Ручная сварка вертикальных швов
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10—15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
Фиг.52.Сварка угловых швов в «лодочку»
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг. 53, а ) угол наклона берется в пределах 15—20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45—50°. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх. При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва.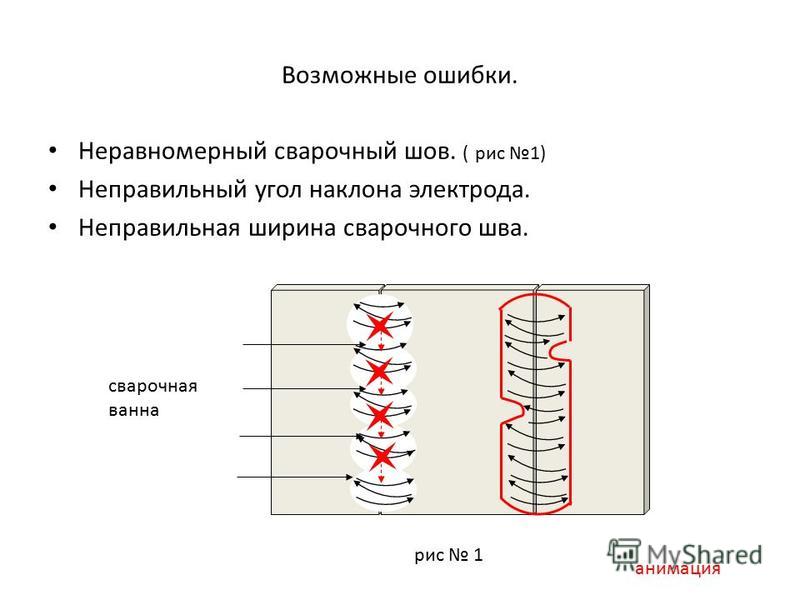
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг. 54), продолжая одновременно расплавлять основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
что это такое, где применяется, характеристики и особенности выполнения
Люди освоили разные варианты сварочных процессов. Их можно перечислять до бесконечности.
Они классифицируются например: по типу сварочного аппарата, материала, который используют в работе, типу полученного шва.
Каким он будет, зависит от приема ведения сварного кабеля. В нашей статье мы подробно охарактеризуем вертикальную сварку.
Вертикальная сварка не проста в применении. Есть один нюанс, который нужно уметь обходить.
Самый трудный этап – это капли расплавленного металла, которые мгновенно сбегают вниз. Они могут испортить качество формирующегося шва.
Они могут испортить качество формирующегося шва.
Варка поверх сформировавшейся капли будет невозможна из-за наличия электродного шлака.
Ручную дуговую сварку ведут на короткой дуге. Используют минимальный или средний ток.
Такой ток предотвращает растекание плавящегося металла, а короткая дуга создает устойчивую сварку. Данный процесс проходит движениями снизу вверх.
Электрод чуть отодвигают в бок, чтобы оплавившийся металл застыл. Но при этом должна сохраниться искра.
Каждый мастер работает на хороший результат. Для этого нужно соблюдать определенные правила техники.
При таком процессе на переменном токе движения выполняются снизу вверх . Раковина сварного шва заполняется расплавленным металлом так, что образует валик.
Раковина сварного шва заполняется расплавленным металлом так, что образует валик.
Он служит опорой для раскаленных капель расположенных выше. Это и есть принцип вертикального шва.
При работе электродом есть свои нюансы. Нужно чтобы быстро застывал материал ,который находится в раковине шва.
Поэтому, расплавленный металл нужно формировать в маленькие капли, уменьшив дугу.
Не каждый новичок знает, как создать устойчивый и аккуратный вертикальный шов. Мы подскажем Вам, как получить достойный результат:
- во время поджога электрод должен находиться перпендикулярно деталям;
- дуга должна быть максимально короткой . Это позволит скорее застыть расплавленному металлу. Минимизирует наплывы портящие шов;
- во время создания шва электрод нужно держать под углом. Это не даст каплям попасть вниз.
- если случилось так ,что оплавленный металл все-таки потек ,необходимо силу тока повысить, а шов сделать шире. Это увеличит время застывания металла.


Этим способом создавать шов намного удобнее ,но качество работы будет слабее.
Но существуют детали, которые поддаются сварке только способом сверху. Сварку таким способом нужно осуществлять плавно, внимательно и аккуратно.
Только так можно избежать стекания раскаленных капель, что испортит внешний вид готового предмета.
Если рабочий материал слишком тонок, необходимо предпринять такие шаги:
- детали, используемые для работы, добросовестно очистить от налета грязи и всех других частиц
- шов создавать точечно, чтобы минимизировать стекание капель и не прожечь рабочий материал.
Содержание статьиПоказать
Технология вертикальной сварки
Технология создания вертикальных швов зависит от следующих причин:
- характеристики металла, который будет использован в работе;
- вида сварки, который будет использован
- квалификации мастера
- специфики и класса сварочного аппарата
Выполняют сварочные швы снизу вверх без отрыва дуги и с отрывом дуги; сверху вниз с отрывом дуги и без отрыва.
Шов электродом
При выполнении вертикальной сварки, необходимо приложить максимум усердия. Это обусловлено стеканием капель расплавленного металла.
Для новичков легче работать способом сварки с отрывом дуги, при котором капли затвердевают быстро.
Чтобы было легче, сварной кратер можно использовать в качестве опоры для электрода.
Процесс может происходить как без отрыва дуги, например полумесяцем, движениями вверх-вниз, так и с отрывом дуги.
Сварка сверху вниз проводится максимально короткой дугой. Сначала придется попрактиковаться, чтобы раскаленные капли не стекали вниз, снижая качество работы.
Главный «фокус» — это правильное положение электрода. Он должен быть перпендикулярен краям кратера.
При формировании валика, электрод следует слегка наклонить (под углом 45 градусов).
Желательно использовать электрод диаметром 4-5 мм, а сила тока не должна превышать 170 А.
Посмотрите этот видео урок и изучите, как создать безотрывный вертикальный шов.
Сварной шов полуавтоматом
Различают несколько вариантов работы полуавтоматом:
- Елочка — этот способ наиболее применяем при сваривании автоматом промежутков 2-3 мм. Электрод ведут определенными движениями, и тогда шов будет выглядеть как елочка . Стартуя с одной стороны, направляем и двигаем электрод по стенке кромки к себе. Когда металл оплавится, опускаем электрод и оплавляем вещь с которой работаем. Это действие выполняем с обеих сторон. Доходим до самого верха по всей длине шва. Основной момент -избежать появления потеков раскаленного металла. Рекомендуем Вам посмотреть видео, как без ошибок проводить сварку.
- Треугольник — это способ работы с толщиной металла не более 2 мм, выполняется движениями снизу вверх. Капли металла, которые затвердели, превратившись в валик, не дают вновь расплавленному металлу расплываться по сварному шву. При работе инвертором нужно перемещать проводник в определенном ракурсе, чтобы сварочная ванна была под углом. Поэтому, такая сварка и называется треугольником. Настоящие асы советуют использовать при работе треугольником электрод 3 мм диаметром и ток в 100 А.
- Лестница — это способ, который применяют, когда между сварными деталями получается очень большой промежуток. Суть этого вида сварки заключается в том, чтобы перешагивания от кромки к кромке происходили практически без подъема электрода. Самый удобный метод достижения этого — снизу вверх без отрыва дуги . По итогу, капли застывают не ровно, а получаются остроконечными.
 Основной момент -избежать появления потеков раскаленного металла. Рекомендуем Вам посмотреть видео, как без ошибок проводить сварку.
Основной момент -избежать появления потеков раскаленного металла. Рекомендуем Вам посмотреть видео, как без ошибок проводить сварку.
Давайте подведем итоги: вертикальная сварка сложная, требует определенных навыков. Запомните, раскаленные капли, скатываясь вниз, испортив результат работы.
Чтобы этого не произошло, применяйте технологические процессы, позволяющие работать сваркой вертикально. Используйте в работе полуавтоматический или ручной вид сварки.
Любая из применяемых методик сварочных работ имеет свои плюсы и минусы. Но мы остановились на самых доступных и хороших способах, особенно для новичков.
Поэтому, если Вы внимательно прочитаете нашу статью, изучите все рекомендации, посмотрите видео, то выполните все это технически правильно.
Тогда у Вас получится аккуратный и прочный сварной шов.
16. Специальные случаи применения порошковой проволоки. Часть 1
К специальным относятся случаи применения порошковой проволоки, когда условия сварки и требования к сварному соединению вызывают необходимость применения специальной аппаратуры и техники сварки, а часто и порошковой проволоки с особыми свойствами.
Ниже рассмотрены примеры специального применения порошковой проволоки.
Сварка вертикальных швов с принудительным формированием
Вертикальные швы на металле средней толщины (8—30 мм) свариваются в основном вручную покрытыми электродами. В последнее время все большее распространение получает полуавтоматическая газоэлектрическая сварка тонкой проволокой со свободным формированием шва. Принудительное формирование кристаллизующейся поверхности сварочной ванны позволяет резко поднять силу тока, увеличить скорость подачи электродной проволоки и повысить производительность процесса. Этот метод в сочетании с электрошлаковым процессом получил большое распространение в промышленности и строительстве.
Электрошлаковой сваркой соединяют в основном металл толщиной 20—30 мм и более. Для меньших толщин электрошлаковый процесс не всегда целесообразен.
Для устойчивости электрошлакового процесса нужна шлаковая ванна определенного объема. При малой толщине металла это требует значительного увеличения зазора между кромками. Так, например, при сварке листов толщиной δ = 18 мм зазор составляет 25—30 мм. В связи с этим приходится тратить большое количество присадочной проволоки, скорость сварки снижается. Основной металл, находясь длительное время в непосредственном контакте со шлаковой ванной, перегревается, его механические свойства ухудшаются. Для восстановления же этих свойств в некоторых случаях требуется дорогостоящая термообработка соединений. Часто ее осуществить нельзя, поэтому приходится отказываться от электрошлаковой сварки.
Так, например, при сварке листов толщиной δ = 18 мм зазор составляет 25—30 мм. В связи с этим приходится тратить большое количество присадочной проволоки, скорость сварки снижается. Основной металл, находясь длительное время в непосредственном контакте со шлаковой ванной, перегревается, его механические свойства ухудшаются. Для восстановления же этих свойств в некоторых случаях требуется дорогостоящая термообработка соединений. Часто ее осуществить нельзя, поэтому приходится отказываться от электрошлаковой сварки.
Дуговая сварка под флюсом вертикальных швов с принудительным формированием распространения не получила из-за неустойчивости процесса, большого разбрызгивания, сложности дозировки флюса, шунтирования дуги шлаком, вызывающего непровары, и пр.
В ИЭС им. Е. О. Патона разработан новый способ электродуговой сварки вертикальных швов с принудительным формированием порошковой проволокой [98].
Сущность способа заключается в следующем. В зазор, образованный кромками изделий, подается порошковая проволока. Дуга горит между концом проволоки и ванной жидкого металла (или выводной подкладкой в начале процесса).
Дуга горит между концом проволоки и ванной жидкого металла (или выводной подкладкой в начале процесса).
За счет тепла, выделяющегося при излучении дуги, и тепла металлической ванны оплавляются кромки изделий, жидкий металл. стекает в зазор, создавая с переплавленным электродным металлом общую сварочную ванну. Расплавленный электродный металл и сварочная ванна защищены от влияния атмосферы шлаком и газом, выделяющимся при расплавлении шлакообразующих и разложении газообразующих составляющих сердечника порошковой проволоки. Ванна покрыта тонким слоем шлака, ее свободная поверхность искусственно охлаждается медными ползунами либо подкладками. Это способствует хорошему формированию шва и препятствует растеканию жидкого металла ванны.
Шлакообразующие компоненты вводятся в проволоку в количествах, необходимых для образования слоя шлака между швом и ползуном (подкладкой) и небольшого слоя шлака для защиты металлической ванны. Глубина шлаковой ванны регулируется благодаря специальной конструкции ползуна.
Сварка вертикальных швов с принудительным формированием может выполняться порошковой проволокой с дополнительной защитой углекислым газом. При этом отпадает необходимость вводить газообразующие материалы в проволоку и упрощается ее конструкция. Защитный газ подается в зону сварки через сопло, крепящееся на подвеске ползуна и перемещающееся вместе с ползуном.
В зависимости от требований, предъявляемых к сварному соединению, для принудительного охлаждения и формирования шва могут применяться водоохлаждаемые ползуны, ползун с медной подкладкой, остающаяся подкладка с ползуном и др. Описанными способами можно выполнять стыковые и угловые швы с отклонением от вертикали до 45е.
Для сварки металла толщиной до 30 мм порошковой проволокой с принудительным формированием применяются специализированные аппараты А-1150. Безрельсовый аппарат А-1150 состоит из нескольких легко соединяемых блоков. Он удобен в монтажных условиях.
Для сварки порошковой проволокой с принудительным формированием можно использовать аппараты, предназначенные для электрошлаковой сварки вертикальных швов, например А-433; требуются лишь незначительные переделки ползунов.
Техника дуговой сварки аналогична электрошлаковой, но она проще, поскольку оператор имеет возможность непосредственно наблюдать за направлением проволоки и состоянием ванны. При потере ванны шлака процесс не нарушается. Случайные остановки не опасны. При возобновлении процесса дефекты в швах не наблюдаются даже при толщине металла 50 мм.
Для сварки с принудительным формированием применяется самозащитная порошковая проволока карбонатно-флюоритного типа ПП-АНЗ С или ПП-АН7. Характеристика ее приведена в параграфе 10.
Режим сварки проволокой ПП-АНЗС диаметром 3 мм для металла толщиной 10—20 мм следующий: Iсв=400÷450 а, Uд=24÷27 в. При зазоре между кромками 10—12 мм это обеспечивает скорость сварки вертикального шва 4—7 м/ч, что значительно превышает скорость сварки со свободным формированием металла такой толщины. Например, при выполнении вертикального стыкового соединения из металла толщиной 20 мм скорость сварки электродами УОНИ-13/55 диаметром 4 мм составила 0,4—0,5 м/ч; при газоэлектрической сварке проволокой Св-08Г2С диаметром 1,6 мм со свободным формированием — 0,8—1,0 м/ч; при сварке порошковой проволокой ПП-АНЗ С, с принудительным формированием— 4,0—4,2 м/ч.
Наружная поверхность швов близка по форме к рабочей поверхности формирующего ползуна или подкладки. Сечение шва имеет, как правило, прямоугольную или бочкообразную форму (рис. 122). Благоприятное направление роста кристаллов обеспечивает малую склонность к образованию горячих трещин.
Рис. 122. Макрошлиф вертикального шва на металле толщиной 14 мм, выполненного порошковой проволокой с принудительным формированием
Поскольку высокая температура воздействует на основной металл небольшой промежуток времени, размеры зоны термического влияния малы и рост зерен не успевает произойти. Ударная вязкость металла в зоне термического влияния достаточно велика. Сведения о механических свойствах металла шва и зоны термического влияния сварных соединений, выполненных на малоуглеродистой конструкционной и низколегированных сталях проволокой ПП-АНЗ С, приведены в табл. 66. Эти данные свидетельствуют о том, что вертикальные швы, выполненные открытой дугой порошковой проволокой, обладают высокими механическими свойствами.
Сварка с дополнительной защитой углекислым газом выполняется порошковой проволокой ПП-АН5 (разработана в ИЭС им. Е. О. Патона) трубчатой конструкции. Рекомендуется такой режим сварки проволокой ПП-АН5 диаметром 3,0 мм: Iсв=400÷500 а, Uд=23÷25 в, расход углекислого газа 10—25 л/мин. При зазорах между кромками 9—11 мм, толщине металла 14—20 мм скорость сварки этой проволокой достигает 6—7 м/ч. При толщине 8—14 мм скорость сварки несколько выше. Химический состав наплавленного металла находится в следующих пределах: 0,8— 1,3% Мп, 0,2—0,5% Si, не более 0,12% С, менее 0,03% S и Р (каждого). Дополнительная защита зоны дуги углекислым газом позволяет получить при использовании этой проволоки высокие механические свойства металла шва и сварного соединения при однопроходной сварке (табл. 67).
Результаты испытаний свидетельствуют о том, что даже при толщине 90 мм (сварка одним электродом с поперечными колебаниями) свойства швов достаточно высоки. В некоторых случаях для получения высоких механических свойств применяют многопроходную сварку.
Для получения качественного соединения необходимо обеспечивать постоянство зазора по высоте стыка и не допускать большой разностенности стыкуемого металла (более 2 мм). При сборке монтажных стыков используют скобы, гребенки и другие приспособления. В конце стыка сварной шов, как правило, выводится на специально приваренную при сборке планку.
При сварке порошковой проволокой образуется меньшее количество шлака, чем при сварке под флюсом. При необходимости избыток шлака сливают через ползун, не допуская при этом слива металла.
После случайной остановки процесс сварки продолжают следующим образом. Опускают ползун так, чтобы участок окончания шва был снаружи. После возбуждения дуги сливают металл до уровня ползуна и включают ход аппарата для продолжения сварки. Такая техника исключает наличие несплавлений и шлаковых включений в месте остановки.
Возможность непосредственного наблюдения за зоной горения дуги позволяет корректировать направление электрода, благодаря чему исключаются дефекты формирования.
Необходимо в процессе сварки следить за прилеганием ползунов к поверхности металла, не допуская их отставания, так как это может привести к потере жидкого металла сварочной ванны и появлению дефектов в шве.
Регулирование режима в основном производят за счет напряжения дуги. С увеличением толщины металла необходимо несколько увеличивать напряжение дуги. Увеличение напряжения дуги при заданной толщине металла приводит к увеличению ширины проплавления.
Вылет рекомендуется поддерживать около 30 мм. При чрезмерном увеличении вылета перегревается проволока и нарушается устойчивость горения дуги.
Короткий вылет приводит к быстрому выходу из строя наконечника мундштука.
Размеры шва и скорость сварки в значительной степени зависят от величины зазора и интенсивности охлаждения металла. При большом зазоре уменьшается скорость сварки и скорость кристаллизации ванны. Это снижает ударную вязкость металла шва и зоны термического влияния.
Сварка вертикальных швов ведется на постоянном токе обратной полярности. Соблюдение относительного постоянства зазора между кромками, отсутствие больших депланаций при сборке, а также точная настройка режима сварки являются основными условиями получения качественного соединения.
Соблюдение относительного постоянства зазора между кромками, отсутствие больших депланаций при сборке, а также точная настройка режима сварки являются основными условиями получения качественного соединения.
Сварка вертикальных швов порошковой проволокой с принудительным формированием рекомендуется для изготовления конструкций из низкоуглеродистых конструкционных и низколегированных сталей в заводских и монтажных условиях.
На монтаже предпочтительно применение сварки проволокой двухслойной конструкции без дополнительной защиты углекислым газом, в заводских условиях целесообразно использовать проволоку с дополнительной газовой защитой.
Использование способа сварки в углекислом газе на монтаже возможно лишь в случае принятия специальных мер защиты зоны сварки от ветра.
Применение сварки порошковой проволокой с принудительным формированием для металла толщиной 8—30 мм позволяет повысить производительность труда и улучшить качество сварных конструкций. За рубежом сварка порошковой проволокой вертикальных швов с принудительным формированием применяется только с дополнительной защитой углекислым газом.
Сварка горизонтальных швов с полупринудительным формированием
Производительность сварки горизонтальных швов со свободным формированием покрытыми электродами, в защитных газах и под флюсом мала, так как применяемые силы тока невелики. Повышение силы тока приводит к стеканию металла сварочной ванны и недопустимому ухудшению формирования швов.
Сварка под флюсом горизонтальных швов с принудительным формированием не нашла применения из-за сложной техники сварки, нестабильного качества.
Принудительное формирование шва в сочетании со сваркой в углекислом газе упрощает процесс, делает его более удобным. Тем не менее использование проволоки сплошного сечения не всегда позволяет получить хороший внешний вид, имеют место случаи схватывания металла с ползуном, сдувания струи защитного газа, приводящего к пористости при выполнении сварки в монтажных условиях.
В Институте электросварки им. Е. О. Патона разработан способ сварки горизонтальных швов самозащитной порошковой проволокой с полупринудительным формированием, лишенный многих названных выше недостатков. Благодаря возможности применения самозащитной порошковой проволоки этот способ очень ценен в условиях монтажа. Сущность способа ясна из схемы, приведенной на рис. 123.
Рис. 123. Схема процесса сварки горизонтального шва с полупринудительным формированием: 1 — порошковая проволока; 2 — сварочная ванна; 3 — шлак; 4 — ползун; 5 — свариваемый металл
Наличие шлаковой пленки при использовании порошковой проволоки предупреждает схватывание жидкого металла с ползуном. итная порошковая проволока ПП-АН7 и ПП-АНЗ.
Сварка одной дугой проволокой ПП-АНЗС производится на токах до 500 а, а двумя дугами — на токах до 900 а. Сварку проволокой ПП-АН7 диаметром 2,3 мм целесообразно производить двумя дугами на токах
до 700 а. Увеличение силы тока при однодуговой сварке достигается применением дополнительной защиты зоны плавления углекислым газом.
Металл толщиной 20 мм сваривают в три слоя. При однодуговом процессе скорость сварки первого и второго слоев составляет около 10 м/ч. Заключительный, так называемый переходной, валик выполняется со скоростью около 16 м/ч. При двудуговом процессе скорость сварки достигает 30 м/ч. Металл толщиной 100 мм сваривают за 9—10 проходов. Качество сварного соединения высокое.
На рис. 124 показан макрошлиф стыкового соединения, а в табл. 68 приведены сведения о механических свойствах металла горизонтальных швов и сварного соединения, выполненных самозащитной проволокой ПП-АН7 и ПП-АНЗС на стали 09Г2С толщиной 20 мм.
Рис. 124. Макрошлиф горизонтального соединения, выполненный порошковой проволокой ПП-АН7 с полупрнудительным формированием.
Для выполнения горизонтальных швов на вертикальной плоскости порошковой проволокой с полупринудительным формированием в Институте электросварки им. Е. О. Патона разработан специализированный сварочный аппарат типа А-1325.
Применение описанного способа сварки особенно эффективно на конструкциях с горизонтальными швами большой протяженности, например, при сварке цилиндрических резервуаров, кожухов доменных печей, корпусов морских судов и т. п.
Сварка вертикальных швов — Все о сварке
Существует множество видов и типов сварки. Они делятся по различным классификациям в зависимости от используемого материала, аппарата и типа ведения проводника для создания шва. Одной из таких является сварка вертикальных швов, имеющая ряд особенностей, с которыми мы сейчас познакомимся.
Содержание статьи
- Особенности вертикальной сварки
- Принципы вертикальной сварки
- Условия для качественного вертикального шва
- Технология вертикальной сварки
- Создание шва электродом
- Вертикальный шов полуавтоматом
Особенности вертикальной сварки
Вертикальная сварка имеет сложность в том, что при создании шва, расплавленный металл норовит стекать вниз, чего ни в коем случае нельзя допустить. Если это произойдет, то поверх этой капли варить уже не получится, так как там содержится шлак от электрода.
Для создания качественной дорожки при ручной дуговой сварке, рекомендуется использовать короткую дугу на небольшом токе. При этом, мастер должен совершать движения снизу вверх, чтобы избежать ненужных потеков. Когда из расплавленной капли формируются вертикальные швы, нужно конец электрода убирать немного в сторону, чтобы дать материалу затвердеть и при этом не утратить искру.
Принципы вертикальной сварки
Для создания идеального шва, необходимо придерживаться несколько принципов вертикальной сварки:
- Если сварочные работы производятся на переменном токе, тогда обязательно начинать необходимо снизу. При этом кратер шва наполняется материалом так, что создает объемный валик, который параллельно служит некоторой подставкой для плавленого металла, находящегося немного выше. Таким образом и заполняется шов.
- При электродуговой методике металл в кратере шва при вертикальном положении должен застывать намного быстрее. Для этого лучше делать небольшие капли. Добиться такого эффекта очень просто, сократив дугу (расстояние между изделием и электродом).
Условия для качественного вертикального шва
Не все начинающие сварщики понимают, как варить вертикальный шов, чтобы он получился эстетичным, прочным и «правильным» с точки зрения качества. Есть несколько условий, выполняя которые получится идеальный шов практически с первого раза:
- во время поджога нужно соблюдать перпендикулярное расположение электрода по отношению к деталям;
- чем короче дуга, тем быстрее кристаллизуется металл и снижается риск потеков, которые портят шов;
- во время формирования дорожки электрод необходимо наклонять, чтобы, металлические капли не стекали вниз;
- если по неосторожности материал потек, нужно увеличить силу тока и ширину шва. Этот маневр даст больше времени для кристаллизации.
При таком подходе к работе шов производится легче и проще, чем при движении вниз. Но при этом качество шва будет немного ниже.
Учитывая, что бывают детали, которые нужно сварить только методикой сверху. Для этого нужно соблюдать осторожность и плавность. Тогда металл не будет стекать и портить изделие. Если свариваемые пластинки очень тонкие, например жестяные или оцинкованные, тогда нужно сделать следующее:
- максимально качественно зачистить детали, убрать с них пыль, грязь, остатки краски или масла, снять оцинкованный слой;
- шов делать точками. В этом случае снижается риск потеков и прожога делали.
Технология вертикальной сварки
Техника сварки вертикальных швов зависит от нескольких факторов:
- особенности металла материалов, которые необходимо соединить;
- тип сварки, который применяется в данном случае;
- мастерство сварщика:
- качество и особенности применяемого оборудования.
Создавать сварочные швы можно несколькими способами:
- сверху вниз с отрывом дуги:
- снизу вверх с отрывом дуги;
- сверху вниз без отрыва дуги:
- снизу вверх без отрыва дуги.
Создание шва электродом
Сварка в вертикальном положении требует больше внимания и усилий, чем в горизонтальном. Это связанно с возможными потеками металла. Для начинающих сварщиков проще будет формировать сварочный шов с отрывом дуги. Таким образом, материал быстро застывает. Для удобства процесса в это время электрод можно опирать на край сварного кратера. Во время формировки дорожки движения производятся, как с отрывом дуги, так и без отрыва – зигзагом, полумесяцем, петельками или валиком – «вверх-вниз».
Если же вы решили произвести сварку вертикального шва сверху вниз, то это производится очень короткой дугой. Предварительно потребуется немного тренировки, чтобы научится плавить металл, но избежать его растеканию вниз. Здесь важно правильно держать электрод – строго перпендикулярно кромкам кратера. При возбуждении дуги и создания валика его немного нужно наклонить вниз (на 45 градусов).
Рекомендуемый диаметр электрода 4-5 мм при силе тока не более 170А.
Как правильно варить вертикальный шов без отрыва, можно посмотреть в этом видеоуроке:
Вертикальный шов полуавтоматом
Сварка вертикальных швов полуавтоматом может производиться по нескольким методикам:
- «Треугольник» – это технология, применяемая для тонкого металла, толщиной не более 2 мм. Она основана на стандартном принципе ведения проводника снизу вверх. При этом расплавленный металл находится выше застывшего, который уже образовал небольшой валик и не позволяет «новоиспеченным» каплям стекать по дорожке вниз. При выполнении вертикальных швов инвертором необходимо правильно перемещать проводник, чтобы сварочная ванна получилась немного под углом. Собственно отсюда и пошло название данного способа – треугольник. Профессионалы рекомендуют для такой технологии применять электрод трехмиллиметрового диаметра и работать на токе в 100А.
- «Лестница» используется в том случае, когда между спаиваемыми деталями образуется слишком большой зазор. Сам рабочий процесс заключается в следующем: необходимо совершать переходы от одной кромки к другой при минимальном подъеме электрода. Лучше всего это реализовывать способом снизу вверх без отрыва дуги. Таким образом, получается так называемая лестница. В результате валик получается не плавный, а с острыми краями. Такой тип соединения деталей считается самым легким.
- «Елочка».Данная технология идеально подходит для сварки полуавтоматом зазоров не более 2-3 мм. В этом случае электрод нужно перемещать по определенной траектории. И в результате получится шов как елочка. Начинать необходимо от одной из сторон и вести его по стенке кромки на себя. Когда наплавится металл нужно опустить электрод и немного остановиться, чтобы проплавить изделие. Таким же образом нужно сделать и с другой стороны. Так продолжать по направлению вверх вдоль всей дорожки. Самое главное – не допустить растекания капель.
В представленном видео можно посмотреть, как правильно сваривать детали при вертикальном положении:
В заключение стоит отметить, что вертикальный шов требует особого внимания, так как есть риск стекания раскаленного металла. Во избежание этого, существует несколько технологий, позволяющих варить железо в вертикальном положении. Если придерживаться всех норм и правил, тогда получится качественный и надежный шов без «налипания» слоев металла и шлака. Варить такие дорожки можно несколькими методиками – полуавтоматической и ручной сваркой. Каждый из способов имеет и преимущества и недостатки при создании шва, но выбирая среди всех существующих видов, эти самые лучшие и простые, особенно для начинающих мастеров.
Если вам пришлось варить вертикальный стык в несколько проходов сваркой TIG. Для начало нужно все правильно подготовить. Сам металл зачистить до металлического блеска. Снять кромку под углом 25 градусов с допуском в 2 градуса. Что бы понятней было на рисунке я нарисовал стык №17.
Делаем прихватку в нижней части под пятку и с определенным шагом по стыку. В моем случае я сделал в начале и в конце для примера. Дугу лучше делать короткой и узкой. Так будет проще контролировать сам процесс. Сварочную ванну начинаем формировать в нижней прихватке. Для этого рукоять TIG держать перпендикулярно плоскости. Руку опереть при возможности на саму деталь. Рука не должна дрожать. По вольфрамовому электроду в мое случае диаметр 1,6mm остро заточенный как шило, серым цветом. Сопло взял 5№. Литров примерно 6 выставлял аргона. Ток на сварочном 80А подобрал. Проволоку сварочную взял 2mm СВ-08Г2С простую. Выпуск электрода вольфрамового сделал 8mm. Важным является как правильно подавать присадочный материал. Проволоку подаю сверху по центру сварочной ванны. Она соскользам по кромке металла должна подаваться, так не будет дрожать. Плавить нужно кромки по 2mm в толщу металла. Плавными движениями от края к краю. Сварочную ванну хорошо видно по этому следим за сплавлением металла и его количества. Присадочную проволоку следует добавлять по мере нарастания сварочного шва. Плавить ее только сварочной дугой. На рисунке попытаюсь нарисовать подробно как должно выглядеть.
В итоге с лица получится неказистый коренной шов. Задача не сделать с внутренней части заготовки наплывов и усадки металла. Лицевой шов делать немного легче. Основа наложения лицевого будет накладываться на коренной шов. Процедура вся начинается снизу. Теперь задача наплавить металл на корень и сплавить кромки примерно по 1,5mm. Сквозного вылета газа аргона не будет. Дугой выглаживаю поверхность. Задерживаюсь у краев на половину секунды . Присаживаю проволоку для формирования правильного катета. Место сварочное хорошо будет прогреваться по этому нужно следить за сварочной ванной. В заключении поверхность сварочного шва получается гладкой. На фото будет видно.
Грубые ошибки при работе и настройки оборудования. Повышенный ток быстро будет сплавлять металл, образуются наплывы по внутренней части. Увеличивается зона термического влияния. Низкий ток не позволит сплавить кромки и будет утягивание по внутренней части. Слабой поток аргона ослабит структуру металла. Сильный поток газа будет выдувать сварочную ванну. Если присадочную проволоку воткнете во время сварки в жидкий металл то частицы ее останутся не расплавлены. По центру подается присадка для равномерного распределения по поверхности. Часть металла расплавленного поступает с кромок.
Перед началом на бросовых кусках такого же металла и толщины подбирайте сварочный ток и литры газа, вылет вольфрамового электрода. Буквально по три сантиметра делаем швы коренные. Как подобрали приступайте к чистовой сварке. При наложении лицевых швов уже на экспериментальном куске тренируемся. Вдруг нужно ток на один ампер добавить или газ убавить. У каждого свой аппарат. Плюс TIG сварки при правильном настрое и методе сваривания металла дают хороший сварочный шов. Банки алюминиевые из под газированного напитка умудряются сваривать, а тут куски железа толстые. Настрой и уверенность с твердой рукой. Мысленно сращиваешь сталь. Глаза видят процесс а руки продолжение мысли. Подчиняются только ей. Не поддавайтесь на внешние раздражители. Я в грязи варил на холоде. Летом комары жрут с мошкой. Все повидал. Хорошей сварки вам.
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.
Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис.выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Сварка вертикальных швов
Сварку швов в вертикальном положении выполнять значительно сложнее, чем в нижнем положении. Расплавленный металл при такой сварке под действием силы тяжести стремится вытекать из сварочной ванны и стекать с электрода вниз. Сварку в вертикальном положении необходимо выполнять короткой дугой, при этом капли расплавленного металла под влиянием сил поверхностного натяжения легче переходят с электрода в сварочную ванну.
Важным условием качественной сварки является небольшой объем сварочной ванны, чтобы сила тяжести не препятствовала формированию шва. Для уменьшения объема сварочной ванны сварку в вертикальном положении ведут электродами диаметром не более 5 мм, величину сварочного тока устанавливают на 10 – 15% меньшие; чем при сварке в нижнем положении. Конец электрода в процессе сварки необходимо периодически быстро отводить вверх и в строну от сварочной ванны, давая ей возможность затвердеть.
Сварку в вертикальном положении можно производить в направлении снизу вверх и сверху вниз, Основным способом является сварка в направлении снизу вверх. При такой сварке дугу возбуждают в нижней точке шва при положении электрода, перпендикулярном плоскости сварки. После образования кратера с ванной: расплавленного металла конец электрода быстро отводят чуть вверх и в сторону, давая расплавленному металлу возможность затвердеть и образовать выпуклость, на которую наплавляют последующие капли металла при продвижении электрода вверх.
Нижележащий кратер при движении электрода вверх также способствует удержанию капель расплавленного металла. Электрод может быть наклонен к горизонту под углом 15 – 45° как вниз, так и вверх (рисунок 10). Обычно применяют наклон электрода вниз, при таком его положении сварщику лучше наблюдать за формированием шва. Концу электрода при движении снизу вверх сообщают поперечные колебания незначительной амплитуды для равномерного прогрева кромок.
При вертикальной сварке сверху вниз дугу возбуждают в верхней точке шва, при этом электрод держат перпендикулярно к плоскости сварки. Как только образуется небольшая ванна расплавленного металла, электрод наклоняют вниз, и перемещают сверху вниз. При этом образуется следующий кратер, капля расплавленного металла удерживается кратером и короткой дугой от стекания вниз. При движении электрода сверху вниз концу электрода можно сообщать поперечные колебательные движения.
Вертикальная сварка сверху вниз возможна только при использовании специальных электродов, дающих небольшое количество шлака, затвердевающего в коротком интервале температур, При такой сварке валик наплавленного металла (шов) получается значительно меньшего сечения, чем при сварке снизу вверх.
При сварке в вертикальном положении многослойных швов с разделкой кромок первый слой рекомендуется выполнять в направлении сверху вниз для лучшего провара корня шва, последующие слои – в направлении снизу вверх. Тонкий металл при сварке в вертикальном положении сваривают способом сверху вниз.
Сварка швов в горизонтальном положении
Сварка швов в горизонтальном положении на вертикальной плоскости еще более затруднительна, чем сварка швов в вертикальном положении, и трёбует более высокой квалификации сварщика. При такой сварке условия формирования шва еще более затруднительны. Величина сварочного тока принимается на 10—20% меньше по сравнению со сваркой в нижнем положении.
Наибольшие трудности представляет сварка в горизонтальном положении однопроходных (однослойных) швов стыковых соединений с разделкой кромок. Для лучшего формирования шва скос кромки делают только у верхнего листа. Дугу возбуждают на нижней нескошённой кромке, проваривают корень шва, постепенно переводят ее на скошенную кромку верхнего листа, поднимая вверх стекающую каплю металла, заполняя расплавленным металлом всю разделку за один проход. Сварку выполняют электродами диаметром не более 4 мм, сообщая концу электрода петлеобразные движения.
Удобнее сваривать горизонтальные швы в несколько проходов отдельными продольными валиками. Первый валик (корень шва) выполняют электродами диаметром 2 – 3 мм, последующие внутренние валики – диаметром 4 – 5 мм. Последний, отделочный (декоративный), валик выполняют электродами диаметром 4 мм, сообщая концу электрода петлеобразные движения.
Наиболее легко выполняются в горизонтальном положении сварные швы нахлесточных соединений, т. к. горизонтальная кромка нижнего листа образует полочку, удерживающую расплавленный металл.
Вертикальная сварка SMAW: это палка вверх
Рис. 1 SMAW, или сварка штучной сваркой, требует определенного мастерства, а сварка штангой в вертикальном и верхнем положении является гораздо более сложной задачей — одна из причин такого большого спроса на эту специальность.
Вертикальная и потолочная сварка штангой никогда еще не пользовалась таким спросом. На юго-востоке США продолжается тяжелое строительство (см. , рис. 1, ), в то время как коммунальные предприятия заняты строительством новых электростанций, улучшением старых и ремонтом нефтеперерабатывающих заводов, пострадавших от ураганов на побережье Мексиканского залива.
Слесари, слесари по монтажу труб, котельные и судостроители работают над удовлетворением нового глобального спроса на развитие и энергию. В основе этой работы лежит продвинутое положение при сварке, которое требует навыков, выходящих за рамки предпочтительного горизонтального положения — дуговая сварка металлическим электродом в вертикальном положении с защитным слоем вверх или сварка стержнем.
Плоское и горизонтальное сварочные положения позволяют ускорить работу, но иногда невозможно избежать вертикальной или потолочной сварки стержневым электродом. Если это так, вот пять советов, которые помогут вам в этом.
1. Выберите правильный электрод
Борьба с гравитацией является основной проблемой при сварке вертикально вверх или в любом положении под углом 45 градусов и более. Электроды с классом AWS 7018 считаются лучшим выбором из-за низкого содержания в них порошка железа (см. , рис. 2, ). Расплавленный металл образует лужу, которая может быстро замерзнуть и менее склонна стекать с изделия в жидком состоянии.
AWS 6010 также можно использовать по тем же причинам, но 7018 позволяет использовать более быстрый образец плетения.Использование 6010 требует техники штабелирования или взбивания, когда палку периодически втягивают в лужу и из нее.
Электрод 6010 поможет преодолеть плохое состояние поверхности, но он требует больше времени и навыков, чем плетение с использованием 7018. Те, кто плохо знаком с вертикальной сваркой вверх, иногда по ошибке выбирают электрод 7024, который не имеет надлежащего заполнения и часто неконтролируемо стекает по поверхности.
2. Создание сварочной полки
Из пяти положений сварки — плоского, горизонтального, верхнего, вертикального вверх и вертикального вниз — вертикальное вверх является самым медленным, поскольку сварщику необходимо бороться с гравитацией.Медленная скорость перемещения обеспечивает лучшее проникновение, чем вертикальное движение вниз, поэтому эта технология требуется для большинства материалов, более толстых, чем листовой металл.
Уловка как при вертикальной, так и при потолочной сварке заключается в предотвращении выплескивания лужи из сварного шва. Для материала толще листового металла вертикальную сварку обычно следует выполнять в гору. Сварку более тонкого листового металла можно выполнять под уклон, потому что требуется меньшее проплавление, а более высокая скорость движения обеспечивает более низкие температуры, предотвращающие прожог.Но это тема для другой статьи.
Сварку вертикально вверх можно сравнить с кладкой кирпича в том, что вы медленно создаете основу сварного шва снизу вверх, по одной небольшой секции за раз и непрерывно работая над каждым ранее уложенным швом. Каждый вновь уложенный нижний сварной шов служит основой для выполнения последующих сварных швов (см. , рисунок 3, ). Эта нижняя полоска называется полочкой.
Каждая ступенька полки должна быть примерно в 1,5–2 раза больше диаметра электрода. Электрод диаметром 1⁄8 дюйма должен иметь диаметр от 1⁄6 до дюйма.лужа, которая замерзает вовремя, чтобы выдержать следующий сварной шов.
Рис. 2 Приклеивающиеся электроды, классифицированные как 7018, образуют лужу, которая быстро замерзает, что обеспечивает более быстрый рисунок плетения при сварке в гору.
При вертикальном плетении электродом 7018 делайте зигзагообразные движения вперед и назад и дайте каждой части лужи застыть на месте во время сварки до следующей ступеньки. Держите электрод немного вверх по склону и держите короткую дугу для лучшего проплавления и плавления.
Во время плетения сосредоточьтесь на сварке сторон стыка. Сделайте короткую паузу по бокам, чтобы дать нижнему бусинке остыть и сформировать нижнюю полку. Внимательно следите за лужей, чтобы убедиться, что шлак стекает с полки. Шлак, застрявший в сварном шве, ухудшит прочность и ухудшит внешний вид. Если основной металл перегреется, лужа разольется. Если вы видите, что это начало происходить, быстро отодвиньте электрод от кратера, не теряя дуги.
При использовании электрода 6010 метод укладки заменяет переплетение 7018.Стек должен напоминать покерные фишки — каждая фишка создает полку для следующего уровня. Чтобы наложить шов вертикально вверх, держите электрод в корне материала. По мере образования лужи подбросьте электрод вверх, поддерживая дугу. Когда лужа замерзнет, верните электрод и нанесите еще один уровень на переднюю кромку сварного шва. Продолжайте так, пока сварка не будет завершена. Опять же, каждая лужа должна быть примерно в 1,5–2 раза больше диаметра электрода.
3. Избегайте подрезания
Одна ошибка, которую следует избегать при плетении, — это подрезание.Это происходит, когда изделие выдолблено без достаточного количества присадочного металла, так как сила тяжести отводит присадочный металл от изделия. Один из способов избежать этого — уменьшить ток и замедлить процесс. Иногда простое уменьшение размера лужи улучшает контроль оператора.
Хорошие сварщики в нестандартном положении внимательно следят за лужей. Они учатся читать его характеристики. Как при плетении, так и при укладке шлак должен стекать с полки, а лужа образуется достаточно хорошо, чтобы заполнить выемку и остаться на месте.
4. Используйте настройку низкого энергопотребления.
Поскольку вертикально поднимающаяся лужа должна быстро замерзнуть и закрепиться на месте, для сохранения контроля требуется настройка низкой силы тока. Сварка в горизонтальном положении обладает преимуществом силы тяжести и может выполняться при более низких температурах и более высоких скоростях движения.
Как правило, используйте нижнюю границу номинальной силы тока электрода при сварке вертикально вверх или над головой. Например, мощность от 120 до 130 ампер через 1⁄8 дюйма. 7018 электродов и от 90 до 100 А для 1⁄8 дюйма.6010 электродов.
5. Рассмотрите возможность сварки порошковой проволокой вертикально вверх
Сварка порошковой проволокой заменила традиционную сварку стержнем на многих строительных рынках из-за ее более высокой производительности, обусловленной непрерывной подачей проволоки. Однако многие слесари предпочитают палку, которая может быть более удобной, если работа требует от сварщика много перемещений.
Для длительной сварки на одном месте хорошей альтернативой может быть порошковая проволока. В этом случае для сварки вертикально вверх применяются те же правила, что и для техники плетения палкой 7018.Постройте полку и двигайтесь вверх достаточно медленно, чтобы дать возможность нижнему уровню замерзнуть, не перегревая при этом основной металл.
Безопасность прежде всего
При любой сварке в нестандартном положении все стандартные меры безопасности, применяемые при плоской и горизонтальной сварке, должны быть усилены из-за дополнительного риска падения расплавленного металла и брызг. Защитные очки, соответствующий шлем, перчатки, длинные рукава и кожаная или огнестойкая одежда являются обязательными (см. , рис. 4, ). Обувь с защитным носком поможет предотвратить ожоги.
Получение сертификата для сварки в вертикальном положении — хорошая идея для всех, кто планирует многократную сварку вертикально вверх. Еще одним преимуществом является то, что сертифицированный специалист по вертикальной сварке автоматически получает сертификат по плоской и горизонтальной сварке.
Рисунок 4 Поскольку сварка штангой вертикально вверх лучше всего работает при поддержании короткой дуги, сварочный аппарат должен быть оборудован надлежащим образом, чтобы выдерживать падающий расплавленный металл и брызги.
Как выполнять вертикальную сварку — штаб-квартира
Сварочные работы на верфях, строительных зданиях, в нефтегазовой промышленности, трубопроводной арматуре и строительстве электростанций требуют, чтобы сварщики сваривали массивные металлические конструкции в вертикальном положении.Такое огромное оборудование сложнее переместить и для удобства положить горизонтально. Если вы хотите узнать больше о , как сваривать вертикальный , продолжайте читать.
Вертикальное сварочное положение
Когда вы складываете две детали вместе так, чтобы один конец был обращен вниз к земле, а другой — к небу, это называется вертикальным или вертикальным положением сварки. Сварка в таких положениях требует навыков и опыта.
На строительных площадках обычно требуется соединить два куска металла в вертикальном положении.Маневрировать такими тяжелыми деталями для удобства сварщика невозможно. Поскольку результат в этих применениях должен быть прочным и надежным, спрос на квалифицированных сварщиков постоянно растет.
Наиболее часто используемая процедура в строительстве — это сварка стержнем или дуговая сварка металлическим электродом в защитных оболочках.
Направления сварки
При вертикальной сварке существует два основных движения горелки.
- Вертикально вверх
- Вертикально вниз
Несмотря на то, что эти два термина говорят сами за себя, вот краткое описание обоих.
Вертикально вверх
При сварке с использованием вертикального движения вверх воспринимайте это как строительство кирпичной стены, в которой вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх. В этой технике вы начинаете сваривать снизу и медленно продвигаетесь вверх, создавая надежную опору для вашего сустава.
Это медленный процесс, требующий терпения. Сварщик двигается шаг за шагом, одновременно борясь с гравитацией. Каждая секция служит основанием для следующей и называется полкой.
Профессиональный совет : Убедитесь, что каждая полка в 1,5–2 раза больше диаметра используемого электрода. Это приведет к образованию лужи, которая замерзнет, пока вы собираетесь сделать следующую полку.
Вы также можете использовать зигзагообразную или ткацкую технику, когда поднимаете заготовку. Сосредоточьтесь на сторонах стыка, так как это дает сварочной ванне необходимое буферное время, чтобы дать ей достаточно остыть, чтобы не было прожога. Это также гарантирует, что расплавленный металл не упадет на ноги сварщика.
Для лучшего проплавления держите электрод немного вверх по склону и поддерживайте более короткую дугу. Это позволяет лучше направить электрическую дугу на соединение, которое вы делаете. Это также поможет вам добиться лучшего проникновения материала.
Вертикально-вниз
Вертикально-вниз — это, по сути, то же движение — только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону.Вы должны всегда опережать шлак. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прожига.
Профессиональный совет : используйте стержень для быстрой заморозки, так как он сделает весь процесс простым. В противном случае вы можете получить много шлака и перекрытия металла сварных швов, что приведет к некрасивым стыкам. Убедитесь, что вы не делаете паузу, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство.
Сварщикивыбирают вертикальное движение вверх почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используется дуговая сварка в среде защитного газа.
Сварка стойкой стыковочной сваркой стержнем
Это процедура дуговой сварки, с помощью которой можно соединить две детали вместе с давлением или без него, а также с дополнительным присадочным металлом или без него.Вы можете использовать этот процесс для соединения множества разных металлов вместе, при условии, что они являются проводниками тепла.
На протяжении многих лет ручная сварка была самым популярным методом практически для всех сварочных работ. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для использования с толстыми металлами. Он также может нагреваться через ржавчину и грязь, поэтому его предпочитают при большинстве ремонтных и строительных работ.
Ручная сварка идеально подходит для работы на сквозняках и вне помещений.Он невероятно хорошо работает практически со всеми сплавами и материалами. В качестве дополнительного плюса вы можете использовать его как с источником переменного, так и с постоянным током, и он оказывается более экономичным, чем другие сварочные процедуры.
Несмотря на свои преимущества, существенным недостатком сварки штангой является то, что ее использование в некоторой степени ограничивается листами толщиной не менее 18 калибра. Поскольку он обеспечивает высокую температуру нагрева и отличное проникновение материала, он идеально подходит для использования только с толстыми металлами. В противном случае вы можете прожечь заготовку.
Вы должны использовать его для плавления металла толщиной 1/16 дюйма или более. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки необходимо учитывать область применения, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных стыков.
Металлический инертный газ для стоек
СваркаMIG, вероятно, одна из самых простых в использовании для большинства стыков. Этому невероятно легко научиться, и большинству любителей легко выполнить сварку MIG.Однако использование этого процесса для вертикальных суставов требует навыков.
ВMIG используется электрическая дуга и непрерывно подаваемая присадочная проволока, которая плавит и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь сила тяжести помогает процессу. Однако для более толстых металлов это не лучшая идея. Шлак остается сконцентрированным в середине, что снижает проникновение материала по бокам.
Профессионалы или опытные сварщики выбирают вертикальное движение вверх.В этом методе они в конечном итоге движутся против силы тяжести, что затрудняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому V-образному движению.
Перевернутая V позволяет сваривать по длине две соединяемые детали. Он решает проблему образования шлака и обеспечивает идеальное проплавление сварочного шва для присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании метода перевернутой буквы V.
Мы не рекомендуем использовать MIG для вертикального или верхнего расположения, так как при этом образуется значительное количество шлака.Однако если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, который подходит для использования с различными материалами.
Вольфрамовый инертный газ для стоек
Сварка TIG подходит для большего количества металлов, чем любая другая сварочная техника. В нем используется неплавящийся вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную. Он создает минимальное количество искр или брызг и снижает количество образующегося шлака, что упрощает работу при вертикальной сварке.
При использовании TIG вам необходимо очистить заготовку перед началом процесса сварки. С чистой заготовкой у вас будет лучший контроль над сварным швом, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG — это рекомендуемая процедура для вертикальных суставов.
Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
- Метод замочной скважины — В этом процессе вы нагреваете две детали до тех пор, пока в середине не образуется зазор, и заполняете его присадочной проволокой.Этот процесс обеспечивает отличное проплавление сварных швов и создание прочных соединений.
- Метод «Вверх-вниз» — Движение вверх-вниз — еще один способ эффективной укладки присадочного металла. Это гарантирует отсутствие шлака и перемещение ванны расплава и ее регулировку по мере продвижения.
- Метод строчки — Перемещая горелку из стороны в сторону и вверх, вы равномерно распределяете тепло по металлическим пластинам.
TIG подходит практически для всех областей применения и во всех положениях.Убедитесь, что вы используете чистый аргон в качестве защитного газа, чтобы защитить заготовку от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете невероятно контролировать сварной шов, оставляя вам красивые и чистые сварные швы.
Наиболее часто используемый процесс для вертикального положения — сварка стержнем. Его легче всего использовать на свежем воздухе, так как при этом не требуется защитный газ. Обеспечение идеального газового покрытия в ветреную погоду становится трудным.И MIG, и TIG предполагают использование защитного газа, что делает их не идеальными.
Вот несколько советов, которые помогут вам освоить вертикальную сварку штангой.
1. Выберите подходящий электрод
Сварка в вертикальном положении требует борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам гарантировать, что полученный шов будет наилучшим из возможных.
При выборе электрода для сварки вертикально вверх мы рекомендуем выбрать электрод с низким содержанием порошка железа.Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим количеством порошка железа схватывается быстрее и не будет стекать и не выделять шлак.
Вы можете выбрать AWS 6010 или AWS 7018. При использовании электрода 7018 используйте узор плетения. Для 6010 мы рекомендуем вам использовать технику взбивания или штабелирования, при которой вы периодически вытаскиваете стержень из сварочной ванны.
При перемещении вертикально вниз используйте электрод AWS 7024. Она не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности.Смещение расплавленного металла является предпосылкой успеха при сварке вертикально вниз.
2. Создание сварных полок
Если вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать движение вертикально вверх. Это сложно и требует много времени, но дает наилучшие результаты. Чтобы облегчить процесс, можно сделать полки под приварку.
Приварная полка — это когда вы соединяете одну секцию детали, а затем переходите к следующей. Резервуар для первого сварного шва действует как сварочная полка для следующего участка.В идеале вы должны попытаться ограничить бассейн размером в 1,5 или два раза больше, чем электрод, который вы используете. Он обеспечивает лучшее проплавление шва.
При использовании электрода 7018 следует выбрать технику плетения. Результат будет похож на шахматную доску. При использовании электрода 6010 следует выбрать метод укладки, при котором результат будет выглядеть так, как будто фишки для покера размещены рядом друг с другом.
3. Настройки низкого тока и мощности
Распространенная ошибка, которую вы можете в конечном итоге сделать, — это использование настроек высокой мощности, что может привести к множеству проблем, включая подрезку.Вы можете легко избежать проблемы, снизив силу тока и замедлив весь процесс. Это уменьшает размер бассейна и усиливает контроль над его внешним видом.
Аналогичным образом, чтобы дать расплавленной луже замерзнуть, следует уменьшить значение силы тока. Это также поможет вам лучше контролировать ситуацию.
4. Безопасность прежде всего
Во всех процедурах сварки сварщик всегда должен соблюдать стандартные правила техники безопасности. Однако им необходимо проявлять особую осторожность при выполнении сварных швов вне положения, как вертикальных, так и потолочных.
- Используйте шлем автозатемнения — Использование превосходного шлема автозатемнения особенно важно при сварке. При сварке в нестандартном положении работа требует, чтобы вы проявляли бдительность и постоянно контролировали ванну расплавленного металла, чтобы избежать сбоев. Вы не можете позволить себе менять объектив посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем наилучшего качества для защиты вашего зрения.
- Защитные очки — При сварке палкой образуется значительное количество брызг.Наличие съемных защитных очков в дополнение к шлему может показаться немного лишним, но это для вашей безопасности. Кроме того, легче снять очки и почистить их, чем снять шлем.
- Сапоги со стальным носком — Для получения идеального сварного шва шлак должен стекать, прежде чем вы поместите его в присадочный металл. Смешайте капающий металл с брызгами, и ваши ноги серьезно рискуют получить травму. Ботинки со стальным носком — обязательное защитное снаряжение. В противном случае вы можете обжечь ноги.
- Огнестойкие перчатки — При сварке вертикальным стержнем рекомендуется надевать огнестойкие перчатки до локтей. Они должны быть устойчивы к возгоранию, поскольку для оптимального проплавления необходимо поддерживать короткую дугу при сварке штучной сваркой. Добавьте к этому брызги, и ваши руки могут получить серьезные ожоги.
- Огнестойкий комбинезон — К одежде применима та же концепция, что и к перчаткам. Тепло в сочетании с брызгами подвергает вас опасности.Вы должны быть многослойными и носить одежду с длинными рукавами, защищенную огнестойким комбинезоном.
5. Задокументируйте настройки сварщика
У опытных сварщиков есть несколько настроек под рукой в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для вертикальных шарниров, в зависимости от материала, толщины, настроек силы тока, входящего тока и т. Д.
Это поможет ускорить процесс в следующий раз. Вместо того, чтобы проверять различные настройки, вы можете просмотреть свои заметки и выбрать тот, который вы уже пробовали.
Связанные вопросы
Какое положение сварного шва легче сваривать?
Есть четыре основных положения: плоское, горизонтальное, потолочное и вертикальное. Самые распространенные виды сварных швов — угловые и пазовые. Вы можете встретить их практически во всех типах позиций. Из всех четырех плоскостей легче всего сваривать.
В плоском стыке фактическая поверхность сварного шва находится в почти горизонтальном положении. Передняя часть металла плоская, и ваш фонарик будет двигаться в горизонтальном направлении, что делает его наиболее доступным для соединения стыком.Все остальные положения представляют собой сварные швы вне позиции, что требует от вас немного большего внимания к расплавленной ванне и применения методов, обеспечивающих максимально чистый сварной шов.
Вы толкаете или тянете при сварке?
При сварке штучной сваркой правило относительно простое. Если образуется шлак, используйте перетаскивание. Если не образует шлаков, то вы проталкиваете проволоку. При вертикальной сварке штангой почти все методы сварки образуют шлак, поэтому вы всегда будете использовать тянущее движение, чтобы направлять ванну расплава на место.
Какая сварка самая тяжелая?
Вольфрамовый инертный газ — наиболее сложный процесс для освоения. Это намного более утомительно и значительно сложнее. Этому процессу труднее научиться, и он требует значительной практики, прежде чем сварщик сможет эффективно использовать процесс. Это также относительно дороже, чем другие. Сварка палкой — самый дешевый метод, который следует учитывать при вертикальной сварке.
Подобные сообщения:
Как решения для отслеживания швов Сравните
Рассмотрение функции отслеживания швов означает поиск множества возможных решений.В зависимости от вашего процесса, материала и продолжительности цикла правильное решение обычно появляется со временем.
Но если вы не знаете ВСЕ доступные решения?
Или просто про парочку знаете?
Каковы преимущества и недостатки всех доступных решений для отслеживания швов?
И некоторые решения для отслеживания шва мне не подходят в зависимости от того, что я свариваю?
Сенсорная технология открывает множество возможностей для сварочных работ.Некоторые из них недороги и ограничены в возможностях, а другие требуют больших вложений и продуманного дизайна — огромным преимуществом является экономия средств.
Лазерная указка и ручные слайды
Фиксированные указатели с ручными слайдами — это самые простые версии отслеживания швов. Это буквально какой-то фиксированный указатель. Это может быть пружина на стержне или лазерная указка, опускающаяся для визуальной оптики.
Независимо от конфигурации, эта опция требует, чтобы оператор приводил в движение набор салазок, чтобы сварной шов оставался на стыке.Это так же экономично, как отслеживание шва для автоматизированного сварочного производства.
Laser Pointing допускает серьезные ошибки оператора. Это неизбежно. Вы можете положиться на своего оператора, чтобы убедиться, что механическая установка правильная и указатель находится в нужном месте.
Время цикла также является серьезной проблемой. Почему вы вкладываете средства в отслеживание швов? Чтобы сэкономить время цикла для стартеров. Когда вы полагаетесь на оператора, который принимает решения с помощью слайдов «на лету», экономите ли вы время, которое рассчитываете на инвестиции?
Если у вас есть оператор, который может последовательно и эффективно управлять этим типом отслеживания шва, не отпускайте его.В противном случае вы, вероятно, сможете получить лучшие результаты и окупаемость инвестиций, используя более продвинутый вариант.
Сенсорное управление
Обнаружение прикосновения, когда робот подает небольшое напряжение либо на сварочное сопло, либо на сварочную проволоку. Оба они работают одинаково, с той лишь разницей, что каждый метод передает данные роботу.
Через напряжение робот подойдет к обрабатываемому материалу, коснется его, произойдет короткое замыкание, затем робот запишет это положение, где находится это записанное значение, и сообщит роботу, где находится поверхность.
В большинстве случаев требуется как минимум 2 прикосновения к каждому стыку, чтобы найти место — на вертикальной и горизонтальной поверхности. Робот соединит эти поисковые векторы и триангулирует, где находится сварное соединение.
На угловых или внешних краевых соединениях обычно требуется третье касание со стороны робота, чтобы получить все правильные положения, позволяющие роботу найти и «отследить» соединение.
Датчик касания полезен как недорогое решение для отслеживания суставов. Это простое программное решение, которое можно применять с пульта дистанционного управления без дополнительных систем.Одним из других основных преимуществ сенсорного датчика является то, что вы можете попасть в ограниченные пространства, потому что нет никакого дополнительного оборудования, кроме сопла робота-резака, препятствующего доступу к стыку.
УTouch Sensing есть несколько ограничений, которые делают его идеальным решением для определения суставов и отслеживания швов. Во-первых, распознавание касания — это медленный процесс, который добавляет от 3 до 5 секунд на вектор поиска. Таким образом, если вы обнаруживаете прикосновение к 2D-детали, вы потенциально добавляете от 6 до 10 секунд к сварочному циклу, а если вы чувствуете касание к 3D-детали, к времени цикла на запуск дуги и дугу добавляется до 15 секунд времени. конец.
Количество точек отказа с датчиком касания также намного больше, чем у других решений. Такие условия, как изогнутый провод или грязный и чешуйчатый материал, затрудняют постоянную работу с датчиком касания. Сенсорное сканирование предназначено только для обнаружения начала или конца дуги и не помогает с отклонением детали по всей длине сварного шва, поэтому оно не компенсирует непоследовательное крепление или инструмент для детали.
Обнаружение касания также ограничено типом сварного шва. Угловые соединения и соединения внахлест являются наиболее распространенными и рекомендованными соединениями, но даже при соединениях внахлест необходимо учитывать толщину материала.Все, что меньше 5 мм (1/4 дюйма), может стать проблематичным для измерения касания, потому что толщина материала верхней пластины может быть пропущена проволокой, что приведет к выходу за пределы детали или вы можете ударить по нижней пластине и получить ложное чтение.
Вашему роботизированному резаку также необходимы тормоз для проволоки и кусачки, входящие в комплект резака, чтобы отрезать проволоку на известном расстоянии от наконечника, чтобы ваши показания были постоянными на протяжении всего процесса.
Для распознавания касания также требуются чистые края.Прихваточные швы или плохо обрезанные детали могут давать ложные показания.
Отслеживание дугового шва
Отслеживание сварного шва по дуге (TAST) — это второй этап, который вы можете применить с Touch Sensing. После определения касания вы найдете начало и конец дуги, затем примените TAST к дорожке шва по осям Z и Y соединения.
TAST хорошо подходит для толстых материалов. Это также требует процесса плетения. По мере того, как провод переходит от одной стороны к другой стороне соединения, напряжение изменяется.Это происходит из-за того, что вылет проволоки уменьшается при изменении расстояния от наконечника до рабочего. Это позволяет роботу интерпретировать изменение напряжения и регулировать заданный путь, сохраняя правильное положение сварного шва в соединении.
TAST требует толщины 5 мм (1/4 дюйма) или больше, чтобы быть стабильным. Делать TAST с меньшей толщиной не рекомендуется. Я никогда не видел TAST на материалах тоньше 1/4 дюйма за все годы работы со швом приложения для отслеживания. Выполнение TAST на тонком материале может привести к появлению червяков или искривлению сварного шва, что может снизить целостность сварного шва.
Другая причина, по которой не рекомендуется использовать TAST для более тонких материалов, — это тенденция TAST стирать или удалять выступ верхней пластины. Эта стирка не позволит значительно изменить напряжение, что заставит робота искать — именно здесь возникает риск отслеживания червяков.
Еще одно ограничение TAST заключается в том, что вам нужно добавить время цикла, потому что для этого требуется, чтобы робот прошел через соединение. Обычно скорость движения для TAST ограничена 35-50 дюймами в минуту. TAST также является процессом, ограниченным только приложениями MIG — это невозможно с TIG или Plasma.
Наконец, TAST ограничен для использования с мягкой или нержавеющей сталью. Напряжения недостаточно согласованы с алюминием, чтобы надежно провести TAST. Состояние материала тоже немаловажно. Чистота детали, прокатная окалина или ржавчина влияют на наборы параметров, потому что вы устанавливаете критерии того, что вы хотите для изменения напряжения. Изменение напряжения на 2% при отрицательном значении Y из-за прокатной окалины или ржавчины на металле приведет к несовместимым характеристикам TAST.
Сухие прогоны также невозможны с TAST, так как робот должен выполнять сварку, чтобы отслеживать.Прихваты также проблематичны, потому что, когда вы наезжаете на прихватку, изменяется вылет, поэтому робот теряет отслеживание, пока не выйдет на другую сторону прихваточного шва.
Системы 2D машинного зрения
Думайте о двухмерном зрении как о камере. Он берет эталонное изображение идеальной детали перед зажиганием дуги и сопоставляет эталонное изображение с каждой новой последующей деталью, обнаруживая любые смещения и корректируя путь сварки. Он дает только черно-белое изображение и передает то место, где это изображение находится на его поверхности.2D не может определять высоту или глубину и не считается надежным методом отслеживания шва.
Стыки, такие как V-образные соединения и соединения внахлест, очень проблематичны для 2D Vision, поскольку он не может определить глубину этих типов сварных соединений. Блестящие материалы, такие как алюминий, также являются проблемой для 2D-систем, поскольку вызывают помехи.
Обычно 2D используется для идентификации деталей вместо отслеживания. Это система, основанная на видении, поэтому помехи внешнего света очень важны для работы оптики.Кроме того, объектив камеры чувствителен к повреждениям от сварочных брызг и света дуги.
Тактильное отслеживание шва
Tactile — это физический контактный датчик, который касается материала. Tactile обычно используется в жесткой автоматизации и некоторых приложениях для лазерной пайки и не рекомендуется для отслеживания шва для 6-осевого робота. Tactile перемещает наконечник или зонд внутри сварного шва и обнаруживает отклонения от края, которого он касается, и исходного источника, и регулирует его поперечные салазки соответственно, чтобы правильно расположиться над сварным швом.
Tactile Seam Tracking имеет очень простую рабочую функцию, которую можно применять в различных процессах, включая дополнительную дугу, открытую дугу и пайку, что делает ее очень универсальной формой отслеживания шва. Тактильные возможности также не ограничиваются каким-либо материалом, поэтому вы можете отследить тактильный шов любой информации, от нержавеющей стали до алюминия, без какого-либо воздействия на систему.
Техническое обслуживание — важная часть поддержания правильной работы системы тактильного отслеживания шва.Износ деталей часто происходит с тактильной системой, потому что наконечник находится в постоянном контакте с поверхностью соединения. По мере того, как ваш тактильный зонд изнашивается и становится короче, он будет иметь тенденцию подталкивать сварочный инструмент ближе к стыку, что может привести к плохим сварным швам или полностью повредить передний конец горелки. Важно проверить зонд на износ, чтобы убедиться, что он правильно стоит от горелки, чтобы обеспечить высокое качество сварки.
Такие состояния, как брызги сварочного шва и укладка кабелей, — это другие предметы, которые необходимо проверять и поддерживать чаще, чем бесконтактные решения.
Тактильные решения также плохо адаптируются к прихваточным швам. Прихваты могут поднимать зонд над прихваточным швом и направлять дугу в том же направлении, в отличие от того, чтобы позволить сварочной горелке сваривать прихватку, как это обычно рекомендуется.
Тактильно тоже не адаптивно. Эти типы систем следуют линии стыка и не учитывают несоответствия или размеры зазоров в результате использования инструментов. Расчет площади также невозможен. Тактильный зонд собирается войти в канавку и следовать за ней с очень небольшими отклонениями.Достаточно большой разброс в канавке или достаточно большой прихваточный шов может вывести зонд из желаемой траектории.
Сварные профили, такие как стыковые сварные швы, трудно поддаются тактильному отслеживанию шва без зазора. Нелинейные сварные швы, которые заставляют зонд резко двигаться в нужном направлении, не являются идеальным сценарием для приложений тактильного отслеживания шва; он хорошо работает со сваркой больших цилиндров или труб.
Скорость перемещения — еще одно ограничение для тактильного отслеживания шва, поскольку оно обычно движется с более низкой скоростью, что может сократить время цикла.
Сравнение тактильного и визуального отслеживания швов заключается в том, что один из них — это контактный подход, а другой — бесконтактный. Хотя это механическая установка, это, как правило, требует меньших первоначальных капиталовложений, системы тактильного отслеживания шва в открытых и дуговых приложениях требуют большего обслуживания, поскольку это механический процесс, который в долгосрочной перспективе может сделать его менее экономичным решением из-за чувствительность измерительного органа и постоянный износ компонентов.
Трехмерное лазерное отслеживание швов
Также известная как оптическое или визуальное отслеживание швов, система трехмерного лазерного отслеживания швов использует лазерную триангуляцию.Функция 3D Seam Tracking может использоваться как в системах жесткой автоматизации, так и в роботизированных системах, эффективно при наличии соответствующего программного пакета.
Концептуально лазерное отслеживание шва включает в себя лазерный луч, выстреливающий из устройства, ударяющий по поверхности, отражаясь от поверхности, отражаясь обратно в датчик, и датчик улавливает место попадания лучей. Таким образом, с лазерным отслеживанием шва датчик знает расстояние между лазерным излучателем и датчиком на камере, что позволяет ему триангулировать положение материала, от которого он отскочил.
По сути, вы получаете изображение Z (высота) и Y (поперек) сустава, поэтому датчик знает, что изображение, от которого он отскочил, было размером X (расстояние) от луча датчика, и особенностью, которая его выбор может быть положительным или отрицательным в поле зрения по оси Y.
Laser Seam Tracking не знает направления X или длины детали. Вот почему вы подключаете устройство к системе управления, а система управления определяет значение X — процесс, известный как калибровка.После калибровки ваша система отслеживания шва знает координаты X, Y и Z на протяжении всего процесса сварки.
Любое решение для отслеживания шва в процессе сварки увеличивает время цикла, но оптическое отслеживание шва добавляет наименьшее — обычно около четверти секунды (0,25 секунды) к сварочному циклу за одно сканирование.
Он также движется быстрее всех. Оптическое отслеживание шва может достигать 200 дюймов в минуту, поэтому оно не ограничивает скорость робота или портала, если требуются высокие скорости движения. Оптическое отслеживание шва также может использоваться в процессах, не связанных со сваркой, таких как склеивание, упрочнение и шлифование.
Laser имеет особое преимущество перед TAST, потому что он позволяет устройству работать всухую по детали или видеть ее в автономном режиме. Несоответствия материалов, такие как ржавчина, окалина или даже гвозди, также практически не влияют на оптическое отслеживание швов, поскольку отслеживание основано исключительно на изображении детали.
Зазор с оптическим отслеживанием шва — это ограничение. Направление движения — еще один фактор, на который следует обратить внимание, так как датчик всегда должен идти по пути сварки. Это может привести к проблемам с досягаемостью робота, проблемам с углом резака, а инструменты и конструкция детали должны быть хорошо продуманы.
Как правило, единственный материал, с которым возникают трудности с оптическим отслеживанием шва, — это блестящий материал. Причина в том, что всякий раз, когда вы излучаете лазер из материала, он должен отражаться. Подумайте о различных типах сварных швов и о том, как они будут отражать лазерные лучи в зависимости от материала. В коленях оно отражает прямую спину. Если это V-образный шарнир, он отражается не только прямо назад, но и под противоположными углами — почти как дискотечный шар.
В этих случаях сенсорам трудно определить, какой луч, отражающийся назад, является правильным.У вас возвращается много ложных лучей, и это похоже на попадание перекрестия, потому что вы получаете много отражений. Ключевым моментом для этих типов материалов является то, что фильтрация устройства и расчет путей от контроллера компенсируют такие виды комбинаций соединения / материала.
Комбинации материалов и стыков, такие как угловые сварные швы с алмазной пластиной из алюминия, не могут быть адекватно отслежены с помощью лазерного отслеживания шва.
Другие комбинации, такие как внутренние углы из нержавеющей стали с зеркальной отделкой, также представляют собой чрезвычайно сложные поверхности и стыки для швов.
Хотя отслеживание этих комбинаций с помощью оптической системы возможно, для этого требуется исключительное знакомство с датчиком лазерного отслеживания шва.
Сводка
Когда вы ищете решения для отслеживания швов, обычно вы пытаетесь решить конкретную проблему.
Ваш сварочный робот достаточно быстр?
У вас проблемы с качеством?
Полностью автоматизированное отслеживание шва — это большие инвестиции. Нет никакого способа обойти это.Вы должны убедиться, что ваша проблема заслуживает такого технически продвинутого решения, и что выгоды от улучшений окупятся тем, что даст решение такого масштаба.
Mund- und Nasenschutzmasken — SONOTRONIC
Entschuldigung, aber die Webseite die Sie versucht haben zu erreichen ist hier nicht verfügbar. Bitte benutzen Sie die aufgeführten Verweise um zu finden было Sie gesucht haben.
Wenn Sie sicher sind, dass Sie die richtige Adresse eingegeben haben, kontaktieren Sie bitte den Verantwortlichen für die Веб-сайт.
Велен Данк
Sie haben eventuell folgendes gesucht…
- Bilder
- Allgemein verwendete Bilder
- Mund- und Nasenschutzmasken
- Ultraschall-Schweißen: Herstellung von Mund- und Nasenschutzmasken
- Ultraschall-Schweißen: Herstellung von Mund- und Nasenschutzmasken
- «Deutsches Engineering» für die Herstellung von Mund- und Nasenschutzmasken
- СВАРОЧНАЯ МАСКА iSONIC — Manuelle Handarbeitsplätze zur Herstellung von MNS
- Das Standardmaschinen-Duo ISONIC MASK WELDER специально для производства Mund- und Nasenschutzmasken mittels Ultraschall entwickelt.Дизели …
- iSONIC MASK WELDER — ein starkes Duo
- Die einfachste und schnellste Art zur Herstellung von Mund- und Nasenschutzmasken aus Vlies-Textilien ist die Produktion mittels Ultraschall.Головка Dafür …
- «Deutsches Engineering» für die Herstellung von Mund- und Nasenschutzmasken
- Starke Partnerschaft — starkes Maschinenkonzept: PFAFF und SONOTRONIC bündeln ihr Know-how
- Eine Krise schweißt zusammen
- Die SONOTRONIC Nagel GmbH hat in Kooperation mit der Zettl Automotive GmbH eine Fertigungslinie für die Produktion von Mund- und Nasenschutzmasken auf Basis…
Технология сварки вертикальных швов. Поэтому существует два важных принципа сварки вертикальных швов
.Сварные швы в вертикальном положении гораздо труднее сваривать в нижнем положении, поскольку расплавленный металл имеет тенденцию вытекать из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов сварочный ток снижается на 10-15% по сравнению со сваркой в нижнем положении.Сварка обязательно проводится короткой дугой, что способствует лучшему переходу электрода из расплавленного металла в жидкую ванну. Во избежание вытекания сварочного металла из сварочной ванны рекомендуется относительно быстро проводить электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Вертикальные швы можно сваривать двумя способами: «снизу вверх» и «сверху вниз». Первый способ наиболее распространен.
РИС. 52. Сварка угловых швов в «лодке»
Сварка сверху вниз применяется при соединении, в основном, тонких листов.При выполнении вертикальных швов «сверху вниз» не производится полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего, необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (рис. 53, а) угол наклона принимают в пределах 15-20 °, при сварке электродами с толстым покрытием (рис. 53, б) наклон электрода к горизонтали должен составлять около 45-50 °.Такой большой наклон электрода с толстым покрытием необходим, чтобы шлак мог легче вытекать из ванны и поддерживать расплавленный металл.
Дуга зажигается в самом низком месте сварного шва, и после образования ванны расплавленного металла конец электрода, возможно, с короткой дугой, оказывается сбоку вправо или влево и немного вверх. При таком движении электрода частицы расплавленного металла могут быстро затвердеть и образовать своего рода порог, который необходим для удержания последующих капель расплавленного металла.Движения электрода повторяются, и металл шва принимает форму шва. На вертикальных швах чешуйки выражены резче, и по этой причине вертикальные швы отличаются от нижних.
Рис. 53. Рис. 54. Положение электродов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют вниз (рис. 54), одновременно плавя основной металл.Постепенно подавая электрод и поддерживая короткую дугу, необходимо предотвратить выход металла из электрода за конец электрода и, направляя его в сторону и вниз, чтобы облегчить упрочнение осажденных капель и образование шов.
В обоих методах выполнения вертикальных швов электрод должен быть уведомлен о поперечных колебательных движениях. В этом случае необходимо выбрать такой тракт электрода, при котором движение по шву происходило бы без продолжительной концентрации тепла в том или ином месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и X-образной кромкой, а также бортовых швов последовательность сварки, многослойность и проверка угловых выступов аналогичны сварке нижних швов.
Все параметры режима сварки можно разделить на основные и дополнительные.Основными параметрами являются величина и полярность тока, диаметр электрода, напряжение дуги, скорость сварки. Дополнительными параметрами являются состав и толщина электродного покрытия, положение электрода и положение продукта.
Сварочный ток. Увеличение глубины вызывает (при той же скорости сварки) увеличение глубины проплавления (провара), что объясняется изменением энергии движения (тепла на единицу длины шва) и частично давлением, оказываемым столб дуги на поверхности сварочной ванны.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина проплавления на 40-50% больше, чем у постоянного тока постоянного тока, что объясняется разным количеством тепла, выделяемого на аноде и катоде. При сварке переменным током глубина проплавления на 15-20% меньше, чем при сварке постоянным током обратной полярности.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от типа соединения и формы подготовленных кромок под сварку.При сварке стыковых листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно принимают равным толщине свариваемого металла. При сварке более толстой стали применяют электроды диаметром 4-6 мм при условии полного проплавления соединяемых деталей и правильного формирования шва.
Напряжение определяет, в основном, ширину шва. Напряжение очень незначительно влияло на глубину проникновения.Если скорость сварки увеличивается с увеличением напряжения, ширина шва будет уменьшаться.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т.е. тем больше металла сваривается.
Однако, когда ток электрода чрезмерен для данного диаметра электрода, электрод быстро нагревается выше допустимого предела, что приводит к снижению качества сварки и увеличению разбрызгивания.
Режимы сварки стыковых соединений без фаски:
Примечание. Максимальные значения тока следует указывать согласно паспорту электродов.
Режимы сварки стыковых соединений со скосом:
Доп. Значения силы тока уточняются по данным паспорта электродов.
Швы горизонтальные, вертикальные и потолочные.
Выполнение этих стежков потребует определенных навыков. Очень велика вероятность вытекания расплавленного металла, капель капель.Чтобы этого не произошло, сварку следует проводить очень короткой дугой. Кроме того, потребуются поперечные колебания электрода.
Что может удерживать слой расплавленного металла в сварочной ванне? Только сила поверхностного натяжения. Мы также используем термин «пленка поверхностного натяжения». И чем тоньше масса, тем больше вероятность того, что она будет удерживаться силой (пленкой) поверхностного натяжения. Это может быть достигнуто следующим методом: конец электрода необходимо периодически вынимать из ванны, позволяя расплавленному металлу частично кристаллизоваться.Далее — сниженный ток (на 10 или 20%) и электроды меньшего диаметра. Все это уменьшит ширину сварочного валика. Для стыков потолка оптимальны электроды диаметром 4 мм, для горизонтальных (в том числе и вертикальных) швов берут электроды диаметром 5 мм.
Потолочный шов. Самый сложный. Сварка осуществляется периодическими короткими замыканиями конца электрода в сварочную ванну, в ходе которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны.В то же время расплавленный электродный металл попадает в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов создаются неблагоприятные условия для отделения шлака и газов от расплавленного металла сварочной ванны.
Вертикальный шов может быть выполнен двумя способами — для спуска и для подъема. Сварка предпочтительнее. В этом случае нижележащий металл, уже частично кристаллизованный, удерживает расплавленный металл, расположенный выше (у электрода). Этим методом удобно сваривать корень шва и края.Объяснение заключается в том, что расплавленный металл из электрода будет течь в сварочную ванну. Единственный недостаток этого метода — поверхность шва покроется крупной чешуей.
Сварка на спуске проще, но добиться хорошего качества стыковки будет сложнее. Дело в том, что расплавленный металл и шлак будут вытекать под дугу и удерживаться может только сила поверхностного натяжения и сила текущей дуги. Но этих двух сил может быть недостаточно, и расплавленный металл будет течь.
Горизонтальный шов по исполнению сложнее вертикального. Причина — перетекание расплавленного металла из сварочной ванны к нижнему краю. В результате можно образовать поднутрение на верхнем крае. При сварке металла повышенной толщины обычно снимается фаска только с одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов внахлест не вызывает затруднений и по технике не отличается от сварки в нижнем положении.
Рис. 1 Угол наклона электрода при сварке:
А — угол при вертикальной сварке; Б — уголок для горизонтальной сварки; Б — уголок для сварки потолка
Сегодня практически у каждого домашнего мастера в хозяйстве есть сварочный инвертор. Но сварка — это сложный процесс, требующий от исполнителя определенного опыта и знаний.
Таким образом, к изготовлению ответственных металлоконструкций на производстве допускаются только обученные специалисты, которые регулярно проходят аттестацию и повышают свою квалификацию.А для работы на дому наличие профессиональных навыков не обязательно. Чтобы получить прочное и надежное соединение, достаточно знать основы процесса и научиться управлять сварочной ванной.
Разновидности сварных швов по положению в пространстве
Помимо классификации стыков по расположению свариваемых деталей относительно друг друга (стыковые, угловые, Т-образные и внахлест), швы разделяются по их положению в пространстве. В зависимости от этого они бывают:
- нижний;
- вертикальный;
- потолок;
- горизонтальный.
Самое удобное нижнее положение. Но довольно часто приходится сваривать и вертикальные швы инвертором. Этот процесс прост, если разбираться в технологии, учитывать особенности свариваемых деталей и соблюдать определенные правила.
Сварка деталей в вертикальной плоскости может производиться 2 способами:
- Вниз вверх.
- Сверху вниз.
Удобнее проводить электрод снизу вверх. Расплавленный металл стекает вниз под действием силы тяжести, а дуга в этом случае будет толкать его вверх, что предотвращает скольжение.
- Сварка выполняется только на короткой дуге — как правило, электрод можно прислонить к детали, если он не прилипает.
- Электрод относительно вертикальной плоскости наклонен в пределах 80-90 °.
- Манипуляции лучше проводить методом «прямой дуги» или «лестницы», стартовым сварщикам рекомендуется «серповидный» метод — ширина валика должна быть не менее 2-4 диаметров электрода.
Неопытным исполнителям будет проще сварить вертикальные швы инвертором с отрывом дуги.В период отрыва (1-2 секунды) металл остынет, что предотвратит его вытекание из сварочной ванны. Также этот метод используется для сварки тонколистового металла — исключает сквозное проникновение материала.
Прокипятить инвертор вертикального шва сверху вниз — хлопотный процесс, требующий повышенного контроля над сварочной ванной и большого опыта сварщика. Поэтому новичкам в этом случае рекомендуется идти снизу вверх.
Газовая сварка относительно проста, не требует сложного дорогостоящего оборудования и источника электроэнергии.
Недостатком газовой сварки является более низкая по сравнению с дугой скорость нагрева металла и большая зона термического воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Из-за относительно медленного нагрева металла пламенем и низкой концентрации тепла производительность газовой сварки снижается с увеличением толщины металла шва.Например, при толщине стали 1 мм скорость газовой сварки около 10 м / ч, при толщине 10 мм всего 2 м / ч. Поэтому газовая сварка стали толщиной более 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше, чем стоимость электроэнергии, поэтому газовая сварка дороже электросварки. К недостаткам газовой сварки также можно отнести взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и генераторами ацетилена.Газовая сварка применяется при выполнении следующих работ: изготовление и ремонт изделий из стали толщиной 1-3 мм; сварка сосудов и резервуаров малой емкости, сварка трещин, сварка заплат и др .; ремонт литых изделий из чугуна, бронзы, силумина; сварные стыки труб малого и среднего диаметра; производство изделий из алюминия и его сплавов, меди, латуни и свинца; Изготовление узлов конструкций из тонкостенных труб; наплавка из латуни деталей из стали и чугуна; совмещение ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературная сварка чугуна.
Газовая сварка позволяет комбинировать практически все металлы, используемые в технике. Чугун, медь, латунь, свинец легче сваривать газом, чем дугой.
Техника газовой сварки
Газовая сварка может выполнять нижние, горизонтальные, вертикальные и потолочные соединения. Сделать стыки потолка сложнее всего, потому что в этом случае сварщик должен поддерживать и распределять сварной металл по шву, используя давление пламенных газов. Чаще всего газовая сварка выполняется стыковыми соединениями, реже — угловыми и торцевыми.Газовая сварка не рекомендуется для соединений внахлест и тройников, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Развальцованные соединения из тонкого металла привариваются без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также однослойные и многослойные швы. Перед сваркой кромки тщательно очищаются от следов масла, краски, ржавчины, окалины, влаги и других загрязнений. В табл. 10 показана подготовка кромок под газовую сварку углеродистых сталей стыковыми швами.
Перемещение горелки во время сварки
Пламя горелки направлено на металл шва таким образом, чтобы края металла находились в зоне восстановления на расстоянии 2-6 мм от торца сердечника. Нельзя касаться расплавленного металла концом сердечника, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в зоне восстановления или погружаться в ванну расплавленного металла. В точке, где указывается конец очага пламени, жидкий металл слегка надувается давлением газов, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени к металлу и тем быстрее он нагревается. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука a берется больше, чем при сварке тонкого металла или с низкой теплопроводностью. На рис. 86, a показан угол наклона насадки, рекомендуемый для левой (см. § 4 этой главы) сварки стали разной толщины.
На рис. 86, б показаны способы перемещения мундштука по шву. Главное — движение мундштука по шву. Поперечные и круговые движения являются вспомогательными и служат для регулирования скорости нагрева и оплавления кромок, а также способствуют формированию требуемой формы сварного шва.
Метод 4 (см. Рис. 86, б) применяется для сварки тонкого металла, методы 2 и 3 — для сварки металла средней толщины. При сварке нужно стремиться к тому, чтобы металл ванны всегда был защищен от окружающего воздуха газами восстановительной зоны пламени.Поэтому способ 1, при котором пламя периодически отводится в сторону, не рекомендуется, так как с его помощью возможно окисление металла кислородом воздуха.
Основные способы газовой сварки
Сварка левая (рисунок 87, а). Этот метод наиболее распространен. Применяется при сварке тонких и легкоплавких металлов. Горелка перемещается справа налево, а присадочная проволока проходит впереди пламени, которое направляется к неизменной области шва. На Рис. 87 и ниже представлена схема перемещения мундштука и проволоки при левом способе сварки.Мощность пламени при сварке слева составляет от 100 до 130 дм 3 ацетилена в час на 1 мм толщины металла (стали).
Сварка правая (рис. 87, б). Горелка приводится в движение слева направо, присадочная проволока перемещается после горелки. Пламя направлено на конец проволоки и сваренную часть шва. Поперечные колебательные движения производятся не так часто, как при сварке слева. Мундштук совершает незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук перемещается по оси шва без поперечных перемещений.Конец проволоки погружается в сварочную ванну и перемешивается жидким металлом, что способствует удалению оксидов и шлаков. Тепло пламени в меньшей степени рассеивается и используется лучше, чем при сварке слева. Поэтому при правильной сварке угол раскрытия шва делается не 60 °, а 60-70 °, что снижает количество металла шва, расход проволоки и коробление изделия от усадки металла шва. .
Правой сваркой желательно соединять режущими кромками металл толщиной более 3 мм, а также металл с высокой теплопроводностью, например, красную медь.Качество сварного шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает металл шва и замедляет его остывание. Правильная сварка металла большей толщины за счет лучшего использования тепла экономичнее и производительнее левой — скорость правой сварки на 10-20% выше, а экономия газа 10-15%.
Сталь правостороннего сварного шва соединяется до толщины 6 мм без скоса кромок, с полным проваром, без сварки с тыльной стороны.Мощность пламени при правильной сварке составляет от 120 до 150 дм 3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к металлу шва под углом не менее 40 °.
При правильной сварке рекомендуется использовать присадочную проволоку диаметром, равным половине толщины металла шва. При сварке с левой стороны используется проволока диаметром на 1 мм больше правой сварки. Проволока диаметром более 6-8 мм при газовой сварке не применяется.
Сварка сквозным роликом (Рисунок 88). Листы устанавливают вертикально с зазором, равным половине толщины листа. Пламя горелки расплавляет кромки, образуя круглое отверстие, нижняя часть которого оплавлена присадочным металлом по всей толщине металла шва. Затем переместите пламя вверх, сплавив верхний край отверстия и нанеся следующий слой металла на нижнюю сторону отверстия, и так далее, пока не будет сварен весь шов. Шов получается сквозным роликом, соединяющим свариваемые листы.Металл шва плотный, без пор, раковин и шлаковых включений.
Сварка с лотками. Таким образом свариваются стыковые и угловые соединения металла небольшой толщины (менее 3 мм) с присадочной проволокой. Когда на шве образуется ванна диаметром 4-5 мм, сварщик вводит в нее конец проволоки и, расплавляя ее небольшое количество, перемещает конец проволоки в темноту, уменьшая часть пламени. При этом он совершает круговые движения мундштуком, перемещая его к следующему участку шва.Новая ванна должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки должен находиться в зоне восстановления пламени, чтобы избежать окисления, а ядро пламени нельзя погружать в лоток, чтобы избежать науглероживания металла шва. Свариваемые таким способом (легкие швы) тонкие листы и трубы из низкоуглеродистой и низколегированной стали дают соединения превосходного качества.
Многослойная газовая сварка. Этот метод сварки имеет ряд преимуществ перед однослойной сваркой: обеспечивается меньшая зона нагрева металла; Отжиг нижележащих слоев достигается при наплавке последующих слоев; можно каждый слой шва ковать перед нанесением следующего.Все это улучшает качество наплавленного металла. Однако многослойная сварка менее производительна и требует большего расхода газа, чем однослойная сварка, поэтому ее используют только для изготовления ответственных изделий. Сварка ведется короткими участками. При нанесении слоев необходимо следить за тем, чтобы стыки в разных слоях не совпадали. Перед нанесением нового слоя необходимо тщательно очистить поверхность предыдущего от накипи и шлаков металлической щеткой.
Сварка окислительным пламенем. Таким способом сваривают низкоуглеродистые стали. Сварка ведется окислительным пламенем состава
Для раскисления оксидов железа, образующихся при этом в ванне сварочного шва, используются проволоки марок Св-12ГС, Св-08Г и Св-08Г2С по ГОСТ 2246-60, содержащие повышенное количество марганца и кремния, которые раскислители. Этот метод увеличивает урожайность на 10-15%.
Сварка пропан-бутан-кислородным пламенем.Сварка ведется при повышенном содержании кислорода в шихте
.для повышения температуры пламени и увеличения проницаемости и текучести ванны. Для раскисления металла шва используют проволоку Св-12ГС, Св-08Г, Св-08Г2С, а также проволоку С-15ГУ (0,5-0,8% алюминия и 1-1,4% марганца) по ГОСТ.
Исследования А.И. Шашкова, Ю. И. Некрасов и С.С. Ваксман установили возможность использования в этом случае обычной низкоуглеродистой присадочной проволоки С-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенных в жидком стекле.Вес покрытия (без учета веса жидкого стекла) составляет 2,8 — 3,5% от веса проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5-0,8 мм при диаметре 4 мм. Расход пропана 60-80 л / час на 1 мм толщины стали, в = 3,5, угол наклона стержня к плоскости металла 30-45 °, угол обрезки кромки 90 °, расстояние от сердечника до стержня 1,5-2 мм, до металла 6-8 мм. Этим методом можно сваривать сталь толщиной до 12 мм.Наилучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценной заменой более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.
Особенности сварки различных швов. Правильно сваривают горизонтальные швы (рисунок 89, а). Иногда сварку ведут справа налево, придерживая конец проволоки сверху, а мундштук — снизу ванны. Сварочную ванну ставят под некоторым углом к оси шва.Это облегчает образование шва и предотвращает стекание металла ванны.
Вертикальные и наклонные швы сваривают снизу вверх влево (рис. 89, б). При толщине металла более 5 мм шов сваривают двойным роликом.
При сварке потолков (рис. 89, в) кромки нагреваются до начала оплавления (запотевания) и в этот момент в ванну вводится присадочная проволока, конец которой быстро оплавляется. Металл ванны не стекает вниз по стержню, а давление пламенных газов достигает 100-120 г / см 2.Стержень держат под небольшим углом к металлу шва. Сварка ведется правильно. Рекомендуется использовать многослойные швы, сваренные в несколько проходов.
Сварка металла толщиной менее 3 мм с отбортованными кромками без добавки металла производится спиралевидными движениями (рисунок 89, г) или зигзагообразными движениями (рисунок 89, г)
Вопрос 1. Понятие свариваемости металла. Классификация сталей по свариваемости.
Свариваемость относится к способности стали определенного химического состава давать высококачественное сварное соединение тем или иным образом без трещин, пор и других дефектов.
Свариваемость стали зависит от содержания в ней углерода и легирующих элементов.
По мере увеличения содержания углерода в стали повышаются ее прочностные свойства, но в то же время увеличивается хрупкость и склонность к растрескиванию при сварке.
Есть физическая и технологическая свариваемость.
Физическая свариваемость практически всех металлов и их сплавов, т. Е. Способность образовывать монолитное неразъемное соединение с установлением в нем химических связей.
Под технологическая свариваемость мы понимаем реакцию металла на воздействие определенных условий сварки и, в то же время, возможность образования соединения с заданными свойствами.
Для предварительного заключения о свариваемости известного химического состава эквивалентное содержание углерода можно рассчитать по формуле:
С экв = C + Mn / 20 + Ni / 15 + (Cr + Mo + V) / 10
В целом по свариваемости всю сталь условно можно разделить на четыре группы (Приложение 2).
Вопрос 2. Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении.
Сварка в вертикальном положении.
Расплавленный металл под действием силы тяжести имеет тенденцию стекать вниз, что затрудняет образование шва. Таким образом, вертикальные швы образуют очень короткую дугу, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла при малейшем прикосновении между ними сливаются со сварочной ванной.
Объем расплавленного металла уменьшается за счет уменьшения сварочного тока на 10-15% по сравнению с нижним положением, а диаметр электрода ограничен 5 мм.
Вертикальные швы выполняются снизу вверх, а сверху вниз.
В первом случае (рис. 30, а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия (позиция 1). Затем электрод слегка наклоняют вниз так, чтобы напорный слой дуговых газов предшествовал потоку металла сварочной ванны (позиция 2).При этом затвердевший металл шва образует своеобразную полку, на которой задерживаются последующие капли металла.
Сварка сверху вниз используется для металла небольшой толщины. В этом случае негерметичная жидкость под дугой снижает вероятность образования сквозных ожогов.
В начале сварки (рис. 30, б) дуга возбуждается в самой высокой точке пластин при горизонтальном расположении электрода. После образования ванны расплавленного металла электрод наклоняют на 15-20 ° так, чтобы дуга была направлена к основанию и металлу шва.Для улучшения условий формирования сварного шва амплитуда колебательных движений электрода должна быть небольшой, а дуга — очень короткой, чтобы капли расплавленного металла не падали на конец электрода.
Рис. 30. Выполнение сварных вертикальных швов
Сварка горизонтальных швов.
Горизонтальные швы на вертикальной плоскости выполнить сложнее, чем вертикальные швы. Для предотвращения вытекания жидкого металла скос кромок обычно делают на одном верхнем листе (рисунок 31, а).В этом случае дуга возбуждается на нижнем горизонтальном крае (положение 1), а затем переносится на наклонный скос (положение 2), поднимая капающую каплю металла вверх. Колебательное движение электрода осуществляется по спирали. Соединения внахлестку выполнять горизонтальными сварными швами проще, чем стыковые, поскольку горизонтальный край нижнего листа (рисунок 39, б) помогает удерживать расплавленный металл от стекания вниз. При выполнении горизонтальных стыков с двумя скошенными кромками установите порядок их перекрытия (1-4, рис.39, в), которая в процессе рытья верхнего края избегает потолочного положения воронки с расплавленным металлом.
Рис. 31. Выполнение сварных горизонтальных швов:
а — стыковое соединение со скосом одной кромки; б — соединение внахлест; в — стыковое соединение со скосом двух кромок
Сварка в потолочном положении.
Сварка в потолочном положении (рисунок 32) наиболее трудна, так как направление силы тяжести расплавленного металла противоположно направлению его переноса.Это требует максимального уменьшения объема расплавленного металла, что достигается ограничением диаметра электрода до 4 мм и снижением сварочного тока на 15-20% по сравнению с нижним положением.
Рис. 32. Сварка стыков потолка
Для сварки в потолочном положении подходят электроды, дающие небольшой шлак.
Хороший корневой шов при сварке потолка достигается за счет использования электродов диаметром не более 3 мм.
3. Задача.Из предложенных марок стали выбирают, свариваемые хорошо, удовлетворительно, ограниченно, плохо. Обоснуйте свой выбор: БСт1кп; сталь 10; сталь 35; ВСт5пс; сталь 65; U7.
Свариваемость углеродистой стали определяется процентным содержанием углерода в ней. По мере увеличения содержания углерода свариваемость сталей ухудшается, т.е. появляется тенденция к образованию трещин в шве.
БСт1кп и сталь 10 — хорошо свариваются, так как относятся к низкоуглеродистой стали (содержание углерода до 0,25%).
Сталь 35 сваривается удовлетворительно, так как относится к среднеуглеродистым (содержание углерода 0,35%).
ВСт5пс — ограниченно сварной, так как относится к среднеуглеродистым (содержание углерода практически 0,45%).
Сталь 65 и У7 — плохо свариваемая, так как содержание углерода 0,65%, т. Е. Высокоуглеродистая; сталь У7 — относится к инструментальной стали, углеродистая 0,7%. Эти стали практически не свариваются.
Уважаемый посетитель, вы прочитали статью «Билет № 11», которая опубликована в категории «Итоговая аттестация».Если вам понравилась или нужна была эта статья, поделитесь ею со своими друзьями и знакомыми.
Зарабатывайте на своих знаниях. Отвечайте на вопросы и получайте за это деньги!
15 декабря 2011 г. | Просмотры: 20767 |
Мыслить нестандартно | Профессиональный кровельный журнал
- Фотография любезно предоставлена компанией OMG Roofing Products, Agawam, Mass.
- Фотография любезно предоставлена компанией OMG Roofing Products, Agawam, Mass.
Технология индукционной сварки, используемая для крепления кровельной мембраны, началась в Европе и доступен в США около 15 лет. В настоящее время несколько кровельных производители предлагают системы для индукционной сварки кровельных мембран из ТПО и ПВХ. Сборка крыши с использованием индукционной сварки аналогична традиционной системе, в которой крепеж и пластины используются для крепления утеплителя к несущему настилу.Но в отличие от традиционная система, кровельная мембрана приклеивается к плитам крепления без мембраны пробивки или линии застежки на швах мембранных листов.
Системы
В системе индукционной сварки используются крепежные детали и пластины с покрытием для крепления кровельной доски. изоляция несущего настила. Затем сверху прикрепляется мембрана из ТПО или ПВХ. кровельную мембрану к каждой плите с помощью инструмента для электромагнитной индукционной сварки.
На момент публикации восемь производителей предлагают системы для индукционной сварки, которые достичь класса ветроустойчивости FM Global при испытаниях в составе кровли. Каждый производитель имеет соглашение с OMG Roofing Products, Agawam, Mass., Чтобы производить крепеж и пластины с покрытием для своих конкретных систем, а также Rhino-Bond® Инструмент — стоячий аппарат для электромагнитной индукционной сварки, используемый на крышах для создания соединения. между пластиной крепления с покрытием и нижней стороной кровельной мембраны.Для списка производителей, которые в настоящее время предлагают установки для индукционной сварки термопластов кровля, см. рисунок на странице 41.
Восемь производителей предлагают установки для индукционной сварки.
Поскольку создается термопластический сварной шов, пластины с покрытием TPO должны использоваться с мембрана из ТПО и пластины с покрытием из ПВХ должны использоваться с мембраной из ПВХ. RhinoBond Инструмент можно использовать на участке крыши с небольшим уклоном, но на вертикальной поверхности, например парапетную стену необходимо прикрепить другим способом, например клеем.
Еще один производитель, производящий аппараты для электромагнитной индукционной сварки — FRS USA, Whitestown, Устройство Ind. FRS USA называется Electro-Bonding System Centrix ™ и представляет собой коробку и палочку. машина стиля. FRS USA имеет соглашение с одним производителем на производство крепежа. и пластины с клеевым покрытием для конкретной системы. Аппарат Centrix умеет сваривать на горизонтальных и вертикальных поверхностях. Также производитель выпускает застежку. пластина совместима с EPDM и термопластичными мембранами.
Преимущества
Производители установок для индукционной сварки обычно отмечают ряд преимуществ. системы по сравнению с системами, установленными с крепежом и пластинами на швах мембраны.
Одним из преимуществ установленных систем индукционной сварки является равномерное распределение подъема нагрузка. Ветер создает подъемную силу, которой должен противостоять крепеж кровельной мембраны. Обычно при установке системы индукционной сварки крепежные детали располагаются по сетке в отличие от линий мембранного шва.Также застежка, фиксирующая доску изоляция несущей конструкции — это тот же крепеж, который удерживает пластину, соединенную к мембране.
Для сборки крыши с рейтингом FM 1-90 может быть всего шесть креплений на 4- на 8-футовую изоляционную кровельную доску или 19 креплений на 100 квадратных футов. Производители утверждают, что количество крепежных элементов, необходимых для установки с индукционной сваркой, составляет На 25-50% меньше по сравнению с системой, установленной с традиционным швом крепление.
Еще одним преимуществом расположения застежек-сеток является уменьшение «флаттера». Флаттер ветровое поднятие кровельной мембраны между точками крепления. Как показано на фотографиях 1 и 2, равномерное распределение застежек уменьшает расстояние между застежками. В результате нагрузка на каждую застежку меньше, а расстояние между мембраной может подниматься над субстратом уменьшается.
Кроме того, быстрая установка кровельной мембраны часто дает преимущество.Процедура установки, обычная для проектов, установленных индукционной сваркой, заключается в размещении кровельная мембрана по всей площади кровли и термосварка швов. Некоторая индукция Сварные соединения выполняются поперек мембраны, чтобы удерживать ее на месте. В этот момент, здание закрыто, а остальные сварные соединения закончены.
Если используется эта процедура, NRCA рекомендует проконсультироваться с инженером-строителем. убедитесь, что выполнено достаточное количество начальных мембран, чтобы противостоять ветру, который может возникнуть во время завершения установки.Часто временный балласт используется для обеспечить дополнительное сопротивление поднятию, хотя инженер-строитель должен проверить здание может безопасно выдерживать балласт.
Вызовы
Как и в случае с любой другой системой, установка системы с индукционной сваркой предполагает: некоторые специфические проблемы.
С внедрением подрядчиком любого нового метода строительства, инструментов и оборудования необходимо приобрести только индукционную сварку и обучить персонал.К тому же к сварочному инструменту требуются магнитные охлаждающие зажимы и крепежные пластины с покрытием для конкретного типа устанавливаемой мембраны.
Правильное использование сварочного инструмента требует обучения. Некоторые инструменты нуждаются в калибровке на основе Толщина кровельной мембраны или температура окружающей среды на строительной площадке. Это хорошая практика для выполнения нескольких пробных сварных швов на отходах после калибровки. Правильная центровка инструмента над крепежной пластиной имеет важное значение для правильной сварки.Некоторые инструменты могут обнаруживать несоосность, но другие не могут. Некоторые производители поощряют кровельщиков создавать шаблон обучения, позволяющий оператору потренироваться перед фактической установкой.
Сварочный инструмент выполнит каждую сварку за четыре-шесть секунд, а охлаждающий зажим или магнит необходимо использовать от 40 до 60 секунд, чтобы рассеять тепло, создаваемое во время процесса сварки и создания давления между кровельной мембраной и креплением тарелка.Бригада кровельщиков должна адаптироваться к этому ритму, чтобы обеспечить надлежащие сварные швы. Некоторые находят использование дополнительных охлаждающих зажимов или магнитов позволяет повысить эффективность рабочего процесса.
Хотя сварочный инструмент работает от стандартной мощности 110 В, существуют ограничения длину и калибр шнура питания. Требования к мощности для типа сварки за используемым инструментом необходимо следить, чтобы обеспечить его правильную работу и безопасность.
Влага, грязь или мусор на поверхности крыши могут повредить кровельную мембрану во время сварочный процесс.Во время склеивания частицы могут попасть в кровельную мембрану и вытеснить некоторый материал, что приведет к уменьшению общей толщины мембраны лист в месте сварки. Установление процедур во время установки для обеспечения чистая и сухая поверхность важна, чтобы избежать этих проблем. Кроме того, используя более толстый мембранный лист обеспечивает большее количество материала над армирующим холстом и дополнительные защита, если в процессе сварки толщина листа уменьшается.
Также важно, чтобы поверхность индукционного сварочного инструмента была чистой. Мусор на сварочной поверхности машины может повредить мембрану каждый раз при сварке; следовательно, Сварочный инструмент следует часто протирать. Также зажимной магнит может притягивать металлические осколки, способные повредить кровельную мембрану. Необходимо проверить зажимной магнит. часто для мусора, чтобы избежать повреждения мембраны.
Также необходимо соблюдать осторожность, чтобы не врезать крепежную пластину в изоляцию кровельной доски. в результате чрезмерного затягивания крепежа в несущую конструкцию.Плохая связь между кровельная мембрана и крепежная пластина могут возникнуть в случае перегиба пластины.
Определение местоположения крепежа под кровельной мембраной может быть проблемой, потому что они не будут видны напрямую; это становится труднее с более толстой мембраной. Оператор сварочного инструмента должен знать схему крепления. Хотя сетка шаблон, общий с установленной системой индукционной сварки, делает ее относительно простой чтобы предвидеть, где расположены крепежные детали, необходима процедура проверки всех креплений. сделаны потому, что после установки крепежа не видно.Некоторые сварочные аппараты имеют функцию подсчета, чтобы количество сварных швов можно было сравнить с ожидаемым количество.
Некоторые производители рекомендуют протирать поверхность кровельной мембраны обувью. найти застежки. Хотя этот метод часто создает впечатление нижележащий крепеж, необходимо соблюдать осторожность, так как на сварном шве слишком много грязи или мусора. сайт может вызвать плохой сварной шов или повредить кровельную мембрану. Магнитный зажим для охлаждения также может использоваться для определения местоположения крепежных пластин.
Еще одна проблема — держать мембранные швы прямыми. В традиционно установленном система застегивается в шов, один из двух листов в шве фиксируется застежкой линия. В системе, установленной индукционной сваркой, нет крепежной линии и два незакрепленных листа мембраны у шва затрудняют создание прямого линия шва. Некоторые производители рекомендуют использовать балласт или металлические гусеницы, чтобы помочь стабилизировать мембрану при термосварке шва.Какой бы метод ни использовался, дополнительные нужна осторожность, чтобы шов получился прямым.
Последние мысли
Производители однослойных кровельных мембран указывают системы, устанавливаемые индукционной сваркой. набирают популярность и в настоящее время составляют, в зависимости от производителя, От 5 до 45 процентов установок, в которых используются крепежные детали. Установлен индукционной сваркой системы также начинают использоваться в некоторых установках на крутых склонах как часть накладки на кровельные металлоконструкции.
Хотя установка с индукционной сваркой не подходит для энергосбережения. гарантия на устранение теплового моста или там, где сборка крыши требуется по нормам чтобы иметь воздушный барьер, эту систему следует рассмотреть, особенно когда здание нужно быстро накрыть.
Джейсон П. Вилен, AIA, CDT, RRO, является директором NRCA по техническим услугам.
Аппарат для шовной сварки— Производитель универсальных сварочных аппаратов из Taloja
| Ход электрода | 75 мм | |
| Напряжение | 415 В | |
| Рабочий цикл | 50% | |
| Номинальная мощность | ||
| Размер стола | 150×150 мм | |
| Предохранитель с задержкой срабатывания Ампер. | 130 | |
| Требуемая охлаждающая вода | 15 л / м |
Бочки, барабаны, ящики Велосипедные обода, топливные баки, глушители, глушители, корпуса скутеров, радиаторы трансформатора Шкафы для мебели, холодильников и стиральных машин и т. Д.
Изготовлено по индивидуальному заказу:
Эти машины также могут быть оснащены таймерами последовательности для стыковой сварки, синхронными таймерами, контролем температуры и электронными подрядчиками, специальными инструментами и устройством автоматической подачи.
Технические характеристики: