Сварка взрывом — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 25 мая 2013; проверки требуют 22 правки. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 25 мая 2013; проверки требуют 22 правки.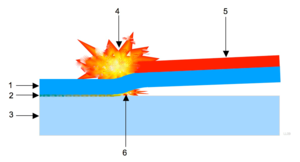 Угловая схема сварки взрывом на стадии взрыва:
Угловая схема сварки взрывом на стадии взрыва: 1. Подвижная (привариваемая) деталь
2. Сплавленная поверхность
3. Неподвижная деталь
4-5. Заряд взрывчатого вещества
6. Кумулятивная струя
Сварка взрывом, или взрывная сварка — метод сварки на основе использования энергии взрыва; разновидность обработки металлов взрывом[1].
При сварке взрывом привариваемая (подвижная) деталь располагается под углом к неподвижной детали-мишени (основанию) или параллельно ей (в большинстве случаев) и приводится в движение контролируемым взрывом, в результате чего с большой скоростью соударяется с ней; соединение образуется за счет совместной пластической деформации поверхностей.
При этом из-за скоротечности процесса не успевает развиваться объемная диффузия, вследствие чего этот вид сварки применим для соединения разнородных металлов и сплавов. Перед сваркой детали должны зачищаться до металлического блеска и быть обезжирены.
Сварка взрывом применяется для соединения деталей из разнородных металлов[2], в частности для плакирования[3].
Способ плакирования криволинейных поверхностей сваркой взрывом разработан в Алтайском научно-исследовательском институте технологии машиностроения[4][5][6].
В качестве взрывных веществ используются насыпные вещества: гранулотол, гранулит, аммониты, аммонал, аммиачная селитра, гексоген.
Сварка взрывом | Сварка и сварщик
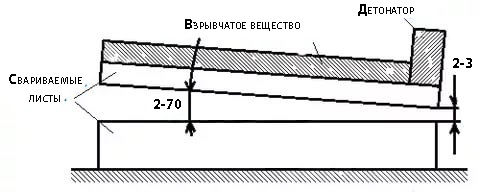
Сварка взрывом является разновидностью сварки давлением. Для совместной пластической деформации контактирующих слоев металла используется кинетическая энергия соударения движущейся детали, разогнанной до большой скорости энергией взрыва, и неподвижной детали, установленной на жесткой площадке. Скорость движения ударяющей детали должна к моменту соударения достигать нескольких сотен метров в секунду. В зоне соударения металл течет как жидкость и сливается в одно целое. Заряд взрывчатого вещества, масса которого составляет 10…20% массы детали, вызывает ее перемещение со сверх звуковой скоростью.1 — опорный фундамент; 2, 3 — свариваемые детали; 4 — взрывчатое вещество; 5 — детонатор; h — зазор между деталями; α — угол установки деталей.
Рисунок 1 — Схема сварки взрывом
Схема сварки взрывом представлена на рис. 1. Неподвижную деталь 2 для увеличения массы укладывают на жесткую массивную плиту 1. Ударяющий лист металла 3 располагают под углом α=3…10° к поверхности детали 2 с зазором h. По поверхности листа 3 равномерным слоем укладывают взрывчатое вещество (ВВ) 4; в качестве которого используют аммонал, тол, гексоген и другие. На нижнем крае листа 3 располагают детонатор 5. После инициирования детонатором 5 взрыва заряда ВВ 4 по заряду с огромной скоростью распространяется плоская детонационная волна. Скорость детонации D=2000…8000 м/с. Позади движущейся детонационной волны остаются продукты взрыва. Давление газообразных продуктов взрыва составляет 10…20 ГПа. Вследствие такого давления части верхней детали, расположенные в зоне действия продуктов сгорания, последовательно вовлекаются в ускоренное движение в направлении к нижней детали, соударяются с ней со скоростью Vс. Та часть верхней пластины, где детонация ВВ еще не произошла, находится в исходном положении, в результате чего верхняя пластина в процессе сварки изгибается, причем точка изгиба перемещается по поверхности пластины со скоростью детонации ВВ.
Так как при соударении метаемая деталь подходит к неподвижной детали под некоторым углом, то наряду с нормальной составляющей Vn скорости соударения Vс, которая вызывает большое давление в зоне сварки и совместную пластическую деформацию поверхностных слоев, существует тангенциальная составляющая Vt скорости Vс, приводящая к деформации сдвига, вследствие чего резко возрастает деформация сдвига и образование металлических связей.
Возникновение прочной металлической связи даже при наличии большого давления невозможно, если в процессе сварки свариваемая поверхность деталей не очищена. При соударении в углу смыкания деталей возникает кумулятивная воздушная струя. Скорость струи достигает 5000…7000 м/с, и поэтому она оказывает большое давление на металл. Волновая конфигурация границы раздела металла при сварке взрывом, как правило, легко обнаруживается при исследовании структуры соединения. Граница соединения поперек пластин представляет собой почти прямую линию.
| а | б |
а — вдоль пластины; б — поперек пластины.
Рисунок 2 — Вид границы раздела металлов при сварке взрывом
Особенности процесса сварки взрывом
Сварное соединение образуется в течение миллионных долей секунды, то есть практически мгновенно. Сварное соединение возникает вследствие образования металлических связей при совместном пластическом деформировании свариваемых поверхностей металла. Малая продолжительность сварки предотвращает возникновение диффузионных процессов. Эта особенность позволяет сваривать металлы, которые при обычных процессах сварки с расплавлением металлов образует хрупкие интерметаллические соединения, делающие швы непригодными к эксплуатации.
При сварке взрывом можно получать соединения неограниченной площади. При этом процесс сварки осуществляется тем проще, чем больше отношение площади соединения к толщине метаемой части металла. Осуществлены соединения площадью 15…20 м 2.
| 1 – детонатор; 2 – заряд ВВ; 3 – метаемые пластины; 4 – неподвижная пластина; 5 – подложка Рисунок 3 — Сварка трех- и много- слойных плоских соединений одновременно одним зарядом ВВ | 1 – детонатор; 2 – заряд ВВ; 3 – соединяемые трубы Рисунок 4 — Сварка взрывом стыка труб |
| 1 — детонатор 2-металлическая призма направления детонационной волны; 3-заряд ВВ; 4-облицо вываемый лист; 5-метаемые листы; 6-центрирующее основание. Рисунок 5 — Приварка двух наружных слоев к листу взрывом одной точки | 1 – детонатор; 2 – металлический конус для направления детонационной волны; 3 – заряд ВВ; 4 – метаемая труба; 5 – облицовываемый цилиндр; 6 – грунт. |
Наряду со сваркой листовых деталей применяются и другие технологические схемы, представленные на рисунках 3 — 7.
Сварка взрывом начинает использоваться для стыковых нахлесточных соединений некоторых готовых элементов конструкций. Перспективное применение сварки взрывом для соединения армированных металлов, получения из порошков монолитных металлов и сплавов
1-детонатор; 2-металлический конус для направления детонационной волны; 3 — заряд ВВ; 4 — метаемая труба; 5 — облицовываемый цилиндр; 6 — центрирующее основание.
Рисунок 6 — Сварка биметаллических цилиндрических заготовок переменного диаметра.
При сварке листовых деталей основными параметрами режима являются:
На практике для определения режимов сварки взрывом последовательно выбирают необходимую скорость детонации (Vд = 2500…3500 м/с), величину зазора h и угол наклона α. Возможна сварка деталей без зазора с h = 0 и углом a = 0°. Если основные параметры выбраны оптимальными, то получается высококачественное сварное соединение, равное по прочности основному металлу.
Сварные соединения, полученные взрывом, обладают достаточно большими прочностными свойствами. При испытаниях разрушение образцов, как правило, происходит по наименее прочному металлу пары на некотором расстоянии от плоскости соединения.
При сварке листовых деталей взрывом соединение наблюдается практически по всей поверхности. Таким образом изготавливают биметаллические материалы, которые применяются в конструкциях непосредственно после сварки или после прокатки, с помощью которой изготавливаются листы необходимых размеров и толщины. Можно также получить не только двухслойный, но и многослойный биметаллический материал.
К недостаткам процесса можно отнести трудность сварки малопластичных, хрупких металлов (чугуна, высокопрочных титановых сплавов), разрушающихся при взрывном нагружении.
Сварка взрывом осуществляется в полигонных условиях для крупногабаритных деталей, если масса заряда достигает десятков и сотен килограммов, либо в специальных производственных помещениях (боксах) в вакуумных камерах, если масса заряда ВВ не превышает несколько килограммов. Использование вакуумных камер предотвращает разрушающее действие ударной волны и даже звуковой эффект.
технология, плюсы и минусы, техника безопасности
Сварка является одним из наиболее известных способов соединения металлов. Однако, не всегда есть возможность соединить между собой абсолютно разные по характеристикам заготовки. Решение этой задачи было найдено американцами в 1960 году, им стала сварка взрывом. Благодаря такому способу обработки появилась возможность создания многослойных металлических «бутербродов», внешними слоями которых стали металлы с высокими антикоррозийными свойствами.

Общие сведения
Сварка взрывом относится к разновидности сварки под давлением. Воздействие осуществляется ударной волной, образующейся в результате инициирования взрывчатых веществ.
Технология обработки при помощи взрывной сварки не полностью изучена, но уже активно применяется в промышленных масштабах для:
- укрепления сцепления металлических поверхностей сложной конструкции;
- изготовления монолитных многоуровневых изделий;
- производства полых заготовок цилиндрической формы;
- надежной фиксации стыков труб;
- создания биметаллических заготовок.

Это лишь малый список возможностей. Подробная информация о сварке взрывом известна далеко не всем, потому как чаще всего она используется в случаях, когда другие методы не дают требуемого эффекта.
Способы
Специфика сварки взрывом достаточно проста в применении, а полученное соединение считается одним из наиболее прочных. Для качественного сплавления существуют два отличных друг от друга способа сварки: по стыку и по разнородности.
Первый, наиболее распространенный способ сварки взрывом — это создание биметаллических заготовок из листовых материалов. Процесс выглядит следующим образом:
- На опорный фундамент помещается заготовка, которая в процессе будет неподвижной и основной.
- По всей длине листа размещается взрывчатое вещество, после чего монтируется детонатор.
- Верхний (плакирующий) лист по плану должен смещаться после взрыва, поэтому его укладывают под углом 3-10° градусов к поверхности основного листа.
- Взрыв за доли секунды перемещает верхний лист к основному. В результате воздействия сильной ударной волны практически мгновенно образуется прочное соединение.

Второй способ взрывной сварки применяется для плавления труб по стыку. Вот как происходит процесс обработки:
- В большинстве случаев сплавляют полые трубы. Для предотвращения деформации внутри каждой трубы помещают металлический сердечник.
- По всему стыку располагают взрывчатое вещество, а потом и детонатор.
- За доли секунды после взрыва поверхности сплавляются.
В любом из способов необходимо точно рассчитать количество и разновидность взрывчатки. В противном случае велик риск деформации или повреждения свариваемых поверхностей.

Преимущества и недостатки
У любого метода обработки есть положительные и отрицательные моменты. Сварка взрывом не исключение. К достоинствам относят:
- Стремительность процесса. Стоит вспомнить, что соединение заготовок происходит за какие-то доли секунды. Именно скорость обработки часто становится основным фактором при выборе сварки взрывом.
- Сплавление разнородных металлов. Другие способы сварки исключают возможность качественной сварки материалов с разными физико-химическими характеристиками.
- Плакирование. Данным термином называют придание определенных свойств путем покрытия верхнего слоя слоем другого металла.
- Экономичность. Цельные детали успешно заменяют плакированными, что существенно снижает затраты на заготовки.
- Дешевизна. Технология сварки взрывом включает в себя затраты только на взрывчатое вещество и детонатор. Другого оборудования не требуется.
- Универсальность. Создание изделий сложной формы, заготовок для ковки и штамповки, деталей со множеством изгибов.

Помимо положительных моментов существуют и отрицательные. Среди основных недостатков стоит отметить:
- низкий уровень управляемости процессом, мощную взрывную волну сложно контролировать;
- необходимость соответствующей квалификации для допуска к работе;
- взрывать можно только в специальных защитных камерах или на оборудованных полигонах;
- длительная подготовка, для расчета типа взрывчатого вещества и его закладки требуется много времени;
- низкая автоматизация, сильная зависимость от человеческого фактора, увы, автоматизировать такую сварку пока не смогли.

Несмотря на преобладание положительных моментов, пренебрегать техникой безопасности нежелательно.
Техника безопасности
При работе со взрывчатыми веществами необходимо тщательно соблюдать технику безопасности, ориентируясь в основном, на меры противопожарной безопасности. Тем не менее риск вредного воздействия на работников и на окружающих очень велик, не стоит забывать о низком проценте управляемости взрывной волны. По этим (и не только) причинам рекомендуется придерживаться следующих ограничений:
- На полигоне. Это масштабный кусок земли для подобных опасных испытаний. Оборудовать полигон для сварки взрывом обязательно вдали от жилого массива.
- На площадке. Сам процесс должен осуществляться на предварительно подготовленной рабочей площадке, углубленное место с песчаной «подушкой». Чем толще «подушка», тем сильнее она гасит взрывную волну, но предел толщины 1 метр.
- В защитных камерах. На производстве чаще всего встречается небольшой заряд 15-20 кг. Для взрыва используют отдельном пустое помещение со стенами из бетона или кирпича, толщиной 25 см и более. Целостность оболочки камеры не должна быть нарушена или деформирована.
- Индивидуальная защита. Применение средств индивидуальной защиты просто неотъемлемая часть техники безопасности при сварке.
Соблюдение обозначенных рекомендаций снизит вероятность возникновения нестандартных ситуаций во время процесса, который имеет, в свою очередь, некоторые особенности.

Особенности
Процесс сварки взрывом включает в себя два этапа: кропотливую подготовку и молниеносную сварку. Рассмотрим подробнее каждый этап.
Повысить качество сварного соединения и обеспечить его прочность поможет предварительная обработка деталей. Для правильной подготовки необходимо:
- Выпрямить поверхность свариваемых изделий, максимальная кривизна должна быть 2 мм/м².
- Обезжирить места соединения, удалить с них оксидную пленку, протереть от окалины и прочих примесей.
- Достичь необходимой шероховатости. Для этого иногда допустимо использование абразивных материалов.

После подготовительных манипуляций взрывчатое вещество аккуратно и равномерно распределяют по поверхности, в зависимости от способа сварки.
По всем параметрам подготовительный этап занимает намного больше времени, чем сам процесс. Да, все происходит за несколько микросекунд: ударная волна серьезной мощности с силой ударяет движимый слой о неподвижный, формируя сварное соединение.
Собираясь проводить сварку взрывом стоит помнить, что воздействие взрывной волны на некоторые металлы ухудшает и разрушает их структуру. Вследствие этого в самом слабом по прочности месте сварного соединения возникает диффузия, которая негативно сказывается на результате.
Контроль качества швов
Для контроля сварных соединений, полученных путем сварки взрывом, проверяются три параметра:
- Плотность шва проверяют ультразвуковым методом. Для важных швов применяют проверку рентгеноскопией.
- Прочность выявляют при помощи срез части шва или его разрыва.
- Пластичность исследуют путем различных изгибов, прогибов и кручений сварного соединения.

При возникновении сомнений в ровности результата, полученное изделие проверяют на деформацию. Для этого понадобится любой измерительный прибор, например линейка.
Новые технологии обработки металлов завоевывают позиции, но остаются не полностью рассмотренными. Поэтому, несмотря на кажущуюся простоту процесса, необходимо предварительно изучить все нюансы и особенности техники безопасности.
Что такое сварка взрывом? Преимущества и недостатки
Сварка взрывом — неизвестная технология для многих сварщиков, даже профессиональных. Что уж говорить о новичках, которые искренне удивляются, услышав о таком необычном методе сварки. Суть технологии незамысловата: на поверхность деталей направляется поток взрывной энергии, из-за которой детали деформируются и соединяются. В результате получается многослойное изделие.

С помощью сварки взрывом можно соединять любые металлы, в том числе разнородные. Соединение получается неразъемным и очень прочным, поэтому такая технология получила свое распространение во многих сферах производства. В этой статье мы кратко расскажем, что такое сварка взрывом, какие есть достоинства и недостатки у такой технологии, и какие особенности нужно учитывать.
Содержание статьи
Общая информация
Взрывная сварка проста, несмотря на свое необычное название. Относится к сварке под давлением. Далее мы подробно расскажем, какова технология этого метода сварки.
Обычно соединяют две металлические пластины. Одна из них называется неподвижной и располагается снизу, а вторая называется подвижной и располагается сверху под небольшим углом. Неподвижную деталь также называют основной, а подвижную — плакирующей.
На верхнюю подвижную деталь кладут взрывчатое вещество и детонатор. Взрывчатое вещество инициируют и образуется взрыв, который приводит в движение подвижную часть. В результате подвижная часть набирает большую скорость и ударяется с неподвижной. Обе детали под действием силы удара деформируются, образуя неразъемное соединение.

С помощью сварки взрывом можно получить композитные изделия, а также многоуровневые и биметаллические. При этом изделие будет устойчиво к коррозии и механическим нагрузкам. Несмотря на то, что мы мало что слышим про сварку взрывом, эта технология применяется во многих сферах. Начиная от нефтяной, заканчивая машиностроением. При этом у сварки взрывом есть множество подтипов, а это доказывает, что такая технология очень востребована на современном производстве.
Преимущества и недостатки
У сварки взрывом есть свои плюсы и минусы. Впрочем, как и любого другого метода сварки. Давайте рассмотрим их поподробнее.
Итак, плюсы. Первый плюс — это высокая скорость сварки. Чтобы получить прочное соединение достаточно нескольких микросекунд. Согласитесь, это впечатляет. Отсюда и высокая производительность такого метода сварки. Также отметим, что такая технология позволяет получать биметаллические изделия. Т.е., изделия, состоящие из двух различных металлов.

Также с помощью данной технологии можно плакировать стали с особыми физико-химическими свойствами. Плакирование — это покрытие одного металл слоем другого металла. Еще с помощью сварки взрывом можно изготавливать заготовки неограниченного размера, можно делать детали для ковки.
Еще один неоспоримый плюс — простота и дешевизна сварки взрывом. По сути основная статья трат — это взрывное вещество и детонатор. Ну и сами детали, которые нужно сварить.
Но не обошлось и без недостатков. Первый минус — теоретический вред от волн, образующихся при взрыве. Если свариваются небольшие детали, то вреда может и не быть. А вот при взрыве крупногабаритных деталей нужно защищать персонал от несчастного случая. Это требует дополнительных расходов на экипировку.
Второй неочевидный минус — это необходимость допуска к работе только высококвалифицированных сварщиков. А если таковых нет в штате, то придется обучать персонал всем азам этой технологии. Дополнительно нужно будет преподавать технику безопасности при работе со взрывчатыми веществами.
И последний минус, вполне существенный — это невозможность автоматизации процесса сварки. По крайне мере, пока. Технологии еще не развились до той степени, когда не требуют присутствия человека во время взрыва. А это значит, что на конечный результат велико влияние человеческого фактора.
Особенности технологии
У сварки взрывом есть свои характерные особенности, которые надо учитывать. Прежде всего, необходимо обязательно обрабатывать поверхность заготовок перед сваркой. Если на поверхности останется пыль или грязь, то при соприкосновении после взрыва детали просто не соединяться должным образом.
Также нужно учитывать, что сварка взрывом дает возможность соединения любых металлов, но с оговорками. Дело в том, что у некоторых металлов от силы взрыва начинает ускоряться диффузия, что плохо сказывается на конечном результате. Это нужно учитывать в работе.
Только при соблюдении рекомендаций, указанных выше, взрывная сварка может пройти с хорошим результатом. В противном случае металлоструктура нарушится и соединение получится недолговечным. Также важно знать и понимать некоторые особенности самого процесса.
Например, мы уже знаем, что верхняя пластина вращается, а нижняя остается в неподвижном положении. Так вот, даже после соединения верхней и нижней пластины верхняя продолжает сохранять свою энергию и вращаться, но уже вместе с соединенной нижней частью. Понимание таких мелочей позволит вам не совершить многие ошибки.
Зная такие мелочи вы уже поймете, что от скорости вращения верхней пластины может зависеть качество сварного соединения. Зачастую скорость вращения верхней детали должна быть очень большой, чтобы две заготовки соединились друг с другом. И наблюдение за скоростью поможет вам заранее узнать, какой результат вы получите в итоге.
Это лишь некоторые их особенностей, которые нужно учитывать. Мы рассказали самые основные. В ходе работы вы заметите еще много других нюансов, которые не совсем очевидны. Так что единственная рекомендация, которую мы можем дать — практикуйтесь как можно больше, чтобы получить опыт и понимание всей сути данной технологии.
Скорее всего, ваша первая сварка взрывом не будет успешной. А все потому, что недостаточно просто прочесть пару статей в интернете, посмотреть несколько видеороликов и приступить к работе. Нужно много практиковаться и желательно изучать нормативные документы, в которых четко расписаны все особенности и технология сварки взрывом.
Вместо заключения
Сварка взрывом — очень интересная и необычная технология. С ее помощью можно сварить разнородные металлы, получив долговечное соединение с аккуратным швом. Конечно, до выполнения таких работ допускают только настоящих мастеров своего дела, но кто знает, быть может и вы однажды примените в своей практике такой необычный метод сварки.
Возможно, среди наших читателей найдутся профессиональные сварщики, которые уже выполняли сварку взрывом? Расскажите о своем опыте в комментариях. Он будет полезен для многих начинающих сварщиков. Желаем удачи в работе! [Всего голосов: 0 Средний: 0/5]
Сварка взрывом, схема работы метода, применение, технология
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Сварка взрывом, схема работы метода, применение, технология Сварка взрывом, схема работы метода, применение, технология
Сварка взрывом, схема работы метода, применение, технология
- 5
- 4
- 3
- 2
- 1
В технологиях соединения металлов существует огромное разнообразие, которое иногда не поддается объяснению. Так, в 1961году появилась сварка взрывом. Это такой вид сварки, который применяется на основе использования энергии взрыва. Для этого используют разные взрывные вещества, такие как: гранулит, гранулотол, гексоген, аммиачная селитра, аммонал, аммониты. Сварка взрывом относится к группе механических процессов соединения металлов, при котором химическая энергия заряда взрывчатого вещества превращается в механическую, сообщая одной из свариваемых частей большую скорость перемещения. При соударении движущей части с неподвижной, вырабатывается кинетическая энергия, которая идет на пластическую деформацию соединяемых слоев металла, что приводит к свариванию металла.
Сварка взрывом схема
Сварка взрывом схема производится следующим образом:
- на основание кладут свариваемую деталь, например пластина металла
- над ней располагается вторая деталь на специальных технологических опорах, с некоторым зазором
- на поверхности второй детали находится заряд взрывчатого вещества, строго выбранный по высоте и площади, обычно равной детали
- в один конец взрывчатого вещества вставляют детонатор
- затем дается толчок взрыва и распространяется фронт детонационной волны со скоростью в пределах 2000-8000м/с, определяющейся их физическим состоянием и химическим составом
- газообразные продукты взрыва сохраняют прежний объем взрывчатого вещества какое-то время и находятся под давлением 100-200тыс.атм., а затем с определенной скоростью расширяются по нормалям к свободным поверхностям заряда, выдавая участку металла, который под ним импульс.
Дальнейшая сварка взрывом схема показывает физические и химические процессы соединения двух металлов.
Сварка взрывом процесс
 После детонации продолжается сварка взрывом процесс, который схватывает поверхности металлов. Происходит высокоскоростное соударение верхней пластины металла с неподвижной с давлением 102-103кбар, способствующее сжатию с наиболее благоприятными условиями для пластического течения в направлении сварки. При этом сварка взрывом процессе поверхностные загрязнения и окислы поверхности металла дробятся, рассеиваются и выносятся под действием кумулятивного эффекта. После этого идет процесс образования прочных металлических связей в твердой фазе. Энергия активации для этой фазы обеспечивается за счет работы пластической деформации вызванного ею нагрева. Процесс скоротечности сварки взрывом не позволяет развиться объемной диффузии, несмотря на нагрев. Это позволяет широко применять такую сварку для соединения разнородных металлов, а также сплавов. Таким образом, сварка взрывом процесс является механическим, появляющийся из химической энергии, а большая скорость распространения тепла сильно разогревает металл в зоне соединения до высоких температур. Применяется сварка взрывом для:
После детонации продолжается сварка взрывом процесс, который схватывает поверхности металлов. Происходит высокоскоростное соударение верхней пластины металла с неподвижной с давлением 102-103кбар, способствующее сжатию с наиболее благоприятными условиями для пластического течения в направлении сварки. При этом сварка взрывом процессе поверхностные загрязнения и окислы поверхности металла дробятся, рассеиваются и выносятся под действием кумулятивного эффекта. После этого идет процесс образования прочных металлических связей в твердой фазе. Энергия активации для этой фазы обеспечивается за счет работы пластической деформации вызванного ею нагрева. Процесс скоротечности сварки взрывом не позволяет развиться объемной диффузии, несмотря на нагрев. Это позволяет широко применять такую сварку для соединения разнородных металлов, а также сплавов. Таким образом, сварка взрывом процесс является механическим, появляющийся из химической энергии, а большая скорость распространения тепла сильно разогревает металл в зоне соединения до высоких температур. Применяется сварка взрывом для:
- изготовления биметаллических листов металлов любого сочетания;
- изготовление полых или сплошных композиционных заготовок для профильного проката;
- для облицовки деталей машин.
Сварка взрывом — уникальный метод создания биметаллических конструкций
Для соединения металлов с разными теплофизическими характеристиками требуются особые условия, которые не всегда можно получить путем применения стандартных сварочных технологий. Например, для прочной связи алюминия и стали необходимо создать сверхвысокое давление в месте их контакта, что позволяет реализовать только сварка взрывом. Этот метод имеет достаточно специфические требования к рабочей среде и расходным материалам. Вместе с тем, для некоторых сфер промышленности он является незаменимым, поскольку работает там, где другие варианты оказываются бессильны.
История возникновения и сфера применения технологии
Идея создания металлических соединений взрывным методом впервые возникла в период Второй мировой войны, когда были обнаружены гильзы отработанных снарядов, приваренные к другим металлическим конструкциям. При этом соединение было таким же прочным, как и у однородных материалов.
Спустя десятилетие американская химическая компания «Дюпон» стала целенаправленно использовать сварку взрывом для получения биметаллических изделий, которые отличались высокой стойкостью к коррозии и механическим нагрузкам. Таким образом, удалось поставить на поток производство материалов со значительно увеличенным сроком службы.
Поскольку взрывная технология позволяет получить композиты, способные более 30 лет сохранять свои свойства в достаточно агрессивных условиях, сегодня она активно применяется в нефтехимической промышленности для плакирования листовых и цилиндрических деталей (стержней, труб, емкостей). Кроме того, такой метод используется при изготовлении термостойких и коррозиестойких конструкций для литейного производства, машиностроения и судостроения.
Так выглядит биметаллическая деталь
Как выполняется сварка взрывом
Чтобы из разнородных деталей получить цельное изделие, реализуют следующий алгоритм:
- Основной металл размещают на неподвижном основании.
- Сверху на небольшом расстоянии укладывают плакирующий металл, который покрывают равномерным слоем взрывчатого вещества (ВВ).
- При детонации ВВ происходит взрыв, фронт которого распространяется от одного края заготовки к другому.
- В результате взрывного воздействия плакирующий элемент получает сверхвысокую кинетическую энергию, что приводит к образованию усилия, достигающего нескольких сотен килотонн.
- Соударение соединяемых материалов вызывает нагрев поверхности слоев и образование струи плазмы, что приводит к обмену электронами и получению прочных связей.
Физика данного процесса несколько схожа с процессом электронно-лучевой сварки, где за счет высокой кинетической энергии электроны проникают вглубь металлической поверхности, вызывая ее нагрев. Однако если при реализации ЭЛС источником энергии является луч высокой мощности, то в данном случае электронный обмен достигается за счет энергии, высвобождаемой при детонации ВВ. Кстати, подробнее про электронно-лучевую технологию можно прочитать здесь.
Надежность видна невооруженным взглядом
Прочность сварного соединения по большому счету зависит от количества и скорости детонации взрывчатого вещества. Данные показатели обычно подбирают экспериментальным путем, при этом негативный эффект может иметь как нехватка, так и переизбыток ВВ. Также для улучшения прочности конструкции между основными материалами иногда вставляют тонкую прослойку из ванадия, ниобия или тантала, которая во время эксплуатации не поддается коррозии и способствует сохранению цельности сварного шва.
Как это делают на западе (en) :
Специфические особенности сварочного процесса
В теории, взрывная методика получения биметаллических связей не отличается большой сложностью, однако на практике ее реализация зачастую затруднена. Связано это с пагубным влиянием ударной волны на окружающую среду и необходимостью хранения взрывчатых веществ. Для соблюдения безопасности процесса подобные работы проводят на полигонах, расположенных в районах с невысокой сейсмической активностью. Если свариваемые детали имеют небольшие габариты, допускается применение специальных камер, стены которых должны выдерживать нагрузку, создаваемую ударной волной.
Как уже отмечалось, подбор количества взрывчатого вещества осуществляют экспериментально. Очень сложно произвести точные расчеты, так как нельзя просто остановить или замедлить процесс на определенном этапе, чтобы подробно его исследовать и выработать определенную схему. Поэтому к каждому изделию применяется индивидуальный подход, что делает невозможной автоматизацию работы.
Учитывая сложность реализации подобной технологии, ее применяют только в тех случаях, когда взрыв является единственной возможностью соединения двух металлов. В иной ситуации технологи отдают предпочтение более доступным методам сварки, среди которых MAG, FCAW и TIG, выполняемые в среде защитного газа. Например, TIG-сварка тоже позволяет создавать биметаллические изделия, однако для этого очень важно осуществить правильный подбор газовой смеси. Подробнее о видах и ценах на сварочные газы можно узнать по этой ссылке.
Сварка взрывом видео
Когда разговор заходит о таком технологическом процессе, как сварка взрывом, необходимо понимать, что взрыв на самом деле в нем присутствует, но основа всего процесса – это резкое смещение двух металлических заготовок относительно друг друга. Скорость настолько большая, что между заготовками появляется огромное давление, соединяющее их на молекулярном уровне. Эта сварочная технология появилась в середине прошлого столетия, и ее сразу же стали использовать, особенно для соединения металлов, которые другими видами сварки невозможно было состыковать.

Технология сварки взрывом
Необходимо отметить, что по чисто технологической составляющей сварка взрывом относится к механическому соединению металлов. Выделяемая при взрыве тепловая энергия (она же является и химической энергией) под действием большого количества газов превращается в механическую. То есть, под действием взрыва происходит смещение одной заготовки, на которую был он направлен, относительно другой.
Скорость смещения заготовки огромна. Сами детали устанавливаются под определенным углом относительно друг друга, одна из них закреплена прочно к несущей конструкции. При смещении контакт происходит по линии, а не по всей поверхности контакта. При такой скорости выделяется кинетическая энергия, которая образуется в процессе трения одной металлической заготовки о другую. С помощью этого вида энергии происходит деформация верхних слоев металла на обеих заготовках. То есть, происходит сваривание.
Основное условие качества сварочного шва – это необходимая скорость, придаваемая незакрепленной заготовке взрывом. Скорость должна быть определенного значения, меньший или повышенный показатель – это низкое качество конечного результата.
Подготовительный этап
Итак, для проведения сварки взрывом потребуются две металлические заготовки, взрывчатое вещество с детонатором, фундамент, на который закрепляется неподвижная деталь. Сам процесс сварки будет зависеть от габаритов деталей, от их формы (листовая или цилиндрическая), марки металла, его структуры (монолит или многослойность). Обязательно в процессе учитывается расстояние между свариваемыми деталями и угол наклона между ними же.
Конечно, проводя сварочный процесс, необходимо учитывать все условия. Но технология одинаковая для любых изделий с некоторыми изменениями в плане величин заряда.
- Неподвижную деталь необходимо установить на массивную плиту. Это может быть железобетон или металл, песок или дробь. После каждого взрыва основание разрушается или деформируется. Кстати, два последних материала лучше всех поддаются ремонту. С ними и проблем меньше. Металлическую плиту можно использовать для сварки несколько раз.
- Подвижную заготовку устанавливают относительно неподвижной под углом 3-10 градусов. Зазор между ними – 2-10 мм.
- На поверхность подвижной детали равномерно укладывается взрывчатое вещество, как показано на видео. Равномерность укладки – основной принцип качества взрыва. Именно оно позволяет избежать смещений и изгибов самой подрываемой детали.
- В качестве взрывного вещества можно использовать достаточно широкую линейку взрывчатых материалов. К примеру, тол, аммонал, гексоген и прочие.
Установка взрывчатки – очень важный этап, касающийся сварки. Для того чтобы установка прошла точно, необходим специальный контейнер, изготовленный из прочного картона. По сути, это коробка без крышки, в днище которой делаются отверстия. Именно последние и создают плотное соприкосновение взрывчатки с плоскостью подвижной детали. Сама коробка точно должна повторять размеры плоскости подвижной детали, как показано на видео.
И последний этап – это установка детонатора. Все готово, можно производить взрыв. Как только прошла активация взрывчатого вещества, образуется взрывная волна, у которой скорость распространения составляет 2000-8000 м/с. Диапазон достаточно большой, потому что многое будет зависеть от химического состава взрывчатки, а также от физического ее состояния (влажность, плотность и так далее).
Трудности взрывного процесса
Основная трудность – это хранение и использование взрывчатки. Любой взрыв – это негативное воздействие на окружающую среду. Поэтому сварка взрывом производится на открытых полигонах, которые располагаются далеко от промышленных и жилых построек, а также в районах сейсмически безопасных, как показано на видео. Если использовать данную технологию для сварки небольших деталей, то ее можно применять в специальных металлических камерах (см. видео) или в подземных укрепленных помещениях.
Как и в случае с другими видами сварки, при соединении взрывом нужно обязательно зачистить места стыковки деталей. Это зачистка до металлического блеска, плюс обезжиривание растворителем.
И еще одна достаточно серьезная трудность, встречаемая при сварке взрывом – это точно соблюсти все технологические величины. Как показала практика, в основном используются экспериментальные способы подбора. Все дело в том, что взрыв – процесс моментальный, остановить его в какой-то определенный момент невозможно, а значит, и изучить его не под силу пока. Именно поэтому автоматизировать этот сварочный процесс не получается.
Сварка взрывом дает возможность соединять между собой любые детали из любых металлов. Однако высокая тепловая энергия, выделяемая при взрыве, может изменить структуру мягких металлов. Обычно происходит диффузия в зоне сваривания, что приводит к снижению качества сварного шва. И если в дальнейшем конструкция из соединенных металлов будет при эксплуатации подвергаться нагрузке высокими температурами, то прочность соединения постепенно снизится до нуля. А это разрушение конструкции в целом.
Поэтому в технологию сварки взрывом вносятся изменения. А именно между свариваемыми заготовками устанавливаются пластины из металлов, которые при взрыве не вступают в химическое взаимодействие с основными заготовками. К примеру, сварка взрывом между сталью и титаном может привести к тем самым ослабевающим последствиям. Поэтому между ними укладываются пластины из ванадия, ниобия или тантала.
И все же сварка при помощи взрыва сегодня для некоторых позиций – единственно возможный вариант соединения. Поэтому эту технологию используют, ее изучают и усовершенствуют. Обязательно посмотрите видео, где показано технология сварки взрывом.
Поделись с друзьями
0
0
0
0