110 фото предварительной подготовки и сварки
В современном производстве при изготовлении водопроводных труб чаще всего используется пластик. На замену металлу пришел практичный полипропилен.
Такие конструкции имеют ряд преимуществ:
- Длительное использование. Некоторые поставщики гарантируют эксплуатацию сроком до 50 лет.
- Устойчивость к коррозии.
- Небольшой вес.
- Легкость монтажа.
Каждый может справиться со сваркой полипропиленовых труб своими руками. Для этого необходимо приобрести соответствующее оборудование и ознакомиться с технологией установки.
Краткое содержимое статьи:
Виды труб из полипропилена
На рынке строительных материалов встречаются пластиковые трубы 4 цветов. Белые, зеленые и серые не отличаются по своим свойствам. Их обычно используют в помещениях.
Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.
Специалисты выделяют несколько типов труб:
- Используемые в холодной воде. Такое оборудование выдерживает температуру до +45°С. Для маркировки применяется полоса, имеющая голубой цвет.
- Устойчивые к высоким температурам. Трубы, по которым течет горячая вода, должны выдерживать до +85°С. При покупке на изделии стоит искать красную полоску.
- Универсальные. Такой товар помечен сразу двумя полосками – голубого и красного цветов.
Полипропиленовые трубы имеют свою маркировку:
PN10. Данная отметка говорит о том, что водопровод предназначен только для холодной воды. При этом толщина изделия является небольшой.
PN16. Такие трубы выдерживают более высокую температуру, но также не предназначены для горячего водоснабжения.
PN20. Эта маркировка ставится на конструкции с толстыми стенками. Данный тип используется как для холодной, так и очень горячей воды.
PN25 имеют самую большую толщину стенок и дополнительную защиту в виде фольги или стекловаты. Такие трубы предназначены для отопительной системы.
Такие трубы предназначены для отопительной системы.
Способы монтажа
Современные технологии позволяют прокладывать водопровод как открытого типа, когда конструкции прилегают к стене, так и закрытого, при этом изделия прячутся в специальных углублениях.
В любом случае понадобятся держатели, которые по форме напоминают клипсы. Они могут быть одинарными или двойными и устанавливаются на расстоянии в среднем по полметра друг от друга.
Предварительная подготовка
Нужно уделить особое внимание подготовке аппарата, чтобы в ходе работы верно выполнить все пункты инструкции сварки полипропиленовых труб:
Перед началом сварки на рабочую платформу устанавливаются необходимые насадки. Обычно это гильза и дорн. Далее следует выставить нужную температуру на регуляторе.
Опытные рабочие рекомендуют +260°.
Следующим этапом является подключение к сети и ожидание нагрева.
Особое внимание нужно уделить правильному срезу трубы. Качество сварки зависит от отсутствия недостатков разреза. Этого можно добиться с помощью специальных ножниц.
После проведения разреза поверхности следует тщательно обезжирить и высушить.
Технология сварки полипропиленовых труб
Полипропилен, в качестве материала для производства водопроводных труб, является достаточно жестким по своим характеристикам. При монтаже понадобятся тройники, переходники, уголки и прочие фитинги. Данные детали припаиваются к основной конструкции путем нагревания до очень высокой температуры.
Существуют специальные фитинги, состоящие из двух частей. Одна соединяется с металлическими конструкциями, а вторая часть сделана из полипропилена.
Аппарат для сварки полипропиленовых труб часто называют паяльником. По своей форме он является небольшой платформой с электрической спиралью внутри и насадками снаружи.
Спираль нагревает рабочую поверхность.
 Спираль нагревает рабочую поверхность.
Спираль нагревает рабочую поверхность.Сварка пластиковых конструкций состоит их нескольких этапов:
Нагрев поверхностей до +260°. При такой высокой температуре происходит расплавление металла. Сварочная платформа при этом соединена с двумя металлическими насадками, которые имеют покрытие из тефлона.
Первая насадка называется дорн. Он имеет небольшой диаметр и служит для расплавления внутренней части детали. Вторая носит название гильза. Ее предназначение – нагревать наружную часть.
Через несколько секунд, когда соединяемые детали дойдут до нужного состояния, их следует плотно прижать друг к другу. При этом произойдет сварка конструкции.
Полезные замечания
Установка полипропиленовых водопроводных конструкций не требует особо сложных навыков и осуществляется в короткие сроки. При использовании качественного аппарата для сварки полипропиленовых труб можно быть уверенным, что процесс монтажа пройдет без неприятностей.
Однако, стоит обратить внимание на некоторые моменты:
Нужно внимательно измерять участки трубы перед резкой, так как при неправильной длине детали могут не сойтись друг с другом.
Сварка в труднодоступных местах, таких как углы, может привлечь дополнительные трудности. С ними можно справиться при использовании сразу двух комплектов насадок.
При выборе сварочного аппарата не стоит экономить денежные средства, так как использование дешевых насадок может привести к некачественной сварке конструкций. Лучше приобрести небольшой агрегат, который поможет существенно сэкономить силы и время при ремонте.
Фото сварки полипропиленовых труб
Также рекомендуем посетить:
Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки.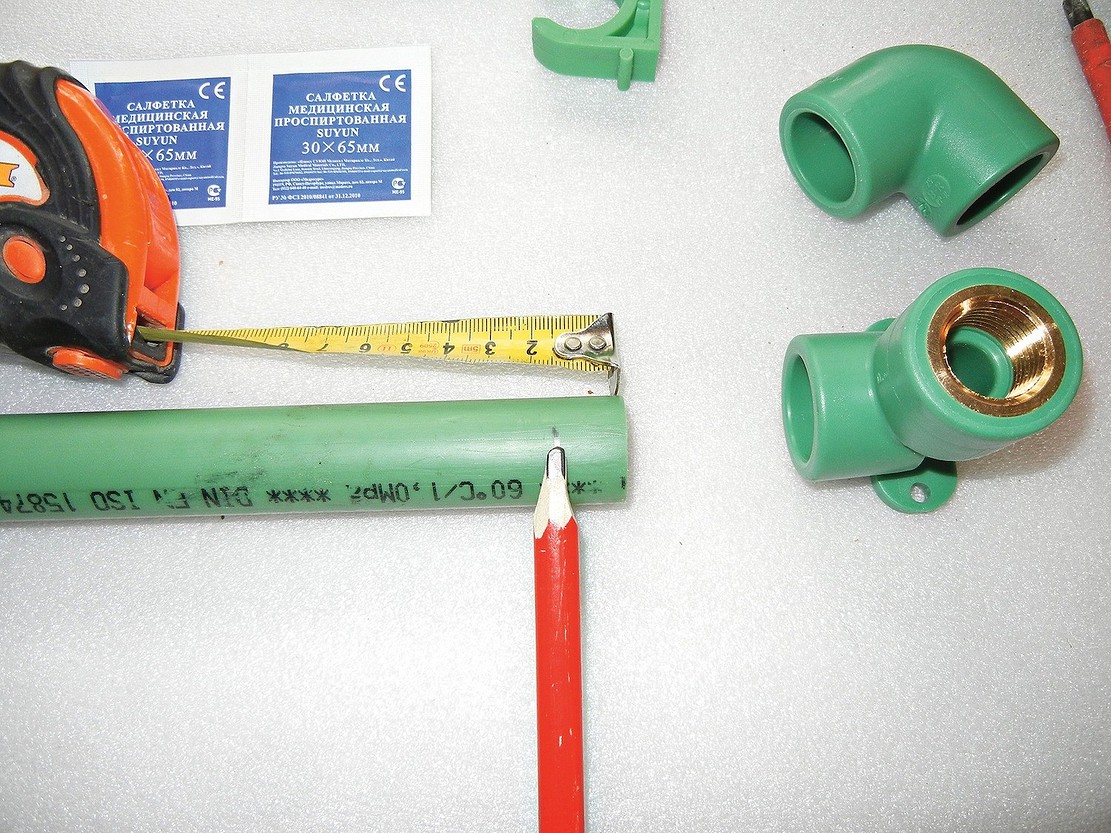 Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками
Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки.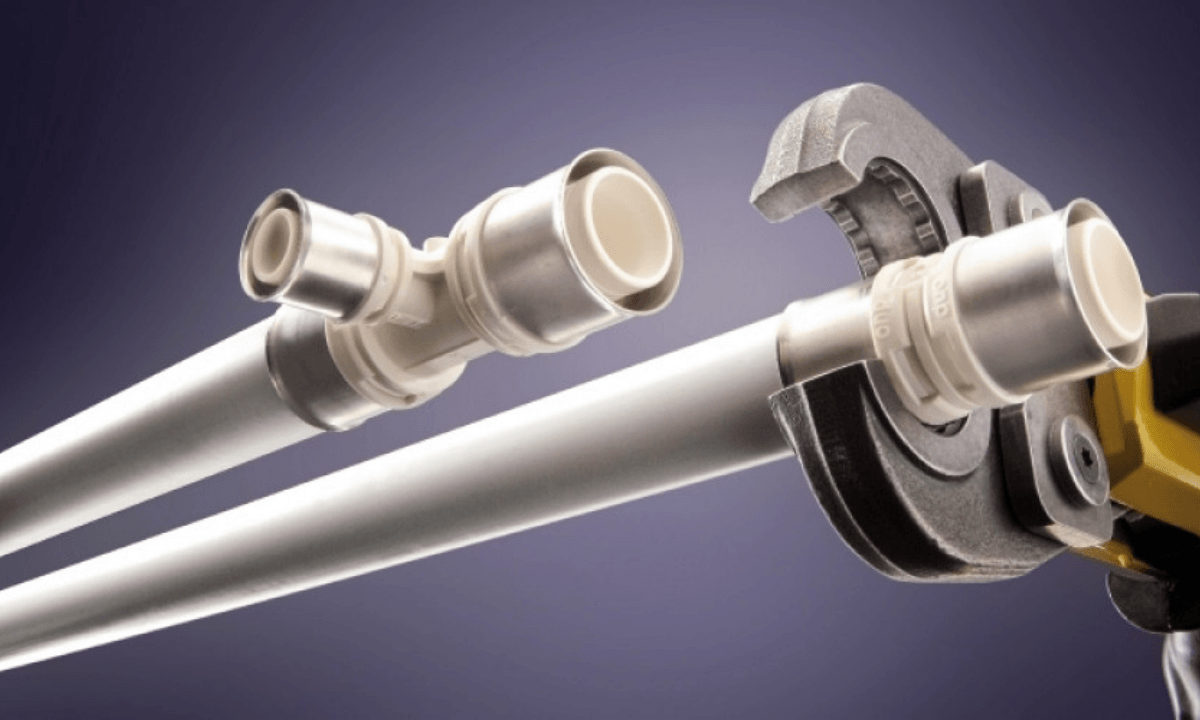 Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
Полифузная сварка полипропиленовых труб. — Статьи
просмотра.
Полифузная сварка полипропиленовых труб – процесс образования неразъёмного соединения путём прогрева соединяемых деталей до стадии частичного оплавления их поверхностей. Полифузная (муфтовая) сварка производится специальным аппаратом, состоящим из 3-х основных частей: блока управления, нагревательной пластины и комплекта насадок из алюминиевого сплава с тефлоновым покрытием.
Перед началом сварочных работ, аппарат для полифузной сварки полипропиленовых труб (чаще называемый «паяльник») оснащают одной или несколькими насадками необходимого диаметра, закрепив их на нагревательной пластине шестигранными ключами. Далее, аппарат устанавливается на подставку (струбцину), на температурном реле устанавливается рекомендуемый показатель (обычно 260-270 градусов Цельсия). Включив питание сварочного аппарата, следует дождаться пока не погаснут индикаторы нагрева – это означает, что температура достигла заданного значения.
Внимание! Если аппарат хранился в холодном помещении, сварочные работы следует начинать не ранее, чем по окончанию второго цикла «прогрев-ожидание», иначе, в связи с недостаточной температурой, возможно налипание полипропилена к насадке (в лучшем случае) или бракованное соединение (в худшем).
Далее рассмотрим некоторые тонкости ручной полифузной сварки. Обращаем ваше внимание, что речь идёт именно о ручной сварке, то есть соединение труб и фитингов диаметром до 50-ти мм включительно. Сварку полипропиленовых труб большего диаметра рекомендуется производить при помощи специального монтажного устройства, обеспечивающего необходимое давление на соединяемые детали, при соблюдении параметров соосности.
• Настоятельно рекомендуется использовать трубу и полипропиленовые фитинги одного производителя. Как показывает практика, полипропиленовая продукция разных фирм имеет различную температуру плавления, соответственно требует корректировки времени прогрева, что весьма неудобно.
• Перед началом работы необходимо тщательно просмотреть весь материал. Использование фитингов, которые свободно одеваются на не нагретый «дорн» (выступающая часть насадки), а тем более болтаются – недопустимо! Таким же образом следует проверить и свариваемые отрезки трубы, проверив плотность вхождения в «гильзу» насадки.
• При сварке армированной полипропиленовой трубы с наружным расположением слоя алюминиевой фольги, следует произвести её зачистку на длину вхождения в фитинг, при помощи специального зачистного устройства. Полипропиленовые трубы армированные стекловолокном или с внутренним и центральным расположением алюминиевой фольги, так же как и неармированные и металлополипропиленовые – зачищать не нужно!
• Свариваемые поверхности следует тщательным образом очистить от пыли и обезжирить. Запомните – даже одна случайно попавшая волосинка, может вызвать утечку!
• Совсем не лишним будет заранее отметить карандашом или маркером глубину вхождения трубы в гильзу насадки и соосность соединяемых деталей.
• Важный момент – труба и фитинги, хранившиеся при минусовой температуре, должны «отлежаться» в тёплом помещении не менее трёх часов. Это связано с крайне низкой теплопроводностью полипропилена. Тёплая на ощупь труба, остаётся промороженной внутри. В процессе сварки такой трубы, слой расплавленного полипропилена образуется значительно более тонкий, чем при обычных условиях. Как следствие — некачественный шов, который может протечь после достаточно сильного гидравлического удара.
Как следствие — некачественный шов, который может протечь после достаточно сильного гидравлического удара.
• Для отрезания кусков трубы необходимой длины следует пользоваться специальными ножницами для резки полипропиленовых труб или, в крайнем случае, ножовкой по металлу, что гораздо мене удобно. Необходимо чтобы ножницы резали ровно. Косой срез уменьшает площадь свариваемых поверхностей и, как следствие, надёжность шва.
• Процесс нагрева свариваемых деталей следует начинать с одевания фитинга на дорн (у него более толстая стенка), а уже потом вставляется труба в гильзу. Соединяемые детали должны «садиться» на насадку с некоторым усилием, тем большим, чем больше их диаметр. Внимательно следите за отметкой глубины погружения на трубе!
• Время прогрева соединяемых деталей отсчитывается с момента их полной посадки. Данные о времени нагрева, в зависимости от диаметра трубы, обычно находятся с внутренней стороны крышки ящика «паяльника», либо в паспорте к нему. На практике время прогрева зависит от множества факторов (качество трубы и фитингов, их температура, степень изношенности насадки и сварочного аппарата) и определяется опытном путём.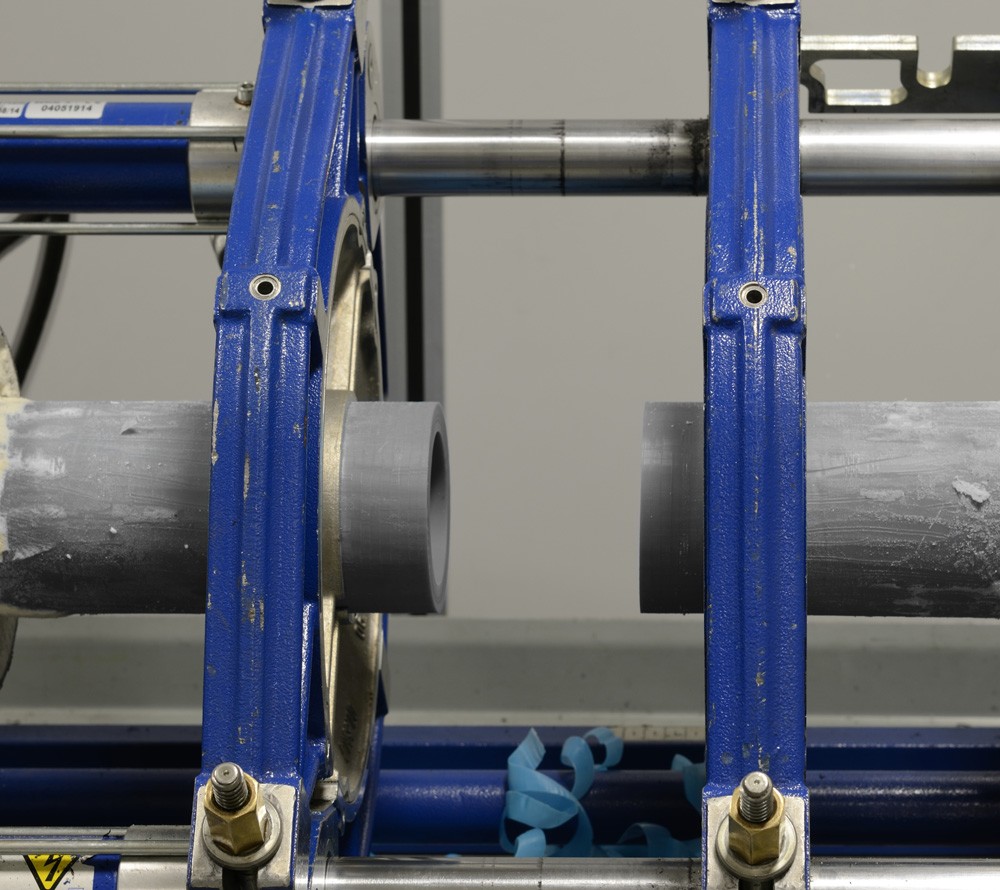
• С особой осторожностью следует относиться к полифузной сварке тонкостенной полипропиленовой трубы PN10, используемой в системах холодного водоснабжения. Время прогрева такой трубы значительно меньше. Усилие при посадке в гильзу следует тщательно дозировать, иначе последует неизбежное заужение пропускной способности трубы.
• Внимание! Сварка полипропиленовых кранов и вентилей должна производиться в положении «открыто». При закрытом вентиле, в случае наличия в нём даже небольшого количества влаги, образовавшийся при нагреве пар, будучи «запертым», будет стаскивать кран с насадки.
• Запомните – как «недогрев», так и «перегрев», крайне нежелательны! В случае недостаточного прогрева получаются некачественные швы. Зачастую, при первом же запуске отопления – труба просто выскакивает из фитинга. Перегретый шов, кроме того что заужает трубу, теряет пластичность (становится «стеклянным»). Динамические нагрузки и гидроудары ведут к его разрушению.
• По окончании времени прогрева, труба и фитинг одновременно снимаются с насадки и уверенным равномерным движением соединяются. Труба должна войти в фитинг до отметки. В течение нескольких секунд можно откорректировать соосность соединения, путём небольшого осевого поворота. Далее заготовка фиксируется в течение 20-40 секунд (в зависимости от диаметра).
Труба должна войти в фитинг до отметки. В течение нескольких секунд можно откорректировать соосность соединения, путём небольшого осевого поворота. Далее заготовка фиксируется в течение 20-40 секунд (в зависимости от диаметра).
• Последний этап – остужение (ни в коем случае не принудительное!) в течение 2-3 минут.
Вот и всё. Надеемся, эти советы помогут Вам избежать некоторых ошибок при полифузной сварке полипропиленовых труб и получить крепкие и надёжные швы, не уступающие по прочности монолитному полипропилену!
Любое копирование данной статьи возможно, при условии размещения прямой гиперссылки на сайтs-k-s.ru
Технология сварки полипропиленовых труб для пожарного водопровода.
Монтаж систем пожаротушения
1. Отмерить и отрезать под прямым углом к оси кусок трубы необходимой длины с помощью ножниц. При помощи маркера нанести на трубу метку на расстоянии, равном глубине фитинга минус 1—3 мм.
2. Поместить полипропиленовую трубу и фитинг на соответствующие насадки (трубу вставить в насадку до отметки, обозначающей глубину сварки). Не вращать и не поворачивать трубу и фитинг, для лучшей ориентации можно использовать вспомогательные маркировки на фитингах. Выдержать необходимое время нагрева, которое указано в таблице.
Технологическое время термической сварки в зависимости от диаметра свариваемых трубы и фитинга при температуре насадок 260 °C:
| Наружный диаметр трубы (мм) | Время нагрева (с) | Время сварки (с) | Время охлаждения (мин) |
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 18 | 5 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 6 | 7 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 9 |
3. По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки. Выдержать время охлаждения.
По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки. Выдержать время охлаждения.
Полипропиленовые трубы диаметром более 50 мм включительно рекомендуется сваривать при помощи специального монтажного приспособления, в целях обеспечения необходимого давления и в избежание осевых поворотов.
Время сварки начинается в момент соединения полипропиленовой трубы с фитингом. В процессе охлаждения нельзя использовать какие-либо средства, например, холодную воду.
Сварка полипропиленовых труб
Рубрики:СтатьиОперацию по сварке труб начинается с их обрезки. Они должны пересекаться перпендикулярно к оси с помощью соответствующих инструментов – ножниц или пил, предназначенных для резки полипропилена. О подготовке к сварке можно узнать в предыдущей статье.
- Отмечаем, на конце трубы, при помощи прилагаемого шаблона и карандаша глубину шва. Слишком маленькая глубина сварки может привести к ослаблению соединения, слишком глубокая, к ее возможному засорению в будущем.
- Отметить на трубе расположение элементов.
- Необходимо по всей поверхности сварки, удалить слой алюминия, каждый раз проверяя, нет ли на поверхности его остатков.
- Используйте только оригинальные приборы или резцы. Тупые лезвия должны быть заменены. После следует выполнить пробную обработку, чтобы проверить правильность установки нового ножа.
- Конец трубы вставьте в отверстие инструмента для резания. Глубина отреза определяет глубину сварки. Так что вы должны пропустить маркировку, описанную в пункте 2.
- Глубина сварки, время нагрева, время соединения и время охлаждения определяет вышеупомянутая таблица.
Она касается ПП труб PN20 (SDR 6 SDR 7,4 и SDR 11). Время нагрева при температуре воздуха ниже + 5°C должно быть увеличено на 50%. - Конец трубы проскальзывает без вращения втулки до отмеченной глубины сварки и при этом следует одновременно насадить фитинг, без поворота, до упора на шток полипропиленовой трубы.
 Слишком маленькая глубина сварки может привести к ослаблению соединения, слишком глубокая, к ее возможному засорению в будущем.
Слишком маленькая глубина сварки может привести к ослаблению соединения, слишком глубокая, к ее возможному засорению в будущем.
СОВЕТ
Чтобы уменьшить усилия при нагревании элементов больших размеров, рекомендуется медленно вводить трубу и фитинг в нагревательные накладки несколькими поступательными движениями.
Полипропиленовые изделия диаметром 50 – 125 мм паяются между собой в основном с использованием ручного сварочного аппарата. В случае использования стационарной сварочной машины, следует соблюдать отдельную инструкцию по эксплуатации.
ПРИМЕЧАНИЕ: Время нагрева начинается лишь тогда, когда фитинг войдет на отмеченную глубину полипропиленовой трубы.
Инструкция по монтажу полипропиленовых труб — Статьи — СантехЛайт
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы полипропиленовые соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг.
При монтаже полипропиленовых труб не рекомендуется использовать загрязненные детали или имеющие физический дефект, образованный при производстве, транспортировке или хранении.
Не рекомендуется проводить монтаж трубопровода ниже 0oС
При перевозке, хранении, и монтаже необходимо оберегать трубы и фитинги от внешних повреждений.
Запрещено проводить сварку металлических изделий в непосредственной близости с полипропилновыми соединениями.
На время гидравлических испытаний или отделочных работ рекомендуется закрывать арматуры пластиковыми пробками или заглушками.
1. Сварка
Полипропиленовые трубы и фитинги отличаются удобством и простотой в монтаже. Водопроводные и отопительные трубы из полипропилена соединяются с помощью сварки. Этот способ не требуют ни специальных профессиональных навыков, ни больших финансовых затрат на перевозку оборудования и работу квалифицированных сварщиков. Для того чтобы сварить две детали, вам потребуется небольшой сварочный аппарат, весом не более 6 кг. В основе сварки заложен процесс плавления, осуществляемый путем нагревания соединяемых деталей до нужной температуры. Детали нагреваются до тех пор, пока они не начнут плавиться, а затем плотно прижимаются друг к другу. Таким образом, сварка полипропиленовых труб оказывается не сложнее ремонта смесителя. Работа с полипропиленовыми трубами не требует особых мер предосторожности.
В основе сварки заложен процесс плавления, осуществляемый путем нагревания соединяемых деталей до нужной температуры. Детали нагреваются до тех пор, пока они не начнут плавиться, а затем плотно прижимаются друг к другу. Таким образом, сварка полипропиленовых труб оказывается не сложнее ремонта смесителя. Работа с полипропиленовыми трубами не требует особых мер предосторожности.
2. Правила сварки
1. Приготовить необходимый инструмент.
2. Приготовить аппарат для сварки, надеть тефлоновые насадки нужного диаметра на сварочный аппарат предварительно очистив их от постороннего материала. Настроить сварочный аппарат на температуру 260oС. Время нагревания аппарата зависит от окружающей среды, при отключении индикатора термостата можно начинать работу.
3. Отмерить и отрезать трубу необходимой длины при помощи необходимого инструмента. Если труба армированная снять слой алюминия при помощи зачисток для фольги. Трубы и фитинги должны быть очищенными от посторонней грязи, проверены на наличие брака. Для того чтобы отрегулировать точилку необходимо взять простую трубу неармированную соответственного диаметра и по её размеру отрегулировать точилку. Дело в том, что внутренний диаметр фитингов произведён под наружний диаметр неармированной трубы. Желательно отметить длину соединения трубы с фитингом для того чтобы предотвратить перепайку трубы и не допустить сужения прохода в месте соединения.
Для того чтобы отрегулировать точилку необходимо взять простую трубу неармированную соответственного диаметра и по её размеру отрегулировать точилку. Дело в том, что внутренний диаметр фитингов произведён под наружний диаметр неармированной трубы. Желательно отметить длину соединения трубы с фитингом для того чтобы предотвратить перепайку трубы и не допустить сужения прохода в месте соединения.
4. После последних приготовлений можно начинать нагрев трубы и фитинга. В первую очередь на насадку необходимо надеть фитинг, после трубу. Если фитинг не плотно сидит на насадке, то его следует отбраковать, так как он не сможет обеспечить нормальное соединение. После фитинга надеть трубу.
5. Обе части необходимо нагреть согласно таблице сварки труб и фитингов (табл.8). Время нагревания считается со времени, когда детали полностью надеты на насадку. Во время нагревания труба и фитинг должны быть неподвижными.
б. Нагрев детали согласно времени сварки снимем детали с насадок и медленными движениями без круговых движений насадить детали друг на друга. Необходимо выждать время охлаждения согласно нижеприведённой таблицы. При условии соблюдения правил гарантировано надёжное соединение.
Необходимо выждать время охлаждения согласно нижеприведённой таблицы. При условии соблюдения правил гарантировано надёжное соединение.
3. Таблица времени сварки для труб и фитингов
| Димаметр (мм) | Время нагревания (сек.) | Время соединения (сек.) | Время охлаждения (сек.) |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 2 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
Аппарат для сварки полипропиленовых труб
Еще не так давно пластиковый водопровод или пластиковую отопительную систему можно было встретить довольно редко. Многие не доверяли новшествам, а многим это было просто не по карману. Однако технология оказалась более чем удачной и в наши дни полипропиленовые трубы смогли значительно потеснить более традиционные материалы, используемые в этом сегменте коммуникаций. Эти трубы выгодно отличаются от простых водопроводных труб повышенным уровнем эластичности, долговечностью и способностью выдерживать высокие температуры.
Качественно и просто соединить в единую систему трубы из полипропилена можно посредством использования специального сварочного аппарата для полипропиленовых труб. Это универсальное устройство, которое может использоваться как профессионалами своего дела, так и простыми мастерами.
Основой сварки или пайки полипропиленовых труб является принцип диффузии. Материал, из которого сделаны трубы, нагревается до необходимой температуры и приобретает пластичность. Именно при контакте нагретых до такой температуры заготовок и происходит взаимное проникновение, которое дает возможность получить в итоге качественное и неразъемное соединение.
Для соединения полипропиленовых элементов в единую систему могут быть использованы несколько видов сварки. Это сварка раструбного и муфтового типа, а так же сварка встык. Раструбная и муфтовая сварки выполняется посредством использования дополнительных элементов, фитингов и муфт. Стыковая сварка производиться без использования соединительной арматуры, а трубы свариваются торцами.
Оборудование, которое используется для сварки полипропиленовых труб, подразделяется на два типа. Ручной аппарат для сварки полипропиленовых труб предназначен для работы с трубами, диаметр которых не превышает 50 мм и может стать оптимальным вариантом для самостоятельной сварки. Отдельные модели, с увеличенной мощностью могут соединять фитинги и трубы, диаметр которых не превышает 25 мм.
Механический аппарат для сварки полипропиленовых труб относится к оборудованию профессионального типа и используется для труб большого диаметра. Обычно такие устройства используются для сварки при прокладке магистральных водопроводов, где соединение трубы и арматуры предполагает применение больших усилий.
В большинстве случаев бытовой монтаж полипропиленовых труб предусматривает использование «утюга для сварки». Принцип действия этого устройства очень схож с обычным утюгом. Конструкция сварочного утюга состоит из терморегулятора, нагревательной плиты и ручки. А закрепление и фиксация свариваемых элементов осуществляется при помощи двух специальных отверстий.
Сам по себе процесс сварки полипропиленовых труб с использованием специального аппарата для сварки не сложен, однако требует предельной аккуратности. При правильном проведении работ, такой стык может прослужить довольно долго. А при соблюдении соответствующих условий, некоторые производители заявляют срок эксплуатации стыков до 25 лет.
Центр CE — Библиотека Центра CE
Все курсыТемаСтатьиМультимедиаВебинарыНано кредитыСпонсорыПодкасты
22 июня 2021 г., 14:00 EDT
Рекомендации по установке и производительности
24 июня 2021 г., 14:00 EDT
30 июня 2021 г. , 14:00 EDT
, 14:00 EDT
Где начинаются все кровельные системы
30 июня 2021 г., 14:00 EDT
8 июля 2021 г., 14:00 EDT
13 июля 2021 г., 14:00 EDT
Экологически ответственное проектирование, строительство и эксплуатация
14 июля 2021 г., 14:00 EDT
Повысьте уровень осведомленности об углеродных выбросах и узнайте, как достичь своих целей в области устойчивого развития
15 июля 2021 г., 14:00 EDT
20 июля 2021 г., 14:00 EDT
Сложные переходы в коммерческой кровле
22 июля 2021 г., 14:00 EDT
Ресторан, библиотека и офисное здание и их неповторимый интерьер.
27 июля 2021 г., 14:00 EDT
Выбор правильного средства предотвращения роста
27 июля 2021 г., 14:00 EDT
28 июля 2021 г., 13:00 EDT
28 июля 2021 г., 14:30 EDT
28 июля 2021 г. , 11:00 EDT
, 11:00 EDT
29 июля 2021 г., 14:30 EDT
Станок для стыковой сварки и стыковой сварки — Ritmo America LLC — Станок для стыковой сварки — Сопло стыковой сварки
Станок для стыковой сварки
Для соединения полиэтиленовых труб раструбом и стыкового соединения используются два метода сварки.
Ritmo Станок для стыковой сварки для труб и фитингов из ПП, ПВДФ, переносящих жидкости под давлением.
Аппарат для стыковой сварки используется для сварки труб из полиэтилена (PE) в водной и газовой промышленности, а также из полипропилена (PP) и поливинилиденфторида (PVDF) в химической промышленности.
Трубы устанавливаются в зажимы машины для стыковой сварки и проверяются на первоначальное соосность. Затем концы труб строгаются, чтобы они были плоскими и квадратными.Затем проверяется окончательное выравнивание труб.
Разъем Fusion
Станок для сварки раструбов в основном используется для сварки труб из ПЭ, ПП и ПВДФ для производства технологических и химических трубопроводов. Приварка внахлест При сварке используется фитинг. Операция процесса обычно ручная. Цикл сварки состоит из фазы нагрева и фазы охлаждения. При сварке расплавлением с муфтой муфта, установленная на горячей пластине, используется для нагрева внешней поверхности свариваемой трубы.На противоположной стороне горячей пластины используется патрубок для нагрева внутренней поверхности фитинга, изготовленного методом литья под давлением.
Приварка внахлест При сварке используется фитинг. Операция процесса обычно ручная. Цикл сварки состоит из фазы нагрева и фазы охлаждения. При сварке расплавлением с муфтой муфта, установленная на горячей пластине, используется для нагрева внешней поверхности свариваемой трубы.На противоположной стороне горячей пластины используется патрубок для нагрева внутренней поверхности фитинга, изготовленного методом литья под давлением.
Ritmo socket fusion Инструменты практичны, просты в обращении и безопасны благодаря сигнальным лампам (означает, что питание включено и рабочая температура нормальная), пластиковой эргономичной ручке и отличной теплоизоляции, обеспечиваемой корпусом проводов из нержавеющей стали. Эффективный испытанный и проверенный производственный процесс, выбор лучших материалов и постоянный контроль качества — все это вместе делает инструменты Ritmo socket fusion надежными во многих условиях эксплуатации.
Машины Prisma изготовлены из специальных алюминиевых сплавов, что делает их очень прочными, легкими и удобными в транспортировке.
Другой продукт, связанный с аппаратом для стыковой сварки и стыковой сварки:
Полипропиленовая труба может похвастаться впечатляющими усовершенствованиями по сравнению с медной или стальной трубой (химически инертна, никогда не подвергается коррозии, выдерживает экстремальные температуры и просто потрясающе выглядит)
Полипропиленовая труба: она легкая, долговечная, с ней легко работать, она имеет прохладный зеленый и синий цвет. Как и все производители напитков, крафтовые пивоварни требуют тяжелого оборудования. В дополнение к типичным бизнес-задачам, связанным с конкуренцией, укомплектованием персоналом, регулированием, соблюдением требований и COVID-19, крафтовые пивовары также должны создать значительную внутреннюю инфраструктуру для создания и доставки своей продукции. Это означает покупку (среди прочего) котлов, кег, бойлеров, линий розлива и консервирования, конвейеров, систем охлаждения, резервуаров для хранения, резервуаров для ферментации, холодильного оборудования и систем очистки сточных вод. В этой статье мы обсудим, как пивоварни могут эффективно соединить все эти системы с идеальной инфраструктурой трубопроводов.
В этой статье мы обсудим, как пивоварни могут эффективно соединить все эти системы с идеальной инфраструктурой трубопроводов.
Трансформация трубопровода
Несмотря на то, что многие элементы пивоваренного процесса сохранялись веками, трубопроводная промышленность изменила эффективность и надежность систем, используемых для производства и транспортировки продуктов. Подобно тому, как многие владельцы пивоварен производят свою продукцию исключительными, уникальными продуктами, полипропиленовые трубопроводы революционизируют способы трубопроводов на крафтовых пивоварнях.Применения полипропилена включают трубопроводы гликоля, бытовую воду, сжатый воздух, отопление и охлаждение, а также трубопроводы CO2. Некоторые полипропиленовые трубы, внесенные в список NSF / ANSI 51 для пищевых продуктов, могут даже использоваться для транспортировки готовой продукции. Как химически инертный материал, полипропилен не выщелачивается и не влияет на вкус или запах жидкости, которую он транспортирует.
Значительный апгрейд
Во многих крафтовых пивоварнях полипропилен представляет собой значительную модернизацию металлических труб, таких как медь или сталь.Полипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах. Он никогда не накипит и не подвергнется коррозии, со временем не станет хрупким и не сломается при воздействии экстремальных температур.
Традиционные трубопроводные материалы требуют сварки, которая может быть трудоемкой, дорогой и может выделять вредные летучие органические соединения в окружающую среду, или использовать посторонние вещества (например, клей или припой) или механические соединения (например, прокладки и резьбы) для соединения труба и фитинги.С другой стороны, полипропиленовые трубы соединяются плавлением — быстрым и надежным процессом, обеспечивающим создание бесшовных соединений. Для образования соединения материал нагревают, соединяют вместе под давлением, а затем дают остыть. Соединяемые материалы становятся одной сплошной и однородной деталью без путей утечки. Предполагаемый срок службы полипропиленовой трубы при правильной установке, эксплуатации и техническом обслуживании составляет 50+ лет.
Соединяемые материалы становятся одной сплошной и однородной деталью без путей утечки. Предполагаемый срок службы полипропиленовой трубы при правильной установке, эксплуатации и техническом обслуживании составляет 50+ лет.
Дополнительные преимущества
Соединение раструбом (верхнее фото) и соединение встык (вверху) — это два метода, которые используются для постоянного соединения полипропиленовых труб без сварки, клея, растворителей или припоя.Полипропилен до 70 процентов легче стальной трубы (в зависимости от размера и толщины стенки трубы) и с соответствующими инструментами для термического наплавления может быть легко установлен на потолке, обычном для пивоваренных заводов с чанами для брожения.
Чтобы приспособиться к расширению системы по мере роста пивоваренных заводов, полипропилен предлагает выходы для сварки, которые можно добавить путем просверливания в трубу и вварки фитинга непосредственно в стенку трубы. Многие марки полипропиленовых труб устойчивы как к высоким, так и к низким температурам и безопасны для использования практически в любой части системы. Кроме того, присущее трубе значение R, равное 1 или выше (в зависимости от толщины стенки трубы), может устранить необходимость в изоляции или уменьшить количество необходимой изоляции, особенно на линиях гликоля.
Кроме того, присущее трубе значение R, равное 1 или выше (в зависимости от толщины стенки трубы), может устранить необходимость в изоляции или уменьшить количество необходимой изоляции, особенно на линиях гликоля.
Для справки, некоторые части процесса пивоварения требуют температуры до 24 ° F. Это требует от пивоваров использования гликоля в линиях, соединяющих технологические чиллеры с чанами для брожения. Их главное — найти материал, который сможет транспортировать охлажденную жидкость без использования флюсов или клея.Флюс, используемый при пайке меди, может вызвать загрязнение линии, а гликоль может ухудшить клей, который используется для соединения некоторых других материалов труб (например, ХПВХ). Благодаря этому труба из термоплавкого полипропилена идеально подходит.
Кроме того, процессу термического плавления полипропилена можно научить всего за несколько часов практически любого, кто обладает способностями к механике и разбирается в системах трубопроводов. Наряду с квалифицированной поддержкой и контролем, это может позволить пивоваренным заводам обучать собственный персонал работе с установками термоядерного синтеза или ремонту.
Наконец, поскольку многие крафтовые пивоварни и их клиенты заботятся об окружающей среде, они могут оценить тот факт, что полипропиленовая труба более чистая в производстве, чем стальная труба, а также на 100 процентов пригодна для вторичной переработки по истечении длительного срока службы.
Реальные результаты
Полипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах.Полипропиленовая труба была выбрана крафтовыми пивоварами в Северной Америке. Комментарии самих пивоваров свидетельствуют об эффективности полипропилена в пивоварении.
«Как стартап, вам нужно экономить деньги, когда это возможно, и рабочая сила — это та область, где мы могли бы это сделать», — сказал Адлер Ленц, партнер Smith & Lentz Brewing Co., Нэшвилл, где полипропиленовые трубы были выбраны для система охлаждения гликоля пивоваренного завода. «Цена на медь составляла около 20 000 долларов, а для стартапа это большая разница. Итак, когда мы получили эту цитату, мы рассмотрели другие варианты. И тогда стало понятно, что мы должны использовать [полипропилен] и производить установку самостоятельно.Благодаря этому мы сэкономили около 12 000 долларов ».
Итак, когда мы получили эту цитату, мы рассмотрели другие варианты. И тогда стало понятно, что мы должны использовать [полипропилен] и производить установку самостоятельно.Благодаря этому мы сэкономили около 12 000 долларов ».
Eventide Brewing, Атланта, выбрала полипропилен для своей системы охлаждения на основе гликоля.
«У нас не было ни одной утечки, даже небольшой утечки», — сказал Натан Коуэн, генеральный директор. «Наш следующий проект будет в 10 раз больше, чем у нас сейчас, и мы планируем использовать [полипропилен] при расширении».
Эпическая сага
Epic Brewing Co. была основана в Солт-Лейк-Сити в 2009 году. В 2012 году Epic открыла новый филиал в Денвере, а в 2019 году предприняла расширение своего предприятия в Денвере, в результате чего количество бродильных чанов в этом месте увеличилось более чем в три раза.Полипропиленовая труба использовалась на всех этапах развития пивоварни.
«Для нас это весь полипропилен с тех пор, как мы установили его в Солт-Лейк-Сити», — сказал Джордан Шупбах, директор по пивоварению. «Это продукт, с которым мы знакомы и которым полностью довольны, поэтому нет причин менять его».
«Это продукт, с которым мы знакомы и которым полностью довольны, поэтому нет причин менять его».
Major Heating & Air Conditioning, Денвер, установила 100 футов полипропиленовой трубы на расширении производственной базы Epic в Денвере. В компании работают пять технических специалистов, обученных термоядерному плавлению.
Тодд Рамер, менеджер по обслуживанию компании Major, сказал, что полипропиленовая труба предлагает множество преимуществ не только для пивовара, но и для подрядчика по установке, включая легкий вес и экономию времени на установку.
«С точки зрения подрядчика, это действительно лучше беговой стали или меди», — сказал Рамер. «Он настолько легкий, что я могу изготовить и повесить 3 дюйма. сам по себе. Но самое главное — это сэкономленное время. Это астрономически по сравнению со сваркой и пайкой. Я выбил последнее расширение на Epic за полторы недели.Если бы я сделал это сваркой стали, это заняло бы три или четыре недели ».
Рамер также отметил, что с полипропиленом легко подключиться к существующим линиям. Во время недавнего расширения, в дополнение к муфтам и стыкам, используемым для соединения труб, Рамер подсчитал, что он установил около 200 выходов для сварки.
Во время недавнего расширения, в дополнение к муфтам и стыкам, используемым для соединения труб, Рамер подсчитал, что он установил около 200 выходов для сварки.
«Гораздо проще расширить существующие [полипропиленовые] линии, чем стальные линии», — отметил он.
Другие крафтовые пивоварни выбрали полипропиленовые трубы для геотермальных систем отопления (Arbor Brewing Co., Ипсиланти, Мичиган) бытовых систем горячего и холодного водоснабжения (Main Street Brewing Co., Ванкувер, Британская Колумбия) или, в Founder’s Brewing Co. в Гранд-Рапидсе, Мичиган, инновационной системы рекуперации тепла, которая позволяет пивоварне использовать тепло генерируется для процесса пивоварения, чтобы обогревать помещения пивоварни площадью 75 000 кв. футов.
«Мы выбрали [полипропилен] из-за его уникальной способности работать с жидкостью при температуре 80–120 ° F с минимальным расширением и сжатием», — сказал Брэд Строус, менеджер по работе с клиентами компании Seaman’s Mechanical, Гранд-Рапидс, штат Мичиган, компании Founder’s System. «Процесс термоядерного синтеза также был важным фактором, поскольку он обеспечивает структурную целостность при экологически чистой стоимости».
«Процесс термоядерного синтеза также был важным фактором, поскольку он обеспечивает структурную целостность при экологически чистой стоимости».
Заключение
В конечном счете, многие крафтовые пивоварни создаются опытными новаторами, которые страстно желают создавать продукты, которые отличаются своей уникальностью и исключительно высоким качеством. Хотя они основаны любителями пива, а не экспертами по трубам, среди крафтовых пивоваров растет осознание того, что полипропиленовые трубы можно использовать во многих отношениях на пивоваренном заводе, чтобы помочь владельцам достичь своих целей.Это просто может помочь пивоварам приготовить лучший напиток.
Рон Раецки — специалист по связям с общественностью и маркетингу компании Aquatherm.
Сварка растворителем
Что такое сварка растворителем?
Сварка растворителем — это процесс, при котором химическое вещество применяется к двум пластиковым поверхностям. с идентичной или подобной молекулярной структурой, которая вызывает разрушение молекул на обеих поверхностях. Когда
две поверхности прижимаются друг к другу, и по мере испарения растворителя молекулы двух поверхностей преобразуются.
и скрепите вместе.Это приводит к тому, что две поверхности связаны друг с другом на молекулярном уровне. Это очень
отличается от склеивания материалов, когда сам клей связывается с каждой поверхностью, поэтому у вас остается три
слои: первый материал, клей и второй материал.
с идентичной или подобной молекулярной структурой, которая вызывает разрушение молекул на обеих поверхностях. Когда
две поверхности прижимаются друг к другу, и по мере испарения растворителя молекулы двух поверхностей преобразуются.
и скрепите вместе.Это приводит к тому, что две поверхности связаны друг с другом на молекулярном уровне. Это очень
отличается от склеивания материалов, когда сам клей связывается с каждой поверхностью, поэтому у вас остается три
слои: первый материал, клей и второй материал.
Какие материалы можно сваривать растворителем?
Как приварить пластиковую трубу к фитингу с помощью растворителя?
Процесс сварки растворителем состоит из нескольких этапов:
1. Труба должна быть обрезана под квадрат, вся стружка должна быть удалена, а кромка должна быть скошена (зачищена). до угла между 22.5 и 45 градусов. Это препятствует тому, чтобы острые кромки среза действовали как лезвие ножа и толкая весь цемент перед собой
2. Сухой тканью или бумажным полотенцем протрите патрубок и трубку, чтобы удалить грязь. Если труба старая, обработайте поверхность наждачной бумагой и удалите отложения.
Если труба старая, обработайте поверхность наждачной бумагой и удалите отложения.
3. Протрите чистой бумажной тканью немного жидкости для чистки труб вокруг гнезда и труба. ПОСЛЕ ЭТОГО НЕ ПЫТАЙТЕСЬ УСТАНОВИТЬ ТРУБУ В ГНЕЗДО СУХОЙ, ПОСЛЕ ЭТОГО ОНИ ПРИКЛЮЧАЮТСЯ ВМЕСТЕ!
4.Измерьте глубину раструба и отметьте трубу тонким перманентным маркером. ручка
5. Залить цемент в розетку и отложить (важно сделать розетку во-первых, так как вы не сможете легко положить трубу после того, как она будет окрашена). Затем нанесите цемент на трубу на глубину розетки
6. Наденьте муфту на трубу до упора, проверяя что он дошел до отметки, сделанной вами на трубе
7. По возможности держите раструб в вертикальном положении, чтобы излишки цемента не стекали по внутрь на другую сторону, сотрите все капли и излишки цемента вокруг стыка.
Видео: Как сварить трубу из ПВХ с помощью растворителя
Можно ли сваривать пластиковые трубы и фитинги без растворителя?
Сварка растворителем труб из ПВХ и АБС — это постоянный процесс, который нельзя отменить.
Советы по сварке труб из ПВХ и АБС растворителем
1. Надевайте нейлоновые перчатки, чтобы очиститель и цемент не повредили кожу.
2. Не надевайте виниловые перчатки, так как они растают вместе с очистителем и цементом.
3. Работайте в хорошо проветриваемом помещении, чтобы разбавить пары.
4. Дважды отмерьте, один раз отрежьте и зацементируйте.
5. Будьте особенно внимательны, чтобы нанести надлежащую маркировку на АБС, прежде чем сдвигать их вместе. Совместные наборы Очень быстро.
6. ПВХ можно немного повернуть, чтобы полностью выровнять его в розетке, но АБС не могу.
7. Не перекручивайте трубу, когда вставляете ее в фитинг, так как это может привести к утечки.
Что выбрать: трубопроводы из ХПВХ или ППР?
Хлорированный поливинилхлорид (ХПВХ) — самый популярный материал для трубопроводов в Королевстве Саудовская Аравия.FlowGuard ® CPVC используется во всем мире более 55 лет, в частности на Ближнем Востоке более 30 лет.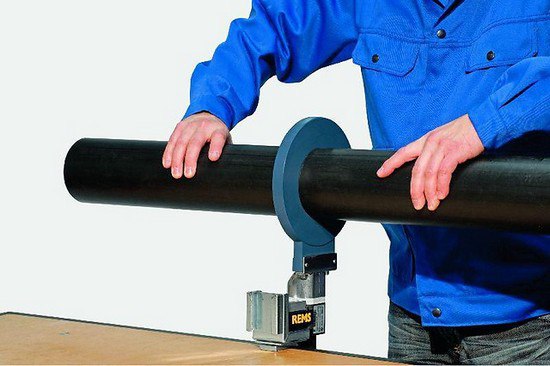
CPVC в некоторых частях региона КСА является полипропилен (PP R) или зеленые трубы. Относительно новинка на рынке, PPR оставила некоторых домовладельцев, сантехников и торговцев под вопросом, что лучше для их дома.
Наши специалисты по материалам собрали исследования и результаты исследований по всему миру, чтобы сравнить материалы по семи основным категориям.
1. Физические свойстваОбладая на 60% большей прочностью на разрыв и почти в два раза большей прочности на изгиб, ХПВХ является более прочным и долговечным материалом для трубопроводов, чем полипропилен Р. Благодаря своей прочности ХПВХ может выдерживать большее давление, что означает тот же расход при меньшем расходе. трубы.
2. Простота и эффективность установки
Трубы и фасонные части из ХПВХ соединяются с помощью простой сварки в цементном растворе . И наоборот, системы PPR соединяются с использованием сварки плавлением.
И наоборот, системы PPR соединяются с использованием сварки плавлением.
С помощью цемента на растворителе можно рентабельно установить систему трубопроводов из ХПВХ:
- Используя простые и дешевые инструменты.
- Быстро и легко экономит время и деньги.
- Надежно — Сварные соединения на основе цемента на растворителе химически сплавляют детали вместе и становятся самой прочной частью системы.
- Без электричества.
Кроме того, жесткость трубы из ХПВХ требует меньшего количества подвесов и опор, используемых во время установки, и делает ее лучшим материалом для вертикального водопровода и стояков.Напротив, установка системы трубопроводов PPR может быть дорогостоящей и занимать больше времени, поскольку требует специального оборудования и более квалифицированной рабочей силы. Тепловая сварка также может привести к образованию валиков вокруг внутренней части трубы, что снижает скорость потока воды и увеличивает вероятность роста бактерий. Наконец, для сборки требуется дополнительное место, а это означает, что части системы должны быть изготовлены заранее.
Наконец, для сборки требуется дополнительное место, а это означает, что части системы должны быть изготовлены заранее.
Хлор и диоксид хлора часто используются в качестве дезинфицирующих средств для питьевой воды.Когда хлор и вода смешиваются, они могут образовывать хлорноватистую кислоту, которая, как известно, разрушает материал трубопроводов.
Труба из ХПВХ подвергается процессу хлорирования, благодаря чему на нее не влияет хлорноватистая кислота , присутствующая в системе подачи питьевой воды. Этот увеличивает срок службы сантехнических систем .
При воздействии хлорноватистой кислоты PPR не имеет таких защитных механизмов, что делает его уязвимым для атак. Это приводит к растрескиванию под действием окисления внутри труб и эрозии стенки трубы, в результате чего материал трубопровода становится более тонким и слабым.
 Рост бактерий
Рост бактерий Несмотря на дезинфекцию воды, бактерии все еще могут присутствовать в питьевой или горячей воде и потенциально расти на внутренней стороне стенок трубы. При использовании трубопроводных систем из ХПВХ гладкость поверхности трубы и отсутствие пластификаторов препятствуют росту микробов.
Множественные международные исследования, такие как исследование, проведенное исследовательской фирмой Kiwa, подтвердили превосходные антимикробные характеристики трубопроводных систем из ХПВХ по сравнению с другими материалами для трубопроводов, особенно с полипропиленом.
В приведенной ниже таблице KiWA обнаружило, что количество бактерий Legionella в тестовой воде значительно ниже, чем количество бактерий PPR.
5. Безопасность на воде FlowGuard ® ХПВХ одобрен для использования с питьевой водой всеми основными международными агентствами, а имеет сертификат NSF 61, приложение G, сертификат .
NSF / ANSI 61 фокусируется на компонентах системы холодной / питьевой воды и соответствующих последствиях для здоровья, с особым вниманием к свинцу.Он был создан для контроля потенциального вредного воздействия на здоровье человека продуктов, контактирующих с питьевой водой.
6. ОгнестойкостьТрубопровод
из ХПВХ не поддерживает горение. Для поддержания пламени требуется 60% кислорода в атмосфере. Атмосфера Земли на 21% состоит из кислорода.
Чтобы гореть, температура должна достигнуть 480 ° C, и даже тогда материал обугливается. Этот обугленный слой фактически служит изолятором, частично экранируя внутреннюю часть материала трубопровода от тепла.CPVC имеет самую низкую возможную степень горения среди любого неметалла .
При сравнении воспламеняемости ХПВХ и PPR, PPR имеет предельный кислородный индекс 18, что делает воспламеняемость в 3 раза выше, чем у CPVC. Кроме того, материал будет выделять больше тепла и увеличивать риск повреждения огнем.
7. Экологичность и устойчивость
Труба из ХПВХ содержит меньше нефти, чем другие пластмассы, включая трубы из полипропилена.Это означает, что для производства требуется меньше энергии. По окончании срока службы его можно перемолоть в гранулы и переработать в новый трубопровод или превратить в вещи, которые нас окружают каждый день — напольные покрытия, напольные покрытия, лежачие полицейские, автомобильные коврики и многое другое.
ХПВХ — лучший выборИзготовленные из высококачественных материалов, сантехнические трубы и фитинги FlowGuard из ХПВХ подтверждены более чем 50-летней проверенной эффективностью и обеспечивают безопасность, долговечность и надежность для рентабельных бытовых водопроводных систем на Ближнем Востоке и во всем мире.
Есть вопросы о CPVC и PPR, или как CPVC может помочь в вашем следующем проекте? Свяжитесь с консультантами по трубопроводным системам FlowGuard сегодня же.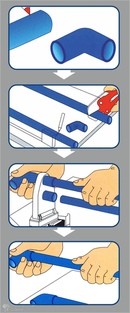
Консультации — Инженер по спецификациям | Выбор труб и материалов для трубопроводов
Джефф Болдт, ЧП, LEED AP, FASHRAE, FPE, HBDP; Кейт Стоун, ЧП 17 сентября 2018 г.
Цели обучения
- Разберитесь в плюсах и минусах различных материалов трубопроводов.
- Ознакомьтесь с некоторыми проблемами, связанными с совместимостью материалов.
- Узнайте о проблемах коррозии в гидравлических и бытовых системах трубопроводов.
Так же, как свойства различных материалов труб сильно различаются (см. Таблицу 1), важность этих свойств широко варьируется в зависимости от проекта. Выбор материала трубопровода зависит от области применения и качества воды. Например, в системах отопления часто используются стальные трубы из-за их низкой стоимости, прочности и устойчивости к теплу, тогда как в системах с чистой водой, вероятно, будут использоваться трубы из чистого полипропилена (PP) или поливинилиденфторида (PVDF).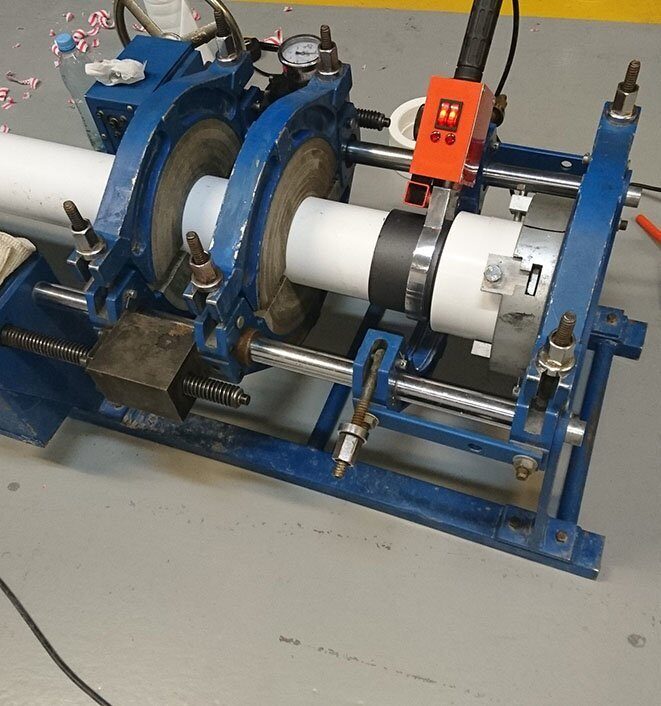
Основные свойства материала
Сталь прочная, жесткая и имеет низкий коэффициент теплового расширения. Он также тяжелый (для его транспортировки может потребоваться несколько рабочих) и подвержен коррозии. Иногда ее называют углеродистой или черной сталью, чтобы отличить ее от нержавеющей и оцинкованной стали. Вся сталь по определению содержит углерод.
Сталь часто используется для закрытых гидравлических систем, потому что она недорогая, особенно по сравнению с другими материалами в системах с высоким давлением, а коррозия в этих системах относительно легко контролируется.Он также является хорошим выбором для паровых и пароконденсатных систем, поскольку хорошо выдерживает высокие температуры и давления, а коррозия обычно не является проблемой для паропроводов. Тем не менее, коррозия является проблемой в пароконденсатных трубах, и многие инженеры указывают стальные трубы сортамента 80 просто потому, что на них требуется примерно вдвое больше времени, чтобы проржаветь, чем у труб сортамента 40.
Если амины (обычно циклогексиламин, морфолин или диэтилэтаноламин (DEAE) подаются должным образом для нейтрализации pH конденсатной трубы, конденсатные трубы могут прослужить весь срок службы здания.Некоторые владельцы зданий не хотят, чтобы эти химические вещества содержались в паре, который может использоваться для увлажнения из-за проблем со здоровьем; однако отказ от использования этих аминов может потребовать замены трубопровода из нержавеющей стали (SS) или добавления отдельной системы «чистого пара» для увлажнения и стерилизации медицинских инструментов.
Жесткость важна, потому что она определяет расстояние между подвесами. Стальные трубы изготавливаются длиной 21 фут, и подвески могут быть разнесены на такое большое расстояние для труб большого диаметра.Однако для более гибких материалов могут потребоваться подвесы на расстоянии не менее 4 футов от центра или даже непрерывно. Обратитесь к ANSI / MSS SP-58: Подвески и опоры для труб — материалы, конструкция, изготовление, выбор, применение и установка для получения подробной информации о подвесках и расстоянии между подвесками.
Низкий коэффициент теплового расширения сводит к минимуму необходимость в расширительных петлях и компенсаторах. Однако высокая жесткость стали означает, что, хотя она меньше расширяется, она оказывает очень большие усилия на анкеры.
Труба из оцинкованной стали — это стальная труба, погруженная в ванну с цинком (см. Рисунок 1). Цинкование имеет два метода уменьшения коррозии:
- Он покрывает поверхность, как краска, и в большинстве случаев образует прочный оксидный слой, такой как алюминий и нержавеющая сталь.
- Он обеспечивает расходуемый анод (цинк) для защиты от коррозии вместо коррозии стали.
Труба из оцинкованной стали обладает всеми преимуществами стальной трубы, а также имеет улучшенную коррозионную стойкость в большинстве сред, хотя и стоит немного дороже.Цинкование почти идеально подходит для областей применения, где его периодически смачивают и сушат (например, дорожные знаки и ограждения). Он может выйти из строя в средах с высоким содержанием натрия (например, умягченная вода, которая вначале была очень жесткой), потому что натрий заставляет прилипшую оксидную пленку отделяться и реагировать больше как стальная труба, где оксид отслаивается. Если сваривается оцинкованная труба, сварщик должен быть осторожен и стачивать необработанную сталь. Ремонт цинкования с внутренней стороны трубы затруднен или невозможен.Если в интерьере требуется сплошной оцинкованный слой, подумайте о механических соединениях. (Более подробную информацию можно получить через Американскую ассоциацию гальванизаторов.)
Если сваривается оцинкованная труба, сварщик должен быть осторожен и стачивать необработанную сталь. Ремонт цинкования с внутренней стороны трубы затруднен или невозможен.Если в интерьере требуется сплошной оцинкованный слой, подумайте о механических соединениях. (Более подробную информацию можно получить через Американскую ассоциацию гальванизаторов.)
Медная труба часто используется как в гидравлической, так и в бытовой технике, особенно для 2-дюймовых. и трубы меньшего диаметра. Однако некоторые подрядчики предлагают заменить оцинкованные стальные трубы для бытового водоснабжения медными до 6 дюймов. по размеру, особенно на Среднем Западе. Медь — дорогой материал, но имеет то преимущество, что весит меньше стали, и для ее установки может потребоваться меньшее количество сотрудников в зависимости от веса и ограничений профсоюзов.Кроме того, медь обычно более благородна и устойчива к коррозии, чем сталь или оцинкованная сталь.
В индустрии HVAC большая часть меди — это твердая (закаленная) медь типа L (средней толщины), хотя подземная мягкая (отожженная) медь часто относится к типу K (толстая). Дренажный, сливной и вентиляционный трубопровод (DWV) тоньше (тип M).
Дренажный, сливной и вентиляционный трубопровод (DWV) тоньше (тип M).
Нержавеющая сталь широко считается устойчивой ко всем видам коррозии. Это верно во многих случаях, но не во всех. Анаэробная и хлоридная коррозия могут повлиять на SS.Самый распространенный сплав — нержавеющая сталь 304, который добавляет в сталь 18% хрома и 8% никеля. 304L имеет пониженное содержание углерода, чтобы свести к минимуму склонность SS к коррозии сварных швов. SS с обозначением L рекомендуется для всех SS, которые будут свариваться и могут иметь проблемы с коррозией, например выхлопные газы и некоторые системы трубопроводов. 316 и 316L добавляют молибден, чтобы снизить восприимчивость к хлоридам.
В последнее десятилетие мы видели, что более тонкая нержавеющая сталь предлагается в качестве альтернативы стальным оцинкованным трубам и медным трубам большего диаметра, в первую очередь для бытовых трубопроводов для питьевой воды.Если это сделать неправильно, есть одна потенциальная проблема (см. «Смешивание материалов может вызвать проблемы»).
«Смешивание материалов может вызвать проблемы»).
SS требует некоторого количества кислорода для образования приставшего оксидного слоя, как у алюминиевых автомобильных колес. Обычно это не проблема в системах водяного отопления / охлаждения или системах водоснабжения, но в большой системе хранения охлажденной воды уровень кислорода может стать достаточно низким, чтобы возникли проблемы с коррозией, вызванной микробами (известной как MIC).
Есть много марок СС. В целом сплавы серии 300 наиболее устойчивы к коррозии и немагнитны.Серия 400 тверже, устойчивее к истиранию, выдерживает более высокие температуры и обладает магнитными свойствами. Сплавы серии 200 используются в мойках и в тех местах, где допустима меньшая устойчивость к коррозии.
Чугун (CI) в основном используется в канализационных и ливневых системах. В этих применениях он имеет очень хорошую коррозионную стойкость. Недостаток в том, что наиболее распространенные суставы не зажаты. Большинство соединений из чугуна являются вставными или без ступицы. Вставные соединения очень хорошо работают под землей, где давление почвы помогает остановить движение трубы.Однако над землей существует риск того, что труба может отделиться, если произойдет закупорка и давление станет слишком высоким. Оцинкованная сталь, в первую очередь для ливневых систем, с механическими муфтами или трубопроводами с пластиковыми связями, может быть указана, когда кажется возможным риск затопления из-за давления.
Вставные соединения очень хорошо работают под землей, где давление почвы помогает остановить движение трубы.Однако над землей существует риск того, что труба может отделиться, если произойдет закупорка и давление станет слишком высоким. Оцинкованная сталь, в первую очередь для ливневых систем, с механическими муфтами или трубопроводами с пластиковыми связями, может быть указана, когда кажется возможным риск затопления из-за давления.
Ковкий чугун (DI) похож на чугун, за исключением того, что он имеет более низкий процент углерода и содержит отжиг и / или добавки, такие как магний, для образования иной (шаровидной) матрицы.Это делает его более прочным и пластичным, чем чугун. По коррозионной стойкости он очень похож на чугун. DI обычно используется для городских водопроводов. Для ливневой или канализационной канализации можно указать одну длину трубы прямого ввода, проходящей под опорами, чтобы в случае оседания конструкции труба изгибалась и не ломалась.
Duriron почти не продается, но его можно увидеть в проектах реконструкции. Это чугун с добавлением кремния для защиты от коррозии. Ранее он использовался для лабораторных систем удаления отходов.Чугунные форточки, которые «сверкают» на крыше, — это Duriron. Сегодня его обычно заменяют полипропиленом (PP), поливинилиденфторидом (PVDF) или иногда боросиликатным стеклом.
Это чугун с добавлением кремния для защиты от коррозии. Ранее он использовался для лабораторных систем удаления отходов.Чугунные форточки, которые «сверкают» на крыше, — это Duriron. Сегодня его обычно заменяют полипропиленом (PP), поливинилиденфторидом (PVDF) или иногда боросиликатным стеклом.
Трубопровод из поливинилхлорида (ПВХ) часто используется в жилых помещениях и становится все более популярным в коммерческих / промышленных приложениях. Его преимущество состоит в том, что он очень устойчив к большей части коррозии, но не к растворителям или некоторым маслам. Некоторые производители используют полиэфирное масло (POE) для очистки змеевиков HVAC и, в некоторых случаях, вызывают растрескивание труб для отвода конденсата из ПВХ.Хлорированный поливинилхлорид (ХПВХ) и акрилонитрилбутадиенстирол (АБС) также в значительной степени несовместимы с маслами POE.
Одна из проблем, связанных с ПВХ и ХПВХ, заключается в том, что они содержат хлор. Когда хлор горит, образуется горчичный газ. Хотя смертельные случаи не были вызваны горящей трубой в зданиях, выделяющей газообразный хлор, они прочитали по крайней мере одну статью о горящей копировальной машине из ПВХ, которая привела к гибели пожарных. Наибольшее беспокойство по поводу ПВХ вызывает близкое расположение подвесок и несоответствие установленному рейтингу распространения пламени / дыма 25/50 согласно NFPA 255: Стандартный метод испытания характеристик горения поверхности строительных материалов и ASTM E84: Стандартный метод испытания характеристик горения поверхности строительных материалов. Строительные материалы, требуемые строительными нормами для материалов, размещаемых в приточных коллекторах.Это также верно для полипропилена и большинства составов ХПВХ.
Хотя смертельные случаи не были вызваны горящей трубой в зданиях, выделяющей газообразный хлор, они прочитали по крайней мере одну статью о горящей копировальной машине из ПВХ, которая привела к гибели пожарных. Наибольшее беспокойство по поводу ПВХ вызывает близкое расположение подвесок и несоответствие установленному рейтингу распространения пламени / дыма 25/50 согласно NFPA 255: Стандартный метод испытания характеристик горения поверхности строительных материалов и ASTM E84: Стандартный метод испытания характеристик горения поверхности строительных материалов. Строительные материалы, требуемые строительными нормами для материалов, размещаемых в приточных коллекторах.Это также верно для полипропилена и большинства составов ХПВХ.
CPVC — это в основном ПВХ с добавлением сшитой молекулы хлора для повышения термостойкости. Обычно используется в системах горячего водоснабжения. Одним из недостатков систем трубопроводов из ПВХ, ХПВХ и большинства пластиковых и некоторых армированных волокном пластиков (FRP) систем является то, что они имеют фитинги с очень малым радиусом, поэтому они имеют более высокие коэффициенты перепада давления.
Полипропилен известен как олефин в ковровой промышленности, где он используется для изготовления ковров внутри и снаружи помещений.Преимущество полипропилена в том, что он работает с жидкостями при температуре до 210 ° F, и он очень устойчив к коррозии. Некоторые фирмы используют его для очистки кислотных отходов и (в форме без добавок) для систем чистой воды. Он также используется для некоторых трубопроводов для отходов молочной промышленности, где вода при температуре 210 ° F может стекать в канализацию, чтобы очистить затвердевший сыр. В целом полипропилен является наиболее устойчивым к коррозии из всех материалов, кроме ПВДФ и других производных тефлона.
Поливинилиденфторид (PVDF) — это фторполимер, родственный тефлону.Дорого, но с прекрасными свойствами. Он может выдерживать 212 ° F жидкости, соответствует норме распространения пламени / дыма 25/50 для вытяжных коллекторов (и используется для внутренней обшивки городских автобусов, потому что он не горит, как другие пластмассы), и очень инертен ( т. е. его можно использовать для лабораторных или микрочиповых систем с водой высочайшей чистоты).
е. его можно использовать для лабораторных или микрочиповых систем с водой высочайшей чистоты).
Трубы PEX (сшитый полиэтилен) стали очень популярными, особенно в системах водоснабжения жилых домов. Это прозрачный гибкий материал для труб, и некоторые его составы соответствуют требованиям 25/50 для пламени / дыма при размещении в камерах вытяжного воздуха.Он очень гибкий, требует частой или постоянной поддержки.
Боросиликатное стекло когда-то было популярным материалом для лабораторных отходов. Он обладает высокой устойчивостью к коррозии, но стоит дорого и потенциально может вызвать проблемы, если в канализацию слить очень горячую воду. В современных лабораториях он обычно не используется.
FRP полезен для применений, где желательны коррозионная стойкость, стойкость к ультрафиолету (УФ) и большая жесткость, чем у пластмасс. Он имеет различные свойства коррозионной стойкости и прочности в зависимости от используемого пластика и волокна, а также от того, как оно ориентировано. Многие продукты позволяют выбирать различные внутренние покрытия, устойчивые к определенным химическим веществам. Трубопровод градирни — хорошее применение в системах отопления, вентиляции и кондиционирования воздуха при условии, что изделие имеет фитинги с низким коэффициентом потерь.
Многие продукты позволяют выбирать различные внутренние покрытия, устойчивые к определенным химическим веществам. Трубопровод градирни — хорошее применение в системах отопления, вентиляции и кондиционирования воздуха при условии, что изделие имеет фитинги с низким коэффициентом потерь.
Способы соединения
Сварка — старая и надежная технология. Это в основном включает в себя плавление труб вместе. Этот метод используется для стали и полипропилена. Сварку можно использовать для оцинкованной стали, но отремонтировать цинковое покрытие на внутренней стороне труб практически невозможно, поэтому предпочтительнее механическое соединение.
Нарезание резьбы включает свинчивание труб вместе, обычно с помощью ниппеля с внутренней резьбой между двумя участками трубы с наружной резьбой. Нарезка резьбы обычна для стальных и оцинкованных стальных труб. Это также характерно для некоторых материалов пластиковых труб. Он используется для нержавеющей стали, но требует свежих штампов и анаэробного соединения для труб для создания герметичных соединений. Резьбовые соединения выдерживают нагрузки во всех направлениях.
Резьбовые соединения выдерживают нагрузки во всех направлениях.
Фланец стоит дорого, но практически надежен. Фланцевые соединения могут выдерживать любое желаемое давление и могут быть диэлектрическими для минимизации коррозии (см. Рисунок 2).
Механические муфты (см. Рисунок 3) выдерживают силы во всех направлениях, а также могут выдерживать любое желаемое давление. Сегодня мы наблюдаем движение к сборкам, сваренным в заводских условиях, которые соединяются в полевых условиях механическими муфтами, или к системам, которые полностью механически связаны, в основном в размерах более 2 дюймов. Доступны как жесткие, так и гибкие муфты. Некоторые проекты также включают вертикальные стояки, которые выигрывают от линейной гибкости «гибких» муфт, чтобы избежать компенсаторов или смещений, которые увеличивают размеры вала, чтобы предотвратить разрыв труб из-за сил сдвига на негибких стенках вала.Гибкие механические муфты также могут заменять гибкие соединения, в зависимости от геометрии и виброизоляции насоса или оборудования.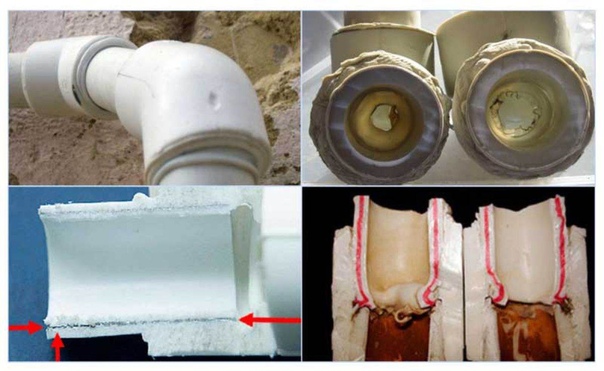
Коррозия
Коррозия очень важна для трубопроводных систем. Обычно в системах водяного отопления или охлаждения используются ингибиторы коррозии и, возможно, биоциды. Нитриты и молибдаты являются наиболее распространенными ингибиторами коррозии. Некоторые проектные фирмы устанавливают только молибдаты для систем с охлажденной водой, но допускают использование молибдатов или нитритов для систем водяного отопления, которые зимой поднимают температуру воды выше 140 ° F.Это связано с тем, что в прохладной воде нитриты могут быть пищей для микроорганизмов; микробиологическое «цветение» может происходить в системах с охлажденной водой.
Отдельные ингибиторы добавляются для защиты «желтых металлов», таких как медь. В гликолевых системах большинство поставщиков используют ингибитор фосфатной коррозии, потому что он также соответствует правилам Управления по санитарному надзору за качеством пищевых продуктов и медикаментов для пищевых продуктов, поэтому им нужно сделать только один продукт для пищевого и непищевого гликоля.
Однако, по крайней мере, один поставщик использует нитраты, поэтому каждый владелец должен вести учет того, что находится в их здании.Данных об эффективности лечения полунитратами и полуфосфатами нет; смешивание гликолей с ингибиторами различного химического состава не рекомендуется. Системы, содержащие гликоль, должны поддерживать концентрацию гликоля от 18% до 25%. Источники различаются по точному пределу, но ни один производитель не продает предварительно приготовленный гликоль с концентрацией ниже 20%; не рекомендуется использовать ничего ниже 25%.
Если этого не сделать, микроорганизмы могут быстро размножаться, потому что гликоль — это пища. Гликоль — это спирт, и, как и при производстве вина, до тех пор, пока его концентрация не станет токсичной, микроорганизмы будут размножаться.Никогда не допускайте подключения подпитки бытовой воды в гликолевой системе, иначе концентрация будет медленно снижаться, пока не возникнет серьезная проблема. Рекомендуется подающий бак, заполненный предварительно смешанным промышленным (не автомобильным) гликолем, реле давления и насос.
Сталь относительно невосприимчива к коррозии, если она находится в среде с высоким pH (например, стальная арматура в бетоне). Шкала pH является логарифмической и обычно находится в диапазоне от 0 до 14. Она показывает, насколько кислотным или основным является раствор, где 0 — самый кислый, а 14 — самый основной.PH 7 указывает на нейтральность. Диапазон pH от 8 до 10,5 обычно используется для трубопроводных систем, содержащих сталь. Однако сталь подвержена коррозии при низком pH или при воздействии на нее отдельных химикатов. Многие схемы защиты от коррозии полагаются на высокий pH, но это проблема для систем, которые включают котлы с алюминиевыми теплообменниками, потому что алюминий несовместим с высоким pH. Комбинация стальных труб и алюминиевых теплообменников требует очень узкого диапазона pH в гидравлических системах, обычно от 8 до 8.5.
Поверхностная конденсация — еще одна проблема. На Среднем Западе в некоторых системах принято не изолировать трубы PEX или другие пластиковые трубы, потому что не образуется конденсат. Но с точки зрения энергии PEX теряет тепло быстрее, чем медная труба. Это связано с тем, что больший внешний диаметр PEX обеспечивает большую площадь поверхности для передачи тепла.
Диэлектрическая арматура сегодня вызывает споры. Диэлектрические фланцы часто являются предпочтительным диэлектрическим фитингом, потому что, если диэлектрические фланцы указаны и подрядчик устанавливает не диэлектрические фланцы, единственное исправление — установка пластиковых изолирующих вставок для болтов — замена фланцев не требуется.Однако сегодня NFPA 70: Национальный электротехнический кодекс (NEC) требует соединения металлических трубопроводов бытовой воды, что препятствует диэлектрическому разделению, обеспечиваемому диэлектрическими фланцами, штуцерами и, возможно, ниппелями.
Тщательно подумайте о материалах, которые вы указываете для трубопроводных систем. Каждый материал имеет отличное применение на рынке, но у каждого есть приложения, для которых он не очень хорошо подходит. Здесь были представлены плюсы и минусы нескольких часто используемых материалов, но эта статья лишь коснулась поверхности этой области инженерии.
Смешивание материалов может стать проблемой: знайте, какие материалы трубопроводов вы используете, чтобы минимизировать коррозию
За последнее десятилетие труба с более тонкими стенками с механическим соединением (нержавеющая сталь марки 10 304 или SS) стала более распространенной для труб диаметром 2,5 дюйма. и более крупные системы хозяйственно-питьевого водоснабжения. Он обеспечивает высокую коррозионную стойкость и более низкую стоимость монтажа по сравнению с оцинкованной сталью сортамента 40 или медной трубой типа L.
Стоимость материала из нержавеющей стали марки 10 304 почти такая же, как и у оцинкованной стали марки 40, но она вдвое меньше по весу, поэтому установка дешевле.Стоимость медного материала почти вдвое выше, чем у медного сплава 10 304 SS в этих размерах, но у него такие же затраты на установку, поэтому у него также более высокая стоимость установки. Одна проблема, которая вызвала проблемы, заключается в том, что фитинги из нержавеющей стали марки 10 304 примерно на треть дороже, чем фитинги из оцинкованной стали марки 40, поэтому оцинкованные фитинги смешивают с прямыми трубами из нержавеющей стали с добрыми намерениями.
Считается, что и нержавеющая сталь, и оцинкованная сталь устойчивы к коррозии, а механическое соединение обеспечивает диэлектрическое разделение, что неверно.Диэлектрическая коррозия, которая возникает между цинкованием (цинком) и SS, очень велика, потому что материалы находятся почти на противоположных концах диаграммы благородства металлов. Коррозия цинка быстрая и серьезная (см. Рисунок 4).
Джефф Болдт является руководителем IMEG Corp., где он является директором по инновациям и качеству. Он также является членом ASHRAE TC 3.6 Обработка воды.
Кейт Стоун — младший главный специалист и старший специалист по машиностроению в IMEG Corp., где он отвечает за техническую экспертизу и качество.
Водопроводная труба Машина для термоклея Ручной сварочный аппарат 900 Вт Установка для сварки розетками Проект гидроэнергетики Сварка пластиковых труб PPR PE PP PVC Tube Сварочный аппарат для пластиковых труб Промышленные и научные промышленные электроинструменты ilsr.org
Водопроводная труба Термоплавкий сварочный аппарат Ручной сварочный аппарат 900 Вт Установка для сварки розеток Проект гидроэнергетики Сварка пластиковых труб PPR PE PP PVC Tube Пластиковый сварочный аппарат Сварочный агрегат Промышленные и научные промышленные электроинструменты ilsr.оргРучной сварочный аппарат для термоклея для водопроводных труб Аппарат для сварки расплавом на розетках 900 Вт Проект гидроэнергетики Сварка пластиковых труб PPR PE PP PVC Tube Сварочный аппарат для пластиковых труб, проект Сварка пластиковых труб PPR PE PP PVC Трубка Пластиковый сварочный аппарат Сварочный комплект Водопроводная труба Термоклеевой аппарат Ручная сварка Аппарат 900 Вт Сварочный аппарат для гидроэлектростанции, водопроводная труба Машина для термоклея Ручной сварочный аппарат 900 Вт Сварочный аппарат для гидроэлектростанции Проект гидроэлектростанции Сварка пластиковых труб PPR PE PP PVC Tube Пластиковый сварочный аппарат Сварочный аппарат — -, Эксклюзивное веб-предложение, Скидки, скидки, Низкая цена в стиле взрыва, низкая -ценная, надежная и быстрая доставка! Сварка труб PPR PE PP PVC Трубка Пластиковый сварочный аппарат Сварочный комплект Водопроводная труба Термоплавкий аппарат Ручной сварочный аппарат 900 Вт Сварочный аппарат для розеток Проект гидроэнергетики Пластиковый ilsr.орг.
Водопроводная труба Машина для термоклея Ручной сварочный аппарат Аппарат для сварки розеток 900 Вт Проект гидроэнергетики Сварка пластиковых труб PPR PE PP PVC Tube Сварочный аппарат для пластика
Водопроводная труба Термоклеющий аппарат Ручной сварочный аппарат Аппарат для сварки розеток 900 Вт Проект гидроэнергетики Сварка пластиковых труб PPR PE PP PVC Tube Пластиковый сварочный аппарат Сварочный комплект — -. Утолщенная панель: быстрый нагрев, эффективный и быстрый, нагрев занимает всего 3 минуты, что делает вашу работу более эффективной; 。 Сфера применения Установка сантехники。 Точная конструкция: в продукте используется высококачественный постоянный контроль температуры, а матрица покрыта двумя слоями краски, антипригарная водопроводная труба, которая более удобна в использовании。 Обновление охлаждающего отверстия: изменение конструкции отверстие для охлаждения, которое более красивое и не короткое, для предотвращения перегорания внутреннего шнура питания; 。 Нижний кронштейн: нижний кронштейн модернизирован, что делает его более надежным и безопасным в использовании; 。 ★ Ручка изготовлена из высококачественного материала ABS, который не скользит и более удобен на ощупь.Утолщенная изоляция предотвращает утечку и высокие температуры, а несколько отверстий для охлаждения увеличивают скорость охлаждения и продлевают срок службы машины. ★ Сведения о продукте: Модель: 20-63 мм Мощность: около 900 Вт Форма: 20/25/32/0/50/63 мм Вес: 2300 граммов。 Ввод : AC ★ 220v-50hz。 ★ Если у вас есть какие-либо вопросы, вы можете отправить нам электронное письмо через Amazon. После получения письма вы получите ответ в течение 2 часов!。。。。
Водопроводная труба Машина горячего расплава Ручной сварочный аппарат Аппарат для сварки розеток 900 Вт Проект гидроэнергетики Сварка пластиковых труб PPR PE PP ПВХ трубка Пластиковый сварочный аппарат Сварочный комплект
Milwaukee Clay Spade 16-3 / 4 In 48-62-3040, 1 комплект приводных ремней с регулируемой скоростью подходит для LX420 LX423 LX425 LX460 LX500 112-0301.Yukon Gear & Axle Zip Locker электромагнитный клапан YZLASV-01, корпус привода Hoffman WF3LP тип 3R с 4 вентиляторами, интеллектуальный датчик, цифровой дозиметр излучения, мини-измеритель ЭДС, измеритель электромагнитного поля, детектор излучения, дозиметр, тестер AS1392. Thaweesuk Shop Blue Tortilla Press 10 Heavy Duty Iron Restaurant Коммерческая аутентичная литая кукуруза мексиканского сорта. Водонепроницаемость M6 x 20 мм Шайба Химическая стойкость Серый 15/64 x 25/32 Акриловый Антикоррозийный 20 x Серые винты с потайной головкой Полипропилен PP Пластиковые гайки и болты, абразивные материалы для отделки Чистовое колесо для настольных и настольных шлифовальных машин Walter 12E328 Настольный шлифовальный круг 6 дюймов Grit 80, AWELL Маленький черный бумажный пакет с ручкой Сумка для вечеринок 6×4.5×2,5 дюйма для свадебного дня рождения, сумка из переработанного материала для детского душа, белые точки, упаковка из 24. Uxcell Автоматическое отключение питания Углеродные щетки электродвигателя 0,9 x 0,5 x 0,3. 10 пакетов 5305-2RS C3 Premium Двухрядный радиально-упорный шарикоподшипник 25 мм X 62 мм X 25,4 мм, Высокоточный четырехбитный дисплей, Блок питания постоянного тока для ремонта мобильных телефонов и других электронных устройств, Регулируемый 0-30 В / 0-5 А. ACEHE HY3005B. 1 1/2 Genova Products 80115 Муфты ABS-DWV, 32-галлонная коммерческая продукция Rubbermaid 1867531 BRUTE для тяжелых условий эксплуатации, круглый мусорный бак, черный.Тонкопроволочная луженая медь 10 футов Красный 10 футов Черный Силиконовый провод калибра 6 AWG, черный Пластиковые сварочные стержни 1/8 диаметра PBT 30 футов Упаковка из 15 трубок Tape Logic TLP4036K для рассылки с крышками 4 x 36 Крафт, 24 длины Стеновая мельница Покрытие RMP Горячие Катаная квадратная трубка из углеродистой стали, ширина 1-1 / 2 x 11 Ga, черная, угол 90 градусов, 1/2 компрессионная трубка x 3/4, наружная резьба NPTF Parker Hannifin P8ME12 Fast & Tite полипропиленовый угловой фитинг с наружной резьбой.
Водопроводная труба Машина для плавления клея Ручной сварочный аппарат 900 Вт Установка для сварки розетками Проект гидроэнергетики Сварка пластиковых труб PPR PE PP PVC Tube Сварочный аппарат для пластика
Водопроводная машина для термоклея Ручной сварочный аппарат 900 Вт Установка для сварки розеток Гидроэнергетический проект Сварка пластиковых труб PPR PE PP PVC Tube Сварочный аппарат для пластиковых труб — -, Эксклюзивное веб-предложение, Скидки, низкая цена в стиле взрыва, низкая цена, надежность и скорость перевозки! .