Обозначение способов сварки в стандартах
Обозначение способов сварки в стандартах (на основные типы, конструктивные элементы и размеры, выполненные различными способами)
1. Ручная дуговая сварка соединений из сталей, а также сплавов на железоникелевой основе выполняется по ГОСТ 5264. Стандарт не устанавливает обозначения на этот способ сварки. Толщина свариваемого металла от 1 до 175 мм.
2. Дуговая сварка в защитных газах сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 14771.
В стандарте приняты следующие обозначения способов сварки:
ИН – в инертных газах неплавящимся электродом без присадочного материала (толщина металла от 0.5 до 6.0 мм),
ИНп- в инертных газах неплавящимся электродом с присадочным материалом (толщина металла от 0.8 до 20 мм),
ИП — в инертных газах и их смесях в углекислом газе и кислородом плавящимся электродом (толщина металла от 0.5 до 120 мм),
УП — в углекислом газе плавящимся электродом (толщина металла от 0.5 до 120 мм).
3. Дуговая сварка точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов выполняется по ГОСТ 14776 (нахлесточные соединения).
В стандарте приняты следующие обозначения способов сварки:
Ф – под флюсом (толщина верхнего листа – 0.8…5.0 мм, толщина листа с круглым отверстием – 3.5…14 мм),
УП – в углекислом газе плавящимся электродом (толщина верхнего листа – 0.8…6.6 мм, толщина листа с круглым отверстием – 4.5…30 мм),
УН – в углекислом газе неплавящимся электродом (толщина верхнего листа – 0.4…3.3 мм, толщина листа с круглым отверстием – 4.5…30 мм),
ИП – в инертных газах плавящимся электродом (толщина верхнего листа – 0.8…6.6 мм, толщина листа с круглым отверстием – 4.5…15 мм),
ИН – в инертных газах неплавящимся электродом (толщина верхнего листа – 0.4…3.3 мм),
ПП – плавящимся покрытым электродом с принудительным несквозным проплавлением и формированием (толщина верхнего листа – 0.8…12 мм без подготовки кромок).
4. Дуговая сварка под флюсом сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 8713.
В стандарте приняты следующие обозначения способов сварки:
АФ – автоматическая на флюсовой подушке (толщина металла — 2.0…60 мм),
АФм — автоматическая на флюсомедной подкладке (толщина — 3.0…30 мм),
АФо — автоматическая на остающейся подкладке (толщина — 2.0…60.0 мм),
АФп — автоматическая на медном ползуне (толщина — 5.0…20 мм),
МФ — механизированная на весу (толщина — 1.5…30 мм).
5. Электрошлаковая сварка сварных соединений из сталей выполняется по ГОСТ 15164.
В стандарте приняты следующие обозначения способов сварки:
ШЭ – проволочным электродом (толщина металла — 30…450 мм),
ШМ – плавящимся мундштуком (толщина более 30 мм),
ШП — электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства (зазора), толщина – 30…800 мм.
6. Сварные соединения трубопроводов из сталей выполняются по ГОСТ 16037.
В стандарте приняты следующие обозначения способов сварки:
ЗП – дуговая сварка в защитном газе плавящимся электродом, ЗН – дуговая сварка в защитном газе неплавящимся электродом, Р – ручная дуговая сварка, Ф -дуговая сварка под флюсом, Г – газовая сварка.
Обозначение сварки на чертежах по ГОСТ: примеры и расшифровка таблицы

Если вы скажете, что – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям , обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения на чертеже:

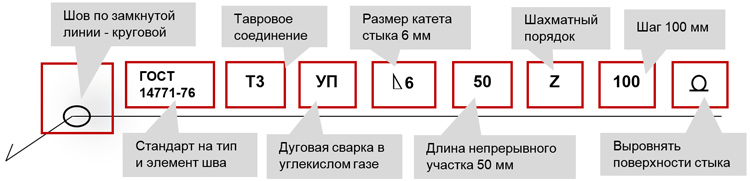
Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.
 А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
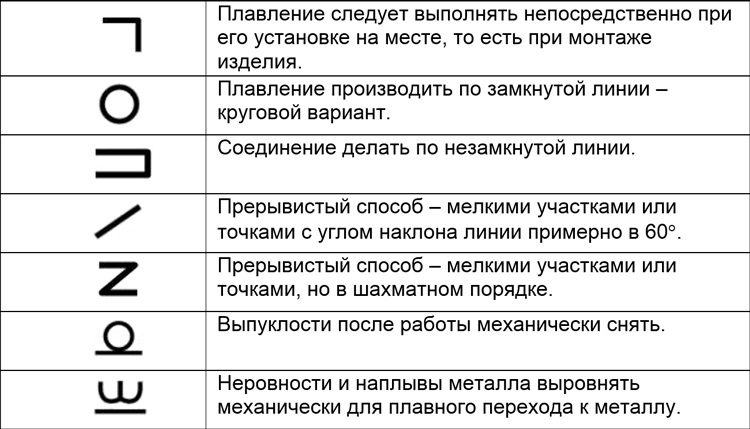
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о .
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.

Пример чертежа сварных швов по ГОСТ.
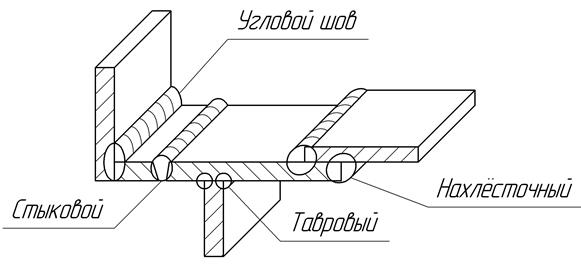
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
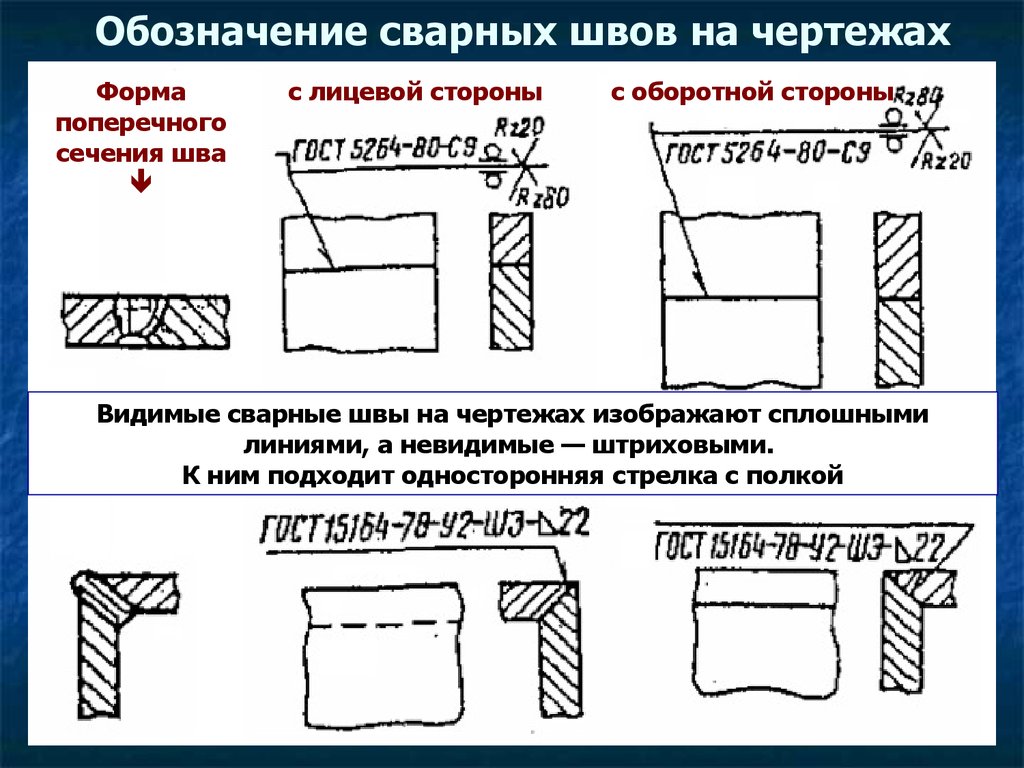
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Обозначение сварных швов | Сварка и сварщик
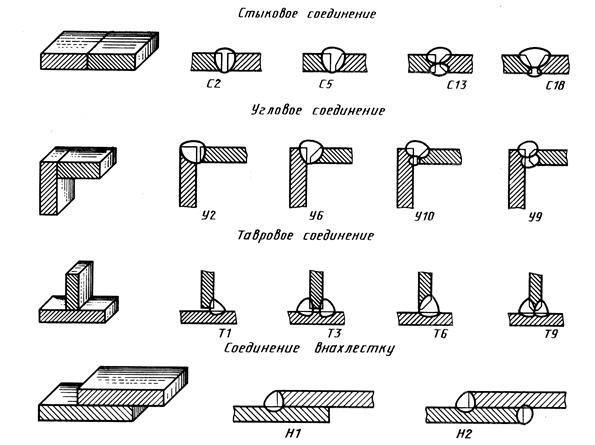
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* — обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Обозначение сварных швов на чертежах по ГОСТу
Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Виды сварочных швов
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:

Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Читайте также: Виды сварных соединений
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
Список сварочных процессов — Википедия
Материал из Википедии — свободной энциклопедии
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 2 марта 2020; проверки требуют 3 правки. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 2 марта 2020; проверки требуют 3 правки.Список сварочных процессов, разделенных на соответствующие категории.
Во втором столбце указаны идентификационные номера по ISO 4063 (в Европейском Союзе — по EN ISO 4063).[1] цифры в скобках устарели и были удалены из текущей (1998) версии стандарта ISO 4063. В Северной Америке используется Справочник кодов Американского сварочного общества (AWS).[2]
В РФ к действующим государственным стандартам, касающимся сварки относятся:
- ГОСТ Р ИСО 4063-2010 Сварка и родственные процессы. Перечень и условные обозначения процессов;
- ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка;
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий;
- ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения;
- ГОСТ 19521-74 Сварка металлов. Классификация;
- ГОСТ 29273-92 Свариваемость. Определение;
- ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл;
- ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу;
- ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу;
- ГОСТ 29297-92 Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов;
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений;
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений;
- ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения;
- ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс.
| Имя | N | AWS | Характеристики | Применение |
|---|---|---|---|---|
| Водородная сварка | (149) | AHW | Два металлических электрода в атмосфере водорода | Применяется для образования герметичных и высокопрочных швов |
| Электрическая дуговая сварка | (113) | BMAW | Плавящийся электрод, без флюса или защитного газа | В быту, технике |
| Углеродная дуговая сварка | (181) | CAW | Угольный электрод | Сварка меди, ремонт |
| Порошковая дуговая сварка | 136 137 | Процесс FCAW-С | Непрерывно плавящийся электрод | Промышленность, строительство |
| Дуговая сварка в защитных газах [3] | 131 135 | GMAW | Непрерывным плавящимся электродом и защитным газом | Промышленность |
| Сварка неплавящимся электродом [4] | 141 | GTAW | Электрод неплавящийся, высокое качество сварных швов | Аэрокосмическая промышленность,строительство (трубопроводы), инструмент |
| Плазменная сварка | 15 | PAW | Электрод неплавящийся, суженные дуги | Трубопровод, контрольно-измерительные приборы |
| Ручная дуговая сварка [5] | 111 | SMAW | Плавящийся электрод покрытый флюсом, сварка любого металла | Строительство, на открытом воздухе, ремонт |
| Автоматическая дуговая сварка под флюсом | 121 | SAW | Автоматическая, дуговая сварка | Применяется в стационарных цеховых условиях для всех металлов и сплавов, включая разнородные металлы толщинами от 1,5 до 150 мм. |
| Магнитно дуговая сварка[6] | 185 | MIAB | Сварка под давлением с перемещаемой магнитом сварочной дугой в защитном газе | Трубопроводы |
| Сварка в космосе | Использовалась на космических аппаратах Российской Федерации (СССР) | Дуговая сварка в условиях глубокого вакуума и отсутствии гравитации. | Сварка и ремонт элементов космических аппаратов и оборудования |
Сварка в космосе
| Имя | N | AWS | Характеристики | Применение |
|---|---|---|---|---|
| Воздушно ацетиленовая сварка[7] | (321) | AAW | Соединение получается путём нагрева газовым пламенем, образующимся при сжигании ацетилена в воздухе | Ремонт, сварка в местах, где нет электричества |
| Газовая сварка | 311 | OAW | Сгорание ацетилена с кислородом производит высоких-температурное пламя, недорогое оборудование | Техническое обслуживание, ремонт |
| Кислород/пропан | 312 | Газовая сварка с использованием кислорода/горение пропана | Строительство, ремонт | |
| Водородокислородная сварка | 313 | OHW | Горит водород с кислородом | Строительство, техника |
| Газовая сварка под давлением | PGW | Пламя газовое стваривает трубы под давлением[8] | Сварка труб, железнодорожных рельс |
| Имя | N | AWS | Характеристики | Приложения |
|---|---|---|---|---|
| Контактная точечная сварка | 21 | RSW | Два заостренных электрода, давление и ток для двух или более тонких заготовок | Автомобильная промышленность, Аэрокосмическая промышленность |
| Контактная сварка | 22 | RSEW | Два колеса-образные электроды катимся заготовок, давления и тока | Авиационно-космическая промышленность, металлические бочки, трубы |
| Точечная контактная сварка | 23 | PW | Полуавтоматическая, автоматическая, сварка локализуется в заданных точках. | Автомобильная промышленность, легкая промышленность |
| Сварка оплавлением | 24 | PW | На детали подают напряжение от сварочного трансформатора и сближают с заданной скоростью. При соприкосновении деталей в образующихся отдельных контактах вследствие большой плотности тока металл контактов быстро нагревается и взрывообразно разрушается. | Применяется для изготовлении колец (шпангоутов) диаметром 4—5 м, заготовок при непрерывной прокатке, валов |
| Стыковая сварка | 25 | UW | Встык, поверхности с подогревом | Широко применяется при соединении арматурных стержней |
| Название | N | AWS | Характеристики | Применение |
|---|---|---|---|---|
| Холодная сварка | 48 | CW | сваривает медь и алюминий | Электрические контакты |
| Диффузионная сварка | 45 | DFW | Не видна линия шва | Титановый насос, крыльчатки колеса |
| Сварка взрывом | 441 | EXW | Соединяет разнородные металлы | Химическая промышленность, Биметаллические трубопроводы |
| Магнитно-импульсная сварка | Трубы или листы ускоряются с помощью электромагнитных сил. Оксиды удаляются во время удара | Автомобильная промышленность, сосуды под давлением | ||
| Сварка ковкой | (43) | FOW | Древнейший вид сварки | Дамасская сталь |
| Сварка трением | 42 | FRW | Тонкая околошовная зона, необходимо достаточное давление | Аэрокосмическая промышленность, рельсы, наземный транспорт |
| Имя | N | AWS | Характеристики | Применение |
|---|---|---|---|---|
| Сварка электронным лучом | 51 511 | EBW | Глубокое проникновение, быстрый процесс, высокая стоимость оборудования | Для сварки тугоплавких, высокоактивных металлов в космической, авиационной промышленности, приборостроении. |
| Электрошлаковая сварка | 72 | ESW | Быстрая сварка толстых заготовок в вертикальном положении, сварка стали непрерывно плавящимся электродом. | Изготовление тяжелых пластин, судостроение. |
| Лазерная сварка | 521 522 | LBW | Глубокое проникновение, быстрый процесс, высокая стоимость оборудования | Автомобильная промышленность |
| Ударные сварки | 77 | PEW | Электрический разряд, давление | Компоненты стрелочного привода |
| Термитная сварка | 71 | TW | Экзотермическая реакция между алюминиевым порошком и порошком оксида железа | Железнодорожные пути |
| Электрогазовая сварка | 73 | Непрерывно плавящийся электрод в вертикальном положении, сварка стали | Нефтехранилища, судостроение | |
| Электросварка мягких тканей | Сварное соединение основано на эффекте электротермической денатурации белковых молекул, ВЧ ток | Медицина, косметические операции | ||
| Сварка пластмасс | Разные термопласты при нагревании могут переходить в вязкотекучее состояние или нет, в зависимости от этого сварка производится подогревом, давлением или введением в зону сварки сшивающего агента. | Сварка полипропиленовых труб, в быту | ||
| Гибридная лазерная сварка | Используется одновременно твердотельный Nd:YAG-лазер и дуговая сварка | Высокая скорость сварки, сварка толстых металлов |
Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. М.: Машиностроение, 1978.
Сварка и сварщик 【weldering.com】 холодная сварка, сварка аргоном, водород, гелий, азот, углекислота, СaC2
- Сварка
- это процесс получения неразъемных соединений деталей посредством установления межатомных связей между свариваемыми частями при их местном (общем) нагреве или пластическом деформировании, или совместном действии того и другого
Сварка в жизни человека
Никому не стоит рассказывать о том, что в жизни человека металл имеет огромное значение, это и так очевидно. Каждый вид металла принято оценивать по таким параметрам как срок службы, твердость и технология обработки. Металлические конструкции незаменимы в тех случаях, когда другие материалы не способны выдерживать предполагаемую нагрузку. Поэтому человечество научилось резать, обрабатывать и сваривать металлы. Сварка представляет собой один из важнейших процессов в большинстве промышленных отраслей. Сварка стала величайшим открытием в жизни человека и в истории человечества в целом. С ее помощью создано огромное количество средств производства, инструментов и т.п.
Индивидуальное и производственное использование сварки
Очевидно, что сварочные работы в быту человека играют неоценимую важность. Доступность инструментов и материалов для сварки позволяет людям открывать небольшие цеха по производству дверей, ворот, ограждений, окон, станции по ремонту автомобилей и другой техники, где требуется сварочные соединения металлических конструкций. Необходимо также заметить, что при помощи технологии сваривания можно соединять не только конструкции из металла, но из различных полимерных материалов. При этом достигает высочайшая степень прочности соединения.
Сейчас сварочному делу может научиться практически каждый желающий. Для этого существуют различные обучающие курсы и курсы для повышения квалификацию. Спрос на такие работы никогда не будет утрачен, так как все металлоконструкции тоже имеют срок годности, а, следовательно, нуждаются в ремонте. В современном производстве происходит постепенное внедрение сварки с использованием лазерного луча, что выведет производство на новый уровень.
На страницах сайта «Сварка и сварщик» мы постарались собрать наиболее обширную информацию о современных методах сварки, технологии сварки, сварочном оборудовании и их применении в производстве и в быту.
Здесь Вы сможете скачать нормативную документацию по сварке (ГОСТ и др.), учебники и учебные пособия по сварке.
Вся представленная на данном сайте информация поможет Вам понять:
Сайт weldering.com сделан исключительно для того чтобы сэкономить Ваше время на поиски информации о сварке. Мы не занимаемся продвижением какого-либо коммерческого продукта, определенной фирмы или завода-изготовителя.
Если у Вас найдутся какие-то пожелания, идеи или что-то показалось слишком сложным, непонятным — пожалуйста, сообщите нам, воспользовавшись формой обратной связи. Мы обещаем, что ни одно сообщение не останется без ответа.
Большое спасибо за внимание!
Классификация сварки | Мир сварки
Сварка плавлением
Сварка плавлением — (термический класс сварки) сварка, осуществляемая местным сплавлением соединяемых частей без приложения давления. Классификация сварки плавлением приведена на рис.1.
Рис.1. Классификация сварки плавлением |
Дуговая сварка — сварка плавлением, при которой нагрев осуществляется электрической дугой. Имеет большое количество разновидностей.
Электрошлаковая сварка — сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак. Классифицируется по виду и количеству электродов и по колебаниям электрода.
Электронно-лучевая сварка — сварка плавлением, при которой для нагрева используется энергия ускоренных электронов (электронного луча). Классифицируется по наличию и направлению колебаний луча.
Плазменная сварка — сварка плавлением, при которой нагрев проводится сжатой дугой.
Световая сварка — сварка плавлением, при которой нагрев проводится мощным световые лучом. Классифицируется по виду источника света (солнечная, лазерная, искусственными источниками света).
Газовая сварка — сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. Классифицируется по виду горючего газа.
Термитная сварка плавлением — сварка плавлением, при которой нагрев металла осуществляется жидким термитным металлом, расплавляющим металл соединяемых деталей в месте образуемого сварного стыка по всему сечению и служащим одновременно и присадочным металлом.
Литейная сварка — сварка плавлением, при которой подготовленное место заливается жидким перегретым металлом, заготовленным в отдельном от изделия контейнере.
Сварка комбинированная
Сварка комбинированная — (термомеханический класс сварки) сварка, осуществляемая с использованием тепловой энергии и давления. Классификация комбинированной сварки приведена на рис.2.
Рис.2. Классификация комбинированной сварки |
Контактная сварка — сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока. Классифицируется по ряду признаков.
Диффузионная сварка — сварка давлением, осуществляемая за счет взаимной диффузии атомов в тонких поверхностных слоях контактирующих частей, достигаемой нагревом (ниже температуры плавления) и длительной выдержки, при этой температуре, с последующим сжатием. Основная классификация по виду источника нагрева.
Прессовая сварка — сварка давлением с равномерным нагревом металла (ниже температуры плавления) и последующим сжатием штампами.
Печная сварка — сварка давлением, при которой нагрев проводится в печах или горцах. Подразделяется на кузнечную сварку, сварку прокаткой и сварку выдавливанием.
Сварка ТВЧ (высокочастотная сварка) — сварка с применением давления, при которой нагрев осуществляется токами высокой частоты. Нагрев может быть индукционный и конденсаторный.
Термитная сварка давлением — сварка давлением, производимая с нагревом металла в месте образуемого сварного стыка до температуры, близкой к температуре плавления, продуктами реакций горения термита и последующей осадкой на прессе.
Сварка давлением
Сварка давлением — (механический класс сварки) сварка, осуществляемая с использованием механической энергии и давления. Классификация сварки давлением приведена на рис.3.
Рис.3. Классификация сварки давлением |
Холодная сварка — сварка давлением при значительной пластической деформации (свободной или стесненной) без нагрева свариваемых частей внешними источниками тепла. Классифицируется по форме сварного соединения и по характеру деформации.
Сварка взрывом — сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения свариваемых частей. Сварка взрывом близка к холодной сварке, но отличается тем, что в зоне соединения металл нерегулируемо нагревается в результате быстрой пластической деформации.
Ультразвуковая сварка — сварка давлением, аналогичная сварке трением, но осуществляемая при воздействии ультразвуковых колебаний. Классифицируется по форме сварного соединения.
Магнитно-импульсная сварка — сварка с применением давления, при которой соединение осуществляется в результате соударения свариваемых частей, вызванного воздействием импульсного магнитного поля.