Дуговая сварка труб большого диаметра
ДУГОВАЯ СВАРКА ТРУБ БОЛЬШОГО ДИАМЕТРА [c.343]Спиральношовные трубы большого диаметра,. применяемые для магистральных нефте- и газопроводов, изготовляются методом дуговой сварки под слоем флюса. Поскольку этому способу присушки недостатки, рассмотренные в п. 17, делаются попытки разработки новых способов сварки, в том числе и с применением высокой частоты. [c.168]
Для получения труб большого диаметра (426—1420 мм и толщиной стенки 6—13 мм), используемых для магистральных трубопроводов при транспортировке газа, нефти и нефтепродуктов, применяют дуговую сварку под слоем флюса с прямым или спиральным швом. [c.357]
Трубы большого диаметра изготовляют преимущественно с применением автоматической дуговой сварки под флюсом. Сварные прямошовные трубы диаметром 426—2400 мм, толщиной стенки 3— 13 мм и длиной 6—12 м изготовляют формовкой из горячекатаного листа путем гибки на прессах усилием до 116 Мм.

Дуговой автоматической сваркой под слоем флюса производят главным образом трубы большого диаметра, предназначенные для магистральных трубопроводов газа, нефти и нефтепродуктов, а также для сооружения водопроводов, паропроводов низкого давления и др. [c.404]
Какой же выход, как добиться повышения эффективности механизированной сварки Мы не видим путей резкого повышения производительности собственно полуавтоматической дуговой сварки. Поэтому нужно стремиться к расширению областей применения автоматов с тем, чтобы один сварщик мог обслуживать несколько постов. При этом скорость сварки каждым из аппаратов может быть равна скорости сварки штучными электродами. Суммарная же производительность труда будет выше, чем при ручной сварке, в число раз, равное числу обслуживаемых аппаратов. Такой путь вполне приемлем в судостроении и вагоностроении, сельскохозяйственном машиностроении, при заводском изготовлении некоторых строительных металлоконструкций, труб большого диаметра.
Дуговой сваркой (под слоем флюса) производят главным образом трубы большого диаметра, предназначенные для магистральных трубопроводов газа, нефти и нефтепродуктов. [c.343]
В настоящее время в большинстве случаев трубы больших диаметров свариваются посредством автоматической дуговой сварки под флюсом. Этот способ сварки обеспечивает высокое качество сварного соединения, но вместе с тем обладает рядом существенных недостатков. Основным недостатком его является сравнительно низкая производительность (время, затрачиваемое на сварку одной трубы длиной 12 м, составляет 8—10 мин.), а также необходимость использования сравнительно дорогих флюса и электродной проволоки.
Технологический процесс изготовления труб больших диаметров сваркой при высокочастотном нагреве строится аналогично процессу их изготовления дуговой автоматической сваркой под флюсом. Различие состоит лишь в оборудовании, устанавливаемом на сварочном участке. Вместо станов для наложения наружного и внутреннего шва дуговой сваркой устанавливаются стан для сварки труб при высокочастотном нагреве одновременно по всей длине, станок для снятия наружного и внутреннего грата и установка для нормализации сварного шва.
[c.117]
Вместо станов для наложения наружного и внутреннего шва дуговой сваркой устанавливаются стан для сварки труб при высокочастотном нагреве одновременно по всей длине, станок для снятия наружного и внутреннего грата и установка для нормализации сварного шва.
[c.117]
Применение сварки под флюсом вызвало подлинную техническую революцию в производстве стальных труб большого диаметра. Резко, в десятки раз, повысилась производительность сварочных агрегатов. Несравненно улучшилось качество сварных соединений. Тяжелый изнурительный труд кузнецов-сварщиков заменен работой дуговых автоматов. Санитарные условия в трубосварочных цехах значительно улучшились. [c.15]
На монтаже трубопроводов большая часть сварных стыков неповоротные, поэтому, как правило, применяют газовую и ручную дуговую сварку. Однако газовая сварка используется последние годы редко из-за сравнительно низкого качества сварных соединений.
 Этот способ сварки применяется только на трубах диаметром менее 57 мм.
[c.177]
Этот способ сварки применяется только на трубах диаметром менее 57 мм.
[c.177]При производстве труб для магистральных трубопроводов большого диаметра применяют дуговую электрическую сварку под слоем флюса с прямым швом с формовкой листа на прессах или гибкой в вальцах, электросварку под слоем флюса со спиральным швом из рулонного листа и электросварку под слоем флюса с двумя прямыми швами из двух листов после предварительной формовки их в полуцилиндры.
Формовку трубной заготовки на вальцах осуществляют при производстве дуговой сваркой под слоем флюса сравнительно коротких труб (длиной 6- 9 м) большого диаметра. [c.411]
Для стыков трубопроводов целесообразно использовать автоматическую сварку под флюсом при малых диаметрах и толщине труб (в экранных поверхностях) самым производительным методом является контактная стыковая сварка. В условиях монтажа труб поверхностей нагрева наиболее высокое качество обеспечивает аргоно-дуговая сварка стыков. При большой их толщине этот метод используют для сварки корневого сечения.
[c.202]
При большой их толщине этот метод используют для сварки корневого сечения.
[c.202]
Формование трубной заготовки на вальцах осуществляют при производстве сравнительно коротких труб (длиной 6—9 м) большого диаметра (более 426 мм), свариваемых из листов дуговой сваркой под слоем флюса. При гибке в вальцах лист изгибается между тремя (рис. У.б, а) или четырьмя (рис. У.б, б) валками. [c.66]
В тело трубы, вследствие чего при малейшем отклонении от режима сварки (времени горения дуги) могут быть допущены повреждения трубы. Для того, чтобы не вызывать суш,ественного изменения структуры трубы шип не должен проникать в стенку на глубину более половины ее толщины. Для надежной приварки шипов требуется, чтобы толщина стенки трубы бет = (0,4 ч-0,45) fm-В котлах высокого давления это требование легко удовлетворяется, поскольку совпадает с требованиями прочности труб. В котлах же низкого давления приходится идти на большую толщину стенки (6 ст — 5 ММ для шипов диаметром 12 мм). Непреодоленным до сих пор недостатком дуговой приварки шипов является затруднение с приваркой шипов из хромистой стали к углеродистым и особенно к слаболегированным трубам вследствие глубокого перерождения структуры металла трубы и ослабления ее стенки. Указанные недостатки дуговой приварки шипов особенно сказываются при выполнении экранов для котлов сверхкритического давления.
Непреодоленным до сих пор недостатком дуговой приварки шипов является затруднение с приваркой шипов из хромистой стали к углеродистым и особенно к слаболегированным трубам вследствие глубокого перерождения структуры металла трубы и ослабления ее стенки. Указанные недостатки дуговой приварки шипов особенно сказываются при выполнении экранов для котлов сверхкритического давления.
Широко распространена контактная сварка сопротивлением, но применяют и другие виды электросварки. Так, дуговую сварку под слоем флюса применяют при производстве толстостенных труб средних диаметров из углеродистой и легированной стали, а также труб больших диаметров из углеродистой стали атомно-водородную — при производстве труб диаметром до 2С0 мм со стенками толщиной 2—12 мм из легированной стали аргонодуговую—при производстве тонкостен- [c.266]
Способ НИИТВЧ обеспечивает значительно большую производительность изготовления труб больших диаметров, чем автоматическая дуговая сварка под флюсом и значительно меньшие установленные мощности, чем при контактной сварке оплавлением.
Рассмотренныеспособы изготовления прямошовных труб больших диаметров при одновременной формовке трубной заготовки на прессах и сварке токами радиочастоты рационально использовать при реконструкции существующих цехов, изготовляющих трубы большого диаметра дуговой сваркой под флюсом. [c.161]
Перечисленные весьма серьезные требования и привели к тому, что автоматическая дуговая сварка практически получила не очень широкое распространение по отношению ко всему объему дуговой сварки. Она успешно применяется в отраслях промышленности, выпускающих крупносерийную продукцию, а именно сварные трубы большого диаметра, плоские секции в судостроении, вагоностроении и цистерностроении, котлостроепии, химическую и нефтяную аппаратуру, сварные балки, а также в автомобилестроении. [c.158]
Трубы для магистральных трубопроводов выполняют дуговой сваркой под флюсом.

При изготовлении бесшовных труб вначале производят глубокую вытяжку, получая при этом трубу небольшого диаметра. После обрезки глухого конца трубу далее подвергают волочению через ряд волок все меньшего размера с подвижно закрепленной оправкой, поддерживающей необходимый внутренний диаметр. Размеры бесшовных труб ограничены габаритами исходного диска металла, использованного при первоначальной вытяжке. Вследствие этого трубы большей длины изготовляют продольной стыковой дуговой сваркой толстого листа в цилиндр в атмосфере инертного газа. Такой цилиндр подвергают затем волочению до нужных размеров. 11ри хорошем качестве шва изготовляемая таким образом труба по качеству равноценна бесиювнон.
Наибольшее распространение получила ручная дуговая сварка. Перспективным является внедрение автоматической сварки под флюсом [17] и прежде всего ее способов, обеспечивающих минимальное проплавление основного. металла. В отдельных узлах может использоваться электрошлаковая сварка [16]. Применительно к выполнению сварных соедпнений разнородных перлитных сталей и перлитных с высокохромистьши широкие возможности имеет сварка в среде углекислого газа [5], а для сварных соединений разнородных аустенитных сталей— сварка в среде аргона. Для стыковки труб малого диаметра в котлостроении широко используется контактная стыковая сварка [2]. Для изготовления переходных элементов пз аустенитной стали с перлитной рекомендуются различные методы сварки давлением в вакууме [14]. Все большее распостранение при изготовлении конструкций из разнородных сталей находит сварка трением, электроннолучевая и диффузионная сварка.
Отраслевым стандартом Минмонтажспецстроя СССР установлен типовой технологический процесс ручной дуговой сварки покрытыми электродами стальных трубопроводов из углеродистых низколегированных, легированных и высоколегированных сталей. Он устанавливает правила выполнения следующих операций подготовку кромок труб в соответствии с ГОСТ 16037—80 сборку стыков труб с помощью специальных приспособлений предварительный подогрев стыков (если требуется) прихватку стыков (для труб диаметром до 100 мм — в двух взаимно противоположных местах, для труб диаметром 100 — 600 мм — в 3—4 местах, для труб диаметром свыше 600 мм — через каждые 300—400 мм, длина прихваток 2т 2,5 толщины стенки трубы, но не менее 15 мм и не более 60 мм, высота 0,4—0,5 толщины стенки до 10 м, но не менее 5 мм при большей тощине стенки) сварку поворотных стыков труб диаметром до 219 мм (рис. 13.13, а) и диаметром более 219 мм (рис. [c.177]
Этот способ сварки является ведущим при изготовлении изделий нз металлов толщиной 5—50 мм. Постоянство глубины провара по всей длине шва, а значит, и состава металла шва, отсутствие кратеров, вызванных сменой электродов, и чещуйчатости поверхност[[ швов, их благоприятная форма являются большим преимуществом сварки под флюсом по сравпению с ручной дуговой сваркой покрытыми электродами. Однако прг.мепение этого способа сварки затруднено при предварительном или сопутствующем подогреве и при сварке кольцевых стыков труб диаметром менее 250 мм. Подготовка и сборка кромок под сварку, а также техника их сварки незначительно отличаются от этих же операций прн сварке низкоуглеродистых сталей (см. гл. X и XV).
[c.391]
Постоянство глубины провара по всей длине шва, а значит, и состава металла шва, отсутствие кратеров, вызванных сменой электродов, и чещуйчатости поверхност[[ швов, их благоприятная форма являются большим преимуществом сварки под флюсом по сравпению с ручной дуговой сваркой покрытыми электродами. Однако прг.мепение этого способа сварки затруднено при предварительном или сопутствующем подогреве и при сварке кольцевых стыков труб диаметром менее 250 мм. Подготовка и сборка кромок под сварку, а также техника их сварки незначительно отличаются от этих же операций прн сварке низкоуглеродистых сталей (см. гл. X и XV).
[c.391]
Промышленное нримененне высокочастотной сварки связано главным образом с трубным производством, где этот процесс во многих случаях заменяет контактную и дуговую сварку. Высокочастотной сваркой изготовляют прямошовные трубы (из сталей, алюминиевых сплавов, латуни и др.) малого и среднего диаметров (12… 150 мм) при толщине стенки 0,8…6 мм, а также большого диаметра (400. ..600 мм) при толщине стенки до 8 мм. Наряду с основными их потребителями (машиностроение и строительные конструкции) они находят все большее применение в нефте- и газодобыче. Так, в США производство сварных труб для этих целей достигло 30 % от общего вьшуска крупные мощности по производству обсадных и насосно-компрессорных труб введены в Японии. В ряде стран применяется высокочастотная сварка при производстве прямошовных труб большого (450… 1220 мм) диаметра с толщиной стенки до 16 мм из листов длиной 12 м.
[c.517]
..600 мм) при толщине стенки до 8 мм. Наряду с основными их потребителями (машиностроение и строительные конструкции) они находят все большее применение в нефте- и газодобыче. Так, в США производство сварных труб для этих целей достигло 30 % от общего вьшуска крупные мощности по производству обсадных и насосно-компрессорных труб введены в Японии. В ряде стран применяется высокочастотная сварка при производстве прямошовных труб большого (450… 1220 мм) диаметра с толщиной стенки до 16 мм из листов длиной 12 м.
[c.517]
В будущем на предприятиях по изготовлению узлов трубопроводов мощностью 20—30 тыс. т в год целесообразна замена дуговых способов сварки на прессовые (контактную, дугоко11-тактную и т. д.). В настоящее же время оборудование для прессовой сварки не универсально, т. е. рассчитано только на определенный диаметр или группу диаметров труб, а также на определенный тип соединения (обычно сварка стыка двух прямых труб), поэтому для большого количества типоразмеров элементов узлов потребовалось бы значительное количество моделей сварочных машин и оснастки к ним. Кроме того, широкие диапазоны допусков при изготовлении труб и деталей не позволяют обеспечить высокой точности сборки стыков, которая необходима для получения качественного сварного соединения при прессовых способах сварки. При прессовой сварке неудовлетворительно формирование корня шва, поэтому необходима его обработка (удаление грата).
[c.139]
Кроме того, широкие диапазоны допусков при изготовлении труб и деталей не позволяют обеспечить высокой точности сборки стыков, которая необходима для получения качественного сварного соединения при прессовых способах сварки. При прессовой сварке неудовлетворительно формирование корня шва, поэтому необходима его обработка (удаление грата).
[c.139]
Сварка высокопрочных труб
Краткое содержаниеСегодня существует множество методов сварки высокопрочных труб в полевых условиях, и лишь полное понимание всех этих процессов позволит выполнить все требования по качеству и производительности сварки. В этой статье мы обсудим несколько процессов и уделим особое внимание процессам сварки электродами с покрытием целлюлозного типа в защитном газе (SMAW) и самозащитной порошковой проволокой.
Введение
Сегодня при строительстве магистральных трубопроводов инженерам приходится преодолевать множество проблем: более высокое рабочее давление, кислые среды, тяжелые условия окружающей среды, все более строгие нормативные кодексы, вопросы защиты окружающей среды и особенности новых высокопрочных марок стали. Все эти требования нужно балансировать с необходимостью придерживаться бюджета и сроков проекта и при этом выполнить все применимые требования к качеству. Хорошее знание процессов сварки поможет подрядчику выполнить все эти задачи. Также это знание поможет инженеру по спецификациям понять, что конструкторские и нормативные требования можно выполнить сразу несколькими способами, которые не обязательно связаны с большими затратами.
Все эти требования нужно балансировать с необходимостью придерживаться бюджета и сроков проекта и при этом выполнить все применимые требования к качеству. Хорошее знание процессов сварки поможет подрядчику выполнить все эти задачи. Также это знание поможет инженеру по спецификациям понять, что конструкторские и нормативные требования можно выполнить сразу несколькими способами, которые не обязательно связаны с большими затратами.
Сегодня для сварки магистральных трубопроводов используется несколько процессов и их сочетаний. Сюда входит ручная дуговая сварка покрытым электродом (процесс SMAW), сварка самозащитной порошковой проволокой (FCAW-S) и сварка стальным электродом в газовой среде (GMAW). В случае GMAW также нужно учитывать метод переноса металла – короткой дугой, контролируемой короткой дугой (как в случае режима металла силами поверхностного натяжения, Surface Tension Transfer®), струйным и крупнокапельным методом. В этой статье мы уделим особое внимание тем процессам, которые обеспечивают наиболее высокое качество и производительность сварки в полевых условиях при минимальных затратах.
Обзор сталей для трубопроводов
Современные трубные стали имеют более высокую прочность, чем когда-либо до этого. Они разрабатываются специально с учетом потребностей сварки. Две самые распространенные марки стали для нефтегазовых магистральных трубопроводов соответствуют API 5LX или иным подобным стандартам.
Таблица 1. Классы прочности по стандарту API 5L | ||||||||
X42 | X46 | X52 | X56 | X60 | X65 | X70 | X80 | |
Прочность на разрыв (килофунтов/кв. | 60 | 63 | 66 | 71 | 75 | 77 | 82 | 90-120 |
Предел текучести (килофунтов/кв. дюйм) | 42 | 46 | 52 | 56 | 60 | 65 | 70 | 80 |
 дюйм)
дюйм)
Прочность стали можно повысить несколькими способами – в том числе добавлением дополнительных химических элементов, микролегированием и холодным вытягиванием труб при изготовлении на трубном заводе. В случае высокопрочных марок стали часто используется холодное вытягивание и микролегирование, которые позволяют сохранить низкое содержание углерода и марганца и тем самым снизить твердость материала в зоне теплового воздействия и сократить – хотя и не устранить полностью – проблемы, связанные с диффузионным водородом в металле наплавления. Например, современные стали классов прочности X70 и X80 имеют содержание углерода менее 0,05%. Некоторые марки стали класса X80 при этом имеют значение Pcm менее 0,20.
Например, современные стали классов прочности X70 и X80 имеют содержание углерода менее 0,05%. Некоторые марки стали класса X80 при этом имеют значение Pcm менее 0,20.
Процессы сварки
Очевидно, что первым этапом сварки труб является коревой проход. По нескольким причинам его можно назвать и самым важным. Во-первых, этот проход – самый сложный в исполнении. Он требует от оператора большого опыта работы с ручной сваркой, точного контроля процесса сварки и положения горелки. Автоматические процессы требуют от сварщиков высоких технических навыков и применения совершенных вспомогательных и позиционирующих систем. На сегодняшний день предпочтительным процессом автоматической сварки является сварка металлическим электродом в среде защитного газа (GMAW), которая обычно используется с применением внутреннего медного опорного кольца или, в случае достаточно большого диаметра трубы, внутренней системы сварки. Оба этих метода еще больше усложняют процесс сварки и накладывают определенные ограничения на применение традиционных методов переноса металла в режиме GMAW.
В случае опорных колец возникает риск чрезмерного накопления меди в корневом валике. В случае внутренних систем сварки труба должна иметь определенный минимальный диаметр, ниже которого использование системы будет непрактичным. В идеале процесс сварки должен допускать сварку корневых швов без опорных колец и внутренних систем сварки, образовывать корневой шов из достаточно прочного материала и наплавление достаточного объема для создания шва нужной толщины. Также этот шов должен быть лишен внутреннего подрезания и пористости, иметь достаточное сплавление и высокие механические свойства.
Говоря о корневой сварке, также нужно помнить о скорости сварки. Скорость прокладки трубопроводов в немалой степени зависит от того, как быстро можно сделать корневой проход. Сварку можно несколько ускорить, если ее будет вести сразу несколько операторов, однако такой метод часто оказывается слишком непрактичным. Поэтому скорость сварки имеет критически важное значение – высокая скорость позволит в срок завершить проект и тем самым сократить стоимость аренды оборудования.
Сегодня большинство трубопроводов прокладывается в развивающихся странах, часто в незаселенных регионах с негостеприимным климатом, а сварщиков обычно приходится нанимать из местного населения. Это означает, что процесс должен быть пригоден для применения в неблагоприятных погодных условиях, в том числе при сильном ветре, экстремальной температуре и влажности. При этом местные сварщики уже должны обладать всеми необходимыми навыками или быть способны быстро ими овладеть. Все необходимое сварочное оборудование должно быть прочным, надежным и долговечным.
При анализе всех этих факторов становится ясно, что для этих задач лучше всего подходят сварка металлическим электродом в среде защитных газов и сварка самозащитной порошковой проволокой. Сварка в защитном газе (см. Рисунок 1) даже в случае высокопрочных сталей позволяет вести сварку на спуск электродами с покрытием целлюлозного типа вместо низководородистых электродов. Так как электроды с покрытием целлюлозного типа во время сварки выделяют достаточный объем защитных газов и имеют сфокусированную мощную дугу, они обычно лучше подходят для корневой сварки и обеспечивают более точный контроль. Высокое давление дуги удерживает сварочную ванну и шлак при сварке на спуск, и при этом имеет высокую скорость сварки. В случае электродов с низким содержанием диффузионного водорода для защиты сварочной ванны обычно используется шлак, который может привести к загрязнению сварочной ванны с задней стороны шва, снижению механических характеристик наплавления и увеличению риска порообразования. Относительно небольшая глубина проплавления низководородистых электродов по сравнению с целлюлозными также означает необходимость использовать более широкие зазоры, что приводит к увеличению времени сварки и замедлению строительства. Электроды с покрытием целлюлозного типа пригодны для корневой сварки на скорости больше 356 мм/мин и при этом образуют ровное наплавление толщиной не более 1,6 мм.
Высокое давление дуги удерживает сварочную ванну и шлак при сварке на спуск, и при этом имеет высокую скорость сварки. В случае электродов с низким содержанием диффузионного водорода для защиты сварочной ванны обычно используется шлак, который может привести к загрязнению сварочной ванны с задней стороны шва, снижению механических характеристик наплавления и увеличению риска порообразования. Относительно небольшая глубина проплавления низководородистых электродов по сравнению с целлюлозными также означает необходимость использовать более широкие зазоры, что приводит к увеличению времени сварки и замедлению строительства. Электроды с покрытием целлюлозного типа пригодны для корневой сварки на скорости больше 356 мм/мин и при этом образуют ровное наплавление толщиной не более 1,6 мм.
При использовании электродов с покрытием целлюлозного типа растрескивания можно избежать соблюдением должной температуры предварительного подогрева и температуры перед наложением последующего слоя, а также с помощью процедур, которые позволяют создать необходимую перемычку корневого шва. Температура предварительного подогрева и температура перед наложением последующего слоя зависят от химического состава металла. Создание необходимой перемычки также можно упростить применением подходящего размера электрода в средней или нижней части диапазона этого электрода. Вероятность растрескивания корневого валика можно свести к минимуму, если центрирующий зажим не сдвигать до завершения второго прохода.
Температура предварительного подогрева и температура перед наложением последующего слоя зависят от химического состава металла. Создание необходимой перемычки также можно упростить применением подходящего размера электрода в средней или нижней части диапазона этого электрода. Вероятность растрескивания корневого валика можно свести к минимуму, если центрирующий зажим не сдвигать до завершения второго прохода.
Сварка самозащитными порошковыми проволоками (см. Рисунок 2) обладает всеми преимуществами сварки целлюлозным электродом в защитных газах: высоким давлением дуги, большой глубиной проплавления и отличным контролем над сварочной ванной при сварке на спуск. Кроме того, данный процесс обладает преимуществами автоматических процессов – высокой производительностью наплавки и скоростью сварки, большой продолжительностью работы дуги и низким содержанием диффузионного водорода. Самозащитная проволока часто больше подходит для корневой сварки, чем сварка в защитных газах. В частности, такой процесс используется для сварки стали класса X80, для которой водородное растрескивание основного металла характерно не для корневой сварки, а для последующих проходов.
При сварке GMAW защита наплавления обеспечивается за счет разложения флюса в дуге. В случае самозащитной порошковой проволоки проволока состоит из основного материала и стабилизаторов, которые выделяют защитный газ в момент попадания в дугу. Оба процесса пригодны для использования под открытым небом в тяжелых погодных условиях – в том числе при экстремальной температуре и на сильном ветру. Как сварка целлюлозными электродами в защитных газах, так и сварка самозащитной проволокой могут быть быстро изучены любым оператором, уже имеющим опыт работы с другими типами сварки в защитных газах. Например, недавно один инструктор смог обучить больше 90 сварщиков, абсолютно незнакомых со сваркой самозащитной проволокой, которые затем успешно сдали сертификацию API 1104.
Таблица 2. | ||||||||
КЛАСС AWS | Классы прочности по API 5L | |||||||
X42 | X46 | X52 | X56 | X60 | X65 | X70 | X80 | |
КОРНЕВЫЕ ПРОХОДЫ | ||||||||
E6010 | X | X | X |
|
|
|
|
|
E7010G |
|
| X | X | X | X |
|
|
E8010G |
|
|
| X | X | X | X | X |
E71T-13H8 | X | X | X | X | X | X | X | X |
ГОРЯЧИЕ, ЗАПОЛНЯЮЩИЕ И ОБЛИЦОВОЧНЫЕ ПРОХОДЫ | ||||||||
E6010 | X | X | X |
|
|
|
|
|
E7010G |
|
| X | X | X | X |
|
|
E7010G |
|
| X | X | X | X | X |
|
E71T8-K6 | X | X | X | X | X | X | X |
|
E91T8-G |
|
|
|
|
|
|
| X |
 Электроды для сварки труб на спуск
Электроды для сварки труб на спуск
Обратите внимание, что в таблице выше для сварки стали класса X80 после завершения корневого и горячего прохода рекомендуется только сварка самозащитной проволокой.
Оба процесса могут обеспечить механические характеристики, которые соответствовали или превышали бы минимальные требования большинства нормативных кодексов. Ниже приведены результаты тестирования труб разной толщины при использовании типичного сварного соединения, изображенного на Рисунке 3.
Таблица 3. Сталь марки 5LX70, толщина 18 мм | ||
Характеристики | Предел прочности на разрыв (МПа) | Предел текучести (МПа) |
Заявленный | 82 | 70 |
Фактический | 113 | 90 |
Наплавление (E8010-G) |
|
|
Фактический | 83 | 77 |
Ударная вязкость по Шарпи с V-образным надрезом (50 Дж при -46°C) |
|
|
Таблица 4. | ||
Характеристики | Предел прочности на разрыв (МПа) | Предел текучести (МПа) |
Заявленный | 90-120 | 80 |
Фактический |
|
|
Наплавление (E91T-8-G) |
|
|
Прочность на разрыв с уменьшенным сечением | 96 |
|
Ударная вязкость по Шарпи с V-образным надрезом |
|
|
 Сталь марки 5LX80, толщина 18 мм
Сталь марки 5LX80, толщина 18 мм
Рентабельность сварки
Мы не затронули еще один важный аспект – рентабельность сварки. На нее влияет множество факторов – стоимость расходных материалов, оборудования, труб и многие иные расходы, которые не входят в тему этой статьи. В качестве относительного индикатора стоимости мы использовали время, необходимое на выполнение одного сварного соединения. При этом мы исходим из того, что при аналогичной стоимости оборудования и труда наиболее подходящим индикатором стоимости будет время изготовления каждого соединения. Меньшая продолжительность сварки означает меньшие затраты и большую производительность. Для большей простоты все данные для сравнения приведены для изображенного выше стандартного сварного соединения. В реальности для упрощения сварки труб со стенками большой толщины можно использовать более сложную разделку кромок. Сравнение приведено для труб со стенками толщиной 19 мм и диаметром 1219 мм.
На нее влияет множество факторов – стоимость расходных материалов, оборудования, труб и многие иные расходы, которые не входят в тему этой статьи. В качестве относительного индикатора стоимости мы использовали время, необходимое на выполнение одного сварного соединения. При этом мы исходим из того, что при аналогичной стоимости оборудования и труда наиболее подходящим индикатором стоимости будет время изготовления каждого соединения. Меньшая продолжительность сварки означает меньшие затраты и большую производительность. Для большей простоты все данные для сравнения приведены для изображенного выше стандартного сварного соединения. В реальности для упрощения сварки труб со стенками большой толщины можно использовать более сложную разделку кромок. Сравнение приведено для труб со стенками толщиной 19 мм и диаметром 1219 мм.
Таблица 5. Типичные процедуры сварки на спуск, положение 5G | ||
Тип электрода | Сила тока (ампер) | Скорость сварки (см/мин) |
Корневые проходы | ||
5/32 EXX10 | 135 DC+ | 28 |
. | 190 DC- | 19 |
Горячие проходы | ||
5/32 EXX10 | 170 DC+ | 38 |
5/64 E71T-8-K6 | 245 DC- | 38 |
Заполняющие и облицовочные проходы | ||
3/16 EXX10 | 200-240 DC+ | по необходимости |
5/64 E71T-8-K6 | 300 DC- | по необходимости |
 068E71T-13H8
068E71T-13H8
Таблица 6. Продолжительность сварки | ||
Тип прохода | Продолжительность прохода (мин) | Общая продолжительность (мин) |
Любые EXX10 | 13. | 241 |
Корневые EXX10, самозащитная проволока | 13.7 | 184 |
Любые, самозащитная проволока | 20.2 | 164 |
 7
7
Эти цифры означают человеко-часы сварки. На сварку самозащитной порошковой проволокой уходит меньше всего времени, однако сочетание сварки в защитных газах и сварки самозащитной проволокой позволит проложить в каждый отдельно взятый день наибольшую длину трубопровода благодаря сэкономленному времени при корневой сварке. Такое сочетание приведет к наиболее оптимальному балансу между общими временными затратами и длиной проложенного трубопровода за определенное время.
Заключение
Как Вы можете убедиться, сварка в защитных газах и сварка самозащитной порошковой проволокой – это самые затратоэффективные процессы высококачественной сварки в полевых условиях. Наиболее оптимальным решением для полевой сварки магистральных трубопроводов часто является сочетание этих двух процессов сварки.
Наиболее оптимальным решением для полевой сварки магистральных трубопроводов часто является сочетание этих двух процессов сварки.
Литература
Welding Handbook, 8th Edition, (1991) American Welding Society, Miami
The Procedure Handbook of Arc Welding, 13th Edition, (1994), Lincoln Electric Company, Cleveland
Сварка труб под давлением и врезка в водопровод
Сварка труб под давлением и врезка в водопроводСварка труб под давлением представляет собой большую сложность даже для опытных сварщиков, не говоря уже о новичках. Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла.
Кроме того, при сварке водопроводных труб под давлением, образуется большое количество пара, который мешает качественно проводить сварочные работы. И, тем не менее, в данной статье сайта о ручной дуговой сварке mmasvarka.ru, будут даны советы по поводу того, как варить трубы под давлением.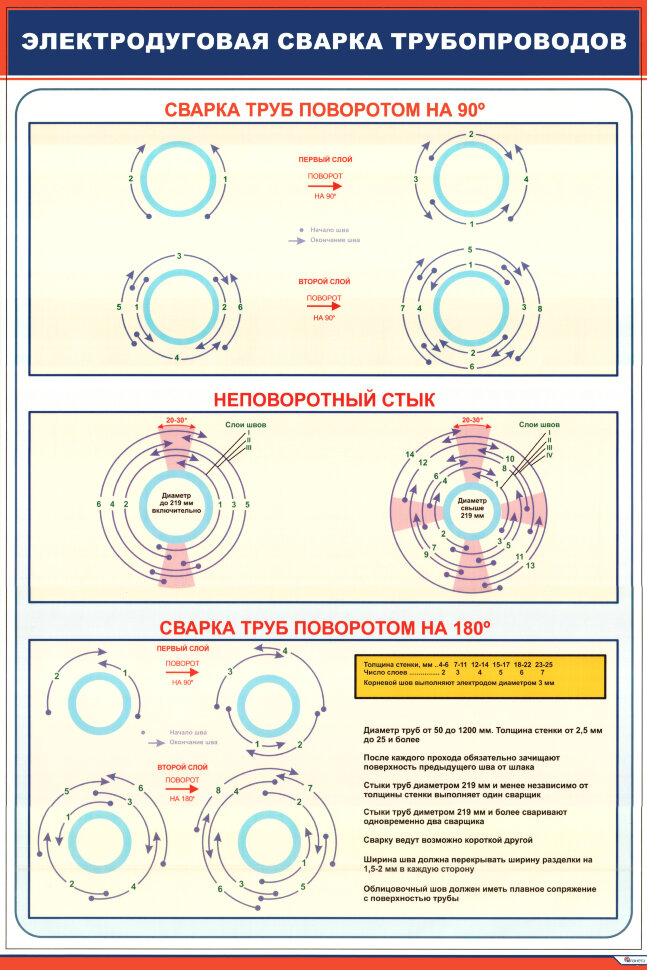
Какими электродами варить водопроводные трубы
По праву лучшими электродами для сварки водопроводных труб под давлением уже долгое время считаются:
Электроды УОНИ 13/15 — универсальные высококачественные электроды для ММА сварки, которые дают возможность отремонтировать протекающие трубы. Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.
Электроды МГМ-50К — сравнительно новый вид электродов, которые оптимизированы для сварки трубопроводов под давлением. Особенность сварки электродами МГМ-50К заключается в том, что вокруг дуги образуется газовый пузырь, способный оттеснить пар и даже жидкость, находящуюся под не слишком большим давлением. Все это упрощает сварочные работы, связанные с ремонтом водопроводных труб, а также даёт возможность в срок осуществить ремонтные работы.
Сварка труб под давлением
Придерживаясь нижеприведённых советов, вы существенно сможете облегчить работы связанные с ремонтом водопроводных труб под давлением:
- Во время сварки трубы, когда из неё идёт вода, силу тока на сварочном аппарате следует увеличить. В таком случае электрод не будет все время прилипать к трубе из-за того, что металл слишком быстро остывает.
- Перед сваркой труб под давлением, электроды следует прокалить. В таком случае можно добиться более качественной и стабильной дуги, которая, в свою очередь, будет быстрее испарять просачивающуюся воду со свища.
- Выбор постоянного или переменного тока для сварки водопроводных труб, зависит не только от напора водяного слоя, но и от толщины металла, который требуется заварить.
Так, например, сварка на переменном токе, даёт возможность формировать более мощную дугу. Поэтому варить «переменкой» можно даже трубы под высоким давлением.
При этом качество сварочного шва оставляет желать лучшего. В свою очередь, сварка на постоянном токе, позволяет глубоко проплавить металл и добиться большей прочности сварочного соединения.
В свою очередь, сварка на постоянном токе, позволяет глубоко проплавить металл и добиться большей прочности сварочного соединения.
Как заварить свищ в трубе с водой под давлением
Рассмотрим на конкретном примере, как можно заварить свищ (небольшое отверстие) в трубе под давлением:
- Выберите такую позицию, с которой можно было бы легко разглядеть повреждение на трубе;
- Старайтесь держать электрод перпендикулярно дефекту, дабы уменьшить объем воды, попадающей на электрод;
- Ведите работу сверху вниз, до тех пор, пока свищ не будет заварен.
Чтобы заварить свищ в водопроводной трубе под давлением, сначала нужно наплавить некоторое количество металла в верхней части повреждения. Затем, ударив несколько раз по нему молотком, постарайтесь уплотнить дефект и остановить, тем самым, обильное образование пара.
После этого, нужно продолжить устранение свища, таким образом, до тех пор, пока отверстие в трубе не будет полностью перекрыто. Цикл, снова и снова, продолжается сверху вниз, не без участия молотка. После того, как вода перестанет бежать из трубы, следует усилить дефектное место, уменьшив при этом значение сварочного тока.
Цикл, снова и снова, продолжается сверху вниз, не без участия молотка. После того, как вода перестанет бежать из трубы, следует усилить дефектное место, уменьшив при этом значение сварочного тока.
Врезка в водопровод под давлением
И хотя на сегодняшний день существуют специальные седелки для врезки в водопровод под давлением, многие, до сих пор, используют сварку для этих целей. Как врезаться в водопроводную трубу под давлением?
В первую очередь, нужно подготовить металлический патрубок требуемого диаметра, на одном конце которого была бы нарезана резьба. На резьбу обязательно накручивается шаровой кран, с предварительным уплотнением (сантехническим льном или фум-лентой).
Выбрав место врезки, и очистив трубу от грязи и ржавчины, можно приступать к выполнению сварочных работ:
- Приложите патрубок с краном к трубе для врезки, после чего обварите его по кругу. Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность;
- Через открытый кран на патрубке, просверлите отверстие в трубопроводе, используя для этих целей дрель и длинное сверло по металлу;
- После того, как из трубы пойдёт вода, быстро перекройте кран.


Таким образом, можно не только заварить свищ в водопроводной трубе под давлением, но и врезаться в действующий трубопровод.
Поделиться в соцсетях
Сварка металлических труб отопления | Шадринский электродный завод
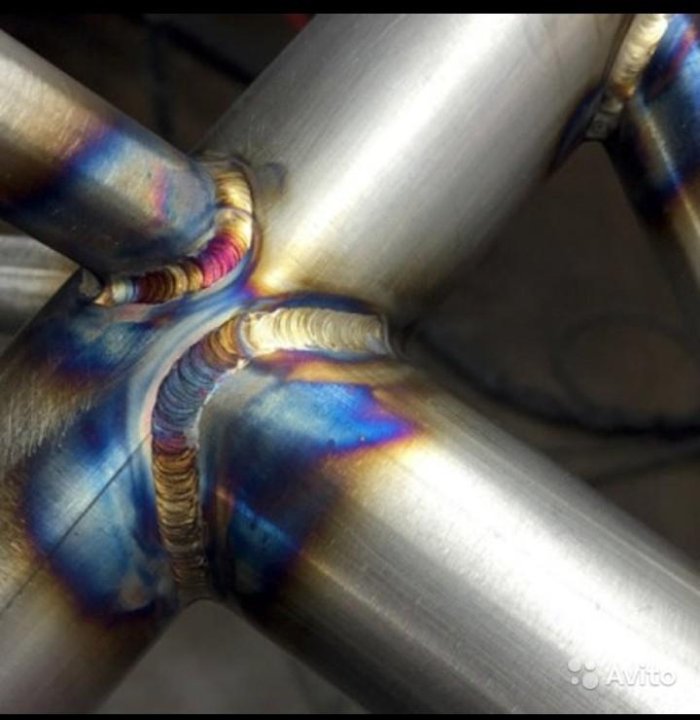
Сварка труб отопления является одним из самых востребованных и распространённых способов использующихся для объединения теплоисточника с теплопроводом и отопительными приборами (батареями) в единую систему. Монтаж труб с помощью сварки зарекомендовал себя как в домашних, так и в производственных условиях, а также при ремонте действующих магистралей.
Использование сварки позволяет обеспечить высокий уровень прочности и долгий период работы отопительной системы.
Наиболее популярным методом сварки тепловых сетей, является ручная электродуговая сварка. Значительно реже используется полуавтоматическая и автоматическая газовая сварка. РДС выполняется определенными видами электродов, которые могут обеспечить требуемые характеристики металла шва. Особенности состава и требования к свойствам сварочных электродов регулируются ГОСТом и ТУ.
Особенности состава и требования к свойствам сварочных электродов регулируются ГОСТом и ТУ.
Сварка труб отопления, при наличии необходимого оборудования и базовых навыков, может выполняться своими руками. Если же опыт сварки отсутствует, лучше обратится за помощью к специалисту сварщику.
Что необходимо для сварки труб отопления?
Для установки стальных труб необходимы следующие инструменты:
– сварочный аппарат – в качестве источника тока;
– болгарка или резак – для резки труб;
– защитная маска, костюм и перчатки – для обеспечения безопасности процесса сварки и здоровья сварщика;
– электроды – для выполнения сварочных работ;
– молоток – используется для удаления шлака.
Также нужны будут средства для зачистки и обезжиривания стальных поверхностей.
Подготовка поверхности
Перед началом выполнения сварочных работ, нужно подготовить свариваемые поверхности. Чтобы исключить появление дефектов в сварочном шве, места стыковки трубных элементов должны быть тщательно зачищены (до металлического блеска) и обезжирены. Деформированные участки необходимо выправить или отрезать болгаркой.
Чтобы исключить появление дефектов в сварочном шве, места стыковки трубных элементов должны быть тщательно зачищены (до металлического блеска) и обезжирены. Деформированные участки необходимо выправить или отрезать болгаркой.
Угол раскрытия кромки у подготовленных трубных стыков, должен быть около 65 градусов. Торцевая плоскость реза должна располагаться исключительно под углом 90 градусов к оси изделия. Величина притупления составляет около 2 мм.
Трубы отопления большого диаметра свариваются после их торцевания с помощью особой техники. Размеры стыков должны соответствовать установленным ГОСТом требованиям к толщине изделий, химическому составу и механическим свойствам.
Важным фактором, влияющим на эффективность работ, является выбор сварочных электродов.
Электроды для сварки труб отопления
Качество сварного шва зависит от выбранного электрода.
Существует два основных вида электродов: плавящиеся и неплавящиеся. Они отличаются материалом стержня. Сердцевиной неплавящихся электродов могут быть графит, вольфрам или уголь. Основанием плавящихся электродов является сварочная проволока, химический состав которой зависит от конкретной марки изделия. Как правило, плавящиеся электроды имеют диаметр от 2 до 5 мм, но могут встречаться и больших диаметров.
Они отличаются материалом стержня. Сердцевиной неплавящихся электродов могут быть графит, вольфрам или уголь. Основанием плавящихся электродов является сварочная проволока, химический состав которой зависит от конкретной марки изделия. Как правило, плавящиеся электроды имеют диаметр от 2 до 5 мм, но могут встречаться и больших диаметров.
Электрод состоит из металлического стержня, покрытого специальным составом. Сердцевина электрода обеспечивает прохождение тока для создания электрической дуги, а покрытие служит для защиты сварочной ванны от внешних факторов окружающей среды и поддержания стабильности горения дуги.
Согласно ГОСТ 9466-75 существует несколько типов покрытия:
– кислое (А) – преимущество обмазки кислого типа – низкая вероятность, что в области шва образуются поры;
– основное (Б) – универсальное покрытие, которое обеспечивает получение качественного соединения с высокой стойкостью к образованию трещин в широком диапазоне температур;
– рутиловое (Р) – используются в основном для прихваток и угловых швов. Обеспечивают легкое отделение шлаковой корки и зажигание дуги. Металл шва имеет привлекательный внешний вид;
Обеспечивают легкое отделение шлаковой корки и зажигание дуги. Металл шва имеет привлекательный внешний вид;
– целлюлозное (Ц) – применяется для вертикальных и кольцевых швов при сварке изделий и конструкций большого диаметра на протяженных технологических магистралях;
– кисло-рутиловое (АР) – самый популярный тип электродов, использующихся для сварки труб отопления и водоснабжения. Обеспечивает получение качественного шва и легкое удаление шлака;
– рутилово-целлюлозное (РЦ) – применяются для формирования вертикальных соединений (шов – сверху вниз).
Важной характеристикой при выборе электрода, является диаметр стержня. Чем больше диаметр, тем большую глубину металла способен проплавить электрод.
Для соединения труб толщиной до 5 мм рекомендуются электроды диаметром 3 мм.
Для сварки труб толщиной до 10 мм можно использовать электроды диаметром 4 мм. Эти электроды позволяют производить сварку в несколько слоев.
Кроме вышеперечисленных характеристик на качественное выполнение сварки влияет сила тока, зависящая от способа соединения труб, марки и диаметра сварочного электрода. Рекомендуемые значения сварочного тока, как правило, указаны на упаковке электродов.
Марки электродов подходящие для сварки труб отопления: МР-3, УОНИ-13/45, GOODEL-ОК46, АНО-21, ОЗС-4.
Технологии выполнения сварочных работ
Соблюдение технологии сварочных работ позволит получить надежный и качественный шов. При подготовке труб к соединению необходимо удалить или выправить деформированные концы. Срез трубы должен быть строго под прямым углом. Затем выполнить очистку всех свариваемых элементов от грязи, краски и пыли с помощью наждачной бумаги и обезжирить.
На технику выполнения влияют диаметр, толщина и форма сечения свариваемых элементов. Для сварки трубопроката толщиной менее 6 мм необходимо нанесение двухслойного шва. Для толщины 6-12 мм шов наносится в 3 слоя. При толщине свыше 12 мм – в 4 слоя. Сварка круглых труб выполняется по окружности без отрыва электрода от изделия, пока элементы не будут сварены. Швы наносятся поочередно. Перед нанесением второго и последующих слоев шва необходимо дать предыдущему остыть. После завершения каждого прохода и остывания поверхности, шлаковая корка удаляется легкими ударами молотка. Это обеспечивает получение красивого и прочного шва.
При толщине свыше 12 мм – в 4 слоя. Сварка круглых труб выполняется по окружности без отрыва электрода от изделия, пока элементы не будут сварены. Швы наносятся поочередно. Перед нанесением второго и последующих слоев шва необходимо дать предыдущему остыть. После завершения каждого прохода и остывания поверхности, шлаковая корка удаляется легкими ударами молотка. Это обеспечивает получение красивого и прочного шва.
Нанесение первого слоя требует особого внимания. Как правило, для него используется метод ступенчатой наплавки, разбитие на участки с помощью прихваток и дальнейшее соединение остальных участков. Остальные швы наносятся сплошным методом под углом около 70 градусов и совершением колебательных движений электродом. Следующий слой нужно начинать варить со смещением примерно на 30 мм от начала предыдущего. Последний слой необходимо наносить с плавным переходом к основному металлу. Он должен быть ровным и гладким.
Надежность и герметичность сваренного соединения можно проверить, запустив воду или газ по трубе. Если в месте сварного шва не обнаружатся протечки, значит шов выполнен качественно.
Если в месте сварного шва не обнаружатся протечки, значит шов выполнен качественно.
Техника безопасности
Чтобы избежать ожогов кожи и сетчатки глаз необходимо использовать защитную экипировку: маску, краги и костюм. Для защиты от удара током можно использовать резиновый коврик или галоши, а также заземлить сварочный аппарат.
Электродуговая ручная сварка труб
Ручная дуговая сварка поворотных и неповоротных стыков труб с толщиной стенок до 8 мм производится в один слой, а труб с толщиной от 8 мм и выше — в два-три слоя электродами разных диаметров. Число слоев и диаметр электродов в зависимости от толщины металла приведены в таблице ниже.
Характеристики сварных швов
Толщина свариваемого металла, мм | Число слоев | Диаметр электродов для каждого слоя | ||
Первый | Второй | Третий | ||
2 | 1 | 2 | — | — |
3-4 | 1 | 3-4 | — | — |
5-7 | 1 | 4-5 | — | — |
8-10 | 2 | 4-5 | 6-7 | — |
10-15 | 2 | 4-4 | 6-8 | — |
15-20 | 3 | 4-5 | 6-8 | 8-10 |
Больше 20 | 3 | 4-5 | 8-10 | 10-12 |
Технология ручной электродуговой сварки поворотных стыков сводится к следующему. Первый слой накладывают на верхнюю полуокружность стыков секции. После этого секцию поворачивают на 180° и сварка первого слоя продолжается на второй полуокружности стыка. Второй слой шва накладывают в полувертикаль- ном положении путем постепенного поворачивания трубы. Второй слой шва, как и первый, делают с вогнутой поверхностью валика. Третий слой накладывают аналогично второму, но поворот трубы производят в обратном направлении. Третий, последний слой должен иметь выпуклую равномерную поверхность. Переход от наплавленного металла к основному должен быть равномерным по всей длине шва.
Первый слой накладывают на верхнюю полуокружность стыков секции. После этого секцию поворачивают на 180° и сварка первого слоя продолжается на второй полуокружности стыка. Второй слой шва накладывают в полувертикаль- ном положении путем постепенного поворачивания трубы. Второй слой шва, как и первый, делают с вогнутой поверхностью валика. Третий слой накладывают аналогично второму, но поворот трубы производят в обратном направлении. Третий, последний слой должен иметь выпуклую равномерную поверхность. Переход от наплавленного металла к основному должен быть равномерным по всей длине шва.
Наложение отдельных слоев шва неповоротных стыков производится следующим образом. Первый слой всего стыка проваривают обратноступенчатым швом, при этом замок первого слоя располагают в точке зенита трубы или вблизи нее. Второй слой заваривают снизу вверх, а замок смещают от точки зенита на 50— 70 мм. Сварку ведут поочередно или одновременно с обеих сторон трубы. Аналогичным образом заваривают третий слой шва, причем замок смещают от зенита в противоположную сторону. Поверхность каждого слоя, кроме последнего, должна быть вогнутой и зачищенной от шлака. Необходимо также, чтобы замыкающие участки (замки) верхнего слоя не совпадали с замками нижнего слоя. По окончании сварки сварщик обязан наплавить около стыка присвоенное ему клеймо. Клеймо наплавляют или выбивают на расстоянии 30—50 мм у каждого сваренного стыка.
Поверхность каждого слоя, кроме последнего, должна быть вогнутой и зачищенной от шлака. Необходимо также, чтобы замыкающие участки (замки) верхнего слоя не совпадали с замками нижнего слоя. По окончании сварки сварщик обязан наплавить около стыка присвоенное ему клеймо. Клеймо наплавляют или выбивают на расстоянии 30—50 мм у каждого сваренного стыка.
Преподаватели: Школа промышленных технологий: сварка конструкций и труб
Код CIP — 480508
Миссия
Задача технического диплома по сварке конструкций и труб — подготовить людей к работе в области сварки. Программа предназначена для ознакомления студентов с различными сварочными процессами, необходимыми в сварочной отрасли.
Описание программы
Технический диплом по сварке конструкций и труб готовит людей к работе в области сварки.Инструктаж предоставляется по различным процессам и технологиям сварки, включая кислородную резку, резку угольной дугой, дуговую сварку в защитных слоях металла, дуговую сварку вольфрамовым электродом вольфрамовым электродом, дуговую сварку порошковой проволокой, дуговую сварку металлическим электродом в газе, сварку труб, плазменную резку, считывание чертежей, обозначения сварных швов и стыков. После завершения этой программы студент овладеет навыками, определенными AWS (Американским обществом сварщиков), и будет готов к сдаче экзамена AWS начального уровня сварщика.
После завершения этой программы студент овладеет навыками, определенными AWS (Американским обществом сварщиков), и будет готов к сдаче экзамена AWS начального уровня сварщика.
Результаты обучения
Выпускники сварочной программы колледжа Луизианы Дельта смогут:- Определите и продемонстрируйте соответствующие инструменты, оборудование и процедуры безопасности для процесса SMAW.
- Продемонстрировать умение читать и интерпретировать сварочные чертежи; понимание основ металлургии, идентификации металлов и термической обработки металлов.
- Укажите кодексы, стандарты и агентства, регулирующие сварочную промышленность, стандарты качества сварных швов, концепции надлежащих методов визуального и разрушающего контроля, а также надлежащую подготовку основного металла и подгонку стыков.
- Продемонстрировать безопасность, настройку и работу кислородно-топливной резки, правильное обращение с оборудованием и обращение с баллонами.
- Продемонстрируйте безопасность, настройку и выполнение операций воздушно-дуговой резки и строжки угольным газом (CAC-A) и плазменно-дуговой резки (PAC).
- Профессионально продемонстрировать следующие методы сварки: дуговая сварка в защитном металлическом корпусе, дуговая сварка вольфрамовым электродом вольфрамовым электродом, дуговая сварка порошковой проволокой и дуговая сварка металлическим электродом в среде защитного газа.
- Выполняйте сварные швы качества AWS, используя следующие методы: дуговая сварка в защитном металлическом корпусе, дуговая сварка вольфрамовым электродом, порошковая сварка и дуговая сварка металлическим электродом в газовой среде на листах и трубах.

Сварка металлических труб для нефтеперерабатывающих заводов и электростанций
Услуги по сварке и изготовлению качественных металлических труб
Superior Pipe Fabricators предлагает качественную сварку труб
услуги как по автоматической, так и по полуавтоматической сварке дугой в экранированном металле,
газовая вольфрамовая дуга, газовая металлическая дуга и дуга с флюсовым сердечником.
Мы профессиональные сварщики и производители труб. С 54 года опыт, мы можем работать с различными материалами, в том числе с углеродистой сталью, нержавеющая сталь, хром, алюминий, титан и никель.Мы также предлагаем другие услуги, такие как термообработка, травление, пассивирование, пескоструйная обработка, покраска, цинкование, производство цементных труб, изготовление опор для труб и транспортировка. Мы тоже проводим гидроиспытания, испытания на твердость и рентгеновские лучи, чтобы гарантировать соответствие нашим требованиям. спецификации NDE клиентов. Коды, к которым мы обычно привариваем, ASME B31.1, B31.3, B31.4 и API 1104.
У нас быстрые ремонтные работы при высоком качестве сварки. Мы гордимся своей скоростью прохождения рентгеновских снимков и показателями безопасности.Экстренные службы всегда доступны, и мы справимся с любым крупномасштабным проектом.
Более подробная информация доступна ниже, и вы можете связаться с Superior, чтобы узнать больше о том, что мы можем для вас сделать.
Проектов
Возможности для сварки и изготовления металлических труб
| Процесс сварки металлических труб |
| ||||||||
| Метод изготовления прецизионных труб |
| ||||||||
| Сварка | |||||||||
| Материал |
| ||||||||
| Чистовая |
| ||||||||
| Тестирование | |||||||||
| Дополнительные услуги |
| ||||||||
| Объем производства |
| ||||||||
| Время выполнения |
| ||||||||
| Дополнительная информация | |||||||||
| В центре внимания отрасли |
| ||||||||
| Предполагаемые приложения |
| ||||||||
| Отраслевые стандарты |
| ||||||||
| Форматы файлов |
| ||||||||


 1 ASME
1 ASME Вернуться к началу
Труба для дуговой сварки под флюсом, трубы SAW, производитель труб SAW, экспортеры труб SAW
SAW обычно работает в автоматическом или механизированном режиме, однако доступны полуавтоматические (ручные) SAW-пушки с подачей флюса под давлением или самотеком.
Дуговая сварка под флюсом (SAW) — это распространенный процесс дуговой сварки.
Процесс обычно ограничивается положениями плоской или горизонтальной угловой сварки (хотя сварка с горизонтальным расположением канавок выполнялась с использованием специального приспособления для поддержки флюса).
SAW изготавливается из горячекатаной рулонной стали методом автоматической сварки под флюсом при нормальной температуре окружающей среды. Все трубы производятся в соответствии со стандартами API Spec 5L, GB / T9711.1, GB / T9711.2, ASTM A252-89.Эти трубы в основном используются в нефтяной и газовой промышленности для транспортировки легковоспламеняющихся и негорючих жидкостей и стальных конструкций.
SAW означает сварку под флюсом, ее можно разделить на LSAW и SSAW
Диапазон размеров:
Трубы поставляются в соответствии с действующими стандартами, а также с требованиями заказчика, из различных марок стали и размеров.
- Внешний диаметр: 219-3200 мм
- Вт .: 5-30 мм
- Длина: 12000 мм + 500 мм
Выполнить стандарт:
Особые требования к исполнению, допускам, длине, механическим и химическим свойствам предоставляются по запросу.
- ASTM A252-89 СВАЙНЫЕ И БЕСШОВНЫЕ СВАИ СТАЛЬНЫХ ТРУБ
- Спецификация API SPEC 5L для трубопроводной трубы
- GB / T9711. 1 Нефтяная и газовая промышленность. Стальные трубы для трубопроводов. Технические условия поставки
- SY / T5037 Спиральная сварная труба под флюсом для транспортировки жидкости под низким давлением
 1 Нефтяная и газовая промышленность. Стальные трубы для трубопроводов. Технические условия поставки
1 Нефтяная и газовая промышленность. Стальные трубы для трубопроводов. Технические условия поставкиМатериал:
- Q235-Q345, L175-L485, SS400, 16Mn, L290-L360
- или по требованию заказчика.
Покрытие труб: HDPE / 3PE / 3PP / футеровка труб из цементного раствора
В дополнение к указанной выше спецификации, трубы могут изготавливаться в соответствии с требованиями заказчика.
- Сертификат испытаний стана: EN 10204 / 3.1B
- Сторонняя инспекция: SGS, BV, Lloyds и т. Д.
В основном используется:
Спирально-сварные стальные трубы широко используются в трубопроводах для транспортировки и распределения нефти, природного газа, воды и других легковоспламеняющихся и негорючих жидкостей, стальных конструкциях для строительства и других общих целей благодаря широкому диапазону размеров.
Метод изготовления сварных труб методом SAW
В однослойных трубах под флюсом сварка выполняется дуговой сваркой под флюсом. В этом методе сварочная дуга погружается в сварочный флюс. Сплошная присадочная проволока A Continues подается снаружи. Сначала сваривают трубу изнутри, а затем снаружи.
В случае трубы с двухшовной пилой первые две половины соединяются прихваточным швом, что называется подгонкой. Труба двухшовной пилы имеет два сварных шва, расположенных напротив друг друга.Оба шва свариваются изнутри и снаружи трубы. В случае труб большой толщины выполняется многопроходная сварка.
В трубе спиральной пилы стальная пластина разматывателя формируется в виде спиральной петли. Затем эту спиральную петлю приваривают изнутри и снаружи трубы. Благодаря методу производства, можно изготавливать изделия самых разных диаметров. Трубы со спиральной пилой используются в системах низкого давления.
В то время как трубы с прямой пилой используются для работы со средним и высоким давлением. Трубы со спиральной пилой дешевле, чем трубы с прямой пилой.
Трубы со спиральной пилой дешевле, чем трубы с прямой пилой.
После завершения сварки выполняется термообработка сварного шва или всего тела трубы, это зависит от толщины труб. Сварные швы также подвергаются различным неразрушающим испытаниям, таким как RT & UT, чтобы гарантировать прочность сварочного материала.
После завершения неразрушающего контроля трубы проходят гидроиспытания, чтобы гарантировать прочность и способность оставаться герметичными под давлением. На последнем этапе инспекции труба проверяется визуально и по размерам компетентным инженером-инспектором.Он обеспечит соответствие трубы требованиям кодов, стандартов и спецификаций. После того, как инженер-инспектор очистит трубу, она отметит ее в соответствии со стандартными требованиями и отправит для упаковки.
Разница между стальной трубой ERW и SAW
Поскольку стальная труба ERW и стальная труба SAW в трубе во время формовки, сварки и процесса различаются, поэтому два вида стальных труб в производительности есть некоторые различия.
ERW превосходит качество поверхности спиральной сварной трубы под флюсом, поверхность стальной трубы ERW гладкая, гладкая, красивая, внутреннее и внешнее армирование сварных швов стальной трубы SAW.
Типы дефектов сварки стальной трубыERW меньше, чем у стальной трубы пилы. Пила стальная труба с нанесенным растворителем, больше видов дефектов, помимо объемных, есть канатная ловушка. ERW стальные трубы сварные дефекты только проволочные и прямые сварные швы, процесс контроля легко проследить, а дефекты в максимальном отражении сразу после отсутствия неявного, ультразвукового отражения сильного, легко обнаруживаемого.
Стальная труба ERW, относящаяся к стальной трубе с пилой, имеет низкий коэффициент остаточных напряжений.Поскольку деформация трубы ВПВ в процессе деформации более полно сочетается с последующим определением размеров плоского овала, эллиптическими вертикальными изменениями и сужением, в результате остаточное напряжение трубы ВПВ становится меньше. Физические испытания показали, что те же технические характеристики, тот же материал, из того же материала, что и труба ВПВ после разреза по оси, осевого и поперечного разрезов меньшего смещения, чем у спиральной трубы, сваренной дуговой сваркой под флюсом.
Физические испытания показали, что те же технические характеристики, тот же материал, из того же материала, что и труба ВПВ после разреза по оси, осевого и поперечного разрезов меньшего смещения, чем у спиральной трубы, сваренной дуговой сваркой под флюсом.
ERW Труба общая производительность того же самого, когда труба становится дефектной, оценка стального лома, допускает сварку.Допускаются стальные трубы SAW, а производительность сварки труб и общие характеристики несовместимы, место сварки подвержено коррозионному растрескиванию под напряжением. Эксперименты показывают, что испытание на коррозионную усталость под напряжением ERW трубы спиральной сварной дугой под флюсом длины трубы, чем срок службы.
Сварочное оборудование | Американский речной колледж
Ассоциированная степень
А.
 С. в области сварочных технологий
С. в области сварочных технологийСтепень «Технологии сварки» дает навыки и знания в области ручных и полуавтоматических сварочных процессов, используемых в металлообрабатывающей и строительной отраслях. Инструкция охватывает материалы, оборудование, процедуры, методы тестирования, а также безопасность и чтение чертежей. В компетенцию входят методы соединения черных и цветных металлов с использованием дуговой сварки защищенных металлов (SMAW), газовой дуговой сварки (GMAW), порошковой дуговой сварки (FCAW) и газовой вольфрамовой дуговой сварки (GTAW), а также сварки. процедуры.
Дата каталога: 1 января 2022 г.
Требования к степени
| Код курса | Название курса | шт. |
|---|---|---|
| СВАРКА 140 | Математика для сварщиков | 3 |
| СВАРКА 300 | Введение в сварку | 3 |
| СВАРКА 302 | Введение в сварочную металлургию | 3 |
| СВАРКА 316 | Сварочная инспекция | 2 |
| СВАРНЫЙ 320 | Дуговая сварка защищенного металла — конструкции | 3 |
| СВАРКА 322 | Дуговая сварка защищенного металла (трубы) | 3 |
| СВАРКА 330 | Газовая вольфрамовая дуговая сварка (плита) | 3 |
| СВАРКА 332 | Газовая дуговая сварка вольфрамом (трубы) | 3 |
| СВАРКА 333 | Газовая дуговая сварка металла, сталь | 3 |
| СВАРКА 334 | Дуговая сварка металлов в газовой среде — черных и цветных металлов | 2 |
| СВАРНЫЙ 335 | Дуговая сварка сердечником под флюсом | 3 |
| СВАРКА 342 | Считывание, расположение и изготовление символов | 3 |
| Всего квартир: | 34 |
Научный сотрудник по сварочным технологиям (А. S.) степень может быть получена после завершения требуемой программы, плюс требования общего образования, плюс достаточное количество факультативов.
чтобы встретить всего 60 единиц. См. Требования к выпуску ARC.
S.) степень может быть получена после завершения требуемой программы, плюс требования общего образования, плюс достаточное количество факультативов.
чтобы встретить всего 60 единиц. См. Требования к выпуску ARC.
Результаты обучения студентов
По завершении данной программы студент сможет:
- Выберите правильную классификацию и параметры электродов для различной толщины материала и положений сварки черных и цветных металлов.
- определяют принципы дуговой сварки металлическим электродом в газе.
- интерпретировать электрод GMA, классификацию и спецификацию. В
- описаны операции газовой дуговой сварки (GMA) различных конструкций соединений с использованием выбранных электродов в разных положениях. В
- описываются операции дуговой сварки экранированным металлом в различных положениях с использованием выбранных электродов на стыках различной конструкции.
- определяют принципы дуговой сварки.
- выберите правильные настройки силы тока электрода для рабочего приложения.
- описывает принципы сварки газовой вольфрамовой дугой (GTA) и безопасные методы сварки.
- определяют приложения и ограничения GTA.
- объясняют причину образования несплошностей каждого типа и выделяют разные несплошности.
- интерпретируют производственные чертежи, используя систематический процесс.
- интерпретировать графические символы сварки.
- касаются требований к сварке черных и цветных металлов.
- выберите подходящие настройки и методы нанесения.
- перечисляет методы, используемые для предотвращения несплошностей и выявления поверхностных дефектов в сварных швах.


Информация о карьере
Сварочная сертификация признана сварочной отраслью как важный шаг в профессии. Американское общество сварщиков (AWS) аккредитует программу сварки Американского речного колледжа на национальном уровне. Программа сварки ARC соответствует всем требованиям стандартов AWS QC4 для аккредитации испытательных центров для их программы сертифицированных сварщиков.Выпускники могут найти работу на нефтеперерабатывающих заводах, атомных электростанциях, аэрокосмической отрасли, в строительных зданиях, строительстве мостов, автомобильной промышленности и небольших коммерческих производственных цехах.
Свидетельства о достижении
Сертификат на экранированную металлическую дуговую пластину и трубу
Этот сертификат способствует повышению компетентности в сварке листов и труб.Особое внимание уделяется источникам питания, выбору электродов для различных конструкций соединений, методов и положений при сварке. Инструкция включает правила техники безопасности и надлежащие процедуры выполнения угловых и разделочных швов в соответствии со стандартами по сварке конструкций и труб.
Дата каталога: 1 января 2022 г.
Требования к сертификату
| Код курса | Название курса | шт. |
|---|---|---|
| СВАРКА 300 | Введение в сварку | 3 |
| СВАРНЫЙ 320 | Дуговая сварка защищенного металла — конструкции | 3 |
| СВАРКА 322 | Дуговая сварка защищенного металла (трубы) | 3 |
| Всего квартир: | 9 |
Результаты обучения студентов
По завершении данной программы студент сможет:
- интерпретировать классификацию и спецификацию электродов
- выберите правильную настройку силы тока для заявки на работу
- определяют принципы дуговой сварки
- сертифицирует и выполняет операции SMA в различных положениях с использованием выбранных электродов на различных конструкциях суставов
Сварка, металлургия и контроль (270 часов) Сертификат
Сертификат «Сварка, металлургия и контроль» предоставляет знания в области металлургии и контроля сварных швов. Особое внимание уделяется идентификации и выбору чугуна и стали, механическим и физическим свойствам металлов и кристаллической структуре металлов, правилам и положениям отрасли сварочного строительства, а также принципам, требованиям и методам контроля.
Особое внимание уделяется идентификации и выбору чугуна и стали, механическим и физическим свойствам металлов и кристаллической структуре металлов, правилам и положениям отрасли сварочного строительства, а также принципам, требованиям и методам контроля.
Дата каталога: 1 января 2022 г.
Требования к сертификату
| Код курса | Название курса | шт. |
|---|---|---|
| СВАРКА 302 | Введение в сварочную металлургию | 3 |
| СВАРКА 316 | Сварочная инспекция | 2 |
| СВАРКА 117 | Ультразвуковой контроль, уровень один | 3 |
| СВАРКА 118 | Ультразвуковой контроль, второй уровень | 3 |
| СВАРКА 300 | Введение в сварку | 3 |
| Всего квартир: | 14 |
Результаты обучения студентов
По завершении данной программы студент сможет:
- Описать механические свойства различных металлов
- Интерпретировать и объяснить процедуры неразрушающего контроля (NDT) кодов и спецификаций, относящихся к сварке
- Оценить и простыми словами объяснить причину образования разрыва в каждом из сварочных процессов
- Объясните различные методы, используемые для предотвращения несплошностей сварных швов
- Опишите кристаллическую структуру металлов и объясните, как формируются зерна в металле
- Объясните проблемы, которые вызывает водород при сварке стали
- Анализировать фазовые диаграммы углеродистых и нержавеющих сталей
Сертификат технологии сварки
Этот сертификат обеспечивает навыки и знания в области ручной и полуавтоматической сварки, используемой в металлообрабатывающей и строительной отраслях. В инструкции рассматриваются материалы, оборудование, процедуры сварки, методы испытаний, осмотр, металлургия сварки, чтение чертежей и безопасность при сварке. В компетенцию входят методы соединения черных и цветных металлов с использованием дуговой сварки защищенных металлов (SMAW), газовой дуговой сварки (GMAW), порошковой дуговой сварки (FCAW) и газовой вольфрамовой дуговой сварки (GTAW). Также рассматриваются кислородно-ацетиленовая сварка, кислородно-ацетиленовая резка и плазменная резка.
В инструкции рассматриваются материалы, оборудование, процедуры сварки, методы испытаний, осмотр, металлургия сварки, чтение чертежей и безопасность при сварке. В компетенцию входят методы соединения черных и цветных металлов с использованием дуговой сварки защищенных металлов (SMAW), газовой дуговой сварки (GMAW), порошковой дуговой сварки (FCAW) и газовой вольфрамовой дуговой сварки (GTAW). Также рассматриваются кислородно-ацетиленовая сварка, кислородно-ацетиленовая резка и плазменная резка.
Дата каталога: 1 января 2022 г.
Требования к сертификату
| Код курса | Название курса | шт. |
|---|---|---|
| СВАРКА 140 | Математика для сварщиков | 3 |
| СВАРКА 300 | Введение в сварку | 3 |
| СВАРКА 302 | Введение в сварочную металлургию | 3 |
| СВАРКА 316 | Сварочная инспекция | 2 |
| СВАРНЫЙ 320 | Дуговая сварка защищенного металла — конструкции | 3 |
| СВАРКА 322 | Дуговая сварка защищенного металла (трубы) | 3 |
| СВАРКА 330 | Газовая вольфрамовая дуговая сварка (плита) | 3 |
| СВАРКА 332 | Газовая дуговая сварка вольфрамом (трубы) | 3 |
| СВАРКА 333 | Газовая дуговая сварка металла, сталь | 3 |
| СВАРКА 334 | Дуговая сварка металлов в газовой среде — черных и цветных металлов | 2 |
| СВАРКА 335 | Дуговая сварка сердечником под флюсом | 3 |
| СВАРКА 342 | Считывание, расположение и изготовление символов | 3 |
| Всего квартир: | 34 |
Результаты обучения студентов
По завершении данной программы студент сможет:
- Список факторов, которые необходимо учитывать перед выбором процесса сварки
- оценить сварной шов в соответствии с данным стандартом или кодексом
- сравнить три типа сварочного тока, используемых для газовой дуговой сварки.
- определяют напряжение, электрический потенциал, силу тока и электрический ток применительно к дуговой сварке металлическим газом
- обсуждают, как можно управлять сварочной ванной в расплаве для газовой дуговой сварки путем изменения защитного газа, настроек мощности, рисунка переплетения, скорости перемещения, удлинения электрода и угла наклона пистолета.
- объясните, что означает каждая цифра в стандартном идентификационном номере электрода для дуговой сварки порошковым электродом
- перечислить и определить три единицы, используемые для измерения сварочного тока
- дают характеристики трех групп присадочного металла E6010 и E6011, E6012 и E6013, а также E7016 и E7018
- обсуждают три основные категории сварных швов труб, включая способы их использования, а также требуемый тип проплавления корня шва и прочность.
- выполнить простое стыковое сварное соединение с V-образной канавкой на трубе в любом положении в соответствии со спецификациями кода
- перечисляет кристаллическую структуру металлов и объясняет, как образуются зерна.
- описать практическое применение металлургии
- решает основные математические задачи при сварке
- прочитать комплект чертежей сварочных чертежей и объяснить каждый показанный элемент и его размеры


Информация о карьере
Выпускники могут найти работу в ряде отраслей, в том числе; строительство трубопроводов, нефтепереработка, аэрокосмическая промышленность, строительство строительных конструкций, строительство мостов, автомобилестроение и изготовление небольших коммерческих объектов. Они также могут работать начальниками сварочных цехов и продавцами сварочных работ, а также стать владельцами сварочных цехов.
Они также могут работать начальниками сварочных цехов и продавцами сварочных работ, а также стать владельцами сварочных цехов.
Сертификаты
Пластина для дуговой сварки металлическим электродом и сердечником (252 часа) Сертификат
Сертификат газовой дуговой сварки металла способствует повышению компетентности в сварке с различными типами переноса металла, источниками постоянного напряжения, различными типами защитных газов и выбором электродов для различных конструкций соединений.Предоставляются инструкции по дуговой сварке газом и порошковой проволокой угловых и разделочных швов в соответствии с конкретными конструктивными стандартами и стандартами на трубы.
Дата каталога: 1 января 2022 г.
Требования к сертификату
| Код курса | Название курса | шт. |
|---|---|---|
| СВАРКА 333 | Газовая дуговая сварка металла, сталь | 3 |
| СВАРКА 334 | Дуговая сварка металлов в газовой среде — черных и цветных металлов | 2 |
| СВАРКА 300 | Введение в сварку | 3 |
| СВАРКА 335 | Дуговая сварка сердечником под флюсом | 3 |
| Всего квартир: | 11 |
Результаты обучения студентов
По завершении данной программы студент сможет:
- Выбрать правильную классификацию и параметры электродов для различных толщин материала и положений сварки на черных и цветных металлах
- определяет принципы газовой дуговой сварки
- интерпретировать классификацию и спецификацию электродов
- анализировать операции газовой дуговой сварки различных конструкций соединений с использованием выбранных электродов для различных положений сварки
Сварка газо-вольфрамовой дуговой сваркой листов и труб (180 часов) Сертификат
Сертификат газо-дуговой сварки вольфрамом способствует повышению компетентности в сварке черных и цветных материалов. Особое внимание уделяется надлежащему использованию требований к настройке оборудования для газовой вольфрамовой дуговой сварки (GTA), параметрам процесса, требованиям к материалам и процедурам сварки, которые соответствуют отраслевым стандартам.
Дата каталога: 1 января 2022 г.
Требования к сертификату
| Код курса | Название курса | шт. |
|---|---|---|
| СВАРКА 330 | Газовая вольфрамовая дуговая сварка (плита) | 3 |
| СВАРКА 300 | Введение в сварку | 3 |
| СВАРКА 332 | Газовая дуговая сварка вольфрамом (трубы) | 3 |
| Всего квартир: | 9 |
Результаты обучения студентов
По завершении данной программы студент сможет:
- определяют принципы и меры безопасности GTA.
- определяют приложения и ограничения GTA.
- сваривает низкоуглеродистую сталь, нержавеющую сталь и алюминиевые сплавы, используя процедуры GTA во всех положениях.
- оценивает и демонстрирует процедуры для данного сварочного проекта или приложения.
- относятся к требованиям сварки черных и цветных металлов.
- выбрать подходящие настройки и методы применения процесса GTA.
Свидетельство о сварке труб
Этот сертификат способствует повышению компетентности в сварке труб с акцентом на источники питания, выбор электрода / присадочного металла для различных конструкций соединений, методов и положений для сварки. Инструкции включают правила техники безопасности, математические вычисления и надлежащие процедуры выполнения угловых и разделочных швов в соответствии со стандартами по сварке конструкций и труб.
Дата каталога: 1 января 2022 г.
Требования к сертификату
| Код курса | Название курса | шт. |
|---|---|---|
| СВАРКА 140 | Математика для сварщиков | 3 |
| СВАРКА 322 | Дуговая сварка защищенного металла (трубы) | 3 |
| СВАРКА 332 | Газовая дуговая сварка вольфрамом (трубы) | 3 |
| Всего квартир: | 9 |
Результаты обучения студентов
По завершении данной программы студент сможет:
- интерпретировать классификацию и спецификации электродов и присадочных металлов.
- выберите правильную настройку силы тока для заявки на работу.
- определяют принципы дуговой сварки.
- выполняет дуговую сварку защищенного металла и дуговую сварку вольфрамовым электродом в различных положениях с использованием выбранных электродов на стыках различной конструкции.
- использовать математику при сварке.

Информация о карьере
Заполнители сертификата могут найти работу в ряде отраслей, включая строительство трубопроводов PG&E, нефтепереработку, производство электроэнергии, строительство строительных конструкций, строительство мостов и небольшие коммерческие производственные цеха.
Сварочное оборудование, техническое обслуживание и интерпретация чертежей (234 часа) Сертификат
Этот сертификат повышает компетентность в решении технических, математических и производственных задач, связанных с сваркой. В нем особое внимание уделяется размещению металла, измерению и расположению инструментов, используемых в строительстве, а также основам чтения чертежей и ремонту сварочного оборудования.
В нем особое внимание уделяется размещению металла, измерению и расположению инструментов, используемых в строительстве, а также основам чтения чертежей и ремонту сварочного оборудования.
Дата каталога: 1 января 2022 г.
Требования к сертификату
| Код курса | Название курса | шт. |
|---|---|---|
| СВАРКА 107 | Обслуживание сварочного оборудования | 3 |
| СВАРКА 140 | Математика для сварщиков | 3 |
| СВАРКА 300 | Введение в сварку | 3 |
| СВАРКА 342 | Считывание, расположение и изготовление символов | 3 |
| Всего квартир: | 12 |
Результаты обучения студентов
По завершении данной программы студент сможет:
- оценивать алгебраические выражения путем замены буквенных значений заданными числами
- решать формулы, заменяя буквы цифрами, анализируя словесные выражения и значения диаграмм
- вычисляет площадь, радиус и диаметр круга
- вычислить площадь, радиус и центральные углы сектора
- Измерение углов в градусах, минутах и секундах
- идентифицируют и демонстрируют правильное использование обычных электроинструментов и принадлежностей, используемых в сварочном производстве
- интерпретировать производственные чертежи с использованием систематического процесса
- интерпретация графических символов сварки
- интерпретация электрических цепей и цепей с электронным управлением
- оценить испытательное оборудование, используемое для ремонта сварки
Курсы по сварке (WELD)
WELD 105 Введение в металлическую скульптуру
- Квартир: 1. 5
- Часы: 18 часов LEC; 27 часов LAB
- Предпосылка: Нет.
- Дата каталога: 1 января 2022 г.
 5
5Этот курс охватывает методы скульптуры из металла, принципы дизайна и материалы, используемые для скульптуры функциональных и нефункциональных форм искусства на черных и цветных металлах. Неотъемлемой частью курса являются методы по основным сварочным процессам, таким как дуга в защитном металлическом корпусе, дуга в металлическом газе, дуга из газового вольфрама и кислородно-ацетилен, а также связанные с этим вопросы безопасности.
Результаты обучения студентов
По окончании этого курса студент сможет:
- применяют стандарты безопасности к каждому процессу сварки и другому соответствующему металлообрабатывающему оборудованию.
- применяет традиционные и нетрадиционные методы обработки металла для проектирования и реализации трехмерных функциональных и нефункциональных форм искусства.
- использует процессы сварки и резки для создания художественных проектов.
- проверяет сварку для проектов и вносит корректирующие изменения для создания структурно прочных соединений.

WELD 107 Техническое обслуживание сварочного оборудования
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Предпосылка: Нет.
- Дата каталога: 1 января 2022 г.
Этот курс охватывает основы обслуживания, поиска и устранения неисправностей и ремонта сварочного оборудования. Обсуждаются и тестируются электрические и электронные схемы. Представлена общая теория работы и безопасности, а также график технического обслуживания и использования электронного испытательного оборудования и других измерительных устройств. Могут понадобиться деловые поездки.
Обсуждаются и тестируются электрические и электронные схемы. Представлена общая теория работы и безопасности, а также график технического обслуживания и использования электронного испытательного оборудования и других измерительных устройств. Могут понадобиться деловые поездки.
Результаты обучения студентов
По окончании этого курса студент сможет:
- определить электронные компоненты источника питания для сварки
- оценить рабочие характеристики различных типов сварочного оборудования
- провести исследования по эксплуатации и закупку комплектующих сварочного оборудования, требующих замены или ремонта
- применять критический анализ мышления при поиске и устранении неисправностей и ремонте сварочного оборудования
- правильно использовать испытательное оборудование, необходимое для решения проблем и ремонта вышедшего из строя оборудования
- применять необходимые знания об электрических компонентах и их подключении к источникам питания для сварки для получения удовлетворительных сварных швов
- определить правильный способ подключения сварочного оборудования к правильному источнику питания в процессе установки
- применять необходимые процедуры безопасности при обслуживании или ремонте сварочного оборудования любого типа
WELD 115 Код Сварка
- Квартир: 2
- Часы: 18 часов LEC; 54 часа LAB
- Необходимое условие: WELD 300 с оценкой «C» или выше или опыт работы в сварке не менее одного года.
- Дата каталога: 1 января 2022 г.

Этот курс предусматривает индивидуальное обучение для повышения квалификации сварщика. Представлены код и требования к тестам. Сварщики выбирают код, металл, процесс и позиции, которые будут использоваться. Также рассматривается подготовка к участию в региональных, государственных и национальных соревнованиях SkillsUSA. Этот курс может быть пройден до четырех раз для участия в различных соревнованиях.Требуются производственная экскурсия и участие на месте регионального конкурса SkillsUSA.
Результаты обучения студентов
По окончании этого курса студент сможет:
- выполнять дуговую сварку, соответствующую стандартам SkillsUSA.
- анализирует сварочные проекты и вносит корректирующие изменения в соответствии со стандартами SkillsUSA.
- понимает параметры указанной процедуры сварки.
- применяются правила техники безопасности при сварке и резке металла.
- объясняет переменные для каждого выбранного процесса.
- объясняет требования к соревнованиям SkillsUSA.

WELD 117 Ультразвуковой контроль, первый уровень
- Квартир: 3
- Наработка: 45 часов LEC; 27 часов LAB
- Предпосылка: Нет.
- Дата каталога: 1 января 2022 г.
Этот курс охватывает теорию, технику, применение и оценку, используемую в отраслях обработки материалов, сварки и контроля. Охватывается ультразвуковой контроль, применяемый в отраслевых практиках, таких как строительство зданий, аэронавтика, судостроение, производство материалов и другие. Успешное завершение этого курса подтверждает соответствие требованиям TC-1A Американского общества неразрушающего контроля (ASNT) для уровня UT I.
Успешное завершение этого курса подтверждает соответствие требованиям TC-1A Американского общества неразрушающего контроля (ASNT) для уровня UT I.
Результаты обучения студентов
По окончании этого курса студент сможет:
- выполнить основные испытания материалов.
- объясняет основные физические принципы ультразвукового контроля.
- описывают основные функции ультразвукового аппарата.
- выполнить базовую калибровку станка и испытательную калибровку.
WELD 118 Ультразвуковой контроль, второй уровень
- Квартир: 3
- Наработка: 45 часов LEC; 27 часов LAB
- Предварительное условие: WELD 117 с оценкой «C» или выше или свидетельство прохождения сертификации UT Level I.
- Дата каталога: 1 января 2022 г.

Этот курс охватывает продвинутую теорию, применение техники и методы оценки, используемые в отраслях обработки материалов, сварки и контроля.Он охватывает расширенные ультразвуковые испытания, применяемые в таких отраслях, как строительство зданий, аэронавтика, судостроение и производство материалов. Успешное завершение этого курса соответствует требованиям Американского общества неразрушающего контроля (ASNT) TC1-A для ультразвукового контроля уровня II.
Результаты обучения студентов
По окончании этого курса студент сможет:
- откалибровать ультразвуковую испытательную машину в соответствии с надлежащими стандартами.
- демонстрируют надлежащие методы исследования материалов и / или сварных швов.
- оценивает результаты ультразвуковых испытаний, чтобы убедиться, что они соответствуют требованиям норм.
- выполняет проверки, соответствующие отраслевым стандартам.

WELD 140 Математика для сварщиков
- Квартир: 3
- Часы: 54 часа LEC
- Предпосылка: Нет.
- Общее образование: AA / AS Area II (b)
- Дата каталога: 1 января 2022 г.
Этот курс охватывает применение принципов математики в технической и торговой работе. Охватываемые области включают основы общей математики, обыкновенные дроби, десятичные дроби, проценты, числа со знаком, измерения, обычные единицы измерения, метрические единицы измерения, стальные правила и штангенциркуль, основы алгебры, основные алгебраические операции, основы геометрии плоскости, треугольники, многоугольники, круги, площади, объемы и основы тригонометрии.
Результаты обучения студентов
По окончании этого курса студент сможет:
- интерпретация и применение общих формул сварки
- продемонстрировать навыки решения проблем для технических и торговых работ
- анализировать проблемы, возникающие при производстве металла
- решить уравнения, необходимые в области сварки
WELD 150 Навыки трудоустройства для технической карьеры
- То же, что: AT 107 и ET 250
- Квартир: 2
- Часы: 36 часов LEC
- Предпосылка: Нет.
- Консультации: ENGWR 102 или 103 и ENGRD 116 с оценкой «C» или выше; ИЛИ ESLR 320, ESLL 320 и ESLW 320 с оценкой «C» или выше.
- Общее образование: AA / AS Area III (b)
- Дата каталога: 1 января 2022 г.

Этот курс дает возможность изучить техническую карьеру, развивая при этом ценные рабочие и жизненные навыки. Это введение в различные профессии, связанные с технической сферой, с упором на техническую карьеру в районе Сакраменто.Мероприятия предназначены для повышения личного развития, навыков трудоустройства и самоуважения за счет лидерства, гражданственности и развития характера. Этот курс не открыт для студентов, окончивших AT 107 или ET 250.
Результаты обучения студентов
По окончании этого курса студент сможет:
- выявить личные интересы.
- демонстрируют эффективные коммуникативные навыки.
- демонстрируют личные качества, востребованные на рабочем месте.
- создают долгосрочные и краткосрочные цели.
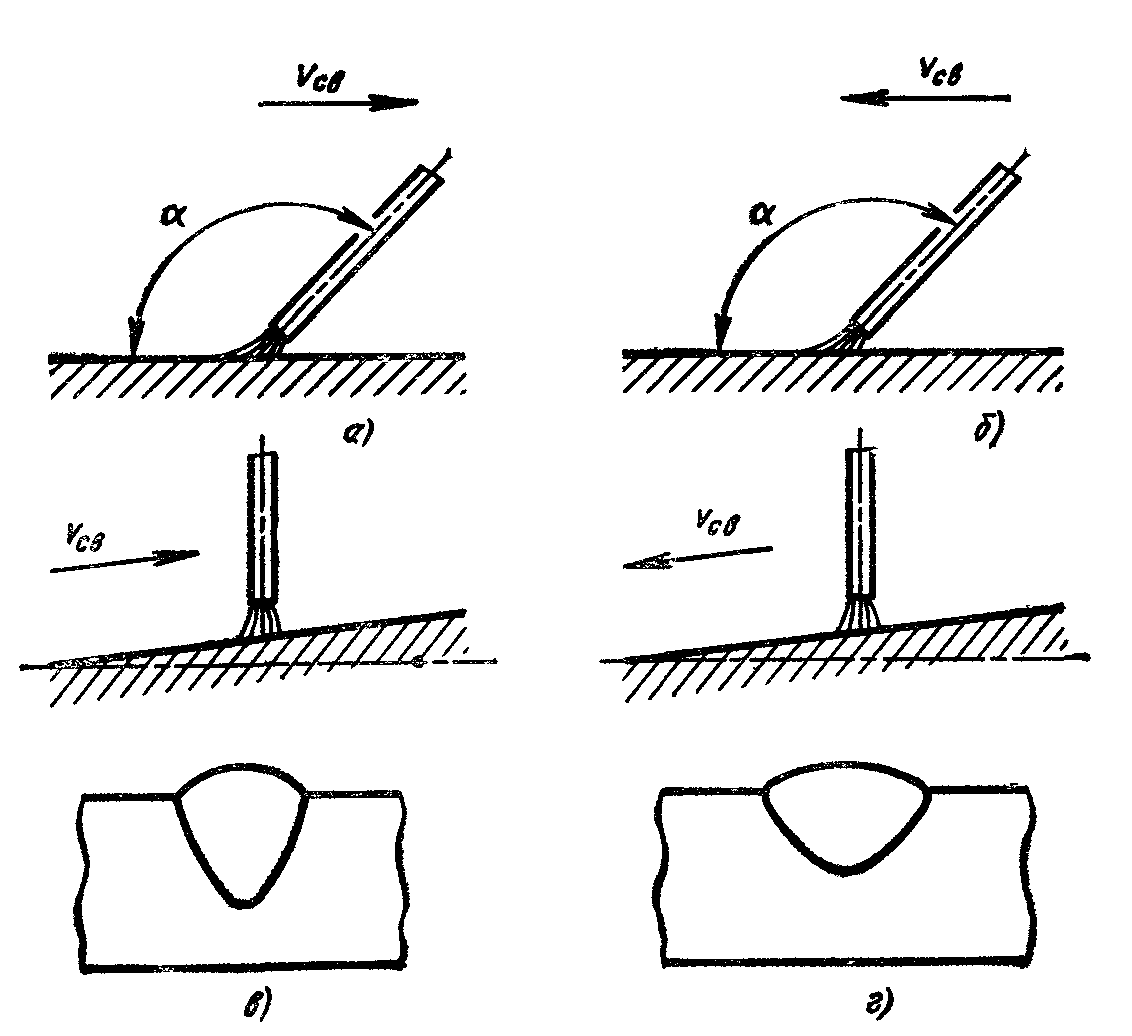
WELD 155 Отраслевое обучение
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Предпосылка: Нет.
- Дата каталога: 1 января 2022 г.
Этот курс охватывает сварочные процессы, знания и навыки, специфичные для нужд работодателей. Безопасность на рабочем месте и этикет включены. Навыки производства металла для конкретных рабочих мест и сертификационные испытания в области сварки покрываются по запросу работодателя.
Результаты обучения студентов
По окончании этого курса студент сможет:
- Выберите переменные процесса сварки и изготовления.
- подготавливает металлические изделия к основным распечаткам.
- производит сварные швы в соответствии со стандартами.
- демонстрируют надлежащий этикет на рабочем месте.
WELD 294 Темы в сварке
- Единицы: 0,5 — 5
- Часы: 9 часов LEC; 27 — 270 часов LAB
- Предпосылка: Нет.
- Дата каталога: 1 января 2022 г.
Этот курс дает возможность изучить актуальные темы сварочной техники, которые не включены в существующие курсы.
Результаты обучения студентов
По окончании этого курса студент сможет:
- исследование специализированных потребностей производителя
- формулируем задачи, связанные с конкретными потребностями предприятия
- эффективный и действенный доступ к информации о стандартах сварки, используемых в производстве
- оценить информацию о процедуре сварки в соответствии с конкретными стандартами
WELD 295 Независимые исследования в области сварки
- Кол-во единиц: 1-3
- Предпосылка: Нет.
- Дата каталога: 1 января 2022 г.

WELD 298 Опыт работы по сварке
- Единицы: 0,5 — 4
- Часы: 30 — 300 часов LAB
- Предпосылка: Нет.
- Ограничение при зачислении: Студенты должны проходить оплачиваемую или неоплачиваемую стажировку, работать волонтером или работать в области сварки с сотрудничающим руководителем участка.Студентам рекомендуется проконсультироваться с преподавателями кафедры сварки, чтобы ознакомиться с конкретными требованиями к сертификату и опыту работы. Консультации
- : имеет право на получение ENGRD 310 или ENGRD 312 И ENGWR 300; ИЛИ ESLW 340.
- Общее образование: AA / AS Area III (b)
- Дата каталога: 1 января 2022 г.
Этот курс предоставляет студентам возможность развить востребованные навыки при подготовке к работе или продвижению в области сварки. Он предназначен для студентов, заинтересованных в опыте работы и / или стажировках по программам получения степени младшего специалиста или сертификатам. Содержание курса включает понимание применения образования к персоналу, заполнение обязательных форм Раздела 5, в которых документируется прогресс студента и количество часов, проведенных на рабочем месте, а также развитие навыков и компетенций на рабочем месте.
Он предназначен для студентов, заинтересованных в опыте работы и / или стажировках по программам получения степени младшего специалиста или сертификатам. Содержание курса включает понимание применения образования к персоналу, заполнение обязательных форм Раздела 5, в которых документируется прогресс студента и количество часов, проведенных на рабочем месте, а также развитие навыков и компетенций на рабочем месте.
В течение семестра студент должен завершить 37,5 часов соответствующего оплачиваемого опыта работы или 30 часов соответствующего неоплачиваемого опыта работы за 0.5 шт. На каждые дополнительные 0,5 единицы требуется дополнительно 37,5 или 30 часов соответствующего опыта работы. Все студенты должны присутствовать на первом собрании класса, на собрании в середине семестра и на заключительном собрании. Кроме того, студенты, которые еще не успешно завершили курс «Опыт работы», должны будут посещать еженедельные занятия, в то время как возвращающиеся участники могут встретиться индивидуально с инструктором по мере необходимости. Студенты могут набрать до 16 единиц по всем предлагаемым курсам опыта работы.Этот курс можно пройти до четырех раз, если есть новые или расширенные цели обучения. В семестр можно пройти только один курс по опыту работы.
Студенты могут набрать до 16 единиц по всем предлагаемым курсам опыта работы.Этот курс можно пройти до четырех раз, если есть новые или расширенные цели обучения. В семестр можно пройти только один курс по опыту работы.
Результаты обучения студентов
По окончании этого курса студент сможет:
- продемонстрировать владение конкретными рабочими навыками в области сварки, связанными с дипломом младшего специалиста или дипломом о карьере на уровне профессиональной программы, как указано в минимум трех (3) учебных целях, поставленных студентом и его работодателем или руководителем рабочего места в начале курс.
- принимают эффективные решения, используют информацию о персонале и управляют своими личными карьерными планами.
- вести себя профессионально, этично и законно во время работы в соответствии с применимыми законами, постановлениями и организационными нормами.
- ведут себя ответственно во время работы, проявляя инициативу и самообладание в ситуациях, когда это необходимо.
- применяет эффективные стили лидерства во время работы с учетом групповой динамики, принятия командных и индивидуальных решений, а также разнообразия персонала.
- общаться в устной, письменной и других формах, по мере необходимости, в различных контекстах во время работы.
- находить, систематизировать, оценивать и использовать справочную информацию во время работы.
- демонстрируют оригинальность и изобретательность во время работы, комбинируя идеи или информацию по-новому, устанавливая связи между, казалось бы, несвязанными идеями и изменяя цели таким образом, чтобы открывать новые возможности с использованием навыков критического и творческого мышления, таких как логическое мышление, аналитическое мышление и решение проблем. .

 .
.WELD 299 Экспериментальное предложение по сварке
- Единицы: 0,5 — 4
- Предпосылка: Нет.
- Дата каталога: 1 января 2022 г.
Это описание экспериментальных курсов.
WELD 300 Введение в сварку
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Предпосылка: Нет.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.
Этот курс представляет собой введение в процессы сварки, включая дугу в защитном металлическом корпусе, металлическую дугу в среде защитного газа, порошковую газовую защиту и самозащиту, газовую вольфрамовую дугу, кислородно-ацетиленовую резку и сварку конструкций соединений, а также положения, используемые в промышленности.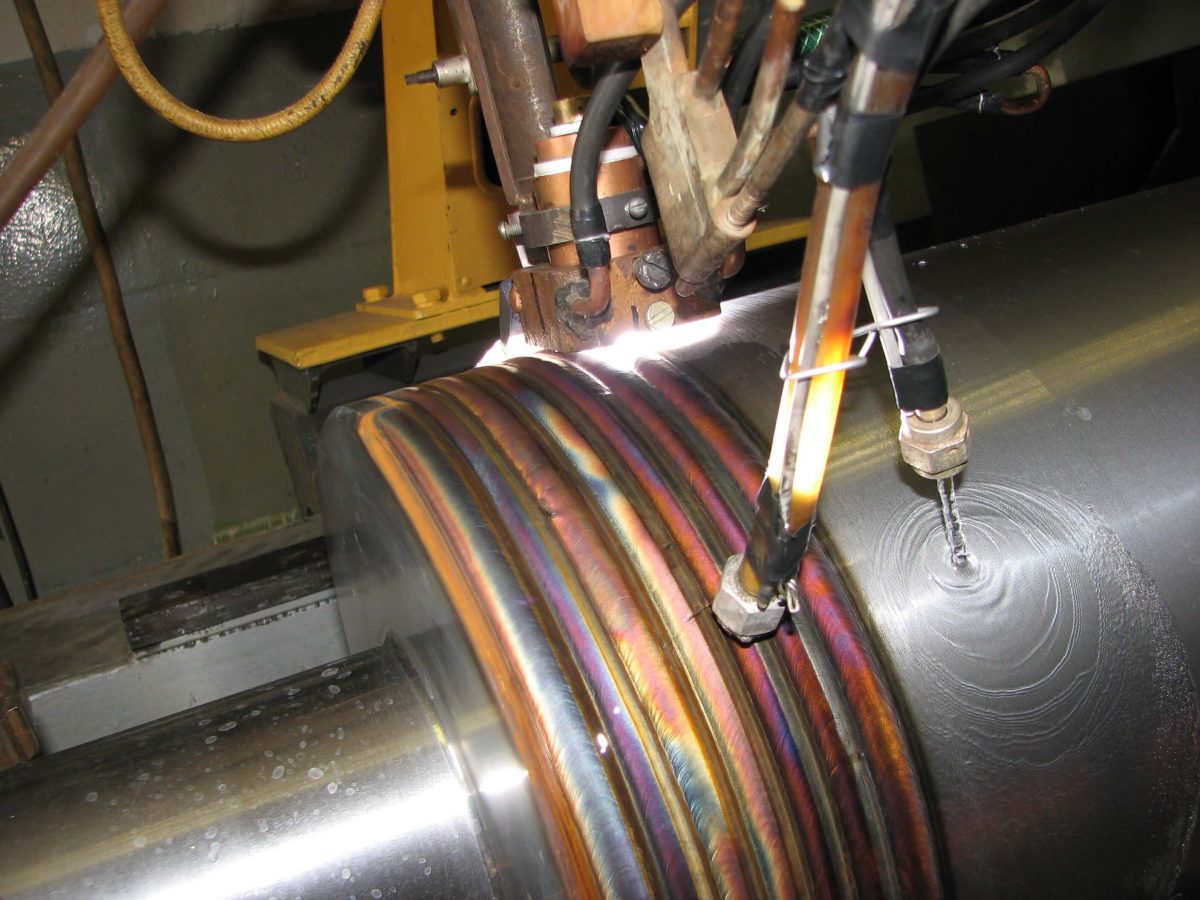 Также рассматривается безопасность при дуговой сварке, кислородно-ацетиленовой и плазменной резке.Могут понадобиться деловые поездки.
Также рассматривается безопасность при дуговой сварке, кислородно-ацетиленовой и плазменной резке.Могут понадобиться деловые поездки.
Результаты обучения студентов
По окончании этого курса студент сможет:
- применяют стандарты безопасности к каждому процессу сварки.
- демонстрируют правильные методы сварки для каждого сварочного процесса.
- оценивает сварочные проекты в соответствии с D1.1 Правила сварки конструкций — Процедуры и спецификации сварки стали.
- анализирует сварочные проекты и вносит корректирующие изменения в соответствии с отраслевыми стандартами.
- обладают навыками дуговой сварки, соответствующими отраслевым стандартам.
WELD 302 Введение в сварочную металлургию
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Предпосылка: Нет.
- Необходимое условие: WELD 300
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.
Этот курс дает общий обзор основ металлургии черных и цветных металлов. Темы включают различные процессы производства стали, различные типы печей, определение типов сталей и их механических, физических, химических и электрических свойств.Также рассматриваются кристаллические структуры металлов, диаграмма равновесия железа, периодическая таблица элементов, в которой подчеркиваются элементы, связанные со сталями, металлургическое разрушение сварных швов, деформация стали и термическая обработка сталей. Кроме того, рассматриваются твердость материала с использованием различных методов испытания на твердость, расчет различных значений прочности и напряжений стали, а также испытания на ударную вязкость с использованием методов Шарпи и Изода. Могут понадобиться деловые поездки.
Кроме того, рассматриваются твердость материала с использованием различных методов испытания на твердость, расчет различных значений прочности и напряжений стали, а также испытания на ударную вязкость с использованием методов Шарпи и Изода. Могут понадобиться деловые поездки.
Результаты обучения студентов
По окончании этого курса студент сможет:
- описать практическое применение металлургии
- классифицирует различные процессы производства стали
- оценить, как из стали формуются различные формы и изделия
- оценить различные типы чугуна и сплава стали
- описывают механические и физические свойства металла
- описывают основную металлургическую концепцию чугуна, стали и чугуна
- использует диаграмму равновесия железа и углерода для объяснения фазовых превращений железа и стали.
- объяснить микроструктурный анализ стали
- объяснить термическую обработку и закалку
- объяснить отжиг и нормализацию
- поясняет диаграммы изотермического превращения
- объяснить закалку
- Разъяснить металлургическую и химическую терминологию
- объясните, как температура влияет на искажения
- оценить различные типы прочности материалов
- сравнить твердость стали с использованием различных методов определения твердости
- объяснить поверхностную закалку
- анализирует тесты Шарпи Ви и Изода

WELD 316 Сварочная инспекция
- Квартир: 2
- Часы: 36 часов LEC
- Предпосылка: WELD 300 с оценкой «C» или выше; ЛИБО опыт работы в сварке не менее одного года. Консультации
- : имеет право на получение ENGRD 310 или ENGRD 312 И ENGWR 300; ИЛИ ESLR 340 И ESLW 340.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.

Этот курс охватывает требования к сварке любых типов сварных конструкций, изготовленных из широко используемых конструкций из углеродистой и низколегированной стали. Темы включают сварочную строительную отрасль, правила, нормы, а также принципы, требования и методы контроля.Он охватывает измерения сварных швов и дефекты сплошности для оценки приемки с использованием различных инструментов. Он также подчеркивает линии связи между руководителями предприятий, сварщиками, инженерами по сварке, инженерами-проектировщиками / инженерами-проектировщиками, мастерами / супервизорами сварочных работ, начальниками цехов или полевых работ и руководителями, подотчетными. Этот курс предлагает подготовку к экзамену на сертифицированного инспектора по сварке, проводимому Американским обществом сварки.
Результаты обучения студентов
По окончании этого курса студент сможет:
- объясняет объем и ограничения Кодекса по сварке конструкций (D1.1).
- объясняет правила техники безопасности для инспекторов сварки.
- анализирует требования к процедуре предварительной аттестации сварки.
- описывает квалификационные требования к сварочным процедурам и сварочному персоналу, например сварщиков, операторов сварки и сварщиков прихваточных швов, необходимые для выполнения нормативных работ.
- разъясняет персоналу требования к подготовке, сборке и обработке сварных стальных конструкций.
- проверяет квалификацию и обязанности инспекторов, критерии приемки производственных сварных швов и стандартные процедуры проведения визуального контроля.
- объясняет процессы соединения и резки металлов, используемые в производстве.
- оценивает неоднородности сварного шва и основного металла.
- объясняют механические и химические свойства металлов.
- интерпретировать требования к конструкции сварных соединений.
- интерпретирует геометрию сварного шва и размер символа сварного шва.
- объясняет металлургию сварки широко используемых материалов.
- демонстрируют эффективные коммуникативные навыки на рабочем месте.

WELD 320 Дуговая сварка защищенного металла — структурная
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Предпосылка: WELD 300 с оценкой «C» или выше; ЛИБО опыт работы в сварке не менее одного года. Консультации
- : имеет право на получение ENGRD 310 или ENGRD 312 И ENGWR 300; ИЛИ ESLR 340 И ESLW 340.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.

Этот курс включает профессиональное обучение для сварщиков. Он подчеркивает развитие навыков манипуляций при использовании дуговой сварки экранированного металла (SMAW) в горизонтальном (2F-2G), вертикальном (3F-3G) и потолочном (4F-4G) положениях на стали.Он также охватывает классификацию присадочных металлов, сварочные источники питания и безопасность при сварке. Также распространяется действие сварочных испытательных пластин в соответствии с требованиями стандартов AWS D1.1 по структурной сварке и нормативов мостов AWS D1.5.
Результаты обучения студентов
По окончании этого курса студент сможет:
- демонстрируют навыки сварки на конструкциях соединений и позициях, используемых в промышленности.
- объясняет возникновение дуги, ее причину и способы борьбы с ней.
- объясняет характеристики четырех групп присадочных металлов для стали.
- определяет длину дуги и описывает последствия использования неправильной длины дуги.
- объясняет и определяет три единицы измерения сварочного тока.
- определяет напряжение холостого хода и рабочее напряжение.
- проанализирует диаграмму рабочего цикла сварочного аппарата и объяснит ее значение.
- описывают влияние основных параметров сварки, сравнивая форму валика по ширине сварного шва, высоте арматуры и внешнему виду.
- оценивает сварной шов в соответствии с данным стандартом или кодексом.
- анализирует сварочные процедуры, используемые в производстве для производственной сварки.
- описывает использование разрушающего и неразрушающего контроля для контроля сварных швов.


WELD 322 Дуговая сварка защищенного металла (трубы)
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Предпосылка: WELD 320 с оценкой «C» или выше; ИЛИ минимум 2 года опыта в сварке. Консультации
- : имеет право на получение ENGRD 310 или ENGRD 312 И ENGWR 300; ИЛИ ESLR 340 И ESLW 340.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.
Этот курс охватывает применение дуговой сварки в среде защитного металла, используемой для соединения трубопроводных систем низкого давления, по которым проходит вода и природный газ в жилых домах. Темы включают: сварка, необходимая для критических систем трубопроводов высокого давления, таких как паропровод, трубопроводы для транспортировки топлива, котлы, морские нефтяные вышки и другие критически важные системы трубопроводов для тяжелых условий эксплуатации.
Темы включают: сварка, необходимая для критических систем трубопроводов высокого давления, таких как паропровод, трубопроводы для транспортировки топлива, котлы, морские нефтяные вышки и другие критически важные системы трубопроводов для тяжелых условий эксплуатации.
Результаты обучения студентов
По окончании этого курса студент сможет:
- объясняет код, используемый для систем трубопроводов конструкций, нефтепереработки и транспортировки топлива.
- описывает систему для изображения сварки на трубе.
- различают трубу и насосно-компрессорную трубу.
- различает разные сварные швы на трубе и объясняет назначение каждого из них.
- проверяет и оценивает сварные швы на трубе в соответствии со стандартами кодов.
- описывает четыре положения труб.
- определяет позиции труб, чтобы квалифицировать сварщиков для всех позиций сварки труб.

WELD 330 Газовая дуговая сварка вольфрамом (плита)
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Предпосылка: WELD 300 с оценкой «C» или выше; ЛИБО опыт работы в сварке не менее одного года. Консультации
- : имеет право на получение ENGRD 310 или ENGRD 312 И ENGWR 300; ИЛИ ESLR 340 И ESLW 340.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.
Этот курс охватывает газо-вольфрамовую дуговую сварку (GTAW) алюминия, нержавеющей стали, углеродистой стали и других металлов, используемых в промышленности. Содержание этого курса относится к кодовой сварке в соответствии с Разделом 1X Американского общества инженеров-механиков (ASME), Кодексом D1 по сварке конструкций.1 (AWS) и Американского института нефти 1104 (API). Он также охватывает выбор присадочного металла, технические характеристики и классификацию, защитные газы, источники питания для сварки и безопасность сварки. Также рассматриваются сертификация и квалификация процедур в соответствии со спецификациями кодов.
Содержание этого курса относится к кодовой сварке в соответствии с Разделом 1X Американского общества инженеров-механиков (ASME), Кодексом D1 по сварке конструкций.1 (AWS) и Американского института нефти 1104 (API). Он также охватывает выбор присадочного металла, технические характеристики и классификацию, защитные газы, источники питания для сварки и безопасность сварки. Также рассматриваются сертификация и квалификация процедур в соответствии со спецификациями кодов.
Результаты обучения студентов
По окончании этого курса студент сможет:
- определяют переменные, которые необходимо учитывать при настройке компонентов системы GTAW.
- демонстрируют меры предосторожности в отношении электрического тока, инертных газов, сварочной среды и других проблемных областей, таких как горячие работы и вентиляция.
- объясняет компоненты оборудования и аксессуары.
- анализирует факторы типа тока, диапазонов силы тока, рабочего цикла и соответствующего контроля во время операции сварки, чтобы определить выбор источника питания для сварки.
- идентифицирует и объясняет функции защитных газов в системе GTAW.
- разработала процедуру сварки с использованием GTAW для корневого прохода, заполняющих проходов и покровных проходов.
- интерпретирует факторы, определяющие выбор присадочного материала.
- оценивает каждый сварной шов, используя метод визуального контроля на предмет дефектов в соответствии со стандартами ASME, AWS и API 1104.

WELD 332 Газовая дуговая сварка вольфрамом (трубы)
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Предпосылка: WELD 330 с оценкой «C» или выше; WELD 330 с оценкой «C» или выше ИЛИ минимум два года опыта в сварке. Консультации
- : имеет право на получение ENGRD 310 или ENGRD 312 И ENGWR 300; ИЛИ ESLR 340 И ESLW 340.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.

Этот курс охватывает применение критических трубопроводных систем низкого и высокого давления, используемых в нефтяной, газовой, ядерной и химической промышленности. Он охватывает газо-вольфрамовую дуговую сварку (GTAW) алюминиевых труб, труб из нержавеющей стали и труб из углеродистой стали. Он исследует кодовую сварку в соответствии с Разделом 1X Американского общества инженеров-механиков (ASME), Кодексом по сварке конструкций D1.1 (AWS) и Американский институт нефти 1104 (API). Также рассматриваются сертификация и квалификация процедур в соответствии со спецификациями кода ASME Section 1X, AWS D1.1, API 1104.
Результаты обучения студентов
По окончании этого курса студент сможет:
- описание конструкции и подготовки стыков
- анализирует и интерпретирует наиболее распространенные корневые дефекты и причины каждого из них
- оценить использование горячего прохода
- объясняет причины для продувки зон сварных швов труб и описывает критерии выбора газов, используемых для продувки
- описать различные типы очистных дамб
- объяснить операцию очистки корней и проверку уровня кислорода
- выполнить сварку прихваточным швом
- выполнять манипуляции с горелкой и методы сварки, используемые для сварки труб
- проверяет и оценивает сварные трубы в соответствии со стандартами AWS, ASME и API.
- объясняет, как сделать одиночный сварной шов с V-образной канавкой на трубе в любом положении
- указывает области, которые необходимо проверить при выполнении операций с трубой GTAW
- идентифицировать и описывать типы испытаний на целостность сварных швов, выполняемых на сварной трубе

WELD 333 Газовая дуговая сварка металла, сталь
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Необходимое условие: WELD 300 с оценкой «C» или выше или как минимум один год опыта в сварке.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.
Этот курс представляет собой изучение сварки с использованием процесса газовой дуговой сварки (GMAW) углеродистых сталей в соответствии с Американским сварочным обществом (AWS), Кодексом D1. 1 для структурной сварки и Кодексом D1.3 для листовой стали. Он охватывает полуавтоматическую сварку с подачей проволоки микропроволокой на стальных пластинах различной толщины.Он также охватывает конструкцию стыков и все положения сварки, источники питания для сварки, типы переноса металла (распыление, шаровидное, импульсное дуговое и короткое замыкание), выбор присадочного металла, спецификации и классификации, защитные газы, используемые для каждого типа переноса, и сварочная безопасность.
1 для структурной сварки и Кодексом D1.3 для листовой стали. Он охватывает полуавтоматическую сварку с подачей проволоки микропроволокой на стальных пластинах различной толщины.Он также охватывает конструкцию стыков и все положения сварки, источники питания для сварки, типы переноса металла (распыление, шаровидное, импульсное дуговое и короткое замыкание), выбор присадочного металла, спецификации и классификации, защитные газы, используемые для каждого типа переноса, и сварочная безопасность.
Результаты обучения студентов
По окончании этого курса студент сможет:
- описывают, как безопасно использовать газовую дуговую сварку (GMAW).
- анализировать и интерпретировать дефекты, которые могут возникнуть при сварке с использованием процесса GMAW
- объясняет различные типы переноса металла
- проанализировать проблемы, которые могут возникнуть при сварке сварочным аппаратом постоянного напряжения
- описывают пять основных переменных, которые можно использовать для управления сварочной ванной.
- перечисляет защитные газы, используемые для короткого замыкания, распыления и импульсного распыления
- объясняет, как можно контролировать расплавленную сварочную ванну путем изменения защитного газа, настройки мощности и рисунка переплетения.
- объясняет напряжение, силу тока и электрический ток в связи со сваркой GMA
- оценить готовые сварные швы в соответствии со спецификациями кода

WELD 334 Газовая дуговая сварка металлов: черных и цветных металлов
- Квартир: 2
- Часы: 18 часов LEC; 54 часа LAB
- Предпосылка: WELD 333 с оценкой «C» или выше
- Консультации: ENGWR 102 и ENGRD 116 с оценкой «C» или выше; ИЛИ ESLR 320 и ESLW 320 с оценкой «C» или выше.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.

Этот курс охватывает сварку полуавтоматической подачей проволоки с использованием микропроволоки на листах из алюминия и нержавеющей стали различной толщины. Охватывается конструкция соединения, варианты газа и все положения сварки. Основное внимание в этом курсе уделяется кодовой сварке алюминия и нержавеющей стали. Содержание этого курса относится к кодам сварки в соответствии с Кодексом D1 Американского общества сварки (AWS) по сварке конструкционного алюминия.2 и конструкционная сварка нержавеющей стали Код D1.6. Он также охватывает источники питания для сварки, типы переноса металла (распыление, шаровая, импульсная дуга и короткое замыкание). Этот курс также охватывает выбор присадочного металла, спецификации и классификации, а также защитные газы, используемые для каждого типа перекачки. Также рассматривается безопасность при сварке.
Результаты обучения студентов
По окончании этого курса студент сможет:
- описывает безопасные процедуры при использовании оборудования для газовой дуговой сварки (GMAW)
- объясняет процедуру настройки источников постоянного напряжения или постоянного напряжения при сварке алюминия и нержавеющей стали.
- описывает классификацию защитных газов и электродов при сварке алюминия и нержавеющей стали.
- демонстрируют технику сварки разделочных и угловых швов с использованием различных режимов переноса металла.
- объясните значение префиксов присадочного металла
- интерпретирует стандартную систему нумерации присадочного металла для алюминия и нержавеющей стали
- проанализировать причину коррозии сварных швов нержавеющей стали
- объяснить типы зон термического влияния сварных швов
- описывают влияние предварительного и последующего нагрева на нержавеющую сталь и алюминий.
- объясняет меры предосторожности, которые необходимо соблюдать при сварке нержавеющей стали и алюминиевых сплавов.
- оценка сварных швов, выполненных с использованием различных смесей защитных газов

WELD 335 Дуговая сварка сердечником под флюсом
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Необходимое условие: WELD 300 с оценкой «C» или выше или опыт работы в сварке не менее одного года.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.
Этот курс предусматривает обучение навыкам полуавтоматической сварки углеродистых сталей. Темы включают порошковые электроды малого и большого диаметра, с внешним защитным газом и без него, во всех положениях на угловых швах и швах с разделкой кромок. Он также обеспечивает полное техническое понимание процесса дуговой сварки с флюсовым сердечником и безопасности дуговой сварки.
Он также обеспечивает полное техническое понимание процесса дуговой сварки с флюсовым сердечником и безопасности дуговой сварки.
Результаты обучения студентов
По окончании этого курса студент сможет:
- объясняет полуавтоматический процесс дуговой сварки сердечником (FCAW).
- анализирует и интерпретирует наиболее распространенные дефекты сварных швов и их причины.
- распознает основные символы сварки, а также различные типы сварных швов и их правильное размещение.
- определяет, когда и почему при сварке конструкционной стали используется опорный стержень или задняя строжка.
- исследует и оценивает сварные швы для соответствия требованиям сертификации и изготовления в соответствии с Кодексом конструкционной стали D1. 1 Американского общества сварщиков (AWS).
 1 Американского общества сварщиков (AWS).
1 Американского общества сварщиков (AWS).WELD 342 Считывание, расположение и изготовление символов
- Квартир: 3
- Часы: 36 часов LEC; 54 часа LAB
- Предпосылка: Нет.
- Необходимое условие: WELD 300
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.
Этот курс охватывает интерпретацию чертежей и символов сварки. Он включает в себя инструменты для разметки, измерения, маркировки и разметки металла, используемые в строительстве, а также методы изготовления и методы сборки. Он также охватывает основы чтения чертежей, включая основные линии и виды, размеры, примечания и спецификации, структурные формы, сечения, детали и сборку.
Результаты обучения студентов
По окончании этого курса студент сможет:
- интерпретация рабочих эскизов и распечаток, общих для металлообработки
- анализировать концепции и методы построения эскизов структурных форм, обычно используемых сварщиками
- исследует и интерпретирует обозначения сварных швов, представленные на чертежах
- Найдите на чертежах примечания и спецификации, касающиеся важных деталей.
- интерпретация видов на чертежах с условными разрывами
- Нарисуйте косые и изометрические эскизы с ортогональных видов
- переводит измерения из метрических в стандартные

WELD 495 Независимые исследования в области сварки
- Кол-во единиц: 1-3
- Предпосылка: Нет.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.
WELD 499 Экспериментальное предложение по сварке
- Единицы: 0,5 — 4
- Предпосылка: Нет.
- Передаваемый: CSU
- Дата каталога: 1 января 2022 г.
Это описание экспериментальных курсов.
Сварка труб
Этот сертификат дает студентам введение в сварку труб со всеми четырьмя основными сварочными процессами, используемыми в отрасли. К ним относятся SMAW, GMAW, FCAW-G / FCAW-S и GTAW.
| Обязательные курсы: | Единицы | |
| СВАРКА 017 | Усовершенствованная газо-вольфрамовая дуговая сварка | 3 |
| СВАРКА 047 | Подготовка к дуговой сварке труб в экранированном металле (SMAW) | 3 |
| СВАРКА 048 | Дуговая сварка защищенного металла (SMAW) — трубы | 4 |
| СВАРКА 082 | Газовая дуговая сварка металла — Advanced | 3 |
| СВАРКА 092 | Дуговая сварка порошковой проволокой — Advanced | 3 |
| Итого | 16 | |
РЕЗУЛЬТАТ УРОВНЯ ПРОГРАММЫ:
| ||
Раскрытие информации о доходах
Показатели своевременного завершения и ориентировочная стоимость программы
Обнаружение дуги при сварке труб с узкой канавкой
Аннотация:
Значительное повышение производительности достигается при тандемной и двухтандемной сварке трубопроводов
но требуются высококвалифицированные операторы, которые должны контролировать положение резака
очень точно на длительные периоды. Это приводит к высоким требованиям к навыкам и
выносливость операторов систем механизированной сварки трубопроводов. Eсть
очень сильная мотивация полностью автоматизировать сварочный процесс, чтобы сократить
необходимые навыки и для повышения согласованности. Этот проект ориентирован на использование
обнаружения сквозной дуги для отслеживания шва и расстояния от контактного наконечника
(CTWD) элемент управления. Обзор литературы показывает очень незначительное развитие
работа по обнаружению дуги для импульсной газовой дуговой сварки (GMAW-P) в узких
канавки.GMAW-P часто используется для достижения оптимальных характеристик качества сварки.
и характеристики сварки, а также возможность сварки в положении, все из которых
важные факторы при сварке трубопровода.
Использование датчика сквозной дуги для сварки труб с узкими канавками
создает определенные проблемы из-за крутых боковых стенок канавок и использования
короткая длина дуги, поведение которой сильно отличается от поведения дуги с V-образной канавкой
методы зондирования.
Это приводит к высоким требованиям к навыкам и
выносливость операторов систем механизированной сварки трубопроводов. Eсть
очень сильная мотивация полностью автоматизировать сварочный процесс, чтобы сократить
необходимые навыки и для повышения согласованности. Этот проект ориентирован на использование
обнаружения сквозной дуги для отслеживания шва и расстояния от контактного наконечника
(CTWD) элемент управления. Обзор литературы показывает очень незначительное развитие
работа по обнаружению дуги для импульсной газовой дуговой сварки (GMAW-P) в узких
канавки.GMAW-P часто используется для достижения оптимальных характеристик качества сварки.
и характеристики сварки, а также возможность сварки в положении, все из которых
важные факторы при сварке трубопровода.
Использование датчика сквозной дуги для сварки труб с узкими канавками
создает определенные проблемы из-за крутых боковых стенок канавок и использования
короткая длина дуги, поведение которой сильно отличается от поведения дуги с V-образной канавкой
методы зондирования. Тандемная сварка также сильно отличается от одинарной проволоки.
методы с обоими проводами, работающими в непосредственной близости, производя взаимное
помехи в сигналах дуги.Было проведено исследование с целью оценки сигналов дуги GMAW-P и его
было обнаружено, что улучшенная согласованность, более высокая чувствительность и меньше шума были
присутствует в напряжениях в период пикового тока (пиковые напряжения), используемых для горелки
позиционный контроль. В результате исследования CTWD и поперечный шов
разработана и испытана система управления для одиночного и тандемного GMAW-P,
используя узкую канавку 5º. Результаты испытаний показали точность как для
контроль лучше 0.2 мм. Контроль CTWD был разработан с учетом
среднее напряжение существующей процедуры сварки и контроль поперечного шва по пику
сравнение напряжения между максимальными отклонениями факела. Также были проведены эксперименты по оценке влияния колебаний факела.
частота на поведение и чувствительность дугового напряжения, а также сварной шов
характеристики и профили плавления.
Тандемная сварка также сильно отличается от одинарной проволоки.
методы с обоими проводами, работающими в непосредственной близости, производя взаимное
помехи в сигналах дуги.Было проведено исследование с целью оценки сигналов дуги GMAW-P и его
было обнаружено, что улучшенная согласованность, более высокая чувствительность и меньше шума были
присутствует в напряжениях в период пикового тока (пиковые напряжения), используемых для горелки
позиционный контроль. В результате исследования CTWD и поперечный шов
разработана и испытана система управления для одиночного и тандемного GMAW-P,
используя узкую канавку 5º. Результаты испытаний показали точность как для
контроль лучше 0.2 мм. Контроль CTWD был разработан с учетом
среднее напряжение существующей процедуры сварки и контроль поперечного шва по пику
сравнение напряжения между максимальными отклонениями факела. Также были проведены эксперименты по оценке влияния колебаний факела.
частота на поведение и чувствительность дугового напряжения, а также сварной шов
характеристики и профили плавления. Результирующая чувствительность сигнала дуги составляла
согласуется с результатами, найденными в литературе для обычного GMAW.За
GMAW-P, хотя в литературе не было данных для сравнения,
результаты не показали увеличения чувствительности с увеличением колебаний.
частота при используемой сварочной установке.
Анализ профиля валика, выполненный при различных близостях к боковым стенкам, показал, что
оптимальное расстояние между проволокой и боковой стенкой составляет от 0 мм до +0,2 мм,
Измеряется от внешнего края проволоки до угла боковины. Точный
требуется контроль, так как приближение +1 мм приводит к плохому сплавлению боковых стенок и нет
дифференцирование сигнала для контрольного распознавания ширины бороздки.Эта работа показала
что отрицательная близость или близость проволоки за боковой стенкой создают проволоку
дожигание и, как следствие, очень большая длина дуги, что приводит к недостаточной глубине
проплавление и более мелкие валики с крупными дефектами поднутрения.
Кроме того, эта работа также показала важность ширины колебаний горелки.
Результирующая чувствительность сигнала дуги составляла
согласуется с результатами, найденными в литературе для обычного GMAW.За
GMAW-P, хотя в литературе не было данных для сравнения,
результаты не показали увеличения чувствительности с увеличением колебаний.
частота при используемой сварочной установке.
Анализ профиля валика, выполненный при различных близостях к боковым стенкам, показал, что
оптимальное расстояние между проволокой и боковой стенкой составляет от 0 мм до +0,2 мм,
Измеряется от внешнего края проволоки до угла боковины. Точный
требуется контроль, так как приближение +1 мм приводит к плохому сплавлению боковых стенок и нет
дифференцирование сигнала для контрольного распознавания ширины бороздки.Эта работа показала
что отрицательная близость или близость проволоки за боковой стенкой создают проволоку
дожигание и, как следствие, очень большая длина дуги, что приводит к недостаточной глубине
проплавление и более мелкие валики с крупными дефектами поднутрения.
Кроме того, эта работа также показала важность ширины колебаний горелки. контроль, чтобы произвести точный контроль поперечного шва. Предлагается метод
для достижения контроля ширины колебаний горелки с помощью постоянного пикового напряжения
сравнение между центральным и боковым положениями резака с использованием оптимального
найдены значения расстояния между проводом и боковой стенкой и результирующее пиковое значение напряжения.Этот элемент управления также обеспечит четкую индикацию фактической ширины канавки. Четко
эти данные также могут быть использованы для реализации системы, которая адаптирует сварку
параметры к ширине паза.
контроль, чтобы произвести точный контроль поперечного шва. Предлагается метод
для достижения контроля ширины колебаний горелки с помощью постоянного пикового напряжения
сравнение между центральным и боковым положениями резака с использованием оптимального
найдены значения расстояния между проводом и боковой стенкой и результирующее пиковое значение напряжения.Этот элемент управления также обеспечит четкую индикацию фактической ширины канавки. Четко
эти данные также могут быть использованы для реализации системы, которая адаптирует сварку
параметры к ширине паза.
Сварка труб для дуговой сварки экранированных металлов (SMAW) (день)
Сертификат компетентности (CCT) в области дуговой сварки пластин и труб (SMAW) подготавливает студентов к прохождению отраслевой сертификации пластин и труб из углеродистой стали. Также доступны сертификаты AAS по сварке, а также сертификаты в следующих областях специализации: Сварка: газовая сварка металлов / порошковая порошковая сварка (GMAW) / (FCAW), Сварка: газовая дуговая сварка вольфрамом (GTAW), черных металлов, Сварка: газовым вольфрамом Дуговая сварка (GTAW) цветных металлов
Детали
Важная информация, которая вам понадобится при подаче заявления на поступление:Академический план
Сварка труб для дуговой сварки экранированным металлом (SMAW) (дневная) (CER)
Общее необходимое количество часов
Банкноты
Студенты должны получить оценку C или выше для всех курсов, требуемых в рамках программы.
Что вы узнаете
Эта маршрутная карта поможет вам приобрести опыт, необходимый для:
- Соблюдать отраслевые правила техники безопасности, применимые к сварочной среде.
- Продемонстрировать умение использовать машины, инструменты и оборудование в сварочной среде.
- Используя соответствующие процессы и процедуры сварки и резки, подготовьте различные типы сварных соединений в соответствии с отраслевыми стандартами.
- Используя соответствующие процессы и процедуры сварки и резки, выполните различные типы сварных швов на стандартных типах соединений во всех положениях.
- Описать стандарты и методы контроля качества, применяемые при сварочном контроле в сварочной промышленности.
- Расшифровка технических чертежей, общих для сварки.
- Используйте математические навыки для решения основных задач сварки.
- Решайте основные проблемы сварки, используя фундаментальные знания о физических, механических и химических свойствах материалов.
- Своевременно демонстрировать качество изготовления.
- Продемонстрировать профессиональные знания и личную ответственность.
- Эффективно общаться устно, невербально и письменно в различных рабочих условиях.
- Определите проблемы и возможности трудоустройства в области сварки.
- Определите возможности для расширения знаний, навыков и умений в области сварки.
Возможности карьерного роста
Успешное получение этого сертификата может привести к трудоустройству в различных профессиях и отраслях.Ниже приведены примеры родственных занятий с соответствующей годовой средней заработной платой * в округе Марикопа для данного сертификата. Требования к образованию различаются для профессий, перечисленных ниже, поэтому вам может потребоваться дополнительное образование или ученые степени, чтобы претендовать на некоторые из этих должностей и получать соответствующую зарплату. Пожалуйста, обратитесь к научному консультанту и / или директору программы для получения дополнительной информации. Вы можете щелкнуть любую профессию, чтобы просмотреть подробную информацию об уровне образования, заработной плате и занятости.
Вы можете щелкнуть любую профессию, чтобы просмотреть подробную информацию об уровне образования, заработной плате и занятости.
Используйте оборудование для ручной сварки или газовой резки для сварки или соединения металлических компонентов или для заполнения отверстий, углублений или швов в готовых металлических изделиях.
Типичный уровень образования
Диплом средней школы или меньше
Средняя почасовая заработная плата
21,01 долларов США
Годовая средняя заработная плата
43707 долларов США
Число занятых
4,319
Рост занятости за 4 года5 %
* Информация о карьере и заработной плате предоставлена Emsi с использованием данных, отчетов и прогнозов, созданных с использованием государственных источников данных и собственных аналитических процессов Emsi.Данные Emsi охватывают несколько классов работников, включая QCEW, не связанных с QCEW, а также тех, кто работает не по найму. Заявление об ограничении ответственностиПоследовательность курса по блокам
Ниже приводится рекомендуемая последовательность действий по блокам. Обратите внимание:
Обратите внимание:
- Студенты должны встретиться с навигатором, чтобы обсудить свои академические и карьерные цели.
- Последовательность курса разбита по блокам и может изменяться, если студенты входят в программу в разное время года.
- Это когортная программа, в которой студенты вместе проходят курс обучения в требуемой последовательности.
| Номер курса | Название курса | Реквизиты | Примечания | Часы Часы |
|---|---|---|---|---|
| WTO106AA | Введение в SMAW | Критический курс | 141 | |
| CST103 | Основы строительной безопасности | Первый 4.5 дней | 13 | |
| CST104 | Ручные и электрические инструменты, оборудование и рабочее пространство | Секунд 7 дней | 20 | |
| CST105 | Строительные расчеты | Третьи 7 дней | 20 | |
| CST107 | Строительные чертежи Введение | Последние 4,5 дня | 13 | |
| WTO106AB | SMAW 6010 Plate | Предварительные требования: Уровень C или выше согласно WTO106AA или разрешение инструктора. | 141 |
| Курс Номер | Название курса | Реквизиты | Заметки | Часы Часы |
|---|---|---|---|---|
| WTO106AD | SMAW Введение в Pipe | Предварительные требования: Оценка C или выше по WTO106AA или разрешение инструктора. | 141 | |
| WTO208AD | Код SMAW Сварка труб | Предварительные требования: Оценка C или выше по WTO106AD или WTO208AA или разрешение инструктора. | 141 |
Ключ области курса
Critical Course = Курс, который очень хорошо предсказывает будущий успех на пути к успеху.
В Maricopa мы стремимся предоставить вам точную и актуальную информацию о предлагаемых нами степенях и сертификатах.