Сварка швов в вертикальном положении
При сварке швов в вертикальном положении применяют электроды диаметром не более 5 мм потолочные швы сваривают электродами диаметром 3…4 мм. [c.48]При сварке швов в вертикальном положении мундштук горелки находится под углом 45° к поверхности трубы. При этом сварщик выполняет спиралеобразное движение горелкой. После расплавления кромки сварочное пламя немного отводят от ванны, не нарушая ее защиты, что дает возможность жидкому металлу затвердеть. В случае стекания жидкого металла из ванны в процессе сварки угол наклона горелки уменьшают. Газовую сварку горизонтальных швов на вертикальной плоскости выполняют с некоторым смещением ванны, облег- [c.119]
Полуавтоматическую сварку швов в нижнем положении производят с наклоном электрода углом вперед или назад по отношению к вертикали (угол 5—15°). При сварке изделий из тонкого листа электрод не совершает поперечных колебаний.
Сварка швов в вертикальном положении затруднена тем, что металл сварочной ванны под влиянием силы тяжести стремится скатиться вниз. Для предупреждения этого уменьшают размер сварочной ванны путем снижения сварочного тока на 10—20 %, и сварку веДут короткой дугой. Вертикальные швы сваривают сверху вниз и снизу вверх (рис. 13.10). Для ов- [c.172]
Сварка швов в вертикальном положении ограничивается диаметром электрода 5 мм, а в потолочном — 4 мм, при этом сила тока берется на 10—20% ниже, чем при сварке, в нижнем положении. Термическая обработка, если это требуется по техническим условиям, состоит из закалки и последующего отпуска по режимам, рекомендуемым ГОСТ 4543-71. [c.176]
Сварка швов в вертикальном положении [c.115]
| Рис. 57. Сварка швов в вертикальном положении а — снизу вверх (на подъем) б —сверху вниз (на спуск) ], 2 — начальное и основное положение электрода |
 При такой сварке условия формирования шва еще более затруднительны. Величина сварочного тока принимается на 10—20% меньше по сравнению со сваркой в нижнем положении.
[c.116]
При такой сварке условия формирования шва еще более затруднительны. Величина сварочного тока принимается на 10—20% меньше по сравнению со сваркой в нижнем положении.
[c.116]Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10—15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомен дуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10—20% ниже, чем для сварки в нижнем положении. [c.67]
[c.67]
Выбор способа сварки зависит также, от пространственного положения шва. При. сварке швов в нижнем положении выбор способа сварки, как указывалось ранее, зависит от толщины металла. Сварку вертикальных швов снизу вверх выполняют левым способом (рис. 7, а). Сварку на вертикальных поверхностях горизонтальными швами выполняют левым способом, направляя пламя горелки на заваренный шов (рис. 7, б). Для предупреждения вытекания расплавленного металла сварочную ванну формируют с небольшим перекосом. Потолочные швы (рис. 7, в) легче сваривать правым способом, так как в этом случае газовый поток пламени направлен непосредственно на шов и тем самым препятствует вытеканию металла из сварочной ванны. [c.101]
Проволока ППВ-5 применяется для сварки в нижнем, наклонном, вертикальном, горизонтальном на вертикальной плоскости положениях шва. Проволока чувствительна к образованию пор при сварке на вылете менее 40 мм. При сварке швов в нижнем положении с катетом более 10 мм необходимо манипулировать концом проволоки при ее расположении углом назад. Вертикальные швы с катетом до 14 мм рекомендуется выполнять за один проход. При выполнении многослойных швов толщина второго и последующих слоев должна быть не более 4…5 мм.
Вертикальные швы с катетом до 14 мм рекомендуется выполнять за один проход. При выполнении многослойных швов толщина второго и последующих слоев должна быть не более 4…5 мм.
Одним из основных условий технологичности сварных конструкций является доступность ее швов для автоматических процессов сварки. Все швы должны быть доступны сварке в нижнем положении и в лодочку с учетом возможности кантовки изделия при дуговой и газопламенной сварке либо в вертикальном положении при дуговой сварке с принудительным формированием шва и при электрошлаковой сварке. При выборе формы разделки кромок следует учитывать, что для сварки поворотных стыков удобна двухсторонняя Х-образная разделка, которая в этом случае значительно сокращает объем наплавляемого металла по сравнению с односторонней разделкой. Лишний наплавленный металл ухудшает качество конструкции и увеличивает трудоемкость ее изготовления. Себестоимость единицы массы наплавленного металла в 15…20 раз выше себестоимости единицы массы всей сварной конструкции.
Наибольшее значение силы тока относится к сварке швов в нижнем положении, наименьшее — в потолочном и вертикальном. Зависимость силы сварочного тока от диаметра электрода при ручной дуговой сварке приведена ниже. [c.46]
Сварку швов в вертикальном и потолочном положении выполняют, как правило, электродами диаметром не более 4 мм. [c.390]
При сварке сверху вниз (рис. 49, б) дугу возбуждают в верхней точке шва и придают электроду сначала перпендикулярное положение 1, а после образования кратера—наклонное положение 2. Метод сварки сверху вниз рекомендуется применять в основном лишь для тонкого металла и первых слоев при V- и Х-образной разделке кромок.
Сварка вертикальных и горизонтальных швов на вертикальной плоскости труднее сварки швов в нижнем положении. Расплавленный металл шва под действием силы тяжести стремится стекать вниз. Сварку вертикальных швов производят главным образом снизу вверх. [c.205]
При сварке угловых швов силу тока увеличивают по сравнению со сваркой стыковых швов на 10—15%. Сварку вертикальных и горизонтальных швов ведут при силе тока на 10—15%, а потолочных на 15—20% меньше, чем при сварке швов в нижнем положении. [c.207]
Увеличение диаметра электродов ограничивается возможностью сквозного прожигания свариваемого изделия, затруднениями при сварке швов в вертикальном и потолочном положениях, а также возможностью непровара в вершине разделки при наложении первого слоя. [c.101]
[c.101]
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем поло-л ении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве. [c.97]
Выполнение сварных швов в вертикальном положении сверху вниз специальными электродами, в составе покрытий которых имеются компоненты, увеличивающие в процессе сварки силу поверхностного натяжения металла, исключает прожоги в корне шва.
При аргоно-дуговой сварке швов в вертикальном, горизонтальном- и потолочном положениях практически невозможно добиться направленного переноса металла. Зачастую при сварке в диапазоне докритических токов образовавшаяся на электроде крупная капля (при обрыве дуги либо при коротком замыкании) отделяется и летит вниз, не попадая в ванночку. В последние годы был разработан способ активного воздействия на процессы плавления и переноса электродного металла — так называемый способ импульсно-дуговой сварки.
[c.79]
В последние годы был разработан способ активного воздействия на процессы плавления и переноса электродного металла — так называемый способ импульсно-дуговой сварки.
[c.79]
Сварка швов в различных положениях. Различают четыре положения шва в пространстве — нижнее, вертикальное, горизонтальное на вертикальной плоскости и потолочное (верхнее). [c.80]
Сварка стыковых швов с Х-образной разделкой кромок. Сварка Х-образных швов выполняется с соблюдением тех же правил, что и при сварке У-образных швов. Поскольку Х-образный шов по конструкции симметричен и дает незначительное коробление, заполнение его нужно осуществлять поочередно с обеих сторон. Еще лучше заваривать Х-образный шов одновременно с двух сторон, что часто применяется при выполнении швов в вертикальном положении. [c.140]
Выбор способа сварки зависит также от пространственного положения шва. При сварке швов в нижнем положении выбор способа сварки, как указано выше, зависит от толщины металла. Сварку вертикальных швов снизу вверх следует производить левым способом (рис. 91, а). Сварку горизонтальных швов выполняют левым способом, направляя пламя го-
[c.102]
Сварку вертикальных швов снизу вверх следует производить левым способом (рис. 91, а). Сварку горизонтальных швов выполняют левым способом, направляя пламя го-
[c.102]
Выбор правого или левого способа сварки следует производить с учетом положения шва в пространстве. При сварке швов в нижнем положении можно применять как левый, так и правый способы сварки в этом случае выбор способа, как правило, определяется производительностью, которая зависит от толщины металла. При сварке вертикальных швов снизу вверх удобнее производить сварку левым способом (фиг. 53, а). Горизонтальные швы легче выполнять правым способом (фиг. 53, б), -при котором газовый поток пламени направлен на шов и тем самым препятствует стеканию металла из сварочной ванны. В отличие от обычного правого способа сварки в этом сл учае сварку производят справа налево и сварочной ванне придают некоторый перекос, облегчающий формирование шва. Сварку потолочных швов также лучше производить правым способом (фиг.
Сварку опиранием в вертикальном положении по направлению сверху вниз можно выполнять электродами марки АНО-9. При наложении угловых швов с катетом 8 мм применяют электроды диаметром [c.174]
Выбор способа правой или левой сварки всегда следует увязывать с положением шва в пространстве. Дело в том, что при сварке швов в нижнем положении процесс можно вести как правым, так и левым способом, и в этом случае выбор способа определяется производительностью, которая зависит в основном от толщины металла. При сварке же вертикальных швов снизу вверх процесс сварки значительно удобнее вести левым способом. Иногда сварку этих швов снизу вверх производят и правым способом. [c.344]
Сварку ведут в вертикальном положении. Кромки листов обрезают перпендикулярно их поверхносги без скоса. Листы собирают под сварку с зазором от 20 до 35 мм в зависимости от их толщины.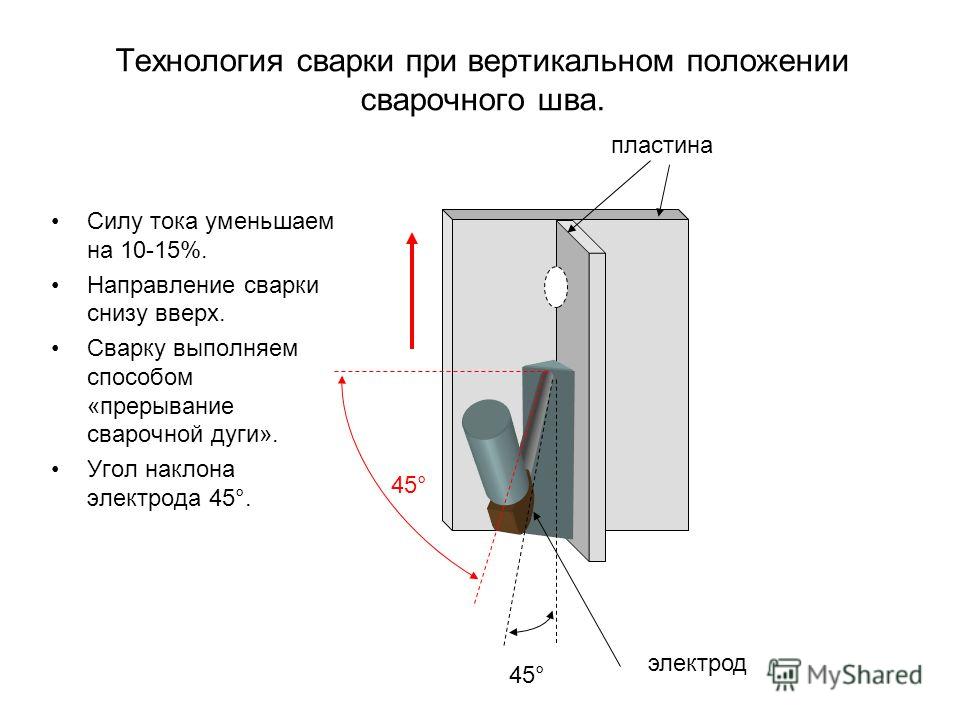 Снизу приваривается временная начальная планка, а сверху — две конечные. При сварке швов значительной длины к листам привариваются также крепежные скобы. После сварки планки и скобы срубают.
[c.209]
Снизу приваривается временная начальная планка, а сверху — две конечные. При сварке швов значительной длины к листам привариваются также крепежные скобы. После сварки планки и скобы срубают.
[c.209]
Выбор способа правой пли левой сварки всегда следует увязывать с положением шва в пространстве. Дело в том, что при сварке швов в нижнем положении процесс можно вести как правым, так и левым способами, и в этом случае выбор способа, как правило, определяется производительностью, которая зависит в основном от толщины металла. При сварке же вертикальных швов снизу вверх процесс сварки значительно удобнее вести левым способом, когда сварщик располагает горелку и присадочный металл, как показано на фиг. 90. Иногда сварку этих швов снизу вверх производят и правым способом. Это от- [c.195]
При электрошлаковой сварке шов укладывается за один проход, при этом производительность повышается в 3—15 раз по сравнению даже с таким производительным способом укладки швов, как сварка под флюсом. Швы укладываются в вертикальном положении. Это обстоятельство послужило причиной использования электрошлакового процесса для сварки вертикальных швов элементов относительно небольших толщин, например 25 мм и менее.
[c.120]
Швы укладываются в вертикальном положении. Это обстоятельство послужило причиной использования электрошлакового процесса для сварки вертикальных швов элементов относительно небольших толщин, например 25 мм и менее.
[c.120]
Сварку в вертикальном положении следует выполнять с применением электродов диаметром не более 5 мм, потолочных швов — диаметром не более 4 мм. [c.637]
Проволока ПН-АН 11 применяется для сварки в нижнем, горизонтальном на вертикальной плоскости и в вертикальном положениях шва в заводских условиях и на строительной площадке допускается для сварки в потолочном положении. Эта проволока рекомендуется для сварки металла толщиной более 3 мм. Она обеспечивает глубокий провар и стойкость металла шва против образования трещин. Сварку вертикальных швов выполняют снизу вверх при толщине металла 3…10 мм, совершая колебательные движения, при этом необходимо соблюдать минимальные рекомендуемые значения напряжения дуги. В нижнем положении за один проход можно получить швы размером не более 8 мм. Потолочные швы должны выполняться на режимах для вертикальной сварки.
[c.174]
Потолочные швы должны выполняться на режимах для вертикальной сварки.
[c.174]
Отсутствие пластичности при п.чавлении и затвердевании. Переход из твердого состояния в жидкое происходит сразу, минуя пластичное состояние, поэтому затруднена сварка швов в вертикальном положении. [c.539]
Сварку швов в вертикальнам положении выполнять значительно сложнее, чем в нижнем положении. Расплавленный металл при такой сварке под действием силы тяжести стремится вытекать из сварочной ванны и стекать с электрода вниз. Сварку в вертикальном положении необходимо выполнять короткой дугой, при этом капли расплавленного металла под влиянием сил поверхностного натяжения легче переходят с электрода в сварочную ванну. [c.115]
Сварку опиранием в вертикальном положении по направлению сверху вниз можно выполнять электродами марки АНО-9. При наложении угловых швов с катетом 8 мм применяют электроды диаметром 4 мм скорость сварки составляет 10 м/ч, что в два раза больше скорости сварки электродами УОНИИ-13/55 диаметром 5 мм.
[c.146]При заводском ремонте вставки вваривают в брусковую раму в том случае, если в полотне имеется более двух или трех (в зависимости от расположения) заваренных и незаваренных трещин. После удаления дефектного участка газовой резкой подготавливают места стыков Х-образной разделкой. Вварку вставки осуществляют электродуговой или электрошлаковой сваркой плавящимся мундштуком при расположении швов в вертикальном положении или с наклоном не более 30° с непрерывным процессом сварки. [c.304]
Сварку угловых швов в нижнем положении можно выполнять двумя приемами. Сварка вертикальным электродом в лодочку (рис. 17, а) обеспечивает наиболее благоприятные условия для провара кория Н1ва и формирования его усиления. ]1о существу этот прием напоминает сварку стыковых hibob с V-образным скосом кромок, так как ншв формируется между свариваемыми поверхностями. Однако при этом способе требуется тщательная [c.24]
На основании стенда размещен рельс 11 и колонны 12, на которых закреплены верхние направляющие велотележек 7.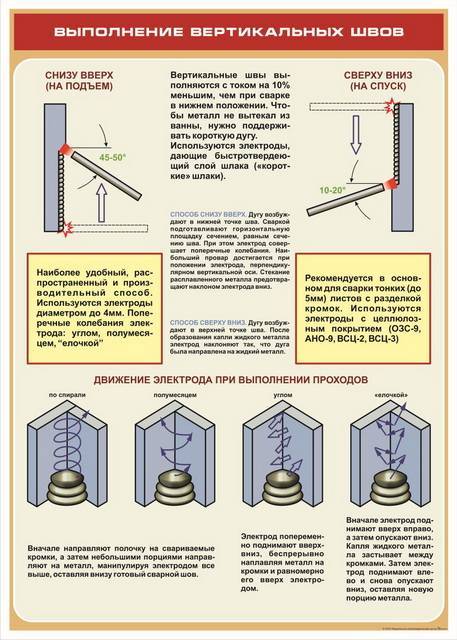 Последняя состоит из рамы с колесами, привода для перемещения вдоль оси стервда, верхних опорных роликов 13, охватывающих с двух сторон направляющую 14 для удержания рамы в вертикальном положении. По вертикальным направляющим перемещается балкон 14, на котором установлен привод для перемещения противовеса, тележка со сварочными автоматами и электросварочным оборудованием. Балкон 15 оборудован двумя сварочными автоматами 8, что позволяет производить одновременно сварку двух кольцевых швов. Сборка частей корпуса производится в такой последовательности. На роликоопоры 5, 10 тележек 3, 4, 9 краном устанавливаются части корпуса. Тележки 3, 9 или 4, 9 сближают до смыкания свариваемых частей, затем неприводными роликоопорами 10 совмещаются стыки, поднимая или опуская часть корпуса (за счет отвода или подвода роликоопор 10 к оси стенда). При необходимости часть корпуса, находящуюся на приводных роликоопорах, можно повернуть относительно оси.
[c.75]
Последняя состоит из рамы с колесами, привода для перемещения вдоль оси стервда, верхних опорных роликов 13, охватывающих с двух сторон направляющую 14 для удержания рамы в вертикальном положении. По вертикальным направляющим перемещается балкон 14, на котором установлен привод для перемещения противовеса, тележка со сварочными автоматами и электросварочным оборудованием. Балкон 15 оборудован двумя сварочными автоматами 8, что позволяет производить одновременно сварку двух кольцевых швов. Сборка частей корпуса производится в такой последовательности. На роликоопоры 5, 10 тележек 3, 4, 9 краном устанавливаются части корпуса. Тележки 3, 9 или 4, 9 сближают до смыкания свариваемых частей, затем неприводными роликоопорами 10 совмещаются стыки, поднимая или опуская часть корпуса (за счет отвода или подвода роликоопор 10 к оси стенда). При необходимости часть корпуса, находящуюся на приводных роликоопорах, можно повернуть относительно оси.
[c.75]
Получение прямоосного ротора зависит от системы предварительной сборки ротора под сварку и самого процесса сварки.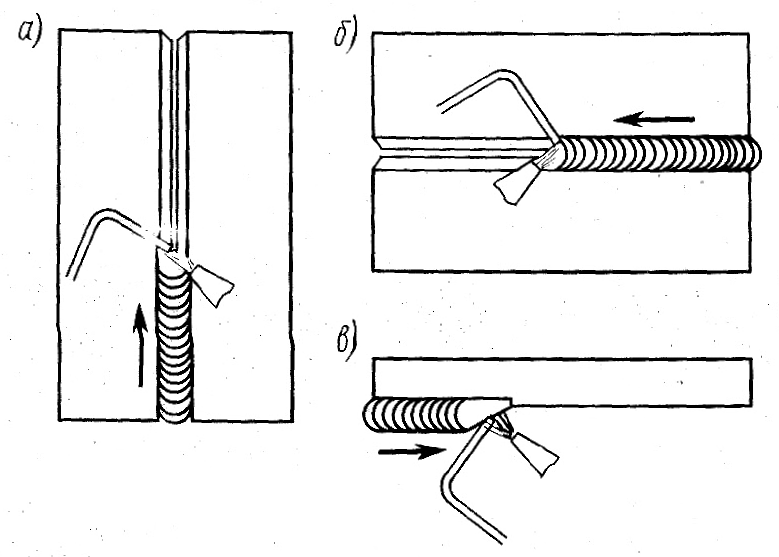 На фиг. 74 показано приспособление для предварительной сборки частей ротора под сварку. Приспособление позволяет собрать ротор в вертикальном положении. В случае разделки под шов как показано на фиг. 72, б, между частями ротора вкладываются одинаковые по ширине дистанционные пластины (по 4—б пластин), которые фиксируют расстояние и обеспечивают параллельность подлежащих сварке торцов всех частей ротора. Собранные в приспособлении части стягиваются с помощью двух дисков н стяжных болтов. Число болтов должно быть небольшим для удобства сварки начальной части швов сварка производится на доступных участках между болтами).
[c.123]
На фиг. 74 показано приспособление для предварительной сборки частей ротора под сварку. Приспособление позволяет собрать ротор в вертикальном положении. В случае разделки под шов как показано на фиг. 72, б, между частями ротора вкладываются одинаковые по ширине дистанционные пластины (по 4—б пластин), которые фиксируют расстояние и обеспечивают параллельность подлежащих сварке торцов всех частей ротора. Собранные в приспособлении части стягиваются с помощью двух дисков н стяжных болтов. Число болтов должно быть небольшим для удобства сварки начальной части швов сварка производится на доступных участках между болтами).
[c.123]
При электрошлаковой сварке применяются отечественные флюсы АН-8, АН-22, ФЦ-7 и др., при условии использования электродной низкоуглеродистой или марганцовистой проволоки. Доказана возможность сварки этим способом многих низкоуглеродистых и низколегированных сталей. Применяется различное сварочное оборудование аппараты, перемещающиеся в вертикальном положении по рельсам (А-433, А-480 и др.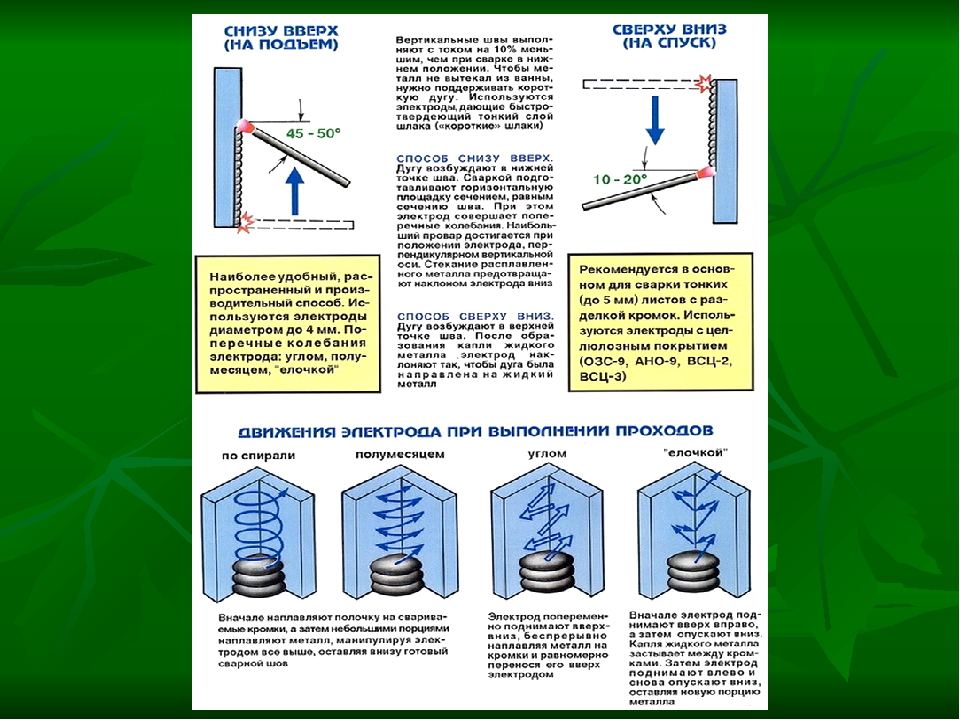 ) магнитошагающие аппараты, удерживаемые на изделии электромагнитами (А-501, и т. д.) специальные аппараты для сварки кольцевых швов (А-401, А-470).
[c.120]
) магнитошагающие аппараты, удерживаемые на изделии электромагнитами (А-501, и т. д.) специальные аппараты для сварки кольцевых швов (А-401, А-470).
[c.120]
Сварка аргоном вертикальный шов
Сварка аргоном вертикальный шовЕсли вам пришлось варить вертикальный стык в несколько проходов сваркой TIG. Для начало нужно все правильно подготовить. Сам металл зачистить до металлического блеска. Снять кромку под углом 25 градусов с допуском в 2 градуса. Что бы понятней было на рисунке я нарисовал стык №17.
Делаем прихватку в нижней части под пятку и с определенным шагом по стыку. В моем случае я сделал в начале и в конце для примера. Дугу лучше делать короткой и узкой. Так будет проще контролировать сам процесс. Сварочную ванну начинаем формировать в нижней прихватке. Для этого рукоять TIG держать перпендикулярно плоскости. Руку опереть при возможности на саму деталь. Рука не должна дрожать. По вольфрамовому электроду в мое случае диаметр 1,6mm остро заточенный как шило, серым цветом.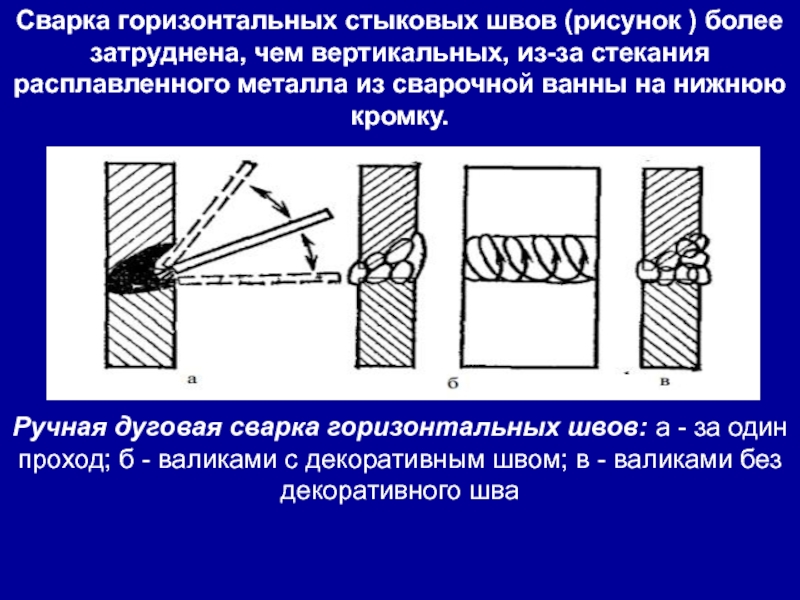 Сопло взял 5№. Литров примерно 6 выставлял аргона. Ток на сварочном 80А подобрал. Проволоку сварочную взял 2mm СВ-08Г2С простую. Выпуск электрода вольфрамового сделал 8mm. Важным является как правильно подавать присадочный материал. Проволоку подаю сверху по центру сварочной ванны. Она соскользам по кромке металла должна подаваться, так не будет дрожать. Плавить нужно кромки по 2mm в толщу металла. Плавными движениями от края к краю. Сварочную ванну хорошо видно по этому следим за сплавлением металла и его количества. Присадочную проволоку следует добавлять по мере нарастания сварочного шва. Плавить ее только сварочной дугой. На рисунке попытаюсь нарисовать подробно как должно выглядеть.
Сопло взял 5№. Литров примерно 6 выставлял аргона. Ток на сварочном 80А подобрал. Проволоку сварочную взял 2mm СВ-08Г2С простую. Выпуск электрода вольфрамового сделал 8mm. Важным является как правильно подавать присадочный материал. Проволоку подаю сверху по центру сварочной ванны. Она соскользам по кромке металла должна подаваться, так не будет дрожать. Плавить нужно кромки по 2mm в толщу металла. Плавными движениями от края к краю. Сварочную ванну хорошо видно по этому следим за сплавлением металла и его количества. Присадочную проволоку следует добавлять по мере нарастания сварочного шва. Плавить ее только сварочной дугой. На рисунке попытаюсь нарисовать подробно как должно выглядеть.
В итоге с лица получится неказистый коренной шов. Задача не сделать с внутренней части заготовки наплывов и усадки металла. Лицевой шов делать немного легче. Основа наложения лицевого будет накладываться на коренной шов. Процедура вся начинается снизу. Теперь задача наплавить металл на корень и сплавить кромки примерно по 1,5mm.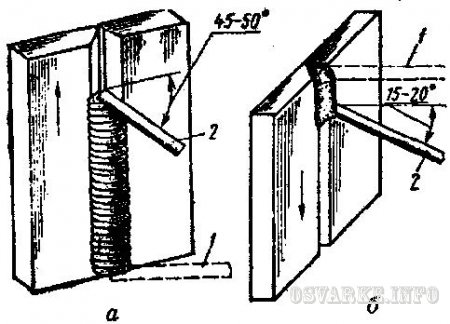 Сквозного вылета газа аргона не будет. Дугой выглаживаю поверхность. Задерживаюсь у краев на половину секунды . Присаживаю проволоку для формирования правильного катета. Место сварочное хорошо будет прогреваться по этому нужно следить за сварочной ванной. В заключении поверхность сварочного шва получается гладкой. На фото будет видно.
Сквозного вылета газа аргона не будет. Дугой выглаживаю поверхность. Задерживаюсь у краев на половину секунды . Присаживаю проволоку для формирования правильного катета. Место сварочное хорошо будет прогреваться по этому нужно следить за сварочной ванной. В заключении поверхность сварочного шва получается гладкой. На фото будет видно.
Грубые ошибки при работе и настройки оборудования. Повышенный ток быстро будет сплавлять металл, образуются наплывы по внутренней части. Увеличивается зона термического влияния. Низкий ток не позволит сплавить кромки и будет утягивание по внутренней части. Слабой поток аргона ослабит структуру металла. Сильный поток газа будет выдувать сварочную ванну. Если присадочную проволоку воткнете во время сварки в жидкий металл то частицы ее останутся не расплавлены. По центру подается присадка для равномерного распределения по поверхности. Часть металла расплавленного поступает с кромок.
Перед началом на бросовых кусках такого же металла и толщины подбирайте сварочный ток и литры газа, вылет вольфрамового электрода.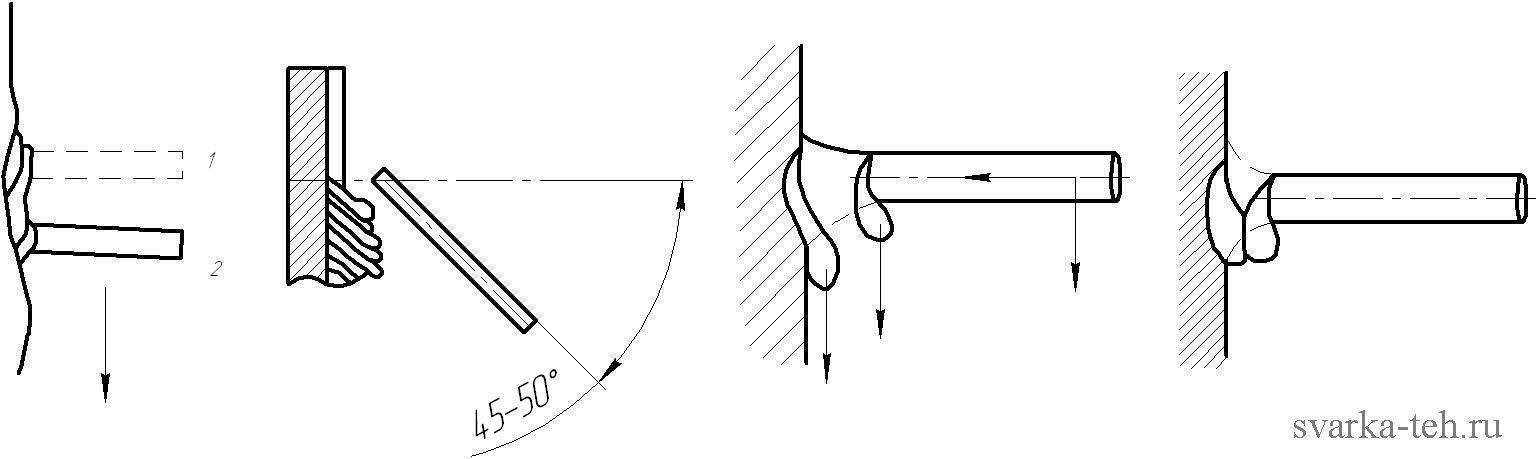 Буквально по три сантиметра делаем швы коренные. Как подобрали приступайте к чистовой сварке. При наложении лицевых швов уже на экспериментальном куске тренируемся. Вдруг нужно ток на один ампер добавить или газ убавить. У каждого свой аппарат. Плюс TIG сварки при правильном настрое и методе сваривания металла дают хороший сварочный шов. Банки алюминиевые из под газированного напитка умудряются сваривать, а тут куски железа толстые. Настрой и уверенность с твердой рукой. Мысленно сращиваешь сталь. Глаза видят процесс а руки продолжение мысли. Подчиняются только ей. Не поддавайтесь на внешние раздражители. Я в грязи варил на холоде. Летом комары жрут с мошкой. Все повидал. Хорошей сварки вам.
Буквально по три сантиметра делаем швы коренные. Как подобрали приступайте к чистовой сварке. При наложении лицевых швов уже на экспериментальном куске тренируемся. Вдруг нужно ток на один ампер добавить или газ убавить. У каждого свой аппарат. Плюс TIG сварки при правильном настрое и методе сваривания металла дают хороший сварочный шов. Банки алюминиевые из под газированного напитка умудряются сваривать, а тут куски железа толстые. Настрой и уверенность с твердой рукой. Мысленно сращиваешь сталь. Глаза видят процесс а руки продолжение мысли. Подчиняются только ей. Не поддавайтесь на внешние раздражители. Я в грязи варил на холоде. Летом комары жрут с мошкой. Все повидал. Хорошей сварки вам.
Как правильно варить швы: вертикальные, горизонтальные, потолочные
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая – вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 – 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм – двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла.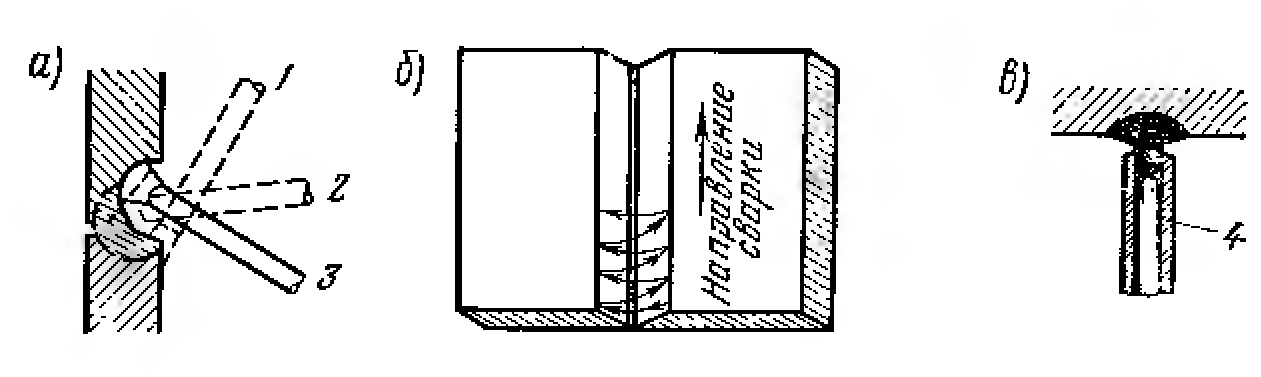 По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Техника безопасности при потолочной сварке
Как вы уже поняли, сварка потолочного шва — процесс не из простых. Более того, является более травмоопасным в отличии от сварки в других пространственных положениях. Соответственно требует более тщательного подхода к технике безопасности.
возможно многим из вас будет полезно — что интересного может быть в шлакоотбойном молотке сварщика
техника безопасности в кратце при выполнение сварочных работ
Первым делом, сварщику необходимо обезопасить себя. Своё тело. Исключить возможности попадания капель раскаленного и расплавленного металла на кожу, под сварочную «робу«.
Своё тело. Исключить возможности попадания капель раскаленного и расплавленного металла на кожу, под сварочную «робу«.
Следует поработать и со сварочной маской. Можно оснастить её специальным уплотнителем или завесом. Который защитит шею, область груди.
Сварочную робу для покупки можно посмотреть здесь
Не забывайте про обувь. Она должна быть тщательно зашнурована(хотя шнурки горят очень быстро), а штаны должны быть по верх обуви.
Теперь осмотритесь, и если обнаружите легковоспламеняемые предметы, уберите их или накройте, если не возможно убрать.
Заключение
В качестве заключения, хотелось бы попросить вас, воспользоваться кнопками «поделиться в соц.сетях«. Мы сочтем это за вашу благодарность проекту «Территория сварки«
В первую очередь, мы стараемся для вас! Спасибо за ваше внимание!
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Техника снизу вверх
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.
Техника формирования вертикального шва по направлению снизу вверх. Для получения требуемой ширины шва и глубины провара мастера используют разные варианты «рисования» электродом
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» – сварка коротким швом (1 – 2 см). Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.
Пример вертикального шва, полученного после сварки двух металлических пластин квалифицированным сварщиком. Использовалась техника направления перемещения электрода снизу вверх
Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.
Техника производства вертикального шва при направлении движения электрода сверху вниз. В этом варианта применяются несколько иные формы поперечной «отрисовки» электродом
В этом варианта применяются несколько иные формы поперечной «отрисовки» электродом
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
https://www.youtube.com/watch?v=n3DtsW-YPQg
Пространственное положение сварных швов.
Помимо вышеперечисленных видов соединений, сварные швы различаются и по своему пространственному расположению.
Наиболее простым и комфортными для сварщика является работа с соединениями, создаваемыми в нижнем положении. В этом случае достаточно просто контролировать направление шва и избегать растекания расплавленной массы. Как правило, с швами, свариваемыми в нижнем положении без особого труда может справиться даже сварщик, не имеющий большого опыта и квалификации.
Другие пространственные положения сварных швов, таких как вертикальные, горизонтальные и потолочные, требуют определенной технической подготовки и достаточной квалификации. Для качественного сваривания вертикальных, горизонтальных и потолочных швов необходимо выдерживать технологические нормы, прописанные для того или иного вида сварки.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.

- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.

Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины
В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
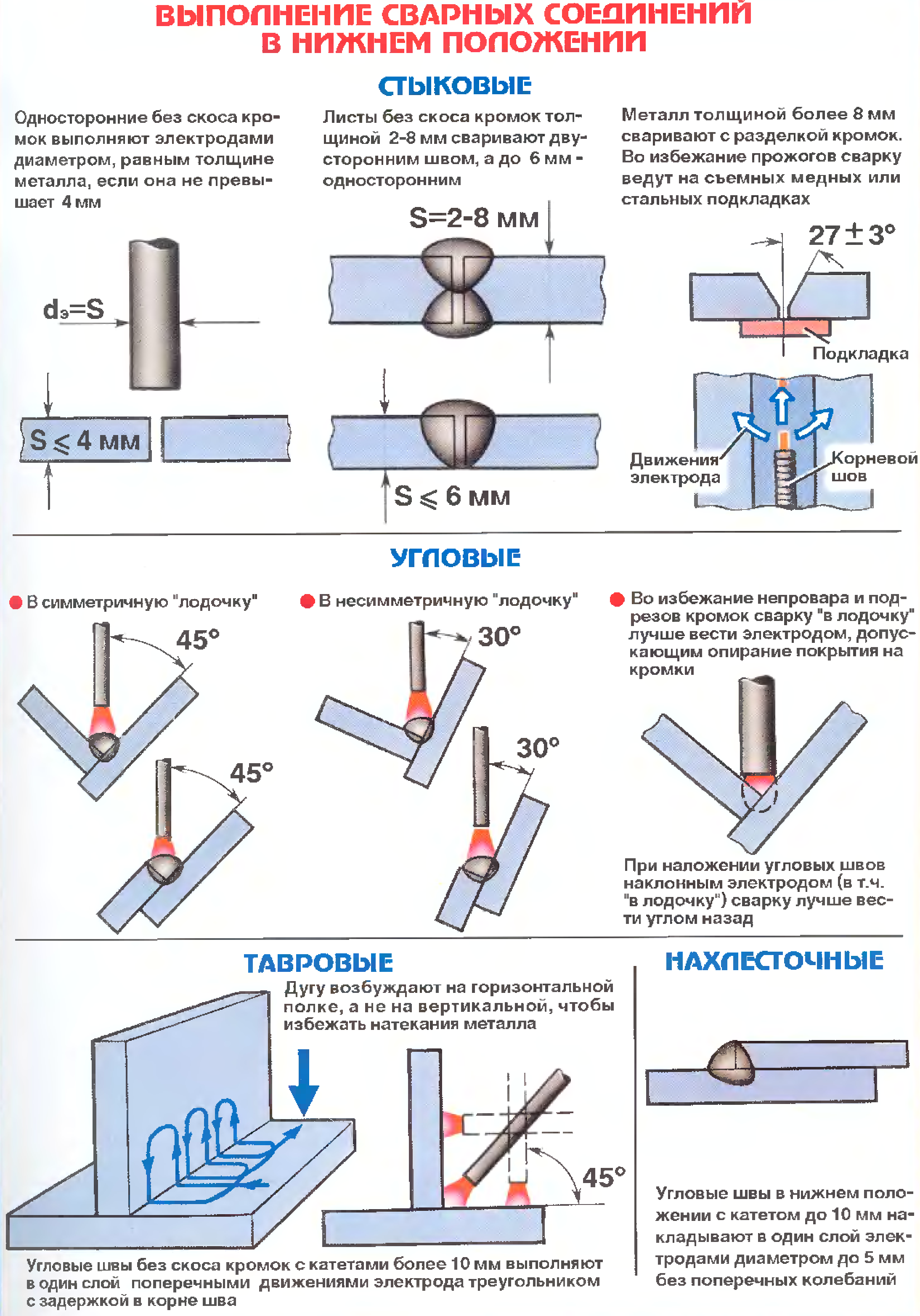
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.

В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
 Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.Сварка потолочного шва полуавтоматом
Сварка в потолочном положении шва полуавтоматом
Перед тем, как приступить к сварке потолочного шва полуавтоматом необходимо понимать технологию, как минимум в общих чертах
Как я уже обращал ваше внимание раньше, сварка в потолочном положении одна из самых сложных. Не смотря на это, выполняя эту работу полуавтоматом, надо понимать, что это легче чем «ручкой«…
Настройка полуавтомата
Сварочный полуавтомат
Первым делом обратите внимание на настройку вашего аппарата. Здесь есть несколько настраиваемых параметров
- Скорость подачи проволоки
- Сила сварочного тока
- Кол-во подаваемого газа
Это 3 основных настраиваемых параметров. На современных полуавтоматических сварочных аппаратах существует множество настроек, но перечисленные выше считаются основными.
Если вы выполняете сварку деталей толщина которых более 10 мм, нам придется проварить сначала корень шва, а затем облицовочный. При сварке корня, установите силу тока, примерно, на 15-20% выше. Когда приступим к облицовке снизим напряжении в исходное положение.
По поводу точных значений — скорость подачи, сила тока, и кол-во газа сказать затрудняюсь, так как сам выставляю по ощущениям. Более того, на каждом полуавтомате изображены условные значения этих параметров(1,2,3,4,5 и тд). Исключением являются аппараты с дисплеями. На таком оборудование могут отображаться точные значения.
Подготовка деталей к сварке
Виды скоса кромок под сварку. Подготовка под сварку.
Будем считать что редуктор на баллоне с «кислотой» выставлен на необходимое значение. Аппарат так же настроен оптимально.
Приступим к подготовке деталей к сварке. А это значит, зачистим место сварки до «серебра«. Удалим масляные загрязнения, все возможные окалины и «заусенцы». Если толщина наших заготовок равняется 10-и или более, необходимо произвести разделку кромок. Разделку выполняем равную 25′ — 30′. А так же, выставляем зазор примерно 1 мм и притупление 1-1.5 мм. Все это обеспечит достаточный провар.
Процесс полуавтоматической сварки «потолка».
Наконец-то, переходим к самому процессу сварки. Перед началом процесса, расположите(по возможности) деталь удобным для вас образом. А так же, определитесь, как расположитесь самому. Более того, подумайте, на что можно опереться, что бы лучше удерживать равновесие и жесткость рабочей руки.
Приступаем к сварке. По возможности, прихватите планку к началу сварочного соединения. Для того, что бы начать сварку на этой планке. На ней, мы, стабилизируем сварочную дугу, выставим необходимый вылет сварочной проволоки.
Виды способа сварки на себя и от себя
Выполняем сварку способом — на себя. В процессе как бы подталкивайте сварочную ванну по направлению сварки. Если провариваете корень шва, не забудьте прибавить ток на 20-25%. Как проварите корень, зачистите место сварки до «серебра» и сделайте болгаркой борозду по центру корневого шва. Это для того, что бы при проваривании облицовочного шва, выполнять сварку точно и не съезжать мимо… Не забудьте снизить ток в исходное положение, до начала сварки облицовочного шва.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
Советы и рекомендации при сварке в горизонтальном положении:
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.
Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Горизонтальные угловые швы в нахлесточных соединениях свариваются достаточно просто, техника выполнения повторяет сварку в нижнем положении.
Инструменты и средства защиты для сварки
Для ручной сварки понадобятся: сварочный аппарат, расходники, в виде электродов, металлическая щётка, молоток, зубило и маска со светофильтром (маска сварщика).
P.S. Лайв-хак – перед оформлением заказа на сайте, зарегистрируйтесь и получите 500 бонусных баллов, которые будут списаны с общей стоимости вашего будущего заказа.
Сварочные аппараты для ручной дуговой сварки:
Трансформаторы – работают с переменным током. Они тяжелые по весу, сильно шумят, образуют нестабильную дугу и влияют на электросеть, вызывая скачки напряжения. На трансформаторе выполнить ровный шов сможет только опытный сварщик. Однако, если научиться сварочному делу на трансформаторе, то с остальными аппаратами будет гораздо легче.
Выпрямители – преобразуют переменный ток в постоянный, работают на основе полупроводниковых диодов. Выпрямитель универсален, с помощью него варят самые разные металлы и используют любые электроды. В отличие от трансформатора, выпрямитель даёт стабильную дугу, что облегчает процесс сварки.
Сварочные инверторы – имеют компактные размеры, автоматизированные настройки, они работают тише, чем трансформаторы. Этот аппарат преобразует переменный ток в постоянный высокой мощности.
Преимущества:
- точность настроек;
- многофункциональный;
- образует стабильную дугу;
- не зависит от скачков напряжения;
- работает с любыми видами электродов.
Все эти преимущества обеспечивают ровный высокого качества шов.
Недостатки:
- нужно часто чистить от пыли;
- нельзя работать при температуре ниже -15°С.
Ряд полезных советов:
- Если в только начинаете изучать сварку на практике, то лучше начать с инвертора. С ним гораздо проще и удобнее работать
- Не забудьте про молоток и зубило, которые понадобятся вам для сбивания шлака со шва. Далее шов очищают металлической щёткой.
- Нельзя забывать и о средствах защиты.Обязательно должна быть сварочная маска со светофильтром, защищающим глаза.
- Костюм должен быть брезентовым, с длинным рукавом. Брюки гладкие, без отворотов. Обувь лучше выбрать максимально закрытую, например, кожаную.
- Еще один атрибут – брезентовые или замшевые перчатки или рукавицы достаточной длины.
- Также не помешает позаботиться о пожарной безопасности, например, приготовить ведро воды.
Как правильно варить швы: вертикальные, горизонтальные, потолочные — ЯСтрой
Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги.
Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва.
Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Как правильно варить сварочные швы — вертикальные, потолочные, горизонтальные
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.
Классификация сварочных соединений
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.
Подробнее про классификацию сварных соединений читайте в этой статье.По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В «лодочку». Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось здесь. Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов. После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
https://www..com/watch?v=gyX7wI1j4b4
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва — движение электрода: полумесяцем, «елочкой» или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе «лесенкой». Т.е.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу — «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода — 3 мм. Ток имеет небольшое значение — 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим — получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Техника сварки и наплавки на вертикальной и потолочной плоскостях
Сварка швов в положениях, отличающихся от нижнего, требует повышенной квалификации сварщика в связи с возможным вытеканием расплавленного металла из сварочной ванны под действием сил тяжести или падением капель электродного металла мимо сварочной ванны. Здесь сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями.
Расплавленный металл в сварочной ванне удерживается от вытекания в основном силой поверхностного натяжения. Поэтому необходимо уменьшать ее размер, для чего применяют пониженную на 10–20 % силу тока, а конец электрода периодически отводят в сторону от ванны, давая возможность ей частично закристаллизоваться. Ширину валиков также уменьшают до 2–3 диаметров электрода. Для вертикальных и горизонтальных швов диаметр электрода составляет не более 5 мм, для потолочных – не более 4 миллиметров.
Сварку вертикальных швов можно выполнять на подъем (снизу вверх) или на спуск (сверху вниз).
Сварка на подъем (рис. 33, а) – наиболее удобный и производительный способ, поскольку нижележащий закристаллизовавшийся металл шва помогает удержать расплавленный металл сварочной ванны. Облегчается возможность провара корня шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу.
Рис. 33. Положение электрода при сварке швов:
а – вертикальных снизу вверх; б – вертикальных сверху вниз; в – горизонтальных; г – потолочных
Дугу возбуждают в нижней точке шва. Сваркой подготавливают горизонтальную площадку сечением, равным сечению шва. При этом электрод совершает поперечные колебания: зигзагом, полумесяцем, елочкой. Наклоном электрода добивайтесь, чтобы давление дуги удерживало ванну. Двигаться надо довольно быстро. Как только ванна начинает течь с одного края, переходите на другую сторону и вверх. Если свариваемый металл будет слишком горячим, вы рискуете его прожечь или ванна может выпасть. Подбирайте ток и скорость движения такими, чтобы вы могли удерживать ванну. Не останавливайтесь и не перегревайте основной металл – это главная причина выпадения ванны. Смотрите при этом на шов под электродом.
Для сварки углового вертикального шва вначале наплавляют полочку на свариваемые кромки, а затем небольшими порциями наплавляют металл, манипулируя электродом все выше и оставляя внизу готовый сварной шов. При проходе елочкой электрод вначале поднимают вверх вправо, а затем опускают вниз. Капля жидкого металла застывает между кромками. Затем электрод поднимают влево и снова опускают вниз, оставляя новую порцию металла.
Наибольший провар достигается при положении электрода, перпендикулярном вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз.
Минусом данного способа является внешний вид шва – грубочешуйчатый.
Способ сверху вниз (рис. 33, б) рекомендуется в основном для сварки тонких (до 5 мм) листов с разделкой кромок. Используются электроды с целлюлозным покрытием (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3). Дугу возбуждают в верхней точке шва. После образования капли жидкого металла электрод наклоняют так, чтобы дуга была направлена на нее.
При сварке на спуск получить качественный провар трудно: шлак и расплавленный металл подтекают под дугу и от дальнейшего стекания удерживаются только силами давления дуги и поверхностного натяжения. В некоторых случаях их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны. Поэтому держите кончик электрода приподнятым, чтобы давление дуги толкало ванну вверх. Работайте круговыми движениями, удерживая зазор и расширяя ванну в стороны. Надо все время держаться впереди ванны. Если ванна будет падать, пытайтесь двигаться быстрее и ставьте немного больший ток сварки.
Сварка горизонтальных стыковыхшвов (рис. 33, в) еще более затруднена из-за стекания расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла большой толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне.
Обычно горизонтали варят слева направо, чтобы ванна была лучше видна. В перпендикулярной плоскости электрод следует держать немного назад на шов. Дугу возбуждают на нижней горизонтальной кромке, затем переводят электрод на верхнюю. Шов проваривают, совершая спиральные движения. Поддерживая постоянную длину дуги, постепенно продвигайте ванну. Но каждый раз, когда электрод опускается, расплавленный металл ванны следует за ним. Чтобы ванна не падала, толкайте ее вверх, приподнимая конец электрода. Но если держать его слишком наклоненным, давление дуги вытолкнет ванну и получится наплыв. Если ванна все равно уходит вниз, попробуйте двигаться быстрее, остужая металл.
Шлак будет опускаться к низу ванны, поэтому смотрите преимущественно на верхнюю часть ванны. Но и вниз поглядывать следует, чтобы избежать наплывов.
Когда учитесь варить горизонтали, старайтесь не наплавлять слишком много металла, делайте шов небольшим. Если нужен более широкий шов, сделайте второй проход над первым.
Сварка горизонтальных угловых швов в нахлесточных соединениях несложна, так как по технике не отличается от сварки в нижнем положении.
При наплавкена вертикальной плоскости каждый выполненный валик является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика.
Наплавка ведется снизу вверх. Последний валик рекомендуется варить на сварочном токе ниже на 10–20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
Закончив проход, осмотрите каждый сделанный шов. Если что-то не получилось – делайте снова. Если совсем не получается, попробуйте варить что-нибудь другое. Красивый ровный шов придет с практикой. Тренируйтесь на разных электродах и поверхностях и помните – каждый раз надо стараться сделать качественный шов.
Сварка в потолочном положении (рис. 33, г) наиболее сложна и ее по возможности следует избегать. К тому же при сварке этих швов ухудшены условия выделения из расплавленного металла сварочной ванны шлаков и газов. Газы, выделяемые покрытием электрода, тоже поднимаются вверх и могут остаться в шве, поэтому используют только хорошо просушенные электроды.
При сварке потолочных и горизонтальных швов жидкий металл стремится вытечь из ванны. Поэтому сварку ведут короткой дугой, удерживая постоянную скорость движения. Узкие валики накладывают в потолочную разделку тремя способами.
1. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл частично кристаллизуется, что уменьшает объем ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. Для этого электрод располагают под углом к плоскости 90–130°, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5–10 мм от потолочной плоскости и тут же возвращают, перекрывая закристаллизовавшуюся порцию металла расплавленным примерно на ? – ? ее длины.
2. Электрод располагают под тем же углом и, совершая поперечные движения электродом в виде полумесяца, беспрерывно заходят электродом на закристаллизовавшуюся часть металла.
3. Угол наклона электрода по направлению сварки 80–90°. Шлак, стекая вниз, под сварной шов, не мешает вести сварку под прямым углом или углом вперед, что позволяет в потолочном положении выполнять нормальные и вогнутые валики в разделке. Концом электрода сварщик беспрерывно возвращается назад, на кристаллизующуюся часть металла, постоянно удлиняя валик шва.
При сварке потолочных швов сварочный ток выше, чем при вертикальной сварке, и ниже на 15–20 % (или равный), чем при горизонтальной. В основном применяется электрод ? 3–4 мм. Ширина валика и его полнота должны составлять 1–3 диаметра электрода с покрытием, что позволяет легко управлять жидким металлом. При чрезмерной ширине, полноте валика и чрезмерном сварочном токе жидкий металл шва становится трудно управляемым, что приводит к подтекам, «горбатости» валика, грубым перепадам между чешуйками и подрезам по краям шва.
Металл толщиной более 8 мм сваривают многопроходными швами. В любом случае сварка ведется только короткой дугой.
Наплавка в потолочном положении. При сварке в этом положении важен подбор сварочного тока. Если позволяет толщина изделия, более производительно применять электрод ? 4 мм. Наплавку рекомендуется производить узкими, 1,5–2 диаметра электрода с покрытием, одиночными валиками, что позволяет применять средний диапазон сварочного тока. Первый валик рекомендуется положить шириной в 2–3 диаметра электрода с покрытием по границе наплавки методом «сварка на себя». Последующие валики рекомендуется прокладывать слева направо или справа налево, в этом случае сварщику необходимо поменять свое положение по отношению к валикам. Наклон электрода при этом необходимо выдерживать под углом 70–80° к изделию. В остальном техника наплавки та же, что и в нижнем положении.
Техника сваркипробочных и прорезных соединений практически не отличается от рассмотренной выше техники сварки стыковых или угловых швов.
В зависимости от протяженности шва, толщины и марки металла, жесткости конструкции применяют различные приемы последовательности сварки швов и заполнения разделки. Сварку напроход – от начала до конца шва – обычно применяют при сварке коротких (до 500 мм) швов. Швы длиной до 1000 мм лучше сваривать от середины к концам или обратноступенчатым способом. При последнем способе весь шов разбивают на участки до 150–200 мм, которые должны быть кратны длине участка, наплавляемого одним электродом. После того как участок закончен, переходят к следующему, причем направление сварки для всех участков одно и то же, т. е. начало завершенного участка будет для следующего точкой завершения.
Механизация полуавтоматической сварки вертикальных и потолочных швов
МеханизацияПри сварке протяженных швов способом MIG/MAG заказчик провел расчет трудозатрат одного сварщика и определил, что за смену он проходил порядка 20 метров сварочного шва. Так как предстоящая протяженность сварочных швов превышает 10 000 метров, заказчиком было принято решение о возможной механизации и ускорении данного процесса сварки.
Специалистами «ДельтаСвар» были проведены переговоры с главным сварщиком и генеральным директором заказчика о возможных решениях данной задачи. Выбор был осуществлен в пользу сварочных кареток CS-100C – на жесткой рейке для сварки вертикальных швов и CS-7WC – на гибкой рейке для сварки потолочных швов.
Сразу после переговоров специалисты отдела сварки провели успешную демонстрацию на территории заказчика и определили окончательный вариант комплектации оборудования:
- Аппарат сварочный MIG/MAG Taurus 505 Synergic S MM TDM, EWM – 4 шт.
- Механизм подачи проволоки drive 4X HP с панелью HP, EWM – 4 шт.
- Блок водяного охлаждения cool50-2 U40, EWM – 4 шт.
- Каретка CS-7WC рельсовая, сварка с колебаниями – 2 шт.
- Рейка гибкая MC NYLON RAIL 1.5M (CS-7WC), нейлон, 1,5 м – 2 шт.
- Каретка CS-100C рельсовая, сварка с колебаниями на подъем – 2 шт.
- Рейка жесткая AL RAIL 1.5M (CS-100C/CS-201) 1,5 м – 2 шт.
Все предложенное оборудование имелось в наличии на складе ООО «ДельтаСвар» и в кратчайшие сроки было доставлено заказчику с последующим выполнением пусконаладочных работ и обучения персонала заказчика.
В результате проделанной работы были отработаны и переданы заказчику режимы сварки. Опытным путем мы подтвердили, что скорость сварки в вертикальном положении на спуск – 22 см/мин, на подъем – 13 см/мин, в потолочном положении – 20 см/мин. Следовательно, скорость выполнения работ с учетом выставления кареток возросла в 2-3 раза.
Отработка режимов сварки вертикальных швов на каретке CS-100C
Данное решение является продуктивным при сварке протяженных швов в кораблестроении, машиностроении, производстве цистерн, балок и пр.
Появились вопросы? Позвоните нам по номеру +7 (343) 384-71-72 (доб. 207) или напишите нам. Специалисты компании «ДельтаСвар» подберут подходящее сварочное оборудование и правильное решение для любой задачи!
Читайте также:
Оснащение цеха механизированной установкой для аргонодуговой сварки соединений «труба-труба» и «фланец-труба»
У промышленного предприятия, занимающегося изготовлением погружных приборов для измерения уровня жидкости в скважинах, сформировалась потребность в оснащении производственного участка установкой для сварки стыковых соединений труб и углового соединения фланца с трубой методом аргонодуговой сварки TIG с подачей присадочного материала. Защитный корпус (оболочка) погружного прибора выполняется из труб диаметром до 250 мм и длиной до 6 м. Трубы изготовлены из низкоуглеродистых и нержавеющих сталей…
Оснащение производства роликоопорными стендами грузоподъемностью 200 тонн
В связи с плановым техническим перевооружением ведущий завод по производству оборудования для атомной промышленности принял решение о приобретении 8 комплектов роликовых вращателей. Основное назначение оборудования – вращение цилиндрических изделий для позиционирования их в удобном положении для сборки, сварки и зачистки.
…
Сварочные позиционеры для сварки кольцевых швов масляных баков
Компания «ДельтаСвар» успешно реализовала проект по внедрению средств механизации в производственный процесс по сборке масляных баков трансформаторов. Основной целью заказчика было сокращение трудозатрат, времени на сборку и сварку емкостей под масло для трансформаторов.
…
Оснащение производства роликоопорами грузоподъемностью 400 тонн
В связи с плановым техническим перевооружением клиент принял решение о приобретении комплекта роликовых вращателей. Основное назначение оборудования – вращение цилиндрических изделий в удобное положение для обработки: сварки, зачистки.
…
Модернизация комплекса для сварки кольцевых швов обечаек из легированной стали
Рано или поздно наступает такой момент, когда срок службы оборудования подходит к концу. Именно это и произошло на предприятии нашего клиента. Два сварочных вращателя, грузоподъёмностью 1 тонна каждый, подошли к рубежу своего срока эксплуатации. Вращатели уже потеряли способность точно выдерживать заданную скорость сварки, а у механизмов появились люфты, из-за этого ни о какой точности не могло идти и речи. Многочисленные поломки и последующие ремонты являлись причиной простоя производства и п…
Поделиться ссылкой:
Горизонтальный сварочный шов как варить
Сварка горизонтальных швов : сварка одиночных валиков на вертикальной поверхности .
При выполнении данной операции жидкий металл стремится вниз, что приводит к смещению вершины шва в нижнюю часть. Во избежание наплывов сварка производится узкими валиками, без поперечных колебаний. Рекомендуемая ширина валика – 1-2 диаметра с покрытием – достигается определенной скоростью сварки. Сварочный ток необходимо подобрать максимально допустимый для толщины металла и при отсутствии подреза в верхней части шва. Наклон электрода по отношению к вертикальной плоскости необходимо выдерживать 80°-90° (рис. 1 а).
Другие страницы по теме Сварка горизонтальных швов :
При этом дуга горит с максимальной глубиной проплавления основного металла. Уменьшается до минимума влияние «козырька», искусственно создаваемое при сварке электродом под углом, меньшим 80°. Необходимая ширина и усиление валика достигается скоростью сварки, длиной дуги и колебательными движениями вдоль направления сварки (чуть вперед и назад). Наклон электрода по отношению к направлению сварки важно выдерживать в зависимости от поведения шлака (рис. 1б), большая часть которого стекает в нижнюю часть шва, что позволяет выдерживать угол наклона электрода близким к 90°, а иногда производить сварку «углом вперед».
Рисунок 1. Сварка горизонтальных швов : необходимый угол наклона .
Наплавка на вертикальной плоскости .
Каждый выполненный валик при наплавке является как бы полочкой для последующего. Центром дуги (электрода) следует проходить по верхней границе шва с такой скоростью, чтобы нижняя часть жидкой ванны проходила по вершине или чуть не доходила до вершины предыдущего валика (рис. 2 а).
Наплавка ведется снизу вверх. Последний валик (рис. 2 б) рекомендуется варить на сварочном токе ниже на 10-20 А при том же диаметре электрода или использовать электрод меньшего диаметра, подобрав соответствующий сварочный ток.
Наплавка на вертикальной плоскости позволяет применять производительный метод «сварка по шлаку», но требует высокой квалификации и большого опыта сварщика.
Сварка стыковых соединений в горизонтальном положении 1-й – корневой валик выполняется без поперечных колебательных движений короткой дугой. Угол наклона электрода необходимо выдерживать 80°±5° (рис.3) в зависимости от проплавления верхней кромки разделки. Угол наклона электрода по отношению к направлению сварки все в той же зависимости. Шлак частично стекает вниз, а часть в зазор, что и позволяет варить под прямым углом. В зависимости от проплавления в зазор, выдерживать сварку «углом вперед» – когда необходимо уменьшить проплав, и «углом назад» – когда необходимо большее проплавление корня шва. Сварочный ток минимальный или средний. При замене электрода необходимо следовать рекомендациям, описанным для сварки в нижнем положении. Длина дуги – в зависимости от зазора. Короткой дугой можно пользоваться в случаях, необходимых для большего проплавления. Средней дугой – когда зазор достаточный для хорошего проплавления обратной стороны корня шва. Зажигание на застывшем кратере горизонтальных швов производить сверху по диагонали кратера вниз («в зазор») (рис. 4). Соединение чешуйки в таком случае получается ровным или с минимальным переладом. Скорость прохода от начала зажигания и до зазора должна быть чуть быстрее, чем скорость сварки. Скорость сварки выдерживать такой, чтобы валик формировался «нормальным» без подреза в верхней части и без наплыва в нижней его части.
| Рисунок 3 . | Рисунок 4 . |
Второй слой выполняется в один проход, на более высоком токе (среднем) и, если позволяет ширина первого валика, применить электрод большего диаметра. Сварку производить «углом назад». Скорость сварки выбрать такой, чтобы сварочная ванна оплавляла и соединяла электродным металлом обе кромки.
Следующий слой, 3-й, выполняется по двум вариантам:
1) (рис. 5а), если второй валик сформирован с площадкой, то 3-м валиком лучше заполнить «лодочку» между верхней кромкой разделки и вторым валиком. Сварку производить «углом назад»;
2) (рис. 5б), если второй валик «нормальный», то третий слой необходимо выполнить в два валика. 3-ий валик выполнить с усилением между нижней кромкой разделки и вторым валиком таким образом, чтобы расстояние между верхней кромкой и выполняемым валиком оставалось не менее диаметра электрода с покрытием (рис. 5в). Четвертый валик выполнить в зависимости от полноты третьего валика и от расстояния между верхней кромкой и вершиной третьего валика.
Сварка горизонтальных швов
: выполнение третьего слоя.
Рисунок 6. Сварка горизонтальных швов : поперечное манипулирование электродом .
При S > диаметра электрода с покрытием сварку производить с поперечным манипулированием электродом, как показано на рис. 6б, Поперечные колебательные движения между верхней кромкой и третьим валиком позволяют сформировать нормальный валик. Это единственный случай при горизонтальной сварке, когда возможно производить поперечные колебания. Поверхностные силы натяжения верхней кромки удерживают жидкий металл шва от отекания вниз, что позволяет варить более широкий валик. В обоих случаях скорость сварки выбрать такой, чтобы нижняя часть жидкой ванны соединялась с вершиной третьего валика без нависания, а в верхней части не было подреза на кромке разделки.
Последующие слои выполнять с той же техникой сварки, что и третий слой, используя нижнюю кромку разделки как площадку, что позволяет вести сварку на среднем и максимальном сварочном токе.
Заполняя разделку, особое внимание необходимо обратить на верхнюю кромку, где более всего возможно образование дефектов. Перед сваркой последнего верхнего валика в каждом слое нужна тщательная зачистка от брызг, шлака, нагара. Наклон электрода при сварке последнего валика показан на рис. 6в. При заполнении разделки нижняя кромка заполняется быстрей, верх отстает. Чтобы подровнять заполнение разделки, следует валик (20) (рис. 7) выполнить так, чтобы оставить площадку на нижнем валике (19) для последующего слоя, который начинается валиком 23. Облицовочный слой варится узкими валиками, в виде наплавки. Последний верхний валик (27) выполняется на сварочном токе на 10-20 А меньше, чем предыдущие валики. При Х-образной разделке при подготовке и сварке обратной стороны использовать все приемы, описанные выше.
Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги. Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва. Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
Пространственное положение сварных швов.
Помимо вышеперечисленных видов соединений, сварные швы различаются и по своему пространственному расположению.
Наиболее простым и комфортными для сварщика является работа с соединениями, создаваемыми в нижнем положении. В этом случае достаточно просто контролировать направление шва и избегать растекания расплавленной массы. Как правило, с швами, свариваемыми в нижнем положении без особого труда может справиться даже сварщик, не имеющий большого опыта и квалификации.
Другие пространственные положения сварных швов, таких как вертикальные, горизонтальные и потолочные, требуют определенной технической подготовки и достаточной квалификации. Для качественного сваривания вертикальных, горизонтальных и потолочных швов необходимо выдерживать технологические нормы, прописанные для того или иного вида сварки.
Как правильно варить вертикальный шов?
Сложность сварки заготовок, находящихся в вертикальном положении заключается в том, что расплав под действием силы тяжести стекает вниз, не заполняя шва. Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
Предварительная подготовка кромок свариваемых элементов должна проводиться в зависимости от типа соединения и толщины деталей. Далее заготовки фиксируются в требуемом положении сварными швами-прихватками, не допускающими смещения элементов.
Правильно варить вертикальный шов можно как снизу вверх, так и наоборот. Более качественный шов получается при передвижении электрода снизу вверх. Сварка шва сверху вниз требует внимательного контроля сварной ванны, однако опытные сварщики используя эту схему работы могут получить неплохой результат.
Для начинающих сварщиков при соединении вертикальных швов допустима сварка с отрывом дуги. Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная – из стороны в сторону петельками или снизу вверх.
Как правильно варить горизонтальный шов?
Технологический регламент этого типа сварного соединения во многом схож с предыдущим. Для предотвращения стекания расплавленного металла рекомендуется увеличить скорость передвижения электрода, что уменьшает прогрев металла. Помимо того, можно кратковременно отрывать дугу, позволяя металлу остывать. Еще один метод – небольшое снижение сварочного тока. Для получения качественного шва следует применять один из указанных методов.
Как правильно варить потолочный шов?
Этот вид сварных соединений считается наиболее сложным и требует высокой квалификации и мастерства исполнителя. Для того чтобы правильно варить потолочный шов электросваркой необходим постоянный контроль сварной ванны. При создании соединения сварочный электрод удерживается под прямым углом к деталям, создавая короткую, но постоянную дугу. Рекомендуемая схема ведения электрода – круговые движения, расширяющие площадь шва.
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.
Традиционная потолочная подсветка представляет собой люстру посередине комнаты, однако сейчас появились различные варианты для натяжных потолков.
Содержание:
Одним из признаков при классификации сварных швов является их положение в пространстве. Нередко в конструкциях необходимо выполнение вертикальных швов, что не является самым простым вариантом. При его выполнении не так легко, как при сварке горизонтально расположенных швов, осуществлять контроль состояния сварной ванны, что оказывает влияние на качество соединения.
Особенность сварки вертикальных швов заключается в стекании вниз расплавленного металла под действием силы тяжести собственного веса во время сварочного процесса. Это создает трудность продолжения шва, поскольку при застывании образуется преграда, содержащая шлаки от электрода. Чтобы разобраться, как правильно варить вертикальный шов сваркой, необходимы теоретические знания и практический навык.
Способы сварки
Сварку в вертикальном положении можно осуществлять различными методами. Наиболее популярны электрошлаковый и электродуговой.
Электрошлаковый способ
Электрошлаковый метод позволяет сваривать детали любой толщины. Независимо от размера поперечного сечения шва он осуществляется за один проход. Благодаря этому происходит экономия затрат на электроэнергию и уменьшение потребности в расходных материалах. Значительно увеличивается производительность работ.
Между кромками и металлом образуется ванна, в которой находится жидкий шлак. Электрод погружают в шлаковую ванну. Проходящий через ванну ток нагревает ее до такой высокой температуры, что кромки и кончик электрода начинают плавиться. Результатом расплава является появление сварочной ванны и начала образования сварного соединения.
По мере того, как шов будет остывать, сварная ванна с электродом будет подниматься вверх. За проход можно осуществить сварку вертикального шва различной толщины. Шлак, находящийся в жидком состоянии, обладает более легким весом. Поскольку его местоположение сверху, происходит защита шва от неблагоприятного влияния на него кислорода в воздухе. При окончании сварки ставший твердым шлак удаляют постукиванием. Вертикальный шов, сварка которого произошла электрошлаковым методом, получается качественным.
Когда осуществляется вертикальный шов электродуговой сваркой, то жидкий металл стекается вниз, подчиняясь закону гравитации. Капельный путь – это способ перехода жидкого сплава в сварочную ванну. Сварка вертикального шва ручной дуговой сваркой предполагает применение короткой дуги для того, чтобы капельки перетекали плавно, а не отрывались.
Перед тем, как варить вертикальный шов дуговой сваркой или другим методом требуется подготовка свариваемых частей. Кромки деталей разделывают по-разному в зависимости от способа их соединения и поперечного размера свариваемых металлов. Детали фиксируют с помощью специальных приспособлений. Чтобы предотвратить деформации используют прихватки – поперечные швы, расположенные на расстоянии между собой.
Полуавтомат
Более удобным способом создать вертикальный шов можно полуавтоматом сваркой. Основой работы аппарата полуавтомата является подача тока на горелку вместе с защитным газом. Роль электрода при этом способе исполняет проволочка, которая подается на место сварки в автоматическом режиме. Образование электрической дуги происходит между ней и свариваемыми деталями. Расплавление металла осуществляется под защитой газа, что предупреждает появление окислов.
Большое значение для получения высококачественного вертикального шва с помощью полуавтомата имеет величина силы тока. При правильном выборе шов получится ровный и без обрывов. Выбор оптимальной силы тока зависит от поперечного размера деталей. Скорость процесса сварки пропорциональна скорости подачи проволоки, регулировка которой осуществляется с помощью специального механизма. Оптимальным диаметром электрода для этого вида сварки является 0,8 мм.
При сваривании тонких листов возможно его уменьшение, чтобы избежать затухания дуги. Защитный газ продается в специальных баллонах, оснащенных редуктором с манометром для контроля давления. Для качественной сварки вертикального шва должно быть установлено давление 0,2 атмосферы.
Перед тем, как начать сварку, устанавливается значение расстояния, с которого проволока выступает из сопла. Эта величина должна быть не свыше 5 мм. Прежде, чем начать сваривание, следует позаботиться о неподвижности деталей друг относительно друга. Это обеспечивает сварка полуавтоматом точками.
Скрепление деталей производится не менее, чем в двух местах. Когда сваривание производится нахлестом, то детали скрепляются струбцинами. Если в начале сварки не будет зажигаться дуга, то силу тока увеличивают. Сварка вертикальных швов полуавтоматом является удобным и надежным способом.
Инвертор
При намерении выполнить вертикальный шов более современным методом имеет смысл выбрать инвертор. Он пришел на смену устаревшим трансформаторам, тяжелым и сложным при эксплуатации. Инвертор обладает небольшим весом. Преимуществом является и то, что при использовании инвертора брызг металла получается гораздо меньше. Сварка вертикальных швов инвертором происходит при помощи электрического разряда. К достоинствам прибора относится малая чувствительность к перепадам напряжения.
Удобство при работе обеспечивают ручки и индикаторы на его корпусе. Включение и выключение инвертора производится тумблером. Ручками на панели выставляются величины напряжения и тока. Имеются индикаторы, на которых появляется информация о питании и перегреве оборудования. Один кабель имеет на конце держатель для электрода, а на втором находится прищепка-зажим для крепления изделия. Питание инвертор получает от электрической сети. Бесперебойную работу обеспечивают аккумуляторные конденсаторы. Потребление электроэнергии находится в зависимости от диаметра электрода.
Принцип работы состоит в том, что металлические части и электрод начинают плавиться под воздействием дуги, что приводит к образованию сварочной ванны. Образовавшийся шлак после охлаждения удаляют постукиванием. Существуют рекомендации, как правильно варить инверторной сваркой вертикальный шов.
Работу следует начинать с настойки электрического тока. Его величина зависит от толщины деталей. Затем к свариваемой поверхности подключают клемму массы. Диаметр электрода – 2-5 мм. Металлические детали перед свариванием подготавливают обычным способом.
Варианты движения
Вертикальная сварка в зависимости от направления движения осуществляется способами – снизу вверх или наоборот. Вариант снизу вверх является более простым и удобным. Сварную ванну наверх подталкивает дуга. Она также препятствует ее опусканию вниз.
Начальное расположение сварочной ванны – внизу. Расплавленный металл поступает в нее сверху. Чтобы предупредить расплескивание металла, электрод должен находиться под углом по отношению к вертикальной плоскости, в которой будет располагаться сварной шов. Поскольку его плавящий конец расположен выше другого, установленного в держатель или придерживаемого рукой сварщика, это поддерживает ванну, не давая металлу расплескиваться. Нижние слои кристаллизуются, превращаясь в подставку для следующей ванны. Так происходит вертикальная сварка электродом популярным методом.
При формировании вертикального шва из положения снизу без отрыва дуги электроды перемещают, не меняя направления и без горизонтальных смещений. Наклон электрода находится в пределах 80-90 градусов. Это обеспечит возможность получения плоского шва. Скорость, с которой перемещается электрод, должна быть достаточно большой. Необходим постоянный контроль, как сваривают вертикальные швы. Тогда при вытекании металла с одного края ванны можно перейти к другому края, не прекращая движения наверх.
Также возможно вертикальный сварочный шов делать с отрывом дуги. Это могут взять на вооружение начинающие сварщики. За то время, пока происходит отрыв, температура деталей понижается. Для опоры электрода так же, как и в предыдущем случае, можно использовать полочку кратера.
Еще один способ, как варить вертикальный шов электродом, заключается в перемещении сверху вниз. При этом варианте электрод также располагают концом наверх. Сварочную ванну поддерживают электрод и электрическая дуга.
Сварка сверху вниз является более проблематичной. При применении этого метода стоит трудная задача – опередить расплавление нижнего края сварной ванны, при этом удерживая ее. Поскольку тепло от электрода не поступает, за это время должна произойти кристаллизация верхнего края. При расплескивании жидкого металла следует увеличить ток и скорость движения вниз электрода. Увеличение ширины шва также пойдет на пользу для решения проблемы.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу – «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода – 3 мм. Ток имеет небольшое значение – 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим – получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Советы
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.
Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
Интересное видео
Инновация в производстве стальных резервуаров Повышение производительности и сокращение затрат
В современном мире инновации и технические возможности стали механизмами выживания — это также верно и для производителей стальных резервуаров. Инновации часто являются ответом на уникальные проблемы, возникающие при строительстве больших резервуаров, устанавливаемых на месте.
Проблемы возникают не только с логистикой и планированием, но и с производственными мощностями и оборудованием. Для монтажа и сварки этих больших стальных резервуаров требуется специализированное технологическое оборудование, которое можно приобрести у различных поставщиков сварочных работ и строительных материалов.
Vertomatic: инновационная машина для сварки вертикальных швов T Bailey
Однако из-за требований к процессу необходимое оборудование не всегда доступно, и поэтому его иногда приходится создавать. Аппарат для сварки вертикальных швов, также известный как Vertomatic, является примером способности и новаторского потенциала T BAILEY, INC, когда сталкивается с подобными проблемами.
1. Пример коммерчески доступной Vert. Сварщик швов.
Для большинства производителей резервуаров сварка вертикальных швов резервуара, устанавливаемого на месте, является одним из наиболее болезненных процессов.Время на настройку, доступность управления машиной, ограниченные возможности сварки и безопасность — вот некоторые из причин, по которым нам в T BAILEY, INC. Стало очевидно, что остро нужна новая конструкция машины.
Чтобы решить эти проблемы, инженеры T BAILEY, INC приступили к работе и сконструировали совершенно новую машину.
Результат?
Инструмент, который значительно снижает затраты на рабочую силу и время настройки, повышает производительность и качество, а также делает процесс более безопасным для оператора.
2.Ранняя концепция Internal Cad Work
Как выглядят инновации в производстве стальных резервуаров?
КомпанияT BAILEY, INC. Проверила текущий дизайн и определила множество возможностей для улучшения. Позиционирование оператора было быстро определено как возможность экономии средств.
Машины, которые в настоящее время имеются в продаже, создают ситуацию, когда оператор часто оказывается в неудобных и небезопасных положениях. Оператору требовалось безопасное и удобное место для управления машиной, что означало создание машины с подвижной платформой с простыми в использовании органами управления.
3. Компьютерное моделирование компонентов передачи
В партнерстве с Sumitomo Drive Technologies и с использованием новейшего программного обеспечения для 3D-моделирования команда разработала инновационную систему привода, которая сводит сложность к минимуму, обеспечивая при этом надежную и безопасную систему. Первоначальные нагрузочные испытания системы превзошли ожидания команд, и — с учетом требований безопасности — была добавлена внутренняя система защиты от падения. В результате улучшений система работала лучше, чем ожидалось, при этом повышая безопасность оператора.
Инновации должны вести к повышению производительности
Инновации должны в конечном итоге привести к снижению затрат за счет повышения производительности и улучшения процессов. Управление такой сложной машиной, как аппарат для сварки вертикальных швов, дало команде шанс добиться большего сокращения затрат.
4. Схема Gerber управления сигналами
T BAILEY, INC. Vertomatic может похвастаться недавно разработанной компьютерной системой управления. Наша обновленная конструкция, основанная на процессоре ARM-Cortex M, сводит к минимуму количество элементов управления, которыми оператор должен управлять.Кроме того, появилась возможность автоматизировать управление процессом сварки, что повысило качество сварного шва.
Усовершенствованная конструкция выполняет 15 000 регулировок скорости и параметров сварки в секунду для обеспечения наилучшего качества сварки. Из-за стремительного роста числа сторонних центров быстрого прототипирования и аппаратных платформ с открытым исходным кодом, команда смогла разработать и произвести необходимые печатные платы без затрат или времени, типичных для таких усилий.
Т БЕЙЛИ, ИНК.использует внутреннюю базу программного обеспечения от драйверов датчиков до алгоритмов синхронизации управления движением. Используя наш репозиторий программного обеспечения, затраты и время, необходимые для разработки системы, были сведены к абсолютному минимуму.
Время — деньги: повышение производительности?
Когда мы беремся за большие дизайнерские проекты, такие как разработка Vertomatic, нашей целью всегда является выполнение проекта максимально эффективно. Это означает, что мы не хотим изобретать колесо заново. Чтобы сэкономить время, часто можно модифицировать уже существующее оборудование вместо того, чтобы строить его с нуля.Как и многие инновации, которые мы реализовали в прошлом, проект Vertomatic потребовал замены ранее существовавшего сварочного оборудования.
Наш многолетний опыт и партнерские отношения со сторонними организациями дают нам необходимые навыки и инструменты для такой работы со стандартным отраслевым оборудованием. T BAILEY, INC. Vertomatic использует трактор Bugo-Systems для перемещения сварочной горелки вверх и вниз по сварному шву. К сожалению, Bugo не производит трактор, который принимает сигнал компьютера для внешнего управления.
5. 3D-рендеринг модуля Bugo. Построен на оборудовании Arduino с открытым исходным кодом
Однако, благодаря нашему опыту работы с Bugo Tractors, необходимые модификации были внесены в один день. Был построен и добавлен небольшой электронный модуль, чтобы наша группа технического обслуживания могла легко поддерживать измененную машину. Возможность модифицировать Bugo сэкономила месяцы проектных работ и снизила стоимость проекта.
Опять же, использование современных инструментов САПР и моделирования позволило еще раз улучшить машину, что в конечном итоге привело к снижению затрат для наших клиентов.
Обеспечение ценности за счет инноваций
T BAILEY, INC. Избрала один путь для сохранения конкурентного преимущества — это технические инновации. Изготовление сварных стальных резервуаров традиционно существовало в нетехнологическом мире, находясь где-то посередине между изготовлением на заказ и классическим производством. Vertomatic — лишь один из многих примеров, демонстрирующих нашу приверженность ценностям и качеству.
По мере того, как мир становится более интегрированным и конкурентоспособным сообществом, T BAILEY, INC.продолжает раздвигать границы, бросать вызов классической мысли и побуждать себя предлагать больше ценности клиентам, которых мы обслуживаем. Каждый наш успех вносит свой вклад в обслуживание и ценность, которую ожидают наши клиенты.
Автоматический аппарат для сварки вертикальных швов (EGW) _Nanjing Auto Electric Co., Ltd.
Автоматический аппарат для сварки вертикальных швов (EGW)
Автоматический аппарат для сварки вертикальных швов — это автоматическое сварочное оборудование, независимо разработанное и произведенное компанией Nanjing Aote Automation Co., Ltd. по характеристикам прямой / реверсивной конструкции танка. Он сочетает в себе технологию самозащитной вертикальной сварки и японское газоэлектрическое вертикальное сварочное оборудование с тележкой, которое можно использовать как в формальных конструкциях, так и в конструкциях с перевернутым кристаллом. Оборудование использует сервосистему в процессе автоматической сварки и замкнутый контур Управляющая сварочная тележка используется для управления скоростью подъема вверх, тем самым достигая эффекта стабилизации сварочной ванны и завершая автоматическую сварку продольного шва большого резервуара-хранилища или доменной печи и башни.
Полный комплект оборудования состоит из сварочной системы и портала, сварочной ветрозащитной рамы (с системой управления поперечным ходом), сварочной тележки подъемной платформы, системы автоматического управления сваркой, системы контроля поворота, системы циркуляции охлаждающей воды и т. имеет модульную комбинированную конструкцию, а функция передней и обратной загрузки может быть легко реализована путем регулировки положения установки. Система управления поворотом при сварке сконфигурирована как линейный осциллятор.
В этом оборудовании используется запатентованная технология «Адаптивная газо-электрическая вертикальная сварочная тележка с ЧПУ (номер патента: ZL200920231033.1)» ПЛК, полностью закрытая технология программного управления, решающая проблему низкой надежности и легкого выхода из строя аналоговых цепей при использовании традиционных аналоговых цепей. Режим управления гарантирует, что оборудование может работать непрерывно и стабильно в сложных и суровых условиях строительства. Эффект сварки вертикального шва может также устранить необходимость в доработке секции дуги, как в случае обычного консервирования, дополнительно улучшая автоматизацию сварка.Оснащен резервуаром для охлаждающей воды большой емкости для обеспечения непрерывной конструкции в условиях высоких температур.
Оборудование для автоматической сварки продольных швов Китай Производитель
Оборудование для автоматической сварки вертикальных продольных швов
Инструменты для сварки вертикальных продольных швов в основном используются для плазменной сварки переменной полярности. Вертикальный аппарат для плазменной сварки продольных швов с переменной полярностью использует метод плазменной сварки поперечных отверстий с переменной полярностью.Без паза, односторонняя сварка, двухсторонняя свободная формовка, одно проплавление среднего и тяжелого алюминиевого сплава. Свариваемый алюминиевый сплав толщиной 3 ~ 12 мм.
Плазменно-дуговая сварка с переменной полярностью (VPPAW), то есть асимметричная прямоугольная дуговая сварка переменным током, представляет собой новый тип высокоэффективной сварки алюминия и его сплавов.
Вертикальный сварочный аппарат для плазменной сварки с переменной полярностью, длина заготовки 2000 мм, длина сварочной заготовки 1800 мм.
Устройство использует метод вертикальной сварки, что позволяет не только увеличить толщину сварного шва, но, что более важно, стабильность формирования сварного шва значительно улучшилась.Плазменно-дуговая сварка, расплавленная ванна жидкого металла под действием силы тяжести, плазменная струя положительного давления и тангенциальной силы, поверхностное натяжение жидкого металла, когда плазменная дуга относительно заготовки перемещается вверх, всеобъемлющая роль в этих силах жидкий металл стекает вниз по краю отверстия и образуется ниже заживляющего шва перфорации. Плавильная ванна для поддержания динамической сварки.
Метод сварки
Расположение: когда заготовка для сварки будет расположена между вкладышем вала сердечника и двумя рядами клавиш путем нажатия нажимной пластины клавиш, каждый ряд клавиш может иметь независимую электрическую пусковую пластину переключателя, давление пластины сжатия клавиши от сжатого воздуха .
Клавиатура спроектирована с возможностью поворота, так что клавиатура может быть прикреплена к поверхности заготовки строго в соответствии с формой заготовки. Расстояние между клавишами двух рядов клавиш регулируется. Вкладыш и задняя опора стержневого вала аппарата для автоматической сварки продольных швов могут быть разобраны и заменены, чтобы удовлетворить потребности пользователя в различных областях применения.
Рабочие характеристики
Без снятия фаски. Если прямолинейность режущей пластины соответствует требованиям, можно избежать процесса фрезерования и травления;
Экономия затрат на провод и электроэнергию;
Управляемость хорошая.Путем выбора газа и изменения внешних условий воздействия сжатия можно легко получить требуемые параметры атмосферы, жесткости и дуги, что сложно для свободной дуги;
Очистка сварного шва проста и легка для получения качества первичного шва;
Односторонняя сварка и двухсторонняя формовка, деформация заготовки, очевидно, мала;
Стабильность столба дуги прямая, диаметр столба дуги по всей длине дуги меняется незначительно.Когда столб дуги длиннее, он все еще может поддерживать стабильное горение, и нет недостатка в том, что свободная дуга легко плавает;
Changzhou EDAWELD Trading Co., LTD была основана на базе EDAWELD CO., LTD, занимающейся основными продажами и экспортом сварочных машин, сварочной проволоки, сварочных и режущих горелок, запасных частей и пневматических инструментов.
С 2011 года, как производитель основных производителей и продавцов сварочной продукции, такой как сварочные горелки, сопла, контактные наконечники, для удовлетворения большего количества требований клиентов мы начали другие продажи сварки, поэтому наша компания имеет большой опыт в сварочной промышленности.
Мы — профессиональный партнер, который поможет клиентам найти лучших поставщиков сварочных работ в Китае.
Мы являемся отличным партнером для дистрибьюторов и конечных клиентов, заинтересованных в сварочных материалах, личной безопасности, абразивных материалах и всех запасных частях к сварочному оборудованию. EDAWELD — предпочтительный профессиональный партнер для клиентов, которые ищут надежного поставщика сварочных решений с лучшей формой обслуживания клиентов. Восток.
Мы предлагаем нашим клиентам:
— комплексное предложение сварочных, абразивных материалов и средств личной безопасности
— квалифицированный персонал с легким общением на английском языке
— внедрены современные информационные системы
— развитая и эффективная организация логистики
Мы создали полный спектр сварочных работ продукты и аксессуары, что помогает нашим партнерам находить [альтернативу стоимости »и товары высокого качества как альтернативу известным мировым производителям.
Сварочный аппарат вертикального шва для хранения Pertroleun от китайского производителя, завода, завода и поставщика на ECVV.com
Технические характеристики
Основные технические параметры
l Тип сварки: устройство подачи проволоки CO2 с подъемником осциллятора
Система охлаждающей воды
l Скорость передвижения: 3000 мм / мин
l Высота тарелки: от 1.От 40 до 3,20 метров
Толщина пластины: 10 ~ 40 мм
l Диаметр резервуара: 4,5 м и более
l Размеры (мм) Д x Ш x В: 1900 x 2100 x4500
l Вес (кг): 1250
l положение сварки: сварка стыковых швов
l Тип сварки: газовая сварка с защитой от газа CO2, порошковая порошковая сварка
l Диаметр проволоки φ1.6 ~ 2,0 мм
l Температура: -30 ° — 50 °
l Класс изоляции: F
l Пылезащищенность, степень водонепроницаемости: IP23
Сварочная мощность: МЫ МОЖЕМ ПОСТАВИТЬ ИЛИ ПОДГОТОВИТЬ ЗАКАЗЧИК
Источник сварочного тока: DC-600.
Основные технические характеристики
l Тип сварки с защитой от газа CO2. Порошковая сварка диаметром 1,6 ~ 2,0 мм в газоэлектрической технике.
l Система водяного охлаждения Принудительная однопроходная сварка медных ползунов
вертикальный шов колодец.
l Принять алюминиевую гусеницу, структуру автомобиля, а не только легкий вес устройства,
гибкий, легкий доступ, а также может быть увеличена или уменьшена длина
рельса в соответствии с размером ширины пластины, эффективность сварки для традиционных
ручная дуговая сварка и многоканальная многодуговая сварка плавится 20-30 раз.
l Мощность, необходимая для Lincoln DC-600
Стандартный пакет включает
a) Тяжелая моторизованная тележка: рама может перемещаться по верхнему краю цистерны за счет мотора)
б) Блок управления движением рамы: вперед, назад и остановка.
c) Подъемник осциллятора для сварочной головки CO2.
г) Сиденье оператора с ящиком для инструментов.
е) Хранение источника питания: 1300 мм (Д) * 1200 мм (Ш) * 1400 мм (В).(Поместите в него питание DC600)
g) Силовые кабели: 2,5 мм2 при 3 шт., 60 м, кабели управления, 60 м, сварочный кабель 120 мм2, 60 м, —— Мы поставляем эти кабели при подаче питания DC600.
з) Несколько предметов: катушка для катушки 60 фунтов, электрический подъемный ролик (100 кг @
30 м от земли), пульт, лампа и розетка для электроинструментов.
и) Руководство по эксплуатации и электрическая схема.
j) Один год гарантии
Автоматический аппарат для вертикальной сварки | AVW | Вертикальный сварочный аппарат | Tank Welder
Tank Welding LLC.Ваш полный поставщик автоматических сварочных аппаратов для резервуаров.
Мы специализируемся на изготовлении на заказ автоматических сварочных аппаратов для резервуаров сжиженного природного газа и резервуаров с плоским дном. У нас более 10 стандартных автоматических кольцевых сварочных аппаратов (AGW) A.K.A. (3 часа, 3 часа дня сварщика) конструирует. EGW (Электрогазосварочный аппарат), Автоматические сварочные аппараты Vert VUP и AVW, Vert Buggy, системы подъема резервуаров, автоматические сварочные аппараты для сфер, труб, магазинов и судоремонтных заводов. Эта линейка оборудования построена с использованием сварочных систем Lincoln или Miller, произведенных в США.Наш двигатель AGW приводится в движение первоклассными сдвоенными приводными двигателями SEW, разработанными в Германии с инверторным управлением.
Tank Welding LLC специализируется на поставках стандартных конструкций наряду с изготовленным на заказ автоматическим сварочным и монтажным оборудованием для мировой индустрии строительства и изготовления резервуаров, сосудов высокого давления. Tank Welding также предлагает несколько типов автоматических сварочных аппаратов для труб, судостроительную верфь, оборудование для автоматической сварки, резки и позиционирования в Fab Shop. Линия поставляемого оборудования для резервуаров включает в себя более 10 моделей автоматических кольцевых сварочных аппаратов (AGW), AGW-LNG, AGW-USA, легковесных автоматических кольцевых сварочных аппаратов AGW-LW AGW-1, AGW-11, AGW-P. , AGW-P2, AGW-сварщик ребер жесткости, AGW-Mini, AGW-Sphere welder, AGW-Mig, AGW-Jack-UP, которые также известны как (3-часовой сварщик), EGW-V (Электрогазовый сварщик) , EGW-P (Электрогазосварочный аппарат), EGW-Jack-UP (Электрогазосварочный аппарат), EGW = Электрогазосварочный аппарат, который также известен как вертикальный сварочный аппарат (VUP), представляет собой однопроходный вертикальный сварочный аппарат (VUP), AVW -многопроходный, AVW-Jack-UP, автоматический вертикальный сварочный аппарат AVW, багги Shell Buggy с ручным и электрическим приводом (также известный как Vert Buggy), системы самоподъема резервуаров и множество различного оборудования для сварки и монтажа резервуаров для удовлетворения потребностей большинства компанийИзучите все наши товары и не стесняйтесь обращаться к нам по телефону или электронной почте. Щелкните здесь, чтобы перейти к нашему каталогу оборудования
На мировом рынке мы предлагаем стандартные конструкции и оборудование для сварки, резки и монтажа, изготовленное по индивидуальному заказу, для производства резервуаров, сосудов высокого давления и сварочной промышленности. Мы также предлагаем несколько типов автоматов для сварки труб, оборудование для автоматической сварки и резки Судостроительной верфи, Fab Shop. Наша линейка оборудования включает в себя такие изделия, как (AWP) автоматический сварочный аппарат для труб, индивидуальное проектирование, манипулятор колонны и стрелы, сварщик заголовка, L-позиционер, сварщик продольных швов, оборудование для автоматической резки Pro-Cut, электрогазосварочный аппарат судостроительной верфи (EGW), токарная обработка валок, сварочный токарный станок, флюсовый ремень AGW, автоматический шлифовальный станок, автоматический багги Vert, ручной багги Vert, системы поддомкрачивания резервуаров (Tank Jack-UP), автоматический строжок кольцевых швов, мобильный источник питания AGW и AVW (MPS), магнитное крепление LT7 Приспособление для отслеживания шва LT7, автомат для кольцевой сварки (AGW), AGW-LNG, AGW-USA, легковесный автоматический кольцевой сварочный аппарат AGW-LW AGW-1, AGW-11, AGW-P, AGW-P2, сварочный аппарат для ребер жесткости AGW, AGW -Mini, AGW-Sphere welder, AGW-Mig, AGW-Jack-UP, которые также известны как (3 часа, 3 часа сварщика), EGW-V (Электрогазовый сварщик), EGW-P (Электрогазовый сварщик ), EGW-Jack-UP (Электрогазосварочный аппарат), EGW = Электрогазосварочный аппарат, который также известен как вертикальный сварочный аппарат вверх (VUP), представляет собой однопроходный вертикальный сварочный аппарат (VUP), AVW-многопроходный, AVW-Jack -ВВЕРХ, Автоматический вертикальный сварочный аппарат AVW, багги Shell Buggy с ручным и электрическим приводом (также известный как Vert Buggy), системы подъема резервуаров и множество различного оборудования для сварки и монтажа резервуаров для удовлетворения потребностей большинства компаний.
Изучите все наши товары и свяжитесь с нами по телефону или электронной почте. https://tankwelding.com/about-us/
Оборудование для строительства резервуаров, Линия для производства трубных катушек от китайских производителей — Wincoo Engineering Co., Ltd.
{{if (item.springSalesTagInfo && item.springSalesTagInfo.showSpringSalesTag) {}} {{}}} {{if (item.showDealsTag) {}} {{}}} {{-item.productName}} {{if (item.meiAwards && item.meiAwards.length> 0) {}} {{util.each (item.meiAwards, function (meiAward) {}}{{-meiAward.prodAwardDateAndName}}
{{})}} {{}}} {{если (item.springSalesTagInfo.showSpecialDiscountTag) {}} Специальная скидка {{}}} {{if (item.springSalesTagInfo.showFreeSampleTag) {}} Бесплатный образец {{}}} {{если (item.springSalesTagInfo.showRapidDispatchTag) {}} Rapid Dispatch {{}}} {{if (item.springSalesTagInfo.showSoldThousandTag) {}} Продано 10000+Горячие и актуальные товары
{{}}} {{if (item.springSalesTagInfo.showInstantOrderTag) {}} Мгновенный заказСлужба поддержки онлайн-заказов
{{}}} {{if (item.springSalesTagInfo.showReliableSupplierTag) {}} Надежный поставщик {{}}} {{if (item.springSalesTagInfo.showExpoTag) {}} Интернет-выставка {{}}}{{if (item.mainProps) {}} {{util.each (Object.keys (item.mainProps), function (prop, i) {}}
Вертикальный сварочный аппарат для круглых швов
Мы — известный производитель, поставщик и экспортер Вертикальный сварочный аппарат для круглых швов , обслуживающий нашу огромную клиентскую базу. Он предлагается в различных спецификациях для удовлетворения потребностей уважаемых клиентов. Он разработан с использованием высококачественного сырья и новейших технологий и оборудования в нашем подразделении в соответствии с рыночными стандартами. Вертикальный сварочный аппарат для круглых швов широко используется в машиностроении и других отраслях промышленности для сварки. Эта машина широко известна своей непрерывной сваркой, которая обеспечивает надежное герметичное соединение.
Характеристики:
- Простота в эксплуатации
- Передовые методы
- Экономическая эффективность
- Превосходная функциональность
Автоматическая машина для сварки TIG (плазменной) круглой шовной сварки серии HF
Основные характеристики и области применения
1.Автоматический TIG (плазменный) аппарат для сварки круглых швов, в основном используемый для высококачественной сварки круглых швов круглой, овальной или специальной формы из нержавеющей стали, железа, алюминия, латуни и т. Д .;
2. В зависимости от формы и размера каждой сварочной детали аппарат может быть горизонтального и вертикального типа;
3. Приводной механизм вращения заготовки состоит из двигателя преобразователя, редуктора и трехкулачкового зажима, стабильно перемещается с бесступенчатой регулируемой скоростью;
4.Ось зажима и система фиксации прижимают, отпускают и откатывают, действие сварочных горелок приводится в действие воздушными цилиндрами, кроме того, сварочная горелка оснащена прецизионным механизмом микронастройки для достижения наилучшего положения при сварке;
5. Система управления использует интегрированное управление ПЛК или реле, надежный и простой интерфейс, легко модифицируется и обслуживается;
6. Применяется для совместной сварки с источником для сварки TIG, MIG, MAG, SAW и плазменно-дуговой сварки.
Основные технические параметры
Входной источник питания | Однофазный 220 В, 50/60 Гц | |
Мощность двигателя | 100306 | |
0. |