Сварка аргоном труб из нержавейки и легированных металлов
Главная » Сварка » Сварка Конструкций
Сварка Конструкций
Автор admin На чтение 3 мин. Просмотров 1.6k. Опубликовано
Обычная сварка дуговым способом хорошо подходит для черных и обычных металлов. С ростом использования высоколегированных металлов возникла потребность их сварки. Но обычный электрод не справляется с нержавейкой, сплавами алюминия и другими сложными металлами. Во время процесса сварки такие металлы быстро окисляются на открытом воздухе.
Кислород проникает внутрь металла, создавая поры, которые делают сварной шов некачественным. Для решения проблемы был придумана сварка аргоном труб, металлоконструкций и других деталей. Аргон в этом случае выполняет роль защитной среды, которая окружает место сварки, мешая кислороду вступать в реакцию с металлом.
Аргон в этом случае выполняет роль защитной среды, которая окружает место сварки, мешая кислороду вступать в реакцию с металлом.
Для защитной оболочки вокруг вольфрамового электрода может использоваться не только аргон, подойдет любой инертный газ – гелий, смесь углерода с кислородом, смеси аргона. Обычно для ручной сварки выбирают очищенный гелий, а для работы в автоматическом режиме – комбинация аргона с гелием. Сварка нержавеющих труб аргоном начинается с обычной фиксации свариваемых деталей.
Их закрепляют с помощью механических приспособлений под названием тиски или кондукторы. Сила сжатия выверяется по нормативам и составляет для труб толщиной не больше 4 мм примерно 1,2 кН, при меньшей толщине – 0,3 кН. Не случайно речь зашла о креплении труб, аргонно-дуговая сварка очень тонкий процесс, при котором качество шва может зависеть от малейшего движения деталей.
При ручном способе варить трубы нужно справа налево. Движения горелкой производятся под углом 75-80 градусов к поверхности свариваемых деталей.
Кроме ручного способа давно взят на вооружение автоматический способ. В промышленности требуется сваривать множество шаблонных деталей, например, металлоконструкции судов. Аргонная сварка труб из легированных металлов заключается в том, что деталь в специальном механизме движется вокруг своей оси, а головка с аргоном производит сварку. Для фиксации в автоматическом режиме используют специальные скобы. По размеру станки для сварки приспособлены для труб диаметром до 200 мм.
Аргонная сварка создана преимущественно для нержавеющих и высоколегированных сталей. Один из них – алюминий. Когда сваривается алюминиевая деталь, то вследствие активности металла, сварной шов быстро окисляется на воздухе.
Особое внимание стоит уделить подготовке кромок металла перед сваркой. Они должны быть очищены от жира, так как он снижает стабильность электрической дуги.
Проверка качества швов
С помощью сварки делают ответственные соединения, которые должны обязательно подвергаться контролю качества. Самый простой способ – визуальный осмотр. По внешнему осмотру сразу можно понять есть ли в сварном шве поры и шлак. Следующий этап – исследование с помощью рентгена.
После просвета гамма-лучами определяют структуру шва, находят слабые места, проявляющиеся в виде темных пятен на снимке. Другой способ проверки выполняется при помощи магнитографической аппаратуры. Магнитное поле в неоднородном материале показывает полости и поры в виде специфических отпечатков.
Сварка труб под давление 250 атм.
 — Аргонодуговая сварка — TIG
— Аргонодуговая сварка — TIG#1 ivan_grozni2509
Отправлено 08 September 2013 08:34
Здравствуйте,уважаемые коллеги! В основном работа в пищевой промышленности(нержа).Вот пригласили на новую работу-котельное оборудования(гидроэлектростанции),тут чернуха и требования очень высокие.После того как мы поварим коллектор швы будут просвечивать,а которые покажут пору будем вырезать и переваривать. Буду признателен если профессионалы поделятся опытом как избежать проблем.
- Наверх
- Вставить ник
#2 АВН
Отправлено 08 September 2013 11:12
Делюсь — варить нужно качественно,с соблюдением РД и технологии.
- Наверх
- Вставить ник
#3 ivan_grozni2509
Отправлено 08 September 2013 14:06
Делюсь — варить нужно качественно,с соблюдением РД и технологии.
где найти технологию?
- Наверх
- Вставить ник
#4 МИХА75
Отправлено 08 September 2013 14:22
ivan_grozni2509,
технологию чего?
Вообще то технология сварки (рАДС) совершенно ничем не отличается,от того под какое давление вы варите (хоть 250,хоть 25 «очков» в системе). …
…
А технология рассматривает конкретные вопросы (например:Марка стали,диаметры,толщины и много др.)…
Главное не «цсать» и не трястись,и ответственно подойти к решению вашей задачи.Удачи…
//////До нашей эры,соблюдалось чувство меры….//////
- Наверх
#5 АВН
Отправлено 08 September 2013 14:48
где найти технологию?
У технологов работодателя.
- Наверх
- Вставить ник
#6 Гефест
Отправлено 09 September 2013 03:30
Надо рыть ГОСТы на механику наплава + EN AWS в помощь (с картинками) — там прописаны операции на классах 450-1500 МПа стыках, кстати за бугром любят подкладки для корня шва (под провсеты РК), технологи сейчас чуть деградировали, лучше перестраховаться своими документами, госты рыть долго, в них общие рекомендации — тут самое то — это ТУ заводов со схожими требованиями по времени жизни и нагрузке на разрыв в динамике и химии наплава.
У меня вот задачка была вчерась ГОСТ 19098-91 контактаня на А500С д8 мм примыкающее К1-Кн, тоже долго рыл макс. прочность точки, но нашли в регламенте на Tecna 4548 — т.е. от завода изготовителя тоже можно многое узнать. Так то вот.
Картинка удалена,впредь будьте внимательны при отправке сообщения.Предупреждение. А.В.
Сообщение отредактировал АВН: 09 September 2013 17:50
- Наверх
- Вставить ник
#7 YuryM
Отправлено 09 September 2013 08:02
Неужто все забыли про старый добрый РТМ-1с?
rd 153-34. 1-003-01112904.zip 3.3МБ 672 скачиваний
1-003-01112904.zip 3.3МБ 672 скачиваний
- Наверх
- Вставить ник
#8 Ferio
Отправлено 09 September 2013 12:55
YuryM, +1, РТМ-1С настольная книга сварщика трубопроводов. «ГОСТы на механику наплава» не ищите, ибо их нет, как и самой «механики наплава» (как и ГОСТа 19098). Вообще, в ГОСТах не «общие рекомендации», а требования. Про EN и AWS (прости господи) товарищу вообще не стоит морочить голову. Подкладные кольца на таком давлении со временем отрывает и прилетает пламенный привет где-нибудь в самом «узком» месте. Короче не надо фантазировать на счёт «разрыв в динамике и химии наплава», а просто расспросить технолога, несмотря на то, что «технологи сейчас чуть деградировали», но куда деваться, тем более что у трубопроводов нет «завода изготовителя» и нефтяники, конечно бравые ребята (без Б), но давление в магистралях стабильно 50 кг/см2
- Наверх
- Вставить ник
#9 YuryM
Отправлено
расспросить технолога, несмотря на то, что «технологи сейчас чуть деградировали», но куда деваться, тем более что у трубопроводов нет «завода изготовителя» и нефтяники, кончно бравые ребята (без Б), но давление в магистралях стабильно 50 кг/см2
Конечно, это самый простой и, наверное, правильный вариант, на то мы и технологи. По-правильному сварщиков не должны допускать до подобной работы без руководителя-технолога, который разъяснит (и даже покажет, а может и нарисует) технологию и будет следить за ее исполнением.
По-правильному сварщиков не должны допускать до подобной работы без руководителя-технолога, который разъяснит (и даже покажет, а может и нарисует) технологию и будет следить за ее исполнением.
ivan_grozni2509, если не секрет, то в каком городе электростанция? У нас как раз сейчас строят электростанцию.
- Наверх
- Вставить ник
#10 blazen79
Отправлено 10 September 2013 09:40
и нефтяники, конечно бравые ребята (без Б), но давление в магистралях стабильно 50 кг/см2
70 рабочее, при испытаниях старых кусков от 100 и выше трубу рвёт.
- Наверх
- Вставить ник
#11 Ferio
Отправлено 10 September 2013 11:02
70 рабочее, при испытаниях старых кусков от 100 и выше трубу рвёт
70 кг/см2 это где-то 325труба? Так 100 кг/см2- на испытаниях, а у нас рабочее 250-320 кг/см2 .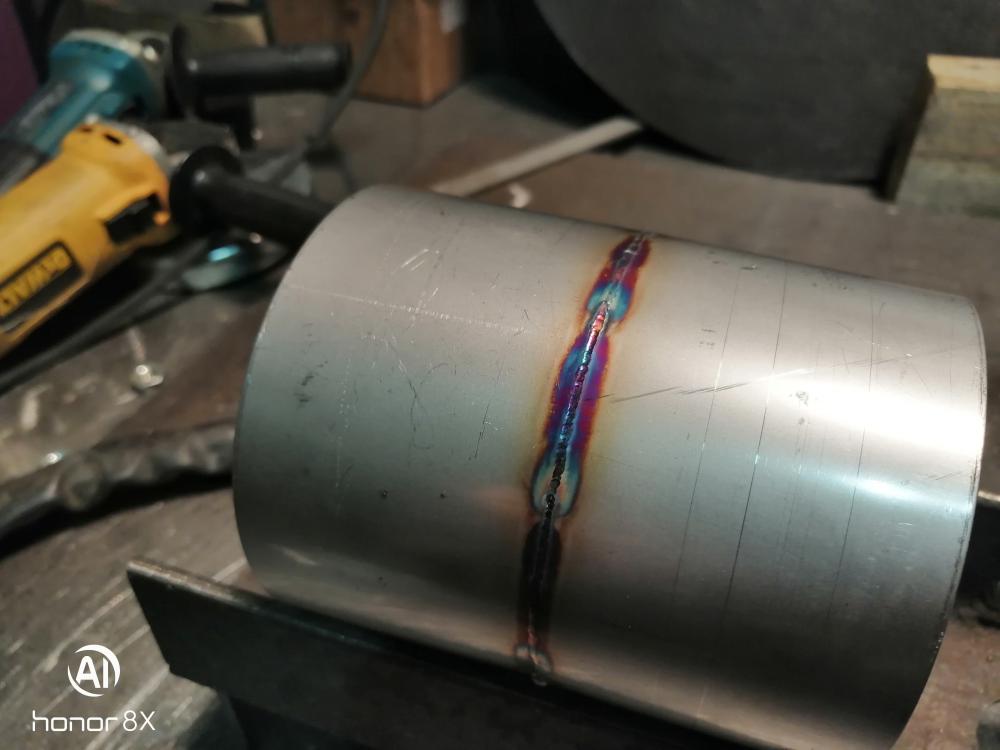
Понятно, поставь 219 и сотка будет рабочее, но всё равно не больше (без обид).
А «стабильно 50 кг/см2»- НПС Платина,магистральные нефтепроводы: Уренгой – Холмогоры и Сургут – Полоцк (молодые годы)
P.S. «…за лаванду…» всё не расскажу, не то воспитание, а по простому , по человечески, всегда пожалуйста»
- Наверх
- Вставить ник
#12 ivan_grozni2509
Отправлено 10 September 2013 21:58
ivan_grozni2509, если не секрет, то в каком городе электростанция? У нас как раз сейчас строят электростанцию.
Каширская ГРЭС,подмосковье.
- Наверх
- Вставить ник
#13 васян
Отправлено 19 September 2013 21:10
Буду признателен если профессионалы поделятся опытом как избежать проблем.


проблем избежать не получется старайся варить корень это аснова .астольное заливаеш . ивсё короткой дугой
- Наверх
- Вставить ник
#14 Рабиндранат Кагор
Отправлено 20 September 2013 08:29
Здравствуйте,уважаемые коллеги! В основном работа в пищевой промышленности(нержа).Вот пригласили на новую работу-котельное оборудования(гидроэлектростанции),тут чернуха и требования очень высокие.После того как мы поварим коллектор швы будут просвечивать,а которые покажут пору будем вырезать и переваривать. Буду признателен если профессионалы поделятся опытом как избежать проблем.
Там сталь 12Х1МФ. Разделка ТР-3 по РТМ-1С в основном, то есть с подкладным кольцом. Швы светятся только на экранных трубах и то редко. В основном контроль УЗК. Чем и занимался несколько лет. Из характерных дефектов несплавление по разделке(очень часто)лечится подогревом, прожоги колец, несплошности в районе прихваток. Советую скачать РТМ-1с и его изучить.
Разделка ТР-3 по РТМ-1С в основном, то есть с подкладным кольцом. Швы светятся только на экранных трубах и то редко. В основном контроль УЗК. Чем и занимался несколько лет. Из характерных дефектов несплавление по разделке(очень часто)лечится подогревом, прожоги колец, несплошности в районе прихваток. Советую скачать РТМ-1с и его изучить.
http://files.stroyinf.ru/Data1/8/8089/
В любом случае тебя сперва по идее должны на катушках аттестовать, прежде чем допустят.
А, невнимательно прочитал, ты чисто на коллектора. Но там один хрен ультразвук скорее всего будет. И всё равно РТМ-1с читай. Очень много от слесарей будет зависеть.
- Наверх
- Вставить ник
#15 Менгон
Отправлено 14 January 2014 02:24
Отличный учебный ролик по сварке труб ТИГ в компьютерной графике:
 com/embed/ICo_XnCU5Jk?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»>
com/embed/ICo_XnCU5Jk?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»> - Наверх
- Вставить ник
#16 barin716
Отправлено 19 April 2014 07:11
Здравствуйте,уважаемые коллеги! Буду признателен если профессионалы поделятся опытом как избежать проблем.
Здравствуйте, я так же раньше варил нерж.на пищевом комбинате! А потом попал на ТЭЦ! Так вот из моего маленького опыта могу сказать следующее: если под давление, то труба наверное ХМФ ! Под аргон нужно все хорошо зачистить, обезжирить, присадка должна соответствовать для подходящего металла. Её тоже нужно обезжирить. Выставляешь зазор и проходишь корень с полным проплавлением, а потом перекрываешь электродом. Можно и аргоном перекрыть тоже. Все замки смещаешь, чтоб за несколько проходов замки не попали друг на друга, а перекрывали себя.
Можно и аргоном перекрыть тоже. Все замки смещаешь, чтоб за несколько проходов замки не попали друг на друга, а перекрывали себя.
Barin716, избегайте лишних восклицательных знаков и начинайте предложение с большой буквы. А.В.
- Наверх
- Вставить ник
Почему следует использовать продувку инертным газом при сварке нержавеющей стали, титановых и никелевых сплавов?
Почему следует использовать продувку инертным газом при сварке нержавеющей стали, титановых и никелевых сплавов?
Предотвратить окисление и, таким образом, избежать обесцвечивания и несплошностей под сварным швом в трубах и трубопроводах можно легко добиться путем продувки внутренней поверхности инертным газом. Эта простая процедура экономит время и деньги, которые могут быть значительными. Рассмотрим мысли одного специалиста;
‘Трудно убедить наших начальников позволить нам уделить время очистке линий во время сварочного процесса! Вместо этого инженеры сваривают линии, а затем используют шлифовальную машину с откидным колесом, чтобы счистить «виноградины» с внутренней стороны трубы! Какая невероятная трата времени.
Очистка действительно имеет больше смысла в долгосрочной перспективе, особенно потому, что продукты, проходящие через эти линии, застревают или загрязняются.
Процесс устранения неполадок запутан, потому что монтажник труб может не видеть корреляции, как и оператор машины, если не будет хорошего обмена информацией!
Грег Годек, Integrity Piping Solutions Inc
Что такое продувка сварных швов?
Это способ использования инертного газа для остановки окисления, который проще всего осуществить путем герметизации зоны сварки в случае труб и трубопроводов с помощью надувных систем продувки труб и труб. Доступны и другие методы — часто используются расширительные пробки, ленты и мембраны. Запаянная область затем может быть заполнена аргоном или гелием, что предотвращает загрязнение во время сварки.
Технология надувных систем продувки стремительно развивалась за последние несколько лет, и компания Huntingdon Fusion Techniques лидирует с инновационными разработками, которые помогают сварщику быстро создавать надежные соединения без дефектов, возникающих из-за окисления в незащищенных соединениях.
Новая серия систем продувки, в конструкции которых использованы передовые полимеры и технология специализированных газовых клапанов, предназначена для труб диаметром от 25 мм (1 дюйм). Это HFT ‘ PurgeElite® ’ диапазон.
Разрушенная система продувки вставляется в свариваемую трубу. Когда выбранный инертный газ поступает, дамбы сначала надуваются до заданного давления, после чего газ будет отводиться в продувочный объем. Поток газа будет продолжаться до тех пор, пока прибор Weld Purge Monitor® не покажет правильный уровень кислорода, сварка не начнется и не завершится, а затем не охладится в достаточной степени для безопасного извлечения системы продувки. Это приведет только к турбулентности, которая, в свою очередь, захватывает воздух, что приводит к ухудшению качества сварки.
Взгляните на подтвержденную экономию газа и времени:
| Неэффективные и самодельные устройства Время продувки до 0,1% (1000 частей на миллион) — 26 минут | Система продувки труб PurgeElite® Время продувки до 0,01 % (100 частей на миллион) – 3 мин 6 с |
 футов/ч)
футов/ч)
Это захватывающее расширение ассортимента продукции HFT представляет собой самую маленькую в мире полностью интегрированную систему продувки. Его можно использовать в трубах и трубках диаметром всего 25 мм (1 дюйм). Недавняя разработка стала возможной благодаря использованию инновационных низкопрофильных газовых клапанов.
Компания Huntingdon Fusion Techniques Argweld® Quick Purge® , флагманская линейка продуктов для продувки сварных швов, разработанная как полностью интегрированное решение для продувки, предлагающее самый быстрый в мире метод получения высокопрочных соединений. Эта система охватывает диапазон труб от 200 до 1800 мм (от 8 до 72 дюймов).
Каковы альтернативные продукты для продувки сварных швов HFT?
Семейство продувочных устройств HFT обширно и постепенно совершенствовалось в течение 35-летней истории компании для удовлетворения потребностей ее клиентов. Подробная информация об этих продуктах доступна в Технических примечаниях №№ от TN-8 до TN-13. См. также TN-15, охватывающие мониторы продувки для измерения содержания кислорода.
Подробная информация об этих продуктах доступна в Технических примечаниях №№ от TN-8 до TN-13. См. также TN-15, охватывающие мониторы продувки для измерения содержания кислорода.
Защитный и продувочный газ для сварки трубопроводных систем » The Piping Engineering World
Реклама
Защитный и продувочный газ
Инертный газ для сварки
Газ аргон, используемый при сварке методом GTA для защитных целей, должен иметь чистоту 99,995%. Чистота газа должна быть сертифицирована производителем.
Азот, аргон или гелий могут использоваться для внутренней защиты. Однако азот нельзя использовать в случае свариваемых материалов с высоким содержанием никеля. Азот является приемлемой альтернативой аустенитной нержавеющей стали при использовании для сварки внешних приспособлений. При сварке углеродистой стали защита от второстепенных газов не требуется.
Скорость потока для экранирования должна быть установлена посредством квалификационных испытаний процедуры. Обычно эта скорость может составлять 12-20 CFH.
Обычно эта скорость может составлять 12-20 CFH.
Газообразный аргон с чистотой 99,995% должен использоваться для продувки.
Когда для изготовления конкретного соединения рекомендуется использовать только процесс GTAW или комбинацию процессов GTAW и SMAW, продувка должна поддерживаться во время корневого прохода и первого заполняющего прохода, чтобы свести к минимуму окисление на внутренней стороне трубы, если иное не указано в Таблице технических условий на сварку.
Защитный газ требуется также, когда опоры непосредственно привариваются к трубопроводу из нержавеющей стали толщиной 4 мм и ниже. В зависимости от толщины шва, используемого процесса сварки и размера соединяемых деталей может потребоваться защита от защитного газа и для третьего прохода.
Первоначальная продувка должна поддерживаться в течение достаточного периода времени, чтобы по крайней мере 4-5-кратный объем между заслонками был смещен, чтобы полностью удалить захваченный воздух. Ни в коем случае начальный период продувки не должен быть менее 10 минут. Следует избегать высокого давления газа.
Следует избегать высокого давления газа.
После первоначальной продувки поток форвакуумного газа должен быть уменьшен до точки, при которой преобладает лишь небольшое положительное давление. Для систем, которые имеют небольшой объем (до 1/2 куб. фута), который необходимо продувать, обычно достаточно расхода газа 6-CFH. Для систем большего объема могут потребоваться более высокие скорости потока, и это должно быть установлено во время квалификационных испытаний процедуры.
Газовая продувка (продувка) не требуется для раструбных сварных соединений. Может потребоваться для сварки в раструб с наружной стороны в случае тонкостенных труб (толщина которых равна или меньше 4 мм).
Продувочная заглушка с использованием водорастворимой бумаги
Заглушки, используемые для сохранения инертного газа во время продувки, должны быть удалены после завершения сварки и подлежат учету. Везде, где удаление перемычек невозможно после сварки, следует использовать водорастворимые перемычки.