Сварка винипласта
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Пластмассы широко используются в машиностроении для изготовления сосудов, труб, арматуры и других изделий, работающих в среде агрессивных газов и жидкостей (кислот и пр.). Для этих целей, например, широко применяется винипласт, обладающий достаточной прочностью и твердостью. Винипласт получают путем специальной обработки полихлорвиниловых смол. Технические данные винипласта следующие: удельный вес 1,38—1,4 г/см3, предел прочности при растяжении не ниже 4 кгс/мм2, относительное удлинение не менее 20%, твердость 13 единиц по Бринеллю. Выпускается винипласт в виде листов толщиной от 2 до 20 мм, труб и прутков. Он хорошо режется, штампуется и сваривается.
Нагрев винипласта может осуществляться различными способами: трением, электрическим нагревательным элементом, токами высокой частоты, пламенем горючего газа, сгорающего в смеси с воздухом. Последний способ является достаточно удобным, простым и не требует сложного оборудования, что особенно важно при выполнении сварки в монтажных условиях.
При сварке винипласта свариваемый материал и присадочный пруток нагревают до вязкого размягченного состояния, после чего пруток слегка прижимают к соединяемым частям и последние легко свариваются. При сварке винипласта применяются соединения: стыковые, угловые, валиковые и в нахлестку. При стыковых соединениях угол раскрытия шва должен составлять 60 — 80o. Для более равномерного прогрева диаметр присадочного прутка не должен превышать 4 мм. Во избежание возможного разложения винипласта от перегрева сварка должна вестись быстро, без задержки на отдельных участках шва. По этой же причине необходимо по возможности точно следить за температурой подогрева пластмассы, поддерживая ее все время постоянной и регулируя степень нагрева в зависимости от характера размягчения винипласта в месте сварки.
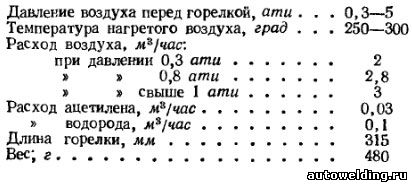
Для сварки пластмасс ВНИИАвтоген разработал конструкцию горелки ГГП-1-56, техническая характеристика которой приводится ниже:
Читать: Соединения при сварке пластмасс
Сварка изделий из винипласта | Сварим винипластовые детали,ящики, контейнерыпод заказ
- Виды сварки
- Материалы
- Главная
- Сварка полимеров
- Материалы
ПРИМЕРЫ РЕАЛИЗОВАННЫХ ПРОЕКТОВ
Форма быстрого заказа
ПЛЮСЫ НАШЕГО ИЗГОТОВЛЕНИЯ
 |
КонсультацияМенеджеры компании помогут выбрать идеальный для ваших целей и потребностей полимерный материал |
 |
Производственные мощностиБолее 2 000 м² рабочего пространства, оснащенного различными станками с ЧПУ: 7 методов производства. |
 |
Работаем строго по ТЗСледуем ТЗ клиента. Производим изделия по его требованиям и пожеланиям. Согласовываем все решения. |
 |
Можем сделать доработкуДоработаем любое изделие по ТЗ и чертежам клиента. Произведем любую модификацию по его требованиям. |
 |
Точное копирование образца |
 |
Тестовый образец изделияПроизводим тестовый образец, корректируем после комментариев клиента. Исключаем брак. |
КЛИЕНТЫ И ПАРТНЕРЫ
Наши постоянные клиенты на протяжении многих лет доверяют нам реализацию своих проектов. Мы дорожим нашими партнерскими отношениями, стараемся не сбавлять обороты и каждый раз создаем продукцию высшего качества.
ПРЕИМУЩЕСТВА ВИНИПЛАСТА
К винипластам относится большое количество полимерных материалов, отличающихся малым весом, небольшой ценой и устойчивостью к высоким температурам до 65 °С. Горячий воздух и прямые солнечные лучи им не помеха, они защищены специальными материалами, которые добавляют в состав полимера.
Существует множество способов обработки деталей из винипласта, одним из самых распространенных является ультразвуковая сварка. Благодаря этому методу можно получить любое по дизайну и размеру изделие. Две части изделия нагреваются и соединяются по определенной схеме, чтобы получить цельное изделие. Шов на месте стыка получается аккуратным и эстетически приятным. Каких-то ГОСТов по скорости выполнения сварки не существует, однако аппарат соединяет листы пластмасс и других полимеров менее чем за 3 секунды.
ПРОИЗВОДИМ ИЗДЕЛИЯ ВЫСОКОГО КАЧЕСТВА
Заказать сварку винипласта в Санкт-Петербурге можно, обратившись к нашим менеджерам. Они проведут с вами беседу, в ходе которой дадут всю необходимую информацию о том, какие изделия мы изготавливаем, из каких материалов, расскажут о присадочных или прутковых методах обработки, расскажут, как создать трубу из полимеров в зависимости от вашей задачи. Сварочные аппараты, которые стоят на нашем производстве, создают изделия высшего качества, способные прослужить долгий срок.
Винипласт сварка — Справочник химика 21
Бумага (сушка) Винипласт (сварка) Пластмасса (сварка) [c.205]Сварка винипласта. Сварка винипласта прутком является одним из основных способов соединений отдельных узлов и элементов конструкции между собой. Она основана на способности винипласта размягчаться при 120—140° С. [c.74]
Сварка винипласта. Сварка винипласта основана на его способности размягчаться, становиться пластичным при температуре 200— 220°С и сцепляться (соединяться) в этом состоянии при небольшом давлении. [c.253]
ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ ИЗ ВИНИПЛАСТА СВАРКОЙ И СКЛЕИВАНИЕМ [c.207]
Трубы изгибают при подогреве их до 130—140 °С. Труба должна быть набита песком. Из винипласта сваркой могут быть изготовлены колена и тройники. [c.61]
Из винипласта сваркой могут быть изготовлены колена и тройники. [c.129]
У аппаратов с внутренними защитными покрытиями—футеровкой кирпичом, другими штучными материалами или изоляционными матами—должны быть установлены (приварены) все детали крепления защитных покрытий и облицовок, а также подготовлены защищаемые поверхности. Защитные покрытия аппаратов— свинцом, винипластом, перхлорвиниловым и другими специальными лаками эмалированием, гуммированием и т. д. выполняются на заводе-изготовителе в тех случаях, когда аппараты поставляются транспортабельными по диаметру сборочными единицами и блоками, соединяемыми на монтаже без применения сварки. [c.246]
Полиэтилен. Он представляет собой термоплавкую пластмассу. ЕГО химическая стойкость и термостойкость (не превышает 60°С) примерно такая же, как у винипласта. Так же как и винипласт, он хорошо поддается механической обработке, штамповке, сварке, но менее хрупок. Из полиэтилена изготовляют небольшие аппараты, трубопроводы, воздуховоды.
Фасонные части трубопроводов. Фасонные части служат для перехода с одного диаметра на другой, поворота трубопровода или разветвления потока. Из материалов, допускающих сварку и пластическую деформацию (сталь, цветные металлы, винипласт, полиэтилен и др.), фасонные части могут быть изготовлены непосредственно на монтажной площадке. Для трубопроводов из чугуна, керамики и стекла такие детали на монтажной площадке изготовить нельзя, поэтому при прокладке трубопроводов необходимо учитывать сортамент и размеры фасонных частей, поставляемых промышленностью. В настоящее время стремятся по возможности исключить изготовление фасонных деталей на монтажной площадке и производить их на специализированных предприятиях. [c.258]
Сварка пластмассовых аппаратов может проводиться с присадочным материалом и без него. Сварка с присадочным прутком осуществляется горячим воздухом, производящим расплавление свариваемых поверхностей и прутка. Температура во.зду-ха при сварке полиэтилена 250 °С, винипласта —260—270 X. [c.181]
Трубы, стержни, прутки для сварки винипласта н другие профили получают по аналогичной схеме с применением соответствуюш,ей формующей головки в экструдере. [c.30]
Свойства винипласта. Винипласт обладает высокой химической стойкостью к действию кислот, щелочей, бензина, масел, спиртов. Он является антикоррозионным материалом в интервале температур от О до 60 °С. Винипласт имеет хорошие электрические свойства, легко подвергается различной механической обработке (формованию, сварке). [c.30]
Сварка неметаллических материалов является наиболее простым и надежным методом их соединения и поэтому в последнее время вытесняет склеивание. Представляет интерес сварка винипласта, полиэтилена и фторопласта-4.
Футеровка аппаратуры листовым винипластом включает в себя следующие операции раскрой листов винипласта, формование (гнутье) листов, крепление листов к металлической поверхности, сварку кромок винипласта, контроль качества покрытия. [c.98]
Винипласт обладает хорошими электроизоляционными и механическими свойствами, абсолютно ртутенепроницаем и является одним из наилучших материалов для покрытия полов, лабораторных столов, рабочей поверхности вытяжных шкафов и т. д. Устойчив к щелочам и кислотам средних концентраций к воде менее устойчив. Разъедается концентрированными кислотами и особенно 40% азотной кислотой, олеумом и т. д. Швы между листами винипласта сваривают при помощи специальных горелок или высокочастотной сварки. [c.227]Серьезным вопросом при разработке пластмассовых трубопроводных систем является
Сварка — винипласт — Большая Энциклопедия Нефти и Газа, статья, страница 2
Сварка — винипласт
Cтраница 2
Сварка винипласта выполняется струей горячего воздуха поступающего от электрической горелки. С, при которой винипласт переходит в вяэкотекучее состояние. [16]
Сварка винипласта применяется при получении изделий больших размеров, футеровке и прочих работах. [17]
Сварка винипласта и полиэтилена производится горячим воздухом с присадочным прутком. Разработаны методы сварки пластмасс нагревательным элементом, токами высокой частоты, ультразвуком. [18]
Сварка винипласта производится проволокой из слабо пластифицированного полихлорвинила диаметром 2 — 3 5 мм. Сварка более тонкой проволокой дает меньшие усадочные напряжения, но она непроизводительна. Расплавление материала по месту сварки производится воздухом, который, проходя через сварочный пистолет ( фиг. [19]
Сварка винипласта может также производиться электрическими и газовыми горелками. [21]
Сварка винипласта с применением присадочного лрут-ка основана на разолревании в струе горячего воздуха ( при температуре 200 — 23Ю 1С) кромок свариваемых ви-нюпластовых заготовок и присадочного прутка, который равномерно вдавливается в вянипластовый лист и сваривается с ним. При сварке винипласта прутки не расплавляются, а только размягчаются и оцепляются с винипластом и прутками, раиее уложенными в шов. [23]
Сварка винипласта основана на его способности при температуре 200 — 220 С переходить в вязкотекучее состояние. В этом состоянии листы или изделия из винипласта легко соединяются между собой. [24]
Сварка винипласта производится проволокой из слабопластифици-роваиного полихлорвинила диаметром 2 — З 1) мм. Сварка более тонкой проволокой дает меньшие усадочные напряжения, но это непроизводительно. Расплавление материала по месту сварки производится воздухом, который, проходя через сварочный пистолет ( фиг. [25]
Сварка винипласта производится струей сжатого воздуха, нагреваемого в специальных горелках до температуры 180 — 200, при которой винипласт плавится. Присадочным материалом служит винипластовая сварочная проволока. Листовой винипласт широко применяется для облицовки гальванических ванн и другой химической аппаратуры. Из винипластовых труб делаются трубопроводы для перекачки агрессивных жидкостей. Основным недостатком винипласта является невозможность его применения при температурах выше 60, так как он размягчается и теряет прочность. [26]
Сварка винипласта прутком является одним из основных способов соединений отдельных узлов и элементов конструкции между собой. Она основана на способности винипласта размягчаться при 120 — 140 С. [27]
Сварка винипласта выполняется с помощью горячего воздуха, подаваемого через электрическую или газовую горелку на сварной шов, который создается за счет сплавления поверхностей стыка и проволоки. Очень важно, чтобы проволока при разогреве сплавлялась с поверхностями стыка раньше, чем размягчаются основные стыкуемые детали. [28]
Сварка винипласта производится проволокой из слабо пластифицированного полихлорвинила диаметром 2 — 3 5 мм. Сварка более тонкой проволокой дает меньшие усадочные напряжения, но она непроизводительна. Расплавление материала по месту сварки производится воздухом, который, проходя через сварочный пистолет ( фиг. [29]
Сварка винипласта основана на его способности при температуре 200 — 220 С переходить в вязкотекучее состояние напоминающее текучесть расплавленного железа при ковке. В этом состоянии листы или изделия из винипласта легко соединяются между собой. [30]
Страницы: 1 2 3
Сварка — винипласт — Большая Энциклопедия Нефти и Газа, статья, страница 3
Сварка — винипласт
Cтраница 3
Сварку винипласта осуществляют с помощью электрической горелки ( рис. 116) с комплектом сменных наконечников. При толщине применяемого для сварки прутка 2 мм, выбирается наконечник с диаметром отверстия d 0 5 мм, при толщине прутка 3 мм. [32]
Сварку винипласта не рекомендуется производить при температуре выше 270 С, а полиэтилена — выше 230 С. При работе с электрической горелкой корпус ее следует обязательно заземлить и проверить электроизоляцию проводов. При работе с газовыми сварочными горелками необходимо тщательно следить за исправностью газопроводящих шлангов. [33]
Сварку винипласта чаще всего ведут V-образным швом с углом раскрытия 60 — 70; наименьшей прочностью характеризуются швы внахлестку, поэтому применять их для соединения труб рекомендуется в сочетании с раструбным соединением на клею. В этом случае значительно сокращается время сушки. После склейки и 20 — 30-минутной сушки соединение можно сваривать, при нагреве сварочного шва сушка ускоряется и по окончании сварки соединение готово. Этот способ широко применяют при ремонте винипластовых трубопроводов. [34]
Сварку винипласта следует производить при температуре не выше 270 С, так как при превышении этой температуры происходит разложение винипласта. [35]
Сварку винипласта производят при температуре до 270 С, так как более высокая температура может привести к разложению винипласта. [36]
Сварку винипласта Х — образным швом выполняют без предварительного наклона заготовок. [38]
Для сварки винипласта и пластиката не допускается применять электрические горелки напряжением более 42 В. [39]
Для сварки винипласта применяется специальный пистолет ( фиг. Регулирование температуры нагрева производится реостатом. Давление воздуха должно быть в пределах 0 8 — 1 0 атм. Тепловой режим сварки регулируется силой тока и скоростью подачи воздуха. [40]
Для сварки винипласта применяют сварочные вини-пластовые прутки диаметром 1 5 — 4 мм. [41]
Для сварки винипласта применяются и газовые горелки, работающие от баллонов с пропан-бутаном. [43]
Для сварки винипласта применяют также газовые горелки, работающие от баллонов с пропан-бутаном. [44]
Для сварки винипласта в качестве теплоносителя применяется сжатый воздух, нагрев которого осуществляется в специальном пистолете с электрическим нагревателем. Сварка винипласта должна производиться быстро, без задержек на одном месте, т
Сварка пластмасс нагретыми газами
Некоторые пластмассы (полиамиды) чувствительны к кислороду. Последний снижает прочность и пластичность сварных швов, поэтому сварку в этом случае выполняют инертным газом. Полиэтилен также рекомендуется нагревать азотом или углекислым газом. Однако он хорошо сваривается и при использовании горелок с газовым пламенем. Нагретыми газами чаще всего сваривают винипласт, полистирол и некоторые другие пластмассы.
Наиболее широко сварку нагретым воздухом используют при изготовлении сварных конструкций из винипласта. Прочность сварных соединений в значительной мере зависит от технологического режима сварки (температуры и количества подаваемого воздуха, диаметра сопла горелки и сварочного прутка, толщины свариваемого материала и т. д.).
Винипласт не имеет определенной точки плавления. При температуре выше 80° С (353 К) он размягчается, при 180° С (453 К) начинает течь, в интервале 200— 220° С (473—493 К) переходит в вязкотекучее состояние, а если приложить при этом давление — сваривается.
Влияние температуры воздуха на скорость сварки и прочность сварного соединения винипласта
Температура воздуха °С (К) | Скорость сварки однорядного шва. м/ч | Предел прочности при разрыве Х-образного шва, кгс/см2(MH/м2) | Прочность соединения по основному материалу, % | Примечание |
210 (483) | 4,8 | 140 (13,72) | 25 | Сварка горелкой косвенного нагрева |
230 (503) | 8,4 | 340 (33,34) | 25 | Давление воздуха 0,6 ат |
250 (523) | 11,4 | 325 (31,88) | 58 | Диаметр сопла 2,5 мм |
270 (543) | 13,8 | 350 (34,32) | 63 | Диаметр прутка 2,5 мм |
300 (573) | 15,0 | 170 (16,67) | 30 |
|
320 (593) | Материал разлагается |
|
| |
Температура сварки лежит вблизи критической точки, при которой материал начинает разлагаться.
Чтобы, оптимальная температура горячего воздуха в месте сварки составляла 200—220° С (473—493 К), воздух в горелке следует нагревать до 230—270° С (503— 543 К).
В табл. 26 приведены данные о влиянии температуры нагреваемого воздуха на скорость сварки и прочность шва. С повышением температуры воздуха скорость сварки увеличивается, а сварной шов становится более прочным. Если температура воздуха при сварке превышает 270°-С (543 К), материал будет разлагаться; при температуре ниже 230° С (503 К) не обеспечивается достаточная прочность соединения.
Сменный наконечник выбирают в зависимости от толщины листов, диаметра прутка и формы разделки кромок. Наконечники с диаметром отверстия 1,5—2 мм применяют для сварки листов незначительной толщины (3—5) мм, с диаметром 3,5—4 мм — для сварки листов толщиной 16—20. мм. Диаметр отверстия наконечника горелки должен быть равен диаметру сварочного прутка. Если диаметр отверстия не соответствует диаметру прутка, равномерно прогреть пруток становится довольно трудно, а значит и прочность шва будет снижена.
Скорость разогрева сварочного прутка и кромок листа воздухом зависит от профиля шва. Например, дляV- и Х-образных швов тепловые потери при сварке меньше, чем при угловых и внахлестку. Поэтому при одинаковой толщине листа следует применять соответственно наконечники меньших или больших диаметров.
Прежде чем включить сварочную горелку, пускают газ-теплоноситель, количество которого регулируют кранами общей сети и на горелке. Затем его поджигают (если применяется газовая горелка) или включают электрический ток (в случае электрической горелки). Такая последовательность обязательна, иначе можно прожечь медный змеевик у газовой горелки или расплавить нагревательную спираль у электрической.
Температуру воздуха можно контролировать следующим образом. Наконечник горелки установить на расстоянии 5 мм от шарика ртутного термометра. Если через 10— 15 с термометр покажет необходимую температуру, приступить к сварке. Если температура сварки назначена правильно, то через 2—3 с после приближения горелки на винипласте появится матовое пятно.
Качество шва зависит от скорости укладки сварочного прутка, угла наклона его при подаче в шов, величины усилия при вдавливании размягченного прутка, расстояния от наконечника до свариваемой поверхности, положения и направления горелки при сварке. Чтобы материал не перегревался, стремятся размягчить только кромки и пруток, для чего к последнему прикладывают некоторое давление, создаваемое рукой.
Средняя скорость укладки сварочного прутка диаметром 3 мм при электрической горелке должна составлять 12—15 м/ч. При меньшей скорости время нагрева увеличивается, вследствие чего пруток и свариваемый материал могут перегреться. При скорости укладки более 15 м/ч сварочный пруток и материал не успевают нагреться До температуры сварки. И в том и другом случаях снижается прочность соединения.
Сварочный пруток должен подаваться под углом 90° к поверхности сварного шва. Если угол превышает 90°, часть усилий тратится на вытягивание прутка в пластичном состоянии, вследствие чего при дальнейшем охлаждении возникают усадочные напряжения, которые разрывают пруток. При наклоне, меньше 90°, пруток разогревается быстрее, чем основной материал (и на более длинном участке), в результате чего он не приваривается к свариваемым деталям.
Кроме того, часть усилия при вдавливании прутка расходуется на сжимание в продольном направлении, обратном его движению, вследствие чего образуются «волны». Прочность соединения при неправильной подаче прутка в шов резко снижается, и пруток легко отделяется от поверхности сварочного шва.
Угол наклона наконечника горелки к поверхности сварного шва выбирают в зависимости от толщины материала. Для листов толщиной менее 5 мм угол наклона а. рекомендуется 20—25°, при 10—20 мм — 30—45°. Расстояние между наконечником и поверхностью шва следует поддерживать постоянным (5—8 мм). Хорошее соединение прутка с основным материалом в начале шва будет обеспечено, если пруток нагреть и приварить так, чтобы конец его выступал за срез изделия на 3—5 мм.
Покачиванием горелки можно быстро изменить направление струи воздуха и добиться тем самым равномерного нагрева сварочного прутка и основного материала. Пруток укладывают в продольном направлении между приваренными прутками. В ответственных соединениях корень шва подваривают, чем значительно улучшают качество сварки.
После сварки шов должен медленно охлаждаться. Искусственное охлаждение, особенно при сварке листов толщиной более 10 мм, может привести к растрескиванию. После охлаждения и зачистки швы подвергают контролю.
Прочность сварных швов при различных видах нагрузки по отношению к прочности основного материала (в %) составляет: встык при срезе 65, при растяжении 75, при сжатии 85, при изгибе 65; валикового при растяжении 65; удельная ударная вязкость материала сварного соединения 10.
При прутковой сварке винипласта отмечается низкая ударная вязкость шва, а также снижение ударной вязкости основного материала на границе сварного шва. Винипласт чувствителен к концентраторам напряжений, поэтому даже при наварке прутка на трубу ударная вязкость материала уменьшается в месте приварки почти в 10 раз.
Существенный недостаток сварки в струе горячего воздуха — низкая производительность. Средняя скорость укладки одного сварочного прутка при работе с газовой горелкой составляет 15—20 м/ч, а электрической — 12— 15 м/ч. Чтобы сварить 1 м винипластовых листов толщиной 18—20 мм с V-образной разделкой, необходимо уложить 30—35 прутков диаметром 3 мм. Следовательно, продолжительность сварки 1 м шва составляет около 2 ч.
Чтобы увеличить скорость сварки, часто повышают температуру газа до 300° С (573 К). Однако при этом необходимо строго сохранять заданные параметры режима сварки, иначе произойдет разложение материала. Время для подогрева присадочного материала может быть сокращено, если применить описанный ранее дополнительный подогрев в специальном патроне.
Органическое стекло сваривают струей воздуха, нагретого до 200—220° С (473—493 К). Время нагрева более продолжительное, чем у винипласта, поэтому скорость сварки почти в 2 раза ниже. Присадочным материалом служат нарезанные из листа прутки с поперечным сечением 7—12 мм2. Более успешно органическое стекло сваривают с применением винипластовых прутков, которые хорошо сцепляются с его поверхностью. Свариваемые поверхности рекомендуется предварительно обезжирить (ацетоном или дихлорэтаном).
Прочность при разрыве сварных соединений органического стекла составляет в среднем 30—45% по отношению к прочности основного материала.
Полиамиды следует сваривать в азоте, температура нагрева которого на 30—50° С (303—323 К) превышает температуру плавления основного материала. Полиэтилен сваривают азотом, нагретым до температуры 200—220° С (473—493 К).
Сварка и склеивание винипластовых труб
Сварка и склеивание винипластовых труб
Сварке винипласта благоприятствует его способность переходить в вязкотекучее состояние при 200—220° С. Нагрев винипласта до сварочных температур (220—270° С) должен быть местным и кратковременным. Чрезмерный нагрев (выше 300° С) приводит к разрушению материала. Химическая стойкость нормально выполненного сварного соединения не отличается от стойкости основного материала.
Рис. 91. Передвижная установка УСПТ-400
Основными видами сварного соединения труб из винипласта являются стыковое и раструбное. При прутковой сварке наибольшей прочностью обладает стыковое соединение. Стыковые швы с V-образной разделкой кромок применяют при толщине свариваемых изделий свыше 4 мм.
Способ прутковой сварки винипласта имеет следующие серьезные недостатки: низкая производительность и неэкономичность, отсутствие объективного контроля качества сварки и, как результат, — резкие колебания прочности сварного шва, малая удельная ударная вязкость сварного шва. Коэффициент прочности сваренного стыкового шва составляет 0,5—0,7.
Несравненно более экономичным, обеспечивающим большую прочность и надежность соединений, является способ склеивания.
Способность винипласта прочно, склеиваться широко используют при соединении труб между собой и с фасонным частями, а также при изготовлении различных изделий. Склеивание рекомендуется в качестве основного способа соединения трубопроводов в раструб из винипласта при их изготовлении и монтаже. Прочность клеевых соединений практически почти всегда оказывается выше прочности соединений, полученных с помощью сварки, так как при склеивании имеется возможность значительно увеличить скрепляемые поверхности. В противоположность сварке при склеивании не снижается прочность материала соединяемых деталей.
Толщина клеевого слоя зависит от состава и консистенции клея и обычно колеблется в пределах 0,05—0,15 мм. Во всех случаях перед склеиванием необходима предварительная подготовка поверхности: удаление неровностей, обезжиривание, создание шероховатости.
Для винипласта наиболее употребительным является клей на основе перхлорвиниловых смол. Лучшими свойствами по сравнению с другими клеями обладают клеи, в состав которых входит 10;—20 вес. ч. перхлорвиниловой смолы и 80—90 вес. ч. дихлорэтана. В качестве растворителя, кроме дихлорэтана, можно применять метилхлорид, ацетон, хлорбензол, смесь метил и этилацетатов. Клеевые соединения на основе перхлорвиниловых смол не рекомендуется использовать при эксплуатации в условиях повышенных температур (выше 60°С).
Неразъемные соединения винипластовых труб, полученные склейкой, могут быть выполнены двумя основными способами: в раструб и с помощью надвижной муфты. Вдвигание конца трубы в раструб производят без их взаимного вращения, чтобы в слое клея не образовывались воздушные пузырьки. Избыток клея, выступающий наружу, удаляют во избежание размягчения трубы у края раструба. Длина применяемого раструба 1—1,25 DН. При склейке труб с помощью надвижной муфты откалиброванную муфту после зачистки, обезжиривания и смазки клеем всех соединяемых поверхностей надвигают на место соединения и в таком положении равномерно прогревают при 120—130° С. После охлаждения муфта сжимается и плотно охватывает место соединения. Технологический процесс склейки при этом не отличается от ранее описанного. Длина муфты должна быть не менее 2DН. Муфтовые соединения применяют в основном при замене поврежденных участков трубопроводов.
1. В чем заключаются особенности сварки винипластовых труб?
2. Как склеивают винипластовые трубопроводы?
3. Какие существуют типы клеевых соединений?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов