Все тонкости сварки вертикального углового шва начинающим сварщикам с отрывом!
содержание видео
Рейтинг: 4.0; Голоса: 1
Продолжаю серию угловых швов, и на этот раз покажу вам сварку вертикального такого шва, и расскажу почему такие швы я считаю самыми лёгкими! Ассамблея: Сварка аргоном цветных металлов с нуля за 12-14 дней. Новички практиканты поставлены в жесткие и идеальные условия: тачка отходов цветного металла: алюминий, нержавейка, латунь. Газ неограничен, наставник всегда рядом, 8-9 часов непрерывной сварки TIG. Даже примат, прямо ходящий в таких условиях начинает варить и получает разряд. Приходят вчерашние программисты, менеджеры от компа. Военные, врачи, студенты, и даже пару девушек приходили. Но они все очень мотивированные и нацеленные на результат. Многие сразу после курсов трудоустроились. Но всегда подается один лентяй, которому все плохо. С первого дня ругается с мастером, пропускает, не слушает, а потом жалуется, что его не научили.
Дата: 2020-11-18
← Как начинающему сварщику заварить самые коварные швы!
Как правильно резать болгаркой так, чтобы никогда не закусило! →
Похожие видео
Как правильно сварить трубу 16 мм. электродами 2. 5мм, 3мм, 4мм. КАК Я ПОДБИРАЛ СВАРОЧНЫЙ ТОК?
• Гори Дуга
Бюджетный полуавтомат от Grovers Grovers Energy Mig200
• Сварщик в городе
Не укрывайте ТАК хвойные на зиму! Не сгорят, так сопреют!
• Супер — Отпуск на Даче
Семена этих цветов больше не покупаю! Есть способ лучше!
• Во саду ли в огороде
Эта осенняя подкормка сада творит чудеса! Яблони и груши, сливы и вишни, все завалят урожаем!
• Иван Русских
Научная пятница. Микробы бьются за металл! Микробные войны на службе урожая! Смотрите до конца!
• Иван Русских
Комментарии и отзывы: 9
Дмитрий
Роман — один из самых позитивных, улыбчивых, добрых, радостных и доброжелательных сварщиков — учителей) Побольше бы таких людей, как Вы) Спасибо за Ваши видео, они очень помогают в сварочном деле.
dvserzhantov
Я этой техникой попробовал варить забор (две профильные трубы внахлёст, у меня плохо получается: отбиваю шлак, а там с двух сторон на одной и на другой трубе наплавлено, а между где стык труб чисто, так весь шлак в серединке получается и оказался.
777321ROLF
кто-нибудь может сказать чем отличаются сварочные аппараты? я купил ресанта серия компакт, есть например ресанта не компакт, обычная, такой же мощности, просто дороже, в чём отличие не пойму
Vlad
Ага а как быть если старый металл с новым нужно сварить вертикально, да ещё и баласник варит абы как, если малейшый зазор дыру прожвгает, точечно не наложышь чешуйки, ибо несразу поджыгает
Эдуард
А электрод, при его перемещении от одной стороны угла к другой, в сам угол заводить нужно, т. е. движения электрода от стенки к стенке будут по прямой или с заходом в угол — по ломанной?
Игорь
Уони 13-55 пробовал варить Ресантой — 220. Гаснет и не зажигается. Дал сварщику, тоже сказал, что ДРЯНЬ, постоянно гаснут и не зажигаются. Производитель УОНИ 13/55 СЗСМ. Полное г. но.
Гаснет и не зажигается. Дал сварщику, тоже сказал, что ДРЯНЬ, постоянно гаснут и не зажигаются. Производитель УОНИ 13/55 СЗСМ. Полное г. но.
Андрей
Такое мастерство годится только для ворот и калиток спору нет, но на более ответственных работах даже при сдаче тестов это уже завал если увидят что ты отрывами варишь
Андрей
А я фигачю на 120 амперах 4 мм и все не то, хотя горизонтальный у меня будь здоров, теперь надо на вертикале ток поубавить а то ванна вся убегает!
Спасибо Роман
Слава
Днище полное ( Кто учит варить с отрывом( Это брак полный плюс прогрева кромок нет никакого и сплавления тоже( Так наляпал туда сюда и все(
ТЕСТ Сварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положениях | Тест на тему:
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Сварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положениях
МДК 02. 02. Технология газовой сварки
02. Технология газовой сварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Сварка стыковым и угловым швом пластин из низкоуглеродистой стали в вертикальном и горизонтальном положениях.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верные.
- Направление перемещения горелки при сварке вертикального стыкового шва:
а) снизу вверх;
б) сверху вниз;
в) снизу вверх и сверху вниз.
- Способ сварки вертикального углового шва:
а) правый;
б) левый;
в) правый и левый.
- Какой способ сварки вертикальных швов при направлении сварки снизу вверх наиболее удобный?
а) Левый.
б) Правый.
в) Оба.
- Мощность пламени (номер наконечника) при сварке вертикальных швов по сравнению с горизонтальными должна быть:
а) больше;
б) меньше;
в) одинаковая.
- Чем кроме мощности пламени можно уменьшить жидкотекучесть сварочной ванны?
а) Скоростью перемещения горелки.
б) Скоростью подачи проволоки.
в) Тем и другим.
- Какой угол между мундштуком и проволокой наиболее удобен при вертикальной сварке?
а) 160°.
б) 90°.
в) 30°.
- Что может быть причиной грубой чешуйчатости вертикальных швов?
а) Большая мощность пламени.
б) Неравномерная скорость продольных перемещений
горелки.
в) То и другое.
- Каким способом лучше выполнять горизонтальные швы?
а) Левым.
б) Правым.
в) Тем и другим.
- Зачем нужен наклон сварочной ванны по отношению к разделке кромок при сварке горизонтальных швов?
а) Так удобнее держать горелку.
б) Для поддержания пламенем ванны и предупреждения ее стекания.
в) Чтобы быстрее заполнить разделку.
10. Какой дефект может появиться в шве, если присадочная проволока плавится раньше, чем оплавляются кромки?
а) Наплыв.
б) Непровар.
в) Оба дефекта.
Эталон ответа:
вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
ответ | в | в | а | б | б | б | б | б | б | б |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список литературы
- Лаврешин С.А. Производственное обучение газосварщиков : учеб. пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Гуськова Л.Н. Газосварщик: раб. Тетрадь: учеб. Пособие для нач. проф. Образования – М.: Издательский центр «Академия», 2012.
- Юхин Н.А. Газосварщик: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2010.
- Г.Г Чернышов. Справочник электрогазосварщика и газорезчика: учеб. пособие для нач. проф. образования – М. : Издательский центр «Академия», 2006.
- А.И. Герасименко «Основы электрогазосварки», Учебное пособие – М: ОИЦ «Академия», 2010г.
- Маслов В.И. Сварочные работы. Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009.
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006.
Integrated Publishing — ваш источник военных спецификаций и образовательных публикаций
Администрация — Навыки, процедуры, обязанности и т.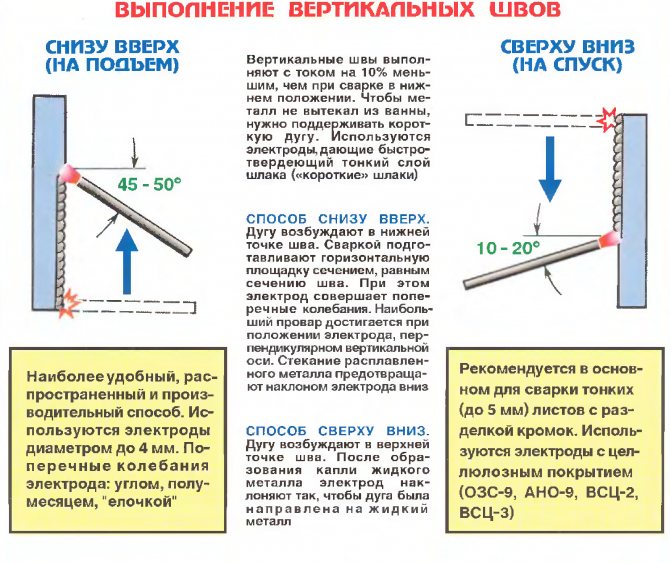 д. военного персонала
д. военного персонала
Продвижение — Военный карьерный рост книги и т. д.
Аэрограф/метеорология
— Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководства по аэрографии и метеорологии военно-морского флота
Автомобилестроение/Механика — Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т. д.
Автомобильные аксессуары |
Перевозчик, персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранение |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер/Хаммер) |
и т.д…
Авиация — Принципы полетов,
авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т. д.
д.
Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д…
Боевой — Служебная винтовка, пистолет
меткая стрельба, боевые маневры, органическое вспомогательное вооружение и т. д.
Строительство — Техническое администрирование,
планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый
строительство и др.
Руководства по строительству военно-морского флота |
Совокупность |
Асфальт |
Битумный корпус распределителя |
Мосты |
Ведро, Раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
дробилка |
Самосвалы |
Землеройные машины |
Экскаваторы | так далее. ..
..
Дайвинг — Руководства по водолазным работам и спасению различного снаряжения.
Чертежник — Основы, методы, составление проекций, эскизов и т. д.
Электроника — Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Батареи |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т.д…
Машиностроение — Основы и методы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и т. д.
Военно-морское машиностроение |
Армейская программа исследований прибрежных бухт |
так далее. ..
..
Еда и кулинария —
Руководства по рецептам и оборудованию для приготовления пищи.Логистика — Логистические данные для миллионов различных деталей.
Математика — Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги — Анатомия, физиология, пациент
уход, оборудование для оказания первой помощи, фармация, токсикология и т. д.
Медицинские руководства военно-морского флота |
Агентство регистрации токсичных веществ и заболеваний
Военные спецификации — Государственные спецификации MIL и другие сопутствующие материалы
Музыка — Мажор и минор масштабные действия, диатонические и недиатонические мелодии, паттерны такта, и т.д.
Основы ядра — Теории ядерной энергии,
химия, физика и т.
Справочники Министерства энергетики США
Фотография и журналистика
— Теория света,
оптические принципы, светочувствительные материалы, фотофильтры, копирование
редактирование, написание публикаций и т. д.
Руководства по фотографии и журналистике военно-морского флота |
Руководство по армейской фотографии, печати и журналистике
Религия — Основные религии мира, функции поддержки богослужений, свадьбы в часовне и т. д.
Типы положений сварки и типы соединений 1G, 2G, 3G, 4G, 5G, 6G/6GR
Положения сварки в основном представляют собой различные углы соединения металлов. Обычно существует четыре типа положений сварки, а именно горизонтальное, плоское, вертикальное и потолочное. Наиболее распространенными типами сварных швов являются разделочные и угловые швы. Сварщики могут выполнять эти два сварных шва во всех четырех положениях.
Угловой сварной шов (F) – Это метод сварки для соединения двух частей металла вертикально или под небольшим углом.
Сварной шов с канавкой (G) – это сварной шов, выполненный в канавке. Для выполнения прочных сварных швов требуется полное проплавление.
Подсветка поста:
- Позиции сварки канавок и угловых швов
- Типы положений сварки по AWS и ASME
- Позиции сварки труб и пластин
- 1G/1F/PA Положение (плоское)
- Положение 2G/PC (горизонтальное)
- Положение 2F/PB ( Горизонтальное)
- Положение 3G Uphill/PF (вертикальное)
- Положение 3G под гору/PG (вертикальное)
- Позиция 4G/PE (служебная)
- Положение 4F/PD (над головой)
- Положение 5G на подъеме (вертикально)
- Положение 5G на спуске (Вертикальное)
- 6G Положение подъема/спуска
- Тест 6GR
Позиции сварки желобков и угловых швов
Обычно используются следующие цифры и буквы.
Для положений сварки разделкой-
- 1G – (плоское положение сварки)
- 2G – (горизонтальное положение сварки)
- 3G – (вертикальное положение сварки)
- 4G – (позиция сварки над головой или над головой)
- 5G – (вертикальное положение сварки вверх/вниз)
- 6G/6GR – (верхнее вертикальное положение сварки)
Для положений угловой сварки-
- 1F – (плоское положение сварки)
- 2F – (горизонтальное положение сварки)
- 3F – (вертикальное положение сварки)
- 4F – (положение сварки над головой или над головой)
Типы положений сварки по AWS и ASME
- 1G/1F
- 2F/2G
- 3G в гору
- 3G Скоростной спуск
- 4F/4G
- 5G в гору
- 5G Скоростной спуск
- 6G в гору
- 6G Скоростной спуск
Позиции сварки труб и пластин
Обычно имеется шесть позиций сварки с определенными цифрами и буквами, т. е. 1G, 2G, 3G, 4G, 5G и 6G/6GR. Все положения используются под разными углами и формами при выполнении сварки. Как правило, способы и идеи сварки схожи в разных странах. Но AWS D1.1 (относится к AWS A3.0), ASME IX и ISO 15614-1 используют разные названия в своих таблицах.
е. 1G, 2G, 3G, 4G, 5G и 6G/6GR. Все положения используются под разными углами и формами при выполнении сварки. Как правило, способы и идеи сварки схожи в разных странах. Но AWS D1.1 (относится к AWS A3.0), ASME IX и ISO 15614-1 используют разные названия в своих таблицах.
Положение 1G/1F/PA (плоское)
Положение 1G/1F/PA — это плоское положение сварки. В этом положении сварщики помещают металлические детали прямо под горелку. Это положение выполняется также для стыковых, разделочных и угловых швов.
Положение 2G/PC (горизонтальное)
Это горизонтальное положение для стыковых сварных швов. В этом положении сварки металлическая деталь остается параллельной телу сварщика, и он сваривает ее, оставаясь перед собой.
Положение 2F(2f)/PB ( Горизонтальное)
Положение 2F/PB — горизонтальное положение сварки, используемое для угловых швов. Это сложнее, чем позиция 1F.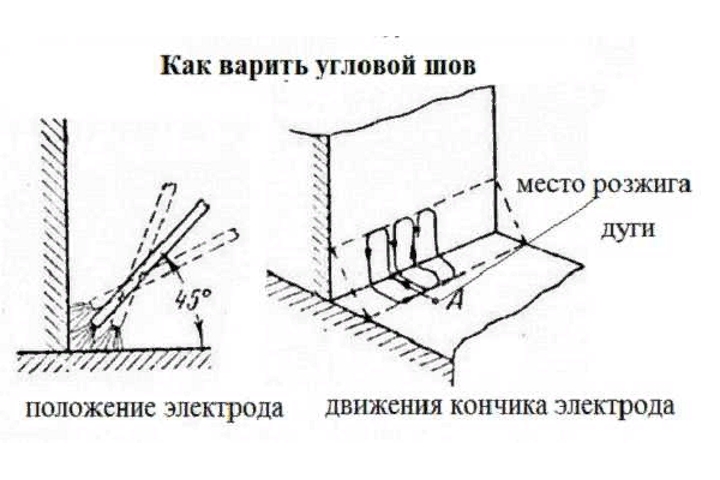 Сварщик должен держать горелку под углом 45° большую часть времени, когда деталь находится рядом с ним. Но точный угол горелки зависит от углов пластины и трубы.
Сварщик должен держать горелку под углом 45° большую часть времени, когда деталь находится рядом с ним. Но точный угол горелки зависит от углов пластины и трубы.
В положении 2F/2f сварка встык немного сложнее, чем плоская сварка . Это происходит из-за того, что расплавленный металл стекает вниз по стыку, а тепло горелки поднимается вверх по стыку. Следовательно, на стыки нельзя наносить равномерный депозит.
Для получения более качественных сварных швов сварщикам необходимо выровнять металлы и сварить их с обоих концов. Движения горелки должны быть слегка вверх и вниз для равномерного распределения тепла по обеим сторонам соединения. Таким образом, расплавленный металл не будет течь к нижней стороне соединения и быстрее затвердеет наплавленный металл. Для мастера-сварщика нужен большой опыт работы в 2ф или любом горизонтальном положении. 2f — одно из горизонтальных положений для теста на филе.
Существует еще одно горизонтальное фиксированное положение сварки или положение сварки труб. При этом ось трубы остается почти горизонтальной. Примечательно, что свариваемая труба не должна двигаться или вращаться при выполнении сварки.
В другом положении для сварки в горизонтальном положении, труба кладется плоско и сварка производится путем ее вращения по мере необходимости. Сначала сварщику необходимо выровнять стыки и сварить их. Для захвата трубы сварщики могут использовать стальные перемычки при использовании сварочной горелки.
Другое аналогичное положение сварки — 2G, что означает горизонтальное положение сварки для разделки , а не для угловых швов. В этом положении ось шва остается горизонтальной, а шов обращен в вертикальную плоскость.
Положение 3G Uphill/PF (вертикальное)
Это положение вертикально вверх, используемое как для стыковых, так и для угловых сварных швов. При сварке угол горелки остается равным 45°, и сварщик использует металл из нижней части.
При сварке угол горелки остается равным 45°, и сварщик использует металл из нижней части.
Положение 3G Downhill/PG (Вертикальное)
Это положение вертикально вниз, используемое для угловых и стыковых сварных швов. Сварщики использовали металл верхней части. Эта позиция считается хорошей с точки зрения продуктивности.
Положение 4G/PE (над головой)
Это положение над головой, используемое для сварки встык. Сварщики должны держать горелку снизу металлической детали. Как правило, это сложная и тяжелая позиция. Сварщики должны установить правильные параметры перед сваркой.
Положение 4F/PD (над головой)
Это положение также используется для угловых сварных швов. В основном сварщик держит горелку под углом 45°, находясь под металлической деталью, и это зависит от положения трубы/плиты.
Положения для сварки 5G-
Положение для сварки 5G используется для сварки труб, при этом ось трубы устойчиво находится в горизонтальном положении без поворота или вращения. 5G означает «сварной шов с разделкой кромок». Американское общество сварщиков/Американское общество инженеров-механиков называет его 5G ; и стандарт ISO/EN как PF .
5G означает «сварной шов с разделкой кромок». Американское общество сварщиков/Американское общество инженеров-механиков называет его 5G ; и стандарт ISO/EN как PF .
5G Положение вверху (вертикально)
Это положение вертикально вверх, используемое для сварки труб встык. Это распространенный ручной способ сварки труб. В этом положении сварщики последовательно выполняют три способа сварки, начиная с верхнего положения до горизонтального, а затем в плоском положении. В положении 5G труба не поворачивается и не вращается; вот почему это сложно.
Положение 5G «Вниз по склону» (Вертикальное)
Это положение вертикально-вниз, используемое для сварки труб встык. Положение 5G под уклон — очень хороший и производительный способ сварки труб вручную. В этом положении сварщики должны использовать надлежащее и специальное оборудование для сварки труб против силы тяжести расплавленного металла. Благодаря этому повышается производительность сварки и достигаются желаемые результаты сварки. Во время 5G сварщики проходят три этапа сварки, начиная с горизонтального положения, затем горизонтального положения и заканчивая потолочным положением.
Благодаря этому повышается производительность сварки и достигаются желаемые результаты сварки. Во время 5G сварщики проходят три этапа сварки, начиная с горизонтального положения, затем горизонтального положения и заканчивая потолочным положением.
Различные названия позиции сварки 5G для следующих организаций:
| Номенклатура ASME/AWS | Стандартные позиции ISO |
| 5G Положение сварки вверх по склону | Сварочная позиция PH |
| 5G Положение для сварки под уклоном | Положение сварки PJ |
Позиции сварки 6G-
Это один из самых сложных типов сварочных позиций для сварщиков. Позиция является предварительным условием для получения сертификата. В некоторой степени это положение похоже на 5G/PH/PJ, но труба стоит под углом 45° к другой. Другие названия: 6G Uphill/H-L045 и 6G Downhill/J-L045 Position .
Положение для сварки 6G, также известное как Положение для потолочной сварки или Положение для сертификационных испытаний сварщика . В этом положении одна труба должна располагаться под углом 45° к другой. Вот почему становится самой сложной и ответственной позицией для сварщиков . Кроме того, сварщикам необходимо принимать очень много положений тела при выполнении сварки.
При сварке в положении 6G в основном используются три шва: горизонтальный (сложный), плоский (легкий) и вертикальный (сложный). Заливочный поток металла вниз является основной причиной затруднения. А в вертикальном положении сварщикам становится сложнее, так как это потолочная сварка. Таким образом, сварщику необходимо много попрактиковаться в положении 6G, прежде чем приступить к сварке. Сертифицированный сварщик редко сталкивается с должностью 6G во время работы в отрасли во время службы, но для них это обычное испытание перед приемом на работу.
Основное использование положения сварки 6G для изготовления и монтажа труб и трубопроводов в основном на химических заводах, нефтегазовых заводах, промышленных предприятиях и любой другой аналогичной отрасли, использующей трубы и трубопроводы .
Тест 6GR
Это еще одна форма теста 6G. Буква R означает «ограниченный». Это означает, что сварной шов выполняется в «кольцевом режиме» путем размещения стальной пластины ниже места сварки с дюймовым зазором . По сути, это еще один уровень сложности для сварщиков в процессе аттестации. В 6GR сварщики должны выполнять соединения рядом с препятствиями, такими как кронштейны и стены, и прикреплять трубу к другой конструкции.
Заключение
Таким образом, информация о типах сварочных позиций, таких как 1G, 2G, 3G, 4G, 5G и 6G/6GR, полезна для студентов, сварщиков, преподавателей и других специалистов.