Дуговая сварка вертикальных швов: технология (видео)
(Last Updated On: 24.09.2017)Сварка вертикального шва
Дуговая сварка вертикальных швов – один из методов работы с металлическими поверхностями. Вам нужно сварить металлическую решётку или приварить петли для садовой калитки? Сварка – лучшее решение такой проблемы. Она применяется не только для этих целей. С её помощью можно починить, например, поломанные металлические гаражные ворота, приварить фрагмент железного забора.
Дуговая сварка вертикальных швов проводится по своей, особенной технологии, знать которую должен всякий, кто впервые берёт в руки сварочный аппарат. Кроме самых важных азов, которые описываются в различных методических пособиях для начинающих и профессионалов, постараемся рассмотреть некоторые моменты. Без них начинать работу просто невозможно.
Дуговая сварка: что такое?
Дуговой сваркой называют такой способ соединения двух и более металлических частей, при котором для нагрева материала используется электрическая дуга.
Принцип работы очень простой. К электроду и металлическим частям подсоединяют трансформатор. С помощью электроэнергии, вырабатываемой трансформатором, происходит нагрев до высокой температуры в 7000 градусов по цельсию. При такой температуре плавления происходит смешивание электрода с металлом изделия, а все шлаки выходят наружу, образуя защитную плёнку.
Дуговая сварка вертикальных швов зависит от многих параметров, за которыми желательно следить и по возможности контролировать. Обычно подбирают необходимые значения следующих параметров:
- напряжение электрической дуги;
- силу сварочного тока;
- плюсовую и минусовую полярность;
- толщину электрода;
- положение сварочного соединения в пространстве;
- скорость работы.
Используемый ток
Сила электрического тока, применяемого для сварки, является одной из самых главных характеристик. Они описываются в инструкции, прикладываемой к сварочному аппарату.
Они описываются в инструкции, прикладываемой к сварочному аппарату.
Если такого описания по каким-то причинам не оказалось, то силу тока определим в зависимости от диаметра электрода. Чем он толще, тем мощнее аппарат, тем больше сварочного тока. Может даже получится так, что электрическая дуга будет «плавать», колебаться, менять свою длину.
Соответственно качество шва в этой ситуации ухудшится, увеличится его ширина, а глубина провала намного уменьшится.
Напряжение дуги
После верного определения силы тока, рассчитаем длину дуги. Другими словами – это расстояние от электрода до поверхности металлического изделия. При работе обязательно сохраняем это расстояние неизменным. От этого будет зависеть качество всей работы в целом.
Самой оптимальной длиной дуги считается расстояние между минимальным и максимальным значением короткой дуги.
Оно превышает на один-два миллиметра диаметр электрода. Дуговая сварка вертикальных швов использует исключительно короткую дугу. Диаметр её не должен превышать диаметра электрода.
Диаметр её не должен превышать диаметра электрода.
Полярность электрического тока
У большинства трансформаторов постоянный ток получается путём «выпрямления» переменного. При работе используют как прямую полярность, так и обратную. В первом случае изделие прикрепляется к «плюсу», а сварочный электрод к «минусу». При обратной – зажимы меняют местами.
Обратную полярность обычно используют при сварке тонколистового металла, чтобы не прожечь его насквозь. Такой же полярностью варятся высоколегированные стали, чтобы избежать их перегрева.
Варим вертикальные швы
При вертикальной варке швов капли электрода и расплавленного металла будут капать вниз. Чтобы избежать этого закономерного (с точки зрения физики) процесса, следует электрическую дугу сделать более короткой. При таком способе, благодаря силам поверхностного натяжения, капли жидкого металла будут легче переходить с электрода в углубление кратера.
Ток выбираем минимальный или средний.
Он позволяет варить без подтёков и наплывов металла на изделии.
 Он позволяет варить без подтёков и наплывов металла на изделии.
Он позволяет варить без подтёков и наплывов металла на изделии.Вертикальные швы варим снизу и потом медленно (по степени готовности шва) идём вверх. В таком случае весь расплавленный металл заполняет все углубления, которые находятся ниже.
Положение электрода
Положение электрода тоже может быть различным. В основном угол наклона составляет девяносто градусов, при этом электродуга наиболее эффективно воздействует на поверхность, которую сваривают. При сварке под углом сорок пять или шестьдесят градусов наблюдается неравномерное расплавление материала, ухудшается управление сварочным процессом.
Видео:
Некоторые методы сварки
Дуговая сварка вертикальных швов по своей технологии отличается индивидуальными особенностями работы. Применяют два способа заваривания – «дугой вперёд» и «лестница».
Способ лестницы характерен зигзагообразным движением, постепенно поднимаясь как бы по лестнице снизу вверх. Сложность в выполнении состоит в том, чтобы задержка в месте перехода (подъёма по лесенке) осуществлялась не позднее, чем затвердеет металл в кратере шва. Далее плавный переход на ступеньку выше и т.д. Если время не выдержать и уйти не додержав, то получится выпуклость. В случае передержки – наплыв и чешуя.
Сложность в выполнении состоит в том, чтобы задержка в месте перехода (подъёма по лесенке) осуществлялась не позднее, чем затвердеет металл в кратере шва. Далее плавный переход на ступеньку выше и т.д. Если время не выдержать и уйти не додержав, то получится выпуклость. В случае передержки – наплыв и чешуя.
Некоторые сварщики применяют метод «дугой назад». В данном случае он не оправдывает себя по той простой причине, что в результате получаем чрезмерную выпуклость сварочного шва. Большая часть жидкого металла при этом стекает в цент кратера и застывает.
Кроме перечисленных методов дуговой сварки профессионалы и опытные сварщики применяют и другие варианты при работе с вертикальными швами. Чтобы результат получился качественным, не торопитесь, а старайтесь выполнить все необходимые правила. Удачи в работе!
вертикальный шов | Сварка для начинающих
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
- Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции. А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
- Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
 Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
- Дуга должна быть короткой.
- Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
- При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
- Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
- Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
- Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
- Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.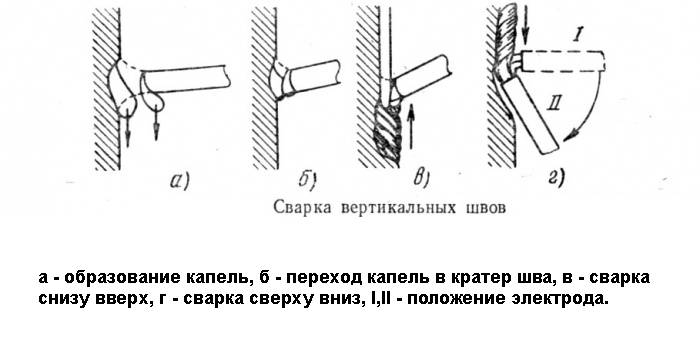 Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Сварка угловых швов в горизонтальном положении. Виды сварочных швов: горизонтальные, вертикальные, потолочные
К атегория:
Техника дуговой сварка
Выполнение вертикальных, горизонтальных и потолочных швов
Вертикальные швы (стыковые и угловые) выполняют в направлении снизу вверх.
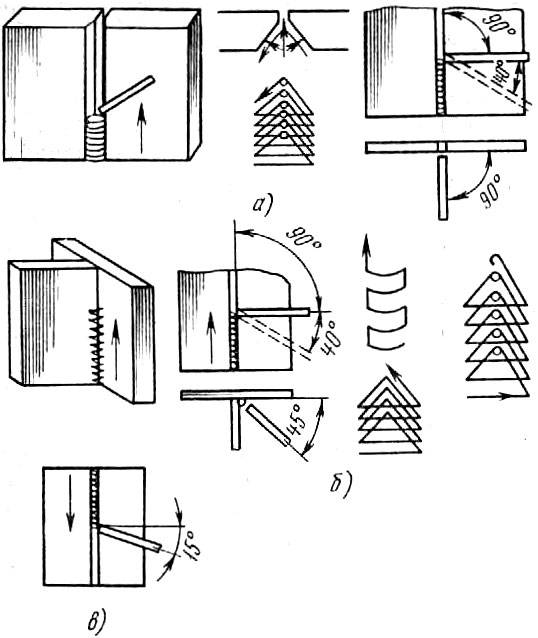
Рис. 1. Положение и движения электрода при сварке в вертикальном положении: а — стыковые швы со скосом кромок, б — угловые швы, в — сварка в направлении сверху вниз
Сварка вертикальных швов электродами больших диаметров и при большой силе тока затруднительна из-за стекания металла и неудовлетворительного формирования шва. Поэтому применяют электроды диаметром до 4 мм, редко 5 мм, а сварочный ток понижают по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 1, в) возможна электродами, дающими тонкий шлак. Металл в сварочной ванне затвердевает быстрее и стекания его практически не происходит. Для вертикальной сварки сверху вниз применяют электроды с целлюлозным, пластмассовым покрытием органического вида (ОЗС
-9, ВСЦ
-1, ВСЦ
-2; ВСЦ
-3 и др.). Производительность сварки сверху вниз выше производительности сварки снизу вверх. Вертикальные швы также удобно выполнять электродами с опиранием покрытия на свариваемые кромки.
1, в) возможна электродами, дающими тонкий шлак. Металл в сварочной ванне затвердевает быстрее и стекания его практически не происходит. Для вертикальной сварки сверху вниз применяют электроды с целлюлозным, пластмассовым покрытием органического вида (ОЗС
-9, ВСЦ
-1, ВСЦ
-2; ВСЦ
-3 и др.). Производительность сварки сверху вниз выше производительности сварки снизу вверх. Вертикальные швы также удобно выполнять электродами с опиранием покрытия на свариваемые кромки.
Горизонтальные и потолочные швы выполнять сложнее, чем вертикальные (рис. 2). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварка должна производиться короткой дугой с достаточно быстрыми колебательными движениями.
Металл толщиной более 8 мм сваривают многопроходными швами. Первый валик в корне горизонтального шва наносится электродом диаметром 4 мм, а последующие — диаметром 5 мм. Первый валик в корне потолочного шва выполняется электродом диаметром 3 мм, а последующие- диаметром не более 4 мм. Валики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
Первый валик в корне горизонтального шва наносится электродом диаметром 4 мм, а последующие — диаметром 5 мм. Первый валик в корне потолочного шва выполняется электродом диаметром 3 мм, а последующие- диаметром не более 4 мм. Валики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10-15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну.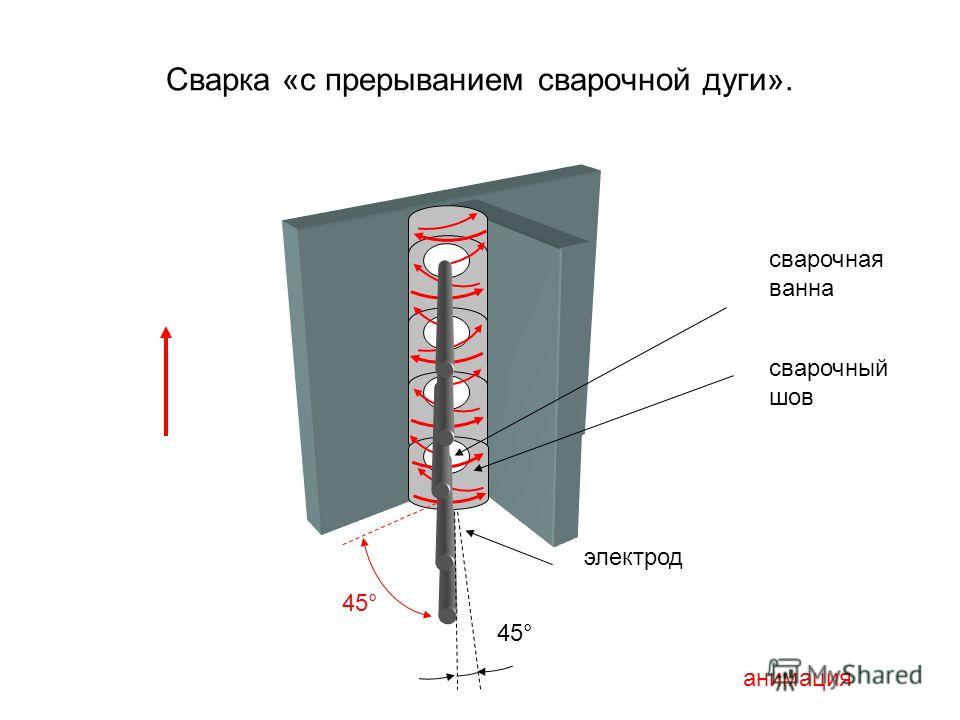
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
Фиг.52.Сварка угловых швов в «лодочку»
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг. 53, а) угол наклона берется в пределах 15-20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45-50°. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх. При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва. На вертикальных швах чешуйки выражены более резко, и по этому признаку вертикальные швы отличаются от нижних.
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг. 54), продолжая одновременно расплавлять основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Прежде, чем приступить к изучению технологии выполнения вертикального сварочного шва, рекомендуем ознакомиться с указанными выше статьями (рассмотренные в них вопросы здесь повторяться не будут). Если возникнут дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. п.), то рекомендуем воспользоваться сервисом «Поиск по сайту». Можно задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Если возникнут дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. п.), то рекомендуем воспользоваться сервисом «Поиск по сайту». Можно задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Предварительные общие замечания
До выполнения сваривания деталей необходимо подготовить металл. Разделка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали фиксируют в необходимом (заданном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Прихватки не позволяют деталям смещаться друг относительно друга.
Во время сварки деталей вертикальным швом расплавленный металл из сварной ванны, под действием собственного веса, будет сползать вниз. Для исключения отрывания капель, следует применять как можно более короткую дугу. Чтобы этого добиться, необходимо кончик электрода подвести по возможности близко к сварной ванне. Если используется не залипающий сварочный электрод, то следует опирать его на одну из свариваемых деталей.
Чтобы этого добиться, необходимо кончик электрода подвести по возможности близко к сварной ванне. Если используется не залипающий сварочный электрод, то следует опирать его на одну из свариваемых деталей.
Вертикальный шов можно варить «сверху-вниз» или «снизу-вверх».
Вертикальный шов «снизу-вверх»
Заметим, что удобнее варить вертикальный шов электросваркой с движением электрода «снизу-вверх». Связано это с тем, что в этом случае электродуга «толкает» сварную ванну вверх и препятствует её опусканию вниз. Это значительно упрощает получение качественного шва. Схема выполнения такого сварного шва показана на рисунке.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх без отрыва». Продемонстрирована техника создания короткого валика:
- движения электрода происходят только вверх-вниз;
- отсутствуют горизонтальные смещения.
В результате, получается очень плоский шов.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх c отрывом». Такой технологический приём может быть более удобен для начинающих, т. к. за время отрыва сварочного электрода металл успевает остыть. Допускается, для упрощения, опирать электрод на полочку сварного кратера. В этом же видеоролике даётся много общих полезных для сварщика советов. Например, показано влияние силы тока на форму шва. В общем случае, сварочный ток должен быть на 5…10 А меньше рекомендованного для выбранных типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется, в основном, экспериментально.
Вертикальный шов «сверху-вниз»
Сварка с движением электрода «сверху вниз» применяется при соединении, главным образом, тонких листов металла. При сварке этим способом тепло сварочной дуги стремится вверх (не обогревая сварную ванну). Поэтому, для получения хорошего проплавления шва, ток следует устанавливать несколько большей величины (на 5…10А), чем при сварке с движением электрода «снизу-вверх».
Техника сварки «сверху-вниз» значительно сложнее предыдущей, и поэтому остановимся на ней более подробно. При выполнении вертикальных швов с движением электрода «сверху-вниз» он располагается перпендикулярно к свариваемой поверхности. После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
Дефекты сварных швов
При выполнении сварочных работ возможны (особенно у начинающих сварщиков) дефекты сварных швов. Причём, некоторые из них критичны, некоторые — нет. Этой теме мы на сайте уделили достаточно внимания и сейчас повторять не будем.
Сейчас мы остановимся только на дефектах, которые характерны для вертикальных швов. Они появляются при неправильном выборе силы тока и величины дуги. В таблице приведён их схематический внешний вид и указаны вызвавшие их причины.
С другими видами дефектов, возникающих при проведении электросварки, и способах их устранения можно ознакомиться в статье . В заключение, предлагаем посмотреть ещё один видеоролик о вертикальной сварке. Желаем успехов!
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
- Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
 Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.


Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект . При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.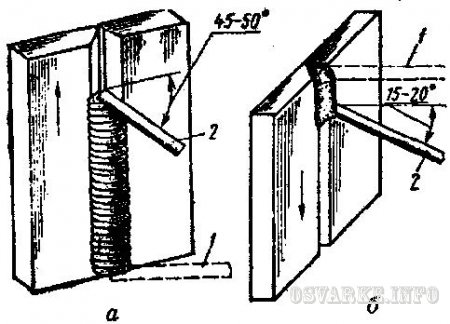
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха.
 Особенно, если используется защитный газ (аргон или углекислый).
Особенно, если используется защитный газ (аргон или углекислый).Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои комментарии в блоке обсуждения этого материала.
Сварка многослойных швов. Сварочные швы: виды швов и соединений
Однослойный однопроходный шов выполняется за один проход. При сварке металла большой толщины шов выполняют слоями, каждый из которых накладывают за один проход (многослойный ) или за несколько проходов (многослойный многопроходный ).
Сварка за один проход предпочтительнее при ширине шва не более 14-16 мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины
МНОГОСЛОЙНЫЙ
чаще — для стыковых швов
I — VI — очередность нанесения слоев
МНОГОСЛОЙНЫЙ МНОГОПРОХОДНЫЙ ДВУСТОРОННИЙ
чаще — для угловых и тавровых
I — III — очередность нанесения слоев; 1 — 8 — очередность наложения швов
Для равномерного прогрева металла по всей длине швы накладывают:
- двойным слоем
- горком
- каскадом
- поперечной
- блоками
- горкой
При способе двойного слоя второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200-400 мм
НАЛОЖЕНИЕ ШВОВ ПРИ ТОЛШИНЕ МЕТАЛЛА БОЛЕЕ 15 ММ
ПРИ КАСКАДНОМ МЕТОДЕ шов разбивают на участки по 200 мм.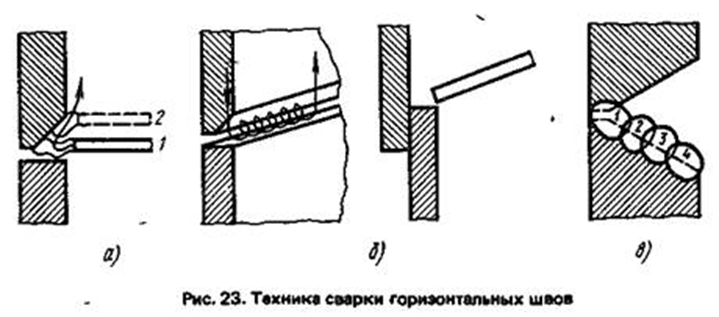 После сварки первого слоя первого участка, не останавливаясь, продолжают укладывать первый слой на соседнем участке.Тогда каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя
После сварки первого слоя первого участка, не останавливаясь, продолжают укладывать первый слой на соседнем участке.Тогда каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя
СВАРКА «ГОРКОЙ» — разновидность каскадного метода. Ведется двумя сварщиками одновременно от середины к краям
Оба метода — это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей
ПРИ СВАРКЕ БЛОКАМИ шов заполняют отдельными ступенями по всей высоте сечения шва. Применяют при соединении деталей из сталей, закаливающихся при сварке
В процессе сварочных работ образуются наиболее надежные соединения. Сварочные швы могут соединять различные материалы. Помимо металла можно варить стекло, пластмассу, керамику. Сварочные работы могут проводиться в разных плоскостях. Поэтому положение шва при сварке зависит от пространственного расположения краев деталей, которые необходимо сварить.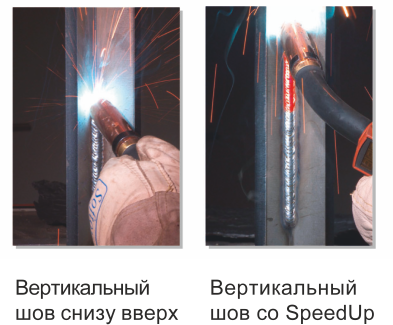
По способу выполнения швы бывают:
- односторонние;
- двухсторонние;
- однослойные;
- многослойные.
Подробнее про классификацию сварных соединений читайте в .По расположению в пространстве и протяженности существуют следующие виды сварки:
- В нижнем положении. Когда сварочный шов располагается под углом 0°к поверхности земли;
- В горизонтальном. Сваривание ведется горизонтально, а деталь размещена под углом от0 до 60 °;
- В вертикальном положении. Сваривание ведется вертикально, а конструкция располагается в плоскости от 60до 120 °;
- В потолочном. Шов находится над сварщиком, а работы ведутся под углом 120-180 °;
- В “лодочку”. Сварка выполняется «в угол», а деталь расположена под наклоном.
Сварочные работы в нижнем положении даже для начинающих не представляют трудностей. Как они проводятся рассказывалось . Для всех остальных необходимы технологические знания.
Сварка вертикальных швов
Как варить вертикальный шов? Когда выполняется сварка вертикальных швов металл подготавливается так, что учитывается тип соединения и толщина элементов.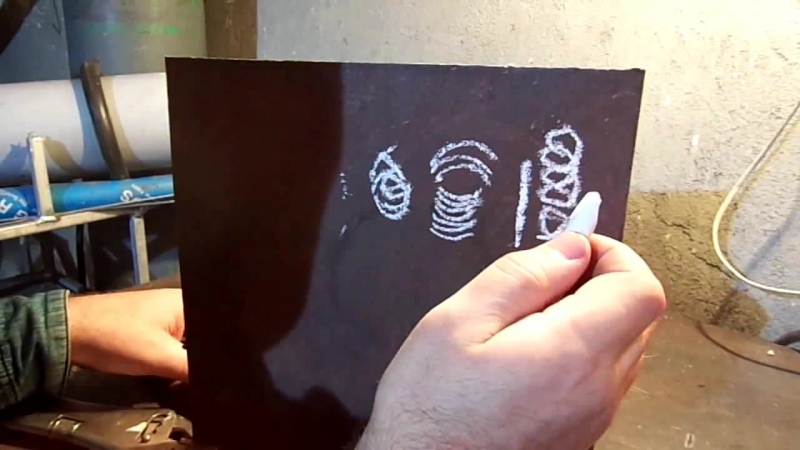 После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
После чего они фиксируются в нужном положении, и прихватываются небольшими поперечными стежками, которые не дают деталям смещаться.
Сварка двух вертикальных пластин
Вертикальный шов сваривается двумя способами: снизу вверх и в обратном направлении. Получить высокое качество вертикального шва легче, когда работаешь снизу вверх, так как сварочная ванна поднимается дугой и не дает ей опускаться.
Сварка вертикального шва снизу вверх без отрыва дуги предполагает движение электрода в одном направлении без смещения по горизонтали. Он наклоняется к плоскости под углом 80-90°. Сварочная дуга оказывает прямое воздействие на деталь, что облегчает управление процессом.
Алготирм сварки:
- В нижней точке возбуждается дуга;
- Подготовка горизонтальной поверхности, равной сечению шва – движение электрода: полумесяцем, “елочкой” или зигзагом;
- Удержание сварочной ванны осуществляется давлением дуги, которая контролируется наклоном электрода.
Движения электродом должны осуществляться довольно быстро, необходим полный контроль над процессом. Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Если сварочная ванна начинает вытекать с одного края, переходите к другому с одновременным движением вверх.
Важно! Не перегревайте металл и не останавливайтесь. Ванна может выпасть, последствием чего может быть прожог.
Свои особенности имеет сварка углового вертикального шва. Сначала наплавляют полочку, затем неспешными манипуляциями электрода наплявляют маталл. Формируется готовый шов при проходе “лесенкой”. Т.е. подняли электрод вправо вверх, капля расплавленного металла застывает между кромками, далее ведем кончик электрода по краю шва влево и вверх, тем самым формирую “чушуйки” надежного соединения.
При сварочных работах с отрывом дуги движения выполняются из одной стороны в другую небольшими поперечными стежками или петельками.
Сварка с отрывом дуги
На форму стыка большое влияние оказывает сила тока. Ток, чаще всего, на 5-10А меньше рекомендованных значений для определенного типа электродов и толщины материала. Хотя это верно не всегда. Поэтому лучше всего её определять экспериментально и брать средние значения.
Сварка горизонтальных швов
Горизонтальные швы на вертикальной поверхности свариваются справа налево и наоборот. Ванна в этом случае будет также стремиться вниз, стекать в нижнюю кромку. Электрод наклоняется под большим углом, который зависит от параметров тока. Ванна обязательно должна оставаться на месте.
При сварке толстого металла идет скок(разделка) только верхней кромки, нижняя при этом, удерживает расплавленный металл в сварочной ванне.
- предпочтительно варить слева направо, так лучше видна сварочная ванна;
- положение электрода немного назад, на шов;
- возбуждение дуги происходит на нижней кромке, далее переводят на верхнюю;
- траектория движения электродом осуществляется по спирали.
Движение электрода по спирали
При стекании металла вниз необходимо увеличить скорость движения и уменьшить нагрев металла. Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Можно выполнять отрывы дуги. В эти промежутки времени металл чуть остывает и прекращается его стекание. Такой же эффект дает снижение силы тока. Только пользуйтесь этими приемами поэтапно.
Совет! Если варить горизонтали для вас в новинку, не наплавляйте много металла, постарайтесь выполнить качественно тонкий шов. Затем, по необходимости, сделайте проход над первым.
Горизонтальные угловые швы в нахлесточных соединениях свариваются достаточно просто, техника выполнения повторяет сварку в нижнем положении.
Сварка потолочных швов
Как варить потолочный шов электросваркой? Такие ситуации могут привести в замешательство неопытных новичков.
Сварщик в этом случае находится в неудобном положении, а капли раскаленного металла с потолка будут срываться вниз. Электрод при таком виде работ расположен перпендикулярно к поверхности. Он должен совершать круговые движения с небольшой скоростью, чтобы расширить соединение. Электрическая дуга обязательно короткая. При длинной дуге будут образовываться подрезы.
При длинной дуге будут образовываться подрезы.
Способы выполнения потолочных швов
Сварка потолочных швов осуществляется по такому же принципу – металл должен затвердеть максимально быстро. Для такого вида работ используются электроды с особым тугоплавким покрытием.
Вместе с круговыми движениями электродами совершаются и вертикальные. При отдалении от ванны дуга гасится. Энергия перестает поступать. Происходит остывание металла и его кристализация, сварочная ванна уменьшается. Таким образом плавление осуществляется коротким замыканием.
К потолочной сварке прибегают в случаях крайней необходимости, когда нет возможности расположить более удобно свариваемые детали. Нагрев металла осуществляется снизу, при этом пузырьки поднимаясь из сварочной ванны оказываются в корне шва, и ослабляют его.
Угловые швы
Сварка угловых швов имеет свои особенности. Сварочный процесс, состоящий из накладываемого соединения одного на другое, осуществляется без предварительной подготовки кромок. Стыки выполняются с обеих сторон угла.
Стыки выполняются с обеих сторон угла.
Когда детали соединяются встык и образуют угол, торец обрезается у одного элемента.
Т-образный тип соединения
Чтобы получить идеальный шов, одна плоскость должна стоять горизонтально, вторая – вертикально. Сваривать угловое соединение обязательно под углом 90°. Когда толщина изделия, которое расположено вертикально, не более 12 мм, тогда в дополнительной обработке нет необходимости. Если же его толщина от12 – 25 мм, необходимо подготовку делать в V-образной форме.
От 25-40 мм производят одностороннюю обрезку скосов U-образной формы.
Свыше 40мм – двухсторонняя обрезка V-образной формы.
Нижний край вертикально расположенного изделия обрезается ровно, а ширина стыка не более 2 мм.
Чтобы угловой стык был хорошо выполнен, необходимо уметь правильно зажигать дугу. Она зажигается перед началом сварочного процесса. Повторно выполняется при обрыве.
При использовании электродов с толстым покрытием, образуется большие участки топленого металла. По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
По причине стекания металла вниз сделать правильную шовную поверхность угла не представляется возможным.
Свариваемые поверхности нужно располагать таким образом, чтобы наклон был 45°и сварку выполнять лодочкой.
Нахлесточные соединения
Свариваемые листы, наложенные один на другой на расстояние 3-5 толщины этих листов, провариваются по периметру, также и по краю угла, образованного при накрытии. Обработка кромок при этом не требуется. Но увеличиваются затраты материала, и соединение утяжеляется. Несмотря на это, такой вариант используется довольно часто.
Особенности кольцевой сварки
Сварка кольцевых швов требуется при соединении труб, различных деталей запорной арматуры. Представляет собой комбинированные виды.
Дуговой электросваркой выполняется вертикальный шов, расположенный сбоку трубы. Горизонтальный шов накладывают по окружности. Также выполняется сварка потолочного шва и нижнего, которые расположены соответственно.
Трубы, изготовленные из стали, чаще всего обвариваются встык. Во избежание наплывов внутри труб, электрод наклоняют не больше 45°к горизонту, стык высотой 3 мм, а шириной – 8.
Перед выполнением кольцевой сварки нужно провести подготовку поверхности:
- Деталь тщательным образом очищается;
- Деформированные торцы обрезаются и выпрямляются;
- На расстоянии 10 мм от края кромки зачищаются до блеска.
Во время сварки ведется непрерывная обработка стыков, а соединения поворотов провариваются в несколько слоев. Каждое соединение зачищается от шлака перед наложением следующего. При нанесении первого – полностью расплавляются все кромки. На случай если обнаруживается наличие трещин, они высекаются и фрагмент вновь проваривается.
Остальные слои накладываются при медленном вращении трубы. Конец предыдущего и начало последующего слоя сдвигают на 15-30 мм.
Заключительный слой обязательно красивый, с ровной поверхностью.
Стыковые швы
Сварка стыковых швов выполняется разными способами:
- В пространстве;
- На съемной подкладке из меди;
- С накладыванием предварительного шва.

При сварке швов в пространстве очень сложно проварить его корень по всей длине. Поэтому лучше использовать съемную пластину из меди, которая в силу своей высокой теплопроводности и технических характеристик препятствует оплавлению подкладки в момент соприкосновения с расплавленным металлом. По окончании работ она легко удаляется.
Недостатком таких соединения является высокая вероятность получения непровара. Во избежание этого дефекта, перед тем как подваривать обратную сторону, в металле вырубают канавку глубиной 2-3 мм. После этого её перекрывают подварочным валиком, затем стык усиливают снаружи.
Сварные многослойные швы
Каждый слой перед наложением нового зачищается от шлаков и остывает. Поэтому сварка многослойных швов отличается от других видов. Для первого слоя используют электроды с диаметром 3-4 мм, а для других – 5-6 мм. Заключительный слой является выпуклостью, а также проводит термообработку предыдущих пластов.
Подварочный шов – важная составляющая многослойного соединения. Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Он выполняется после зачистки и возможно частичного удаления первого стежка, в том месте где велика вероятность скопления дефектов. От того, насколько качественно будет выполнен подварочный шов, зависит надежность всего соединения.
Заключение
Резюмируем, чтобы научиться правильно варить сваркой надо начать с самого простого:
- отработать нужный наклон электродов, производя при этом собирательные движения к соединению деталей.
- научиться сбивать шлак со стыков, которые с каждым разом будут все лучше получаться.
Как правильно варить вертикальный шов электросваркой? Очень важно учесть все рекомендации. Вертикальный шов выполняется немного сложнее горизонтального. Сначала прихватывается в нескольких местах, а затем заполняется постепенно снизу вверх. Таким образом весь зазор заполняется жидким металлом.
Отрабатывайте умения, покупайте аппарат для сварки, электроды, начинайте учиться выполнять красивые швы.
Сварочный шов — линия расплавленного металла на кромках двух стыкующихся конструкций, возникающая в результате воздействия на сталь электрической дуги. Тип и конфигурация швов подбирается для каждого случая индивидуально, ее выбор зависит от таких факторов как мощность используемого оборудования, толщина и химический состав свариваемых сплавов. Такой шов также возникает при сварке полипропиленовых труб паяльником.
Тип и конфигурация швов подбирается для каждого случая индивидуально, ее выбор зависит от таких факторов как мощность используемого оборудования, толщина и химический состав свариваемых сплавов. Такой шов также возникает при сварке полипропиленовых труб паяльником.
В данной статье рассмотрены виды сварочных швов и технология их выполнения. Мы изучим вертикальные, горизонтальные и потолочные швы, а также узнаем, как выполняется их зачистка и проверках на предмет дефектов.
1 Классификация сварочных швов
Классификация швов на разновидности выполняется по многим факторам, основным из которых является тип соединения. По данному параметру швы делятся на:
- шов встык;
- шов внахлест;
- тавровый шов.
Рассмотрим каждый из представленных вариантов подробнее.
1.1 Стыковое соединение
Данный способ соединения применяется при сварке торцевых частей труб, квадратного профиля и листового металла. Соединяющиеся детали размещаются так, чтобы между их кромками оставался зазор в 1. 5-2 мм (желательна фиксация деталей струбцинами). При работе с листовым металлом, толщина которого не превышает 4 мм, шов прокладывается только с одной стороны, в листах 4-12 мм он может быть как двойным, таки одинарным, при толщине от 12 мм — только двойным.
Если толщина стенок деталей составляет 4-12 мм, необходима механическая зачистка краев и заделка кромок одним из нижеуказанных способов. Соединение особо толстого металла (от 12 мм) рекомендовано выполнять с использованием Х-образной зачистки, другие варианты тут невыгодны из-за потребности в большом количестве металла для заполнения образовавшегося шва, что увеличивает расход электродов.
Однако в ряде случаев сварщиком может приниматься решение варить толстый металл одним швом, что требует его заполнения в несколько проходов. Швы такой конфигурации называются многослойными, технология сварки многослойных швов приведена на изображении.
1.2
Нахлесточное соединение применяется исключительно при сварке листового металла толщиной 4-8 мм, при этом пластина проваривается с обеих сторон, что исключает возможность попадания между листами влаги и их последующей коррозии.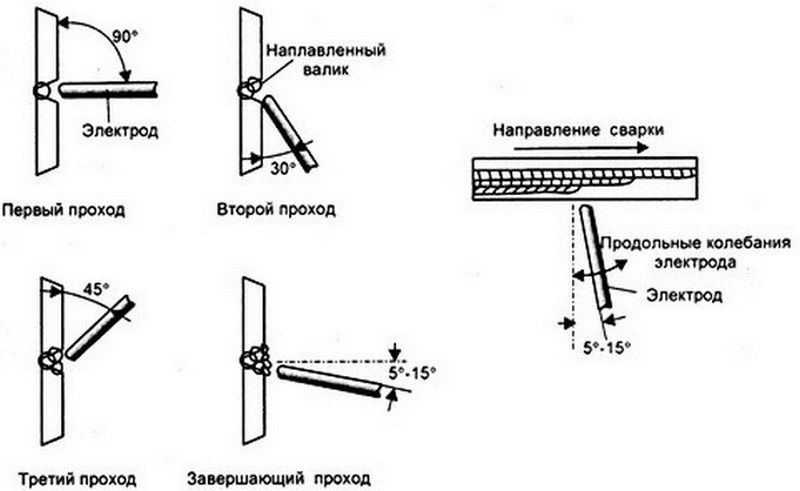
Технология выполнения такого шва крайне требовательна к соблюдению правильного угла наклона электрода, который должен варьироваться в диапазоне 15-40 градусов. В случае отклонения от нормы заполняющий шов металл будет смещаться с линии стыка, что значительно снизит прочность соединения.
1.3 Тавровый шов
Тавровое соединение выполняется в форме литеры «Т», оно может выполнятся как с двух, так и с одной стороны. Количество швов и потребность в разделке торцевой части детали зависит от ее толщины:
- до 4 мм — односторонний шов без разделки торцов;
- 4-8 мм — двойной, без разделки;
- 4-12 мм — одинарный с односторонней разделкой;
- более 12 мм — двухсторонний, двойная разделка.
Одной из разновидностей таврового соединения является угловой шов, используемый для соединения двух перпендикулярных либо наклоненных друг к другу листов металла.
2 Разновидности швов по пространственному положению
Помимо классификации по типу соединения, швы делятся на разновидности в зависимости от положения в пространстве, согласно которому они бывают:
- вертикальные;
- горизонтальные;
- потолочные.

Проблемой выполнения вертикальных швов является сползание расплавленного металла вниз, что происходит из-за силы тяжести. Тут необходимо применять короткую дугу — держать торец электрода максимально близко к металлу. Сварка вертикальных швов требует реализации предварительных работ — зачистки и разделки, которые подбираются исходя из типа соединения и толщины металла. После подготовки детали фиксируются в требуемом положении и производится черновое соединение поперечными «прихватами», которые препятствуют смещению заготовок.
Сварка вертикального шва может выполняться как сверху-вниз, так и снизу-вверх, в плане удобства работы последний вариант предпочтителен. Электрод необходимо удерживать перпендикулярно по отношению к соединяемым деталям, допустимо опирать его на кромки сварного кратера. Движение электрода выбирается исходя из требуемой толщины шва, наиболее прочный стык достигается при поперечном смещении электрода из стороны в сторону и при петлеобразном колебании.
На вертикальных плоскостях швы горизонтального типа выводятся слева-направо либо справа-налево. Сварка горизонтальных швов осложняется стеканием ванны вниз, что требует поддерживания значительного угла наклона электрода — от 80 до 90 0 . Чтобы не допустить наплыва металла в таких положениях необходимо перемещать электрод без поперечных колебаний, способом узких валиков.
Скорость движения электрода подбирается так, чтобы центр дуги проходил по верхней границе шва, а нижний контур расплавленной ванны не доходил до верхнего торца предыдущего валика. Особое внимание тут необходимо уделить верхней кромке, наиболее подверженной образованию различных дефектов. До начала сварки последнего валика нужно обязательно очистить сформированный шов от шлака и нагара.
Наиболее трудными в исполнении являются потолочные швы. Поскольку в таком пространственном положении расплавленная ванна удерживается исключительно поверхностным натяжением металла, сам шов необходимо делать максимально узким. Стандартная ширина валика — не более двукратной ширины используемых электродов, при этом в работе нужно применять электроды диаметром до 4 мм.
Стандартная ширина валика — не более двукратной ширины используемых электродов, при этом в работе нужно применять электроды диаметром до 4 мм.
При прокладывании шва электрод необходимо удерживать под углом от 90 до 130 0 к соединяемым плоскостям. Валик формируется колебательными движениями электрода от кромки до кромки, при этом в крайнем боком положении электрод задерживается, что позволяет избежать подрезов. Отметим, что сварщикам без опыта за потолочные швы браться не рекомендуется.
2.1 Технология сварки потолочных швов (видео)
2.2 Зачистка и контроль дефектов
После формирования шва на поверхности соединенных деталей остается шлак, капли расплавленной стали и окалины, при этом сам шов может иметь выпуклую форму и выступать над плоскостью металла. Устранить данные недочеты позволяет зачистка, которая осуществляется поэтапно.
Первоначально посредством молотка и зубила нужно удалить окалину и шлак, далее с помощью болгарки, укомплектованной абразивным диском, либо шлифовальной машинки, выравниваются соединенные плоскости. Зернистость абразивного круга выбирается исходя из требуемой гладкости поверхность.
Зернистость абразивного круга выбирается исходя из требуемой гладкости поверхность.
Дефекты сварного шва, часто встречающиеся у неопытных специалистов, как правило являются следствием неравномерного движения электрода либо неправильно выбранной силы и величины тока. Некоторые дефекты являются критичными, некоторые можно исправить — в любом случае контроль шва на предмет их наличия является обязательным.
Рассмотрим, какие дефекты бывают и как выполняется их проверка:
Также могут образовываться дефекты в виде трещин, которые появляются на стадии остывания металла. Трещины бывают двух конфигураций — направленные поперек либо вдоль шва. В зависимости от времени образования трещины классифицируются на горячие и холодные, последние появляются после отвердевания стыка из-за чрезмерных нагрузок, которые конкретный тип шва не может выдержать.
Холодные трещины являются критическим дефектом, который может привести к полному разрушению соединения. В случае их образования необходимо выполнить повторную сварку поврежденных мест, если их слишком много — шов нужно срезать и сделать заново.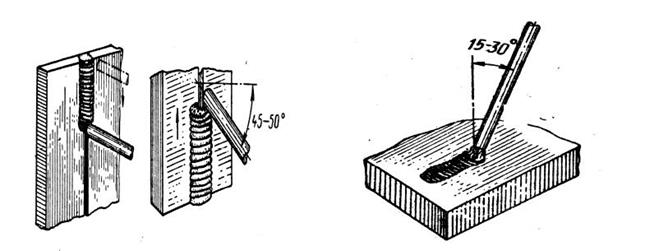
Многослойная сварка обеспечивает получение шва и прилегающей к нему зоны основного металла с необходимыми механическими свойствами. Это обусловлено, как отмечалось, тепловым воздействием накладываемого валика на ранее наложенный слой металла.
Многослойная сварка ввиду многократного воздействия термического цикла сварки на основной металл в околошовной зоне изменяет строение и структуру зоны термического влияния. При сварке длинными участками после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску.
Многослойная сварка выполняется короткими участками, стыки валиков в различных слоях не должны совпадать. При наложении каждого последующего слоя поверхность предыдущего тщательно очищается металлической щеткой до блеска.
Многослойная сварка обеспечивает хороший провар корня шва и значительно повышает плотность сварного соединения.
Многослойная сварка короткими участками может выполняться секциями, каскадным методом или методом горки.
Многослойная сварка также благоприятно влияет на получение менее хрупкой структуры в сварном соединении.
Многослойная сварка ввиду многократного воздействия термического цикла сварки на основной металл в околошовной зоне изменяет строение и структуру зоны термического влияния. При сварке длинными участками после каждого последующего прохода предыдущий шов подвергается своеобразному отпуску. При сварке короткими участками шов и околошовная зона длительное время находятся в нагретом состоянии. Помимо изменения структур, это увеличивает и протяженность зоны термического влияния.
Форма сварочной ванны в зависимости от ее нагрева. — холодная, б-перегретая, в-нормальная. Многослойная сварка чугуна применяется редко и лишь в тех случаях, когда невозможно поддерживать всю ванну в жидком состоянии.
Двухсторонний шов. Многослойную сварку применяют при сварке толстых листов, когда мощность сварочного аппарата недостаточна для заполнения шва в один проход. Иногда многослойную сварку применяют исходя из технологических соображений. При многослойной сварке необходимо делать разделку кромок.
Многослойную сварку ведут способом каскад. При сварке трубопроводов с толщиной стенки более 6 мм и содержанием углерода в металле более 0 18 % следует применять предварительный подогрев, обеспечивающий во время сварки температуру металла шва в околошовной зоне не ниже 200 С. Стык должен завариваться без перегрева. В случае возникновения перегрева необходимо обеспечить медленное остывание и нагрев перед возобновлением сварки до 200 С. Металл сварочной ванны необходимо поддерживать в густом состоянии, чтобы предотвратить выгорание хрома и молибдена. Рекомендуется предварительный подогрев до 250 — 300 С. Применяется одно — и многослойная сварка с наименьшим числом перерывов. После окончания сварки пламя горелки медленно отводят вверх, что способствует более полному выделению газов из расплавленного металла. Хромомо-либденовые и молибденовые стали подвергают термической обработке.
Двухсторонний шов. Многослойную сварку применяют при сварке толстых листов, когда мощность сварочного аппарата недостаточна для заполнения шва в один проход. При многослойной сварке необходимо делать разделку кромок.
При многослойной сварке необходимо делать разделку кромок.
Многослойную сварку выполняют, укладывая три или более электродов в разделку кромок или в угол при положении в лодочку. Ток к электродам подается от нескольких источников. Для устойчивости процесса электроды покрывают стальной накладкой, облицованной слоем листовой меди (рис. IX.9, в), под которую укладывают слой бумаги, предохраняющий накладку от подгорания. При сварке одиночными электродами со стандартным покрытием также необходимо пользоваться указанными накладками.
Многослойную сварку выполняют короткими участками, стыки валиков в различных слоях не должны совпадать. При наложении каждого последующего слоя поверхность предыдущего тщательно очищают металлической щеткой до блеска.
Схемы сварки наклонным (а. Многослойную сварку выполняют, укладывая электроды в разделку кромок или в угол при положении в лодочку. Ток к электродам подают от нескольких источников.
Отжигающий валик. Многослойную сварку элементов толщиной 6 — 15 мм при средней и большой протяженности швов выполняют обратноступенчатым способом, от середины к концам шва. При многослойной сварке каждый предыдущий слой шва как бы отжигается при сварке последующего слоя.
При многослойной сварке каждый предыдущий слой шва как бы отжигается при сварке последующего слоя.
Многослойную сварку элементов толщиной 6 — 15 мм при средней и большой протяженности швов выполняют обратноступенчатым методом, ог середины к концам шва.
Ручную дуговую многослойную сварку конструкций из стали 16Г2АФ толщиной более 16 мм рекомендуется выполнять с использованием так называемой мягкой прослойки. При двусторонней сварке стыковых соединений первый шов следует накладывать со стороны, противоположной прихваткам, в этом случае при обязательной подрубке корня шва прихватки удаляются.
Многослойной сваркой нередко сваривают конструкции из легированных сталей, в которых воздействие термического цикла может повлечь за собой существенные изменения свойств металла. Для таких конструкций определение термического цикла и его регулирование представляет наибольший интерес.
Многослойной сваркой обеспечивается повышенная прочность металла шва и всего сварного соединения по сравнению с однослойной: получается меньший участок перегретого металла в зоне термического влияния сварного соединения, достигается нормализация (отжиг) нижележащих слоев при наплавке последующих. Толщина слоя подбирается такой, чтобы металл предыдущего слоя приобретал мелкозернистое строение. Для сварки незакаливающейся стали толщина слоя многослойного шва составляет 3 — 8 мм в зависимости от толщины и размеров изделия. Металл верхнего слоя шва рекомендуется отжечь газовым пламенем без присадочного металла.
Толщина слоя подбирается такой, чтобы металл предыдущего слоя приобретал мелкозернистое строение. Для сварки незакаливающейся стали толщина слоя многослойного шва составляет 3 — 8 мм в зависимости от толщины и размеров изделия. Металл верхнего слоя шва рекомендуется отжечь газовым пламенем без присадочного металла.
Схемы сварки сквозным валиком при толщине металла, мм.| Сварка ванночками. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная. Поэтому ее применяют только при сварке ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой очистить поверхность предыдущего слоя от окалины и шлаков.
Определение доли участия металла в формировании шва. При многослойной сварке, когда последующий валик (рис. 66, б) накладывают в разделке па основной металл (F0 M) и предыдущий валик (Р 1 — г), их долю в образовании металла тг-го валика также следует учитывать.
Виды соединений.
К многослойной сварке короткими участками прибегают в тех случаях, когда стремятся продлить пребывание металла выше определенной температуры и не допустить быстрого охлаждения его ниже этой температуры. Тепловые воздействия навариваемых коротких слоев складываются и замедляют скорость охлаждения отдельного слоя.
При многослойной сварке каждый слой должен быть перед наложением последующего очищен от шлака и брызг металла. Дугу следует зажигать на наплавленном металле. Кратер должен заплавляться короткими замыканиями электрода. Выводить кратер на основной металл не разрешается. После окончания сварки должен быть удален грат, наплывы металла, брызги и шлак. Шлак удаляют после остывания шва.
Зависимость работы зарождения (а и работы распространения трещины (б в зоне термического влияния однослойного сварного соединения из. При многослойной сварке, особенно при автоматической под флюсом, вследствие наложения температурных полей, каждого слоя создается опасность перегрева металла.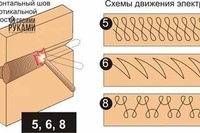
При многослойной сварке надо так организовать работу, чтобы лосле наложения первого слоя сварщик переходил к следующему изделию или участку шва, а подручный тем временем очищал первый слой от шлака. После наложения первого слоя на втором изделии или участке шва сварщик наплавляет второй слой на первом изделии или участке шва, а подручный очищает шов на втором изделии.
При многослойной сварке надо так организовать раооту, чтобы после наложения первого слоя сварщик переходил к следующему изделию или участку шва, а подручный тем временем очищал первый слой от шлака. После наложения первого слоя на втором изделии или участке шва сварщик наплавляет второй слой на первом изделии или участке шва, а подручный очищает шов на втором изделии.
При многослойной сварке отдельные накладываемые валики должны быть по возможности одинакового сечения. Это условие диктуется необходимостью уменьшить закалку свариваемой стали в зоне термического влияния шва. Зона отпуска от наложения последующих валиков частично проходит по — зоне закалки предыдущих валиков и отпускает ее. В результате этого вся зона термического влияния может быть равномерно отпущена.
В результате этого вся зона термического влияния может быть равномерно отпущена.
При многослойной сварке надо так организовать работу, чтобы после наложения первого слоя сварщик переходил к следующему изделию или участку шва, а подручный тем временем очищал первый слой от шлака. После наложения первого слоя на втором изделии или участке шва сварщик наплавляет второй слой на первом изделии или участке шва, а подручный очищает шов на втором изделии.
При многослойной сварке отдельные накладываемые валики должны быть по возможности одинакового сечения. Это условие диктуется необходимостью уменьшить закалку свариваемой стали в зоне термического влияния шва. Зона отпуска от наложения последующих валиков частично проходит по зоне закалки предыдущих валиков и отпускает ее. В результате этого вся зона термического влияния может быть равномерно отпущена.
При многослойной сварке надо так организовать работу, чтобы после наложения первого слоя сварщик переходил к следующему изделию или участку шва, а подручный тем временем очищал первый слой от шлака. После наложения первого слоя на втором изделии или участке шва сварщик наплавляет второй слой на первом изделии или участке шва, а подручный очищает шов а втором изделии.
После наложения первого слоя на втором изделии или участке шва сварщик наплавляет второй слой на первом изделии или участке шва, а подручный очищает шов а втором изделии.
При многослойной сварке нужно тщательно зачищать каждый валик от окисной пленки, характеризующейся появлением цветов побежалости. Сварку продольных швов следует начинать и заканчивать на технологических выводных планках из того же металла, что и свариваемые изделия. После окончания сварки инертный газ (подается до полного остывания нагретых участков. Техника сварки импульсной и непрерывной дугой одинакова.
При многослойной сварке после выполнения корневого шва проковывают все последующие слои.
При многослойной сварке после наложения каждого слоя необходимо зачистить шзы и свариваемые кромки от шлака и устранить обнаруженные дефекты.
Схематическое изображение работы при сварке различных. При многослойной сварке каждый слой тщательно очищают. Число слоев определяют исходя из диаметра электрода.
При многослойной сварке каждый слой ш а должен быть тщательно очищен от шлака и брызг металла; если в слое имеются поры, раковины и трещины, их надо вырубить.
При многослойной сварке после наложения каждого слоя необходимо зачистить швы и свариваемые кромки от шлака и устранить обнаруженные дефекты.
При многослойной сварке слои наплавляются поочередно с обеих сторон или же, если невозможно поворачивать изделие, сварку ведут в вертикальном положении, одновременно с двух сторон.
При многослойной сварке каждый предыдущий шов должен быть зачищен от шлака и брызг перед наложением последующего слоя шва.
При многослойной сварке каждый последующий слой ведут в направлении, обратном предшествующему, замыкающие участки каждого слоя располагают вразбежку по отношению друг к другу. Это улучшает качество сварки.
При многослойной сварке каждый слой сваривается только после остывания предыдущего. В качестве источников тока для дуговой сварки используются сварочные преобразователи, трансформаторы и выпрямители.
При многослойной сварке каждый слой тщательно очищают. Число слоев определяют, исходя из диаметра электрода.
В процессе выполнения сварочных работ получаются различные способны соединять не только металлы, но и другие разнородные материалы. Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
Состыкованные в неразъемный узел элементы представляют собой соединение, которое можно разграничить на несколько участков.
Зоны сварочного соединения
Соединение, полученное в процессе сварки, разбивают на такие зоны:
- Место сплавления — граница между основным металлом и металлом полученного шва. В этой зоне находятся зерна, которые отличаются по своей структуре от состояния основного металла. Происходит это из-за частичного расплавления во время сварочного процесса.
- Область термического влияния — зона основного металла, которая не подверглась оплавлению, хотя в процессе нагрева металла структура ее была изменена.
- Сварочный шов — участок, который образовался во время кристаллизации в процессе остывания металла.
Типы сварочных соединений
В зависимости от расположения стыкуемых изделий друг относительно друга соединения делятся на такие типы:
- Встык. Состыковка элементов конструкции осуществляется в одной плоскости торцами друг к другу. В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
- Угловое соединение. В этом случае совмещение торцов производится под углом. Сварочный процесс осуществляется на примыкающих краях деталей.
- Соединение внахлест. Детали под сварку расположены параллельно с частичным перекрытием.
- Торцевое соединение. Свариваемые элементы совмещены параллельно друг другу и состыкованы по торцам.
- Тавровое соединение. В этом случае торец одной детали примыкает к боковой части другой под углом.
 В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.
В зависимости от различной толщины соединяемых деталей торцы могут относительно друг друга вертикально смещаться.Сварочные соединения также характеризуют виды сварочных швов, квалифицировать которые можно по некоторым признакам.
Показатели сварного шва
Существует несколько параметров, по которым можно охарактеризовать все полученные сварочные швы:
- ширина — это размер между границами шва, которые прорисовываются видимыми линиями сплавления;
- корень шва — обратная его сторона, которая находится в максимальной удаленности от лицевой части;
- выпуклость — определяется в наиболее выпуклой части шва и обозначается расстоянием от плоскости основного металла до границы наибольшего выступа;
- вогнутость — этот показатель актуален, если имеет место в сварном шве, потому что, по сути, является дефектом; определяется данный параметр в том месте, где шов имеет наибольший прогиб — от него до плоскости основного металла измеряется размер вогнутости;
- катет шва — он имеет место только в угловом и тавровом соединении; измеряется этот показатель наименьшим расстоянием от боковой поверхности одной свариваемой детали до ограничительной линии шва на поверхности второй.
Виды швов по способу выполнения
Виды сварочных швов по пространственному положению и протяженности
Различают такие положения сварки:
- нижнее, когда свариваемый шов находится в нижней горизонтальной плоскости, т. е. под углом 0º относительно земли;
- горизонтальное, направление сварки ведется горизонтально, а деталь может находиться под углом от 0º до 60º;
- вертикальное, в этом положении свариваемая поверхность находится в плоскости от 60º до 120º, и сварка ведется в вертикальном направлении;
- потолочное, когда работа проводится под углом 120-180º, то есть сварочные швы расположены над мастером;
- «в лодочку», это положение относится только к угловым или тавровым соединениям, деталь выставляется под наклоном, и сварка ведется «в угол».
Разбивка по протяженности:
- непрерывные, так выполняются практически все швы, но бывают и исключения;
- прерывистые швы, они имеют место только в угловых соединениях; двухсторонние швы такого типа могут выполняться как в шахматном, так и в цепном порядке.
Разделка кромок
Эта конструктивная особенность применяется в том случае, когда толщина металла, используемого для сварки, больше размера 7 мм. Разделка кромок — это удаление металла с кромок в определенной форме. Данный процесс выполняется при однопроходной сварке стыковых швов. Это необходимо для того, чтобы получить правильный сварочный шов. Что касается толстого материала, разделка необходима для того, чтобы проплавить первоначально корневой проход и затем следующими наплавляемыми валиками, равномерно заполняя полость, проварить металл по всей толщине.
Разделку кромок можно выполнять, если толщина металла не меньше 3 мм. Потому что более низкое ее значение приведет к прожогам. Разделка характеризуется такими конструктивными параметрами: зазор — R; угол разделки кромок — α; притупление — с. Расположение этих параметров показывает чертеж сварочного шва.
Разделка кромок увеличивает количество расходных материалов. Поэтому данную величину всячески пытаются минимизировать. Она подразделяется на несколько видов по конструктивному исполнению:
Она подразделяется на несколько видов по конструктивному исполнению:
- V-образная;
- X-образная;
- Y-образная;
- U-образная;
- щелевая.
Особенности разделки кромок
Для малых толщин свариваемого материала от 3 до 25 мм обычно применяется односторонняя V-образная разделка. Скос может выполняться на обоих торцах или на одном из них. Металл толщиной 12-60 мм целесообразно сваривать с двухсторонней X-образной разделкой. Угол α при разделке в X, V форме равен 60º, если скос выполняется только на одной кромке, тогда значение α будет равно 50º. Для толщины 20-60 мм наиболее экономным будет расход наплавляемого металла при U-образной разделке. Скос также может быть выполнен по одному или по обоим торцам. Притупление составит 1-2 мм, а значение зазора будет равно 2 мм. Для большой толщины металла (свыше 60 мм) самым эффективным способом будет щелевая разделка кромок. Для сварного соединения очень важна данная процедура, она влияет на несколько факторов шва:
Стандарты и ГОСТы
- Ручная швы и соединения по ГОСТу 5264-80 включают типы, конструктивные размеры для сварки, покрытые электродами во всех пространственных положениях. Сюда не входят только трубопроводы из стали.
- Сварка стальных трубопроводов. ГОСТ 16037-80 — определяет основные типы, разделку кромок, конструктивные размеры при механизированном способе сваривания.
- из меди и медно-никелевых сплавов. ГОСТ 16038-80.
- Дуговая сварка алюминия. ГОСТ 14806-80 — форма, размеры, подготовка кромок для ручной и механизированной сварки алюминия и его сплавов, процесс выполняется в защитной среде.
- Под флюсом. ГОСТ 8713-79 — сварочные швы и соединения выполняются автоматической или механизированной сваркой на весу, на флюсовой подушке. Распространяется на толщину металла от 1,5 до 160 мм.
- Сварка алюминия в инертных газах. ГОСТ 27580-88 — стандарт на ручную, полуавтоматическую и Она выполняется неплавящимся электродом в инертных газах с присадочным материалом и распространяется на толщину алюминия от 0,8 до 60 мм.
 Сюда не входят только трубопроводы из стали.
Сюда не входят только трубопроводы из стали.Обозначение сварочного шва
Согласно нормативным документам наличие сварочных швов показывается на или на общем виде.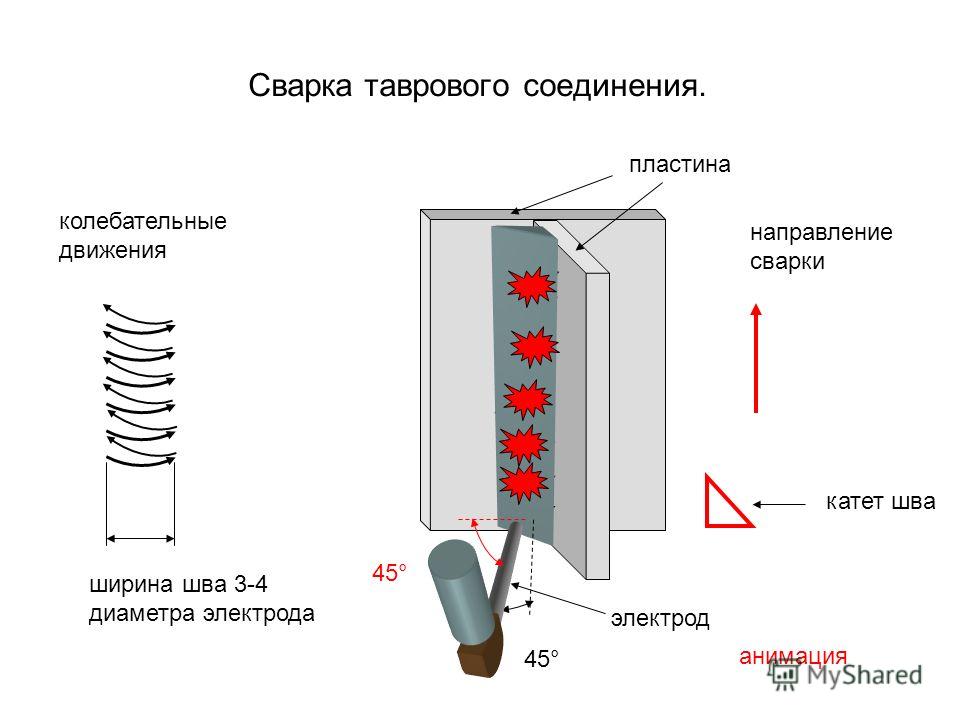 Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
Изображаются сварочные швы сплошными линиями, если они видимые. А если наоборот — то штриховыми отрезками. От данных линий отводятся выноски с односторонними стрелками. Условное обозначение сварочных швов выполняется на полке от выноски. Надпись делается над полкой, если шов находится на лицевой стороне. В обратном варианте обозначение будет находиться под полкой. Сюда включается информация о шве в такой последовательности:
- Вспомогательные знаки. На пересечении выноски с полкой может стоять значок:
○ — замкнутый шов;
┐ — сварка шва производится при монтаже.
- их конструктивных элементов и ГОСТ соединения.
- Наименование шва по стандарту.
- Способ сварки по нормативным стандартам.
- Указывается катет, этот пункт касается только угловых соединений.
- Прерывистость шва, если таковая имеет место. Здесь указывается шаг и расположение отрезков сварки.
- Дополнительные значки вспомогательного значения. Рассмотрим их отдельным пунктом.
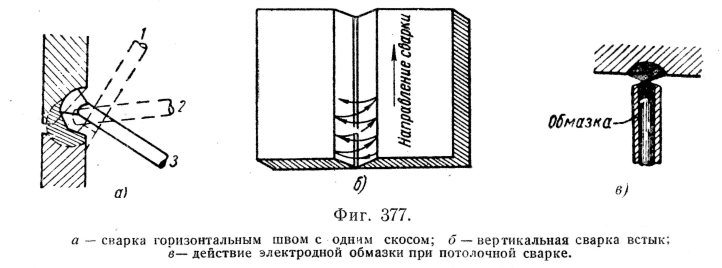
Вспомогательные обозначения
Эти знаки также наносятся сверху полки, если сварочный шов на чертеже видимый, и под ней, когда невидимый:
- —снятие усиления шва;
- обработка поверхности, которая обеспечит плавный переход к основному металлу, исключив наплывы и неровности;
- шов выполняется по незамкнутой линии; этот знак применяется только к видимым на чертеже сварочным швам;
- чистота обработки поверхности сварного соединения.
Для упрощения, если все швы конструкции выполнены по одному ГОСТу, имеют одинаковые разделки кромок и конструктивные размеры, обозначение и стандарт на сварку указываются в технических требованиях. В конструкции могут быть не все, но большое количество одинаковых швов. Тогда их разбивают по группам и присваивают им порядковые номера в каждой группе в отдельности. На одном шве указывают полное обозначение. На остальных ставят только порядковые номера. Количество групп и число швов в каждой из них должно быть указано в нормативной документации.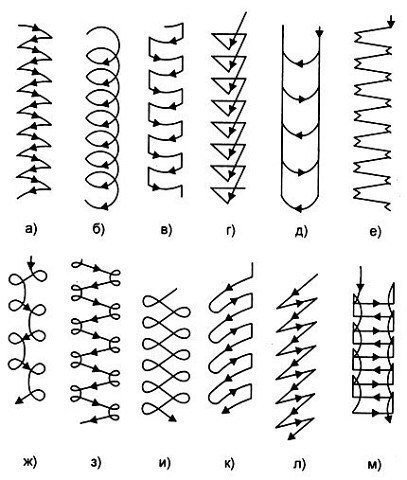
Сварка электродом вертикальный шов — Стройпортал Biokamin-Doma.ru
Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов. Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.
Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону.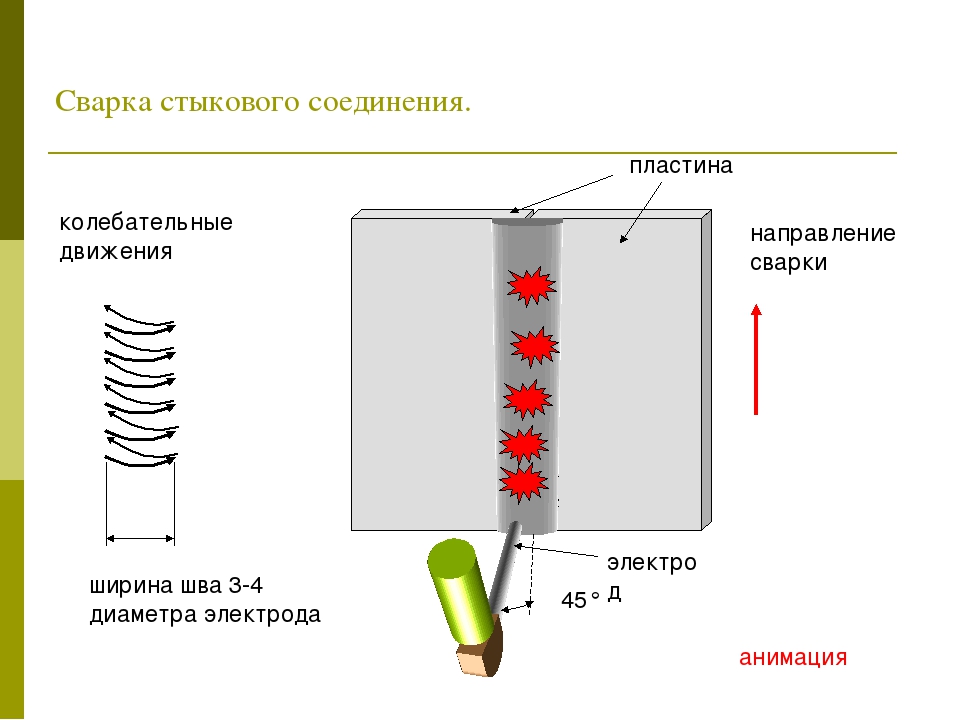 Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0.5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность.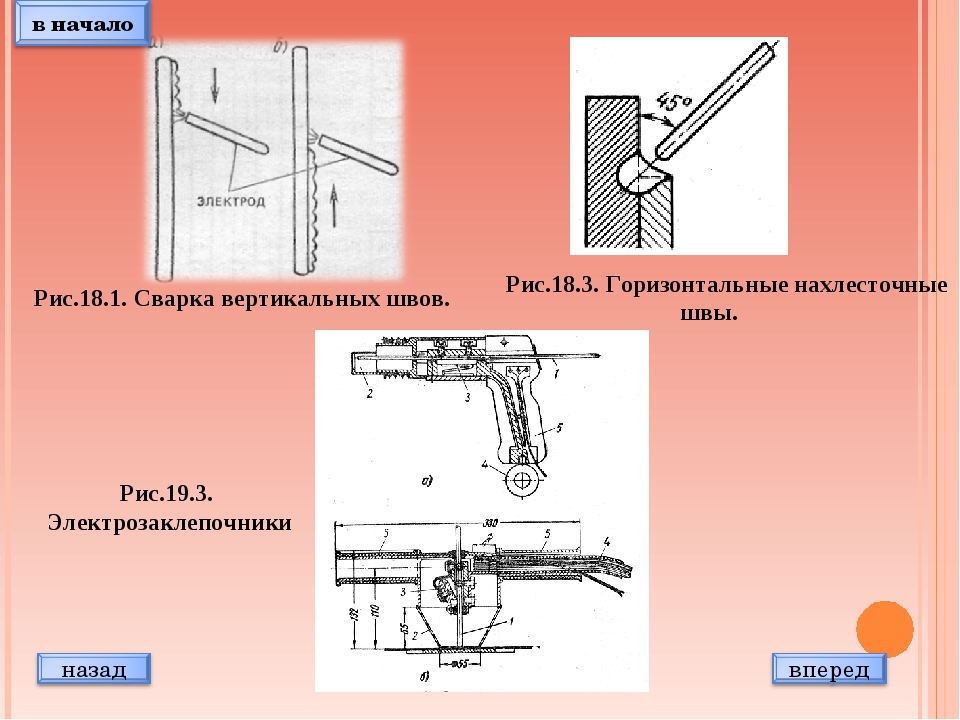 Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
Как варить вертикальный сварочный шов
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
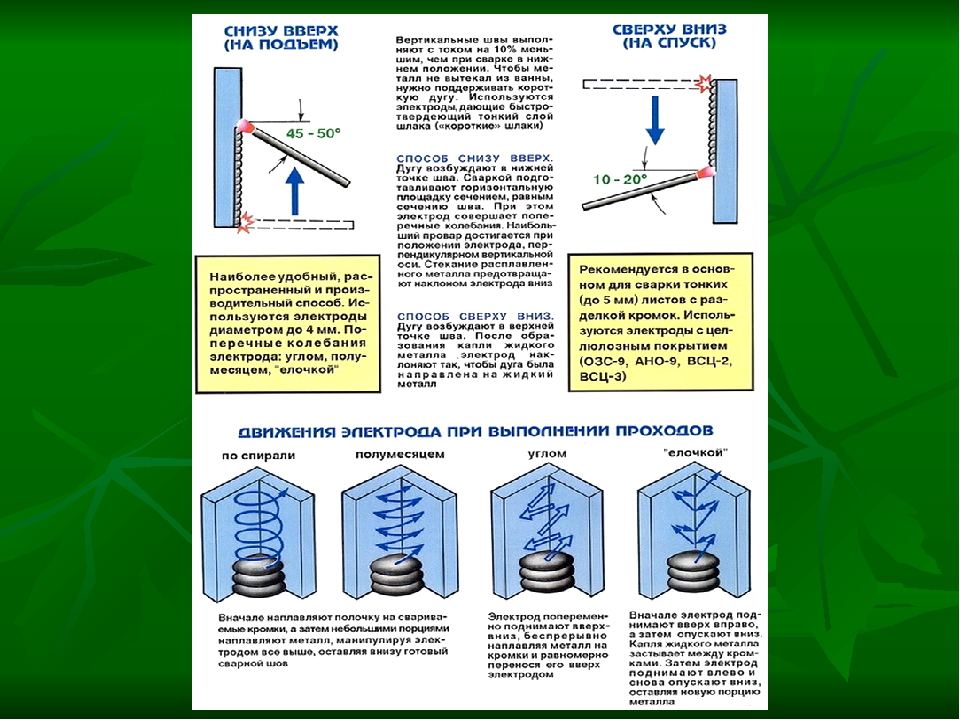
Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Как варить вертикальный шов электросваркой: правильная сварка инвертором для начинающих
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Секреты сварки электродом
Сварка электродом — достаточно сложный технологический процесс. Но если нужно научиться варить для себя, то, начинать обучение, лучше всего на практике. Взяли электрод, вставили его в электрододержатель, и, попробовали варить. Сначала толстый металл, затем тонкий, поменяли положение сварки. Так приходит опыт.
Что же касается знаний, то их можно получить из книг или интернета. Сегодня с этим проблем абсолютно никаких нет, было бы желание учиться и познавать что-то новое. В этой статье mmasvarka.ru я хочу поделиться с читателем секретами сварки электродом. Надеюсь, статья станет полезной для многих, кто хочет научиться варить инвертором.
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил. При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке.
Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва. Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором.
Способы сваривания электродом
Движение электродом должно осуществляться, таким образом, чтобы захватывать кромки свариваемых металлов. Существуют различные способы. С приходом небольшого опыта вы поймёте, что к чему, и у вас будет свой собственный, так сказать «любимый» вариант.
Но все же, помимо этого, мы рекомендуем придерживаться следующих методик, которые применяются в сварочном деле.
Нижнее стыковое соединение — сварка осуществляется электродами, толщина которых равна толщине свариваемого металла. Если толщина металла будет более 8 мм, то возникает необходимость в разделении кромок при сварке с углом разделки 30° за несколько проходов. Для этого, как правило, первый проход выполняется электродами, диаметром не более 4 мм.
Угловое соединение — такой способ сваривания электродом ещё часто называют «в лодочку», когда две заготовки размещаются под углом в 45°. Сварка в лодочку бывает симметричной и несимметричной. При сварке «несимметричной лодочкой», намного удобней варить в труднодоступных местах, когда угол наклона изделий составляет 30 и менее градусов.
Вертикальное соединение — один из самых сложных способов сваривания электродом. При сварке в вертикальном положении важно учитывать, что наплавленный металл, все время стремиться вниз, поэтому сварку осуществляют только короткой дугой.
Также, учитывая данный факт, важно подобрать правильное значение сварочного тока. Для сварки вертикальных швов сила тока должна быть уменьшена на 20%.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».
Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Ну и, конечно же, не отчаивайтесь, если что-то не получается с первого раза. Как говорится «терпение, и труд все перетрут», ну или переварят, на крайний случай!
Штучные электроды для ручной дуговой сварки — EWM AG
При выборе стержневых электродов важно учитывать как материалы, так и технические аспекты.
Краткий обзор
Стандартный электрод для универсального использования, перенос мелких и средних капель, хорошие механические свойства, положения сварки PA, PB, PC, PE, PF (только PG ограниченное использование)
Используется как сочетание достижимых высоких значений ударной вязкости и универсальности при повышенных требованиях к сварщику и отделке швов.
Использование для требований высоких механических свойств, переноса капель от среднего к крупному, плохо отделяемого шлака, возможно во всех положениях, пожалуйста, позвольте пересушить электроды
Используется для замены рутиловых электродов, чтобы сделать положение сварки PG более безопасным, уменьшить образование шлака, повысить требования к сварщику и отделочным работам.
Используется в основном для корневого прохода соединителей труб (сварка трубопроводов) в положении PG, хорошие механические свойства, средние шарики, почти без шлака
Выбор по техническим аспектам
Каждый тип электрода обладает очень специфическими сварочными свойствами, что делает их пригодными для определенных сварочных задач.
Целлюлозный электрод (C)
Электроды из целлюлозы (C) хорошо подходят для сварки сверху вниз (положение PG), поэтому их выбирают для сварки кольцевых швов на трубах большого диаметра. Укладка труб — предпочтительная область применения. По сравнению со сваркой в вертикальном положении вверх (PF) электроды относительно толстой (4 мм) можно использовать даже для корневого прохода. Это имеет экономические преимущества. Преимущество рутилово-кислотного смешанного типа (РА) — остатки шлака в узких канавках, где плотный шлак защемлен и его трудно удалить.Шлак типа RA сам по себе пористый и разбивается на мелкие кусочки под отбойным молотком, что облегчает его удаление.
Рутиловый электрод (R, RR)
Особые характеристики рутиловых электродов (R, RR), то есть хорошие свойства повторного зажигания, легкость удаления шлака и хороший внешний вид шва, определяют, как они используются. Предпочтительные области применения включают угловые сварные швы и заключительные проходы, при этом важно полное удаление шлака и хороший внешний вид шва.
Рутилово-целлюлозного типа (RC)
Рутилово-целлюлозный тип (RC) можно использовать во всех положениях, включая сварку вертикально вниз. Это делает его пригодным для универсального использования, особенно в установках. Версия с толстым покрытием, которая отвечает высоким ожиданиям в отношении внешнего вида шва, поэтому часто считается универсальным электродом, особенно на небольших предприятиях.
Рутилово-основной электрод (РБ)
Благодаря несколько более тонкому покрытию и особым характеристикам рутилово-основной электрод (RB) особенно хорошо подходит для корневых проходов и сварки в положении PF.По этой причине трубы малого и среднего диаметра являются предпочтительной областью применения электродов RB.
Основной электрод (B)
Основной электрод (B) подходит для сварки во всех положениях. Специальные типы подходят даже для сварки вертикально вниз. Внешний вид шва несколько менее желателен, чем у других типов. Однако у сварочного металла есть и другие преимущества. Из всех типов электродов основные электроды имеют лучшую ударную вязкость и лучшую трещиностойкость металла шва.По этой причине этот тип используется, когда сварочная пригодность основных металлов является проблемой, например, для типов стали, которые имеют ограниченную свариваемость или с толстостенными материалами. Основные электроды также выбирают, когда требуется огромная прочность, например, на конструкциях, которые позже будут подвергаться воздействию низких температур. Низкое содержание водорода делает этот тип особенно подходящим для сварки высокопрочных нержавеющих сталей.
Выбор по материальным аспектам
Как правило, прочность и ударная вязкость основного металла также достигаются в металле сварного шва.Полное обозначение стержневого электрода в соответствии с DIN EN ISO 2560-A также содержит информацию о минимальных значениях предела текучести, прочности на разрыв и ударной вязкости наплавленного металла, а также некоторых сварочных характеристик, что упрощает выбор подходящего электрод.
Взглянув, например, на краткое обозначение E 46 3 B 42 H5, мы можем расшифровать следующее: Штучный электрод для сварки MMA (E) имеет предел текучести не менее 460 Н / мм2, предел прочности на разрыв от 530 до 680 Н / мм2 и минимальное удлинение 20% (46).Энергия удара 47 Дж достигается при температуре -30 ° C (3). Электрод с основным покрытием (B). Далее следует дополнительная информация о извлечении металла и подходящем токе для электрода. Штучный электрод в этом примере имеет степень извлечения металла от 105% до 125%, его можно сваривать только постоянным током (4), и он подходит для всех положений, за исключением положения «вертикально вниз» (2). Содержание водорода в металле шва ниже 5 мл / 100 г / металл шва (H5). Если металл сварного шва содержит элементы сплава, отличные от марганца, это будет указано перед кодом типа покрытия с использованием кода химических элементов и иногда цифрами для процентного содержания (например, 1Ni).
Низкое содержание водорода важно при сварке сталей, склонных к образованию трещин, вызванных водородом, таких как высокопрочные стали. В этих случаях код содержания водорода предоставляет необходимую информацию.
Подобные системы обозначений используются также для электродов с высоким пределом прочности (DIN EN ISO 18275), электродов, устойчивых к ползучести (DIN EN ISO 3580-A), а также для электродов из нержавеющей стали (DIN EN ISO 3581-A). В случае жаропрочных и нержавеющих электродов, свойства сопротивления ползучести или коррозионные свойства, соответственно, металла шва должны также соответствовать свойствам основных металлов в дополнение к прочностным свойствам.Это причина того, что металл сварного шва должен быть как можно ближе к тому же типу, что и основной металл, или быть несколько более легированным.
Электроды стержневые в магазине
Скачать справочник по сварочным материалам
Some-dont-like-it-so-hot-07-05-2017
Сварка вертикальных швов вверх с использованием стандартного источника питания MIG требует от сварщика больших навыков. Во избежание провисания сварного шва сварочную горелку необходимо направлять по открытому треугольнику (также называемому елью), чтобы сварочная ванна охлаждалась этим колебательным движением.Таким образом, производители инновационных источников питания использовали возрастающие возможности цифровых источников питания для разработки функций, которые больше не требуют этого ткацкого движения, что упростило сварку вертикальных швов или соединение листов разной толщины. Несколько лет назад компания Fronius уже использовала эту технологию для разработки своей функции SynchroPulse, активация которой включает переключение мощности сварки назад и вперед между двумя рабочими точками выбранной характеристики.За счет увеличения и уменьшения скорости подачи проволоки пользователь может установить диапазон этого колебания от 0 до 2 м / мин и частоту от 0,5 до 5 Гц. В то время как корневой проход надежно формируется во время фазы высокого тока, процесс стабилизируется в фазе низкого тока, и основной материал охлаждается. Такое прерывистое тепловложение недавно оказалось особенно рентабельным и способно обеспечить структуру переплетения, типичную для сварки TIG, но без каких-либо трудоемких движений плетения.Воздействие особенно заметно при роботизированной сварке алюминия.
С выпуском новейшего источника питания MIG, TPS / i, Fronius снова значительно расширил эту функцию и ввел дополнительные параметры. Среди преимуществ этого было резкое увеличение хода (промежуток между фазами высокого и низкого тока). Кроме того, продолжительность фазы высокого тока в цикле может быть задана в процентах с использованием рабочего цикла параметра и больше не ограничивается соотношением 50:50.Это позволяет более точно регулировать подвод тепла в большем диапазоне и независимо от скорости подачи проволоки. Благодаря этим разработкам сварка вертикальных швов с помощью системы SynchroPulse стала еще проще.
Компания Fronius пошла еще дальше и использовала обширные ресурсы, такие как большой объем памяти, высокая вычислительная мощность и внутренняя высокопроизводительная коммуникационная шина (SpeedNet), для создания еще более значимых инновационных подходов к контролю тепловложения.
Лучшее из обоих миров: PMC mix
Компания Fronius разработала совершенно новый алгоритм для PMC mix, согласно которому процесс сварки не просто переключается между двумя рабочими точками характеристики, как в SynchroPulse, но переключает между импульсом (PMC) и дуговым процессом с переносом падения (LSC)!
LSC (Low Spatter Control) известен своей очень устойчивой дугой и минимальной тенденцией к образованию брызг. В рамках нового подхода к смеси PMC LSC обеспечивает стабилизацию и поддержку сварочной ванны (т.е.е. это «холодная» фаза процесса). PMC (Pulse Multi Control) — это самая совершенная импульсная дуга, доступная от Fronius. Он гарантирует высокую скорость сварки с оптимальным отрывом капель при импульсной сварке и отвечает за необходимый проплав.
Это позволяет PMC mix охватывать даже больший диапазон мощности, чем SynchroPulse, и обеспечивает более высокие скорости сварки, чем может достичь процесс импульсной дуги в сочетании с SynchroPulse или процесс TIG. Таким образом, смесь PMC является идеальным решением и для автоматизированной сварки.
Наряду со знакомыми функциями коррекции длины дуги и импульсной / динамической коррекции Fronius также разработал новые функции коррекции для смеси PMC, которые позволяют точно контролировать подвод тепла. Используя «временную коррекцию максимальной мощности», пользователь может установить продолжительность фазы горячего процесса в смешанном процессе. Аналогично, продолжительность фазы холодного процесса в смешанном процессе может быть установлена с использованием «временной коррекции с пониженной мощностью». «Коррекция более низкой мощности» позволяет варьировать подвод энергии фазы холодного процесса в смешанном процессе, так что даже небольшая коррекция мощности приводит к заметному изменению потребляемой мощности.Это позволяет еще более точно контролировать подвод тепла, чем это было возможно с помощью других доступных на сегодняшний день методов.
Привод смешивания PMC
Компания Fronius снова расширила свой ассортимент приводом смешивания PMC. Этот процесс предлагает более точный контроль над подводимым теплом по сравнению с SynchroPulse и смесью PMC. Он характеризуется фазой низкой мощности, которая генерируется с помощью двухтактной сварочной горелки: привод сварочной горелки выполняет реверсивное движение проволочного электрода во время фазы холодного процесса.Реверсирование означает, что проволочный электрод перемещается назад после каждого короткого замыкания. Мощная система управления процессом «распознает» точку короткого замыкания и способствует отделению капель за счет вытягивания провода. Последующий практически безтоковый перенос материала, а также разорванная дуга обеспечивают более надежную поддержку во время фазы холодного процесса. Кроме того, длина дуги точно — и очень быстро — корректируется механическими средствами в каждом цикле благодаря мощным контурам управления TPS / i, а это означает, что привод PMC mix особенно надежен и обеспечивает малое разбрызгивание.Также доступны те же функции коррекции, что и для смеси PMC.
PMC mix drive или PMC mix — сравнение систем Какой будет лучший выбор — PMC mix drive или PMC mix, зависит от приложения и существующей или предполагаемой конфигурации устройства. Таким образом, смесь PMC подходит для сварочных работ, в которых сталь должна соединяться вручную или в полуавтоматическом режиме. Обычно здесь используются толкающие устройства подачи проволоки и ручные сварочные горелки без встроенных двигателей механизма подачи проволоки.
Однако, если алюминиевые материалы должны свариваться с использованием процесса MIG, рекомендуется смешивать привод PMC, так как системы подачи проволоки с принудительной подачей проволоки не могут обеспечить требуемый уровень производительности.Даже с такой сварочной системой, как платформа TPS / i, которая может похвастаться особенно точной функцией подачи проволоки (например, инновационные подающие ролики и контактные наконечники, оптимизированные пластиковые вкладыши для шлангов, мощные приводные двигатели), электроды из алюминиевой проволоки, которые намного мягче, чем их сталь альтернативы (особенно когда речь идет о чистом алюминии или сплавах Al-Si) — могут сжиматься в шланговых пакетах, что очень затрудняет их правильную подачу с помощью систем, работающих только с проталкиванием. В результате системы, работающие только с проталкиванием, как правило, подходят только для ручной сварки алюминия с помощью шланговых пакетов длиной всего несколько метров.При механизированной или автоматической сварке максимальная длина значительно короче.
Однако для обеспечения бесперебойной работы рекомендуется использовать тянущие или комбинированные (пушпульные) системы подачи проволоки с шланговыми пакетами такой длины. Когда расстояние между сварочной горелкой и катушкой или барабаном больше, они необходимы. В частности, для механизированной или автоматической сварки более мягкими (алюминий) или более тонкими (CrNi) проволочными электродами рекомендуется использовать привод PMC mix в сочетании с горелкой для тянущей сварки, такой как Robacta Drive.
Это позволяет сваривать алюминий значительно быстрее и, прежде всего, более экономично по сравнению со сваркой TIG. Это также положительно сказывается на балансе затрат: сварочная горелка с прямым приводом, которая была специально разработана для роботов, обычно может подавать проволоку непосредственно из барабана без необходимости в дополнительных приводах.
Обычно проволоку можно подавать на расстояние до 6 метров без необходимости принятия специальных мер. Если все компоненты системы подачи проволоки используются оптимально и адаптированы друг к другу, e.грамм. с помощью оборудования PowerLiner это расстояние можно увеличить до 8 метров.
Пример применения смешанного привода PMC: алюминиевая рама велосипеда (см. Видео в разделе видео) Насколько полезны пользователи смешанного привода PMC, показано на примере велосипедной рамы, которая сделана из алюминиевых труб диаметром от 40 до 50 мм. и толщиной стенки от 2 до 3 мм. Эти компоненты должны быть соединены автоматической сваркой. Поэтому технические специалисты Fronius оснастили сварочный аппарат TPS / i 500 и роботизированной сварочной горелкой Robacta Drive PullMig.Сварка выполняется с использованием присадочного металла AlSi (1,2 мм) под 100% аргоном (12 л / мин) и предварительно заданных стандартных настроек привода смеси PMC. Результаты убеждают даже самых критичных наблюдателей. Сварной шов не имеет брызг и имеет типичный рисунок плетения, характерный для сварного соединения TIG. Однако производительность робота со скоростью сварочного шва 30 см в минуту почти в два раза выше, чем у квалифицированного сварщика TIG вручную. Наряду с более высокой скоростью сварки, простотой обращения со всей системой TPS / i, длительным сроком службы изнашиваемых деталей, надежностью процесса и высокой воспроизводимостью сварного шва также обеспечивается превосходная экономическая эффективность новые варианты процесса.
Заключение
Вертикальные сварные швы, соединение листов разной толщины, соединения внахлест и волнистость сварного шва, подобная TIG, могут быть реализованы быстрее и экономически эффективнее, чем когда-либо прежде, благодаря PMC mix и PMC mix drive.
видео шлифовальный станок для кольцевых швов
круглая труба — шлифование сварных швов
3 сен, 2015 Продукция доступна на производственной компании GeBrax, Германия. За дополнительную информацию см. на сайте www.gebrax-abrasives.com.
Получить ценуГидравлический домкрат — Wincoo Engineering Co., Ltd. — стр. 1.
Станок для строжки и шлифования сварных швов · Линия по производству сосудов высокого давления Видео. Быстрый просмотр · Гидравлическая система подъема цистерны. Цена FOB для Справки: US
Получить ценуОбработка прихваточного шва на листовом металле — шлифовка / полировка
13 мая 2016 г. Первый этап: LWG12; UWG 10-R; UWK 10-R; KFS 125 CE II VA; K36 — K120 Предварительно шлифование Вторая ступень: UWG 10-R; UWK 10-R; ТЗС 115; A100
Получить ценуCLF75 Станок для шлифования толстых листов и сварных швов
29 февраля 2012 г. Ленточно-шлифовальный станок CLF75 — решение для отделки и полировки больших металлические листы на полу.Когда из-за больших размеров
Получить ценуСтанок для строжки и шлифования сварных швов — Wincoo Engineering
Китай Станок для строжки и шлифования сварных швов alog of Automatic Машина для сварки кольцевых швов с кольцевым швом · Автоматическая Машина для сварки вертикальных швов Automatic Circumferential Seam Gouge / Шлифовальный станок Автоматическая машина для строжки / шлифования швов. Мин. Заказ: 1 компл. Видео.
Получить ценуОбработка прихваточного шва на листовом металле — шлифовка / полировка
13 мая 2016 г. Первый этап: LWG12; UWG 10-R; UWK 10-R; KFS 125 CE II VA; K36 — K120 Предварительно шлифование Вторая ступень: UWG 10-R; UWK 10-R; ТЗС 115; A100
Получить ценуУдаление сварных швов угловой шлифовальной машиной
22 ноября 2010 г. Узнайте, как специальный откидной диск FEIN предотвращает повреждение прилегающих поверхностей. дорогая переделка.Щелкните здесь для получения дополнительной информации
Получить ценуCLF75 Станок для шлифования толстых листов и сварных швов
29 февраля 2012 г. Ленточно-шлифовальный станок CLF75 — решение для отделки и полировки больших металлические листы на полу. Когда из-за больших размеров
Получить ценуТруба круглая — шлифование сварного шва
3 сен, 2015 Продукция доступна на производственной компании GeBrax, Германия. За дополнительную информацию см. на сайте www.gebrax-abrasives.com.
Получить ценуАвтоматическая машина для сварки кольцевых швов — Купить сварку резервуаров
Автоматическая машина для сварки кольцевых швов, полная информация об автомате Аппарат для сварки кольцевых швов, аппарат для сварки резервуаров • Шлифовальный станок для кольцевых швов.
Получить ценуУдаление сварных швов угловой шлифовальной машиной
22 ноября 2010 г. Узнайте, как специальный откидной диск FEIN предотвращает повреждение прилегающих поверхностей. дорогая переделка. Щелкните здесь для получения дополнительной информации
Получить ценуГидравлический домкрат — Wincoo Engineering Co., ООО — страница 1.
Станок для строжки и шлифования сварных швов · Линия по производству сосудов высокого давления Видео. Быстрый просмотр · Гидравлическая система подъема цистерны. Цена FOB для Справки: US
Получить ценуСтанок для строжки и шлифования сварных швов — Wincoo Engineering
Китай Станок для строжки и шлифования сварных швов alog of Automatic Машина для сварки кольцевых швов с кольцевым швом · Автоматическая Машина для сварки вертикальных швов Automatic Circumferential Seam Gouge / Шлифовальный станок Автоматическая машина для строжки / шлифования швов.Мин. Заказ: 1 компл. Видео.
Получить ценуАвтоматическая машина для сварки кольцевых швов — Купить сварку резервуаров
Автоматическая машина для сварки кольцевых швов, полная информация об автомате Аппарат для сварки кольцевых швов, аппарат для сварки резервуаров • Шлифовальный станок для кольцевых швов.
Получить ценуКонтроль длинных сварных швов с помощью сканера AxSEAM ™
Абстрактный
Длинные сварные швы сложно проверить с помощью обычного ультразвукового контроля с фазированной решеткой (PAUT) из-за их тонкой толщины стенки, вертикальной ориентации скоса сварного шва и кривизны трубы.Ультразвуковой луч направлен вдоль кривизны трубы, что сильно влияет на возможности акустической фокусировки и, следовательно, снижает вероятность обнаружения и возможность правильно определить дефект. В этой статье представлен новый сканер сварного шва для длинных швов, сканер Olympus AxSEAM ™, который упрощает механическую настройку и сканирование для проверки сварных швов длинных швов. Здесь приведены некоторые рекомендации по планированию сканирования как для получения изображений с традиционной фазированной решеткой, так и для метода полной фокусировки (TFM).Также представлен инструмент планирования сканирования карты акустического влияния (AIM) для TFM, который позволяет оператору правильно выбирать зонд, клин и путь акустической визуализации в зависимости от обнаруживаемых дефектов. Приведены экспериментальные результаты, демонстрирующие сравнение изображений PAUT и TFM.
1.0 Введение
Электросварка сопротивлением (ERW) — это производственный процесс, восходящий к началу 1900-х годов. Первоначальный процесс использовал низкочастотный переменный ток (AC), в то время как более поздняя технология, примерно 1970 год, использует более высокочастотный переменный ток.Сварные швы, полученные с помощью более старого процесса, склонны к коррозии швов и образованию трещин в области сварного шва [1] из-за как процесса сварки, так и качества используемой стали [2]. В то время как новый процесс обеспечивает более высокое качество сварного шва, старые трубы все еще находятся в эксплуатации и нуждаются в периодическом осмотре, чтобы снизить — а в идеале исключить — риск критического отказа, который может привести к разливу нефти [3].
Проверка продольных (или длинных) сварных швов труб с помощью ультразвукового контроля с фазированной решеткой (PAUT) оказалась сложной задачей по разным причинам.Например, что касается поведения акустического луча, изогнутые поверхности раздела, на которых ультразвуковые лучи преломляются или отражаются, вызывают расхождение энергии, что снижает возможности определения характеристик. Кроме того, относительная ориентация между эхо-импульсным акустическим лучом и дефектом не всегда обеспечивает оптимальное отражение энергии на зонд. Что касается анализа, стандартное представление сигналов при секторном сканировании затрудняет определение положения различных обнаруженных индикаторов в объеме детали, поскольку обычная шкала и курсор не связаны с геометрией детали и сварного шва.В этом отношении метод полной фокусировки (TFM) [4–8], недавно принятая технология [9, 10], может быть использован для улучшения качества изображения и характеристики.
Что касается механики, размещение датчика на желаемом расстоянии от осевой линии сварного шва, а также приложение постоянного и минимального давления на датчик немного сложнее для контроля длинных сварных швов, чем для контроля кольцевых сварных швов. В последнем случае существует множество ручных и полуавтоматических сканеров. Эти сканеры обычно просты в использовании, отчасти потому, что на колеса и конфигурацию зонда не влияет радиус трубы.Это отличается от конфигурации сканера длинных швов, в которой колеса и нижняя поверхность клиньев расположены вдоль изогнутой поверхности.
Рис. 1 — Сканер AxSEAM ™ в конфигурации осевого сканирования на участке трубы с наружным диаметром 8 дюймов
В этом документе представлены сканер и программные решения для проверки сварных швов длинных швов. Цели сканера AxSEAM ™ (рис. 1) и программных средств дефектоскопа OmniScan ™ X3 — упростить механическую настройку и процесс сканирования для этого приложения контроля, а также повысить обнаруживаемость и характеризацию дефектов за счет лучшего планирования сканирования и визуализации.В разделе 2 представлен сканер Olympus AxSEAM. Несмотря на то, что он разработан для проверки длинных швов, он также позволяет проверять кольцевые сварные швы в определенном диапазоне диаметров и включает такие функции, как светодиодные индикаторы сцепления и проверки скорости, кнопку запуска сбора данных и лазерную направляющую. В разделе 3 представлены некоторые инструменты планирования сканирования и рекомендации как для обычного PAUT, так и для TFM. В разделе 4 представлены экспериментальные результаты, в том числе краткое сравнение изображений PAUT и TFM, а также представлены новые программные инструменты, которые упрощают определение характеристик индикации.Наконец, дается краткое заключение.
2.0 Описание и функции сканера
Проверка труб в продольном направлении может быть более сложной задачей, чем сканирование по окружности, поскольку изменение диаметра трубы оказывает большее влияние на то, как сканер и датчики располагаются на поверхности. Это было решено в конструкции некоторых старых сканеров путем добавления нескольких сложных настроек за счет простоты. Компания Olympus разработала сканер AxSEAM ™, чтобы упростить настройку за счет минимизации настроек, необходимых при изменении диаметра трубы, расстояния между датчиками или ориентации сканирования.Сканер AxSEAM также включает новые функции, которые позволяют одному оператору выполнять сканирование без необходимости напрямую манипулировать или контролировать инструмент для сбора данных.
2.1 Технические характеристики
- Быстрая и простая установка на трубы широкого диапазона диаметров:
- Продольные сварные швы: внешний диаметр 152,4 мм (6 дюймов) до плоского
- Окружные сварные швы (рис.2)
- Внешний диаметр 254 мм (10 дюймов) и более с 4 зондами
- 114,3 мм (4.5 дюймов) OD с 2 зондами
Сканер AxSEAM на кольцевом сварном шве с 2 датчиками на трубе с внешним диаметром 114 мм (4,5 дюйма) | Сканер AxSEAM на кольцевом сварном шве с 4 датчиками на сварном шве труба с наружным диаметром 324 мм (12,75 дюйма) |
Рис. 2 — Сканер AxSEAM ™ в конфигурациях кругового сканирования
2.2 Основные характеристики
Основные характеристики сканера AxSEAM показаны на рис.3 и включает в себя следующее:
- Четыре держателя датчиков подходят для датчиков PA и TOFD для выполнения мультитехнологической проверки, включая TFM
- Запатентованные куполообразные колеса адаптируются к трубам без регулировки между изменениями диаметра
- Магнитные колеса и тормозная система помогают поддерживать положение сканера на трубе
- Интуитивно понятные механизмы регулировки и управления без инструментов
- Удобная втулка для укладки кабеля
Фиг.3 — Характеристики сканера AxSEAM ™
2.2.1 Интерфейс и управление прибором
Модуль ScanDeck ™ сканера AxSEAM (рис. 4) предоставляет оператору важную информацию прямо на сканере и позволяет удаленно управлять прибором. Он легко доступен и находится в прямой видимости во время сканирования.
Рис. 4 — Модуль ScanDeck ™ сканера AxSEAM ™
- Модуль ScanDeck ™ содержит две кнопки: одна кнопка может «обнулить» кодировщик и начать сбор данных на любом устройстве OmniScan ™, а другая кнопка активирует лазер. направляющая (рис.5).
- Один светодиодный индикатор подключен к каналам фазированной решетки устройства OmniScan X3 и предупреждает о потере связи, а другой набор светодиодов указывает, когда скорость сканера превышает максимальную скорость сканирования, чтобы помочь предотвратить пропущенные данные. Эта функция особенно полезна для проверки методом полной фокусировки (TFM), который может потребовать более низкой скорости сбора данных.
В модуль также встроен лазер, который оператор может использовать, чтобы оставаться выровненным по сварному шву, или отметку, определяющую положение сварного шва в тех случаях, когда сварная фаска не видна.
Рис. 5 — Сканер AxSEAM ™, настроенный в конфигурации осевого сканирования с активированной лазерной направляющей
3. Инструменты и рекомендации по планированию сканирования
Планирование сканирования — важная часть любого ультразвукового контроля. Без адекватного плана сканирования недостатки могут быть неверно истолкованы или, что еще хуже, упущены. Дефектоскоп Olympus OmniScan X3 предлагает простые инструменты для планирования сканирования длинных сварных швов, как для обычных фазированных решеток, так и для контроля TFM. В этом разделе представлены некоторые рекомендации по планированию сканирования и инструменты, которые оператор может использовать для создания оптимальной настройки.
3.1 Обычная фазированная решетка
Два основных критерия используются для построения хорошего плана акустического сканирования для проверки длинных сварных швов: охват сварного шва и чувствительность к дефектам. Первое относительно просто определить по трассировке лучей, даже если использовать только первый и последний луч секторного или линейного сканирования. Оператору нужно только убедиться, что сварной шов и зона термического влияния (HAZ) расположены в пределах отображаемой зоны трассировки лучей. Последний критерий (чувствительность к дефекту) зависит не только от акустической установки, но и от характеристик самого дефекта.Например, установка, оптимизированная для объемного дефекта, такого как включение, может не подходить для вертикального дефекта, такого как внутренняя трещина.
Для увеличения вероятности обнаружения (POD) угол падения акустического луча на дефекты должен быть как можно более перпендикулярным ориентации дефекта. Для типичного кольцевого сварного шва с V-образной фаской 30 ° лучи секторного сканирования с углом преломления от 40 ° до 70 ° будут попадать на скос сварного шва в почти нормальной ориентации (см. Рис. 6a). На таком скосе такие дефекты, как отсутствие сплавления, будут иметь ориентацию, близкую к ориентации скоса, поэтому типичное секторное сканирование 40 ° –70 ° обеспечит хорошие возможности обнаружения.
(a) Конфигурация на пластине с углом скоса 30 °. Секторное сканирование 40–70 ° с угловым разрешением 2 °. |
(b) Конфигурация на пластине с вертикальным скосом (0 °). Секторное сканирование 40–70 ° с угловым разрешением 2 °. |
(c) Конфигурация на осевом сварном шве, внешний диаметр 114 мм (4,5 дюйма) с вертикальным скосом. Секторное сканирование 47–60 ° с угловым разрешением 1 °. |
Рис. 6 — Сравнение перпендикулярности балки к углу скоса стенки для трех различных конфигураций детали и сварного шва. Зонд: 5L32-A31. Клин: SA31-N55S-IHC. |
Однако при контроле длинных сварных швов дефекты обычно ориентируются вертикально (то есть в радиальном направлении от центра трубы). На рис. 6b мы видим, что угол падения лучей при секторном сканировании 40–70 ° и вертикальный скос в пластине не близки к нормальному, поэтому они, вероятно, дадут низкую вероятность обнаружения.
В случае длинного сварного шва радиус кривизны трубы играет роль в попадании лучей на сварной шов. Как видно на рис. 6с, секторные сканирующие лучи 47 ° –60 ° имеют угол падения, близкий к нормальному, на вертикальный скос в трубе с внешним диаметром (OD) 114 мм (4,5 дюйма). Следовательно, хотя вертикальные дефекты в пластине обычно трудно обнаружить с помощью эхо-импульсной PAUT, те же самые дефекты могут быть обнаружены в трубе малого радиуса. Однако существует широкий диапазон диаметров труб, и к каждому диаметру нужно относиться по-своему.Из примеров, показанных на рис. 6, мы видим, что вполне возможно, что для средних диаметров — например, 20-дюймовой трубы — эхо-импульсный режим может не подходить для обнаружения вертикальных дефектов. Для увеличения вероятности обнаружения можно использовать другие пути формирования акустических изображений, такие как режимы самотандема, в которых пути передатчика и приемника различаются. Этот тип акустического режима уже используется для контроля окружных сварных швов J-образной фаски [11] с использованием обычного PAUT, но этот метод дает только одно A-сканирование.Тем не менее, метод полной фокусировки (TFM) позволяет отображать множество тандемных акустических мод. Таким образом, этот метод проверки может увеличить вероятность обнаружения при проверке длинных сварных швов.
3.2 Метод полной фокусировки
Метод TFM имеет некоторые преимущества перед традиционным PAUT для контроля длинных сварных швов. Во-первых, интересующая область TFM (то есть сетка TFM) может быть согласована с геометрией. В дефектоскопе OmniScan ™ X3 сетка TFM соответствует кривизне детали, что упрощает интерпретацию изображений.Еще одно преимущество — акустическая фокусировка. Несмотря на то, что для PAUT существуют различные схемы фокусировки, визуализация TFM сосредоточена повсюду в интересующей области, что устраняет необходимость настраивать этот параметр для оператора. И, как указывалось ранее, еще одним преимуществом TFM является наличие новых путей формирования изображения, таких как режимы самотандемного распространения, которые можно использовать для увеличения вероятности обнаружения вертикальных дефектов. Недостаток визуализации TFM заключается в более низкой скорости получения и том факте, что существует несколько изображений, каждое из которых связано с различным акустическим трактом, которые необходимо анализировать отдельно.
Для планирования сканирования те же соображения, что и для обычного PAUT, применяются к методу TFM. Однако визуализация акустического луча является более сложной, поскольку каждый пиксель сетки TFM строится из суммы множества элементарных лучей. Следовательно, представления трассировки лучей, показанные на рис. 6, не адаптированы для TFM. Дефектоскоп OmniScan X3 предлагает новый инструмент акустического моделирования TFM для планирования сканирования. Карта акустического влияния (AIM) предоставляет пользователям карты чувствительности, рассчитанные с использованием параметров зонда, клина, детали и дефекта.Такие модели AIM представлены на рис. 7 для трех разных путей визуализации (T-T, TT-T и TT-TTT). Индекс чувствительности, представляющий максимальную оценочную чувствительность карты в произвольных единицах, предоставляется инструментом AIM, чтобы дать пользователю основу для сравнения одной карты с другой и выбора оптимальных путей получения изображений для проверки.
(a) Прямой импульсно-эхо-режим TFM (T-T). Индекс чувствительности AIM составляет 0,93 [у.е.]. |
(b) Авто-тандемный режим TFM (TT-T).Индекс чувствительности AIM составляет 0,88 [у.е.] |
(c) Авто-тандемный режим TFM (5T). Индекс чувствительности AIM составляет 0,82 [у.е.] |
Рис. 7 — Иллюстрация (снимки экрана) карт AIM для трубы диаметром 12,75 дюйма и толщиной дюйма с использованием датчика 5L32-A31 и клин SA31-N55S-IHC-COD12.75. Карты чувствительности рассчитываются с использованием вертикального планарного отражателя. |
4.Результаты экспериментов
В этом разделе представлены результаты PAUT и TFM, полученные на трубе с внешним диаметром 12,75 дюйма и толщиной дюйма. Труба изготовлена из углеродистой стали и имеет длинный шов с четырьмя заводскими дефектами. Труба имеет длину 24 дюйма и сканирована с помощью сканера AxSEAM. Используемый зонд — 5L32-A31 с клином SA31-N55S-IHC-COD12.75. План акустического сканирования PAUT представлен на рис. 8, а три модели AIM для плана сканирования TFM показаны на рис. 7.
Рис.8 — Иллюстрация установки PAUT, используемой для экспериментальной установки.
На рисунке 9 показан результат C-сканирования PAUT. На изображении отчетливо видны два недостатка: первый (слева) представляет собой сложенный вертикальный дефект слияния, а второй — перерезку.
Рис. 9 — C-сканирование (стробированные данные) в PAUT, показывающее два разных дефекта, сложенное вертикальное отсутствие слияния (слева) и перегиб (справа). Обратите внимание, что перекос определяется только по углу наклона 90 °.
На рис. 10 показано сложенное вертикальное слияние изображений отсутствия слияния как для PAUT, так и для TFM.В PAUT оба дефекта обнаруживаются в различных положениях пропуска. Черные пунктирные линии, обозначающие позиции глубины пропуска с поправкой на кривизну, помогают оператору разместить указатель в объеме детали. Суммарный недостаток слияния также обнаруживается в TFM с трактом визуализации T-T (прямой импульс-эхо). Как указывалось ранее, изображения TFM соответствуют геометрии, как видно на кривизне изображения на рис. 10c.
(a) Стекированное отсутствие слияния |
(b) PAUT |
(c) TFM0003 0 .10 — Результаты по недостаточной сварке стека (по вертикали). |
Второй дефект — это внешний дефект около HAZ. Вертикальная стенка перекрытия обнаруживается обычным PAUT в первой опоре (см. Рис. 11b) и может быть легко размещена в объеме благодаря исправленному наложению пропуска. В TFM для визуализации дефекта можно использовать два разных режима. Первый — это прямой набор T-T импульс-эхо, который эквивалентен обычному PAUT. Второй режим — это набор самотандемных зубцов TT-T.В последнем случае дефект представлен в виде вертикальной выемки, которая соответствует обшивке вертикальной стены.
(a) Внутренний диаметр над обрезом |
(b) PAUT |
(c) Режим TFM: (вверху) TT-T (внизу) TT-T |
Рис.11 — Результаты по наружному дефекту |
5. Заключение
Проверка длинных сварных швов представляет собой сложную задачу из-за искривленных поверхностей раздела труб и типов дефектов, которые необходимо обнаружить.С механической точки зрения внедрение сканера AxSEAM компании Olympus облегчает это приложение, предлагая более легкую подготовку к установке и более надежную проверку благодаря встроенным индикаторам, которые обеспечивают мониторинг состояния муфты и скорости. Сканер также достаточно универсален, чтобы его можно было использовать для труб широкого диапазона диаметров, как для проверки длинных швов, так и для кольцевых сварных швов.
Кроме того, благодаря функциям планирования сканирования дефектоскопа Olympus OmniScan X3, таким как карта акустического влияния для построения изображений TFM, и различным функциям анализа, включая исправленное наложение пропусков, проверка длинных сварных швов стала намного проще.С помощью экспериментальных результатов было продемонстрировано, что различные дефекты могут быть легче обнаружены и охарактеризованы с помощью изображений с точной геометрией, предоставляемых TFM.
Рекомендации
[1] Клас В. Справочник по сварочным процессам. CRC Press, 2003.
[2] С. Аминорроая-Ямини, Х. Эдрис и М. Фатахи, «Крючковая трещина в стали для труб для контактной сварки сопротивлением», с. 11.
[3] М. Аткинс, «Отчет о расследовании отказов — разрыв трубопровода Mobil Pegasus.»Министерство транспорта США, Управление по безопасности трубопроводов и опасных материалов, 29 марта 2013 г.
[4] К. Холмс, Б. У. Дринкуотер и П. Д. Уилкокс,« Постобработка полной матрицы ультразвуковых передающих и принимаемых массивов данных. для неразрушающего контроля », NDT E International, vol. 38, нет. 8, стр. 701–711, декабрь 2005 г., DOI: 10.1016 / j.ndteint.2005.04.002.
[5] К. Холмс, Б. В. Дринкуотер и П. Д. Уилкокс, «Расширенная постобработка для сканированных ультразвуковых массивов: применение для обнаружения и классификации дефектов в неразрушающей оценке», Ультразвук, т.48, вып. 6–7, стр. 636–642, ноябрь 2008 г., DOI: 10.1016 / j.ultras.2008.07.019.
[6] С. Фриман, П. Ли и М. О’Доннелл, «Ретроспективная динамическая фокусировка передачи», с. 24.
[7] О. Оралкан и др., «Емкостные микромашинные ультразвуковые преобразователи: матрицы нового поколения для акустической визуализации?», IEEE Trans. Ultrason., Ferroelect., Freq. Contr., Vol. 49, нет. 11, стр. 1596–1610, ноябрь 2002 г., DOI: 10.1109 / TUFFC.2002.1049742.
[8] К. Э. Томениус, «Эволюция формирователей ультразвукового луча», на симпозиуме IEEE Ultrasonics 1996 года.Proceedings, Сан-Антонио, Техас, США, 1996, т. 2, стр. 1615–1622, DOI: 10.1109 / ULTSYM.1996.584398.
[9] Комитет ASME, «ASME BPVC.V, статья 4, обязательное приложение XI, полный сбор данных». ASME, 2019.
[10] ISO, «ISO / DIS 23865 -FMC-TFM — Общее использование техники TFM-FMC». ISO, 2020.
[11] Э. А. Гинзель, Автоматизированный ультразвуковой контроль кольцевых сварных швов трубопроводов. .
Лучшая труба и трубка
Высокочастотная индукционная сваркаВ процессе сварки труб HFI высокочастотный ток индуцируется в трубе с открытым швом индукционной катушкой, расположенной перед (перед) точкой сварки, как показано на рис.1-1. Края трубы разнесены, когда они проходят через змеевик, образуя открытую клиновидную часть, вершина которой немного впереди точки сварки. Катушка не контактирует с трубкой.
Рис. 1-1Катушка действует как первичная обмотка высокочастотного трансформатора, а трубка с открытым швом действует как однооборотная вторичная обмотка. Как и в обычных применениях индукционного нагрева, путь индуцированного тока в заготовке имеет тенденцию соответствовать форме индукционной катушки. Большая часть индуцированного тока завершает свой путь вокруг сформированной полосы, протекая по краям и собираясь вокруг вершины V-образного отверстия в полосе.
Плотность высокочастотного тока наиболее высока на краях около вершины и на самой вершине. Происходит быстрый нагрев, в результате чего кромки достигают температуры сварки, когда достигают вершины. Прижимные валки сжимают нагретые края вместе, завершая сварку.
Высокая частота сварочного тока является причиной концентрированного нагрева по краям клиновидных звеньев. У него есть еще одно преимущество, а именно то, что только очень небольшая часть общего тока проходит через заднюю часть сформированной полосы.Если диаметр трубки не очень мал по сравнению с длиной V-образного сечения, ток предпочитает полезный путь вдоль краев трубки, образующей V-образный вырез.
Скин-эффектПроцесс высокочастотной сварки зависит от двух явлений, связанных с высокочастотным током — скин-эффекта и эффекта близости.
Скин-эффект — это тенденция высокочастотного тока к концентрации на поверхности проводника.
Это проиллюстрировано на Рис. 1-3, на котором показан ВЧ ток, протекающий в изолированных проводниках различной формы.Практически весь ток течет по неглубокой коже у поверхности.
Эффект близостиВторое электрическое явление, которое важно в процессе высокочастотной сварки, — это эффект близости. Это тенденция высокочастотного тока в паре прямолинейных / обратных проводников концентрироваться на ближайших друг к другу участках поверхностей проводников. Это показано на фиг. С 1-4 по 1-6 для круглых и квадратных форм поперечного сечения и расстояний между проводниками.
Физика, лежащая в основе эффекта близости, зависит от того факта, что магнитное поле, окружающее прямые / обратные проводники, более сконцентрировано в узком пространстве между ними, чем где-либо еще (Рис. 1-2). Магнитные силовые линии имеют меньше места и сжимаются ближе друг к другу. Отсюда следует, что эффект близости сильнее, когда проводники расположены ближе друг к другу. Он также сильнее, когда обращенные друг к другу стороны шире.
Рис. 1-2 Рис. 1-3На рис. 1-6 показан эффект наклона двух близко расположенных прямоугольных проводников прямого / обратного хода относительно друг друга.Концентрация высокочастотного тока максимальна в ближайших друг к другу углах и постепенно уменьшается вдоль расходящихся граней.
Рис. 1-4 Рис. 1-5 Рис. 1-6 Электротехнические и механические взаимосвязиЕсть две общие области, которые необходимо оптимизировать для достижения наилучших электрических условий:
- Во-первых, сделать все возможное, чтобы как можно больше общего ВЧ-тока протекало по полезному пути в vee.
- Второе — сделать все возможное, чтобы края были параллельны V-образному сечению, чтобы нагрев был равномерным изнутри наружу.
Цель (1) явно зависит от таких электрических факторов, как конструкция и размещение сварочных контактов или катушки, а также от устройства ограничения тока, установленного внутри трубки. На конструкцию влияет физическое пространство, имеющееся на стане, а также расположение и размер сварочных валков. Если оправка должна использоваться для внутренней зачистки или прокатки, это влияет на импедер.Кроме того, цель (1) зависит от размеров V-образного сечения и угла открытия. Следовательно, хотя (1) в основном электрическая, она тесно связана с механикой мельницы.
Объектив (2) полностью зависит от механических факторов, таких как форма открытой трубки и состояние края полосы. На них может повлиять то, что происходит на этапах разрушения мельницы и даже на продольной машине.
ВЧ сварка — это электромеханический процесс: генератор подает тепло на кромки, но прижимные ролики фактически выполняют сварку.Если кромки достигают нужной температуры и у вас все еще есть дефектные сварные швы, очень велики шансы, что проблема в настройке стана или в материале.
Конкретные механические факторыВ конце концов, то, что происходит в V-образном ряду, имеет решающее значение. Все, что там происходит, может повлиять (хорошее или плохое) на качество и скорость сварки. Некоторые из факторов, которые следует учитывать при оценке vee:
- Длина клина
- Степень раскрытия (угол клина)
- Насколько далеко впереди осевой линии сварочного валика края полосы начинают касаться друг друга
- Форма и состояние краев полосы в форме клина
- Как стыкуются края полосы друг друга — одновременно по толщине — или сначала снаружи — или внутри — или через заусенец или ленту
- Форма сформированной полосы в клиновидной части
- Постоянство всех размеров клиновидной части, включая длину, угол раскрытия , высота кромок, толщина кромок
- Положение сварочных контактов или катушки
- Регистрация кромок полосы относительно друг друга при их стыковке
- Сколько материала выдавливается (ширина полосы)
- Насколько слишком большой размер трубы или трубы должен соответствовать размеру
- Сколько воды или охлаждающей жидкости мельницы заливается в клиновидный патрубок, и скорость его удара
- Чистота охлаждающей жидкости
- Чистота полосы
- Наличие инородных материалов, таких как окалина, стружка, щепки, включения
- Стальной скелп из стали с ободом или закаленной стали
- Приваривается ли обод из стали с ободом или от скелпа с несколькими прорезями
- Качество скелпа — из ламинированной стали или из стали с избыточными стрингерами и включениями («грязная» сталь)
- Твердость и физические свойства материала полосы (которые влияют на величину упругого возврата и требуемого давления сжатия)
- Равномерность скорости мельницы
- Качество резки
Очевидно, что многое из того, что происходит в V-образной клети, является результатом того, что уже произошло — либо на самом стане, либо даже до того, как полоса или скелп поступят на стан.
Рис. 1-7 Рис. 1-8 Высокочастотный VeeЦель этого раздела — описать идеальные условия в ви. Было показано, что параллельные края дают равномерный нагрев между внутренней и внешней стороной. В этом разделе будут приведены дополнительные причины для сохранения максимально параллельных краев. Будут обсуждены другие особенности V-образного сечения, такие как расположение вершины, угол открытия и устойчивость во время бега.
В последующих разделах будут даны конкретные рекомендации, основанные на практическом опыте, для достижения желаемых условий ВИ.
Вершина как можно ближе к точке сваркиНа рис. 2-1 показана точка пересечения кромок (т. Е. Вершина) несколько выше по потоку от средней линии прижимного валка. Это связано с тем, что при сварке небольшое количество материала выдавливается. Апекс замыкает электрическую цепь, и высокочастотный ток с одного края поворачивается и возвращается по другому.
В пространстве между вершиной и центральной линией прижимного валка не происходит дальнейшего нагрева, потому что не течет ток, и тепло быстро рассеивается из-за высокого температурного градиента между горячими кромками и остальной частью трубы.Следовательно, важно, чтобы вершина была как можно ближе к центральной линии сварочного валка, чтобы температура оставалась достаточно высокой для обеспечения хорошего качества сварки при приложении давления.
Это быстрое рассеивание тепла является причиной того факта, что при удвоении ВЧ мощности достигаемая скорость увеличивается более чем вдвое. Более высокая скорость в результате более высокой мощности дает меньше времени для отвода тепла. Большая часть тепла, которое электрически выделяется на краях, становится полезной, и эффективность увеличивается.
Степень открытия VeeСохранение вершины как можно ближе к центральной линии давления сварного шва означает, что отверстие в клиновой части должно быть как можно шире, но есть практические ограничения. Во-первых, это физическая способность мельницы удерживать кромки открытыми без образования складок или повреждения кромок. Второй — уменьшение эффекта близости между двумя краями, когда они находятся дальше друг от друга. Однако слишком маленькое отверстие клина может способствовать преждевременному возникновению дуги и преждевременному закрытию клина, вызывая дефекты сварного шва.
Основываясь на практическом опыте, клиновидное отверстие в целом является удовлетворительным, если расстояние между кромками в точке 2,0 ″ выше по потоку от центральной линии сварочного валка составляет от 0,080 ″ (2 мм) до 0,200 ″ (5 мм), что дает угол наклона от 2 °. и 5 ° для углеродистой стали. Для нержавеющей стали и цветных металлов желателен больший угол.
Рекомендуемое отверстие Vee Рис. 2-1 Рис. 2-2 Рис. 2-3 Параллельные кромки избегают двойных клинковРис.2-2 показано, что если внутренние края сходятся первыми, появляются две жилки — одна снаружи с вершиной в точке А, другая с внутренней стороны с вершиной в точке В. Внешняя жилка длиннее, а ее вершина ближе к вершине. осевая линия прижимного валка.
На рис. 2-2 ВЧ ток предпочитает внутреннюю V-образную форму, потому что края расположены ближе друг к другу. Ток вращается в точке B. Между точкой B и точкой сварки нет нагрева, и края быстро охлаждаются. Следовательно, необходимо перегреть трубку, увеличив мощность или уменьшив скорость, чтобы температура в точке сварки была достаточно высокой для удовлетворительного сварного шва.Это еще больше ухудшается, потому что внутренние края будут нагреты сильнее, чем внешние.
В крайних случаях двойное клиновидное соединение может вызвать капание изнутри и холодную сварку снаружи. Всего этого можно было бы избежать, если бы края были параллельны.
Параллельные края уменьшают включенияОдним из важных преимуществ высокочастотной сварки является то, что на лицевой стороне кромок плавится тонкая пленка. Это позволяет выдавливать оксиды и другие нежелательные материалы, обеспечивая чистый и высококачественный сварной шов.При параллельных краях оксиды выдавливаются в обоих направлениях. На их пути ничего нет, и им не нужно проходить дальше половины толщины стены.
Если внутренние края сходятся первыми, окислам сложнее выдавить. На Рис. 2-2 есть желоб между вершиной A и вершиной B, который действует как тигель для содержания посторонних материалов. Этот материал плавает на расплавленной стали возле горячих внутренних краев. В то время как он сжимается после прохождения вершины A, он не может полностью пройти за более холодные внешние края и может застрять на границе раздела сварного шва, образуя нежелательные включения.
Было много случаев, когда дефекты сварного шва из-за включений вблизи внешней стороны прослеживались до внутренних кромок, которые слишком рано сходились вместе (например, остроконечная труба). Ответ — просто изменить форму, чтобы края были параллельны. Невыполнение этого требования может ограничить использование одного из наиболее важных преимуществ высокочастотной сварки.
Параллельные кромки уменьшают относительное перемещениеНа рис. 2-3 показан ряд сечений, которые можно было бы сделать между B и A на рис.2-2. Когда внутренние края остроконечной трубки сначала соприкасаются друг с другом, они слипаются (рис. 2-3a). Вскоре (рис. 2-3б) застрявший участок подвергается изгибу. Наружные углы сходятся вместе, как если бы края были шарнирно соединены внутри (рис. 2-3c).
Этот изгиб внутренней части стены во время сварки причиняет меньше вреда при сварке стали, чем при сварке таких материалов, как алюминий. Сталь имеет более широкий температурный диапазон пластика. Предотвращение относительного движения такого рода улучшает качество сварки.Это достигается за счет параллельности краев.
Параллельные кромки сокращают время сваркиСнова обращаясь к Рис. 2-3, процесс сварки происходит на всем протяжении от B до центральной линии сварочного валика. Именно по этой средней линии наконец оказывается максимальное давление и сварка завершается.
Напротив, когда края сходятся параллельно, они не начинают соприкасаться, пока, по крайней мере, не достигнут точки А. Почти сразу же прикладывается максимальное давление.Параллельные кромки могут сократить время сварки от 2,5 до 1 или более.
Сведение кромок параллельно друг другу использует то, что всегда знали кузнецы: ударяйте, пока горячее железо!
Vee как электрическая нагрузка на генераторВ высокочастотном процессе, когда импедеры и направляющие для швов используются в соответствии с рекомендациями, полезный путь вдоль клиновидных кромок составляет полную цепь нагрузки, которая размещается на высокочастотном генераторе. Ток, потребляемый V-образным вырезом от генератора, зависит от электрического импеданса V-образного сечения.Этот импеданс, в свою очередь, зависит от размеров V-образного сечения. По мере того как V-образный вырез удлиняется (контакты или катушка перемещаются назад), импеданс увеличивается, а ток имеет тенденцию к уменьшению. Кроме того, уменьшенный ток должен теперь нагревать больше металла (из-за более длинного клина), следовательно, требуется больше мощности, чтобы вернуть зону сварки к температуре сварки. По мере увеличения толщины стенки сопротивление уменьшается, а ток имеет тенденцию к увеличению. Если полная мощность должна быть получена от высокочастотного генератора, необходимо, чтобы импеданс V-образного сечения был достаточно близок к расчетному значению.Подобно нити накала в лампочке, потребляемая мощность зависит от сопротивления и приложенного напряжения, а не от размера генерирующей станции.
Поэтому по электрическим причинам, особенно когда требуется полная выходная мощность ВЧ-генератора, необходимо, чтобы размеры V-образного сечения соответствовали рекомендованным.
Инструмент для формовки
Формовка влияет на качество сварки
Как уже объяснялось, успех высокочастотной сварки зависит от того, обеспечивает ли формовочная секция ровные, параллельные кромки без обрывков клиновидной части.Мы не пытаемся рекомендовать подробные инструменты для каждой марки и размера мельницы, но мы предлагаем некоторые идеи относительно общих принципов. Когда причины понятны, остальное — простая задача для проектировщиков валков. Правильная формовочная оснастка улучшает качество сварки, а также облегчает работу оператора.
Рекомендуется ломать кромку
Мы рекомендуем прямую или модифицированную кромку. Это дает вершине трубы ее окончательный радиус за первые один или два прохода.Иногда тонкостенная трубка переформована для обеспечения упругого возврата. Предпочтительно не следует полагаться на плавниковые переходы для формирования этого радиуса. Они не могут переформатироваться без повреждения краев, так что они не выходят параллельно. Причина этой рекомендации заключается в том, что кромки будут параллельны до того, как они попадут на сварочные валки, то есть в клиновидный профиль. Это отличается от обычной практики ВПВ, где большие круглые электроды должны действовать как устройства, контактирующие с большим током, и в то же время как ролики, формирующие края вниз.
Edge Break против Center Break
Сторонники центрирования говорят, что валки с центральным разрывом могут работать с различными размерами, что сокращает инвентарь инструмента и время простоя при замене валков. Это веский экономический аргумент для большого стана, где валки большие и дорогие. Однако это преимущество частично сводится на нет, потому что им часто требуются боковые валки или серия плоских валков после последнего прохода оребрения, чтобы удерживать края внизу. При наружном диаметре не менее 6 или 8 дюймов разрыв кромки более предпочтителен.
Это верно, несмотря на то, что желательно использовать разные верхние валки для разрушения толстых стенок, а не тонких. На рис. 3-1a показано, что верхний валок, предназначенный для тонких стен, не дает достаточно места по бокам для более толстых стен. Если вы попытаетесь обойти это, используя верхний валок, достаточно узкий для самой толстой полосы в широком диапазоне толщин, у вас возникнут проблемы на самом тонком конце диапазона, как показано на рис. 3-1b. Стороны полосы не будут удерживаться, и разрыв края не будет полным.Это вызывает перекатывание шва из стороны в сторону на сварочных валках, что крайне нежелательно для хорошей сварки.
Другой метод, который иногда используется, но который мы не рекомендуем для малых заводов, заключается в использовании наростного нижнего валка с проставками в центре. При укладке тонкой стены используются более тонкая центральная распорка и более толстая задняя распорка. Конструкция рулона для этого метода — в лучшем случае компромисс. На рис. 3-1c показано, что происходит, когда верхний валок рассчитан на толстую стенку, а нижний валок сужается путем замены прокладок, чтобы получить тонкую стенку.Полоса защемлена по краям, но не в центре. Это имеет тенденцию вызывать нестабильность вдоль стана, включая сварочный клин.
Другой аргумент заключается в том, что поломка кромки может вызвать коробление. Это не так, если переходная секция правильно обработана и отрегулирована, а формовка правильно распределена по мельнице.
Последние разработки в области технологии формирования сепараторов с компьютерным управлением обеспечивают плоские параллельные края и быстрое время переналадки.
По нашему опыту, дополнительные усилия по правильному дроблению кромок хорошо окупаются в надежном, последовательном, простом в эксплуатации и высококачественном производстве.
Совместимость с ребрами
Прохождение гребных проходов должно плавно переходить к последней рекомендованной ранее форме плавного прохода. Каждый плавный проход должен выполнять примерно одинаковый объем работы. Это позволяет избежать повреждения кромок при перегрузке плавникового прохода.
Рис. 3-1Сварные ролики
Сварные ролики и ролики последнего ребра, коррелированные
Получение параллельных кромок в клиновидной части требует согласования конструкции последних оребренных валков и сварочных валков.Направляющая шва вместе с любыми боковыми роликами, которые могут использоваться в этой области, служат только для направления. В этом разделе описаны некоторые конструкции сварочных валков, которые дали отличные результаты во многих установках, и описана конструкция последнего оребрения, соответствующая этим конструкциям сварочных валков.
Единственная функция сварочных валков при ВЧ сварке — прижимать нагретые кромки вместе с достаточным давлением для получения хорошего шва. Конструкция с ребристыми роликами должна обеспечивать полностью сформированный каркас (включая радиус возле краев), но открытый вверху для сварочных роликов.Открытие получается так, как если бы полностью закрытая труба была сделана из двух половин, соединенных шарниром пианино внизу и просто разошедшимся вверху (рис. 4-1). Такая конструкция ребристого валка позволяет избежать нежелательной вогнутости внизу.
Двухвалковая система
Сварочные ролики должны быть способны закрывать трубу с давлением, достаточным для высадки краев даже при выключенном сварочном аппарате и холодных краях. Это требует больших горизонтальных компонентов силы, как показано стрелками на рис.4-1. Самый простой способ получить эти силы — использовать два боковых ролика, как показано на рис. 4-2.
Двухвалковая коробка относительно экономична в изготовлении. Во время бега можно регулировать только один винт. Он имеет правую и левую резьбу и одновременно перемещает два валка внутрь и наружу. Такое расположение широко используется для небольших диаметров и тонких стен. Двухвалковая конструкция имеет важное преимущество, заключающееся в том, что она позволяет использовать плоскую овальную форму горловины сварочного валка, которая была разработана THERMATOOL для обеспечения параллельности кромок труб.
При некоторых обстоятельствах двухвалковая компоновка может вызывать завихрения на трубе. Распространенной причиной этого является неправильная формовка, когда на кромки валков должно оказываться давление выше нормального. Следы завихрения могут также возникнуть на высокопрочных материалах, которые требуют высокого давления сварки. Частая очистка краев валков с помощью заслонки или шлифовального станка поможет свести к минимуму маркировку.
Шлифование валков во время движения минимизирует возможность чрезмерного шлифования или заедания валков, но при этом следует проявлять особую осторожность.Всегда пусть кто-нибудь стоит у аварийной остановки на случай чрезвычайной ситуации.
Рис. 4-1 Рис. 4-2 Трехвалковая системаМногие операторы стана предпочитают трехвалковую компоновку, показанную на рис. 4-3, для небольших труб (с наружным диаметром до 4-1 / 2 дюйма). Его основным преимуществом перед двухвалковой компоновкой является то, что практически исключаются следы завихрения. Он также обеспечивает регулировку для корректировки совмещения краев, если это необходимо.
Три валка, разнесенные на 120 градусов, установлены в скобах на усиленном трехкулачковом спиральном патроне.Их можно регулировать вместе с помощью зажимного винта. Патрон установлен на прочной регулируемой задней пластине. Первая регулировка выполняется при плотном закрытии трех валков на обработанной пробке. Задняя пластина регулируется по вертикали и по горизонтали, чтобы обеспечить точное выравнивание нижнего валка с высотой прохода стана и с осевой линией стана. Затем задняя пластина надежно фиксируется и не требует дополнительной регулировки до следующей смены валка.
Вилки, удерживающие два верхних валка, установлены на радиальных салазках, снабженных регулировочными винтами.Любой из этих двух валков можно регулировать индивидуально. Это в дополнение к общей настройке трех валков вместе спиральным патроном.
Два ролика — роликовая конструкцияРекомендуемая форма трубы с наружным диаметром менее 1,0 и двухвалковой коробки показана на рис. 4-4. Это оптимальная форма. Это обеспечивает наилучшее качество сварки и максимальную скорость сварки. При наружном диаметре более 1,0 смещение 0,020 становится несущественным и может не учитываться, поскольку каждый валок шлифуется от общего центра.
Три валка — конструкция валковТрехвалковые сварные швы обычно имеют круглую шлифовку с диаметром DW, равным диаметру готовой трубы D плюс припуск на размер a
RW = DW / 2
Как и в случае двухвалковой коробки, используйте Рис. 4-5 в качестве руководства для выбора диаметра рулона. Верхний зазор должен быть 0,050 или равен толщине самой тонкой стенки, которая будет проложена, в зависимости от того, что больше. Два других зазора должны составлять максимум 0,060, а для очень тонких стен масштаб уменьшен до 0,020.Здесь применима та же рекомендация относительно точности, которая была сделана для двухвалковой коробки.
Рис. 4-3 Рис. 4-4 Рис. 4-5ПОСЛЕДНИЙ УЧАСТОК
Цели проектирования
Форма, рекомендованная для последнего прохода ласт, была выбрана с рядом целей:
- Для подачи трубы к сварочным роликам с сформированным радиусом кромки
- Чтобы иметь параллельные края через клиновидный профиль
- Чтобы обеспечить удовлетворительное клиновидное отверстие
- Для совместимости с конструкцией сварочного ролика, рекомендованной ранее
- Для простоты шлифования .
Рекомендуемая форма показана на рис. 4-6. Нижний валок имеет постоянный радиус от единственного центра. Каждая из двух половин верхнего валка также имеет постоянный радиус. Однако радиус RW верхнего валка не равен радиусу RL нижнего валка, и центры, от которых шлифуются верхние радиусы, смещены вбок на расстояние WGC. Сам плавник сужается под углом.
Критерии проектирования
Размеры фиксируются следующими пятью критериями:
- Верхние радиусы шлифования такие же, как радиус шлифования сварных валков RW.
- Обхват GF больше, чем обхват GW в сварочных валках на величину, равную припуску на выдавливание S.
- Толщина TF ребра такова, что зазор между кромками будет в соответствии с рис. 2-1.
- Угол конуса ребра a таков, что края трубы перпендикулярны касательной.
- Расстояние y между верхним и нижним фланцами валка выбрано таким образом, чтобы в нем находилась лента без маркировки, и в то же время обеспечивалась некоторая степень рабочей регулировки.
Усовершенствуйте приложения для роботизированной сварки с поиском и отслеживанием швов
Сварка — одно из первых производственных приложений, которые были автоматизированы в промышленности. Его сложность и тот факт, что это опасная работа, сделали его идеальным приложением для промышленных роботов. С тех пор было роботизировано множество других роботизированных приложений. В некоторых предыдущих сообщениях мы говорили с вами о том, как системы технического зрения улучшают реальные робототехнические приложения, давая глаза на руки роботов.Что ж, роботизированная сварка также следует этой тенденции, поскольку с помощью зрения можно улучшить сварочные процессы для получения еще лучших результатов.
Поиск шва
Эта система позволяет роботу точно определить место соединения, которое будет свариваться, используя две детали в качестве ориентиров. Существуют разные методы определения места соединения.
Первому требуется контакт с деталью для определения места соединения; это называется тактильным ощущением. Он использует сварочную проволоку или другую проволоку, чтобы коснуться детали и определить наилучшее положение для сварки.Для некоторых видов сварных швов, таких как сварка внахлест, его можно использовать только с материалом толщиной более 3 мм.
Во втором методе для определения рабочей поверхности используется лазерная точка. Этот метод бесконтактный и значительно более быстрый. Этот метод можно использовать с более тонкими материалами, чем с сенсорным управлением.
В третьей методике используются лазерные камеры. Они проецируют лазерную линию, которая одновременно обнаруживает обе стены. Кроме того, они могут сократить время цикла и предоставить данные о зазоре в стыках.
Отслеживание шва
Эта система предназначена для отслеживания положения сварного шва в режиме реального времени во время сварки. Это обеспечивает лучшее качество сварных швов, лучшую скорость пути, оптимальный путь сварки и сокращение времени цикла. Более того, это может упростить программирование, так как робот будет управляться системой.
Эта технология обнаружения похожа на ту, что используется для поиска швов. Он может использовать тактическое зондирование, а также оптическое зондирование.
Тактическое зондирование имеет то преимущество, что оно нечувствительно к брызгам сварочного шва или постороннему свету.Он самый простой в использовании. Система определит, есть ли отклонения между кромкой, которой она касается, и запрограммированной траекторией. Сварочную проволоку или отдельную проволоку можно использовать в качестве датчика.
Оптическое отслеживание перемещается по шву заранее, чтобы обнаружить любое отклонение от запрограммированного пути. Часто используются лазеры или фотоаппараты.
Контроль
При обнаружении отклонения робот должен компенсировать это отклонение. Для этого существует два типа схемы управления: отслеживание шва, управляемое роботом, и адаптивное отслеживание шва.
Для первого метода (отслеживание шва, управляемое роботом), контроллер робота получит данные и отправит поправки роботу. Его преимущества заключаются в уменьшении накладных расходов на устройство и уменьшении формы обрабатывающей головки.
Для второго (адаптивное отслеживание шва) робот оснащен автономной обрабатывающей головкой, которую можно программировать независимо. Таким образом, при обнаружении отклонения данные будут отправлены на это автономное устройство, которое затем определит компенсацию.Эта схема управления не зависит от контроллера робота и может быстро реагировать.
Эти инструменты могут значительно улучшить ваше сварочное дело, так что каждый раз он всегда обеспечивает оптимальный сварной шов. Узнайте у интегратора роботизированной сварки, какое решение лучше всего подходит для ваших производственных параметров.
—
Говоря о роботизированной сварке, сварщики, работающие вручную, являются большим активом для компаний благодаря своим знаниям и опыту в области сварки. Однако когда придет время автоматизировать процесс сварки, они могут оказаться перегруженными программированием.Robotiq учел это и разработал интуитивно понятное решение для программирования, необходимого для роботизированной сварки. Kinetiq Teaching — это устройство, которое помогает людям, не обладающим глубокими знаниями в области программирования, очень быстро настроить сварочного робота. Посмотрите видео, чтобы увидеть, как это работает!
Инфракрасные методы измерения для адаптивной роботизированной сварки (Конференция)
Линь, Т.Т., Грум, К., Мэдсен, Н.Х., и Чин, Б.А. Инфракрасные методы измерения для адаптивной роботизированной сварки . США: Н. П., 1986.
Интернет.
Лин Т., Грум К., Мэдсен Н. Х. и Чин Б. А. Методы инфракрасного считывания для адаптивной роботизированной сварки . Соединенные Штаты.
Линь, Т.Т., Грум, К., Мэдсен, Н.Х., и Чин, Б.А.Мы бы .
«Инфракрасные методы обнаружения для адаптивной роботизированной сварки». Соединенные Штаты. https://www.osti.gov/servlets/purl/5467925.
@article {osti_5467925,
title = {Методы инфракрасного обнаружения для адаптивной роботизированной сварки},
author = {Лин, Т. Т. и Грум, К. и Мэдсен, Н. Х. и Чин, Б. А},
abstractNote = {Целью данного исследования является изучение возможности использования инфракрасных датчиков для наблюдения за процессом сварки.Данные были собраны с помощью инфракрасной камеры, которая находилась в ванне расплавленного металла во время операции сварки. Затем были намеренно вызваны несколько типов нарушений процесса, которые приводят к дефектам сварного шва, и полученные тепловые изображения контролировались. Газовая вольфрамовая дуга с использованием переменного и постоянного тока, а также процессы газовой дуговой сварки были исследованы с использованием стали, алюминия и листовых материалов из нержавеющей стали. Тепловые изображения, полученные для трех материалов и различных сварочных процессов, показали почти идентичные картины для одного и того же наведенного возмущения процесса.Основываясь на этих результатах, инфракрасная термография представляет собой метод, который может быть очень применим для автоматизации процесса сварки.},
doi = {},
url = {https://www.osti.gov/biblio/5467925},
journal = {},
number =,
объем =,
place = {United States},
год = {1986},
месяц = {1}
}