяет получить очень качественную кристаллическую решетку. При этом процесс протекает при большой скорости, что значительно снижает энергоемкость выполняемых работ. Есть еще и электрошлаковая сварка, которая на сегодняшний день не получила должного распространения. Ее особенность заключается в том, что в процессе используются электроды такого же материала, как и свариваемая поверхность.
Заключение
Теперь вы имеете общее представление о том, что такое сварка. Титан, инверторная сварка для которого широко используется, обладает уникальными техническими характеристиками. Именно поэтому его используют там, где не подходит сталь или другие металлы. Но высокая стоимость оборудования для выполнения сварочных работ, энергоемкость процесса, а также многие другие отрицательные факторы не способствуют развитию использования данного металла. Тем не менее некоторые компании постоянно стараются сделать как можно больше для того, чтобы было проще и легче получить качественный шов. К примеру, лидером по продажам присадок является фирма «Эльф филлинг» — «Титан». Холодная сварка с помощью данной компании становится не такой сложной и длительной. Конечно, новичок все равно не справится с такой задачей, а вот специалисту будет куда проще выполнить свою работу. В принципе, это все, что можно рассказать о сварке такого металла, как титан.
Источник: fb.ru
Просмотров: 3512
Сварка титана и его сплавов – технология и особенности
Многие производители совершают операции, при которых необходимо сваривать титановые изделия. Для этого материала не требуется использование особенных технологий или процессов. Однако он имеет ряд отличий от стали:
- небольшие показатели плотности;
- низкую упругость;
- большую температуру плавления;
- маленькие свойства пластичности.
Сварка титановых изделий похожа на обработку нержавеющей стали и никелевых сплавов, поскольку во всех случаях необходимо применять методы, которые позволяют компенсировать недостатки.
Основные требования для обеспечения нормальной работы
Особенность титана заключается в том, что он обладает способностью образовывать соединения с хорошими характеристиками. Свойства поверхности дают возможность уменьшить сопротивление усталости и зоны термического влияния. Специалисту необходимо постоянно защищать ее, как и обратную сторону соединения.
К рабочему месту предъявляются высокие требования, поэтому в цехах для него отводят отдельную зону, где нет воздушных потоков, исключено проникновение частиц загрязнений и влаги.
Сварочные технологии
Процесс сваривания деталей из титана и титановых сплавов осуществляется несколькими способами. Чаще всего выбирают аргонодуговую TIG сварку с применением вольфрамовых электродов, а также полуавтоматическую MIG сварку. Реже используется плазменная, электронно-лучевая или сварка трением. При грамотном подборе технологии швы получаются устойчивыми к коррозии и качественными. В противном случае они будут хрупкими.
Методика TIG выбирается, когда необходимо создать стыковые соединения и отказаться от подачи присадочного материала. Это актуально, если толщина листов составляет до 3 миллиметров. Для толстых изделий потребуется присадочный материал и операции по разделке кромок. В таком случае полуавтоматическая MIG сварка станет более экономичной и эффективной, особенно когда толщина насчитывает свыше 10 миллиметров.
Для аргонодуговой технологии в качестве источника постоянного тока прямой полярности подходит DCSP. Полуавтоматическая методика предполагает применение источника тока обратной полярности DCRP.
Защитные газовые среды
В процессе работы необходимо создать защиту инертным газом, чтобы получить хорошие сварные швы у титановых изделий. Для обеих технологий применяются гелий или аргон, которые выполняют ряд важных задач:
- обеспечивают первичную защиту расплавленной сварочной ванны;
- помогают создать вторичную защиту охлаждающегося расплавленного металла и зоны возле шва;
- позволяют защитить обратную сторону соединения.
Перед началом работы нужно в обязательном порядке очистить саму поверхность и присадочный материал от загрязнений, окалин, жирных следов, пыли, влаги и масла. Для этого подойдет растворитель без содержания хлора. В результате удастся сохранить свойства материала и увеличить устойчивость шва к коррозии.
Training with Titanium — Создан для скольжения
Ранее в этом году я поехал в RMIT в Мельбурне, чтобы забрать пару шасси KTM 690, моторы которых были сняты командой RMIT Formula SAE.
После того, как мой электрический мотоцикл Alta понравился мне намного больше, чем я думал, я решил, что это шасси (совершенно новое) будет идеальным началом для моей сборки электрического мотоцикла.
Но давайте перейдем к другому посту и сконцентрируемся на этом.
Мне позвонили ребята из RMIT и попросили изготовить выхлоп Ti для новой машины, которую они строят.
Вместо того, чтобы просто делать работу, я предложил ребятам спуститься в мою мастерскую и испытать изготовление на себе.
Я сам новичок в сварке титаном, поэтому хотел, чтобы мы все кое-чему научились и получили некоторый опыт работы с одним из самых востребованных металлов.
Я много читал о титане (теперь давайте просто использовать Ti) и решил, что сваривать его не так уж и сложно.
Bend Bros прислали мне несколько образцов для проверки сварного шва, и я купил присадочный пруток 1,6 Ti, а также еще один баллон с аргоном для продувки.
Поскольку Ti является химически активным металлом, обязательно, чтобы защитный газ аргон (от Bunnings) покрыл всю нагретую часть сварного шва.
ПришелTrav из SWS Welders и привез с собой дополнительного сварщика и богатый опыт эксплуатации и настройки оборудования.
Вместе с пятью студентами RMIT в цехе мы с Травом объяснили, как работает сварка TIG, и познакомили ребят с настройкой и работой SWS Alumtig.
Еще я немного рассказал о важности чистоты и подготовки поверхности металлов перед сваркой. Мне нравится, чтобы мои зазоры были минимальными, и все, что касается моей работы или окружает ее, не было загрязнено пылью, маслом или отпечатками пальцев. Я использую ацетон, чтобы все очистить, а затем начинаю со свежего вольфрама, заточенного до 30 градусов на настольной шлифовальной машине.
Покрыв всю эту теорию сверления, мы сразу перешли к сварке нержавеющей стали. Поскольку только один человек из 5 когда-либо выполнял сварку TIG, я не был уверен, как мы пойдем, к моему удивлению, хотя ребята выслушали все советы и рекомендации и довели это до совершенства всего за несколько часов.
От нержавеющей стали до алюминия и титана — все ребята имели опыт сварки различных материалов, и все они были настроены.
Я начал вспоминать свои первые сварные швы и мой первый проект TIG, которым был Hilux, после знакомства с Травом я только начал понимать, что делаю, и хотел бы, чтобы у меня была такая возможность все эти годы назад, чтобы начать с правильных настроек и знания.
Сварка — это серьезный навык, способность сваривать нержавеющую сталь, алюминий и титан всего за первые несколько часов — это результат знания установки, знания материала и использования правильной техники прямо с самого начала. начало.
Большое спасибо Траву за сотрудничество со мной в этом и большое спасибо Бруку за кадры, так что я могу написать этот пост.
Ой, а как прошел этот выхлоп? Ну, я не делал этого, пока все не ушли, чтобы я мог сосредоточиться на этом.
В прекрасную субботу я зажег старый Panhead и принялся за работу, чтобы закрепить его.
Но все прошло очень хорошо, 30 ампер постоянного тока, все клинически очищенные, острый вольфрам, продувка аргоном, в результате получился сверхлегкий и мощный выхлоп, который становится произведением искусства после циклического нагрева.
Большое спасибо RMIT за возможность завершить эту работу. Если вы заинтересованы в изучении производственных навыков, подпишитесь на этот список рассылки, и я пришлю вам электронное письмо, когда у меня что-то запланировано.
НАЧАЛО РАБОТЫ С ТИТАНОМ | Производство и металлообработка
Titanium также обладает исключительным соотношением прочности к весу (на 45 процентов легче, но более чем в три раза прочнее, чем у низкоуглеродистой стали). Он чрезвычайно устойчив к коррозии, что снижает затраты на его жизненный цикл, увеличивает срок его службы и позволяет относительно не требовать технического обслуживания. Эти характеристики делают титан идеальным металлом для аэрокосмической, морской, военной, химической, энергетической, медицинской промышленности, а также для добычи нефти и газа.
Фактически, единственное, что не идеально в титане (не считая его высокой стоимости), это то, что его очень трудно сваривать. В следующем совете обсуждаются рекомендуемые шаги для успешной сварки TIG титана ASTM Grade 5 (Ti-6A1-4V).
ДЕРЖАТЬ В ЧИСТЕ
Невозможно переоценить важность поддержания чистоты основного металла титана и присадочного металла до и во время сварки. Поскольку титан является высокореактивным металлом, он будет реагировать с маслами для тела, маслами, образующимися в процессе формования и волочения, производственной пылью, краской, грязью, смазочно-охлаждающими жидкостями и т. Д. Во время процесса сварки и может привести к охрупчиванию сварного шва и разрушению.
Таким образом, сварочная среда должна быть как можно более чистой и свободной от пыли и иметь как можно меньший поток воздуха, чтобы избежать нарушения подачи защитного газа. Чтобы правильно очистить основной и наплавочный металл, наденьте нитриловые перчатки, предназначенные для этой задачи, и начните с обезжиривания обоих компонентов и удаления любых дополнительных поверхностных загрязнений, протерев материал метилэтилкетоном (МЭК), смоченным чистой тканью. Затем наполнитель следует поместить в герметичный контейнер, пока он не будет готов к использованию, чтобы избежать загрязнения.
Благодаря своей реакционной способности титан легко образует на своей поверхности очень твердый оксидный слой (аналогичный алюминию). Этот слой обеспечивает титану его коррозионную стойкость, но плавится при более высокой температуре, чем чистый титан, и его необходимо удалить из зоны сварки. Шлифовальный станок с твердосплавным инструментом для удаления заусенцев или твердосплавным напильником? установлены на низкие скорости шлифования и используются исключительно для этой задачи? нужен для удаления слоя оксида титана. Стальная вата и другие абразивные материалы могут загрязнить металл и привести к дефектам сварки.После удаления оксидного слоя еще раз протрите свариваемый участок метилэтилкетоном или ацетоном и дайте ему полностью высохнуть перед сваркой.
ПОДГОТОВКА К СВАРКЕ
Как и в большинстве аспектов сварки титана, безупречная подготовка также относится к сборке деталей. Любой зазор между двумя свариваемыми частями может привести к загрязнению сварного шва воздушной средой с нижней стороны сварного шва.
По этой причине, а также для минимизации необходимого нагрева и присадочного металла не скашивайте кромки для образования соединения с V-образным пазом.После того, как детали будут должным образом сформированы для плотной посадки, используйте зажим или инструмент, чтобы убедиться, что они не двигаются до зажигания дуги. Титан толщиной менее 1/8 дюйма обычно не требует предварительного нагрева, но в некоторых случаях требуется предварительный и последующий нагрев для обеспечения целостности сварного шва.
ЗАЩИТИТЕ БАССЕЙН
Есть мало места для ошибки защитного газа при сварке титана? 0,005 процента, если быть точным. Американское сварочное общество (AWS) рекомендует измерять чистоту защитного газа для обеспечения качества сварки.Для большинства применений титана требуется 100-процентный аргон, имеющий чистоту не менее 99,995 процентов, содержание кислорода не более 20 частей на миллион (ppm) и точку росы от 50 до 76 градусов по Фаренгейту.
Для некоторых приложений требуется чистота 99,999%. Если это позволяют спецификации, можно использовать смесь 75 процентов аргона и 25 процентов гелия для улучшения стабильности дуги и увеличения проплавления шва. Газ должен быть установлен на уровне 20 кубических футов / час (куб.фут / час) для получения идеальной защиты сварных швов.
Помимо защиты сварочной ванны от загрязнения сверху, необходима также продувка обратной стороны сварного шва для предотвращения загрязнения снизу кислородом. Обеспечьте достаточное количество защитного газа для десятикратной замены воздушной среды, чтобы обеспечить полную защиту сварных швов.
Для успеха титана также важно использовать горелку TIG со скользящим экраном. Отводной экран дольше удерживает защитный газ над сварным швом, уменьшая возможность загрязнения сварного шва, пока материал находится выше порогового значения 800 градусов, ниже которого кислород больше не может вступать в реакцию с титаном.Их можно приобрести у дистрибьютора сварочных аппаратов, но многие компании также производят свои собственные защитные экраны, соответствующие конфигурации конкретного применения.
Наконец, обязательно используйте пластиковый шланг для транспортировки защитного газа. Резиновый шланг может позволить кислороду смешаться с защитным газом и загрязнить сварной шов.
ВЫБОР ПРАВИЛЬНОГО МЕТАЛЛА НАПОЛНИТЕЛЯ
В большинстве случаев присадочный металл должен точно соответствовать свариваемому титану. В некоторых случаях требуется присадочный металл с более низким пределом текучести, чтобы улучшить пластичность между двумя деталями, но любое отклонение от точного совпадения необходимо тщательно проанализировать и протестировать, прежде чем запускать его в производство.Для материала толщиной менее 0,010 дюйма (0,254 мм) присадочный металл не требуется, в зависимости от конфигурации соединения
ВЫБОР ОБОРУДОВАНИЯ
Хотя титан можно успешно сваривать с меньшим оборудованием, для максимального успеха рекомендуется использовать инверторный источник питания с высокочастотной дугой, возможность дистанционного управления силой тока, таймер продувки и выход не менее 250 А. . Источник питания должен быть установлен на отрицательный электрод постоянного тока (DCEN), что обеспечивает более глубокое проплавление и узкий сварной шов.
В зависимости от области применения для сварки титана могут использоваться как горелки с воздушным, так и с водяным охлаждением. Горелки с воздушным охлаждением хорошо подходят для применений с током менее 150 А и там, где требуются короткие сварные швы, но они больше и тяжелее, чем горелки с водяным охлаждением. Горелки с водяным охлаждением легче и маневреннее, чем горелки с воздушным охлаждением, они превосходно подходят для применения с высокой силой тока и длинных непрерывных сварных швов.
Следует использовать заостренный вольфрам с 2-процентным содержанием церия (конец оранжевого цвета), размер которого должен соответствовать следующему графику: ниже 90 А используйте электрод 1/16 дюйма; от 90 до 200 ампер используйте электрод 3/32 дюйма; и используйте электрод 1/8 дюйма для всех приложений более 200 ампер.Также следует использовать газовую линзу, чтобы обеспечить ровное и постоянное покрытие сварного шва защитным газом.
ПРАВИЛЬНАЯ ТЕХНИКА
Если все вышеизложенные приготовления были тщательно выполнены, зажигание дуги и успешная сварка двух частей материала не должны сильно отличаться от сварки нержавеющей стали.
Начните сварку свежесрезанным и отшлифованным вольфрамом, не содержащим загрязняющих веществ, и позвольте защитному газу окружить область сварки в течение нескольких секунд, прежде чем зажигать дугу с помощью функции высокочастотного пуска инвертора.
Титановая сварочная ванна легкая в формовании и непрочная, как нержавеющая сталь. Используйте углы резака и присадочного металла, а также скорость резака, аналогичную той, что используется для нержавеющей стали. Обязательно используйте технику прикосновения и держите присадочный металл внутри оболочки защитного газа. Избыточный нагрев может привести к растрескиванию сварного шва, поэтому постарайтесь максимально снизить тепловложение.
После завершения сварки дайте защитному газу продолжать покрывать сварной шов в течение 20–25 секунд. Это предотвращает загрязнение сварного шва атмосферой, пока она все еще превышает 800 градусов F.Некоторые нормы требуют, чтобы защитный газ покрыл сварной шов до тех пор, пока температура сварного шва не опустится ниже 500 градусов по Фаренгейту, поэтому перед сваркой обязательно проверьте требования к применению.
Цвет сварного шва после его охлаждения указывает на толщину образовавшегося оксидного слоя и на то, достаточно ли защитный газ защитил сварной шов от загрязнений. В таблице 1 представлено руководство по определению качества сварного шва на основе его цвета, но для полной оценки прочности сварного шва также следует использовать дополнительные тесты, в том числе проникающий контроль красителя, твердость, рентгеновские лучи, ультразвуковые и разрушающие тесты. .
ПРЯМО СЕЙЧАС!
Титан, безусловно, может быть сложным металлом для сварки, но сложность в первую очередь заключается в правильной подготовке рабочего места, сварочного оборудования и материалов. Кроме того, преимущества, которые он предлагает с точки зрения коррозионной стойкости и отношения прочности к весу, делают его отличным вариантом для ряда применений, где других металлов просто недостаточно.
Следование этим основным процедурам и некоторый опыт работы с некоторыми отходами должны дать любому компетентному сварщику TIG ресурсы, необходимые для того, чтобы также быть компетентным сварщиком титана.
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Джек Фулсер — менеджер по продукции и маркетингу в Weldcraft , 2741 Н. Ремер Роуд, Эпплтон, Висконсин 54911, 920-882-6800, факс: 920-882-6840, www.weldcraft.com .
Советы и рекомендации по сварке титановых труб
Титановые трубы становятся все более популярными по мере того, как обнаруживается все больше их полезных свойств. Титан прочнее алюминия и стали.Он также легче стали. Он чрезвычайно устойчив к коррозии, имеет длительный срок службы и низкие затраты на обслуживание и эксплуатацию.
Если вы вложили средства в покупку титана для проекта трубопровода, есть кое-что, что нужно знать, прежде чем вы начнете работать над ним. В конце концов, вы же не хотите испортить титан, на покупку которого вы только что потратили деньги. Также вам нужны прочные трубы, которые прослужат много лет. Зачем ставить под угрозу эффективность, прочность и долговечность ваших титановых труб из-за неправильной техники сварки?
Чистота
Первое, что нужно знать, это то, что титан — металл с высокой реакционной способностью.Он реагирует на кислород, что делает его восприимчивым к окислению и загрязнению. Натуральные масла для тела, масла из процессов формовки и волочения, пыль и мусор из цеха, смазочно-охлаждающие жидкости и смазки могут легко привести к охрупчиванию титана и возможному сбою при сварке. Наличие надлежащего оборудования и поддержание чистой рабочей зоны важны для предотвращения возможного загрязнения и нарушения целостности труб.
Ищите цвета
Титан поглощает кислород и азот, вызывая реакцию окисления, которая сильно влияет на целостность трубы.Уровень загрязнения воздуха можно увидеть по цвету сварного шва. Наибольшая вероятность загрязнения воздуха возникает при температуре более 800 градусов, поэтому необходимо принять меры для защиты от воздуха, когда титан нагревается более чем на 800 градусов.
Обесцвечивание сварного шва — признак того, что что-то не так. Однако допускается некоторое изменение цвета. В идеале блестящий серебристый цвет — лучший цвет сварного шва. Серебристый, светло-соломенный, темно-соломенный, бронзовый и коричневый цвет — все приемлемые изменения цвета.Фиолетовый, темно-синий, голубой, зеленый, серый и белый цвета являются неприемлемыми и указывают на нарушение целостности сварного шва.
Если появляется какой-либо из неприемлемых цветов, их необходимо удалить перед началом дополнительной сварки.
Рассмотрим присадочный металл
Если толщина свариваемой трубы меньше 0,010 дюйма, вам понадобится присадочный металл, чтобы стенка трубы могла быть сварной. Рекомендуется использовать металл, соответствующий пределу текучести марки титана, используемого в трубопроводах.Если присадочный металл не подходит точно, целостность трубы будет нарушена. По этим причинам настоятельно рекомендуется использовать титановый стержень в качестве присадочного металла.
Важно, чтобы заправочный стержень был таким же чистым, как и трубка. Используйте безворсовую ткань и очищающее средство из ацетона или метилэтилкетона для очистки присадочного стержня непосредственно перед сваркой. Во избежание загрязнения присадочного стержня или основного металла натуральными маслами тела всегда надевайте нитритные перчатки при работе с титаном.
Перед началом сварки отрежьте конец присадочного стержня перед каждым использованием. Это поможет предотвратить загрязнение сварочной ванны присадочным стержнем.
Очистите внешнюю поверхность титановой трубки с помощью щетки из нержавеющей стали. При сварке рекомендуется использовать технику прикосновения, чтобы облегчить массу трубы.
Обязательно правильно экранируйте газ
При нагревании титан становится высокореактивным и легко соединяется с кислородом, азотом, водородом и углеродом с образованием оксидов.Окисленные инструменты могут привести к появлению бесполезной детали, которую нужно утилизировать. Чтобы снизить риск окисления, нагретую область трубопровода необходимо защитить от воздуха до тех пор, пока температура не упадет ниже 800 градусов.
Также проверьте чистоту газа. Газ аргон является наиболее часто используемым газом, причем титан должен иметь чистоту не менее 99,995% и содержать не более 5-20 частей на миллиметр свободного кислорода. Он также должен иметь точку росы от -50 до -75 градусов.
Таймер подачи защитного газа после продувки также не помешает.Его выходная мощность должна быть не менее 250 ампер.
Другие советы и на что следует остерегаться
- Если титановый лист или футеровка трубы достаточно тонкая для проникновения с другой стороны, или если он нагревается докрасна, то обе стороны сварного шва должны быть защищены от воздуха.
- Использование форсунки № 7 стандартного размера не сможет эффективно защитить нагретую область от загрязнения воздуха. Рекомендуется более крупный.
В Центре обработки титана вы найдете широкий выбор изделий из титана, включая трубы, трубы, стержни и листы.У нас также есть все сорта титана, поэтому вы можете быть уверены, что выберете лучший, специально для вашего проекта.
Закажите онлайн сегодня!
Техника сварки титановых сплавов
Техника сварки титановых сплавов — Ирмасольда PortuguêsEnglishEspañolОценка:
Титан и его сплавы широко используются в авиакосмической промышленности, химической промышленности, судостроении и т.д. из-за его низкой плотности, высокой стойкости и коррозионной стойкости.В настоящее время высококачественные самолеты и танки изготавливаются из деталей из титановых сплавов, которые все более широко используются в нефтехимической промышленности. Требуется применение титана в авиастроении, двигателестроении и химии, техника сварки. Техника сварки очень важна для развития применения титановых сплавов. Эта статья указывает на некоторые проблемы в сварочном процессе.
1. Свариваемость титанового сплава
Еще больше титановых сплавов можно обрабатывать дуговой сваркой, и все они могут быть превращены в твердотельную сварку, такую как TIG, ME, сварка слаботочной плазменной дугой, лазерная и электронно-лучевая сварка.На самом деле, тенденция возникновения разрушения сварных швов титанового сплава намного меньше, чем у черных металлов (как сплава железа и никеля). Хотя титан обладает превосходной сварочной способностью, некоторые инженеры по-прежнему серьезно относятся к сварке титановых сплавов. Из-за особых требований к защите при газовой сварке, только очень профессионалы могут удовлетворить это требование. На самом деле, при сварке титанового сплава можно использовать несколько технологий. При участии N2 O2 и углеродного материала точка пайки становится более хрупкой.Таким образом, зона сварки должна быть очищена и защищена инертным газом. Материал для пайки выбирается в зависимости от возможностей сварочного сплава.
2. Газовая полость из титанового сплава
Возникновение газовой полости в месте сварки связано, в основном, с очисткой лиги и продолжительностью времени сварки. O2 CO2 и N2 также инертный газ могут привести к возникновению газовой полости
Так же, как оксид алюминия, оксид титана абсорбирует влагу
Мероприятия по уменьшению газовой полости при сварке титановых сплавов…:
1. Сварочный материал должен быть сухим.
2. Подготовленный сварочный материал необходимо использовать в течение 48 часов.
3. Очистить титан и сварочные материалы.
4. Сварка должна быть защищена газом высокой чистоты и нетоксичным газом гелием.
Первоначально опубликовано в Ezine, автоматический перевод на португальский
Источник для Алана Ванга
http://www.irmasolda.pt/wp-content/uploads/sites/12/2015/11/tecnica-de-soldadura-de-liga-de-titanio.PNG 1392 2000 г. Ирмасольда, Сварочные и промышленные газы https://www.irmasolda.pt/wp-content/uploads/sites/12/2013/04/LOGO_small_inverse1.png Ирмасольда, Сварка и промышленные газы2020-02-28 13: 11: 152020-02-28 13: 11: 15 Техника сварки титановых сплавов Типы сварочных аппаратов Процесс металлического порошкового покрытия — проблема и решение Пролистать наверхПрежде чем уйти, сделайте предложение
Подписаться на уведомления на сайт.
Когда появятся новости или акции, буду в курсе.
Вы можете отключить их в любой момент.
{«cookieName»: «wBounce», «isAggressive»: false, «isSitewide»: true, «hesitation»: «», «openAnimation»: false, «exitAnimation»: false, «timer»: «», «чувствительность «:» «,» cookieExpire «:» 30 «,» cookieDomain «:» «,» autoFire «:» «,» isAnalyticsEnabled «: false}
Холодная дуговая сварка MIG титана Ti6Al4V с алюминием 5A05Al с использованием наполнителя Al – Mg5
W.V. Вайдья, М. Хорстманн, В.Венцке, Б. Петровски, М. Коджак, Р. Кочик, Г. Темпус, Улучшение межфазных свойств сварного лазерным лучом разнородного соединения алюминия AA6056 и титана Ti6Al4V для применения в авиации. J. Mater. Sci. 45 , 6242–6254 (2010). https://doi.org/10.1007/s10853-010-4719-6
CAS Статья Google Scholar
W. Shouzheng, L. Yajiang, W. Juan, L. Kun, Исследование возникновения и распространения трещин вблизи границы раздела Ti / Al во время сварки TIG титана с алюминием.Ковове матер. 52 , 85–91 (2014). https://doi.org/10.4149/km-2014-2-85
Статья Google Scholar
М. Креймейер, Ф. Вагнер, Ф. Воллертсен, Лазерная обработка алюминиево-титановых заготовок. Опт. Лазер. Англ. 43 , 1021–1035 (2005). https://doi.org/10.1016/j.optlaseng.2004.07.005
Статья Google Scholar
Ю.Чен, С. Чен, Л. Ли, Влияние тепловложения на микроструктуру и механические свойства соединений Al / Ti методом прямоугольной точечной лазерной сварки – пайки. Int. J. Adv. Manuf. Technol. 44 , 265–272 (2009). https://doi.org/10.1007/s00170-008-1837-2
Статья Google Scholar
Ф. Меоллер, М. Грден, К. Томи, Ф. Воллертсен, Комбинированный процесс лазерной сварки и пайки для гибридных конструкций из алюминия и титана.Phys. Процедуры 12 , 215–223 (2011). https://doi.org/10.1016/j.phpro.2011.03.028
CAS Статья Google Scholar
С. Чен, Л. Ли, Ю. Чен, Дж. Дай, Дж. Хуанг, Улучшение неоднородности межфазной реакции при лазерной сварке — припайке алюминия к титану. Матер. Des. 32 , 4408–4416 (2011). https://doi.org/10.1016/j.matdes.2011.03.074
CAS Статья Google Scholar
З. Сонг, К. Наката, А. Ву, Дж. Ляо, Межфазная микроструктура и механические свойства разнородного соединения Ti6Al4V / A6061 путем прямой лазерной пайки без присадочного металла и канавки. Матер. Sci. Англ. А. 560 , 111–120 (2013). https://doi.org/10.1016/j.msea.2012.09.044
CAS Статья Google Scholar
И. Томащук, П. Салламанд, А. Меассон, Э. Чикала, М. Дубанд, П. Пейр, Лазерная сварка алюминия и титана — пайка в V-образной канавке.J. Mater. Процесс. Technol. 245 , 24–36 (2017). https://doi.org/10.1016/j.jmatprotec.2017.02.009
CAS Статья Google Scholar
З. Ма, К. Ван, Х. Ю, Дж. Ян, Х. Шен, Микроструктура и механические свойства соединений безфлюсовой сварки вольфрамовой дугой – пайка, выполненных между титановыми и алюминиевыми сплавами. Матер. Des. 45 , 72–79 (2013). https://doi.org/10.1016/j.matdes.2012.09.007
CAS Статья Google Scholar
S. Lv, Q. Cui, Y. Huang, X. Jing, Влияние добавления Zr на сварку TIG – пайку Ti – 6Al – 4V в Al5A06. Матер. Sci. Англ. А. 568 , 150–154 (2013). https://doi.org/10.1016/j.msea.2013.01.047
CAS Статья Google Scholar
С. Вэй, Ю. Ли, Дж. Ван, К. Лю, Использование технологии сварки и пайки для развития микроструктуры разнородных соединений титан / алюминий. Матер. Manuf. Процесс. 29 , 961–968 (2014).https://doi.org/10.1080/10426914.2014.921711
CAS Статья Google Scholar
С. Вэй, Ю. Ли, Дж. Ван, К. Лю, П. Чжан, Характеристики микроструктуры разнородного соединения Ti – 2Al – Mn / Al1060, полученного импульсной газовой дуговой сваркой и пайкой Ковове. Матер. 52 (305), 311 (2014). https://doi.org/10.4149/km2014-5-305
Статья Google Scholar
Дж. Ли, К. Сан, Ю. Лю, К. Цай, Дж. Фэн, Сварка с переносом холодного металла – пайка чистого титана TA2 с алюминиевым сплавом 6061 – T6. Adv. Англ. Матер. 19 , 1–8 (2017). https://doi.org/10.1002/adem.201600494
CAS Статья Google Scholar
Q.J. Солнце, J.Z. Ли, Ю. Лю, Б. Ли, П.В. Сюй, Дж.К. Фэн, Микроструктурные характеристики и механические свойства Al / Ti, сваренных с помощью гибридного магнитного поля с использованием метода CMT.Матер. Des. 116 , 316–324 (2017). https://doi.org/10.1016/j.matdes.2016.12.025
CAS Статья Google Scholar
Ю. Мяо, З. Ма, X. Ян, Дж. Лю, Д. Хан, Экспериментальное исследование микроструктуры и механических свойств соединений AA6061 / Ti – 6Al – 4V, выполненных сваркой MIG байпасным током– пайка. J. Mater. Процесс. Technol. 260 , 104–111 (2018). https://doi.org/10.1016/j.jmatprotec.2018.05.019
CAS Статья Google Scholar
Дж. Сан, Р. Цао, К. Хуанг, Дж. Чен, Сварка с переносом холодного металла более диссимиальных металлов между алюминиевым сплавом 6061 и TA2. Пер. China Weld. Inst. 34 , 25–28 (2013)
Google Scholar
P.G. Шант, Интерметаллические соединения в диффузионных парах Ti с эвтектическим сплавом Al – Si. Матер. Charact. 49 , 321–330 (2003). https://doi.org/10.1016/S1044-5803(02)00342-X
CAS Статья Google Scholar
S.H. Чен, Л. Ли, Ю. Чен, Д.Дж. Лиу, Диффузионное поведение Si при лазерной сварке-пайке сплава Al и сплава Ti с присадочной проволокой Al – 12Si. Пер. Nonferr. Металл. Soc. Китай 20 , 64–70 (2010). https://doi.org/10.1016/S1003-6326(09)60098-4
CAS Статья Google Scholar
С. Вэй, Ю. Ли, Дж. Ван, К. Лю, Влияние подводимого тепла при сварке на микроструктуру соединения Ti / Al при дуговой сварке металлическим электродом в импульсном газе.Матер. Manuf. Процесс. 29 , 954–960 (2014). https://doi.org/10.1080/10426914.2014.880464
CAS Статья Google Scholar
W. Shouzheng, L. Yajiang, W. Juan, L. Kun, Z. Pengfei, Микроструктура и механизм соединения диссимиального соединения Ti / Al с помощью импульсной газовой дуговой сварки. Int. J. Adv. Manuf. Technol. 70 , 1137–1142 (2014). https://doi.org/10.1007/s00170-013-5290-5
Статья Google Scholar
П. Ках, Р. Суоранта, Дж. Мартикайнен, Современные процессы газовой дуговой сварки. Int. J. Adv. Manuf. Technol. 97 , 655–674 (2013). https://doi.org/10.1007/s00170-012-4513-5
Статья Google Scholar
С. Вэй, Ю. Ли, Дж. Ван, К. Лю, Образование хрупких фаз при дуговой сварке титана с алюминиевыми сплавами импульсным током газа вольфрамовым электродом. J. Mater. Англ. Выполнять. 23 , 1451–1457 (2014). https: // doi.org / 10.1007 / s11665-014-0874-2
CAS Статья Google Scholar
Вопросы, связанные с технологией сварки титановых пластин
1. Загазованность при сварке титановых пластин
(1) Подготовка к сварке. Перед сваркой титановой пластины необходимо тщательно очистить поверхность сварного шва, чтобы предотвратить попадание водорода, кислорода и азота.
(2) Перед сваркой необходимо выбрать точный расходомер аргона для контроля расхода газа.Как выбрать расход газа? В основном нужно добиться хорошего эффекта защиты. Скорость потока газообразного аргона оказывает значительное влияние на защиту. Чрезмерная скорость потока непросто сформировать стабильный слой газового потока. Вместо этого в защитной зоне образуется турбулентный поток, так что вредные газы погружаются в ванну расплава, так что сварочные микротрещины могут появляться на поверхности шва. Слишком слабый воздушный поток делает защиту на месте и не обеспечивает эффекта защиты. Когда поток аргона в вытяжном кожухе недостаточен, сварной шов имеет другой цвет окисления.
(3) В процессе сварки необходимо усилить защиту от сварки. Во время сварки конец сварочной проволоки не должен выходить за пределы зоны защиты газа аргоном; когда дуга прерывается и сварочный шов заканчивается, следует продолжать защиту аргоном до тех пор, пока сварочный шов и металл в зоне термического влияния не охладятся до температуры ниже 100 ℃, прежде чем снимать сварочный пистолет. Относится к защите газообразного аргона в течение всего процесса сварки.
2. Трещины сварного шва при сварке титановых пластин
При сварке титана вероятность термических трещин в сварном шве очень мала.Это связано с тем, что содержание примесей, таких как S, P, C, в титане и титановых сплавах очень мало, а усадка титана и титановых сплавов во время затвердевания мала, поэтому в металле сварного шва не происходит термического растрескивания.
При сварке титановых пластин в зонах термического влияния могут появиться холодные трещины. Эти трещины характерны для нескольких часов и более после сварки. Как возникла эта трещина? В основном это вызвано влиянием углерода и водорода и чрезмерно высокой скоростью охлаждения.Способ предотвращения этого замедленного растрескивания заключается в основном в уменьшении количества источников водорода и углерода в сварном шве. Основной метод — избежать газового загрязнения перед сваркой, см. Информацию в 1;
С другой стороны, нам нужно строго контролировать температуру межслоев во время сварки. Исходя из предпосылки обеспечения хорошего плавления, сварка должна выполняться с максимально низким тепловложением, то есть степень плавления должна быть уменьшена.
Использование сварочной проволоки малого диаметра, низкого сварочного тока, технологии узкого шва, быстрой сварки.Лучше всего контролировать скорость охлаждения на уровне около 100 ° C / с.
3. Пористость сварного шва при сварке титановых пластин.
Пористость — это дефект, который легко возникает при сварке титановых пластин. Основная причина — результат воздействия водорода. Поверхность пластины и сварочного материала не чистая. Влага и жир на перчатках оператора, частицы песка и летящая пыль, измельченная угловой шлифовальной машиной, являются источниками водорода. Основной метод — избежать многих проблем с газовым загрязнением перед сваркой согласно информации в 1.
Технические меры для предотвращения образования пор:
(1) Неоновый газ должен быть чистым и чистотой не менее 99,99%. Трубка направления воздуха должна быть армированной пластиковой трубкой, резиновую трубку использовать нельзя.
(2) Тщательно удалите окалину и другие органические вещества с поверхности сварного соединения и поверхности сварочной проволоки.
(3) Обеспечьте хорошую газовую защиту ванны расплава, контролируйте скорость потока и скорость потока газообразного аргона, предотвращайте турбулентность и влияйте на эффект защиты.
(4) Правильно выбирайте параметры процесса сварки, увеличивайте время пребывания металла шва в сварочной ванне, устраняйте пузырьки воздуха и эффективно уменьшайте пористость.
(5) Сварка с малым подводом тепла, предпочтительно импульсная аргонодуговая сварка, может улучшить пластичность соединения, уменьшить перегрев и крупнозернистость, уменьшить деформацию, но также увеличить глубину проплавления и уменьшить возникновение пор.
4. Подготовка перед сваркой титановой пластины
Лучше всего отделить участок в месте сварки титана.Непрофессионалам вход запрещен, чтобы сохранить чистоту на территории. Весь сварочный персонал должен носить чистую рабочую одежду, вязаные перчатки или тонкие перчатки из овчины, а не хлопчатобумажные перчатки. При сварке в баке обувь должна быть закрыта бахилой. Убедитесь, что возможные источники загрязнения не могут быть занесены извне.
Канавка на титановой пластине, а также внутренняя и внешняя поверхности в пределах 50 мм с обеих сторон и поверхность сварочной проволоки должны быть очищены от масла, а оксидная пленка, заусенцы и дефекты поверхности должны быть удалены механическими методами, такими как тонкий напильник. Проволочная щетка и фреза из аустенитной нержавеющей стали.Инструмент для очистки должен быть посвящен и содержать в чистоте; поверхность после механической очистки перед сваркой обезжирить ацетоном или этанолом, не содержащим серы. Использование хлоридных растворителей, таких как трихлорэтилен и четыреххлористый углерод, строго запрещено, а хлопковые волокна не должны прикрепляться к наклонной поверхности рта. В соответствии с техническими требованиями, испытание на «фенантрен» было проведено в сварочной среде перед сваркой, а испытание на загрязнение «ионами железа» было проведено вокруг сварного шва, и сварка была проведена после прохождения испытания.
Разница в качестве очистки напрямую влияет на образование сварочных трещин. При плохом качестве очистки на поверхности основного металла и сварочной проволоки образуется серо-белый геттерный слой, что приводит к образованию сварочных трещин и пор. Поэтому при очистке обращайте внимание на следующее. Несколько моментов:
① Первое засоление. Травильный раствор составляет 2% ~ 4% HF + 30% ~ 40% HN03 + h30 (остаточный). Наконец, промойте чистой водой и высушите феном, протрите ацетоном или спиртом перед сваркой.
② Сварочную проволоку обычно необходимо обезвоживать после травления, а затем обезжирить ацетоном перед сваркой.
③ Оксидное обезжиривание строго запрещено.
④Не надевайте резиновые перчатки при чистке, чтобы избежать реакции резины и обезжиривающего растворителя, чтобы сварочный шов образовал воздушные отверстия. Сварной шов
⑤ после очистки
необходимо сварить немедленно, и его нельзя размещать в течение длительного времени (обычно не более 4 часов), в противном случае его необходимо повторно очистить, как описано выше.
Защитная крышка, используемая для сварки титана, очень важна. У опытного сварщика нет хорошего защитного чехла. Даже если сварной шов хорошо сварен, после сварки он окислится и изменит цвет. Этот сварной шов все еще неквалифицирован и должен быть утилизирован.
5. Основа для выбора параметров процесса сварки
1) Если сварочный ток большой, сварка проходит очень гладко, но зерна сварного шва толстые, производительность плохая, и большое остаточное напряжение может возникают вокруг сварного шва.Поэтому следует контролировать верхний предел сварочного тока. При определении силы тока углового шва защитной пластины первый проход является самоплавким, а второй проход — добавлением проволоки. Сварочный ток 130-140А.
2) Выбор напряжения дуги Напряжение дуги фактически определяет длину дуги. Обычно используемый аппарат для аргонодуговой сварки не имеет кнопки выбора напряжения. Дуга должна быть как можно короче, чтобы напряжение дуги было в пределах 14-16 В.
3) Скорость сварки Теплопроводность титанового материала во время сварки очень низкая, и сила тока и скорость должны быть хорошо согласованы, иначе сварка будет плохой.После тестирования, когда сварочный ток составляет 130-140 А, более подходящей является скорость сварки 160-170 мм / мин.
4) Определение потока аргона
Титан следует охладить в защитной атмосфере аргона в пределах 100 мм от площади сварного шва за сварочной ванной (включая переднюю и заднюю часть сварного шва и зону термического влияния), в противном случае сварной шов будет окисляться и обесцвечиваться. , что снизит производительность. После регулировки в полевых условиях окончательная определенная скорость потока аргона составляет: сопло 10-11 л / мин, удерживающая крышка 12-13 л / мин, задняя сторона 3-5 л / мин.
5) Для аргонно-дуговой сварки титановой пластины используется источник питания для аргонно-дуговой сварки на постоянном токе с пониженными внешними характеристиками и высокочастотным зажиганием дуги. Наконечник вольфрамового полюса следует отшлифовать до конической формы и использовать сварку с горизонтальным вращением. Сварочную горелку следует заранее снабдить газом, а при гашении дуги следует использовать устройство ослабления тока и устройство защиты от задержки газа. Время задержки подачи газа должно быть не менее 15 секунд, чтобы предотвратить окисление или загрязнение сварного шва.
6. Сборка
Чтобы уменьшить сварочную деформацию, перед сваркой необходимо выполнить прихваточную сварку. В прихваточном шве должны использоваться те же сварочные материалы и процесс сварки, что и при обычной сварке, то есть сварочная проволока, параметры процесса сварки и условия газовой защиты должны быть такими же, как и для сварного шва. Перед сваркой удалите оксидный слой, масляные пятна, влагу, ржавчину и т. Д. С поверхности сварочной проволоки и сварочной канавки, а также с обеих сторон; сварка должна выполняться квалифицированным сварщиком.Позиционная сварка приваривается к основному сварному шву, длина сварного шва должна составлять 10-15 мм, шаг — 100-150 мм, а высота не должна превышать 1/3 толщины стенки. Зазор составляет 0-1 мм, а тупой край — 0-1,0 мм.
Сварные швы не должны иметь дефектов, таких как трещины, поры, шлаковые включения и изменение цвета из-за окисления, и должны быть своевременно устранены при обнаружении дефектов.
Есть еще много знаний о сварке. Если вас интересует сварка титановых пластин или титановых труб, пожалуйста, свяжитесь с нами в любое время и с нетерпением ждем возможности обсудить дополнительные возможности.
Технология сварки активным флюсом титановых сплавов — ПРИМЕНЕНИЕ — Новости
Технология сварки активным флюсом для материалов из титановых сплавов Материалы из титановых сплавов все более широко используются в авиационной, аэрокосмической, нефтяной, химической и судостроительной отраслях благодаря своим превосходным механическим свойствам, коррозионная стойкость и низкая плотность. Аргонно-вольфрамовая дуговая сварка (TIG) — один из наиболее часто используемых методов сварки конструкций из титановых сплавов, широко используемых в вышеуказанных отраслях промышленности.Результаты показывают, что процесс сварки имеет некоторые дефекты, такие как высокое сварочное напряжение, высокое сварочное напряжение и т. Д.
В настоящее время для разработки новых самолетов требуется все больше и больше сварных деталей конструкции из титанового сплава. Настоятельно необходимо разработать новые, высококачественные и эффективные методы сварки, отвечающие требованиям передовых авиационных двигателей и конструкции самолетов с высокой эффективностью, высокими характеристиками и высокой надежностью для долговечных и недорогих требований передовых технологий производства.Технология дуговой сварки аргон-вольфрамом активным флюсом (A-TIG) разработана для удовлетворения этого требования. Эта технология может не только устранить технические недостатки традиционной сварки TIG, но также улучшить качество сварки и срок службы компонентов при тех же условиях процесса, что открывает новые перспективы применения технологии сварки TIG.
1. Технология сварки A-TIG и характеристики титанового сплава
Технология сварки A-TIG заключается в нанесении слоя активного флюса на поверхность свариваемой детали перед сваркой, а затем выполнение сварки TIG вдоль флюса. слой.По сравнению с обычным процессом сварки TIG проникающая способность сварочной дуги A-TIG из титанового сплава значительно улучшена, а тепловложение, сварочная деформация и напряжение уменьшены. При сварке изделий с одинаковыми характеристиками и при одинаковых условиях сварочного тока можно реализовать однопроходную сварку без бороздок или значительно уменьшить количество наплавленных слоев, чтобы повысить производительность сварки и качество продукции, а также снизить затраты на раз.
Кроме того, активный флюс может значительно уменьшить дефекты пористости сварного шва в процессе аргонодуговой сварки, что напрямую улучшает усталостные характеристики сварных соединений и сварочных конструкций. Результаты показывают, что предел выносливости стыкового соединения A-TIG титанового сплава TC4 на 16% выше, чем у традиционной сварки TIG, которая может достигать 90% основного металла. В настоящее время технология аргонодуговой сварки активным флюсом титанового сплава превратилась в новый тип передовой технологии производства соединений для улучшения качества оружия и оборудования, повышения эффективности обработки и снижения затрат.
2. Основной принцип технологии сварки A-TIG для титанового сплава
Наличие тонкой пленки ограничивает сечение проводимости дуги, поэтому дуга дает усадку. Во-вторых, поскольку поверхность материала титанового сплава перед сваркой покрывается слоем активного флюса, в процессе проведения дуги только тогда, когда активный флюс и металлический титан расплавляются под действием тепла дуги, а пленка флюса успешно отжимается жидким титаном. , можно ли добиться успешного проведения и стабильного горения дуги.Из-за хорошей смачиваемости между расплавленным активным флюсом и жидким титаном пленку флюса нелегко отжать. Чем меньше он отталкивается, тем уже сварной шов, тем более концентрированным является тепловой поток дуги и тем больше глубина проплавления; в-третьих, во время сварки A-TIG молекулярный пар активного флюса попадает в атмосферу дуги, что увеличивает теплопроводность плазмы в столбе дуги, что приводит к сжатию дуги; в-четвертых, тепло дуги заставляет активный поток разлагаться и ионизироваться и попадать во внешнее пространство дуги, а потоки ионов захватывают дугу. Отрицательные ионы, образованные окружающими электронами, уменьшают напряжение во внешнем пространстве столба дуги, что делает договор дуги.Именно из-за синергетического эффекта вышеупомянутых аспектов сварочная дуга явно сжимается, а плотность тока столба дуги увеличивается, что приводит к увеличению проплавления при сварке.
3. Состояние развития зарубежных технологий
Активный флюс был впервые разработан Институтом сварки Бартона в Украине в 1960-х годах. Целью его первоначальной разработки является решение проблемы пористости при сварке TIG титанового сплава путем добавления галогенида в зону сварного шва.Экспериментальные результаты показывают, что добавление галогенида не только ограничивает пористость сварного шва из титанового сплава, но также влияет на формирование сварного шва: при тех же других условиях проплавление шва (H) увеличивается, ширина шва (b) уменьшается, а ширина шва (b) уменьшается. Соответственно уменьшается коэффициент формы шва (ψ = B / h). Кроме того, уменьшается подвод тепла (Q / V). Принимая во внимание ряд положительных эффектов, вызванных добавлением галогенидов, Институт Бартона в 1964 году разработал первый мультиактивный флюсовый продукт aht-9a для сварки титановых сплавов.