Ручная сварка вертикальных швов
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10—15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
Фиг.52.Сварка угловых швов в «лодочку»
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг. 53, а ) угол наклона берется в пределах 15—20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45—50°. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх. При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва.
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг. 54), продолжая одновременно расплавлять основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
- Назад
- Вперед
Сварка вертикальных швов
Сварку швов в вертикальном положении выполнять значительно сложнее, чем в нижнем положении. Расплавленный металл при такой сварке под действием силы тяжести стремится вытекать из сварочной ванны и стекать с электрода вниз. Сварку в вертикальном положении необходимо выполнять короткой дугой, при этом капли расплавленного металла под влиянием сил поверхностного натяжения легче переходят с электрода в сварочную ванну.
Важным
условием качественной сварки является
небольшой объем
сварочной ванны, чтобы сила тяжести не
препятствовала формированию
шва. Для уменьшения объема сварочной
ванны сварку
в вертикальном положении ведут электродами
диаметром не
более 5 мм, величину сварочного тока
устанавливают на 10 – 15%
меньшие; чем при сварке в нижнем положении.
Конец электрода
в процессе сварки необходимо периодически
быстро отводить вверх
и в строну от сварочной ванны, давая ей
возможность затвердеть.
Для уменьшения объема сварочной
ванны сварку
в вертикальном положении ведут электродами
диаметром не
более 5 мм, величину сварочного тока
устанавливают на 10 – 15%
меньшие; чем при сварке в нижнем положении.
Конец электрода
в процессе сварки необходимо периодически
быстро отводить вверх
и в строну от сварочной ванны, давая ей
возможность затвердеть.
Сварку в вертикальном положении можно производить в направлении снизу вверх и сверху вниз, Основным способом является сварка в направлении снизу вверх. При такой сварке дугу возбуждают в нижней точке шва при положении электрода, перпендикулярном плоскости сварки. После образования кратера с ванной: расплавленного металла конец электрода быстро отводят чуть вверх и в сторону, давая расплавленному металлу возможность затвердеть и образовать выпуклость, на которую наплавляют последующие капли металла при продвижении электрода вверх.
Нижележащий
кратер при движении электрода вверх
также способствует
удержанию капель расплавленного металла. Электрод может
быть наклонен к горизонту под углом 15
– 45° как вниз, так
и
вверх (рисунок
10).
Обычно применяют наклон электрода вниз,
при
таком его положении сварщику лучше
наблюдать за формированием
шва. Концу электрода при движении снизу
вверх сообщают
поперечные колебания незначительной
амплитуды для равномерного
прогрева кромок.
Электрод может
быть наклонен к горизонту под углом 15
– 45° как вниз, так
и
вверх (рисунок
10).
Обычно применяют наклон электрода вниз,
при
таком его положении сварщику лучше
наблюдать за формированием
шва. Концу электрода при движении снизу
вверх сообщают
поперечные колебания незначительной
амплитуды для равномерного
прогрева кромок.
При вертикальной сварке сверху вниз дугу возбуждают в верхней точке шва, при этом электрод держат перпендикулярно к плоскости сварки. Как только образуется небольшая ванна расплавленного металла, электрод наклоняют вниз, и перемещают сверху вниз. При этом образуется следующий кратер, капля расплавленного металла удерживается кратером и короткой дугой от стекания вниз. При движении электрода сверху вниз концу электрода можно сообщать поперечные колебательные движения.
Вертикальная
сварка сверху вниз возможна только при
использовании
специальных электродов, дающих небольшое
количество шлака, затвердевающего в
коротком интервале температур, При
такой сварке валик наплавленного металла
(шов) получается значительно
меньшего сечения, чем при сварке снизу
вверх.
При сварке в вертикальном положении многослойных швов с разделкой кромок первый слой рекомендуется выполнять в направлении сверху вниз для лучшего провара корня шва, последующие слои – в направлении снизу вверх. Тонкий металл при сварке в вертикальном положении сваривают способом сверху вниз.
Сварка швов в горизонтальном положении
Сварка швов в горизонтальном положении на вертикальной плоскости еще более затруднительна, чем сварка швов в вертикальном положении, и трёбует более высокой квалификации сварщика. При такой сварке условия формирования шва еще более затруднительны. Величина сварочного тока принимается на 10—20% меньше по сравнению со сваркой в нижнем положении.
Наибольшие
трудности представляет сварка в
горизонтальном положении
однопроходных (однослойных) швов стыковых
соединений
с разделкой кромок. Для лучшего
формирования шва скос
кромки делают только у верхнего листа.
Дугу возбуждают на нижней
нескошённой кромке, проваривают корень
шва, постепенно переводят
ее на скошенную кромку верхнего листа,
поднимая вверх стекающую
каплю металла, заполняя расплавленным
металлом всю
разделку за один проход.
Удобнее сваривать горизонтальные швы в несколько проходов отдельными продольными валиками. Первый валик (корень шва) выполняют электродами диаметром 2 – 3 мм, последующие внутренние валики – диаметром 4 – 5 мм. Последний, отделочный (декоративный), валик выполняют электродами диаметром 4 мм, сообщая концу электрода петлеобразные движения.
Наиболее легко выполняются в горизонтальном положении сварные швы нахлесточных соединений, т. к. горизонтальная кромка нижнего листа образует полочку, удерживающую расплавленный металл.
9.11 Сварка стыков в вертикальном положении сварки
GMAW в вертикальном положении сварки выполняется с использованием метода короткого замыкания или импульсного струйного переноса. Можно также использовать струйный перенос, но только с проволокой малого диаметра и небольшой расплавленной сварочной ванной.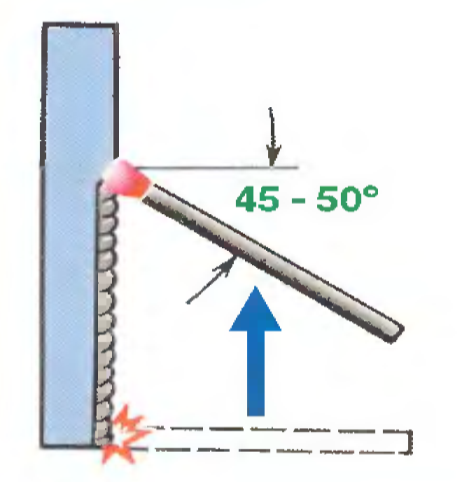 В вертикальном положении сварки ось сварки и поверхность сварки вертикальны.
В вертикальном положении сварки ось сварки и поверхность сварки вертикальны.
GMAW может производиться в гору (снизу вверх) или вниз (сверху вниз). Сварка под наклоном с FCAW более сложна. Флюс может попасть в сварочную ванну. Этого можно избежать, если сварщик сможет держать сварочную ванну впереди расплавленного флюса.
Сварка слева, перпендикулярно и справа может выполняться на вертикальном сварном шве. Как и в других положениях сварки, сварка слева обеспечивает наилучшее проплавление, а сварка спереди — наименьшее.
Сварочная ванна остается относительно прохладной при использовании метода переноса металла методом короткого замыкания. Правильно отрегулированная импульсная струйная дуга обеспечивает время между импульсами для охлаждения сварочной ванны. В некоторых случаях можно использовать перенос струйной дуги, но сварочная ванна должна быть небольшой. Для поддержания небольшой сварочной ванны необходимо использовать более высокую скорость перемещения. Метод короткого замыкания позволяет сохранять сварочную ванну максимально холодной.
9.11.1 Угловой сварной шов внахлестку
На рис. 9-57 показан многопроходный угловой сварной шов, выполняемый в вертикальном положении сварки. Углы электрода и пистолета такие же, как и для других положений. Для лучшего проникновения используйте угол перемещения 5–15°. Следует использовать рабочий угол 45°. Если край металла плавится слишком быстро, отрегулируйте рабочий угол и направьте электрод ближе к плоской поверхности. Убедитесь, что и кромка, и поверхность полностью плавятся при добавлении присадочного металла. Появление С-образной сварочной ванны свидетельствует о хорошем сплавлении.
Рисунок 9-57. Угловой шов внахлестку в вертикальном положении сварки. При сварке используются два прохода. Обратите внимание, что ось сварного шва и поверхность валика расположены вертикально.
9.11.2 Угловой сварной шов на внутреннем угловом соединении
Осевая линия электрода должна располагаться под рабочим углом 45°.