Сварка и резка пластмасс — УЛЬТРАЗВУКОВАЯ ТЕХНИКА — ИНЛАБ
«Ультразвуковая техника — ИНЛАБ» разрабатывает, изготавливает и поставляет оборудование для ультразвуковой сварки и резки пластмасс, армирования пластмасс металлами, развальцовки заклепок из полимеров.
Ультразвуковой сварочный пресс И100-7/2 предназначен для контактного сваривания ультразвуком различных деталей из термопластичных материалов. Ультразвуковые сварочные пистолеты предназначены для точечной сварки пластиков, для развальцовки заклепок
|
И100-7/2. Ультразвуковая сварочная машина.
|
И100-7/2. Комплект поставки и технические характеристики: — ультразвуковой генератор; — ультразвуковой магнитострикционный преобразователь; — цифровой программируемый контроллер управления технологическим процессом; — портальный пресс с пневмоприводом
Ультразвуковая сварочная установка И100-7/2 выпускается в виде законченного стационарного рабочего места, оснащается двумя кнопками включения пресса и цифровым программируемым контроллером управления. Система портального привода пресса позволяется избежать перекосов при давлении на свариваемые детали и устанавливать точные зазоры между сварочным волноводом и наковальней. Ультразвуковые сварочные волноводы (сонотроды) изготавливаются из титанового сплава. Разработка каждого сварочного волновода осуществляется индивидуально, исходя из конфигурации свариваемой детали и с помощью средств математического моделирования. Мощность машин может быть от 400 Вт до 4 кВт. Гарантийные обязательства — 12 месяцев. |
||||||||||||
|
|
И100-7/6-0.2М. Технические характеристики:
|
||||||||||||
|
И100-7/6-0.3. |
И100-7/6-0.3. Технические характеристики:
|
 Для охлаждения магнитострикционного преобразователя поставляется Автономная система охлаждения.
Для охлаждения магнитострикционного преобразователя поставляется Автономная система охлаждения.

С ценами и основными техническими параметрами установки для сварки и резки пластмасс можно ознакомиться в разделе Цены (файл Ультразвуковые сварочные установки)
Версия для печати
как и чем проводится, особенности процесса, плюсы и минусы
Для того, чтобы соединять конструкции из полимерных материалов (например, полипропиленовые), используется ультразвуковая сварка пластмасс.
Этот метод уменьшает расходы, увеличивает эффективность и улучшает качество готового изделия, поэтому так обширно применяется в промышленности.
Эта статья написана в помощь тем, кто решил узнать о сварке ультразвуком пластмасс и ряде моментов, связанных с ней (оборудование, достоинства, недостатки).
Содержание статьиПоказать
- Как это работает?
- Как образуется шов?
- Характеристики оборудования
- Категории сварки
- + и —
- Сварочные аппараты
- Постскриптум
Как это работает?
 youtube.com/embed/FX2QhAEVQQI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/FX2QhAEVQQI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Что такое ультразвуковая сварка пластмасс? Если по-простому, это процесс, в котором происходит превращение механических колебаний, созданных специальным оборудованием, в тепло, энергия которого образует сварочный шов.
Иными словами, происходит трансформация энергии (механическая переходит в тепловую), поэтому подобный процесс можно назвать «использованием энергии преобразования».
В процессе ультразвукового сваривания пластмасс можно выделить 2 этапа: соединения деталей и образования шва.
Первый этап представляет собой воздействие на детали на молекулярном уровне: тепло, сформировавшееся в результате трансформации механической энергии, точечно фокусируется в месте будущего скрепления материалов.
Происходит увеличение показателя движения молекул пластмассы. Из-за этого начинается оплавление и соединение элементов конструкции. Второй этап представляет собой остывание мест сварки пластмассы и формирование крепкого шва.
Второй этап представляет собой остывание мест сварки пластмассы и формирование крепкого шва.
Так вкратце можно описать принцип работы этого метода. Подробнее этот материал приводится в следующем разделе.
Как образуется шов?
Работа с металлом не похожа на сварку ультразвуком. Для второй не понадобятся привычные по работе с металлом расходные материалы (проволока, стержни электродов и пр.) и высокое температурное воздействие.
Зато потребуются механическое влияние на место формирования шва и энергия ультразвуковых колебаний.
Образование колебаний начинается с подсоединения генератора к ультразвуковому сварочному аппарату для пластмассы. Преобразователь трансформирует колебания одного вида в другие (ультразвуковые в механические).
Следом происходит подключение колеблющегося параллельно будущем шву волновода.
Он позволяет локально сфокусировать энергию в конкретной точке и создаёт два типа давлений: статическое и динамическое.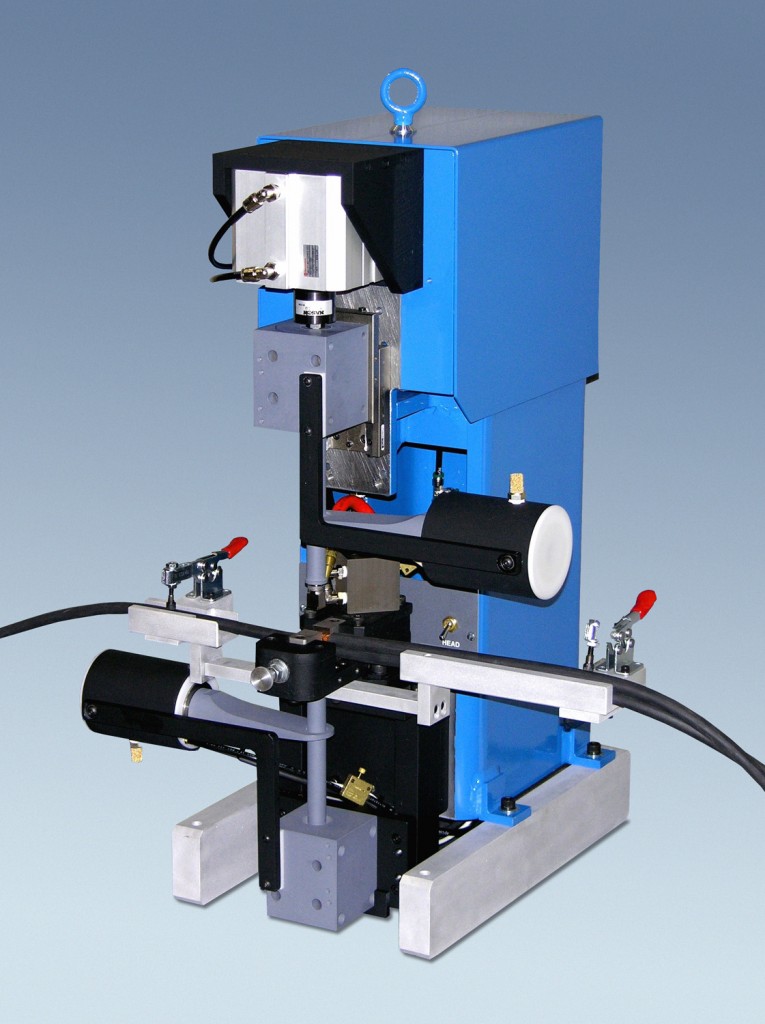 Они приложены к детали под углом в 90°, и у каждого из них своя роль.
Они приложены к детали под углом в 90°, и у каждого из них своя роль.
Первое отвечает за получение прочного шва, а второе — за достижение уровня температуры, оптимальной для работы с разными типами пластика и пластмасс.
Технически, возможности этого метода позволяют скреплять пластмассу с деталями различного состава, главное условие — чтобы материал выдерживал воздействие ультразвука.
В теории возможно соединение пластмассы с металлом, несмотря на разницу их температур плавления.
Характеристики оборудования
Перед работой рекомендуется изучить характеристики оборудования и те показатели, которые поддаются регулированию.
В соответствии с тем, какие параметры Вам нужны, Вы можете изменять следующие значения:
- Давление ультразвуковой сварки (оно же статистическое).
- Длительность импульса.
- Давление волновода на материал.
- Количество колебаний в единицу времени (частота).
- Размах колебаний торца волновода.

- Дополнительные: температурный режим прогрева материала, параметры, зависящие от характеристик самих деталей (например, размера и/или формы) и прочее.
Параметры из пунктов 1-5 связаны друг с другом. Более того, от них зависит скорость ультразвуковой сварки, её время, прочность и качество готового шва.
Параметры оборудования для сваривания пластмасс ультразвуком коррелируют с составом материала и видом предполагаемого шва. Они индивидуальны для каждого случая. Набор различных параметров представляет собой так называемый режим сварки.
В промышленности он устанавливается на основании проведения набора специальных исследований.
Они проходят следующим образом: в лабораторных условиях мастера осуществляют сварку различных конструкций и определяют характеристики образовавшегося шва.
К исследуемым параметрам относятся: прочность соединения, его надёжность и герметичность. Очевидно, что сварщикам, которые используют подобный метод в домашних условиях, такие исследования ни к чему.

Однако можно провести тестирование в минимальном объёме, потренировавшись перед началом работ на ненужных деталях. На собственном опыте оптимальный режим сварки пластмасс ультразвуком подбирается гораздо увереннее.
Категории сварки
Известно несколько вариантов классификаций сварки пластмасс ультразвуком. Каждая из них включает несколько пунктов. Ниже приведены наиболее популярные.
- Классификация по подаче энергии:
- Односторонняя (применяется для соединения толстостенных конструкций).
- Двусторонняя (оптимальна для тонкостенных деталей, но требует добавочного охлаждения).
- Классификация по передвижению волновода:
- Непрерывное (скорость движения волновода не изменяется со временем).
- Прерывное (движения с заранее известными временными промежутками).

- Классификация по движению вдоль шва:
- Ручное (сила, направляющая аппарат, сосредоточена в руках мастера).
- Механическое (сварочный аппарат перемещается вдоль шва автоматически, по ранее сформированным параметрам. Менее сфокусированный, чем ручной, но даёт возможность поменять направление сварного соединения).
- Классификация по типу сварки:
- Контактная (шов формируется по уложенным внахлёст конструкциям. Подходит для деталей толщиной 2 миллиметра и меньше).
- Передаточная (формирование механических колебаний проводится в установленные точки на деталях в таких количествах, чтобы гарантировать равномерное распространение волны ультразвука и, как следствие, прочность и качество соединения. Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).

+ и —
Рассмотрим достоинства и недостатки ультразвуковой сварки пластмасс. К числу первых относятся:
- Не нужно приобретать расходные материалы, растворители или клей, из-за чего снижается риск неблагоприятного воздействия на организм мастера.
- Возможность соединить пластмассы любого состава.
- При правильном выставлении режима сварки шов получается почти что невидимым.
- Высокая производительность при довольно скромных затратах.
- Швы получаются устойчивыми и герметичными на деталях любого состава.
- Можно не проводить предварительную очистку поверхностей конструкций.
- Шов в принципе не может перегреться, так как тепло фокусируется точечно.
- При работе не образуются радиопомехи по причине того, что напряжение не достигает поверхности деталей.
- Сварочные работы не требуют особых условий. Достаточно обеспечения электричеством.
- Особенности оборудования позволяют проводить работы разного масштаба, от мелкого ремонта крошечных деталей и до непрерывной сваркой промышленных конструкций.
- Возможность осуществления нескольких задач одновременно. К примеру, сварка пластмасс + покрытие полимерным напылением или сварка + резка.

Несмотря на невероятное количество достоинств, способ сварки далеко не идеален. На это есть свои причины:
- Нет унифицированного метода проверки качества сварного шва, что чревато получением некачественного соединения.
- Низкая мощность работы предполагает необходимость подачи энергии в двустороннем режиме.
Да, минусов у такого метода немного. Однако все преимущества работают только тогда, когда выбран оптимальный режим ультразвуковой сварки. Поэтому новичку рекомендуется приобретать аппарат с автоматическим выстраиванием режима.
В помощь начинающим мастерам, которые собираются вручную настраивать режим, приведена информация об оптимальных параметрах в удобном формате таблицы.
По мере накопления опыта в деле ультразвуковой сварки можно будет выставлять режим без её помощи.
Сварочные аппараты
В составе аппарата для ультразвуковой сварки пластмасс выделяют:
- Инструмент для сварки.
- Волновод.
- Преобразователь (магнитострикционный или пьезокерамический).
- Опора.
- Генератор волн.
- Дополнительная комплектация (с функцией управления параметрами процесса — автоматического или ручного. Рекомендуется к приобретению для выполнения качественных работ с формированием шва максимальной прочности).

Рассмотрим строение и функции основных узлов ультразвукового сваривания более подробно.
Генератор производит волны ультразвука с заданной скоростью и в последующем трансформирует их в механическую энергию (для этого используется также и преобразователь в аппаратах с двусторонней подачей энергии) с прежней частотой.
С его помощью возможно определение способа отправки энергии ультразвука.
Исходя из его названия, преобразователь обеспечивает превращение энергии из одного вида в другой. Его присутствие в оборудовании обуславливает потребность в перманентном охлаждении (воздушном, водном).
Следующее звено в конструкции — трансформатор колебаний. Он расположен между волноводом и преобразователем, предназначен для синхронизации их работы и может увеличивать размах колебаний с торцовой части волновода.
Он расположен между волноводом и преобразователем, предназначен для синхронизации их работы и может увеличивать размах колебаний с торцовой части волновода.
Сам же волновод отвечает за передачу механических колебаний и формирование давления в заданных точках. Вместо него может использоваться акустический преобразователь.
Фиксацией деталей занимается опора. Иногда возможно её применение в роли ещё одного волновода.
Постскриптум
После прочтения этой статьи не вызывает сомнений тот факт, что сварка ультразвуком пластмасс представляет собой высокотехнологичный процесс скрепления полимерных материалов.
Эффективность её (особенно при использовании механического управления процессом) обуславливает высокое качество шва, которое не стоит рядом с другими способами соединения деталей.
Никто не отменяет того факта, что для выполнения соединений идеального качества необходимо много тренироваться.
Представляется возможным интуитивное выполнение работ, когда практикующий мастер на основании опыта осознает, где и каким образом необходимо совершить то или иное действие.
Однако даже длительно работающим сварщикам иногда приходится совершать ошибки в этом деле, после которых их работа приобретает действительно профессиональный характер.
Всем начинающим мастерам рекомендуется хотя бы попробовать выполнить соединения посредством ультразвуковой сварки.
Считается, что этот метод обладает огромными возможностями. Здесь, в комментариях, профессионалы могут подсказать начинающим мастерам какие-либо аспекты ультразвуковой сварки.
Желаем удачи в обучении этому методу соединения конструкций!
Ультразвуковая сварка полипропилена и других пластмасс
- Сварка полимеров
- Виды сварки
- Ультразвуковая сварка
 org/ListItem»>Главная
org/ListItem»>ГлавнаяМы осуществляем производство крупных партий товаров методом ультразвуковой сварки. Гарантируем низкую стоимость изготовления и выполнение проекта в срок. Процесс работы включает предоставление пробных образцов, упаковку и доставку товаров в любой город России.
ПРИМЕРЫ РЕАЛИЗОВАННЫХ ПРОЕКТОВ
Форма быстрого заказа
Телефон *
E-mail *
Комментарий
Загрузите чертёж Вашего изделия в формате AutoCAD DWG (*.dwg)/Corel Draw (*.cdr)/Stereolithography files (*.stl)/STEP files (*.stp)
* — Обязательные поля для заполнения
Нажимая кнопку «Отправить», Вы даете согласие на обработку своих персональных данных.
ПЛЮСЫ НАШЕГО ИЗГОТОВЛЕНИЯ
КонсультацияМенеджеры компании помогут выбрать идеальный для ваших целей и потребностей полимерный материал |
Производственные мощностиБолее 2 000 м² рабочего пространства, оснащенного различными станками с ЧПУ: 7 методов производства. |
||
Работаем строго по ТЗСледуем ТЗ клиента. Производим изделия по его требованиям и пожеланиям. Согласовываем все решения. |
Можем сделать доработкуДоработаем любое изделие по ТЗ и чертежам клиента. |
||
Точное копирование образцаПроизведем изделие строго по образцу клиента. Самостоятельно разработаем чертеж и подберем материалы. |
Тестовый образец изделияПроизводим тестовый образец, корректируем после комментариев клиента. Исключаем брак.
|
 Произведем любую модификацию по его требованиям.
Произведем любую модификацию по его требованиям.КЛИЕНТЫ И ПАРТНЕРЫ
Наши постоянные клиенты на протяжении многих лет доверяют нам реализацию своих проектов. Мы дорожим нашими партнерскими отношениями, стараемся не сбавлять обороты и каждый раз создаем продукцию высшего качества.
ПРЕИМУЩЕСТВА ДАННОЙ ТЕХНОЛОГИИ
Ультразвуковая сварка полимеров и пластмасс один из самых распространенных, простых в реализации и быстрых способов производства изделий. Цельные листы или пластмассовые детали соединяются благодаря нагреву от ультразвуковых колебаний с одной стороны и физическому давлению с другой. При этом материалы нагреваются не так сильно, как при других видах сварки.
Цельные листы или пластмассовые детали соединяются благодаря нагреву от ультразвуковых колебаний с одной стороны и физическому давлению с другой. При этом материалы нагреваются не так сильно, как при других видах сварки.
Оборудование для ультразвуковой сварки полипропилена и других видов пластика позволяет производить различные виды изделий. Важным фактором является соблюдение прописанной в инструкциях к прибору толщины полимеров, поскольку это имеет прямое отношение к качеству соединения. Если все условия соблюдены и ультразвуковая сварка полимеров прошла успешно, то на выходе мы получаем аккуратные швы и прочное соединение материалов. Скорость создания швов варьируется в зависимости от модели и производителя оборудования, однако в большинстве случаев составляет не более трех секунд.
Технология ультразвуковой сварки позволяет точечно соединить полимерные или пластмассовые детали в цельное изделие высокочастотными колебаниями и механическим давлением. Созданный контакт происходит на молекулярном уровне, поэтому ультразвуковая сварка является одним из самых надежных видов производства изделий.
ПРОЦЕСС ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ
Процесс создания изделий подразделяется на несколько этапов. Первый этап начинается с запроса на сайте. Клиент его оставляет и далее менеджер связывается с ним для проведения первичной консультации. Задача менеджера оказать помощь клиенту в выборе материалов, дать ему подробную информацию о методах нашей работы и возможностях компании, а также подобрать оптимальный в соотношении цена/качество вариант изделия.
Выбранный и согласованный вариант изделия создается на нашем производстве в Санкт-Петербурге. Процесс изготовления продукции для клиента может занимать различное количество времени. В некоторых случаях это недели, поскольку как само производство, так и подготовка к нему требуют подготовки, а в других случаях это может занять и несколько часов, если все уже заранее готово и может произойти без лишнего надзора. Наше производство оборудовано аппаратами с ЧПУ, что позволяет во многих процессах исключить человеческий фактор и количество брака. После того, как все изделия готовы, наши специалисты упаковывают их для безопасной транспортировки и передают в службу логистики. Те, в свою очередь доставляют изделия во все города России.
После того, как все изделия готовы, наши специалисты упаковывают их для безопасной транспортировки и передают в службу логистики. Те, в свою очередь доставляют изделия во все города России.
Ультразвуковая сварка пластмассы, металла и проводов: технология
Ультразвуковая сварка – это процесс соединения различного материала, при котором источником энергии выступает ультразвуковое колебание.
Общие сведения
Сущность ультразвуковой сварки является метод звукового колебания как одним из наиболее действенных инструментов для соединения конструкций твёрдых металлов. Она успешно используется для варки однородных и неоднородных соединений. Это возможно при подаче механической колебательной энергии в область сварки.
Схемы типовых колебательных систем металлов предоставлена на рисунке ниже: а – продольная; б – продольно-поперечная; в – продольно-вертикальная; г – крутильная; 1 – электроакустический преобразователь; 2 – волновое звено; 3 – акустическая развязка; 4 – сварочный наконечник; 5 – свариваемые детали.
Схема типовых колебательных соединений
Сварка металлических конструкций выполняется под действием системы стержневых колебаний.
Составляющим является ультразвуковой концентратор. Он оснащён преобразователем резонанса и сварочным наконечником.
В зависимости от разновидности соединений, их толщины, заготовки сжимаются с определённой силой.
Область применения
- Ультразвуковая сварка как метод соединения широко применяется в несущих конструкциях авиационных линий.
- Ультразвуковая сварка активно используется в автомобильной отрасли. Им можно успешно сваривать многожильные медные провода. Общий объём сечения может колебаться от 0,5 мм2 , и достигать 45 мм2 .
- Ультразвуковая сварка задействована для производства электрических силовых агрегатов и патронов для подушек безопасности.
- Данный метод хорошо зарекомендовал себя в электротехнической и электронной промышленности. Ультразвуковая сварка меди является качественным соединением с использованием ультразвука.
- Ультразвуковая сварка даёт возможность качественного соединения фольги, проволоки и листов. А также в микроэлектронике для изготовления полупроводниковых приборов.
- С помощью данного метода соединения выпускаются нагреватели бытовых холодильников.

Преимущества и недостатки
Рассматривая каждый метод варки однородных и неоднородных соединений нельзя пройти мимо положительных и отрицательных качеств. К плюсам использования метода, о котором идёт речь, можно отнести:
- возможность выполнять работы без предварительной подготовки.
- T режим может быть не большим.
- Возможность прочно соединять термочувствительные конструкции.
- Проведение варки элементов различной толщины.
- Ультразвуковая сварка позволяет соединять разнородные металлы.
- Варка характеризуется хорошими электрическими свойствами при небольшом переходном сопротивлении.
«На заметку!
Показатель прочность соединений на уровне 70% от прочности основного металла.
 »
»Нельзя не согласиться, что данный метод – это скорость, экологическая чистота и экономичность.
Не будем восхищаться вышеперечисленными положительными моментами. Просто зафиксируем их в памяти. Хотя, и негатив нельзя откинуть в сторону, он существует:
- так при выполнении процесса рабочие детали может разворачивать;
- от используемого инструмента на рабочих поверхности остаются видимые вмятины;
Кроме этого, устройство ограничено эксплуатационным сроком. Возникают, определенного рода проблемы, в процессе проведения ремонтных работ.
Несмотря на это, можно утверждать, что ультразвуковая сварка прогрессивный метод , имеющий больше положительных моментов, нежели отрицательных.
Виды ультразвуковой сварки
В процессе рассмотрения эффективности использования данного метода варки, необходимо остановиться на соединении полупроводников.
В данном случае используется нахлёсточный способ соединения. К этому добавляется конструктивное оформление рабочих элементов. Данная технология ультразвуковой сварки заключается в соединении конструкций точечным методом с использованием одной или нескольких точек. Это может быть непрерывный шов или замкнутый круг. Когда проводится формовка проволочной рабочей заготовки, выполняется тавровое соединение с её плоскостью.
Данная технология ультразвуковой сварки заключается в соединении конструкций точечным методом с использованием одной или нескольких точек. Это может быть непрерывный шов или замкнутый круг. Когда проводится формовка проволочной рабочей заготовки, выполняется тавровое соединение с её плоскостью.
«Обратите внимание!
Этот вариант допускается при предварительной формовке!»
Ультразвуковая сварка проводников
Предусмотрена возможность пакетирования: одновременное соединение нескольких материалов воедино.
Ультразвуковая сварка пластика и пластмасс
Ультразвуковая сварка пластмасс. Варка этим способом возможна с использованием спецмашин. Это сложное, в технологическом плане устройство, где есть рабочие узлы, а именно:
- Источник питания.
- Колебательная система механического принципа действия.
- Блок управления.
- Привод давления.
- Электромеханический преобразователь с обмоткой, заключённый в корпус с жидкостью для охлаждения.
- Трансформатор упругих колебаний.
- Сварочный наконечник.

Ультразвуковая сварка пластмасс
А также опора с механизмом давления на рабочие поверхности.
Ультразвуковая сварка пластмасс даёт возможность соединения микро/деталей.
Технологические схемы
Технологические схемы можно различить по характеру колебаний. Существует несколько вариантов, таких как:
- Крутильный.
- Изгибный.
- Продольный.
Изгибные и продольные колебания используются для контурного, шовного и точечного соединения рабочих поверхностей.
Схема ультразвуковой сварки
К особенностям рабочего процесса УЗ/С можно отнести возможность формирования положительных соединений.
Создание нивелирных участков на обрабатываемых деталях, а также физический контакт возможен с использованием специального инструмента.
Видео-пример ультразвуковой сварки
Техника безопасности
При проведении работ соблюдение технологического процесса выполняется с использованием методов и условий противопожарной безопасности.
Неотъемлемой частью выполнения работ для обслуживающего персонала является использованием средств и методов индивидуальной защиты.
Рабочий процесс условно можно разделить на два этапа:
- подготовительные мероприятия;
- и рабочий цикл.
На первом этапе нужно подготовить рабочий материал, привести в соответствие рабочую площадь, освободив её от посторонних предметов, и проверить оборудование. Обратить внимание на исправность электрических соединений.
«Важно!
Осуществлять допуск к работе только для лиц достигших 18 летнего возраста и закончивших специальные курсы.»
Перед началом работ, мастер или ответственное лицо назначенное приказом, проводит инструктаж по ТБ (технике безопасности). О чём должна быть соответствующая роспись ознакомленного сотрудника в журнале инструктажа ТБ. Подробно о соблюдении ТБ написано в инструкции по проведению работ.
В интернете достаточно литературы по этому вопросу. Есть обучающие ролики, где показано не только видеоматериал данного метода, рабочих процессов, но и в полном объёме раскрывается тема ТБ.
Заключение
Ультразвуковая сварка в отдельных отраслях народного хозяйства стала незаменимым методом соединения однородных и неоднородных деталей, пластичных и твёрдых материалов.
Инженеры и сегодня трудятся над усовершенствованием рабочих инструментов. Цель научных работ – обеспечить ультразвуковой контроль сварки. Сделать варочный процесс более качественным и эффективным, обеспечив его новым оборудованием.
Сегодня не только в производстве возможно использование данного метода. Возможна ультразвуковая сварка своими руками при выполнении несложных в техническом плане работ. Это может быть ультразвуковая сварка проводов различных бытовых приборов и металлов.
как и чем проводится, особенности процесса, плюсы и минусы
Главная / Техника сварки
Назад
Время на чтение: 5 мин
0
107
Для того, чтобы соединять конструкции из полимерных материалов (например, полипропиленовые), используется ультразвуковая сварка пластмасс.
Этот метод уменьшает расходы, увеличивает эффективность и улучшает качество готового изделия, поэтому так обширно применяется в промышленности.
Эта статья написана в помощь тем, кто решил узнать о сварке ультразвуком пластмасс и ряде моментов, связанных с ней (оборудование, достоинства, недостатки).
- Как это работает?
- Как образуется шов?
- Характеристики оборудования
- Категории сварки
- + и —
- Сварочные аппараты
- Постскриптум
Принцип действия ультразвуковой сварки и классификация
С физической точки зрения, ультразвуковая сварка проходит в три стадии:
- нагрев изделий, активизация диффузии в зоне соприкосновения;
- образование молекулярных связей между вязкотекучими поверхностными слоями
- затвердевание (кристаллизация) и образование прочного шва.
Существует несколько классификаций ультразвуковой сварки ультразвуковой сварки.
По степени автоматизации различают:
- Ручная. Оператор контролирует параметры установки и ведет сварочный пистолет по линии шва.
- Механизированная. Параметры задаются оператором и поддерживаются установкой, детали подаются под излучатель.
- Автоматизированная. Применяется на массовом производстве. Участие человека исключается.
 Оператор контролирует параметры установки и ведет сварочный пистолет по линии шва.
Оператор контролирует параметры установки и ведет сварочный пистолет по линии шва.Схемы колебательных систем для сварки ультразвуком
По методу подведения энергии к рабочей зоне выделяют:
- односторонняя;
- двусторонняя.
По методу движения волновода классифицируют:
- Импульсная. Работа короткими импульсами за одно перемещение волновода.
- Непрерывная. Постоянное воздействие излучателя, волновод двигается с постоянной скоростью относительно материала.
По споосбу определения количества энергии, затрачиваемой на соединение, существуют:
- по времени воздействия;
- по величине осадки;
- по величине зазора;
- по кинетической сотавляющей.
В последнем случае количество энергии определяется предельной амплитудой смещания опоры.
По способу подачи энергии в рабочую зону различают следующие режимы ультразвуковой сварки:
- Контактная. Энергия распределяется равномерно по всему сечению детали. Позволяет сваривать детали до 1,5 толщиной. Применяется для сваривания внахлест мягких пластиков и пленок.
- Передаточная. В случае высоких значений модуля упругости колебания возбуждаются в нескольких точках. Волна распространяется внутри изделия и высвобождает свою энергию в зоне соединения. Используется для тавровых швов и соединений встык жестких пластиков.
Схема точечной ультразвуковой сварки
Схема установки для роликовой сварки ультразвуком
Способ подачи энергии колебаний в зону контакта заготовок определяется модулем упругости материала и коэффициентом затухания механических колебаний на ультразвуковых частотах.
Категории сварки
Известно несколько вариантов классификаций сварки пластмасс ультразвуком. Каждая из них включает несколько пунктов. Ниже приведены наиболее популярные.
- Классификация по подаче энергии:
- Односторонняя (применяется для соединения толстостенных конструкций).
- Двусторонняя (оптимальна для тонкостенных деталей, но требует добавочного охлаждения).
- Классификация по передвижению волновода:
- Непрерывное (скорость движения волновода не изменяется со временем).
- Прерывное (движения с заранее известными временными промежутками).
- Классификация по движению вдоль шва:
- Ручное (сила, направляющая аппарат, сосредоточена в руках мастера).
- Механическое (сварочный аппарат перемещается вдоль шва автоматически, по ранее сформированным параметрам. Менее сфокусированный, чем ручной, но даёт возможность поменять направление сварного соединения).
- Классификация по типу сварки:
- Контактная (шов формируется по уложенным внахлёст конструкциям. Подходит для деталей толщиной 2 миллиметра и меньше).
- Передаточная (формирование механических колебаний проводится в установленные точки на деталях в таких количествах, чтобы гарантировать равномерное распространение волны ультразвука и, как следствие, прочность и качество соединения. Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).
 Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).
Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).Суть получения швов ультразвуком
Процесс сварки ультразвуком для пластиков и металлов имеет общие физические основы, но существенно различается по параметрам.
Для ультразвуковой сварки металлов требуется нагрев до высоких температур и приложение больших усилий сжатия. Для пластиков можно обойтись намного меньшими значениями этих параметров. Схема установки ультразвуковой сварки пластика также существенно проще.
Последовательность действий следующая
- Подключают генератор ультразвука.
- Ультразвук, проходя через конвертер, преобразуется в продольные механические колебания волновода.
- Волновод подсоединяется перпендикулярно плоскости шва и передает заготовкам колебательную энергию.
- Механическая энергия преобразуется в волновую, что обуславливает интенсивный нагрев области соприкосновения волновода и заготовки.
- В нагретом поверхностном слое возрастает текучесть.
- Динамическое усилие, прикладываемое со стороны излучателя, способствует нагреву зоны крнтакта.
- Статическое усилие, приложенное в том же направлении — перпендикулярно поверхности контакта, понуждает к образованию прочные связи.

Сварной шов после ультразвуковой сварки
Таким методом удается соединять ультразвуком даже разные по своему строению материалы, такие как металлические сплавы и пластики.
При этом разница в температурах плавления может быть многократной.
Как образуется шов?
Работа с металлом не похожа на сварку ультразвуком. Для второй не понадобятся привычные по работе с металлом расходные материалы (проволока, стержни электродов и пр.) и высокое температурное воздействие.
Зато потребуются механическое влияние на место формирования шва и энергия ультразвуковых колебаний.
Образование колебаний начинается с подсоединения генератора к ультразвуковому сварочному аппарату для пластмассы.
 Преобразователь трансформирует колебания одного вида в другие (ультразвуковые в механические).
Преобразователь трансформирует колебания одного вида в другие (ультразвуковые в механические).Следом происходит подключение колеблющегося параллельно будущем шву волновода.
Он позволяет локально сфокусировать энергию в конкретной точке и создаёт два типа давлений: статическое и динамическое. Они приложены к детали под углом в 90°, и у каждого из них своя роль.
Первое отвечает за получение прочного шва, а второе — за достижение уровня температуры, оптимальной для работы с разными типами пластика и пластмасс.
Технически, возможности этого метода позволяют скреплять пластмассу с деталями различного состава, главное условие — чтобы материал выдерживал воздействие ультразвука.
В теории возможно соединение пластмассы с металлом, несмотря на разницу их температур плавления.
Преимущества
Анализируя особенности ультразвукового сварочного производства, нельзя не отметить следующие его достоинства:
- не требуется защитная газовая среда;
- нет нужды в тщательной механической зачистке зоны сварки;
- нет ограничений по форме деталей;
- экологичность и ничтожный объем выделяющихся вредных веществ;
- небольшие температуры нагрева по сравнению с другими способами;
- не требуются сварочные материалы;
- высокая производительность, сравнимая только с контактной сваркой — доли секунды.
- низкие затраты энергии.

Полученный шов имеет эстетичный внешний вид и редко нуждается в дополнительной обработке.
Технология УЗС для металлов
Соединение методом УЗС применяется для различных металлов и сплавов. Данный метод имеет широкие возможности в соединении не только однородных, но и разных материалов (соединение стальной пластины с керамической, проволоки и фольги и т. д.). Применяется в электронике, ювелирном, холодильном, автомобильном, аккумуляторном производствах и др.
Например, для сварки:
- пучков проводов и разъемов в автомобилях;
- деталей при производстве аккумуляторов, электродвигателей, батареек, солнечных батарей;
- трубопроводов в холодильниках, кондиционерах и т. д.
Схема операций технологического процесса:
- подготовка свариваемых поверхностей;
- сборка узлов;
- прихватка;
- сварка;
- правка.

Для сварного изделия разрабатывается технологический процесс. Каждый этап технологии для каждого изделия индивидуален.
Воздействие ультразвука на материал деталей
Атомы твердых тел, как кристаллических, так и аморфных, расположены в определенном порядке, между ними установлены более или менее прочные связи, позволяющие телам сохранять свою форму. Атомы и молекулы способны колебаться относительно своего начального положения. Чем выше амплитуда этих колебаний, тем выше внутренняя энергия тела. Если амплитуда превышает определенный предел, установившиеся связи могут разорваться. Если к телу приложено усилие, не дающее ему потерять целостность, вместо разорванных связей возникают новые, этот процесс называют рекомбинацией.
Ультразвуковые волны высокой интенсивности, сообщая атомам тела большое количество энергии за короткое время, увеличивают амплитуду колебаний атомов и молекул в зоне воздействия. Связи между ними рвутся, и под приложенным давлением возникают новые, с частицами из поверхностных слоев второй заготовки. Так возникает чрезвычайно прочное соединение, превращающее детали в единое целое.
Так возникает чрезвычайно прочное соединение, превращающее детали в единое целое.
Ограничения
Самым главным ограничением, на которое стоит обратить внимание, является размер изделий, свариваемых таким способом. Он не должна составлять более 250 мм (в длину, ширину, высоту).
Требование к размерам связано с тем, что выходная мощность датчика имеет свои пределы, нет возможности выдавать слишком большую мощность ультразвуковых волн, а так же с проблемами при контроле амплитуды колебаний.
Материалы, для соединения которых применяют ультразвуковую сварку, должны быть сухими. Иными словами иметь содержание влаги в них должно быть минимальным, иначе лучше использовать вибрационную сварку.
Для крепления толстостенных деталей не имеет смысла применять ультразвуковую сварку. Хотя бы один из соединяемых элементов должен быть легким, поскольку он поглощает в себя большое количество энергии.
Работа с металлическими деталями
Высокой эффективностью отличается применение ультразвуковой сварки к деталям небольших размеров. Особенно удачно применяют метод в микроэлектронике и приборостроении.
Особенно удачно применяют метод в микроэлектронике и приборостроении.
Соединение металлов проходит при существенно более низких температурах, чем при использовании «горячих» сварочных технологий, таких, так электродуговая или газовая сварка. Это открывает широкие возможности для быстрого и надежного соединения компонентов, чувствительных к перегреву.
Кроме того, метод способен сварить пары металлов, с трудом соединяемые другими способами: Cu+Al, Al+ Ni и т.д.
Прочностные характеристики шва достигают 70% от значений для исходного сплава.
Метод также позволяет сваривать металл, пластик, керамику, композиты, стекло в любых комбинациях. Применим он и к тугоплавким сплавам.
Специфика процесса
Задача любой сварки — надежное соединение материалов. При нагревании участков молекулы заготовок переходят в возбужденное состояние, сопровождающееся увеличением расстояния между ними. Здесь может происходить рекомбинация связей составных элементов. Как выполнить это с наименьшими потерями материала, быстро и качественно? Тут без ультразвуковой сварки обойтись сложно.
Как выполнить это с наименьшими потерями материала, быстро и качественно? Тут без ультразвуковой сварки обойтись сложно.
У/З волна направленного действия попадает в предполагаемое место стыка деталей. Под ее воздействием происходит ранее описанный процесс — возбуждение молекул. Достаточно сблизить заготовки, чтобы процесс их слияния стал неизбежным.
Преимущества и недостатки при работе с пластиками
При работе с пластмассами существуют следующие достоинства метода:
- высокая производительность;
- низкая себестоимость операции;
- герметичность швов на толстостенных заготовках;
- отсутствие необходимости в подготовке поверхности;
- отсутствие перегрева;
- отсутствие электрических наводок и электромагнитного излучения;
- совместимость операции с другими операциями технологического процесса, напыления, разреза в других плоскостях и т.п.;
- универсальность по типам пластиков;
- отсутствие расходных материалов и химикатов.
- эстетичность и малозаметность шва.
Ультразвуковая сварка пластмасс
Выделяют и недостатки:
- Малая мощность излучателя заставляет подводить энергию с двух сторон.
- Сложность контроля качества шва.
Качество соединения стильно зависит от точности подбора и стабильности параметров установки во время работы.
Выделение тепла
При проведении ультразвуковой сварки выделяется тепло в точке воздействия аппарата. Это происходит за счет образования трения между поверхностями контактируемых материалов, а так же за счет пластических деформаций, без которых любая сварка не обходится.
На повышение температуры в месте сварки влияет твердость материала, его тепловая емкость и тепловая проводимость. Особое влияние на нагрев оказывает режим сварки.
Стоит отметить, что рост температуры при ультразвуковой сварке сильно не сказывается на качестве соединения. Практические исследования показали, что наивысший уровень прочности достигается раньше, чем максимальная температура при этом процессе.
Если предварительно прогреть изделие, то это позволит уменьшить время пропускания ультразвуковых колебаний и приведет к повышению прочности получаемого при сварке соединения.
Используемое оборудование
Учитывая высокую стоимость аппарата УЗ-сварки, многие домашние мастера подумывают о самостоятельном изготовлении установки. К сожалению, это не сварочный трансформатор и даже не выпрямитель, и для проектирования и создания аппарата потребуются серьезные знания и навыки в области акустики и электроники. Кроме того, для изготовления деталей излучателя и волновода нужны станки высокого класса точности, недоступные в домашних условиях.
Пресс для ультразвуковой сварки
Оборудование для ультразвуковой сварки разделяют на три категории:
- точеное;
- шовное;
- шовно–шаговое.
Диапазон мощности — 50 ватт до 2 киловатт, рабочая частота в районе 20-22 килогерц
Основной узел установки ультразвуковой сварки — генератор колебаний и преобразователь электрических колебаний в механические той же частоты.
Механические колебания ультразвукового генератора преобразуются магнитострикционным преобразователем. Для отведения излишнего тепла используется водяная система охлаждения
Волновой трансформатор согласует параметры взаимодействия преобразователя и волновода. Он повышает частоту колебаний на выходе волновода.
Волновод транспортирует энергетический поток к месту сваривания. На его рабочем окончании смонтирована сменная сварочная головка. Ее геометрические параметры выбирают, исходя из материала заготовки, его толщины и вида шва. Так, для приваривания выводов микросхем берут головку, заканчивающуюся тонким жалом.
Волновод
Опорная рама служит для размещения всех узлов и деталей. На ней также монтируется механизм перемещения заготовки или головки волновода.
Недостатки
Магнитострикционный преобразователь. 1 — термомеханический преобразователь, 2 — трансформатор упругих колебаний.
- Необходимость использования дорогих генераторов ультразвука, однако с развитием силовой высокочастотной электроники стоимость генераторов ультразвука существенно снизилась;
- Мал диапазон толщин свариваемых материалов, однако подбирая форму свариваемых деталей можно добиться эффекта акустической линзы, фокусирующей ультразвук в зону сварки;
- Необходимость дополнительного внешнего сжатия деталей, однако для большинства других видов сварки пластмасс это тоже необходимое условие.

Параметры сварочного оборудования
Чтобы получить прочный и долговечный шов, необходимо точно рассчитать и тщательно соблюдать параметры работы аппарата. Они зависят от типа материала заготовок, его толщины, требований к прочности шва. Точная настройка параметров для каждого нового изделия проводится в лабораторных условиях, с многократными испытаниями на разрушение соединения. Наилучшее сочетание параметров фиксируется и используется в производственном процессе.
К основным параметрам относят:
- Амплитуда колебаний. Определяет поток энергии и время операции.
- Усилие прижима. От него зависит прочность шва.
- Частота работы генератора.
- Статическое давление. Определяется амплитудой механических колебаний.
- Продолжительность и скважность импульсов. Также определяет продолжительность операции.
К вспомогательным параметрам относят температуру начального прогрева для заготовок большой толщины, возвышение сварной головки над заготовкой и некоторые другие.
Установка для точечной сварки ультразвуком
Возможности ультразвука
Использование ультразвука дает возможность прочно и долговечно соединять различные, даже сильно отличающиеся друг от друга материалы толщиной от нескольких микрон до нескольких миллиметров. При использовании ультразвука к минимуму сводятся искажения формы свариваемых заготовок.
Использование точечных швов дает возможность с высокой скоростью выполнить соединение на больших площадях. Шаг точек подбирается исходя из толщины заготовок и требований к прочности шва. В областях изделия, подвергающихся высоким напряжениям, шаг уменьшают. Применение роликовых насадок на излучатель позволяет выполнять сплошные герметичные швы любой конфигурации. Такие соединения применяются в упаковочных изделиях и надувных конструкциях.
Листовые и пленочные заготовки соединяют внахлест. Для заготовок в форме стрежней применяют тавровые швы.
Ограничены возможности метода по работе со сверхтонкими материалами. Вследствие высокой скорости работы, экологической безопасности и обеспечения нормальных условий труду персонала, популярность ультразвука продолжает расти.
Вследствие высокой скорости работы, экологической безопасности и обеспечения нормальных условий труду персонала, популярность ультразвука продолжает расти.
Как проходит сварка ультразвуком?
Сварка металла ультразвуком проводится за счет влияния высокочастотных колебаний поперечного направления, происходящих по краям нескольких металлических поверхностей. Параллельно с этим свариваемые конструкции монтируются друг с другом под умеренно высоким давлением. В итоге нарастающее внутри деталей напряжение приводит к появлению упругопластических деформаций по контуру поверхности. Конкретно локализованное стыковое скольжение между фазами постепенно начинает разрушать оксиды металла и расположенные на поверхности плёнки, что позволяет конструкциям контактировать друг с другом сразу в десятках точек соприкосновения. Колебания длительной периодичности за короткий промежуток времени полностью разрушают все границы стыковки между деталями, увеличивая площадь их контакта и обеспечивая соединение, структурно напоминающее сварку посредством диффузии.
Ультразвуковые сварочные работы вызывают повышение температуры отдельных участков металлических деталей. Этого удаётся достичь при помощи комбинации пластического гистерезиса, скольжения между фазами и пластичных деформаций. Если правильно настроить мощность используемых приборов, то процесс ультразвуковой сварки проходит без переплавки металла на границе соединяемых конструкций.
Сферы использования ультразвуковой сварки
Области применения ультразвука для создания сварных соединений определяются исходя из характерных особенностей технологии:
- соединяемые материалы должны быть пластичными;
- их размеры ограничены, прежде всего — толщина;
- температура нагрева намного ниже, чем при использовании «горячих» сварочных технологий.
Применение ультразвуковой сварки в производстве стройматериалов
Использование ультразвуковой швейной машины
Технология проучила широкое распространение в следующих областях:
- приборостроение;
- электроника;
- производство пластиковых оболочек;
- выпуск пластмассовых изделий.

Применяется метод и в других отраслях для присоединения малогабаритных деталей к крупным.
Область применения
В промышленных масштабах метод применяется для производства изделий из полиамида и легкоплавкого пластика:
- оправ для очков;
- упаковок;
- игрушек;
- мелких деталей.
Метод применим для создания полупроводниковых переходов. С помощью ультразвука добиваются прочного соединения разнородных материалов, металлов с различными физическими характеристиками, температурой плавления. Сваркой создают сложные микросхемы в робототехнике, электронике.
Сварка ультразвуковая пластика, пластмасс, металлов, полимерных материалов, алюминиевых профилей. Ультразвуковая сварка: технология, вредные факторы
Ультразвуковая сварка металлов представляет собой процесс, в ходе которого получают неразъемное соединение в твердой фазе. Формирование ювенильных участков (в которых образуются связи) и контакт между ними происходят под воздействием специального инструмента. Он обеспечивает совместное действие относительных знакопеременных тангенциальных смещений небольшой амплитуды и сжимающей нормальной силы на заготовки. Рассмотрим далее подробнее, что собой представляет технология ультразвуковой сварки.
Он обеспечивает совместное действие относительных знакопеременных тангенциальных смещений небольшой амплитуды и сжимающей нормальной силы на заготовки. Рассмотрим далее подробнее, что собой представляет технология ультразвуковой сварки.
Механизм соединения
Малоамплитудные смещения происходят между деталями с ультразвуковой частотой. За счет них микронеровности на поверхности деталей подвергаются пластическому деформированию. Вместе с этим из зоны соединения эвакуируются загрязнения. Ультразвуковые механические колебания передаются к участку сварки от инструмента с внешней стороны заготовки. Весь процесс организуется таким образом, чтобы исключить проскальзывания приспособления и опоры по поверхностям деталей. В процессе прохождения колебаний сквозь заготовки происходит рассеивание энергии. Это обеспечивается внешним трением между поверхностями на начальной стадии сварки и внутренним трением в материале, располагающемся между опорой и инструментом после формирования участка схватывания. В соединении при этом повышается температура, что облегчает деформацию.
В соединении при этом повышается температура, что облегчает деформацию.
Специфика поведения материала
Тангенциальные перемещения между деталями и напряжения, которые вызываются ими и действуют вместе со сжатием от силы сварки, обеспечивают локализацию интенсивной пластической деформации в небольших объемах в приповерхностных слоях. Весь процесс сопровождается размельчением и механической эвакуацией оксидных пленок и прочих загрязнений. Сварка ультразвуковая обеспечивает снижение предела текучести, благодаря чему облегчается пластическая деформация.
Особенности процесса
Сварка ультразвуковая способствует формированию необходимых условий для соединения. Это обеспечивается за счет механических колебаний преобразователя. Благодаря энергии вибрации создаются сложные напряжения среза, сжатия и напряжения. Пластическая деформация возникает при превышении пределов упругости материалов. Получение прочного соединения обеспечивается за счет увеличения площади непосредственного соприкосновения после эвакуации поверхностных оксидов, органических и адсорбированных пленок.
Применение УЗ
Ультразвук широко используется в научной сфере. С его помощью ученые исследуют ряд физических свойств веществ и явлений. В промышленности ультразвук применяется для обезжиривания и очистки изделий, работы с труднообрабатываемыми материалами. Кроме этого, колебания благоприятно воздействуют на кристаллизующиеся расплавы. Ультразвук обеспечивает в них дегазацию и измельчение зерна, повышение механических свойств литых материалов. Колебания способствуют снятию остаточных напряжений. Они также широко применяются для увеличения скорости медленно протекающих химических реакций. Сварка ультразвуковая может использоваться в разных целях. Колебания могут стать источником энергии для образования шовных и точечных соединений. При воздействии ультразвука на сварочную ванную при кристаллизации улучшаются механические свойства соединения за счет измельчения структуры шва и интенсивному удалению газов. За счет того, что колебания активно удаляют загрязнения, искусственные и естественные пленки, соединять можно детали, с окисленной, лакированной и пр. поверхностью. Ультразвук способствует уменьшению или устранению собственных напряжений, появляющихся при сварке. За счет колебаний можно стабилизировать составляющие структуру соединения. Это, в свою очередь, позволяет предотвратить вероятность самопроизвольной деформации конструкций впоследствии. Ультразвуковая сварка находит в последнее время все более широкое применение. Это обусловлено несомненными преимуществами этого способа соединения в сравнении с холодным и контактным методами. Особенно часто используются УЗ колебания в микроэлектронике.
поверхностью. Ультразвук способствует уменьшению или устранению собственных напряжений, появляющихся при сварке. За счет колебаний можно стабилизировать составляющие структуру соединения. Это, в свою очередь, позволяет предотвратить вероятность самопроизвольной деформации конструкций впоследствии. Ультразвуковая сварка находит в последнее время все более широкое применение. Это обусловлено несомненными преимуществами этого способа соединения в сравнении с холодным и контактным методами. Особенно часто используются УЗ колебания в микроэлектронике.
Перспективным направлением считается ультразвуковая сварка полимерных материалов. Некоторые из них невозможно соединить никаким иным методом. На промышленных предприятиях в настоящее время осуществляется ультразвуковая сварка тонкостенных алюминиевых профилей, фольги, проволоки. Особенно эффективен этот метод для соединения изделий из разнородного сырья. Ультразвуковая сварка алюминия используется в производстве бытовых приборов. Этот метод эффективен при сращивании листового сырья (никеля, меди, сплавов). Ультразвуковая сварка пластмасс нашла применение в производстве приборов оптики и тонкой механики. В настоящее время созданы и внедрены в производство машины для соединения разнообразных элементов микросхем. Приспособления оснащаются автоматическими устройствами, за счет которых существенно повышается производительность.
Этот метод эффективен при сращивании листового сырья (никеля, меди, сплавов). Ультразвуковая сварка пластмасс нашла применение в производстве приборов оптики и тонкой механики. В настоящее время созданы и внедрены в производство машины для соединения разнообразных элементов микросхем. Приспособления оснащаются автоматическими устройствами, за счет которых существенно повышается производительность.
Мощность УЗ
Ультразвуковая сварка пластика обеспечивает неразъемное соединение за счет совместного действия высокочастотных механических колебаний и сравнительно небольшой сдавливающей силы. Этот метод имеет много общего с холодным способом. Мощность УЗ, которую можно передать через среду, будет зависеть от физических свойств последней. При превышении пределов прочности в зонах сжатия, твердый материал разрушится. В аналогичных ситуациях в жидкостях возникает кавитация, сопровождающаяся появлением мелких пузырьков и их последующим захлопыванием. Вместе с последним процессом возникают местные давления. Такое явление используется при очистке и обработке изделий.
Такое явление используется при очистке и обработке изделий.
Узлы устройств
Ультразвуковая сварка пластика осуществляется с использованием специальных машин. В них присутствуют следующие узлы:
- Источник питания.
- Колебательная механическая система.
- Аппаратура управления.
- Привод давления.
Колебательная система используется для преобразования электроэнергии в механическую для последующей ее передачи на участок соединения, концентрирования ее и получения требуемой величины скорости излучателя. В этом узле присутствуют:
- Электромеханический преобразователь с обмотками. Он заключен в металлический корпус и охлаждается водой.
- Трансформатор упругих колебаний.
- Сварочный наконечник.
- Опора с механизмом давления.
Крепление системы осуществляется с помощью диафрагмы. Излучение ультразвука происходит только в момент сварки. Процесс происходит под воздействием колебаний, давления, приложенного под прямым углом к поверхности, и теплового эффекта.
Возможности метода
Сварка ультразвуковая наиболее эффективна для пластичного сырья. Изделия из меди, никеля, золота, серебра и пр. могут соединяться как друг с другом, так и с другими малопластичными изделиями. С повышением твердости свариваемость ультразвуком ухудшается. Эффективно соединяются с помощью УЗ тугоплавкие изделия из вольфрама, ниобия, циркония, тантала, молибдена. Ультразвуковая сварка полимеров считается относительно новым способом. Такие изделия могут также соединяться как друг с другом, так и с другими твердыми деталями. Что касается металла, то его можно соединять со стеклом, полупроводниками, керамикой. Связывать заготовки можно и через прослойку. К примеру, стальные изделия сваривают друг с другом через алюминиевую пластику. За счет кратковременности пребывания под повышенной температурой получается высококачественное соединение разнородных изделий. Свойства сырья подвергается незначительным изменениям. Отсутствие посторонних примесей – одно из преимуществ, которым обладает ультразвуковая сварка. Вредные факторы для человека также отсутствуют. При соединении создаются благоприятные гигиенические условия. Связи изделий отличаются химической однородностью.
Вредные факторы для человека также отсутствуют. При соединении создаются благоприятные гигиенические условия. Связи изделий отличаются химической однородностью.
Особенности соединения
Сварка металла осуществляется, как правило, нахлесточным способом. При этом добавляется различное конструктивное оформление элементов. Сварка может осуществляться точками (одной или несколькими), непрерывным швом либо по замкнутому кругу. В некоторых случаях при предварительной формовке конца заготовки из проволоки производится тавровое соединение ее с плоскостью. Можно осуществлять ультразвуковую сварку нескольких материалов одновременно (пакетом).
Толщина деталей
Она ограничена верхним пределом. При увеличении толщины металлической заготовки нужно применять колебания с большей амплитудой. Это позволит компенсировать потерю энергии. Увеличение амплитуды, в свою очередь, возможно до определенного предела. Ограничения связаны с вероятностью возникновения усталостных трещин, больших вмятин от инструмента. В таких случаях следует оценить, насколько целесообразна будет ультразвуковая сварка. На практике метод используется при толщине изделий от 3…4 мкм до 05…1 мм. Сварка может использоваться и для деталей с диаметром 0.01…05 мм. Толщина второго изделия может быть существенно больше первого.
В таких случаях следует оценить, насколько целесообразна будет ультразвуковая сварка. На практике метод используется при толщине изделий от 3…4 мкм до 05…1 мм. Сварка может использоваться и для деталей с диаметром 0.01…05 мм. Толщина второго изделия может быть существенно больше первого.
Возможные проблемы
При применении метода ультразвуковой сварки необходимо учесть вероятность усталостного разрушения имеющихся соединений в изделиях. Во время процесса заготовки могут разворачиваться относительно друг друга. Как выше было сказано, на поверхности материала от инструмента остаются вмятины. Само устройство отличается ограниченным сроком службы, что обусловлено эрозией его рабочей плоскости. В отдельных точках материал изделия приваривается к инструменту. Это приводит к износу устройства. Ремонт оборудования сопровождается рядом сложностей. Они связаны с тем, что сам инструмент выступает как элемент неразборной единой конструкции узла, конфигурация и размеры которого рассчитаны точно на рабочую частоту.
Подготовка изделий и параметры режима
Перед выполнением ультразвуковой сварки каких-либо сложных мероприятий с поверхностью деталей осуществлять не нужно. При желании можно повысить стабильность качества соединения. Для этого целесообразно только обезжирить изделие растворителем. Для соединения пластичных металлов оптимальным считается цикл с запаздыванием импульса относительно момента запуска ультразвука. При сравнительно высокой твердости изделия целесообразно дождаться небольшого нагрева, прежде чем включать УЗ.
Схемы сварки
Их существует несколько. Технологические схемы УЗ сварки отличаются по характеру колебания инструмента. Они могут быть крутильными, изгибными, продольными. Также схемы различают в зависимости от пространственного положения устройства относительно поверхности свариваемой детали, а также по способу передачи сжимающих сил на изделия и конструктивными особенностями опорного элемента. Для контурного, шовного и точечного соединения используются варианты с изгибными и продольными колебаниями. Ультразвуковое воздействие может сочетаться с локальным импульсным нагревом деталей от отдельного теплового источника. В этом случае можно достичь ряда преимуществ. В первую очередь можно уменьшить амплитуду колебаний, а также силу и время их пропускания. Энергетические свойства теплового импульса и периода его наложения на ультразвук выступают как дополнительные параметры процесса.
Ультразвуковое воздействие может сочетаться с локальным импульсным нагревом деталей от отдельного теплового источника. В этом случае можно достичь ряда преимуществ. В первую очередь можно уменьшить амплитуду колебаний, а также силу и время их пропускания. Энергетические свойства теплового импульса и периода его наложения на ультразвук выступают как дополнительные параметры процесса.
Тепловой эффект
Ультразвуковая сварка сопровождается повышением температуры на участке соединения. Возникновение тепла обуславливается появлением трения на поверхностях контактирующих изделий, а также пластическими деформациями. Они, собственно, сопровождают формирование сварного соединения. Температура на контактном участке будет зависеть от прочностных параметров. Главным из них считается степень твердости материала. Кроме того, немалое значение имеют его теплофизические свойства: теплопроводность и теплоемкость. На температурный уровень влияет и выбранный режим сварки. Как показывает практика, появляющийся тепловой эффект не выступает как определяющее условие. Это обуславливается тем, что максимальная прочность соединений в изделиях достигается раньше, чем температура повышается до предельного уровня. Уменьшить продолжительность пропускания ультразвуковых колебаний можно, предварительно проведя подогрев деталей. Это также будет способствовать усилению прочности соединения.
Это обуславливается тем, что максимальная прочность соединений в изделиях достигается раньше, чем температура повышается до предельного уровня. Уменьшить продолжительность пропускания ультразвуковых колебаний можно, предварительно проведя подогрев деталей. Это также будет способствовать усилению прочности соединения.
Заключение
Ультразвуковая сварка в настоящее время в некоторых промышленных отраслях является незаменимым методом соединения деталей. Особенно распространен этот способ в микроэлектронике. УЗ позволяет соединять самые разные пластичные и твердые материалы. Сегодня активно ведется научная работа по усовершенствованию инструментов и технологий сварки.
Что такое ультразвуковая сварка пластмасс и как это работает?
Изображение предоставлено: Ультразвуковая сварка пластмасс | Эмерсон США
Как соединяются пластмассовые детали? Сначала на ум приходят плавление, клепка и клей, но что, если вам нужна настоящая сварка без швов или дополнительного материала? Пластик неприхотлив в том, что он допускает многие виды производственных процедур, и, к счастью, он может обеспечить чистые соединения и соединения с использованием ультразвуковой технологии. Ультразвуковая сварка обеспечивает надежное соединение двух кусков пластика без швов и создает одни из самых чистых сварных швов. В этой статье будет рассмотрено, что такое ультразвуковая сварка пластмасс, как она работает, ее преимущества и недостатки, а также ее применение в промышленности. Мы надеемся, что к концу этой статьи те, кто интересуется ультразвуковой сваркой пластмасс, получат представление об этой технологии и смогут внедрить ее в свои существующие возможности.
Ультразвуковая сварка обеспечивает надежное соединение двух кусков пластика без швов и создает одни из самых чистых сварных швов. В этой статье будет рассмотрено, что такое ультразвуковая сварка пластмасс, как она работает, ее преимущества и недостатки, а также ее применение в промышленности. Мы надеемся, что к концу этой статьи те, кто интересуется ультразвуковой сваркой пластмасс, получат представление об этой технологии и смогут внедрить ее в свои существующие возможности.
Что такое ультразвуковая сварка пластмасс?
Ультразвуковая сварка пластика поначалу кажется большинству сверхтехнологичными — в конце концов, почему бы просто не нагреть пластик с помощью традиционных источников тепла (печь, пламя, фен и т. д.) и просто не сжать детали вместе с помощью тисков? Секрет заключается в преимуществах ультразвуковой технологии и ее способности производить чистые бесшовные соединения.
Ультразвуковая сварка пластика использует высокие частоты для термического соединения двух кусков пластика в так называемом твердотельном процессе. Преобразовывая высокочастотную электрическую энергию в высокочастотную механическую энергию (вибрацию), эти сварочные аппараты создают тепло трения, которое сплавляет детали без изменения состояния их пластика (таким образом называемого «твердотельным»). Акустические колебания фокусируются в определенной точке между двумя перекрывающимися пластиковыми деталями, обеспечивая нагрев и сварку без плавления. На самом деле, ультразвуковая сварка пластика настолько бесшовная и прочная, что соединения, выполненные с помощью этой технологии, по характеристикам материала могут соперничать с литьем под давлением.
Преобразовывая высокочастотную электрическую энергию в высокочастотную механическую энергию (вибрацию), эти сварочные аппараты создают тепло трения, которое сплавляет детали без изменения состояния их пластика (таким образом называемого «твердотельным»). Акустические колебания фокусируются в определенной точке между двумя перекрывающимися пластиковыми деталями, обеспечивая нагрев и сварку без плавления. На самом деле, ультразвуковая сварка пластика настолько бесшовная и прочная, что соединения, выполненные с помощью этой технологии, по характеристикам материала могут соперничать с литьем под давлением.
Важно повторить, что ультразвуковая сварка пластмасс — это твердофазный процесс. Да, вырабатывается достаточно тепла, чтобы сварить пластиковые детали в одну сборку, но на точном уровне, чтобы не нарушить несоединяющиеся молекулы пластика и не привести к полному расплавлению пластика каким-либо образом. Пока машина включена, соседний пластик сплавляется и быстро остывает после снятия генератора. Такое расположение обеспечивает почти идеальное соединение между деталями без чрезмерного нагрева и помогает сохранить исходные свойства материала, которые были у пластиковых деталей до соединения.
Такое расположение обеспечивает почти идеальное соединение между деталями без чрезмерного нагрева и помогает сохранить исходные свойства материала, которые были у пластиковых деталей до соединения.
Далее мы подробно рассмотрим, как работает ультразвуковая сварка пластмасс, а также ее основные преимущества и недостатки как процесса соединения.
Как работает ультразвуковая сварка пластика?
Изображение предоставлено: Christian Cavallo Consulting, LLC
Рис. 1: Упрощенная схема аппаратов для ультразвуковой сварки пластмасс (обратите внимание, что это общая схема, которая может не относиться к конкретным продуктам/моделям).
На рис. 1 показаны компоненты большинства аппаратов для ультразвуковой сварки пластмасс. В этом разделе будет разобран каждый помеченный компонент, определена его функция и описано, как вся сборка работает для достижения сварки пластика. Обратите внимание, что рисунок 1 является обобщенной схемой и может включать/не включать компоненты, имеющиеся в конкретных моделях, и/или может показывать эти компоненты в другом расположении.
Детали для ультразвуковой сварки пластика
Ниже приведен краткий список основных компонентов, используемых в ультразвуковых сварочных аппаратах для пластмасс:
Блок питания — Блок питания (БП) подает электроэнергию на сварочный аппарат при заданном напряжении. Это напряжение варьируется в зависимости от применения, но обычно составляет 120–240 В.
Пневматический поршень/пресс – пневматический поршень/пресс давит на пакет (или узел, состоящий из преобразователя/преобразователя, бустера и рупора), чтобы обеспечить хорошее сопряжение пластиковых деталей и достичь температуры, необходимой для эффективной сварки. Этот компонент аналогичен типичному пневматическому прессу; однако он физически не сжимает пластик — он только оказывает давление, необходимое для сварки.
Преобразователь/преобразователь — помеченный как две отдельные части (поскольку они иногда бывают отдельными), преобразователь/преобразователь является компонентом, главным образом ответственным за преобразование электрической энергии в механические колебания. Внутри этого компонента находится несколько пьезоэлектрических пластин, которые расширяются или сжимаются в зависимости от наличия электрических сигналов. Когда на преобразователь подается синусоидальный переменный ток, эти пьезоэлектрические компоненты будут расширяться и сжиматься на высоких частотах и производить необходимую механическую вибрацию, необходимую для сварки. Типичная выходная частота ультразвуковых сварочных аппаратов составляет 15-40 кГц, хотя конкретная частота зависит от используемых материалов.
Внутри этого компонента находится несколько пьезоэлектрических пластин, которые расширяются или сжимаются в зависимости от наличия электрических сигналов. Когда на преобразователь подается синусоидальный переменный ток, эти пьезоэлектрические компоненты будут расширяться и сжиматься на высоких частотах и производить необходимую механическую вибрацию, необходимую для сварки. Типичная выходная частота ультразвуковых сварочных аппаратов составляет 15-40 кГц, хотя конкретная частота зависит от используемых материалов.
Усилитель — хотя генерируемые сигналы имеют высокую частоту, выходные вибрации преобразователя должны быть усилены, чтобы обеспечить достаточную сварку, поэтому необходим усилитель. Как следует из названия, усилитель настроен на резонирование на определенной частоте, необходимой для усиления сигнала на рупор, чтобы вызвать достаточную сварку. Усилитель также является компонентом, который соединяет подузел штабеля со сварочным прессом.
Horn — сварочный рожок — это еще один настроенный компонент, который обеспечивает механическое усиление сигнала вибрации. Один из наиболее нагруженных компонентов в этих машинах, рупоры должны быть изготовлены из прочных материалов (титан, алюминий и т. д.) и должны быть рассчитаны на эффективную передачу вибрации на деталь без образования трещин. Это может включать осевые прорези, закаленные наконечники и обработанные наконечники, повторяющие форму детали для обеспечения максимальной передачи энергии.
Один из наиболее нагруженных компонентов в этих машинах, рупоры должны быть изготовлены из прочных материалов (титан, алюминий и т. д.) и должны быть рассчитаны на эффективную передачу вибрации на деталь без образования трещин. Это может включать осевые прорези, закаленные наконечники и обработанные наконечники, повторяющие форму детали для обеспечения максимальной передачи энергии.
Наковальня. Наковальня является частью вспомогательного инструмента, необходимого для фиксации деталей во время сварки. Как и рог, наковальня обычно обрабатывается с контурами с низкими допусками, которые предотвращают перемещение деталей во время работы.
Ступени для ультразвуковой сварки пластика
Ниже приведен краткий обзор этапов ультразвуковой сварки пластмасс. Обратите внимание, что это общие шаги, которые могут представлять или не представлять процесс, используемый в конкретных моделях. Также обратите внимание, что при описании этапов ультразвуковой сварки пластика будут использоваться ссылки на компоненты с рисунка 1.
Шаг 1. Две детали из термопластика помещаются в опорный инструмент внахлест (обычно внахлестку).
Изображение предоставлено: Christian Cavallo Consulting, LLC
Этап 2. Стопка опускается с помощью пневматического поршня так, чтобы рог соприкасался с деталями.
Изображение предоставлено: Christian Cavallo Consulting, LLC
Шаг 3. К деталям прикладывается точное давление.
Изображение предоставлено: Christian Cavallo Consulting, LLC
Этап 4. Аппарат включается и передает высокочастотные вибрации деталям в течение заданного периода времени (известного как время сварки).
Изображение предоставлено: Christian Cavallo Consulting, LLC
Шаг 5. Детали выдерживают в сжатом состоянии в течение установленного периода времени (известного как время выдержки), позволяя пластику остыть и сплавиться вместе.![]()
Этап 6. Пакет снимается с деталей, и новое соединение проверяется на качество и прочность.
Изображение предоставлено: Christian Cavallo Consulting, LLC
Преимущества и недостатки ультразвуковой сварки пластмасс
Существует несколько привлекательных преимуществ использования ультразвуковой сварки пластмасс в промышленности; однако операторы должны понимать плюсы и минусы этой технологии, прежде чем инвестировать в нее. Обратите внимание, что этот раздел не является исчерпывающим и содержит только краткий обзор преимуществ и недостатков ультразвуковой сварки пластмасс:
Преимущества:
- Ультразвуковая сварка пластика быстрая
- Сварные швы прочные, полностью герметичные и не содержат дополнительного материала
- Различные виды пластика можно сваривать с помощью ультразвуковой сварки
- Ультразвуковая сварка пластмасс имеет низкий процент отказов и проста в эксплуатации
- Ультразвуковая сварка пластмасс отличается низкими производственными затратами и экономичностью материалов и энергии
Недостатки:
- Пластмассовые детали должны быть относительно тонкими, чтобы их можно было использовать при ультразвуковой сварке, и, как правило, они должны иметь не выступающие соединения
- Первоначальные инвестиции в ультразвуковые сварочные аппараты относительно дороги (десятки тысяч долларов)
- Существуют ограничения по размеру ультразвуковой сварки пластика (обычно <250 мм в длину)
- Ультразвуковые сварочные аппараты для пластмасс требуют нестандартных настроек и приспособлений, что приводит к длительному времени выполнения заказа
- В то время как различные типы пластмасс могут быть сварены вместе, выбор материалов ограничен термопластами с низким содержанием влаги и обычной прочностью, такими как ABS, поликарбонаты, полистирол, нейлон, полипропилен и т. п.
 п.
п.Основные характеристики
При поиске аппарата для ультразвуковой сварки пластика ознакомьтесь со списком спецификаций ниже, чтобы определить, какой аппарат лучше всего подходит для ваших целей:
Амплитуда
Амплитуда, генерируемая аппаратом, жизненно важна для успешной сварки. Это связано с тем, что амплитуда обычно фиксирована для определенных моделей, поскольку многие компоненты должны быть настроены на определенные частоты, чтобы эффективно передавать энергию детали. Это означает, что поиск правильной комбинации усилителя и рупора включает в себя определение необходимых амплитуд для ваших сварных швов, а также желаемой выходной частоты преобразователя.
Сила пневматического пресса
Правильный сварочный аппарат будет иметь пневматический поршень, который может обеспечить достаточное давление на ваши детали. Большинство машин подходят для выполнения основных операций, но если требуются особенно большие или сложные соединения, убедитесь, что вы определили усилие прессования, чтобы обеспечить надлежащую сварку, и найдите машину с подходящим пневматическим поршнем.
Размер рабочего стола
Рабочий стол определяет размерные ограничения сварки. При сварке мелких деталей подойдет небольшой рабочий стол, но для сварки больших размеров потребуются столы большего размера. Убедитесь, что вы выбрали машину с достаточным пространством и достаточной поддержкой инструментов, чтобы при необходимости можно было использовать пользовательские параметры.
Роговая конструкция
Рога бывают разных материалов, форм и дизайнов. Понимание необходимой конструкции рупора включает в себя свариваемую деталь, интенсивность вибраций, исходящих от преобразователя, и необходимую температуру/давление, необходимые для сварки (среди других факторов, специфичных для конкретного применения). Конструкция рожка зависит от сложности детали, поэтому определите, нужен ли специальный рожок, исходя из предполагаемого сварного шва. Кроме того, выбор материала имеет первостепенное значение и должен выбираться на основе усталостной прочности, акустических свойств и твердости поверхности.
Совместимые материалы и конструкция деталей
Какие материалы будут использоваться в приложении? Есть ли у них определенная точка плавления или они постепенно размягчаются? Сколько энергии требуется для достижения точки плавления, если она определена? Прежде чем искать в каталогах, ответьте на эти вопросы и укажите, какие материалы должны использоваться в вашем идеальном аппарате для ультразвуковой сварки пластмасс. Кроме того, при сварке двух разных пластиков убедитесь, что при сварке они образуют настоящие молекулярные связи (иначе сварка не будет держаться). По возможности всегда используйте материалы одного и того же поставщика, чтобы предотвратить непредсказуемые результаты сварки.
Конструкция детали — еще одна спецификация, от которой зависит, какую модель приобрести. Будет ли деталь непараллельной рупору? Требуются ли траншеи/изгибы? Насколько большим будет сустав? Существуют как общие, так и специальные вспомогательные инструменты для деталей, и хотя большая их часть изготавливается для конкретных применений, многие машины поставляются со стандартными инструментами, которые могут ускорить процесс.
Дополнительные функции
Таймеры, функции управления технологическим процессом и сервоуправление — все это обычные дополнения к ультразвуковым сварочным аппаратам для пластмасс, каждое из которых обеспечивает точные сварные швы. Есть много других функций, таких как последовательность, сварка на расстоянии, двойное давление, микропроцессорное управление, системы энергоэффективности и многое другое на выбор, но каждая дополнительная функция имеет свою цену. Поиск правильного баланса между бюджетом и возможностями всегда является компромиссом при выборе оборудования, но это важный шаг.
Приложения
Ультразвуковая сварка пластика используется почти во всех отраслях промышленности благодаря широкому использованию термопластов. Ультразвуковая сварка пластика используется в автомобильной, медицинской, текстильной, пищевой, пластмассовой, аэрокосмической, электротехнической и упаковочной отраслях, и это лишь некоторые из них. Появление аддитивных производственных процессов, вероятно, увеличит использование ультразвуковой сварки пластмасс, поскольку они используют совместимые материалы и работают в одинаковых масштабах (пока). Низкая надежность, высокая скорость и высокая воспроизводимость ультразвуковой сварки пластмасс означает, что она подходит практически для любого производственного помещения, но ниже приведены несколько примеров конкретных применений:
Низкая надежность, высокая скорость и высокая воспроизводимость ультразвуковой сварки пластмасс означает, что она подходит практически для любого производственного помещения, но ниже приведены несколько примеров конкретных применений:
- R&D прототипирование при разработке продукта
- Пластиковая упаковка
- Дизайн и производство игрушек
- Сварка мелких пластиковых деталей в различных условиях (автомобилестроение, медицина и т. д.)
- Текстильное производство
- Медицинские приборы и расходные материалы
и более.
Резюме
В этой статье представлено понимание того, что такое ультразвуковая сварка пластмасс, как она работает и как она используется в промышленности. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть сведения о конкретных продуктах.
Источники:
- Что такое ультразвуковая сварка? Соединение/преобразование термопластов (dukane.com)
- Основы технологии ультразвуковой сварки пластмасс (nexpcb.com)
- Ультразвуковая сварка пластмасс | Эмерсон США
- Ультразвуковая сварка — обзор | Темы ScienceDirect
- Введение в ультразвуковую сварку пластмасс — Crafttech Industries — High-Performance Plastics — (518) 828-5001
Другие товары для сварки:
- Сварка трением с перемешиванием: параметры сварки
- Термическая сварка с перемешиванием
- Сварка против пайки
- Стать сварщиком — руководство
- Основы сварки трением с перемешиванием
- О сварочных услугах
- Об услугах по электронно-лучевой (ЭЛ) сварке
- О лазерной сварке
- Лучшие сварочные компании и компании в США
- Сварка MIG и TIG — полное сравнение
- Лучшая бутановая горелка (для пайки и сварки)
- Лучший сварочный аппарат для листового металла
- Лучший сварочный аппарат для кузова автомобиля
Другие товары от Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Соединение пластмасс— знаете ли вы свои варианты?
Для удовлетворения потребностей в соединении более мелких и хрупких пластиковых деталей ультразвуковой сварочный аппарат Branson GSX сочетает в себе точность и контроль. Усовершенствованная электромеханическая система срабатывания «fether touch» позволяет начать сварку с очень низким усилием срабатывания. (Изображение предоставлено Emerson.)
Усовершенствованная электромеханическая система срабатывания «fether touch» позволяет начать сварку с очень низким усилием срабатывания. (Изображение предоставлено Emerson.)
Используйте независимый от процесса подход к решению проблем соединения пластмасс.
Мэтт Джонс | 03 июня 2019 г.
Разработчики продукции и производители сталкиваются с постоянными проблемами при разработке и рентабельном производстве высококачественного медицинского оборудования и устройств для всего: от мониторинга до доставки лекарств, ежедневного ухода, ухода за ранами, хирургических и терапевтических применений.
Часто моя работа поддерживает их производственные операции, помогая им выводить на рынок новые конструкции продуктов. Он часто начинается с оценки концепций и идей — часто в форме прототипа — чтобы помочь производителям выбрать и внедрить процесс сборки/соединения, отвечающий требованиям производительности, качества, чистоты и стоимости продукта.
Хотя некоторые технологии соединения более популярны и широко используются, чем другие, мой подход всегда является «нейтральным к процессу». Это означает непредвзятый взгляд на всю проблему сборки продукта и рассмотрение возможностей и ограничений всех доступных процессов соединения.
Одной из самых популярных форм соединения пластмасс является сварка пластмасс, семейство методов соединения, сочетающих тепло (или тепло, генерируемое трением) и давление для создания прочных соединений. Методы сварки пластмасс идеальны для сборки, когда используемые пластмассы совместимы, а процесс ( см. таблицу в конце этой статьи ) и применение требуют постоянного соединения или уплотнения между компонентами. В отличие от механических и клеевых методов соединения, при сварке пластика не используются расходные материалы, такие как крепеж или клей. Как правило, единственные затраты на сварку пластмасс включают первоначальные капитальные вложения на покупку сварочного аппарата и создание инструментов для конкретных деталей, а также дополнительные затраты на электроэнергию для его запуска.
Технологии сварки пластмасс эволюционировали, чтобы удовлетворить целый ряд потребностей в сборке. В приблизительном порядке их популярности в области медицинских устройств эти технологии включают:
- Ультразвуковая сварка.
- Лазерная сварка.
- Сварка вращением.
- Вибрация и «чистая» вибрационная сварка
- Термическая обработка
- Чистая инфракрасная технология
Давайте кратко рассмотрим каждый из них.
Ультразвуковая сварка
Ультразвуковая сварка — очень надежный и экономичный метод сборки. Через последовательность компонентов — источник питания, преобразователь, усилитель, звуковой сигнал и исполнительный механизм — он обеспечивает высокочастотную механическую вибрацию с относительно низкой амплитудой с направленной вниз силой. Это движение производит фрикционное тепло на границе раздела деталей, которое плавит пластик, в то время как прижимная сила сжимает соединение, создавая прочную связь. Ультразвуковая сварка описывает ряд продуктов, которые работают на частотах от 15 до 40 кГц, причем 20 кГц являются наиболее распространенными. Длина вибрации, известная как амплитуда, обычно определяется инженером-технологом в зависимости от свариваемых материалов.
Ультразвуковая сварка описывает ряд продуктов, которые работают на частотах от 15 до 40 кГц, причем 20 кГц являются наиболее распространенными. Длина вибрации, известная как амплитуда, обычно определяется инженером-технологом в зависимости от свариваемых материалов.
Ультразвуковая сварка, когда ее можно использовать, предлагает преимущества скорости (большинство циклов сварки завершается менее чем за секунду), возможность работы с небольшими или хрупкими деталями, отсутствие расходных материалов, отсутствие времени на настройку детали, низкое капитальное оборудование расходы и простая интеграция в автоматизированные производственные процессы. Ограничения процесса сосредоточены в первую очередь на относительно узком диапазоне материалов, которые не могут быть соединены, меньшем размере деталей и контурах/геометрии деталей. В медицинской промышленности ультразвуковая сварка часто используется для изготовления шприцев, катетеров и корпусов (например, глюкометров, измерителей мочи для катетеров).
Для материалов, которые «легко» сваривать ультразвуком, таких как ABS, детали диаметром более 6 дюймов можно соединять с помощью ультразвукового сварочного аппарата с частотой 15 кГц. (Примечание: большие детали = более низкая частота). Когда детали изготовлены из материалов, которые труднее сваривать ультразвуком, таких как нейлон, размер свариваемой детали уменьшается примерно до 3,5 квадратных дюймов (или диаметра). Детали с глубокими контурами также могут оказаться трудными для сварки, поскольку эти особенности могут повлиять на диапазон и производительность ультразвукового процесса. ( См. сводку преимуществ и ограничений в приведенной ниже таблице. )
Лазерная сварка
Из-за более высокой начальной стоимости оборудования лазерная сварка обычно не является первым решением, которое выбирают производители. Но те, кому это нужно, быстро узнают, что эта технология, способная работать в чистых помещениях, удивительно универсальна и хорошо подходит для медицинских применений. Он будет соединять детали, изготовленные из широкого спектра материалов, самых разных форм и размеров, при этом не образуя твердых частиц и вспышки.
Он будет соединять детали, изготовленные из широкого спектра материалов, самых разных форм и размеров, при этом не образуя твердых частиц и вспышки.
При лазерной сварке используется тепло, выделяемое источником лазерного излучения в диапазоне 780–980 нм. Этот свет концентрируется через волоконно-оптические пучки, подключенные к сварочному инструменту, затем распределяется по зоне сварки деталей в соответствии с требуемой плотностью нагрева. Поскольку он не требует вибрации или относительного перемещения между деталями, он соединяет тонкие детали и хрупкие компоненты без риска повреждения, обеспечивая при этом чрезвычайно точное выравнивание и уплотнение между деталями. Таким образом, он идеально подходит для сборки устройств для диагностики in vitro (IVD) и микрожидкостных устройств, но также может использоваться для более крупных и менее деликатных приложений.
По сравнению с ультразвуковой сваркой лазерная сварка соединяет гораздо более широкий спектр материалов. Есть только два требования к конструкции деталей: во-первых, каждая сборка должна иметь одну деталь, материал которой является «проницаемым» или «прозрачным» для используемой длины волны лазера, в то время как материал сопряженной детали является «поглощающим» или «черным» для этой длины волны. Во-вторых, геометрия детали и ее расположение должны обеспечивать прохождение лазерной энергии через пропускающую часть в зону сварки, где расплав происходит в верхней части поглощающей части. ( См. Рисунок 1 ниже. )
Во-вторых, геометрия детали и ее расположение должны обеспечивать прохождение лазерной энергии через пропускающую часть в зону сварки, где расплав происходит в верхней части поглощающей части. ( См. Рисунок 1 ниже. )
Выполнить эти требования к конструкции несложно. Существует много «прозрачных» пластиков, в том числе окрашенных материалов, которые легко пропускают лазерный свет, даже если они кажутся непрозрачными. То же самое относится и к впитывающим частям. Помимо сажи, существует ряд цветных пигментов, поглощающих лазерный свет. Чтобы убедиться, что комбинация цветов деталей и пигментов работает правильно, проконсультируйтесь с поставщиком сварочного оборудования. ( См. сводку преимуществ и ограничений в таблице под рисунком. )
Вверху: Рисунок 1: Лазерный источник тепла, подключенный к сварочному инструменту, направляется через слой пропускающей части в слой поглощающей части, где происходит расплавление. Сила, направленная вниз от инструмента, завершает лазерную сварку.
Сварка вращением
Процесс сварки вращением, как и ультразвуковая сварка, является методом соединения трением. Сварные швы получаются путем вращения одной половины детали относительно второй, неподвижной половины, под действием зажимной нагрузки. Вращение создает тепло, необходимое для плавления материалов. Как только вращение прекращается, привод на короткое время продолжает давление вниз, чтобы затвердеть соединение, а затем отпускает деталь. Естественно, соединение между двумя свариваемыми компонентами должно быть круглым.
Этот процесс соединяет многие термопласты, в том числе детали, изготовленные в различных процессах формования (т. е. литье под давлением, экструдирование или выдувное формование), при условии, что температуры расплава и показатели текучести сопрягаемых материалов одинаковы. Спиновая сварка также подходит для сварки в «дальней зоне» — сварки, в которых сопрягаемые поверхности сварных швов находятся относительно далеко (> ¼ дюйма) от контактной поверхности рупора, что является преимуществом по сравнению с ультразвуковой сваркой.
Сварка вращением обычно используется для относительно небольших круглых деталей, таких как колпачки шприцев, колпачки для цилиндрических фильтров и хирургические троакары, хотя также можно соединять детали большого диаметра. ( См. сводку преимуществ и ограничений в приведенной ниже таблице. )
Вибрация (и «технология чистой вибрации») Сварка
Вибрационная сварка является близким родственником ультразвуковой сварки, хотя она использует возвратно-поступательное линейное движение, а не вертикальное движение, а также давление вниз для соединения двух деталей. Частоты, используемые при вибрационной сварке, значительно ниже, чем при ультразвуковой сварке, в диапазоне от 100 до 240 Гц, но амплитуда колебаний больше, в диапазоне от 0,030 до 0,160 дюйма. Таким образом, соединяемые детали обычно крупнее и прочнее. крепкий.
Вибрационная сварка весьма универсальна. Он способен соединять практически все виды пластмасс и обрабатывать сложные формы и большие размеры. Процесс и его инструменты масштабируются, поэтому за один цикл можно сваривать несколько деталей.
Процесс и его инструменты масштабируются, поэтому за один цикл можно сваривать несколько деталей.
Достижения в области вибрационной сварки привели к недавней инновации, называемой технологией чистой вибрации (CVT). CVT использует инфракрасный источник тепла для точного предварительного нагрева свариваемых поверхностей перед их вибрационной сваркой. Предварительный нагрев снижает уровень вибрации, необходимой для расплавления, ограничивает образование вспышек и твердых частиц, а также значительно бережнее относится к сборкам, которые могут содержать печатные платы или другую чувствительную электронику. Хотя CVT по сути похож на вибрационную сварку с точки зрения загрузки деталей и обращения с ними, процесс предварительного нагрева увеличивает время цикла и увеличивает потребление энергии. В то время как цикл вибрационной сварки составляет 3-5 секунд, время цикла сварки CVT обычно составляет 25-40 секунд.
Технология вибрации или чистой вибрации обычно используется в медицинском производстве для более крупных систем, состоящих из двух частей, таких как мониторы пациента, инфузионные насосы или сосуды для сбора жидкости. ( См. сводку преимуществ и ограничений в таблице ниже. )
( См. сводку преимуществ и ограничений в таблице ниже. )
Термическая обработка
Термическая обработка — это еще один метод соединения, который часто используется в медицинских изделиях, требующих термофиксации: размещение металлических элементов в пластик. Нагрев — это процесс, используемый для крепления печатных плат, выводов батареи или других электрических компонентов к пластиковым компонентам или корпусам. В основном металлический компонент нагревается до температуры, а затем вдавливается в пластик, который плавится, а затем затвердевает, чтобы закрепить компонент. ( См. сводку преимуществ и ограничений в приведенной ниже таблице. )
Нагретые металлические компоненты необходимы для продуктов с батарейным питанием, таких как портативные или носимые счетчики или другие устройства. (Родственный термический процесс, сварка горячей пластиной, использует нагретую плиту для нагрева лицевых кромок двух деталей перед тем, как они будут спрессованы вместе.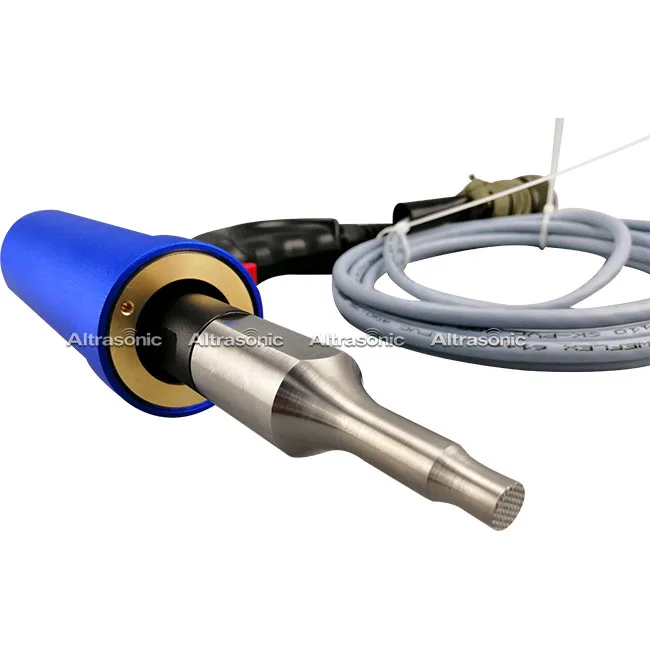 Однако этот процесс не является обычным для медицинского производства.)
Однако этот процесс не является обычным для медицинского производства.)
Чистая инфракрасная технология
Чистая инфракрасная технология позволяет сваривать детали любого размера, хотя чаще всего она используется для более крупных деталей и сборок. Облицовочные поверхности обогреваются контурными бесконтактными инфракрасными излучателями. После размягчения материала эмиттеры снимаются, а детали соединяются под давлением. В результате получается чистый, эстетически привлекательный шов, практически не содержащий частиц.
В дополнение к сварке широкого спектра материалов и геометрии деталей, чистая инфракрасная технология настолько щадящая, что может соединять сложные сборки, не повреждая предварительно собранные внутренние детали. Однако инфракрасные инструменты обычно сложнее и дороже в разработке, а циклы относительно продолжительны. Таким образом, технология чистого инфракрасного излучения избирательно используется в медицинских целях. Одним из примеров являются фильтры крови. ( См. сводку преимуществ и ограничений в таблице ниже. )
Одним из примеров являются фильтры крови. ( См. сводку преимуществ и ограничений в таблице ниже. )
Итак, какой процесс подходит для вашего медицинского изделия?
Почти каждая сборка продукта имеет ключевые характеристики или требования к производительности, которые приводят к первоначальному рассмотрению одного или двух конкретных методов соединения. Кроме того, инженер может предпочесть конкретный процесс соединения, основываясь на прошлом опыте. Но независимо от того, как начнется процесс оценки и отбора, он должен будет охватывать целый ряд факторов:
- Материалы. Материал детали является основным фактором, поскольку он должен соответствовать требованиям процесса соединения. Всякий раз, когда продукт объединяет небольшие пластиковые детали, почти всегда рассматривается ультразвуковая сварка. Однако эффективность ультразвуковой сварки может быть ограничена, если детали изготовлены из олефиновых материалов (например, полипропилена или полиэтилена), сильно модифицированных материалов, стеклонаполненных материалов или композитов. Для таких деталей производители могут рассмотреть альтернативные материалы, которые можно сваривать ультразвуком. Или они должны выбирать среди других процессов, которые будут более эффективно соединять материалы детали.
- Размер детали. В то время как вибрационная сварка и CVT подходят для крупных деталей, ультразвуковая сварка не подходит, учитывая ограничения ее акустически настроенного инструмента. Лазерная сварка, безусловно, способна соединять более крупные детали и производить чистые и эстетически привлекательные сборки, хотя производители часто ограничивают ее использование более мелкими деталями из-за ее относительно высокой стоимости.
Для небольших устройств, которые должны производиться в больших количествах, часто предпочтительной технологией является ультразвуковая сварка. Как правило, производители используют более высокие частоты/более низкие амплитуды (и меньшую прижимную силу) для сборки небольших хрупких деталей. Например, многие производители устройств могут использовать ультразвуковой сварочный аппарат с частотой 40 кГц с очень малой прижимной силой для успешной сборки устройств без изгиба, отклонения или даже растрескивания хрупких деталей. Ультразвуковая технология последнего поколения может регулировать прижимную силу (силу, необходимую для начала сварки) с гораздо большей чувствительностью и предвидением, чем когда-либо прежде. И поскольку для соединения требуется всего лишь доля секунды, циклы выполняются очень быстро и очень энергоэффективно.
По мере того, как детали становятся больше и прочнее (более толстые стенки, более длинные поверхности и т. д.), частота уменьшается, но амплитуда и прижимная сила увеличиваются вместе с прижимной силой, используемой для удержания детали на месте. Таким образом, многие детали среднего размера могут быть сварены ультразвуком в диапазоне от 30 кГц до 20 кГц, опускаясь до 15 кГц, пока не будет достигнут предел размера этого процесса. Тогда для более крупных и прочных деталей логичным ответом будет вибрационная сварка или CVT, которые используют гораздо более низкую частоту и более высокую амплитуду. - Форма или геометрия детали. Любой процесс соединения, при котором выделяется тепло за счет трения (ультразвуковая, вибрационная или центрифужная сварка), должен иметь детали со сравнительно прямыми или плоскими соединяемыми поверхностями, чтобы инструменты могли соприкасаться, а вибрационное движение могло передаваться через деталь. Для сварки вращением требуется круглая деталь с контуром или выемкой, которую можно использовать для захвата детали и приложения вращательного усилия.
Процессы, основанные на прямом нагреве, такие как CVT или инфракрасная сварка, более универсальны, поскольку их инструменты и поверхности теплопередачи могут быть профилированы практически для любого размера или геометрии детали. - Чистота/эстетика деталей. Очевидно, что к изделиям и изделиям медицинского назначения зачастую предъявляются высокие требования по чистоте и чистоте. Многие из них производятся и упаковываются в чистых помещениях, детали деталей и пути потока практически не допускают присутствия примесей, таких как взвеси и твердые частицы.
Когда чистота имеет первостепенное значение, лазерная сварка часто является ответом, особенно для медицинских устройств, которым требуется качество без твердых частиц. Однако, если сопрягаемые поверхности деталей могут быть спроектированы с элементами, которые содержат вспышки расплава и твердые частицы, ультразвуковая сварка, вибрационная сварка или CVT могут обеспечить еще более экономичный ответ.
 Для таких деталей производители могут рассмотреть альтернативные материалы, которые можно сваривать ультразвуком. Или они должны выбирать среди других процессов, которые будут более эффективно соединять материалы детали.
Для таких деталей производители могут рассмотреть альтернативные материалы, которые можно сваривать ультразвуком. Или они должны выбирать среди других процессов, которые будут более эффективно соединять материалы детали. Ультразвуковая технология последнего поколения может регулировать прижимную силу (силу, необходимую для начала сварки) с гораздо большей чувствительностью и предвидением, чем когда-либо прежде. И поскольку для соединения требуется всего лишь доля секунды, циклы выполняются очень быстро и очень энергоэффективно.
Ультразвуковая технология последнего поколения может регулировать прижимную силу (силу, необходимую для начала сварки) с гораздо большей чувствительностью и предвидением, чем когда-либо прежде. И поскольку для соединения требуется всего лишь доля секунды, циклы выполняются очень быстро и очень энергоэффективно. 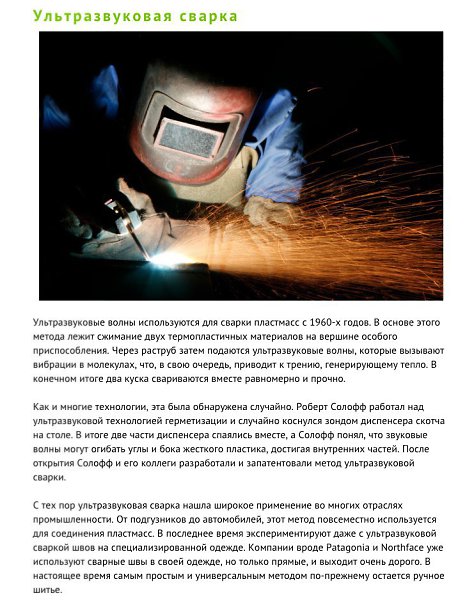 Для сварки вращением требуется круглая деталь с контуром или выемкой, которую можно использовать для захвата детали и приложения вращательного усилия.
Для сварки вращением требуется круглая деталь с контуром или выемкой, которую можно использовать для захвата детали и приложения вращательного усилия. 
Вверху: на этой диаграмме показана вероятность хорошего результата соединения в зависимости от процесса, основанная на опыте Emerson с различными характеристиками деталей и материалов. Исключения случаются. Успех материалов и деталей с «ограниченной» вероятностью соединения часто зависит от конкретных факторов применения или материала. Проконсультируйтесь со специалистом по соединению пластмасс, чтобы узнать больше.
- Внутренние компоненты. Рынок диагностики in vitro и имплантируемых медицинских датчиков, анализаторов и устройств для доставки лекарств стремительно растет. Подобные приложения, в которых сборки содержат электронные компоненты, требуют щадящих методов соединения, поэтому вероятными кандидатами являются либо высокочастотная ультразвуковая сварка (40 кГц), либо лазерная сварка без вибрации. Лазерная сварка обеспечивает эстетически привлекательный вид соединения, не вызывая деформации сложных элементов или мелких деталей. Он также создает герметичные уплотнения между мелкими деталями, не образуя при этом минимального количества вспышек или твердых частиц, качество, необходимое для продуктов, требующих сборки и упаковки с качеством в чистых помещениях, и которым доверяют доставку инсулина, гормонов или медикаментозной терапии. А поскольку лазерная сварка не вызывает вибрации или механического движения между деталями, она обеспечивает исключительно точное выравнивание сварного шва и уплотнение между деталями. Сварные швы выполняются быстро, идеально чисто, без минимального количества частиц и без облоя.
- Скорость производства. С циклами сварки, измеряемыми долями секунды, нет процесса соединения быстрее, чем ультразвуковая сварка, поэтому он идеально подходит для массового производства медицинских изделий и устройств, которые соответствуют требованиям к размеру и материалу. Его родственники — сварка вращением и вибрационная сварка — также способны быстро соединять детали с типичными циклами от одной до нескольких секунд. Из методов соединения, при которых к деталям применяется прямой или непрямой нагрев, лазерная сварка является самой быстрой, за ней обычно следуют технология CVT и технология чистого инфракрасного излучения.
- Капитальные затраты. После того, как вы определились с высококачественным дизайном продукта и оптимальным методом соединения, вам следует окончательно решить фактическую стоимость соединительного оборудования.
 Он также создает герметичные уплотнения между мелкими деталями, не образуя при этом минимального количества вспышек или твердых частиц, качество, необходимое для продуктов, требующих сборки и упаковки с качеством в чистых помещениях, и которым доверяют доставку инсулина, гормонов или медикаментозной терапии. А поскольку лазерная сварка не вызывает вибрации или механического движения между деталями, она обеспечивает исключительно точное выравнивание сварного шва и уплотнение между деталями. Сварные швы выполняются быстро, идеально чисто, без минимального количества частиц и без облоя.
Он также создает герметичные уплотнения между мелкими деталями, не образуя при этом минимального количества вспышек или твердых частиц, качество, необходимое для продуктов, требующих сборки и упаковки с качеством в чистых помещениях, и которым доверяют доставку инсулина, гормонов или медикаментозной терапии. А поскольку лазерная сварка не вызывает вибрации или механического движения между деталями, она обеспечивает исключительно точное выравнивание сварного шва и уплотнение между деталями. Сварные швы выполняются быстро, идеально чисто, без минимального количества частиц и без облоя. Из методов соединения, при которых к деталям применяется прямой или непрямой нагрев, лазерная сварка является самой быстрой, за ней обычно следуют технология CVT и технология чистого инфракрасного излучения.
Из методов соединения, при которых к деталям применяется прямой или непрямой нагрев, лазерная сварка является самой быстрой, за ней обычно следуют технология CVT и технология чистого инфракрасного излучения.Наилучший вариант при выборе наиболее выгодной технологии для вашего приложения — непредвзято относиться к процессу принятия решений и быть «нейтральным к процессу». Поймите преимущества и ограничения каждого доступного процесса и тесно сотрудничайте с поставщиками оборудования/решений, чтобы разработать решение, которое лучше всего подходит для ваших производственных и прикладных требований.
МЕТКИ: Автоматизация
Влияние основных материалов » Отделка пластиков
Кен Холт, старший инженер по применению,
Dukane, IAS Свойства материала определяют способность пластика преобразовывать энергию вибрации в тепло, которое плавит детали. Фото предоставлено Дюканом.
Фото предоставлено Дюканом.Один из самых распространенных вопросов в индустрии сварки пластмасс: «Можете ли вы сваривать этот тип пластиковой детали?» Далее следует обычно обсуждение материала детали, окончательного применения, требований и состояния конструкции. Если пластик является широко используемым термопластом, а дизайн соответствует общепринятым отраслевым практикам проектирования, ответ, как правило, положительный. Затем мы углубимся в точные свойства материала, а также требования к конструкции ультразвуковой сварки пластика, прежде чем двигаться дальше.
Эта статья предназначена для введения в курс «свариваемости» полимеров, и я намереваюсь представить реальные наблюдения того, что обычно наблюдается в промышленности, и, с точки зрения непрофессионала, как работают эти материалы. Я работал с тысячами приложений и имею большой успешный опыт, но некоторые приложения требовали изменений в дизайне, а некоторые требовали материальных изменений, чтобы работать хорошо. В конце этой статьи приведен список материалов и краткий рейтинг того, какие материалы хороши, а какие проблематичны, и могут потребоваться специальные детали дизайна.
По всем темам, которые мы будем обсуждать, читателю настоятельно рекомендуется получить больше фактической, желательно опубликованной, информации по предмету для более глубокого понимания. Остерегайтесь менталитета «они делают это на другом континенте, поэтому мы должны быть в состоянии сделать это здесь». Сначала узнайте факты.
Лучший текст по сварке пластмасс, который я когда-либо встречал, — это «Справочник по сварке пластмасс и композитов», опубликованный Hanser и отредактированный группой экспертов в этой области (Дэвид Грюэлл, Авраам Бенатар и Джун Парк). Номер ISBN: 1-569.90-313-1. Я пользовался этой книгой, настоятельно рекомендую ее и буду ссылаться на нее в этой статье.
Пружины из моего материала?
Я предполагаю, что читатель имеет общее представление о процессе ультразвуковой сварки пластмасс, но если нет, то на веб-сайтах большинства производителей оборудования для ультразвуковой сварки есть раздел, посвященный описанию процесса. Очень простое и упрощенное описание этого типа сварки состоит в том, что это приложение высокочастотных, возвратно-поступательных и механических вибраций под действием силы, воздействующей на одну пластиковую деталь и прижимающей ее к другой детали. Сила и вибрации прикладываются перпендикулярно сварному шву или линии соединения.
Сила и вибрации прикладываются перпендикулярно сварному шву или линии соединения.
Эти вибрации плавят поверхность раздела и заставляют молекулы течь между двумя частями. Интерфейс между деталями является наиболее важной деталью конструкции, способной «сделать или сломать» успех процесса сварки. Это гораздо больше, чем это, но полное описание выходит за рамки и цели этой статьи. Недавно в этом издании Брайан Гурли из Sonics & Materials, Inc. написал хорошую статью в выпуске за июль/август 2016 года: «Пять факторов, влияющих на успешную ультразвуковую сварку».
Я ценю простые аналогии при объяснении технических вопросов и хотел бы, чтобы вы учитывали это по мере нашего продвижения: у нас есть молоток, чтобы махать пружиной. Чем жестче пружина, тем меньше энергии нам нужно приложить, чтобы передать энергию через пружину материалу под ней. Через более жесткую «пружину» передается больше энергии. Более жесткая пружина более высокая жесткость пружины (k) – аналогична материалу с высокой жесткостью или модулем накопления, который способен передавать вибрации с небольшим затуханием вибраций. То есть вибрации, возникающие на одном конце, проходят через пластиковую деталь с небольшим затуханием. Поликарбонат является хорошим примером такого жесткого материала. И наоборот, пружина с более низким k будет ослаблять/поглощать гораздо больше вибрации и меньше передавать через деталь. Полипропилен является хорошим примером этого. Подумайте об этом по мере нашего продвижения, и вы скоро поймете, почему стирол гораздо легче сваривать, чем полипропилен.
То есть вибрации, возникающие на одном конце, проходят через пластиковую деталь с небольшим затуханием. Поликарбонат является хорошим примером такого жесткого материала. И наоборот, пружина с более низким k будет ослаблять/поглощать гораздо больше вибрации и меньше передавать через деталь. Полипропилен является хорошим примером этого. Подумайте об этом по мере нашего продвижения, и вы скоро поймете, почему стирол гораздо легче сваривать, чем полипропилен.
Может ли он таять и течь?
Показаны химические формулы полистирола и полипропилена. Другим фактором, влияющим на наше обсуждение, является способность пластика преобразовывать эту вибрационную энергию в тепло, что нам действительно нужно для расплавления деталей. Это связано со свойством материалов, называемым модулем потерь. Чем выше это число, тем больше тепла может выделяться в зоне сварки. Увы, модуль потерь редко указывается в технических паспортах материалов. Но мы знаем, какие материалы работают хорошо, как мы обсудим.
Несколько сложнее найти информацию о конечных свойствах, которые необходимо учитывать: насколько хорошо материал будет «смачиваться» и течь, и как молекулы двух свариваемых частей смешиваются или переплетаются. Это в некоторой степени связано со свойством текучести расплава. Именно такое поведение обеспечивает прочность ультразвукового сварного шва.
Материальные соображения
Итак, мы достигли цели этой статьи: сообщить, что мы в отрасли считаем обычно используемыми материалами, что работает хорошо, а чего следует избегать.
Пластмассы бывают двух основных типов: термореактивные и термопласты. Ультразвук не может обрабатывать термореактивные материалы, потому что они не плавятся и не оплавляются при нагревании. Итак, отметьте те из списка.
Термопласты, с другой стороны, можно плавить и оплавлять/формовать; следовательно, стандартное литье под давлением, экструзия, термоформование и аналогичные методы обработки. Большинство термопластов можно сваривать с помощью ультразвуковой сварки, если соблюдаются определенные критические критерии проектирования.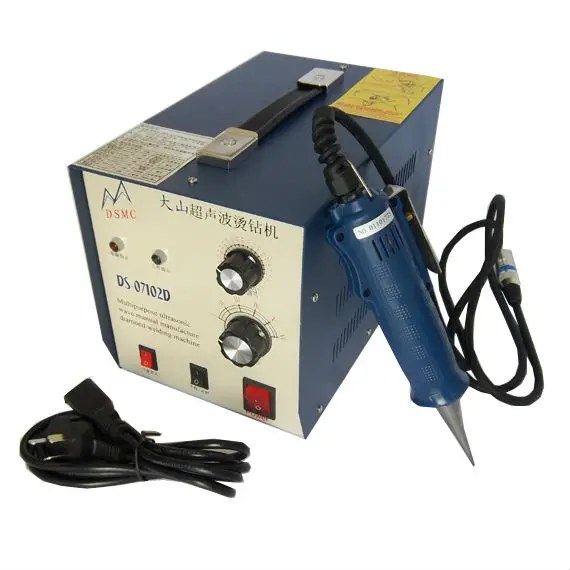 Проекты сварных соединений легко доступны в отраслевых ресурсах или в книгах, посвященных проектам ультразвуковой сварки. Читателю настоятельно рекомендуется проконсультироваться о том, что будет хорошо работать для конкретного приложения.
Проекты сварных соединений легко доступны в отраслевых ресурсах или в книгах, посвященных проектам ультразвуковой сварки. Читателю настоятельно рекомендуется проконсультироваться о том, что будет хорошо работать для конкретного приложения.
Сами термопласты бывают двух типов — аморфные и полукристаллические — и эти категории относятся к внутренней молекулярной структуре. Это случайная структура (аморфная) или более упорядоченная (полукристаллическая)? Оба семейства представлены широким разнообразием типов и сортов, адаптированных к конкретным требованиям конечного использования. Например, ПП (полипропилен) может выпускаться для экструзии, литья под давлением или ряда других процессов, а также для конкретного конечного использования. Каждый из них имеет свои уникальные свойства, и эти свойства можно изменить и/или усилить с помощью добавок. Вообще говоря, аморфные полимеры легче свариваются, чем полукристаллические полимеры, из-за их жесткости.
Что внутри?
Большинство добавок подходят для ультразвуковой сварки, если они используются правильно и распределяются по деталям в виде однородной матрицы. Высокие концентрации любых добавок проблематичны. Некоторые добавки (такие как усилители текучести) и смазочные материалы действительно могут быть проблематичными, если они не распределены должным образом или не имеют надлежащей концентрации: они влияют на нагрев и текучесть материалов при сварке.
Высокие концентрации любых добавок проблематичны. Некоторые добавки (такие как усилители текучести) и смазочные материалы действительно могут быть проблематичными, если они не распределены должным образом или не имеют надлежащей концентрации: они влияют на нагрев и текучесть материалов при сварке.
Красители, хотя и изменяют требуемые параметры сварки, не создают особых проблем. Незначительные изменения параметров сварки — это, как правило, все, что требуется при изменении цвета.
Армирующие материалы, такие как стекло или тальк, могут увеличить жесткость полукристаллических материалов до такой степени, что они станут более свариваемыми. Необходимо соблюдать осторожность со стеклом, а параметры литья должны обеспечивать богатую смолой поверхность. Стекло, тальк и минералы нельзя расплавить ультразвуковой сваркой. Как правило, более горячая поверхность формы приводит к тому, что поверхность детали становится насыщенной смолой. Опять же, на эту тему было написано много статей, и читателю настоятельно рекомендуется провести дополнительные исследования.
«Список»
Я составил краткий список наиболее распространенных свариваемых полимеров и их относительную легкость сварки. Они регулярно встречаются в отрасли. На рынке представлено огромное количество типов пластика, но их можно свести к некоторому управляемому числу ниже, взглянув на «базовые» типы.
Аморфные материалы
- Акрил (PMMA)
- Стирол
- АБС (акрилонитрилбутадиенстирол – смесь САН и каучука)
- SAN/NAS/ASA (различные смеси стирола, нитрила и акрила)
- ПВХ (поливинилхлорид)
- ПК (поликарбонат)
- PSU (различные полисульфоны)
- ПЭИ (полиэфиримид)
Общие примечания:
- Жесткий, с повышенным модулем упругости.
- Большой диапазон размягчения и диапазон Tg (температуры стеклования), а также большие окна обработки.
- Технические сорта имеют жесткие допуски, чтобы избежать изменения размеров.
- Более легкий поток (более высокий MFI) обеспечивает лучший поток; происходит большее смачивание.
- Больше свободы дизайна с геометрической точки зрения, дальнее/ближнее поле.

Полукристаллические материалы
- Полиамид (нейлон) – многие типы, 6/6 самых простых, часто GR для автомобильного подкапотного пространства.
- ПП (полипропилен)
- HDPE (полиэтилен высокой плотности)
- PBT/PET (различные типы полиэфиров
- PEEK (полиэфирэфиркетон)
- ППС (полифениленсульфид)
- Фторполимеры/ UHMW HDPE (полиэтилен сверхвысокой молекулярной массы) – очень трудно, если вообще возможно, сваривать, поскольку они так долго растекаются и рассеиваются, что поверхность повреждается. Большинство сшитых полимеров плохо свариваются.
Общие примечания:
- Менее жесткая, с более низким модулем упругости.
- Обычно армируется для придания жесткости и лучшей устойчивости.
- Как правило, без такого усиления невозможно удерживать допуск.
- Более высокие температуры расплава и конкретные температуры расплава, а не Tg, требуют более жесткого набора параметров.
- Обычно требуют большей амплитуды, чем аморфные из-за более низкого модуля накопления.
- Только для ближней зоны — рупор должен быть непосредственно над стыком и на расстоянии менее 6 мм по вертикали.
- Некоторые из них текут очень быстро при плавлении, что требует более высоких скоростей сварки.
- Срезные соединения более применимы.

Наконец, читатель предостерегается от смешивания материалов, так как совместимость между различными типами может быть невозможна. Опять же, проконсультируйтесь с отраслевой информацией.
Я хотел дать непосвященным краткий, но исчерпывающий обзор наиболее распространенных полимеров, используемых в промышленности, почему и как они свариваются, а также понять, почему определенный материал легко или трудно сваривается. Читателям настоятельно рекомендуется получать гораздо больше информации, чем это, для принятия каких-либо решений по конкретному проекту, но мы очень хотим, чтобы вы добились успеха.
Кен Холт работает в индустрии пластмасс более 30 лет, 24 из которых были сосредоточены на сварке пластмасс с использованием технологии ультразвуковой сварки. Он работал в компании Dukane по многим аспектам в области соединения, включая разработку приложений с использованием этой технологии, проектирование пластиковых деталей для оптимизации сварки, проектирование ультразвуковой оснастки, разработку процесса и обучение процессу. Он является старшим членом Общества инженеров по пластмассам, членом правления отдела отделки и сборки и представлял доклады о технологии ультразвуковой сварки на многих технических собраниях этого общества. В настоящее время Холт является старшим инженером по применению в Dukane, IAS, специализирующимся как на технологии сервосварки, так и на поддержке автомобильной клиентской базы Dukane. Для получения дополнительной информации посетите сайт www.dukane.com/us.
Режимы обработки сварных швов, их описание, функции и применение » Декорирование пластмасс
Кеннет А.
 Холт, Herrmann Ultrasonics, Inc.
Холт, Herrmann Ultrasonics, Inc. Современные системы ультразвуковой сварки способны обрабатывать широкий спектр термопластичных деталей и материалов с использованием различных режимы сварки. Определение того, какой режим работы может пугать пользователя, не знакомого с сильными сторонами, применимостью и тонкостями каждого из них. Сварка по времени, выходной мощности, пиковой выходной мощности, расстоянию (отсчетной точке или абсолютному) или даже их комбинациям предлагается на усовершенствованных ультразвуковых контроллерах, каждый из которых имеет свои преимущества в зависимости от конкретной операции сварки. В этой статье будет подробно объяснен каждый режим, а также предложены различные режимы и стратегии для оптимизации различных типов сварочных процессов, выполняемых на различных продуктах и материалах. Кроме того, будут объяснены тонкости интерпретации графиков ультразвуковой сварки. Кроме того, в этой статье будет рассмотрено, как эти графики можно использовать для оптимизации результатов сварки, устранения проблем со сваркой и документирования процесса для будущего использования.
Введение в режимы управления
Время. Время, в течение которого применяется ультразвук. Используется для некритичных приложений; легко использовать; обеспечивает небольшую повторяемость.
Расстояние сварки . Расстояние расплавления (обрушения), измеренное от RPN = числовой контрольной точки (триггерной точки). Обеспечивает высокую воспроизводимость результатов сварки, особенно для жестких пластиковых деталей с расчетным ходом сварки.
Абсолютное расстояние. Сварка до заданной конечной высоты независимо от точки срабатывания. Используется, когда критерием является высота сборки детали (например, корпус аккумулятора для ноутбука).
Сварка Энергией. Энергия сварки, затрачиваемая во время применения ультразвука. Особенно подходит для сварки деталей без стыка (прессованных материалов, пленок, текстиля).
Пиковая мощность. Максимальная мощность в ваттах в процессе сварки. Используется для различных видов точечной сварки, распорки и обжатия.
Визуализация процесса сварки также является мощным инструментом для выбора оптимальных параметров процесса. В цитате из Справочника по сварке пластмасс и композитов говорится, что «перед применением DOE необходимо провести отборочные эксперименты, чтобы определить диапазон различных параметров процесса». Визуализация процесса сварки посредством интерпретации графика — это быстрый, эффективный и простой способ сделать это. Влияние уровней параметров можно увидеть мгновенно и связать с их влиянием на другие параметры. Например, если коэффициенты бустера увеличиваются, то легко увидеть, когда достигается максимальная мощность генератора и в какой степени сварка завершена в это время. Кроме того, исследования показали, что постоянная скорость рупора вниз во время процесса сварки создает более однородную молекулярную структуру (меньше эффектов надреза), что повышает прочность сварного шва, снижает стандартное отклонение и делает процесс более надежным. Способность видеть этот эффект и реагировать на более низкие скорости с большей силой или амплитудой в процессе легче всего достигается с помощью интерпретации графика. Результаты корректировок видны мгновенно.
Результаты корректировок видны мгновенно.
Описание типичного процесса сварки
В начале типичного процесса сварки ультразвуковой излучатель движется вниз к детали (в некоторых случаях это называется временем/расстоянием хода вниз) при некоторых заданных значениях. Когда рупор достигает свариваемой детали, достигается выбранная предварительная нагрузка или «пусковое» усилие/давление, которое сигнализирует системе о начале сварки, создавая вибрации в пластиковых деталях. Это начало отсчета времени и, следовательно, точка, в которой начинаются измерения расстояния разрушения (RPN — Числовая опорная точка), выходной мощности, энергии и силы сварного шва.
По мере увеличения мощности сигнала (во время «мягкого пуска» или времени разгона) вибрации, привносимые в деталь звуковым сигналом, начинают вызывать трение/нагрев и плавление предполагаемого сварного соединения. Этот сигнал продолжается до тех пор, пока не будет достигнуто значение основного параметра сварки, например, время сварки, абсолютное или относительное расстояние, уровни энергии или пиковая выходная мощность. В конце этой части сварного шва инициируется цикл выдержки, при котором вибрации прекращаются, а деталь удерживается с усилием, позволяющим охлаждать и дополнительно сжимать расплав. Конец этого движения вниз называется по-разному RPN после удержания, максимального расстояния перемещения или общего значения хода. Затем рог убирается, и цикл сварки завершается. Хотя в предыдущем описании есть вариации, это краткое описание типичного процесса сварки, выполняемого бесчисленное количество раз в день по всему миру.
В конце этой части сварного шва инициируется цикл выдержки, при котором вибрации прекращаются, а деталь удерживается с усилием, позволяющим охлаждать и дополнительно сжимать расплав. Конец этого движения вниз называется по-разному RPN после удержания, максимального расстояния перемещения или общего значения хода. Затем рог убирается, и цикл сварки завершается. Хотя в предыдущем описании есть вариации, это краткое описание типичного процесса сварки, выполняемого бесчисленное количество раз в день по всему миру.
Требования к аппарату
Для того чтобы иметь возможность выполнять такие задачи, сварочная система должна иметь компьютерный контроллер, обеспечивающий необходимые элементы управления и мониторинг процесса. Большинство современных систем работают с частотой дискретизации 1 мс по многим параметрам, что является адекватным. Такие названия, как DIALOG, MPC, DPC, Ultra-Com, AE и т. д., используются различными производителями для описания своих систем. Для управления и контроля каждой функции требуются определенные устройства: таймеры или часы для времени, линейные энкодеры для расстояний и силовые/энергетические модули для контроля выходных сигналов, а также тензодатчики/электронные регуляторы давления для контроля сил.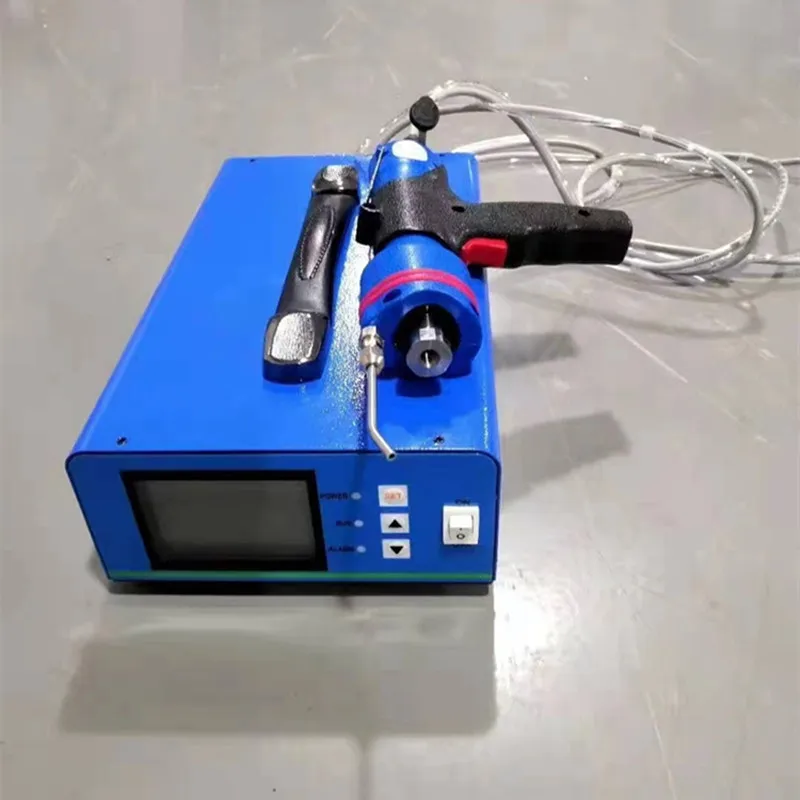
Типичный график сварки, показывающий усилие, мощность и скорость соединения (расстояние в зависимости от времени). На приведенной выше диаграмме показано развитие сварного шва, когда направление энергии (синяя часть) прижимается к красному, инициализируется расплав, продолжается во время процесса сварки и, наконец, покрывает предполагаемую поверхность сварки. Обратите внимание на уменьшение скорости в конце этой кривой, когда две части соединяются. Пиковая выходная мощность (1,5 кВт) была достигнута за 230 мс. |
Параметры, отображаемые на графике
Время по оси абсцисс обычно начинается с момента применения ультразвуковой вибрации, например, точка срабатывания, начало графика. Все остальные переменные оцениваются по этому показателю; их масштабирование обычно выполняется автоматически. Конец временной шкалы обычно наступает, когда ультразвуковая мощность больше не применяется, хотя некоторые системы позволяют пользователю также наблюдать за поведением цикла удержания. Это может быть полезно при попытке выжать последние, самые требовательные допуски процесса. (Время также может начинаться до того, как подается мощность, и, таким образом, может отображать ходовые характеристики нисходящей скорости рупора. Это полезно при настройке любых гидравлических регуляторов скорости на машине, например, при операциях вставки или укладки/обжатия, когда скорость включения должна регулироваться.)
Все остальные переменные оцениваются по этому показателю; их масштабирование обычно выполняется автоматически. Конец временной шкалы обычно наступает, когда ультразвуковая мощность больше не применяется, хотя некоторые системы позволяют пользователю также наблюдать за поведением цикла удержания. Это может быть полезно при попытке выжать последние, самые требовательные допуски процесса. (Время также может начинаться до того, как подается мощность, и, таким образом, может отображать ходовые характеристики нисходящей скорости рупора. Это полезно при настройке любых гидравлических регуляторов скорости на машине, например, при операциях вставки или укладки/обжатия, когда скорость включения должна регулироваться.)
Расстояние по ординате, пожалуй, самая важная переменная при попытке понять процесс сварки. Наклон графика зависимости расстояния от времени, конечно же, представляет собой скорость ультразвукового рупора во время сварки, чем круче линия, тем быстрее плавится, хотя верно и обратное. Сварка полукристаллических материалов с их абсолютными температурами плавления, как правило, будет иметь более высокие наклоны (прогрессирующие намного быстрее), чем сварка аморфных материалов с их «постепенным» стеклованием.
Сварка полукристаллических материалов с их абсолютными температурами плавления, как правило, будет иметь более высокие наклоны (прогрессирующие намного быстрее), чем сварка аморфных материалов с их «постепенным» стеклованием.
Увеличение наклона линии означает увеличение скорости. Например, если на конце рупора для материала имеется большая амплитуда, мы увидим форму экспоненциального или гиперболического типа на этом графике по мере образования расплава, и разрушение сварного шва происходит очень быстро. Если верно обратное и амплитуды недостаточно, мы можем видеть, что график остается плоским, с наклонами, близкими к нулю, до точки, в которой материал, наконец, плавится и соединение закрывается. К этому времени часть, контактирующая с рупором, может быть повреждена из-за длительного времени сварки.
Резкое увеличение наклона также может указывать на то, что материал соединения был преодолен или оттеснен, и части непреднамеренно скользят друг относительно друга (холодная штамповка). Это также будет рассматриваться как снижение мощности, поскольку гашение колебаний рупора исчезло, а выходная мощность уменьшилась. Неправильно поддерживаемые боковые стенки в сварных швах, работающих при сдвиге, являются наиболее распространенным примером.
Это также будет рассматриваться как снижение мощности, поскольку гашение колебаний рупора исчезло, а выходная мощность уменьшилась. Неправильно поддерживаемые боковые стенки в сварных швах, работающих при сдвиге, являются наиболее распространенным примером.
Уменьшение наклона означает, что скорость уменьшается, обычно из-за того, что в процессе израсходованы все детали соединения (или легкоплавкий материал), и дополнительная энергия используется для плавления областей за пределами предполагаемой области сварного соединения. Снижение скорости, сопровождающееся «всплеском» мощности, может указывать на то, что выходной мощности генератора может быть недостаточно для предполагаемого процесса сварки.
Мощность, также указанная на ординате, представляет собой скорость выполнения работы во времени и определяется ваттами (один ватт = один джоуль в секунду). Мощность обычно измеряется как мгновенная пиковая выходная мощность ультразвукового генератора в заданное время, и эти значения записываются на протяжении всего процесса. Результирующие данные сварки дают максимальное значение, достигнутое во время процесса, но не показывают, когда и где возник этот пик. График точно покажет это и часто показывает два пика.
Результирующие данные сварки дают максимальное значение, достигнутое во время процесса, но не показывают, когда и где возник этот пик. График точно покажет это и часто показывает два пика.
Ультразвуковой преобразователь представляет собой устройство постоянного напряжения, и по мере демпфирования колебаний рупора выходная мощность увеличивается. Несколько факторов, влияющих на выходную мощность, включают более высокие силы сварки, более высокий коэффициент усиления (увеличение амплитуды) или увеличение демпфирования по мере расплавления материала сварного соединения. Обычно это довольно динамичный график, поскольку выходная мощность колеблется из-за различной степени демпфирования, происходящего в течение цикла.
«Всплеск», видимый на этом графике после полного запуска, указывает на то, что произошло повышенное демпфирование колебаний рупора и что выходная мощность генератора увеличилась, чтобы преодолеть это. Генератор ограничит свою мощность, если эта скорость нарастания или наклон слишком велика, а также если будет достигнута максимальная выходная мощность. Если за всплеском следует сглаживание графика зависимости расстояния от времени, цикл сварки не был завершен, так как генератор полностью отключился. Состояние «перегрузки» также может быть вызвано слишком большим усилием сварки, слишком длинным циклом сварки по сравнению с вторичным управлением, слишком большой амплитудой или неисправностью компонента.
Если за всплеском следует сглаживание графика зависимости расстояния от времени, цикл сварки не был завершен, так как генератор полностью отключился. Состояние «перегрузки» также может быть вызвано слишком большим усилием сварки, слишком длинным циклом сварки по сравнению с вторичным управлением, слишком большой амплитудой или неисправностью компонента.
Все системы будут демонстрировать возрастающее значение мощности в начале цикла, т. е. «нарастать» по мере преодоления инерции массы бустера/рупора и постепенной подачи мощности. Это вызывает начальное увеличение наклона линии расстояния.
Сила по ординате в ньютонах (Н) или фунтах-силах (lbsf) показывает выход системы для этой переменной. Это входные данные для процесса, поэтому они будут оставаться близкими к заданным уровням, и наблюдение может быть использовано для проверки настроек и работы машины. Резкие изменения силы могут следовать за такими изменениями линии расстояния и могут указывать на «холодное формование» или скольжение двух частей вместе.
Энергия по ординате, измеренная в джоулях (2,778 x 10 -7 кВтч) представляет собой количество выходной мощности в течение заданного времени и может быть выражено как сумма энергии, затраченной на определенное значение времени. Это объем работы, выполненной в любой момент времени, и его можно рассматривать как количество вибраций с определенной амплитудой, переданных в деталь. Это, по определению, площадь под кривой мощности. Таким образом, он зависит от потребляемой мощности и времени, а форма часто отражает кривую мощности.
Резюме
Интерпретация форм линий и их взаимодействия друг с другом может показать, что происходит в этом кратковременном процессе. Это позволяет пользователю использовать «увеличительное стекло» для процесса и, при правильной интерпретации, может способствовать научному изучению этого процесса и позволяет свести к минимуму образ «черной магии» процесса.
Кеннет Холт работает в индустрии пластмасс почти 20 лет, 11 из которых в области ультразвуковой сварки. Его участие во всех аспектах разработки приложений и устранение ошибок в сотнях таких проектов дает ему уникальное представление о реальных проблемах, с которыми чаще всего сталкиваются в процессе. Благодарность за эту статью также выражается Томасу Херрманну, Гюнтеру Манигелю и Гюнтеру Фишеру, Herrmann Ultrasonics, Inc. За дополнительной информацией обращайтесь в Hermann Ultrasonics, Шаумбург, Иллинойс, по телефону (847) 9.85-7344 или посетите сайт www.herrmannultrasonics.com.
Его участие во всех аспектах разработки приложений и устранение ошибок в сотнях таких проектов дает ему уникальное представление о реальных проблемах, с которыми чаще всего сталкиваются в процессе. Благодарность за эту статью также выражается Томасу Херрманну, Гюнтеру Манигелю и Гюнтеру Фишеру, Herrmann Ultrasonics, Inc. За дополнительной информацией обращайтесь в Hermann Ultrasonics, Шаумбург, Иллинойс, по телефону (847) 9.85-7344 или посетите сайт www.herrmannultrasonics.com.
Ультразвуковая сварка пластиковых деталей: рекомендации по проектированию
Отсутствие крепежа, клея, меньшее количество компонентов и упрощенная сборка — в этом прелесть ультразвуковой сварки. Проверенный метод соединения пластиковых деталей, быстрый, экономичный и надежный. Однако, как и в любом производственном процессе, получение от него наилучшего означает правильное проектирование.
В следующих параграфах мы дадим несколько советов по ультразвуковой сварке пластиковых деталей. Примите во внимание эти рекомендации по проектированию пластиковых деталей для ультразвуковой сварки.
Примите во внимание эти рекомендации по проектированию пластиковых деталей для ультразвуковой сварки.
Ультразвуковая сварка использует трение для нагрева пластмасс до температуры, достаточной для их соединения друг с другом. Это тепло трения передается за счет высокоскоростной вибрации, создаваемой сонотродом, и передается сварочным «рупором».
Ультразвуковые сварочные аппараты похожи на аппараты для точечной или контактной сварки. Рог давит на соединяемые части, применяя давление и энергию, пока они не сольются вместе. С современными промышленными средствами управления это быстрый и воспроизводимый процесс.
Когда и зачем использовать ультразвуковую сварку
Рассмотрите возможность ультразвуковой сварки, когда конструкция требует соединения отдельных пластиковых деталей. Одна из распространенных причин заключается в том, что невозможно отлить части как одну единую деталь. Другой заключается в том, что части должны быть собраны вокруг другой части или частей. (Подумайте о корпусах двигателей или кожухах.)
Другой заключается в том, что части должны быть собраны вокруг другой части или частей. (Подумайте о корпусах двигателей или кожухах.)
Ультразвуковая сварка может упростить проектирование деталей. Нет необходимости в больших плоских участках или отверстиях, и можно создавать герметичные корпуса. За счет отказа от крепежа уменьшается количество деталей и вес, что экономит время, деньги и производственные площади. Он также чище, чем клей, и не требует смешивания, хранения и дозирования.
Конструкция деталей для ультразвуковой сварки
Для использования ультразвуковой сварки при сборке пластмассовые детали должны иметь соответствующую конструкцию. Это означает рассмотрение как материалов, так и конструкции соединения.
Ознакомьтесь с распространенными материалами и их эффективностью в различных применениях ультразвуковой сварки с помощью этого бесплатного руководства.
Материалы Ультразвуковая сварка лучше всего подходит для пластиков, которые постепенно размягчаются в диапазоне температур. Обычно это термопластичные материалы с аморфной структурой. Их поведение при плавлении характеризуется «температурой стеклования» или Tg.
Обычно это термопластичные материалы с аморфной структурой. Их поведение при плавлении характеризуется «температурой стеклования» или Tg.
Среди пластиков, которые легче всего сваривать ультразвуком, — полифениленоксид (PPO) и акрилонитрилбутадиенстирол (ABS). Напротив, полукристаллическая структура затрудняет получение материалов из поливинилхлорида (ПВХ), ацетата целлюлозы (CA/B/P) и полиолефинов.
Разнородные пластмассы
Проще всего, когда соединяемые детали отлиты из одного и того же материала. На другом конце спектра находятся сборки, в которых составные части отлиты из пластмасс с разными свойствами. (Обратите внимание, что полукристаллические пластмассы обычно можно сваривать только друг с другом.)
Оценка свариваемости разнородных термопластичных материалов включает в себя рассмотрение Tg, химической совместимости и индекса текучести расплава (MFI).
Как правило, для успешного сплавления Tg двух разнородных пластиков должна быть в пределах 40°F.
Химическая совместимость — сложный вопрос, который сводится к соотношению радикалов в полимерах. Совместимость существует, когда эти значения одинаковы для двух материалов.
Индекс текучести расплава — это показатель того, насколько легко пластик течет при переходе в жидкое состояние. Для любого данного материала MFI можно найти в литературе производителей, и он указывается в виде единого числа. Для достижения наилучших результатов соединяемые пластики должны иметь одинаковые значения MFI.
Конструкция соединения
При ультразвуковой сварке важно сосредоточить энергию в как можно меньшей области. Это означает включение «энергетического директора» в конструкцию ультразвуковой сварки пластика.
Директор энергии представляет собой приподнятую область с треугольным поперечным сечением. Треугольный наконечник прижимается к сопрягаемой пластиковой детали и подается ультразвуковая энергия. При трении, происходящем на очень небольшой площади, локальная температура быстро повышается. По мере прохождения Tg начинается плавление, и пластиковые компоненты соединяются вместе.
По мере прохождения Tg начинается плавление, и пластиковые компоненты соединяются вместе.
Конструкция с направляющей энергии используется почти со всеми конструкциями пластиковых деталей для ультразвуковой сварки, за исключением случаев, когда материалы являются полукристаллическими. Поскольку они имеют узкий диапазон температур стеклования, они имеют тенденцию быстро переходить в жидкое состояние, а не в «липкое», типичное для аморфных пластиков. Чтобы решить эту проблему, такие детали разработаны со сдвиговыми соединениями. Сдвиговые соединения образуются, когда боковые стенки противоположных частей сталкиваются друг с другом.
Общие типы конструкций Energy Director
Основными типами конструкций направляющих энергии являются:
1. Стыковое соединение
Источник изображения: Emerson
Здесь одна поверхность плоская, а другая имеет треугольную форму. Максимально острая точка треугольника максимизирует передачу энергии.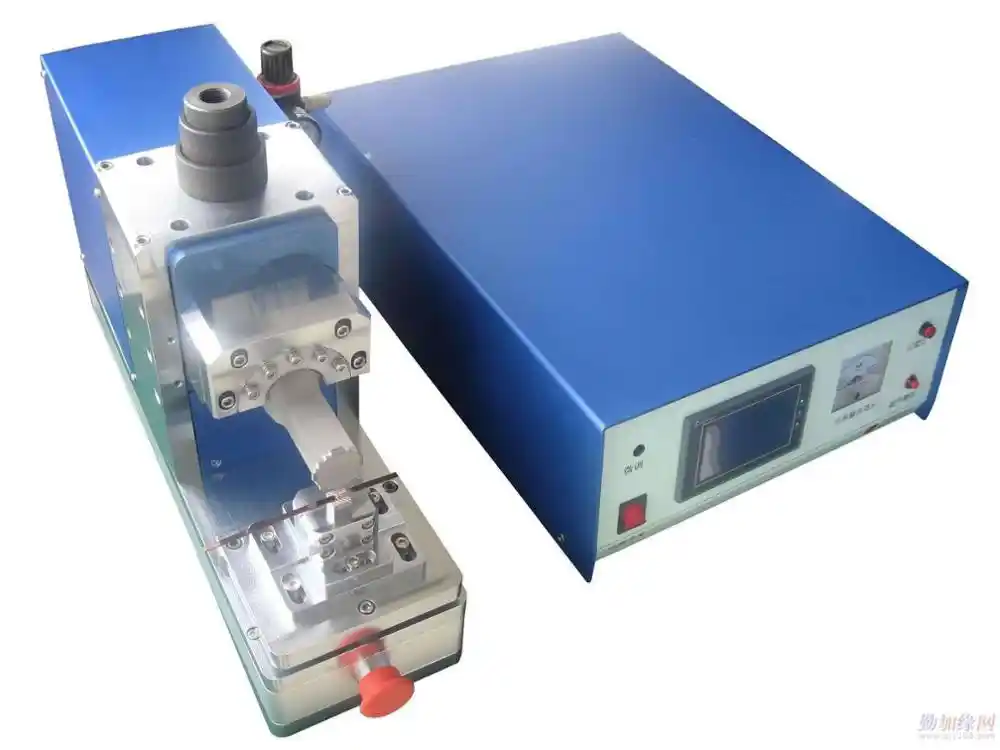
2. Ступенчатое соединение
Источник изображения: Emerson
Сопрягаемые поверхности имеют ступенчатую конструкцию, которая сводит к минимуму боковое перемещение, а треугольная точка прижимается к плоской поверхности. (Это упрощает расположение деталей для сборки.)
3. Шпунт и канавка
Источник изображения: Emerson
Направление энергии находится на приподнятом язычке, который входит в паз в сопрягаемой части. Это обеспечивает хорошее выравнивание двух частей и минимизирует засветку.
4. Крест-накрест
Источник изображения: Emerson
Обе поверхности имеют направления энергии, но выровнены перпендикулярно друг другу. Это дает более прочные сварные швы, но также может привести к большому облою. Для достижения воздухонепроницаемого уплотнения сконфигурируйте направляющие энергии пересечения в виде пилообразной формы.
5. Текстурированная поверхность
Текстурирование поверхности неэнергетического директора является эффективным способом повышения прочности сварного шва.
6. Перпендикулярно
Источник изображения: Emerson
В этой конструкции направляющие энергии проходят перпендикулярно, а не параллельно поверхностям соединения. Это уменьшает вспышку.
7. Прервано
Источник изображения: Emerson
Здесь энергетического директора не хватает. Это снижает энергию, необходимую для сварки.
8. Долото
Источник изображения: Emerson
Вариант ступенчатого соединения, при котором направление энергии вдоль сопрягаемых участков позволяет сваривать более тонкие участки.
Рекомендации по использованию распределителей энергии
Меньшая начальная площадь контакта снижает потребность в энергии, поэтому размещайте распределители энергии только там, где это необходимо. Исключение составляют случаи, когда требуется герметизация, и в этом случае требуется направляющая энергии на всю сопрягаемую поверхность.
Исключение составляют случаи, когда требуется герметизация, и в этом случае требуется направляющая энергии на всю сопрягаемую поверхность.
Детали должны быть выровнены перед сваркой. Для этого могут пригодиться ступенчатые или шпунтовые соединения.
Соединения при сдвиге
Источник изображения: Emerson
Соединения при сдвиге требуют боковых стенок с натягом, а их прочность пропорциональна вертикальному направлению перекрытия. Они лучше работают с правильными/симметричными деталями, чем с неправильными формами.
Проект процесса Для многих пластиковых узлов ультразвуковая сварка является лучшим методом соединения, чем крепеж или клей. Это обеспечивает прочное соединение, избегая беспорядка или дополнительных компонентов. Ключом к успешной ультразвуковой сварке является правильный выбор материала и конструкции детали. Используйте эти рекомендации по проектированию пластиковых деталей в качестве отправной точки, но не стесняйтесь обращаться к специалисту за более подробной консультацией.
Домашняя страница — MS Ultrasonic Technology Group
перейти к содержанию 908:50 Главная2022-09-02T13:42:25+02:00Нетканые материалы для придания формы
Наши преимущества в сфере переработки нетканых материалов. Непрерывная сварка нетканых материалов и других материалов.
Узнать больше
Ультразвуковая сварка
Ультразвуковая технология уже зарекомендовала себя во многих отраслях промышленности благодаря таким преимуществам, как точность, герметичность и многим другим.
Узнать больше
Сварка пластика
Соединение пластмасс методом сварки плавлением с использованием ультразвуковой технологии обеспечивает энергоэффективное и надежное соединение.
ОПЫТ БОЛЬШЕ
Карьера
MS Ultrasonic Technology Group: надежный работодатель в прошлом, сегодня и в будущем. Чтобы и дальше поддерживать этот успех и наш дух инноваций, нам нужна ваша поддержка!
Подробнее
Загружая видео, вы соглашаетесь с политикой конфиденциальности YouTube.
Узнать больше
Загрузить видео
Всегда разблокировать YouTube
НАША ПРОДУКЦИЯ
От консультаций до массового производства, от идеи до решения, от Северной Америки до Азии — мы объединяем наш опыт и присутствуем по всему миру.
Обзор продукции
MS sonxMAC
Гибкие, подходящие под ключ ультразвуковые специальные машины для применения в автомобилестроении, медицинской технике и производстве товаров народного потребления.
MS sonxMAC
MS sonxTOP
Наше последнее поколение ультразвуковых аппаратов с сервоприводом preciSer©, который мы разработали, запатентовали и внедрили сами, для обеспечения уникальной точности и максимальной производительности.
MS sonxTOP
MS sonxSYS
Наши ультразвуковые системы для различных прикладных решений, которые можно легко, модульно и точно интегрировать в новые системы или существующие концепции.
MS sonxSYS
MS sonxCOM
Генераторы и преобразователи, амплитудные трансформаторы и сонотроды, блоки подачи и ультразвуковые ручные сварочные аппараты.
MS sonxCOM
Защитные маски для оборудования
Мы разработали решения, доступные в кратчайшие сроки, чтобы иметь возможность производить маски, особенно в малых и средних количествах.
Узнать больше
MS SERVICE
Нужен совет?
Будем рады Вам помочь.
Контакт
Переключить область скользящей панелиКОНТАКТ
Контакт
Телефон +49 7424 701-0
Эл. 0
Электронная почта [email protected]
ВЫСТАВКИ
Fachpack
27.09.2022 — 29.09.2022, Нюрнберг, Германия / зал 1, стенд 1-335
Platex- 0284
04.10.2022 — 07.10.2022, Брюнн. Чехия / зал G1, стенд 036
IZB
11.
10.2022 — 13.10.2022, Вольфсбург, Германия / зал 3, стенд 3417-3 Все выставки Ссылка для загрузки страницы
 10.2022 — 13.10.2022, Вольфсбург, Германия / зал 3, стенд 3417-3
10.2022 — 13.10.2022, Вольфсбург, Германия / зал 3, стенд 3417-3Настройка конфиденциальности
Если вам еще не исполнилось 16 лет, и вы хотите дать свое согласие на волонтерские услуги, вы должны попросить разрешения у родителей или опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные могут быть обработаны (например, IP-адреса), например. для персонализированной рекламы и контента или рекламы и анализа контента. Для получения дополнительной информации о том, как мы используем ваши данные, ознакомьтесь с нашим заявлением о конфиденциальности. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на целые категории или отобразить дополнительную информацию и выбрать определенные файлы cookie.
Принять все Сохранять
Настройки конфиденциальности 908:50 Основные (2)Основные файлы cookie обеспечивают выполнение основных функций и необходимы для правильной работы веб-сайта.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Имя | Печенье Борлабс |
|---|---|
| Провайдер | Владелец этого сайта, Выходные данные |
| Назначение | Сохраняет настройки посетителей, выбранные в окне файлов cookie Borlabs Cookie. |
| Имя файла cookie | borlabs-cookie |
| Срок действия файлов cookie | 1 год |
| Имя | WPML |
|---|---|
| Провайдер | Владелец этого сайта |
| Назначение | Сохраняет текущий язык. |
| Имя файла cookie | _icl_*, впмл_*, вп-впмл_* |
| Срок действия файла cookie | 1 день |
Статистика (1)
Статистика
Статистические файлы cookie собирают информацию анонимно. Эта информация помогает нам понять, как наши посетители используют наш веб-сайт.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Принять | Гугл Аналитика |
|---|---|
| Имя | Гугл Аналитика |
| Провайдер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Назначение | Файл cookie Google, используемый для аналитики веб-сайта. Генерирует статистические данные о том, как посетитель использует веб-сайт. Генерирует статистические данные о том, как посетитель использует веб-сайт. |
| Политика конфиденциальности | https://policies.google.com/privacy?hl=en |
| Имя файла cookie | _ga,_gat,_gid |
| Срок действия файла cookie | 2 года |
Внешние носители
Контент с видеоплатформ и социальных сетей по умолчанию заблокирован. Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Если файлы cookie внешних носителей принимаются, доступ к этому содержимому больше не требует ручного согласия.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Принять | Карты Гугл |
|---|---|
| Имя | Карты Гугл |
| Провайдер | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ирландия |
| Назначение | Используется для разблокировки контента Google Maps. |
| Политика конфиденциальности | https://policies.google.com/privacy?hl=en&gl=en |
| Хост(ы) | .google.com |
| Имя файла cookie | НИД |
| Срок действия файла cookie | 6 месяцев |
| Принять | видео |
|---|---|
| Имя | видео |
| Провайдер | Vimeo Inc. |