характеристики, условия и особенности применения
Современные технологии не стоят на месте. Ещё относительно недавно не было такого понятия как холодная сварка. Однако и сейчас многие люди не в курсе о существовании такого материала. По сути, от классической сварки в этом веществе осталось только название. На самом деле холодная сварка – это не что иное, как клей. Правда он не обычный, он может скреплять практически любые материалы, причём не обязательно, чтобы они были строго однородные.
Такие широкие возможности применения заставляют многих людей задаться вопросом о максимально возможной температуре, которую может выдержать холодная сварка. Большое количество деталей, чаще всего металлических, при выполнении своей задачи сталкиваются с достаточно высокими температурами, соответственно, если температура будет превышать то значение, которое способно выдержать соединение, созданное с помощью холодной сварки, его прочность будет сохраняться очень короткий срок.
Соединения холодной сваркой, конечно же, не может сравниться по прочности с классической. Однако её вполне для ремонта сантехники, автомобилей, бытовых предметов и т.д. Отличительной особенностью этого вещества является то, что его можно использовать не только для создания прочных соединений, но и для заделывания отверстий. Эта возможность становится доступной, благодаря тому, что вещество имеет густую консистенцию, его можно использовать по принципу обычного пластилина. Большое влияние на прочность итогового соединения оказывает чистота склеиваемых поверхностей, срок сушки и правильное использование клея.
Однако её вполне для ремонта сантехники, автомобилей, бытовых предметов и т.д. Отличительной особенностью этого вещества является то, что его можно использовать не только для создания прочных соединений, но и для заделывания отверстий. Эта возможность становится доступной, благодаря тому, что вещество имеет густую консистенцию, его можно использовать по принципу обычного пластилина. Большое влияние на прочность итогового соединения оказывает чистота склеиваемых поверхностей, срок сушки и правильное использование клея.
Характеристики и состав холодной сварки
Состав холодной сварки может быть однокомпонентным или двухкомпонентным, это по сути клей для металлов. В состав входят:
- Эпоксидные смолы составляют основу и отвечают за пластичность и однородность состава.
- Металлический компонент используется в качестве наполнителя.
- Добавочные вещества: сера и другие компоненты.
В целом она представляет собой полимерный состав, который обладает склеивающими свойствами только при деформации небольшом нагревании. Прочность холодной сварки зависит как от качества состава, так и (даже в большей степени) от правильности применения клея и подготовки поверхности.
Прочность холодной сварки зависит как от качества состава, так и (даже в большей степени) от правильности применения клея и подготовки поверхности.
В идеальных условиях место соединения может быть прочнее основного металла, но на практике шов после такого ремонта будет на порядок менее прочным, чем при традиционной сварке.
Поэтому применять ее стоит лишь для небольшого ремонта.
Собираетесь самостоятельно проложить пластиковые водопроводные или отопительные трубы? Для того чтоб избежать протекания соединений в будущем, советуем выбрать качественный сварочный аппарат для полипропиленовых труб и проводить роботы в соответствии с технологией.
В некоторых современных сварочных аппаратах используются не электроды и специальная проволока. Здесь описаны разные виды и применение проволоки для газовой сварки.
Температурные характеристики
Какую температуру выдерживает холодная сварка, зависит от состава. На упаковке обычно указаны все параметры, при соблюдении которых шов будет сохранять прочность.
Максимальная температура большинства недорогих составов равна 260 градусов Цельсия или чуть больше. Но стоит понимать, что максимальная прочность достигается только при правильном применении технологии.
Поэтому составы с небольшой максимальной температурой следует применять для ремонта деталей, которые будут эксплуатироваться в нормальных температурных условиях.
На рынке есть составы, выдерживающие на порядок более высокую температуру – это высокотемпературная холодная сварка.
Этот клей сохраняет свои свойства при температуре до 1316 градусов Цельсия, он подходит для соединения поверхностей, постоянно подвергающихся сильному нагреванию, когда использовать традиционную сварку затруднительно.
Условия использования
Для того чтобы применять тот или иной тип холодной сварки, нужно знать несколько её свойств. Однако самым главным свойством, которое должно учитываться, это значение максимальной температуры, при котором соединения не будет терять своих свойств.
Соединение подвержено максимальному уровню опасности в первую пару часов после своего создания.
За это время, как правило, происходит только первичная сушка, поэтому и использовать отремонтированное вещество ещё нельзя. Изделие сможет вновь выполнять свои функции только по истечению двадцати четырёх часов. Как правило, максимальная возможная температура использования указывается на упаковке вещества.
Важно знать: максимальное значение температуры, которое способно выдержать соединение холодной сваркой универсального типа от одного производителя, может отличаться от вещества такого же типа от другого бренда.
Например, популярные марки сварок, такие как Poxipok, Абро, Hi-Gear способны выдержать температуру, равную примерно 250-270 градусов по Цельсию, а холодная сварка Алмаз без проблем может применяться при температурах выше одной тысячи градусов.
Советы по применению холодной сварки
Чаще всего холодная сварка применяется для ремонта автомобиля и проборов отопления, но у каждого применения клея есть свои тонкости: ремонт бензобака холодной сваркой – хорошее решение продлить ему жизнь без дорогостоящей замены.
Перед началом работы нужно обеспечить удобный доступ к поврежденному участку. Есть простой метод облегчить себе задачу, если отверстие небольшое: довести его с помощью отвертки до круглой формы, завинтить подходящий по диаметру болт и закрепить его таким способом.
Холодная сварка для радиатора автомобиля – еще один популярный способ применения таких составов. Определить, где радиатор имеет повреждения, можно, продув его под водой с помощью компрессора, место появления пузырьков будет указывать на место повреждения.
Следует учитывать, что данный метод в данном случае будет лишь временным решением – длительной эксплуатации отремонтированный таким образом радиатор не выдерживает.
Можно ли холодной сваркой заварить глушитель, зависит от того, какую температуру выдерживает состав. Обязательно берите высокотемпературную модификацию, перед склеиванием поверхность обязательно нужно хорошо зачистить и подготовить, в этом случае глушитель прослужит после ремонта достаточно долго.
Холодная сварка для батарей отопления должна быть очень качественной – слишком велика стоимость ремонта в случае, если шов не выдержит. Поэтому лучше брать составы, выдерживающие высокую температуру, и только составы, предназначенные для постоянного контакта с водой.
Если повреждение небольшое, этот метод решит проблему, при отверстии большого размера это будет лишь временным решением. Для серьезного ремонта металлических изделий лучше использовать сварочный инвертор или полуавтомат.
Холодная сварка может быть хорошим способом провести ремонт металлических деталей. Но всегда следует на первое место ставить безопасность, поэтому использовать клей для ремонта ключевых узлов, на которые приходится большая нагрузка, не стоит.
То, как работает данный метод – это всего лишь склеивание двух поверхностей, такой шов не слишком хорошо выдерживает усилие на отрыв. Поэтому для ремонта важных деталей больше подходит традиционная сварка или замена детали.
Техническая информация о продукции отдельных брендов
- Клей-пластилин «КОНТАКТ» холодная сварка для металла.
 Разрабатывался непосредственно для реставрации изделий из металлов и их сплавов. Двухкомпонентная композиция, состоящая из полиэпоксидной смолы и отвердителя. Восстанавливает форму изделия, устраняет полости и герметизирует соединения. Не поддается воздействию воды, различных нефтепродуктов, растворителей. Не меняет своих качеств с течением времени. После полной полимеризации состава склеенное изделие можно подвергнуть механическому воздействию, эксплуатировать при температуре от -30°С до +160°С. Смешивается руками, компоненты подобраны в строгой дозировке. Пластилин продается уже готовый к использованию. Кроме металлов и их сплавов можно склеивать также стекло, дерево, фарфор, камень, бетон, жесткий пвх, мягкие пластики. Не будет результата в работе с полиэтиленом, полипропиленом, тефлоном.
Разрабатывался непосредственно для реставрации изделий из металлов и их сплавов. Двухкомпонентная композиция, состоящая из полиэпоксидной смолы и отвердителя. Восстанавливает форму изделия, устраняет полости и герметизирует соединения. Не поддается воздействию воды, различных нефтепродуктов, растворителей. Не меняет своих качеств с течением времени. После полной полимеризации состава склеенное изделие можно подвергнуть механическому воздействию, эксплуатировать при температуре от -30°С до +160°С. Смешивается руками, компоненты подобраны в строгой дозировке. Пластилин продается уже готовый к использованию. Кроме металлов и их сплавов можно склеивать также стекло, дерево, фарфор, камень, бетон, жесткий пвх, мягкие пластики. Не будет результата в работе с полиэтиленом, полипропиленом, тефлоном. - Hi-Gear «Быстрая сталь» производства США. Пластилинообразный двухкомпонентный клей (шпатлевка), содержащий в своем составе металлический порошок. «Быстрая сталь» предназначена для работы с изделиями, изготовленными из металла, стекла, пластика, керамики, камня и дерева. Состав сварки устойчив к воздействию разной агрессивной среды и способен сохранять заявленные качества непосредственно до температуры +260°С.
- «Металлопластилин алюминополимерный» (для алюминия и цветных металлов). Это металлонаполненный состав увеличенной вязкости, усиленной мелкодисперсной алюминиевой фракцией. Создана особая формула клея, которая дает отличную адгезию к известным цветным металлам. Не поддается воздействию воды, антифриза и бензина. Простота в использовании позволяет применять сварку для качественного ремонта: элементов из высоколегированной нержавеющей стали, деталей автомототранспорта (поддон картера, алюминиевые и медные радиаторы, восстановление разрозненных деталей из цветных металлов), бытовых силуминовых, изделий из латуни и меди.
- «Эпокси-титан» (Россия) – особо прочное склеивание самых разных материалов в различных сочетаниях. В основном предназначен для металла, кроме этого соединяет керамику, камень, бетон. Еще пластмассы, дерево, драгоценные изделия. Эффективность в заделке трещин, отверстий в металлических трубопроводах, радиаторах, крепежах. Причем в соединениях деталей подверженных вибрации, также при деформации на изгиб, ударных нагрузках. Предел прочности при сдвиге не менее 30 МПа, это высокий показатель. При этом характеризуется регулируемой эластичностью и технологической простотой.
 Разрабатывался непосредственно для реставрации изделий из металлов и их сплавов. Двухкомпонентная композиция, состоящая из полиэпоксидной смолы и отвердителя. Восстанавливает форму изделия, устраняет полости и герметизирует соединения. Не поддается воздействию воды, различных нефтепродуктов, растворителей. Не меняет своих качеств с течением времени. После полной полимеризации состава склеенное изделие можно подвергнуть механическому воздействию, эксплуатировать при температуре от -30°С до +160°С. Смешивается руками, компоненты подобраны в строгой дозировке. Пластилин продается уже готовый к использованию. Кроме металлов и их сплавов можно склеивать также стекло, дерево, фарфор, камень, бетон, жесткий пвх, мягкие пластики. Не будет результата в работе с полиэтиленом, полипропиленом, тефлоном.
Разрабатывался непосредственно для реставрации изделий из металлов и их сплавов. Двухкомпонентная композиция, состоящая из полиэпоксидной смолы и отвердителя. Восстанавливает форму изделия, устраняет полости и герметизирует соединения. Не поддается воздействию воды, различных нефтепродуктов, растворителей. Не меняет своих качеств с течением времени. После полной полимеризации состава склеенное изделие можно подвергнуть механическому воздействию, эксплуатировать при температуре от -30°С до +160°С. Смешивается руками, компоненты подобраны в строгой дозировке. Пластилин продается уже готовый к использованию. Кроме металлов и их сплавов можно склеивать также стекло, дерево, фарфор, камень, бетон, жесткий пвх, мягкие пластики. Не будет результата в работе с полиэтиленом, полипропиленом, тефлоном. Состав сварки устойчив к воздействию разной агрессивной среды и способен сохранять заявленные качества непосредственно до температуры +260°С.
Состав сварки устойчив к воздействию разной агрессивной среды и способен сохранять заявленные качества непосредственно до температуры +260°С. Эффективность в заделке трещин, отверстий в металлических трубопроводах, радиаторах, крепежах. Причем в соединениях деталей подверженных вибрации, также при деформации на изгиб, ударных нагрузках. Предел прочности при сдвиге не менее 30 МПа, это высокий показатель. При этом характеризуется регулируемой эластичностью и технологической простотой.
Эффективность в заделке трещин, отверстий в металлических трубопроводах, радиаторах, крепежах. Причем в соединениях деталей подверженных вибрации, также при деформации на изгиб, ударных нагрузках. Предел прочности при сдвиге не менее 30 МПа, это высокий показатель. При этом характеризуется регулируемой эластичностью и технологической простотой.Отличия от прочих разновидностей
Холодная сварка считается клеем, хотя по своим техническим характеристикам является самостоятельным продуктом. Основным отличием продукта является то, что он негорючий, водостойкий и устойчивый к высокотемпературным воздействиям. Большинство клеящих составов не могут похвастаться аналогичными свойствами. Холодная сварка приобретает свои свойства не зависимо от толщины наносимого слоя. Это позволяет использовать ее для устранения механических повреждений. Достаточно нанести слой герметика на поврежденный участок, и дождаться отвердения. После застывания ремонтная поверхность подлежит обработке.
Что лучше, жидкая или пластичная форма
По составу практически ничем не отличаются, основные компоненты везде одни и те же. Отличия лишь в модификаторах и пластификаторах. Что касается вопроса использования какой-то формы, каждый потребитель сам решает исходя из собственного или чужого опыта.
Лично для меня формат пластилина удобнее. Вряд ли ошибусь, если скажу, что умельцы также предпочитают этот вид, но если нужно, то использую жидкую фасовку. Обе разновидности имеют право на жизнь. Пластичная консистенция обладает великолепной адгезией, жидкая глубоко проникает в микропоры.
Исходя из конкретных условий, нужно внимательно подходить к выбору композиции для восстановления узлов. Следует упомянуть, что также применяются виды шпатлевки для реставрации кузовов автомобилей, которые позиционируются как холодная сварка для металла.
Читать также: Как починить лазерный уровень
Время работы с готовым продуктом ограничено во всех случаях, не более 15 минут. Готовность изделия наступает минимум через несколько часов и максимум через сутки.
Меры безопасности
Компоненты, из которых состоит смесь, отличаются высокой химической активностью и сильно раздражают кожу и слизистые оболочки действием. При попадании внутрь организма они вызывают опасное для жизни отравление. Поэтому при работе необходимо строго соблюдать меры безопасности:
Обязательно работать в резиновых или пластиковых перчатках
- Обязательно работать в резиновых или пластиковых перчатках.
- При работе с составом для пластика обязательно попробуйте действие компонентов на материал перчаток. Если они растворяются — перчатки следует взять из другого материала.
- Работать в защитных очках или в прозрачном защитном щитке. Особенно важно соблюдать этот пункт при работе снизу от ремонтируемого объекта — автомобиля, трубопровода и т.п., чтобы исключить попадание кусочков вещества на лицо и слизистые глаз и рта.
- В случае случайного попадания на кожу — немедленно промыть большим количеством чистой проточной воды
- В случае попадания внутрь организма — выпить много жидкости, лучше молока и немедленно обратиться к врачу.
- Беречь от детей! Игра с похожим на пластилин веществом может закончиться в больнице или в морге.
- Не применять для ремонта посуды и емкостей, контактирующих с пищей.

После затвердевания компоненты смеси теряют химическую активность и абсолютно безопасны для прикосновения руками.
Классификация
По сферам применения холодную сварку можно классифицировать следующим образом:
- Универсальная. Применяется для соединения различных материалов – металла, дерева, керамики, пластика. Широко известна универсальная холодная сварка отечественного производства «Алмаз».
- Металлическая. Специализированный клей, который выпускается для различных видов металла. Отличается металлическим наполнителем, который определяет профильное направление соединения.
- Автомобильная. Холодная сварка для ремонта транспортных средств, помимо металлической составляющей, включает в себя комплекс присадок, которые защищают шов от агрессивного воздействие кислот и растворителей. Также повышается устойчивость к механическим воздействиям и вибрации.
- Водостойкая. Широко применяется в ремонте сантехники. Отличаются особой влагопрочностью. Продукты для срочного ремонта сантехники разрешено использовать на влажных поверхностях, например, для устранения утечек в водопроводных трубах.
- Термостойкая. Устойчива к температурным воздействиям в широком диапазоне. Выдерживает температуру от -20 Сº до +200 Сº.
 Также повышается устойчивость к механическим воздействиям и вибрации.
Также повышается устойчивость к механическим воздействиям и вибрации.Также на нашем сайте вы сможете найти информацию о холодной сварке для пластмассы.
Холодная сварка для металла: фото, видео, сфера применения
Холодной сваркой можно назвать качественное соединение, которого удается добиться без влияния высоких температурных показателей. Процесс склеивания происходит с помощью деформации пластичного сварочного материала и проникновения его в зону соединения деталей. Чтобы понять, какие температуры выдерживает холодная сварка, нужно четко знать, как ее классифицировать, какие бывают виды и в каких случаях ее применение будет самым оправданным.
Самым популярным данный способ стал при ремонте сантехники или автомобилей. Также он пользуется широким спросом, так как не требует специальных знаний и использования сложного сварочного оборудования.
Что входит в состав холодной сварки?
Другими словами холодную сварку могут называть клеем для металла, он бывает однокомпонентным или двухкомпонентным. В его состав входят:
- наполнитель в виде металлического компонента;
- вспомогательные вещества в виде серы и т. д.;
- эпоксидная смола. Ее количество будет отвечать за эластичность и однородную структуру клея.
В комплексе все компоненты формируют полимерный состав, который способен надежно соединять конструкцию.
Температура эксплуатации сварки и ее надежность напрямую зависят от ее качества и состава, а также от правильного подхода к подготовке соединяемой поверхности.
Этот способ при полностью правильном использовании может похвастаться даже большей надежностью в зоне стыковки, чем основной металл. Но чаще всего холодная склейка уступает по качеству традиционному способу. Поэтому не стоит применять подобное склеивание для сложных и требующих высокой надежности конструкций.
Но чаще всего холодная склейка уступает по качеству традиционному способу. Поэтому не стоит применять подобное склеивание для сложных и требующих высокой надежности конструкций.
Инструкция по применению
Перед работой внимательно изучите инструкцию по применению. В ней указаны технические характеристики. Также можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения.
Ниже приведены общие правила при использовании холодной сварки.
Правила безопасности при работе с холодной сваркой Холодная сварка – нетоксичный материал. Ее применения не требует использования защитных очков или средств защиты органов дыхания. Основным требованием безопасности некоторых продуктов является защита кожного покрова и слизистой оболочки от непосредственного контакта с клеем.
Посуда для подготовки смеси должна быть чистой, без содержания посторонних элементов. Дальнейшее использование посуды для приема пищи нежелательно.
Температурные показатели
Холодная сварка выдерживает такую температуру, на которую рассчитан ее состав, именно он влияет на максимальные или минимальные ее показатели. То, при какой температуре соединение будет сохранять прочность, обычно указанно на упаковке клея.
По теме: холодная сварка для алюминия
В большей мере максимальный порог составляет 260-275 градусов по Цельсию, это что касается недорогих составов.
Но эффект будет достижим только при правильном подходе к процессу склеивания. Если технология нарушена, максимальный показатель высоких температур будет значительно занижен. Поэтому многие пытаются перестраховаться и не используют холодный клей для деталей, температура которых может превышать этот максимальный порог. Но для особых случаев существует сварка, которая держит температуру значительно выше. Такой клей может продолжать в полной мере выполнять свои функции даже при поднятии температуры до отметки 1318 градусов. Этот способ применяется только в тех случаях, когда традиционная склейка по тем или иным причинам не может быть использована, а детали или конструкция подвергаются постоянному нагреву.
Правильность применения и влияние на скорость высыхания
Время застывания холодной сварки, как правило, указывается при определенной температуре. В большинстве случаев это комнатная в +15-17 градусов Цельсия. Чем ниже этот показатель, тем медленнее будет сохнуть состав при этом не стоит забывать, что при большом холоде ухудшается качество самого скрепления. Это связано не только с тем, сколько застывает холодная сварка, но и с тем, в каких условиях готовится состав. При низкой температуре он может не принять должной консистенции, что также окажется негативным фактором.
Немаловажным параметром, на который мало кто обращает внимание, является относительная влажность. В большинстве случаев с ней проблем не возникает, особенно, если речь идет о ремонте в домашних условиях или специально подготовленном месте в цеху. Но в других случаях повышенная влажность, или большая сухость будут ухудшать качество сцепления и ускорять процесс высыхания соответственно. Все это приводит к нарушению технологии и такие вещи нежелательно допускать.
Многие не знают, что делать если холодная сварка засохла преждевременно. Если это началось еще до применения, то следует подготовить новый материал, а старый просто выбросить. В том случае, если сварка засохла преждевременно после нанесения, то следует проверить шов при помощи подогрева. Если на нем не начали возникать пузыри и прочие деформации, а также он не начал отставать от поверхности, то все в порядке.
Также следует уяснить одну особенность, что в то время, пока идет высыхание в течение нескольких часов, в зависимости от марки, это лишь первичное явление. Ведь в это время застывает только 90-95%. Остальная часть доходит до нужной кондиции за сутки. Это может быть важным в случае эксплуатации в экстренных условиях. Существует зависимость от того, сколько выдерживает холодная варка и тем, сколько она засыхает.
Виды сварки
На сегодняшний день на рынке представлены продукты иностранного и отечественного производства. Преимущество сварки, производимой на территории России, в том, что она стоит немного дешевле иностранного аналога. Но качество не будет находиться на том же уровне, что у зарубежных компаний. Поэтому всегда рекомендуется не жалеть денег, ведь клей для металла покупается для применения и решения сложных задач и создания прочного соединения.
Но качество не будет находиться на том же уровне, что у зарубежных компаний. Поэтому всегда рекомендуется не жалеть денег, ведь клей для металла покупается для применения и решения сложных задач и создания прочного соединения.
Важно! Одними из самых качественных производителей холодной сварки за рубежом считаются фирмы ABRO и Hi-Gear. Потому опытные специалисты советуют покупать клей именно этих марок. Что касается отечественного производства, можно также выделить два состава, «Алмаз» и «Полимер».
Отдельно о конкретных случаях
В некоторых ситуациях при использовании жидкой сварки требуется выполнение дополнительных действий.
ПВХ-трубы
Повреждение пластиковых элементов водопровода или отопительной системы — нередкая ситуация. Чтобы оперативно устранить течь, используют холодный метод сварки.
Ремонт выполняют так:
- Подготавливают поверхность к обработке. Удаляют частицы влаги, пыли и грязи.
- Рассчитывают величину отклонения грани. Для трубы диаметром 4 см этот параметр не должен превышать 2 мм.
- Замазывают дефект сухим составом. Накладывают на соединение фиксирующий жгут. При правильном выполнении всех действий течь исчезнет.
 Для трубы диаметром 4 см этот параметр не должен превышать 2 мм.
Для трубы диаметром 4 см этот параметр не должен превышать 2 мм.Такая мера является временной, она лишь откладывает процедуру замены поврежденного элемента новой трубой.
Подготовка поверхности для сварки.
Напольный линолеум
Для склеивания полотен этого материала выполняют следующие действия:
- Укладывают элементы на пол внахлест. С помощью металлической линейки и строительного ножа прорезают оба полотна. Если ширина нахлеста составляет 10 см, линия разреза должна была удалена от края на 5 см.
- Убирают обрезки полотен. Должен получиться ровный стык.
- Отгибают полотна. Если материал не закреплен, стык проклеивают двухсторонним скотчем. На этих этапах рекомендуется работать с напарником. Сначала скотч приклеивают к полу, освобождают от защитной пленки. Поверх укладывают линолеум. Прокатывают стык валиком.
- Протирают и просушивают прилежащие к соединению участки линолеума. Проклеивают стык малярной лентой. Ее также обкатывают валиком. При правильном выполнении подготовительных действий жидкая сварка не попадает на поверхности напольного покрытия.
- Разрезают малярный скотч по линии соединения. Это позволит аккуратно наносить жидкую сварку на стык.
- Взбалтывают флакон со сварочным средством, очищают наконечник от загрязнений.
- Распределяют клей. Для этого наконечник вводят в зазор между полотнами, прижимают пальцем. Другой рукой сдавливают тубу. Медленно ведут тюбик вдоль стыка. Состав не должен попадать на незащищенные участки напольного покрытия. Если подобное происходит, дожидаются высыхания средства, после чего счищают его ножом.
- Через 15-20 минут снимают малярную ленту. Это рекомендуется делать под острым углом. После выполнения всех действий образуется тонкий невидимый шов.
При использовании густых составов типа C от наклеивания малярной ленты можно отказаться.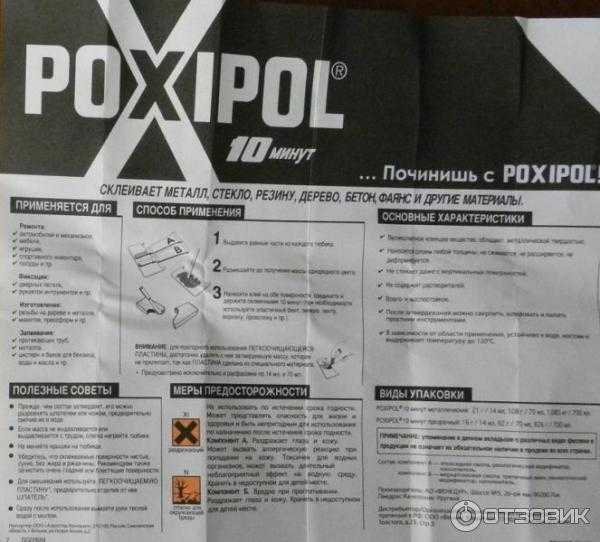
Как выбрать холодную сварку
Существует несколько видов состава. Поэтому качество соединения напрямую будет зависеть от правильности выбора клея. Можно выделить 4 основных вида холодной сварки.
- Для металлических деталей. Такой клей отлично походит для самых разных видов металла и в своем составе имеет металлический наполнитель.
- Для автомобильного ремонта. Он имеет схожесть с первым видом, но состав клея включает в себя дополнительные компоненты для работы именно с автомобильными деталями.
- Универсальная сварка. Этот вид клея предназначен для соединения различного рода материалов, а именно дерева, металла или полимеров.
- Холодный клей для подводной сварки. Чаще всего он используется для соединения трубных конструкций.
Специалисты не рекомендуют использовать сварку, предназначенную, к примеру, для подводного соединения, для склейки автомобильных деталей, так как качество и надежность такой стыковки будут находиться на нулевом уровне.
Преимущества и недостатки «Поксипола»
Популярность клея данной марки обусловлена его отличными клеевыми свойствами. Шов получается прочным, не разрушается в течение долгого времени. Достоинства «Поксипола» таковы:
- сохранение объема шва после высыхания, возможность нанесения клеевого слоя любой толщины;
- применение клея на любых материалах (даже на разных по структуре, плотности), отсутствие повреждений и разъедания при нанесении на большинство типов пластика;
- водостойкость, маслостойкость, устойчивость к царапанию;
- возможность нанесения на вертикальные, горизонтальные основания сплошным и точечным методом;
- удобство смешивания и легкость нанесения;
- скорое схватывание и небольшое время до полного отверждения;
- возможность использования для внутренних и наружных работ;
- отсутствие растворителей в составе, возможность применения в жилых помещениях, детских учреждениях;
- отсутствие следов, пятен, потеков после высыхания;
- доступность в продаже практически во всех хозяйственных, строительных магазинах;
- простота и понятность инструкции по применению.

К минусам клея «Поксипол» можно отнести его низкую сопротивляемость на разрыв. Поэтому не стоит эксплуатировать клей в условиях, где детали подвергаются вибрации, иному движению, деформации, высоким механическим нагрузкам. Качество склеивания снижается, если неправильно подготовить поверхность, что также можно причислить к недостаткам клея. Еще один минус – риск повреждения некоторых материалов (тефлон, полипропилен, полиэтилен), на них применять данный клей нельзя. Прочие недостатки:
- более высокая цена по сравнению с отечественными клеями;
- низкая температура плавления;
- малое время жизнеспособности клея после разведения;
- необходимость в смешивании компонентов;
- слишком малая упаковка (если предстоит большой объем работ).
Выводы
Перед использованием поверхность нужно подготовить: почистить и зашкурить. Когда имеется лакокрасочное покрытие – его необходимо снять, когда имеется ржавчина – обработать ее. Уже после необходимо обезжирить поверхность, возможно, к примеру, применять растворитель. Сам набор для сварки предполагает собою 2 стержня пластилиноподобного вещества, которые следует смешивать напрямую перед применением. Если вовремя не смешать состав, то спустя минут тридцать он начнет каменеть. Перемешивают состав руками, разминая как пластилин. Наносить готовую холодную сварку можно руками
Сам набор для сварки предполагает собою 2 стержня пластилиноподобного вещества, которые следует смешивать напрямую перед применением. Если вовремя не смешать состав, то спустя минут тридцать он начнет каменеть. Перемешивают состав руками, разминая как пластилин. Наносить готовую холодную сварку можно руками
Однако для удобства и наиболее осторожного вида можно применять шпатели, заранее промочив их водою. Отремонтированную деталь необходимо обездвижить приблизительно на тридцать минут. Окончательное затвердевание происходит через сутки. После этого поверхность можно обрабатывать как обыкновенный металл.
Подведя итоги, стоит отметить, что холодная сварка — это уникальный метод соединения разных по составу и прочности металлов. Его использование подразумевает соблюдение некоторых специфических условий, но это не мешает пользователям применять ее повсеместно, при этом положительно отзываясь о ее характеристиках.
- Какой бензин использовать для бензопилы? Как разводить?
- Инверторные сварочные аппараты. Рейтинг моделей, как выбрать
 Рейтинг моделей, как выбрать
Рейтинг моделей, как выбратьХолодная сварка для металла: высокотемпературная водостойкая продукция
Содержание
- Меры безопасности
- Правила использования
- Критерии выбора холодной сварки
- Температурный режим
- Герметики
- Составы для автомобилей
- Значение наполнения
- Как пользоваться холодной сваркой для металла?
- Ремонт смесителя с помощью холодной сварки
- Советы и рекомендации
- Область применения материала
- Особенности
- Применение холодной сварки для металла
- Преимущества высокотемпературной холодной сварки
- Особенности
- Недостатки
- Плюсы и минусы
- Холодная сварка для металла: инструкция
- Виды холодной сварки
- Марки и их характеристики
- Характеристики
Меры безопасности
После высыхания сварной шов будет абсолютно безопасен для человека, домашних животных, он не выделяет вредных испарений
Но непосредственно при работе с эпоксидной смолой важно соблюсти все меры безопасности.
 Нельзя допускать контакта кожи с материалом, до начала работы следует надеть плотную одежду, перчатки
Нельзя допускать контакта кожи с материалом, до начала работы следует надеть плотную одежду, перчаткиЗапрещается работать без средств индивидуальной защиты – масок, респираторов. В помещении обязательно оборудуется хорошая вентиляция, в крайнем случае, открывается окно.
Смесь для сварки не должна контактировать с посудой, едой, иными предметами, которые применяются в быту и для питания. При попадании смолы на кожу ее надо быстро промыть с мылом. Проникновение состава в глаза – повод для обращения к врачу после предварительного промывания водой.
Правила использования
Производитель гарантирует заявленные свойства холодной сварки Алмаз при условии соблюдения указаний прилагаемой инструкции. Скрепление основано на химическом взаимодействии компонентов пасты друг с другом, а затем со склеиваемыми деталями.
Процесс соединения при помощи Алмаза происходит так:
с поверхностей металлических, деревянных, керамических изделий нужно убрать пыль, грязь. Желательно детали высушить и обезжирить;
Желательно детали высушить и обезжирить;
от бруска холодной сварки нужно отрезать кусочек, размер которого в первый раз придется определить приблизительно. По мере появления опыта, сориентироваться в требуемом количестве клея будет проще;
влажными руками (лучше это делать в перчатках) пластичную двухслойную массу нужно аккуратно перемешать, превратить в полностью однородную
На этой стадии важно не допустить наличия комочков в клее;
размятый пластилин нужно нанести на детали и хорошо их прижать друг к другу. Это ответственный момент
Возможно, поэтому в названии клея Алмаз присутствует дополнительное уточнение – пресс. Фиксирование можно обеспечить струбциной, жгутом, любым подходящим приспособлением;
выдержать детали в прижатом друг к другу состоянии нужно минимум 20 минут. Полностью отверждение завершится через двое суток.
Можно ускорить полимеризацию, слегка обдувая шов теплым воздухом из фена
При склеивании влажных поверхностей нужно обратить внимание на прилипание клея к поверхности
Массу следует разглаживать до тех пор, пока прилипание не будет заметно ощущаться. Иначе ремонт окажется неудачным. Работать с холодной сваркой Алмаз нужно при минимальной температуре +5 °C. Не допускайте попадание массы в глаза. Если состав попал на руки, нужно хорошо их вымыть.
Иначе ремонт окажется неудачным. Работать с холодной сваркой Алмаз нужно при минимальной температуре +5 °C. Не допускайте попадание массы в глаза. Если состав попал на руки, нужно хорошо их вымыть.
Клей Алмаз сохраняет свойства на протяжении двух лет при хранении от +5 °C до +30 °C. Уже подготовленную массу нужно использовать в течение 10 минут. Правильное использование состава гарантирует качество склеивания.
Критерии выбора холодной сварки
Первое, на что обращают внимание – подходит ли материал по области применения. Для ремонта сложных металлических конструкций и подверженных вибрации стыков нужно использовать лишь средства, имеющие усилители адгезии в составе
Есть и иные параметры, которые изучают при покупке холодной сварки.
Температурный режим
Какую температуру выдерживает сварка, зависит от ее состава и особенностей производства. Повышение температур до +130 градусов отлично переносит большинство продуктов. У недорогих составов максимальный порог эксплуатации составит +260…+275 градусов, о чем всегда указано на упаковке. Но даже такие температуры средство перенесет лишь при строгом соблюдении технологии склеивания, иначе порог снижается.
Для особых случаев (для поверхностей, подверженных действию нагрева и открытого огня) реализуются специальные жаростойкие составы. Они выдерживают до +1316 градусов и сохраняют высокую прочность на разрыв. Одной из лучших термостойких сварок можно назвать Термо от Kerry, она применяется для ремонта глушителей и может работать при -60…+900 градусах.
Герметики
Если необходимо герметизировать сварной шов, следует выбирать состав со свойствами герметика. Обычно подобными сварками пользуются для ремонта сантехники и отопления, многие из них применяются под водой для экстренного устранения протечки. Высоких требований на разрыв к таким средствам не предъявляют, основное их свойство – служить герметиком при появления дефекта.
Высоких требований на разрыв к таким средствам не предъявляют, основное их свойство – служить герметиком при появления дефекта.
Составы для автомобилей
Автомобильная холодная сварка должна соответствовать ряду характеристик по стойкости:
- к перепадам температур;
- к вибрации;
- к действию агрессивной химии, окислителей.
Прочность на отрыв у таких материалов высока, а по герметичности технические характеристики средние, как и по водостойкости. Форма выпуска обычно пластилинообразная, ведь из сварки порой приходится буквально вылепливать заплатки, заклепки, даже подобие болтов, на которых затем можно выполнять резьбу. Иногда автомобильными сварками пользуются как шпаклевкой для ремонта бампера, но чаще они служат временным средством для заделки испорченного радиатора, глушителя, бензобака.
Значение наполнения
Чтобы качественно заклеить металл, в составе сварки обязан присутствовать металлический наполнитель – именно он делает сварной шов таким же крепким, как основное изделие. Идеально, если он идентичен материалу самой детали. Когда такого продукта в продаже нет, можно взять тот, где наполнитель более мощный (например, для заклеивания стали подойдет чугунный порошок).
Идеально, если он идентичен материалу самой детали. Когда такого продукта в продаже нет, можно взять тот, где наполнитель более мощный (например, для заклеивания стали подойдет чугунный порошок).
Как пользоваться холодной сваркой для металла?
На каждой упаковке имеет довольно подробная инструкция, как правильно использовать холодную сварку. Для понимания, как поступать в конкретном случае, нужно рассмотреть реальный процесс.
Произошло ЧП. При движении автомобиля по неровной дороге пробит поддон картера автомобиля. Моторное масло вытекло. Дальнейшее движение своим ходом невозможно. Выход следующий: слить все остатки имеющегося масла; очистить поверхность от жира и иных наслоений; из холодной сварки изготовить две лепешки; одну постараться разместить во внутреннем пространстве; вторую приклеить снаружи. Чтобы создать более прочное соединение, способное выдержать испытание дольше, нужно использовать любую ткань. Ее замешивают в смеси при промешивании композиции. В прилагаемых фотографиях подобное не сделано. В прилагаемых фотографиях подобное не сделано. | |
| Приобретенная ХС уложена в тубу. Она предназначена для соединения с металлом. В составе имеется металлическая крошка. | |
| После разминания и наклейки на поддон картера защитная заплатка выглядит вот так. Внутрь была засунута первая лепешка. К ней снаружи прилепили вторую. Всю смесь размазали по поверхности. На этом этапе можно было упрочить заплатку, если использовать сеточку или ткань. Их прилепляют снаружи. Тогда гарантированный пробег автомобиля будет выше. Через час после ремонта можно залить масло и доехать до станции технического обслуживания. Там с помощью аргоновой сварки производится ремонт. Автомобиль послужит еще достаточно долго. |
Довольно интересный вариант использования в прилагаемом видео.
Ремонт смесителя с помощью холодной сварки
В работе смесителя обнаружилась течь. Тонкая струйка воды стала вырываться из корпуса смесителя.Она расположена на тыльной стороне. Поэтому решено попробовать выполнить ремонт с помощью холодной сварки. Тонкая струйка воды стала вырываться из корпуса смесителя.Она расположена на тыльной стороне. Поэтому решено попробовать выполнить ремонт с помощью холодной сварки. | |
| Работу нужно выполнять только после полного снятия смесителя. Мастеру следует максимально облегчить доступ к поврежденному месту. Место, куда придется приклеить небольшое количество ХС, зачищается напильником. Можно использовать абразивную шкурку. Сначала поверхностный слой снимается крупным зерном, потом обрабатывают с помощью мелкого зерна. | |
| Для обезжиривания поверхности можно использовать обычный этиловый спирт. Некоторые пользуются уайт-спиритом. Можно даже с помощью автомобильного бензина выполнять обезжиривание поверхности. Следует намочить небольшой фрагмент ткани и протереть поверхность будущей склейки. | |
Данная холодная сварка рекомендована для металлических деталей. Инструкция сообщает пользователю последовательность действий для получения надежного результата. | |
| Отрезается небольшое количество от «колбаски».Оставшуюся ХС следует снова поместить в герметичную упаковку. Тогда она не потеряет свои свойства. В течение гарантийного срока холодная сварка может использоваться для восстановления работоспособности и других деталей. | |
| Для удобства работы руки желательно намочить. Еще лучше – это работать в латексных перчатках. Тогда вероятность аллергии (бывает и такое) будет сведена к минимуму. Нужно размять отрезанную часть ХС. Ее сдавливают, складывают получаемые лепешки в несколько слоев и снова разминают.Чем качественнее будет выполнено разминание, тем равномернее распределятся клеящие вещества по всей массе. Соответственно, прочность соединения окажется выше. | |
| С некоторым усилием нужно прижать размятый фрагмент холодной сварки к месту, где имеется течь. Желательно в течение некоторого времени усилие распределять по всей массе кусочка. | |
Можно растянуть так, чтобы поверхность сцепления была максимальной. Тогдакачество ремонта будет лучше. Тогдакачество ремонта будет лучше. | |
| Через час можно проверить прочность заплатки. Здесь отверткой или иным твердым предметом трут по поверхности. Убедившись, что смесь застыла, можно устанавливать смеситель на место. | |
| После завершения ремонта прибор установлен на место. Следов течи нет. Не видно и заплатки. |
Советы и рекомендации
При выборе холодной сварки необходимо учитывать сферу ее применения
Лучше, если металл, используемый в клее, аналогичен по составу той поверхности, которая подлежит ремонту
Если найти такой состав невозможно, следует выбирать сварку с металлическим сердечником, показатели прочности которого не уступают аналогичным характеристикам металла поверхности.
Немаловажно обратить внимание на температурный диапазон эксплуатации клея. Несмотря на то что все его разновидности выдерживают повышение температур (в среднем до 200-230°С), для поверхностей, подвергающихся значительному нагреванию или действию открытого пламени, следует выбирать специализированные составы.

- При необходимости быстрого ремонта желательно применять 2 вида сварки. Сначала накладывается слой той, что характеризуется ускоренным временем застывания (около часа). Это позволит быстро ликвидировать аварию. Однако данный слой нельзя назвать прочным, поэтому поверх него накладывается еще слой сварки со стандартным временем отвердения (сохнет 24 часа).
- Убрать застывшую холодную сварку достаточно непросто. Для этого используют специальные растворители, если их нет – ацетон. Ими необходимо тщательно смочить клей и попытаться подцепить его за край основания. Если это удастся сделать, сварка буквально сдирается с поверхности.
О том, как пользоваться холодной сваркой, смотрите в следующем видео.
Область применения материала
Предметов из пластика очень много, и практически все они могут быть отремонтированы при помощи технологии холодного сваривания. Есть возможность произвести ремонт разъема бытового прибора, восстановить его отдельные части, заделать различные дефекты и сколы. Холодной сваркой заполняют любые трещины, проводят косметический и полноценный ремонт таких изделий:
Холодной сваркой заполняют любые трещины, проводят косметический и полноценный ремонт таких изделий:
- трубы из термостойкого и обычного пластика;
- удочки, туристическое обмундирование;
- корпусы и ручки приборов;
- автомобильные бамперы, элементы салона из пластика;
- садовый, хозяйственный, домашний инвентарь и т. д.
Особенности
Клей «холодная сварка» – это такое вещество, которое может помочь соединить две детали из металла без участия термической реакции. Состав может деформироваться так, что есть возможность надежным образом покрыть части, склеивая их. Чаще всего используется в процессе ремонта сантехнического оборудования и показывает отличные результаты в работе с машинами. Большим преимуществом такого клея является способность склеивать элементы, которые не были заранее подготовлены к данной процедуре, что ускоряет процесс и делает его более удобным.
«Холодная сварка» представляет собой смешение вещества с полимерами и получение итогового результата.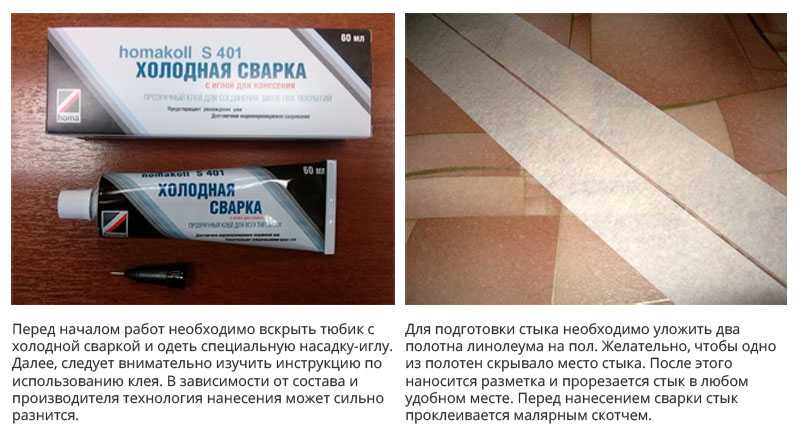 От того, насколько качественные ингредиенты в составе, а также от правильности его изготовления будут зависеть и характеристики прочности вещества. Если в процессе ремонта создать условия, близкие к идеальным, то клей может стать прочнее, чем сам металл, но реально такого практически никогда не удается сделать, потому использование клея может быть полезным для временных нужд и кратковременного выхода из проблемной ситуации.
От того, насколько качественные ингредиенты в составе, а также от правильности его изготовления будут зависеть и характеристики прочности вещества. Если в процессе ремонта создать условия, близкие к идеальным, то клей может стать прочнее, чем сам металл, но реально такого практически никогда не удается сделать, потому использование клея может быть полезным для временных нужд и кратковременного выхода из проблемной ситуации.
Особенно удобно пользоваться этим составом там, где нельзя использовать повышенные температуры, а детали должны быть надежно спаяны. Удобство состоит и в том, что в процессе спайки необязательно работать с однородными металлами, соединять можно несколько вариантов, которые хорошо будут крепиться друг с другом при помощи клея.
Если говорить о ряде преимуществ, то к ним следует отнести:
- отсутствие деформации металлической поверхности ввиду отсутствия температурного воздействия;
- шов получается аккуратный и довольно крепкий;
- для ряда металлов возможно только использование «холодной сварки», к ним относят алюминий и медь, которые посредством других вариантов не соединяются;
- после работы не остается отходов из металла;
- нет нужды использовать электроэнергию;
- экологичность процедуры;
- не нужно иметь подготовку для проведения процедуры;
- не нужно наличие специализированного оборудования.

Применение холодной сварки для металла
Работу с ремонтным составом значительно упрощает знание некоторых нюансов.
- Жидкие составы в шприцах. При надавливании клей и отвердитель вытекают одновременно и смешиваются. Однако, такой состав не следует наносить сразу. Нужно выдавить немного в емкость, а затем перемешать еще раз.
- Количество состава. Состав следует готовить небольшими порциями. Сварка первично схватывается уже через 5-20 минут, поэтому, приготовив большую порцию состава, можно не успеть ее использовать.
- Пластик и дерево. Чтобы скрепить столь разнородные материалы можно также применить холодную сварку для металлов, о чем, как правило, упоминается в инструкции.
- Чистка и обезжиривание поверхности. Как уже говорилось выше, делать это вовсе необязательно, потому что современная сварка приклеивается и к жирной плоскости. Однако, работа со сваркой по очищенной поверхности гарантирует более качественный результат ремонта.
- Нагрузка. Пока ремонтный состав на отремонтированном участке полностью не высох, крайне нежелательно воздействие на него любых механических нагрузок.
- Качество работы. Заключается в тщательном и точном отмеривании количества сварки и отвердителя для создания ремонтной смеси. Смесь следует перемешивать с особой тщательностью.
- Перчатки. Из-за негативного влияния некоторых компонентов сварки на человеческую кожу при работе следует надевать перчатки.
 Пока ремонтный состав на отремонтированном участке полностью не высох, крайне нежелательно воздействие на него любых механических нагрузок.
Пока ремонтный состав на отремонтированном участке полностью не высох, крайне нежелательно воздействие на него любых механических нагрузок.Преимущества высокотемпературной холодной сварки
Холодная сварка термостойкая завоевала стол прочные позиции на рынке благодаря тем свойствам, которыми она обладает. К преимуществам можно отнести:
- Легкость применения, так как эта разновидности является односоставной и для ее приготовления не нужно смешивать несколько компонентов;
- После использования шов не поддается коррозии, а также не окисляется;
- После затвердевания его можно обрабатывать с помощью песка;
- Холодная сварка для высоких температур стойко переносит химические воздействия;
- Ей можно придавать необходимую форму путем обработки;
- Использование безопасно для окружающей среды;
- Может использоваться в дороге и других нерабочих местах;
- За три часа при комнатной температуре она застывает на 95%, что позволяет использовать для экстренных случаев.

Особенности
Состав может быть использован в любых сферах, где эффективна обычная сварка для металла, однако ряд объективных причин препятствуют работе последней. Такой метод соединения металлических поверхностей заключается в объединении элементов при помощи пластичности сварочной смеси, которая проникает в материал.
Особенностью холодной сварки также является тот факт, что для обеспечения продуктивной работы нет необходимости в покупке специализированного дорогостоящего оборудования. Этот способ можно отнести к сварке давлением, однако спайка получается за счет глубокого пластического деформирования, которое разрушает оксидный слой материала, что делает расстояние между элементами аналогичным параметрам кристаллической решетки. Именно увеличение энергетического уровня веществ благоприятствует созданию прочной химической связи.
Свойства данного материала дают возможность работать с поверхностями и конструкциями из цветных и черных металлов. Главной особенностью такого способа скрепления является тот факт, что холодная сварка представляет собой идеальный вариант для ремонта металлических изделий, чувствительных к нагреву, и обеспечивает надежное соединение между собой различных металлов.
Метод обладает рядом преимуществ.
- Продукция доступна для потребителей, продается во многих супермаркетах.
- Проводить соединения элементов в большинстве случаев можно без их предварительного демонтажа.
- Работы не отнимают много времени.
- Склеиваемые поверхности не деформируются, поскольку не подвергаются воздействию высоких температур.
- Сварочный шов отвечает требованиям эстетической привлекательности.
- Часто данный метод выступает единственной возможностью соединить детали. Это касается сварки элементов из меди и алюминия, а также емкостей, которые содержат взрывоопасные вещества.
- Технология исключает образование отходов.
- Нет необходимости прилагать максимальные усилия для проведения процесса соединения деталей.
- Материал абсолютно безвреден.
- Для работы не нужны особые навыки и специальный инструмент.
- Существуют термостойкие разновидности состава, с которыми можно работать при температуре более +1000 С.

К недостаткам материала относят несколько особенностей.
- Прочность сварочного шва все же имеет меньший показатель в сравнении с обычной сваркой, поэтому продукция не всегда годится для применения в промышленных масштабах.
- Холодная сварка не позиционируется как материал для заделывания больших дефектов.
- Поверхности, которые нужно соединить, нуждаются в тщательном очищении перед нанесением состава. В противном случае качество сцепления резко уменьшается.
Место склеивания способно выдержать большие нагрузки, но всё же есть свои ограничения, поэтому холодная сварка не может в полной мере заменить традиционную. Это, в первую очередь, средство экстренной помощи, на смену которому желательно провести полноценную замену испорченного элемента или его полноценный ремонт.
К сожалению, холодная сварка по скорости затвердевания не может сравниться с такими средствами как обычная сварка и эпоксидный клей. Для максимального эффекта необходимо придерживать ее не меньше 5 минут, а в ситуациях со сложными поверхностями препарат сохнет до 15 минут. При этом полное затвердевание происходит только через час, а до этого момента лучше не подвергать сцепленные части нагрузкам. Это, несомненно, создаёт ряд сложностей, когда нужно в короткие сроки воспользоваться повреждённым устройством или его частью.
При этом полное затвердевание происходит только через час, а до этого момента лучше не подвергать сцепленные части нагрузкам. Это, несомненно, создаёт ряд сложностей, когда нужно в короткие сроки воспользоваться повреждённым устройством или его частью.
При всей своей прочности средство в застывшем виде не предназначено для того, чтобы переносить ударное механическое воздействие. Также не рекомендуется использовать его в местах, которые растягиваются или изгибаются, так как препарат отличается от силиконовых герметиков недостаточной гибкостью и тягучестью.
Ещё одно слабое место холодной сварки – перепады температуры. В течение часа, пока средство застывает, крайне желательно, чтобы температура окружающей среды не менялась, в противном случае – может затянуться процесс отвердения.
На них она значительно хуже схватывается, и происходит резкое снижение показателей прочности сварочного шва. Отставание средства от поверхности при этом может произойти не сразу, а спустя время и весьма неожиданно, что гарантированно создаёт неудобства или вовсе подвергает жизнь опасности. Поэтому обязательно тщательно проверьте застывший шов и убедитесь в его целостности.
Поэтому обязательно тщательно проверьте застывший шов и убедитесь в его целостности.
Плюсы и минусы
Такие составы имеют много преимуществ.
Среди наиболее значимых плюсов можно выделить несколько качеств.
- Двухкомпонентный стержень очень удобно применять.
- Стоимость материалов Mastix является вполне приемлемой, такая продукция имеется в разных магазинах.
- Эту смесь могут применять и начинающие мастера. Для ее использования не нужны какие-либо особые знания и навыки.
- Производитель предлагает несколько разновидностей такой продукции. Потребители могут приобретать как универсальные составы, так и сварку для каких-либо конкретных материалов.
- Такой материал обеспечивает высокую прочность соединения.
У холодной сварки Mastix есть не только положительные, но и отрицательные качества, однако многие покупатели в отзывах называют их незначительными.
- Размешав материал, следует убедиться в том, что в нем нет комков. В противном случае потом может возникнуть необходимость в переделывании работы.
- Такой состав довольно долго сохнет.

Холодная сварка для металла: инструкция
Ремонтный состав широко применяется в быту. Например, легко клеит керамику. С его помощью можно заделать течь в трубах.
В авторемонте, когда беда застигла в походных условиях, он просто незаменим. Холодная сварка может приклеить оторвавшиеся или отбитые металлические детали. С ее помощью можно отремонтировать повреждение в радиаторе, топливном баке, глушителе, картере, поддоне и в других элементах. Для авторемонта часто используется пластический состав. Хотя иногда применяется и жидкий, потому что прочность его выше пластического.
При ремонте сваркой частей автомобиля важно то, что не понадобиться производить слив бензина, солярки или масла. Неисправность заделывается, как говорится, на месте
Это возможно потому что ремонтный состав не вступает в реакцию с химическими веществами, быстро застывает и удобен в использовании.
Чтобы заделать трещину в баке, глушителе или поддоне обычно используется один и тот же подход к ремонту — одна схема действий
Важно следовать основным этапам работы
- Вначале следует подготовить поверхность. Для этого металл зачищают наждачной бумагой. Если ремонт производится в полевых условиях, то можно обойтись и без этого. Однако, клеевой состав на предварительно зачищенной поверхности будет держаться дольше. Это происходит благодаря мелким царапинам и шероховатостям, обеспечивающим лучшее сцепление клея с металлической поверхностью.
- Далее рабочую поверхность следует обезжирить. Это можно сделать при помощи антисиликона, но можно использовать и обычный бензин. Окунув в него тряпочку, следует протереть поверхность металла.
- Подготовка к ремонтным действиям. В зависимости от вида, используемой сварки, она либо выдавливается из тюбика или отрезается от бруска. Затем состав следует либо размешать, либо размять до однородного состояния. Смесь при этом, как правило, слегка нагревается. Для работы с холодной сваркой не требуется никаких специальных навыков — достаточно инструкции, которая всегда прилагается к ремонтному составу.
- Процесс нанесения состава. Повреждение заделывается клеем, после чего поверхность выравнивается. Операцию следует проводить по возможности быстро, потому что некоторые виды холодной сварки застывают за несколько минут.
 Для этого металл зачищают наждачной бумагой. Если ремонт производится в полевых условиях, то можно обойтись и без этого. Однако, клеевой состав на предварительно зачищенной поверхности будет держаться дольше. Это происходит благодаря мелким царапинам и шероховатостям, обеспечивающим лучшее сцепление клея с металлической поверхностью.
Для этого металл зачищают наждачной бумагой. Если ремонт производится в полевых условиях, то можно обойтись и без этого. Однако, клеевой состав на предварительно зачищенной поверхности будет держаться дольше. Это происходит благодаря мелким царапинам и шероховатостям, обеспечивающим лучшее сцепление клея с металлической поверхностью. Операцию следует проводить по возможности быстро, потому что некоторые виды холодной сварки застывают за несколько минут.
Операцию следует проводить по возможности быстро, потому что некоторые виды холодной сварки застывают за несколько минут.Полное высыхание состава может наступает по-разному: от часа до суток. Конечно, в дороге это не всегда возможно. Поэтому достаточно подождать двадцать минут для начального застывания — этого хватит, чтобы доехать до ближайшего ремонтного пункта.
Виды холодной сварки
Давайте уясним, что ничего общего с традиционными сварочными работами в этом процессе нет, скорее подходит термин «склеивание». Базируется это утверждение на том, что основа состава — эпоксидная смола. Для придания необходимых качеств в неё добавляются различные компоненты. Информацию о наиболее важных ингредиентах производители сохраняют в секрете — конкуренция на рынке вынуждает.
Чтобы увеличить прочность соединения деталей, применяются разные наполнители. В зависимости от характеристик свариваемых поверхностей используются мелкие металлические опилки, измельчённая до состояния пыли керамика и целлюлоза. Информация о количественном содержании стального или чугунного наполнителя позволяет косвенно судить о термостойкости продукта: чем больше, тем она будет выше.
Информация о количественном содержании стального или чугунного наполнителя позволяет косвенно судить о термостойкости продукта: чем больше, тем она будет выше.
По консистенции различают:
- Жидкую сварку для металла — когда эпоксидная смола и отвердитель находятся в отдельных тюбиках. При необходимости содержимое в нужном количестве используется, а остаток ещё послужит — без потери качества, но с учётом требований к условиям хранения и срока годности. Повышает прочность соединения использование армирующей сетки.
- Пластичную или сухую сварку для металла — когда в фирменной упаковке находится стержень из двух слоёв разного цвета. Отрезается нужное количество, и полученный «пенёк» разминается в руках подобно пластилину, а после этого наносится на подготовленную поверхность. Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества.
Внимание!
В обоих вариантах имеет значение скорость использования подготовленной смеси
Она начинает застывать уже через три, или самое большее — через десять минут, так что все подготовительные работы выполняйте заранее! Важно обеспечить плотное, герметичное прилегание массы к поверхности.
 У каждой марки — индивидуальный срок высыхания, указанный в инструкции
У каждой марки — индивидуальный срок высыхания, указанный в инструкцииМарки и их характеристики
Одной из самых распространенных является холодная сварка для керамики Hobby. Это двухкомпонентный материал, который может работать в температурном диапазоне от -600 до +1500 градусов Цельсия. Нанесение клея возможно при большой влажности и температуре от -10 до +50 градусов Цельсия.
Также существует Алмаз Пресс, который распространяется в упаковке на 58 грамм. Время первичного высыхания такой сварки составляет всего 15-20 минут. Полное высыхание осуществляется уже через 1 час. Для закрепления эффекта следует использовать жгут, а также бытовой фен, для ускорения высыхания. Хранится упаковка должна при температуре от +5 до +30 градусов Цельсия и используется в этом же температурном диапазоне. Прочность склеивания составляет 120 кг/смо2. ASBRO – является универсальным клеем, который поставляется в упаковке на 57 грамм. Время высыхания при стандартных условиях составляет от 1 часа, за который затвердевает 90-95% материала, до суток, когда все застывает полностью. Желательно очистить поверхность перед непосредственным использованием. Температурный диапазон применения составляет от +10 до +28 градусов Цельсия.
Желательно очистить поверхность перед непосредственным использованием. Температурный диапазон применения составляет от +10 до +28 градусов Цельсия.
Характеристики
Холодная сварка Poxipol представляет собой двухкомпонентный эпоксидный клей, имеющий пастообразную консистенцию и не содержащий в своём составе растворителя. Значение максимальной силы среза соединения составляют не менее 993 H при среднем напряжении среза 2,2 МПа, напряжении на отрыв в 5,4 МПа и испытании на сдвиг в 237 H. Время первичного схватывания составляет один час, а полное затвердевание происходит спустя сутки. Раствор остаётся пластичным в течение 10 минут после нанесения, что позволяет при необходимости скорректировать правильность расположения соединяемых деталей. Форма выпуска средства представлена двумя тубами объёмом от 14 до 70 мл, содержимое которых смешивается непосредственно перед использованием в пропорции 1: 1.
Отличительной чертой применения холодной сварки является отсутствие необходимости использования пресса и сильного прижимания склеиваемых поверхностей. Для обеспечения надёжного соединения достаточно не подвергать детали вибрации и оставить их в состоянии покоя на указанное время. Работы со склеенной поверхностью в виде шлифования, сверления и других механических воздействий можно проводить спустя сутки после монтажа. Ещё одной особенностью состава является его способность застывать в условиях высокой влажности, в том числе и под водой.
Для обеспечения надёжного соединения достаточно не подвергать детали вибрации и оставить их в состоянии покоя на указанное время. Работы со склеенной поверхностью в виде шлифования, сверления и других механических воздействий можно проводить спустя сутки после монтажа. Ещё одной особенностью состава является его способность застывать в условиях высокой влажности, в том числе и под водой.
Термостойкая холодная сварка для металла
Холодная сварка для металла, конечно, понятие условное. Сварить металл можно только доведя его до температуры плавления. Только так возможна диффузия молекул и создание общей кристаллической решетки металлических образцов. Последующая кристаллизация сварного шва обеспечивает прочное их соединение.
Когда речь идет о холодной сварке, хотят подчеркнуть, что соединение деталей будет происходить без термического воздействие на них. Этот термин подразумевает два способа соединения деталей: механической деформацией и склеиванием.
Технология соединения деталей холодной сваркой посредством механической деформации образцов в местах соединения основывается на пластической деформации металлов. Поэтому, в большей степени, она применима для цветных, мягких металлов.
Поэтому, в большей степени, она применима для цветных, мягких металлов.
Пластическая деформация поверхностей достигается точечным, шовным или стыковым сжатием образцов. Благодаря плотному сжатию образцов, в местах соединения разрушается оксидный слой, это позволяет сблизить детали до межмолекулярного уровня. Таким образом создается довольно прочное соединение. Практикуется статичное и вибрационное сдавливание деталей.
Листовые материалы соединяют пуансоном или пресс-штемпелем, что характерно для точечного метода соединения металла. Метод шовной холодной сварки выполняется роликами. Соединение получается надежным, правда сопровождается деформацией листа. Стыковой метод заключается в том, что детали стыкуются торцами, надежно крепятся в зажимном устройстве и сдавливаются по оси. Метод также обладает своими недостатками, в месте соединения образцы деформируются и выходят за прежние габариты.
Технология соединения деталей холодной сваркой посредством клеевого состава на основе эпоксидных смол
Попросту это будет склеивание деталей. Почему же все-таки сварка? Скорее, это понятие вошло в обиход поскольку в клеевом составе содержится однородный металл, для которого и предназначена данная клеевая масса.
Почему же все-таки сварка? Скорее, это понятие вошло в обиход поскольку в клеевом составе содержится однородный металл, для которого и предназначена данная клеевая масса.
Есть предположение, что сварочная клеевая масса разрушает оксидную пленку на поверхности металла и расстояние между ними сокращается до размеров кристаллической решетки, якобы, благодаря этому образуются химические связи молекул. На самом деле все это вызывает большие сомнения. Для образования новых химических связей необходимо разорвать старые, а это требует больших энергетических затрат.
Изготавливается холодная сварка на основе эпоксидных смол. Если холодная сварка предназначена для металлических изделий, то присадками могут служит металлические компоненты. В состав клеящей массы входят пластификаторы, которые повышают её текучесть.
Холодная сварка, как правило, двухкомпонентная. Выпускается в жидком виде, либо в полувязком, то есть аморфная масса напоминающая пластилин. Перед началом сварки, компоненты необходимо смешать и нанести на подготовленные поверхности, равномерно распределив массу по всей площади склеивания. Вязкие компоненты размягчают в руках, предварительно смочив пальцы водой. По мере смешивания массы, повышается ее внутренняя температура, то есть происходит полимеризация компонентов. Массу наносят в место склеивания и плотно прижимают детали. Эксплуатировать соединение не рекомендуется до истечения полных суток.
Вязкие компоненты размягчают в руках, предварительно смочив пальцы водой. По мере смешивания массы, повышается ее внутренняя температура, то есть происходит полимеризация компонентов. Массу наносят в место склеивания и плотно прижимают детали. Эксплуатировать соединение не рекомендуется до истечения полных суток.
Термостойкая холодная сварка для металла
Перед началом использования холодной сварки необходимо внимательно прочитать инструкцию. В инструкции указывается метод приготовления компонентов, температурные режимы при которых готовое соединение может эксплуатироваться. Если конструкция будет подвергаться высоким температурам, то вряд ли холодная сварка сможет гарантировать достаточно надежное соединение. Ударные и вибрационные нагрузки также плохо сказываются на таком соединении. Изначально надо подходить к холодной сварке как к временной мере.
Термостойкая холодная сварка состоит из металлического и минерального наполнителя (кремний) и рассчитана на рабочие температуры в пределах 1000°С. Предназначена для ремонта трещин, прогаров металлоконструкций, работающих при высоких температурах. После устранения дефекта, клеевая масса должна высохнуть, затем она приобретает хорошую прочность и термостойкость.
Предназначена для ремонта трещин, прогаров металлоконструкций, работающих при высоких температурах. После устранения дефекта, клеевая масса должна высохнуть, затем она приобретает хорошую прочность и термостойкость.
Холодная сварка для титана
Титан и сплавы титана обладают высокой прочностью. Сварка этого металла посредством пластической деформации нежелательна, но допустима, и иногда используется на практике, в частности в машиностроительной отрасли. Листовые соединения титана производят внахлест и скрепляют точечными сжатиями через равные промежутки. Не исключена локальная деформация листов в местах соединения.
С одноименным названием, Российского производства в продаже появилась холодная сварка «Титан». Это двухкомпонентный полимерный клеевой состав, предназначенный для склеивания изделий из черных и цветных металлов. Практикуется склеивание стекла, керамики и различных пластмасс. Состав отличается устойчивостью к ударным и вибрационным нагрузкам, прекрасно служит в условиях агрессивной среды.
Производители США предлагают универсальный клеевой состав Permatex Cold Weld. Он хорошо справляется с механическими нагрузками и сохраняет свои качества до 150°С. Это двухкомпонентный пастообразный состав, предназначенный для склеивания металлических изделий, работающих под высокими нагрузками.
Холодная сварка для алюминия
Соединение алюминиевых деталей холодной сваркой производится путем сильного сжатия деталей с направленным смещением относительно друг друга. Такой способ позволяет плотно прижать детали до образования структурного соединения между ними. В промышленности часто используется при соединении алюминиевых труб, каркасов и корпусов бытовых приборов. Для снятия окисной пленки поверхности алюминиевых деталей тщательно очищают, затем обрабатывают ацетоном или растворителем.
Преимущество холодной сварки заключается в том, что нет необходимости нагревать детали, а значит можно избежать их последующей деформации. Способ недорогой и легкодоступный, но значительно уступает соединениям металлов посредством электродуговой сварки, надежность и долговечность которых неоспорима.
Отзывы о холодной сварке
Клеил велосипедную раму «Титаном». Все настолько просто, не ожидал. Думаю, продержит до лучших времен.
Кто подскажет можно ли титановый диск склеить холодной сваркой, или лучше сразу выбросить?
Зачем сразу выбросить, попробуй заварить аргоном. Клеить точно не надо.
Друзья, прошлым летом замазал глушитель на Ниве холодной сваркой, пока держит.
Интересно, как можно заварить обод велосипедного колеса? Если кто знает пишите.
Обода лучше покупать новые, слишком большие нагрузки, никакая сварка не выдержит. Во всяком случае долго точно не продержит.
Обода делают из алюминиевого сплава. Алюминий можно варить аргонной сваркой, если не ошибаюсь.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
zakaz@themechanic.
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
 ru
ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
themechanic.ru
характеристики, инструкция по применению, возможность использования для металла и систем отопления, а еще какую температуру и давление выдерживает? – Механическая сварка на Svarka.
 gur
gurХарактеристики и состав холодной сварки
Состав холодной сварки может быть однокомпонентным или двухкомпонентным, это по сути клей для металлов. В состав входят:
- Эпоксидные смолы составляют основу и отвечают за пластичность и однородность состава.
- Металлический компонент используется в качестве наполнителя.
- Добавочные вещества: сера и другие компоненты.
В целом она представляет собой полимерный состав, который обладает склеивающими свойствами только при деформации небольшом нагревании. Прочность холодной сварки зависит как от качества состава, так и (даже в большей степени) от правильности применения клея и подготовки поверхности.
В идеальных условиях место соединения может быть прочнее основного металла, но на практике шов после такого ремонта будет на порядок менее прочным, чем при традиционной сварке.
Поэтому применять ее стоит лишь для небольшого ремонта.
Собираетесь самостоятельно проложить пластиковые водопроводные или отопительные трубы? Для того чтоб избежать протекания соединений в будущем, советуем выбрать качественный сварочный аппарат для полипропиленовых труб и проводить роботы в соответствии с технологией.
В некоторых современных сварочных аппаратах используются не электроды и специальная проволока. Здесь описаны разные виды и применение проволоки для газовой сварки.

Температурные характеристики
Какую температуру выдерживает холодная сварка, зависит от состава. На упаковке обычно указаны все параметры, при соблюдении которых шов будет сохранять прочность.
Максимальная температура большинства недорогих составов равна 260 градусов Цельсия или чуть больше. Но стоит понимать, что максимальная прочность достигается только при правильном применении технологии.
Поэтому составы с небольшой максимальной температурой следует применять для ремонта деталей, которые будут эксплуатироваться в нормальных температурных условиях.
На рынке есть составы, выдерживающие на порядок более высокую температуру – это высокотемпературная холодная сварка.
Этот клей сохраняет свои свойства при температуре до 1316 градусов Цельсия, он подходит для соединения поверхностей, постоянно подвергающихся сильному нагреванию, когда использовать традиционную сварку затруднительно.
Как правильно пользоваться холодной сваркой
Для получения хорошего шва исключительную важность имеет аккуратное выполнение последовательности шагов:
Технологический процесс холодной сварки
- Очистить склеиваемые поверхности от масложировых и механических загрязнений. Очистка бывает механическая (абразивы, стальная щетка), химическая (растворители и обезжириватели) и комбинированная.
- Все действия проводятся только в защитных перчатках.
- Двухкомпонентный состав выдавить из туб и хорошо смешать компоненты.
- Пластилин образный состав отделить от бруска шпателем необходимое количество и тщательно закрыть оставшийся брусок.
- Размять состав. Он должен слегка нагреться, сохраняя пластичность, как только требуемая консистенция достигнута, нанести массу на склеиваемые поверхности.
- Надежно прижать поверхности друг к другу, обмотав детали эластичным жгутом.
- Если ремонтируются трубы, состав надо наносить несколькими разглаживающими движениями.
- Через время, указанное в технических характеристиках как время первичного засыхания (схватывания 90% клея) жгут можно снять.
- Пользоваться отремонтированным изделием можно только по истечении времени окончательного затвердевания, как правило, это 24 часа.

Остатки клеящего вещества лучше убирать шпателем после нанесения и наложения жгута. Если же они успели затвердеть, то удалить их можно, слегка обстукивая молоточком.
Советы по применению холодной сварки
Чаще всего холодная сварка применяется для ремонта автомобиля и проборов отопления, но у каждого применения клея есть свои тонкости: ремонт бензобака холодной сваркой – хорошее решение продлить ему жизнь без дорогостоящей замены.
Перед началом работы нужно обеспечить удобный доступ к поврежденному участку. Есть простой метод облегчить себе задачу, если отверстие небольшое: довести его с помощью отвертки до круглой формы, завинтить подходящий по диаметру болт и закрепить его таким способом.
Холодная сварка для радиатора автомобиля – еще один популярный способ применения таких составов. Определить, где радиатор имеет повреждения, можно, продув его под водой с помощью компрессора, место появления пузырьков будет указывать на место повреждения.
Следует учитывать, что данный метод в данном случае будет лишь временным решением – длительной эксплуатации отремонтированный таким образом радиатор не выдерживает.
Можно ли холодной сваркой заварить глушитель, зависит от того, какую температуру выдерживает состав. Обязательно берите высокотемпературную модификацию, перед склеиванием поверхность обязательно нужно хорошо зачистить и подготовить, в этом случае глушитель прослужит после ремонта достаточно долго.
Холодная сварка для батарей отопления должна быть очень качественной – слишком велика стоимость ремонта в случае, если шов не выдержит. Поэтому лучше брать составы, выдерживающие высокую температуру, и только составы, предназначенные для постоянного контакта с водой.
Если повреждение небольшое, этот метод решит проблему, при отверстии большого размера это будет лишь временным решением. Для серьезного ремонта металлических изделий лучше использовать сварочный инвертор или полуавтомат.
Холодная сварка может быть хорошим способом провести ремонт металлических деталей. Но всегда следует на первое место ставить безопасность, поэтому использовать клей для ремонта ключевых узлов, на которые приходится большая нагрузка, не стоит.
То, как работает данный метод – это всего лишь склеивание двух поверхностей, такой шов не слишком хорошо выдерживает усилие на отрыв. Поэтому для ремонта важных деталей больше подходит традиционная сварка или замена детали.
Виды холодной сварки
Применяются следующие виды:
- Точечная. Для соединения алюминиевых и медных проводников, приклеивания медных кончиков на алюминиевые провода.
- Шовная. Для производства тонкостенных сосудов, герметичных емкостей и кожухов оборудования.
- Стыковая. Для соединения проводов или кольцеобразных изделий.
- Тавровая. Для соединения элементов прокатных профилей.
- Сдвиговая. Для соединения труб отопительных или водопроводных контуров, а также компонентов электрораспределительных сетей на железных дорогах.
 Для соединения проводов или кольцеобразных изделий.
Для соединения проводов или кольцеобразных изделий.В зависимости от способа расфасовки различают:
- Жидкая сварка — поставляется в виде двух отдельных компонентов, пластификатора и отвердителя, которые перемешиваются перед применением.
- Пластилинообразной, поставляется в виде бруска, который разминают и перемешивают перед применением.
Двухкомпонентная холодная сварка сложнее в использовании, но зато более экономно расходуется.
Пластилинообразная холодная сварка
Жидкая холодная сварка
По целевому назначению различают:
- жидкая сварка для металла служит для склеивания большинства металлов и содержит наполнитель в виде металлической пудры;
- жидкая сварка для ремонта автомобиля, отличается повышенной стойкостью к вибрациям, также имеет в своем составе наполнитель;
- универсальную, соединяющую металлы, дерево или пластик в любом сочетании. Прочность такого соединения будет невысокой;
- для работы в специальных условиях, таких, как подводные, высокотемпературные, в агрессивных средах и т.п.
 Прочность такого соединения будет невысокой;
Прочность такого соединения будет невысокой;Термостойкая холодная сварка
Термостойкая холодная сварка весьма популярна среди автолюбителей, ремонтирующих глушители и другие элементы выпускной системы
Что лучше, жидкая или пластичная форма
По составу практически ничем не отличаются, основные компоненты везде одни и те же. Отличия лишь в модификаторах и пластификаторах. Что касается вопроса использования какой-то формы, каждый потребитель сам решает исходя из собственного или чужого опыта.
Лично для меня формат пластилина удобнее. Вряд ли ошибусь, если скажу, что умельцы также предпочитают этот вид, но если нужно, то использую жидкую фасовку. Обе разновидности имеют право на жизнь. Пластичная консистенция обладает великолепной адгезией, жидкая глубоко проникает в микропоры.
Исходя из конкретных условий, нужно внимательно подходить к выбору композиции для восстановления узлов. Следует упомянуть, что также применяются виды шпатлевки для реставрации кузовов автомобилей, которые позиционируются как холодная сварка для металла.
Следует упомянуть, что также применяются виды шпатлевки для реставрации кузовов автомобилей, которые позиционируются как холодная сварка для металла.
Читать также: Станок из ручной циркулярки своими руками
Время работы с готовым продуктом ограничено во всех случаях, не более 15 минут. Готовность изделия наступает минимум через несколько часов и максимум через сутки.
Преимущества холодной сварки по металлу
Этот вид клеевого соединения имеет много преимуществ: применяется холодная сварка для нержавеющей стали, для чугунных батарей, медных труб (не говоря уже о черных металлах). Клей соединяет благородные виды, т.е. почти все разновидности металлических поверхностей, которые не просто сварить электрической сваркой или пайкой с помощью паяльника.
На рынке строительных материалов производится состав, который характеризуются по своим свойствам как термостойкая высокотемпературная водостойкая сварка. При этом отмечается отсутствие деформации, высокая прочность, долговечность и аккуратность. Твёрдость, устойчивость на растяжение, сжатие, удар.
Твёрдость, устойчивость на растяжение, сжатие, удар.
Некоторые марки наоборот изготовлены с характеристиками пластичной массы, которая расширяется в месте заплатки, при застывании выполняет функцию пробки для полной и быстрой герметизации жидкости. По заявлению производителя можно накладывать на мокрое место, при контакте с водой происходит полная полимеризация. Например, ABRO STEEL (США), бренд отличается от многих других повышенными прочностными характеристиками.
В этом деле нет отходов, затрат электроэнергии. Не нужны инструменты и серьезный опыт в использовании. Низкая себестоимость. Срок годности — 24 месяца. Экологичность и безвредность для домашнего мастера. Часто бывает единственным доступным способом ремонта. Также быстротечность, что немаловажно — отпадает надобность демонтировать деталь.
Главное, только неукоснительное соблюдение, по сути, не сложной технологии позволяет достичь максимального эффекта.
Клей «холодная сварка»: описание и свойства
Клей «холодная сварка» представляет собой состав, предназначенный для соединения деталей без использования температурного воздействия. Склеивание осуществляется за счет пластичной деформации массы и ее проникновения в поверхности. Этот способ нашел свое широкое распространение в области сантехники и ремонта автомобилей. Смесь имеет множество преимуществ, среди которых, например, отсутствие необходимости проведения подготовки.
Склеивание осуществляется за счет пластичной деформации массы и ее проникновения в поверхности. Этот способ нашел свое широкое распространение в области сантехники и ремонта автомобилей. Смесь имеет множество преимуществ, среди которых, например, отсутствие необходимости проведения подготовки.
Описание
Клей холодная сварка может быть однокомпонентным или двухкомпонентным. В состав могут входить эпоксидные смолы, металлические компоненты и добавочные вещества. В первом случае речь идет об ингредиентах, которые необходимы для создания однородности и пластичности. Если же в состав входят металлические ингредиенты, то они выступают в роли наполнителя. Тогда как добавочным веществом является сера и пр.
Клей «холодная сварка» — это смесь с полимерными ингредиентами. Прочность будет зависеть от качества смеси, от подготовки поверхности и правильности использования. Следует попытаться создать идеальные условия, при которых место соединения должно быть прочнее основного материала, однако на практике добиться этого не всегда удается. Поэтому описываемый клей используется лишь для небольшого ремонта.
Поэтому описываемый клей используется лишь для небольшого ремонта.
Температурные характеристики
Довольно часто у потребителя возникает вопрос о том, какой уровень температуры будет способен выдержать клеевой состав. На упаковке вы сможете найти определенные параметры, при соблюдении которых состав будет оставаться прочным. Максимально возможная температура недорогих смесей, как правило, равна 260°С или несколько больше.
Однако необходимо помнить о том, что смесь будет прочной лишь в том случае, если ее правильно использовать. Это указывает на то, что клей с небольшой максимальной температурой необходимо использовать для ремонта элементов, которые будут использоваться при нормальных условиях.
На рынке вы сможете встретить клей, который будет способен претерпевать более высокую температуру, он называется высокотемпературной холодной сваркой. Такие смеси сохранят свои характеристики при температуре до 1316°С. Подходят данные составы для соединения поверхностей, которые постоянно подвергаются нагреву, ведь использование традиционной сварки иногда затруднительно.
Разновидности холодной сварки
Если вам необходим клей «холодная сварка», то вы должны поинтересоваться, какой производитель поставляет на рынок товар. Продукция отечественного производства обычно более доступна по стоимости, но имеет не столь высокое качество. Поэтому специалисты рекомендуют при возможности приобретать составы зарубежных производителей, среди которых ABRO или Hi-Gear. Хорошо себя зарекомендовали товары отечественных производителей «Алмаз» и «Полимет».
По составу клея и его консистенции следует различать жидкие и пластилинообразные разновидности холодной сварки. Первый тип – это двухкомпонентные составы, масса которых должна быть смешана перед использованием. Пластилинообразные на вид почти ничем не отличаются от обычного пластилина. Они имеют вид однослойного или двухслойного бруска. В последнем в случае масса перед использованием перемешивается.
Еще в продаже встречается клей «холодная сварка» универсальный, он предназначен для металла, ремонта автомобилей и сварки под водой. Первая разновидность может использоваться для работы с металлом, древесиной и полимерами. Эти составы являются самыми прочными. Если же приобрести смесь для металла, то она будет иметь металлическое наполнение и отлично справится со сваркой большинства металлов.
Первая разновидность может использоваться для работы с металлом, древесиной и полимерами. Эти составы являются самыми прочными. Если же приобрести смесь для металла, то она будет иметь металлическое наполнение и отлично справится со сваркой большинства металлов.
Если предстоит работать в сложных условиях, то следует подобрать соответствующий состав, например такой, который предназначен для сварки под водой. Температурный режим, при котором шов будет способен сохранять прочность, тоже важен. Чем более высока максимальная температура, тем состав прочнее при любых условиях эксплуатации.
Описание и свойства эпоксидного состава
На рынке можно встретить и клей-пластилин эпоксидный «холодная сварка». Он используется для ремонта металлов и их сплавов. Композиция двухкомпонентна и имеет в составе отвердитель для эпоксидной смолы. Состав устойчив к воздействию влаги, растворителей и масел и не изменяет характеристик со временем.
Склеиваемые изделия могут использоваться при температуре в пределах от -40 до +150°С. Холодная сварка «эпоксидный клей» просто смешивается руками, а составляющие уже подобраны в нужной дозировке. Пластилин после приобретения полностью готов к использованию. Жизнеспособность смесь будет сохранять в течение 5 минут, поэтому после смешивания состав можно наносить и корректировать положение деталей. Через час склеенные изделия можно подвергать механической обработке, а именно зачищению, обтачиванию и сверлению.
Холодная сварка «эпоксидный клей» просто смешивается руками, а составляющие уже подобраны в нужной дозировке. Пластилин после приобретения полностью готов к использованию. Жизнеспособность смесь будет сохранять в течение 5 минут, поэтому после смешивания состав можно наносить и корректировать положение деталей. Через час склеенные изделия можно подвергать механической обработке, а именно зачищению, обтачиванию и сверлению.
Описание и свойства холодной сварки «Алмаз»
Клей холодная сварка «Алмаз» отвердевает в течение часа после нанесения. Окончательной прочности смесь достигнет через сутки, после этого изделие можно подвергать конструктивным нагрузкам. Для повторного использования оставшийся клей можно закрутить пленкой и упаковать в тубу.
Работать со смесью можно даже в том случае, когда склеиваемые поверхности имеют высокую влажность. В этом случае состав следует приглаживать, пока вы не ощутите прилипание к поверхности. До отвердевания клей необходимо удерживать с помощью жгута в течение 20 минут. При необходимости ускорения процесса отвердевания состав нужно нагреть, для этого можно использовать бытовой фен. Работы необходимо осуществлять в хорошо проветриваемом помещении, мастеру следует надеть перчатки. В составе клея содержатся:
При необходимости ускорения процесса отвердевания состав нужно нагреть, для этого можно использовать бытовой фен. Работы необходимо осуществлять в хорошо проветриваемом помещении, мастеру следует надеть перчатки. В составе клея содержатся:
- эпоксидные смолы;
- минеральные наполнители;
- отвердители;
- железные наполнители.
Прочность при отрыве составляет 120 кгс/см², тогда как температура разрушения равна 150°С. Твердость по Бринеллю равна 120 кгс/см². Жизнеспособность смесь охраняет в течение 10 минут, что верно при температуре в пределах от 20 до 30°С. Работы следует проводить при температуре не ниже +5°С.
Холодная сварка для линолеума
Клей «холодная сварка» для линолеума встречается в продаже в трех разновидностях:
- клей типа А;
- клей типа С;
- клей типа Т.
Последняя используется достаточно редко. Клей типа А обладает жидкой консистенцией, так как в нём высоко содержание растворителя. Такая структура позволяет растворять края для эффективного склеивания. Заполнить этим составом большие щели не удастся, ведь он достаточно жидкий.
Заполнить этим составом большие щели не удастся, ведь он достаточно жидкий.
В качестве основного преимущества выступает возможность получения аккуратных и почти незаметных швов. Клей холодной сварки типа А отлично подходит для нового линолеума. Если же покрытие вы раскроили в домашних условиях, то края полотен могут получиться не совсем аккуратными. В этом случае лучше приобрести клей типа С.
Описание и свойства клея типа С
В составе данного клея больше ПВХ и меньше растворителя. Смесь более насыщенная и густая, поэтому с ее помощью можно заполнить даже большие зазоры и трещины. Идеальна такая смесь для ремонта старого линолеума. При использовании данной смеси вовсе нет необходимости подгонять края листов, допустимы зазоры шириной до 4 мм. После высыхания образуется прочный и аккуратный шов, заметить который будет сложно.
Описание клея для холодной сварки типа Т
Этот клей – холодная сварка для линолеума, которая используется довольно редко. Подходит состав для соединения многокомпонентных линолеумов на основе ПВХ и полиэстера. Использование данного типа сварки позволяет добиться надежного, аккуратного и эластичного шва. Подходит состав даже для склеивания полукоммерческого линолеума.
Использование данного типа сварки позволяет добиться надежного, аккуратного и эластичного шва. Подходит состав даже для склеивания полукоммерческого линолеума.
Особенности использования холодной сварки для металла «Термо»
Вышеупомянутый клей – холодная сварка для металла, она представляет собой металлосиликатную композицию повышенной вязкости. Формула смеси обеспечивает устранение дефектов по типу раковин, трещин и сколов. Использовать клей можно на металлических деталях из чугуна, стали, титановых и других жаростойких сплавов.
Эффективна смесь при ремонте прогоревших фрагментов глушителей и трещин без демонтажа. После высыхания шов обретает высокую прочность и водостойкость, претерпевает вибрации и механическое напряжение. Использоваться детали могут при температуре в пределах от -60 до +900 °С.
Перед использованием ремонтируемые детали необходимо очистить от окалины, ржавчины и грязи, обезжирить основание ацетоном или любым другим подобным составом, удалить следы масла. Состав следует перемешать до образования однородной консистенции, а после нанести на поверхность ровным слоем с использованием шпателя.
Состав следует перемешать до образования однородной консистенции, а после нанести на поверхность ровным слоем с использованием шпателя.
Заключение
В качестве одного из главных преимуществ холодной сварки выступает отсутствие необходимости проведения специальной подготовки. Мастер не должен обладать какими-либо навыками, для достижения положительного результата достаточно будет лишь следовать прилагаемой инструкции.
Что такое холодная сварка? Для чего он используется?
Последнее обновление 17 апреля 2022 г.
Когда мы вспоминаем слово «сварка», мы, вероятно, думаем о плавлении и нагреве, но при холодной сварке сплавление двух металлических компонентов происходит при комнатной температуре, но под давлением, даже в виде названий. указывать.
Холодная сварка ковких металлов, таких как алюминий, медь, свинец и другие, довольно распространена. В этой статье будет рассказано, что такое холодная сварка, как она работает, ее преимущества, области применения и ограничения. Давайте посмотрим!
Давайте посмотрим!
Проще говоря, холодная сварка – это вид сварки, при котором металлы соединяются в твердой фазе и выполняется при комнатной температуре. Другие виды сварки в твердой фазе происходят при высоких температурах.
Холодная сварка — это метод соединения, при котором два твердых объекта спрессовываются в единое целое. Другими словами, холодная сварка — это процедура сварки, включающая твердые металлические предметы, которая включает соединение металлов без использования тепла и плавления на стыке двух соединяемых деталей.
Контактная сварка — другое название холодной сварки. В процессе сварки плавлением на стыке нет расплавленной или жидкой фазы. Металлы свариваются прочно без искры при холодной сварке.
Детали свариваются с использованием исключительно высокого давления или столкновения в условиях высокого вакуума без нагрева. При низких температурах к местам сварки прикладывается давление. Частицы на поверхности сварки вступают в определенные тесные взаимодействия под действием приложенного давления, поскольку они рассеиваются по поверхности контакта, что приводит к сварке холодным давлением. Металлические связи удерживают атомы металлов вместе. В результате действия сил притяжения металлическую связь можно представить как «облако» свободных и отрицательно заряженных атомов, образующих единое целое.
Частицы на поверхности сварки вступают в определенные тесные взаимодействия под действием приложенного давления, поскольку они рассеиваются по поверхности контакта, что приводит к сварке холодным давлением. Металлические связи удерживают атомы металлов вместе. В результате действия сил притяжения металлическую связь можно представить как «облако» свободных и отрицательно заряженных атомов, образующих единое целое.
Внешний поверхностный слой (оксид) окружает все металлы, которые должны быть удалены при награждении. Холодная сварка при комнатной температуре требует высокого давления от 1400 до 2800 ньютонов на квадратный миллиметр для алюминиевого металла и по крайней мере в два раза больше, чем для меди. Это вызывает межфазную постоянную деформацию от 60 до 80 процентов, разрушая оксидные слои и позволяя свежему, очищенному металлу поддерживать контакт. На этом этапе сварной шов образуется за счет межатомных взаимодействий.
Предпосылки для холодной сварки
Важным требованием для холодной сварки является пластичность сплавляемого металла, а также гладкая и чистая поверхность раздела. Холодная сварка возможна с цветными металлами, такими как алюминий, медь, золото и т. д. Давайте посмотрим на характеристики холодной сварки;
Холодная сварка возможна с цветными металлами, такими как алюминий, медь, золото и т. д. Давайте посмотрим на характеристики холодной сварки;
- Тепло не применяется вообще.
- Необходима правильная подготовка поверхности.
- Все металлические детали должны быть тщательно чистыми и плоскими.
- У металлических заготовок должны быть вырезаны короткие части.
- Металлы, используемые для обеих заготовок, могут быть сопоставимыми или разными.
- По крайней мере несколько металлов должны быть пластичными и не подвергаться чрезмерной обработке.
- Холодный сварной шов обычно прочнее, если имеет те же электрические характеристики, что и исходный материал.
История
Явление холодной сварки впервые было открыто в 1940-х годов с использованием техники бронзового века. Однако история методов холодной сварки уходит своими корнями в далекое прошлое.
Однако история методов холодной сварки уходит своими корнями в далекое прошлое.
До 1724 года концепция холодной сварки не была открыта. Но, как только Джон Теофил Дезагюльер использовал два свинцовых шара, чтобы оценить идею, снова удерживая их вместе и скручивая, они оказались на стыке, он начал замечать, как они сцепились друг с другом. Дополнительные испытания показали, что созданная связка имеет ту же твердость, что и основной металл.
После этого было проведено несколько испытаний для выяснения физики холодной сварки; тем не менее, наиболее распространенным объяснением было бы то, что холодная сварка происходит, когда два металла образуют магнитную связь. Использование предписанных процессов, таких как абсолютно ровная и чистая поверхность и приложение достаточного давления, может улучшить механические свойства сварного шва. Благодаря неограниченному прохождению электронов между обоими металлами устанавливается металлическая связь.
Аппараты для холодной сварки
Оборудование для холодной сварки позволяет производить холодную сварку всех цветных ковких металлов.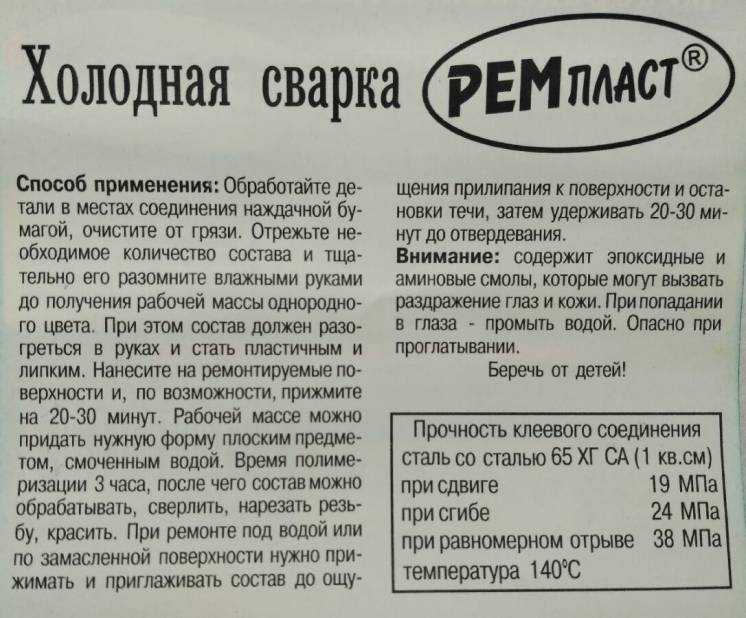 Такие машины могут работать с проволокой или стержнем размером от 0,5 мм до 15 мм. Вы также можете использовать специальный аппарат для холодной сварки для проволоки меньшего диаметра, а для проволоки большего диаметра вы все еще можете использовать электрические устройства с пневматическим приводом.
Такие машины могут работать с проволокой или стержнем размером от 0,5 мм до 15 мм. Вы также можете использовать специальный аппарат для холодной сварки для проволоки меньшего диаметра, а для проволоки большего диаметра вы все еще можете использовать электрические устройства с пневматическим приводом.
Такие машины для холодной сварки обычно небольшие и могут работать с проволокой и полосой. Для работы с проволокой или полосами на машине для холодной сварки должны быть установлены отдельные матрицы. Таким образом, матрицы можно приспособить к небольшой разнице в толщине проволоки и размерах полосы.
Как работает холодная сварка?
Первое, что необходимо сделать, это удалить оксидные покрытия на поверхности раздела материалов, прежде чем холодная сварка сможет соединить два или даже более металлов друг вокруг друга. Некоторые металлы имеют оксидное покрытие на своей поверхности, которое в нормальных условиях действует как буфер, предотвращая соединение атомов металла.
Затем эти металлы можно столкнуть друг с другом под высоким давлением для образования металлургической связи, которая образуется после удаления оксидной пленки. Очистка проволоки, обезжиривание и другие механические или химические обработки могут удалить оксидное покрытие.
Эти металлы также можно сжимать после очистки, но они должны быть пластичными и не подвергаться сильной закалке. В результате при холодной сварке часто выбирают более мягкие металлы.
Поскольку процедура холодной сварки не устраняет относительное перемещение между соединяемыми поверхностями, она вызывала механические проблемы в более ранних спутниках и других космических аппаратах. Это означает, что прилипание, истирание, истирание и прилипание могут происходить одновременно, что позволяет параллельное протекание холодного сплавления и раздражения. С другой стороны, способность плавить металлы без необходимости в жидкой или расплавленной фазе позволяет астронавтам работать эффективно и точно, а не на космическом корабле для выполнения любого необходимого ремонта.
Холодная сварка также может выполняться на нано. Монокристаллические чрезвычайно тонкие золотые нанопроволоки, поскольку их диаметр составляет менее 10 нм, можно механически связать за секунды. Результаты были почти безупречными, с примерно таким же расположением кристаллов, электрической прочностью и проводимостью, что и остальная часть нанопроволоки.
Его наноразмерный размер образца, динамическая поверхностная диффузия и ориентированные процессы прикрепления — все это факторы, которые способствуют этой лучшей сварке. Наноразмерная холодная сварка теперь используется для соединения серебра с золотом и золота с серебром.
«Объяснение этого удивительного явления очень важно. Как будто взаимодействующие атомы большей частью однотипны, все равно нет средств понять отдельные куски меди. В своих «Уроках Фейнмана» Ричард Фейнман писал, описывая функции холодной сварки. Если присутствуют дополнительные атомы, например, в смазках и оксидах, а также более сложные тонкие поверхностные покрытия из примесей где-то посередине, атомы «понимают», когда их нет даже на аналогичном участке».
Преимущества холодной сварки
Холодная сварка имеет многочисленные преимущества перед всеми другими методами сварки, например:
1. Соединение неодинаковых материалов кажутся трудными для соединения с использованием обычных методов, таких как медь и алюминий. 2. Прочные и чистые сварные швыХолодная сварка позволяет получать аккуратные сварные швы и быть столь же эффективной, как и худший компонент исходных материалов. Метод холодной сварки не дает в месте соединения хрупких интерметаллических комплексов.
3. ЗТВ (Зона термического влияния) отсутствует.Поскольку при холодной сварке не образуется зона термического влияния, риск механических или химических изменений в материалах, необходимых для соединения, значительно снижается.
4. Сварка алюминия Преимущества холодной сварки не ограничиваются соединением меди с алюминием; этот процесс также используется для соединения алюминия типов 2xxx или 7xxx, что невозможно при любой альтернативной процедуре сварки металлов.
Хотя холодная сварка имеет определенные преимущества, она имеет и существенные недостатки. Из-за этих недостатков холодная сварка в большинстве случаев редко используется в качестве основного процесса соединения. С другой стороны, холодная сварка может быть полезна в определенных ситуациях, как указано выше. Ниже приведены некоторые проблемы и препятствия, связанные с холодной сваркой:
1. Чистота металлаФундаментальная проблема с холодной сваркой заключается в том, что для получения качественного сварного шва металлы должны быть чистыми и свободными от оксидов. Этого может быть трудно достичь в крупных производственных условиях, а регулирование является дорогостоящим и сложным.
2. Форма материала Несмотря на соблюдение всех других мер предосторожности, дефекты металлических поверхностей могут затруднить их соединение. Холодная сварка требует материалов с постоянной формой и отсутствием поверхностных дефектов. Плоские однородные поверхности обеспечивают самые прочные холодные сварные швы.
Плоские однородные поверхности обеспечивают самые прочные холодные сварные швы.
Количество материалов, которые можно соединять холодной сваркой, ограничено, поскольку металлы должны быть пластичными, но не подвергаться каким-либо значительным процессам упрочнения. Кроме того, этот процесс не может связать металлы, в состав которых входит углерод.
Применение холодной сварки Сварка меди и алюминия
Холодная сварка давлением обычно используется для соединения алюминиевых и медных проводов/стержней диаметром от 0,5 мм до 12 мм и более с использованием сварки встык. Холодная сварка может также соединять проволочные металлы, такие как алюминий и медь. Этот метод оказывается полезным при прокладке подземных проводных линий, где сварка с подогревом проблематична из-за вероятности взрыва газов.
Герметизация контейнера Метод холодной сварки предпочтителен для герметизации термочувствительных контейнеров (тех контейнеров, которые содержат взрывчатые вещества для детонации).
Холодная сварка используется для изготовления термочувствительных полупроводниковых материалов в электронной промышленности.
Волочение после сварки до малого диаметраЧтобы обеспечить гибку после сварки до малых диаметров, мотки прутка обычно соединяют сваркой встык.
Сварка магнитовИспользуется для крепления компонентов, которые нельзя нагревать, например магнитов.
Электронная промышленностьПроцедуры холодной сварки используются в бытовой электронике для сварки кристаллических банок из луженой стали и медной упаковки для высокотемпературных полупроводников.
Часто задаваемые вопросы Какие металлы подходят для холодной сварки?
Холодная сварка широко используется для сварки алюминия, даже несвариваемых типов, таких как серия 7XXX, латунных сплавов 70:30, сплавов цинка, меди, серебра и серебра, золота и никеля, особенно проволоки. Холодная сварка применяется также для соединения металлов под высоким давлением, в том числе из нержавеющей стали. Кроме того, холодная сварка невозможна с углеродосодержащими металлами.
Холодная сварка применяется также для соединения металлов под высоким давлением, в том числе из нержавеющей стали. Кроме того, холодная сварка невозможна с углеродосодержащими металлами.
При определенных условиях холодная сварка может обеспечить прочный шов. Соединение может быть отменено с нарушением целостности заготовки, если оно выполнено правильно. С другой стороны, соединения подвержены разрушению, если холодная сварка не выполняется в соответствующих условиях.
Возможна ли холодная сварка в космосе?Не паникуйте; холодная сварка в космосе встречается редко, несмотря на кажущуюся простоту. Из-за взаимодействия с атмосферой Земли большинство металлов, выбрасываемых в космос, обычно имеют небольшой слой окисления. Холодная сварка невозможна, потому что покрытие часто остается в космосе.
Является ли сварка ВИГ и холодная сварка одним и тем же методом? Основным отличием этой сварки от контактной является дуговая сварка, а при холодной сварке используется давление. Доступна процедура сварки вольфрамовым газом (сварка ВИГ), часто называемая холодной сваркой.
Доступна процедура сварки вольфрамовым газом (сварка ВИГ), часто называемая холодной сваркой.
Теперь давайте подытожим основные моменты. Благодаря твердофазному диспергированию два отдельных куска пластичного металла с чистыми и ровными поверхностями взаимодействуют под давлением и, таким образом, соединяются или свариваются методом холодной сварки. Однако холодная сварка, таким образом, также называется сваркой холодным давлением или контактной сваркой.
Холодная сварка позволяет выполнять соединения как внахлест, так и встык. Стыковые соединения обычно используются для холодной сварки алюминиевых и медных проводов диаметром от 0,5 до 10 мм и более. События, произошедшие во время нахождения космического корабля на орбите, побудили космонавтов задуматься о проблемах холодной сварки при проектировании космического корабля, в первую очередь для предотвращения нежелательной холодной сварки.
Холодная сварка дает многочисленные преимущества, такие как холодная сварка алюминия с медью, что ранее было невозможно при использовании традиционных процедур. Кроме того, у контактной сварки есть ограничения, такие как сложность сохранения чистой и плоской поверхности свариваемых деталей и использование цветных пластичных материалов.
Кроме того, у контактной сварки есть ограничения, такие как сложность сохранения чистой и плоской поверхности свариваемых деталей и использование цветных пластичных материалов.
Кроме того, он обычно используется для соединения алюминиевых проводов и стержней и алюминия с медью, герметизации контейнеров с динамитом и создания термочувствительных полупроводниковых материалов.
Содержание
- Холодная сварка – объяснение высокого уровня
- Требования к холодной сварке
- Характеристики холодной сварки
- История
- Машины для холодной сварки 90
- Преимущества холодной сварки
- 1. Неодинаковые соединительные материалы
- 2. Прочные и чистые сварные швы
- 3. Отсутствие ЗТВ (зоны термического влияния)
- 4. Сварка алюминия
- Недостатки холода сварка
- 1. Чистота металла
- 2. Форма материала
- 3. Типы материалов
- Применение холодной сварки
- Сварка меди и алюминия
- Датчики тепла Полупроводники Герметизирующий контейнер
0035
- Волочение после сварки до малого диаметра
- Сварка магнитов
- Электронная промышленность
- Часто задаваемые вопросы
- Какие металлы подходят для холодной сварки?
- Является ли холодная сварка долгосрочным решением?
- Можно ли заниматься холодной сваркой в космосе?
- Является ли сварка ВИГ и холодная сварка одним и тем же методом?
Оценка свойств холодной сварки внутреннего конического интерфейса двух имеющихся в продаже систем имплантатов
Сохранить цитату в файл
Формат: Резюме (текст) PubMedPMIDAbstract (текст) CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Назовите свою коллекцию:
Имя должно содержать менее 100 символов
Выберите коллекцию:
Не удалось загрузить вашу коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Эл.
Который день? Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый рабочий день
Который день? воскресеньепонедельниквторниксредачетвергпятницасуббота
Формат отчета: РезюмеРезюме (текст)АбстрактАбстракт (текст)PubMed
Отправить максимум: 1 шт. 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Эльзевир Наука
Полнотекстовые ссылки
Сравнительное исследование
. 1999 г., февраль; 81 (2): 159–66.
1999 г., февраль; 81 (2): 159–66.
doi: 10.1016/s0022-3913(99)70243-x.
М Р Нортон 1
принадлежность
- 1 Отделение челюстно-лицевой хирургии, больница Чаринг-Кросс, Лондон, Англия.
- PMID: 9922428
- DOI: 10.1016/с0022-3913(99)70243-х
Сравнительное исследование
MR Norton. Джей Простет Дент. 1999 февраль
. 1999 г., февраль; 81 (2): 159–66.
дои: 10.1016/s0022-3913(99)70243-х.
Автор
М Р Нортон 1
принадлежность
- 1 Отделение челюстно-лицевой хирургии, больница Чаринг-Кросс, Лондон, Англия.
- PMID: 9922428
Абстрактный
Постановка проблемы: Было показано, что конусно-винтовой абатмент уменьшает микроподвижность за счет уменьшения степени расшатывания компонента и перелома. Тем не менее, неподтвержденная озабоченность по поводу холодной сварки соединений конус-винт в конструкции имплантата была определена как потенциальный источник невозможности восстановления.
Тем не менее, неподтвержденная озабоченность по поводу холодной сварки соединений конус-винт в конструкции имплантата была определена как потенциальный источник невозможности восстановления.
Цель: В этом сравнительном исследовании оценивался момент ослабления в процентах от момента затяжки для систем имплантатов ITI Straumann и Astra Tech (диаметром 3,5 и 4,0 мм), в которых используется внутренний конус 8° и 11° соответственно.
Материал и методы: Имплантаты и абатменты из каждой системы устанавливались в торсионное устройство, и применялся диапазон моментов затяжки. Затем измеряли момент ослабления и оценивали влияние угла конуса, площади межфазной поверхности, загрязнения слюной и времени задержки до ослабления.
Полученные результаты: Момент откручивания превышал момент затяжки только на самых высоких уровнях, непосредственно перед разрушением компонента, когда ожидалась пластическая деформация. Для всех клинически значимых уровней крутящего момента, как в сухой среде, так и с компонентами, погруженными в искусственную слюну при температуре 37°C, момент ослабления всегда составлял от 80% до 90% момента затяжки, демонстрируя, что холодная сварка не происходит. Была обнаружена высокая корреляция между моментом откручивания и моментом затяжки для всех испытанных систем, но не было статистической разницы при сравнении мокрого и сухого креплений или при сравнении отдельных данных для каждой системы.
Для всех клинически значимых уровней крутящего момента, как в сухой среде, так и с компонентами, погруженными в искусственную слюну при температуре 37°C, момент ослабления всегда составлял от 80% до 90% момента затяжки, демонстрируя, что холодная сварка не происходит. Была обнаружена высокая корреляция между моментом откручивания и моментом затяжки для всех испытанных систем, но не было статистической разницы при сравнении мокрого и сухого креплений или при сравнении отдельных данных для каждой системы.
Выводы: Можно сделать вывод, что для клинически значимых уровней момента затяжки не ожидается никаких проблем с возможностью восстановления.
Похожие статьи
In vitro оценка прочности конического соединения имплантата с абатментом в двух имеющихся в продаже системах имплантатов.
Нортон МР.
Нортон МР.
Джей Простет Дент. 2000 май; 83(5):567-71. дои: 10.1016/s0022-3913(00)70016-3.
Джей Простет Дент. 2000.
PMID: 10793390Измерения повторяющегося момента затягивания и ослабления семи различных конструкций соединения имплантата/абатмента и их модификаций: исследование in vitro.
Буткевича А., Натансон Д., Побер Р., Стратинг Х. Буткевича А. и др. Дж. Протез. 2018 фев; 27 (2): 153-161. doi: 10.1111/jopr.12467. Epub 2016 22 марта. Дж. Протез. 2018. PMID: 27003231
Волновой анализ ослабления винта имплантата с помощью циклического нагружающего устройства с воздушной цилиндрической головкой.
Ли Дж., Ким Ю.С., Ким Ч.В., Хан Дж.С. Ли Дж. и др. Джей Простет Дент. 2002 г., октябрь; 88 (4): 402-8.
Механизм и факторы, связанные с ослаблением винта абатмента имплантата: обзор.
Хуан И, Ван Дж. Хуанг И и др. Джей Эстет Рестор Дент. 2019 июль; 31 (4): 338-345. doi: 10.1111/jerd.12494. Эпаб 2019 31 мая. Джей Эстет Рестор Дент. 2019. PMID: 31150572 Обзор.
Обзор измерения силы затяжки болтов и обнаружения ослабления.
Мяо Р., Шен Р., Чжан С., Сюэ С. Мяо Р. и соавт. Датчики (Базель). 2020 2 июня; 20 (11): 3165. дои: 10.3390/s20113165. Датчики (Базель). 2020. PMID: 32498473 Бесплатная статья ЧВК. Обзор.
 Нортон МР.
Джей Простет Дент. 2000 май; 83(5):567-71. дои: 10.1016/s0022-3913(00)70016-3.
Джей Простет Дент. 2000.
PMID: 10793390
Нортон МР.
Джей Простет Дент. 2000 май; 83(5):567-71. дои: 10.1016/s0022-3913(00)70016-3.
Джей Простет Дент. 2000.
PMID: 10793390
Посмотреть все похожие статьи
Цитируется
Бактериальная утечка in vitro в соединении имплантат-абатмент двух систем зубных имплантатов с внутренним соединением.
Хаджави А., Мохсени С., Пеймани А., Амджади М. Хаджави А. и др. Передняя вмятина. 2020 8 декабря; 17:32. дои: 10.18502/fid.v17i32.5196. Электронная коллекция 2020. Передняя вмятина. 2020. PMID: 36042810 Бесплатная статья ЧВК.
Биомеханический анализ жесткого и нежесткого соединения с конструкциями абатментов имплантатов для протезов с опорой на зубные имплантаты: анализ методом конечных элементов.
Хуан Ю.С., Дин С.Дж., Юань С., Ян М. Хуан Ю.С. и др. J Dent Sci. 2022 Январь; 17 (1): 490-499. doi: 10.1016/j.jds.2021.07.020. Epub 2021 12 августа. J Dent Sci. 2022. PMID: 35028075 Бесплатная статья ЧВК.
Влияние применения биоадгезива на значение крутящего момента при удалении и несоответствие вращения в месте соединения имплантата и абатмента: исследование in vitro.
Аршад М., Хаят Заде С., Атай М., Ширани Г., Романос Г.Э., Бассир Ш.Х. Аршад М. и др. Материалы (Базель). 2021 12 ноября; 14 (22): 6832. дои: 10.3390/ma14226832. Материалы (Базель). 2021. PMID: 34832236 Бесплатная статья ЧВК.
Ортопедические осложнения несъемных зубных протезов, поддерживаемых имплантатами с запирающим конусом: ретроспективное исследование со средним периодом наблюдения 5 лет.
Гао В.М., Гэн В., Луо К.К. Гао В.М. и др. Здоровье полости рта BMC. 2021 сен 27; 21 (1): 476. doi: 10.1186/s12903-021-01843-2. Здоровье полости рта BMC. 2021. PMID: 34579694 Бесплатная статья ЧВК.
Вертикальное несоответствие по высоте опор конуса Морзе, подвергающееся действию различных сил крутящего момента.
Cordeiro BQS, Mourão CFAB, Carvalho WR, Fonseca EM, Montemezzi P, Javid K, Martins CCP, Quinelato V, Moreno MD, Casado PL. Кордейро БКС и др. Материалы (Базель). 2021 30 августа; 14 (17): 4950. дои: 10.3390/ma14174950. Материалы (Базель). 2021. PMID: 34501040 Бесплатная статья ЧВК.



Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
вещества
Полнотекстовые ссылки
Эльзевир Наука
Укажите
Формат: ААД АПА МДА НЛМ
Отправить в
[PDF] холодная сварка, поддерживаемая эластомером, для связывания на уровне комнатной температуры
- DOI: 10. 1109/MEMS.2004.12
- CORPUS ID: 1869797
 1109/MEMS.2004.12
1109/MEMS.2004.12393939393939393939393939393939393939393939393939393939.
title={Холодная сварка на основе эластомера для соединения на уровне пластины при комнатной температуре},
автор={В.Ю. Чжан и Грегори С. Фергюсон и Светлана Татич-Лучич},
Journal={17-я Международная конференция IEEE по микроэлектромеханическим системам. Маастрихтский технический дайджест MEMS 2004},
год = {2004},
страницы={741-744}
} - W.Y. Zhang, GS Ferguson, S. Tatic-Lucic
- Опубликовано 27 сентября 2004 г.
- Engineering
- 17-я Международная конференция IEEE по микроэлектромеханическим системам. Maastricht MEMS 2004 Technical Digest
В этом документе представлен метод соединения на уровне пластины при комнатной температуре, который применим для упаковки и производства МЭМС и НЭМС, но не требует приложенного напряжения, высокого давления или вакуума. Нанеся слой эластомера между пластиной и золотым верхним слоем, мы успешно соединили две кремниевые пластины при ограниченной нагрузке (/spl sim/3 кПа) при комнатной температуре (25/spl град/C). Одним из важных потенциальных применений этой техники является создание временной колпачковой пластины…
Нанеся слой эластомера между пластиной и золотым верхним слоем, мы успешно соединили две кремниевые пластины при ограниченной нагрузке (/spl sim/3 кПа) при комнатной температуре (25/spl град/C). Одним из важных потенциальных применений этой техники является создание временной колпачковой пластины…
View on IEEE
photonics.byu.eduNovel room-temperature first-level packaging process for microscale devices
- Wenyue Zhang, J. P. Labukas, G. S. Ferguson
Materials Science, Engineering
- 2005
Room — Температурная герметизация микрополостей с помощью сварки холодным металлом
- А. Дешара, Юнчун Ю, М. Бурс, Г. Штемме, Ф. Никлаус
Инженерия, материаловедение
Журнал микроэлектромеханических систем
- 2009
В этой статье мы представляем метод крепления и герметизации пластины к пластине для изготовления микрополостей на уровне пластины с использованием процесса склеивания при комнатной температуре. Предлагаемое прикрепление и герметизация…
Предлагаемое прикрепление и герметизация…
Активированная плазма связующая среда для вакуумной инкапсуляции микродевисов
- J. Soman
Материаловая наука
- 2011
А. . Изначально рецепт низкотемпературной склейки пластин был оптимизирован с помощью…
Процесс переноса для изготовления ультра-совместимых нейронных зондов в растворимых иголках
- Сяо Чуан Онг, Р. Хилвани, М. Форсселл, О. Б. Оздоганлар, G. Fedder
Материаловая наука
529 2017 20035
Материало Подход к сверхминиатюрным сверхгибким нейронным зондам с изоляцией из парилена-C, которые встроены в биорастворимые иглы для введения, был ранее разработан авторами.0032
- A. P. P. Gerratt, S. Bergbreiter
Инженерия
- 2012
PDMS -PMMA Улучшение связы Hajghassem
Материаловедение, инженерия
В этом исследовании представлена модифицированная методика приклеивания мембраны ПДМС к подложке из ПММА с использованием тонкого промежуточного слоя SiO2 для повышения гидрофильности поверхности ПММА и увеличения липкости ПММА…
Укупорка и герметизация термочувствительных веществ и жидкостей с помощью золотых прокладок
- M. Lapisa, M. Antelius, A. Tocchio, H. Sohlström, G. Stemme, F. Niklaus
Engineering
- 2013
 Lapisa, M. Antelius, A. Tocchio, H. Sohlström, G. Stemme, F. Niklaus
Lapisa, M. Antelius, A. Tocchio, H. Sohlström, G. Stemme, F. NiklausБыстрое прототипирование недорогих цифровых микрожидкостных устройств с использованием лазерной абляции
- Мохсен Аннабестани, Ф. Эсмаили, Нушин Оруджи, Пурия Эсмаили-Дохт, М. Фардманеш
Инженерия, материаловедение0003
2020 27-я Национальная и 5-я Международная иранская конференция по биомедицинской инженерии (ICBME)
- 2020
В этой статье представлен простой, недорогой и быстрый метод прототипирования для изготовления цифровых микрожидкостных (DMF). В предлагаемом методе коммерческие листы полиметилметакрилата (ПММА)…
Сквозные отверстия, полости и перфорация в чипах полидиметилсилоксана (ПДМС)
- Томас Сильва Сантистебан, Р. Зенгерле, Матиас Мейер
Материаловедение, машиностроение
- 2014
Мы представляем метод изготовления сквозных отверстий от 10 до 180 мкм между слоями полидиметилсилоксана (PDMS) микрофлюидных крупномасштабных интеграционных платформ. Поэтому мы использовали стандартный PDMS…
Поэтому мы использовали стандартный PDMS…
отверстия и перфорации в чипах из полидиметилсилоксана (PDMS)
- Tomas Silva Santisteban, Roland Zengerlebc, Matthias Meier
Materials Science, Engineering
- 2014
Мы представляем метод изготовления сквозных отверстий от 10 до 180 мм между слоями полидиметилсилоксана (PDMS) микрожидкостных крупномасштабных интеграционных платформ. Поэтому мы использовали стандартный PDMS…
ПОКАЗЫВАЕМ 1-10 ИЗ 14 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантностиНаиболее влиятельные статьиНедавность
Метод низкотемпературного склеивания пластин с использованием материалов с рисунком
- C. Pan, H. Yang, S. Shen, M. Чоу, Х. Чоу
Инженерия, материаловедение
- 2002
В этой статье мы представляем метод соединения кремниевых пластин для трехмерных микроструктур с использованием технологии MEMS. Клеевым слоем служил фотоопределимый материал с узорчатыми характеристиками…
Изготовление термокомпрессионных соединений на уровне пластин
- C. Tsau, S. Spearing, M. Schmidt
Машиностроение
- 2002 Термопрессование5 золото является многообещающим методом для достижения низкотемпературного соединения на уровне пластины. Процесс изготовления пластин для склеивания при 300/spl град/C с помощью прессования золота при 7…
Пакетный перенос микроструктур с использованием паяного соединения с перевернутым чипом
- A. Singh, D. Horsley, M. Cohn, A. Pisano, R. Howe
Engineering
- 1999
- Da-Jeng Yao, Gang Chen, C. Kim
Материаловедение, машиностроение
Микроэлектромеханические системы (MEMS)
- 2001
- G. S. Ferguson, M. Chaudhury, G. Sigal, G. Whitesides
Материаловедение
Наука
- 1991
- U. Gösele, H. Stenzel, T. Martini , Дж. Штайнкирхнер, Д. Конрад, К. Шеершмидт
Материаловедение, физика
- 1995
- Дж. Гарра, Т. Лонг, Дж. Карри, Томас Д. Шнайдер, Роберт И. Уайт, М. Паранджап
Машиностроение
- 2002
- Чансун Ким, М. Штейн, С. Форрест
Физика
- 2002
- М. Оуэн, Патрик Дж. Смит
Материаловедение
- 1994
- Ping Wang, Jin Guo, S. Wunder
Материаловедение
- 1997
- Поскольку алюминий и медь трудно сваривать другими методами, этот процесс является идеальным методом соединения алюминия и меди.
- Соединение, образующееся между алюминием и медью при холодной сварке, достаточно прочное, долговечное и не состоит из хрупких интерметаллических соединений.
- Среди различных металлов, которые обычно свариваются вместе с помощью холодной сварки, есть ряд сплавов, таких как медь, алюминий, серебро, никель и т. д. Проволока отлично сваривается с помощью холодной сварки, что устраняет проблемы, связанные с горячей сваркой.
- С помощью этого процесса можно сваривать такие металлы, как медь и алюминий, а также проволоку различного диаметра.
- В отличие от обычной сварки здесь нет зоны термического влияния.
- Секрет идеальной холодной сварки заключается в наличии плоских поверхностей сварки и правильном соблюдении технологии изготовления для получения прочного холодного сварного шва, имеющего такую же механическую прочность, как и его основные металлы. Холодная сварка легче, когда поверхности сварки ровные и ровные.
- Существуют различные причины отсутствия совершенства, в том числе: Неровности и загрязнения поверхности, а также оксидные слои. Слои окисления и загрязнения могут быть трудно удалены, а неровности на поверхности металлов могут затруднить их сцепление (даже после тщательной очистки).
- Кроме того, холодная сварка возможна только для цветных металлов, таких как свинец, медь, алюминий и т. д. Заготовка не должна подвергаться деформационному упрочнению и другим процессам закалки. Следовательно, холодной сварке подлежат только цветные и неуглеродистые металлы.
- Видимый дым и пыль: Некоторая степень видимого дыма во время сварки неизбежна; но если в течение дня облако становится все плотнее и плотнее, а голубая дымка сохраняется даже во время перерывов, вероятно, есть проблема.
- Жалобы рабочих: Сварщики, жалующиеся на проблемы со здоровьем и дискомфорт, вероятно, подвергаются чрезмерному воздействию дыма. Испарения связаны с целым рядом краткосрочных и долгосрочных заболеваний и неблагоприятных последствий для здоровья от хронических головных болей и усталости до рака и респираторных заболеваний. К жалобам всегда следует относиться серьезно и рассматривать их как можно быстрее.
- Несоответствие установленным стандартам качества воздуха: Проверка качества воздуха с использованием методов отбора проб воздуха часто проводится, чтобы убедиться, что магазин соответствует требованиям OSHA. OSHA установила допустимые пределы воздействия (PEL) на основе средневзвешенного значения за 8 часов для сотен видов пыли, включая многочисленные металлы, содержащиеся в сварочном дыму. К тому времени, когда магазин не пройдет тест на качество воздуха, уже будут видны тяжелые облака дыма и жалобы рабочих.
8 Описание романа метод переноса и сборки микроструктур с использованием микрообработки жертвенного слоя и соединения флип-чипов. Методика выполняется при комнатной температуре (холодная…
Низкотемпературная эвтектическая сварка для плоскостного микротермоэлектрического охладителя
охладитель (μ-TEC), литографический рисунок и интегрированный с технологиями микрообработки кремния, с акцентом на две низкотемпературные…
Контактная адгезия тонких золотых пленок на эластомерных опорах: холодная сварка в условиях окружающей среды
Эта «холодная сварка» отличается как низкими требуемыми нагрузками, так и тем фактом, что она…
Самораспространяющаяся кремниевая пластина при комнатной температуре склеивается в сверхвысоком вакууме
Склеивание коммерческих 4-дюймовых кремниевых пластин выполнялось при комнатной температуре в условиях сверхвысокого вакуума. После локального инициирования процесса склеивания область склеивания…
Сухое травление полидиметилсилоксана для микрофлюидных систем
Процесс реактивного ионного травления (RIE) на основе фтора был разработан для анизотропного сухого травления силиконового эластомера полидиметилсилоксана (PDMS).
Этот метод дополняет стандартное формование…Нанолитография, основанная на переносе узорчатого металла и его применение в органических электронных устройствах
Плазменная обработка полидиметилсилоксана
Плазменная обработка силиконовых поверхностей является полезным способом повышения адгезии и смачиваемости поверхностей. различные кремнийорганические тонкопленочные композиты. Несмотря на многочисленные ранее…
Поверхностное напряжение полидиметилсилоксановых сеток
Для тонких эластичных пленок сшитого полидиметилсилоксана (ПДМС) было обнаружено, что модуль упругости является возрастающей функцией обратной толщины во всем диапазоне удлинений.
Пленки PDMS…все, что вам нужно знать
Поскольку алюминий и медь трудно сваривать другими методами, этот процесс является идеальным методом соединения алюминия и меди.
Сварка, как следует из названия, обычно включает соединение двух металлических частей путем плавления и нагревания; однако холодная сварка предполагает соединение двух металлических деталей при комнатной температуре с помощью давления. Обработка пластичных металлов, таких как алюминий, медь, свинец и т. д., с помощью холодной сварки становится все более распространенной.
Что такое холодная сварка и как она выполняетсяВ любой мастерской большинство из нас видели сварку в действии. Чтобы сварить две металлические детали, мы нагреваем их до температуры плавления, чтобы они могли сплавиться друг с другом. Различные виды сварки, такие как дуговая сварка и сварка TIG, требуют тепловой энергии. В процессе сварки используется тепло для размягчения двух металлов до точки диффузии или для их смешивания с третьим металлом (наполнителем).
Однако холодная сварка может соединять две металлические детали без использования тепла; как это работает?На регулярной основе мы могли приводить в соприкосновение плоские куски одного и того же материала (скажем, алюминия) или тереть их друг о друга, и ничего не происходило. Возможно, что металлические алюминиевые детали слипнутся, если их тщательно очистить и собрать вместе под вакуумом. Это явление известно как холодная сварка.
Кислород вызывает образование оксидного слоя на металлических поверхностях, когда два плоских куска одного и того же металла (например, алюминия) подвергаются воздействию воздуха. Даже если давление приложено непосредственно к оксидному слою, детали не сварятся, независимо от того, присутствует ли на поверхности жир или масло.
Напротив, при очистке поверхностей (для удаления оксидного слоя) и приведении двух деталей в контакт под вакуумом (без кислорода) детали получают методом холодной сварки, поскольку атомы в обеих алюминиевых частях не могут различить друг друга и переходят друг в друга.
друг друга, что приводит к физической связи.Если к обеим частям приложить достаточное давление, чтобы обеспечить 100-процентный контакт поверхности, соединение будет таким же прочным, как основной металл. При приложении давления вакуум не требуется для получения сварного шва. Чтобы убедиться, что обе металлические части полностью соприкасаются, к каждой нужно приложить соответствующее давление.
Требования к холодной сваркеХолодная сварка требует чистых поверхностей и пластичных металлов. Поверхность металла должна быть ровной и чистой. Широкий спектр цветных металлов, таких как алюминий, медь, свинец и золото, можно сваривать в холодном состоянии.
Соединения, образованные при холодной сваркеПри холодной сварке можно создавать как стыки, так и нахлесты. Сварку алюминиевой и медной проволоки диаметром от 0,5 мм до 10 мм и более обычно выполняют встык. Некоторые аппараты для холодной сварки позволяют обрезать проволоку или плоские концы перед их загрузкой в аппарат.
Обрезка гарантирует, что конец будет чистым и ровным. Давление обычно прикладывается к обоим концам. Возможна, но не обязательна, очистка поверхностей корпуса перед сплавлением стыковых соединений за счет удаления оксидного слоя.
Преимущества холодной сваркиЕсли вы читали предыдущие абзацы, вы можете задаться вопросом, почему он не очень популярен и не используется в повседневной жизни. Хотя холодная сварка имеет много преимуществ, ее использование имеет ограничения.
Из-за вышеуказанных ограничений область применения холодной сварки ограничена, и ее невозможно использовать там, где требуется сварка различных комбинаций металлов.
Применение холодной сваркиПри холодной сварке давлением алюминиевые или медные проволоки/прутки диаметром до 12 мм соединяются встык, обычно диаметром 0,5-0,5 мм. Холодная сварка также может выполняться на металлической проволоке в сочетании с медью, например, на алюминии. Из-за возможности присутствия взрывоопасных газов при подводной прокладке проводов этот метод чрезвычайно полезен.
Холодная сварка давлением является полезным методом герметизации термочувствительных контейнеров (контейнеров, содержащих взрывчатые вещества для детонации).
Холодная сварка давлением используется в электронной промышленности для изготовления полупроводниковых устройств, чувствительных к теплу.
Если вы ищете решение для холодной лазерной сварки для любого применения или бизнеса, отправьте нам запрос предложения ЗДЕСЬ .
Помимо классификации по температуре заготовки, прокат также можно разделить на горячую и холодную прокатку. Металл, температура которого выше температуры рекристаллизации, называют горячекатаным, а ниже — холоднокатаным.
Услуги по изготовлению листового металла OmnidexБлагодаря многочисленным услугам по изготовлению металлов, включая лазерную резку, плазменную резку, холодную лазерную сварку, ковку, гибку металла и т. компонента независимо от стадии разработки или серийного производства.
Вы можете узнать больше о наших разнообразных решениях для промышленного производства по телефону , связавшись с нами по номеру .
Измерение температуры — Stirweld
Добавьте измерение температуры к вашему оборудованию СТП
подробнее
Температура сварки является важным параметром для контроля качества сварки.
Слишком горячий сварной шов может привести к разрушению наггета или снижению механических свойств. Наоборот, слишком холодный сварной шов может стать причиной плохого перемешивания или червоточины.Теперь вы можете контролировать температуру сварного шва, чтобы обеспечить его качество, благодаря решению Stirweld: интеллектуальному держателю инструмента FSW.
Смарт -держатель инструментов для измерения температурыот 20 до 1000 ° C,
2 Датчики температуры
Нет батареи
Для 24/7 Доступности: питание по проволочным соединениям
Числовая выходная сигнала (нет радио, нет Bluetooth).
Использование числового вывода для предотвращения искажения сигнала
КОНТРОЛЬ КАЧЕСТВА
Контроль качества на 100 %
СОВМЕСТИМОСТЬ
Совместимость со всеми существующими машинами FSW
ОНЛАЙН-ЗАПИСЬ
Онлайн температура инструмента во время СТП
Автоматическая запись
ПОЧЕМУ ИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ ВАЖНО В СТП?Сварка трением с перемешиванием является методом холодной сварки, т.
е. не достигает точки плавления материала. Поэтому температура сварки имеет важное значение для качественного бездефектного сварного шва.Если сварной шов СТП слишком горячий, это может привести к дефектам сварки, таким как смятие самородков или снижение механических свойств. Если сварной шов слишком холодный, может возникнуть плохое перемешивание или червоточины.
Таким образом, измерение температуры сварки позволяет вам контролировать качество 100% ваших сварных швов при делении результатов неразрушающего контроля на 5.
Сравнение горячей сварки, холодной сварки и бездефектной сваркиДля горячих сварных швов максимальная температура не превышает температуру плавления. В этом случае температура плавления равна 555°С.
Какие параметры влияют на температуру сварки?Температура сварки зависит от скорости вращения и скорости сварки. Ниже мы увидим влияние, если сварной шов слишком горячий или слишком холодный, и как мы можем добиться бездефектного сварного шва.
Материал доводится до температуры 400°C благодаря инструменту FSW.
ЯВЛЕНИЕ 1 : Нагрев за счет трения инструмента о материал.
ЯВЛЕНИЕ 2 : Поток материала из-за перемешивания инструмента.
Что происходит при повышении или понижении температуры? Что влияет на качество сварки СТП?Ваш контент будет здесь. Отредактируйте или удалите этот текст внутри или в настройках содержимого модуля. Вы также можете стилизовать каждый аспект этого контента в настройках модуля «Дизайн» и даже применить собственный CSS к этому тексту в расширенных настройках модуля.
ПРИ ПОВЫШЕНИИ ТЕМПЕРАТУРЫ
Высокая скорость вращения и низкая скорость сварки
ГОРЯЧАЯ СВАРКА
Поры в верхней части шва0003
Без дефектов без дефектов сварка
Не существует пористости
, когда температура снижается
Скорость вращения низкая, а скорость сварки высокая
Холодный сварка
Как видно из графика, бездефектность сварного шва зависит в первую очередь от правильных параметров сварки: скорости вращения, скорости сварки, геометрии инструмента, контроля усилия.
Действительно, все эти параметры будут влиять на качество сварного шва, потому что чем больше трения вы используете, тем больше нагреваете и чем быстрее свариваете, тем меньше нагреваете. Поэтому необходимо найти правильный баланс между ними.
Без этого контроля температуры…
Недостаточная температура затруднила бы смешивание частей, создавая плохое перемешивание или червоточины.
Слишком высокая температура , приближающаяся к температуре плавления свариваемого материала, может привести к разрушению гранул или снижению механических свойств.
При таком контроле температуры…
Процесс контроля качества : контроль температуры приводит к получению качественных сварных швов и, следовательно, деление на 5 неразрушающих контрольных испытаний (испытание на изгиб, испытание на утечку…).
STIRWELD SMART TOOL HOLDER ПРЕИМУЩЕСТВАИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ В РЕЖИМЕ ОНЛАЙН
Для тяжелых компонентов СТП: космических, аэрокосмических, автомобильных
30375
100% Контроль качества деталей ЖВА: совместимый со стандартом EN 9100
Оптимизация параметров сварки
Увеличение скорости сварки: с 20 до 200%
Experce
Expertise на FSW и на FSW и на FSW и на FSW и на FSB.
Счеты FSWИзмерение температуры
2 измерения температуры в прибор FSW:
Точность: +/-2°C
Полнопроводная система (без радио, без Wi-Fi, без Bluetooth)
Numercial outputs
Compatible with all existing machines
Compatible with fix pin and retractable pin
ZOOM ON STIRWELD FSW TOOLIn addition to provide you a temperature measurement tool holder, Stirweld также предлагает вам ряд инструментов FSW.
Этот ассортимент инструментов можно адаптировать в соответствии с вашими потребностями: измерение температуры, фиксированный штифт или выдвижной штифт.
Наши инструменты стандартизированы и могут быть адаптированы к любому оборудованию СТП.
И, наконец, благодаря опыту Stirweld в области FSW мы разработали инструменты для сварки различных материалов: литого алюминия, высокопрочного алюминия, меди, стали с алюминием.
Смарт -держатель инструментов приложенияПриложение 1: Контроль качества во время производства
Повторяемая температура равняется повторному качеству
Применение 2: Оптимизация скорости скорости
. температура.
Приложение 3: оптимизация параметра числа оборотов в зависимости от геометрии детали
Меньше материала означает более высокую температуру и требует более низких оборотов в минуту
Холодный дым — производительность сварки вы боретесь с пылью и парами, образующимися во время сварки. Некоторые из часто используемых «средств» против накопления дыма могут быть проблематичными. Надлежащая система вентиляции, использующая высокоэффективный пылесборник и рециркулирующий чистый воздух в цехе, является проверенным способом контролировать дым в зимние месяцы, обеспечивая при этом хороший возврат инвестиций в энергосбережение.
Почему бы просто периодически не открывать двери магазина, чтобы дым выходил наружу? Облако дыма может быстро образоваться в закрытом помещении, особенно при большом объеме сварки и резки.
Сварщик работает под защитой системы сбора дыма. Это может привести к необходимости оставлять двери открытыми большую часть дня, создавая холодную и неудобную внутреннюю среду, где рабочие кутаются в тяжелую одежду. Многие из нас были свидетелями этого сценария. Сварщикам и другим людям может быть физически трудно выполнять свои повседневные задачи, и это потенциально может привести к болезни.В качестве примечания: если вы решили выпускать пары на улицу, зимой или летом, и потребляете более 2000 фунтов. сварочной проволоки в год, воздух, выходящий из вашего предприятия, подлежит строгому контролю в соответствии с правилом EPA NESHAP 6x. Требуемые процедуры мониторинга и испытаний являются строгими; а проще говоря, за любые 20 мин. в период испытаний не может быть более трех минут видимых выбросов (нулевая непрозрачность) от процесса.
Установка вытяжных вентиляторов — еще один распространенный метод удаления грязного воздуха из магазинов. Вытяжные вентиляторы часто бывают большими, шумными и энергоемкими, и они не всегда справляются с удалением грязного воздуха наилучшим образом.
Часто они используются без учета подачи замещающего воздуха в помещение, и когда двери закрыты, возникает состояние отрицательного давления.Чрезмерное отрицательное давление небезопасно, так как оно может привести к травмам пассажиров из-за захлопывающихся дверей и может затруднить открытие дверей в экстренной ситуации. Это условие также позволяет холодному воздуху просачиваться через любые трещины или слабые места в конструкции, создавая сквозняки и повышая потребность в обогревателях.
В соответствии с общепринятой практикой вентиляции воздух в помещении должен быть нейтральным или слегка сжатым; и предписанный процент наружного воздуха должен быть кондиционирован для подачи чистого воздуха жильцам с комфортными уровнями температуры и влажности. В офисном здании хорошая система вентиляции и кондиционирования с надлежащей фильтрацией достаточно эффективно выполняет эту задачу. Однако этого подхода недостаточно для очистки воздуха от сварочного дыма или других тяжелых загрязнителей, образующихся в промышленных условиях.
Сколько дыма слишком много?Основными индикаторами того, что у вас проблемы с качеством воздуха, являются:
Хорошо спроектированная патронная система сбора пыли и дыма должным образом фильтрует сварочный дым и другие опасные загрязняющие вещества, а отфильтрованный воздух может быть выброшен наружу или рециркулирован обратно в помещение для значительной экономии энергии. В этих системах используются механизмы самоочистки, которые сбрасывают грязь с фильтров, что позволяет устройствам работать в течение продолжительных периодов времени между заменами фильтров.
Если у вас уже есть система сбора дыма, но по-прежнему наблюдается неприемлемый уровень дыма, возможно, вы переросли систему из-за увеличения производительности, ее размер был неподходящим во время установки или оборудование неисправно.
Независимо от того, устанавливаете ли вы новый коллектор дыма или модернизируете существующую систему, которая больше не соответствует требованиям, вы можете выбрать один из трех основных типов систем сбора дыма. Системы захвата источника, в которых используются гибкие рычаги, популярны для приложений, связанных с сваркой мелких деталей и приспособлений. Кабины, шторы или индивидуальные кожухи с потолочными колпаками образуют золотую середину между установкой нового коллектора дыма и обновлением существующей системы путем выделения определенной области для сбора дыма. Окружающие системы, фильтрующие весь воздух в магазине с помощью центральной системы или нескольких небольших коллекторов, используются для обслуживания больших площадей, что позволяет объекту варьировать свои операции и по-прежнему улавливать пары.
Во всех трех типах коллекторов дыма обычно используются высокоэффективные гофрированные фильтрующие патроны с огнестойким покрытием. В опасных условиях для коллектора могут потребоваться вторичные фильтры HEPA (также называемые вторичными фильтрами) для дополнительной фильтрации и резервной защиты.
Система воздуховодов обеспечивает контроль сварочного дыма на этом объекте. Вторичные фильтры также рекомендуются, если вы решили рециркулировать отфильтрованный воздух, а не выпускать его наружу.Рециркуляция воздуха в холодные месяцы является единственным лучшим способом экономии энергии и максимального возврата инвестиций с помощью системы сбора дыма. Рециркуляция нагретого воздуха обратно через завод вместо его выпуска наружу обеспечивает множество сбережений. Затраты на замену воздуха исключаются, затраты на нагрев замещающего воздуха сводятся к минимуму, повторное использование всех источников тепла в помещении экономит энергию и смешивает более теплый воздух на потолке обратно в помещение для более равномерной температуры в помещении. Уровень пола снижает потери тепла и экономит энергию.
Годовая экономия энергии на объектах оценивается в пять-шесть цифр благодаря рециркуляции воздуха, причем наибольшая экономия в северном климате. Кроме того, Министерство энергетики США предлагает скидки и поощрения, спонсируемые коммунальными службами, для предприятий, использующих переработанный нагретый или кондиционированный воздух.
Кстати, на многих заводах зимой холодно — даже в отапливаемом помещении, где двери закрыты. Причина проста: тепло поднимается к высокому потолку, оставляя внизу холодную среду для рабочих. Рециркуляционная система сбора атмосферного дыма может решить эту проблему и помочь сделать заводские условия более комфортными зимой за счет перераспределения и рециркуляции нагретого воздуха.
Другой подход заключается в использовании переключателя лето/зима. Разрез в воздуховоде, управляемый заслонкой, позволяет выдувать чистый воздух из дымосборника на улицу летом или внутрь зимой. В зимнем положении система обеспечивает три основных преимущества. Во-первых, он уравновешивает давление в помещении, гарантируя, что объем воздуха, выводимого из цеха, равен объему возвращаемого воздуха. Во-вторых, он обеспечивает рекуперацию тепла, возвращая чистый воздух в помещение, поэтому дополнительное тепло не требуется, что позволяет экономить энергию. В-третьих, правильно спроектированный, он может повысить эффективность коллектора за счет использования рециркулирующего чистого воздуха для выталкивания и направления паров, чтобы они более эффективно улавливались и отфильтровывались.
Высокоэффективный патронный пылеуловитель и улавливатель дыма контролирует сварочные дымы в соответствии с нормами чистого воздуха. Пример преимуществ рециркуляции воздухаПроизводитель адсорбционных систем осушения воздуха столкнулся с проблемой дыма в высокопролетном цехе сварки и изготовления. На участке было восемь сварочных кабин размером примерно 20 на 20 футов, открытых сверху, с потолком высотой около 26 футов и мостовым краном наверху. Поскольку производимое оборудование имеет большие размеры и неправильную форму, не было возможности улавливать точечные источники дыма. Магазину приходилось полагаться на потолочные вытяжные вентиляторы, выбрасывающие дым прямо на улицу. Вентиляторы плохо улавливали пары и тратили энергию, выдувая нагретый воздух в окно.
Для решения проблемы на предприятии установлена картриджная система пыле- и дымоудаления с 16 высокоэффективными фильтрами. Разработав систему для рециркуляции отфильтрованного воздуха обратно через предприятие, компания на основе расчета рекуперации тепла определила, что она сможет сэкономить 35 000 долларов в год на расходах на отопление.
70ml.-600x400.jpg) Tsau, S. Spearing, M. Schmidt
Tsau, S. Spearing, M. Schmidt S. Ferguson, M. Chaudhury, G. Sigal, G. Whitesides
S. Ferguson, M. Chaudhury, G. Sigal, G. Whitesides Этот метод дополняет стандартное формование…
Этот метод дополняет стандартное формование… Пленки PDMS…
Пленки PDMS…
 друг друга, что приводит к физической связи.
друг друга, что приводит к физической связи.
 д. Заготовка не должна подвергаться деформационному упрочнению и другим процессам закалки. Следовательно, холодной сварке подлежат только цветные и неуглеродистые металлы.
д. Заготовка не должна подвергаться деформационному упрочнению и другим процессам закалки. Следовательно, холодной сварке подлежат только цветные и неуглеродистые металлы.
 Слишком горячий сварной шов может привести к разрушению наггета или снижению механических свойств. Наоборот, слишком холодный сварной шов может стать причиной плохого перемешивания или червоточины.
Слишком горячий сварной шов может привести к разрушению наггета или снижению механических свойств. Наоборот, слишком холодный сварной шов может стать причиной плохого перемешивания или червоточины. е. не достигает точки плавления материала. Поэтому температура сварки имеет важное значение для качественного бездефектного сварного шва.
е. не достигает точки плавления материала. Поэтому температура сварки имеет важное значение для качественного бездефектного сварного шва.

 Счеты FSW
Счеты FSW
 Это может привести к необходимости оставлять двери открытыми большую часть дня, создавая холодную и неудобную внутреннюю среду, где рабочие кутаются в тяжелую одежду. Многие из нас были свидетелями этого сценария. Сварщикам и другим людям может быть физически трудно выполнять свои повседневные задачи, и это потенциально может привести к болезни.
Это может привести к необходимости оставлять двери открытыми большую часть дня, создавая холодную и неудобную внутреннюю среду, где рабочие кутаются в тяжелую одежду. Многие из нас были свидетелями этого сценария. Сварщикам и другим людям может быть физически трудно выполнять свои повседневные задачи, и это потенциально может привести к болезни. Часто они используются без учета подачи замещающего воздуха в помещение, и когда двери закрыты, возникает состояние отрицательного давления.
Часто они используются без учета подачи замещающего воздуха в помещение, и когда двери закрыты, возникает состояние отрицательного давления.
 OSHA установила допустимые пределы воздействия (PEL) на основе средневзвешенного значения за 8 часов для сотен видов пыли, включая многочисленные металлы, содержащиеся в сварочном дыму. К тому времени, когда магазин не пройдет тест на качество воздуха, уже будут видны тяжелые облака дыма и жалобы рабочих.
OSHA установила допустимые пределы воздействия (PEL) на основе средневзвешенного значения за 8 часов для сотен видов пыли, включая многочисленные металлы, содержащиеся в сварочном дыму. К тому времени, когда магазин не пройдет тест на качество воздуха, уже будут видны тяжелые облака дыма и жалобы рабочих.
 Вторичные фильтры также рекомендуются, если вы решили рециркулировать отфильтрованный воздух, а не выпускать его наружу.
Вторичные фильтры также рекомендуются, если вы решили рециркулировать отфильтрованный воздух, а не выпускать его наружу.

