инстуркции и советы для новичков
Автор perminoviv На чтение 6 мин. Опубликовано
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла. В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
СОВЕТ 2: освойте правильную технику зажигания.
Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
 Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие.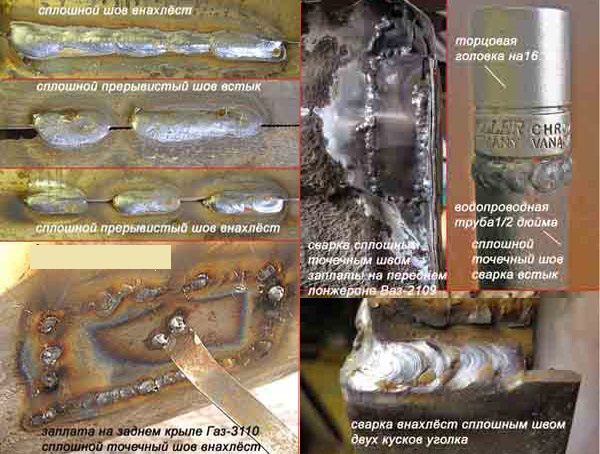 После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
Положительные и отрицательные моменты в использовании инвертора
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
Секрет сварки тонкого металла | ММА сварка для начинающих
- Как варить тонкий металл инвертором и электродом
Варить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело.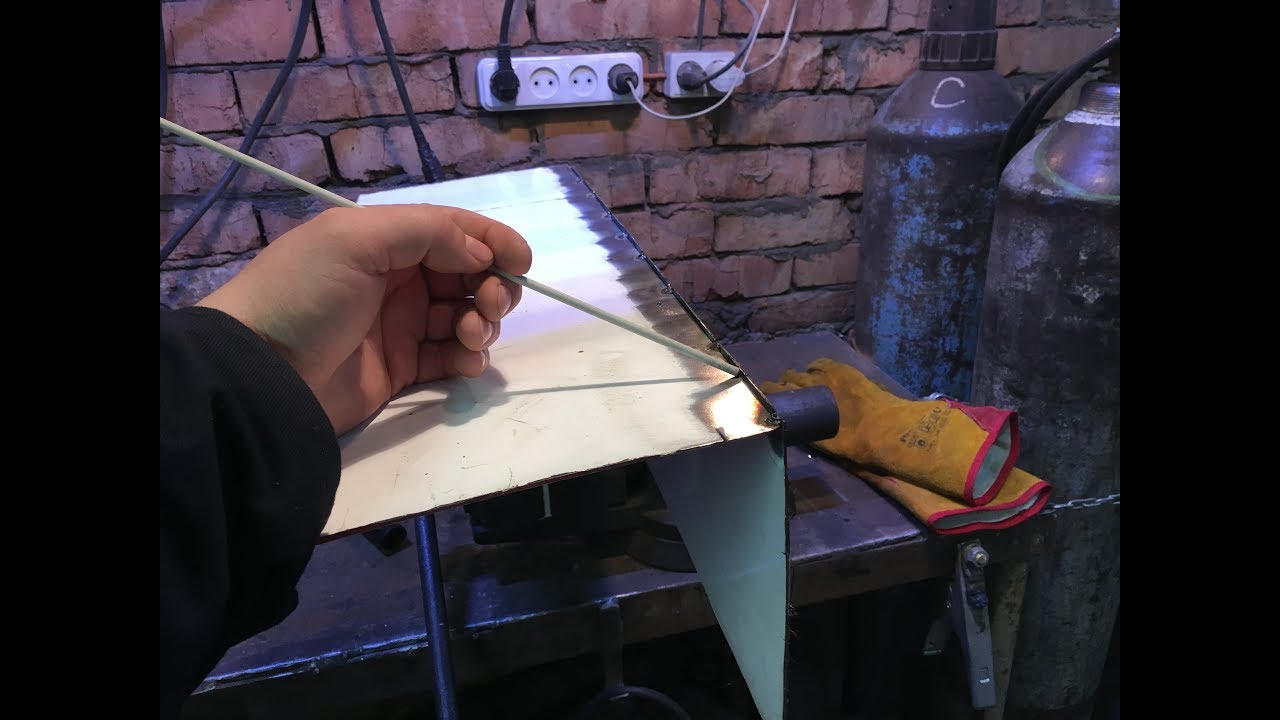 Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Как варить тонкий металлВо-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.
Сварка тонкого металла инверторомПоэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайта mmasvarka.ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать сварочный инвертор для дома читайте здесь.
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.

Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.
Как правильно варить тонкий металл электродом?Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Всё о сварке инвертором
На даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее.
Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику. Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.
Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.
Принцип работы сварочного инвертора
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока. Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве. Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Принципы работы инвертором
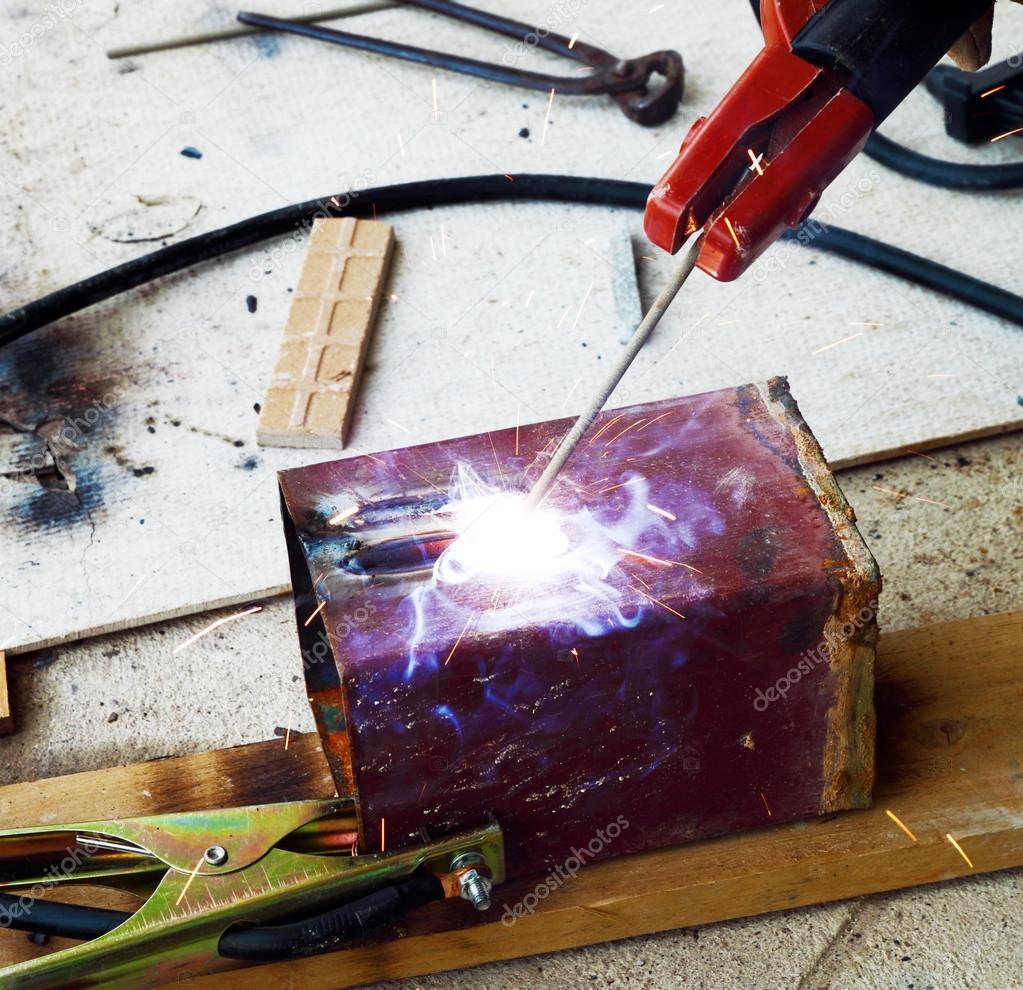
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку. Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь.
Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь.
Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.
Работа инвертором
Чтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок. При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия. По окончании остывания получившийся шлак на месте сварки необходимо удалить.
Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака. Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°. Эта величина условная и влияет на ширину сварочной ванны.
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством. Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контроль дугового промежутка
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток.
Для начинающего электросварщика существует непреложное правило – дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм.
Полярность и установка сварочного тока
Подключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении. В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания.
Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий. Если при первоначально установленном значении получаются несвязные шовные полоски, необходимо повысить значение электротока. При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса. Для облегчения выбора токовой величины воспользуйтесь таблицей.
Безопасность при работе
Перед началом электросварочного процесса следует позаботиться о безопасности. Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ. Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя. Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика.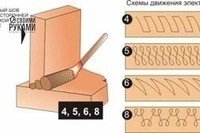
Рекомендуем также к прочтению:
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.
Как работает сварочный инвертор?
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Сварка тонкого металла инвертором: руководство для начинающих
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла. В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.

СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
Как правильно сварить тонкий металл инверторной сваркой
Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
Сваривание инвертором толстых и тонких металлических конструкций
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
Как резать металлические детали инверторной сваркой?
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие. После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
Положительные и отрицательные моменты в использовании инвертора
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.
Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.

Грамотная организация рабочего места
Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговый процесс создания сварочного соединения
Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.

Как правильно держать электрод и вести шов
Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.

Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла
Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
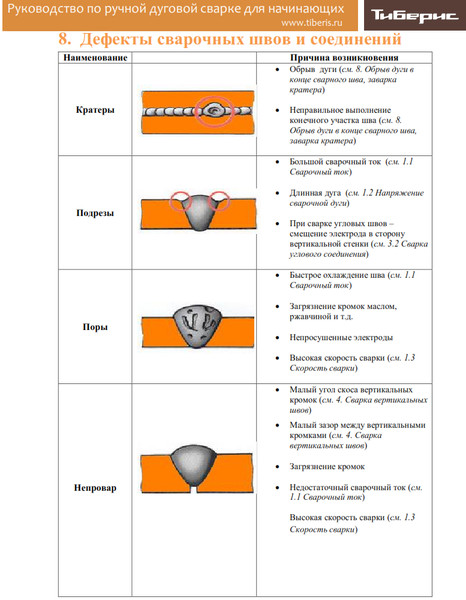
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
 Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
Особенности сварки тонкого металла электродом
Сварка тонкого металла электродом – сложная в реализации задача, с которой рано или поздно сталкивается каждый практикующий сварщик. Подобные работы имеют свои особенности, которые будут рассмотрены в данной статье.
Блок: 1/8 | Кол-во символов: 217
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom. html
html
Проблемы тонкостенных изделий
Технология сварки тонкого металла покрытыми электродами требует от исполнителя внимания к деталям и точности в работе. Новичкам не следует приступать к соединению тонколистовых изделий без достаточного опыта в области сваривания элементов средней толщины. Обучающие центры выпускают специализированную литературу, способную облегчить выполнение этой задачи.
Сложности в работе вызваны следующими причинами:
- Опасность прожогов. Это наиболее распространенная ошибка начинающих сварщиков, которые не могут подобрать оптимальные рабочие параметры и скорость движения электрода.
- Слабая проварка шва. Еще одна проблема неопытных специалистов, причина которой вытекает из первой. Пытаясь избежать прожогов, оператор выбирает слишком высокую скорость движения электрической дуги. Это приводит к тому, что зона расплава не успевает как следует прогреться. В результате соединение не обладает необходимой крепостью и герметичностью.
- Наплывы. Они появляются с обратной стороны соединения. Примечательно, что с наружной части шов может не иметь визуальных дефектов, тогда как на противоположной части изделия могут образовываться многочисленные выступы, которые вызваны проседанием расплавленного металла под действием силы тяжести.
- Деформация поверхности. Металл обладает высокой теплопроводностью. Тонколистовая поверхность нагревается очень быстро, а перегрев чреват изменению структуры на молекулярном уровне: вокруг зоны контакта под действием температуры металл расширяется, тогда как на других участках поверхность холодная. В результате поверхность заготовки деформируется.
При выполнении работ в домашних условиях возможна рихтовка поверхности молотками с резиновой ударной частью. В противном случае сваривание выполняет не сплошной полосой, а с чередованием в определенной последовательности мест наложения шва.
Блок: 2/8 | Кол-во символов: 1841
Источник: https://svarka. guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Специфика сварки тонких металлов инвертором
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.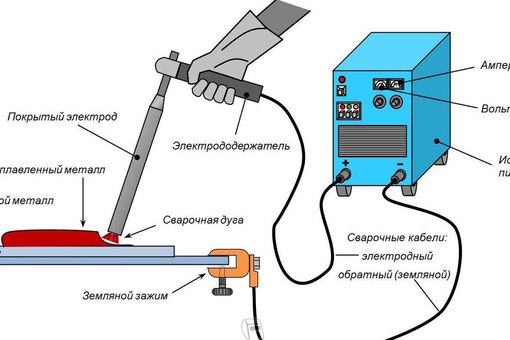
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.
Опишем их подробно:
- Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод.
Если этого не сделано, можно пропалить металл или оставить на нем непровары. Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности. - Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва. - При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
 Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
Блок: 2/5 | Кол-во символов: 3504
Источник: https://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Блок: 3/6 | Кол-во символов: 1302
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom. html
html
Как вести контроль над дуговым зазором?
Дуговой зазор представляет собой расстояние, образующееся в ходе сварки между соединяемыми элементами и электродом.
Обязательно в процессе работы инвертором нужно поддерживать стабильный размер указанного расстояния.
Если варить тонкий металл инвертором и при этом держать небольшой дуговой промежуток, то сварное шовное соединение будет выпуклым по той причине, что основная часть металла плохо прогревается.
Если варить тонкий металл инверторным полуавтоматом и при этом держать слишком большое расстоянием между электропроводником и заготовкой, то такой большой промежуток может стать помехой провару.
Электрическая дуга будет подпрыгивать, наплавляемый металл будет ложиться криво.
Правильное и стабильное расстояние позволит получить качественное шовное соединение, при этом варить тонкий металл инвертором необходимо, как уже говорилось выше, с зазором, соответствующим диаметру электрода.
Видео:
Получив опыт и умение управлять инверторной длиной сварочной дуги, удастся добиться оптимальных результатов.
За счет электрической дуги, которая подается через зазор и плавит основной металл, образуется сварочная ванна. С ее помощью также происходит перемещение расплавляемого металла в сварочную ванну.
Блок: 3/7 | Кол-во символов: 1237
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
 В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
 При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Блок: 4/5 | Кол-во символов: 2630
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-elektrodom-tonkogo-metalla.html
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Блок: 4/6 | Кол-во символов: 730
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
Особенности формирования сварочного шва
Если в ходе сварочного процесса выполнять движение электродом слишком интенсивно, то все, чего можно будет добиться, это деформированного соединения.
Объясняется данный факт тем, что линия сварочной ванны находится ниже уровня основного металла, и если проникновение дуги в основной металл сильное и быстрое, она оттесняет ванну назад, в итоге появляется шов.
Именно поэтому необходимо контролировать, чтобы сварочная шовная линия располагалась на поверхности листов металла.
Добиться качественного шва можно за счет круговых и зигзагообразных перемещений электрода по соединяемой поверхности.
Делая перемещение по кругу рекомендуется следить за уровнем соединения, как можно равномернее распределяя сварочную ванну.
При зигзагообразных действиях нужно следить за формированием шовной линии поочередно в трех положениях: с одного края, сверху сварочной ванны, со второго края.
Здесь же не стоит забывать, что сварочная ванна перемещается за теплом, что очень важно при изменении рабочего направления.
При недостатке металла электрода образуется подрез – узкая канавка в основном металле вдоль или по краям сварочного шва, появляется в результате нехватки металла для заполнения ванной при поперечном движении.
Чтобы исключить образование такого бокового углубления или подреза, рекомендуется следить за внешними границами и сварочной ванной, при необходимости регулировать ширину канавки.
Оперировать сварочной ванной позволяет сила электрической дуги, находящаяся на наконечнике электропроводника.
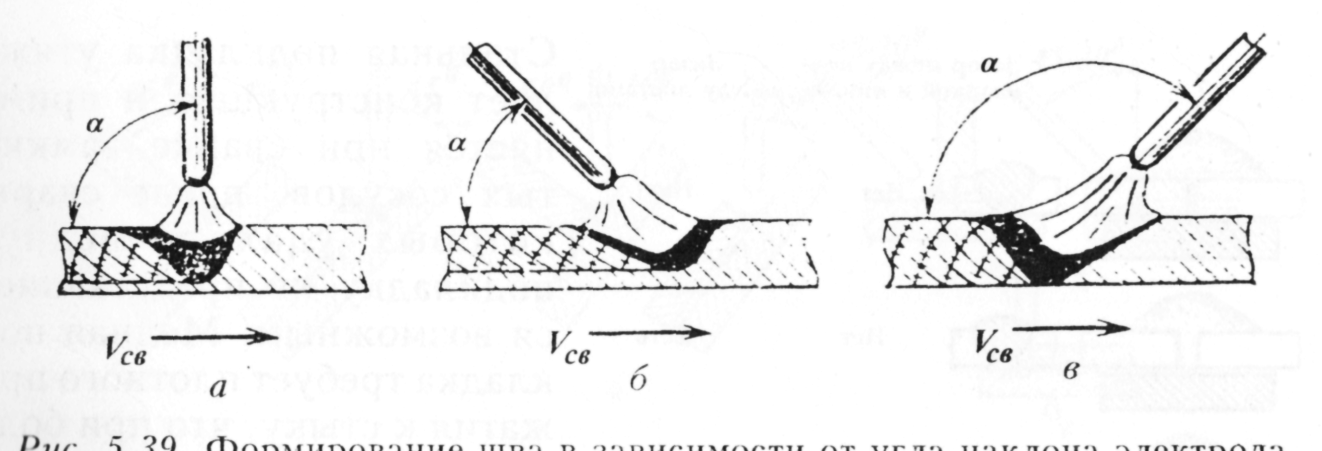
Не стоит забывать, что при работе сварочным изделием под углом ванна не будет тянуться, а будет толкаться.
Поэтому вертикально расположенный электропроводник позволяет получать менее выпуклые сварочные соединения.
Объясняется процесс тем, что в это время под электродом концентрируется вся тепловая энергия, сварочная ванна отталкивается на низ, расплавляется и распределяется вокруг.
Видео:
При слегка наклонном положении изделия вся сила отталкивается назад, в результате сварочный шов всплывает.
При слишком сильном наклоне электродного изделия, сила переносится в направлении шовной линии, что не позволяет эффективно управлять ванной.
Чтобы добиться плоского шовного соединения, применяют наклоны электропроводника под различными углами.
При этом сварка должна начинаться под углом 450, что даст возможность контролировать ванну и правильно осуществлять соединение металла полуавтоматом.
Блок: 4/7 | Кол-во символов: 2413
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
 Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Блок: 4/5 | Кол-во символов: 2396
Источник: https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/svarka-tonkogo-metalla.html
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Видео:
Блок: 5/6 | Кол-во символов: 524
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором.
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Блок: 5/5 | Кол-во символов: 506
Источник: https://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Блок: 6/6 | Кол-во символов: 439
Источник: https://plavitmetall.ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html
Сварка оцинкованных листов
Перед свариванием тонкостенного металла, покрытого цинком, места возле стыка зачищают до стали шлифовальной машинкой, наждачной бумагой или щеткой с металлической щетиной. Для быстрого удаления покрытия его можно выжечь, дважды пройдясь дугой по стыку. Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Однако пары цинка очень ядовиты, поэтому работа проводится в помещении с эффективной вытяжной вентиляцией или на открытом воздухе. После очистки выбирается один из способов сваривания тонкого металла электросваркой.
Начинающим сварщикам не стоит сразу браться за освоение сваривания встык, так как для его проведения нужен опыт и твердая рука. Лучше сначала потренироваться на соединении внахлест, где ниже вероятность прожога. После обретения навыков будет проще освоить более сложные способы.
Блок: 6/6 | Кол-во символов: 774
Источник: https://svarkaprosto.ru/tehnologii/svarka-tonkogo-metalla-elektrodom
Практические советы для начинающих сварщиков
Несколько следующих советов и тематический видео материал, также будут полезны начинающим сварщикам:
- Возможность наблюдать сварочный шов и контролировать его со всех сторон в процессе дуговой сварки инвертором позволит получить качественный результат и исключить образование прожженных отверстий;
- В процессе сварки электропроводник необходимо держать максимально близко к изделию до тех пор, пока не начнет появляться пятнышко красного цвета. Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
- При медленном перемещении электродов по металлической поверхности, появляющиеся раскаленные капли металла соединяют собой сегменты листов и тем самым образуют сварочный шов.
 Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;
Это будет означать, что под ним уже находится металлическая капля, за счет которой осуществляется соединение металлических листов;Изучив вышеизложенную информацию и просмотрев видеоматериалы, осуществить сварку тонких листов металла инвертором будет намного проще.
Блок: 7/7 | Кол-во символов: 922
Источник: https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html
Заключение
Сварка тонколистового металла – ответственный процесс, который требует от исполнителя определенных профессиональных навыков. Опытным специалистам лучше использовать полуавтомат – он позволяет увеличить производительность работ и обеспечивает тонкую настройку рабочих параметров.
Сварщик 6-го разряда Левченко Сергей Сергеевич. Опыт работы – 17 лет: «Я работаю в рихтовочном цеху на автотранспортном предприятии. По роду деятельности очень часто сталкиваюсь с необходимостью соединения тонкого металла. До появления инверторов это было серьезной проблемой – трансформаторы не способны сделать шов, устойчивый к процессам коррозии. Его хватала в лучшем случае на год, по прошествии которого на поверхности начинали появляться следы ржавчины. Наш парк состоит из грузовых автомобилей отечественного производства, поэтому необходимости в использовании полуавтомата у нас нет – хороший инвертор с дополнительными функциями зарекомендовал себя, как отличный инструмент при кузовном ремонте продуктов отечественного грузового автопрома».
Блок: 8/8 | Кол-во символов: 1041
Источник: https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-elektrodom-tonkogo-metalla.html: использовано 1 блоков из 5, кол-во символов 2630 (9%)
- https://plavitmetall. ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html: использовано 4 блоков из 6, кол-во символов 2995 (11%)
- https://svarka.guru/tehnika/detaley/tonkogo-metalla-elektrodom.html: использовано 3 блоков из 8, кол-во символов 3099 (11%)
- https://svarkaprosto.ru/tehnologii/svarka-tonkogo-metalla-elektrodom: использовано 2 блоков из 6, кол-во символов 2314 (8%)
- https://metalloy.ru/obrabotka/svarka/tonkogo-metalla-elektrodom: использовано 2 блоков из 6, кол-во символов 2675 (10%)
- https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/svarka-tonkogo-metalla.html: использовано 2 блоков из 5, кол-во символов 4401 (16%)
- https://rezhemmetall.ru/svarka-tonkogo-metalla-invertorom-i-elektrodom.html: использовано 4 блоков из 7, кол-во символов 5642 (20%)
- https://tutsvarka.ru/vidy/svarka-tonkogo-metalla-invertorom: использовано 2 блоков из 5, кол-во символов 4010 (14%)
 ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html: использовано 4 блоков из 6, кол-во символов 2995 (11%)
ru/svarka/svarka-tonkogo-metalla-elektrodom-invertorom.html: использовано 4 блоков из 6, кол-во символов 2995 (11%)Сварка тонкого металла инвертором и электродом
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
 Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С, ОЗС 12, МР-3;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
- для меди — ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-3.
Автоматическая сварка тавровых и нахлёсточных соединений под флюсом
Автоматическая сварка тавровых и нахлёсточных соединений, в зависимости от
конструктивных особенностей свариваемых изделий, осуществляется вертикальным
электродом, при положении сварного соединения «в лодочку» (схема а)
на рисунке ниже), или наклонным электродом в том случае, когда один из листов
или оба листа имеют горизонтальное положение (схема б) на рисунке ниже:
При этом сварка может выполняться с односторонней разделкой кромок, с двухсторонней,
или, вообще без разделки и зависит это от толщины свариваемого металла (см.
рисунок ниже), а также от требований, предъявляемых к металлоконструкции и условий
её эксплуатации.
Если зазор между свариваемыми деталями не превышает 1мм, сварка в «лодочку»
осуществляется на весу и дополнительные приспособления (металлические подкладки
и флюсовую подушку) не используют. При большом зазоре, превышающем 1мм, применяют
сварку на медных или стальных подкладках, или на флюсовой подушке. Возможна
заделка зазора асбестовыми уплотнениями, или выполнение подварочного шва с обратной
стороны.
Сварка «в лодочку» позволяет равномерно проварить кромки свариваемого
изделия и получить качественный сварной шов большого сечения за один проход.
Но для того, чтобы осуществить такую сварку, необходимы специальные кантователи,
на которые устанавливают сварное соединение.
При автоматической сварке под флюсом тавровых или нахлёсточных соединений наклонным
электродом, он находится под углом 20-30° к горизонту. Такой способ сварки не
позволяет получить сварные швы с катетом более 16мм, что является его недостатком.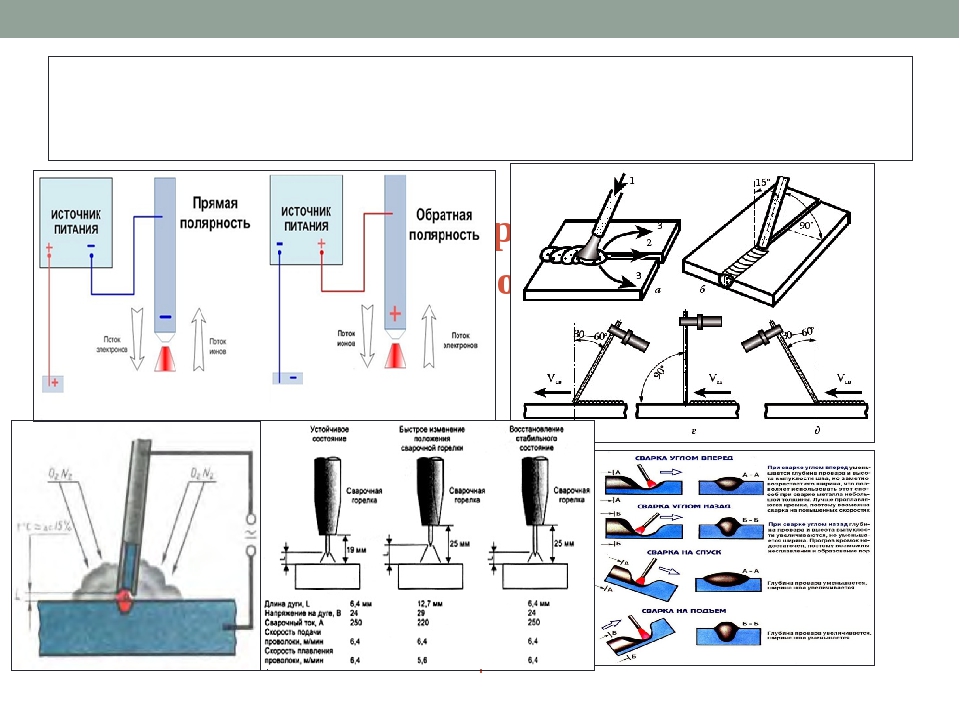
Поэтому часто приходится применять многослойную сварку. Приблизительные режимы
автоматической сварки тавровых и нахлёсточных соединений «в лодочку»,
выполняемой сварочной проволокой диаметром 5мм, можно выбрать по таблице:
| Катет шва, мм | Сила тока, А | Напряжение дуги, В | Скорость сварки, м/ч | Скорость подачи проволоки, м/ч |
| 5 | 600-650 | 34-36 | 58,0 | 60,7 |
| 6 | 650-700 | 34-36 | 47,0 | 67,3 |
| 7 | 700-730 | 34-36 | 38,5 | 71,1 |
| 8 | 700-750 | 34-36 | 32,0 | 73,5 |
| 9 | 750-780 | 34-36 | 27,5 | 78,0 |
| 10 | 750-800 | 34-36 | 24,0 | 81,3 |
| 12 | 850-900 | 34-36 | 19,0 | 95,3 |
| 14 | 900-950 | 36-38 | 16,0 | 103,0 |
| 16 | 950-1000 | 38-40 | 13,0 | 111,0 |
Дополнительную информацию о выборе режимов сварки, в зависимости от свариваемого
материала и его толщины, можно узнать на странице: «Режимы
для автоматической сварки под флюсом».
Дополнительные материалы по теме:
Плавленые | Технология |
Несколько советов от мастеров сварочного дела
Для выполнения сварочных работ потребуется:
- сварочный агрегат;
- электроды;
- медь;
- тонколистовая сталь.
Сварка внахлест делается наложением листов металла. Размер перекрытия зависит от состояния кромок. Чем они ровнее, тем меньше размер перекрытия. Желательно, чтобы размер накладывания листов превышал 5 мм.
Листы между собой должны иметь плотное соприкосновение. Для этого используют струбцины, зажимные кронштейны или тяжелые давящие грузы. Листы не должны иметь никакого просвета между собой, так как он может стать причиной прожига верхнего листа.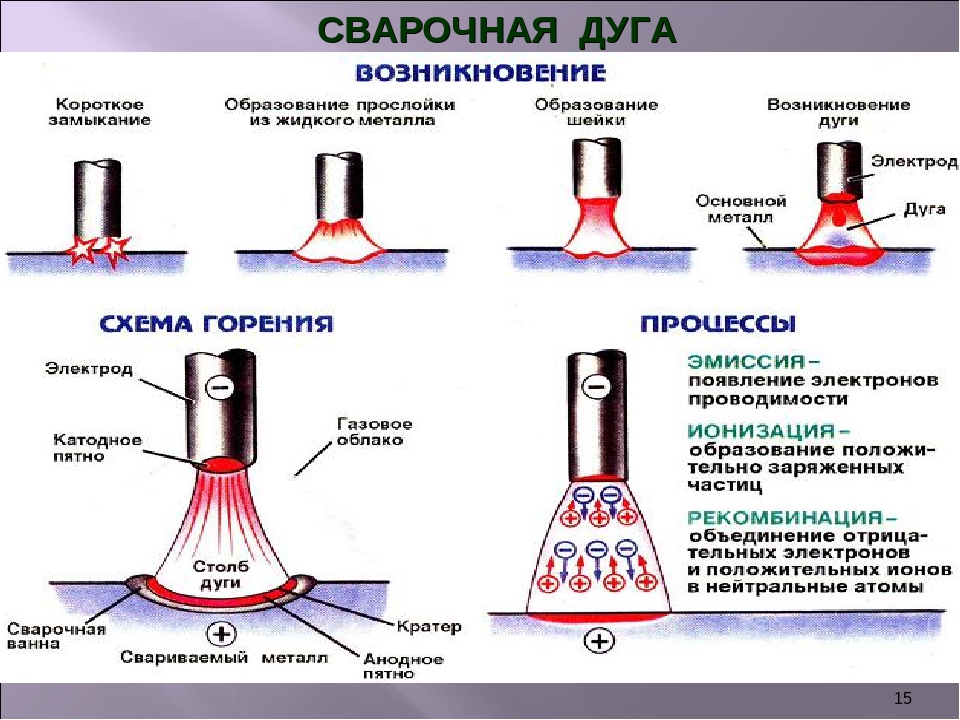
Для сварочной операции нужно выставить определенное значение сварочного тока. Эта величина зависит от:
- размера электрода;
- толщины листа.
Когда стальной лист имеет толщину менее 1 мм, параметр сварочного тока обязан достигать 40 А. Гораздо меньший ток применяется для электродов диметром 2 мм. Когда диаметр равен 3 мм, сила тока увеличивается.
Прежде чем приступать к серьезной работе, необходимо немного потренироваться на листе металла аналогичной толщины. Благодаря этому можно будет определить оптимальное значение сварочного тока. Оно находится в прямой зависимости с сетевым напряжением и значениями, установленными на аппарате. При пробной сварке можно будет выработать определенную манеру, чтобы не было прожига металла. Дело в том, что придется часто гасить и вновь зажигать дугу. Если немного промедлить с удалением электрода, обязательно появится отверстие в металле.
Свариваемые листы сначала нужно прихватить между собой. Для этого делаются небольшие шовные перемычки. Обычно их величина не превышает 10 мм. Шаг перемычек равняется 50 мм и делается по всей стыковой длине. Процесс сварки необходимо периодически прерывать. Электрод отдергивается, чтобы погасить дугу, затем быстро зажигается заново, за такие мгновения не будет происходить остывания металла. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горения дуги. Примерно 3 секунды горит дуга, когда толщина металла менее 1 мм.
Обычно их величина не превышает 10 мм. Шаг перемычек равняется 50 мм и делается по всей стыковой длине. Процесс сварки необходимо периодически прерывать. Электрод отдергивается, чтобы погасить дугу, затем быстро зажигается заново, за такие мгновения не будет происходить остывания металла. Величина силы тока и размер толщины металла влияют на время, при котором наблюдается непрерывное горения дуги. Примерно 3 секунды горит дуга, когда толщина металла менее 1 мм.
Отработав определенные навыки, можно приступать к выполнению основного технологического сварочного процесса. Листы нужно сварить полностью. Для этого сварка делается прерывистым швом. Чтобы получить такой шов, электрод периодически перемещается в холодную часть стыка. В результате металл не начнет коробиться, особенно когда стык имеет длину, превышающую 200 мм. Когда непрерывный шов имеет небольшую длину, коробление сводится к минимуму. Сварку нужно начинать с торца стыка, постепенно переходя на другую сторону, потом в середину и т.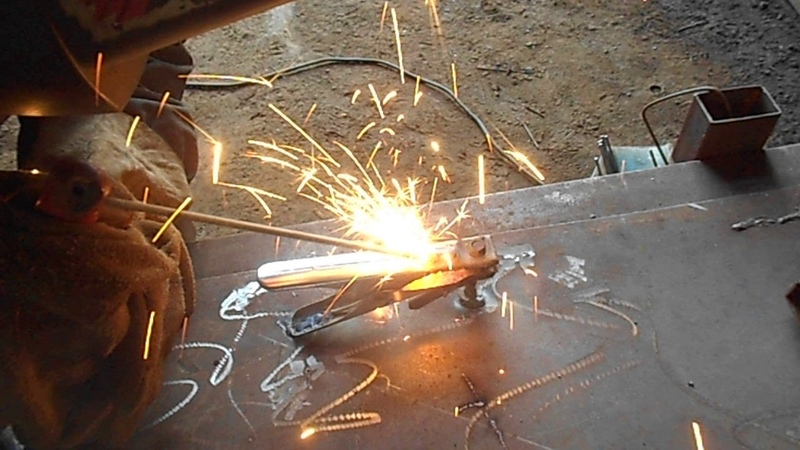 д.
д.
Можно проводить сварку очень тонких металлических листов методом встык. Для такой операции необходимо, чтобы кромки листа имели минимальный зазор относительно общей длины стыка. Лучшим считается отсутствие какого-либо зазора. Чтобы варить методом встык тонкого листового металла, снизу устанавливается специальная вспомогательная подкладка. Это нужно обязательно, так как без подкладки проводить сварочные работы с очень тонким листовым металлом весьма трудно. Правда, если имеется сварочный инвертор, отличные электроды, импортного производства, то такая сварка вполне допустима.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины
Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Видео:
СВАР-Express #1″ src=»https://www.youtube.com/embed/O0pXnuTVflE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Видео:
https://youtube.com/watch?v=P2CzIuF_VhQ
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма
Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Видео:
 Как приварить толстое к тонкому, 1мм.» src=»https://www.youtube.com/embed/2slaZ-p7eCU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Как приварить толстое к тонкому, 1мм.» src=»https://www.youtube.com/embed/2slaZ-p7eCU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Сущность процесса электрошлаковой сварки
В процессе электрошлаковой сварки, электрический ток, подающийся через ванну
расплавленного шлака, расплавляет основной и присадочный металл и поддерживает
постоянную температуру расплава. Этот процесс стабилен при глубине шлаковой
ванны в пределах 35-60мм. Ванну легче сформировать при
Ванну легче сформировать при
вертикальном положении сварного шва. Наименее удобно электрошлаковую сварку
выполнять в нижнем положении. Для принудительного охлаждения расплава и
формирования сварного шва, в большинстве случаев, применяются медные устройства
с водным охлаждением. Схема электрошлаковой сварки показана на рисунке:
При электрошлаковой сварке весь электрический ток подаётся к шлаковой ванне,
а через неё к электроду и свариваемым кромкам. Стабильность этого процесса возможно
только благодаря постоянной температуре расплавленной шлаковой ванны. Температура
расплава может достигать 1900-2000°C.
Большая часть тепловой энергии из шлаковой ванны передаётся в металлическую
ванну, а от неё — к свариваемым кромкам через капли электродного металла. Распределение
всей тепловой энергии, выделяющейся в шлаковой ванне, распределяется следующим
образом: 20-25% тепла расходуется на расплавление сварочной проволоки, 55-60%
идёт на расплавление основного металла, 4-6% уходит на расплавление флюса и
поддержание стабильно температуры шлаковой ванны, а 12-16% составляют потери
тепла через ползуны и теплоотвод в свариваемых деталях.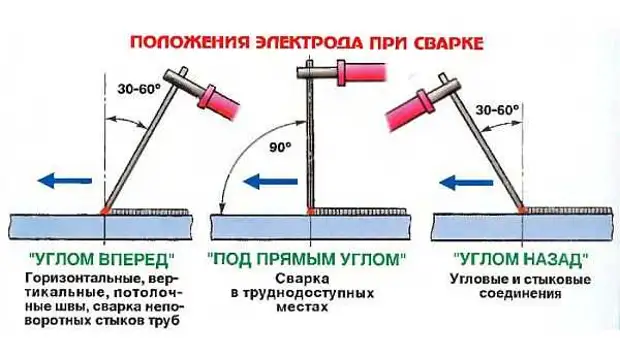
Основные схемы процесса
Электрошлаковый процесс может быть применён не только для сварки, но и для
наплавки, переплава и отливки. Электрошлаковую сварку (ЭШС) можно выполнять
проволочными электродами, плавящимся мундштуком, или же электродами большого
сечения. На рисунке ниже представлены схемы ЭШС проволочными электродами:
На практике наибольшее распространение получили схемы а и б, они позволяют
сваривать металл толщиной от 20 до 450мм с помощью проволоки диаметром 3мм.
Схема в предназначена для сварки металла, толщиной до 120мм. Схема г в 1,5-2
раза производительнее схем а и б. А схема д узконаправлена и предназначена для
сварки низколегированных сталей толщиной до 100 мм без последующей термообработки.
Схема е применяется при монтаже крупных изделий больших габаритов без последующей
термообработки. Толщина свариваемого металла до 60мм. Сварку по этой схеме отличает
высокая производительность и повышенные мех. свойства сварного шва. Все эти
свойства сварного шва. Все эти
схемы можно выполнить на обычном сварочном оборудовании.
На следующем рисунке представлены схемы электрошлаковой сварки мундштуком и
электродами большого сечения:
Схемы а-в выполняются плавящимся мундштуком и предназначены для сварки металла
очень большой толщины, более 450мм при помощи прямых и криволинейных швов. При
сварке сталей и сварке титана этим способом применяется проволока диаметром
3-мм.
Схемы г-ж выполняются электродами большого сечения. По схеме г сварка выполняется
одной, двумя, или тремя пластинами, подключенными к общему, или разным источникам
сварочного тока. По схеме д сварку выполняют одной, двумя, или тремя пластинами,
имеющими продольные разрезы. На схеме е изображён процесс контактно-шлаковой
сварки. Схема ж представляет собой сварку пластинчатыми электродами с бифилярной
схемой подключения электродов к источнику питания. Такой способ сварки редко
применяется для сварки сталей, он получил наибольшее распространение при
сварке алюминия, или при сварке
меди.
Типы сварных соединений и виды сварных швов
На рисунках ниже представлены типы сварных соединений и виды сварных швов,
которые можно выполнить при помощи электрошлаковой сварки:
При
сварке стыкового шва между двумя кромками, обычно, предусматривается технологический
зазор, являющийся одним из важных параметров режима сварки. Все конструктивные
элементы сварных кромок и сварных швов для электрошлаковой сварки регламентированы
в ГОСТ 15164.
В случае ЭШС в стык при разной толщине свариваемых деталей, либо утончают более
толстую кромку, либо к более тонкой приваривают дополнительную пластину для
уравнивания толщины.
Электрошлаковая сварка
угловых соединений и тавровых на практике встречается реже, чем стыковых.
Если ЭШС выполняется плавящимся мундштуком, то на сварных кромках делают V-
или К-образную разделку. Прямолинейные швы выполняются в вертикальном положении.
Допустимая величина наклона составляет 15-20°. Выполнение кольцевых швов возможно
Выполнение кольцевых швов возможно
на цилиндрической, конической или сферической поверхностях.
Выбор режимов и электродов
При сваривании тонкостенных конструкций рекомендуем использовать аппараты инверторного типа. Если сравнивать с агрегатами трансформаторного типа, инверторы создают более стабильную дугу, а диапазон регулировки сварочного тока при этом гораздо выше. Дополнительные функции, типа «антизалипание электрода», способны облегчить выполнение работ.
Рабочие параметры устанавливают исходя из толщины изделия, при этом зависимость имеет прямой характер – чем тоньше заготовка, тем меньше должна быть величина сварочного тока.
В технических справочниках указано, что тонкостенным считают такое изделие, толщина стенок которого не превышает 5 мм. Практика показывает, что определенные проблемы начинаются при работе с металлом толщиной менее 3 мм.
В качестве примера приведем рекомендуемое сечение электрода и силу сварочного тока, в зависимости от толщины заготовки:
Как видите, амперные характеристики невозможно указать точно, по причине различия характеристик различных сортов металла. Оптимальные параметры подбираются опытным путем.
Оптимальные параметры подбираются опытным путем.
Функция регулировки режима розжига дуги поможет избежать прогаров на стартовом участке. Это позволит приступить к работе непосредственно в зоне стыковки. В противном случае рекомендуем производить розжиг на толстом участке с последующим переносом дуги в рабочую область.
Следует помнить, что тонкие электроды плавятся гораздо быстрее, чем обычные. При сварке участков равной длины расход тонких стержней будет выше. Требования к материалам изготовления электродов не отличаются от стандартных требований при выполнении сварочных работ – основа электрода должна соответствовать базой поверхности изделия.
Некоторые агрегаты имеют функцию выполнения работ в импульсном режиме, который прекрасно справляется с тонким металлом – прерывистая дуга не дает поверхности перегреваться.
Электрошлаковая сварка плавящимся мундштуком
Плавящийся электрод состоит из набора пластин, или стержней с каналами для
подвода сварочной проволоки. Также мундштук может быть в виде трубы с толстой
Также мундштук может быть в виде трубы с толстой
стенкой.
Та или иная форма мундштука предназначена для каждого конкретного случая. Эта
форма зависит от формы свариваемого шва. Материал мундштука должен быть схож
по составу с основным материалом.
Наиболее распространёнными являются мундштуки со спиралевидными каналами для
сварочной проволоки. Диаметр проволоки составляет 4-5мм. Спираль приваривается
к пластине мундштука при помощи электродов диаметрами 2-3мм.
Плавящийся мундштук необходимо надёжно изолировать от свариваемых кромок, иначе
возможно короткое замыкание. Естественно, в процессе сварки вместе с материалом
мундштука в сварочную ванную будет попадать и материал изоляторов, поэтому их
состав должен быть таким, чтобы исключить негативное влияние на состав сварного
шва. Кроме того, изолятор необходимо изготавливать пластичным.
Изоляторы устанавливаются на расстояние 100-150мм по горизонтали и на расстоянии
200-250мм по высоте между рядами.
После подготовки и сборки свариваемых заготовок, устанавливают плавящийся мундштук
в зазоре независимо от аппарата. Мундштук крепится на специальном кронштейне.
Каналы мундштука соединяются с механизмом подачи проволоки переходными трубками,
образующими переходной тракт. На дно кармана помещают стальной порошок или стружку.
Места неплотного прилегания формирующих устройств замазывают глиной. На слой
стружки засыпается немного флюса, примерно 20-30% от общего объёма, проверяют
напряжение холостого хода трансформаторов, расход воды в системе охлаждения
формирующих устройств, а также наличие всех нужных инструментов.
Сварку ведут при скорости подачи сварочной проволоки 150-170м/ч. После стабилизации
процесса скорость подачи снижают до 90-100м/ч, в зазор засыпается флюс из расчёта
два объёма флюса на один объём жидкого металла.
Техника выполнения швов электрошлаковой сваркой, окончание процесса и все последующие
операции сходны с техникой выполнения прямолинейных швов. При сварке толстого
металла толщиной 100-200мм предпочтительнее использовать трёхфазную систему
питания для предотвращения перекоса фаз.
Плавящийся мундштук широко используется не только для сварки, но и при наплавочных
работах при ремонте. При этом толщина наплавленного слоя может составлять 20-100мм.
Лист металла признается тонким, если его толщину не превышает показатель 3 мм.
Большое число конструкций разного назначения изготавливается из стали с такой толщиной:
- кузова легковых автомобилей;
- емкости для хранения разного рода жидкостей;
- трубки маленького диаметра и др.
Особенности сварки тонкого металла.
Сварка тонколистового металла на крупных промышленных производствах реализуется с помощью специального оборудования, способного обеспечить сварному шву оптимальные параметры: долговечность, прочность, стойкость к механическому воздействию, коррозии. Такое оборудования стоит больших денег, поэтому не применяется в бытовых целях.
Мастера в домашних условиях могут применять полуавтоматическую сварку, но в большинстве случаев все же работа с тонкостенным изделием осуществляется ручными агрегатами.
Столь специфический по параметрам материал требует от мастера определенных навыков, иначе изготовить высококачественные швы на тонких металлических листах ручной сваркой не выйдет.
Сварка жести с незначительной толщиной в небольших ремонтных мастерских, на СТО или в домашних условиях на даче может сопровождаться рядом проблем, если не владеть определенными нюансами процесса.
Схема сварки тонкого металла.
Опишем их подробно:
Крайне важно выставить правильные настройки на инверторе и подобрать актуальный конкретным условиям электрод. Если этого не сделано, можно пропалить металл или оставить на нем непровары
Ввиду особой тонкости свариваемого материала он часто прожигается, из-за чего изделие сквозит дырами. Подобные оплошности происходят при неправильном подборе силы тока и медленном ведении электродом по поверхности.
Часто сварка металлических листов толщиной 2мм осложняется иной проблемой – с обратной стороны свариваемой поверхности выступают валикообразные наплывы, не смотря на то, что с лицевой части сварной шов выглядит идеально.
Происходит это из-за того, что металл сварочной ванны тонкостенных профилей под влиянием силы тяжести давит на шов и продавливает его на тыльную сторону поверхности. Исправить ситуацию можно с помощью специальной подложки, снижения силы тока, изменения техники выполнения сварного шва.
При перегревании листовой стали расширяются межмолекулярные составляющие материала с толщиной 1 мм, что ведет к его деформации.
Конструкция вытягивается в зоне перегрева, поверхность идет волнами, так как края изделия остаются холодными. В случае не ответственных изделий можно попытаться исправить форму резиновыми молотками, но в других ситуациях потребуется применить определенное чередование наложения сварного шва по всей его длине.
Если спешить при прохождении стыка, можно оставить не проваренные участки, что снижает герметичность сварного шва и делает изделие непригодным для наполнения жидкостями. Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Не прожечь при сварке поверхность и создать действительно долговечный шов позволит правильный подбор силы тока и скорости перемещения электрода.
Если не знать, каким электродом стоит варить металл, можно испортить изделие. Ведь от правильности подбора сварной проволоки во многом зависит будущие эксплуатационные параметры металлической конструкции.
Оптимальный вариант для сварки тонкостенных металлических изделий является электрод с диаметром 2-3 мм и качественным покрытием.
На заметку! Сварочные работы выполняются на пониженных токах, поэтому электроды с диаметром 4-5 мм будут подавлять электрическую дугу и не дадут ей гореть в нормальном режиме.
https://youtube.com/watch?v=Z8s_-2IDn0s
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
 При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.
При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Предупреждение и советы начинающим сварщикам
Если вы неопытный в сварке тонкого метала, лучше сперва ознакомьтесь с технологией и особенностями. Перед сваркой нужных вам деталей, потренируйтесь на ненужных остатках или на бракованной заготовке. Тогда будет видно, как себя ведёт плавящийся металл электрода, и как держится дуга. При инверторном сваривании используется лишь малый ток, потому что нельзя прерывать рабочий промежуток между электродом и заготовкой. Для любого вида сварки, нужно защитное снаряжения и одежда: кожаные термостойкие перчатки, грубая невоспламеняющаяся одежда, сварочный шлем или очки, желательно сапоги с толстой резиновой подошвой.
Роль опыта в сварке инвертором
Сварка инвертором – это всегда балансировка между двумя крайностями: прожигом металлической детали и прилипания к ней электрода. То есть в зависимости от расстояния между электродом и свариваемой поверхностью, от силы тока, используемой при сварке, от скорости движения электрода и его плавности и зависит эффективность сварки и ее результат. Так что как бы ни облегчал жизнь сварщиков инвертор, варка тонкого металла является достаточным препятствием на пути его неопытности. Опытные сварщики помимо того, что знают множество маленьких нюансов сварки, которые помогают им делать свою работу тоньше и качественнее, еще имеют набитую руку, опыт, глазомер. А они-то и составляют не меньше половины успеха при такой работе.
Малоопытный сварщик не сможет быстро и надежно подобрать силу тока в инверторе так, чтобы, с одной стороны, не прожечь листы металла, а с другой, соединить их надежно. Сварка тонкого металла инвертором для новичков и даже опытных сварщиков является чрезмерным испытанием, и они предпочитают использовать аргонно-дуговую импульсную сварку. В этом случае риск прожига металла снижается до крайне низких величин, а шов, остающийся в месте соединения, будет гладкий и красивый. Но иногда приходится проводить сварку именно инвертором, даже тонких листов металла, а потому лучше увеличить шанс на хорошую работу, ознакомившись с рядом советом опытных сварщиков.
При работе с инвертором используется постоянный ток электронов, образующий электрическую дугу. Источник имеет как положительный, так и отрицательный заряд, и это можно использовать при сварке тонких металлических элементов. Дело в том, что если положительный заряд устанавливается на металле, который нужно варить, то именно он и будет сильнее нагреваться, а если положительный заряд имеют электроды, то тогда на них придется основная нагрузка, и именно они будут греться и сгорать. От того, куда и какой заряд вы подключите, зависит многое в вашей работе. Опытные сварщики советуют устанавливать обратную полярность с плюсом на электроды, тогда воздействие сварки будет более щадящим для металла, но сочетать это необходимо с правильным подбором силы тока. Если все сделано правильно, то за электродом будет оставаться широкая, но неглубокая полоса расплавленного металла, и риск сквозного прожига изделия будет минимизирован.
Чтобы качественно провести сварку тонкого металла, необходимо следить внимательно за электродом и образующимся швом, в этом случае у вас не только существенно повышаются шансы провести сварку надлежащим образом, но и оставить на металле чистый и ровный шов. А чтобы видимость была хорошей, необходимо держать электроды под наклоном примерно 30-35° к поверхности свариваемых элементов. Советуем вначале приблизить максимально электрод к свариваемому элементу и дождаться появления красной металлической капли, которая и соединит две части. После этого ведите электродом плавно и с той скоростью, когда капля остается одного размера и цвета и идет вслед за вами. То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное – не сдаваться.
То есть вы как бы скрепляете шов чередой таких капель, образующих непрерывную ровную линию. С первого раза у неопытного мастера такой шов вряд ли получится, но, немного попрактиковавшись, вы сможете все преодолеть и добиться своего. Главное – не сдаваться.
Проводя сварку тонких листов стали, опытные сварщики подкладывают под заготовку толстые медные листы, которые отводят излишки тепла и помогают поддерживать ровную температуру в зоне сварки. Между листами стали не должно быть зазоров, края должны прилегать плотно и ровно. Проводя электродом, не делайте поперечных к линии стыка движений, двигайтесь только вдоль стыка с ровной скоростью и следуя зоне контакта.
Некоторые мастера вставляют в стык оставшиеся полоски стали и ведут электродугой по ней, расплавляя таким образом, чтобы ее материал скреплял шов, а на сами листы действовало лишь остаточное тепло электросварки.
Листы меньше 1 мм толщиной можно скреплять не встык, а внахлест, тогда электрическая дуга, расплавляя верхний лист, скрепляет его с нижним без чрезмерного риска прожига сразу двух листов.
В последнее время делаются попытки1 создания механизма сложного перемещения электрода в процессе сварки, имитирующего как бы движение руки сварщика-ручника при сварке толстого металла за один проход.
| Сварка швов различной протяженности. |
Длина ступени ( участка) принимается в пределах 100 — 350 мм, причем более короткие ступени назначаются при сварке тонкого металла и более длинные — при сварке толстого металла.
| Соответствие марок электродов типу электродов. |
Техника заполнения швов и определяемый ею термический цикл сварки зависят от предварительной термообработки стали. Сварка толстого металла каскадом и горкой, замедляя скорость охлаждения металла шва и околошовной зоны, предупреждает образование в них закалочных структур. Это же достигается при предварительном подогреве до температуры 150 — 200 С.
Техника заполнения швов и определяемый ею термический цикл сварки зависят от предварительной термообработки стали. Сварка толстого металла каскадом и горкой, замедляя скорость охлаждения металла шва и околошовной зоны, предупреждает образование в них закалочных структур.
| Сварка и подготовка кромок листов неодинаковой толщины. а — наклонное расположение поверхности шва. б — односторонний скос листа. в — двусторонний скос листа. г — скос листа с последующей разделкой кромок. |
Отсутствие угла разделки кромок может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла. При сварке толстого металла угол разделки кромок позволяет вести сварку отдельными слоями, что улучшает структуру сварного шва и уменьшает сварочные напряжения и деформации.
При сварке тонкого металла и при коротких швах длина прихваток не должна превышать 5 мм. При сварке толстого металла и швов значительной протяженности длина прихватки должна быть 20 — 30 мм при расстоянии между ними 300 — 500 мм. Прихватку деталей производят на тех же режимах, что и сварку.
При сварке толстого металла производительность электрошлаковой сварки в несколько раз превышает производительность автоматической дуговой сварки под флюсом.
При многопроходной сварке желательно, чтобы швы-выполнялись, несколькими сварщиками одновременно с двух сторон соединения. При указанных способах сварки толстого металла нагрев по сечению свариваемых элементов происходит более равномерно, чем достигается уменьшение на-аболее опасных пространственных остаточных напряжений.
Двухдуговые тракторы имеют большие возможности регулирования технологического процесса. Это должно обеспечить широкое применение их в промышленности, особенно при сварке толстого металла и при наплавке, так как они позволяют существенно повысить производительность сварки и улучшить качество сварных соединений.
При полуавтоматической сварке под флюсом невозможно вести процесс в других пространственных положениях, кроме нижнего, и в неудобных, труднодоступных местах. При сварке газоэлектрическими полуавтоматами на открытом воздухе происходит сдувание струи газа ветром ( а это приводит к пористости шва), усложняется оборудование, затрудняется формирование шва при сварке толстого металла.
Особенно резко преимущества в производительности сказываются при сварке толстого металла. Поэтому электрошлаковая сварка с принудительным формированием в настоящее время применяется не только тогда, когда по каким-либо обстоятельствам нельзя расположить шов в нижнем положении, но и главным образом при сварке толстого металла в цехах, где изделие специально располагается так, чтобы можно было выполнять швы при вертикальном их положении электрошлаковым способом.
Перед сваркой производится прихватка кромок свариваемых деталей во избежание, изменения их положения и зазора между кромками в течение — всего процесса сварки. При сварке тонкого металла и коротких швов длина прихваток составляет 5 — 7 мм, а расстояние между прихватками — 70 — 100 мм. При сварке толстого металла и при швах значительной длины прихватки делают длиной 20 — 30 мм, а расстояние между ними принимают 300 — 500 мм.
Список источников
- tutsvarka.ru
- svarkalegko.com
- svarkagid.ru
- svarka.guru
- www.ngpedia.ru
- www.novaso.ru
- vniiam.ru
- taina-svarki.ru
- svarkaed.ru
Поделитесь с друзьями!
7 правил, как научиться варить электросваркой тонкий металл
Как научиться варить электросваркой: понятие электросварки + 3 ее разновидности + как научиться варить электросваркой дома – детальный разбор 3 технологических этапов + 7 правил сваривания тонкостенных материалов + меры предосторожности в работе сварщика + 4 распространенных дефекта у новичков.
Если говорить о соединении металлоконструкций, то электрическая сварка уверенно удерживает позиции в бытовом применении уже много лет. Наличие агрегата для выполнения сварочных работ – это только 50% дела. Оставшаяся половина успех – умение сваривать, а сделать это без предварительной подготовки не может абсолютно никто. В сегодняшней статье мы расскажем, как научиться варить электросваркой тонкий и толстый металл + предоставим пошаговую инструкцию обучения с нуля для полных профанов в этом деле.
Что такое электросварка, и зачем она нужна дома?
Чтобы разобраться с термином, потребуется задеть школьный курс физики и разобраться в сопутствующих процессах при сваривании деталей. Полученные знания помогут сварщику делать более качественные швы, ведь понимание основы работы электросварки дает возможность вести работу осознанно, а не полагаясь на шаблонные действия других специалистов. Электросварка (дуговая сварка) – получение соединений неразрывного типа за счет кристаллизации присадочного и базового материалов.
Во время процесса образования шва, происходит временное расплавление основы и электрода, за счет чего образуется сварочная ванна. После остывания поверхности, материалы соединяются на молекулярном уровне (сплавляются), кристаллизируясь в шов, который по прочности не уступает другим областям основной поверхности.
Классификация электросварки производится на основании множества критериев – уровень механизации процесса сваривания, тип тока + его полярность, дуга, характеристики электрода, способ защиты зоны и так далее. Давайте рассмотрим классическое распределение – ручная дуговая, полуавтоматическая дуговая и автоматическая дуговая типы сварок.
1) Ручная дуговая сварка
Наиболее сложный вариант в применении для неопытного сварщика, ведь большую часть работы приходится выполнять собственными руками. Регулирование технологии с прочими моментами производится посредством ГОСТа 5264-80. В учет берется тип соединения, форма кромок, характер шва, поперечное сечение и толщина элементов для сваривания.
Важно: при ручной дуговой сварке мастер обязан самостоятельно поддерживать длину дуги, контролировать угол наклона и рассчитывать длительно нахождения электрода в одной точке.
Недостатками ручной сварки является негативное воздействие на организм человека продуктов распада/света и сравнительно низкая эффективность работы при ее больших масштабах. Низкоквалифицированный специалист не сможет качественно орудовать дугой при работе с ручной дуговой сваркой, потому, метод наложения швов точно не для новичков.
2) Полуавтоматическая в газовой среде
Отличительные черты у метода соединения 2 – использование подвижного плавящегося электрода + наличие защитного газа. Второй выступает в роли преграды между внешней средой и электрической дугой.
Обратите внимание: при контакте воздуха с дугой происходит окисление кислорода с азотом, что приводит к возникновению нежелательных оксидов/нитритов, что могут на 70%+ ухудшить качество сварного шва.
Защитным газом выступает аргон, углекислота, гелий, либо их комбинации в определенных пропорциях. Технология сварки полуавтоматом происходит за счет пропуска проволоки сквозь сопло газа, из-за чего та расплавляется. Длина дуги контролируется автоматически, а направление движения + скорость остаются под контролем сварщика. Методика работ может быть проведена и без газовой оболочки – применяется специальная самозащитная проволока с вкраплениями кремния, марганца и прочих металлических элементов с раскисляющими свойствами.
3) Автоматическая сварка под флюсом
Метод, имеющий повышенную производительность и минимальные потери по электроду. Сварщик может не опасаться брызг, а зона проведения сварки максимально безопасна в отношении образования оксидов и прочих вредных примесей для шва.
Алгоритм процесса сварки: Подача проволоки за счет специальных роликов. Посредством контакта скользящего типа производится подведение к проволоке электрического тока. Начинается движение электрода вдоль разметки для шва. Из бункера агрегата высыпается флюс, за счет испарения которого образуется газовое облако, защищающее электрическую дугу от влияния внешней среды. Образование шва. Очистка от шлаковой корки. Сбор излишек флюса для повторного использования. Оборудование для проведения работ не требует от оператора использования специальных защитных приспособлений для глаз. Благодаря автоматизации процесса, субъективное влияние сварщика сводится к минимуму, а потому, риск накосячить резко стремится вниз.
Как научиться варить электросваркой в домашних условиях?
Следует понимать, что чем больше автоматизирован процесс сваривания, тем дороже обойдется закупка оборудования. К тому же, промышленные методы наложения швов не подойдут для домашнего применения, а потому оптимальными «гаражными» вариантами является ручная и полуавтоматическая виды сварок.
1) Технологические особенности электросварки
В процессе сварки человек отталкивается от аппарата на руках. В зависимости от назначения оборудования, существуют промышленные мини-трансформаторы, работающие за счет обмотки катушек, и домашние инверторы. Суть работы первых и вторых заключается в понижении напряжения и повышении силы тока. Результата должно хватить, чтобы расплавить металл для нанесения будущего шва.
В домашних условиях рациональнее использовать более современные и компактные версии оборудования – инверторы. Такие сварочные аппараты работают от стандартной сети в 220 вольт. Переменное входящее напряжение автоматически преобразуется в постоянное.
Процесс сварки инвертором проходит такие шаги: Выдача оборудованием требуемого уровня напряжения. Распределение кабелей инвертора. Один конец идет с плюсом, а второй с минусом («ноль»). Полярность определяется на основании крепления конца к массе. При касании конечной части электрода к металлу, возникает электрическая дуга. При помощи сварщика происходит формирование сварочного шва. При работе со специальными электродами, защитное облако формируется за счет плавления самого электрода. Получаемое соединение не будет иметь поровых вкраплений. После застывания с поверхности шва аккуратно удаляется шлаковый слой. Закупить подобное оборудование можно в любом специализированном магазине вблизи вашего места проживания. Высокий спрос породил большой ассортимент продукции, потому, подобрать адекватный вариант в соотношении цена/качество смогут даже очень требовательные личности. А теперь пройдемся по шагам технологии сваривания более детально.
А) Подготовка рабочего места
Процесс сварки – опасное дело, и относиться к нему следует должным образом как новичку, так и специалисту. К началу работ потребуется закупить оборудование. Мы уже оговорились, что для начинающего сварщика лучше приобрести инвертор. Место сварочных работ выбирайте на основании личных предпочтений – гаражное помещение или на открытом воздухе. В первом случае потребуется провести вентиляцию, ибо процесс сваривания подразумевает выделение вредных веществ для органов дыхания и зрения.
Учиться азам сварки проще всего на материалах с низким содержанием углерода. Толщина металлического сплава — средняя. Сваривать тонколистовую сталь в разы сложнее, потому, приступать к ее обработке стоит спустя 1-2 месяца стабильной практики в простых задачах дуговой сварки.
Оптимальные электроды для новичка – «тройка» (3 мм диаметр). Если практикуетесь с толстостенным металлом, берем электроды толщиной в 0.5-0.6 сантиметра по диаметру. Для тонкостенной сварки оптимальными считаются 0.16-0.2 сантиметровые электроды.
Важно: при выборе электродов берите в учет мощность сварочного аппарата. Обычно в инструкции указывается соотношение мощности и диаметра. Также таблицы соответствия силы тока и толщины электрода имеются в сети интернет.
В свободном доступе для новичков имеются электроды с обмазкой – специальные прутки, обеспечивающие высокое качество работы без использования флюса. Образование газового облака происходит за счет плавления самого электрода.
Б) Подключение инвертора + розжиг дуги
В процессе сборки конструкции, требуется брать во внимание способы соединения с массой электрода и сварочной поверхности. Всего существует 2 метода подключения элементов – прямой и обратный. В случае прямой полярности электрод ставят на минус, а изделие для сваривания на плюс. Получаемая область расплавки глубокая и узкая, что хорошо подходит для процесса сваривания толстостенного материала. Резка металла инвертором происходит также через прямую полярность контакта рабочих элементов сварки.
При обратной полярности наоборот – электрод на плюс, изделие на минус. Движение электродов происходит от детали к электроду, из-за чего получаемый шов боле мелкий, но широкий. Такая цепь прекрасно себя показывает при работе с тонкостенными материалами.
Методы розжига дуги: чирканье. Процедура сравни зажиганию головки спички; постукивание. Быстрый удар электродом о свариваемую поверхность и медленный подъем. В процессе обучения новичкам рекомендуется использовать метод чирканья, так как соблюдать вручную расстояние в 2-3 миллиметра при постукивании неопытному сварщику крайне сложно.
В) Ведение электрода при формировании шва
После зажигания дуги начнет формироваться сварочная ванна. Внимательно присмотритесь к скорости выделения шлаковых накоплений. Выберите оптимальный темп, который позволит избежать в шве пузырьков и вкраплений шлака.
Важно: расстояние между швом и дугой должно быть всегда в промежутке от 2 до 4 миллиметров. Выход за оговоренные рамки приведет к ухудшению качества наплавки.
Если расстояние от дуги к поверхности менее 0.2 сантиметра – шов будет неглубокий, из-за чего пострадает прочность соединения, а при расстоянии более 0.4 сантиметра дуга теряет стабильность, и наплав начинает разбрызгиваться.
Электрод может располагаться в 3 позициях:
— углом вперед. Получаем глубокую ванну на старте. Положение хорошо показывает себя при соединении потолочным, горизонтальным и вертикальными типами швов. Визуально кажется, что дуга выталкивает металл + не дает ему вытекать из области сварной ванны;
— углом назад. Здесь сварщику проще держать под контролем процесс наложения шва. Минус положения – актуален только для швов нижнего типа. Часто углом назад делают прихватки и временные швы;
— прямой угол. Ванна получается симметричной, но это негативно сказывается на ее удобстве. Положение электрода уместно только для труднодоступных мест, где углом назад/вперед не подобраться.
В процессе работы также не стоит забывать о постоянном уменьшении длины электрода – типичная причина косяков новичка, из-за которой сварочный шов получается с кучей капель металла и не совсем ровный.
Для образования широкого шва прямого прохода будет недостаточно. Потребуется использовать шаблонные рисунки цикличных проходов. Наиболее популярные отображены на картинке выше.
2) Как научиться варить электросваркой тонкий металл: 7 базовых правил для новичка
В домашних условиях чаще всего приходится иметь дело с тонкостенным материалом, но при сваривании таких элементов, проблем у новичков больше всего. Залатать канистру, емкость для воды, рамку ворот или даже часть кузова авто – все это требует от сварщика предельной концентрации внимания на процессе + соблюдение некоторых технологических особенностей.
Правила сваривания тонкого металла:
1. Ток в промежутке ото 20 до 30А.
2. Диаметр по электроду не должен превышать 0.2 сантиметра в диаметре. Оптимально – 0.16 сантиметра.
3. Перед наложением шва поверхность тщательно зачищается от пятен жира, пыли, ржавчины и прочего мусора.
4. При сваривании в нижней позиции, под шов кладут подложку из графита. Материал будет выполнять поддерживающую функцию для расплавленного электрода с металлом + позволит избежать прилипания.
5. Шов ведется углом вперед.
6. Повышенная скорость ведения шва.
7. Промежуток между дугой и поверхностью металла не более 0.5 сантиметра.
Чтобы повысить шанс на успех, следует купить специальные электроды с рутиловым покрытием. Прутки обеспечивают достаточно устойчивое горение + легко возбуждаются. Еще один лайфхак, способный упростить жизнь сварщику – использование инвертора с режимом форсажа дуги. Заявленная функция обезопасит конец электрода от залипания при сбое расстояния между дугой и поверхностью.
Пояснение азов сварочного процесса + рекомендации и советы для новичков:
3) Техника безопасности + возможные дефекты
Процесс сварки должен быть не только правильным, но и безопасным. Потерять зрение, или крупный ожог – одни из многих опасностей, подстерегающих человека, решившего стать на путь сварщика в РФ.
Меры предосторожности: осмотр инструментария на наличие механических повреждений; заземление; регулярная проверка соединения заготовки с контактом; качественная изоляция кабелей; влажность не более 75%; использование маски, перчаток и других средств индивидуальной защиты; наличие огнетушителя рядом с рабочим местом. Теперь о дефектах. Для начинающего сварщика проколы при обучении в порядке вещей. Зная причины тех/иных искажений, человек сможет предупредить возникновение подобных ситуаций, следовательно, риск оказаться в невыгодном положении снижается в разы.
Идеальный шов внешне аккуратный, с одинаковой толщиной и высотой вдоль всей длины. При наличии косяков, в 80% случаев они будут видны сразу. Давайте детальнее рассмотрим наиболее распространенные дефекты.
Иногда могут появиться поперечные/продольные трещины, но здесь уже недочет косвенно касается сварщика, ибо материал может просто не выдержать температурного режима. Для каждого типа металла требуется подбирать частные условия работы. Застраховать себя от неудач не может в этом плане даже опытный сварщик.
Как правильно варить тонкий металл инвертором? Приемы сварки тонкостенных конструкций. Сварка тонколистового металла: основные требования
Тонкий металл варить сплошным швом очень сложно, поэтому сварку ведут углом вперед с отрывом дуги. Не забывайте, что в тот момент, когда вы оторвали электрод, его нужно вернуть в то же самое место до начала процесса кристаллизации сварочной ванны. Если металл застынет, а вы будете добавлять присадочный материал с электрода, сварка пойдет по шлаку. В таком случае нужно остановить сварочный процесс, отбить шлак, и только после этого продолжить. Контролируйте сварочную ванну. Если вы чувствуете, что металл не плывет и вы его не прожжете, можно варить с задержкой, не обязательно отрывать электрод каждую секунду. Нет такого однозначного правила, что вы должны весь шов варить с отрывом.
Со сваркой тонкого металла в гараже чаще всего сталкиваются при выполнении кузовного ремонта автомобиля. Конечно, кузов толщиной 0,8 мм, в лучшем случае 1 мм, намного проще варить полуавтоматом, но если у вас нет денег на приобретение полуавтоматической сварки, либо нет необходимости в такой покупке из-за одной небольшой латки, вы можете полностью справиться ручной дуговой сваркой. Варят внахлест сплошным швом (но при таком способе будут большие поводки), или точками с определенным шагом. Для стыковых соединений немного снижают силу сварочного тока.Сварку встык ведут ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае, у вас будет где-то больший валик, где-то меньший, все-равно в дальнейшем швы подлежат механической зачистке болгаркой, или другим доступным способом, а провар будет обеспечен в любом случае, так как лист тонкий.
Не бойтесь пробовать, все начинали с плохих, некачественных швов, допуская огромное количество ошибок.
При сварке вертикальных швов, так как электрод длинный, очень трудно держать короткую дугу. Не бойтесь придержать электрод рукой, только обязательно защищенной крагой, иначе получите ожог. Так вам легче будет контролировать процесс.
После зачистки металла могут появится пропуски. Если речь идет о кузовном металле, их можно заварить, или зашпатлевать. Если речь идет, например, о резервуаре под давлением, соответственно, такие дефекты нужно устранять только сваркой.
Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемой «памяти металла», если кузов ремонтируется в том месте, где был удар.
Как приварить тонкий лист к толстому
Режимы должны быть такими же, как и при сварке тонкого металла, не нужно выставлять силу тока по толстой пластине (новички-сварщики часто допускают такую досадную ошибку и прожигают металл).Прогревают металл на толстой пластине, а потом переносят его на тонкую. Это легко делать, если толстый лист лежит сверху, и достаточно сложно — если снизу.
Сварка электродом тонкого металла позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно восстанавливать автомобили и чинить многие другие тонкостенные изделия. Однако, такой процесс довольно сложен, очень непросто сделать качественный при отсутствии опыта.
В этом материале мы разберем все нюансы сварочных работ по тонколистовому металлу, какие бывают проблемы и способы их избежать.
Основные проблемы, которые возникают в процессе сварки электродами тонкого металла, схожи с обычным браком при некачественном соединении.
- Прожигание заготовки.
- Прилипание электрода.
- Деформация материала.
Прожигание — наиболее частое явление в работе с тонкостенными конструкциями. Это следствие неправильно выбранной силы тока. Именно избыток мощности способствует быстрому расплавлению металла и образованию отверстий.
Прилипание электрода возникает в двух случаях: при малой силе тока и близкому подношению кончика расходника к поверхности металла. Эти два негативных фактора способствуют образованию неравномерного соединения и, как следствие, падает качество сварки.
Не проваренный шов — это частая ошибка, допускаемая новичками в сварочном деле. Боясь прожечь металл, кончик электрода удаляется на большое расстояние и расплав попросту растекается по поверхности. В итоге, во время зачистки оказывается, что шов неравномерный и есть не соединенные участки.
Деформации также довольно частое явление при сваривании тонколистового металла. Это следствие воздействия высоких температур.
Как же осуществляется сварка тонкого металла и какие существуют пути решения проблемы брака?
Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно условно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах, позволяющих качественно варить листовой металл и оцинковку.
Подготовка
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно зачистить место, где будет установлен держатель массы аппарата.
Оцинкованный листовой металл в месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно варить и прямо по нему, цинковый слой сгорит в процессе работы.
Сварка
Алгоритм сварки по тонкому металлу следующий.
- Электрод на конце можно очистить от обмазки на длину около 5 мм, это поспособствует быстрому поджогу дуги.
- По всей длине будущего шва нужно сделать точечные прихватки материала (чтобы избежать дальнейшей деформации). Для этого делают краткосрочный поджог и приваривают края металла в виде точки или на длину в 10 мм.
- Зажигается дуга просто — это делают двумя способами. Либо постукиванием кончиком электрода по металлу, либо чирканьем. Длина дуги оптимальна в пределах 2-3 миллиметра. Обычно расстояние электрода от металла нужно выдерживать в пределах диаметра расходника!
- После этого образовывают ванну из расплавленного металла и начинают вести шов. В процессе работы сварочная ванна должна иметь вытянутую овальную форму. Это свидетельствует о получении качественного шва.
- Чтобы избежать прилипания электрода не стоит его «утыкать» в поверхность.
Очень удобно в этом плане для начинающих сварщиков пользоваться инвертором с дополнительными функциями антиприлипания и форсирования дуги. При слишком близком приближении электрода к металлу он сбрасывает напряжение. В этом случае не происходит замыкания и электрод не прилипнет. При большом растяжении дуги инвертор дает дополнительное напряжение и сварочный процесс не прерывается.
- Шов ведут, располагая держатель с электродом под углом в 60 градусов. Лучше всего выбирать положение, приближенное к прямому углу, но с сохранением обзора сварочной ванны и самого шва. При слишком остром угле получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо, или на себя, вертикальные соединения делают снизу вверх. При этом во время сварки нужно делать поперечные движения зигзагами (елочкой).
- Также нужно контролировать скорость движения. Она должна быть поступательной и одинаковой.
После окончания работы нужно сбить шлак и осмотреть соединение на наличие непровара и прожогов на металлической поверхности.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
А что вы думаете по поводу такого вида работ, как сварка тонколистового металла? Если у Вас в наличии большой опыт сварных соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Сварочный процесс предназначен для создания соединения тонкого металла при помощи сварного шва. У многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла имеет высокое качество, если учитывать параметры прочности, вязкости, пластичности.
Сварка тонкого металла обладает высоким качеством, если учитываются такие параметры, как:
- прочность;
- антикоррозийная устойчивость;
- пластичность;
- вязкость.
Как варить тонкий металл инвертором и какие условия используют при его сварке?
Виды тонколистовой металлической сварки и ее особенности
Соединять листы тонкого металла приходится довольно часто. Множество деталей и механизмов изготовлено из таких материалов:
- катера;
- моторные лодки;
- автомобили.
Хорошо сделанная сварка возможна лишь после изучения тонкостей данного процесса.
Главная особенность соединения тонкого металла состоит в вероятности его повреждения электродами с образованием непригодного для эксплуатации изделия. Неумелое обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению поверхностей металла. Создать правильную сварную дугу под силу лишь опытным мастерам, обладающим навыками по подбору величины тока для сварки.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитываются положение соединяющего шва и толщина листа, подлежащего свариванию.
Условия, которые необходимо соблюдать при сварке тонкого металла
Прежде чем начать работу, нужно подобрать размер электрода с диаметром, равным толщине листа. Величину силы тока выбирают в зависимости от диаметра электрода. Большое внимание уделяют покрытию электродов, выбирают элементы, имеющие длительный период плавления.
Для соединения изделий используют сварочный инвертор, позволяющий обеспечить хорошую работу. Без особого труда сварка тонкого металла выполняется современным сварочным аппаратом, имеющим небольшой вес и высокую производительность. Работа инвертором осуществляется от постоянного источника тока. Для соединения тонкого металла используют электроды любых марок. При работе с аппаратом рекомендуется производить регулировку тока в пределах 10-15 А. При использовании электродов диаметром в 1,6 мм получают качественный .
Инвертор обладает идеальными характеристиками по системе «вольт-ампер», поддающимися регулировке под определенный вид сварки. Потребляемая прибором мощность меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство аппарата для соединения тонкого металла
В первую очередь необходимо изучить устройство механизма для сварки, которое весьма сложно из-за использования в работе высоких величин напряжения, силы тока, максимальных частот. В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
Инвертор способен выполнять несколько программ:
- ликвидировать напряжение на сварочной дуге при замыкании;
- создавать дополнительный импульс тока;
- обеспечивать разрушение преград из жидкого металла при короткодуговой сварке.
Процесс работы с использованием сварочного аппарата
Много чего можно создать своими руками в квартире или на даче, используя сварку. Отремонтировать машину, соединить металл значительно проще, если использовать инвертор.
Для работы необходимо приготовить:
- электроды;
- сварочный аппарат;
- перчатки;
- тиски;
- молоток;
- щетку;
- маску для защиты лица;
- спецодежду из плотной ткани;
- тару с водой для ликвидации возможных очагов возгорания.
Важно перед началом сварки убедиться в соответствии напряжения в аппарате и рабочей сети. Необходимо осмотреть штепсель, розетку и кабель и проверить их исправность. Категорически запрещено работать на неисправном оборудовании.
Аппарат для сварки помещают на твердую поверхность, предварительно проверив его заземление. Изучив толщину изделий, выбирают электроды. С помощью рукоятки на аппарате фиксируют необходимую величину тока.
Прежде чем соединять металл инвертором, необходимо заготовки очистить от грязи и ржавчины. Затем металлические листы зажимают в тисках. Электрод помещают в отверстие держателя. Дугу создают с помощью касания и постукивания по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электродом по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварочный шов остынет, молотком удаляют частицы шлака, а поверхность полируют до появления стойкого блеска.
Процесс контроля над сварочной дугой
Во время выполнения сварки необходимо контролировать промежутки между изделием из металла и прикасающимся к нему электродом.
Одинаковые размеры возникающего промежутка являются стабильной гарантией грамотно проведенного технологического процесса. При сокращении размеров заданного промежутка получается выгнутый дугой шов с участками расплавленной боковой его части. При увеличении расстояния процесс сварки становится невозможным: искажается размер самой дуги, а металл приваривается с некоторым перекосом в сторону. Только соблюдение заданного зазора во время сварки позволяет приварить ровный, красивый шов.
Формирование стандартного сварочного шва инвертором
Соединять детали во время сварки нужно так, чтобы не изменять скорость движения электрода, иначе не удастся сформировать ровный шов. Жидкое состояние сварочного шва находится намного ниже основной части металла.
Образовывавшаяся дуга способна захватывать весь основной металл, отодвигать всю ванну на прежнее место, формируя сварочный шов. Задача сварщика состоит в том, чтобы расположить шов на одной прямой с металлом. Создавая руками зигзаги и описывая дуги, можно легко проложить ровный шов.
От качества электрода зависит весь процесс сварки.
В таких случаях необходимо постоянно не выпускать из вида размеры расположения сварочного шва. Стоит постараться и расположить ванну строго по кругу. Благодаря равномерно раскачивающимся движениям создается шов, но необходимо следить за его формированием у одного края металлической пластины, а затем контролировать его образование вверху ванной.
Направляя электрод поближе к металлической заготовке, формируют приподнятый шов. Большинство сварщиков добиваются получения плоского шва и передвижения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45- 90° для формирования идеального шва и контроля над ванной.
Особенности соединения металла малой толщины инвертором
Сварщик при работе ориентируется на полярность электродов. Их величина влияет на долговечность сварочного шва и прочность всего соединения
Электроды с обратной полярностью формируют глубокий шов. При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
Достоинства сварки инверторным выпрямителям
Сварка тонкого металла выполняется аппаратами во многих областях промышленности благодаря их низкой материалоемкости. Сварить металл не представляет большого труда в связи с высоким постоянством дуги и получением качественных итоговых показателей. Инверторы применяют для аргонно-дуговой сварки, в которой основная ценность — качество сварочного шва.
Если производится полуавтоматическая сварка, то инвертор способен контролировать перемещение металла, уменьшать его разбрызгивание.
Самая передовая технология — плазменно-дуговая сварка. При ее использовании возрастает производительность труда за счет изменения скорости резки, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложной техникой, иначе возникают неисправности. Техника дает сбой в работе, если неправильно произведены настройки, нарушены правила эксплуатации изделия. Если сварку невозможно произвести при включенном приборе, возможна неисправность в кабеле.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается залипание электрода. Процесс связан с низким напряжением в сети. Недостаточные контакты, сформировавшиеся при окислении соединений, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем вероятнее сбои в работе инвертора. В особых случаях происходит нарушение в работе модуля, устраняемое сервисной службой.
Как правильно выбрать аппарат для сварки?
Производители сварочных инверторов должны указывать в документах продолжительность включения аппарата.
Изучив весь объем предполагаемой работы, можно приступить к покупке аппарата для сварки. В первую очередь учитывают параметры свариваемых заготовок. Электроды выбирают в зависимости от толщины свариваемых листов. Величину силы тока устанавливают в зависимости от марки металла и его размеров.
Режимы, в которых будет работать аппарат:
- крайний;
- средний;
- продолжительный.
Низкое напряжение электросети в пределах 190 В приводит к заниженной величине тока для сварки. Не следует применять кабели для работы длиннее 15 м. Они дают низкий сварочный ток.
Еще одна немаловажная деталь — учет особенностей электрической питающей сети. При низкой ее величине необходимо использовать аппараты, работающие при колебании напряжения 220+/-5%.
Термозащита аппарата зависит от соблюдения режима работ. Она рассчитана на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для сохранения инвертора в рабочем состоянии — учет особенностей проведения сварочных работ. Аппараты с уменьшением холостого хода используют в работе во влажных помещениях, колодцах, резервуарах.
Инвертор не эксплуатируют при температуре ниже 0° С, а резкие перепады способствуют формированию конденсата внутри плат.
Приобретая инвертор, следует помнить, что он используется в быту для любых сварочных работ, имеет хорошие показатели и во многом превосходит другое сварочное оборудование.
Для соединения металлических частей, используется большое количество приборов и методов сварки. Но, когда речь, идёт про соединение тонких (меньше 2 мм) заготовок, тогда далеко не все способы и аппараты подойдут для этой цели. Такой металл еще называют «тонколистовым». Его используют во многих сферах, таких как:
- автомобилестроение, кораблестроение, авиастроение и железнодорожный транспорт;
- всевозможные корпусные конструкции;
- обшивочные части зданий
Сварка тонколистового металла не обошла стороной домашних мастеров и умельцев. Ввиду того, что сварочные инверторы приобрели довольно широкое распространение в быту, возникает резонный вопрос: возможна ли сварка тонкого металла в домашних условиях с помощью инверторного сварочного аппарата? В данной статье попробуем разобраться как правильно варить металл электродом, выяснить тонкости и нюансы этого процесса.
Если вы неопытный в сварке тонкого метала, лучше сперва ознакомьтесь с технологией и особенностями. Перед сваркой нужных вам деталей, потренируйтесь на ненужных остатках или на бракованной заготовке. Тогда будет видно, как себя ведёт плавящийся металл электрода, и как держится дуга. При инверторном сваривании используется лишь малый ток, потому что нельзя прерывать рабочий промежуток между электродом и заготовкой. Для любого вида сварки, нужно защитное снаряжения и одежда: кожаные термостойкие перчатки, грубая невоспламеняющаяся одежда, сварочный шлем или очки, желательно сапоги с толстой резиновой подошвой.
Последовательность выполняемых работ при сварке инверторным аппаратом
Подготовка к работе
Как варить тонкий металл инвертором правильно знают далеко не все. Поэтому ниже представлена пошаговая инструкция для начинающих В ней описана последовательность работы при сваривании дуговой электросваркой тонкого металла:
- Подбираем электрод и величину сварочного тока. Зачастую на корпусе сварочного аппарата написана сила тока для разных толщин метала. Оптимальным значением будет 35-40 А. Выбираем электроды для сварки тонкого металла согласно таблице
- Теперь в держатель ставим выбранный электрод, зажимаем клемму массы на обрабатываемой заготовке.
- Важно отменить что свариваемые детали должны плотно прилегать друг к другу
Процесс выполнения работ
- Сварка начинается с точечной прихватки электродом для сварки тонкого металла по краям, далее делается точка по центру будущего шва. Так металл не успевает прогреться и внутреннее напряжение распределяется равномерно. Точки выполняются короткими движениями.
- После каждого нанесения место сварки необходимо зачистить металлической щеткой для удаления следов шлака.
- Процесс нанесения точек продолжается, пока они не начинают перекрывать друг друга, при этом шов становится сплошным. Важно не торопиться и давать металлу остыть после каждого прохода точками, тогда металл не коробит и геометрия изделия не нарушается.
- После того как точечный шов стал сплошным, для герметичности, можно пройти его сплошным швом на очень короткой дуге опирая электрод на обмазку и вести нужно достаточно быстро.
Опытные сварщики советуют свариваемую поверхность наклонить относительно горизонта и вести сварочный шов от низа к верху. Шов необходимо «тянуть», в таком случае шлак будет стекать и выдуваться давлением сварочной дуги.
Главный недостаток в сваривании тонкослойных металлических изделий является большая вероятность прогорания, деформации и повреждения металла. Основная причина, неаккуратная работа сварщика, в последствии испорченное изделие.
Из всего вышесказанного можно сделать вывод, что качественная дуговая сварка электродом тонких листов металла может быть только при тщательном изучении особенностей процесса и правильно подобранном оборудовании. Сделать нужную дугу для сварки возможно лишь опытным сварщиком, который уже набил руку и подыскал необходимую величину тока.
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
- Метод отбортовки.
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.
- Прерывистый способ.
При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
Сварка инвертором тонкого металла
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Дуговая сварка тонкого (0,02 дюйма) листового металла
«Was micht umbringt, macht mich stärker.»
(т.е. «То, что нас не убивает, делает нас сильнее»)
Фридрих Ницше
В этой статье предполагается, что вы знакомы с дуговой сваркой; вы выполняете все описанные здесь задачи на свой страх и риск.
Я написал эту статью, потому что большая часть того, что вы найдете по этой теме в сети, будет негативным. Большинство людей захотят побудить вас вложить дополнительные деньги в покупку сварочного аппарата MIG или попросить вас купить странные вещи, такие как Stitchwelder Иствуда.Оказывается, большинство из тех, кто дает такие рекомендации, на самом деле никогда не выполняли дуговой сварки тонких листов или даже не пытались это сделать, что вызывает следующий вопрос.
Зачем вам дуговая сварка тонкого листового металла
На самом деле вы не хотите этого делать, если у вас есть другие возможности. К сожалению, не каждый готов позволить себе хорошего сварочного аппарата MIG и все дорогие аксессуары, такие как баллоны с защитным газом, регуляторы и запасные части для механизма подачи проволоки, который слишком часто ломается.Кроме того, сварщик MIG довольно крупный. Если вы, как я, не имеете собственного магазина и предпочитаете работать в поле, вам нужно что-то маленькое и универсальное, чтобы носить с собой. В моем случае лучше всего работал дешевый инвертор. Помимо того, что он небольшой, он на самом деле работает с обычными розетками 115 В-15 А.
Другой хороший способ сварки тонколистового металла — это пайка. Однако, как и при сварке MIG, вам нужно беспокоиться о газовых баллонах, и если ваше оборудование выходит из строя или неправильно обслуживается, вы рискуете не только отремонтировать свое жилище, но, возможно, и жилище ваших соседей.
Я не пытаюсь создать здесь корпус для дуговой сварки тонкого листового металла, но это возможно, если решающими факторами являются мобильность, размер и стоимость.
Какие недостатки
Прежде всего, это очень сложно и потребует значительной практики. Кроме того, дуговая сварка выделяет много тепла и почти во всех случаях вызывает тепловую деформацию. Например, сварка (видимых) автомобильных панелей будет довольно сложной задачей. Для тонколистового металла сварка TIG, MIG и газовая сварка будет проще, чем дуговая сварка.Если вы все же решите использовать дуговой сварочный аппарат, продолжайте …
Что вам нужно
- Сварочный аппарат постоянного тока с дуговой сваркой, который может работать до 20-25 ампер (если у вас нет, вы можете рассмотреть возможность получения тока ограничивающий диод, или приобретите Stitchwelder, у которого он есть)
- Сварочные стержни E6018 (также известные как фермерские стержни) или лучше E7018 1/16 дюйма (которые необходимо прокалить перед использованием)
- Я использовал тонкий лист толщиной 0,021 дюйма.
- Много-много практики (описано ниже)
Первое, к чему следует привыкнуть, — это зажигать дугу на очень низком токе и избегать прожигания дырок в листе.Лучше всего это можно сделать с помощью заполнения. Заполнение означает добавление большего количества материала на лист основного металла. Вы в основном сжигаете стержни на поверхности металла прямыми линиями.
- Настройте свой аппарат дуговой сварки на прямую полярность (DCEN), чтобы тепло сохранялось на стержне, а не на основном металле,
- Наберите до 20-30 ампер,
- Установите лист, желательно на два кирпича, так, чтобы нижняя часть листа висела в воздухе.
Прокладка
Первое, что нужно сделать, это зажег дугу. При таком низком токе запуск с касания невозможен, как только стержень коснется листа, он прилипнет. Единственный способ, которым это сработало, — это техника спички. Вы ударяете по листу, и как только начинается дуга, вы стягиваете его, чтобы дуга оставалась непрерывной. Перейдите в рабочую зону и проведите несколько прямых линий. И поверьте мне, это легче сказать, чем сделать.Для начала у вас либо проблемы с застреванием стержней, либо вы с радостью превращаете лист в швейцарский сыр. После очистки каждого сварного шва от шлака очистите поверхность щеткой и осмотрите сварной шов. После того, как вы очистите шлак, вы, вероятно, увидите большой беспорядок. Посмотрите мои первые испытания с обратной полярностью; Я только что превратила лист в швейцарский сыр.
неправильная полярность (DCEN) -> швейцарский сыр
прямая полярность (DCEP) выглядит немного лучше
стыковые соединенияЭто, вероятно, то, что вы ожидаете сделать на своем грузовике или автомобиле в далеком будущем, чтобы установить патч-панели для ремонта ржавчины.Стыковое соединение — это соединение двух листов листового металла бок о бок, а затем их сварка. Особенно при сварке тонкого металла это требует значительных навыков, потому что вы легко обжигаете края стыков и фактически разрываете свое соединение, чем при его создании. Как вы видите на картинке, только одно соединение действительно выглядит достаточно исправным (закрывая оба глаза на тепловые искажения). Уловка здесь в том, чтобы работать в направлении сустава. Ни в коем случае не следует начинать заливку шва напрямую. Как только стержень коснется одного из углов, вы прожигете большее отверстие.Вместо этого начните с боков основного металла и сделайте пару стежков (около 1/2 дюйма) вокруг стыка. Дайте остыть, очистите и сделайте еще несколько стежков, пока вокруг стыка не образуется сплошное кольцо. Это укрепит тонкий листовой металл и предотвратит его выгорание, когда вы приблизитесь к стыку.
Грядущий рисунок.
Теперь заполните промежуток несколькими стежками. Заполнить здесь сложно, потому что вы все равно прожигаете дыры. Чтобы уменьшить жар, используйте взбивающие движения, толкая и втягивая стержень в лужу в суставе, двигайтесь быстро и после каждых 1/2 дюймов подождите, дайте ему остыть и очистите его.Поскольку вы можете прожечь дыры, вам нужно повторять процесс, пока листы не слипнутся. Искажение тепла и деформация будут проблемой. Поверьте мне; это было бы намного проще со сварочным аппаратом MIG. Ниже неудачные и удачные попытки.
Хорошие: левые; плохие и некрасивые: правые
тройники
впереди.
Перед работой с автомобилем или чем-то важным
Поскольку под автомобилем или любой другой драгоценный предмет, который вы хотите починить, вероятно, стоит дорого, вы можете попрактиковаться немного больше.Попробуйте расположить прокладки, стыковые и тройники в вертикальном положении вверх, вниз и над головой. После того, как вы освоите это, вы можете считать себя способным к дуговой сварке тонких листов. Когда вы работаете с автомобилем, обязательно принимайте меры предосторожности, начиная с отсоединения аккумулятора, вынимая все, что может загореться, и заканчивая подготовкой огнетушителя. Особенно вероятно возгорание масла, распыляемого за панелями и внутри рамы для предотвращения ржавчины. При сварке рам необходимо зашлифовать сварной шов для проверки качества.Плохие сварные швы фактически ослабят вашу раму.
Заключение
Да, дуговая сварка листового металла — это сложно, утомительно и, возможно, немного безумно, но выполнимо. Я бы сравнил это с пластической операцией мясными ножами. Каждый хирург может управлять скальпелем, но лишь немногие умеют работать с любым инструментом. Теперь вы знаете секрет дуговой сварки тонких металлических листов.
Ссылки
Лучшие сварщики листового металла 2021 — Обзоры и лучшие варианты
Некоторые считают, что сварка листового металла является специальным делом, с которым не справляется большинство сварочного оборудования.Многие люди спрашивали нас, возможен ли этот вид сварки и какой сварщик лучше всего подходит для листового металла.
Чтобы получить точную информацию, мы обратились к группе опытных сварщиков и производителей листового металла, чтобы получить ответы для наших читателей.
Специалисты, с которыми мы говорили, сказали нам, что следующие четыре сварочных аппарата они использовали сами и рекомендовали другим. Они также дали нам несколько советов о том, на что обращать внимание, когда мы покупали сварочное оборудование, которое можно было бы использовать с более тонкими металлами, такими как листовой металл.
Наши эксперты выбирают в 2021 году
Лучший сварщик листового металла Обзоры 1. Hobart 500559 Сварщик листового металла- Рабочий цикл 20% при 90 А
- Размеры: 19 x 11 x 13 дюймов
- Диапазон силы тока: 25–140 A
- 50–740 дюймов в минуту без нагрузки
- Диапазон скорости подачи проволоки 40–700 дюймов в минуту
Это сварочное устройство MIG. Его можно использовать для сварки материалов калибра 24 и толщиной до дюйма.Вы можете использовать его для обработки листового металла, алюминия, нержавеющей стали, мягкой стали и большинства других свариваемых поверхностей.
Устройство способно поддерживать стабильную дугу в любое время, независимо от толщины материала, на котором вы свариваете. Он предлагает переключатель управления напряжением с пятью различными положениями, чтобы помочь вам отрегулировать настройки дуги и обеспечить плавный сварочный поток.
Это аппарат для сварки MIG, но его также можно использовать для сварки сердечником с флюсом. Он имеет сварочный ток от 25 до 140 ампер с рабочим циклом 20% при работе на 90 ампер.Он питается от электрических токов 110/115 вольт. Скорость подачи проволоки составляет от 40 до 700 дюймов в минуту, а при отсутствии нагрузки на механизм подачи проволоки скорость увеличивается до 50-740 дюймов в минуту.
Эта машина поставляется в комплекте с пистолетом MIG с 10-футовым шнуром, рабочим зажимом, прикрепленным к 10-футовому кабелю, регулятором двойного манометра и необходимым газовым шлангом, приводным роликом быстрого выбора, контактными наконечниками размером 0,030, образцом проволоки с флюсовым сердечником вместе с удобным измерителем толщины материала, чтобы помочь вам сделать правильный выбор настроек.
2. 2020 Weldpro 200 A инверторный сварочный аппарат для листового металла- Вес изделия: 30,4 фунта
- Размеры: 17,72 x 8,66 x 14,96 дюймов
- Номер детали: MIG200GDsv
- Производитель: W Weldpro
- Batteries Требуется: №
Это сварочное устройство «три в одном», которое позволит вам выполнять процессы MIG, сварку сердечником из флюсовой проволоки и сварку TIG, а также обычные базовые процессы сварки штангой.Это дает вам силу и возможность сваривать практически все, что вы хотите.
Это устройство с двойным напряжением, которое может питаться от обычных бытовых токов 110/115 вольт или от более сильных токов 220/240 вольт. Когда вы увеличиваете ток, вы включаете машину, вы увеличиваете мощность и возможности машины. Это делает его идеальным для использования новичками и профессионалами.
Эта машина очень проста в использовании, ее органы управления легко читаются и легко настраиваются.Вы регулируете силу тока и скорость подачи проволоки в соответствии с тем, что вы делаете, и они остаются установленными, чтобы вы могли использовать аппарат несколько раз без каких-либо регулировок.
Он имеет встроенную защиту от перегрузки и индикатор, сообщающий вам, когда он достигает состояния перегрузки.
Он легкий и портативный, поэтому вы можете работать в одном месте, например, в гараже, или можете загрузить устройство и отнести его туда, где необходимо выполнить работу.
3. 2018 Сварочный аппарат AHP AlphaTIG IGBT для металла- Вес изделия: 69 фунтов
- Размеры: 19 x 23 x 12 дюймов
- Номер детали: Alpha-TIG200X-2018
- Производитель: AHP
- Необходимые батареи: №
Это сварочный аппарат TIG, который также можно использовать для сварки штангой.В нем встроена передовая инверторная технология и широтно-импульсная модуляция.
Его можно использовать для сварки алюминия толщиной до ¼ дюйма и низкоуглеродистой стали толщиной до 3/8 дюйма. Это замечательно для сварки листового металла, потому что он так хорошо сваривает более тонкие материалы. Настройки аппарата позволяют создать идеальный сценарий сварки для металлов и процессов, с которыми вы работаете.
В комплект поставки данного аппарата входит ножная педаль, обеспечивающая оптимальное управление во время сварки.Он имеет 100% номинальную нагрузку при работе от 150 ампер. У вас есть три настройки импульса для управления частотой, силой тока и скоростью.
Он весит всего 69 фунтов, поэтому его легко перемещать и он идеально подходит для владельцев малого бизнеса, ранчо и ферм. Его с одинаковым успехом могут использовать профессионалы и новички.
Машина работает бесшумно и изготовлена из прочных материалов, что делает ее прочной и прочной. Это отличный выбор для всех, часто ли вы выполняете сварку или время от времени для ремонта.
4. Lotos TIG200ACDC 200A Сварщик алюминия- Вес изделия: 58 фунтов
- Размеры: 28 x 13 x 17 дюймов
- Номер модели: TIG200
- Производитель: Lotos
- легко переключается с 220 В до 110 В
Эта машина с двойным напряжением может работать от бытового тока 110 или более сильного тока 220 В. Его можно использовать для сварки более тонких и легких материалов, таких как алюминий и листовой металл.
У вас есть ножная педаль, поэтому вы можете точно контролировать количество выделяемого тепла. Он имеет легкий запуск дуги и ручной резак с высокочастотным запуском, который дает вам больше возможностей контролировать каждый аспект процесса.
Усовершенствованная система охлаждения обеспечивает стабильную и стабильную работу модуля плазменной резки. Вы можете использовать это устройство с большим количеством кислотных или основных электродов в зависимости от выполняемой вами работы.
Устройство весит всего 59 фунтов и имеет удобную ручку сверху, позволяющую легко поднимать и переносить.Вы можете сделать больше с портативной машиной, потому что вы можете взять ее с собой на работу.
В это устройство встроен преобразователь прямоугольных импульсов, позволяющий точно сваривать мелкий алюминий. Он отлично подходит как для профессионалов, так и для сварщиков выходного дня.
Еще несколько статей по сварке:
Что следует учитывать при покупкеКогда вы собираетесь сваривать листовой металл, вы будете работать с более тонкими материалами, чем если бы вы сваривали трубы или производили большую часть общий ремонт тяжелой техники.Чтобы сваривать более тонкие материалы, вам понадобится сварочный аппарат, способный выполнять сварочные процессы TIG или MIG.
Примите во внимание следующие моменты о сварочных аппаратах, на которые вы смотрите, и вы сможете выбрать тот, который выполняет необходимые процессы для материалов, с которыми вы будете работать чаще всего.
Возможности сварочного процессаПроцессы, которые может выполнять аппарат, определяют, какие материалы вы можете с ним сваривать.
MIG — это газовая дуговая сварка металла, для работы которой требуется защитный газ. Это самый простой способ изучить процесс сварки, и его рекомендуется использовать при сварке тонких материалов, например листового металла. Его также можно использовать для сварки более толстых металлов, так что это универсальный эффективный процесс сварки.
Вы можете даже создавать сварные швы на материалах, расположенных над вашей головой, и это сваривает примерно в четыре раза быстрее, чем обычная сварка штангой.
Сварка TIG — это сварка вольфрамовым электродом в газовой среде с использованием неплавящегося вольфрамового электрода и защитного газа, например аргона.Это идеальный процесс сварки тонких материалов, поскольку он дает меньше искажений и обеспечивает высокое качество отделки. Сварные швы красивее, и у вас есть полный контроль нагрева с помощью ножной педали или ручного управления в зависимости от ваших личных предпочтений и способностей.
Сварка Stick — это дуговая сварка в среде защитного металла, и она не рекомендуется для тонких материалов толщиной менее 18 калибра. Эти аппараты необходимо использовать на открытом воздухе, и они являются наименее дорогими из всех сварочных аппаратов.
Выбор рабочего циклаЕсли вы свариваете тонкие материалы, такие как листовой металл или алюминий, вам нужен сварочный аппарат MIG или TIG с номинальным рабочим циклом 20% ИЛИ 30%. Вам не нужен действительно высокий рабочий цикл, если вы собираетесь работать с более тонкими материалами.
Проблемы, связанные с силой токаБолее тонкие материалы, такие как листовой металл, не требуют высоких значений силы тока. Таким образом, вы можете выбрать сварщика с более низкой силой тока, если вы собираетесь работать с более тонкими материалами.
При использовании сварочного аппарата MIG на материале калибра 18 вам понадобится всего 70 А, чтобы выполнить сварку за один проход.
Часто задаваемые вопросы Какой тип сварочного аппарата используется для обработки листового металла?Если вы собираетесь сваривать тонкий материал, например листовой металл, вам понадобится сварочный аппарат TIG или MIG. TIG часто предпочтительнее из двух процессов, потому что TIG оставляет более чистый сварной шов и дает немного больший контроль нагрева.
Можно ли сваривать листовой металл?Листовой металл можно сваривать. Это тонкий металл, и это означает, что вам нужно будет использовать аппарат, поддерживающий TIG или MIG, когда вы начнете его сварку, и вы должны хорошо контролировать тепло и лужу.
Можно ли сваривать листовой металл приклеиванием?Вы можете использовать аппарат для ручной сварки и выполнить точечную сварку листового металла, но для большинства сварочных работ с использованием листового металла вам понадобится сварочный аппарат, который выполняет сварку TIG или MIG.
Заключительное примечаниеЕсли вы ищете сварочный аппарат, который может выполнять все сварочные процессы, мы предлагаем многоцелевой сварочный аппарат Weldpro 200 Amp с инвертором. Это аппарат с двойным приводом, который позволяет выполнять любой сварочный процесс по вашему выбору.
Если вам нужен сварочный аппарат, который весит менее 60 фунтов, но даст вам возможность сваривать большинство вещей, мы рекомендуем Lotos TIG200ACDC 200A AC / DC Aluminium TIG Welder.Это отличное устройство для процесса TIG, простое в использовании и универсальное.
Сварка листового металла несложна, если у вас есть подходящие инструменты для работы.
Eastwood ARC200i Сварочный аппарат с инвертором
Содержание
- Eastwood ARC200i Сварочный аппарат постоянного тока
- 6 футов. 12 Ga. Шнур питания
- Зажим заземления 10 футов
- 12,5 футов. Держатель электрода кабеля
- Инструкция по эксплуатации
Технические характеристики
| Вилка розетки шнура питания | NEMA 6-50R |
| Диапазон выходного тока | 20-200 А постоянного тока |
| Максимальный входной ток | 37.2 Ампер |
| Входное напряжение | 220-240 В переменного тока, 50/60 Гц |
| Номинальный рабочий цикл | 15% при 200 А |
| Диаметр стержня | от 1/16 дюйма до 3/16 дюйма |
| Материал стержня | E6013, E7014, E7018, нержавеющая сталь |
| Масса | 11,9 фунтов. (5,4 кг) |
| Габаритные размеры | 10.25 дюймов (360 мм) x 10,625 дюйма (270 мм) x 6 дюймов (150 мм) |
Рабочий цикл
Номинальный рабочий цикл означает количество сварочных работ, которое может быть выполнено за определенный период времени. У Eastwood ARC200i рабочий цикл составляет 15% при 200 Ампер. Проще всего рассматривать время сварки блоками по 10 минут, а рабочий цикл — это процент от этих 10 минут. При сварке при 200 А с 15% -ным рабочим циклом в пределах 10-минутного блока времени вы можете сваривать в течение 1-1 / 2 минуты с 8-1 / 2 минутами охлаждения для сварщика.
Если рабочий цикл превышен, сварочный аппарат автоматически отключится, однако вентилятор продолжит работу для охлаждения перегретых компонентов. Когда будет достигнута безопасная температура, сварочный аппарат автоматически включит выход сварочного аппарата. Чтобы увеличить рабочий цикл, вы можете уменьшить выходную силу тока.
Безопасность
Всегда надевайте одобренный сварочный шлем и сварочные перчатки. Не используйте рядом с легковоспламеняющимися материалами.Не открывайте машину, внутри нет деталей, обслуживаемых пользователем. При выполнении сварочных работ всегда соблюдайте инструкции производителя по надлежащим требованиям безопасности.
Щелкните здесь, чтобы просмотреть продукты безопасности
Гарантия
3 года гарантии
Введение в сварку — Как выполнить сварку «прилипанием» к металлической дуге (MMA) — Идеи и советы
Купите сварочные материалы в Интернете по адресу: Metal 4U
ПРЕДУПРЕЖДЕНИЕ:
Этот документ содержит общую информацию по обсуждаемой здесь теме.Этот документ не является руководством по применению и не содержит полного изложения всех факторов, относящихся к этой теме.
Установка, эксплуатация и техническое обслуживание оборудования для дуговой сварки, а также использование процедур, описанных в этом документе, должны выполняться только квалифицированным персоналом в соответствии с применимыми правилами техники безопасности и инструкциями производителей.
Всегда следите за тем, чтобы рабочие зоны были чистыми и безопасными, а также использовала надлежащую вентиляцию.Неправильное использование оборудования, а также несоблюдение применимых норм и правил техники безопасности может привести к серьезным травмам и материальному ущербу.
Введение
Дуговая сварка покрытыми электродами — это ручной процесс, в котором источником тепла является электрическая дуга. Когда дуга возникает между покрытым электродом (посредством электрододержателя) и свариваемой деталью (основным материалом), она выделяет тепло, которое вызывает быстрое плавление как основного материала, так и электрода.
Сварочная схема состоит из следующих элементов:
- источник питания
- электрододержатель
- Электроды с покрытием
- зажим заземления и кабели заземления
, как показано на рисунке 2 ниже.
цифра 2
Источник энергии
Назначение источника питания состоит в том, чтобы подавать электрическую дугу, которая присутствует между основным материалом и электродом, посредством выхода тока, достаточного для поддержания зажигания дуги.
Электродная сварка основана на принципе постоянного тока, то есть ток, подаваемый источником питания, не должен изменяться, когда оператор перемещает электрод по направлению к детали. Таким образом, основным конструктивным свойством источника является сохранение неизменности тока при изменении длины дуги по мере приближения электрода к детали или от нее: чем более постоянен ток, тем стабильнее получается дуга и тем проще операторская работа.
Внутри источника питания обычно находится устройство регулировки сварочного тока, механическое (например,g магнитный шунт) или электронного типа (системы SCR или инверторные системы). Это различие можно использовать для классификации электродных сварочных аппаратов на три группы в зависимости от технологии их изготовления: электромеханические сварочные аппараты, электронные сварочные аппараты (SCR), инверторные сварочные аппараты. Полярность выходного тока источника питания различает еще две категории:
цифра 3
a) источник постоянного тока (DC) (см. Рисунок 3)
Выходной ток источника питания имеет непрерывную форму волны, которая получается с помощью устройства, выпрямителя, которое расположено в основании трансформатора и может преобразовать переменный ток в постоянный.Этот выход типичен для электронных SCR и инверторных источников питания. Если сварочная цепь имеет источник постоянного тока (DC), ее можно дополнительно классифицировать в соответствии с методом соединения полюсов источника питания с свариваемым материалом:
б) источник питания переменного тока (АС) (см. Рисунок 4)
цифра 4
Выходной ток источника питания принимает форму синусоидальной волны, которая меняет свою полярность через равные промежутки времени с частотой 50 или 60 циклов в секунду (Герц).Его получают с помощью трансформатора, который преобразует сетевой ток в ток, подходящий для сварки. Это для электромеханических сварочных аппаратов.
i) подключение с прямой полярностью
Подключение с прямой полярностью происходит, когда зажимной кабель (с зажимом держателя электрода) подсоединяется к отрицательному полюсу (-) источника питания, а кабель заземления (с зажимом заземления) — к положительному полюсу ( +) источника питания. Электрическая дуга концентрирует тепло, выделяемое на детали, и вызывает ее плавление.Таким образом, по мере плавления сердечника электрода он осаждается и проникает в сварное соединение.
ii) подключение с обратной полярностью
Подключение с обратной полярностью происходит, когда зажимной кабель (с зажимом держателя электрода) подсоединяется к положительному полюсу (+) источника питания, а кабель заземления (с зажимом заземления) — к отрицательному полюсу ( -) источника питания. Тепло от электрической дуги в основном сосредоточено на конце электрода. Для каждого типа электрода требуется определенный тип тока (переменный или постоянный), а в случае постоянного тока — определенная полярность: поэтому выбор электрода зависит от типа используемого источника питания.Неправильное использование вызовет проблемы со стабильностью дуги и, следовательно, проблемы с качеством сварки.
рисунок 5
электрододержатель
Основная функция электрододержателя — поддерживать электрод, обеспечивая хороший электрический контакт для прохождения тока; он также должен гарантировать достаточную электрическую изоляцию сварщика.
рисунок 6
зажим заземления и кабели
Зажим заземления — это инструмент, который через кабель заземления обеспечивает замыкание электрической цепи между источником сварочного тока и свариваемой деталью.Зажим и кабели заземления, подключенные к электрододержателю и заземляющему зажиму соответственно, обеспечивают электрическое соединение между источником питания и основным материалом для сварки. Выбор сечения и длины кабеля должен основываться на максимальном сварочном токе в амперах.
рисунок 7
Электроды с покрытием
Электрод с покрытием состоит из сердечника и покрытия. Сердечник состоит из металлического токопроводящего стержня, единственное назначение которого — подавать сварочный материал к изделию.Используемый материал зависит от основного материала: для углеродистых сталей, для которых электродная сварка наиболее распространена, сердечник выполняется из низкоуглеродистой стали. Во время сварки сердечник плавится немного раньше, чем покрытие.
Покрытие является наиболее важной частью электрода и выполняет множество функций. Он в первую очередь служит для защиты сварного шва от загрязнения, и это достигается двумя способами: i) испаряя, а затем изменяя атмосферу, окружающую сварочную ванну, путем замедленного плавления, сердцевина, следовательно, защищается естественным образом образовавшимся кратером; ii) за счет разжижения и плавания на поверхности бассейна бусинка защищена при охлаждении.
Он также содержит материал, способный очищать основной материал, и элементы, которые могут способствовать образованию сплавов в расплаве. Поэтому выбор покрытия очень важен и зависит от характеристик сварного шва. Покрытие также может содержать сварочный материал в виде порошка для увеличения количества наплавленного материала и, следовательно, скорости сварки. В данном случае мы имеем в виду электроды с высокими эксплуатационными характеристиками.
особенности современного источника питания
Современные инверторные источники сварочного тока могут иметь специальные функции, которые облегчают сварку.Эти устройства могут включать в себя технологию «дуги», «горячий старт» и «антипригарное».
Устройство «силы дуги» облегчает перенос капель расплавленного материала от электрода к основному материалу, предотвращая гашение дуги, когда капли вызывают контакт (т. Е. Короткое замыкание) между электродом и сварочной ванной.
Устройство «горячего старта» облегчает зажигание электрической дуги, подавая «перегрузку по току» каждый раз при возобновлении сварки.
Устройство «против прилипания» автоматически отключает источник питания, если электрод прилипает к основному материалу, что позволяет удалить его вручную, не повредив зажим держателя электрода.
Общие принципы
Экранированная дуговая сварка с помощью трансформаторного сварочного аппарата зависит от того фундаментального факта, что, когда одна сторона сварочной цепи прикреплена к куску стали, сварочный электрод соединен с другой стороной и два приведены в контакт, дуга будет быть установленным. Если дуга контролируется должным образом, металл электрода пройдет через дугу и осядет на стали. Когда электрод перемещается по стали с правильной скоростью, металл осаждается в виде однородного слоя, называемого валиком.Электроды, используемые при сварке, изготовлены с особой тщательностью для получения прочных и качественных сварных швов. Они состоят из сердечника из стальной проволоки, обычно называемой мягкой, поскольку она содержит низкий (0,10-0,14) процент углерода. На этот сердечник нанесено специальное покрытие, которое помогает создать дугу и в то же время защищает расплавленную сталь, когда она проходит через дугу.
Чтобы использовать эти принципы при дуговой сварке металла, необходимы некоторые средства управления мощностью. Мощность в цепи измеряется напряжением и током.Однако напряжение зависит от длины дуги и, в свою очередь, от диаметра электрода. Следовательно, практическая мера мощности или тепла выражается в токе, обычно измеряемом в амперах. Очевидно, что маленький электрод требует меньшего тока, чем большой. Для упрощения операций шкала на передней панели сварочного аппарата размечена для различных значений тока.
цифра 8
цифра 9
Точный ток, выбранный для работы, зависит от размера свариваемых деталей и положения сварки.Как правило, для сварки небольшой детали достаточно более низкого тока, чем для сварки большой детали такой же толщины. Точно так же при данном размере электрода следует использовать более низкий ток для тонких металлов, чем для более тяжелых участков.
Несмотря на то, что всегда рекомендуется выполнять сварку в горизонтальном положении, как показано на рисунке 8, иногда при работе на машинах или других крупных агрегатах необходимо выполнять сварку в вертикальном, горизонтальном или потолочном положении, как показано на рис. цифры 9, 10 и 11 соответственно.Как правило, в этих сложных условиях полезно уменьшить ток по сравнению со значением, используемым при сварке в горизонтальном положении.
рисунок 10
рисунок 11
рисунок 12
В обучении сварке есть определенные фундаментальные шаги, которые необходимо освоить, прежде чем можно будет пытаться сваривать на практике. Перед фактическим зажиганием дуги необходимо вставить электрод в держатель, как показано на рисунке 12.
Зажигание дуги
Для зажигания дуги рисунок 13 иллюстрирует то, что широко известно как «техника царапания». В этом методе поражающий конец электрода проводят по изделию так же, как при зажигании спички. Когда электрод касается изделия, начинается сварочный ток. Если удерживать в этом положении, электрод будет
рисунок 13
рисунок 14
«замораживается» или приваривается к изделию, и для преодоления этого электрод выводят из работы сразу после установления контакта.
Количество извлекаемого электрода невелико и зависит от диаметра: это расстояние известно как длина дуги. Если при зажигании дуги электрод замерзает, его можно освободить, быстро повернув запястье.
Доступен другой метод создания дуги. Известен «метод постукивания» (см. Рисунок 14), когда электрододержатель опускается прямо на изделие и сразу после контакта вытягивается на нужную длину.
Попрактикуйтесь в зажигании дуги обоими методами.Как правило, для сварки на переменном токе предпочтительнее царапать. Определить правильную длину дуги сложно, поскольку нет готовых средств для ее измерения. В качестве предварительного руководства используйте длину дуги около 1,6 мм на электродах 1,6 и 2,4 мм; Для электродов 3,2 мм и 4,0 мм используйте дугу длиной около 3,2 мм. Когда навык приобретен, звук дуги будет хорошим ориентиром. Короткая дуга с правильным током издаст резкий потрескивающий звук. Осмотр нанесенного бусинки даст дополнительную проверку.
Когда научитесь зажигать и удерживать дугу, переходите к нанесению наплавленного металла.Вначале лучше всего запускать валики сварочного металла на плоские пластины в форме 14, используя полный электрод. Практикуйтесь в движении слева направо и справа налево. Электрод следует держать более или менее перпендикулярно работе, за исключением того, что его можно наклонить вперед в направлении движения. Правильное положение показано на рисунке 15. Соответствующий валик показан на рисунке 16, а рисунок 17 показывает поперечное сечение валика и определяет различные термины, используемые при описании сварного шва.Для получения этих результатов необходимо поддерживать короткую дугу, двигаться с постоянной скоростью и подавать электрод вниз с постоянной скоростью по мере его плавления.
рисунок 15
рисунок 18
рисунок 16
рисунок 17
рисунок 19
Вероятно, первые попытки на практике не дадут показанных результатов. Будет сохраняться слишком длинная дуга или скорость движения будет изменяться от медленной до быстрой, и сварные швы будут выглядеть, как показано на рисунке 18. Поперечное сечение такого сварного шва показано на рисунке 19.Кроме того, сварной шов, вероятно, будет губчатым (пористым) и будет иметь низкую прочность.
рисунок 20
Продолжайте практиковаться, пока не сможете каждый раз получать одинаковые бусинки, как показано на рисунке 18. Хороший метод практики — положить ряд бусинок одну рядом с другой, пока не будет покрыта тарелка. Затем нанесите еще одну серию бусинок под прямым углом к первой, таким образом увеличивая толщину пластины.
Ткачество
Когда необходимо покрыть более широкую площадь за один проход электрода, используется метод, известный как плетение.При этом электрод перемещается или колеблется из стороны в сторону по заданной схеме. Чтобы гарантировать однородность отложений, необходимо использовать определенный узор, такой как те, что показаны на рисунке 20. Хотя плетение полезно, особенно при наращивании металла, его следует ограничивать переплетениями, не превышающими 2,5 диаметра полотна. электрод.
Соединения стыковые
До этого момента обсуждение касалось только отложений шариков на плоских пластинах. Хотя такие операции полезны для создания изношенных деталей или нанесения твердосплавных материалов, они не помогают научиться сваривать детали вместе.Для этого необходимы другие типы сварных швов, показанные на рисунке 21.
рисунок 21
При выполнении сварных швов, описанных ранее, вероятно, было замечено, что наплавленный металл шва на одной стороне листа заставлял его «закручиваться» к сварному шву: это называется деформацией и почти всегда будет обнаруживаться при приложении тепла локально к металлической пластине. Точно так же деформация стыкового шва приведет к сближению кромок листа перед сваркой. Это вызвано усадкой наплавленного металла шва при охлаждении.Ее можно преодолеть, раздвинув края на длинный конус примерно 3 мм через каждые 30 см.
При сварке стыковых швов может потребоваться подготовка кромок для обеспечения хороших результатов. При дуговой сварке металла обычно сваривают тонкие материалы толщиной до 4,8 мм без какой-либо специальной подготовки с использованием стыкового соединения с квадратными канавками. Для толщины 5 мм и более используется V-образный паз, одинарный или двойной. Обычно одиночная V-образная канавка подходит для толщины до 18 мм и в тех случаях, независимо от толщины, когда сварной шов можно обрабатывать только с одной стороны.
рисунок 22
Снятие фаски
Наилучшим средством для снятия фаски со стали для сварки является кислородно-ацетиленовая горелка. Работу можно выполнять с помощью ручного резака или специальной машины для газокислородной / ацетиленовой резки. Однако при выполнении этой резки к пластинам прилипнет окалина. Перед сваркой он должен быть удален путем шлифовки или скалывания, так как он может застрять, что приведет к повреждению сварного шва. Если оборудование для кислородной / ацетиленовой резки недоступно, шлифование, вероятно, будет лучшим способом подготовки фаски.Углы этих скосов должны составлять около 30 градусов, а нижний край можно оставить квадратным на расстоянии около 1,6 мм. См. Рисунок 22.
рисунок 23
Практикуйтесь в выполнении стыковых швов, начиная с тонкого материала толщиной около 3 мм. Вначале избегайте очень тонких материалов (толщиной около 1,6 мм), так как это требует определенных навыков. Разделите прямоугольные края материала толщиной 3 мм примерно на 1,6 мм и сделайте стыковой шов на всем протяжении с помощью электрода 3,2 мм. Вероятно, первые попытки пробить лист не удастся или могут прожечь.Продолжайте попытки, регулируя ток в рекомендованном диапазоне: также изменяйте скорость движения, чтобы получить желаемый сварной шов. Освоив 3,2 мм, выполните аналогичное упражнение на 6 мм. На этот раз, однако, нанесите по валику с каждой стороны соединения и попытайтесь соединить их друг с другом. Поскольку сварной шов с одной стороны соответствует толщине 3,2 мм, скоса не требуется.
Затем сделайте одну V-образную канавку на пластине 6 мм со скосом 30 градусов. Начните с электрода 3,2 мм для первого валика или слоя и закончите электродом 9 мм.Убедитесь, что вы проникаете примерно на 0,8 мм за нижнюю часть буквы «V» (которая называется корнем). Когда навыки работы с материалом 6 мм будут приобретены, переходите к 9 мм, а затем к 12 мм. На них, особенно на 12 мм, сделайте также двойные V-образные стыковые соединения. Обычно необходимо наносить валик или слой на каждые 3,2 мм толщины. На более тяжелых пластинах может потребоваться плетение верхних слоев для полного заполнения канавки.
При выполнении пробных стыковых швов целесообразно время от времени проверять результаты.Когда сложное испытательное оборудование недоступно, это можно сделать с помощью молотка и тисков. Возьмитесь за короткую сварочную деталь со сварным швом чуть выше губок. Ударьте по нему в направлении, открывающем нижнюю, корневую сторону сварного шва, как показано на рисунке 16. Хороший сварной шов не сломается при этом испытании, но будет изгибаться.
Если сварной шов обрыв, проверьте его, чтобы определить причину. Если имеется большое количество отверстий — сварной шов выглядит губчатым — он пористый, и это, вероятно, связано со слишком длинной дугой.Если в сварном шве есть кусочки шлака, возможно, дуга была слишком короткой или электродом манипулировали неправильно, что позволило улавливать расплавленный шлак из покрытия. Это весьма вероятно на V-образном стыке, выполненном в несколько слоев, и требует тщательной очистки между слоями. Возможно, после поломки обнаружится, что первоначальная поверхность скоса все еще видна. Это означает, что он не был расплавлен и причина, скорее всего, кроется в слишком высокой скорости движения или недостаточном нагреве.
Тройник и нахлест
Другой основной тип сварного шва, угловой, используется для изготовления тройников и соединений внахлест. Для этого типа сварки не требуется никакой специальной подготовки, кроме прямоугольной кромки. Типичные сварные тройники и соединения внахлест показаны на рисунках 24 и 25 соответственно.
рисунок 24
рисунок 25
рисунок 27
рисунок 29
Если в первую очередь рассмотреть тройник, сразу станет ясно, что различное расположение детали создает проблему.Метод удержания электрода для стыковых швов будет неудовлетворительным. Для нанесения однопроходного углового шва удерживайте электрод, как показано на рисунке 26. Это обеспечит сплавление угла и углового шва, стороны которого будут примерно равны. Для максимальной прочности с каждой стороны вертикальной секции следует наплавить угловой шов. Если требуется более тяжелое филе, нанесите второй слой, как показано на рисунке 27, используя любой из рисунков плетения на рисунке 28.
Соединение внахлестку включает в себя один и тот же основной тип сварного шва, угловой, имеет различное распределение металла и, следовательно, требует еще одной техники.Детали применения приведены на рисунке 29 для однопроходного сварного шва. Подробная информация о двухпроходном сварном шве представлена на рисунке 30.
рисунок 26
рисунок 28
рисунок 30
Сварка вертикально, горизонтально и над головой
рисунок 32рисунок 31
Невозможно переоценить важность сварки в горизонтальном положении, когда это возможно. Качество сварного шва лучше, операция проще и быстрее. Тем не менее, будут возникать случаи, когда необходимо работать с деталями, закрепленными в положении, при котором сварные швы должны располагаться горизонтально, вертикально и над головой.Следует понимать, что сварка в этих положениях сложна и потребует постоянной практики для развития навыков.
Как и в случае сварки в плоском положении, лучше всего начать с выполнения сварных швов в различных положениях. Затем, по мере освоения этих операций, можно продолжить практику выполнения стыковых и угловых швов (тройников и соединений внахлест) в этих положениях.
Одним из первых фактов, замеченных при сварке в этих положениях, является то, что сила тяжести имеет тенденцию заставлять расплавленный металл капать (падать) вниз.Следовательно, используемая техника должна быть разработана для преодоления этого, и, поскольку это сложно, лучше всего подходить к этому поэтапно. Чтобы добиться этого, начните с выполнения горизонтальных сварных швов на пластинах, наклоненных под углом 45 градусов, как показано на рисунке 31. Когда это будет освоено так, чтобы можно было делать равномерные валики последовательно, можно начинать практику вертикальной сварки. Снова начните с простой операции, такой как вертикальное перемещение бусинок на
.Чтобы продолжить эту практику, теперь необходимо переместить пластины в вертикальное положение.Детали горизонтальных сварных швов показаны на рисунке 33.
Сварку в вертикальном направлении можно выполнять, двигая сварной шов вверх или глядя сверху вниз. Обычно считается, что работать вверх легче, и поэтому следует практиковать сварку валиком таким образом. Метод изготовления бусинок показан на рисунке 34.
Поскольку сварка валиком имеет ограниченную практическую ценность, этот опыт необходимо расширить, попрактиковавшись в сварке встык в вертикальном и горизонтальном исполнении.
На рис. 35 представлена информация, подходящая для однопроходного вертикального стыкового шва или первого прохода многослойной наплавки. На рисунках 36 и 37 показаны два метода нанесения последующих слоев.
Для горизонтальных сварных швов детали показаны в коллекции на Рис. 38. Обратите внимание, что полоса металла показана в основании сварного шва, она известна как подкладочная полоса. Его использование позволяет без особого труда закрепить прочный корневой проход. При использовании скошенные кромки пластины должны быть расположены на опорной полосы и полосы приваривают к липкости пластин на обратной стороне.
рисунок 33
рисунок 34
рисунок 35
рисунок 36
рисунок 37
рисунок 38
Для угловых сварных швов на тройниковых соединениях методика показана на рисунке 39. Для вертикальных соединений внахлестку можно использовать тот же метод, не учитывая разницу в положении пластин. Также при нанесении многослойного углового сварного шва этот же метод можно использовать для нанесения первого слоя на стыки внахлестку и тройник. Для нанесения последующих слоев на тройники используются два средства, которые показаны на рисунках 40 и 41.Для дополнительных слоев на стыках внахлестку можно увидеть несколько похожее переплетение на рис. 42.
Сварка в верхнем положении — последняя проблема, которую необходимо решить. Снова выполните этапы выполнения сварных швов, выполнения стыковых швов и, наконец, выполнения угловых швов.
рисунок 39
При необходимости плетения можно использовать узор на рисунке 43.
Техника выполнения стыковых сварных швов сверху показана на рисунке 44 и охватывает однопроходные сварные швы или первый проход многослойных сварных швов.Последующие бусинки можно укладывать, как показано на рисунке 45.
Опять же, для сварки внахлестку можно использовать технику угловых швов.
рисунок 40 рисунок 41 рисунок 42рисунок 43 рисунок 44 рисунок 45
Заключение
Следует понимать, что никакие печатные инструкции не могут передать новичку навыки, необходимые для успешной сварки. Персональный инструктаж опытного сварщика — лучшее из описанных на сегодняшний день средств для достижения этой цели.Следовательно, следует предпринять усилия, чтобы обеспечить какое-то средство для обучения и практики под компетентным контролем. В любом случае новичок должен по крайней мере заручиться критикой готовых сварных швов квалифицированным сварщиком.
| ||||||||||||||||||||||||||||||||||||||||||||||
СТЕРЖЕНЬ | AC | DC | ПОЛОЖЕНИЕ | ПЕНЕТ-РАЙН | ИСПОЛЬЗОВАНИЕ И СВАРОЧНОСТЬ |
6013 | ДА | +/- | ВСЕ | MED | ОБЩИЕ МЯГКИЕ СТАЛИ, ЛЕГКИЕ |
7018 | ДА | + | ВСЕ | MED | С НИЗКИМ ВОДОРОДОМ, СТАЛЬНАЯ СТАЛЬ, ПРОЧНАЯ |
7024 | ДА | +/- | ПЛОСКОЕ / ГОРИЗ. | MED | МЯГКАЯ СТАЛЬ, ГЛАДКАЯ, ЛЕГКАЯ, БЫСТРЕЕ |
NiCl | ДА | + | ВСЕ | MED | ЧУГУН |
308L | ДА | + | ВСЕ | MED | НЕРЖАВЕЮЩИЙ |
312 | ДА | + | ВСЕ | НИЗКИЙ | ДИСИММИЛАР, МЯГКАЯ И НЕРЖАВЕЮЩАЯ СТАЛЬ |
600 | ДА | + | ВСЕ | НИЗКИЙ | УПЛОТНЕНИЕ |
Как сваривать тонкий металл.Какие электроды сваривают какие металлы или краткое руководство для начинающих
Сварка тонкого металла электродом — процесс непростой, так как основная проблема здесь — это вероятность проделать отверстие в детали, когда из-за большой силы тока металл просто выгорает. Поэтому все процессы должны выполняться предельно точно, качественно и аккуратно. Не забывайте о скорости работы, так как слишком долгое пребывание в ванне на одном месте может привести к большим потерям.
При сварке тонкого металла дуговой сваркой используется минимум дополнительных приспособлений, так что в итоге все получается довольно дешево, но надежность может уступать другим методам.При этом необходимо учитывать ГОСТ 2246-70. Во время процесса может произойти деформация заготовки, поскольку перепады температуры сильно влияют на листы, которые легко деформировать.
Другие тоже подвержены воздействию таких негативных факторов, но этот наименее защищен. Необходимо использовать тонкие электроды, которые будут иметь соответствующую обмотку и материал, отвечающий требованиям технологии сварки металла. В работе с тонким материалом есть как недостатки, так и преимущества.
недостатки
Из недостатков можно выделить такие свойства, как:
- необходимость использования дополнительных крепежных элементов, чтобы детали оставались на месте в процессе работы и не двигались;
- Оборудование должно иметь точную настройку при работе с малоточными параметрами, чтобы можно было точно выбрать режим;
- Необходимо предельно точное соблюдение предустановленных режимов, чтобы не портить детали;
- Появление дефектных швов здесь статистически выше, чем при работе с толстым металлом;
- Необходимо ответственно подходить к выбору защитного покрытия для электрода с целью повышения безопасности при сварке, которая уже зависит от того, какие марки металла используются в данном случае;
- Для работы необходимо иметь достаточный опыт в данной сфере.
Преимущества
Среди преимуществ:
- Относительно высокая скорость сварочного процесса;
- Высокая рентабельность за счет уменьшения количества расходных материалов;
- Изгиб и другие подготовительные операции с деформацией быстрее, проще и могут выполняться вручную;
- Здесь нужен минимум, так как практически нет необходимости в обработке кромок и создании углов на поверхности шва.
Основные требования
Перед приготовлением тонкого металла дуговой сваркой необходимо выбрать электроды.Их размер должен соответствовать толщине свариваемых деталей. Сила тока не должна отклоняться от номинальных положений, указанных в параметрах, так как при работе с тонкими металлами даже небольшое отклонение может привести к прожиганию. Металл электрода должен соответствовать металлу детали и быть максимально идентичным. Покрытие должно соответствовать техническим требованиям к сварке данного металла.
Устройство должно иметь отличные вольт-амперные характеристики и удобную настройку параметров.Температура сварки металла должна достигаться постепенно, сначала путем нагрева детали, а затем с помощью электрической дуги, чтобы избежать термической деформации. Поверхность деталей необходимо очистить и обезжирить, чтобы не было воздействия кислорода на шов и зону термического воздействия. Заготовку желательно перемещать в горизонтальное положение, так как невозможность создать достаточную глубину кипения затрудняет выполнение вертикальных швов. Следует использовать только качественные, предварительно высушенные электроды.
Основные и вспомогательные материалы
Основными материалами для сварки являются электроды. Разновидностей может быть довольно большое количество, в зависимости от используемого металла и его толщины. Сварку тонкого металла можно применять даже в том случае, если толщина заготовки начинается от 2,5 мм и выше. Они могут быть неплавкими, угольными или вольфрамовыми, и легкоплавкими, металл которых будет заполнять зазор между заготовками. Их подбирают по составу, чтобы металл наплавился идентичной ему по массе, что улучшит качество соединения.
Дополнительные материалы включают газ и флюс. Флюс используется для улучшения качества сварки металлов. Используется не всегда, а только по требованиям техники. Часто он улучшает качество сварки тугоплавких металлов, а также помогает лучше зажигать электрическую дугу. В его состав входят различные добавки и дополнительные металлы, которые будут разными для каждой марки. Иногда в качестве флюса используют металлическую стружку из того же металла, что и сама заготовка. Для нагрева детали можно использовать газ, так как если этого не сделать, то при сварке может произойти деформация металла.Он также может действовать как дополнительная защита от кислорода из атмосферы, подобно покрытию электрода. Дело в том, что при сварке тонкого металла электродом 1,6 мм он также может находиться в среде защитных газов, а не только ручной дуги. На последних стадиях обработки газ также можно использовать для нагрева при длительном охлаждении.
Выбор электрода
При выборе важны два параметра — это металл и покрытие, которые могут быть включены в общее понятие марки изделия, и толщина диаметра.В идеальном варианте металл должен полностью совпадать с тем, с которым будет происходить сварка. Для него уже сразу было выбрано соответствующее покрытие. Количество вариантов здесь очень велико, поэтому выбор в каждом случае производится индивидуально.
Чтобы уметь сваривать тонкий металл дуговой сваркой, нужно выбрать подходящий. Часто она должна соответствовать толщине свариваемой детали. Только если мы говорим о тугоплавких металлах, то его толщина может быть на 0 больше.5 мм. Необязательно использовать слишком тонкий, например, для металла в 2,5 мм электрод диаметром 1 мм. Это приведет к тому, что расходные материалы закроются слишком быстро, и шов придется часто прерывать. Материалы перед использованием необходимо просушить, так как при тонком шве все дефекты становятся намного более выраженными и имеют более разрушительный эффект. В пределах одного шва нужно работать электродами только одной марки.
Режимы
Если вы не умеете правильно сваривать металл электродуговой сваркой, то вам следует прибегнуть к таблице режимов, которая поможет точно определить, какие параметры лучше всего выбрать, чтобы был минимальный риск брак.Для определенных толщин заготовки все эти параметры уже рассчитаны.
| Толщина заготовки, мм | Диаметр присадочного материала, мм | Сила тока, А |
| 0,5 | 1 | 10-20 |
| 1 | 1-1,6-2 | 30-35 |
| 1,5 | 2-2,5 | 35-45 |
| 2 | 2,5-3 | 50-65 |
| 2,5 | 2,5-3 | 65-100 |
Технология электродной сварки
Следующая процедура описывает, как сваривать тонкий металл дуговой сваркой:
- Необходимо очистить заготовку металлической щеткой.Очистку следует проводить до появления металлического блеска на поверхности.
- Затем нужно обезжирить проход будущего шва ацетоном или любым другим растворителем, способным нейтрализовать пленку окисления.
- Нанесите флюс на края заготовок.
- Если технология сварки металла требует, то поверхность желательно прогреть газовой горелкой. То же самое можно сказать и об электродах, поскольку основные причины разбрызгивания металла при сварке кроются не только в повышенной температуре, но и в ее крайней разнице.
- Когда все подготовлено, можно переходить к непосредственной сварке. Движения должны быть достаточно быстрыми, чтобы сварочная ванна не была слишком длинной, чтобы деталь могла прожечь. Но не нужно слишком торопиться, чтобы металл закипел по всему периметру. Здесь нужно охватить как можно больший периметр, ведь из-за малой толщины нырнуть глубоко вглубь невозможно. Шов должен выглядеть достаточно широким и равномерным, а также состоять из множества мелких чешуек, расположенных одна за другой.
- После окончания работы нужно медленно остудить металл, нагревая его горелкой и постепенно понижая температуру.
Если при сварке тонкого металла электродом диаметром 2 мм заготовка прогорела, то остановите работу, осмотрите шов и решите, можно ли его сваривать. ”
Меры безопасности
Необходимо соблюдать стандартные меры безопасности. Все работы следует проводить в специальной защитной одежде, которая защитит от брызг металла.Также следует использовать специальные инструменты для переноса горячих и горячих деталей.
Электроды для сварки облегчили человеку жизнь, а методом «сваривания швов» между двумя металлическими частями создали множество полезных и надежных вещей. На самом деле электрод имеет предельно простую конструкцию — это проволока в виде стержня со специальным покрытием или без него. Сегодня можно найти более 200 разновидностей электродов, которые различаются не только маркой и производителем, но и механическими свойствами сварного шва, допустимой степенью изгиба, возможной степенью вязкости и так далее.Но наиболее распространены такие особенности:
Это наиболее важное отличие, и следующие типы уже являются производными от этой функции. Например, неметаллические сварочные стержни могут быть только неплавкими, поскольку они сделаны из графита или угля. Напротив, металлические электроды могут быть плавкими и неплавкими. Об этом подробнее и вскоре вы сможете самостоятельно определять, какие электроды какие металлы кипятят.
О классификации металлических электродов.
Металлические электроды можно разделить на два типа:
Материалом для изготовления металлических электродов первого типа являются тугоплавкие вещества, такие как вольфрам, синтетический графит и электротехнический уголь. Основная область применения этих электродов — сфера защитного газа, плазменная резка и сварка, где требуются высокие температуры, и обычные стержни быстро приходят в негодность. Для изготовления электродов второго типа используется сварочная проволока трех типов: углеродистая, легированная и высоколегированная.Такие сварочные стержни покрыты специальным защитным составом, который защищает электрод от окислительного действия кислорода и обеспечивает более эффективное горение сварочной дуги.
Об электродах с покрытием и без покрытия.
В настоящее время сварочные электроды с покрытием (рис. 1) представлены в большем ассортименте, чем электроды без покрытия. В первую очередь эта особенность связана с тем, что для покрытий используется бесконечное количество материалов, но делятся они всего на несколько видов:
- Рутил.
- Кислый.
- Главное.
- Целлюлоза.
Сварочные стержни без покрытия являются прототипом современных электродов и использовались в самом начале развития технологии сварочного оборудования. Сегодня электрод без покрытия находит применение в среде защитного газа.
Характеристики покрытых электродов и их область применения.
В современном мире сварки стандартным материалом для покрытия электродов является кислотное вещество на основе оксидов кремния, железа и марганца.Основная особенность заключается в том, что при использовании электрода с оксидным покрытием в металле могут возникать горячие трещины. Область его применения, по сути, универсальна, так как этот пруток подходит для сварки как переменным, так и постоянным током. Согласно ГОСТ классификация этой штанги имеет название: марка Е38 и марка Е42.
Следующим типом стержней являются электроды марок Е42 и Е46. Для изготовления покрытия используется рутиловый концентрат, и в результате мы получаем отличную рутиловую сердцевину для работы с полуспокойной и гладкой сталью.Рутиловый электрод создает лучшие швы и не создает трещин, как стандартный стержень. Кроме того, используя электрод с рутиловым покрытием, вы минимизируете потери металла и упростите удаление шлака после сварки. Прутки ильменита по своим характеристикам аналогичны покрытиям.
А, например, электроды с основным покрытием получают нанесением фторидных и карбонатных соединений на поверхность стержня. Основная область применения — это спокойные металлоконструкции, и в то же время особенностями стержней с таким покрытием является высокий уровень пластичности, а также ударной вязкости.Кроме того, основной электрод имеет то же свойство, что и рутиловые стержни: он предотвращает образование горячих трещин на швах. По ГОСТу данный сварочный электрод представлен марками: Е42А, Е55, Е50А, Е60, Е46А.
Последний вид покрытых электродов — это стержни с целлюлозным веществом в составе, в состав которого входят природные органические соединения, среди которых наиболее важным является целлюлоза. Основная область применения сварочных стержней с целлюлозным покрытием — это стали со спокойным и полутихающим покрытием.Кроме того, использование таких стержней возможно не только при условии, что конструкция стоит на земле, но и по весу или сверху вниз, что является преимуществом этих электродов. По ГОСТу эти стержни можно встретить под следующими названиями: Е50, Е46, Е42.
Чтобы точно знать, какие электроды используются для сварки каких металлов, мы рекомендуем внимательно прочитать инструкции и описание на упаковке перед покупкой сварочных стержней, поскольку стержни для сварки цветных металлов нельзя использовать для сварки чугуна или стали. .За подробной консультацией обращайтесь к продавцу.
Сварка тонким металлическим электродом позволяет собирать легкие конструкции с большим запасом прочности. Также таким способом можно реставрировать автомобили и ремонтировать многие другие тонкостенные изделия. Однако такой процесс довольно сложный, сделать качественно без опыта очень сложно.
В этом материале мы разберем все нюансы сварочных работ на листовом металле, каковы проблемы и способы их избежать.
Проблемы сварки тонкостенных изделий
Основные проблемы, возникающие в процессе сварки тонкими металлическими электродами, аналогичны обычному браку при плохом соединении.
- Обжиг заготовки.
- Прилипание электрода.
- Деформация материала.
Горение — наиболее частое явление при работе с тонкостенными конструкциями. Это следствие неправильно подобранной силы тока. Именно избыточная мощность способствует быстрому плавлению металла и образованию дырок.
Прилипание электрода происходит в двух случаях: при малой силе тока и непосредственной близости кончика расходного материала к поверхности металла. Эти два негативных фактора способствуют образованию неровностей стыков и, как следствие, ухудшению качества сварки.
Сплошной шов — частая ошибка новичков в сварке. Боясь обжечь металл, кончик электрода удаляется на большое расстояние, и расплав просто растекается по поверхности. В результате при зачистке получается, что шов неровный и нет соединенных участков.
Деформация также является довольно частым явлением при сварке листового металла. Это следствие воздействия высоких температур.
Как осуществляется сварка тонкого металла и как решить проблему брака?
Выбор режимов и электродов
Для сварки тонкостенных конструкций лучше всего использовать инвертор. Такие устройства имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, используемая при таких работах, зависит от толщины деталей и диаметра электрода.
Тонким металлом считаются заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице вы можете увидеть примерное соответствие выбранной мощности материалу и диаметру электрода.
Это приблизительные данные, более точную регулировку прибора можно определить опытным путем, попробовав варить металл.
При использовании электродов тонких типов необходимо учитывать, что скорость их плавления выше, а это значит, что шов нужно делать быстрее.
Основные требования к выбору расходных материалов такие же, как и при сварке стандартных конструкций. Покрытие и состав электрода должны соответствовать свариваемому металлу.
Правильная технология
Технологически сварка тонкого металла практически не отличается от процесса соединения более толстых конструкций. Всю работу можно разделить на три этапа:
- Подготовка деталей.
- Сварочный процесс.
- Зачистка швов.
Основные отличия в некоторых нюансах позволяют качественно приготовить листовой металл и оцинковку.
Обучение
Вся подготовка начинается с очистки поверхности материала от загрязнений. Важно более тщательно очистить место, где будет установлен массовый держатель.
Оцинкованный листовой металл на месте будущей сварки можно очистить болгаркой от защитного покрытия. Но можно готовить прямо на нем, цинковый слой при работе сгорит.
Сварка
Алгоритм сварки тонкого металла следующий.
- Электрод на конце можно отклеить на длину около 5 мм, это будет способствовать быстрому горению поджога.
- По всей длине будущего шва необходимо сделать точечные прихватки материала (во избежание дальнейшей деформации). Для этого произведите кратковременный поджог и приварите края металла в виде острия или длиной 10 мм.
- Дуга зажигается просто — это делается двумя способами.Либо постукивая кончиком электрода по металлу, либо ударяя. Длина дуги оптимальна в пределах 2-3 миллиметров. Обычно расстояние электрода от металла должно быть в пределах диаметра расходного материала!
- После этого формируют ванну из жидкого металла и начинают вести шов. При этом сварочная ванна должна иметь удлиненно-овальную форму. Это свидетельствует о получении качественного шва.
- Во избежание прилипания электрода не «втыкайте» его в поверхность.
В этом плане начинающим сварщикам очень удобно использовать инвертор с дополнительными функциями защиты от прилипания и дуги. Если электрод расположен слишком близко к металлу, он снимает напряжение. В этом случае короткого замыкания нет и электрод не прилипает. При большом растяжении дуги инвертор дает дополнительное напряжение и процесс сварки не прерывается.
- Поводок для шва, устанавливающий держатель с электродом под углом 60 градусов.Лучше всего выбирать положение, близкое к прямому углу, но с видом на сварочную ванну и сам шов. Если угол слишком острый, получается выпуклое соединение. Это значит, что шов всплывает и не сваривает металл.
- Электрод можно вести слева направо или на себя, вертикальные соединения выполняются снизу вверх. В этом случае при сварке нужно делать боковые движения зигзагами (елочкой).
- Еще нужно контролировать скорость передвижения.Он должен быть прогрессивным и таким же.
После отделочных работ нужно сбить шлак и осмотреть состав на предмет отсутствия пробок и прожогов на металлической поверхности.
Методы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сварки, можно использовать некоторые подходящие методы.
Перекрытие. Если конструкция позволяет, листы можно класть один на другой. В этом случае главное не обжечь поверхность, расположенную внизу.
Точечное подключение. Технологически такой шов выполняется в виде деревенских прихваток. Дуга зажигается, металл в нужном месте закипает и гаснет. А потом на протяжении всего соединения с шагом в 3 диаметра электрода все повторяется.
По электроду. Если есть опасность обжечь тонкий металл, можно очистить один электрод от покрытия и уложить его по будущему шву. В процессе сварки нужно эти места хорошо прокипятить.Таким же образом можно заварить прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда держатель кабеля выставлен на плюс, а масса на минус. Обратная полярность снижает количество тепла на кончике электрода, что помогает предотвратить ожоги.
Если нужно сварить массивную деталь тонким металлом, то дуга зажигается на толстостенной заготовке и передается в процессе сварки в месте соединения.
Для отвода лишнего тепла под самые тонкие детали можно подложить медную полоску.Медь — очень жаропрочный материал, который предотвращает возгорание и утечку расплавленного металла.
Что вы думаете о такой работе, как сварка листового металла? Если у вас есть большой опыт сварки соединений из тонкого материала, поделитесь им в комментариях к этой статье.
Диаметр электрода — один из основных параметров при выборе, так как необходимо подбирать расходные материалы с толщиной примерно такой же, как у основного металла. Естественно, рано или поздно приходится иметь дело с тонкими листами, сварка которых — это не только сложный технологический процесс, требующий большого опыта, но и невозможный без специальных материалов и инструментов.В большинстве случаев их пытаются соединить с помощью газовой сварки, но если это невозможно, приходится использовать самые тонкие сварочные электроды.
Тонкие сварочные электроды
Не у всех марок есть материалы, которые могут удовлетворить этот запрос, поскольку в некоторых случаях толщина начинается от 2 мм. Тонкими можно назвать те, которые меньше 2 мм в диаметре. Электроды для тонкого металла практически полностью сохраняют соотношение количества покрытия по отношению к количеству материала на стержне.Как правило, это треть от общей массы. Такие вещи сложнее в изготовлении и используются не так часто. С появлением небольших домашних инверторов, которые имеют небольшой диапазон действия, тонкие стали более популярными, поскольку мощность этого метода могла расплавить до 3 мм присадочного материала.
Самые тонкие электроды для дуговой сварки довольно сложны в применении, так как скорость их плавления намного выше, чем у стандартных. Для этого следует выбирать специальные режимы, но этого может быть недостаточно для получения качественного результата.Здесь нужен практический опыт, так как есть большой риск перевязки основного металла. К оборудованию также предъявляется ряд требований, например, держатель должен надежно фиксировать электрод. Должна быть точная регулировка, чтобы можно было точно выбрать желаемую силу тока. Скорость процесса намного выше, чем в стандартной ситуации.
Защита, которую создает покрытие, относительно мала из-за тонкого слоя покрытия. Но этого может быть достаточно, так как сварочная ванна тоже небольшая.Желательно использовать флюс для металла, чтобы улучшить сварочные свойства и защитить шов. Здесь необходимо хорошо отрегулировать баланс глубины закипания, чтобы металл шва брал на себя основной, а дырки не прорабатывал. Также стоит учесть, что при сварке тонкого металла есть вероятность термической деформации. Чтобы этого не произошло, шов нужно делать не сразу по всей длине, а небольшими полосками. Также нужно сделать перчатки во всю длину, чтобы все не гнулось.
Электроды для сварки металлов диаметром 1 мм узкопрофильные и редко используются профессионалами. Но альтернативы им нет, поэтому они должны быть в арсенале профессионала. Главное правильно их выбрать, а потом использовать по технологии, чтобы не было большого количества брака.
Преимущества тонких электродов
- Это единственный расходный материал, который может быть изготовлен. дуговой сваркой тонких изделий без большого риска перегрузки заготовки;
- Электроды относительно недорогие, поэтому всегда можно купить большое количество материала;
- По своим физическим свойствам и составу они почти не уступают более толстым представителям марки;
- Электроды готовятся быстро, так как сушка и прокаливание занимает относительно небольшое время.
Недостатки тонких электродов
- Электроды для сварки тонким металлом инвертором не предназначены для работы с толстыми деталями, так как они не смогут закипеть до нужной толщины;
- Есть сложности с работой, так как техника сварки отличается от обычной;
- Из-за своих размеров они быстро заканчиваются и часто приходится менять расходные материалы;
- Недостаточный слой покрытия снижает надежность защиты сварочной ванны;
- Часто требуются дополнительные расходные материалы;
- Не все марки выпускаются в таком маленьком варианте, поэтому иногда возникают трудности с подбором.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого изготовлен стержень, и от того, что входит в покрытие.
Размеры тонких электродов различных производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Кроме того, в линейках присутствуют материалы толщиной от 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди брендов, выпускающих такие размеры, можно найти:
- МП-3;
- МР-3С;
- УНИИ-13 45;
- УНИИ-13 55;
- Е-46;
- АНО 21.
Выбор
Электроды для сварки листового металла подбираются по тем же принципам, что и стандартные. В первую очередь следует обратить внимание на состав, чтобы сердцевина металла шва совпадала с основной. Это обеспечит лучшее соединение, так как по краям шва не будет образовываться слабых мест, и вся конструкция будет более однородной. Также стоит опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
«Важно! Ни в коем случае нельзя пытаться варить заготовки, толщина которых на несколько миллиметров превышает толщину электрода».
Режимы и особенности применения
Основная особенность приложения — более высокая скорость сварки. Напротив, если этот фактор вызван более высокой текучестью, вязкость остается неизменной. Благодаря этому соединение в вертикальном и потолочном положении становится проще. Это один из немногих случаев, когда можно брать электроды меньшего диаметра, чем основной металл, особенно если речь идет о сварке потолка.Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и может произойти брак. Чем больше толщина, тем менее заметна эта разница, хотя здесь есть зависимость от того, какой металл используется.
- Особенности инверторной сварки тонких металлов
- Способы сварки тонких металлов полуавтоматы
Сейчас, наверное, у кого-то есть дача или дом на даче. Поэтому инвертор в хозяйстве незаменим. Часто возникает необходимость варить тонкий металл. Но не все грамотно варит тонкий металлический полуавтомат, так как процесс имеет свои особенности. О них и поговорим дальше.
Особенности инверторной сварки тонких металлов
Инвертор для сварки в настоящее время пользуется все большим спросом и имеет своих вентиляторов, поскольку получил несколько преимуществ. Приобретенный полуавтомат придет на помощь в любой ситуации: благодаря ему можно отремонтировать забор, ворота или изготовить из металла различные конструкции.Инвертор продается в любом магазине, где представлены сварочные аппараты. Домашний прораб, не имеющий опыта работы с таким оборудованием, должен знать, как правильно им пользоваться или как варить металл с помощью инвертора или полуавтомата, который отличается от других тем, что в нем есть электрический блок. Благодаря этому его вес намного меньше, а рабочий процесс намного эффективнее.
У полуавтомата есть еще одна отличительная черта — он отлично показывает себя при низком напряжении.Это очень ценное качество для тех, кто работает над устройством в частном доме за городом. Самое главное, когда нужно что-то приготовить, не забывайте о требованиях личной безопасности.
Обязательно наденьте плотный костюм и перчатки из плотного материала, защищающие от ожогов капающим металлом. Обязательным условием является использование маски для сварщиков или защитного экрана, так как существует опасность поражения глаз ультрафиолетовым излучением. В большинстве случаев бытовые агрегаты для сварки металла очень слабые, поэтому рекомендуется выбирать электроды до 2-х.5 мм. Можно и более тонкие электроды. Но если взять их толще, то вряд ли они хоть как-то заработают.
Конечно, готовить с инвертором намного проще, чем с обычным агрегатом. Даже такую операцию, как установка силы тока, можно совершить одно движение на ручке, включая ток. Диапазон его мощностей — 20-100 А. Текущую мощность подбирают, ориентируясь на особенности предстоящей работы и параметры электродов.
Совершенно очевидно, что чем тоньше сварочный электрод и лист металла, который они планируют сваривать, тем ниже значение тока и, наоборот, чем толще сварочный электрод и металл, тем выше значение тока.
Вернуться к содержанию
Методы сварки тонких металлов полуавтоматы
Как соединить тонкий металл с инвертором? Для этого используются самые разные методы: встык и внахлест, с использованием несъемной прокладки и без нее.
Вернуться к содержанию
Сварка внахлест
Первым делом листы укладываются друг на друга. Затем плотно соедините края верхнего и нижнего листов между собой за счет наложения товаров.Между металлом не должно быть зазоров. Затем отрегулируйте такой параметр, как значение сварочного тока. Стальной лист толщиной 1 мм соответствует размерам в диапазоне от 30 до 50 А. Если толщина листа имеет отклонения от указанной здесь, то ток либо уменьшается, либо увеличивается.
Следующий момент — захват металлических листов друг за друга. Выполняется короткими перемычками на всю область сустава. Готовят с перебоями, беря электрод и без промедления накладывая его (то, что называется «гасить дугу»), и материал не должен успевать остывать.После этого листы полностью свариваются встык прерывистым шагом. Время от времени электрод помещают в зону холодного шва, что позволит материалу не сильно коробиться.
Вернуться к содержанию
Футеровочный шов
Важно учитывать, что при более коротком непрерывном шве металл меньше коробится. Затем стараются сделать так, чтобы зазор между концами стали был минимальным. Лучше, конечно, если не будет. Для сварки тонкого металла требуется подкладка под стык.Без него выполнить стыковку слишком тонкой стали практически невозможно.
Технология аналогична методу перекрытия: они устанавливают текущее значение с помощью кнопок и выполняют соединение прерывистыми шагами. Может использоваться такой вариант, как использование стальной неотдвижной футеровки. В этом случае в междоузельный шов укладывается полоса стали толщиной, равной этому параметру листа.
Важно следить за тем, чтобы эта полоса прилегала к листу максимально плотно.Тогда футеровка будет привариваться к заготовкам, даже если между ними останется небольшой зазор. Бывают ситуации, когда вставить несъемную планку невозможно. Затем под стык кладется толстая медная полоса, предотвращающая подгорание листов из-за отвода тепла. Такая полоса вытаскивается после процесса сварки. Когда требуется сварка двух горизонтально расположенных комбинированных труб, то работа начинается снизу. Причем процесс сварки будет идти снизу вверх. Подъем наверх выполняется плавно и постепенно, медленно.В противном случае шов будет нестабильным или труба пригорит.
В процессе работы следует обращать внимание на качество шва и плавление металла. Когда металл прогорает, значит, превышен сварочный ток. Потом его просто сокращают. При некачественной проплавке стыка велика вероятность того, что напряжение небольшое и его нужно добавлять. Инверторные устройства для сварки деталей позволяют плавно изменять величину тока при работе с ними.
Именно по этой причине отмечается удобство их использования и простота обращения.
При сварке нужно проявлять особую осторожность и соблюдать все требования, тогда о том, какие неопределенности при работе на такой машине можно обсуждать. Причем процесс может осилить даже неопытный человек, который до этого ничего подобного в руках не держал. Удачного освоения сварочного процесса!
Лучший сварщик для листового металла в автомобилях 2021
Сварка — это технически сложная задача, а это значит, что для нее требуется некоторый опыт, который приходит только с практикой.Конечная цель каждого сварочного проекта — получить долговечные, высокопрочные соединения между двумя металлическими деталями. Когда речь идет об автомобилях, обычно речь идет о листовом металле, который довольно легко соединить, если использовать идеального сварщика.
Металлический лист для кузова автомобиля и даже сварочные материалы найти несложно. Это руководство призвано помочь неопытному мастеру, стремящемуся избежать высоких затрат на рабочую силу, найти одного из лучших сварщиков кузовов автомобилей.
И не только это, мы надеемся, что наши обзоры снимут стресс, найдя идеальное сварочное устройство для кузовов автомобилей для профессиональных сварщиков.Давайте углубимся.
Лучший сварочный аппарат для автомобильного листового металла 2021
Последнее обновление 2021-02-22 / Изображения из Amazon Product Advertising API
Лучший сварщик для кузовов автомобилей: 5 лучших обзоров продуктов
1 Портативный сварочный аппарат MIG
Последнее обновление от 22 февраля 2021 г. / Изображения из Amazon Product Advertising API
Lincoln — один из крупнейших мировых производителей сварочного оборудования как для личного, так и для коммерческого / промышленного использования.С годами их продукция, особенно сварочные аппараты MIG, завоевала признание и, следовательно, была признана одной из самых надежных марок. И на этот раз они представляют портативный электрический сварочный аппарат Lincoln на 120 В для сварки MIG, еще один высококачественный продукт, который просто выполняет свою работу.
Если вы ищете сварочный аппарат MIG, который отличается портативностью, превосходными характеристиками и функциональностью, то он для вас. Сварщики очень заинтересованы в этом аппарате для домашних или коммерческих сварочных работ.
Это просто из-за простоты настройки и универсальности. Это обеспечивает плавный пуск и обеспечивает сварку с малым разбрызгиванием, особенно при использовании опционального пистолета. Lincoln 120VAC далек от совершенства, он работает исключительно по сравнению с тем, что вы ожидаете от легкого и дешевого сварочного аппарата MIG такого типа.
Lincoln отлично поработал, сделав этот сварочный аппарат легче и долговечнее по сравнению с другими сварочными аппаратами с аналогичными характеристиками. Если вы ищете лучшего сварщика для работы с листовым металлом? Это может быть именно то, что вам нужно.
Плюсы
- Впечатляющая производительность
- Соединение пистолета из латуни и латуни
- Литой алюминиевый корпус
- Полностью регулируемая система привода
- Элементы управления подачей проволоки от 50 до 500 IPM
- Варианты сварки MIG в среде защитного газа или сварки сердечником под флюсом без газа
Минусы
- более низкое напряжение 120 В
- Не рекомендуется для несгибаемых сварщиков
- Вино с высоким шагом для любителей
2.Универсальный сварочный аппарат Forney 190 Amp MIG / Stick / TIG
Forney 324 MIG / Stick / TIG Сварочный аппарат 3 в одном, 190 А, 120/230 В, зеленый- МНОГОПРОЦЕССНАЯ СВАРКА — Сварочный аппарат 3 в 1, сварочный аппарат MIG и сварочный аппарат TIG (аксессуары для сварки TIG в комплект не входят) все необходимое в одной машине
- ПРОСТОТА ИСПОЛЬЗОВАНИЯ — легкий запуск делает любой удар ЛЕГКИМ! Трехпозиционный переключатель позволяет быстро изменять процесс
- КОНТРОЛЬ СВАРОЧНОЙ СВАРКИ — Двигайтесь с правильной скоростью, которая соответствует вашим потребностям, расходомер обеспечивает правильное регулирование газа с помощью одноступенчатого поршня
- ПРОЧНЫЙ — Цельнометаллический корпус, рассчитанный на в повседневной работе только при напряжении 115 (15 ампер) или 220 (50 ампер).
- СВАРОЧНЫЙ ПРИБОР ВКЛЮЧАЕТ — Установка для сварки и сварки MIG.Вместе с расходомером и газовым шлангом.
- ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИЗДЕЛИЯ — Размеры: 20,2 дюйма (513,02 миллиметра) x 10,2 дюйма (259,08 миллиметра) x 16 дюймов (406,4 миллиметра). Вес: 50 фунтов . (22,68 кг). Диапазон толщины листа: до 4,76 мм (3/16 дюйма). Использует стержневые электроды диаметром до 5/32 дюйма.
- РЕКОМЕНДУЕМЫЕ ПРИНАДЛЕЖНОСТИ — Пистолет для катушки (85653), горелка для сварки TIG (85654), ножная педаль (85655)
- Нажмите на синюю надпись (BY FORNEY) под заголовком, чтобы просмотреть наши полный каталог сварщиков, абразивов, цепей / тросов, инструментов и многого другого!
Последнее обновление от 22 февраля 2021 г. / Изображения из Amazon Product Advertising API
Сварочный аппарат Forney 324-190 A MIG / TIG / STICK — это многоцелевой сварочный аппарат, который бесперебойно работает как с постоянным, так и с переменным током, 220 В или 120 В. Максимальная выходная мощность 190 ампер.Это универсальный многопроцессорный сварочный аппарат, способный выполнять сварку Stick, MIG или TIG.
Это устройство специально предназначено для сварки сердечником из флюса, но также может быть переключено на работу с низкоуглеродистой сталью с подачей газа. Вы также найдете зажим заземления и стержень для сварки штангой. Эта машина отлично подходит для обслуживания и ремонта, ферм, лодок, автомобилей, легкой промышленности и общего производства.
Аппарат укомплектован газовым шлангом и регулятором, что позволяет легко переключаться между сварочными процессами.Этот сварочный аппарат оснащен такими качественными характеристиками, как опция пистолета для катушки, стандартный MIG, держатель стержневого электрода, горелка с быстрым отсоединением в европейском стиле, удлиненная горелка, пистолет с обычными расходными деталями, система привода подачи из литого алюминия HD с зубчатыми направляющими и ведущими роликами шнур питания.
Качество, стоимость и производительность этой машины действительно впечатляют. Горелка для сварки TIG и ножная педаль в комплект не входят, но их можно приобрести отдельно. Стандартная конфигурация газового шланга для США поставляется с легко читаемым руководством по быстрому запуску.Производитель дает гарантию на замену 5/3/1 или расширенную для этого устройства.
Плюсы
- Универсальность и портативность
- Простота использования
- Цифровая индикация
- Пистолет MIG с евро соединением устраняет проблемы с горелкой
- Система приводов из литого алюминия делает механизм подачи проволоки более прочным
- Простая и быстрая настройка
Минусы
- Проблемы с переключателем ВКЛ / ВЫКЛ
- Горелка и педаль TIG не включены
- Плохой рабочий цикл
3.Распродажа LOTOS TIG200-200A
LOTOS — 1H-4HPT-NF6E Lotos TIG200ACDC 200A AC / DC Сварочный аппарат для сварки алюминия вольфрамовым электродом на постоянном токе со штангой / дуговой сваркой, прямоугольный инвертор с ножной педалью и регулятором аргона инвертор для точной сварки алюминия.Последнее обновление от 21.02.2021 / Изображения из Amazon Product Advertising API
Специально разработанный для профессиональных сварщиков, Lotos TIG200 обеспечивает гораздо более высокую производительность, чем другие устройства в своем классе. Он предлагает превосходный рабочий цикл, что делает его идеальным для промышленного применения.
Lotos 200 AC / DC предлагает множество важных функций, которые делают его простым в использовании и неизменно популярным. Универсальность, двойное напряжение и компактность; TIG 200 предлагает пользователю простой набор элементов управления, позволяющих легко настроить сварщика на идеальную работу в самых разных условиях.Технология квадратного инвертора позволяет пользователям сваривать мелкий алюминий с максимальной точностью.
Он также позволяет пользователю с легкостью переключаться с 110 В на 220 В с помощью переходной вилки и вырабатывает 200 ампер для сварки Stick и TIG. Возможность автоматического двойного напряжения позволяет этой машине бесперебойно работать при питании 220 В 50/60 Гц или 110 В 50/60 Гц.
Подходит для сварки низкоуглеродистой стали, нержавеющей стали, алюминия и других металлических материалов. Если вы ищете лучшего дешевого сварочного аппарата для листового металла с характеристиками промышленного качества, тогда посмотрите это.
Плюсы
- Автоматическое двойное напряжение
- Технология прямоугольного инвертора
- ВЧ-пусковое управление ручным резаком
- Легкий
- Прочный
Минусы
- Не предназначен для тяжелых проектов
- Низкое качество сварки толстых металлов
4. Сварочный аппарат SUNCOO 140 MIG с сердечником из флюса
Последнее обновление 2021-02-22 / Изображения из Amazon Product Advertising API
Сварочный аппарат SUNCOO 140 MIG позволит вам сваривать как профессионалы.Этот портативный, компактный и легкий сварочный аппарат имеет удобный интерфейс, что делает его идеальным для начинающих. Благодаря портативности машину легко переносить куда угодно, просто в настройке и использовании.
Этот мощный MIG предлагает универсальность для сварщиков с вариантами штекеров 110 В и 230 В. Также имеется удобная ножная педаль, которая позволяет безопасно управлять мощностью во время сварки. Компактный и изысканный; SUNCOO 140 изготовлен из сверхпрочного корпуса из нержавеющей стали и окрашен в черный цвет для обеспечения длительного срока службы.
Поскольку я предпочитаю называть его «лучшим сварочным аппаратом MIG для листового металла», он использует проволоку с флюсовым сердечником и самораспускающийся инертный газ для металла во время сварки, предотвращая окисление зоны сварки. Благодаря портативной конструкции и широкому диапазону применения, SUNCOO имеет регулируемые регуляторы скорости подачи и поворотную ручку для легкой регулировки тока и скорости подачи проволоки соответственно.
Если вам нужна удобная машина для домашних проектов DIY и общих ремонтных работ, это все, что вам нужно.
Плюсы
- Минимальная кривая обучения делает его идеальным для начинающих
- Компактный и легкий
- Корпус из нержавеющей стали
- Прочный
- Контроль безопасности ВКЛ / ВЫКЛ
Минусы
- Относительно более низкое напряжение
- Поток низкого качества -сварка сердечника для более толстых материалов
5. Metal Man INVERTER 80 Amp Inverter DC Stick Welder
Последнее обновление 2021-02-22 / Изображения из Amazon Product Advertising API
Инвертор Metal Man-80 — это компактный легкий инверторный сварочный аппарат постоянного тока.Использует входную мощность постоянного тока 110–120 В, 60 Гц на линии 20 А. Сварочный аппарат постоянного тока Inverter 80 DC имеет встроенные функции горячего старта и дуги для легкого запуска.
Это устройство идеально подходит для домашних хозяйств и небольших промышленных проектов. Сварка клеем электродами до 3/32 ″. Имеет защиту от тепловой перегрузки для предотвращения перегрева. На этом аппарате вы можете выполнять сварку TIG на постоянном токе нержавеющей или углеродистой стали с помощью дополнительной горелки TIG.
Инвертор Metal Man — это симпатичный маленький сварщик, который дает вам максимум возможностей, когда дело доходит до сварки, поскольку он может выполнять сварку TIG и MIG.Дорогой — это не повод для беспокойства, ведь он стоит каждого пенни, учитывая его производительность.
Этот аппарат допускает несколько регулировок, что делает его идеальным для сварки металлов различной толщины. Кроме того, он легкий, компактный и простой в использовании. Это, без сомнения, один из лучших сварщиков MIG для кузовных работ.
Плюсы
- Сварка TIG на постоянном токе плюс дополнительная горелка TIG
- Портативный
- Легкий запуск дуги
- Долговечность
- Удобство использования
Минусы
- Не рекомендуется для коммерческого использования.
- Отлично работает, но иногда отключается при длительном использовании при высоких настройках.
Разница между сваркой MIG и сваркой TIG
Говоря о разнице между процессами сварки MIG и TIG, эти два метода похожи и в то же время сильно различаются.
Сварка MIG (металл в инертном газе) — это процесс сварки, при котором между металлом заготовки и расходящимся проволочным электродом образуется электрическая дуга, в результате чего они плавятся и, следовательно, соединяются.Защитный газ подается через сварочную горелку рядом с проволочным электродом, чтобы защитить процесс от загрязнений.
Сварка МИГ отлично подходит для начинающих. Намного легче научиться и выполнять, чем сварку TIG. Машины MIG дешевле и проще в обслуживании, чем сварочные аппараты TIG. Отлично подходит для типичных металлов, которые вы можете найти в автомобилях, таких как нержавеющая сталь, легкая сталь и алюминий. С их помощью также можно сваривать более толстые металлы.
С другой стороны, сварка TIG (вольфрамовый инертный газ) — это процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод.Инертный защитный газ (гелий или аргон) защищает электрод и зону сварки от других атмосферных загрязнений.
В этом процессе часто используется присадочный металл. Источник постоянного тока производит электрическую энергию, которая проходит через дугу через столб ионизированного газа и пара металла, известный как плазма.
Процесс сварки вольфрамовым электродом в среде инертного газа (TIG) намного медленнее и труднее по сравнению со сваркой MIG. Тем не менее, качество готовой работы, выполненной сваркой TIG, намного лучше, чем качество, произведенное сварочным аппаратом MIG. лучший сварщик листового металла, есть несколько ключевых факторов, которые необходимо учитывать, чтобы принять правильное решение.К этим факторам относятся цена, источник питания, рабочий цикл, портативность, функциональность и многое другое.
Опции питания
Машины с более высокой выходной мощностью часто отлично работают с более толстыми металлами, но в большинстве случаев эти сварочные аппараты с более высоким напряжением требуют специальных настроек источника питания. С другой стороны, сварщики с более низким напряжением не могут выполнять тяжелые работы. Их главное преимущество в том, что их можно включать в любую розетку. Таким образом, прежде чем выбирать мощность на окраине, знайте, для какой работы вы, скорее всего, будете использовать машину.
Источник питания
Сварочные аппараты будут использовать либо постоянный ток (постоянный ток), который течет в одном направлении и не реверсирует, либо переменный ток (переменный ток), который меняет свое направление через определенные промежутки времени. Постоянный ток обеспечивает стабильный расход энергии, что в конечном итоге приводит к более высоким температурам, но более глубокому провару сварного шва. Сварщики на переменном токе стоят меньше, чем на постоянном токе, только электроды, используемые для сварки на переменном токе, более ограничены.
Сварочные аппараты постоянного тока очень дороги, но остаются более популярными из-за более высокой мощности, более широкого выбора электродов и нескольких преимуществ, таких как лучшее проплавление, простое зажигание дуги и улучшенное управление.Однако у лучших сварщиков для кузовного ремонта есть комбинация AC / DC.
Рабочий цикл
Рабочий цикл — это период времени, в течение которого сварочный аппарат может работать, прежде чем его необходимо выключить для охлаждения. Обычно выражается в процентах. Как правило, менее дорогие имеют более короткие рабочие циклы, в то время как более дорогие, как правило, имеют более длительные рабочие циклы.
Например, сварщик может иметь возможность подавать постоянный ток мощностью 200 А переменного тока при рабочем цикле 60%, это означает, что он может сваривать при 200 А в течение шести минут перед остановкой.Затем его необходимо охладить следующие 4 минуты, чтобы не допустить перегрева. Сила тока и рабочий цикл обратно пропорциональны.
Где увеличение силы тока снижает рабочий цикл и вице-визы. При токе 130 ампер сварщик может иметь рабочий цикл 80%, но при увеличении силы тока до 300 ампер тот же сварщик может иметь только 20% рабочего цикла. Однако некоторые сварщики могут работать непрерывно при 100% рабочем цикле при определенной силе тока. Лучший сварочный аппарат для автомобильной промышленности должен иметь более продолжительный рабочий цикл.Это особенно важно для сварки толстых металлов.
Расходные материалы
При использовании сварочного аппарата с подачей проволоки во время сварки особенно расходуется защитный газ. То же самое и с проволокой, соплами горелок и контактными наконечниками. Никто вам не скажет, но вы уже знаете, что вашему новому сварщику потребуется уход и обслуживание с течением времени.
Готов поспорить, вы не захотите покупать сварщика, у которого отсутствуют расходные материалы. Следовательно, убедитесь, что сварщику доступны расходные материалы хорошего качества.
Катушечный пистолет
Если вы планируете сварку методом MIG, вам понадобится сварочный аппарат, у которого есть дополнительный катушечный пистолет. Некоторые, особенно мелкие сварщики, не включают это. Поэтому обязательно обратите внимание на эту функцию. У лучшего сварщика для кузовных работ есть пистолет для катушки с функцией быстрого отсоединения.
Размер
Легкость транспортировки также является важным фактором, который следует учитывать при выборе лучшего сварочного аппарата для кузовных работ. Это также напрямую влияет на размер и вес.Для тех, кто, вероятно, захочет оставить машину в магазине после работы, вес, скорее всего, не будет проблемой. Однако, если вы, вероятно, собираетесь работать в разных местах, я предлагаю вам выбрать вариант с легкой конструкцией. Сварщики с инверторной технологией весят меньше.
Заключение
При выборе лучшего сварочного аппарата для изготовления автомобильного листового металла необходимо учитывать такие важные факторы, как универсальность, производительность, цена, расходные материалы, размер и портативность.Постарайтесь использовать информацию из наших обзоров и правильно рассмотреть преимущества, которые может предложить каждый сварщик. Для тяжелых промышленных применений или небольших производственных проектов мы рекомендуем многопроцессорный сварочный аппарат Forney 324-190-Amp из-за его удобства и выдающейся производительности.
Связанное сообщение Вам может понравитьсяРазличия в сварке стержнем (7018 и 6013)
Ручная сварка с использованием 7018 и 6013 — что означают числа?
Когда вы начнете заниматься сваркой штангой, вы можете столкнуться с множеством вопросов обо всех цифрах, которые вам задают.В чем разница между электродом 7018 и 6013? Они взаимозаменяемы? Что означает буква E, которая иногда появляется перед числами?Как только вы узнаете разницу между этими числами, вы легко сможете заказать то, что вам нужно. Чтобы упростить задачу, воспользуйтесь нашим простым руководством по номерам сварочных электродов.
Буква «Е»
Глядя на электрод, можно найти числа, нанесенные на стержни. Если вы видите на стержне букву «E», это означает «электрод».«Нет никакой разницы между стержнями с буквой« E »и без нее. Значение имеет только четырехзначное число.
Первые два числа
Наиболее распространенные электродные стержни начинаются с 60 или 70. Эти цифры соответствуют тому, сколько килограммов на квадратный дюйм (KSI) прочности на растяжение будет создавать электрод. 60 означает 60 000 фунтов, а 70 — 70 000 фунтов. Во многих случаях это означает, что сам сварной шов прочнее, чем материалы, которые вы плавите.
Если вы выполняете сварку для простого домашнего проекта, вы, скорее всего, будете использовать электрод с меньшим номером.Но если вы свариваете металл для крупномасштабного проекта, такого как строительная площадка, вам может понадобиться электрод с большим номером.
Последние два числа
Когда вы узнаете, сколько KSI вам нужно, вы можете посмотреть на второй набор цифр, который соответствует флюсовому покрытию стержня. Более высокие числа означают, что у стержня больше покрытия. У стержня 7018 будет больше покрытия, а у стержня 6013 будет меньше покрытия.
Третье число
Помимо того, что третье число является частью шкалы покрытия, оно также обозначает одно из трех возможных положений электрода.Цифра 1 обозначает электрод во всех положениях, который является наиболее гибким. Число 2 означает плоский или горизонтальный, а 4 означает плоский, горизонтальный, вертикальный вниз и над головой.
Что мне использовать?
Если вы посмотрите на разные удилища, нет ни одного, который определенно лучше других. Ваше решение в основном зависит от проекта, над которым вы работаете, и вашего уровня опыта. Многие новички научатся использовать 6013 на уроках сварки. Если строительный проект не требует более высокого значения KSI, 6013 является широко используемым и надежным вариантом.
Во многих случаях 7018 является отраслевым стандартом.