Сварка алюминия аргоном в Москве по ценам от 150 руб за см или от 1000 руб штука
Алюминий – металл с уникальными характеристиками, обладающий высокой прочностью одновременно с легкостью. Эти два параметра позволяют использовать материал во многих сферах деятельности. Несмотря на положительные особенности металла, большим недостатком выступает плохая свариваемость. По этой причине сварка алюминия выполняется только квалифицированными специалистами.
Сварка алюминия – трудоемкий технологический процесс, но использование аргона помогает его облегчить. Помимо строительной и производственной сферы аргонная сварка алюминия применяется в ремонте узлов и агрегатов транспортных средств.
Сварочная мастерская I AM TIC оказывает сварочные услуги по средством сварки в среде газа аргона. Работаем на своем производстве или с выездом к заказчику.
При помощи аргонно-дуговой сварки изготавливаем изделия и конструкции, делаем ремонт алюминиевых автомобильных деталей и узлов.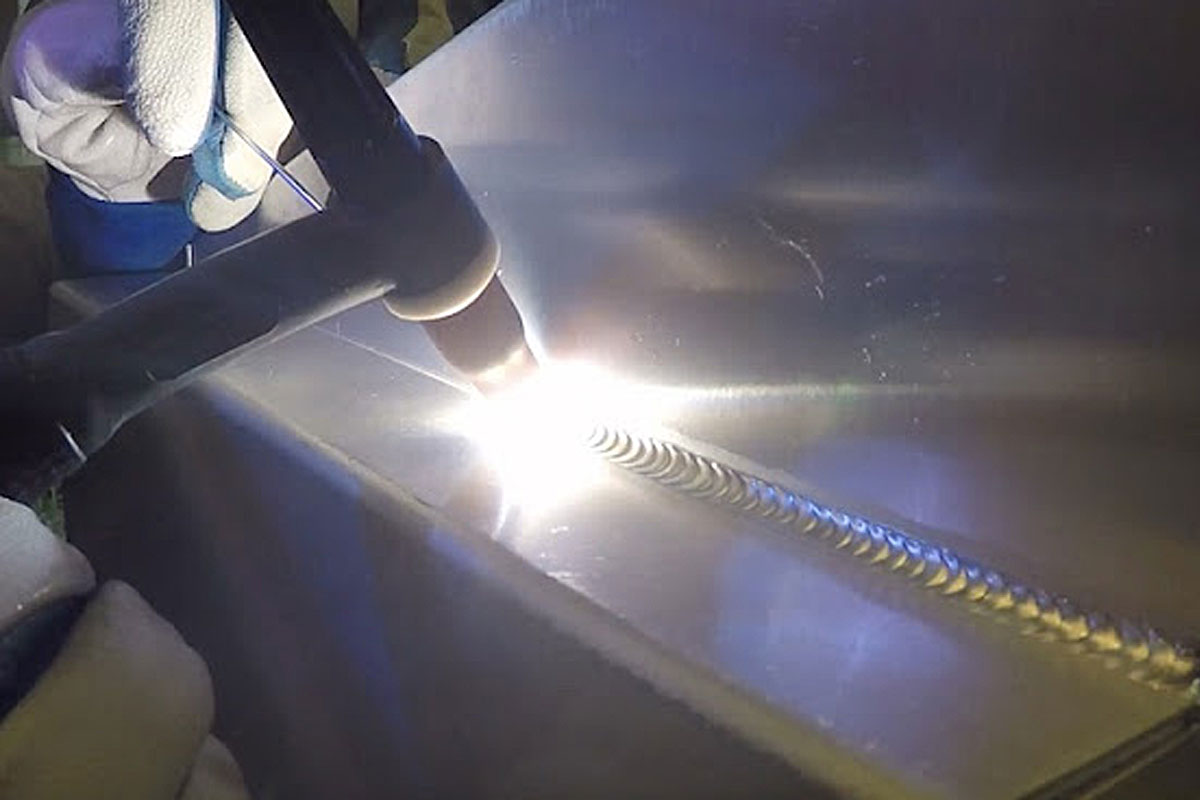
Способы сварки алюминиевых конструкций
Существует несколько методов для соединения отдельных элементов в единую конструкцию:
- использовать полуавтоматическое оборудования;
- применять специальные электроды;
- сварка в среде инертных газов вольфрамовым электродом.
Все варианты можно применять в тех или иных условиях. Разнообразие способов вызвано плохой свариваемостью металла, которая связана со следующими его качествами:
- наличие тонкой оксидной пленки. Для ее плавления нужно создать температуру 2044 градуса Цельсия, а для самого алюминия – 660 градусов;
- выделение водорода при высоких температурах. Он приводит к образованию неплотной структуры сварного шва;
- большой показатель текучести. За счет этого трудно контролировать расплавленный материал. По этой причине сварка алюминиевых конструкций требует профессионализма.
- усадка. При остывании сварной шов сильно деформируется, что может привести к разрушению
Использование полуавтоматического оборудования
Дорогостоящие устройства используют импульс высокого напряжения для избавления от защитной пленки. Такая технология позволяет получать прочные сварные соединения, которые выдерживают большие разрывные нагрузки. Сварка деталей выполняется с применением алюминиевой проволоки, которая является основным расходным материалом.
Такая технология позволяет получать прочные сварные соединения, которые выдерживают большие разрывные нагрузки. Сварка деталей выполняется с применением алюминиевой проволоки, которая является основным расходным материалом.
Применение электродов с особым покрытием
Подобный вариант можно использовать в домашних условиях из-за своей простоты. В то же время, метод не применяется для соединения элементов, которые воспринимают большую нагрузку. Сварной шов получается некачественный, с большим количеством пор. Кроме этого, соединение алюминиевых конструкций таким способом приводит к разбрызгиванию металла и образованию шлака, который плохо отделяется от поверхности.
Технология сварки алюминия аргоном
 Важно тщательно следить за расходом газа и скоростью процесса, поскольку это оказывает большое влияние на качество шва.
Важно тщательно следить за расходом газа и скоростью процесса, поскольку это оказывает большое влияние на качество шва.- Между рабочей поверхностью и электродом зажигается дуга. Обычно в работе мы используем вольфрамовый электрод, так как он не деформируется от высоких температур.
- В зависимости от толщины обрабатываемых изделий, применяем вольфрамовые стержни различного диаметра. Стандартные размеры от 1,6 мм до 3,3 мм. Не обойтись в работе без защитного газа. Он должен быть инертным, чтобы металл не взаимодействовал с воздухом.
- После включения оборудования нужно подогреть алюминий, с которым планируете работать. В зависимости от толщины материала устанавливается оптимальное время для подогрева.
- При появлении ванны расправленного металла используют присадочный пруток. Его размеры − 1,6-2,4 мм. Далее происходит сварка аргоном. В зависимости от конструкции сварочного аппарата, прожигание дуги выполняется бесконтактным или контактным методом.


TIG сварка металла возможна там, где техника поддерживает работу не только постоянного тока, но и переменного. Несмотря на высокую частоту колебания напряжения, более качественный и красивый шов получается при последней технологии. Полярность может быть обратной или прямой. Параметры напряжения ставят исходя из толщины алюминия.
Почему TIG, а не MIG
К преимуществам использования TIG-сваривания можно отнести отсутствие брызг от металла, хороший контроль параметров дуги, аккуратный шов в месте обработки и возможность соединения тонких деталей. Полуавтоматическая сварка при помощи электродной проволоки MIG позволяет прочно заварить сплав алюминия, но потом потребуется дополнительная обработка места соединения.
Почему не нужно сваривать алюминиевые детали электродом с помощью инвертора
Сварка алюминия покрытым электродом имеет свою маркировку в строительной сфере – ММА. Этот вариант обработки металла используют для соединения деталей толщиной менее 4мм, а также когда проводится сборка неответственных конструкций.
Такая работа считается низкого качества, так как в процессе сварки металла внутри шва появляются поры. Они снижают прочность готового изделия. Во время обработки алюминия разбрызгивается металл, трудно отделяются массы застывшего шлака. Это увеличивает риск появления коррозии.
Подготовка алюминиевых заготовок
Работа по сварке алюминия аргоном начинается с подготовки деталей. Если правильно выразиться – с соединения кромок. Важно очистить их от пыли и грязи. Так что для начала заготовки обрабатывают химическими веществами. После высыхания поверхности выполняют обезжиривание. В этих целях используют растворители промышленного образца − ацетон, уайт-спирит, авиационный бензин и другие жидкости.
Если нужно соединить толстые алюминиевые детали толщиной свыше 4мм, то их кромки следует разделить. Вариантов тут может быть несколько. Например, создание конусных кромок. В конце следует очистить поверхность от оксидной пленки. Для этого можно использовать наждачную бумагу или напильник.
Нюансы сварки труб из алюминия
Процесс сварки алюминиевых труб начинается с фиксации соеденяемых заголовок при помощи механических деталей. Они призваны обеспечить жесткое и прочное крепление. Используют для этого разные виды тисков и кондукторов.
Более удобно начинать сварку труб аргоном справа налево. Во время движений горелка оборудования должна располагаться на рабочей поверхности под углом 70-80º.
Нюансы сварки тонких алюминиевых деталей, листов
Дуговая сварка тонких деталей из алюминия и листов проводится без разделывания кромок. Важно очистить заготовки от оксидной пленки. Помимо напильника или наждака, можно использовать металлическую щетку с тонким ворсом. Чтобы избежать прожига материала, под алюминий следует поместить стальную или медную подложку.
Работы проводят короткой дугой до 2,5мм. Угол между металлом и листов составляет 70-80º. Варить необходимо в нижнем или вертикальном положении. Дуга при этом должна быть как можно короче, без поперечных штрихов. В конце шлак следует смыть горячей водой, используя стальные щетки.
В конце шлак следует смыть горячей водой, используя стальные щетки.
Нюансы сварки алюминиевых конструкций
Сварка газом аргоном считается более сложной технологией по сравнению со сваркой других металлов. Работа усложняется тем, что на обрабатываемой поверхности появляется оксидная пленка, температура плавления которой превышает 2000ºС, а температура металла при этом 658ºС. Поэтому поверхность любых заготовок следует механическим способом зачищать от пленки оксида алюминия.
Еще одна сложность при изготовлении алюминиевых конструкций посредством аргонно-дуговой сварки – высокая теплопроводность алюминия, которая составляет 2,2 Вт/см К. Это больше, чем у других видов металла. У стали показатель на уровне 0,6 Вт/см К. При отсутствии нагрева шов следует начинать делать в 3-4см от начала трещины. Такая уловка позволит прогреть алюминий и сделать более надежный и качественный провар корня шва.
Почему стоит обратиться в нашу компанию
Сварочная мастерская «I AM TIC» дает гарантию на весь спектр сварочных работ. Мы используем профессиональное оборудование и качественные расходники. В итоге работа будет отвечать всем характеристикам, а изделия из алюминия прослужат годами.
Мы используем профессиональное оборудование и качественные расходники. В итоге работа будет отвечать всем характеристикам, а изделия из алюминия прослужат годами.
К преимуществам сотрудничества с нашей мастерской можно отнести:
- Обязательное составление подробной сметы с ценами и расшифровкой работы. Наши заказчики будут знать, сколько стоит работа, материалы. Финальная стоимость не изменится в процессе обработки металла. Мы используем такой подход при работе с крупными конструкциями и изделиями.
- Складываем долгосрочные отношения только с проверенными поставщиками оборудования. Дополнительно мы проверяем все материалы перед началом сварки. В результате мы можем быть уверенными в качестве наших изделий. Они будут готовы к долгой службе без дополнительного ремонта и монтажа.
- Крупные заказы на сварку алюминия аргоном выполняем после заключения договора и согласования стоимости заказа. Все пункты соглашения дополнительно оговариваются с заказчиком.
- На мелкие сварочные работы договор и смета, как правило, не составляются. Для частных клиентов, которые обратились с небольшим ремонтом, мы пробиваем кассовый чек. Он служит гарантией предоставленных услуг.
- Работа будет выполнена в строго оговоренные сроки, с выполнением требований, прописанных в договоре. Обязательно указывается дата принятия и сдачи заказа. Мы не нарушаем дедлайны, чтобы не портить деловую репутацию компании.

Это главные плюсы работы со сварочной мастерской мастерская I AM TIC. О качестве организации говорит долгий срок работы и позитивные отзывы наших заказчиков. По всем вопросам звоните нам по телефонам +7 (495) 191 45 93, пишите на WhatsApp или электронный адрес [email protected].
Сварка алюминия аргоном СПб цена Санкт-Петербург
Сварочные швы алюминиевых конструкций и изделий, в основном изготавливаются при помощи аппаратов TIG — ручная аргонодуговая сварка с использованием присадочных прутков подбираемых под определенный сплав алюминия или при помощи полуавтоматических сварочных аппаратов
Цех оснащен двумя участками где производится сварка алюминия Специалисты нашей компании имеют опыт сварки изделий как из тонколистового алюминия, так и профиля Полученный сварочный шов, и геометрия конечного изделия показатель опытности специалиста и его умения импровизировать Стоимость сварки алюминия гораздо выше стоимости сварки стали, т к больше трудозатрат, энергозатрат и расходов на материалы
Если изображения не видно, обновите страницу
ЗАДАЙТЕ НАМ ВОПРОС +7 (812) 454-04-03 — или напишите на gesfer@gesfer. ru
ru
СТОИМОСТЬ РАБОТ
Сплошной герметичный шов (встык, внахлест, угловое соединение, тавровое, торцевое) |
|
Сварной шов до 10 метров: толщина материала от 1 мм до 3мм |
2000 руб/метр |
Сварной шов от 11 до 50 метров: толщина материала 1-3 мм |
1750 руб/метр |
Сварной шов от 51 до 100 метров: толщина материала 1-3 мм |
1500 руб/метр |
Сварочный шов от 101 метра и выше |
Договорная цена |
Пунктирный шов |
от 20 руб/см |
Силовой шов |
от 3000 руб/метр |
Шов с зачисткой в «0» с исключением трещин |
|
Шлифовка |
от 2000 руб/метр |
Полировка |
от 2350 руб/метр |
Сварка алюминия аргоном в СПб
В случае если необходимо изготовить изделие с применением сварки, так чтобы сварных швов не было видно, осуществляется шлифовка шва до поверхности свариваемого изделия, а так же полировка, после чего неразъемное соединение выглядит однородным Вы можете заказать изготовление изделий любой сложности и геометрии, такие как:
- лестницы из алюминия;
- арки;
- алюминиевые фермы;
- каркасы из алюминия;
- ограждения из алюминия;
- ремонт радиаторов автомобилей, алюминиевые баки;
- мебель из алюминиевого профиля и листа;
- резервуары и прочие емкости;
- нестандартные алюминиевые изделия
- алюминиевые перекрытия;
Сварка алюминия аргоном для начинающих и профи
Практика показывает, что наиболее удобный и надёжный способ соединить несколько деталей между собой — это аргоновая сварка. Алюминий — популярный материал, используемый во многих сферах. Детали для автомобилей и предметы домашнего применения. Ремонт таких приборов значительно упрощается, если использовать технику сварки алюминия аргоном.
Алюминий — популярный материал, используемый во многих сферах. Детали для автомобилей и предметы домашнего применения. Ремонт таких приборов значительно упрощается, если использовать технику сварки алюминия аргоном.
Для этой операции нужно специальное оборудование и умения. Для качественной сварки понадобится мощный источник переменного тока, специальный аппарат и расходные материалы. Полезной будет для начинающих пошаговая инструкция по сварке алюминия аргоном.
Особенности процесса
Алюминий обладает свойствами, которые не присущи другим металлам. Он стойкий к коррозии, лёгкий и очень прочный. Профессионалы заверяют, что алюминий — один из сложнейших металлов для сварки. Чтобы провести эффективную работу, необходимо знать особенности данного материала.
Перед тем, как приступить к газовой сварке алюминия, нужно понимать, чего ожидать от него. Как работать, с чего начать и чем закончить. Например, при нагревании алюминий не меняет цвета, в отличие от других материалов.
При работе с алюминием сварщик должен знать:
- Алюминий имеет оксидную плёнку. Этот металл имеет естественное покрытие в видео оксидной плёнки по всей площади. Она выполняет роль защиты от влияния внешних факторов. Стоит понимать, что у данного материала температура плавления 2050С — выше, чем температура кипения алюминия. Такой слой сильно усложняет работу с самим металлом, потому что требует предварительной значительной подготовки. Верхний слой удаляется механическим или химическим методом. Делать это нужно непосредственно перед началом работы, так как слой самовосстанавливается. Алюминий обладает высокой химической активностью, и при контакте с кислородом после зачистки быстро восстанавливает верхний оксидный слой. Поэтому сварка алюминия без аргона испортит качество металла.
- Подготовка алюминия к сварке аргоном. Подготовка поверхности — основной момент в работе с алюминием. Требовательному металлу необходима предварительная обработка. Вне зависимости от выбранного метода, следует незамедлительно приступать к сварке, либо предотвратить попадание кислорода на поверхность металла, обернув в полиэтиленовую плёнку. Правильно проведённая процедура предварительной подготовки значительно упростит и ускорит дальнейшую сварку. Непосредственно перед тем, как начать работу, пройдитесь ещё раз по материалу грубой металлической щёткой, чтобы завершить подготовку.
- Не требуются высокие температуры. Так как алюминий прекрасно проводит тепло, он быстро нагревается и не требует высоких температур при работе. Тут стоить работать с предельной осторожностью, ведь алюминий очень просто прожечь насквозь. Такие повреждения сложно исправить, а серьёзные оплошности — неисправимы.
- Высокое энергопотребление. Теплопроводность алюминия на несколько порядков выше, чем у аналогичных по популярности металлов. В сравнении со сталью, этот показатель выше в 5-6 раз, в зависимости от примесей в сплаве. Исходя из данной особенности, для сварки требуется постоянное внесение мощного тепла. Это реализуется за счёт мощности сварочной дуги. Но если в планах сварка массивного изделия или толстых листов, стоит использовать предварительный прогрев.
- Заварка кратера. Из-за свойства алюминия быстро затвердевать, во время сварки в большинстве случаев образуется кратер, который обязательно заваривается в конце. Такая работа требует точности и особой техники. Именно для заварки в большинстве сварочных аппаратов есть режим работы с алюминием. Он работает по следующему принципу: начальная мощность тока увеличена, чтобы пробить защитный слой, а конечная — уменьшенная, для заварки образовавшегося кратера.
 Вне зависимости от выбранного метода, следует незамедлительно приступать к сварке, либо предотвратить попадание кислорода на поверхность металла, обернув в полиэтиленовую плёнку. Правильно проведённая процедура предварительной подготовки значительно упростит и ускорит дальнейшую сварку. Непосредственно перед тем, как начать работу, пройдитесь ещё раз по материалу грубой металлической щёткой, чтобы завершить подготовку.
Вне зависимости от выбранного метода, следует незамедлительно приступать к сварке, либо предотвратить попадание кислорода на поверхность металла, обернув в полиэтиленовую плёнку. Правильно проведённая процедура предварительной подготовки значительно упростит и ускорит дальнейшую сварку. Непосредственно перед тем, как начать работу, пройдитесь ещё раз по материалу грубой металлической щёткой, чтобы завершить подготовку. Исходя из данной особенности, для сварки требуется постоянное внесение мощного тепла. Это реализуется за счёт мощности сварочной дуги. Но если в планах сварка массивного изделия или толстых листов, стоит использовать предварительный прогрев.
Исходя из данной особенности, для сварки требуется постоянное внесение мощного тепла. Это реализуется за счёт мощности сварочной дуги. Но если в планах сварка массивного изделия или толстых листов, стоит использовать предварительный прогрев.Технология
Технология сварки алюминия аргоном зарекомендовала себя как отличный метод скрепления алюминиевых деталей. При правильном выполнении всех этапов, швов не будет заметно. Огромный плюс в полном отсутствии шлака, из-за чего можно быть уверенным в идеальном качестве шва.
К процессу сварки необходимо заблаговременно тщательно подготовиться. Сюда относятся расходные материалы, подготовка оборудования, зачистка металла.
При сварке в расплавленный металл попадают из окружающей среды газы и вещества, ухудшающие качество материала и получившегося шва. Чтобы избежать этого, во время сварки используется защитный газ. Дешёвый и популярный инертный газ — аргон. Он поставляется в специальных баллонах под давлением, и при работе создаёт особую среду. Расход аргона при сварке алюминия зависит от толщины металла, сварочного аппарата и других факторов. В среднем, в минуту уходит от 15 до 20 литров газа.
Аргон — лишь защитный газ, сама сварка — электрическая. Нужно всегда учитывать источник питания, номинальную и максимальную мощность. Сварка может быть ручная и автоматическая. Основная разница в принципе подачи электрода: автоматикой или вручную. Электроды делятся на плавящиеся и неплавящиеся.
Вольфрамовая проволока — неплавящийся электрод, который обеспечивает прочное и надёжное соединение металлов. Он справится с любой поставленной задачей: сварка тонкого алюминия или объединение больших элементов конструкции. Он не плавится, а материал для сварки подаётся непосредственно мастером.
Он справится с любой поставленной задачей: сварка тонкого алюминия или объединение больших элементов конструкции. Он не плавится, а материал для сварки подаётся непосредственно мастером.
Большинство специалистов утверждают, что сварка алюминия аргоном на постоянном токе невозможна. Другие же уверены, что при подключении к обычному источнику постоянного тока работа возможна, но при условии изменения полярности.
Если не менять полярность и делать сварку алюминия аргоном постоянным током, то стоит ожидать возникновения ряда проблем:
- сложности в поджоге и поддержании дуги;
- разбрызгивание расплавленного металла;
- присадочный пруток не справится с задачей, будет плавиться с большой скоростью;
- на окончательном шве будут видны серьёзные недочёты: прожоги и чёрный налёт.
Сварка алюминия аргоном для начинающих
Перед началом аргоновой сварки алюминия необходимо ознакомиться с техникой безопасности. Затем — выбрать оборудование, средства защиты, место для проведения аргоновой сварки алюминия.
Сварка аргоном для начинающих — дело несложное, если к нему правильно и полностью подготовиться. Ниже приведено руководство по проведению сварочных работ с использованием ручной аргонно-дуговой сварки алюминия с неплавящимся электродом.
Схема аргонной сварки алюминия своими руками требует наличия определённых компонентов. Обзаведитесь следующими материалами:
- баллон с редуктором, наполненный аргоном под давлением;
- шланг для подачи газа, выдерживающий давление;
- сварочный аппарат с неплавящимся электродом;
- сам неплавящийся электрод: графитовый или вольфрамовый;
- материалы для обработки алюминия;
- присадочная проволока для сварки алюминия аргоном.
Отдельный пункт — одежда и спецзащита. Работа с техникой такого уровня опасна даже для профессионалов. Новичкам гораздо проще допустить ошибку, и специальная защита поможет избежать прискорбных последствий от поражения током. Обратите внимание на подбор помещения: тут должна быть достаточно сильная вентиляция, чтобы удалять выделяющиеся продукты. Категорически запрещено проводить сварочные работы в дождь или грозу.
Категорически запрещено проводить сварочные работы в дождь или грозу.
При выборе баллона с газом учтите страну-поставщика и название фирмы. Уточните, какой газ хорошего качества. Экономия на аргоне приведёт к порче изделия. На самом баллоне должны быть все соответствующие маркировки, уплотнитель, вентиль, товарный знак.
Проволока для сварки алюминия аргоном — материал, который необходим при сваривании. Она плавится и заполняет собой шов.
После выбора всех элементов и приведения их в рабочее состояние, необходимо подготовить непосредственно свариваемые детали. Сюда входит обезжиривание, удаление грязи и остатков масла. Электрод затачивают, делая край не острым, а немного притупленным. Уже во время работы он примет полностью правильную форму с наконечником в виде гладкой сферы.
Далее — настройка аргонной сварки для алюминия. В зависимости от конкретного прибора и доступных режимов, выбранные показатели могут отличаться. Ставить значения нужно исходя из того, какой металл необходимо сварить.
Настройка переменного тока. Тут устанавливаются полярности — плюс или минус. Для чистого алюминия работа происходит в отрицательном диапазоне. Металл с примесями требует больших температур, поэтому рабочий диапазон — положительный. Соблюдайте меры предосторожности, положительная полярность негативно влияет на электрод из вольфрама.
Продолжая работу с током, установите необходимую силу. Показатель зависит в первую очередь от толщины листа. 60-65 ампер будет достаточно для сварки 2 мм листа алюминия. Сварка алюминия постоянным током в среде аргона требует других настроек.
Заварка кратера. Если такой режим есть, его необходимо обязательно использовать. Это медленное затухание дуги, работа на низких температурах. Нужно оно для того, чтобы избавиться от образовавшегося кратера. Для листа, толщиной в 2 мм достаточно 3 секунд работы аппарата.
Техника не из простых, поэтому не стоит сразу приниматься за работу со сложными конструкциями. Чтобы овладеть техникой, научиться делать ровный, красивый шов, достаточно взять брусок алюминия потолще и начинать работать с ним.
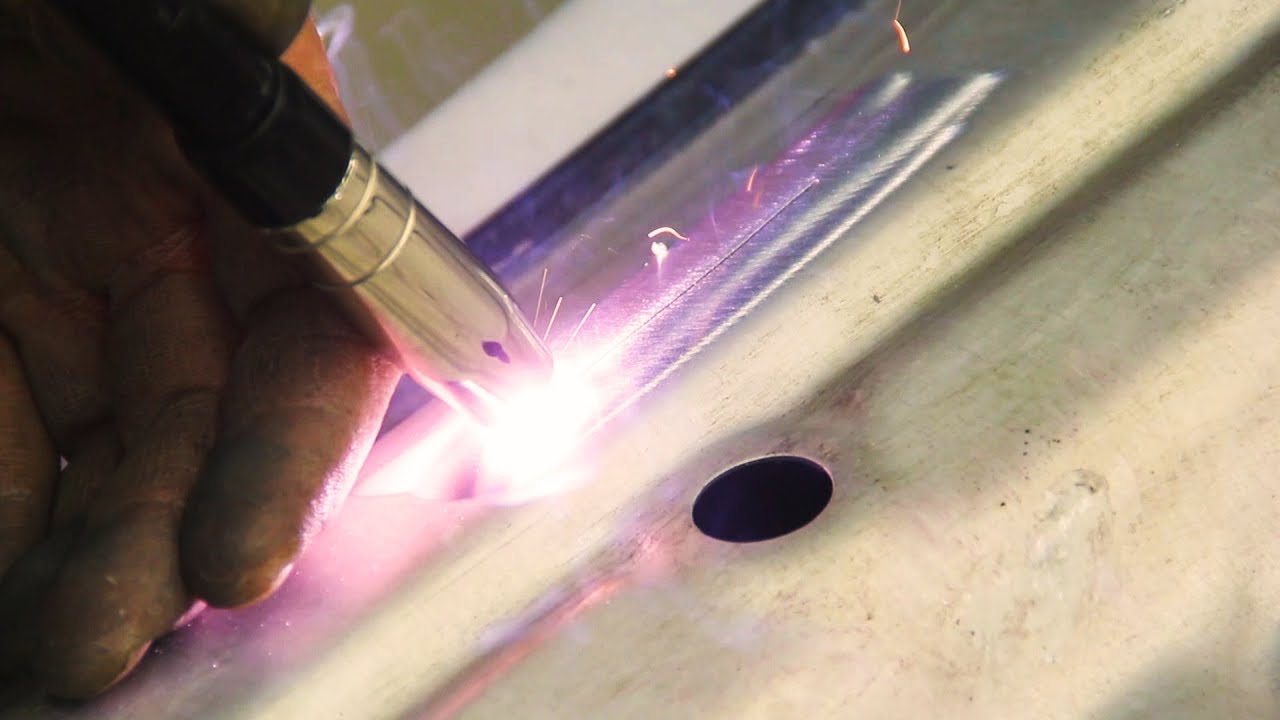
В одной руке держите саму горелку, в другой — присадочный материал. Приступая к работе, первым делом нажмите на кнопку на горелке, чтобы пробить оксидную плёнку. Образовывается ванночка, в которую и нужно помещать проволоку. Не нужно спешить, чтобы шов был правильным, добавлять присадочный элемент нужно в определённый момент.
В результате, если всё было сделано правильно, вы увидите ребристый шов. Он имеет такой вид от лёгких прикосновений присадочной проволоки.
Аргонной сварке алюминия своими руками можно научиться методом проб и ошибок. Достаточно заниматься этим, стараться овладеть техникой. Меняйте настройки и материалы, экспериментируйте с толщиной алюминия и количеством свариваемых деталей.
После того, как удалось сделать ровный, красивый шов на сплошном куске металла, можно пробовать сварку аргоном тонкого алюминия. Сложность в скорости работы и температурном режиме. Его очень просто испортить, прожечь. Правильная аргоно-дуговая сварка алюминия происходит под углом в 15. Для неопытных мастеров сложно держать руку в таком положении, она быстро устаёт, меняя рабочий угол.
Вертикальные швы свариваются снизу-вверх. К стыковым соединениям горелку располагают под углом в 50. После окончания работы, получившийся шов продувается газом для охлаждения. Это поможет быстрее остыть электроду, ванночке и самой горелке.
Надёжная защита обеспечивается тем, что в течение всего времени сварки электрод, присадочная проволока и горелка не будут выходить из зоны покрытия аргона. Вы можете встретиться с некоторыми проблемами, вроде разбрызгивания металла или электрод перестал быть глянцевым. Все недочёты необходимо незамедлительно устранять.
Чтобы металл был аккуратным, старайтесь вкладывать проволоку постепенными, лёгкими движениями. Чем больше плавность, тем аккуратнее выйдет результат работы. Ванна расплавленного металла должна иметь форму, вытянутую в сторону направления горелки. Следите за тем, чтобы это не был круг или овал. Шов получится ровным и аккуратным, если работать быстро. Так можно невооруженным глазом отличить работу новичка от мастера.
Надёжные и аккуратные соединения можно получить, если потренироваться и полностью освоить технику сварки. С её помощью вы сможете соединять те детали, которые в быту объединить невозможно.
Интересное видео
Сварка алюминия полуавтоматом
Алюминий имеет уникальные свойства. Он используется в разных отраслях, в том числе автомобильной. Чтобы в полной мере использовать его потенциал, металл должен быть легко свариваемым. Сварка полуавтоматом в среде защитного газа (MIG – Metal Inert Gas) и сварка TIG (Tungsten Inert Gas – сварка вольфрамовым электродом в среде инертного газа) делают это возможным.
Сварка полуавтоматом (MIG) позволяет сваривать широкий спектр материалов, от тонколистового металла до толстых конструкционных листов.
Сварка алюминия полуавтоматом производит менее аккуратный и менее контролируемый сварочный шов по сравнению с TIG (сваркой вольфрамовым электродом в среде инертного газа). Сварка алюминия полуавтоматом также имеет свои преимущества: быстрота сварки, легче научиться процессу, чем сварке TIG. Одним из главных недостатков является сложность подачи мягкой алюминиевой проволоки к месту сварки. Эта проблема решается разными способами, которые мы рассмотрим в этой статье.
Содержание статьи:
В чём сложность сварки алюминия?
Сварка алюминия требует иных методов и процессов, другого защитного газа, а также различной пред-сварочной и после сварочной обработки, чем сварка стали. Очень важно знать эти различия, чтобы успешно выполнить сварочные работы.
В целом, вот некоторые из наиболее распространенных факторов, которые затрудняют сварку алюминия:
- Окисление. Алюминий имеет тонкое оксидное покрытие, которое предотвращает коррозию. Слой оксида алюминия плавится при значительно более высокой температуре, чем алюминий, поэтому он должен быть удалён перед сваркой.
- Пористость. В расплавленном состоянии алюминий поглощает водород быстрее. Этот водород отделяется по мере того, как металл возвращается в твёрдую форму. Это может оставить в материале пузырьки, в результате чего металл становится пористым и слабым.
- Примеси. Поскольку алюминий очень чувствителен, в процессе сварки он может загрязняться грязью, воздухом и водой. Алюминий может быть загрязнён воздухом, который попадает в сварочный шов из-за плохой газовой защиты или чрезмерно длинной дуги.
- Толщина. Сварка алюминия включает в себя работу с разной толщиной материала. Сварщики должны знать, как избежать прожигания более тонкого металла, а также достаточно хорошо проникать в более толстый металл, чтобы создать прочный шов.
- Алюминий примерно на треть меньше веса стали, плавится при температуре менее половины температуры плавления стали и имеет теплопроводность, примерно в шесть раз превышающую теплопроводность стали. Для эффективной сварки теплота плавления алюминия должна быть более интенсивной, чем та, которая требуется для плавки стали.
- Алюминий обладает высокой электропроводностью и при нагреве он не изменит цвет, а будет казаться холодным, из-за чего сложно определить и контролировать его нагрев.
- При сварке алюминия полуавтоматом возникают проблемы подачи мягкой алюминиевой проволоки от катушки к месту сварки (может деформироваться, запутываться), из-за нагрева и расширения проволока может застревать в контактном наконечнике обычного размера (требуется использовать наконечник большего размера), так как скорость сварки быстрее, чем при сварке стали, требуется развить навык, чтобы шов получался хорошего качества.
Алюминиевые сплавы
Почти невозможно купить обычный алюминий — он, как правило, поставляется в виде сплава. Алюминий в чистом виде является относительно мягким металлом, который имеет много применений, но требует добавления другого металла для повышения его прочности.
Существует система классификации, которая даёт каждому алюминиевому сплаву четырехзначное число. Вот краткое описание того, что означает каждое число:
- 1XXX: Алюминиевые сплавы, которые начинаются с цифры 1, очень чисты. Они почти полностью содержат алюминий. Содержание алюминия в них превышает 99%.
- 2XXX: Сплавы, начинающиеся с цифры 2, как правило, имеют в составе от 0.7 до 6.8% меди. Они очень прочны, но не очень устойчивы к коррозии. Обычно используются в самолётостроении.
- 3XXX: Алюминиевые сплавы, начинающиеся с цифры 3, содержат от 0.05 до 1,8% марганца. Они не поддаются термообработке, но имеют хорошую формуемость и коррозионную стойкость.
- 4XXX: Алюминиевые сплавы, начинающиеся с цифры 4 содержат кремний (от 0.6 до 21.5%), который может значительно снизить температуру плавления металла. Это единственная серия, которая содержит как термически обрабатываемые, так и нетермообрабатываемые сплавы. Кремний, добавленный к алюминию, снижает его температуру плавления и улучшает его текучесть при расплавлении. Эти характеристики желательны для присадочных материалов, используемых как для сварки плавлением, так и для пайки твердым припоем.
- 5XXX: Сплавы, начинающиеся с цифры 5 являются алюминиево-магниевыми (с добавлением магния от 0,2 до 6,2%), которые имеют самую высокую прочность среди нетермообрабатываемых сплавов. Кроме того, сплавы этой серии легко свариваются, и по этим причинам они используются в самых разных областях, таких как судостроение, транспорт, сосуды высокого давления, мосты и здания.
- 6XXX: Это сплавы алюминия / магния и кремния (с добавлением около 1,0% магния и кремния), которые широко используются в сварочной промышленности, а также в прессформовании и включены во многие структурные компоненты. Эти сплавы естественным образом чувствительны к образованию трещин при затвердевании, и по этой причине их нельзя подвергать дуговой сварке автогенным способом (без присадочного материала). Добавление достаточного количества присадочного материала во время процесса дуговой сварки необходимо для обеспечения разбавления основного материала, тем самым предотвращая проблему горячего растрескивания.
- 7XXX: Это сплавы алюминия и цинка (добавка цинка от 0,8 до 12,0%), которые составляют одни из самых прочных алюминиевых сплавов. Эти сплавы часто используются в высокопроизводительных приложениях, таких как самолеты, аэрокосмическая промышленность и спортивное оборудование.
Выбор оборудования
Для сварки алюминия может использоваться три режима переноса металла в дуге (наполняющей электродной проволоки):
- Коротким замыканием (также, как при сварки стали). Это наименее предпочтительный метод, может осуществляться на маломощных аппаратах и на тонком металле. Ток слишком низкий, чтобы сгенерировать достаточный нагрев для хорошего проплавления и шов будет склонен к растрескиванию. Такой режим сварки лучше не использовать, если требуется прочность и красивый внешний вид сварочного шва.
- Струйный перенос (spray-arc transfer). Использует более высокое напряжение, ток и скорость проволоки, чем перенос коротким замыканием. Распыляется крошечный поток расплавленных капель по дуге, от электродной проволоки до основного металла (проволока не касается основного металла). При правильной регулировке издаёт ровный гудящий звук. Данный метод является предпочтительным при сварке полуавтоматом, однако может не работать на маломощных аппаратах. Ограничением является сварка тонкого алюминия и сварка вне горизонтального положения из-за сильного нагрева и сложного контроля дуги. Преимущества сварки в данном режиме включают: высокая скорость сварки, хорошее проплавление и проникновение, хороший внешний вид шва, мало брызг при сварке. Так как при таком режиме используется высокий нагрев, вероятны прожиги на тонком металле, поэтому требуется быстрое движение горелкой и тонкая электродная проволока, чтобы удерживать нагрев в норме. Для тонкого металла предпочтительным является импульсный режим переноса металла в дуге.
- Импульсный перенос (pulsed spray-arc). Импульсная сварка позволяет получить струйный перенос (как в предыдущем пункте) при гораздо меньшем токе, что позволяет сваривать алюминий разной толщины (как тонкий, так и толстый). При импульсном режиме проволока передаётся через арку, потом снижается сила тока, позволяя сварочной луже остыть при сохранении дуги. Это позволяет сваривать в разных положениях, нагрев контролируется лучше. Данный режим даёт хорошее проникновение, минимизирует пористость шва, обеспечивает отличную прочность. Для импульсной сварки требуется инверторный источник питания, поэтому он не работает на любом полуавтомате.
Режимы переноса металла в дуге при сварке алюминия
Итак, при сварке алюминия полуавтоматом в большинстве случаев предпочтительно использовать струйный перенос электродного металла в дуге (spray-arc transfer). Это режим, при котором мельчайшие частицы алюминиевой проволоки фактически распыляются в сварочную ванну (расплавленный металл). Такая сварка обеспечит прочный и красивый шов. Большинство полуавтоматов (MIG) способны осуществить сварку в таком режиме. Всё, что Вам нужно сделать, это повысить напряжение (и скорость подачи проволоки соответственно) и использовать правильную газовую смесь (аргон или аргон с гелием). Сварка тонких листов алюминия не желательна в данном режиме, так как вероятен прожиг металла, но не исключена. В качестве возможного решения процесс сварки может осуществляться тонкой алюминиевой проволокой (с диаметром проволоки < 1 мм). Однако мягкие, тонкие алюминиевые проволоки трудно поддаются подаче, что требует решения этой проблемы (переоборудования полуавтомата, либо использование катушечного пистолета «spool gun»). Также при сварке тонкого алюминия методом струйного переноса может использоваться теплоотвод (подкладка под свариваемые листы), что также может уменьшить вероятность прожига.
Рассмотрим, какие могут быть доступные варианты покупки полуавтомата для сварки алюминия или использования имеющегося аппарата.
- Лучший и самый простой вариант — это купить сварочный полуавтомат (MIG), способный генерировать достаточно тока для сварки алюминия. Сварка алюминия требует большей силы тока, чем при одинаковой толщине стали. Например, полуавтомат на 140 ампер подойдёт только для алюминия толщиной до 2–2.5 мм. Аппарат на 200 ампер обычно справляется с материалом толщиной до 4.5 мм. Плюс дополнительно можно приобрести катушечный пистолет (spool gun), который облегчает подачу мягкой алюминиевой проволоки.
- Другой возможный вариант – купить полуавтомат (MIG), способный генерировать достаточно тока, использовать его без специального катушечного пистолета, но поменять стандартный металлический направляющий канал для проволоки на нейлоновый или тефлоновый, что облегчит подачу мягкой алюминиевой проволоки.
- Также практически любой имеющийся в наличии полуавтомат способен сваривать алюминий с учётом ограничений по его толщине (в зависимости от характеристик полуавтомата), а также при использовании аргона и настройки полуавтомата или его доработки (этот момент мы рассмотрим в этой статье ниже). Как уже было написано выше, сварку алюминия лучше осуществлять в режиме струйного переноса электродной проволоки. Если характеристик аппарата не достаточно для этого, то сварка возможна в режиме переноса коротким замыканием (как при сварке стали) и с ограниченным выбором толщины электродной проволоки.
Существуют полуавтоматы, которые специально предназначены для сварки алюминия. Они имеют следующие особенности:
- Генерируют больший ток. Это необходимо для компенсации быстрой теплопередачи.
- Могут иметь специальные настройки для сварки алюминия (функция «hot start» обеспечивает большую мощность в начале сварки, что позволяет избежать “холодного пуска”, к которому склонна сварка алюминия, из-за способности быстро отводить тепло от зоны сварки. Другая функция «заполнения кратера» в конце сварочного шва. Она решает одну из распространённых проблем при сварке алюминия – образование и растрескивание кратера в конце шва).
- Имеют другую систему подачи электродной проволоки, например, катушечный пистолет или толкающее-тянущее устройство подачи (spool gun, a push-pull feeder) или систему подачи электродной проволоки с двойным приводом (dual drive roll electrode wire feed system). Это позволяет использовать более широкий спектр диаметров электродной проволоки и сплавов, помогает устранить проблемы с подачей мягкой алюминиевой проволоки.
- В специальных аппаратах для сварки алюминия обычно используется режим импульсного переноса электродного металла в сварочную ванну.
- Используется 100% аргон или смесь арнона с гелием.
Что такое катушечный пистолет (Spool Gun)? Как он облегчает сварку алюминия полуавтоматом?
Катушечный пистолет — это автономный пистолет, который подключается к полуавтомату и используется для подачи алюминиевой проволоки с катушки, установленной в этом пистолете. Основным преимуществом использования катушечных пистолетов является то, что алюминиевая проволока подаётся только на короткое расстояние по сравнению с обычной горелкой, направляющий канал для проволоки которой имеет длину от 2.5 до 3 метров. Проталкивание алюминиевой проволоки через такое большое расстояние очень затруднено. В катушечном пистолете расстояние между катушкой проволоки и контактным наконечником уменьшено (обычно менее 30 см), что обеспечивает стабильную и надёжную подачу алюминиевой проволоки.
Катушечные пистолеты рекомендуются для проволоки с меньшим диаметром. Это очень удобно и экономично для людей, которые часто переключаются между сваркой алюминия и стали.
Кроме преимущества лёгкой беспроблемной подачи проволоки, катушечные пистолеты имеют недостатки. Они достаточно дорогие и не все сварочные полуавтоматы могут их поддерживать. Также они тяжёлые и громоздкие, поэтому не идеально подходят для более быстрой скорости движения, необходимой для сварки алюминия, или для использования в узких местах. Катушечный пистолет можно приобрести, если Вам часто требуется сваривать алюминий. Для редкой сварки алюминия не стоит тратить лишние деньги на данное устройство.
Что такое толкательно-тянущая горелка (Push-pull gun)?
Толкательно-тянущий пистолет/горелка (push-pull gun) является альтернативой катушечному пистолету (spool gun). Он был изобретён недавно, чтобы предотвратить неравномерную подачу алюминиевой проволоки. Это особенно актуально для более тонкой алюминиевой проволоки (0,8 мм или 1 мм в диаметре).
При использовании горелки push-pull мотор в пистолете протягивает проволоку через направляющий канал для проволоки, в то время как мотор в сварочном аппарате становится вспомогательным. Поддерживая равномерное натяжение проволоки, система “толкатель-тягач” помогает устранить запутывание проволоки. Она более эргономична, чем катушечный пистолет (spool gun), так как вес катушки не находится в руках сварщика. Кроме того, катушку нужно менять реже, чем на катушечном пистолете, из-за возможности использования катушки большего размера.
Переоборудование полуавтомата для сварки алюминия
При адаптации полуавтомата для сварки алюминия Вам понадобится:
- Неметаллический направляющий канал для проволоки (пластиковый или тефлоновый).
- Приводные ролики, предназначенные для подачи алюминиевой проволоки.
- Контактный наконечник увеличенного размера.
- Прямое сопло большего диаметра для подачи защитного газа с большим охватом.
- Катушка алюминиевой проволоки, подходящая для сплава алюминия, который Вы собираетесь сваривать.
- Чистый аргон.
Рассмотрим подробнее:
- В продаже можно найти специальные комплекты для переоборудования обычного полуавтомата для облегчённой подачи алюминиевой проволоки (её сложнее подавать, так как она очень мягкая). Обычно они содержат приводные ролики, специально разработанные для подачи алюминия с U‑образным контуром, без острых кромок, гладкие, которые обеспечивают правильное давление, большее сцепление с проволокой и меньшее ее искажение. Также в набор входит нейлоновый или тефлоновый направляющий канал для проволоки для уменьшения её сопротивления, а также контактные наконечники для алюминия. Хотя данные комплекты не являются строго необходимыми, они помогают улучшить подачу мягкой алюминиевой проволоки, в том числе имеющую малый диаметр. Также компоненты для улучшения подачи алюминиевой проволоки можно купить отдельно. К примеру, можно приобрести нейлоновый направляющий канал для проволоки, который снизит трение проволоки в сравнении со стандартным металлическим.
- Вполне реально использовать стандартный стальной направляющий канал для проволоки на небольших сварочных работах, особенно если использовать более короткий кабель горелки и держать его в прямом состоянии. Но длительное использование стального направляющий канал для проволоки приведёт к скоплению «сбритого» алюминия, что в свою очередь ухудшит подачу проволоки. Если Вы будете использовать не новый полуавтомат для сварки алюминия, то Вам следует почистить направляющий канал, чтобы удалить всю металлическую пыль. Любая пыль добавит трения и загрязнит ваш сварной шов. Как минимум, выдуйте её воздухом со стороны сварочного аппарата в направлении горелки. Ещё лучший вариант – снять направляющий канал для проволоки и почистить его ацетоном.
- Использование контактного наконечника немного большего размера необходимо, так как алюминиевая проволока расширяется при сварке, а увеличенный размер не даёт застревать проволоке, при этом сохраняя с ней контакт. Большинство производителей предлагают контактные наконечники, предназначенные для работы с алюминием. Обычно они имеют маркировку “А” или “AL”. Вы также можете купить обычные контактные наконечники на один размер больше, чем ваша проволока. К примеру, можно использовать наконечник 1,0 мм для проволоки толщиной 0,8 мм.
- Укоротите подающий рукав горелки или купите горелку с самым коротким подающим рукавом. Это сократит длину для подачи алюминиевой проволоки, тем самым уменьшив её сопротивление.
- Сопла для защитного газа для сварки алюминия обычно не имеют конической формы. Прямые сопла используются для охвата большей площади сварки, а также для подачи большего потока газа.
Защитный газ для сварки алюминия полуавтоматом
Для сварки алюминия нужен защитный газ. Из-за реакционной природы горячего алюминия, сварочный шов легко испортить загрязняющими веществами в воздухе.
Чисто технически можно сварить алюминий без защитного газа, но шов не будет прочным. Единственный способ соединения алюминия, который не использует газ — это пайка. Однако пайка не рекомендуется для соединения структурных элементов или более крупного ремонта.
Проволока с флюсом (для безгазовой сварки), как правило, для алюминия не используется. Она не способна обеспечить прочный шов, а также, если бы такая проволока существовала для алюминия, то она бы была ещё мягче (из-за флюсового сердечника), что ещё больше бы усложнило подачу мягкой проволоки.
Итак, защитный газ очень важен. Чаще всего для защиты используется аргон (в 99% случаев).
Для более толстого алюминия (1.3 см и более) к аргону добавляется от 25% до 75% гелия. Гелий, смешанный с аргоном, помогает создать более горячую дугу для проникновения в алюминий. При заданной длине дуги добавление гелия в чистый аргон увеличит напряжение дуги на 2 или 3 вольта. Это также расширяет форму поперечного сечения готового сварного шва, придавая ему более округлый вид. Более высокая температура и более широкая форма проникновения смеси гелия с аргоном, как правило, помогают свести к минимуму улавливание газа и снизить уровень пористости в готовом сварочном шве.
Скорость потока защитного газа для алюминия составляет от 14 до 47 л/мин. Более высокие скорости потока используются для газовых сопел более широкого диаметра и при использовании смесей, состоящих из двух частей гелия. Обратите внимание, что вам может понадобиться прибавить выход газа, если вы обнаружите, что на вашем сварном шве образуется большое количество сажи, или если место сварки (окружение) влияет на газовое покрытие сварного шва. Слишком большое количество защитного газа охладит сварочную лужу и сделает невероятно трудным поддержание устойчивой дуги.
Алюминиевая сварочная проволока для полуавтомата
В продаже есть несколько сортов алюминиевой электродной проволоки для полуавтомата. Выбранный тип проволоки должен быть совместим со свариваемым сплавом алюминия.
ER4043 и ER5356 — две наиболее распространённые алюминиевые проволоки для полуавтомата. Они могут быть использованы с наиболее распространёнными алюминиевыми сплавами.
Проволока 4043 является фаворитом среди сварщиков, поскольку ее алюминиево-кремниевый сплав повышает лёгкость сварки и даёт лучший контроль над сварочной лужей. Она более щадящая с точки зрения требований к характеристикам аппарата. Данный сорт обеспечивает чистый и красивый шов, менее склонный к растрескиванию. Проволока ER4043 также подходит для сварки алюминиевого литья. Однако при анодировании она темнеет, и не предназначена для материалов с высоким содержанием магния.
Сорт 5356 является ещё одной электродной проволокой общего назначения. В неё добавлен магний. Она немного менее удобна для сварки, но, как правило, обладает большей прочностью на растяжение по сравнению с 4043. Более высокая прочность означает, что она подаётся легче, чем 4043, а также имеет более высокую скорость расплавления, поэтому для проволоки такого же диаметра требуется более высокая скорость подачи проволоки. Сорт 5356 имеет более высокое сопротивление и при использовании маломощных полуавтоматов часто не хватает характеристик аппарата для достижения хорошего сварного шва с 5356. Данный сорт лучше подходит для анодирования. Не используйте данную проволоку на литье или материалах с температурой эксплуатации выше, чем 65 градусов по Цельсию.
Рекомендуемые диаметры электродной проволоки зависят от:
- толщины свариваемого металла.
- количества сварочного тока полуавтомата.
- режима переноса электродного металла в сварочную ванну.
Проволока большего диаметра лучше подаётся к месту сварки.
Что касается сварки алюминия в кузовном ремонте, то нужно уточнять рекомендации автопроизводителя по выбору электродной проволоки. Проволока 4043 не совместима с некоторыми серийными сплавами, используемыми в автомобилях. К примеру, Jaguar, Land Rover и Ford рекомендуют использовать электродную проволоку 5554 для структурных элементов своих автомобилей.
Важно правильно обращаться с катушкой проволоки. Проволока намотана равномерно, чтобы обеспечить её последовательную подачу. Будьте осторожны, чтобы не нарушить способ намотки проволоки на катушку.
Настройка полуавтомата для сварки алюминия
- Установите правильное натяжение подающих роликов. Оно должно быть достаточным, не слишком слабым и не слишком сильным. Настраивайте натяжение, начиная с точки, когда ролики соскальзывают и не подают проволоку. Затем медленно увеличивайте усилие до тех пор, пока проволока будет подаваться нормально. В итоге привод должен плавно и устойчиво перемещать проволоку, не соскальзывая. Слишком сильное натяжение раздавит проволоку при её подаче.
- Контактный наконечник не должен выходить за газовую насадку. Он должен быть установлен заподлицо с концом газового сопла или утоплен примерно от 1.5 мм до 6.5 мм максимум. Утопленный наконечник помогает поддерживать газовую защиту при длинном вылете проволоки, рекомендуется при сварке алюминия.
- Алюминий нуждается в высоком нагреве и высокой скорости проволоки. В отличие от стали, высокая теплопроводность алюминия диктует использование более высоких значений тока и напряжения, а также более высокой скорости сварки.
- Настройки силы тока и напряжения, используемые для сварки алюминия полуавтоматом варьируются в зависимости от: диаметра электродной проволоки и её сплава, толщины свариваемого алюминия, типа соединения. Некоторые сварочные аппараты имеют таблицы, на которых можно найти исходную точку настройки. В целом, для ориентира, начните с установки мощности для сварки алюминия примерно на 50% выше, чем при той же толщине стали. Эта настройка при сварке в режиме струйного переноса электродного металла в сварочную ванну. При сварке в режиме переноса электродного металла коротким замыканием (как при сварке стали) мощность может быть подобной как при сварке стали (или выше), но с увеличением скорости подачи проволоки.
- Скорость подачи проволоки нужно настраивать в соответствии с настройками напряжения и силы тока. Слишком низкая скорость подачи проволоки приведёт к тому, что проволока сгорит на наконечнике, слишком высокая, и она упрётся в свариваемый металл, что потенциально может привести к запутыванию проволоки внутри аппарата. Скорость подачи проволоки для сварки алюминия примерно в два раза превышает эту скорость при сварке стали с эквивалентным диаметром проволоки.
- Скорость потока защитного газа для алюминия составляет от 14 до 47 л/мин. Скорость потока должна быть такой, чтобы обеспечивать чистый шов без большого количества сажи. Слишком большой поток защитного газа будет охлаждать сварочную лужу и затруднит поддержание устойчивой дуги.
Полярность для сварки алюминия полуавтоматом
Для сварки алюминия полуавтоматом необходимо установить полярность на DCEP (Direct Current Electrode Positive — Положительный электрод постоянного тока). При такой настройке полярности (известной как обратная полярность) электроны проходят от аппарата через кабель заземления и обратно через горелку.
Вся сварка полуавтоматом в среде защитного газа (MIG), в том числе на алюминиевых материалах, требует положительной полярности электродной проволоки, в то время как при сварке без газа флюсовой проволокой обычно используется отрицательная полярность электродов.
При обратной полярности 80% тепла дуги приходится на электродную проволоку. Обратная полярность используется для сварки алюминия, так как обеспечивает:
- самую высокую концентрацию тепла, которая необходима для алюминия
- узкую зону теплового фокуса.
Очистка алюминия перед сваркой
Алюминий образует оксидный слой, который имеет более высокую температуру плавления, чем сам алюминий. Во избежание образования в сварном шве нерасплавленных частиц оксида алюминия перед сваркой следует использовать очистку. Оксидный слой необходимо удалить с алюминия непосредственно перед сваркой.
Вот несколько шагов, которые необходимо выполнить:
- Используйте растворитель, например, ацетон или мягкий щелочной раствор, например, сильное мыло, чтобы удалить масло, жир и водяные пары с поверхности алюминия. Но затем вам нужно будет смыть его с вашего алюминия и тщательно высушить. Ацетон является предпочтительным средством для удаления масел из алюминия, так как он не оставляет следов.
- Используйте проволочную щетку из нержавеющей стали для удаления окислов поверхности. Она хорошо подходит для алюминия. Это объясняется тем, что щётка достаточно абразивная, чтобы процарапать покрытие из оксида алюминия, удаляя его. При этом она сохраняет свой состав и не оставляет крошечных частичек нержавеющей стали на мягком алюминии. Чистить щёткой нужно в одном направлении, чтобы не втирать оксид в алюминий. Никогда не используйте проволочную щётку из углеродистой стали или латуни, потому что она не будет так эффективно убирать оксидный слой. Кроме того, данные щётки будут оставлять частички стали или латуни в алюминии, что приведёт к плохому сварочному шву. Эти вкрапления от щётки будут ржаветь со временем.
- Для обработки и резки алюминия могут также использоваться шлифовальные и отрезные диски. Важно использовать диски, специально предназначенные для алюминия. Другие диски могут нагревать поверхность алюминия, полируя окись алюминия, но, не удаляя её, отрезной круг по стали не будет нормально резать. В качестве альтернативы для резки алюминия можно использовать полотно по металлу на лобзике.
- Кромки алюминия должны быть очищены напильником, иначе оксидный слой на кромке предотвратит сплавление двух листов и оставит трещину в сварном шве. Если требуется более масштабная обработка, используйте рашпиль (с острыми зубами, расположенными на расстоянии около 1 мм друг от друга), так как обычный металлический напильник быстро засоряется.
- Имейте в виду, что алюминий обладает высокой реакционной способностью с воздухом. И если оставить его на несколько часов даже в лучших условиях мастерской, то образуется слой окиси алюминия.
Сварка алюминия полуавтоматом
- Кабель сварочной горелки лучше держать прямым, а также желательно, чтобы он не провисал, а поддерживался посередине. Алюминиевая проволока мягкая, поэтому она должна проходить свободно, без дополнительного сопротивления.
- Чтобы начать сварку в режиме струйного переноса проволоки к месту сварки (о режимах сварки алюминия было написано выше), настройте напряжение и скорость подачи проволоки так, чтобы звук дуги был похож на распыление аэрозольного спрея или гудение. Это изменение звука указывает на то, что вы создали “дугу-спрей” (spray arc), которая работает лучше при сварке алюминия, чем режим переноса коротким замыканием. Сварка струйным переносом означает, что кончик проволоки никогда не попадает в сварочную лужу. Необходимо сохранять правильное его расстояние (примерно 3 мм) от сварочной лужицы. При сварке алюминия в режиме струйного переноса не должно быть треска, как при сварке низкоуглеродистой стали. Если Вы всё же слышите избыточный треск, то вероятно, что подача проволоки установлена слишком быстро или слишком медленно, или Вы свариваете близко к основному металлу, и струйный перенос не происходит.
- Сварка в режиме переноса коротким замыканием (когда кончик проволоки касается основного металла) также возможна, но, как было упоминалось выше, это не предпочтительный режим сварки для алюминия. Однако он может подойти для маломощных аппаратов и для сварки более тонкого алюминия. Прочность шва и его внешний вид будут хуже, чем сварка в режиме струйного переноса. При сварке в таком режиме можно попробовать установку мощности такой же, как при сварке стали и примерно в два раза увеличить скорость подачи проволоки, в сравнении со скоростью стальной проволоки. Горелку следует перемещать очень быстро.
- Правильное расстояние от контактного наконечника до детали обеспечивает достаточное проникновение шва и сокращает вероятность подгорания наконечника горелки. Расстояние должно быть около 10 — 16 мм. Если расстояние слишком большое, то газовая защита будет недостаточной. Контактный наконечник должен быть примерно на 3 мм внутри насадки. Необходимо использовать более длинный вылет проволоки во избежание прожига наконечника (около 2 см), что длиннее, чем при сварке стали.
- Из-за высокой скорости подачи проволоки при сварке алюминия, есть вероятность её запутывания внутри сварочного аппарата до момента установления дуги. Чтобы минимизировать эту проблему, начните с угла наклона сопла на 45⁰, когда дуга стабилизируется, измените угол на 5–15 градусов.
- Сварка алюминия лучше всего работает при толкающем движении горелки (push welding), то есть горелка расположена под углом «от себя» так как защитный газ лучше покрывает сварочную лужу. При попытке тянуть горелку, то есть держать её “к себе”, Вы получите более грязный шов. Это связано с тем, что во время сварки лужа расплавленного металла не покрывается газом достаточно хорошо. Вообще для сварки полуавтоматом алюминия необходимо уметь использовать как метод толкания горелки (держать “от себя”), так и метод “к себе” (тянуть горелку). Если конструкция соединения не позволяет использование технику толкания, Вы можете держать горелку “к себе” (тянуть). В этом случае потребуется увеличить поток защитного газа для нормальной защиты сварочного шва.
- Как уже упоминалось выше, угол горелки при технике «от себя» должен быть примерно 5 — 15° от вертикали.
- Получение баланса мощности и скорости подачи проволоки достигается процессом проб и ошибок. Вы начинаете медленнее, когда основной металл холодный, и двигаетесь быстрее, когда основной металл нагревается. Вы должны двигаться примерно в два раза быстрее по сравнению со сваркой низкоуглеродистой стали, чтобы предотвратить прогорание. Скорость передвижения влияет на проникновение и габаритные размеры шва.
- Чтобы предотвратить прогорание основного металла, избегайте движения зигзагом или волнами, которые применяются при сварке стали. Быстро двигайтесь по прямой с короткой паузой для контроля температуры после 5–6 мм сварки.
- В отличие от стали, алюминий не меняет свой внешний вид при нагревании. Он остаётся серебристым, нет раскалённого красного свечения. Из-за этого сложно контролировать температуру нагрева металла. Нет простого, очевидного способа контроля нагрева алюминия при сварке. Для этого нужна практика и опыт.
- Важно правильно закончить сварочный шов. При резком прекращении сварки алюминия образуется кратер в конце шва, который выглядит как затопленная или заниженная область. Он является слабым местом, в котором может образовываться трещина при охлаждении. Некоторые сварочные аппараты имеют настройку, позволяющую заполнить кратер, после отпускания курка горелки. Если сварочный аппарат не имеет такой специальной настройки, то необходимо компенсировать это правильной техникой завершения шва. Сразу после остановки сделайте секундную паузу, чтобы дать сварочному шву остыть, а затем снова создайте дугу, чтобы заполнить кратер. Другой вариант – ускорить движение горелки в конце шва, затем вернуться примерно на 2 см для заполнения кратера.
- Готовый шов должен быть блестящим и не содержать оксидов и сажи.
Советы по сварке алюминия полуавтоматом:
- Сварка полуавтоматом алюминиевого листа толщиной менее 3 мм может быть проблематичной. Есть высокая вероятность прожига алюминия. Если задняя сторона свариваемого металла доступна, можно использовать подкладку. Это может быть алюминий подходящей толщины и размера, которым Вы утолщите свариваемую панель и тем самым снизите нагрев.
- Можно также не утолщать тонкий алюминий, а использовать теплоотвод из другого металла, который будет поглощать дополнительное тепло и позволит вам сваривать медленнее и аккуратнее. Подложите латунный или медный теплоотвод, поместив его как можно ближе к месту сварки. Латунь имеет гораздо более высокую температуру плавления, чем алюминий, а также достаточно инертна, что делает ее идеальным материалом для использования в качестве теплоотвода.
- Если Вы свариваете в холодную погоду, подогрейте немного алюминий, чтобы он не был холодным на ощупь. Это можно сделать феном в течение нескольких минут. Предварительный нагрев алюминиевой заготовки облегчит сварку и поможет избежать растрескивания сварного шва. Нагрев также нужен для толстого алюминия перед приваркой его к тонкому листу, а также при сварке маломощным аппаратом толстого листа алюминия (от 6 мм до 12 мм ), особенно, если вы используете проволоку малого диаметра. Используйте датчик температуры, чтобы не превысить 110 градусов по Цельсию. Если оборудование позволяет осуществлять сварку алюминия имеющейся толщины, то нагрев металла излишен. В любом случае, нагрев не должен быть чрезмерным, иначе алюминий изменит свои свойства.
- Как правило, начало сварки алюминия является «холодным» и приводит к отсутствию проплавления в начале сварного шва. Функция “горячий старт” на специальных полуавтоматах для алюминия увеличивает силу тока в начале сварки, чтобы быстрее нагреть алюминий. У большинства обычных сварочных аппаратов такой функции нет и необходимо компенсировать холодный старт. Одним из методов компенсации холодного старта является запуск сварного шва вне места соединения и переход в стык после того, как дуга установлена. Другим способом компенсации холодного пуска является использование подкладки под свариваемое соединение. Просто отрежьте сегмент 5 на 10 см из алюминия той же толщины, что и свариваемый металл и положите его в начальную позицию. Начните сварку с дальнего конца закладки и продолжайте вдоль неё по шву. «Горячий старт» уменьшает деформацию и увеличивает проплавку, удаляя разницу в теплопроводности между основным материалом и подкладкой в конце шва.
- В конце алюминиевой проволоки постоянно формируется шарик после сваривания. Всегда обрезайте его между сварками. Это сэкономит много кончиков.
- держите новую пачку наконечников в ящике для инструментов, потому что Миг сварки алюминия, даже в хороший день, идет через несколько наконечников.
- На вертикальной поверхности при сварке нужно двигаться вверх. Это связано с тем, что при сварке вниз по вертикальной поверхности происходит потеря контроля над расплавленной сварочной лужей и ухудшается защита газом.
Безопасность
Безопасность является важным фактором при сварке алюминия или любого другого материала. Всегда используйте соответствующие средства защиты, такие как сварочный шлем с соответствующим номером оттенка линзы для защиты глаз (используйте более тёмные оттенки из-за более яркой дуги), перчатки для защиты от металлических искр и брызг, надлежащую обувь для защиты ног, используйте надлежащую вентиляцию, чтобы держать сварочный дым подальше от зоны дыхания.
Дефекты сварки, причины и способы их устранения
Рассмотрим различные виды дефектов сварного шва и методы их устранения или сведения к минимуму.
- Неполное проникновение часто вызвано недостаточным сварочным током при слишком высокой скорости хода сварки.
- чрезмерная пористость на поверхности шва вызвана пузырьками водородного газа, которые задерживаются в сварных швах при охлаждении. источником этого водорода являются масла, смазки или водяные пары, которые диссоциируются сварочной дугой. Чтобы контролировать пористость сварного шва, источники этих загрязнений должны быть устранены.
- Прогорание (расплавление), вызванное перегревом основного материала. Чтобы избежать прогорания увеличьте скорость движения и сделайте более короткие сварные швы. Сваривайте попеременно в разных местах детали, чтобы распределять нагрев. Используйте более толстый материал, либо измените конструкцию шва, сократите зазоры.
При сварке алюминия нет гарантированного способа избежать возникновения трещин. Разберёмся, какие можно применять меры, чтобы минимизировать вероятность растрескивания шва.
- Во-первых, выберите подходящую сварочную проволоку. Алюминий усаживается примерно в два раза больше, чем сталь при охлаждении, поэтому он имеет большую склонность отрываться от основного металла, образуя трещину. Как правило, электродная проволока 4043 менее склонна к образованию трещин из-за её низкой твёрдости.
- Второй рекомендацией по предотвращению появления трещин будет тщательная чистка алюминия перед сваркой, что напрямую влияет на прочность сварочного шва.
- Если завариваете уже имеющуюся трещину, то нужно просверлить её концы. Отверстий с диаметром 2–3 мм будет достаточно. Это поможет предотвратить повторное растрескивание сварочного шва.
- Следующей рекомендацией по предотвращению возникновения трещины при сварке алюминия является правильная фиксация соединения двух свариваемых деталей. Зажим деталей должен быть не слишком свободным, но и не чрезмерным. Жесткий зажим предотвращает усадку, которая, в свою очередь, приводит к появлению трещин. Достаточная фиксация просто надёжно удерживает детали вместе.
- Для предотвращения возникновения трещины можно посоветовать сваривать точками или стежками с периодической короткой паузой для остывания. Это обеспечивает балансировку напряжений по мере того, как вы продвигаетесь.
- Не следует резко останавливать сварку в конце шва, иначе образуется кратер, в котором возникает трещина при остывании металла. Как было упоминалось выше, в разделе «сварка алюминия полуавтоматом», нужно ускорить движение горелки в конце шва, потом вернуться примерно на 2 см, чтобы заполнить кратер. Также можно использовать подкладку в конце сварного шва (а также в начале, для компенсации «холодного пуска»). Подкладка может располагаться только в конце и начале соединения с выходом за его пределы или располагаться полностью под всем швом в виде ленты. То есть, шов будет остановлен дальше концов свариваемых деталей, не создавая кратера.
Печатать статью
Ещё интересные статьи:
Сварка алюминия в аргоне. Настройка аппарата на примере Aurora Pro INTER TIG 200 AC/DC
Это статья из серии экспресс-уроков Свар-EXPRESS.Темы урока: Сварка алюминия в аргоне. Настройка аппарата на примере Aurora Pro INTER TIG 200 AC/DC PULSE
| Инженер-сварщик Евгений Евсин |
Сегодня мы будем сваривать металл толщиной в 2 мм аппаратом Aurora Pro INTER TIG 200 AC/DC Pulse. Мы рассмотрим настройки данного аппарата для сварки металла такой толщины, разные режимы работы. Перед сваркой я вам расскажу об основных параметрах, которые необходимы для того, чтобы приступить к работе.
Перед тем, как включить аппарат необходимо подключить к нему газ — чистый аргон, настроить на редукторе давление. В данном случае у нас расходометр измеряет давление в литрах в минуту. Часто люди задают вопрос, какое должно быть давление на редукторе – здесь все зависит от того, работаете ли вы в помещении или работаете на улице, или у вас сквозняки, и от толщины сваренного металла. Помещение у нас закрытое, и слишком высокое давление не обязательно, достаточно установить расход газа 7-8 литров в минуту. Если же мы будем работать на улице или поставим сопло большего диаметра, нам будет необходимо большее давление, здесь всё зависит от конкретных задач, которые у нас стоят.
Также металл всегда перед сваркой зачищаем. Алюминий очень любит чистоту, т.е. если попадет грязь или жир – это будет негативно сказываться на качестве сварки. Лично мне больше всего нравится зачищать металл наждачным диском. И не забываем о технике безопасности – обязательно оденьте защитные очки.
При выборе необходимого диаметра электрода отталкиваемся от толщины металла. В данном случае у нас электрод диаметром 2,4 мм – я бы сказал, что это многовато для металлов толщиной 2 мм, но вполне подходит. Перед сваркой необходимо подготовить электрод — заточить его как иголку.
В процессе сварки он должен образовать такой сферический шарик. Шарик должен быть правильной формы, кругленький, не кривой, блестящий. Если у нас так не получается сделать, значит либо ток не соответствует, либо защита газа плохая. Вылет электрода из сопла должен быть 1-2 мм. Все зависит от соединения – если оно угловое, то вылет будет больше, у меня будет стыковое соединение, и я делаю очень маленький вылет — буквально 1 мм, этого достаточно.
По настройкам аппарата – начнем с 2-х тактного режима — мы нажали на кнопку, у нас зажглась дуга, мы держим кнопку пока происходит процесс сварки. Отпустили кнопку – процесс сварки закончился. В настройках для стартового режима есть стартовый ток, я его делаю обычно больше раза в два, чтобы легче было зажечь дугу. Также у нас есть Post flow – это газ после сварки, для того, чтобы пока металл остывает мы его защищали в газовой среде. Ну и основной ток — для данной толщины металла это 40 ампер, может быть немного больше или немного меньше, все зависит от того, какого объема у нас деталь. По настройкам все, перейдем к самому процессу сварки.
У меня диаметр прутка 1,6 мм – это минимальный диаметр, что есть в продаже для алюминия, но если у нас еще тоньше металл и требуется еще более тонкая присадка, в принципе бывает, что люди используют проволоку с катушек для сварки полуавтоматом. Бывает диаметр 1,2 мм и 1 мм, но можно справиться и с 1,6 мм.
Прихватили, с двух сторон, чтобы металл у нас не ушел от заданных параметров и начинаем процесс сварки.
Сначала, когда мы зажгли дугу, мы ждем, пока у нас металл начнет плавиться, только после этого подаем присадочную проволоку. Если металл не начал плавиться – присадочный материал не будет ложиться, он будет просто свисать каплями с присадочного прутка. Вот, вполне неплохо получилось.
Также существует четырехтактных режим, для чего он нужен? Если мы варим швы с продолжительной длинной, то это происходит так: аппарат переключаем в 4-х тактный режим, чтобы начать сварку нажимаем на кнопку, дуга зажигается, кнопку отпускаем и процесс сварки продолжается, в конце сварки нажимаем кнопку – дуга тухнет. Также здесь есть такие функции, как стартовый ток, но он действует только пока мы держим кнопку в начале сварки. И заварка кратера – это Down soft на панели аппарата — она работает пока мы держим кнопку в конце сварки. Выставляем примерно 5 сек, т.е. ток будет снижаться к 0 в течение 5 сек. Также при переключении аппарата в 4-х тактный режим отображается уже не основной ток, которым мы варим, а стартовый.
В конце сварки у нас ток постепенно снижается, это происходит пока я держу кнопку на горелке. Также на аппарате существует режим Pulse – это дополнительные настройки, которые позволяют в процессе работы расширить возможности аппарата. В режиме Pulse при тех же параметрах основного сварочного тока возможно нагревание детали меньше, будет меньше прожогов, это удобно как раз для тонкого металла. И также мы можем контролировать формирование сварочного шва, т.е. изменять его внешние свойства, так как нам это позволяет фантазия.
Переключаем аппарат в режим Pulse, также 4-х тактный режим и здесь начинают действовать остальные регулировки аппарата – это скорость пульса в герцах, т.е. как часто у нас будет пульсация и баланс пульса либо время действия пульса относительно друг друга – верхний режим относительно нижнего. Основной ток у нас может действовать 50% времени, нижний тоже 50%. Если мы изменим в большую сторону эту регулировку, то верхний предел будет действовать 70% времени, нижний предел – 30%. Но это время также зависит от скорости пульса, т.е. с какой скоростью происходит пульсация. Я настрою аппарат так – верхний предел пульса будет 80 А, нижний 40 А, скорость пульса сделаю 2 Гц (здесь у нас шкала от 0,5 до 5 Гц), это уже в процессе работы можно будет настраивать. Время действия сделаю 50/50. Посмотрим, что из этого получится. Вы видите, что формированием шва валика можно играть, создавая большую или меньшую чешуйчатость.
А теперь я перенастрою аппарат и покажу, как это будет выглядеть при другом режиме. Я сделаю верхний предел 100 А, нижний оставлю 40 А, но изменю время действия в нижнюю сторону, т.е. у меня верхний пик будет действовать меньше по времени, относительно нижнего. Сейчас мы видим, что чешуйки стали не такие частые, но ширина проплавления и скорость сварки стала быстрее. Напомню, что тепловложение гораздо меньше, чем на токе без пульса — деталь нагревается меньше.
Можно настроить аппарат по-другому, чтобы чувствовать разницу в регулировке. Сделаем верхний и нижний предел 50/50 и увеличим скорость пульса. Вообще, чем больше мы увеличиваем скорость пульса – тем плотнее мы получаем чешуйки. Чем меньше скорость пульса, тем более крупные, жирные чешуйки получаются – другое внешнее качество шва.
Купить сварочный аппарат Вы можете на нашем сайте.
Смотрите данную статью в видео-ролике:
Сварка алюминия
Сварка алюминия затруднена образованием тугоплавкой, довольно прочной пленки с окислом Al2O3. Эта оболочка, расплавляемая только в температуре 2050 ºС, мешает соединению материалов друг с другом и основным металлом. Растворять окислы, покрывающие капли расплавленного металла, позволяет использование активных флюсов. Только они способны обеспечивать необходимые для нормального формирования швов условия. В составе флюсов и специальных обмазок для сварки алюминия полуавтоматом присутствуют смеси хлор- и фторсодержащих соединений щелочноземельных металлов.
Наибольшая сложность состоит в предупреждении порообразования из-за взаимодействия с водородом. Помимо этого, нагреваясь, алюминий не изменяет своего цвета, что затрудняет определение момента, когда он начинает плавиться. Для этого сварщику необходим определенный опыт и навыки работы в сварке алюминия инвертором. Еще стоит учесть, что при нагревании алюминия до 500 ºС его прочность резко ухудшается. От этого алюминиевое изделие может разрушаться даже под действием своего веса.
Удаление пленок из окислов технологией сварки алюминия предусматривается одним из трех способов: химическим, механическим, электрическим. Первый предполагает травление металла или использование в сварке содержащих соли фтора и хлора флюсов. Механический способ заключается в удалении пленок шабрением, применением наждачных инструментов со щетками из металла. А электрический – в катодном распылении при сварке алюминия постоянными токами.
Дуговая сварка алюминия
Лучшим видом соединения деталей из тонких листов является ручная дуговая сварка алюминия с неплавящимися электродами. Этот вид сварки способен обеспечить минимум деформаций в конструкциях при соблюдении высокого качества швов. Процесс ведется на переменном токе при помощи осцилляторов для сварки алюминия. Именно переменный ток лучше всего способен разрушать пленки из окислов методом катодного распыления, если катодом служит сама деталь. Ручная сварка может выполняться в любом пространственном положении, причем не только с присадочным прутком, но и без его использования.
Дугу, зажигаемую на дополнительной пластинке из графита, переносят на заготовку. Аргонную сварку алюминия производят без поперечных колебаний. Своими химическими составами основной металл с присадочной проволокой должны быть близки друг к другу. Пуск аргона начинают за несколько секунд перед возбуждением дуги с остановкой его подачи после обрывания дуги. Рабочее давление газа не должно быть выше 0,05 МПа. При ручной сварке выбирают вольфрамовые электроды.
Для толщин свариваемых кромок в пределах 6 мм используют электроды для сварки алюминия с диаметром до 4 мм. Для кромок больших толщин требуется увеличение диаметра электрода до 6 мм. Исходя из расчета 30-45 А на каждый миллиметр электродного диаметра, определяют необходимый сварочный ток. Для обеспечения энергичного разрушения пленок из окислов при катодном распылении варят алюминий на минимальной длине дуги, что также улучшает защиту сварки. Процесс механизированной сварки осуществляют при помощи специализированного аппарата для сварки алюминия.
Автоматического и полуавтоматического вида сварка этого металла в аргоновой среде при помощи плавящихся электродов выполняется автоматами и шланговыми полуавтоматами. Процесс ведется на постоянном токе с обратной полярностью. Для него применяют проволоку для сварки алюминия того же или похожего состава по отношению к свариваемому металлу. Алюминий толщиной в пределах сантиметра варят без разделывания кромок, для больших толщин кромок используют их разделку в Х- и V-форме.
Аргоновая, плазменная и газовая сварка
Аргоновую сварку алюминия автоматами и полуавтоматами по флюсу используют для деталей или листов, имеющих толщину кромок свыше 8 мм. Причем дуга должна гореть не в самом слое флюса, а над ним. Небольшого слоя флюса обычно бывает достаточно и для защиты сварочной ванны, и для удаления пленок из оксидов. Если слой флюса довольно большой, то дуга будет шунтироваться через шлак, который, обладая хорошей электропроводностью, горит под слоем флюса. Оптимально нанесение на свариваемый шов флюса, состоящего из хлористых натрия и калия с криолитом, слоем не больше 35 мм. Процесс ведется на постоянных токах при обратной полярности.
Плазменную сварку алюминия и его сплавов считают одним из самых перспективных способов обработки этого металла благодаря стабильности с высокой скоростью процесса, возможности уменьшения зоны тепловой обработки. Но следует учесть, что для плазменной сварки необходима точная сборка конструкции и движение горелкой строго вдоль свариваемого стыка. Как правило, этот процесс ведется переменным током. А использование постоянных токов обратной полярности требует специального оборудования для сварки алюминия – горелок с усилением охлаждения для электродов из вольфрама в принудительном режиме. Микроплазменная сварка применима в соединении нетолстых алюминиевых сплавов с помощью лантанированных электродов.
Газовая сварка алюминия ведется обычным пламенем. При этом недопустим переизбыток горючих газов с кислородом. Это связано со способностью последнего окислять алюминий, при этом излишки горючих газов придают заметную пористость шву. Мощность для пламени в горелке выбирают, исходя из ацетиленового расхода 75 дм3 в час на каждый миллиметр толщины детали. Соблюдая промежуток в несколько миллиметров от ядра пламени до рабочей поверхности, сварку осуществляют восстановительной его частью. Чаще всего соединяемые конструкции бывают стыковыми с зазорами в пределах 3 мм для соответствующей толщины детали до 5 мм. Для толщин около 5 мм не делается скосов кромок, если они достигает 12 мм, прибегают к их разделке в V-форме, а для толщин, превышающих 12 мм, – в Х-форме.
Особенности сварочного процесса
Перед началом сварки алюминия аргоном соединяемые кромки вместе с присадочной проволокой зачищают и тщательно отмывают поочередно в теплой и в холодной воде, после чего вытирают ветошью. Для облегчения разрушения оксидной пленки с удалением окислов сварочной зоны, используют флюсы с щелочными либо щелочноземельными металлами, а также тугоплавкими соединениями с хлором в смеси в небольшим содержанием фтора. Они наносятся пастой или порошком на разогретую электродную проволоку либо прямо на кромки, подлежащие свариванию. Если выполняются прихватки, то флюсы наносятся только лишь на присадочные прутки.
Если толщина заготовки не более 5 мм, холодную сварку для алюминия производят левым способом, а если больше – используют правый способ. Начиная сварочный процесс, горелку направляют мундштуком к поверхности сварки под прямым углом. По мере нагревания изделия этот угол меняется, исходя из выбранного режима сварки алюминия с толщиной заготовок. Причем угол положения для присадочной проволоки остается неизменным на протяжении всего времени проведения процесса.
Сварку листов из тонкого алюминия необходимо проводить, избегая поперечных движений горелкой. Но для большей толщины изделий эти колебания необходимы. Для заготовок толще 10 мм технологией аргонодуговой сварки алюминия предусмотрено предварительное нагревание. При этом сварку необходимо производить беспрерывно, удаление пламени из сварочной ванны не допускается. К сварке металлических листов следует приступать, пропустив немного места от края с последующей заваркой в обратном порядке оставленного участка.
Использование для сварки алюминия сварочных аппаратов дает возможность применения на постоянных токах с обратной полярностью не только одиночных, но и сдвоенных электродов. С целью предупреждения вытекания расплавляемого алюминия с оборотной стороны швов используют специальную формирующую подкладку из стали. Благодаря увеличению размеров сварочной ванны со временем нахождения алюминия в расплавленном состоянии сварка сдвоенными электродами дает хороший результат. При этом улучшается процесс дегазации, а значит, уменьшается пористость в шве получаемого соединения. Автоматы, оснащенные дозаторами флюсов, водным охлаждением мундштука, идеально приспособлены для сварки алюминия.
Прочность сварным конструкциям из алюминия с сохранением характеристик пластичности способно обеспечить утолщение кромок на свариваемом участке при соединении термически обработанных заготовок. Еще одним способом улучшения механических свойств соединений служит проковка – прокатывание швов в теплом или холодной состоянии с помощью роликов.
Свариваем алюминий без аргона своими руками
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия — http://alii.pub/5nyy46
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила — блестящая, так как состоит преимущественно из алюминия, покрытие — белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
С помощью данного метода вы сможете:- — варить листовой алюминий;
- — алюминиевый профиль;
- — ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- — любые сварочные работы бочек или резервуаров;
- — сваривать токопроводящие шины;
- — и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
11 советов по TIG-сварке алюминия на постоянном токе — Welding Mastermind
При TIG-сварке алюминия на переменном токе (или «AC») используется почти всегда. Переменный ток очищает поверхность, разрушая оксиды, которые ухудшают качество сварки. Однако это можно сваривать алюминий TIG постоянным током (также называемым «постоянным током»). Иногда для сварки алюминия методом TIG лучше использовать постоянный ток. Как и когда вам следует использовать постоянный ток для сварки алюминия TIG?
Сварка алюминия постоянным током TIG быть сложным, но эти уловки могут помочь вам в этом.
- Знать разницу постоянного тока и переменный ток для сварки TIG
- Знайте, когда использовать постоянный ток, а когда — переменный ток для алюминия
- Используйте подходящие материалы
- Соберите подходящий электрод, стержни и защитный газ
- Настройте сварочный аппарат для сварки постоянным током с полярность
- Используйте ножную педаль или ручное управление для сила тока
- Сделайте алюминий как можно более чистым
- Практикуйтесь перед началом сварки
- Используйте правильную технику
- Знайте свои пределы — постоянный ток не является всегда правильный выбор для алюминия
- Комбинируйте сварку на переменном и постоянном токе, чтобы получить лучший стык
В этой статье я расскажу вам обо всех советы, которые вам нужно знать, чтобы начать сварку алюминия методом TIG на постоянном токе.
AC или DC — в чем разница?
Полярность описывает направление электричества. течет. При постоянном токе (обычно называемом DC) полярность электрический ток всегда течет в одном направлении. Нормальный поток — электрод отрицательный, Это означает, что электричество течет от сварочного аппарата через электрод к заготовку и обратно к сварщику. Обратная полярность меняет положение и пропускает ток от сварочного аппарата через заготовку к электроду.
Постоянный ток больше всего подходит для сварки TIG. металлы, потому что проникает глубоко.Сварка алюминия — один из немногих этот переменный ток предпочтительнее.
Переменный ток, или переменный ток, меняет полярность. между стандартом и реверсом быстро, от шестидесяти до ста двадцати раз каждую секунду. Алюминий обычно сваривают TIG на переменном токе. Быстрый Переворот полярности имеет эффект пескоструйной обработки, который разрушает поверхностные оксиды до произвести чистый сварной шов. Недостатки сварки на переменном токе заключаются в том, что сварной шов не проникают глубоко и оставляют на поверхности большой шарик.
Зачем нужен постоянный ток для алюминия
Проблема с Сварка переменным током заключается в том, что ток не проникает глубоко в стык и производит неглубокий сварной шов. Если вы соединяете алюминиевые детали толщиной ¼ дюйма или более, переменный ток не обеспечит прочный сварной шов всего за один проход.
Для производства прочного сварите толстый алюминий переменным током, сварка выполняется поэтапно. Ты необходимо скосить края стыка, уложить корневой валик, затем вернуться с один или несколько проходов присадочных и заглушек для получения прочного соединения.Это требует три или четыре прохода со сварщиком до завершения соединения.
Обратная полярность Сварочные швы постоянным током не имеют этой проблемы. Вы можете получить хороший и глубокий сварной шов за один пройти с использованием сварки постоянным током. Это экономит время и обеспечивает более прочный сварной шов.
Сварные швы постоянным током также полезен для заделки глубоких ямок и выбоин в алюминии. Вы можете быстро заполнить полость с помощью сварки постоянным током и получить прочный стык, который удерживает заливку на месте. Один раз отверстие залито, загладить поверхность шлифовальной машиной, деталь как новый.Это помогает исправить дорогие обработанные алюминиевые детали, которые стали слегка поврежден.
Используйте правильные материалы
Не все марки из алюминия подходит для сварки TIG на постоянном токе. Лучшие марки алюминия для этого процесс 6061, 2219 и чистый алюминий (все в серии 1100). Если вы работаете с другими категориями алюминия, вам может потребоваться сделать сварной шов.
В дополнение к При использовании алюминия правильного сорта необходимы правильные размеры.ОКРУГ КОЛУМБИЯ сварка нагревает заготовку. Если вы попытаетесь сваривать тонким слоем на постоянном токе шток, он может перегреться и покоробиться. Сварка постоянным током лучше всего работает с деталями толщиной не менее дюйма. Помимо проблемы коробления, преимущества сварки постоянным током Алюминий в любом случае не вступит в игру, пока не появится ваш склад. Придерживайтесь переменного тока для вещь штука.
Оборудование для сварки алюминия постоянным током
Использование правильного оборудования важно для с использованием постоянного тока для сварки алюминия методом TIG. Имея правильные стержни, электрод, а газ имеет большое значение для качества сварки.Если вы не получите права снаряжение, вы не сможете образовать хорошую лужу и применить удилище, чтобы покрыть соединение.
Стержни
Стержни из чистого алюминия необходимы для сварки алюминия методом TIG на постоянном токе. 4043 работает лучше всего и дает чистый валик. Вы также можете использовать стержни 5356, но сварные швы, как правило, грубые и не будут выглядеть хорошо. Не используйте стержни из сплавов или другие металлы для сварки постоянным током.
Электрод
Лучшие электроды для сварки TIG на постоянном токе — это стержни из вольфрама с 2% лантана.У них синий наконечник. В отличие от сварки на переменном токе, для сварки на постоянном токе вам понадобится острый наконечник электрода. Доступны предварительно заточенные стержни, или вы можете заточить их самостоятельно болгаркой. Стандартные вольфрамовые и торированные стержни также подойдут.
Из-за высокая температура, связанная с сваркой алюминия TIG, с использованием стандартного 1/16 дюйма диаметр электрода может вызвать перегрев электрода и загрязнение сварка. Чтобы справиться с дополнительным нагревом, выберите электрод чуть больше 3/32 дюйма.
Газ
Лучшим газом для сварки постоянным током является сверхчистый гелий.Он производит более горячую дугу, чем смесь гелия с аргоном или чистый аргон. Высокая температура от дуги помогает разрушить оксидный слой и обеспечивает лучшую стойкость сварного шва. Дополнительная очистка от тепла важна для сварки постоянным током, поскольку у вас нет такой очищающей способности, которую обеспечивает переменный ток.
Выбор сверхчистый по сравнению со стандартным гелием гарантирует отсутствие загрязнений в защитный газ. Даже небольшое количество кислорода, смешанного с гелием, может вызвать окисление сварного шва, которое приводит к растрескиванию.
Настройка сварщика
Разумеется, вам необходимо настроить постоянный ток сварочного аппарата. Ты также необходимо поменять полярность сварщика, чтобы электрод был положительный вывод, а поверхность сварного шва — отрицательный вывод. Обеспечить регресс полярность создаст сварочную лужу под окисленным слоем с плавающим оксидом. наверху. Обратитесь к руководству вашего сварщика, чтобы узнать рекомендованную силу тока и другие параметры. настройки для сварки постоянным током.
Переменная сила тока
Вместо того, чтобы использовать ту же силу тока для всю сварку, настройте сварщика с помощью регулятора переменного тока.С участием переменная сила тока, уровень мощности регулируется ножной педалью или скользящей включить электродную горелку. Переменная сила тока очень важна для постоянного тока. сварка алюминия. Использование фиксированной силы тока может вызвать серьезные проблемы с суставом.
Тепло быстро рассеивается через алюминий. От когда вы дойдете до конца стыка, материал нагреется от сваривать, и теплу больше некуда деваться. Это нагревает алюминий достаточно, чтобы покоробиться или расплавиться. Использование переменной силы тока позволяет снизить тепловыделение. во избежание повреждений от перегрева.
Процесс сварки алюминия постоянным током
Чтобы добиться хорошего качества сварки алюминия постоянным током, вам нужно следовать правильному процессу. Некоторые шаги такие же, как и у вас применяются для сварки на переменном токе, но некоторые другие. Обязательно относитесь к сварке постоянным током как это процесс вместо того, чтобы пытаться использовать все шаги для сварки на переменном токе.
Сначала потренируйтесь
Прежде чем пытаться сварить готовое изделие, потренироваться в сварке детали за несколько минут лома алюминия. Сварка алюминия на постоянном токе отличается от сварки на переменном токе. и нелегко получить бусинку с видом «стопки десяти центов» хорошего TIG сварка.Небольшая практика поможет вам нащупать сварной шов и продлится долгое время. способ красиво сварить готовый продукт.
Get It Clean
Вы всегда должны как можно тщательнее очистите свариваемый металл, прежде чем возникнет дуга. Этот Шаг особенно важен для сварки алюминия постоянным током. Температура плавления оксид на поверхности намного выше, чем температура плавления алюминиевой основы металл. Если вы попытаетесь сварить оксидированный алюминий, оксид загрязнит сварить и предотвратить его затвердевание.В результате получится некрасивая, ломкая бусинка.
Алюминий должен быть очищенным независимо от того, какой процесс вы используете, но это особенно важно с постоянный ток. Дуга от сварки алюминия переменным током обладает некоторой очищающей способностью. ОКРУГ КОЛУМБИЯ не хватает этой очищающей способности, поэтому вам нужно все довести до совершенства, прежде чем начать сварка.
Начать с очистки Удалите краску, жир и масло с помощью растворителя. Обезжиривающие средства удаляют масло и жир, а растворитель снимает краску. Ацетон удалит и то, и другое. Этот ступенька необходима для любого вида сварки и любого металла.
Следующий шаг к подготовка алюминия — это соскабливание оксидного слоя. Этот слой сложно удалите, но вы должны снять как можно больше перед сваркой алюминия постоянным током.
Scrub Away
Один способ удаления оксидный слой — щетка из нержавеющей стали. Используйте кисть с мелкой щетиной и используйте это только для алюминия. Грубая щетина скорее поцарапает алюминий, чем очистка оксидного слоя. Используя кисть с другими материалами, можно добавить загрязнений на поверхности и ухудшают сварочный процесс вместо лучше.
Если вы чистите щеткой, потрите металл, пока он не станет ярким и блестящим. Не торопитесь и снимите оксидный слой.
Лучшая химическая очистка
Если у вас большой или оксидное покрытие является значительным, требуется химический очиститель. Используйте кислотная ванна или промышленный очиститель алюминия, чтобы удалить оксидный слой с поверхность вашей заготовки. Химические вещества, удаляющие оксид алюминия неприятны, поэтому обязательно прочтите и следуйте указаниям на этикетке и носите надлежащее защитное снаряжение.Эти чистящие средства удаляют весь оксид с поверхность, хотя.
Не позволяй этому сидеть
Когда твоя поверхность чистый, обязательно приварите его в течение дня или около того; в противном случае кислород в воздух вступает в реакцию с поверхностью и образует новый слой оксида, который необходимо удалить. Если твой деталь сидит слишком долго, очистите ее перед сваркой.
Когда вы чистка, не упускайте из виду стержни и электрод. Сварка постоянным током не имеет естественный эффект очистки, который производит сварка на переменном токе, поэтому все, что нужно перед сваркой будьте идеально чистыми.
Методика сварки алюминия методом TIG на постоянном токе
Методика важен для большинства видов сварки. Вы должны скорректировать свой стиль работы, чтобы соответствовать потребности в металле, наполнителе и настройке, которые вы используете. Сварка постоянным током алюминий ничем не отличается. Несколько советов, которые помогут вам использовать постоянный ток для Алюминиевые сварные швы TIG:
- Будьте в безопасности. Как и другие виды сварки, сварка TIG требует высокой температуры и яркого света. Делать обязательно наденьте сварочную маску, перчатки и длинные рукава.
- Используйте правильный метод резки. Плазменные резаки и высокоскоростные дисковые пилы оставляют хороший чистая поверхность для сварки. Избегайте низкоскоростных ленточных пил, которые могут размазать загрязнения. в разрез, и избегайте кислородно-ацетиленовых горелок, которые приводят к окислению разреза поверхность.
- Используйте плотная дуга — намного плотнее, чем при сварке алюминия переменным током. Жара течет вверх от заготовки, а не вниз от электрода. Свести к минимуму распространение дуги, чтобы получить максимальное количество тепла в лужу. Держите кончик электрод в пределах одной восьмой дюйма от поверхности.
- Держите резак под углом 90 градусов к заготовке и держите наконечник близко к поверхности. Этот обеспечивает равномерную лужу и чистый сварной шов. Держать электрод в вертикальном положении обеспечивает лучшую газовую защиту сварного шва и обеспечивает лучший контроль дуга.
- Оставить глаз на кончике электрода. Сварка с обратной полярностью может закруглить кончик электрод и вызовет распространение дуги. Если это произойдет, остановитесь и повторно заточите кончик.
- Держите стержень почти плоский. Ткните стержнем в лужу посередине дуги, затем потяните его обратно.Вы можете получить чистый сварной шов стопки монет с помощью постоянного тока, но вы должны быть осторожно со стержнем.
- Алюминий плавится при гораздо более низкой температуре, чем оксидное покрытие. Обратная полярность прогоняет тепло сквозь металл и образует лужу под оксидом. В оксид всплывает на поверхность лужи; старайтесь не беспокоить его стержнем. Работа под оксидным слоем.
- Переместить быстро, чтобы изделие не сильно нагрелось. Используйте переменный элемент управления, чтобы уменьшить увеличивают силу тока и предотвращают точечную коррозию, деформацию или плавление детали.
Когда использовать AC
Если ваша заготовка сильно загрязнен или окислен, постоянный ток может быть не лучшим выбором. С тех пор не обладает очищающей способностью переменного тока, постоянному току требуются нетронутые поверхности, чтобы получить хороший сварной шов. Если вы работаете с деталями двигателя, имеющими углеродное покрытие, или старые детали, которые сильно окислены, сварка переменным током может быть лучшим выбором.
Сварка постоянным током также плохой выбор для соединения деталей из литого алюминия. Процесс литья производит большее окисление поверхности, чем другие производственные процессы, такие как механическая обработка.Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому прямой ток — плохой выбор для сварки литых деталей.
Вам также следует Избегайте сварки алюминия постоянным током, если важен внешний вид сварного шва. это труднее получить традиционный вид стопки монет при сварке постоянным током, поэтому придерживайтесь переменного тока, если важен внешний вид окончательного сварного шва.
Лучшее из двух миров
Для некоторых проекты, использующие как переменный, так и постоянный ток, могут быть победителями. Для очень толстой ложи вы можете нужно комбинировать приемы, чтобы получить наилучший результат.Чтобы получить лучший сварной шов толстый материал, выполните следующие действия:
- Сделайте скос края деталей, которые нужно соединить, чтобы они образовали V-образную форму.
- Сделать корневой валик с использованием постоянного тока. Это базовый сварной шов, который заполняет нижнюю часть V-канала. Постоянный ток обеспечит глубокое проплавление и прочную основу для сварного шва.
- Почистить начисто сварите, чтобы удалить как можно больше окислов и загрязнений.
- Сделать колпачковый сварной шов на переменном токе. Кондиционер удалит загрязнения с поверхность корневого шва и края стыка.AC также делает это легче получить красивый сварной шов, похожий на гладкую стопку монет.
Переменный ток является стандартом для сварки алюминия методом TIG. Он хорошо справляется со свойствами алюминия и делает сварные швы красивыми. Однако сварка на переменном токе имеет свои ограничения. Когда вам нужно глубокое проникновение в толстый алюминий, постоянный ток проникает лучше и обеспечивает лучший сварной шов. Знание того, когда и как использовать постоянный ток для сварки алюминия, открывает новые возможности и позволяет справляться с вещами, с которыми переменный ток просто не может справиться.
Если вы дожили до этого момента, то это полезное руководство поможет вам еще раз прочитать, чтобы улучшить свои результаты. Настоятельно рекомендуется и, надеюсь, принесет вам дополнительную пользу.
Общее примечание. Меня часто спрашивают, какого сварщика я рекомендую. Вы можете найти мой список с разбивкой по бюджету здесь.
A Руководство по сварке алюминия
Газ-металл-дуговая сварка
Подготовка основного металла: При сварке алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить любые загрязнения оксида алюминия и углеводороды из масел или режущих растворителей.Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку. Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка может привести к еще большему проникновению оксидов в обрабатываемую деталь.Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы свести к минимуму риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварного шва.Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, выполнение прихваточных швов в начале и в конце свариваемой области поможет усилить предварительный нагрев. Сварщикам также следует предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод выталкивания: В случае алюминия отталкивание пистолета от сварочной ванны вместо его вытягивания приведет к лучшему очищающему эффекту, уменьшению загрязнения сварных швов и улучшенному покрытию защитным газом.
Скорость перемещения: Сварку алюминия необходимо выполнять «горячим и быстрым». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки. Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря его хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия.Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре плавления основного материала. Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма.Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерное растрескивание является причиной большинства отказов. Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении.Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую или бугорчатую форму. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговой распылением или импульсный. Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу.Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Импульсная передача обычно выполняется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки. Во время импульсной GMAW капля присадочного металла перемещается от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем сварка с переносом распылением.Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, облегчая сварку в нестандартном положении и позволяя оператору сваривать тонкодисперсный материал при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, при котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды. Двигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью.Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых футеровок поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входящие трубы долотовидного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам и предотвращать ее спутывание.Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов, чтобы обеспечить равномерную скорость подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельный вкладыш для сварочного пистолета для сварки алюминия.Во избежание истирания проволоки старайтесь удерживать оба конца гильзы, чтобы устранить зазоры между гильзой и диффузором газа на пистолете. Часто меняйте футеровки, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше диаметра используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы свести к минимуму тепловыделение и уменьшить трудности с подачей проволоки.
MIG-сварка алюминия — электроды, газы, сварочные установки и оборудование
Как сваривать алюминий методом MIG?
MIG-сварка алюминия в значительной степени зависит от наличия подходящего оборудования из-за мягкости проволоки сварочного электрода. В случае алюминия необходима специальная система подачи проволоки, иначе проволока сварочного электрода может сломаться и скопиться. После установки правильного оборудования металл становится довольно легко сваривать.
Сварочная катушка MIG Сварка MIG с использованием углового электрода Алюминий Сварка MIGПреимущества сварки алюминия MIG
- Сварка для быстрой сварки
- Сварка качества рентгеновского излучения
- Сварка во всех положениях
Оборудование для сварки алюминия
8 Недостатки УСуть в том, что если вам нужно разместить много присадочной проволоки в производственной среде, то это правильно выбор для таких цветных металлов, как алюминий и магний.Все зависит от толщины свариваемого материала. Вам необходимо, чтобы основной материал был достаточно толстым, чтобы выдерживать тепло, и большинство сварных швов должны иметь структурную форму. Если это действительно тонкий алюминий, то лучшим выбором будет сварочный аппарат TIG.
Главный компромисс — это уровень навыков, необходимый для сварки вне позиции. В большинстве случаев это делает MIG предпочтительным вариантом производственной сварки, используемой на верфях, при строительстве трейлеров и при строительстве алюминиевых резервуаров. Доказательство тому — необходимый уровень квалификации, которого ожидают кадровые компании верфей.Большинство рекрутеров, нанимающих сварщиков труб (профессиональных сварщиков, которые путешествуют по работе), ожидают, что около половины сварщиков не пройдут ограниченный тест на сварку с помощью рентгеновского излучения 6G. Это просто данность! Принимая на работу сварщиков MIG алюминия, они ожидают, что 9 из 10 сварщиков не пройдут испытание. Если вам нужно знать, тест представляет собой испытание пластины 2G, 3G и 4G ½ дюйма, которую просвечивают рентгеновскими лучами. Ничего особенного, но это просто показывает сложность сварки алюминия методом MIG в разном положении.
Алюминий Сварка MIG vs. Сварка алюминия TIG
Если у вас есть выбор способов сварки алюминия, все зависит от толщины материала.Сварка MIG отлично подходит для всего, что имеет толщину 1/8 дюйма и более и находится в нужном положении. Сварка TIG лучше всего подходит для более тонких материалов и труб.
Обычная электродная проволока для сварки MIG и газы
Когда дело доходит до сварки алюминия, выбор газа и электродов довольно прост!
Защитный газ для алюминия для сварки MIG
Практически во всех случаях выбираются следующие газы:
- Аргон (99% времени)
- Аргон / гелий
Вот и все! Смесь аргона и гелия используется только для алюминия, толщина которого превышает 1/2 дюйма.Гелий, смешанный с аргоном, помогает создать более горячую дугу для проникновения в алюминий. При необходимости вы все равно можете использовать 100% аргон для сварки MIG толстолистового алюминия!
Газ аргон для сварки алюминияВыбор проволоки для сварки алюминиевым присадочным электродом для сварки MIG
Выбор электродов зависит от основного металла и толщины. Это еще одна область, о которой вам следует поговорить с вашим местным поставщиком сварных швов. Они знают, какие продукты лучше всего подходят для каких материалов. В большинстве случаев вы можете выбрать следующие варианты и обозначения алюминиевой электродной проволоки:
ER5356 Алюминий Сварочная электродная проволока MIGМарки алюминия, сваренные с присадочным электродом ER4043 Проволока
ER4043 сваривает различные марки алюминия, а именно:
Литой алюминий Сорта
Алюминий сваривается с проволокой для присадочного электрода ER5356
- 5050
- 5052
07 5050
- 5052
0 5154
- 5356
- 5454
- 5456
Довольно просто! Дело в том, что обычно вы не хотите использовать проволоку толще.035 и чем больше число, тем жестче проволока. Проволока ER5356 намного жестче, чем провод ER4043. Это влияет на то, как проволока будет действовать в системе подачи проволоки. Помните, что необходимо специальное оборудование, потому что проволока слишком мягкая для обычной подачи. Таким образом, у более жесткой проволоки будет меньше проблем с прохождением через лайнер к пистолету.
Оборудование, необходимое для сварки алюминия MIG
Если вы хотите сваривать алюминий, вам понадобится дополнительное оборудование, которое можно добавить к механизму подачи проволоки сварочного аппарата MIG.Причина в том, что алюминиевая присадочная проволока настолько мягкая, что может застревать и запутываться в обычной системе подачи проволоки. Вы можете выбрать один из следующих вариантов:
- Push Pull Wire Feed
- Spool Gun
MIG Push Pull Wire Feeder System
Двухтактная система подачи проволоки обычно используется на производственных площадках. Механизм подачи проволоки проталкивает проволоку, как обычно. Затем вытяжная система — это еще один питатель в рукоятке пистолета MIG, который его тянет.Эта система отлично работает, когда все настроено правильно. Хитрость заключается в том, чтобы правильно настроить двухтактную систему (сложная часть), тогда все остальное будет в порядке. Плюс этой системы в том, что можно использовать большие катушки с проволокой, а время простоя минимально.
На первом изображении ниже показана двухвальцовая подача с двумя роликами на машине Millermatic 350P MIG. Второе и третье изображения ниже — это вид снизу и вид сверху пистолета с питанием с питанием Python.
Алюминиевый сварочный пистолет MIG с вытяжной подачей для пистолета PythonPython Алюминиевый пистолет с ручным питаниемАлюминиевый роликовый механизм подачи проволоки для сварки MIGАлюминиевая катушка Сварочный пистолет MIG
Катушечный пистолет — лучший выбор для сварки в нестандартном положении и небольших работ.Это самая беспроблемная из систем подачи проволоки, но за нее приходится платить. Проволока может иметь размер не более 1 фунта (обычно катушка с максимальным диаметром 4 дюйма). Это не очень хорошо, когда дело доходит до производственной сварки, но опять же, она хорошо работает во всех положениях. Gun
Как подготовить стык для сварки MIG Алюминий
Когда дело доходит до сварки MIG, подготовка алюминиевого стыка является обязательной. Применимо очевидное, но методы очистки меняются.Правило №1; Вы же не хотите шлифовать алюминий шлифовальным диском по стали или нержавеющей стали! С алюминием у вас есть три способа очистки стыка:
- Напильником стык
- Шлифование
- Промойте или окуните в кислотную ванну
Для грубой обработки подойдет шлифовка или опиловка! Но если вы строите такое изделие, как лестница, тогда кислотная ванна — ваш лучший выбор. Если это грубая работа, вы можете добавить к шлифовальному станку шлифовальный диск с заслонкой или просто взять кусок наждачной бумаги и приступить к работе.Кислотная промывка отлично работает, но при использовании кислоты возникают серьезные проблемы со здоровьем. Все сводится к потребностям продукта, его завершенности и вашему бюджету.
Деформация при сварке алюминия
Сварочный алюминий — один из немногих металлов, которые не требуют значительного закрепления стыков. Искажения минимальны, и беспокоиться не о чем. Лучшего металла для работы просто не найти.
Как настроить сварочный аппарат MIG для сварки алюминия?
Если вы готовы выполнять сварку алюминия методом MIG, вам необходимо знать, как правильно настроить свой аппарат! На многих сварочных аппаратах есть таблица с рекомендуемыми настройками скорости подачи проволоки и диапазоном напряжения.Это ваши ОСНОВНЫЕ рекомендации, но их нужно откорректировать, пока вы не добьетесь правильных настроек.
Lincoln MIG Welding Aluminium Setting ChartAluminium MIG Welding Settings
Настройки, необходимые для сварки алюминия MIG, практически одинаковы для всех положений. В большинстве случаев для перехода дуги в режим распыления требуется от 21 до 23 вольт. Если сварка происходит не в нужном положении, скорость подачи проволоки должна быть достаточно высокой, чтобы сварной шов оставался заполненным металлом с быстрым потрескиванием. Алюминий требует скорости подачи проволоки, чтобы протолкнуть проволоку в соединение.Если по какой-либо причине он замедлится, вы получите оплавленный наконечник или сварной шов, который не прилипнет! Не бойтесь увеличивать скорость подачи проволоки!
Алюминий Типы переноса дуги MIG
При сварке алюминия методом MIG существует два трех типа переноса:
В большинстве случаев сварка будет выполняться в режиме переноса распылением. Если вам повезет и у вас будет одна из этих импульсных распылительных машин, работа будет намного проще. Globular используется для более тонких металлов, потому что установленное напряжение недостаточно высокое для истинного распыления.
Сварка алюминия MIG в нерабочем положении
Сварка алюминия методом MIG в положении выполняется с истинным переносом распылением, но сварка вне положения является либо шаровым, либо распылением. Разница между истинным переносом струи в плоском положении и вне положения заключается в звуке сварного шва. В позиции издает гудение или шипение. Сварка алюминия в нерабочем положении издает звук FAST Crackle с летящими белыми искрами и случайными брызгами.
Импульсное распыление позволяет изменять напряжение, поэтому дуга никогда не становится горячей и никогда не становится холодной.Лучше всего это описать как точечную сварку, но никогда не гасить дугу. Это серия горячих и холодных сварных швов, которые компенсируют недостаток навыков. При сварке MIG в нерабочем положении импульсное распыление невозможно отбить.
Перегрев алюминия
БОЛЬШАЯ ПРОБЛЕМА при настройке машины — ТЕМПЕРАТУРА алюминия! Если вы выполняете холодную сварку алюминия или точечную / прихваточную сварку, настройка аппарата не представляет проблем. С другой стороны, если вы свариваете стыки, температура — это БОЛЬШАЯ ПРОБЛЕМА.Когда вы начинаете сваривать холодный шов, вам будет казаться, что температура слишком низкая, но по мере того, как вы продолжите, настройки нагрева будут казаться слишком высокими. Это БОЛЬШАЯ ПРОБЛЕМА с алюминием! БОЛЬШАЯ СТОРОНА ПЕРЕГРЕВА — весь СОЕДИНИТЕЛЬ ПОВЕРНЕТСЯ В МЯСЬ и БЕЗ ПРЕДУПРЕЖДЕНИЯ ПАДЕТ на ПОЛ Да, все идет хорошо, и внезапно все буквально разваливается! Эта проблема затрагивает все типы сварки алюминия, в которых для плавления металла используется дуга или пламя.
Одной из причин, по которой так трудно обнаружить стык — перегрев, является тот факт, что расплавленная лужа не сильно отличается от основного металла.Лужа выглядит как движущаяся оловянная фольга. Если бы это была сталь, было бы ярко-красное свечение, искры из стыка, и вы бы явно почувствовали, что тепло слишком горячее. Алюминий просто требует ощущения и опыта, чтобы знать, что температура не слишком высокая. Если вы действительно хотите обезопасить себя, вы всегда можете взять термосток, чтобы держать отметку рядом со сварным швом, чтобы проверить температуру.
Методы сварки MIG алюминия и магния
Методы ничем не отличаются, за исключением скорости, которую необходимо поддерживать для сварки в нестандартном положении.Если приваривать в нужном положении, есть много места для ошибки, потому что у вас есть время отреагировать. С другой стороны, сварка в нестандартном положении — это больше похоже на интуицию! Методы сварки алюминия методом MIG — это прямая сварка и, в большинстве случаев, только бусинки стрингера (да, вы можете плести, но не стоит рисковать перегревом соединения). Сварка в нерабочем положении — это быстрое взбивание или равномерное движение с упором на то, чтобы оставаться впереди лужи. Это очень странно, так быстро перемещаться по сравнению с другими сварочными процессами, и именно поэтому частота отказов так высока среди сварочных испытаний на верфи.
Советы по сварке алюминия TIG на постоянном токе — Baker’s Gas & Welding Supplies, Inc.
Каждый сварщик знает, что вы получите гораздо более чистый сварной шов, который с большей вероятностью пройдет проверку, если вы будете использовать переменный ток при сварке алюминия методом TIG. По большей части здесь нет дебатов. Тем не менее, вы найдете гораздо более оживленные дискуссии в Интернете о том, можно ли сваривать алюминий TIG с помощью постоянного тока или даже следует ли это. Это возможно? Это желательно?
Во многих случаях AC отлично справится с этой задачей, зачем рисковать другим методом? Однако есть особые ситуации, когда сварщик может захотеть поэкспериментировать со сваркой TIG на постоянном токе.
Выберите подходящее приложение для сварки TIG для источника постоянного тока
Самая распространенная причина попробовать питание постоянного тока на алюминии — это ситуация, когда металл толстый, обычно более ½ дюйма в большинстве случаев. Алюминий может покоробиться, если вы ведете сварку от сети переменного тока и вам необходимо обеспечить достаточное проплавление для получения прочного сварного шва.
Если вы попытаетесь сварить на переменном токе более толстый кусок алюминия, есть вероятность, что вы можете деформировать, исказить или прожечь металл. Алюминий, как известно, сложен, так как небольшой предварительный нагрев может помочь, но слишком сильный предварительный нагрев может вызвать большие проблемы при начале сварки.
Правильный выбор защитного газа
СварщикиTIG обычно используют чистый аргон в качестве защитного газа, особенно для металлов толщиной ½ дюйма или меньше. Однако, как только вы будете работать с более толстым алюминием, вам понадобится газовая смесь гелия и аргона, чтобы достаточно глубоко проникнуть в сварной шов. Если вы собираетесь испытать сварку TIG на постоянном токе, вам нужно добавить в смесь подходящий газ, и для начала лучше всего подойдет гелий-аргон. Некоторые сварщики предлагают использовать защитный газ, содержащий 100% гелий, и для сварки TIG более толстых металлов.
Вопросы, которые следует учитывать при сварке алюминия TIG на постоянном токе
При подаче питания постоянного тока на сварное соединение будет выделяться много тепла. Это замечательно, если вам нужно много проникновения, но все может очень быстро выйти из-под контроля. Сварщики, которые экспериментировали с этим, отметили, что они создали неаккуратные сварные швы, которые подходят, если вам нужно что-то сделать в крайнем случае. Однако, если вас собираются обследовать, возможно, вы не захотите идти этим путем, если у вас нет опыта.
Сварочные аппаратыTIG и сварочные материалы также дадут разные результаты.Новые машины и инверторы могут дать другие результаты, чем старые машины. Кроме того, некоторые сварщики отмечают, что они добились большего успеха при сварке алюминия методом TIG на постоянном токе благодаря использованию более толстых, гораздо более толстых электродов для своих сварных швов.
Стоит ли попробовать сварку алюминия TIG от источника постоянного тока
В Интернете вы найдете единодушное мнение о том, что сварщики, которые лучше всего справляются со сваркой TIG на постоянном токе с алюминием, являются сварщиками с большим опытом. Это не тот процесс, в который стоит углубляться, если вы только начинаете разбираться в сварке TIG.Сосредоточьтесь на правильной очистке металла, используя ножную педаль и внимательно следя за сварочной лужей; Алюминий может плавиться очень и очень быстро, если вы не будете осторожны!
Две ситуации, которые наиболее подходят для этого типа сварки, — это толстый кусок алюминия, который вы не хотите деформировать, и аварийная ситуация, когда вам нужна быстрая сварка, и источник постоянного тока — ваш единственный вариант. Имейте в виду, что некоторые сварщики могут создать чистый сварной шов, но есть большая вероятность, что ваши первые проходы с помощью этого метода не пройдут проверку!
Как сваривать алюминий? Подробное руководство по процессу сварки
Алюминий — это химический элемент, который составляет около 8% земной коры, что делает его самым распространенным металлом и третьим по распространенности элементом после кислорода и кремния.Алюминий хорошо известен своей низкой плотностью (около 2,7 г / см 3 ) и превосходной коррозионной стойкостью благодаря явлению пассивации.
Поскольку чистый алюминий относительно мягкий, в него добавляются небольшие количества легирующих элементов для получения ряда механических свойств. Сплавы сгруппированы по основным легирующим элементам. Конкретные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями для деформируемых сплавов или буквенно-цифровой системой ISO.В таблице 1 представлены дополнительные сведения о составе этих классификаций.
Первая цифра серии указывает на основной легирующий элемент, добавленный к алюминиевому сплаву, и используется для описания серии, то есть серии 1000 или серии 5000 и т. Д. Вторая цифра представляет модификацию конкретного сплава внутри серии; т.е. x1xx представляет первую модификацию указанного сплава, а x2xx представляет вторую модификацию. Третья и четвертая цифры обозначают сплав в определенной серии.Таким образом, сплав 2024 входит в серию сплавов 2000 года, не имеет модификаций и указан тип сплава 24.
Однако есть исключение из этой системы нумерации, которое касается алюминия серии 1000; последние две цифры обозначают минимальное процентное содержание алюминия выше 99%. Например, 1050 означает минимальное содержание алюминия 99,50%.
Алюминиевые сплавы также будут иметь обозначение состояния, которое определяет дополнительные этапы обработки (если они реализованы). Обозначения состояний подробно описаны в таблице 2.Помимо основных обозначений состояний, приведенных в таблице 2, есть два суб-обозначения для «H» — деформационное упрочнение и «T» — термическая обработка. В таблицах 3 и 4 описаны эти обозначения «H» и «T» соответственно.
| Серия | Главный легирующий элемент | Прочность на разрыв (МПа) * 1 | термообрабатываемый | Приложения |
| 1 xxx | 99% минимум алюминия (чистый) | 70–185 | Х | Коррозионная стойкость трубопроводов, электропроводность |
| 2 xxx | Медь | 185–430 | ✔ | Универсальные, аэрокосмические, поковки |
| 3 xxx | Марганец | 110–280 | Х | Кастрюли, теплообменники, коррозионная стойкость |
| 4 xxx | Кремний | 170–380 | X / ✔ | Присадочная проволока (сварочная) |
| 5 xxx | Магний | 125–350 | Х | Морские, автомобильные, сосуды под давлением, мосты, здания |
| 6 xxx | Магний и кремний | 125–400 | ✔ | Профили декоративные, автомобильные, универсальные |
| 7 xxx | Цинк | 220–750 | ✔ | Универсальный, аэрокосмический, броневой, спортивное снаряжение для соревнований |
* 1 Зависит от композиции и последующих этапов обработки
| Обозначение закалки | Значение |
| Факс | В состоянии изготовления — применяется к продуктам процесса формовки, в которых не применяется специальный контроль условий термического или деформационного упрочнения. |
| O | Отожженный — Относится к продукту, который был нагрет до состояния самой низкой прочности и улучшения пластичности. |
| H | Деформационная закалка — Применяется к изделиям, упрочненным в результате холодной обработки.За деформационным упрочнением может последовать дополнительная термическая обработка, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за буквой «H» |
| Вт | Термообработка в растворе — нестабильное состояние, применимое только к сплавам, которые самопроизвольно стареют при комнатной температуре после термообработки в растворе |
| Т | Термическая обработка — для получения стабильного состояния, отличного от F, O или H. Применимо к продукту, прошедшему термообработку, иногда с дополнительным деформационным упрочнением для получения стабильного состояния.Одна или несколько цифр всегда следуют за буквой «T» | .
| Обозначение состояния H * 2 | Значение |
| h2x | Деформационная закалка |
| h3x | Деформационная закалка и частичный отжиг |
| h4x | Деформационная закалка и стабилизация |
| h5x | Закаленная и лакированная или окрашенная |
* 2 Вторая цифра «x» указывает на степень деформационного упрочнения: x2 — четверть жесткости, x4 — половинной жесткости, x6 — трех четвертей жесткости, x8 — полная жесткость, x9 — особо жесткая
| Обозначение состояния T * 3 | Значение |
|---|---|
| T1 | Естественное старение после охлаждения в процессе формования при повышенной температуре |
| T2 | Холодная обработка после охлаждения в процессе формовки при повышенной температуре и естественное старение |
| T3 | Раствор термообработанный, холодная обработка и естественное старение |
| T4 | Раствор термообработанный и выдержанный естественным путем |
| T5 | Искусственное старение после охлаждения в процессе формования при повышенной температуре |
| T6 | Раствор термообработанный и искусственно состаренный |
| T7 | Раствор термообработанный и стабилизированный (усредненный) |
| T8 | Раствор термообработанный, холодный и искусственно состаренный |
| T9 | Раствор термообработанный, искусственно состаренный и холоднодеформированный |
| T10 | Холодная обработка после охлаждения в процессе формовки при повышенной температуре с последующим искусственным старением |
* 3 К обозначению «Tx» могут быть добавлены дополнительные цифры, указывающие на снятие напряжения.TX51 или TXX51 — снятие напряжения за счет растяжения, а TX52 или TXX52 — снятие напряжения за счет сжатия
Алюминиевые сплавы повсеместно используются на транспорте, поскольку они обеспечивают конструкционные материалы с хорошим соотношением прочности к весу по разумной цене. В других областях применения используются коррозионная стойкость и проводимость (как термическая, так и электрическая) некоторых сплавов. Хотя обычно они имеют низкую прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям.Из-за множества преимуществ алюминиевых сплавов, предлагаемых промышленности, существует потребность в выявлении передовых методов их соединения.
Алюминиевые сплавы представляют ряд трудностей при сварке, в том числе:
- Высокая теплопроводность. Это приводит к чрезмерному рассеиванию тепла, что может затруднить сварку и / или привести к нежелательной деформации деталей из-за того, что требуется большее количество тепла.
- Растворимость в водороде. Водород хорошо растворяется в расплавленном алюминии, в результате чего сварочная ванна поглощает водород во время обработки.Когда расплавленный материал затвердевает, пузырьки водорода захватываются, создавая пористость.
- Оксидный слой. Алюминий имеет оксидный слой (оксид алюминия), который имеет гораздо более высокую температуру плавления (2060 ° C), чем исходный алюминиевый сплав (660 ° C). При сварке это может привести к включению оксидного слоя в область сварного шва, потенциально вызывая отсутствие дефектов плавления и снижая прочность сварного шва. Следовательно, детали должны быть очищены проволочной щеткой или химическим травлением перед сваркой, чтобы предотвратить включение оксидов.
Существует множество процессов, которые можно использовать для сварки алюминия и его сплавов, которые подробно описаны ниже:
Дуговая сварка
Дуговая сварка обычно используется для соединения алюминиевых сплавов. Большинство деформируемых марок серий 1ххх, 3ххх, 5ххх, 6ххх и средней прочности 7ххх (например, 7020) можно сваривать плавлением с использованием дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большинство сплавов серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к ликвации и растрескиванию при затвердевании.
- Можно ли сваривать алюминий с помощью MIG? Сварка MIG может успешно применяться для соединения алюминиевых сплавов. Этот процесс лучше всего подходит для более тонких материалов, таких как алюминиевый лист, поскольку требуется меньше тепла по сравнению с более толстыми листами. Чистый аргон является предпочтительным защитным газом для этого процесса, и используемая сварочная проволока / пруток должны быть по составу как можно более похожими на свариваемые детали
- Можно ли сваривать алюминий TIG? Сварка TIG также может использоваться для соединения алюминиевых сплавов.Благодаря высокой теплопроводности массивного алюминия, процесс TIG позволяет выделять достаточно тепла, чтобы поддерживать область сварного шва достаточно горячей для создания сварочной ванны. Сварку TIG можно использовать для соединения толстых и тонких секций. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, а используемая сварочная проволока / пруток должны быть по составу аналогичными свариваемым деталям.
Лазерная сварка
Подобно другим процессам, основанным на плавлении, включая дуговую сварку, лазерные лучи можно использовать для сварки многих серий алюминиевых сплавов.Лазерная сварка обычно является более быстрым процессом сварки по сравнению с другими сварочными процессами из-за высокой плотности мощности на поверхности материала. Лазерная сварка «каплевидный вырез» позволяет производить сварные швы с высоким соотношением сторон (узкая ширина шва: большая глубина шва), что приводит к узким зонам термического влияния. Сварка лазерным лучом может использоваться с материалами, чувствительными к трещинам, такими как алюминиевые сплавы серии 6000, в сочетании с подходящим присадочным материалом, таким как алюминиевые сплавы 4032 или 4047. Используемые защитные газы выбираются в зависимости от марки соединяемого алюминия.
Электронно-лучевая сварка
Подобно лазерной сварке, электронные лучи хороши для получения быстрых сварных швов и небольших сварочных ванн. Электронные лучи также лучше подходят для сварки очень толстых алюминиевых профилей. В отличие от других процессов, основанных на плавлении, электронно-лучевая сварка происходит в вакууме, а это означает, что защитный газ не требуется, что приводит к очень чистым сварным швам.
Правильный выбор присадочного металла (присадочная проволока или присадочный пруток), тщательно подобранные параметры сварки и конструкция соединения имеют важное значение для сведения к минимуму риска образования горячих трещин в алюминиевых сплавах при использовании таких процессов сварки плавлением, как дуговая, электронно-лучевая и лазерная сварка.
Сварка трением
Сварка трением — это процесс соединения в твердом состоянии (т.е. без плавления металла), который особенно подходит для соединения алюминиевых сплавов. Сварка трением позволяет соединять все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые трудно поддаются сварке. Кроме того, благодаря природе твердотельного процесса отпадает необходимость в защитном газе и достигаются превосходные механические характеристики области сварного шва по сравнению с процессами сварки плавлением.Есть несколько вариантов обработки трением:
- Сварка трением с перемешиванием (FSW) . FSW был разработан TWI Ltd в 1991 году. FSW работает с использованием нерасходуемого инструмента, который вращается и погружается в стык двух деталей. Затем инструмент перемещается через границу раздела, и тепло от трения заставляет материал нагреваться и размягчаться. Затем вращающийся инструмент механически перемешивает размягченный материал для получения сварного шва. Этот процесс обычно используется для соединения алюминиевого листа / листового материала .
- Точечная сварка трением с перемешиванием (RFSSW). RFSSW является развитием процесса FSW и используется в качестве метода точечной сварки для замены заклепок в алюминиевых листах.
- Линейная сварка трением (LFW). LFW работает путем колебания одной детали относительно другой под действием большой силы сжатия. Трение между колеблющимися поверхностями вызывает нагревание, что приводит к пластификации материала границы раздела. Затем пластифицированный материал выталкивается из границы раздела, в результате чего детали укорачиваются (выгорают) в направлении сжимающей силы.Во время выгорания поверхностные загрязнения, такие как оксиды и посторонние частицы, которые могут повлиять на свойства и, возможно, срок службы сварного шва, выбрасываются в зону вспышки. После очистки от загрязнений происходит контакт чистого металла с металлом, в результате чего образуется сварной шов. Этот процесс используется для соединения объемных алюминиевых компонентов с получением почти готовых профилей
- Ротационная сварка трением (RFW). RFW аналогичен LFW за исключением того, что объемные алюминиевые детали имеют цилиндрическую форму и вращаются для генерирования тепла от трения вместо линейных колебаний.
Основы сварки алюминия GMAW
Сварка алюминия методом газовой дуговой сварки
Сварка алюминия методом GMAW не сильно отличается от сварки низкоуглеродистой стали или других материалов.Оператор должен всегда следовать рекомендуемым передовым методам при сварке всех материалов. Цель этой статьи — дать сварщику основную информацию об успешной сварке алюминиевых сплавов.
Основные этапы процесса
1. Подготовка алюминия: Для успешной сварки алюминия сварщик всегда должен заботиться о чистке основного материала и удалении оксида алюминия и углеводородного углерода, загрязняющих поверхность материала.
а. Оксид алюминия на поверхности материала плавится при 3700 F, а основной металл алюминия плавится при 1200 F.Оставление оксида на поверхности основного материала уменьшит проникновение присадочного металла в заготовку.
г. Для удаления оксидов алюминия используйте только проволочную щетку из нержавеющей стали. Использование стальной щетки приведет к загрязнению основного металла из-за наложения углерода в алюминий. Другой способ очистки алюминия — это использование чистящих растворов, которые доступны у большинства дистрибьюторов сварки и промышленных поставщиков. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой.Чтобы свести к минимуму риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов. Было сказано, что если вы думаете, что основной материал чистый, очистите его еще раз.
2. Предварительный нагрев алюминия. Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварного шва. Температура предварительного нагрева не должна превышать 230 F. Обычно предварительный нагрев требуется только при сварке толстых материалов; он также может помочь сварщику при сварке тонкого сечения к более толстому.Еще один фактор, о котором следует подумать, — это конструкция соединения, например, следует пересмотреть фаску, когда сварка пластин в плоском положении может быть лучшим выбором.
3. Сварочная проволока: Существует несколько различных марок и размеров алюминиевой сварочной проволоки; Сварочная проволока марок 4043 и 5356 является наиболее распространенной, однако есть несколько других марок, которые зависят от области применения и основного металла. Всегда консультируйтесь с производителем, какой сплав лучше всего подходит для свариваемого основного металла. В Интернете доступно несколько руководств по выбору проводов.
4. Защитные газы: Защитный газ используется для защиты сварочной ванны от внешних загрязнений. Наиболее распространенным защитным газом, используемым при сварке алюминия, является 100% аргон из-за его хорошего очищающего действия и профиля проплавления. При сварке более толстых секций ½ дюйма или более обычно используется смесь 75% гелия и 25% аргона, поскольку она создает более горячую дугу и способствует проплавлению.
5. Угол сварочного пистолета: в случае алюминия использование угла проталкивания, а не угла вытягивания приведет к лучшему очищающему эффекту, уменьшению загрязнения сварных швов и лучшему покрытию защитным газом.
6. Скорость движения: сварка алюминия требует использования более высоких значений силы тока и напряжения по сравнению со сталью, а также более высоких скоростей движения. Если скорость движения слишком низкая, сварщик рискует получить сильный ожог, особенно на тонкостенных алюминиевых листах.
7. Сварные швы выпуклой формы: при сварке алюминия кратерное растрескивание является причиной большинства отказов. Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении.Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую или бугорчатую форму. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
В то время как сварка алюминия методом MIG может представлять некоторые проблемы, требующие немного больше навыков для получения приемлемых сварных швов по сравнению со сталью, сварщик обнаружит, что при небольшой практике и подходящем оборудовании сварщик обнаружит, что уделение внимания деталям приведет к качеству сварных швов.
How to Mig Weld Aluminium
Заявление об отказе от ответственности: Welderportal.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Сварочные аппараты MIG — это универсальные системы, предназначенные для выполнения широкого круга задач, включая сварку алюминия. Однако при сварке алюминия сварщику необходимо учитывать несколько важных факторов, поскольку есть определенные отличия от сварки стали. Читайте советы по сварке алюминия методом MIG.
MIG Welding Aluminium Basics
Убедитесь, что у вас есть все защитное снаряжение
Прежде всего, перед началом сварки убедитесь, что у вас есть все защитное снаряжение.Поскольку сварка — опасный процесс, очень важно иметь надлежащую защиту. Он должен включать сварочный шлем, куртку, перчатки, ботинки и прочее.
Толщина алюминия
Прежде всего, при сварке более тонких листов алюминия убедитесь, что сварочный аппарат MIG не потребляет слишком много энергии. В противном случае он может прожечь металл. Минимальная толщина, которую вы должны попытаться сварить, составляет 14 калибра. Для более тонкого алюминия вам нужно будет использовать настройку импульса сварщика. А для очень тонкого алюминия лучше всего использовать сварочный аппарат TIG.
Купите катушечный пистолет
Кроме того, имейте в виду, что алюминиевая проволока MIG намного мягче стали. Из-за этого он не сможет эффективно проходить через систему и будет продолжать заклинивать внутри кабельного вкладыша. Чтобы не тратить на это много времени, вы можете приобрести катушечный пистолет. Он присоединяется к горелке MIG, и через нее проволока подается прямо к горелке.
Очистка перед сваркой
Перед началом процесса сварки очистите алюминиевую поверхность.При необходимости удалите смазку с помощью растворителей. Кроме того, удалите оксиды с поверхности, иначе стыки не будут хорошо свариваться. Используйте металлическую щетку, предназначенную только для алюминия.
Выберите правильное оборудование
Убедитесь, что сварочный аппарат имеет достаточную мощность. Для более толстого алюминия вам понадобится более мощный станок. Например, система на 115 В сможет сваривать материал толщиной до ⅛ дюйма, а машина на 230 В может сваривать до дюйма.
Выберите правильный газ
При сварке стали обычно используется комбинация аргона и углекислого газа.С другой стороны, для сварки алюминия в качестве защитного газа следует использовать чистый аргон. При работе с более толстым алюминием иногда добавляют гелий, что обеспечивает более глубокое проникновение в металл.
Используйте алюминиевые электроды
В случае алюминия особенно важно выбрать правильную толщину электрода. Ищите электроды диаметром 0,035 дюйма. Хороший выбор — алюминиевый электрод 4045. Некоторые другие сплавы, такие как 5536, может быть легче подавать, но для его плавления потребуется больше тока.
Скорость перемещения
Если вы двигаетесь недостаточно быстро, сварной шов может прожечь и сварочная лужа вывалится прямо на заготовку. Как правило, вы можете использовать те же настройки напряжения, что и при сварке низкоуглеродистой стали, но двигаться с удвоенной скоростью движения.
Transfer Spray
Этот режим обеспечивает плавный перенос капель расплавленного металла в сварочную ванну. При использовании метода переноса распылением отсутствует процесс переноса короткого замыкания, как при сварке стали методом MIG.Для переноса распылением вам необходимо повысить напряжение сварочного аппарата, и он будет выделять большое количество тепла для создания большой сварочной ванны. Так что это может быть сложно контролировать, особенно при работе с более тонкими материалами.
Толкать или тянуть?
Сварку следует выполнять в прямом направлении, чтобы защитный газ мог в достаточной мере покрыть сварочную ванну. Поэтому вам следует толкать факел, а не тянуть за него. Вытягивание резака не обеспечит достаточного газового покрытия и приведет к пористым и грязным сварным швам.
Старайтесь поддерживать расстояние от резака до обрабатываемой детали. Движение горелки должно быть прямым и устойчивым, чтобы загрязнения не попадали в сварочную ванну.
Что касается угла перемещения, держите резак под углом от 10 до 15 градусов. Как мы уже упоминали выше, держите наконечник и сопло резака направленными в направлении движения.
Другие советы
Если сварные швы испачкались, убедитесь, что металл должным образом очищен, что вы используете защитный газ и проволоку соответствующего типа.Кроме того, убедитесь, что вы используете технику толкания, а не перетаскивания.
Если вы прожигаете алюминий, попробуйте увеличить скорость движения, но в то же время делайте швы короче. Кроме того, алюминий может быть слишком тонким, и вам может потребоваться переключиться на сварку на переменном токе.
.