Сварка вертикальных швов: как правильно варить электродом, полуавтоматом и другие технологии — Pcity.su
Сварка вертикальных швов
Содержание:
Одним из признаков при классификации сварных швов является их положение в пространстве. Нередко в конструкциях необходимо выполнение вертикальных швов, что не является самым простым вариантом. При его выполнении не так легко, как при сварке горизонтально расположенных швов, осуществлять контроль состояния сварной ванны, что оказывает влияние на качество соединения.
Особенность сварки вертикальных швов заключается в стекании вниз расплавленного металла под действием силы тяжести собственного веса во время сварочного процесса. Это создает трудность продолжения шва, поскольку при застывании образуется преграда, содержащая шлаки от электрода. Чтобы разобраться, как правильно варить вертикальный шов сваркой, необходимы теоретические знания и практический навык.
Способы сварки
Сварку в вертикальном положении можно осуществлять различными методами.
Электрошлаковый способ
Электрошлаковый метод позволяет сваривать детали любой толщины. Независимо от размера поперечного сечения шва он осуществляется за один проход. Благодаря этому происходит экономия затрат на электроэнергию и уменьшение потребности в расходных материалах. Значительно увеличивается производительность работ.
Между кромками и металлом образуется ванна, в которой находится жидкий шлак. Электрод погружают в шлаковую ванну. Проходящий через ванну ток нагревает ее до такой высокой температуры, что кромки и кончик электрода начинают плавиться. Результатом расплава является появление сварочной ванны и начала образования сварного соединения.
По мере того, как шов будет остывать, сварная ванна с электродом будет подниматься вверх. За проход можно осуществить сварку вертикального шва различной толщины. Шлак, находящийся в жидком состоянии, обладает более легким весом. Поскольку его местоположение сверху, происходит защита шва от неблагоприятного влияния на него кислорода в воздухе.
Когда осуществляется вертикальный шов электродуговой сваркой, то жидкий металл стекается вниз, подчиняясь закону гравитации. Капельный путь — это способ перехода жидкого сплава в сварочную ванну. Сварка вертикального шва ручной дуговой сваркой предполагает применение короткой дуги для того, чтобы капельки перетекали плавно, а не отрывались.
Перед тем, как варить вертикальный шов дуговой сваркой или другим методом требуется подготовка свариваемых частей. Кромки деталей разделывают по-разному в зависимости от способа их соединения и поперечного размера свариваемых металлов. Детали фиксируют с помощью специальных приспособлений. Чтобы предотвратить деформации используют прихватки — поперечные швы, расположенные на расстоянии между собой.
Полуавтомат
Более удобным способом создать вертикальный шов можно полуавтоматом сваркой. Основой работы аппарата полуавтомата является подача тока на горелку вместе с защитным газом. Роль электрода при этом способе исполняет проволочка, которая подается на место сварки в автоматическом режиме. Образование электрической дуги происходит между ней и свариваемыми деталями. Расплавление металла осуществляется под защитой газа, что предупреждает появление окислов.
Основой работы аппарата полуавтомата является подача тока на горелку вместе с защитным газом. Роль электрода при этом способе исполняет проволочка, которая подается на место сварки в автоматическом режиме. Образование электрической дуги происходит между ней и свариваемыми деталями. Расплавление металла осуществляется под защитой газа, что предупреждает появление окислов.
Большое значение для получения высококачественного вертикального шва с помощью полуавтомата имеет величина силы тока. При правильном выборе шов получится ровный и без обрывов. Выбор оптимальной силы тока зависит от поперечного размера деталей. Скорость процесса сварки пропорциональна скорости подачи проволоки, регулировка которой осуществляется с помощью специального механизма. Оптимальным диаметром электрода для этого вида сварки является 0,8 мм.
При сваривании тонких листов возможно его уменьшение, чтобы избежать затухания дуги. Защитный газ продается в специальных баллонах, оснащенных редуктором с манометром для контроля давления. Для качественной сварки вертикального шва должно быть установлено давление 0,2 атмосферы.
Для качественной сварки вертикального шва должно быть установлено давление 0,2 атмосферы.
Перед тем, как начать сварку, устанавливается значение расстояния, с которого проволока выступает из сопла. Эта величина должна быть не свыше 5 мм. Прежде, чем начать сваривание, следует позаботиться о неподвижности деталей друг относительно друга. Это обеспечивает сварка полуавтоматом точками.
Скрепление деталей производится не менее, чем в двух местах. Когда сваривание производится нахлестом, то детали скрепляются струбцинами. Если в начале сварки не будет зажигаться дуга, то силу тока увеличивают. Сварка вертикальных швов полуавтоматом является удобным и надежным способом.
При намерении выполнить вертикальный шов более современным методом имеет смысл выбрать инвертор. Он пришел на смену устаревшим трансформаторам, тяжелым и сложным при эксплуатации. Инвертор обладает небольшим весом. Преимуществом является и то, что при использовании инвертора брызг металла получается гораздо меньше. Сварка вертикальных швов инвертором происходит при помощи электрического разряда. К достоинствам прибора относится малая чувствительность к перепадам напряжения.
Сварка вертикальных швов инвертором происходит при помощи электрического разряда. К достоинствам прибора относится малая чувствительность к перепадам напряжения.
Удобство при работе обеспечивают ручки и индикаторы на его корпусе. Включение и выключение инвертора производится тумблером. Ручками на панели выставляются величины напряжения и тока. Имеются индикаторы, на которых появляется информация о питании и перегреве оборудования. Один кабель имеет на конце держатель для электрода, а на втором находится прищепка-зажим для крепления изделия. Питание инвертор получает от электрической сети. Бесперебойную работу обеспечивают аккумуляторные конденсаторы. Потребление электроэнергии находится в зависимости от диаметра электрода.
Принцип работы состоит в том, что металлические части и электрод начинают плавиться под воздействием дуги, что приводит к образованию сварочной ванны. Образовавшийся шлак после охлаждения удаляют постукиванием. Существуют рекомендации, как правильно варить инверторной сваркой вертикальный шов.
Работу следует начинать с настойки электрического тока. Его величина зависит от толщины деталей. Затем к свариваемой поверхности подключают клемму массы. Диаметр электрода — 2-5 мм. Металлические детали перед свариванием подготавливают обычным способом.
Варианты движения
Вертикальная сварка в зависимости от направления движения осуществляется способами — снизу вверх или наоборот. Вариант снизу вверх является более простым и удобным. Сварную ванну наверх подталкивает дуга. Она также препятствует ее опусканию вниз.
Начальное расположение сварочной ванны — внизу. Расплавленный металл поступает в нее сверху. Чтобы предупредить расплескивание металла, электрод должен находиться под углом по отношению к вертикальной плоскости, в которой будет располагаться сварной шов. Поскольку его плавящий конец расположен выше другого, установленного в держатель или придерживаемого рукой сварщика, это поддерживает ванну, не давая металлу расплескиваться. Нижние слои кристаллизуются, превращаясь в подставку для следующей ванны.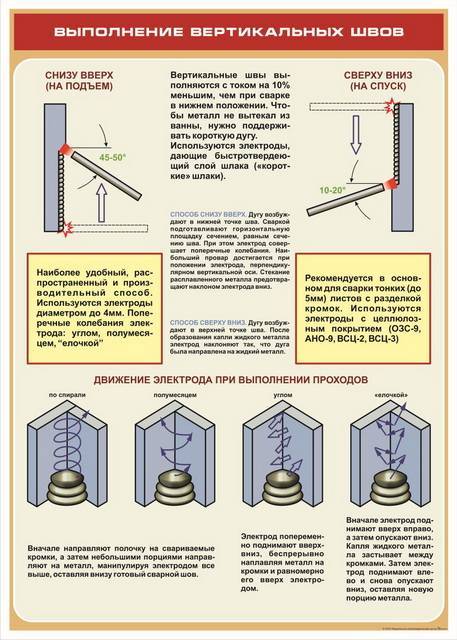 Так происходит вертикальная сварка электродом популярным методом.
Так происходит вертикальная сварка электродом популярным методом.
При формировании вертикального шва из положения снизу без отрыва дуги электроды перемещают, не меняя направления и без горизонтальных смещений. Наклон электрода находится в пределах 80-90 градусов. Это обеспечит возможность получения плоского шва. Скорость, с которой перемещается электрод, должна быть достаточно большой. Необходим постоянный контроль, как сваривают вертикальные швы. Тогда при вытекании металла с одного края ванны можно перейти к другому края, не прекращая движения наверх.
Также возможно вертикальный сварочный шов делать с отрывом дуги. Это могут взять на вооружение начинающие сварщики. За то время, пока происходит отрыв, температура деталей понижается. Для опоры электрода так же, как и в предыдущем случае, можно использовать полочку кратера.
Еще один способ, как варить вертикальный шов электродом, заключается в перемещении сверху вниз. При этом варианте электрод также располагают концом наверх.
Сварка сверху вниз является более проблематичной. При применении этого метода стоит трудная задача — опередить расплавление нижнего края сварной ванны, при этом удерживая ее. Поскольку тепло от электрода не поступает, за это время должна произойти кристаллизация верхнего края. При расплескивании жидкого металла следует увеличить ток и скорость движения вниз электрода. Увеличение ширины шва также пойдет на пользу для решения проблемы.
Различные технологии
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу — «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода — 3 мм. Ток имеет небольшое значение — 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим — получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Сечение валика при способе «лесенкой» является небольшим — получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным.
 Немного поможет плавность перемещения.
Немного поможет плавность перемещения. - При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.
 Немного поможет плавность перемещения.
Немного поможет плавность перемещения.Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
Интересное видео
Источник:
http://osvarka.com/shvy-i-soedineniya/svarka-vertikalnykh-shvov
Как правильно варить вертикальный шов электродуговой сваркой?
Технология сварки, это сложный процесс, требующий предельной аккуратности и точности, и прежде чем решить вопрос как правильно варить вертикальный шов электросваркой, необходимо знать азы технологии в принципе. Первоначально необходимо выправить деталь, после чего потребуется произвести зачистку элементов стыковки. Появление технологических дефектов для вертикального сварочного шва сталкиваются с такими видами возможных загрязнений поверхностей:
Первоначально необходимо выправить деталь, после чего потребуется произвести зачистку элементов стыковки. Появление технологических дефектов для вертикального сварочного шва сталкиваются с такими видами возможных загрязнений поверхностей:
- Наличие ржавчины.
- Появление масла.
- Возникновение окалин.
Пример сварки вертикального шва электродуговой сварки
В первую очередь, необходимо зачистить те места, где будут проводиться сварочные мероприятия. Это относится ко всем кромкам детали, а также в местах, где есть возможные щели или зазоры. Удалять грязь можно любым доступным методом, металлической щёткой, горячей струёй воздуха, или сильнейшим пламенем горелки. В качестве вариантов очистки поверхности используют следующие технологии и инструменты:
- Щетка, с усиленным металлическим ворсом.
- Игловые фрезы.
- Гидравлические пескоструйные технологии.
- Мелкая рабочая дробь.
- Промышленная горелка.
- Стандартный шлифовальный круг.
- Метод проплавления.
- Растворители.

Теперь, для подготовки вертикального шва электродуговой сваркой сверху вниз или наоборот, необходимо разобраться с принципами начала работы, и на первое место выходит возбуждение дуги.
Сварка вертикального шва сверху вниз
Запуск дуги для работы
Рассмотрим два наиболее вероятных варианта, которые предпочтительны для техники сварки вертикальных швов.
- Сварщик, используя держак, где встроен электрод, начинает постепенное движение, где потребуется прикоснуться к металлической поверхности. Далее необходимо быстро отвести электрод назад, примерно на 2-4 мм. В результате появится необходимое пламя дуги. Рабочая долина дуги обеспечивается медленным опусканием устройства. Принцип задачи как варить вертикальный шов дуговой сваркой, зависит, прежде всего, от параметра расплавления. Сварщик должен соблюдать меры предосторожности, перед тем как появится дуга, необходимо надеть защитную маску или очки, для защиты лица или глаз.
- Сварщик быстро проводит по металлической поверхности кончиком электрода, а затем точно также быстро отодвигает держак на себя, но примерно на 2 мм от поверхности металлического изделия. В определённый момент, между электродом и поверхностью образуется электрическая дуга. В процессе выполнения задачи как варить вертикальный шов электродом, необходимо придерживаться одинаковой длины дуги. Сама дуга на начальном этапе, должна быть исключительно короткой. Возле шва образуются небольшие рабочие капли металла. Процесс плавления будет максимально плавным и спокойным. Шов получается глубокий и ровный. Если рабочая длина дуги будет слишком длинной, то основная поверхность металла не проплавиться до конца. Металлическая поверхность электрода начнётся окисляться, появятся значительные брызги на поверхности металла. Шов после проведения сварки будет выглядеть совершенно неровным, имеющий многочисленные окисловые вкрапления.
- Общую длину рабочей дуги можно определить по своеобразному звуку, который характерен для процесса как правильно сварить вертикальный шов ручной дуговой сваркой. Слишком длинная дуга имеет характерный звук, который издаётся в процессе работы, и, следовательно, возможны появления хлопков.

 Слишком длинная дуга имеет характерный звук, который издаётся в процессе работы, и, следовательно, возможны появления хлопков.
Слишком длинная дуга имеет характерный звук, который издаётся в процессе работы, и, следовательно, возможны появления хлопков.Если дуга неожиданно оборвалась, ее можно возбудить снова.»
В месте, где образовался кратер, тщательно заваривают, иначе есть риск нарушения общего принципа технологической работы. Если потребуется сварить узел, который используется для основной эксплуатации в общем технологическом процессе, то возможно появление, так называемой технологической «усталости». Категорически запрещено возбуждать дугу в данном месте, иначе вертикальный шов электродуговой сваркой, вызывает так называемый рабочий «ожог» металла. В данном месите, во время эксплуатации конструкционной детали, в будущем возможно разрушение.
Первые шаги
Если вы хотите научиться варить, то специалисты рекомендуют проводить опыты на металлических валиках. Таким образом, вы можете понять суть задачи, как научиться варить вертикальный шов. Здесь нет необходимости создавать необходимого качества сварного шва..jpg) Достаточно добиться эффекта расплавления материала. На рабочей поверхности не должно быть ржавчин, поверхность должна быть идеально очищенной от ржавчины, масла, окалины.
Достаточно добиться эффекта расплавления материала. На рабочей поверхности не должно быть ржавчин, поверхность должна быть идеально очищенной от ржавчины, масла, окалины.
Какие валики используются для работы
Теперь попробуем определиться, как варить вертикальный шов без отрыва, используя валики. В данном случае, необходимо вставить электрод рабочий держак. Для того чтобы создать требуемый ток в электроде, необходимо создать минимальное трение между электродом и металлической поверхностью. Для этих целей, достаточно создать усилие трения по поверхности или без усилия постучать по рабочей части металла.
Когда появится электрическая дуга, вертикальный шов электродуговой сваркой толстого металла, при помощи электрода, направляется на заготовку, где необходимо выдержать минимальный зазор между рабочей зоной электрической дуги и поверхностью металла. Зазор в данном случае должен иметь постоянный режим дуги пламени. Как правило, для вертикального шва электродуговой сваркой тонкого металла, выдерживается дистанция размером в 3-5 мм.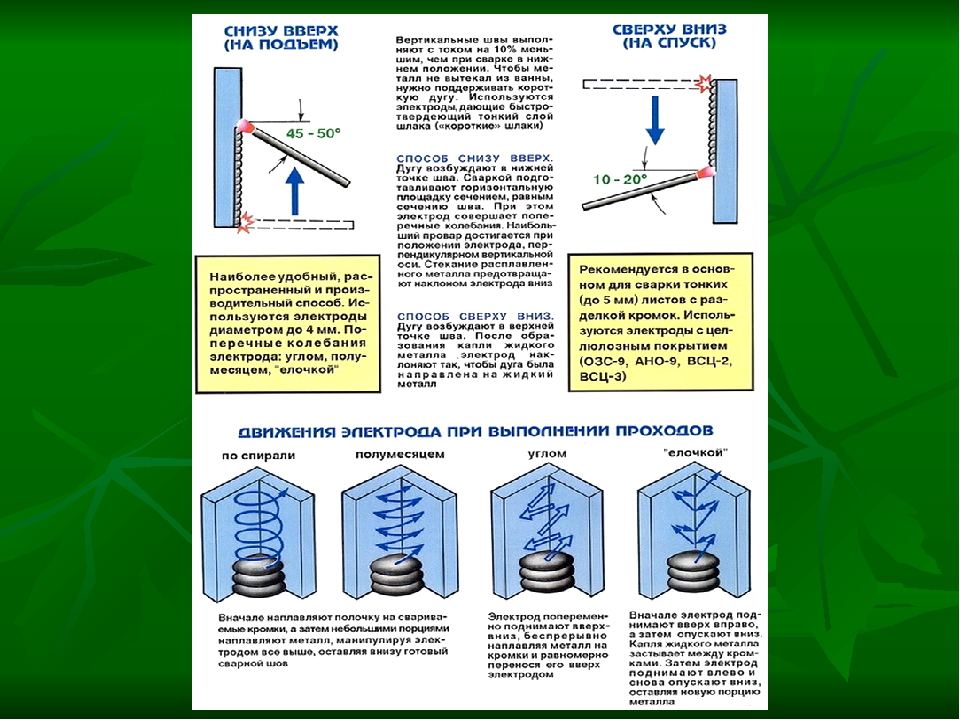
Помните, чтобы добиться такого качества шва, необходимо постоянно придерживаться одного и того размера дуги, и дуговая сварка вертикальных швов позволяет соблюдать данные требования. Резкие отклонения чреваты появлению дефектов, что негативно оказывает влияние на металл, а также на характеристики прочности готового изделия.»
Варианты получения качественного шва
Теперь необходимо определить, какой метод отлично создаётся при сварке вертикальных швов. В качестве варианта необходимо использовать один из нижеперечисленных методов. В данном случае обращаем внимание, что отличный результат может показать только опытный практикант или специалист широкого профиля:
- Технология лесенка (зигзагообразная).
- Методика ёлочка.
Движение электрода методом «ёлочки»
- Петлевидная система.
- Серповидная система.
Новички на первых порах могут взять в качестве экспериментальных материалов, различные валики, где можно поучиться основным принципам проведения вертикальной сварки. Используйте подручные средства, соблюдайте меры безопасности, набирайтесь опыта у мастеров. Обратите внимание на то, что вертикальные соединения швов предусматривает несколько вариантов исполнения, в том числе тавровые, внахлёст, стыковые и угловые. Каждый метод имеет как общие принципы сварочных работ, так и индивидуальные хароактеристики, которые переплетаются с иными способами и технологиями.
Используйте подручные средства, соблюдайте меры безопасности, набирайтесь опыта у мастеров. Обратите внимание на то, что вертикальные соединения швов предусматривает несколько вариантов исполнения, в том числе тавровые, внахлёст, стыковые и угловые. Каждый метод имеет как общие принципы сварочных работ, так и индивидуальные хароактеристики, которые переплетаются с иными способами и технологиями.
Обращаем также внимание на то, как проводится технология сварки, сколько требуется слоёв и прочие технические и физические характеристики. В некоторых случаях, не последнюю роль играет диаметр электрода, который оказывает влияние на нанесение требуемого количества слоя сварки. Соблюдаем минимальные требования пожарной и электрической безопасности при проведении сварочных работ.
Источник:
http://svarkaipayka.ru/tehnologia/drugoe/kak-pravilno-varit-vertikalnyiy-shov-elektrodugovoy-svarkoy.html
Как варить вертикальный шов электросваркой: правильная сварка инвертором для начинающих
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
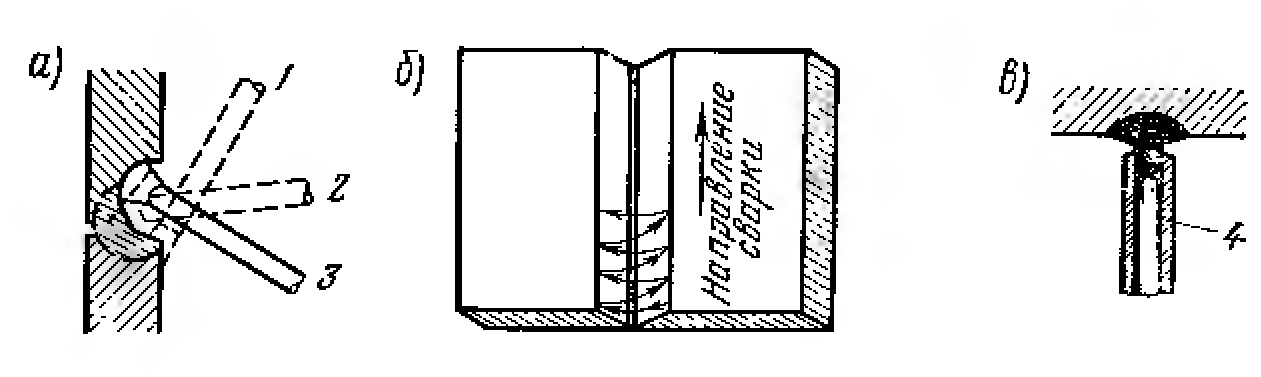
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Источник:
http://www.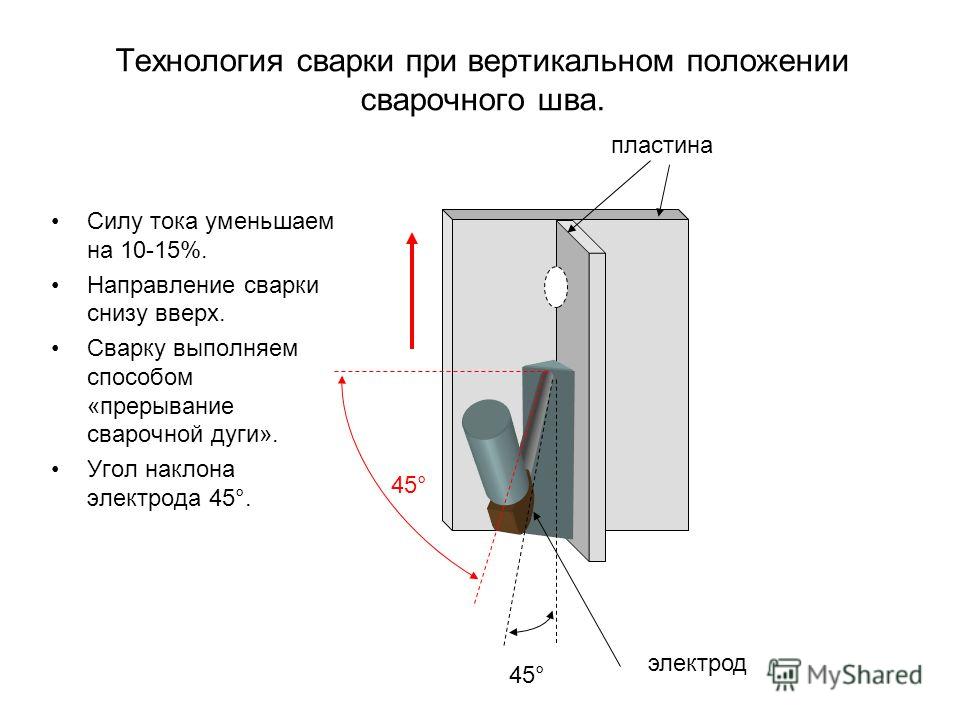 rocta.ru/info/kak-varit-vertikalnyj-shov-ehlektrosvarkoj-pravilnaya-svarka-invertorom-dlya-nachinayushchih/
rocta.ru/info/kak-varit-vertikalnyj-shov-ehlektrosvarkoj-pravilnaya-svarka-invertorom-dlya-nachinayushchih/
Как варить вертикальный шов: описание и рекомендации
Чтобы получить прочные соединения металлических изделий и надежных швов, нужно в совершенстве владеть технологией проведения сварочных работ. Мастер должен подробно знать, как варить вертикальный шов и другие тонкости этой процедуры: как правильно подключать и регулировать диапазон применяемого тока, как подобрать необходимые сварочные материалы. Перечисленные навыки помогут добиться крепкой и эстетической стыковки металла, которая прослужит не один год.
Виды сварных соединений
Обязательным условием для получения качественного вертикального сопряжения является толщина свариваемых элементов и правильный способ технического соединения, который будет использован в конструкциях. Существует несколько способов сварочного производства для любых металлоконструкций.
Прежде чем узнать о способах, стоит ознакомиться с распространенной проблемой — горячими трещинами.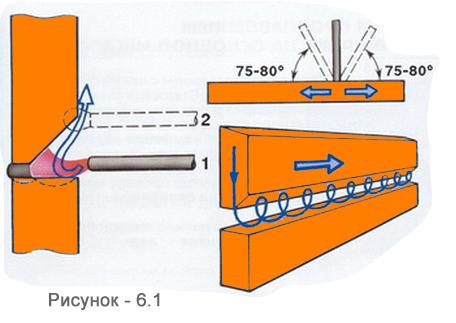 Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.
Без знаний о том, как их устранить может быть сложно сделать правильный вертикальный шов.
Стыковочные узлы
Метод, когда элементы привариваются друг к другу торцовыми частями. Этот вид используется для стыковки различных металлических трубопроводов, кузовных деталей автомобиля, проката, изделий в машиностроении. Такая технология хорошо работает при разной толщине деталей, включая все сплавы.
Она требует меньшего расхода присадочного материала и энергоресурсов. Не увеличивает вес конструкции. В результате сопряжения получаются ровными и герметичными.
Тавровое пересечение
Стыковка торца металлического элемента, который варится под углом до 30° к боковой части второго элемента. Используется и для металлоконструкций, где монтажные части соприкасаются под прямым углом в форме «Т». Балки для перекрытий, заграждения, корпусы и сварные каркасы металлических конструкций — места, где тоже применяется это соединение.
К преимуществам относят соединение металлоконструкций в недоступных местах с возможностью проведения сварочных работ с обеих сторон. Конструкция хвалится высокими нагрузками.
Конструкция хвалится высокими нагрузками.
Сварка внахлест
Сваривание используется, когда металлические детали прилегают друг к другу и расположены параллельно. Наложение снимает все погрешности и упрощает работу. Делать такие сопряжения несложно, а для начинающих сварщиков — занятное дело.
У сопряжения нет принципиальных размеров и параметров, допускается погрешность без потери качества. Имеет прочность к разрывам и недорогое производство по себестоимости.
Угловая (торцовая) стыковка
Это такой способ, при котором края одной детали соединяются с краем другой под наклоном от 30°. Методика требует серьезного подхода, теоретических знаний и многолетнего стажа работы. Угловые комплексы работают в различных плоскостях и положениях как в горизонтальных, так и перпендикулярных ему. Например, при тавровых сцеплениях, располагающихся вертикально, применяются продольные соединительные сборки. Угловое скрепление используется в строительстве, монтаже конструкций, мебели.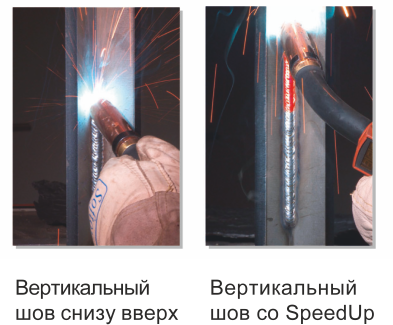 Применяется для создания каркасов, резервуаров.
Применяется для создания каркасов, резервуаров.
При неправильном проведении сваривания возможно возникновение дефектов таких, как прожог, свищи, подрезы, непровары, наплывы.
Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления. Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
- однослойные или многослойные проходы;
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные). А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Особенности вертикальных швов
Вертикальные сварочные швы прорабатывают по методике движения от самого низа к верху. Траектория движений сварщика электродом осуществляется специальными способами, в зависимости от применяемой технологии. По вертикали поднимаются по линиям полукруга, ёлочки или шагами по зигзагу. При горизонтальном сопряжении процесс идет по нескольким проходам на месте будущей сборки от нижнего уровня детали кверху.
На низком горизонте варят с помощью стыковочных сборок или другим методом углов. Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Прочность дают совмещения при повороте на 45 градусов, «лодочкой», с симметрией или асимметрией (применяется для труднодоступных мест).
Верхние сварочные комплексы — самые трудоемкие. Сложность придает текучесть расплавленной массы, которая съезжает с рабочей зоны. Для такой ситуации применяют низкие дуги, а показатели силы тока уменьшают до 20 %.
Показатели электрического тока и скорости перемещения дуги влияют на конечный результат сборки. Использование высоких электрических значений создает прогрев деталей до больших глубин, что позволяет повышать скорость движения электрода. Придерживаясь правильной взаимозависимости тока и темпа, получится гладкая безупречная сварка.
О правильном выборе тока и диаметра электрода можно почитать тут.
Учитывая пространственное расположение сцепления, подбирают соответствующий наклон ведения электрического тока. Горизонтально и вертикально расположенные изделия, как и стыки неподвижных труб, требуют направления дугового разряда вперед углом. Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Наклонные и стыковочные срезы варятся электродом, направленным под наклоном назад. Прямой угол широко используют для труднодоступных мест приваривания. Любой из способов дает сварщику возможность производить монтаж в различных условиях производства. Зная правильный режим сварки, можно добиться желаемого результата.
Качественные соединения при выполнении продольных соединений сплавления зависят от соблюдения всех этапов технологического процесса. Весомое препятствие вызывает контролирование процедуры, в результате которой образуется вертикальный шов электродуговой сваркой. Это объясняется точным физическим законом силы тяжести. Он тянет вниз жидкую массу расплава. Облегчить процесс поможет знание о том, какие электроды лучше для сварки.
До того, как варят вертикальный шов дуговой сваркой или применяют другой метод, требуется грамотно провести подготовку свариваемых частей. Первичная обработка — важная часть технологического процесса. После очищения металлических изделий их закрепляют в специальном положении путем создания мелких поперечных зацепок. Они не дадут деталям двигаться.
Они не дадут деталям двигаться.
Принцип формирования узлов по осям вертикали состоит в том, чтобы переменный ток использовался только для техники движения снизу вверх. Сварная ванна заполняется расплавленной массой, создавая выпуклый вал. Так наполняется совмещаемый кратер. А электродуговые способы ускорят процесс застывания расплава. Поэтому берут небольшие капли и сокращают дугу.
Технология сварки вертикальных сопряжений
Без опыта в сварке сложно понять, как безопасно сваривать вертикальные швы электросваркой согласно техническим требованиям, а также сделать его гладким и монолитным. Профессиональное сцепление металла получается, когда:
- Постоянно контролируют взаимную перпендикулярность электродов и металлических частей.
- Используют укороченную дугу, из-за которой кристаллизация ускоряется. Это снижает количество потеков и дефектов совмещений.
- Изменен угол проводника, чтобы приостановить потеки расплавов.
- Уже произошла утечка. Тогда надо повысить показания тока и увеличить шаги, чтобы увеличилось время кристаллизации.
 Тогда надо повысить показания тока и увеличить шаги, чтобы увеличилось время кристаллизации.
Тогда надо повысить показания тока и увеличить шаги, чтобы увеличилось время кристаллизации.Подробнее о том, как правильно варить сваркой, можно узнать тут.
Когда требуется проложить дорожку сверху вниз в труднодоступном месте, лучше не спешить и следовать специальным нормам. В результате железо будет податливо, а потеки не будут мешать.
Правила того, как осторожно, правильно и профессионально заварить местный вертикальный шов сваркой, когда металлические листы совсем тонкие:
- предварительно обработать изделие, убрать загрязнения и прочие остатки на металле, снять оцинковку;
- точечными шагами снизить потеки и прожоги материала.
Понять, как следует правильно сваривать инверторной сваркой вертикальный шов, легко, если сварщиком учтены следующие факторы:
- состав соединительных материалов;
- сварочные методики при таких составах;
- опыт мастера;
Также необходимо заранее узнать о возможностях применяемого оборудования.
Условия проведения сварочной работы
Чтобы крепко заварить части металла, требуется выбрать принцип траектории либо снизу вверх, либо наоборот. Подобные перемещения проводят, отрывая или не отрывая дуги.
Если начальное положение ванны снизу, то жидкий металл поступает сверху. Чтобы остановить разбрызгивание, проводник наклоняют по отношению к рабочей плоскости, где ложится стыковка деталей. Нижний расплав затвердевает и образует упор для следующей выемки.
Для образования прочного соединения снизу без дугового отрыва электрод двигают равномерно без смещений. Диапазон поворота электрода около 90 градусов. Это позволит разгладить узлы сопряжения. Скоростной темп при этом сохраняется на высоких значениях. Следует координировать процесс сваривания металла. Когда потеки начнут появляться у одного среза, можно отступить к другому краю. При этом продолжить перемещение к верху.
Сварить металлоконструкции своими руками может каждый. Надо знать правила работ, которые подробно рассмотрены здесь.
Металлические стыковки с отрывом дуги доступны любому мастеру. Обычно начинающие сварщики так набираются опыта. В период отрыва нагрев конструкции существенно падает. Для устойчивости электрода, как и в первом варианте, применяют уступ кратера.
Сварка вертикального шва при помощи ручной дуговой сваркой гораздо сложнее. Для уменьшения разбрызгивания расплавленной массы повышают силу электричества и поднимают темп. Кроме того, перемещают и увеличивают ширину шагов.
Процесс расплавки электродами
Для ускорения времени новичкам научиться гораздо проще варить вертикальный шов с отрывом дуги. По ходу работы дуговой разряд подпирают срезом сварной ванны. Траектории движения проводников при формировании кратера с отрывом и без отрыва, проводятся согласно рисунку ниже.
Металлическая сварка, направленная сверху вниз, станет устойчивее, когда пойдут короткие электрические дуги. Нужно уверенно вести проводник строго перпендикулярно краям. В процессе его наклоняют вниз на 45°.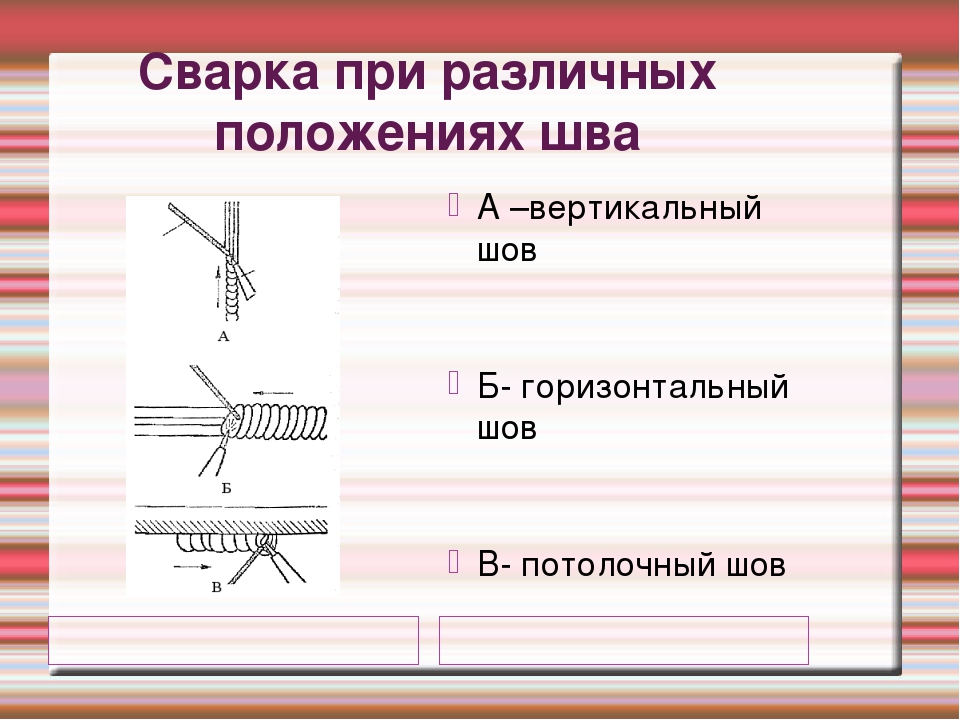
Результат сборки напрямую зависит от оборудования и его мощностей. Ручная сварка обеспечивает:
- проникновение в труднодоступные места сваривания;
- монтаж в каждом положении;
- применение основных видов сплавов.
Из недостатков можно выделить: низкий КПД, зависимость качества состыковок от квалификации рабочего, вредные испарения и искры, возникающие при работе, требуется специальная форма сварщика и маска.
Полуавтоматический режим
Метод занимает промежуточное место между дуговым и автоматическим способом. В течение варки применяются среды защитных газов. Сварка местного вертикального шва инвертором имеет свои преимущества:
- стабильное функционирование электрической дуги, обеспечивающей напряжение;
- высокий КПД;
- простота выполнения операций;
- небольшие параметры аппаратов.
Для тонких листов используются метод «Треугольника». Основывается на технологии ведения проводника от низа к верху. Жидкая масса, находящаяся перед застывшим участком, не протечет. Запомнить, как правильно варят вертикальные швы инвертором, просто. Достаточно взять электроды 3 мм и установить электрическую силу тока на 100А. Затем перемещайте траекторию проводника так, чтобы ванна наклонилась, как в треугольнике.
Жидкая масса, находящаяся перед застывшим участком, не протечет. Запомнить, как правильно варят вертикальные швы инвертором, просто. Достаточно взять электроды 3 мм и установить электрическую силу тока на 100А. Затем перемещайте траекторию проводника так, чтобы ванна наклонилась, как в треугольнике.
О преимуществах и недостатках сварки полуавтоматом: https://svarkaed.ru/svarka/obuchenie-svarke/svarka_poluavtomatom.html
«Лестница» применяется, когда между свариваемыми частями образуется широкое расстояние. Сама технология подразумевает плавные волны от края до края, при незначительном уклоне проводника. Качественное замыкание получится, если взбираться по «Лестнице» снизу вверх, не отрывая дуги.
Мелкие зазоры хорошо перекрывает метод «Елочки». Направлять электрод следует по соответствующему рисунку. Когда расплавленного металла станет много, нужно остановиться для проплавки. Таким же образом поступают с другой стороны.
На рисунке видно, как сварка выглядит в вертикальном положении.
Сварочный шов имеет широкое применение в производстве. Наработка опыта поможет избежать потеков раскаленного железа. Используйте современные методики, позволяющие совмещать металлические детали вертикально.
Соблюдая все характеристики и нормативы, получатся износостойкие и долговечные подсоединения без наслоения шлака. Построение стыковочных стежков производится посредством полуавтомата и ручной сваркой. Среди существующих систем — эти наиболее устойчивые и доступные. Технологические принципы необходимо проработать, и после приступать к практике. Обладая техникой монтажа сварных комплексов, останется только повышать квалификацию.
Источник:
http://svarkaed.ru/svarka/shvy-i-soedineniya/kak-varit-vertikalnyj-shov-opisanie-i-rekomendatsii.html
Как варить вертикальный сварочный шов
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
 Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
 Учитывается толщина материала и степень обрабатываемости.
Учитывается толщина материала и степень обрабатываемости.Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
 Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
Наибольшее распространение получили следующие разновидности соединений:
Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
 Примером можно назвать марки ЛНО-9 и ВСЦ-2.
Примером можно назвать марки ЛНО-9 и ВСЦ-2.Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
 За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
За счет этого исключается вероятность длительной задержки источника тепла в одной точке.Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.

Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
 gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/GQC4AWRRvVg?feature=oembed»/>
gif» data-lazy=»true» data-src=»https://www.youtube.com/embed/GQC4AWRRvVg?feature=oembed»/>
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Источник:
http://stankiexpert.ru/spravochnik/svarka/kak-varit-vertikalnyjj-svarochnyjj-shov.html
Как варить вертикальный шов
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Отсюда и трудности сварки.
Поэтому существует два важных принципа сварки вертикальных швов:
- Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции. А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
- Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
- Дуга должна быть короткой.
- Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
- При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
- Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.
Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
- Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
- Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
- Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.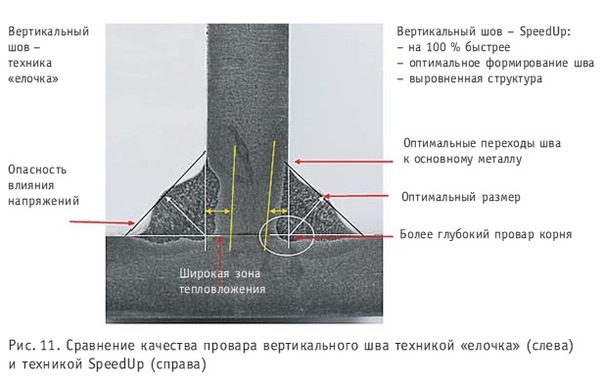 Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Источник:
http://svarkalegko.com/tehonology/kak-varit-vertikalnyj-shov.html
Важные нюансы сварки вертикального шва с отрывом
Типы и виды сварки классифицируются по используемому материалу, типу ведения проводника и применяемому аппарату. Одной из таких разновидностей является сварка вертикального шва, с нюансами которой рекомендуется ознакомиться заранее.
Основная сложность вертикальной сварки заключается в том, что при выполнении шва, расплавленный материал начинает стекать вниз, этого совершенно нельзя допускать. Если расплавленный материал все-таки стечет вниз, то варить поверх данной капли станет невозможно, так как там находится шлак от электрода.
Если расплавленный материал все-таки стечет вниз, то варить поверх данной капли станет невозможно, так как там находится шлак от электрода.
При ручной дуговой сварке рекомендуется отдать предпочтение короткой дуге на небольшом токе. Мастеру необходимо выполнять движения снизу вверх, это поможет избежать появления подтеков. При формировании вертикальных швов из расплавленной капли, конец электрода необходимо убрать в сторону, это поможет затвердеть материалу, не утратив искру.
Для того, чтобы шов получился идеальным, необходимо придерживаться нескольких принципов вертикальной сварки:
- В случае, когда сварочная работа проводится на переменном токе, начинать необходимо только снизу. Кратер шва должен быть так наполнен материалом, чтобы создался объемный валик, служащий параллельно подставкой для плавленого металла;
- Электродуговая методика способствует тому, что металл в кратере при вертикальном положении начинает намного быстрее застывать. Для этого рекомендуется делать капли небольшого размера. Добиться этого можно, если сократить дугу.
 Для этого рекомендуется делать капли небольшого размера. Добиться этого можно, если сократить дугу.
Для этого рекомендуется делать капли небольшого размера. Добиться этого можно, если сократить дугу.Для того, чтобы вертикальный шов получился эстетичным и правильным, существуют некоторые правила. К ним относятся:
- Во время поджога электрод должен быть расположен перпендикулярно по отношению к деталям.
- В случаях, если материал потек, потребуется увеличить ширину шва и силу тока. Это действие позволит дать больше времени кристаллизации.
- В момент, когда формируется дорожка, электрод потребуется наклонять. Это позволит избежать стекания металлических капель.
- Чем меньше длина дуги, тем быстрее проходит процесс кристаллизации металла. Это снижает риск возникновения подтеков.
Бывают детали, которые возможно сварить только при движении сверху вниз. В этом случае стоит соблюдать особую осторожность, все движения должны быть плавными. При учете всех правил металл не будет стекать, а вертикальный шов получится качественным.
Оборудование для сварки под флюсом вертикальных швов
Оборудование для сварки под флюсом вертикальных швов
Для обеспечения высоких эксплуатационных свойств сварных соединений, в том числе и ударной вязкости, при создании мостовых конструкций, в судостроении, а также других ответственных конструкций, в том числе воздухонагревателей к доменным печам разработаны и изготавливаются аппараты для вертикальной сварки (дуговая сварка вертикальных швов):
– порошковой проволокой;
– двумя проволоками сплошного сечения под слоем флюса;
– комбинированный вариант, обеспечивающий сварку и порошковой проволокой и двумя проволоками сплошного сечения.
Оборудование типа А-1150 позволяет успешно решать вопросы сварки потолочных сварных швов по V- или X-образной разделке кромок листовых (толщиной до 60мм) металлоконструкций в судостроении (укрупнение секций, сварка днища), в мостостроении. Шов выполняется за 1 – 3 прохода в зависимости от толщины металла с принудительным формированием валиков водоохлаждаемыми медными ползунами.
Механизированная сварка швов в потолочном положении осуществляемая по V-образной разделке (с раскрытием кромок вниз) производится самозащитной порошковой проволокой за один-два прохода с формированием нижней стороны шва водоохлаждаемым медным ползуном. Верхняя сторона шва формируется различными подкладками (медными, стеклянными, керамическими), расположенными на самоклеющейся алюминиевой фольге. Аппарат перемещается по рельсу – стандартному стальному уголку 50х50мм, закрепляемому при помощи прихватываемых к изделию проушин (длина прихватки ≈ 25мм и с одной стороны). Возможна проработка безостановочного перехода с потолочного на вертикальный шов. В этом случае жесткий уголок заменяется гибкой стальной полосой такой же ширины.
Механизированную сварку горизонтальных швов на вертикальной плоскости (присоединение борта к днищу) мы осуществляем проволокой сплошного сечения ø 3,0мм под флюсом, засыпающимся на квазистационарную в месте сварки “гусеницу” из негорючего материала, находящуюся на двух катках, скатывающихся своей верхней частью по поверхности металла за счет некоторого наклона, за 1 – 4 прохода.
Указанными аппаратами возможна сварка длинномерных нестандартных конструкций длиной 12 и более метров с толщиной листа до 80мм. Возможна сварка толщиной 150мм при условии доработки аппарата и разработки технологических рекомендаций.
Технические характеристики А-1150
| Наименование параметра | Норма |
| Номинальное напряжение трехфазной питающей сети частотой 50 Гц, В | 380 |
| Номинальный сварочный ток при ПВ = 100%, А | 400 |
| Диаметр электродной проволоки, мм | 16…..3 |
| Скорость подачи электродной проволоки, м/ч | 50…..300 |
| Скорость сварки, м/ч | 2…..12 |
| Напряжение питания электродвигателя частотой 50 Гц, В | 27 |
| Мощность электродвигателей, Вт | 130 |
| Ёмкость барабана для проволоки, кг | 15 |
| Емкость бункера для флюса, дм³ | 1 |
| Габаритные размеры аппарата (длина х ширина х высота), мм | 800 х 330 х 300 |
| Масса аппарата (без проволоки и флюса), кг | 28 |
Техника сварки вертикальных, горизонтальных и потолочных швов
1.
 Техника сварки вертикальных, горизонтальных и потолочных швов План урока:
Техника сварки вертикальных, горизонтальных и потолочных швов План урока:I. Техника сварки вертикальных швов
II. Техника сварки горизонтальных швов
III. Техника сварки потолочных швов
2. (I)Техника сварки вертикальных швов
• При сварке вертикальных швов каплирасплавленного металла стремятся стекать
вниз. Поэтому такие швы выполняют более
короткой дугой, при которой капли,
вследствие действия сил поверхностного
натяжения, легче переходят с электрода в
кратер шва.
• Конец электрода отводят вверх или в
сторону от капли, давая ей возможность
затвердеть.
• Вертикальные швы стыковые и угловые
могут выполнятся:
1. Снизу вверх;
2. Сверху вниз.
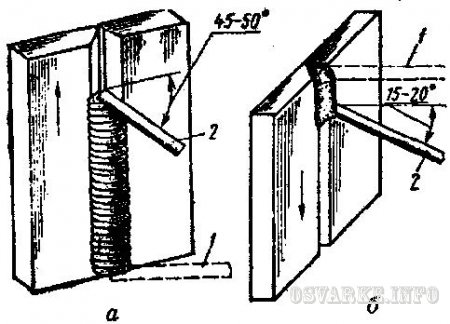
(1) Вертикальные швы лучше сваривать снизу
вверх, тогда нижележащий кратер будет
удерживать капли металла. Дугу
возбуждают в нижней точке шва. Сваркой
подготавливают горизонтальную площадку
сечением, равным сечению шва.
• При этом электрод совершает поперечные
колебания.
 Наибольший провар
Наибольший провардостигается при положении электрода,
перпендикулярном вертикальной оси.
Стекание расплавленного металла
предотвращают наклоном электрода вниз
на 45-50°.
• Вертикальные швы выполняют с током на
10% меньшим, чем при сварке в нижнем
положении. При этом уменьшается объем
жидкого металла в кратере шва, что
облегчает сварку.
Используются электроды
диаметром до 4 мм.
Поперечные колебания
электрода: углом,
полумесяцем, «елочкой»
(2) Вертикальная сварка сверху вниз возможна
электродами дающими тонкий
шлак(«короткие» шлаки), металл в
сварочной ванне затвердевает быстрее и
стекания его не происходит. Например
электроды с целлюлозным покрытием (ОЗС9, АНО-9, ВСЦ-2, ВСЦ-3).
• Дугу возбуждают в верхней точке шва. После
образования капли жидкого металла электрод
наклоняют так, чтобы дуга была направлена
на жидкий металл.
• Рекомендуется в основном для сварки
тонких металлов (до 5 мм).

• Производительность сварки сверху вниз
выше производительности сварки снизу
вверх.
8. (II)Техника сварки горизонтальных швов
• Для уменьшения стекания металла привыполнении горизонтальных швов скос
кромок делают только у верхнего листа.
Дугу возбуждают на нижней кромке, а
затем переводят ее на кромку верхнего
листа, поднимая вверх стекающую каплю
металла.
9. Схема сварки горизонтальных швов
• Горизонтальные швы толщиной более 8ммвыполняют многопроходными
(продольными ниточными валиками),
причем первый валик (корень шва)
выполняют электродом диаметром 4 мм, а
последующие— электродом 5 мм.
• Горизонтальные швы хуже по качеству, чем
вертикальные. При сварке возможно
образование подрезов на верхней кромке,
возможны шлаковые включения и поры в
корне шва.
12. (III)Техника сварки потолочных швов
• Наиболее трудно выполнять потолочные швы,которые свариваются возможно более короткой
дугой и быстрыми колебательными
движениями.
Для сварки потолочных швовприменяют электроды с покрытиями более
тугоплавкими, чем металл электрода. В этом
случае покрытие образует на конце электрода
чехольчик, удерживающий капли металла.
• В процессе сварки конец электрода то
удаляют, то приближают к ванне. При
удалении электрода дуга гаснет и металл
шва затвердевает. Для потолочной сварки
используют электроды диаметром 3-4мм.
• При сварке потолочных швов пузырьки газа,
всплывая, попадают в корень шва, что
снижает прочность сварного соединения.
Следовательно, для сварки в потолочном
положении необходимо пользоваться
хорошо просушенными электродами.
• Для сварки в любом пространственном
положении пригодны электроды марок:
ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2,
УОНИ-13/45
• Потолочная сварка применяется только при
монтаже крупных конструкций, сварке
неповоротных стыков трубопроводов,
ремонтной сварке и других подобных
работах, когда выполнение шва в нижнем
положении невозможно.

17. Самостоятельно
1.
2.
1 вариант
Самостоятельно
• 2 вариант
Чему д.б. равна длина дуги?
Преимущества Х-образной
разделки кромок.
3. Какие меры применяют для
надeжного провара корня шва?
4. В каких случаях применяют
многослойные швы?
5. Трудности при сварке угловых
швов.
6. В каком случае для угловых швов
делают разделку кромок?
7. Если толщина свариваемых листов
4 и 6мм, то чему равен катет шва?
8. Способы сварки вертикальных
швов.
9. Какие дефекты возможны при
сварке горизонтальных швов.
10. В каких случаях применяют
потолочные швы?
1.
2.
Недостатки сварки длинной дугой.
Недостатки V-образной разделки
кромок.
3. Какие меры применяют для
надежного провара корня шва?
4. Преимущества многослойных
швов.
5. Способы сварки угловых швов.
6. Угол скоса кромки в угловом шве.
7. Если толщина свариваемых листов
10 и 15мм, то чему равен катет?
8. Трудности при сварке
вертикальных швов.
9. Какую разделку кромок выполняют
для горизонтальных швов?
10. Какие трудности возникают при
сварке потолочных швов?
• Выбрать режим
сварки для
низкоуглеродистой
стали толщиной 80
мм, шов
вертикальный, длина
3000мм (указать
разделку кромок и
количество слоев).
• Выбрать режим
сварки для
низкоуглеродистой
стали толщиной 2мм,
шов потолочный,
длина 5000мм
(указать разделку
кромок и количество
слоев).
Особенности дуговой сварки вертикальных швов резервуара
Please use this identifier to cite or link to this item: http://earchive.tpu.ru/handle/11683/41100
| Title: | Особенности дуговой сварки вертикальных швов резервуара |
| Authors: | Яроцкий, Василий Михайлович |
| metadata.dc.contributor.advisor: | Киселев, Алексей Сергеевич |
| Keywords: | резервуар; самозащитная порошковая проволока; нержавеющая сталь; механизированная сварка; вертикальный шов; the welding conditions; welding seam; electrodes; the wall of the tank; coating of electrodes |
| Issue Date: | 2017 |
| Citation: | Яроцкий В. М. Особенности дуговой сварки вертикальных швов резервуара : бакалаврская работа / В. М. Яроцкий ; Национальный исследовательский Томский политехнический университет (ТПУ), Институт неразрушающего контроля (ИНК), Кафедра оборудования и технологии сварочного производства (ОТСП) ; науч. рук. А. С. Киселев. — Томск, 2017. |
| Abstract: | Цель работы – расчет режимов сварки и выбор сварочных материалов для получения равнопрочного коррозионностойкого соединения. Сложность изготовления стенок резервуара состоит в том, что резервуар РВС предназначен работать в агрессивной среде и должен выдерживать большое давление и нагрузку на свои основные части. При выборе стали необходимо руководствоваться основными её характеристиками — минимальным пределом текучести, толщиной проката и ударной вязкости. The aim of this work is the calculation of the modes of welding and selection of welding materials to obtain a durable corrosion-resistant connection. |
| URI: | http://earchive.tpu.ru/handle/11683/41100 |
| Appears in Collections: | Выпускные квалификационные работы (ВКР) |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Аппарат для сварки вертикальных швов, сварочный аппарат для вертикальных швов Поставщики и производители на Alibaba.com
Модель: CSW-D250 Характеристики l Автоматическая аргонодуговая (плазменная) машина для сварки круглых швов в основном состоит из двух частей: специально разработанной части автоматического оборудования для круглых швов и стандартного источника сварки Часть. l В соответствии с различным запросом каждой сварочной детали, автоматическая часть для круглых швов может быть разработана как горизонтальная и вертикальная сварочная машина для круглых швов. Автоматическая часть может быть оснащена стандартным источником сварки, производимым нашей компанией, также может работать с другими известными брендами сварочного оборудования.
7. Три стадии процесса формовки: герметизация, нагревание и кристаллизация. —- Интеллектуальная сварочная система управления микрокомпьютером. 3. Ось трансмиссионной плитки — новейшая технология производства ртути из-за рубежа.
Они оптимизируют процесс сварки, снижают затраты на сварку и улучшают качество сварного шва. Используется для сварки банки, трубы, воздуховода и резервуара из листового металла. У нас есть надежный экспедитор, который обеспечивает безопасную, удобную и своевременную доставку.
Мы также можем спроектировать и разработать сварочные аппараты в соответствии с вашими требованиями. В 8: Если машина повредится, что я могу сделать 9 О: В течение гарантийного срока (1 год) мы бесплатно вышлем вам запасные части. Мы обеспечим такое же хорошее послепродажное обслуживание, как и предпродажное обслуживание, на любой ваш вопрос мы ответим в течение 12 часов.
Мы также можем спроектировать и разработать сварочные аппараты в соответствии с вашими требованиями. В 8: Если машина повредится, что я могу сделать 9 О: В течение гарантийного срока (1 год) мы бесплатно вышлем вам запасные части.Мы обеспечим такое же хорошее послепродажное обслуживание, как и предпродажное обслуживание, на любой ваш вопрос мы ответим в течение 12 часов.
Силиконовый прижимной ролик подходит для сварки мембран толщиной менее 1,0 мм. б. Стальной прижимной ролик подходит для сварки мембраны толщиной от 1,0 до 1,5 мм. c. 8. Вы торговая компания или производитель? 9 Мы являемся фабрикой, поэтому мы можем предложить вам лучшие цены и хорошее качество.
Сварка угловых швов в горизонтальном положении.Виды сварочных швов: горизонтальный, вертикальный, потолочный
К категория:
Техника дуговой сварки
Вертикальные, горизонтальные и потолочные стыки
Вертикальные швы (стыковые и угловые) выполняются по направлению снизу вверх. Предварительно сваркой подготавливается горизонтальный участок металла с сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником (рис.1). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольшее проникновение корня шва достигается, когда электрод расположен перпендикулярно вертикальной оси. Набухание расплавленного металла предотвращается путем наклона электрода вниз, как показано пунктирной линией на рис. 1, а, б.
Рис. 1. Положение и перемещение электрода при сварке в вертикальном положении: а — стыковые швы со скосом кромок, б — угловые швы, в — сварка в направлении сверху вниз
Сварка вертикальных швов электродами большого диаметра и большой силы тока затруднена из-за стекания металла и плохого формирования шва.Поэтому используются электроды диаметром до 4 мм, реже 5 мм, и сварочный ток снижается по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 1, в) возможна электродами с образованием тонкого шлака. Металл в сварочной ванне быстрее затвердевает и практически не стекает. Для вертикальной сварки сверху вниз используются электроды с целлюлозным, пластиковым покрытием органического типа (ОЗС-9, ВКЦ-1, ВКЦ-2; ВКЦ-3 и др.)). Производительность при сварке сверху вниз выше, чем при сварке снизу вверх. Также удобно выполнять вертикальные швы электродами с упором покрытия на свариваемые кромки.
Горизонтальные и потолочные швы выполнить сложнее, чем вертикальные (рис. 2). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварку следует выполнять короткой дугой с достаточно быстрыми колебательными движениями.
Рис. 2. Положение и движение электрода при сварке в горизонтальном и потолочном положениях: а — горизонтальные угловые окна, б — наплавка в потолочном положении, в — потолочный стыковой шов
Металл толщиной более 8 мм сваривается многопроходными швами. Первый валик у основания горизонтального шва накладывается электродом диаметром 4 мм, а следующий — диаметром 5 мм. Первый валик у корня стыка потолка делают электродом диаметром 3 мм, а следующий — диаметром не более 4 мм.Ролики горизонтальных и потолочных швов удобно выполнять электродами с опорой для покрытия. При выполнении стыков потолка газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в стыке. Поэтому для сварки в потолочном положении следует использовать хорошо просушенные электроды, дающие небольшой шлак.
Сварка швов в вертикальном положении намного сложнее, чем сварка в нижнем положении, поскольку расплавленный металл имеет тенденцию вытекать из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов сила сварочного тока снижается на 10-15% по сравнению со сваркой в нижнем положении.Сварка всегда происходит короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать утечки сварочного металла из сварочной ванны, рекомендуется относительно быстро перемещать электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Вертикальные швы можно сварить двумя способами: снизу вверх и сверху вниз. Самый распространенный — это первый способ.
Рис. 52. Сварка угловых швов в «лодку»
Сварка сверху вниз применяется при соединении преимущественно тонких листов.При выполнении вертикальных швов «сверху вниз» полного выхода из строя не получается.
Техника сварки вертикальных швов снизу вверх осуществляется следующим образом. В первую очередь необходимо правильно расположить электрод относительно плоскости шва. При сварке тонкослойным электродом (рис. 53, а) угол наклона принимают в пределах 15–20 °; при сварке толстослойными электродами (рис. 53, б) наклон электрода к горизонтали должен составлять около 45–50 °.Такой большой наклон электрода с толстым покрытием необходим для облегчения отвода шлака из ванны и сохранения расплавленного металла.
Дуга зажигается в самой нижней точке шва, и после образования ванны с расплавленным металлом конец электрода с самой короткой дугой перемещается вправо или влево и немного вверх. При таком движении электрода частицы расплавленного металла быстро затвердевают и образуют своего рода порог, необходимый для задержки последующих капель расплавленного металла.Движения электрода повторяются, и металл шва образует шов. На вертикальных швах чешуя более выражена, и по этой причине вертикальные швы отличаются от низа.
Рис. 53. Рис.54. Положение электродов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов сверху вниз электрод располагается перпендикулярно свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют вниз (рис.54), продолжая плавить основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо не допускать стекания металла концом электрода, а, потянув его в сторону и вниз, он способствует застыванию нанесенных капель и образованию сварного шва.
При обоих методах выполнения вертикальных швов необходимо сообщать электроду о поперечных колебательных движениях. В этом случае необходимо выбрать такой путь электрода, при котором движение по шву происходило бы без продолжительной концентрации тепла в каком-либо одном месте.
При сварке сверху вниз для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньше, чем при сварке снизу вверх. При выполнении вертикальных стыковых швов с V-образными и Х-образными канавками кромок, а также роликовых швов последовательность сварки, многослойная, проплавление верхнего угла выполняется аналогично сварке нижних швов.
Заголовки статей раскрывают их содержание.В последней статье дополнительно описаны дефекты, возникающие в процессе электросварки, и методы их устранения.
Перед тем, как приступить к изучению технологии выполнения вертикального сварного шва, рекомендуем ознакомиться с вышеперечисленными статьями (обсуждаемые в них вопросы здесь повторяться не будут). Если возникают дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. Д.), То рекомендуем воспользоваться услугой «Поиск по сайту». Вы можете задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Общие предварительные замечания
Перед сваркой деталей необходимо подготовить металл. Обрезка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали закрепляют в необходимом (предусмотренном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Захваты не позволяют деталям перемещаться относительно друг друга.
При сварке деталей с вертикальным швом расплавленный металл из сварочной ванны под действием собственного веса соскальзывает вниз. Чтобы капли не срывались, используйте как можно более короткую дугу. Для этого необходимо подвести кончик электрода как можно ближе к сварочной ванне. Если используется сварочный электрод с антипригарным покрытием, его следует опирать на одну из свариваемых деталей.
Вертикальный шов можно готовить «сверху вниз» или «снизу вверх».
Вертикальный шов «снизу вверх»
Отметим, что вертикальный шов удобнее готовить электросваркой с перемещением электрода «снизу вверх».Это связано с тем, что в этом случае электрическая дуга «толкает» сварочную ванну вверх и не дает ей опускаться. Это значительно упрощает получение качественного шва. Конструкция такого сварного шва представлена на рисунке.
В следующем видео показано, как приготовить вертикальный шов электросваркой с движением электрода «снизу вверх без отрыва». Продемонстрирована техника создания короткого ролика:
- движения электродов происходят только вверх и вниз;
- без горизонтальных смещений.
В результате получается очень плоский шов.
В следующем видео показано, как приготовить вертикальный шов электросваркой с перемещением электрода «снизу вверх с зазором». Такой технологический прием может быть удобнее для новичков, ведь при отрыве сварочного электрода металл успевает остыть. Допускается для простоты упираться электродом в полку сварной воронки. В этом же видео есть много общих советов, полезных для сварщика.Например, показано влияние тока на форму шва. В целом сварочный ток должен быть на 5 … 10 А меньше рекомендованного для выбранного типа электрода и толщины металла. Но, как показано на видео, это не всегда так и определяется в основном экспериментальным путем.
Вертикальный шов «сверху-вниз»
Сварка с перемещением электрода сверху вниз применяется при соединении, в основном, тонких листов металла. При такой сварке дуга тепловой сварки стремится вверх (без нагрева сварочной ванны).Поэтому для получения хорошего проплавления сварного шва ток следует установить на несколько большее значение (на 5 … 10А), чем при сварке с перемещением электрода снизу вверх.
Техника сварки сверху вниз намного сложнее предыдущей, поэтому остановимся на ней подробнее. При выполнении вертикальных швов с перемещением электрода «сверху вниз» он перпендикулярен свариваемой поверхности. После зажигания дуги и образования первых капель расплавленного металла она наклоняется вниз, и основной металл продолжает плавиться.Медленное перемещение электрода (и поддержание короткой дуги) его кончиком должно предотвратить вытекание металла из сварочной ванны. При этом наконечник следует отвести в сторону и вниз, т.е. необходимо совершать поперечные колебательные движения. Это будет способствовать застыванию нанесенных капель и образованию шва. В этом случае нельзя допускать продолжительного сосредоточения тепла на одном месте.
Дефекты сварного шва
При сварке возможны дефекты (особенно у начинающих сварщиков) сварных швов.Причем некоторые из них критичны, некоторые — нет. Этой теме на сайте мы уделили достаточно внимания и сейчас не будем ее повторять.
Теперь остановимся только на дефектах, характерных для вертикальных стыков. Они появляются при неправильном выборе силы тока и размера дуги. В таблице показан их схематический вид и причины, вызвавшие их.
Другие виды дефектов, возникающих при электросварке, и методы их устранения можно найти в статье.В заключение предлагаем посмотреть еще одно видео по вертикальной сварке. Желаем успехов!
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварке. Сварить вертикальный шов немного сложнее. Освоив эту операцию, вы можете претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации как первого, так и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не доставит вам ни малейшего затруднения.Ведь по большому счету обе операции вполне доступны для освоения даже при минимальном багаже знаний и сравнительно небольшом опыте сварки. В конце концов, были когда-то для начинающих сварщики.
Сварка горизонтальная
Сварка горизонтальных швов — это простая и сложная технологическая операция. Ведь помимо нижних швов, которые относительно легко завариваются, есть еще и верхние (потолочные) швы, которые под силу заварить только опытному специалисту.
Причем в первом и втором случаях процесс образования шва осложняется действием силы тяжести.Из нижнего шва металл течет к нижнему краю, а пузырьки восстановленного водорода поднимаются снизу к поверхности, вспенивая покрытие. С верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли проникают в наплавочный валик снизу вверх.
Поэтому сварка горизонтального шва требует определенной сноровки, хорошего глаза и понимания сути выполняемых манипуляций.
Техника горизонтальной сварки
Сварку в горизонтальном положении шва проводят на «короткой» дуге, «среднем» или слабом токе.При этом особое внимание уделяется расположению электрода как относительно плоскости соединяемых деталей, так и относительно центральной оси формируемого ролика.
Ну а на практике техника сварки такая:
- Первый валик сварного шва формируется на короткой дуге. Пятая часть электрода движется по линии стыка без колебаний в поперечной плоскости. Угол наклона оси электрода к оси ролика составляет 80 градусов.Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем, если поместить электрод «углом вперед», глубина осаждения увеличится, а если «угол назад», то соответственно уменьшится.
- Второй сварной шов формируется при средних значениях сварочного тока, перемещая электрод «на угол вперед» без поперечных колебаний, только по линии стыка. Ширина сечения, конечно, увеличится, поэтому второй валик готовят с электродом большего диаметра.
- Третий сварной шов укладывается между верхней плоскостью второго и краями стыка. Причем, если второй валик получился выступом, то «лодочка» между предыдущим валиком и перегородками заполняется третьим слоем. Хорошо, если второй валик получился нормальным, заполнив всю плоскость отрыва, то третий слой формируется за два прохода, укладывая валики по левому и правому краю.
- Пространство между соседними роликами третьего слоя заполнено четвертой наплавкой.Причем, если это расстояние равно диаметру электрода, то четвертый валок формируется за один проход, а если предыдущие слои наплавки разнесены на большее расстояние, то стык между валками заполняется поперечно и продольные движения электрода.
- Следующие слои формируются по тому же принципу, что и третий валок.
В то же время, чтобы предотвратить утечку наплавке от сварного шва, пластина из огнеупорного материала, такие как асбест, должна быть размещена под нижней кромкой.А когда дойдете до верхней границы сечения, стоит удвоить внимание и усердие — большинство дефектов сварных швов «формируются» именно в этот момент.
Вертикальная сварка
Дуговая сварка вертикальных швов осуществляется иначе, чем по предыдущей (горизонтальной) технологии. Ведь вечный «враг» сварщиков — сила тяжести — совершенно по-другому вмешивается в процесс формирования сварного шва: жидкий присадочный материал и недрагоценные металлы стекают вниз, по линии шва устремляются газообразные аэрозоли (в в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, вызывая появление провисания. Поэтому валики горизонтальных стыков должны быть тонкими. И в процессе их образования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование ролика, размеры которого сопоставимы с диаметром электрода.Разумеется, допускается двукратное превышение (когда валок больше диаметра электрода, даже с учетом размеров покрытия), но не более.
- В-третьих, сила сварочного тока должна быть максимальной, но при выборе конкретных значений необходимо снизить риск «подрезов» основного металла при чрезмерно сильной дуге. Следовательно, сила тока не должна достигать максимума.
- В-четвертых, угол наклона электрода (в направлении плоскости заготовки) должен быть не менее 80 градусов.При меньших значениях появляется эффект «пика», препятствующий плавлению основного металла. Таким образом, регулируя угол наклона, можно влиять на температуру и глубину плавления в зоне сварочной ванны. Оси роликов (соединительных швов) и электродов должны быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией пятки электрода. Совершая возвратно-поступательные движения вверх и вниз, вы можете влиять на ширину покрытия.Но в этом случае необходимо выдерживать наклон «вперед» на 80 градусов.
- В-шестых, ролики укладываются в вертикальный разрез «полки». То есть каждый последующий слой основан на предыдущем покрытии.
Сварка вертикальных швов технологически сложнее, чем работа в горизонтальной плоскости. Расплавленный металл очень жидкий и просто плавает под действием силы тяжести.
В этой статье мы рассмотрим основные способы приготовления вертикальных швов, а также расскажем, на каком оборудовании проще выполнять такие работы.
Задачи вертикальной сварки
Процесс сварки заключается в плавлении металлических частей, которые после охлаждения соединяются между собой. С горизонтальными видами сварки все просто, главное научиться зажигать дугу и правильно вести шов. А как насчет вертикальных просмотров? Под действием притяжения металл постоянно течет и контролировать сварочную ванну очень сложно. В результате получаются неровные составы, образованные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, обрезка. Они возникают из-за выбора не подходящего по силе тока. В случае непереваренного металла расплав разбрызгивается и растекается по поверхности. Обрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварного шва.
Еще одна проблема, связанная с вертикальным швом, связана с длительной задержкой дуги в одной точке.Сварочная ванна как бы «вываливается», образуя прожоги на деталях.
Как избежать порчи стыка при вертикальной сварке и какие методы подходят в этом случае?
Инвертор или полуавтомат
Инвертор с функцией MMA представляет собой такую же ручную дуговую сварку, но работает по другому принципу, в отличие от трансформатора. В этом случае используется плавкий электрод с покрытием.
Варка полуавтомата происходит за счет оплавления проволоки, подаваемой в зону сварки.Такие устройства позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, загоняет каждую точку в соединение.
Так что же лучше приготовить вертикальный шов?
В любом случае начинающему сварщику потребуется попрактиковаться в работе с одним из этих устройств. Без опыта сразу установить качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода.При неправильном выборе положения держателя и угла наклона произойдет брак. Готовить нужно с запасом, создавая эффект. В этом случае металл брызнет и растечется по поверхности изделия. Только с большой практикой получится качественный шов.
Полуавтомат также требует тщательного контроля сварочного процесса. Здесь также важны выбранные положения держателя и техника сварки. При использовании защитного газа при полуавтоматической сварке количество брызг и подтеков уменьшается, но такое соединение будет дороже по стоимости.
Основным преимуществом является то, что вы можете снизить скорость подачи проволоки и, следовательно, замедлить процесс перегрева металла. В результате при использовании полуавтоматического сварочного аппарата можно уменьшить стекание расплава. Для подобного эффекта при ручной сварке используются специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, позволяющий получить качественное соединение.Но, при отсутствии такого аппарата, при правильной технике работы можно получить качественное крепление по прочности и при обычной ручной сварке.
Технология сварки вертикальных швов
Главное правило — выполнять вертикальные швы снизу вверх! В этом положении дуга как-то толкает сварочную ванну и не дает ей стекать вниз. А также такое положение способствует остановке капли расплавленного металла в нижнем, уже застывшем шве.
Особенности ручной сварки
При работе с ручной сваркой должны соблюдаться некоторые особые требования.
- При сварке вертикальных швов сила тока должна быть немного ниже обычной. Это способствует образованию меньшего количества тепла, а значит, металл не будет растекаться так быстро.
- Во избежание интенсивного течения расплава необходимо выдерживать более короткую дугу.
- Держатель с электродом устанавливают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов постепенно с поперечными поступательными движениями.Лучше всего двигаться зигзагом или елочкой.
- Наилучшее качество — стык, сваренный свинцом. Когда электрод снимают и приближают к поверхности изделия.
Если у вас мало опыта в этом виде работ, лучше всего поэкспериментировать отдельно от изделия, подобрав оптимальную силу тока и скорость шва, и только после этого приступать к основным работам.
Сварочный полуавтомат
- Если толщина металла до 3 миллиметров, то сварку лучше проводить сверху вниз.
- У деталей со стенками 3 мм и более шов наоборот снизу вверх.
- Полуавтоматическая горелка расположена под углом 45 градусов к поверхности.
- Необходимо уменьшить ток и скорость подачи проволоки (процесс плавления происходит быстрее, чем при приготовлении вручную).
При сварке вертикальных швов полуавтоматом нужно руководствоваться тремя основными правилами: выдерживать желаемую длину дуги (короче), обеспечивать равномерное перемещение держателя и выставлять нужный угол к свариваемым поверхностям.
Безопасность вертикальной сварки
Сварочное оборудование достаточно травматично, но, помимо общих правил безопасной эксплуатации (защита глаз, электробезопасность и др.), Существуют некоторые требования к выполнению разного рода швов.
Меры безопасности при сварке вертикальных швов, в связи с тем, что металл течет и разбрызгивается, особое внимание уделяется защите от этого фактора.
Чтобы не допустить попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного подальше от опасной зоны.Также не работайте, лежа под местом сварки.
Обязательно осторожно подходите к оборудованию. Для сварки используйте огнестойкие перчатки, закрывающие руки. И, конечно же, обеспечить полную защиту всего тела от попадания таяния на кожу.
Часто вертикальные швы приходится прокаливать в ограниченном пространстве (например, под автомобилем), в этом случае необходимо обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый газ).
Также не стоит забывать об электробезопасности.
А что можно добавить к материалу этой статьи. Поделитесь своим опытом сварки вертикальных швов. Как, на ваш взгляд, лучше всего использовать: полуавтомат или ручную сварку? Оставляйте свои комментарии в разделе обсуждения этого материала.
Автоматический аппарат для сварки вертикальных швов под давлением для резервуаров для воды SS
Автоматический аппарат для сварки вертикальных швов под давлением для резервуаров с водой из нержавеющей стали
Оборудование полной линии для резервуара для воды из нержавеющей стали
Spec
- Тип: AC
- Инвертор: опционально
Основные характеристики
DJ-WT5 и DJ-WT8 — это аппараты для сварки швов в полномасштабном оборудовании для изготовления резервуаров для воды из нержавеющей стали.Добро пожаловать, чтобы загрузить наш полный каталог оборудования резервуаров для воды SS, чтобы узнать больше об этой серии продуктов.
Полнофункциональное оборудование для изготовления резервуаров для воды из нержавеющей стали включает:
DJ-WT1 Обрезной станок для верхней и нижней крышки
DJ-WT2 Пробивной пресс для верхнего и нижнего выпускного отверстия для воды
DJ-WT3 Ручка для точечной сварки верхней крышки
DJ-WT4 Установка для точечной сварки положения корпуса
DJ-WT5 Установка для сварки вертикальных швов под давлением
DJ-WT6 Роликовый станок с несколькими выпуклыми линиями под давлением
DJ-WT7 Роликовый станок с одинарным гребнем для нижней кромки
DJ-WT8 Сварщик горизонтальных швов под давлением
DJ-WT9 Автоматическая намоточная машина на стойке
DJ-WT10 Пробивная машина для резки на стойке резервуара
Платежные реквизиты для офлайн-заказов
- Условия оплаты: TT
- Минимальный заказ: 1 шт. / Шт.
Последнее обновление: 2020-05-21 Загрузка…
Ваш запрос отправлен
Шаг 1 Заполните форму Шаг 2 Завершение
Мистер Джефф Хси, DA JIE ELECTRICITY MACHINERY INDUSTRIAL CO., LTD.
Требуется сообщение 0 /1500Форматы файлов: htm, html, doc, docx, pdf, txt, jpg, gif, png, odt, ods.Максимум 3 файла (всего 10 МБ).
Общий размер: 0
{{/если}} {{#ifCond ttLoginType 3}}Подтвердите пароль
{{/ ifCond}} {{#if isLogin}} Просмотр и изменение {{/если}}Порекомендуйте других поставщиков, если этот поставщик не отвечает.
Пожалуйста, заполните все обязательные поля.
OkВертикальная работа (например, горизонтальный шов в вертикальной стене) Патенты и заявки на патенты (класс 219/126)
Номер патента: 10534365
Abstract: Система включает инспекционного робота, имеющего установленные салазки, и ряд датчиков, каждый из которых установлен на салазках.Камера сопряжения расположена внутри, по меньшей мере, двух салазок, причем каждая камера сопряжения находится между преобразователем датчика и контрольной поверхностью. Каждая камера сопряжения включает в себя конус, причем конус имеет коническую часть конуса на конце поверхности для контроля и конец для установки датчика, противоположный конической части конуса. Вход для контактной жидкости для каждой камеры для контактной жидкости находится на вертикальной верхней стороне конуса в предполагаемой ориентации инспекционного робота на инспекционной поверхности.
Тип: Грант
Зарегистрирован: 5 июня 2018 г.
Дата патента: 14 января 2020 г.
Цессионарий: Gecko Robotics, Inc.
Изобретателей: Марк Лусарариан, Джошуа Мур, Ичжу Гу, Кевин Лоу, Эдвард Брайнер, Логан Маккензи, Ян Миллер, Элвин Чоу, Тодд Джослин
Исследование по отслеживанию шва в процессе роботизированной сварки GMA
Abstract
В последние годы обработка изображений и сенсорные технологии для автоматизации сварки, интеллектуальные и информационные технологии с быстрым развитием автоматизации сварки стали неизбежной тенденцией.Благодаря особенностям массовой информации, высокой надежности и применимости в контроле сварных швов для роботизированной дуговой сварки, сенсорное обнаружение сварных швов стало широко применяться и постепенно стало горячей темой. Кроме того, роботизированная дуговая сварка может использовать собственную систему машинного зрения для получения информации о позиционировании детали, положении сварного пространства, геометрии валика и отслеживании сварного шва. Самая важная задача в системе машинного зрения — это обработка собранной визуальной информации для точного определения центра сварного шва и отслеживания сварного шва.Во время процесса сварки изображения часто получаются нечеткими, а особенности неочевидными из-за влияния дуги, брызг и дыма. Следовательно, необходимо тщательно спроектировать процесс получения изображения и алгоритм обработки изображения для завершения проверки сварного шва. В этом исследовании роботизированная сварка GMA (газовая металлическая дуга) была применена для сварки швов на пластине в вертикальном положении. Тепловые изображения двух разных углов (0 °, 30 °) на основе инфракрасной камеры посредством экспериментов могут быть получены для разработки оптимального алгоритма обработки изображений, который применяется при отслеживании швов.В процедуре обработки изображения первым этапом является предварительная обработка изображения, включая удаление шума, повышение контрастности и преобразование в двоичную форму. Полученное изображение использует многомасштабный метод обнаружения краев, который может хорошо извлекать сложные края изображения, затем сегментировать изображение, точно определять местоположение сварной части, выполнять измерение размера изображения и извлечение центральной линии и, наконец, преобразовывать информацию изображения сварного шва в мир. калибровка. Рассчитанные данные затем поступают в контроллер, который управляет перемещением сварочного электрода.Использование системы машинного зрения устранило необходимость предварительной подачи данных о заготовке для робота, чтобы определить размер и положение заготовок. Разработанный алгоритм может эффективно обнаруживать изображение сварного шва и успешно выделять кромку и центральную линию сварного шва.
Ключевые слова
Роботизированная дуговая сварка
Вертикальное положение
Отслеживание шва
Обработка изображений
Рекомендуемые статьи Цитирующие статьи (0)
© 2019 Elsevier Ltd.Все права защищены. Рецензирование под ответственностью научного комитета 2-й Международной конференции по производству и моделированию материалов, ICMMM? 2019.
Рекомендуемые артикулы
Ссылки на статьи
Вертикальные сварочные аппараты (для картриджных коробок) | Промышленная Компания Электрооборудования Да Цзе, Лтд. B2BManufactures.com
Описание: Особенности:
1. Внешний вид при сварке: очень меньше горячей деформации и окисления, что позволяет сократить время обработки.
2. Стабильность: меньший допуск на пайку соответствует техническим требованиям JIS.
3. Экономия: расходные части, такие как электрод из медного сплава, очень меньше, а потребление энергии очень меньше.
4. Стоимость операции низкая.
5. Станок регулируется как для тонкой, так и для толстой заготовки.
6. Доступны как непрерывный, так и импульсный тип разряда электричества.
7. Отсутствие шрамов от пайки: сэкономьте много времени на полировке, исправлении загрязнения и нанесении покрытия на следующих этапах обработки.
8. Высокая маневренность: машина может работать сразу после запуска.
9. Управлять машиной может любой рядовой техник.
Спецификация: Модель: 1. DJ-C800: номинальная мощность: 80 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. Сварочный ток: 18000 A / макс. усилие сварки: 600 кг / охлаждающая вода: 25 л / мин. 2. DJ-C1000: номинальная мощность: 100 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс.сварочный ток: 21000 А / Макс. усилие сварки: 800 кг / охлаждающая вода: 25 л / мин. 3. DJ-C1200: номинальная мощность: 120 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. Сварочный ток: 24000 A / макс. усилие сварки: 800 кг / охлаждающая вода: 30 л / мин. 4. DJ-C1500: номинальная мощность: 150 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. Сварочный ток: 27000 A / макс. усилие сварки: 800 кг / охлаждающая вода: 30 л / мин. 5. DJ-C2000: номинальная мощность: 200 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс.сварочный ток: 31000 А / Макс. усилие сварки: 1200 кг / охлаждающая вода: 40 л / мин. 6. DJ-C2500: номинальная мощность: 250 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. Сварочный ток: 35000 A / макс. усилие сварки: 1200 кг / охлаждающая вода: 40 л / мин. 7. DJ-C3000: номинальная мощность: 300 кВА / номинальное первичное напряжение: 220/440 В / номинальная частота: 50/60 Гц / макс. Сварочный ток: 38000 A / макс. усилие сварки: 1200 кг / охлаждающая вода: 50 л / мин.
Автоматический аппарат для сварки вертикальных швов (EGW) _Nanjing Auto Automation Co., ООО
Автоматический аппарат для сварки вертикальных швов (EGW)
Автоматическая машина для сварки вертикальных швов — это автоматическое сварочное оборудование, независимо разработанное и произведенное Nanjing Aote Automation Co., Ltd. в соответствии с характеристиками прямой / обратной конструкции резервуара. Он сочетает в себе технологию самозащитной вертикальной сварки и японское тележное газоэлектрическое вертикальное сварочное оборудование, которое может использоваться как в формальном, так и в флип-чип-строительстве.В этом оборудовании используется сервосистема в процессе автоматической сварки, а сварочная тележка с замкнутым контуром управления используется для управления скоростью подъема вверх, тем самым достигая эффекта стабилизации сварочной ванны и завершения автоматической сварки продольного сварного шва большого диаметра. резервуар для хранения или доменная печь и башня.
Полный комплект оборудования состоит из сварочной системы и портала, сварочной ветрозащитной рамы (с системой управления боковым движением), сварочной тележки подъемной платформы, системы автоматического управления сваркой, системы управления поворотом, системы циркуляции охлаждающей воды и т. Д.Устройство для ходьбы имеет модульную комбинированную конструкцию, а функция передней и обратной загрузки может быть легко реализована путем регулировки положения установки. Система управления поворотом при сварке сконфигурирована как линейный осциллятор.
В этом оборудовании используется запатентованная технология «Адаптивная газо-электрическая вертикальная сварочная тележка с ЧПУ (номер патента: ZL200920231033.1)» ПЛК, полностью закрытая технология программного управления, решающая проблему низкой надежности и легкого повреждения аналоговых цепей при традиционном управлении аналоговой цепью. режим, гарантирует, что оборудование может работать непрерывно и стабильно в сложных и суровых строительных условиях.