Сварка полуавтоматом в среде углекислого газа для начинающих
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
2СО2=2О2+2СО
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Подготовка к работе
Перед началом работы, следует ознакомиться с элементами управления, которые находятся на лицевой панели:
- Переключатель сварочного тока – позволяет установить слабую силу тока , который подойдет для тонких металлов и до более сильного (зачастую-6), который подойдет лишь для толстых металлов.

- Скорость подачи проволоки регулируется отдельным переключателем
- Некоторые полуавтоматы оснащены таймерами включения, для более удобного проведения точечной сварки.
- Отверстие под сварочный пистолет

Перед тем как подключать аппарат к питанию, убедитесь, что сеть имеет подходящие напряжение и мощность для полуавтомата.
Настройка и подключение сварочного оборудования
- Вставьте сварочную проволоку, механизм её подачи находится под крышкой. Проверьте ролики которые подают проволоку в автомат, направляющий шланг и электрод сварочного пистолета. Они должны быть идентичны типу и размеру проволоки. Чтобы использовать проволоку другого размера, надо поменять или перевернуть ведущий ролик. Маркировка размера вырезана на ролике сбоку. Катушки могут иметь разный посадочный размер. Для этого используйте специальные адаптеры. Прежде, чем начать регулировку, нужно поставить проволоку в соответствующую борозду, затем зацепить регулировочный валик. Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться).
- Разложите подающий рукав во всю длину, снимите сопла и наконечник, после чего нажмите и удерживайте кнопку на горелке до автоматического выхода проволоки на 10-15 см. После этого можно поставить наконечник и сопло на место.
- Присоедините баллон с защитным газом к аппарату с помощью шланга через редуктор и зафиксируйте хомутами.
 Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться).
Поджимая валик, помните, что не следует поджимать слишком слабо (проволока будет немного выскальзывать) и слишком сильно (проволока будет деформироваться).Рекомендуем! Расшифровка методов сварки — MMA, TIG, MIG, MAG
Теперь аппарат готов к работе.
Подготовка металлов для сварки в CO2
При сваривании очень тонких пластин низколегированной или углеродистой стали (0.5мм-1мм) стоит делать отбортовку кромок. Без отбортовки пространство между листами во время сварки не должно быть более 0.5мм. Если же толщина листов превышает 1мм, то отбортовку делать не нужно, но расстояние между листами не должно превышать 1мм.
Перед тем как сваривать металлы стоит удалить с них лишние элементы, такие как: масло, краска, грязь и тд. Так же, желательно удалить и ржавчину.
Так же, желательно удалить и ржавчину.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.
Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла. При усилении сварочного тока будет усиливаться глубина провара, что необходимо при работе с толстыми металлами. Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Отталкиваясь от горения дуги, нужно настраивать скорость подачи электродной проволоки, чтобы не терять качество шва.
Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
Детали не большей толщины 0,8-4 мм сваривают без разделки кромок закрепленными в сборочно-сварочных приспособлениях.Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках.
Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки.
Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей.
Сварка угловых и тавровых соединений полуавтоматом
Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении.
Сварка угловых и тавровых швов усложняется плохим наблюдением за формированием шва из-за сопла горелки. Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм.
Сварка нахлесточных соединений
Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход.
Сварка деталей толщиной более 1,5 мм выполняется на весу за несколько проходов.
Сварка горизонтальных швов полуавтоматом
Сварка горизонтальных швов ведется «углом вперед» без поперечных колебательных движений горелкой. Металл толщиной более 6 мм сваривают за несколько проходов.
Сварка деталей до 3 мм ведется под прямым углом горелки оси горелки относительно сварных деталей, без разделки кромок.
Сварка деталей более 3 мм в горизонтальном положении сваривается с разделкой верхней кромки, а горелка наклоняется относительно верхней детали под углом примерно 70º.
Сварка вертикальных швов
Сварку вертикальных швов рекомендуется выполнять проволокой диаметра 0,8-1,2 мм со свободным формированием шва. Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Сварка потолочных швов
Потолочные швы толщиной более 6 мм лучше сваривать за несколько проходов. Сварку алюминия и его сплавов полуавтоматом рекомендуется вести углом вперед, а сварку сталей, меди, титана и других металлов — углом назад.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий. Это можно сделать металлической щеткой или наждачной бумагой. После этого детали устанавливаются в то положение, при котором будет происходить их соединение. Первый шов лучше всего производить на малой силе токе, чтобы посмотреть, как будет себя вести заготовка. Если сразу дать большой ток, то есть риск трещин и деформации деталей.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.

Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
ОСНОВНЫЕ ПРАВИЛА ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Как варить полуавтоматом видео :
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
- экономичность и доступность. Это показатель связан с тем, что 2 приобрести намного проще, чем смеси других газов, применяемых для защиты во время tig сварки.
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.

Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:
- Чем больше будет мощность полуавтомата, тем толще металл им можно будет сваривать;
- Инверторные полуавтоматы намного проще и эффективнее в работе;
- Предпочтительно выбирать тот полуавтомат, в конструкции которого будут предусмотрены съёмные держатели;
- Хорошо если инструкция к полуавтомату будет на русском языке, понятной и информативной в обращении.
Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253. 2 DC MIG/MAG
- ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
 2 DC MIG/MAG
2 DC MIG/MAG
 D051)
D051)видео оригинальные арки из гипсокартона
Опубликовано: 2016-05-23 06:47:22
Сварка трением. Идеальная работа
Идеальная работа
В прошлом году в мастерской сгорел сварочный полуавтомат, срочно нужно было менять. Поискав в интернете и почитав отзывы, а также посовещавшись с коллегами, решили купить здесь — http://tdresanta.ru/catalog/svarochnoe-oborudovanie/poluavtomaticheskie-svarochnye-apparaty-invertornogo-tipa/saipa-190mf/. Вот уже год он нам служит верой и правдой. Варит просто отлично, сварка «мягкая», провар очень качественный, варим металлы до десяти миллиметров. Самое важное, что это всё от сети 220 вольт работает, нам это очень удобно, иногда работаем на выезде. Впечатления от аппарата только положительные, для работы вещь незаменимая просто.
Обучающее видео по дуговой сварке
 Идеальная работа
Идеальная работа How to make a Knuckle Duster
How to make a Knuckle Duster Как надёжно закрепить паяльник для труб?
Как надёжно закрепить паяльник для труб?- арматура с электроприводом
- балкон из профнастила своими руками
- дешево утеплить деревянный дом
- алюминиевые батареи global
- производство асбестоцементных труб
- трубы асбестоцементные напорные вт 9
- дом викинг 2 терем фото
- как сделать идеальный потолок
- технология армирования буронабивных ростверковых фундаментов
- утепление и отделка балкона своими руками
- как клеить обои на потолок своими руками
- как правильно утеплить балкон своими руками
- сколько стоит сделать барбекю
- терем готовые дома под ключ цены
- зал с балконом дизайн фото
- газовые котлы отопления двухконтурные бош
- как утеплить стену в панельном доме
- внутренняя отделка дома из бруса фото
- арка ваз 2114
- отделка комнаты отдыха бани внутри фото
- петрович строит дом торрент
- построить дом из бруса своими руками видео
- как утеплить дом
- беседка с мангалом из металла фото
- арматура сварная для фундамента
- как построить двухэтажную баню из блоков
- арки из гипсокартона для кухни фото
- вязка арматуры под ленточный фундамент видео
- радиаторы global extra 500
- чем резать арматуру
- Все для трубопроводов от компании «ПайпВэй»
- баня к 150 терем
- Издать свою книгу
- как сделать дверь в дом своими руками
- армирование печи сеткой
- ульяновск арматура для фундамента цена за метр
- Рулонные бамбуковые шторы украсят ваш дом и офис
- диаметры асбестоцементных труб таблица
- чем покрасить красиво старый деревянный фасад дома
- газовые котлы отопления baxi цены
- Ультразвуковая ванна: советы по выбору
- давление бетона на стенки опалубки расчет
- оригинальные потолки поклеены обоями
- терем готовые дома под ключ цены
Умар Макина Санайи ве Тиджарет А.
 Ш.
Ш.Машины для производства жестяных банок
Решения для производства трех- и двухкомпонентных жестяных банок.
Линии для изготовления концов, крышек, колец
Линии для изготовления концов, крышек и колец любого типа.
Промышленные решения
Техническая поддержка и решения, связанные с производством металлической упаковки.
Каталоги
17LT Линия сборки угловых корпусов банок
Корпуса банок вводятся в машину в вертикальном положении. Эта линия состоит из следующих станций: 1-я станция: входной конвейер и синхронизация с передающими рычагами. Подающий конвейер и синхронизация с передающими рычагами будут перемещать корпус банки между станциями для следующих операций. Синхронизация осуществляется пневматическими пальцами, которые приводятся в движение электронным кулачком. Перемещение рычагов вперед и назад и движение открытия-закрытия осуществляется с помощью кулачковой системы, которая приводится в действие серводвигателем.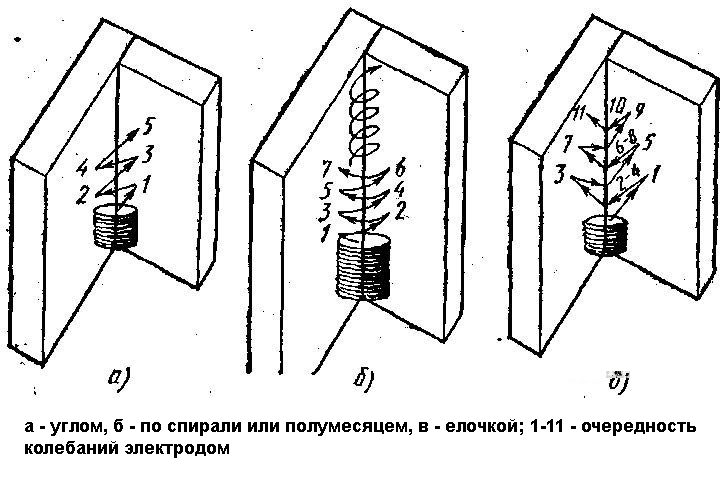 2-я станция: блок индексации линии сварки Корпус поворачивается на поворотном столе, чтобы определить, где находится линия сварки. Линия сварки позиционируется, как указано на экране. Обнаружение линии осуществляется с помощью контрастного датчика или ультразвукового датчика. 3-я станция: Блок формирования тела (расширение) Цилиндрическое тело поднимается в подвесные расширяющиеся рычаги, которые будут расширяться с четырех углов. Система расширения и подъема с помощью ремня приводится в действие и управляется серводвигателями. Диапазон расширения и высоту подъема можно автоматически регулировать с помощью сенсорного дисплея. 4-я станция: блок тиснения корпуса (обшивка панелями) Расширенный корпус поднимается в подвесную головку для тиснения, где четыре стороны корпуса прижимаются между внутренней и внешней подвижными панелями. Головка для тиснения и система подъема с помощью ремня приводятся в действие и управляются серводвигателями. Диапазон тиснения и высоту подъема можно автоматически регулировать с помощью сенсорного дисплея.
2-я станция: блок индексации линии сварки Корпус поворачивается на поворотном столе, чтобы определить, где находится линия сварки. Линия сварки позиционируется, как указано на экране. Обнаружение линии осуществляется с помощью контрастного датчика или ультразвукового датчика. 3-я станция: Блок формирования тела (расширение) Цилиндрическое тело поднимается в подвесные расширяющиеся рычаги, которые будут расширяться с четырех углов. Система расширения и подъема с помощью ремня приводится в действие и управляется серводвигателями. Диапазон расширения и высоту подъема можно автоматически регулировать с помощью сенсорного дисплея. 4-я станция: блок тиснения корпуса (обшивка панелями) Расширенный корпус поднимается в подвесную головку для тиснения, где четыре стороны корпуса прижимаются между внутренней и внешней подвижными панелями. Головка для тиснения и система подъема с помощью ремня приводятся в действие и управляются серводвигателями. Диапазон тиснения и высоту подъема можно автоматически регулировать с помощью сенсорного дисплея. 5-я станция: нижний отбортовочный узел Система отбортовки с механическим приводом сжимает корпус из углов. Расширенный корпус поднимается к перевернутому подвешенному отбортовочному инструменту с кулачковым сервомеханизмом. Отбортовочная и закаточная головки находятся на одной стойке и раме головки, для заданной регулировки высоты они перемещаются вместе вверх и вниз. 6-я станция: узел нижней закатки с автоматическим податчиком концов. Концы укладываются на вертикальный конвейер в горизонтальном положении и автоматически подаются в магазин для концов, когда концы заканчиваются. Концы извлекаются из магазина с помощью эксцентриковой кулачковой системы, которая приводится в действие серводвигателем. Корпус поднимается вверх, и конец одновременно подается в зажимной патрон, который синхронизируется, когда закаточные ролики находятся в открытом положении. В системе закатки используются четыре ролика для качественной и герметичной закатки. Для получения хорошего качества сшивания предпочтительны полностью закрученные концы, которые скручиваются роликами с плоских кромок.
5-я станция: нижний отбортовочный узел Система отбортовки с механическим приводом сжимает корпус из углов. Расширенный корпус поднимается к перевернутому подвешенному отбортовочному инструменту с кулачковым сервомеханизмом. Отбортовочная и закаточная головки находятся на одной стойке и раме головки, для заданной регулировки высоты они перемещаются вместе вверх и вниз. 6-я станция: узел нижней закатки с автоматическим податчиком концов. Концы укладываются на вертикальный конвейер в горизонтальном положении и автоматически подаются в магазин для концов, когда концы заканчиваются. Концы извлекаются из магазина с помощью эксцентриковой кулачковой системы, которая приводится в действие серводвигателем. Корпус поднимается вверх, и конец одновременно подается в зажимной патрон, который синхронизируется, когда закаточные ролики находятся в открытом положении. В системе закатки используются четыре ролика для качественной и герметичной закатки. Для получения хорошего качества сшивания предпочтительны полностью закрученные концы, которые скручиваются роликами с плоских кромок. Подъем кузова на закаточную станцию осуществляется сервомеханической системой. 7-я станция: Оборот тела Магнитный поворот тела контролируется сервосистемой. 8-я станция: узел верхней отбортовки Система отбортовки с механическим приводом сжимает корпус из углов. Расширенный корпус поднимается к перевернутому подвешенному отбортовочному инструменту с кулачковым сервомеханизмом. Отбортовочная головка и закаточная головка находятся на одной стойке для регулировки высоты, поскольку они перемещаются вместе вверх и вниз. 9th Station: Устройство верхней закатки с автоматическим устройством подачи крышек. Крышки укладываются на вертикальный конвейер в горизонтальном положении и автоматически подаются в магазин крышек, когда они заканчиваются. Крышки снимаются с магазина с помощью эксцентриковой кулачковой системы, которая приводится в действие серводвигателем. В этой системе можно использовать крышки с ручкой или отверстием. Корпус поднимается вверх и крышка одновременно подается к закаточному патрону, который синхронизируется, когда закаточные ролики находятся в открытом положении.
Подъем кузова на закаточную станцию осуществляется сервомеханической системой. 7-я станция: Оборот тела Магнитный поворот тела контролируется сервосистемой. 8-я станция: узел верхней отбортовки Система отбортовки с механическим приводом сжимает корпус из углов. Расширенный корпус поднимается к перевернутому подвешенному отбортовочному инструменту с кулачковым сервомеханизмом. Отбортовочная головка и закаточная головка находятся на одной стойке для регулировки высоты, поскольку они перемещаются вместе вверх и вниз. 9th Station: Устройство верхней закатки с автоматическим устройством подачи крышек. Крышки укладываются на вертикальный конвейер в горизонтальном положении и автоматически подаются в магазин крышек, когда они заканчиваются. Крышки снимаются с магазина с помощью эксцентриковой кулачковой системы, которая приводится в действие серводвигателем. В этой системе можно использовать крышки с ручкой или отверстием. Корпус поднимается вверх и крышка одновременно подается к закаточному патрону, который синхронизируется, когда закаточные ролики находятся в открытом положении. В системе закатки используются четыре ролика для качественной и герметичной закатки. Для получения хорошего качества закатки предпочтительны полностью закрученные крышки, которые закручиваются роликами из крышек с плоскими краями. Подъем кузова на закаточную станцию осуществляется сервомеханической системой.
В системе закатки используются четыре ролика для качественной и герметичной закатки. Для получения хорошего качества закатки предпочтительны полностью закрученные крышки, которые закручиваются роликами из крышек с плоскими краями. Подъем кузова на закаточную станцию осуществляется сервомеханической системой.
Линия для изготовления крышек для ведер
Автоматическая линия для изготовления концов прямоугольных емкостей
Компания
Наша миссия и видение
НАША МИССИЯ Мы предлагаем высококачественные и технологичные машины на мировом рынке с нашим пониманием постоянного развития в семейной среде, которую мы создали с наши заинтересованные стороны. За полвека, которые мы оставили позади, мы всегда поддерживали успех наших клиентов, всегда выполняя свои обещания, и мы всегда будем такими. НАШЕ ВИДЕНИЕ Быть эталоном качества и технологий для наших ценных клиентов, которые ищут долговечные машины для упаковки жестяных банок в каждом уголке мира. Чтобы нести бренд, который мы создали, будущим поколениям вместе с нашими заинтересованными сторонами под устойчивой корпоративной крышей.
Основные ценности
Мы ожидаем, что наши семьи, наши уважаемые менеджеры и все наши сотрудники будут придерживаться наших основных принципов, которые привели нас к этому дню, чтобы поддерживать наш надежный бренд и прочные деловые отношения, которыми мы были удостоены. успехов следующим поколениям. Эти принципы, которые мы определили, являются приоритетом всех видов выгод при принятии наших решений. НАДЕЖНОСТЬ: Для того, чтобы семейная среда, которую мы создали, была устойчивой, мы поддерживаем отношения, которые мы установили со всеми нашими заинтересованными сторонами, не жертвуя честностью, справедливостью и нашими ценностями. Мы ценим взаимное доверие и добродетель превыше всего. ПОДОТЧЕТНОСТЬ: Мы считаем, что при принятии решений, касающихся нашей деятельности, следует принимать во внимание нашу ответственность перед соответствующими заинтересованными сторонами, а также критические замечания и требования в пользу компании в связи с осуществляемой деятельностью. В нашем выборе мы стремимся к лучшему с профессиональным и рациональным подходом с точки зрения компании. СОСРЕДОТОЧЕНИЕ НА КАЧЕСТВЕ: Сосредоточенность на качестве — это образ жизни для нас. Мы стремимся соответствовать ожиданиям наших клиентов на самом высоком уровне, стандартизируя качество наших отношений, деятельности, процессов и условий труда. Мы считаем, что слабость качества является самой большой тратой. БУДЬТЕ ИННОВАЦИОННЫМИ: Мы заботимся о том, чтобы быть пионерами инноваций, чтобы предотвратить постоянно меняющуюся конкурентную среду и растущие потребности рынка. Наше понимание инноваций основано на трех основных принципах: быть постоянно любопытным к учебе, быть гибким при реализации того, что мы узнали, и быть системным мышлением, чтобы поддерживать достигнутый уровень.
СОСРЕДОТОЧЕНИЕ НА КАЧЕСТВЕ: Сосредоточенность на качестве — это образ жизни для нас. Мы стремимся соответствовать ожиданиям наших клиентов на самом высоком уровне, стандартизируя качество наших отношений, деятельности, процессов и условий труда. Мы считаем, что слабость качества является самой большой тратой. БУДЬТЕ ИННОВАЦИОННЫМИ: Мы заботимся о том, чтобы быть пионерами инноваций, чтобы предотвратить постоянно меняющуюся конкурентную среду и растущие потребности рынка. Наше понимание инноваций основано на трех основных принципах: быть постоянно любопытным к учебе, быть гибким при реализации того, что мы узнали, и быть системным мышлением, чтобы поддерживать достигнутый уровень.
Об Умаре
Компания Умар Макина начала свой путь в 1972 году в Стамбуле, когда была основана в рамках продажи первой машины для шовной сварки в Турции. Умар впервые экспортировал металлическую упаковочную машину из Турции в 1978 году, она была сертифицирована официальными органами и вошла в историю промышленности Турции. Сегодня Umar Makina производит полностью автоматические и полуавтоматические машины для металлической упаковки, имея 50-летний опыт работы в индустрии металлической упаковки, устанавливает полностью автоматизированные и полностью интегрированные производственные мощности «под ключ» и экспортирует 85% своего годового производства. Референции Умара можно увидеть в более чем 50 странах мира, таких как Голландия, Португалия, Великобритания, Египет, Саудовская Аравия, Индия и многих других ценных местах.
Сегодня Umar Makina производит полностью автоматические и полуавтоматические машины для металлической упаковки, имея 50-летний опыт работы в индустрии металлической упаковки, устанавливает полностью автоматизированные и полностью интегрированные производственные мощности «под ключ» и экспортирует 85% своего годового производства. Референции Умара можно увидеть в более чем 50 странах мира, таких как Голландия, Португалия, Великобритания, Египет, Саудовская Аравия, Индия и многих других ценных местах.
Умар Макина начал свой путь с производства машины для закатки круглых банок на улице Мурат Эфенди, Кучукпазар, Стамбул, где в то время был центр индустрии металлической упаковки.
1972
1973
В те же годы Умар Макина произвел первую машину для высечки в Турции на производственной площади 100 м2 с очень небольшим количеством сотрудников.
Производство металлической упаковки начало расти день ото дня, и по всей Турции были построены новые производственные мощности. В соответствии с потребностями отрасли была произведена машина для замков боковых швов.
1977
1978
Изготовлена угловая закаточная машина типа Lubeca, которая очень подходит для закатки 5-килограммовых жестяных банок, используемых в производстве оливкового масла.
В годы, когда использование закрытых и спаянных жестяных банок закончилось, Умар Макина начал новое путешествие по миру, производя машину для шовной сварки.
1981
1983
Эффективность металлической упаковки была замечена людьми во всем мире, и в результате этого, чтобы сделать жестяную жестяную банку, была изготовлена машина для изготовления панелей (тиснения).
Компания Umar Makina продолжала разрабатывать новые технологии и увеличивать свои производственные мощности, когда ее перевели на новую фабрику в Аксарае, Стамбул.
1982
1988
Компания Umar Makina расширила ассортимент своей продукции за счет производства машин для сборки конических ведер. Он возглавил производство ведер, одобренных ООН, следуя всем инновациям в этой области с того времени.
Умар Макина внес большой вклад в повышение эффективности и безопасности производителей жестяных банок, выпустив пресс с автоматическим устройством подачи полосы.
1991
1993
Umar Makina модернизировала свои производственные мощности, купив свой первый станок с ЧПУ.
Умар Макина стал одним из лидеров в использовании системы автоматизации PLC в Турции, производя пресс с автоматической подачей полосы.
1995
1998
Умар Макина переместил свой новый завод площадью 3000 м2 в промышленную зону Дудуллу, Стамбул, где и сегодня продолжает свою деятельность.
Умар Макина было улучшено производство сварочных аппаратов для корпусов банок после первого производства в 1982, производя автоматический сварочный аппарат для корпусов банок.
2000
2006
Umar Makina начала производить полностью автоматические и быстрые линии сборки корпусов банок, выпустив первую горизонтальную линию сборки корпусов.
Umar Makina начала производство оборудования для производства банок для пищевых продуктов, разработав линию защиты швов. Это особенно способствовало повышению качества сырных банок.
2009
2012
Умар Макина внес большой вклад в индустрию металлической упаковки, автоматизировав автономные машины.
Умар Макина создал успешную комбинированную машину, разработав многостанционную машину для прессования и футеровки. Эта машина была представлена на выставке Metpack Fair в Эссене, Германия, в 2014 году.
2014
2015
Создав эффективные, современные и успешные линии сборки нестандартных банок, Умар Макина вошла в индустрию нестандартных металлических банок.
Линия для изготовления нестандартных концов разработана с использованием инновационных и высокотехнологичных систем вместо обычных, поэтому эта линия внесла свой вклад в производство угловых банок для решения их проблем.
2016
2017
Машина для закатки полностью из нержавеющей стали была произведена Умаром Макиной для закатки наполненных банок. Таким образом, Умар Макина примет участие в новом секторе.
Таким образом, Умар Макина примет участие в новом секторе.
17-литровая линия сборки угловых банок увеличила свою производительность до первоклассного уровня на мировом рынке консервной банки для такого размера, как 60 банок в минуту.
2018
2019
Автоматическая машина для пробивки отверстий расширила свои возможности по пробивке отверстий для наполнения либо в углу, либо в середине крышек жестяных банок и поставляется с опциональной 3-операционной версией, включая скручивание для отверстия для наполнения.
Автоматическая машина для точечной сварки улучшила свои возможности сварки перемычек ручек как для пластиковых ручек, так и для металлических ручек.
2019
2020
Umar Makina выпустила свою первую машину для проверки герметичности банок с 18 вакуумными установками роторного типа. Автоматический тестер может синхронизировать вашу линию сборки кузовов с производственной мощностью 60 банок в минуту.
Новости
В 2023 году мы будем участвовать в качестве экспонента на выставках InterPack Duesseldorf и MetPack Essen в Германии. Мы с нетерпением ждем возможности представить вам наше новейшее оборудование и встретиться с вами там!
Мы с нетерпением ждем возможности представить вам наше новейшее оборудование и встретиться с вами там!
ПМС
- вступление
- преимущества
- Ручная сварка с PMC
- Роботизированная сварка с PMC
- СВАРКА С PMC В РАСПЫЛИТЕЛЬНОЙ ДУГЕ
Контакт
введениепреимуществаРучная сварка с PMCРоботизированная сварка с PMCСВАРКА С PMC В РАСПЫЛИТЕЛЬНОЙ ДУГЕContakt
ОПТИМИЗИРОВАННАЯ ИМПУЛЬСНАЯ ДУГА
PMC и его оптимизированные импульсные характеристики обеспечивают высококачественную сварку на высоких скоростях.

Благодаря стабилизатору провара и длины дуги управление дугой еще никогда не было таким простым.
Видео процесса сварки PMC
ВОПРОСЫ О PMC?
PMC выводит импульсную дугу и ее стабилизаторы на совершенно новый уровень. Модифицированный процесс характеризуется ТОЧНО РЕГУЛИРУЕМЫМ ОТДЕЛЕНИЕМ КАПЕЛЬ С МАЛЫМ РАЗРЫВОМ . В то же время PMC генерирует мощную и стабильную дугу, ОБЕСПЕЧИВАЮЩУЮ ИДЕАЛЬНЫЙ КОНТРОЛЬ СВАРОЧНОЙ ВАННЫ . Это позволяет нашим пользователям ИЗБЕЖАТЬ НЕСОВЕРШЕНСТВ . Результаты сварки всегда воспроизводимы и стабильны.
Задайте свой необязательный вопрос компании Fronius прямо сейчас. Наша команда будет рада предоставить вам дополнительную информацию.
Отправить вопросы о ЧВК сейчас
КРАТКИЙ ОБЗОР ПРЕИМУЩЕСТВ
ОПТИМИЗИРОВАННАЯ ИМПУЛЬСНАЯ ARC
/ Повышенная стабильность процесса за счет точного управления регулировкой
/ Зажигание без брызг (SFI)
/ Улучшенная импульсная характеристика
/ 12 импульсных характеристик включены
УЛУЧШЕННЫЕ ХАРАКТЕРИСТИКИ СВАРКИ
/ На 15 % выше скорость сварки*
/ На 15 % меньше энергозатрат*
/ На 60 % больше провара*
ВЫСОКОЕ КАЧЕСТВО И ВНЕШНИЙ ВИД СВАРКИ
/ Оптимизированная сварка вертикальных швов с характеристикой «PMC Mix»
/ 100% контроль за счет длины дуги и стабилизатора провара
/ Волнистость шва, как у TIG, благодаря PMC Ripple Drive
* По сравнению с обычной импульсной дугой.
ПОСЛЕДОВАТЕЛЬНОСТЬ SFI
ЗАЖИГАНИЕ БЕЗ БРЫЗГОВ (SFI)
Зажигание без брызг означает экономию около 250 миллисекунд на одно зажигание.
РУЧНАЯ СВАРКА С PMC
СВАРКА ВЕРТИКАЛЬНЫХ ШВОВ НА МАКСИМАЛЬНОЙ СКОРОСТИ БЕЗ КОЛЕБАТЕЛЬНЫХ ДВИЖЕНИЙ
Сварочный комплект PMC обладает рядом характеристик, дающих сварщикам многочисленные преимущества. Это обеспечивает оптимальную поддержку для каждого применения, поэтому сварщики могут добиться идеального шва. Например, PMC Mix идеально подходит для вертикальных швов, обеспечивая до 40 % более высокую скорость и отсутствие колебательных движений.
Комплектация:
- Универсальный
- Дуговой разряд
- Динамический
- Оцинкованный
- Оцинкованный отожженный
- Перекрытие зазоров
- Микс
- Многодуговой
- ШТ.

PMC MIX
МОЩНАЯ ДУГА С ХОРОШЕЙ СПОСОБНОСТЬЮ ЗАКРЫВАТЬ ЗАЗОРЫ.
Эта характеристика обеспечивает более высокие скорости сварки по сравнению с обычной дугой с переносом погружения. Это достигается комбинацией импульсной и наклонной дуги LSC.
PCS – ПУЛЬСНАЯ ДУГА
PCS ОБЪЕДИНЯЕТ ПРЕИМУЩЕСТВА ИМПУЛЬСНОЙ И РАСПЫЛИТЕЛЬНОЙ ДУГИ В ОДНОЙ ХАРАКТЕРИСТИКЕ И ИЗБЕГАЕТ ПРОМЕЖУТОЧНЫХ ДУГОВ.
В результате получается плавный переход от импульсной дуги к струйной, что снижает разбрызгивание при сварке. Характеристики PCS улучшают результаты, особенно для небольших зазоров, угловых швов и корневых швов.
РОБОТИЗИРОВАННАЯ СВАРКА С PMC
Роботизированная сварка имеет широкий спектр требований. Будь то более высокая скорость сварки, идеальный внешний вид шва или воспроизводимое качество, Pulse Multi Control полностью отвечает всем этим требованиям. Результатом является пакет с различными характеристиками, который идеально соответствует требованиям заказчика.
Результатом является пакет с различными характеристиками, который идеально соответствует требованиям заказчика.
PMC MIX DRIVE
ХОРОШАЯ СПОСОБНОСТЬ ЗАКРЫТИЯ ПРОМЕЖУТОК.
Здесь мы используем двухтактную сварочную горелку. Сочетание реверсивного движения проволоки и циклического переключения процесса позволяет нам ускорить сварку вертикальных швов вверх. Преимуществом является внешний вид шва TIG на высокой скорости — при использовании сверхтонких листов толщиной до 3 мм.
НАГРУЗКА PMC MIX RIPPLE DRIVE
ВНЕШНИЙ ВИД ШВА НА УРОВНЕ TIG.
Характеристика PMC для визуально впечатляющих швов. В результате получается элегантная рябь шва с эффектом TIG. Однако благодаря сочетанию скоординированного импульсного процесса и заданного времени паузы скорость значительно выше, чем при сварке TIG.
PMC BRAZE
ХАРАКТЕРИСТИКИ ДЛЯ МИГ/МАГ ПАЙКИ.

Высокая скорость пайки, надежное смачивание и хорошая текучесть припоя.
PMC MULTI ARC
ВЛИЯНИЕ НЕСКОЛЬКИХ ДУГ.
Улучшены свойства при сварке детали несколькими дугами, влияющими друг на друга.
ПЛАКИРОВАНИЕ PMC
ХАРАКТЕРИСТИКИ ДЛЯ НАПЛАВОЧНОЙ СВАРКИ.
Низкое проникновение, низкое разбавление и широкий пластовый поток для лучшего смачивания.
PMC ОЦИНКОВАННЫЙ
БЫСТРАЯ СВАРКА ЛИСТОВОГО ОЦИНКОВАННОГО МЕТАЛЛА.
Благодаря стабилизаторам провара и длины дуги эта характеристика позволяет сваривать оцинкованные листы на максимальной скорости. Это также снижает риск образования пор и выгорания цинка.
НА ПУТИ К ИДЕАЛЬНОМУ СВАРНОМУ СОЕДИНЕНИЮ – ВСТРОЕННЫЕ
ВСПОМОГАТЕЛЬНЫЕ СИСТЕМЫ
Наши стабилизаторы провара и длины дуги обеспечивают идеальную поддержку сварщиков. Оба стабилизатора в сварочном пакете PMC обеспечивают неизменно высокое качество сварки при высоких скоростях сварки.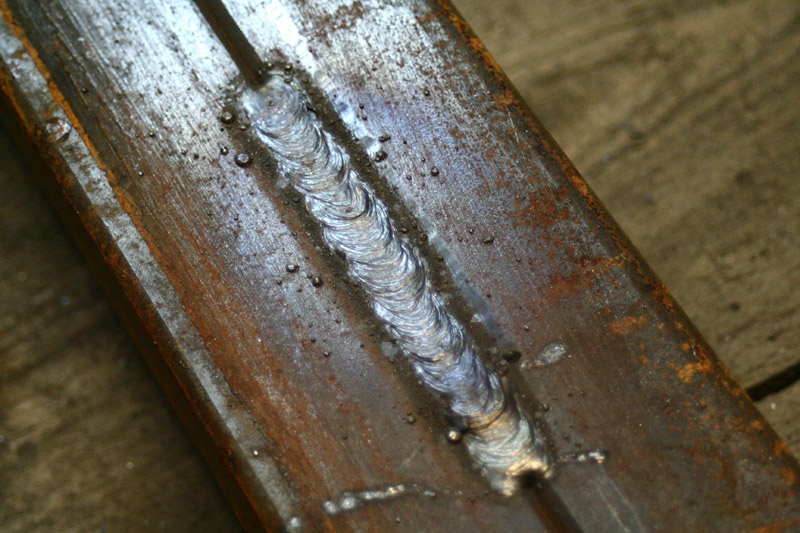
СВАРКА С PMC В ДУГОВОЙ РАСПЫЛЕНИИ
ПОСТОЯННОЕ ПРОЖИВАНИЕ СО СТАБИЛИЗАТОРОМ
При активированном стабилизаторе провара TPS/i регулирует скорость проволоки вместо сварочного тока, тем самым обеспечивая постоянное проплавление.
Дополнительный регулятор проволоки поддерживает постоянный ток и проплавление при изменении расстояния между сварочной горелкой и компонентом. Дуга становится значительно более стабильной, а провар всегда остается постоянным.
ПРЕИМУЩЕСТВА СТАБИЛИЗАТОРА ПРОвара:
/ Улучшенное качество сварки
/ Экономия на доработке и затратах
/ Идеальная опора при недостаточном обзоре или доступности = компенсируются колебания вылета можно использовать уголки открывания – экономия на присадочном материале
СТАБИЛИЗАТОР ДЛИНЫ ДУГИ
ПОСТОЯННАЯ ДЛИНА ДУГИ
Стабилизатор длины дуги автоматически компенсирует дефекты. Длина дуги поддерживается постоянной независимо от сварочного напряжения. В результате качество и внешний вид шва остаются неизменными даже при изменении положения горелки или допусков компонентов.
В результате качество и внешний вид шва остаются неизменными даже при изменении положения горелки или допусков компонентов.
Оптимальная поддержка для следующих обстоятельств:
/ Динамическая, изменение положения факела
/ допуски компонентов: изменение толщины листа или проме прерывание сварочного процесса или ручная регулировка длины дуги при изменении положения горелки
/ Быстрое определение параметров
/ Сфокусированная дуга
/ Может быть достигнута более высокая скорость сварки
Сварочная вики
Энциклопедия по сварке
Цель вики — собрать всю необходимую информацию и термины по сварке в одном месте и поделиться ею со всеми, кто интересуется технологиями сварки.
Робот для сварки катушек| ABICOR BINZEL
Запрос на консультацию
Обратите внимание, что консультации предоставляются только компаниям из США и Канады. Если вы находитесь за пределами этого района, обратитесь в местное представительство ABICOR BINZEL.
Если вы находитесь за пределами этого района, обратитесь в местное представительство ABICOR BINZEL.
| Диаметры труб: | 2″ — 60″ |
| Свариваемые материалы: | Углеродистая и низколегированная сталь Нержавеющие и никелевые сплавы |
| Рабочий радиус: | 15 футов |
| След: | 4 х 4 фута |
| Высота манипулятора: | 15 футов |
| Рабочая высота манипулятора: | 1–9 футов |
| Экран ЧМИ: | Сенсорный экран 15 дюймов (аналоговый резистивный) |
| Подвеска: | 6,5-дюймовый сенсорный экран с джойстиком |
| Точность отслеживания горизонтального шва: | +/- 0,1 мм |
| Точность контроля расстояния по вертикали: | +/- 0,1 мм |
| Ход переплетения: | 1 дюйм |
| Частота переплетения: | 0–5 Гц |
| Выдержка переплетения: | 0–0,4 секунды |
| Диаметр проволоки: | 0,035″ — 0,62″ 0,9–1,6 мм Твердые, с металлическим и порошковым сердечником |
| Скорость подачи проволоки: | 30–1200 дюймов/мин 0,8 — 30,5 м/мин |
ABIROB
® W Robotic MIG Gun| АБИРОБ ® Ш 500 | |
| Охлаждение: | с водяным охлаждением |
| Рейтинг: | 550 А перекидной контакт 2 500 A Смешанные газы M 21 (EN ISO 14175) |
| Рабочий цикл: | 100 % |
| Диаметр проволоки: | 0,8–1,6 мм |
Канал подачи проволоки MasterLiner
| Тип: | MasterLiner HD | MasterLiner FLEX |
| Внешний Ø: | 30,0 мм | 22,0 мм (без внешнего шланга) / 34,0 мм (с внешним шлангом) |
| Диаметр проволоки: | макс. 1,2 мм 1,2 мм | макс. 1,2 мм |
| Вес: | ок. 400 г/м (без патрубков, с арамидным покрытием) | ок. 250 г/м (без внешнего шланга) / ок. 400 г/м (с внешним шлангом) |
| Рекомендуемая длина (макс.): | 25,0 м | 25,0 м |
| Радиус изгиба (мин.): | 150 мм | 150 мм |
| Гибкость/прочность на растяжение: | 1.500 Н | 600 Н |
| Соединение: | G 1/8″ и дополнительно | G 1/8″ и дополнительно G 1/4″ (по запросу) |
Лазерный трекер TH6D
| Измерительные линии: | 3 |
| Рабочее расстояние: | 150 мм |
| Скорость измерения: | 60 – 240 Гц |
| Размеры (ШхВхГ): | 70 х 40 х 100 мм |
| Рабочая температура: | от 10°C до 45°C |
Система управления чистым газом EWR 2 / EWR 2
Рабочее напряжение: Входное напряжение: | 24 В пост. 24 В пост. тока |
| Температура среды: | 10–40 °C 14–122 °F |
| Температура окружающей среды: | -10 – +50 °C 50 – 104 °F |
| Относительная влажность: | 20 – 90 % |
| Диапазон расхода: | 2 – 30 л/мин 4,23 – 63,5 кубических футов в час |
| Допуск расхода: | ±1 л/мин |
| Типы шунтов: | 150 А / 300 А / 500 А |
| Давление газа на входе: | 1–6 бар 14,5–87 фунтов на кв. дюйм |
 тока ±20 %
тока ±20 % Когда вы видите такое решение, как робот для сварки катушек, у вас наверняка возникают вопросы. Какие-то простые, какие-то более сложные. Основываясь на ваших отзывах, мы собрали 23 наиболее часто задаваемых вопроса о совместном роботе для сварки катушек, чтобы ответить на них.
Основываясь на ваших отзывах, мы собрали 23 наиболее часто задаваемых вопроса о совместном роботе для сварки катушек, чтобы ответить на них.
1. Каковы основные характеристики робота для совместной сварки катушек?
Полуавтономный
С помощью лазерного сканера, точечного лазера и систем управления с обратной связью SWR автоматически поддерживает расстояние между горелкой и трубой с точностью до 0,1 мм и помогает оператору отслеживать шов, чтобы основное внимание могло оставаться на сварном шве. В зависимости от подгонки, дугового разряда и брызг может потребоваться дополнительное вмешательство оператора для отслеживания шва и контроля высоты.
Совместная работа
Как коллаборативный сварочный робот, SWR соответствует всем требованиям безопасности ISO 15066; следовательно, он не требует ограждения или клетки безопасности. Младший сварщик может стоять рядом с роботом и при необходимости вносить изменения во время сварки.
Длинный вылет
Среди промышленных роботов для сварки катушек у SWR самое большое соотношение радиуса действия к занимаемой площади. При занимаемой площади 16 кв. футов SWR имеет радиус действия 15 футов, что позволяет выполнять сварку модулей труб и катушек длиной до 30 футов включительно.
Эргономичный
Разработанный для полуавтоматической сварки роликов 1G, SWR значительно улучшает эргономику сварки труб, поскольку робот берет на себя тяжелую работу, связанную с последовательным переплетением.
КСВ обеспечивает повторяемость и надежность; Программное обеспечение регистрации NovData™ собирает все доступные данные для каждого прохода сварки для последующего анализа и составления отчетов.
Система наблюдения за сваркой
SWR оснащен системой наблюдения за сваркой, которая может отображать сварку для оператора по мере ее выполнения и записывать видео каждого сварного шва для анализа и будущих улучшений производства.
2. Трубы какого диаметра можно сваривать с помощью SWR?
Базовая модель SWR может сваривать трубы диаметром от 2 до 60 дюймов с помощью соответствующих устройств позиционирования труб.
3. Какие процессы сварки поддерживает робот для сварки катушек?
SWR с одной горелкой использует GMAW или MCAW от корня до крышки.
SWR с двумя резаками использует GMAW или MCAW для корня, а MCAW или FCAW для заполнения и закрытия.
КСВ использует модифицированную форму сигнала короткого замыкания в корне, то есть STT, RMD или LSC.
TIG в настоящее время не предлагается с SWR.
Свяжитесь с нашим отделом продаж, если вы хотите узнать больше о вашем конкретном процессе.
4. Какие материалы можно сваривать с помощью SWR?
SWR может сваривать углеродистые и низколегированные стали, а также нержавеющие и никелевые сплавы. На данный момент функции отслеживания шва и контроля высоты доступны только для углеродистой стали. Заказчики несут ответственность за разработку рецептур никелевых сплавов.
Заказчики несут ответственность за разработку рецептур никелевых сплавов.
5. Робот для сварки катушек автоматически приваривает корень трубы к заглушке?
Да, SWR позволяет переключаться между режимами сварки без отключения дуги.
Стандартным процессом SWR является GMAW со сплошной проволокой. Сплошная проволока имеет умеренный уровень кремнезема (не тяжелый шлак). Этот кремнезем сгорает дугой, когда дуга проходит над ним. Операторы могут видеть это на протяжении всего процесса сварки с помощью системы наблюдения за сваркой.
6. Могу ли я использовать существующий позиционер?
SWR можно легко интегрировать для работы с различными позиционерами, включая Team Industries, LJ, Profax и Preston Eastin. Наша команда может проверить, можем ли мы интегрироваться с вашим конкретным позиционером, брендом, маркой и моделью.
Робот может интегрироваться с 2-5 позиционерами в определенной вами компоновке. На рисунке слева показаны некоторые возможности с 2, 3, 4 и 5 позиционерами.
Встроенные позиционеры, которые не используются для сварки с SWR, можно вращать ножными педалями и использовать для подготовки труб, прихватки, шлифовки.
7. Какие источники питания можно использовать с роботом для сварки катушек? Могу ли я использовать свой существующий источник питания?
Варианты источника питания: Lincoln PowerWave® R450, Miller Auto-Continuum™ 500 и Fronius TPS 400i LSC Advanced. Все агрегаты указаны с источником питания.
Нет, мы рекомендуем приобрести один из упомянутых выше источников питания для использования с КСВ.
8. Какой размер корневого зазора используется при сварке и каковы допуски?
Труба/компоненты подогнаны под стандартное корневое отверстие (зазор) 3/32 дюйма (2,4 мм) с допуском ± 1/32 дюйма.
Lo на трубах
Операторы SWR обучены визуально сканировать трубу до начала сварки для оценки верхнего-нижнего, корневого зазора и проверки прихваток Если Hi-Lo выше значения, указанного в SWR документ с требованиями к фаске, труба должна быть переустановлена. Если Hi-Lo находится в пределах допустимых допусков, оператор может включить функции выдержки резака. Во время корневого прохода оператор может адресовать Hi-Lo, используя асимметричную выдержку и сохранить корень, чтобы сварить корень. Во время проходов заполнения и закрытия оператор использует функцию задержки для управления Hi-Lo. В этом сценарии отслеживание шва с помощью лазера и контроль высоты должны быть отключены для всех проходов, чтобы лучше обеспечить оператор для управления положением резака
Если Hi-Lo находится в пределах допустимых допусков, оператор может включить функции выдержки резака. Во время корневого прохода оператор может адресовать Hi-Lo, используя асимметричную выдержку и сохранить корень, чтобы сварить корень. Во время проходов заполнения и закрытия оператор использует функцию задержки для управления Hi-Lo. В этом сценарии отслеживание шва с помощью лазера и контроль высоты должны быть отключены для всех проходов, чтобы лучше обеспечить оператор для управления положением резака
10. Как SWR относится к подгонке к трубным соединениям, если толщина с двух сторон разная?
Подобно Hi-Lo, операторы SWR учитывают этот сценарий, активируя функцию задержки на более толстой стороне соединения перед началом сварки. Если внутренние диаметры двух сторон не совпадают, операторы должны отшлифовать внутреннюю часть, чтобы убедиться, что носки выровнены, как это было бы при ручной/полуавтоматической сварке. (Фитинги предварительно нагреваются перед сваркой).
11. Подпадает ли КСВ под роботизированную сварку с точки зрения технологии сварки?
В соответствии с отраслевыми стандартами КСВ относится к механизированной сварке, поскольку оператор взаимодействует с машиной и вносит коррективы на лету.
12. Какая площадь пола требуется для КСВ?
Имея размеры 4 x 4 фута, SWR имеет наименьшую площадь в отрасли, где мы обычно видим что-либо от 7 x 30 футов. Таким образом, он не занимает площадь цеха и не мешает производственному потоку.
13. На какую производительность и емкость можно рассчитывать при использовании SWR?
Это зависит от вашего текущего процесса сварки. Один SWR с оператором может производить такую же продукцию, как 4 сварщика, использующие SMAW, и 2-3 сварщика, использующие ручную сварку GMAW.
14. Почему КСВ повышает производительность?
За счет устранения ручного управления горелкой механизированное плетение снижает утомляемость сварщиков, поэтому они могут рассчитывать на более высокую скорость наплавки, более высокую производительность, более высокую скорость движения и возможность выполнять предварительно запрограммированные сварные швы.
15. Какова рентабельность инвестиций в установку SWR?
Имея всего несколько сведений о вашей работе, мы рассчитаем рентабельность инвестиций. Обычно наши клиенты видят окупаемость инвестиций в размере 6-18 месяцев.
16. Как КСВ вписывается в производственный процесс?
SWR предназначен для установки в цехах по изготовлению труб, поскольку его высота не мешает работе мостовых кранов. Кроме того, SWR можно легко припарковать, чтобы пропустить движение транспорта.
17. Сколько времени занимает установка и ввод в эксплуатацию SWR
При условии интеграции с двумя новыми позиционерами (из утвержденного списка) установка SWR занимает два дня, а ввод в эксплуатацию – всего один день.
18. Сколько времени занимает обучение оператора и какой у него должен быть уровень квалификации?
Обучение оператора эксплуатации и техническому обслуживанию занимает 3-5 дней. Операторы должны знать основы сварки труб. Как правило, мы рекомендуем обучить 3–5 операторов, по крайней мере, одному трубосварщику-подмастерью.
Как правило, мы рекомендуем обучить 3–5 операторов, по крайней мере, одному трубосварщику-подмастерью.
19. К каким требованиям Кодекса можно отнести спецификации процедуры сварки (WPS) с помощью SWR?
SWR квалифицировал несколько WPS в соответствии с требованиями раздела IX ASME, включая испытания на удар по Шарпи с полными механическими испытаниями (испытания на изгиб и растяжение) и дополнительными испытаниями на твердость. При необходимости WPS может быть разработан для других кодов.
20. Какие требования к качеству сварного шва могут быть реализованы при производственной сварке с КСВ?
SWR обеспечивает стабильное качество сварных швов во время производства, характеризующееся низкой скоростью ремонта при неразрушающем контроле с радиографическим и ультразвуковым контролем в соответствии с типичными требованиями ASME B31.1 и B31.3.
21. Нужно ли мне создавать новую процедуру сварки при покупке SWR? Могут ли клиенты использовать PQR Novarc как есть?
Кодекс ASME IX совершенно ясно указывает на то, что каждая организация должна разработать и аттестовать свои собственные WPS/PQR и операторов сварки. Novarc может помочь клиентам с этими действиями и использовать свои сертифицированные WPS/PQR для справки/базы. Тем не менее, клиенты не могут использовать Novarc WPS как есть для своих производственных целей, поскольку это было бы несоблюдением нормативных требований.
Novarc может помочь клиентам с этими действиями и использовать свои сертифицированные WPS/PQR для справки/базы. Тем не менее, клиенты не могут использовать Novarc WPS как есть для своих производственных целей, поскольку это было бы несоблюдением нормативных требований.
22. Как я могу контролировать производство?
SWR поставляется с программным обеспечением для мониторинга производства NovData™, которое составляет ежедневные отчеты. Ежедневный отчет включает в себя: время производства, время сварки, диаметр трубы и многое другое. Он также создает файл журнала с отметками времени, в котором указаны напряжение, ток, WFS, скорость перемещения и все другие соответствующие параметры сварки и движения для каждого сварного шва.
В роботизированную руку SWR также встроена камера. С помощью этой функции операторы получают четкое представление изнутри канавки на HMI, когда каждый сварной шов выполняется в режиме реального времени. Система машинного зрения Novarc записывает все видео для последующего анализа.
23. Какой защитный газ требуется?
Защита при сварке зависит от процесса сварки и присадочного металла. Наша техническая команда может помочь вам с конкретными видами сварки. Рекомендуемые газы для труб из углеродистой стали:
- Сплошная проволока: 85 % аргона, 15 % СО2 или 90 % аргона, 10 % СО2 .
- Металлический сердечник: 90 % аргона, 10 % CO2 или 98 % аргона, 2 % CO2
- Флюсовая сердцевина: 75 % аргона, 25 % или 100 % C02
24. Каковы требования к питанию и воздуху для КСВ?
Для SWR требуется 3-фазное питание и сжатый воздух с давлением не менее 85 PSI. Электрическая мощность может быть любым стандартным напряжением от 208В до 600В.
25. Как робот соединяется с ротатором?
Мы заменяем существующий двигатель позиционера/вращателя на серводвигатель, чтобы КСВ мог им управлять.
26. Как работает система безопасности?
SWR имеет встроенные системы контроля скорости и крутящего момента, которые обеспечивают постоянное соответствие скорости и усилия требуемым уровням.
27. Какой объем технического обслуживания требуется для КСВ?
SWR спроектирован как прочная машина. В результате требуется минимальное техническое обслуживание. Обучение техническому обслуживанию включено в обучение роботов. Техническое обслуживание аналогично стандартному сварочному аппарату.
28. Можно ли перемещать КСВ по цеху?
SWR необходимо закрепить на бетонной плите высотой не менее 6 футов. Однако вы можете перемещать его между ранее установленными базовыми позициями с помощью мостовых кранов.
29. Насколько крепко можно прикрепить рычаг SWR к красной мачте для сварки?
Приблизительно 48 дюймов для сварки.
30. Нужен ли кулер для воды, подключенный к нему? Если нет, то как часто его нужно заправлять?
Нет, это система с замкнутым контуром, поэтому при отсутствии утечек пополнение не требуется.
31. Если мы хотим добавить двойную горелку к нашему впечатляющему КСВ, какие изменения нужно будет внести в систему?
К аппарату необходимо добавить несколько деталей, включая комплект усилителя, основной вкладыш, дополнительные кабели и механизм подачи проволоки. К мачте и рычагам манипулятора необходимо добавить резьбовые отверстия и кронштейны для поддержки этих вещей. На выполнение всего, включая тестирование, уйдет максимум 3 дня.
К мачте и рычагам манипулятора необходимо добавить резьбовые отверстия и кронштейны для поддержки этих вещей. На выполнение всего, включая тестирование, уйдет максимум 3 дня.
32. Каков размер подвесного экрана?
Подвесной экран 6,5″.
33. Можно ли использовать КСВ вне трубного цеха?
SWR предназначен для использования внутри помещений. Его можно использовать в поле или на рабочем месте, при условии, что он защищен от непогоды и в диапазоне температур от 5 до 50 градусов по Цельсию.
34. Можно ли копировать данные из одного SWR в другой?
Да, вы можете легко скопировать данные с одного SWR на другой с помощью USB.
35. Насколько тяжелый КСВ?
Приблизительно 3500 фунтов
36. Каковы требования к фаске труб?
См. документ Требования к фаске.
37. Сварка при КСВ идет вертикально вверх или вертикально вниз?
SWR специально разработан для роликовой сварки 1G в соответствии с QW-122. 1. Это означает, что процесс сварки не идет вертикально вверх или вниз. Мы видели, как некоторые клиенты описывают это как «особое положение» в соответствии с QW-133.1
1. Это означает, что процесс сварки не идет вертикально вверх или вниз. Мы видели, как некоторые клиенты описывают это как «особое положение» в соответствии с QW-133.1
. Любые технические требования конечного пользователя в отношении вертикальной сварки вверх или вниз не применимы к сварке вальцами. Назначение и применение такого пункта относится только к сварке в нерабочем положении. Например, испытательное положение 5G или 6G, когда труба неподвижна, а сварочная дуга должна вручную (или с помощью орбитального устройства) перемещаться от 6 до 12 часов (вертикально вверх) или от 12 до 6 часов (вертикально вниз). . Вертикальная сварка вверх или вниз часто использует разные методы сварки (рисунки переплетения), разные классификации электродов, диаметры электродов, разные тепловложения и т. д. Следовательно, по этой причине некоторые конечные пользователи предъявляют особые требования к любому изменению от вертикального вверх к нисходящему. (наоборот).
Содержание
Мое переоборудование автобуса заняло 8 месяцевПереоборудование Эма и Мэтта в школу заняло 2 годаПереоборудование школьного автобуса Молли и Натана заняло 7 месяцевПереоборудование Габриэль и Джеффа в автобус заняло 1 годПереоборудование автобуса Моргана и Глаусио заняло 9 Месяцы Недолгая переделка автобуса Стефана заняла 1 год и 4 месяцаЧасто задаваемые вопросыВидео
Преобразование автобуса в крошечный дом на колесах — это большой проект, и многие люди ставят очень амбициозные сроки только для того, чтобы их планы рухнули, когда переоборудование заняло больше времени, чем они предполагали. В этой статье я расскажу, сколько времени ушло на переоборудование моего собственного автобуса, и мы услышим от пяти других владельцев переоборудования автобусов о сроках их процессов сборки.
В этой статье я расскажу, сколько времени ушло на переоборудование моего собственного автобуса, и мы услышим от пяти других владельцев переоборудования автобусов о сроках их процессов сборки.
Итак, сколько времени занимает переоборудование автобуса? На переоборудование автобуса уйдет от 6 месяцев до 2 лет. Конечно, точные сроки будут варьироваться в зависимости от того, насколько вы опытны, работаете ли вы, ходите в школу или воспитываете семью во время преобразования автобуса, размера автобуса, а также удобств и уровня отделки, которые вы выбираете для своего преобразования.
Мое переоборудование автобуса заняло 8 месяцев
Мы с моим парнем переоборудовали наш 22-футовый автобус @stu.the.bus и жили и путешествовали в нем постоянно последние 3 года. Чтобы упростить задачу, я отвечу на те же вопросы, что и своим друзьям, переоборудовавшим автобусы:
Сколько времени ушло на переоборудование вашего автобуса?
Нам потребовалось 8 месяцев, чтобы переоборудовать наш автобус, и первые 6 месяцев мы работали полный рабочий день. У нас также были обязательства примерно 2 из 4 выходных в месяц, поэтому мы лихорадочно работали в те выходные, которые у нас были свободны. Затем, как только мы уволились с работы, последние два месяца мы работали более или менее полный рабочий день в автобусе. С тех пор мы что-то добавляли и вносили изменения, но через 8 месяцев это стало пригодным для жизни.
У нас также были обязательства примерно 2 из 4 выходных в месяц, поэтому мы лихорадочно работали в те выходные, которые у нас были свободны. Затем, как только мы уволились с работы, последние два месяца мы работали более или менее полный рабочий день в автобусе. С тех пор мы что-то добавляли и вносили изменения, но через 8 месяцев это стало пригодным для жизни.
Это была ваша первая переделка автомобиля?
Да, это было!
Что было самым трудоемким аспектом вашей сборки?
Демонстрация заняла у нас некоторое время. Наш автобус был спроектирован для перевозки студентов, пользующихся инвалидными колясками, поэтому в пол было встроено множество точек крепления для инвалидных колясок, а также несколько сидений и разделителей, которые требовали, чтобы один человек находился внутри автобуса, а один человек находился под полом. удалить их.
Помимо этого, чтобы наши стены идеально подошли к изогнутому потолку, потребовалось довольно много времени (только обнаружил, что для этого есть инструменты гораздо позже, ха-ха), а наши электрические и сантехнические системы заняли довольно много времени, чтобы спланировать, потому что у нас не было опыта.
У нас также была проблема, из-за которой мы случайно просверлили один из наших поворотных проводов, поэтому на диагностику этого, нахождение места и ремонт ушло как минимум целые выходные. Упс.
Было ли что-то проще, чем вы ожидали?
Собрать сантехнику на самом деле оказалось довольно просто. Как я уже упоминал, у нас не было опыта в этом, поэтому поиск всех подходящих частей для нашей системы занял некоторое время, но на самом деле сборка прошла быстро, и с первой попытки все заработало отлично. У нас не было утечек за 3 года, постучим по дереву.
Кроме того, в прошлом году мы сделали некоторые ремонтные работы, которые должны были сделать сразу же, например, мы добавили потолочный вентилятор, встроенные 12-вольтовые светильники в потолке и оконные сетки. Изначально мы не занимались этими проектами, потому что они казались слишком сложными, и мы просто выгорели после 8 месяцев работы над автобусом.
Добавление света и вентилятора после того, как весь автобус уже был готов, было явно сложнее, чем если бы мы делали это только что, когда автобус был пуст, но в целом проекты были довольно простыми.
Оконные сетки были, вероятно, самым простым проектом, который мы когда-либо делали в автобусе, и они имеют ОГРОМНОЕ значение — мы просто использовали наборы экранов из хозяйственного магазина, чтобы сделать индивидуальные экраны и установить их с помощью небольших кронштейнов, которые сделал Аарон. Изменивший правила игры.
Есть ли у вас какие-либо советы для тех, кто начинает свой первый автобусный переход?
Мы решили не сносить наш потолок, потому что он был в очень хорошем состоянии, и мы ничего не добавляли к существующему полу, кроме наклеенных виниловых «досок», потому что Аарон едва может стоять внутри в вертикальном положении, и мы не хотите использовать любое вертикальное пространство с изоляцией или жеманным потолком.
Тем не менее, новичкам я бы посоветовал ПОЛНОСТЬЮ выпотрошить свой автобус, сразу же встроить вентиляторы/свет/электросистему/сантехнику и только потом переходить к следующим шагам, в отличие от того, что мы сделали.
Кроме того, постройте больше хранилищ пресной воды, чем вы думаете, вам понадобится. Мы ставим 21-галлонный бак и имеем два запасных 7-галлонных бака в резерве, которых нам хватает на 1-2 недели, в зависимости от того, насколько мы экономны. Но мы бы хотели, чтобы мы сделали хотя бы 40-галлонный резервуар, так как вода часто заканчивается в первую очередь.
(Видео) Красивая 45 футов. Преобразование туристического автобуса своими руками для пары пенсионеров
Просто стисните зубы и купите батареи LiFePO4 для своей электрической системы. Мы использовали AGM, потому что они были намного дешевле, но теперь нам уже приходится их заменять всего через 3 года. LiFePO4 дают вам гораздо больше полезной емкости, и они служат около 10 лет, поэтому они на самом деле дешевле за цикл, хотя они дороже изначально.
Наконец, может показаться, что автобус никогда не будет сделан, и во многих случаях список дел в конце дня длиннее, чем был, когда вы начали работать, но просто возьмите его один день и одну задачу в время. Вы доберетесь туда, и награда будет стоить борьбы!
Вы доберетесь туда, и награда будет стоить борьбы!
Статьи по теме:
Жизнь в коротком автобусе: 5 штатных сотрудников рассказывают все
Планы этажей Skoolie: 4 шага к ВАШЕМУ идеальному дизайну
Что такое лучший школьный автобус ?
Обращение Эма и Мэтта в школу заняло 2 года
Сначала я поговорил с Эмом и Мэттом из @claysanabus об их процессе обращения. Они усердно работали над своим большим красивым автобусом с поднятой крышей в Оканагане, Британская Колумбия. Вот чем они поделились:
Сколько времени ушло на переоборудование вашего автобуса?
«2 года с небольшими промедлениями! И это еще не до конца! Но мы можем жить в нем с комфортом, просто пока не отключены от сети».
Это была ваша первая переделка автомобиля?
«Да! Но мы обе руки на людях и любим проекты DIY!»
Какой аспект вашей сборки отнимал больше всего времени?
См. также
также
Провайдеры | Свяжитесь с нами — Allergan AestheticsАдреса получателей убытков и держателей залога и контактная информация обновляются ежедневно – бесплатный список | CSS Insurance Services, llcОзеро Комо, Пенсильвания Городские данные | Население, карты, дома, статистика
«Поднимаем крышу, кладем новый лист металла и создаем хороший поток к нижней оригинальной крыше! Если бы мы этого не сделали, мы считаем, что сделали бы это к лету 2020 года».
Было ли что-то проще, чем вы ожидали?
«Приварка новых опорных ребер, либо любая приварка. Мы взяли 2-х часовой курс для начинающих. Мэтт много практиковался, и ему это очень понравилось! Мы думали, что нам придется кому-то платить, или думали, что на это уйдут месяцы!»
Есть ли у вас какие-либо советы для тех, кто начинает свой первый переоборудование автобуса?
«Ооооо да!
- Заранее спланируйте все свои бытовые приборы. Я бы хотел, чтобы мы сделали это и были более организованы с нашим освещением, холодильником, баком с горячей водой, выключателями / розетками и солнечными батареями. Мы должны были заложить все это в план, так как нам пришлось заменить некоторые из этих элементов, которые мы уже купили и установили, но тогда они не сработали. Мы просто не были осведомлены о некоторых вещах и узнали о планировании сборки на собственном опыте.
- После того, как вы разобрались со всеми своими приборами, сначала установите солнечную батарею, прежде чем распылять пену и устанавливать потолок! Потому что все это только мешает.
- Казалось бы, несложно поставить выключатель у кровати, но мы этого не сделали!
- Для наших стен было очень сложно добиться бесшовного вида. Мы поняли, что древесина может сжиматься и расширяться из-за колебаний температуры. Мы предполагали, что скрыть стыки или швы будет несложно, но это почти невозможно. Надо было весь автобус сделать в корабельной обшивке, просто чтобы, если в лесу будет движение, неопытному глазу было бы трудно его увидеть».
 Я бы хотел, чтобы мы сделали это и были более организованы с нашим освещением, холодильником, баком с горячей водой, выключателями / розетками и солнечными батареями. Мы должны были заложить все это в план, так как нам пришлось заменить некоторые из этих элементов, которые мы уже купили и установили, но тогда они не сработали. Мы просто не были осведомлены о некоторых вещах и узнали о планировании сборки на собственном опыте.
Я бы хотел, чтобы мы сделали это и были более организованы с нашим освещением, холодильником, баком с горячей водой, выключателями / розетками и солнечными батареями. Мы должны были заложить все это в план, так как нам пришлось заменить некоторые из этих элементов, которые мы уже купили и установили, но тогда они не сработали. Мы просто не были осведомлены о некоторых вещах и узнали о планировании сборки на собственном опыте.
Переоборудование школьного автобуса Молли и Натана заняло 7 месяцев
Молли и Натан из @blue_the_bus переоборудовали потрясающий автобус среднего размера, украшенный нестандартными фресками на окнах и очаровательной крошечной дровяной печью! Вот что они сказали о процессе переоборудования:
Сколько времени ушло на переоборудование вашего автобуса?
(Видео) Как купить школьный автобус для переоборудования/Руководство по покупке школьного автобуса, о котором никто не просил 🙂
«Всего у нас ушло 7 месяцев, и мы работали полный рабочий день, нон-стоп. Это была наша постоянная работа. У нас также не было предварительных знаний о строительстве, поэтому мы потратили много времени на исследования и изучение всех различных процессов».
Это была ваша первая переделка автомобиля?
«Да, это было. У нас не было предварительных знаний о процессах, связанных с переоборудованием транспортных средств. Мы были влюблены в идею переоборудования автобуса в течение многих лет, поэтому мы сразу же загорелись».
Мы были влюблены в идею переоборудования автобуса в течение многих лет, поэтому мы сразу же загорелись».
На что у вас ушло больше всего времени при сборке?
«Исследования и обучение. По нашим оценкам, половина времени, которое потребовалось нам для завершения преобразования, была потрачена на изучение всего. Дедушка Молли обладал огромными познаниями в столярном деле, так что он много помогал в этом аспекте, но многим другим процессам он научился самостоятельно, за исключением некоторой помощи по электрике и советов друзей.
Сообщество skoolie также было чрезвычайно полезным, отвечая на все наши случайные вопросы по пути.”
Было ли что-то проще, чем вы ожидали?
«Демонстрация оказалась проще, чем мы оба ожидали. Мы ожидали, что на снятие сидений уйдет неделя или две, и мы сделали это за пару дней. Строительство террасы на крыше также оказалось проще, чем мы оба ожидали. Мы многому научились на этом пути, поэтому мы чувствовали, что различные проекты становились легче по мере того, как укреплялись наши навыки».
Есть ли у вас какие-либо советы для тех, кто начинает свой первый автобусный переход?
«Во-первых, действуйте. Вам не нужно быть экспертом, чтобы достичь этой цели. Если вы мечтали об этом в течение многих лет, как и мы, вы можете воплотить это в жизнь, если вы преданы делу и увлечены.
Во-вторых, не стоит недооценивать важность того, чтобы при кадрировании все было ровно. Мы столкнулись с множеством проблем, потому что что-то не было идеально квадратным, поэтому уделите этому шагу много внимания.
Наконец, можно немного отдохнуть, когда что-то не работает. Посвятите день себе. Легко сделать переоборудование автобуса центром своего мира, но не забывайте прислушиваться к себе и брать перерыв, когда это необходимо. Вы вернетесь со свежим взглядом на все».
На переоборудование автобуса Габриель и Джеффа ушло 1 год
Габриэль и Джефф из @studioroam не только построили потрясающую переоборудование автобуса, но и создают удивительные произведения искусства во время путешествий! Они рассказали мне о процессе переоборудования:
Сколько времени ушло на переоборудование вашего автобуса?
«Вероятно, это эквивалентно 6 месяцам непрерывной работы над автобусом в течение почти года с перерывами! У нас не было надежного места для работы над ним, поэтому было много переездов и/или перерывов из-за местоположения, погоды, работы и т. д.! Мы бы сказали, что сейчас она готова на 88%. Еще несколько небольших проектов, которые были отложены, но мы наслаждаемся ею!»
д.! Мы бы сказали, что сейчас она готова на 88%. Еще несколько небольших проектов, которые были отложены, но мы наслаждаемся ею!»
Это была ваша первая переделка автомобиля?
«Несколько лет назад Джефф переоборудовал простой пляжный кемпер (Ford E-150) только в кровать. Мы встретились и решили попробовать #vanlife на полную ставку, поэтому мы переоборудовали небольшой грузовой трейлер с крошечной кухней и студийным пространством для буксировки за кемпером.
Через некоторое время мы решили, что нам нужно что-то лучшее и все-в-одном – отсюда и школа! Так что у нас был минимальный предыдущий опыт, но преобразование школы было определенно огромным проектом для нас обоих!»
На что у вас ушло больше всего времени при сборке?
«Джефф говорит: «Все». Ха-ха, или электрика/проводка. Или подготовка/потрошение. Кроме того, последние 10% того, чтобы сделать его визуально красивым, — отделка и покраска — по-прежнему требуют от нас».
(Видео) Школьный автобус превратили в роскошный дом на колесах всего за 45 тысяч долларов!
Было ли что-то проще, чем вы ожидали?
«Джефф говорит: «Обрамление, потому что автобус такой прочный и не такой ограниченный по весу. Почти все в конечном итоге окажется проще, чем вы думаете, но задача состоит в том, чтобы быть настойчивым и продолжать работать над этим, когда вы устанете!»
Есть ли у вас какие-либо советы для тех, кто начинает свой первый автобусный переход?
«Это будет сложно (если вы не плотник), и вам захочется подвергнуть сомнению все и вся, но в конце концов это того стоит, и вы получите хороший опыт и навыки.
- Будьте терпеливы со своим партнером, если у вас разные взгляды на строительство – общение имеет ключевое значение!
- Убедитесь, что у вас есть место для строительства!
- Купите б/у, если можете, для дерева и т. д. — вам понадобится много!
- Если вы не знаете, что делать/как это сделать – возможно, кто-то уже это сделал, попросите помощи или проведите все исследования!
- Убедитесь, что у вас есть средства для случайного ремонта и замены (или качественные элементы, такие как питание и т. д. — лучше, чем замена).
- Не красьте автобус валиком, как мы. Используйте распылитель, если можете, это сэкономит время и нервы, ха-ха!
- Получайте удовольствие! Записывайте моменты, даже если вы этого не хотите, будет здорово оглянуться назад».
 д. — лучше, чем замена).
д. — лучше, чем замена).Переоборудование автобуса Моргана и Глаусио заняло 9 месяцев
См. также
Жилая стоимость природного газа в 2022 г. [Цены за терм/куб. куб. фут] Отчет о злоупотреблении в доме престарелых | Найдите горячие линии по вопросам жестокого обращения и пренебрежения13 колоний — имена, порядок, Новая Англия, средние и южные колонии ***
Морган, Главио, их четверо детей и собака звонят домой на переоборудованном автобусе @flyingcircusbus! Они построили койки, тонны рабочего места и потрясающую кухню с эспрессо-машиной. Вот чем они поделились:
Сколько времени ушло на переоборудование вашего автобуса?
«Ну, мы еще не закончили, ха-ха! Но я имею в виду, вы когда-нибудь заканчивали проект конверсии? Мы начали наше преобразование 20 апреля 2020 года.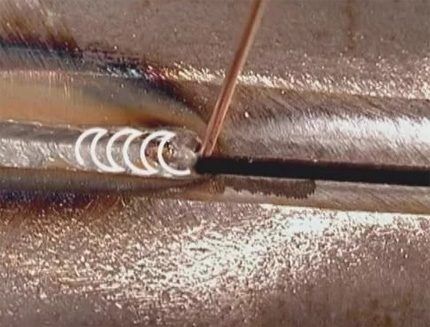 Мы закончили его до такой степени, что оно стало пригодным для жизни, и мы отправились в путь 6 февраля 2021 года».
Мы закончили его до такой степени, что оно стало пригодным для жизни, и мы отправились в путь 6 февраля 2021 года».
Это была ваша первая переделка автомобиля?
«Да, это было. Первый и не последний!»
Что было самым трудоемким аспектом вашей сборки?
«Я бы сказал, что самым трудоемким аспектом сборки было исследование. Да, некоторые части сборки заняли больше времени, чем другие, такие как электрические работы и система домашней автоматизации, но количество времени, которое мой муж потратил на исследования, было безумным».
Было ли что-то проще, чем вы ожидали?
«Нет, ха-ха! Я бы сказал наоборот. Все это отнимало больше времени и требовало больше времени, чем ожидалось».
Есть ли у вас какие-либо советы для тех, кто начинает свой первый автобусный переход?
«Просто прыгайте. Не думайте слишком много. Просто начни и разберись во всем!»
Переоборудование короткого автобуса Стефана заняло 1 год и 4 месяца
Стефану из @bibia_bus удалось втиснуть невероятное количество удобств в короткий автобус — у него есть душ, духовка и столовая, которая трансформируется в запасную кровать ! Вот что он рассказал о своем процессе обращения:
Сколько времени ушло на переоборудование вашего автобуса?
«Мне потребовалось около года и четырех месяцев, чтобы преобразовать. Я купил автобус в конце ноября 2019 года, но первые шесть месяцев владения автобусом я был студентом дневного отделения. В те месяцы я работал в автобусе, может быть, 5-7 часов в неделю, и до апреля 2020 года я дошел до демоверсии лишь частично. Большая часть преобразования произошла в период с апреля 2020 года по март 2021 года».
Я купил автобус в конце ноября 2019 года, но первые шесть месяцев владения автобусом я был студентом дневного отделения. В те месяцы я работал в автобусе, может быть, 5-7 часов в неделю, и до апреля 2020 года я дошел до демоверсии лишь частично. Большая часть преобразования произошла в период с апреля 2020 года по март 2021 года».
(Видео) Самая красивая переделка автобуса, которую я когда-либо видел!!
Это была ваша первая переделка автомобиля?
«Да, это было мое первое обращение».
Что было самым трудоемким аспектом вашей сборки?
«Самой трудоемкой частью моей сборки была электрика. У меня не было опыта работы с электричеством до этой сборки, а это означало, что мне пришлось потратить месяцы на исследования, изучение и проектирование моей системы, прежде чем я стал достаточно уверенным, чтобы взяться за нее.
Я хотел, чтобы моя электрическая часть была спроектирована таким образом, чтобы пространство выглядело и выглядело как дом, а это означало, что все мои провода, фонари, выключатели, розетки и аксессуары были заранее спланированы и вычерчены еще до того, как я смогу их установить. единая стена. Весь этот процесс занял много времени и немного замедлил меня».
единая стена. Весь этот процесс занял много времени и немного замедлил меня».
Было ли что-то проще, чем вы ожидали?
«Моя сборка душа, пожалуй, единственная часть, которая оказалась проще, чем я ожидал. Я боялся строить участок, который должен был выдерживать большое количество воды.
Пришлось устранять многочисленные протечки и места ржавчины, но наличие воды в душе меня немного пугало. Я отложил душ до самого конца, и, возможно, из-за дополнительного опыта, полученного от остальной части сборки, все оказалось относительно просто».
Есть ли у вас какие-либо советы для тех, кто начинает свой первый автобусный переход?
«Мой единственный совет для тех, кто только начинает свое обращение: никогда не недооценивайте ценность правильного инструмента. Я часами пытался справиться с определенными задачами, используя неправильные инструменты, чтобы не покупать инструмент, которого у меня не было.
В конце концов, покупка правильного инструмента сэкономила бы мне кучу времени и даже денег на потраченных впустую материалах в долгосрочной перспективе. Кроме того, владение инструментом — это инвестиция в будущие проекты, а кто этого не хочет?»
Кроме того, владение инструментом — это инвестиция в будущие проекты, а кто этого не хочет?»
Заключительные мысли
Как видите, количество времени, необходимое для переоборудования автобуса, значительно варьируется от человека к человеку. Я знаю некоторых людей, которые построили несколько автобусов и теперь могут провести базовую переделку менее чем за неделю, и я также знаю некоторых настоящих энтузиастов, которые потратили десять лет на одну переделку.
Главное, что нет прописанного графика, и это не гонка. Не перегружайте себя попытками ускорить сборку, потому что это почти гарантия того, что что-то пойдет не так, и тогда на это уйдет вдвое больше времени.
Делайте шаг за шагом и не бойтесь просить о помощи, когда она вам нужна, или делайте перерыв, если этого становится слишком много. Сообщество buslife, как правило, чрезвычайно полезно и способно ответить практически на любой вопрос, который у вас может возникнуть.
Впереди в переоборудовании школьного автобуса:
Где вы паркуете переоборудованный школьный автобус?
Компании по переоборудованию школьных автобусов: 10 Избранное толпы
Какова длина школьного автобуса? (Часто задаваемые вопросы о преобразовании)
См. также
также
Preguntas Y Respuestas Para Examen De ManejoFaculty < George Mason UniversityScac Codes - docshare.tips
Нужен ли CDL для вождения Skoolie? (Часто задаваемые вопросы о преобразовании шины)
Часто задаваемые вопросы
Сколько времени нужно, чтобы преобразовать скули? ›
Многие люди хотят перейти от застревания дома к жизни в дороге, переоборудовав старые желтые школьные автобусы в нестандартные мобильные дома, называемые школами. Как правило, это может занять между шестью месяцами и двумя годами , чтобы полностью превратить школьный автобус в школу.
Показать больше ›
Какой длины школьный автобус с 6 окнами? ›
Самые подвижные школы — это более короткие школы с 4-6 окнами. Короткий автобус имеет длину от 20 до 25 футов . Это делает его идеальным выбором для тех, кто хочет припарковаться в любом месте, где может припарковаться более крупный грузовик.
Короткий автобус имеет длину от 20 до 25 футов . Это делает его идеальным выбором для тех, кто хочет припарковаться в любом месте, где может припарковаться более крупный грузовик.
Узнать больше ›
Какой тип автобуса лучше всего подходит для переоборудования? ›
Лучший школьный автобус для переоборудования — это короткий автобус, такой как наш Thomas MinoTour Ford E-450 , который предлагает большую маневренность, более легкое вождение и парковку, а также лучший расход топлива, чем его более крупные аналоги.
Просмотреть больше ›
Какой самый длинный школьный автобус? ›
Gillig Transit Coach School Bus
| Gillig Transit Coach | |
|---|---|
| Dimensions | |
| Length | 28–40 feet (8. 5–12.2 m) 5–12.2 m) |
| Width | 96 inches (2.4 м) |
| Хронология | |
Прочитать всю историю ›
Сколько времени занимает преобразование автобуса? ›
Если вы можете работать над сборкой полный рабочий день, вы, вероятно, сможете закончить ее в течение 16–20 недель . И если вы наймете профессионала для преобразования, они могут подготовить его к заселению в течение одного-трех месяцев.
Узнать больше ›
Сколько времени нужно, чтобы переоборудовать автобус в жилой дом? ›
Рассчитывайте потратить от 6 месяцев до 2 лет на переоборудование автобуса.
Покажи мне больше ›
Какой длины школьный автобус на 72 пассажира? ›
72-местный автобус будет иметь длину около 34 футов . автобус на 84 пассажира имеет длину около 39 футов. а автобус на 90 пассажиров будет иметь длину более 40 футов.
Узнать больше ›
Нужен ли CDL для вождения школьного автобуса? ›
Чтобы водить школьный автобус, , вы должны иметь водительские права CDL (класса A или B) с допуском для пассажиров (P) и допуском для школьного автобуса (S) . Чтобы получить эту лицензию, вам нужно будет пройти ряд тестов; как письменные, так и основанные на навыках.
Чтобы получить эту лицензию, вам нужно будет пройти ряд тестов; как письменные, так и основанные на навыках.
Узнать больше ›
Какой высоты школьный автобус на 72 пассажира? ›
Внутренняя ширина: 7 футов 6 дюймов. Внутренняя высота: 6 футов 4 дюйма .
Подробнее ›
Сколько стоит автобус? ›
40-футовый междугородний автобус является распространенным автобусом, используемым в больших системах. Этот автомобиль обычно может вместить около 42 амбулаторных пассажиров, если предусмотрено два крепления для инвалидных колясок. Стоимость такого автобуса в среднем составляет от 250 000 до 280 000 долларов . 35-футовый автобус вмещает около 35 амбулаторных пассажиров и стоит около 250 000 долларов.
Этот автомобиль обычно может вместить около 42 амбулаторных пассажиров, если предусмотрено два крепления для инвалидных колясок. Стоимость такого автобуса в среднем составляет от 250 000 до 280 000 долларов . 35-футовый автобус вмещает около 35 амбулаторных пассажиров и стоит около 250 000 долларов.
Продолжайте читать ›
Как долго служат двигатели школьных автобусов? ›
Некоторые двигатели, работающие на альтернативном топливе, такие как пропан или бензин, могут нуждаться в замене два-три раза в течение обычного жизненного цикла школьного автобуса. С другой стороны, экологически чистые дизельные двигатели рассчитаны на 15-20 лет . Разница в сроке службы двигателя заключается в том, как он устроен.
Узнать больше ›
Какой длины 47-местный школьный автобус? ›
Обзор. Второй по величине автобус, имеющий размеры 91 497, 40 футов 91 498 футов в длину, 8,5 футов в ширину и 11 футов 5 дюймов в высоту. Помимо вместимости, автобус такого размера на пять футов короче (40 футов), чем его 56-местный аналог.
Узнать больше ›
Какой самый маленький школьный автобус? ›
Мини-школы включают автобусы общей длиной от 20 до 25 футов.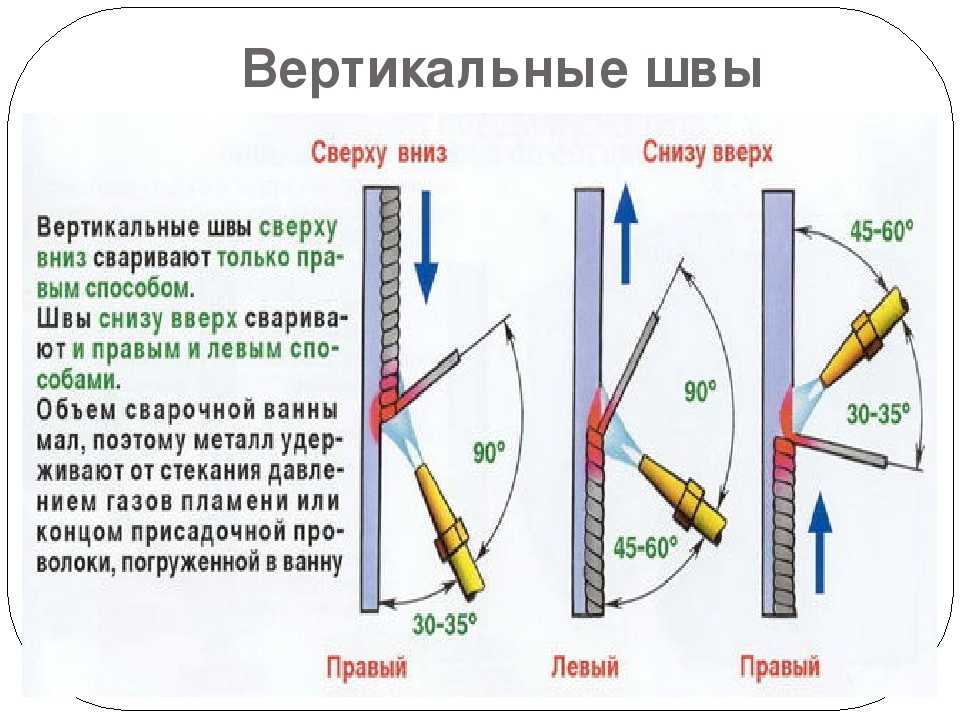 Как правило, они подходят для одного или двух человек и, возможно, одного домашнего животного. Может быть непросто уместить все, что вы хотите, в такой автобус меньшего размера, поэтому ключевым моментом является создание места для хранения везде.
Как правило, они подходят для одного или двух человек и, возможно, одного домашнего животного. Может быть непросто уместить все, что вы хотите, в такой автобус меньшего размера, поэтому ключевым моментом является создание места для хранения везде.
Узнать больше ›
Почему школьные автобусы так высоко над землей? ›
Сиденья школьного автобуса расположены выше над землей , так что большинство встречных транспортных средств находятся ниже ног детей . Четырехдюймовые мягкие сиденья и высокие спинки сидений создают купе для студентов в случае аварии. Сиденья расположены ближе друг к другу, чем в большинстве автомобилей, что создает еще большую безопасную зону.
Подробнее ›
Дешевле ли жить в автобусе? ›
Итак, сколько стоит жить в автобусе? Автобусные пассажиры могут сократить расходы на целых 80% по сравнению с типичной жизнью в большом городе . Расходы могут составлять в среднем от 750 до 1750 долларов или даже больше, в зависимости от больших переменных расходов на дизельное топливо, парковку и ремонт. Продолжайте читать для полной разбивки…
Узнать больше ›
Сколько стоит ремонт Скули? ›
Средняя стоимость переоборудования школьного автобуса для бытовой техники, оборудования, инструментов и сырья составляет около от 20 000 до 30 000 долларов . Это без учета стоимости автобуса. Наем профессионалов для выполнения работ по электричеству, сантехнике, сварке или любой другой квалифицированной работе значительно увеличит общую стоимость школы.
Это без учета стоимости автобуса. Наем профессионалов для выполнения работ по электричеству, сантехнике, сварке или любой другой квалифицированной работе значительно увеличит общую стоимость школы.
Просмотреть больше ›
Сколько стоит построить Скули? ›
Сколько стоит скули? Краткий ответ: от 20 000 до 30 000 долларов за начальную наращивание. Но прежде чем вы решитесь на школьное обучение, необходимо учесть множество других факторов.
Узнать больше ›
Можно ли превратить автобус в дом на колесах? ›
Да, выбрав правильный автобус, тщательно спланировав и спроектировав и проделав много работы (или заплатив за много работы), вы можете получить очень хороший дом на колесах/дом на колесах по цене, намного меньшей, чем дом на колесах коммерческой постройки.
Просмотреть больше ›
Как отремонтировать автобус, чтобы в нем жить? ›
СДЕЛАЙ САМ ШКОЛЬНЫЙ АВТОБУС МАЛЕНЬКИЙ ДОМ, ПРЕОБРАЗОВАНИЕ EP. 1 — Ютуб
Узнать больше ›
Что такое школьный автобус Skoolie? ›
Школа школьный автобус, переделанный в жилое помещение . В результате получилось нечто среднее между крошечным домом и кемпером на колесах. Скули обычно больше похожи на крошечный дом внутри, но все еще сохраняют внешний вид автобуса.
Узнать больше ›
Какой длины 65-местный автобус? ›
Стандартный школьный автобус на 65 пассажиров имеет длину 35 футов . Как правило, большинство автобусов имеют длину от 20 до 45 футов.
Узнать больше ›
Какой длины 66-местный школьный автобус? ›
Если вы заказываете автобус с увеличенным пространством для коленей, ваша длина может быть такой же, как у автобуса с большей пассажировместимостью. Например, автобус типа D в нашем районе имеет длину 35 футов и 72 пассажира (без расширенного коленного пространства), тогда как 66-местный автобус с расширенным коленным пространством имеет длину и 35 футов .
Например, автобус типа D в нашем районе имеет длину 35 футов и 72 пассажира (без расширенного коленного пространства), тогда как 66-местный автобус с расширенным коленным пространством имеет длину и 35 футов .
Продолжайте читать ›
Какой длины 78-местный школьный автобус? ›
Размеры: Внешняя длина: 39 футов 6 дюймов . Внутренняя длина (от сиденья водителя до задней стенки): 34 фута 6 дюймов. Внутренняя ширина: 7 футов 6 дюймов.
Узнать больше ›
Сколько стоит получить CDL? ›
Стоимость школы вождения грузовых автомобилей и сборы CDL будут варьироваться в зависимости от выбранной вами школы и места вашего проживания, но общая стоимость обычно составляет от 3000 до 10 000 долларов США .
Читать полностью ›
Что мне нужно, чтобы стать водителем автобуса? ›
Вы можете устроиться на эту работу, пройдя стажировку водителя пассажирского транспорта. Чтобы начать обучение , вам необходимо иметь как минимум категорию B (водительские права). Ученичество обычно занимает 12 месяцев и представляет собой сочетание обучения на рабочем месте и обучения вне работы.
Подробнее здесь ›
Что такое лицензия класса B? ›
Коммерческое водительское удостоверение класса B требуется для управления одним транспортным средством с полной массой автопоезда 26 001 или более фунтов или для буксировки транспортного средства не тяжелее 10 000 фунтов . Имея CDL класса B и соответствующие допуски, вы можете управлять следующими типами транспортных средств: Прямые грузовики.
Имея CDL класса B и соответствующие допуски, вы можете управлять следующими типами транспортных средств: Прямые грузовики.
Узнать больше ›
Сколько школьных автобусов у синего кита? ›
Синий кит может иметь длину до 100 футов — длина три школьных автобуса — и весят 200 тонн (это восемь самолетов DC-9). Его сердце размером с Volkswagen Beetle, а язык весит как слон.
Узнать больше ›
Как называется короткий автобус? ›
Школьный автобус типа A представляет собой переоборудованный фургон или автомобиль с передней секцией в разрезе. Таким образом, у него обычно есть левая водительская дверь и вход для пассажиров с правой стороны. Школьные автобусы типа А обычно называют «коротким автобусом» — негативный оттенок, который относится к учащимся с ограниченными возможностями.
Таким образом, у него обычно есть левая водительская дверь и вход для пассажиров с правой стороны. Школьные автобусы типа А обычно называют «коротким автобусом» — негативный оттенок, который относится к учащимся с ограниченными возможностями.
Расскажи мне больше ›
На какой высоте автобус над землей? ›
Школьный автобус высотой от 9 до 11 футов . Высота автобуса вызывает беспокойство при проезде под эстакадами и навесами.
Узнать больше ›
Какой двигатель автобуса самый надежный? ›
Самыми надежными и мощными двигателями являются International DT466 и Cummins 8.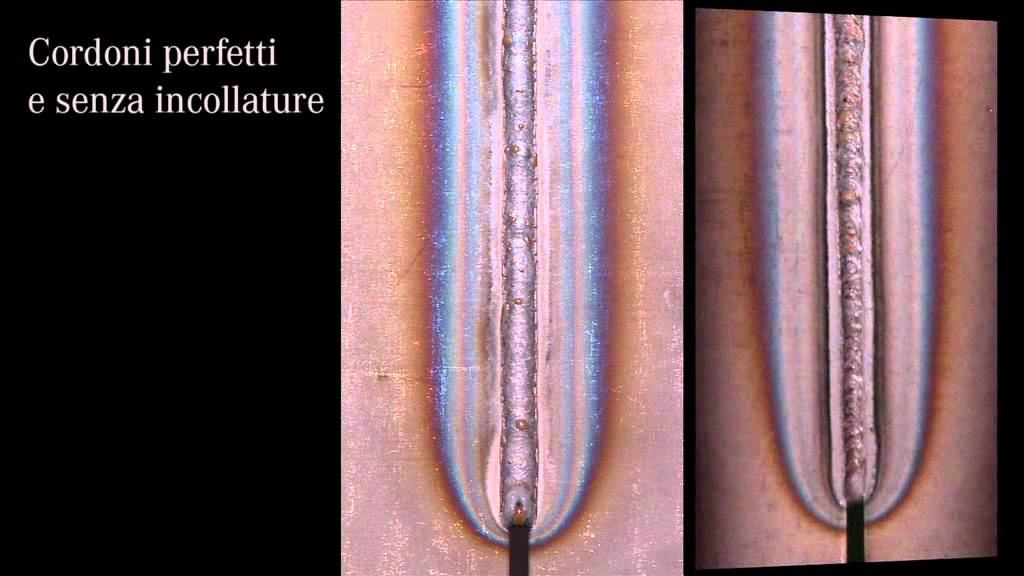 3 , однако они обычно используются в самых больших автобусах. Менее мощные версии этих двигателей, используемые в более коротких автобусах, — это International T444E и Cummins 5.9.
3 , однако они обычно используются в самых больших автобусах. Менее мощные версии этих двигателей, используемые в более коротких автобусах, — это International T444E и Cummins 5.9.
Узнать больше ›
Сколько HP у школьного автобуса? ›
Torque — and Why it Matters for School Buses
| CUMMINS B6.7 DIESEL ENGINE | CUMMINS WESTPORT B6.7N NATURAL GAS ENGINE |
|---|---|
| 200-300 HP | 200-240 HP |
| 660 ФУНТ-ФУТ ПИКОВЫЙ КРУТЯЩИЙ МОМЕНТ | 560 ФУНТ-ФУТ ПИКОВЫЙ МОМЕНТ |
| 660 ФУНТ-ФУТ МОМЕНТ ДОСТУПЕН ОТ 1300-2300 ОБ/МИН | 560 ФУНТ-ФУТ 0 ВА0407 |
Еще 1 ряд
27 июля 2018
Подробнее ›
Сколько миль на галлон проезжает школьный автобус? ›
Автобусы — самый безопасный способ доставить детей в школу, но они также являются пожирателями топлива, которые расходуют всего от 4 до 6 миль на галлон .
Узнать больше ›
Сколько человек вмещает автобус? ›
Стандартный автобус вмещает около 56 пассажиров , но варианты сидения часто варьируются от 36 до 60 мест. Если вы ищете транспортное средство меньшего размера, микроавтобус вмещает 35 пассажиров или меньше. Из них получаются отличные шаттлы для свадеб, фестивалей, корпоративных мероприятий и многого другого.
Продолжить чтение ›
Сколько машин автобус съезжает с дороги? ›
Более половины школьников не могли ездить на учебу или тренировку без автобуса. Полный двухэтажный автобус может убрать с дороги до 75 автомобилей . Если бы все пересаживались на один автомобиль в месяц на автобус, это могло бы сэкономить 2 миллиона тонн углекислого газа.
Полный двухэтажный автобус может убрать с дороги до 75 автомобилей . Если бы все пересаживались на один автомобиль в месяц на автобус, это могло бы сэкономить 2 миллиона тонн углекислого газа.
Узнать больше ›
Сколько стоит лондонский автобус? ›
Компоновка нового автобуса позволяет управлять им одному человеку. Стоимость каждого автобуса составила 91 497 355 000 фунтов стерлингов 91 498 за четырехлетний период закупок. Последний из 1000 новых Routemasters был доставлен в декабре 2017 года.
Подробнее ›
Какой хороший пробег у подержанного автобуса? ›
Если вы видите что-нибудь с меньше, чем 60 000 , по личному опыту я бы сказал, купите это. Поскольку большинство компаний хотят, чтобы автобус использовался эффективно, они часто откладывают его списание до тех пор, пока он не достигнет определенного пробега, например, после 60 000 или 100 000 пробега. Автобусы с МАЛЫМ пробегом встречаются редко, но не расстраивайтесь.
Поскольку большинство компаний хотят, чтобы автобус использовался эффективно, они часто откладывают его списание до тех пор, пока он не достигнет определенного пробега, например, после 60 000 или 100 000 пробега. Автобусы с МАЛЫМ пробегом встречаются редко, но не расстраивайтесь.
Узнать больше ›
Сколько миль слишком много для автобуса? ›
Эти стандарты определяют максимальный возраст и пробег, при которых должен использоваться автобус. Смит сказал, что автобусы прослужат около 12-15 лет и проедут 91 497 250 000 миль 91 498 в нормальных условиях.
Покажи мне больше ›
Сколько миль на галлон расходует дизельный школьный автобус? ›
В среднем вы можете рассчитывать на от 6 до 12 миль на галлон в зависимости от размера и веса вашего автобуса. В частности, вы будете искать от 10 до 12 миль на галлон для короткого автобуса, от 6 до 10 миль на галлон для автобуса среднего размера и 9 миль на галлон.до 10 миль на галлон для полноразмерного автобуса.
В частности, вы будете искать от 10 до 12 миль на галлон для короткого автобуса, от 6 до 10 миль на галлон для автобуса среднего размера и 9 миль на галлон.до 10 миль на галлон для полноразмерного автобуса.
Узнать больше ›
Какой высоты школьный автобус на 71 пассажира? ›
Внешняя длина: 38 футов 6 дюймов. Внутренняя длина (от сиденья водителя до задней стенки): 29 футов 6 дюймов. Внутренняя ширина: 7 футов 6 дюймов. Внутренняя высота: 6 футов 5 дюймов .
Любопытно? Читайте дальше ›
Сколько мест в школьном автобусе? ›
Самые большие школьные автобусы — транзитные модели с плоской передней частью, известные как Type D, — вмещают 9 человек. 1497 до 90 пассажиров . Обычные школьные автобусы — с капотом спереди и входной дверью за передними колесами, они же модели Type C — обычно вмещают около 80 пассажиров.
1497 до 90 пассажиров . Обычные школьные автобусы — с капотом спереди и входной дверью за передними колесами, они же модели Type C — обычно вмещают около 80 пассажиров.
Подробнее ›
Сколько места нужно школьному автобусу для разворота? ›
СТАНДАРТНЫЙ 40-ФУТОВЫЙ АВТОБУС
Типичный внутренний радиус поворота стандартного 40-футового автобуса составляет 21,5 фута , что необходимо для преодоления бордюра. При наименьшем угле поворота задний свес заднего бампера выдвигается на 43,3 фута.
Просмотреть больше ›
Какие бывают 3 типа автобусов? ›
Используются три типа автобусов.
- Адресная шина — передает адреса памяти от процессора к другим компонентам, таким как первичная память и устройства ввода/вывода. …
- Шина данных — передает данные между процессором и другими компонентами. …
- Шина управления — передает управляющие сигналы от процессора к другим компонентам.
Подробнее ›
Почему автобусы плоские спереди? ›
Автобусы транзитного типа, с передним расположением двигателя, с плоской носовой частью
Поскольку двигатель находится рядом с водителем, он может выслушать любые проблемы . Внутри автобуса больше места по длине для большего количества пассажиров. Решетка спереди помогает защитить радиатор и двигатель. Более короткая колесная база означает больший радиус поворота.
Подробнее ›
Сколько стоит школьный автобус? ›
Новые автобусы могут стоить от 90 000 до 290 000 долларов в зависимости от типа. Большинству школ необходимо подать заявку на финансирование и гранты, чтобы покрыть расходы на обновление своего автопарка. Дополнительные инвестиции могут окупиться благодаря более низким первоначальным затратам на техническое обслуживание и более длительному сроку службы каждого автомобиля.
Узнать больше ›
Почему в автобусах нет ремней безопасности? ›
Почему в автобусах не нужны ремни безопасности? По словам транспортных чиновников, наиболее важной особенностью автобуса, которая сводит на нет необходимость установки ремней безопасности, является деление на отсеки 9. 1498 . Сиденья установлены на равном расстоянии друг от друга, разделяя пассажиров на своего рода небольшие «купе».
1498 . Сиденья установлены на равном расстоянии друг от друга, разделяя пассажиров на своего рода небольшие «купе».
Узнать больше ›
Почему крыши школьных автобусов белые? ›
Пилотная программа в Северной Каролине в начале 1990-х проверила теорию о том, что школьный автобус с белой крышей создаст более прохладное впечатление для пассажиров . Результаты были глубокими. Программа обнаружила, что у автобусов с белым верхом внутренняя температура в среднем на 10 градусов ниже, чем у автобусов с желтым верхом.
Узнать больше ›
Какая марка школьного автобуса самая лучшая? ›
10 крупнейших компаний школьных автобусов
- Wayne Corporation. Возглавляет наш список компаний Wayne Corporation. …
- Синяя птица. …
- Gillig Corporation. …
- Уорд Кузовные работы. …
- АмТран. …
- IC Автобусы. …
- Автобусы, построенные Томасом.
 Возглавляет наш список компаний Wayne Corporation. …
Возглавляет наш список компаний Wayne Corporation. …13 марта 2015 г.
Продолжайте читать ›
Как вы ремонтируете автобус у себя дома? ›
СДЕЛАЙ САМ ШКОЛЬНЫЙ АВТОБУС МАЛЕНЬКИЙ ДОМ, ПРЕОБРАЗОВАНИЕ EP. 1 — Ютуб
Узнать больше ›
Каковы внутренние размеры школьного автобуса? ›
Обычно внутренняя часть скули имеет ширину 7,5 футов. В Соединенных Штатах и Канаде максимальная ширина кузова автобуса составляет 102 дюйма (2,59 м), а максимальная длина — 45 футов (13,7 м).
В Соединенных Штатах и Канаде максимальная ширина кузова автобуса составляет 102 дюйма (2,59 м), а максимальная длина — 45 футов (13,7 м).
…
Насколько тяжелая скули?
 В результате получилось нечто среднее между крошечным домом и кемпером на колесах. Скули обычно больше похожи на крошечный дом внутри, но все еще сохраняют внешний вид автобуса.
В результате получилось нечто среднее между крошечным домом и кемпером на колесах. Скули обычно больше похожи на крошечный дом внутри, но все еще сохраняют внешний вид автобуса. com. Для домовладельцев, стремящихся к более простой жизни, и жителей квартир, мечтающих о собственном пространстве, крошечных домов представляют собой вдохновляющий достижимый идеал. — сделайте шаг вперед в приключениях в крошечном доме
com. Для домовладельцев, стремящихся к более простой жизни, и жителей квартир, мечтающих о собственном пространстве, крошечных домов представляют собой вдохновляющий достижимый идеал. — сделайте шаг вперед в приключениях в крошечном доме Внутренняя высота: 6 футов 4 дюйма .
Внутренняя высота: 6 футов 4 дюйма . Второй по величине автобус, имеющий размеры 91 497, 40 футов 91 498 футов в длину, 8,5 футов в ширину и 11 футов 5 дюймов в высоту. Помимо вместимости, автобус такого размера на пять футов короче (40 футов), чем его 56-местный аналог.
Второй по величине автобус, имеющий размеры 91 497, 40 футов 91 498 футов в длину, 8,5 футов в ширину и 11 футов 5 дюймов в высоту. Помимо вместимости, автобус такого размера на пять футов короче (40 футов), чем его 56-местный аналог.
 Эпическая переделка школьного автобуса вне сети
Эпическая переделка школьного автобуса вне сети )
)