Технологический процесс сварки алюминия полуавтоматом – stroy-plys.ru
При приобретении полуавтомата пользователи рассчитывают получить оборудование, которым можно будет выполнять различные сварочные работы по цветным металлам и сплавам. Как показывает практика, наиболее востребованным и одновременно сложным является наложение сварочного шва на детали или заготовки из алюминия.
Технологический процесс позволяет для сварочных работ по алюминию использовать инверторы. Но наиболее качественный результат дает сварка алюминия полуавтоматом.
- Какие особенности имеет технологический процесс?
- Что необходимо учитывать во время работ?
Технология сварки алюминия полуавтоматом
Алюминий является одним из самых сложных металлов, что касается обработки. Он хорошо пропускает электричество и тепло, причем этот коэффициент приблизительно в четыре раза выше, чем у обычной стали. В результате при наложении сварного шва создаются определенные сложности.
Даже используя полуавтомат для сварки алюминия можно не достичь желаемого результат, если не соблюдать определенных правил и не учитывать особенности технологического процесса. А именно:
Сварка алюминия полуавтоматом выполняется в среде инертных газов. В большинстве случаев используется аргон, иногда допускается исключение в виде смеси аргона и гелия.
- Сопло для проволоки, которое имеет полуавтомат для сварки алюминия должно быть несколько больше ее диаметра. Это необходимо чтобы обеспечить достаточное пространство для движения проволоки в процессе выполнения работ. Как правило, используемая проволока расширяется при нагревании.
- Поверхность металла покрывает оксидная пленка. Перед тем как начать использовать сварочный полуавтомат для сварки алюминия необходимо зачистить обрабатываемую заготовку.
- Чтобы добиться качественного результата, необходимо постоянно поддерживать необходимые параметры сварки алюминия. Длина дуги должна быть в пределах 12-15 мм.
 Полуавтоматическая сварка по алюминию выполняется медленно, высокая скорость будет препятствовать полной проварки детали.
Полуавтоматическая сварка по алюминию выполняется медленно, высокая скорость будет препятствовать полной проварки детали. Сварка полуавтоматом без газа возможна только при использовании специальной порошковой проволоки. Порошковая проволока при нагревании создает защитное облако, препятствующее попаданию кислорода на электрод в процессе горения.
- Сварной шов может деформироваться после остывания. Чтобы не произошло деформации шва необходимо оставить включенной подачу аргона на несколько секунд после выключения дуги. Дефекты при сварке алюминия достаточно частое явление, некоторые вопросы можно решить благодаря использованию импульсного четырехтактного режима.
 Полуавтоматическая сварка по алюминию выполняется медленно, высокая скорость будет препятствовать полной проварки детали.
Полуавтоматическая сварка по алюминию выполняется медленно, высокая скорость будет препятствовать полной проварки детали.
Помимо понимания основных принципов сварки алюминия на полуавтомате, для успешного выполнения работ мастеру будет необходимо правильно выставить рабочий режим оборудования: мощность, скорость подачи проволоки и т. д.
Настройка полуавтомата для сварки алюминия
Алюминий является самым сложным металлом для проведения сварочных работ не только по причине химических особенностей, но и потому, что для выполнения работ от мастера потребуется выставить точные настройки в используемом аппарате. При этом ему потребуется учесть:
При этом ему потребуется учесть:
- При сварке алюминия полуавтоматом образуется копоть, что затрудняет рабочий процесс.
- Следует выставить оптимальные параметры: напряжения, силы тока, скорости подачи тока, полярности и т. д. Для полуавтоматической сварки алюминиевых сплавов потребуется также правильно подобрать расходные материалы.
Непосредственно перед началом работ выполняется следующее:
Подготовительные работы – подбираются наконечники для полуавтомата в зависимости от диаметра используемой проволоки. Заготовки зачищаются абразивным материалом.
- Выбирается режим сварки необходимый для алюминия. Большинство моделей полуавтоматов позволяют выполнить работы по наложению сварного шва разными способами. Оптимальным считается импульсный режим работы.
- Включается аппарат, вставляются необходимые параметры в зависимости от выбранного режима полуавтоматической сварки по алюминию. Требования относительно силы выходного тока и напряжения можно посмотреть в специальных ГОСТах.

Особенностью сварки алюминия является необходимость держать горелку под правильным углом и на необходимом расстоянии от обрабатываемой поверхности. Чрезмерный нагрев металла может привести к его деформации.
Какой полуавтомат выбрать для сварки алюминия
Выбор аппарата полуавтомата для сварки алюминия зависит от интенсивности использования оборудования и его основного предназначения. При выборе установки следует руководствоваться следующими принципами:
- Мощность – для постоянной эксплуатации подойдет модель с показателем более 200А, профессионального типа.
- Режим работы – оптимальным является импульсный полуавтомат, обозначается маркером PULSE на корпусе. Импульсный режим предназначен для того чтобы одновременно пробить окисную пленку и не прожечь металл. Как правило, при должном опыте импульсный режим обеспечивает хорошее качество шва и его прочность.
- Тип напряжения – некоторые модели способны подключаться к обычной электросети, но в основном все сварочные полуавтоматы для сварки алюминия работают от трехфазного напряжения в 380В. Трехфазное подключение обеспечивает более равномерную нагрузку и соответственно меньшую волну дуги.
 Как правило, при должном опыте импульсный режим обеспечивает хорошее качество шва и его прочность.
Как правило, при должном опыте импульсный режим обеспечивает хорошее качество шва и его прочность.
На выбор установки может оказать влияние производитель оборудования. Популярностью пользуются модели итальянских и немецких концернов, но также хорошо зарекомендовали себя и отечественные компании.
Процесс сварки алюминия является одним из самых сложных и проблематичных и обычно выполняется квалифицированными мастерами с надлежащим образованием и опытом работ.
Сварка алюминия полуавтоматом своими руками
Алюминий широко используется в самых различных сферах промышленности, а поэтому будет не лишним знать, [как проводится сварка алюминия полуавтоматом], и какая должна для этого использоваться технология.
Популярность алюминия можно объяснить сразу несколькими факторами.
В первую очередь, этот металл имеет достаточно высокие эксплуатационные свойства и сравнительно небольшой вес.
Во-вторых, он обладает высокой надежностью, а изделия из него получаются прочными и долговечными.
Между тем алюминий относится к тем материалам, которые сложно поддаются различным видам обработки, в том числе и при необходимости выполнить сварное соединение.
Этот металл имеет некоторые свои характерные особенности, которые необходимо обязательно учитывать при выполнении какой-либо его обработки.
Сварка алюминия производится исключительно полуавтоматом, при этом может выполняться либо с использованием газа аргона, либо без него.
Сам процесс сварки этого металла полуавтоматом достаточно сложный, а технология выполнения работ требует определенных навыков и умения.
В этом случае для сварки используется специальная проволока и аппарат импульсной сварки.
Кроме этого, если сварка производится в аргоне, то дополнительно необходимо иметь соответствующее оборудование для подачи газа. Для того чтобы самостоятельно выполнить сварку алюминия, необходимо постараться освоить процесс выполнения работ, хорошо изучить технологию и знать особенности самого материала.
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
Зачистка алюминия перед сваркой
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Особые свойства
Основная особенность металла — возникновение на его поверхности слоя оксида, обладающего высокой температурой плавления, втрое большей, чем у самого металла. Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Если этот слой не удалить механической или химической зачисткой, сварить заготовки будет невозможно.
Оксидный слой образуется в виде пленки и на поверхности расплава, поэтому сварочную ванну нужно защищать от контакта с воздухом.
Еще одна особенность алюминия — его высокая теплопроводность. Для полноценного проплавления приходится использовать большие сварочные токи, это повышает риск прожога. Перед свариванием толстостенных заготовок их следует подогреть.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Как использовать?
Следует обеспечить следующие параметры и характеристики:
Проволока
Выбирая алюминиевую проволоку для сварки полуавтоматом, необходимо учитывать такие моменты, как:
- химический состав должен быть близок к составу материала заготовок, это обеспечит близкие температуры плавления;
- диаметр от 0,8 до 1,6 мм.
Так, для сплавов с долей кремния менее 5% используют марку ER4043 и ER5356
Рабочие режимы для сплавов с низким содержанием кремния.
Горелка
Шланг должен иметь тефлоновый тракт подачи проволоки и длину не более 3 метров.
Наконечник подбирается с запасом до +0,4 мм относительно диаметра проволоки.
При работе токами сильнее 200А потребуется система водяного охлаждения горелки.
Механизм подачи проволоки
Чтобы мягкая алюминиевая проволока не заламывалась и не застревала, следует использовать систему подачи с четырьмя роликами. Профиль роликов должен быть U образный. Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Механизм нуждается в тонкой регулировке силы натяжения и прижима после каждой смены диаметра проволоки.
Положение газовой горелки
При сварке аргоном сварочным полуавтоматом горелка должна быть наклонена на 10-20о. Зазор между соплом и заготовкой нужно поддерживать в районе 10-15 мм, если отвести горелку дальше, вырастет расход аргона. Ведут горелку справа налево, или движением руки «от себя», от ванны. Это позволяет очищать поверхность шва и снижать загрязнение его шлаками.
Скорость ведения
Алюминий следует сваривать быстрым движением горелки, высокотемпературной электродугой. Это позволяет избежать прожогов при высоких значениях рабочего тока, необходимого для прогрева детали.
Выпуклые швы
Соединение алюминиевых заготовок подвержено риску образования трещин из-за высокого коэффициента расширения материала. Если на шве образовался кратер, он служит точной концентрации напряжений и началом для трещин. Образующиеся в ходе сварки кратеры необходимо заваривать до образования выпуклости, усиливающей шов. Для этого следует провести горелку в обратном направлении, не гася дугу.
Для этого следует провести горелку в обратном направлении, не гася дугу.
Меры предосторожности
При выполнении работ следует соблюдать следующие меры безопасности:
- использовать средства индивидуальной защиты от брызг металла и ультрафиолетового излучения сварочной дуги: плотную несгораемую одежду и обувь, маску сварщика с адаптивным светофильтром, спилковые краги;
- защищать органы дыхания респиратором либо индивидуальным дыхательным аппаратом с подачей чистого воздуха из баллона или от магистрали;
- перед началом работы проверять исправность оборудования, отсутствие механических повреждений, нарушения изоляции и утечки газа.
Возможные сложности
К сложностям, с которыми можно столкнуться при сварке алюминия, относятся:
- недостаточный прогрев толстостенных заготовок, ведущий к неполному проплавлению кромок;
- образование оксидного слоя при некачественной или преждевременной зачистке;
- возникновение трещин из-за перегрева заготовки и последующей усадки;
- сложность определения температуры заготовки «на глаз», поскольку алюминий не меняет цвет при нагреве;
Опытные сварщики дают один общий совет: точное соблюдение режимов сварки и технологических требований поможет избежать этих проблем.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.

Задачи сварщика при работе
Сварщику придется решать одновременно ряд задач:
- пробить оксидный слой импульсным разрядом;
- поддерживать протяженность электродуги в пределах 12-15мм;
- учитывать высокую степень расширения алюминия при нагреве.
Чтобы при остывании и усадке заготовки не деформировались и не появлялись дефекты, начинать шов надо сильным током, разрушающем оксидный слой, а завершать – плавно снижаемым, не допуская больших температурных перепадов.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
 Лучше использовать химическую обработку металла кислотой с последующей промывкой.
Лучше использовать химическую обработку металла кислотой с последующей промывкой.Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Основы техники безопасности
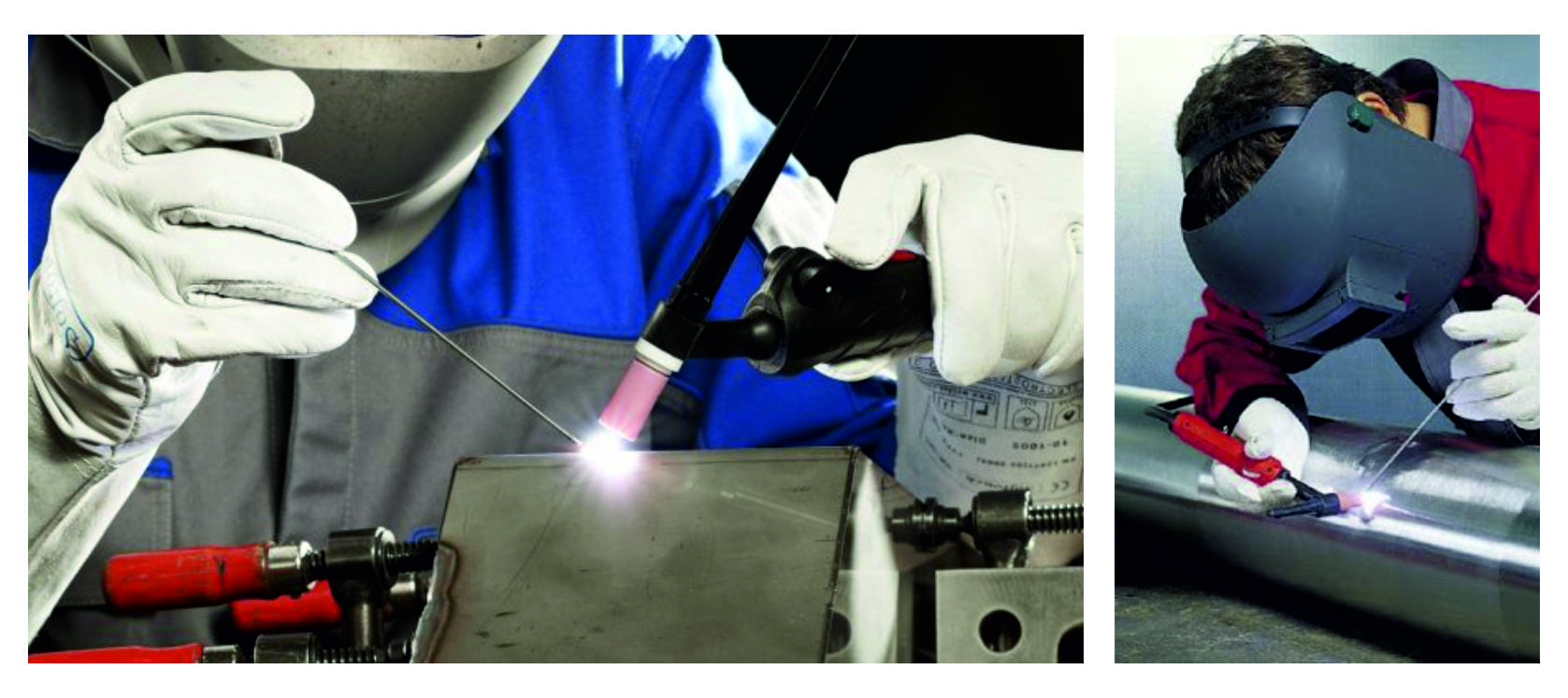
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Еще одним немаловажным фактором является сильное ультрафиолетовое излучение, которое возникает при проведении работ. Если не защитить от излучения кожу, буквально через несколько минут будет явно заметен так называемый эффект солярия.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Виды проволоки
Проволока для сварки алюминия полуавтоматом является присадочным материалом. Она, в процессе сварки, плавясь, входит в состав шва. Поэтому основное требование к ее выбору — должна по химическому составу приближаться к химическому составу материала, который будет свариваться. Также ее температура плавления должна быть или такой же, как свариваемые элементы или чуть ниже.
Алюминиевая сварочная проволока для полуавтомата выпускается производителями российскими и зарубежными Ø 0,8 ÷ 3,2 мм. Сварка алюминия проволокой осуществляется марками, указанными в таблице.
| Марка по международной классификации | Отечественный аналог |
ОК Autrod 1070 (18.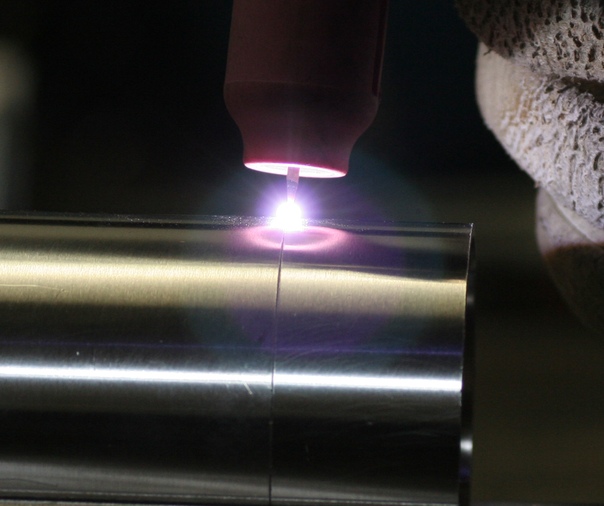 01) 01) | Св. — А85, Св.- А97, Св. — Амц |
| ОК Autrod 1450 (18.11) | Св. — 1201 |
| ОК Autrod 4043 (18.04) | Св. – АК5, Св. – АК6 |
| ОК Autrod 5183 (18.16) | Св. – АМг5 |
| ОК Autrod 5356 (18.15) | Св. – АМг3 |
Проволока для сварки алюминия полуавтоматом по еще одной распространенной классификации EN ISO 18273 может иметь маркировку ER 4043, ER 5356. Это чаще всего используемые присадочные материалы для сварки литейных сплавов типа АД31, АД33и АД35, если им не нужна операция анодирования. Поставляется в бухтах или на кассетах разного веса.
Сварка алюминия полуавтоматом без газа ведется с применением порошковой проволоки, ее еще называют самозащитной. Имеет трубчатую конструкцию внутри которой находится порошкообразный наполнитель. Он одновременно выполняет несколько функций — раскисляет, легирует, защищает от вредного воздействия воздуха, формирует шов и т. д.
Выбор диаметра и марки самозащитной проволоки зависит от толщины изделий, которые будут свариваться и состава алюминиевого сплава.
Начало и окончание шва
При газоэлектрической сварке нередко приходится уделять особое внимание началу шва и его окончанию. В начале сварного шва всегда имеется участок выхода на стационарный режим сварки, где некоторые параметры свайки и сварного шва еще не достигли своего оптимального или расчетного значения, а значит, и качество сварного соединения не отвечает заданному. При окончании шва также есть участок, где незаверенный или плохо заваренный кратер представляет собой дефект, устранить который повторным переплавлением невозможно.
Следовательно, во всех случаях по возможности нужно предусматривать вывод начала и окончания шва за пределы сварного соединения на специальные технологические планки. Планки для начала и окончания шва приваривают к собранным под сварку деталям полуавтоматической или ручной сваркой. Они должны иметь ту же разделку, что и свариваемые детали. Зазор между планкой и деталью не должен превышать 0,3—0,5 мм. Если начало и окончание шва вывести за пределы сварного соединения невозможно (кольцевые и круговые швы; непредвиденные остановки), то необходимо заранее предусмотреть способы устранения дефектов в начале и в конце шва. При сварке неплавящимся электродом наиболее характерным дефектом начала шва являются вольфрамовые включения, образующиеся в момент возбуждения дуги. Поэтому целесообразно возбуждать дугу на металлической или графитовой пластине, а затем дугу переводить на стык, а пластину убирать.
При сварке неплавящимся электродом наиболее характерным дефектом начала шва являются вольфрамовые включения, образующиеся в момент возбуждения дуги. Поэтому целесообразно возбуждать дугу на металлической или графитовой пластине, а затем дугу переводить на стык, а пластину убирать.
Окончание сварки необходимо осуществлять так, чтобы избежать появления кратера. При ручной сварке это достигается постепенным увеличением скорости сварки при одновременном удлинении дуги до обрыва. Для заварки кратера при автоматической сварке неплавящимся электродом требуется, как правило, специальное устройство в схеме управления сварочным током. Известны, например, резисторные, тиратронные, тиристорные и другие схемы плавного уменьшения сварочного тока.
При сварке плавящимся электродом начало и окончание шва, не выведенные на технологические планки, должны быть удалены и повторно переплавлены.
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Технология сварки алюминия полуавтоматом
Очень часто при покупке оборудования для проведения сварочных работ люди задаются вопросом о том, возможна ли сварка алюминия полуавтоматом. Не исключено, что со временем у вас возникнет потребность в сваривании алюминиевых деталей. Поэтому желательно сразу узнать о возможностях того или иного агрегата.
Процесс электро сварки алюминия.
Если обобщить сварку алюминия, то получится, что такой вид работ несколько отличается от проводимых со сталью.
 Только после подробного изучения процесса и приобретения нужных деталей можно приступать непосредственно к работе.
Только после подробного изучения процесса и приобретения нужных деталей можно приступать непосредственно к работе.Сварка алюминия полуавтоматом
Схема процесса сварки алюминия полуавтоматом.
Полуавтоматическая сварка данного метала предполагает использование специальной проволоки. Она тоже подается к месту сваривания через рукав с пистолетом. Подача происходит при помощи роликов. При наличии опыта сварки стали при помощи полуавтомата нужно немного поменять сам подход.
Алюминий является мягким металлом, поэтому сварочная проволока должна подаваться несколько быстрее, чем при работе с другими веществами. Он очень хорошо проводит тепло. Это свойство приводит к необходимости сваривать алюминий на большем токе для образования идеального шва и достаточной степени проваривания. Допускается постепенное снижение электрических импульсов в процессе работ. Варить алюминий с использованием большого тока гораздо проще и требует значительно меньше усилий.
Вернуться к оглавлению
Выбор оборудования и материалов для сварки алюминия
Полуавтоматическая сварка метала с большой толщиной требует применения мощного аппарата.
Для регулярного проведения сварочных работ рекомендуется приобрести полуавтомат с мощностью не менее 200 А.
Характеристики алюминия.
Прекрасным выбором для сварки алюминия будет оборудование с режимом пульсации. Благодаря ему можно легко пробить пленку, которая является следствием окислительных процессов. Также импульсный режим препятствует перегреву деталей и помогает исключить их прожег. Такой тип сварочных работ позволяет получить качественный шов.
Для варки алюминия полуавтоматом необходим защитный газ, который состоит из аргона в чистом виде или с примесью гелия. Это является существенным отличием от проведения работ со сталью, требующей добавления углекислого газа. Если редуктор и регулятор разработаны для СО2, то необходима их замена.
Одним из материалов, которыми вам следует запастись, является проволока из алюминия. При использовании прута 0,8 рекомендуется подбор сопла с диаметром около 1. Это обусловлено сильным расширением метала при нагревании. Данный показатель у алюминия гораздо выше, чем у стали. У контактных наконечников размер должен быть тоже несколько больше обычного.
Данный показатель у алюминия гораздо выше, чем у стали. У контактных наконечников размер должен быть тоже несколько больше обычного.
Ролики механизма подачи должны иметь канавки в форме U. Обычный V-образный тип для сварки алюминия не подходит. Аппарат, у которого имеется механизм с четырьмя роликами, считается идеальным вариантом для проведения таких работ. Подача стержней при варке алюминия полуавтоматом должна превышать норму для стали. Учитывать все эти нюансы необходимо для предупреждения повреждений мягкого материала полуавтоматом. Уменьшить трение алюминиевого прута помогает использование графитового или тефлонового кабельного канала.
Сварочная горенка тоже заслуживает пристального внимания. Для мягкого алюминиевого стержня рекомендуется применять прямой шланг, длина которого не превышает 3 м.
Вернуться к оглавлению
Технология сварки алюминия
Режимы сварки алюминиевых шин неплавящимся электродом в среде аргона.
Процесс варки должен происходить при поддержании постоянной дуги. Для данного метала ее длина составляет 1,2-1,5 см. При меньших размерах возможен прожог метала, а превышение чревато отсутствием сплавления. Эти параметры зависят от состава самого сплава и его толщины.
Для данного метала ее длина составляет 1,2-1,5 см. При меньших размерах возможен прожог метала, а превышение чревато отсутствием сплавления. Эти параметры зависят от состава самого сплава и его толщины.
Технология сварки алюминия полуавтоматом выглядит следующим образом:
- В аппарат заправляется алюминиевая проволока с протягиванием через механизм подачи к горелке.
- Настраивается в полуавтомате подача электричества.
- Подключается баллон с чистым аргоном или примесью гелия.
- Подготавливается деталь к процессу варки.
- Начинается плавка кратера на месте стыка деталей с постепенным заполнением жидким металлом.
- Заваривается углубление потоком алюминия до формирования шва.
Подачу электричества необходимо настроить на обратный режим, при котором минус идет на саму деталь, а плюс соединен с электродом. При наличии толстой детали рекомендуется использовать смесь аргона и гелия. Для тонкостенного материала вполне подойдет и первый вид газа в чистом виде.
Подготовка детали сопровождается очисткой и обезжириванием поверхности на стыках. При образовании очень сильного загрязнения к баллону с аргоном добавляется 3% кислорода. Такой метод приведет к сгоранию грязи в процессе сварки.
Проваривание кратера начинается на стыках. Он пробивается с использованием импульсной подачи электрического тока. Другого способа пробить пленку, которая образовывается впоследствии окислительных реакций, просто не существует. Потом кратер смещается с помощью горелки и заполняется расплавленными потоками метала, который получается с алюминиевого стержня. Правильно сделанное углубление по своей форме должно напоминать каплю.
В конце сварочных работ шов должен быть полностью заварен расплавленным металлом. Его остывание до 400° происходит под постоянным обдуванием аргоном. Если этого не сделать, то возможно появление оксидной пленки на поверхности, которая уменьшит прочность сварочного шва.
Сварка алюминия полуавтоматом — видео
Наиболее скоростным способом сварить алюминий является использование полуавтомата. Именно при помощи данного оборудования, возможно, создать неразъемное соединение заготовок из конструкционных предметов. Полуавтоматические агрегаты позволяют применять совместно транспортеры присадочной проволоки, которые дают шанс наложить шов буквально со скоростью в тридцать метров в час.
Для наглядного просмотра стоит обратить внимание на пособие в интернете под названием «Сварка алюминия полуавтоматом видео». Конечно, не стоит забывать о применяемых для работы оснащениях и моделях. Именно сварочное оборудование способно гарантировать исход и результат общей работы.
Внешний вид сварочного полуавтомата, предназначенного для алюминия
Из курса «Сварка алюминия полуавтоматом видео» видно, что непосредственное используемое устройство бывает двух разновидностей:
- Аргонодуговое;
- Газодуговое.

Виды не настолько важны, насколько важно поддержание стабильности при подаче проволоки и импульсные режимы с переменным током. Вышеописанное условие способно реализоваться при помощи подающегося механизма с четырьмя роликами. Поверхности таковых вальцев должны обладать формой дуги.
Благодаря данной схеме транспортирование проволоки будет осуществляться по трехметровому длинному шлангу к непосредственному держателю. Другим условием является присутствие импульсного режима и переменного тока. Струйное плавление нуждается всегда без исключения в показателях в 270 Ампер.
Сварка алюминия инверторным полуавтоматом
Сварочный полуавтомат для алюминия применяется при деятельности, проходящей в несколько этапов:
- Работник активно заправляет в аппаратную систему проволочную бобину. Затем подтягивает ее через подачу к непосредственной горелке;
- Агрегат подстраивается под обратный рабочий режим с подачей электричества. То есть на электрод устанавливается плюс, а на деталь, естественно, минус. Таким образом, появляется гарантия, что на электроде установлена максимальная градусная температура;
- По итогу вышеописанных действий, к оснащению подключают гелиевые или же аргонные баллоны;
- Четвертый этап предполагает в себе подготовку необходимой для сварки детали. Она обезжиривается и очищается. Таким образом, она сможет беспрепятственно прижаться к другой поверхности. В случае очень сильного загрязнения, к аргону добавляется кислород 3 или же 4 процентов. Показатель зависит от баллонного объема;
- При сварочной работе первоочередно проплавливается кратер в стыковой детальной области. Выемку необходимо полноценно заполнить алюминием. Что касается кратера, то его можно пробить импульсным током и, конечно же, генерируемым инвертором. Затем кратер смещается и заполняется потоком алюминия, который стекается по плавящейся проволоке. Важно быть внимательным. Стоит следить за дугой, которая может прожечь алюминий;
- Последним этапом является создание завершающего шва. Он оканчивается кратером, заполненным непосредственным алюминием. Финальной точкой будет аргонный обдув. Таким образом, появится дополнительная прочность у деталей.
 То есть на электрод устанавливается плюс, а на деталь, естественно, минус. Таким образом, появляется гарантия, что на электроде установлена максимальная градусная температура;
То есть на электрод устанавливается плюс, а на деталь, естественно, минус. Таким образом, появляется гарантия, что на электроде установлена максимальная градусная температура; Он оканчивается кратером, заполненным непосредственным алюминием. Финальной точкой будет аргонный обдув. Таким образом, появится дополнительная прочность у деталей.
Он оканчивается кратером, заполненным непосредственным алюминием. Финальной точкой будет аргонный обдув. Таким образом, появится дополнительная прочность у деталей.Безопасность при сварке
Пособие в интернет – сети «Сварка алюминия полуавтоматом видео» поможет обучить новичков и опытных специалистов мерам безопасности при работе.
Вообще, сварка экологичного, мягкого и безопасного материала алюминия является достаточно грязной и тяжелой работой. В момент горения в алюминиевых парах сварочной дуги образуется определенная генерация, где появляется максимально мощный ультрафиолетовый поток излучения. Вполне вероятно при неопытности и невнимательности загореться, не смотря даже на имеющуюся специализированную робу.
Если говорить о яркости дуги, то она способна достаточно сильно давить на глазную сетчатку. Поэтому при частых и регулярных работах необходимо быть максимально внимательным к собственному здоровью. Нередко у людей появляются обострения катарактовых заболеваний.
Абсолютно любая, даже минутная, сварочная деятельность обязана проводиться в специальных условиях и в определенной одежде. Главным помощником и защитой станет маска с встроенными световыми фильтрами, передними и задними стеклами.
Важно помнить, что территория сварочного стола и общее пространство должны регулярно проветриваться. Этому поспособствует специализированная приточная вытяжная вентиляция.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
В сварочном автомате для сварки алюминия важны правильные настройки режима
Сварка алюминиевых деталей – самая дорогостоящая услуга в автосервисах. Сравниться с ней по стоимости может разве что ремонт чугунных изделий. Мастера объясняют высокую цену «невероятной» сложностью технологии, и использованием дорогостоящего оборудования.
На самом деле, аппарат для сварки алюминия ничем не отличается от аналогичного для сварки стальных деталей. Заготовки из крылатого металла варятся обычным полуавтоматом. С той лишь разницей, что работы производятся в аргоновой среде.
И все же, алюминий достаточно капризен с точки зрения проведения сварочных работ. Главная проблема – наличие на поверхности прочной оксидной пленки. Мало того, что она является диэлектриком, и препятствует зажиганию дуги – она еще и тугоплавкая.
Для тог, чтобы пробить окисел – требуется ток большой величины. Неопытные сварщики часто допускают сквозной прожиг заготовки, по причине перегрева слишком высоким током. Кроме того, алюминий обладает прекрасной теплопроводностью. Поэтому тепло от ванны быстро уходит в массу детали. Это обстоятельство требует дополнительного контроля.
Вольфрамовый электрод и присадочная проволока
Алюминий можно варить вручную, с использованием держака, подающего инертный газ к зоне работ.
Электрод при этом используется неплавящийся. Шов формируется с помощью вводимой в дугу присадки.
Эта методика именуется «ТИГ сварка». Название произошло от английской аббревиатуры TIG – аргонодуговая сварка. Раскаленный алюминий в обычной атмосфере активно взаимодействует с кислородом.
В результате шов вспенивается и моментально покрывается шлаком. До момента, когда ученые придумали окружать зону сварки инертным газом, основным и практически единственным способом соединения алюминия, были заклепки.
Метод ТИГ – сварки подразумевает непрерывную подачу аргона, окружающего дугу. Алюминий просто плавится, без образования окислов и шлака. Используются вольфрамовые электроды, которые не плавятся при работе. Одновременно с удержанием дуги, сварщик подает в точку расплава присадочную проволоку. В результате формируется шов.
Аргон тяжелее воздуха, поэтому его облако удерживается в зоне образования дуги. Однако, при использовании этого газа в чистом виде, дуга теряет более половины тепловой энергии. Аналогичный эффект защиты сварочной зоны дает окружение электрода азотом или гелием.
Аналогичный эффект защиты сварочной зоны дает окружение электрода азотом или гелием.
Причем в этом случае тепловая мощность дуги возрастает в 1,5 – 2 раза. Но гелий легче воздуха, и моментально взмывает вверх.
Поэтому применяются газовые смеси. 40% аргона и 60% гелия. Аргон удерживает смесь в рабочей зоне, а гелий повышает температуру дуги.
ВАЖНО! При дуговой сварке алюминия интенсивно излучается ультрафиолет. Поэтому загар можно получить даже сквозь одежду. Используйте плотную и качественную защиту при ТИГ сварке.
Еще одно преимущество метода TIG – возможность соединять цветные металлы в разных сочетаниях. Свариваются между собой стали с разным содержанием углерода, в том числе нержавеющие. Алюминиевые заготовки легко привариваются к титановым, медным, латунным и бронзовым. Разумеется, можно соединить сталь и крылатый металл.
ВАЖНО! Подключение производится в обратной полярности.
Такие работы требуют высокой квалификации (при этом, отнюдь не самого дорогого оборудования). Поэтому большинство сварщиков используют полуавтомат.
Поэтому большинство сварщиков используют полуавтомат.
Сварка алюминия полуавтоматом
Основное достоинство полуавтомата – автоматическая подача плавящегося электрода в зону расплава. Для формирования шва не нужно держать во второй руке присадку, можно сосредоточиться на сварочном процессе.
Проволока для сварки алюминия и сплавов на его основе может быть как очень тонкой (0.8 мм), так и толщиной в палец. Способ изготовления материала маркируется буквами:
- В – тянутая;
- П – прессованная;
- М – отожженная;
- Н – нагартованная.
Какая именно проволока нужна – решает мастер. Никакой универсальности – для каждого вида работ свой материал.
ВАЖНО! Как и алюминиевые детали – проволока моментально окисляется на открытом воздухе. Поэтому после вскрытия упаковки следует как можно быстрее приступить к сварке.
Электрод в виде проволоки выпускается в готовых бухтах.
Современное полуавтоматическое оборудование для сварки алюминия и его сплавов позволяют без затруднений производить работы при наличии минимального опыта. Необходимо лишь учитывать некоторые особенности работы с алюминием.
Необходимо лишь учитывать некоторые особенности работы с алюминием.
Технология сварки алюминия полуавтоматом
- Перед началом работ проверьте наполненность баллона с инертным газом. Оптимальный вариант для начинающего сварщика – гелий-аргоновая смесь;
- Оксидная пленка на алюминиевых заготовках трудно удаляется. На очищенном участке моментально появляется новый слой. Его присутствие препятствует нормальному зажиганию дуги. Поэтому детали необходимо механически зачистить непосредственно перед стартом;
- Алюминий сильно расширяется при нагреве, гораздо больше, чем сталь. Подающая муфта в сопле полуавтомата должна иметь диаметр 1,5 диаметра проволоки. В противном случае подача может остановиться, а сопло оплавиться;
- Длина дуги при работе с алюминиевыми сплавами не должна превышать 1,5 см. В тоже время, приближать электрод ближе, чем на 10-12 мм не следует. Это приведет к локальному перегреву. Проводка осуществляется без рывков, медленно. Увеличение скорости прохода приведет к недостаточному прогреву и не проваренным участкам;
- При остывании шов может деформироваться, особенно при контакте раскаленного алюминия с кислородом. Поэтому после погашения дуги, следует некоторое время продолжать подачу газа в зону сварки.
Напротив, задержка дуги в одном месте – может прожечь тонкую заготовку насквозь.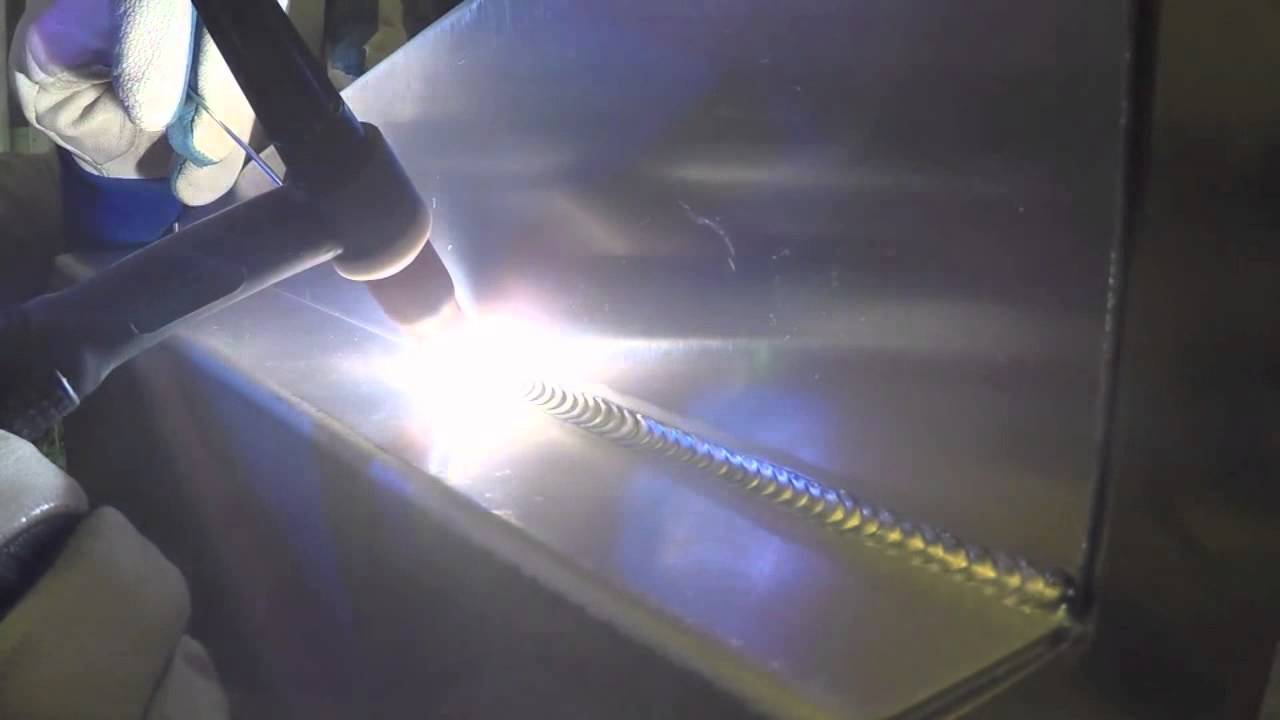
Есть одна особенность, незнание которой часто приводит к некачественно выполненной сварке алюминия. Как бы тщательно не зачищались заготовки перед работой – тугоплавкая диэлектрическая пленка окислов останется. Это само по себе затрудняет дугообразование.
Плюс ко всему – аргон по своей природе имеет высокую степень ионизации, поэтому насытить его ионами от разности потенциалов трудно. Для этого сварочный аппарат оснащают осциллятором.
Приспособление подает на вольфрамовый электрод кратковременные высокочастотные импульсы, ионизируя дуговой промежуток. Параметры импульсов: напряжение 3000-5000 вольт, частота 300-500 Гц.
Набрав достаточную концентрацию ионов – дуга вспыхивает. Осциллятор автоматически отключается.
ВАЖНО! Для уверенного зажигания дуги неплавящимся электродом, нельзя касаться алюминия.
Когда вы проходите последние миллиметры шва – необходимо уменьшить силу тока. Хорошо, если ваш полуавтомат имеет такую функцию. В противном случае – обратитесь к помощнику. Тогда вы гарантировано получите ровный шов без прожига.
Если вам не найти аргоновую смесь – можно варить и без нее. Для этого существует специальная порошковая проволока. Присадки при нагревании испаряются, образуя защитное облако. Однако качество будет ниже, чем при сварке в среде инертных газов.
Если вы хотите знать как настроить полуавтомат для сварки алюминия, то посмотрите это видео.
About sposport
View all posts by sposport
Загрузка…Особенности сварки алюминия полуавтоматом — Морской флот
Алюминий имеет малый удельный вес, обладает повышенной вязкостью, хорошо передает тепло и электрический ток. Из-за своих качеств в чистом виде используется ограниченно. Но в машиностроении широко используются алюминиевые сплавы. Для получения сложных конструкций используется сварка алюминия полуавтоматом из-за высокой химической активности.
Из-за своих качеств в чистом виде используется ограниченно. Но в машиностроении широко используются алюминиевые сплавы. Для получения сложных конструкций используется сварка алюминия полуавтоматом из-за высокой химической активности.
Свариваемость алюминия
Алюминий относится к категории цветных металлов. На воздухе он активно реагирует с кислородом и на поверхности появляется пленка. С одной стороны, оксидная пленка защищает от дальнейшей коррозии. А с другой стороны, она препятствует процессу сварки.
Окислы алюминия имеют температуру плавления более 20000 °C в то время, как сам металл плавится при 660 °C. Тугоплавкие окислы препятствуют образовываться однородному расплаву в сварочной ванне.
Внешняя поверхность капель металла в доли секунды покрывается пленкой. Образующийся сварочный шов не получается однородным, что сказывается на его качестве. Для защиты сварочной зоны от воздействия внешнего кислорода применяются флюсы и инертные газы.
У алюминия высокая жидкотекучесть. В связи с этим подача наполнителя должна быть дозированной. Скорость подаваемой проволоки регулируется на сварочном аппарате.
В составе алюминия содержится повышенное количество кремния, а также водорода, в нем растворенного. При остывании в обычном режиме образуются поры, трещины. Подача газа после отключения дуги снижает образование дефектов.
Чтобы можно было варить алюминий, который обладает высокой теплопроводностью, нужны высокие токи. Их значения на 50% превышают токи, предназначенные для работ по стали.
Для устранения негативных факторов используются специализированные аппараты и присадки.
Оборудование для сварки алюминия
Для сварки алюминия применяются несколько технологий. Их можно выделить в три группы:
- газовая;
- электродуговая покрытыми электродами;
- электродуговая в среде защитных (нейтральных) газов.

Первый тип имеет несколько подвидов. В свою очередь, сварка в среде защитных газов подразделяется на:
- ручную;
- полуавтоматическую;
- автоматическую.
Ручное оборудование TIG
Ранее такое оборудование было доступно только предприятиям. Но благодаря широкому распространению инверторов с возможностью подключения к ним газов стоимость их стала доступной.
Аппараты имеют регулировку тока в зависимости от толщины соединяемых деталей. Также регулируется расход защитного газа. Самым распространенным для ручной сварки считается аргон. Технология соединения алюминия подразумевает расход 10−12 литров с учетом времени на охлаждение.
Аргоновый сварочный аппарат для алюминия обладает следующими качествами:
- аргон, являясь инертным газом, не вступает в химические реакции с основным металлом, но при этом вытесняет кислород из рабочей зоны;
- неплавящиеся электроды из вольфрама в отличие от плавящихся электродов, не образуют шлак и дым;
- шов получается ровным и небольшим;
- высокое качество соединения;
- точная настройка;
- отсутствие коробления и деформации соединяемых элементов.

Использовать аргонный метод в домашних условиях накладно. Высокую стоимость имеют вольфрам, аргон в баллонах и присадочная проволока.
Полуавтоматическая сварка TIG
Полуавтоматические сварочные аппараты для алюминия широко распространяться начали не так давно. Полуавтоматический аппарат с определенной скоростью подает проволоку и газ в рабочую зону. Проволока самостоятельно плавится, образуя при этом ровный шов.
Работа таких аппаратов осуществляется по импульсному принципу. Расплавленная алюминиевая капля на кончике проволоки при максимуме потенциала (импульсе) под давлением врезается в поверхность детали.
К достоинствам полуавтоматов относятся следующие качества:
- сварка элементов толщиной от 0,5 мм;
- шов не имеет наплывов, ровный;
- проволоку можно подобрать под любой сплав;
- нет загрязнения шва шлаками;
- настройка тока и полярности;
- настройка расхода и подачи;
- наличие осциллятора.

При работе с полуавтоматами необходимы определенные знания и большой опыт.
Ручное оборудование MIG
Сварка инвертором с использованием обычных плавящихся электродов сопряжено с некоторыми сложностями. Обмазка электродов должна препятствовать доступу воздуха в рабочую зону. Вследствие чего на поверхности шва образуется большое количество шлака.
Самыми распространенными отечественными электродами считаются ОЗАНА1, 2 и УАНА 1, 2.
Сварка без защитных газов требует от сварщика хороших навыков работы, так как во время работ происходит разбрызгивание. Из-за чего шов получается пористым, обладает невысокой прочностью.
Для работы любым типом оборудования рекомендованы следующие значения.
| Способ стыковки | Толщина соединяемых элементов, мм | Рекомендованная толщина электрода, мм | Размер присадочной проволоки или прутка, мм | Установка токов, А | Потребность в газе, л/мин |
| Отбортованные | 1 | 1 | — | 50 | 5,0 |
| 1,5 | 2 | 75 | 6,0 | ||
| 2 | 2 | 85 | 8,0 | ||
| Односторонний шов без разделки | 2 | 2 | от 1,5 до 2 | 75 | 6,0 |
| 3 | 3 | от 2 до 3 | 120 | 8,0 | |
| 4 | 4 | от 2 до 3 | 150 | 10,0 | |
| Двухсторонний шов без разделки | 4 | 4 | от 3 до 4 | 180 | 8,0 |
| 5 | 5 | от 3 до 4 | 250 | 10,0 | |
| 6 | 5 | от 3 до 4 | 270 | 10,0 |
Сварочные работы
Сварка алюминия полуавтоматом в аргоне может осуществляться универсальным выпрямителем ВСВУ-315. Отличительными чертами этого аппарата являются: тиристорный выпрямитель, отвечающий за стабилизацию тока и широкий диапазон регулирования; трехфазное питание; выходной дроссель.
Отличительными чертами этого аппарата являются: тиристорный выпрямитель, отвечающий за стабилизацию тока и широкий диапазон регулирования; трехфазное питание; выходной дроссель.
Также широкое распространение получила установка ИСВУ-315−1. В ней кроме, стандартного оборудования, используется сварочный трансформатор и осциллятор для образования дуги и осциллограф для контроля импульсов.
Эксперты со всей ответственностью заявляют, что сварка алюминия полуавтоматом в среде углекислого газа невозможна. Этот способ относится к MAG технологии, то есть сварки в активном газе. Углекислота состоит из углерода и кислорода, причем кислорода в два раза больше. А как известно, кислород при соединении алюминиевых деталей противопоказан.
Настройка полуавтомата
Прежде чем настроить полуавтомат необходимо ознакомиться с его устройством и видами настроек. Среди них:
- Регулировка временного интервала продувки газа.
- Регулятор начального тока.
- Регулировка основного тока.
- Таймер спада тока.
- Фиксатор дуги.
- Переключатель в импульсный режим тока.
- Балансир длительности пауз и импульсов.
- Переключатель прямой и обратной полярности.
- Таймер подачи газовой смеси по завершении сварочного процесса.

Настройка полуавтомата для сварки проходит по определенной схеме. Первоначально подключается входной кабель (земля), а затем выходной с горелкой. Присоединяется источник газа.
Полуавтоматы, имеющие водяное охлаждение, присоединяют к его источнику. В последнюю очередь подключается питание. Необходимо проверить надежность присоединения всех шлангов и трубок.
Кнопкой аппарат запускается в рабочее состояние. Настроить нужный режим необходимо при помощи регуляторов. Режим задается в зависимости от материала, его толщины и вида полярности.
Рабочий режим начинается с включения кнопки на горелке. Происходит подача газа, затем зажигается дуга и происходит подача проволоки. После того как дуга погасла, газ в течение нескольких секунд охлаждает сварочную зону.
После того как дуга погасла, газ в течение нескольких секунд охлаждает сварочную зону.
При выборе полуавтомата руководствуются видом проводимых работ. Не следует приобретать дорогие установки на все случаи жизни, если половина функций не будет использоваться.
Алюминий является одним из сложных металлов для сваривания в нынешней промышленности, поскольку в процессе сварки возникает довольно много ситуаций, которые мешают правильному формированию шва. Что бы этого не произошло, для данного процесса используют разные дополнительные материалы, которые удаляют негативные свойства. В связи с этим сваривание алюминия полуавтоматом не выйдет без дополнительных приспособлений защищающих сварную ванну. Здесь потребуется необходимые средства и режимы для сваривания, в зависимости от сложившейся ситуации.
Сварка алюминия полуавтоматом без газа
При сваривании алюминия полуавтоматом, сварная ванна появляется не вязкая, например как со сталью, она становиться жидкой, как в работе с нержавейкой. Впоследствии у многих мастеров не выходит работать с подобного рода металлом. Основной проблемой является появление пленки из оксида на поверхности металла, причем весьма быстрого ее появления. Данный процесс очень популярный в производственной сфере, где мастера часто сталкиваться с подобным занятием, благодаря чему такая отрасль улучшается.
Преимущества
- Сваривание алюминия полуавтоматом выходит не таким уж дорогим, в отличие от цен на сваривание аргоном;
- Сваривание полуавтоматом используется для множества различных применений, поэтому считается универсальной техникой, является легко приобретаемой;
- Занимает минимум времени на подготовку оборудования, и на уборку в завершении процесса;
Недостатки
- Выполняя сваривание алюминия полуавтоматом без газа, формирование шва будет некачественным;
- Обязательное применение флюса, если защищающие газы отсутствуют;
- Сложный подбор сварочной проволоки, если не изучен состав металла;
- Из-за высокой скорости сплава, появляются затруднения в образовании требуемого валика шва.

Характерные сложности в проведении работ
Если сваривать алюминий полуавтоматов без применения аргона, то сварная ванна будет подвергаться различным внешним факторам. Замена или отсутствие газа повлекут за собой низкий уровень защиты, после чего могут образоваться микротрещины, поры и раковины. Главная проблема в том, что оксидная пленка плавиться при разогреве около 2 тысяч градусов, в то время как алюминий в три раза быстрее. Раскаленные капли металла заворачиваются в оксидную пленку, и сваривание с основной массой изделия нормально не выходит.
Технология сваривания алюминия полуавтоматом требует учет усадки данного металла, поскольку коэффициент расширения у него немного больше в отличие от остальных сплавов, и часто возникают различные деформации, из-за расширения на месте сваривания шва, что приведет к искажению на поверхности металла. Еще следует помнить, что из-за повышенной текучести металла, процесс сварки в некоторых положениях становится сложнее. Для сварки алюминия полуавтоматом нужны четкие соблюдения параметров, и скорость подачи проволоки.
Для сварки алюминия полуавтоматом нужны четкие соблюдения параметров, и скорость подачи проволоки.
Методы сваривания полуавтоматом
Одним из наилучших методов сваривания алюминия полуавтоматом осуществляется в аргоне. Этот газ является защитной средой, которая покрывает сварную ванну, создавая непреодолимый барьер, защищающий от попадания различного мусора, грязи, и атмосферного кислорода. Применение аргона является довольно дорогостоящим, поэтому его используют только в необходимых ситуациях в сваривании трудных металлов.
Сваривание алюминия полуавтоматом без газа, метод гораздо дешевле. Тут применяют сварочную проволоку или электрод, а защитой является флюс или обмазка электрода. В этом случае наибольшее число брака, однако, процесс довольно быстрый и не требует долгой подготовки, поэтому считается более востребованным, особенно в частных сферах.
Сваривание алюминия полуавтоматом с помощью углекислого газа, считается средним процессом между двумя предыдущими. Применение такого газа делает эффект соединения лучше, поскольку есть возможность разогрева металла перед сваркой, а в плане финансов он не дорогой в отличие от аргона. В связи с этим, сваривание алюминия простым полуавтоматом, имеет более частое использование и больше видов.
Выбор полуавтомата
При полуавтоматическом сваривании алюминия требуется четко настраивать параметры на оборудовании, поэтому при выборе техники следует обратить внимание на чувствительность регулировки. При работе на полуавтомате возможность выбора тонких присадочных материалов, зависит от того, насколько низко выставляется ток. Стандартной работой электродом начинается от 1.6мм, но если существует более низкий параметр, то будет проще. Большое и мощное оборудование может работать с металлами более 5мм толщиной, но часто оно оказывается чересчур большим.
Когда работы проводятся в закрытых помещениях, следует обращать внимание, имеется ли режим автоматического отключения. Тем самым будет возможность прекращения работы, когда аппарат начнет действовать в опасном для себя режиме. Тут вентиляция сыграет важную роль в обеспечении длительной непрерывной работы. Для подачи проволоки требуется выставлять режим удобный для вас. Перед тем как делать выбор полуавтомата для сваривания алюминия, сначала стоит разобраться с толщиной металла и типом деталей.
Подготовка алюминия к сварке
Обработка заготовки для сваривания имеет несколько этапов, благодаря которым шов сформируется ровнее, и будет отсутствовать появление микротрещин в нем. Вначале требуется, почистить заготовку от различной грязи, жировых пленок и прочих вещей. Осуществляется щеткой по металлу или наждачной бумагой, в зависимости от толщины металла.
После, обработать все растворителем, который удалит налет и оксидную пленку. Для этого потребуется протереть ацетоном или другими химическими веществами место для предстоящего соединения. Когда толщина металла составляет от 4мм и больше, требуется скосить кромки, угол скоса которых от 30 до 45 градусов. В противном случае не будет необходимого провара на требуемую глубину.
Инструкция
Технология сваривания алюминия состоит из нескольких шагов:
- Подготовительные процедуры, благодаря которым жировой пленки и прочих негативных образований не будет;
- Четко поставленные параметры для оборудования, в соответствии с металлом;
- Нанесение флюса на место сваривания;
- Сварка с учетом поведения металла, а еще коэффициент его расширения, которые исправляются только в период охлаждения заготовки;
- В конце сваривания дать остыть металлу, затем совершить проверку сваривания при помощи керосина или других методов;
- Обработать шов до красивого эстетического вида.
Меры осторожности
Во время процесса следует соблюдать технику безопасности. Для личной защиты нужна спецодежда и маска для сваривания, которые обеспечат защитой от раскаленного металла.Баллон следуют поставить на необходимое расстояние от сварочных работ, не менее 5 метров. Перед началом процесса требуется убедиться в исправности оборудования, в основном проверить целостность шлангов. И не стоит забывать об элементарной электробезопасности.
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование. Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
- Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.
Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.
- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Сварка алюминия полуавтоматом: инверторные полуавтоматы, проволока
Автор admin На чтение 4 мин. Просмотров 1k. Опубликовано
Сварка алюминия полуавтоматом – этот самый быстрый способ создания неразъемного соединения заготовок из данного конструкционного материала. Используя полуавтоматический аппарат с транспортером присадочной проволоки, опытный сварщик может накладывать шов со скоростью 30-40 метров/час.
Ну а качество такого шва, в данном случае, гарантирует сам сварочный аппарат и правильно подобранная присадочная проволока. Поэтому полуавтоматическая сварка алюминия – это не только самая быстрая, но еще и самая распространенная технология формирования неразъемных соединений.
Как выглядит сварочный полуавтомат для сварки алюминия?
Аппарат для сварки алюминия может быть аргонодуговым или газодуговым (использующим иной вид газообразного флюса). Однако, в любом случае это устройство должно поддерживать стабильную подачу мягкой проволоки и импульсный режим или работу на переменно токе.
Первое условие реализуется за счет использования подающего механизма с четырьмя вальцами (роликами), рабочие поверхности которых имеют U-образную форму. Такая схема позволяет транспортировать проволоку к держаку по трехметровому шлангу. Однако, в большинстве случаев, длина подающего шланга ограничивается 1,5 метрами. Ведь мягкая проволока для сварки алюминия полуавтоматом может попросту переломиться в длинном рукаве подачи.
Режимы сварки алюминия основаны на струйном плавлении присадочной проволоки. Поэтому второе условие – наличие переменного и импульсного режимов – является общеобязательным. Ведь для струйного плавления необходим либо 270-амперный ток обычного типа, либо 100-амперный ток импульсного типа. Аппарат для сварки алюминия комплектуется блоком генерации именно таких режимов подачи тока.
Кроме того, в силу особенностей физико-химических свойств алюминия, все детали горелки или держака должна быть выполнены из цветных металлов, то есть, и патрон, и наконечник, и канал горелки должны быть, как минимум, медными.
Сварка алюминия инверторным полуавтоматом
На практике процесс сварки алюминия с помощью полуавтоматического аппарата выглядит следующим образом:
- На первом этапе сварщик заправляет в аппарат бобину с проволокой и протягивает ее сквозь систему подачи к горелке.
- Далее аппарат настраивается на обратный режим подачи электричества (минус на деталь, плюс на электрод), что гарантирует максимальную температуру именно на электроде.
- После этого к аппарату подключают аргоновый или аргоно-гелиевый баллон. Последний тип газовой смеси используют при сварке толстостенных деталей.
- На следующем этапе нужно подготовить к процессу саму деталь, очистив и обезжирив стыкуемые поверхности. Если деталь загрязнена очень сильно, то к аргону следует добавить около 3-4 процентов (от общего объема баллона) кислорода. В этом случае грязь просто сгорит в дуге.
- Сварка начинается с проплавления кратера в области стыка деталей и постепенного заполнения этой выемки расплавленным алюминием. Кратер пробивается импульсным током, генерируемым инвертором. Пробить тугоплавкую (около 2000 градусов Цельсия) корку оксида алюминия можно только таким способом. Далее, перемещая горелку, сварщик смещает кратер и заполняет его потоком расплавленного алюминия, стекающим с постоянно движущейся и плавящейся проволоки. Причем форма «правильного» кратера должна походить на каплю, ориентированную узкой частью по ходу движения горелки. А расстояние между электродом и свариваемой поверхностью не должно быть меньше 12 и больше 15 миллиметров. В противном случае дуга просто прожжет алюминий.
- В финале сварочный шов завершается кратером, который следует заполнить (заварить) потоком алюминия. После этого финальную точку придется просто обдувать аргоном, до остывания шва хотя бы до 400 градусов Цельсия. Иначе на поверхности деталей появится оксидная пленка, уменьшающая прочность соединения.
Сварка алюминия полуавтоматом без аргона технически возможна, но результаты такой технологии будут, мягко говоря, далеки от идеала. Поэтому не изобретайте велосипед, используйте наработанные технологии.
Меры безопасности при сварке алюминия
Процесс сварки мягкого и экологически безопасного алюминия – это очень тяжелая и «грязная» работа. Дело в том, что при горении сварочной дуги в алюминиевых парах происходит генерация мощного потока ультрафиолетового излучения. И неосторожные сварщики могут даже загореть сквозь робу.
Кроме того, яркая дуга оказывает чрезмерно сильное «давление» на сетчатку. И при частой работе с этим металлом следует опасаться обострения глазных заболеваний (вплоть до катаракты).
Поэтому сварку алюминия следует проводить только в специальном «обмундировании» и особой маске с усиленными светофильтрами.
И, разумеется, пространство над сварочным столом должно проветриваться принудительной приточно-вытяжной вентиляцией.
Лаборатория № 142 — Технология сварочного оборудования
Лаборатория № 142
Производство металлов: ручная и полуавтоматическая сварка и процессы изготовления
Предназначен для курсовой работы 200 уровней для обучения практической, практической сварке и методы и приложения для изготовления металлов. Лабораторное помещение оснащено следующим оборудованием Функции:
- 7 313 квадратных футов учебной площади
- Сварочное оборудование для стреловой станции
- Дуговая сварка защищенным металлом (SMAW) / дуговая сварка вольфрамовым электродом (GTAW) — переменный / постоянный ток, расширенный Технология формы волны переменного тока
- Газовая дуговая сварка металла (GMAW) / Дуговая сварка порошковой проволокой (FCAW) — расширенная форма волны постоянного тока технология с пульсацией
- Станция раскроя вытяжной вентиляции для ручных OFC и PAC
- Столы для плазменной резки (PAC) с ЧПУ.(1) нисходящая вентиляция. (1) водонепроницаемость стол
- Переносные установки для дуговой сварки алюминия и металла
- Oxygen Fuel Cutting (OFC) — комплекты горелок и регуляторов на стойке, а также переносной кислород Топливорезательные станции
- Плазменно-дуговая резка (PAC) — Оборудование для ручной газовой резки
- Поворотный трубный позиционер с системой PAC и монтажным кронштейном для горелки X-Y
- Станция испытания сварных изделий WATTS — Испытания на разрыв углового шва, образцы на изгиб корня / торца, образцы для испытаний на растяжение
- Электрод расходный печной; (1) Специальная шлифовальная машина для вольфрама на опоре с двумя колесами; (1) Проволочная щетка с двойным колесом
- Полно-лабораторная система вентиляции состоит из (12) вытяжных шкафов кабины, (2) вытяжных колпаков. столы для резки / шлифования / сварки, (15) рукава для трубок сварочной станции; (2) портативный захват 5 систем вентиляции
- Переносная дуговая сварка защищенным металлом (SMAW) / газовая дуговая сварка вольфрамом (GTAW) — переменным / постоянным током, Передовая технология сигналов переменного тока
- Портативная газовая дуговая сварка металла (GMAW) / порошковая сварка (FCAW) — Advanced DC технология формы волны с пульсацией
- Станция для ручной приварки шпилек (SW), 1300 А
- Сварочные генераторы с приводом от двигателя на переносных тележках
- Металлообрабатывающее оборудование:
- 3/8 ”x 48” гидравлические ножницы для резки металла из низкоуглеродистой стали, промышленные сверлильные станки, 8 футов электрические прессы для формовки металла, переносные производственные столы с приспособлениями, Компоновочные столы Bluco с инструментальной оснасткой, металлообрабатывающие станции, вертикальная резка металла ленточные пилы, горизонтальные ленточные пилы по металлу, ленточные шлифовальные машины, холодная пила с ручным управлением кормовые столы
Лебединая пристройка, помещения № 130 и № 132 — основные лаборатории: (2) ручная и полуавтоматическая сварка Процессы
Swan Annex Room # 131 — Лаборатория проверки качества: проверка и тестирование сварных конструкций
Swan Annex Room # 136 — Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Swan Annex Room # 138 — Лаборатория контактной сварки: ручная, полуавтоматическая и роботизированная Сварочные процессы
Swan Annex Room # 140 — Лаборатория автоматизации сварки: полуавтоматическая, автоматическая и роботизированная Сварочные процессы
Лаборатория № 142 — Производство металлов: ручная и полуавтоматическая сварка и процессы изготовления
Подающая алюминиевая проволока MIG: это не должно быть страшно | Сварка
Щелкните изображение, чтобы увеличить Майкл Клее
Обычно, когда вы говорите с кем-нибудь о сварке алюминия, его первая реакция — это немного запаниковать.Считается, что с алюминием трудно работать — от чистоты до теплопроводности, внешнего вида валика и подачи мягкой проволоки при сварке MIG. Все это может показаться немного пугающим, если вам никогда раньше не приходилось с этим сталкиваться. По последнему пункту, если вы просто выполняете полуавтоматическую сварку GMAW с катушкой с алюминиевой проволокой, подавать ее относительно просто. Убедитесь, что ваш контактный наконечник, ведущие ролики и лайнер правильные, используйте пушпульный пистолет хорошего качества, и вы должны быть готовы к гонкам.
Сегодня в автомобильной среде сваривается все больше и больше алюминия, чем когда-либо прежде. Обычно это означает, что для сварки деталей используется роботизированная система дуговой сварки. В этой ситуации катушку с проволокой весом 20 фунтов использовать нецелесообразно. Роботизированные системы должны иметь длительное время безотказной работы, поэтому постоянно останавливаться для замены катушки непродуктивно. Однако, как и сталь, алюминий можно упаковывать оптом, чтобы повысить производительность за счет исключения замены катушек с течением времени.
Но теперь мы представляем еще одну потенциальную проблему. Поскольку алюминий — это мягкая и активная проволока, при подаче питания из крупногабаритной системы могут возникнуть некоторые проблемы. Проволока будет запутываться, что создает довольно большие проблемы с подачей, и у вас останутся простои, которые будут стоить вам денег.
Компания Lincoln Electric создала продукт, который помогает решить эту проблему — Gem-Pak. В этой системе используются драгоценные камни из стекла, чтобы избежать путаницы при подаче алюминиевой проволоки. Меньшее количество проблем с подачей означает меньшее время простоя и высокую производительность ваших сварочных систем.К ящику прикрепляется мини-поддон, готовый к работе с вилочным погрузчиком, а также ремни для его подъема — полностью мобильная насыпная упаковка с помощью вилочного погрузчика
или крана. Поскольку упаковка сделана из картона, стеклянных драгоценных камней и алюминиевой проволоки, эта система также подлежит 100-процентной переработке, когда вы ее закончите.
Gem-Pak предлагает до 300 фунтов в одной упаковке для достижения максимального времени безотказной работы — примерно 30 минут на замену или 540 минут на полную смену для эквивалентного веса в катушках (около 18.75 катушек на одну Гем-Пак). Это может означать сокращение смены катушек на 94% с течением времени. Это сэкономило много времени на производстве. В зависимости от того, сколько сварочных работ вы делаете, обычно пакет нужно менять один или два раза в месяц.
Примеры из практики показали, что Gem-Pak не только помогает сократить время простоя, но и конечные пользователи могут повысить свою производительность за счет увеличения скорости подачи проволоки. Уникальная намотка и упаковка уменьшают тяговое усилие, необходимое для подачи алюминия, что помогает увеличить используемый диапазон скоростей подачи проволоки и увеличивает скорость наплавки.
В одном конкретном случае конечный пользователь сообщил, что ранее ему приходилось снижать скорость подачи проволоки с другими крупногабаритными упаковками, чтобы уменьшить путаницу и проблемы с подачей. Перейдя на Gem-Pak, они смогли увеличить скорость подачи проволоки, а также скорость движения. Этот конкретный автомобильный пользователь сообщил об увеличении производительности на 12,5%, уменьшении объемов переделок на 3% и использовании контактных наконечников и гильз на 50%, что позволило сэкономить 722 983,61 доллара США в год.
Поскольку существует множество различных применений алюминия и множество различных сплавов, Gem-Pak предлагается за 0.035 — диаметром 1/16 дюйма и всеми основными присадочными металлами. SMT
Майкл Клее — инженер-технолог по сварке в Lincoln Electric.
Превосходный автоматический сварочный аппарат для алюминия по привлекательной цене
Повысьте производительность и эффективность своего сварочного бизнеса с сенсационным автоматом для сварки алюминия , доступным по привлекательным предложениям на Alibaba.com. Этот автоматический сварочный аппарат для алюминия оснащен революционными инновациями, которые делают сварку простой и приятной.Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Автоматический аппарат для сварки алюминия потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в деловых целях.
Современные изобретения, лежащие в основе этого автоматического сварочного аппарата для алюминия Дизайн и стиль делают их очень гибкими и применимыми для решения широкого круга сварочных задач. Автоматический сварочный аппарат для алюминия не подвержен неблагоприятным воздействиям сильной жары или холода, что делает его пригодным и применимым в широком диапазоне погодных условий.Они поставляются с широким выбором, учитывающим множество факторов и предпочтений пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий автоматический сварочный аппарат для алюминия для своих нужд.
Доступность этих автоматов для сварки алюминия на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Автоматическая машина для сварки алюминия эксплуатационные расходы и расходы на техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами автоматического сварочного аппарата для алюминия на сайте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью увлекательного автоматического сварочного аппарата для алюминия на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящий автоматический сварочный аппарат для алюминия для их выполнения.Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
Полуавтоматическая сварка алюминия от поставщика Evek GmbH / Evek
.Вас интересует полуавтоматический сварочный аппарат для сварки алюминия? Поставщик Evek GmbH предлагает купить сварной алюминий по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Полуавтоматические классы
Все виды выпускаемого сварочного оборудования по своим технологическим возможностям можно разделить на полуавтоматы среднего и бюджетного классов, а также модели, реализующие импульсный режим сварки.В последнем случае обеспечивается максимальная энергоэффективность процесса.
Бюджетный полуавтомат
Бюджетный полуавтомат более востребован для бытовых нужд. Работает от сети 220В, компактен, легко транспортируется из одного места приложения в другое. В этом случае оборудование сварочного поста не требуется. Обязательным условием работы является наличие режима настройки дуги.
Полуавтоматы среднего класса
К полуавтоматическим сварочным аппаратам среднего класса относятся модели, которые отличаются повышенной мощностью, улучшенными условиями регулирования сварочного тока, а также возможностью изменения скорости подачи сварочной проволоки в зону обработки.Периодически горелку нужно регулировать, а подающие ролики заменять. Поставщик Evek GmbH предлагает купить алюминий отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.Полуавтоматы с импульсным режимом работы
Для решения более серьезных задач предназначены сварочные полуавтоматы среднего класса с импульсным режимом работы.В конструкциях данной техники сварки встроено несколько программ сварки, применение которых определяется маркой алюминиевого сплава, сложностью шва и толщиной свариваемых деталей.
Промышленные модели
Отдельно следует выделить промышленные модели сварочных полуавтоматов, которые питаются напряжением 380 В. Они также могут работать в импульсном режиме, но дополнительно оснащены системой жидкостного охлаждения.
Купить. Поставщик, цена
Вас интересует полуавтоматический сварочный аппарат для сварки алюминия? Поставщик Evek GmbH предлагает купить сварной алюминий по цене производителя. Обеспечим доставку продукции в любую точку континента. Цена оптимальная. Приглашаем к партнерскому сотрудничеству.
Газ защищенный […] Порошковая A r c Сварка i s a полуавтоматическая сварка r oss …]требует источника питания постоянного напряжения, […]механизм подачи проволоки, который подает порошковую проволоку через гильзу и сварочный пистолет, а также подает газ. content.lincolnelectric.com | […] де напряжение […]constante, un dvidoir qui fait passer le fil fourr dans le cble et le pistolet de soudage et une alimentation en gaz. content.lincolnelectric.com |
Артикул Горизонтальный, вертикальный, диагональный. […] Это испытанное и испытанное st e d полуавтоматическая сварка m a ch in можно использовать […]универсально. лейстер.com | Изделие Горизонтальное, вертикальное, диагональное […] : cet a ppare il de soudage полуавтоматический pro uv est ut ilisable […]парт. leister.com |
Практичная и прочная сумка для переноски […] входит в состав гастронома ve r y Полуавтоматическая сварка t o o lleister.com | Malette pratique et robuste состоит из […] livrai so n Appare il de soudage se mi — automatiqueleister.com |
| мануа l o r полуавтоматическая сварка ; — сварка i n sp ection eng.cwbgroup.org | l e soudage man uel ou полуавтоматический ; — l’ins pe c ti on en soudage fr.cwbgroup.org |
| полуавтоматическая сварка w i th вне защитного газа […] (TeroMatec) кастолин.se | soudage полуавтоматический san s g az de p rotection […] (тероМатек) castolin.de |
| Это испытанное и испытанное st e d полуавтоматическая сварка m a ch in можно использовать […] универсально. heissluft.ch | Горизонтальность, вертикальность, […] диагональ: cet ap parei l d e soudage полуавтоматический pr ouv est u tilisable […]парт. heissluft.ch |
| a ) Полуавтоматическая сварка o n a регулируемая скорость вращения […] столов с прямым вмешательством сварщика. lanik.com.es | a ) Le soudage полуавтоматический su r ta ble ro tative […] vitesse rglable avec directe du soudeur. lanik.com.es |
| Наши сборочные и сварочные бригады работают с автоматами a n d полуавтоматической сваркой s t на ионах (30 станций). vilquin.fr | № […] d’assemblage et de soudure s на t quipes de poste s souder automatiques e t полуавтоматики ( 30 единиц ) .vilquin.fr |
Данный товар позволяет реализовать точный депозит, в пролонгированный […] Кстати, спасибо s t o полуавтоматическая сварка m a ch ines.stelloric.com | Ce produit permet de raliser un dpt prcis, de manire […] пролонга, g r ce au x p ost es полуавтоматические .stelloric.com |
Deconstruct использует передовые технологии резки и гибки […] установки a n d полуавтоматическая сварка i n st alations in […]это на его рабочем месте 2 400 м. deconstruct.be | Dans ce cadre, la socit Deconstruct a recours aux quipements de coupe et de […]pliage les plus modernes et des […] установить la tions de soudage semi -automatiques dans l’a te lier de […]2.400 м не выбрасывать. деконструировать.быть |
Сварщики читают и интерпретируют чертежи […] или спецификации процесса сварки и эксплуатации l o r полуавтоматическая сварка e q ui pment для плавления металлических сегментов с использованием таких процессов, как […]газовая, газовая металлическая дуга или порошковая дуга. thelabourmarketgroup.ca | Les soudeurs lisent et interprtent les bleus ou les […]спецификации du procd d e soudage e t ils font fonctionner le matriel de […] soudure ma nuel ou semi- automatique po ur fuser d es сегменты металла и утилиты для процессов tels que le g soudage l’ar c sous gaz […]avec fil plein ou le soudage avec fil fourr. thelabourmarketgroup.ca |
Цех листового металла: станок гидроабразивной резки, фальцевальный пресс, ЧПУ […] ролик и TIG a n d полуавтоматическая сварка e q ui pment.simon-sas.com | Un atelier de chaudronnerie: une machine de dcoupe par […]jet d’eau, une plieuse pressse, une rouleuse commande numrique et […] des qu ipem ents d e soudage T IG e t полуавтоматики .simon-sas.com |
| Сварка выполняется d b y сварка полуавтоматическая m a ch ines и сварка […] , использующий методы MIG / MAG и WIG. exporters.czechtrade.cz | Nous ralisons l e […] soudage l ‘ help e de semi-au tomates de souda ge et de […]робот с технологией MIG / MAG и WIG. exporters.czechtrade.cz |
| s p o t сварка a n d полуавтоматическая сварка biguet.пт | soudure p ar poi nt et полуавтоматический biguet.fr |
Завод построен в Бушервиле, […] Qubec, для производства проволоки f o r полуавтомат a n d автомат для сварки .airliquide.ca | Elle construit Boucherville (Qubec) с использованием […] Изготовление fi ls po ur le soudage au tomatique et semi-automatique .airliquide.ca |
При лазерной сварке стальной сердечник и сегментная муфта собираются посредством нагрева от . […]лазерный прибор; процесс […] выполнено ou t o n полуавтомат или автоматический сварочный l i ne s (рис.10) […]исходя из размера единого лота. pentax.it | Лазер La soudure: Fusion de la tle en acier avec la base du segment travers la chaleur […] Лазерный лучgnre par un; […] opre sur m achi ne automatique ou semi- aut omatique, selon les qu antits […]produire (изображение 10). пентакс.это |
| Полуавтомат h o t проволока t i g сварка epace qinet uesment.com | E qu ipeme nt de soudage TI G semi- automatique fil chauf6 .espacenet.com |
Целью помощи является продвижение инвестиций в пяти различных областях […]деятельность верфи, а именно […] залы 1 и 3, qua y 1 , автомат сварка m a ch ines и конструкция […]дополнительной набережной. eur-lex.europa.eu | L’aide a pour objectif de soutenir les Investissements dans cinq domaines, отличных от установок для chantier, savoir dans les angars 1 et […]3, dans l’installation de quai 1, […] dans le s mac hin es souder a utomatiques et dans la конструкция […]d’un quai Supplmentaire. eur-lex.europa.eu |
| F ul l y автомат для сварки p r oc ess с оборудованием высокой безопасности. widos.de | P roc essu s de soudage en ti rem ent automatis av ec quipement […] de haute scurit. widos.de |
У сотрудников есть лицензии: УДТ и . […]TUV, LOID, ASME согласно EN […] 287-1 стандартный d t o сварка w it h полуавтоматический m MIG / MAG […], вручную методом TIG, с электродом. spawmar.pl | Les имеет следующие сертификаты: UDT et TUV, LOID, […]ASME suivant la norme EN 287-1 […] заливать es mach ine s semi -automatiques de soudage se lon mth od e MIG / MAG, […Метод мануального элемента TIG, лектрод. spawmar.pl |
| n 1930, t h e автоматическая сварка p r oc ess, ставшая популярной, была […] процесс дуговой сварки под флюсом. cisc.ca | compter de 1930 , un pr oc d automatique ap pel soudage l’a rc submerg […] est devenu populaire. cisc.ca |
Например, если новый товар — это […] собрать d b y автоматическая сварка , t he процесс […]оптимизация настроек сварочного оборудования на заказ […]для достижения максимальной скорости и эффективности производства не будет считаться НИОКР (даже если необходимо соблюдать требования к прочности соединений). alliot.fr | Par instance, lorsqu’un nouveau produit doit tre […] Assembl par s oud age automatique, la re cherc he du rglage […]optimal du dispositif de soudage en vue d’obtenir la meilleure […]темпов производства и лучшей эффективности, которые возможны, не содержат сывороток, учитывающих потребности R-D, mme s’il faut vrifier que la solidit des сборок, отвечающих дополнительным требованиям. alliot.fr |
Мы определенно […] следует запретить ni n g полуавтоматический r i fl es.www2.parl.gc.ca | Nous devrions assurment […] interdir e les cara bi nes semi-automatiques .www2.parl.gc.около |
Для последних национальность […] законы должны pro vi d e автоматический или полуавтоматический a c ce ss, тогда как эторазумно потребовать […]первого поколения, чтобы подать официальное заявление на получение гражданства. eur-lex.europa.eu | Pour ces derniers, les lgislations […]sur la nationalit devraient […] prvoir un acc s automatiq ue ou semi-au tom atique, t andi s qu’il […]est raisonnable d’exiger des imigrants […]de la premire gnration l’introduction d’une demande officielle de naturalization. eur-lex.europa.eu |
Первой будет строка бюджета, где […] ассигнования распределяются на a полуавтоматический b a si s, но с суммами […], который, в лучшем случае, может иметь только символическое значение. europarl.europa.eu | Le premier serait de mettre en place une ligne […]budgtaire dont les crdits seraient […] allou s sur u ne ba se полуавтоматический ma is n e se ra ient, […]au mieux, que d’une valeur purement symbolique. europarl.europa.eu |
Технологический кластер Сагеней-Лак-Сен-Жан недавно процветал благодаря добавлению […]по последнему слову техники, […] специализированное оборудование, поддерживающее l as e r сварка , a lu minium формование, a n d полуавтомат s o li d литье — все критично для ключа […]новых процессов трансформации алюминия. nrc-cnrc.gc.ca | Rcemment, la grappe du Saguenay? Lac-Saint-Jean a profit de l’apport […]пуанты […] spcial is sd ans le soudage au las er, le formage de l’aluminiu m et le полуавтоматический -со крышка е; toute s des technologies […]cruciales pour […]les nouveaux procds de transformation de l’aluminium. nrc-cnrc.gc.ca |
В области теперь […] доступ к специализированному оборудованию для поддержки l as e r сварка , a lu minum формование, a n d — s o li d литье.nrc-cnrc.gc.ca | Celle-ci и dsormais согласно […] quipements sp ci alis sd e soudage a ul aser, d e formage de l’aluminium et de moul ag el полу -so крышка e .nrc-cnrc.gc.ca |
| F ul l y автомат сварки m e th od с регистрацией […] всех необходимых данных. widos.de | Processus e ntir eme nt automatique av ec l’enr eg istrement […] de toutes les donnes ncessaires. widos.de |
| Автоматический r o ta tion fric ti o n сварка m a ine164 [ch..] простое и быстрое производство ротационно-симметричных сварных швов в серийных работах до OD 110 мм. widos.de | M a chi ne automatique po ur le soudage rot atif трение […] для простого и быстрого изготовления. из soudures r or soudures rptitive jusqu ‘DE 110 mm. widos.de |
От ручного наматывания проволоки, пайки и […] опрессовка , t o полу — a u до сопряженные процессы, такие как ultras на i c i ns смещение для дискретного провода (IDC) и кабеля, к f ul l y автоматический m a ch дюймов [ ch…]двухсторонних приложений. connectgroup.com | Parmi celles-ci, проволока для цитонов […]упаковка, la soudure et le sertissage selon des […] procdure s manu elle s ou semi-au to mati ses , or encore l’cartem en t de l de l 9016 cbles Discrets (IDC) ralis sur des machines ent i rem nt автоматизирует .connectgroup.com |
Сварочный аппарат MIG / MAG / MMA / TIG (полуавтомат) многофункциональный ESAB REBEL EMP 320ic — Сварочные аппараты MIG / MAG
Производитель: ESAB
Номер производителя: 0700300991
Сварочные аппараты серии Rebel ™ обеспечивают гибкость 360/480 В (3f) и некоторые из последних доступных сварочных технологий. Вдохновленный профессиональными сварщиками, Rebel предлагает полный набор оборудования для сварки чего угодно (черная сталь, алюминий, нержавеющая сталь) и где угодно.
Промышленные по-настоящему многофункциональные устройства, сочетающие мощность и мобильность. Эти компактные машины можно универсально использовать в промышленных условиях. Система подачи проволоки с 4 барабанами обеспечивает высокую производительность и надежность, а качество сварки неизменно высокое независимо от свариваемого материала.
Автоматически настраиваемые параметры запуска обеспечивают точный запуск в любое время, независимо от типа и размера проволоки
Чрезвычайно простой в использовании многоязычный TFT-дисплей показывает список запасных частей и инструкции по параметрам сварки для всех процессов
Машина весит 31.4 кг, его можно поднимать вручную или перемещать на тележке для максимальной мобильности.
Высокопроизводительный цикл в сочетании с прочной системой подачи проволоки с 4 барабанами сочетает в себе высокую скорость и крутящий момент, что делает его идеальным для самых тяжелых работ
Инновационный интеллектуальный -Функция MIG динамически отслеживает характеристики дуги и адаптируется к вашей технике работы, чтобы обеспечить плавную и стабильную дугу. Установите только диаметр проволоки, материал и толщину листа, и вы сможете начать сварку.
Достигните полной производительности MMA даже с 5-миллиметровыми электродами и выдающимися характеристиками Lift TIG с регулируемым потоком / продувкой газа и линейным увеличением / уменьшением сварочного тока
Можно подключены одновременно, один для MIG, а другой для TIG.В передней части устройства есть встроенный газовый электромагнитный клапан TIG, поэтому ручной клапан на горелке TIG больше не требуется.
Техническая информация:
Сертификаты CE: IEC / EN 60974 — 1, 5, 7, 10, 12 и 13. RoHS CE: IEC / EN 60974-1, 5, 7, 10, 12 и 13. RoHS
Класс защиты: IP23S
Страна происхождения: Швеция
Частота сети: 50/60 Гц
Количество фаз: 3
Размеры источника питания: 686x292x495 мм
Размер катушки провода: 200,300 мм
Диапазон настройки (MIG / МАГ): 15А / 14.8A — 320A / 34V
Диапазон уставок (MMA): 16A / 20,6A — 300A / 32,0V
Диапазон настройки (TIG): 5A / 10,2A — 320A / 22,8V
Мощность сварки (MIG / MAG) 100% рабочий цикл: 200A / 24V
Мощность сварки (MIG / MAG) Рабочий цикл 60%: 265A / 27,3V
Мощность сварки (MIG / MAG) Рабочий цикл 40%: 320A / 30V
Вес: 31,4 кг
Максимум мощность сварки: 350 A
Диапазон скорости сварочной проволоки: 2-20,3 м / мин
Напряжение питания: 360-480 В
4 Общие методы сварки в производстве металлов
Методы сварки
Сварка — это основной процесс изготовления металла, который широко используется в обрабатывающей промышленности и строительстве.
Сварщики могут преобразовывать разные типы металлов в уникальные формы и изделия, которые они себе представляют.
Тип свариваемого металла часто определяет технику сварки, которая будет использоваться для обеспечения наилучшего результата.
Сварочное искусство, как и любой другой специализированный навык, требует овладения.
В большинстве случаев сварки при изготовлении металлов используются обычные металлы, такие как сталь, железо, алюминий, медь и другие металлы, которые можно соединять с помощью различных методов сварки.
Не существует единого процесса сварки, подходящего для всех областей применения.
Важно учитывать эти факторы при выборе метода сварки, используемого для изготовления металла:
- Тип металла
- Толщина металла
- Размер сварочного проекта
- Как должны выглядеть сварные швы
- Ваш общий бюджет
- Сварочные работы в помещении или на открытом воздухе
Чтобы понять различные типы сварки, мы рассмотрим четыре распространенных метода сварки, используемых в производстве металла:
Различные виды сварки
Ручная или дуговая сварка (SMAW)
Сварка палкой, также известная как дуговая сварка защищенного металла, является одним из самых простых и широко используемых методов сварки в производстве металла.В этом методе сварки используется стержень плавящегося электрода, вырабатывающий электрический ток. При контакте со сталью, железом или любым тяжелым металлом, который сваривается, он создает электрическую дугу, которая вызывает температуру до 6500 по Фаренгейту.
Этот тип сварки может выполняться на металлах, которые не были предварительно очищены, и достаточно эффективен при работе с ржавыми металлами, что сокращает затраты времени сварщиков. Однако при использовании этого метода сварки важно использовать силу тока, соответствующую толщине свариваемого металла.Работа с тонкими металлами может усложнить процесс и может потребовать присутствия опытного и высококвалифицированного сварщика.
Ручная или дуговая сварка в основном подходит для тяжелых металлов, таких как железо и сталь, размером от 4 мм и выше. Как один из наиболее распространенных методов сварки, сварка штангой в основном используется для ремонта тяжелого металлообрабатывающего оборудования, сварки трубопроводов, монтажа стальных конструкций, а также металлических работ в обрабатывающей промышленности и строительстве. Изучение правильной процедуры дуговой сварки важно для обеспечения качественного шва.
Сварка МИГ (GMAW)
В отличие от метода сварки штучной сваркой, при газовой дуговой сварке (GMAW) используется пистолет, в который непрерывно подается расходуемый электрод. В этом методе используется внешний газ для защиты свариваемого металла от различных факторов окружающей среды, таких как кислород, что делает процесс сварки быстрым и непрерывным. Этот метод дает меньше сварочного дыма, его легко освоить, он требует меньшего количества тепла и имеет высокий КПД электрода.
Однако поиск подходящего оборудования для сварки металлов в среде инертного газа (MIG) может быть дорогостоящим.Этот метод сварки неэффективен для толстых металлов, но хорошо работает с такими металлами, как магний, нержавеющая сталь, алюминий, кремниевая бронза, никель и медь. Он широко используется в строительстве, ремонте автомобилей, металлообработке, сантехнике, робототехнике и ремонте судов. Для создания высококачественных сварных швов металл необходимо очистить перед любой сваркой в металлоконструкциях.
Это легко сделать путем шлифовки металла, чтобы удалить всю краску, ржавчину или растворитель, которые могли скопиться на металле.Если у вас нет шлифовальной машины по металлу, вы также можете использовать моющее средство, растворитель и воду для удаления жира с металла. После того как металл станет чистым и начнется сварка, важно убедиться, что сварочная горелка не касается свариваемого металла. В этой общей технике сварки следует использовать зигзагообразный узор, чтобы обеспечить сварку обеих сторон металлического соединения.
Сварка TIG (GTAW)
СваркаTIG, также называемая дуговой сваркой вольфрамовым электродом, использует вольфрамовые стержни для создания четко очерченного и аккуратного сварного шва, который выглядит привлекательно.Посмотреть сообщение Для получения качественного шва металл необходимо тщательно очистить. При сварке также важно выбирать электрод наименьшего размера, чтобы свести к минимуму вероятность загрязнения. Когда дело доходит до сварки TIG, для разных металлов необходимо использовать дугу разной длины.
Для качественной работы сварщикам следует использовать дугу минимально возможной длины. В отличие от других типов сварочных технологий, этот метод может потребовать много времени и усилий, а также требует высокого уровня внимания и навыков, чтобы усовершенствовать технику и выполнить самые высокие стандарты работы.Также требуется внешний защитный газ. Несмотря на то, что сварка TIG может быть одной из самых сложных из всех распространенных сварочных технологий, используемых в производстве металла, она позволяет получить высококачественный сварной шов и может использоваться для сварки практически любого типа металла.
Из-за высокого уровня навыков, необходимых для овладения сваркой TIG, многие компании, занимающиеся сваркой и изготовлением металлов, находятся в постоянном поиске профессиональных и опытных сварщиков TIG. Сварка TIG наиболее подходит для сварки автомобилей, авиакосмической сварки, производства велосипедов, мотоциклов, труб и трубопроводов, а также высокоточных сварных швов.
Дуговая сварка порошковой проволокой
Этот метод сварки почти аналогичен технике сварки MIG в том, что касается общего процесса сварки и используемого оборудования. Для этого метода сварки в производстве металлов требуется электрод, содержащий флюс и постоянное напряжение. Также требуется защитный газ, который используется для защиты сварочной поверхности от любого атмосферного загрязнения. Это быстрый процесс сварки, который можно использовать для самых разных металлов.
Дуговая сварка порошковой проволокой стоит дороже, чем другие методы сварки. Этот метод быстро стал надежной альтернативой сварке экраном. Благодаря высокой скорости сварки и портативности этот полуавтоматический сварочный шов широко используется в строительных проектах, которые включают в себя работы по изготовлению металлических конструкций, ремонт тяжелого оборудования и монтаж стали. Этот распространенный метод сварки эффективен при сварке толстых металлов.
Выбор правильной техники сварки
Сварочные методы претерпели значительные изменения за последние несколько лет, что привело к появлению множества более инновационных методов сварки.В связи с этим сварщикам необходимо разбираться в различных методах сварки, чтобы знать, какой из них подходит для работы. Компании, занимающиеся производством металлов, скорее всего, определят, кого нанять, в зависимости от уровня их знаний в области сварочных процессов. У каждой техники сварки есть свои плюсы и минусы, поэтому важно не торопиться, прежде чем выбрать наиболее подходящий процесс для ваших сварочных работ.
Покупка подходящего оборудования
Когда дело доходит до покупки сварочного оборудования, важно учитывать ваши потребности в производстве металла.Сварщик — это, возможно, ваши самые большие расходы, поэтому убедитесь, что вы покупаете лучшее качество, которое вы можете себе позволить. Тип сварочного аппарата, который вы собираетесь купить, зависит от того, нужен ли вам простой сварочный аппарат с механизмом подачи проволоки для обычных металлических работ или аппарат, специально разработанный для промышленного производства металла. Вам также нужно будет купить сварочную проволоку, подходящую для вашего сварочного аппарата.
Другое оборудование, которое вам понадобится, включая подходящий защитный газ, сварочную тележку для увеличения портативности, твердосплавный или шиловидный скребок для разметки линий реза, магнитный квадрат или угловой зажим для фиксации стыков, угловую шлифовальную машину для правки, снятия фасок или шлифования Сварные швы, молоток для стружки или проволочную щетку для удаления брызг и шлака и сварочные клещи для удаления брызг с сопла сварочной горелки и обрезки сварочной проволоки.
Безопасность превыше всего
Независимо от используемой техники сварки, сварочные процессы подвергают всех одинаковых опасностях. Обеспечение безопасности при сварке — важнейший компонент любой услуги по изготовлению металла. Если вы занимаетесь сварочными работами или отвечаете за безопасность в компании по производству металлоконструкций или металлоконструкций, важно выделить ключевые правила техники безопасности для всех рабочих.
- См. Руководство по эксплуатации сварщика, в котором содержатся важные инструкции и информация по технике безопасности.В руководстве также содержатся важные процедуры, касающиеся использования машины.
- При сварке убедитесь, что вы застегнуты. Любая открытая кожа может подвергнуться разрушительному и болезненному воздействию инфракрасных и ультрафиолетовых лучей. Открытые карманы или не застегнутые манжеты брюк могут незаметно тлеть, когда сварщик работает под защитным капюшоном.
- Наденьте правильную защитную одежду. Сюда входят защитные очки, шлем с автоматическим затемнением промышленного уровня, кожаный фартук, защитные сварочные перчатки, джинсовые брюки без манжетов и кожаная обувь.
- Безопасность органов дыхания также важна при сварке. Дым и пары, выделяемые при сварке металлических изделий, могут представлять опасность для здоровья. Убедитесь, что вы можете дышать свободно, и избегайте работы в замкнутом пространстве, где могут скапливаться пары, из-за чего воздух становится недоступным для дыхания. Некоторые сварочные работы требуют использования рекомендованных респираторов при сварке. Важно проконсультироваться с техническими данными производителя сварочного электрода для правильных процедур.
- Также важно, чтобы в зоне сварки не было беспорядка.Четко отметьте или отметьте место для каждой единицы сварочного оборудования. В зоне сварки должны находиться только необходимые инструменты и оборудование, которые использует оператор.
Заключение
По мере роста мирового строительства и строительства потребность в квалифицированных специалистах по сварке будет продолжать расти.
По мнению отраслевых экспертов MSI, ведущей компании по производству металлоконструкций в Лос-Анджелесе, 80% компаний отрасли не могут найти достаточно квалифицированных специалистов по сварке, соответствующих их потребностям.
Ожидается, что в следующем десятилетии спрос на компании, специализирующиеся на сварочных услугах, в частности, обладающих необходимыми навыками, необходимыми для понимания общих методов сварки, упомянутых выше, вырастет на 26%.