10 фактов о TIG-сварке | Сварочные аппараты | Блог
Сварка аргоном, также именуемая, как TIG-сварка, является универсальной. С ее помощью можно сваривать любые виды металлов. От сварщика потребуются только мастерство, умение подбирать присадки и наличие баллона с инертным газом – аргоном. Основной принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Факты о названии сварки
1. Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.
2. На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
3. Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Мифы о TIG-сварке
Существует ряд заблуждений и мифов, которые связаны со сварочным процессом в аргоновой среде. Важно знать, что сварочный процесс сам является опасным и вредным видом деятельности, а работа в среде защитных газов усугубляет ситуацию. В связи с этими факторами разработан комплекс обязательных мер и условий по обеспечению безопасности сварщика. Но при их несоблюдении может возникнуть целый ряд опасных ситуаций для жизни и здоровья рабочего, которые со временем превращаются в мифические утверждения о вреде и сложности сварочного процесса.
1. При сварке в аргоновой среде, аргон губительно воздействует на сварщика
Обратимся к химии. Данный газ является химически инертным и занимает третье место по объему в атмосфере планеты Земля после азота и кислорода. Аргон не обладает каким-либо характерным запахом, вкусом и цветом. Он не токсичен и не взрывоопасен.
Он весит практически в 1,4 раза тяжелее чем воздух и способен вытеснять кислород. И при работе с данным газом если не соблюдать меры безопасности он может привести к потере сознания и головокружению, если попадет в дыхательные пути человека.
Правила, которые обеспечат полную безопасность сварного при работе с аргоном:
- Работать нужно в помещениях, где установлены вытяжки в полу, или же на расстоянии 20-30 см от уровня пола. В таком случае аргон, который спускается вниз будет выводиться из помещения и будет поддерживаться оптимальный уровень кислорода в помещении.
- При осуществлении потолочных и вертикальных швов в аргоновой среде необходимо использовать средства индивидуальной защиты, например, шланговый противогаз.
- Контролировать уровень кислорода в рабочем помещении во время работы с аргоном. Ручные и автоматические измерительные приборы должны показывать, как минимум, 20% наличия O2 в помещении.

2. Аргонодуговая сварка влияет на мужское здоровье
Данный миф распространен среди учеников сварщиков и любителей. Возникновение убеждения связано с низкой осведомленностью о технологии сварки и сварочном процессе в среде инертного газа. По мнению распространителей мифа, все дело в использовании слабого радиоактивного металла – оксида тория. Он нужен для заточк вольфрамовых электродов, однако его содержание не превышает допустимого количества, поэтому мнение считается ошбочным.
Если соблюдать меры безопасности при заточке электрода – надевать респиратор, включать вытяжку и хранить не более трех килограммов ториево-вольфрамовых электродов в одном месте – все будет в порядке.
Вольфрамовая пыль, как и прочие мелкие частицы иных металлов, раздражает дыхательные пути, но радикально повлиять на здоровье человека не может. Важно учитывать, что современные технологии производства вольфрамовых электродов создают безопасные и эффективные соединения, которые не были доступны в начале и середине XX века – во время возникновения мифа.
3. TIG-сварка «капризна» в работе
В подавляющем большинстве аргоновые TIG-аппараты оснащены большим количеством надстроек и регуляторов, нежели MMA-инверторы для ручной дуговой сварки и MAG-инверторы для полуавтоматической сварки.
Поэтому сварщик, работающий с TIG, должен иметь либо специализацию на данном виде сварки, либо высший разряд. Тогда весь спектр возможностей используется, а сварное соединение будет оптимальным.

Для осуществления сварочного процесса каждый работник должен:
- настроить сварочный TIG-инвертор и выбрать оптимальный сварочный ток;
- в зависимости от тока, а также изделия подобрать диаметр вольфрамового неплавящегося электрода;
- определить вид металла и сплава изделия и выбрать присадочные прутки;
- по возможности выбрать оптимальный вариант инертного газа, точнее его состава (может использоваться как чистый аргон и его смеси, а также гелий).
При соблюдении всех этапов, сварщик осуществляет сварочный шов на любом металлическом изделии. Причем данный вид сварки является универсальным, но используется не часто из-за большей материалоемкости. А во время сварочного процесса отсутствуют искры и шлак.
Факты о сварочных инверторах
1. TIG-инвертор имеет большее число надстроек и регуляторов нежели инверторы, работающие в среде активных газов – углекислого газа и кислорода
Данная особенность TIG-сварки обусловлена большой разновидностью углеродистых, а также высоко-, средне- и низколегированных сталей. Каждая имеет свои особенности и характеристики, на основе которых к стали должен подбираться оптимальный уровень напряжения тока. Толщина металла и наличие примесей в конструкции и изделии также требуют дополнительных настроек аппарата.
2. При аргонодуговой сварке важно контролировать целостность шлангов, которые соединяют баллон и TIG-инвертор
Наличие необходимого давления газа при работе позволит создать равномерный и хорошо проваренный шов. Также целостность шлангов подачи газа предотвратит нецелевой расход инертного газа и наступление опасной для здоровья ситуации.
3. Прототипом вольфрамового электрода для TIG-инвертора была вольфрамовая нить
В 1916 году американский ученый Ирвинг Ленгмюр опытным путем определил, что вольфрамовая нить, используемая в обыкновенной лампочке накаливания, станет лучше передавать заряд если покрыть её оксидом тория. Данное открытие стало предпосылкой для создания вольфрамовых электродов, которые используются в аргонодуговой сварке.
4. TIG-инвертор требует ухода
Как и любой сварочный инвертор, TIG-аппарат имеет множество мельчайших деталей, элементов и плат. Во время работы с металлическими конструкциями и изделиями в воздухе появляются частицы сталей и пыли, которые оседают как на внешнем корпусе сварки, так и внутри нее, попадая через вентиляционные отверстия.
Поэтому после работы с аппаратом важно очистить его от пыли и загрязнений, например, слабым потоком сжатого воздуха. Также нужно обязательно проверять исправность TIG-инвертора, рукава, горелки и массы до и после эксплуатации.
TIG сварка металла аргоном и углекислым газом: технология сварки
Многие люди слышали словосочетание ТИГ сварка и даже видели результаты ее работы, но не все знают, что именно представляет собой данное понятие. TIG сварка – это процесс соединения металла путем общего или местного нагрева, в котором используется не плавящийся вольфрамовый электрод, дуга которого защищена инертным газом. Это обеспечивает весьма высокое качество получаемого шва, так как инертный газ дает отличную защиту от воздействия внешних факторов.

ТИГ сварка металла
Область применения 

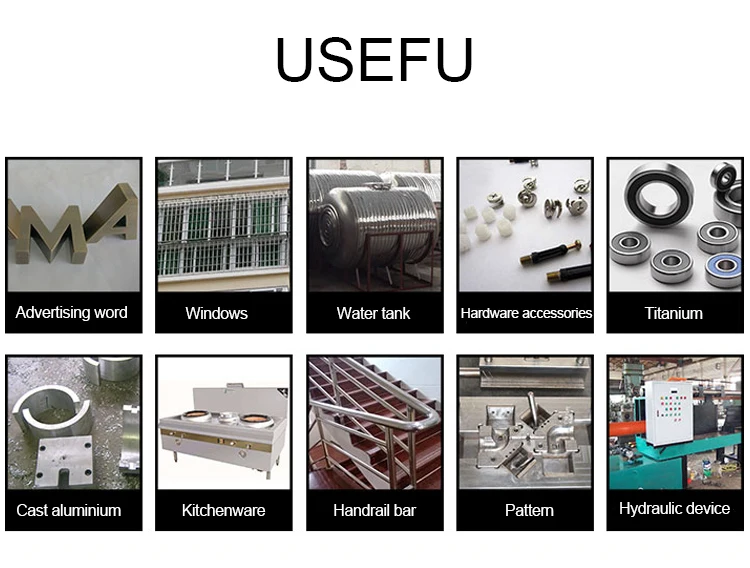
Благодаря своему высокому качеству, TIG сварка получила довольно широкую область применения. Чаще всего ее используют там, где нужна высокая ответственность. Это может быть строительная сфера, так как несущие металлоконструкции высотных зданий и прочих сооружений должны обладать высоким запасом прочности. Сюда же можно отнести мастерские по ремонту, в том числе и автомобилей. Данным способом могут проводиться практически все виды сварочных работ, но с учетом того, что он обходится дороже, чем обыкновенная ручная дуговая сварка, то в экономических целях его применяют преимущественно для сложных работ.
Преимущества
Высокую популярность сварка ТИГ металла приобрела благодаря следующим преимуществам:
- Возможность соединять разнородные металлы, сохраняя высокий уровень качества;
- Надежная изоляция от негативных условий окружающей среды;
- Отсутствие нарушения в кристаллической решетке свариваемого металла;
- Стабильное горение дуги.
Недостатки
Помимо положительных качеств тут имеются еще и свои минусы:
- Сварка методом TIG оказывается неэффективной, если работа проводится на сквозняке или ветру, так как сила ветра может попросту сдувать газ;
- Если производится процесс соединения при дуге большой мощности, то горелку приходится периодически охлаждать;
- TIG сварка дает высокое ультрафиолетовое излучение, особенно, если в качестве инертного газа используется гелий.
Принцип работы
Аргонодуговая сварка TIG, а также прочие ее разновидности являются уникальным сочетанием, которое объединяет в себе нюансы ручной дуговой и газовой сварки. Здесь не используются электроды с покрытием, так как основной защитой тут выступает инертный газ. Это объединяет данный метод с газовой сваркой, но основной силой, дающей нужную температуру, здесь выступает электрическая дуга. Покрытые электроды не используются по той причине, что покрытие не дает должный уровень защиты, а в отсыревших электродах может быть скопление водорода, что навредит шву. Вместе этого используется сварочная проволока без покрытия. Не плавящийся электрод нужен для розжига дуги.
Сначала сварщик подает газ с горелки и поджигает его. Затем зажигается электрическая дуга и сразу подается проволока, которая находится в газовой среде. Так как обе руки у мастера заняты, подает расходный материал автоматическая система, которая может регулировать скорость подачи проволоки.

Схема сварки методом ТИГ
Технология сварки
TIG сварка проводится на постоянном токе с прямой полярностью. Чтобы получить соединение высокого качества, требуется обеспечить точную сборку стыка и смещение точек не было выше, чем это допускается по технологии. Аргон чаще всего применяется для изделий толщиною до 5 мм, а для более толстых деталей нужна газовая смесь аргона с гелием или чистый гелий.
«Важно!
Чтобы повысить качество сварки, процесс совершают при минимальных режимах.»

Выбор тока для сварки методом TIG
Химический состав присадочной проволоки должен соответствовать основному металлу. Сам процесс соединения выполняется без перерыва и недопустимо выводить проволоку из защитной зоны газа. Если случился вынужденный перерыв, то следует перекрывать предыдущую зону шва на 1-2 см. защитный газ прекращается подаваться из горелки только через 10 секунд после окончания горения дуги. Это призвано сократить риск окисления поверхности.

Непрерывный процесс сварки методом ТИГ
Данная технология позволяет получить шов, в котором хорошо формируется обратный валик, вне зависимости от пространственного положения. Это отлично подходит при сварке трубопроводов. Если предстоит работа с большой толщиной металла, то сварка аргоном TIG применяется только для корневого шва. Дальнейшая наплавка производится иными способами. Если зазор между трубами составляет до 0,5 мм, то корневой слой сваривается без присадочного материала. После того как будет заварен кратер в конце, то горелка отводится в сторону, противоположную направлению шва.
Подача инертного газа производится за 20 секунд до начала сварки. Во время сварки горелка перемещается с правой стороны на левую, а присадочный материал движется навстречу движению. Амплитуда колебания вольфрамового неплавкого электрода составляет около 3 мм, а если нужно делать несколько слоев наплавки, то в последующих она увеличивается до 7 мм.
Комплект для TIG сварки включает в себя электроды от 2,4 до 3,2 мм. Сила тока регулируется от 90 до 150 А. Все характеристики определяются согласно заданным режимам сварки.
Ошибки при TIG сварке
Одной из основных ошибок является быстрое сгорание вольфрамового электрода. Это может случиться из-за выбора режима обратной полярности, недостаточному расходу газа, некорректно подобранному диаметру электрода и так далее. Основными причинами устранения являются подбор правильных режимов сварки, а также выбор качественных расходных материалов.
Также может случиться загрязнение шва вольфрамом. Оно появляется из-за того, что электрод попадает в сварочную ванну и плавится там. При слишком малом диаметре он может плавиться и без попадания в ванну. Чтобы решить данную проблему, нужно выбирать правильное положение сварки и соответствующий диаметр электрода.
Шов плохого качества случается при недостаточном снабжении сварочной ванны газом, из-за чего получается слабая защита.
Техника безопасности
В данном случае нужно соблюдать правила как газовой, так и электробезопасности. Баллон с инертным газом должен стоять на расстоянии 5-10 метров от источника пламени и легко возгораемых предметов. Он должен находиться в вертикальном положении и закреплен от падения. Обязательно нужно проверять шланги перед использованием. При работе нужно использовать средства индивидуальной защиты.
Заключение
Сварка ТИГ углекислым газом и прочие ее разновидности является одной из самых востребованных разновидностей соединения металла. Это обусловлено высоким качеством получаемых швов. Несмотря на трудоемкость и дороговизну процесса, технология активно применяется в профессиональной сфере, где к соединениям выдвигается большая ответственность.
«Tig-сварка. Не загорается дуга. Помогите разобраться» – Яндекс.Кью
Доброго времени суток. Я обязан вам сообщить, что если вы получили ожог глаз от сварки, вам необходимо обратиться к врачу. Но если вы готовы, на свой страх и риск лечиться самостоятельно, в домашних условиях, я готов вам дать пару советов.
Во первых, обеспечте себе(если пострадавший вы) темную комнату, приложите прохладную повязку к области глаз.
Далее, нам потребуются пару медикоментов из аптечного киоска.
- Тетракаин — капли глазные, обезбаливающие(не более двух раз в день по одной капле в каждый глаз)
- Визин — с помощью этих капель, вы уберете воспаление, которое обязательно уже имеется.(по 1 капле 3 раза в день)
- Гентамицин — с помощью этих капель мы ускорим процесс заживления поврежденных тканей органов зрения.(принимать по 1 капле, 3 раза в день, на протяжении МАКСИМУМ 5-и дней.) Лично я, прекращал их капать как только стало лучше…(2 дня)
Плюс ко всему или в замен медикаментам можно обратиться к народным средствам. Отнеситесь со всей серьезностью к лечению если вы получили ожог глаз от сварки. Опишу несколько из них.
- Чайные пакетики. Необходимо заварить 2 чайных пакетика. Дождаться когда они остынут и станут прохладными. Прикладывать к области глаз не выжимая. Лежать так в темной комнате, в лучшем случае, до тех пор, пока пакетики не подсохнут. Данным способом мы сними воспаление и отек области глаз.
- Аптечная ромашка(сухая). Купите упаковку сухой рамашки, заварите её. Можете промакивать в полученном отваре марлю или вату, а лучше использовать непосредственно жмых(завернутый в марлю или бинт). Прикладывайте на закрытые глаза, держите 15 минут. Делайте эту процедуру хотя бы 2 раза в день.
- Тёртый, сырой картофель. Берем сырую картошку. Хорошо её моем и трем на тёрке. Полученную кашицу заворачиваем в марлю или бинт и прикладываем к глазам. Держите эти компресики минут 20. Выполняйте эту процедуру несколько раз в день.
Этих средств вам будет достаточно, что бы справиться с ожогом глаз сваркой. Его кстати называют еще электроофтальмия.
Будьте здоровы и не болейте. Соблюдайте технику безопасности при выполнении сварочных работ(если сварщик), а если нет — не смотрите на сварку. Дам ссылочку, в которой я рассказывал почему нельзя смотреть на сварку без специальной маски.
ВНИМАНИЕ! Обязан сказать — обратитесь к врачу офтальмологу(дежурному или по записи), если боли в глазах не терпимые.
Но, если все в пределах разумного, как не раз бывало у меня, смело лечитесь дома.
Ошибка 404 — Сварянка
Все категории Сварочное оборудование — — Сварочные инверторы MMA — — Сварочные полуавтоматы и механизмы MIG/MAG — — Сварочные аргонодуговые аппараты TIG — — Воздушно-плазменные аппараты и машины плазменной, газовой и лазерной резки — — Сварочные выпрямители — — Сварочные генераторы и агрегаты — — Автоматическая сварка — — Экзотермическая резка — — Запасные части к оборудованию «ESAB» Сварочные материалы — — Сварочные электроды — — Сварочная проволока — — Прутки для аргоно-дуговой сварки — — Электроды для резки и строжки — — Вольфрамовые неплавящиеся электроды — — Флюсы сварочные Сварочные горелки и комплектующие — — Сварочные горелки для полуавтоматической сварки — — Запчасти к горелкам для полуавтоматической cварки — — Сварочные горелки для аргоно-дуговой сварки — — Запасные части к горелкам для аргонодуговой сварки — — Антиадгезивы и охлаждающие агенты Приспособления для сварочных работ — — Электрододержатели и клеммы заземления — — Печи для сушки и прокалки электродов — — Приспособления для сварки — — Материалы для строительства трубопроводов — — Роликовые опоры — — Палатки для сварочных работ — — Центраторы для труб — — ЭХЗ — — Электроинструмент Газосварка (Газопламенная аппаратура) — — Горелки газовые и пропановые — — Резаки — — Редукторы баллонные, сетевые, рамповые — — Регуляторы и подогреватели газа — — Рукава газовые — — Машины газовой резки Роботизированные системы KUKA — — Учебные комплексы KUKA — — Применение роботов KUKA в промышленности — — Типовые задачи применения роботов KUKA — — Промышленные роботы KUKA — — Робото — переферия Запчасти для плазменной, газовой и лазерной резки — — ESAB — — Thermacut — — Abicor Binzel Защита сварщика (средства защиты сварщика) — — Маски сварщика — — Светофильтры и стекла к маскам сварщика — — Спецодежда для сварщиков — — Рукавицы, перчатки, краги сварщика — — Защитные очки Абразивные материалы — — Круги отрезные — — Круги зачистные — — Круги жгутованные
Можно ли выполнять сварку TIG без газа?
В связи со снижением стоимости и повышением качества сварочных аппаратов TIG за последние 5 лет у нас появляется все больше начинающих сварщиков, задающих вопросы о том, что можно сделать с помощью TIG и где его можно использовать. Понимание того, как работает сварочный процесс со сварочным аппаратом TIG, позволит вам понять, является ли он лучшим сварщиком для вашего цеха. Сварка TIG является предпочтительным методом среди большинства сварочных мастерских высокого класса, но у нее есть свои ограничения.
Вам нужно производить сварку на улице, где нельзя использовать защитный газ или вы не можете позволить себе баллон с газом? Сварка без защиты сварочной ванны невозможна при ЛЮБОМ типе сварки.Разница в том, что некоторые методы сварки (например, сварка TIG) требуют фактического сварочного газа, а другие используют флюс или покрытие на присадочной проволоке, которое выгорает, создавая экран, необходимый сварочной ванне, чтобы предотвратить попадание загрязнений в расплавленный металл. При сварке сварочным аппаратом TIG вы используете кусок голой присадочной проволоки без покрытия и вольфрам, который подает электрическую дугу на заготовку, образуя лужу. Этот метод сварки требует, чтобы каждая часть процесса была ОЧЕНЬ чистой, и в качестве защитного газа требуется 100% аргон.Без защитного газа вы сожжете вольфрам, загрязните сварной шов и не сможете проникнуть в заготовку.
А теперь не теряйте надежды и мечты о приобретении сварочного аппарата TIG из-за проблем с газом! Хорошей новостью является то, что многие современные сварочные аппараты TIG представляют собой инверторные, многоцелевые аппараты, которые могут выполнять сварку TIG и сварку палкой одним щелчком переключателя и заменой пары фитингов. Процесс сварки TIG и дуговой сварки ОЧЕНЬ похож, если у вас есть провод с электрододержателем или «горелкой».В любом случае вы либо касаетесь электродом детали, либо подносите ее достаточно близко, чтобы дуга подпрыгивала, и вы начинаете сварку. На этом различия заканчиваются: в дуговой сварке используется расходный материал. Он носит множество шляп, это присадочный пруток, он создает электрическую цепь для сварки, а также покрыт покрытием, которое создает защитный газ, необходимый для защиты сварочной ванны во время сварки. При сварке TIG вы держите присадочный стержень в одной руке, а горелку / вольфрам — в другой, и вы добавляете присадочный стержень в лужу с защитным газом, текущим из горелки и над расплавленной сварочной лужей.
Итак, если вы хотите сваривать без газа, но позже можете увидеть, как вы перейдете к сварке TIG, мы рекомендуем приобрести многофункциональный аппарат для сварки TIG, который также позволяет выполнять дуговую сварку или сварку палкой. Мы предлагаем множество аппаратов для сварки TIG, и большинство из них также позволяет выполнять дуговую сварку без газа. Ознакомьтесь со всей линейкой наших сварочных аппаратов TIG здесь: https://www.eastwood.com/welders/tig-welders.html.
,Professional 200A TIG Welder Hot Start HF Ignition Anti Stick Arc Force Сертифицирован CE Инверторный сварочный аппарат MMA TIG 230 В | Аппарат для сварки TIG | сварочный аппаратtig mma
Профессиональный сварочный аппарат 200A IGBT TIG MMA Горячий старт ВЧ зажигание Anti-Stick Arc-Force 2T / 4T Сертифицированный CE инверторный сварочный аппаратПросто хорошо
HF Tig / MMA
Нисходящий / постпоток
2T / 4T режим

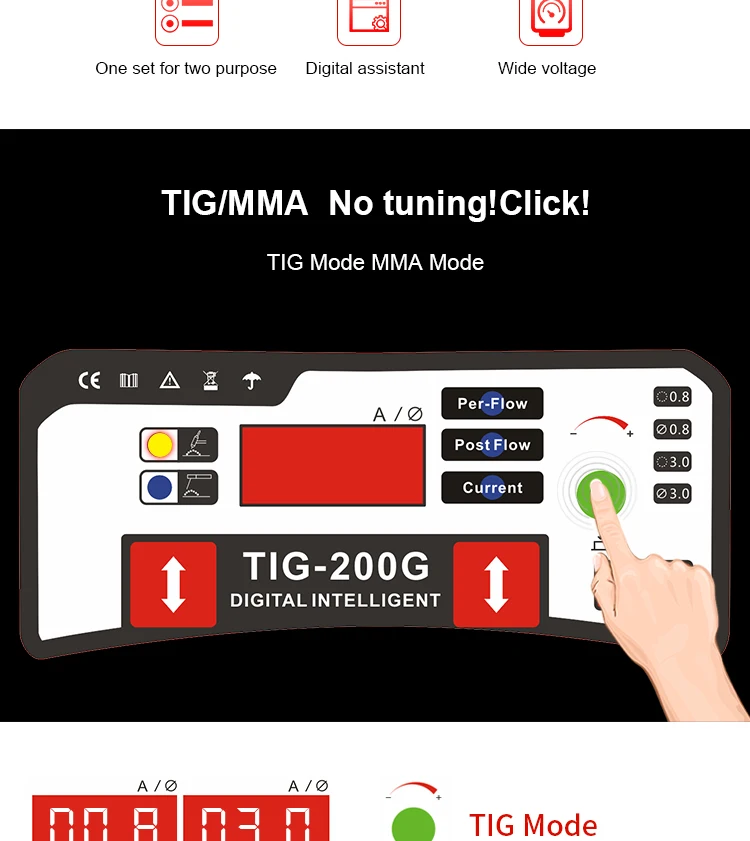
Tig200 — это высокоэффективный, прочный, надежный аппарат HF Tig, простой в использовании.Конструкция канала системы принудительного воздушного охлаждения может эффективно предотвратить повреждение силовых устройств и цепей управления пылью, попадающей в машину вентилятором. В результате значительно повышается надежность машины. Обтекаемый дизайн означает, что передняя и задняя панели естественным образом объединены посредством перехода большого радиана.
Все параметры Tig200 на передней панели можно регулировать плавно и плавно, например, время спада, время последующего потока.
Функции продукта
• Функция зажигания дуги горячим стартом: делает зажигание дуги при сварке TIG при слабом токе более простым и надежным.
• Функция 2T / 4T.
• Функция спуска и продувки газа
• Технология самонастраивающейся силы дуги повышает производительность аппарата при сварке длинных кабелей.
• Превосходное зажигание высокочастотной дуги: зажигание дуги высокой надежности.
• Улучшенное зажигание дуги с помощью Liftarc: сварка TIG без схемы зажигания высокочастотной дуги.




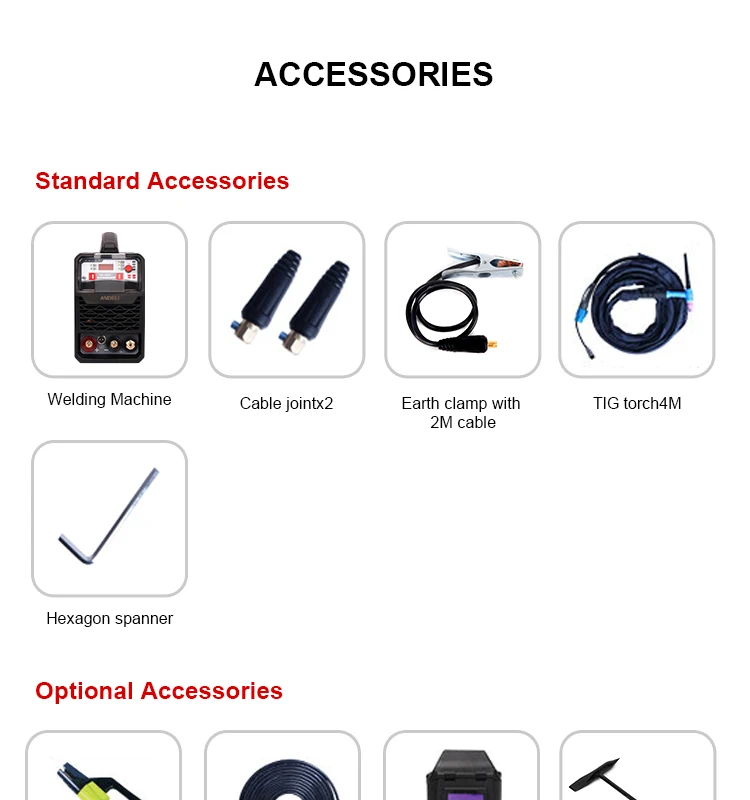
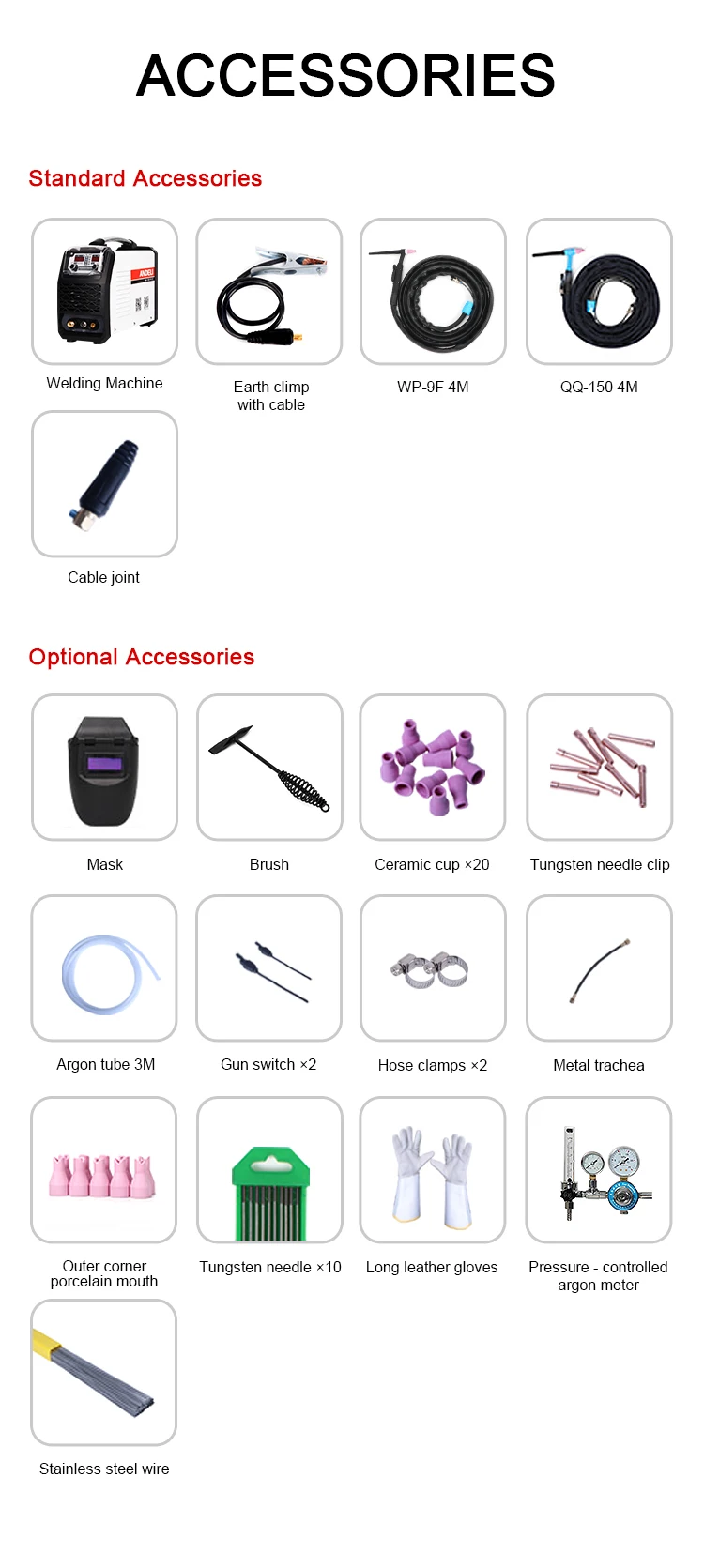
Упаковка:
Сварочный аппарат 1шт;
1 комплект TIG-горелки (4 метра) с принадлежностями;
1 шт. Заземляющий провод (3 м).
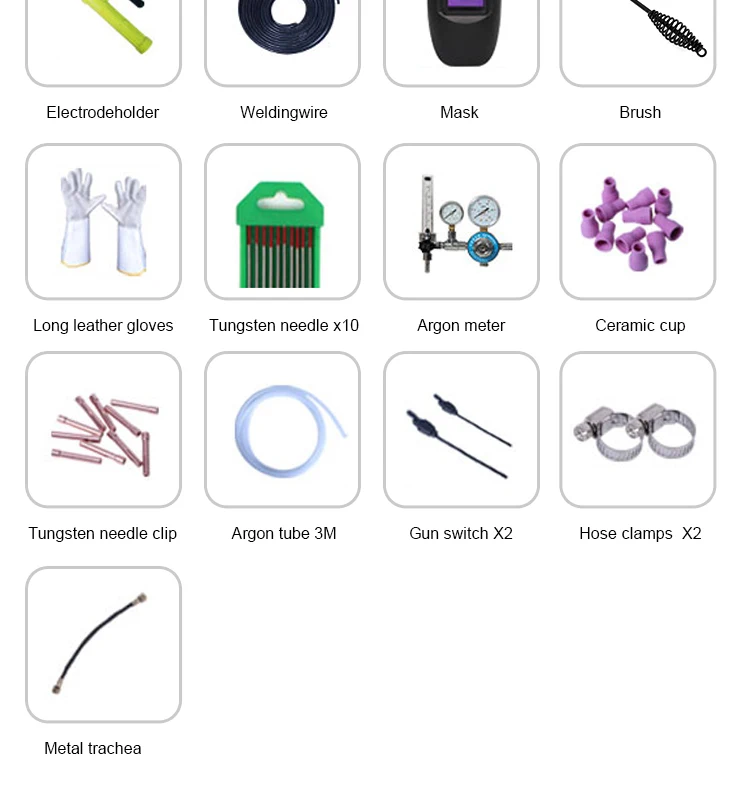
Дополнительное предложение:
Мы предоставляем полный ассортимент продукции для сварки и резки, пожалуйста, посетите наш магазин, чтобы узнать больше.
Дополнительные вольфрамовые электроды:

Дополнительный Tig Finger:

Дополнительная сварочная маска:

ANDELI Интеллектуальный портативный однофазный инвертор IGBT Аппарат для сварки TIG 250G TIG Аппарат для аргонно-дуговой сварки TIG / MMA, 2 дюйма 1 | |



| ПОЛНАЯ ЦИФРОВАЯ СИСТЕМА ПУНКТ | WS-250G | Тип | Трубка IGBT | ||||||
| TIG-250G | |||||||||
| Функция | MIG-TIG Напряжение питания (В) | AC220V ± 15% | |||||||
| Частота (Гц) | 50/60 | Номинальная входная мощность (кВА) | 6.5 | 4,8 | |||||
| Номинальный входной ток (A) | 29,5 | 21,7 | Номинальный выходной ток (В) | 180A / 27,2 В | 190A / 17,6 В | ||||
| Диапазон выходного тока (А) | 10-180 | 5-190 | Напряжение холостого хода (В) | 59 В | |||||
| Рабочий цикл (%) 40 ℃ | 60% | 130 | 150 | КПД (%) | 85 | ||||
| 100% | 100 | 110 | |||||||
| Коэффициент мощности | 0.7 | Класс изоляции | F | ||||||
| Класс защиты | IP21S | Интеллектуальный параметр | √ | ||||||
| Вольфрамовая игла (мм) | 1,6-2,4 | Полезный электрод (мм) | 1,6-3,2 | ||||||
| Размеры (мм) | 370X145X270 | Масса (кг) | 7.8 | ||||||








Пожалуйста, свяжитесь с нами для получения более подробной информации о продуктах и информации о доставке. Продавцы, специализирующиеся на сварке, понимают ваши требования полностью и быстро, помогают вам сэкономить деньги и время.
ПРЕДПРОДАЖНОЕ ОБСЛУЖИВАНИЕ
l Отправьте запрошенный товар с более подробной информацией, такой как номер модели, целевой маркетинг, общее количество, особые требования.
l Наши продавцы отправляют коммерческое предложение 7/24 часа онлайн-сервисов (электронная почта, Skype, Wechat, Linkedin и т. Д.) и сведения о продукте. Телефон и мобильный телефон также доступны, вы можете связаться с нами в любом месте и в любое время.
l Мы обсуждаем технологии, срок поставки, гарантию, оформление коробки машины, оплату …
l Наши специалисты по продажам отправляют счет-проформу для подтверждения.
УСЛУГИ ПО ПРОДАЖЕ
l Клиент вносит депозит и отправляет нам банковскую копию.
l Организация производства начинается после получения депозита или аккредитива.
л Вся продукция (каждая шт.) Проверяется и тестируется на 100% нашими опытными рабочими.
l Наши продавцы вышлют вам фотографии для подтверждения перед отправкой.
л Покупатель оплачивает остаток, наш фактор организует отгрузку.
l Отправьте уведомление клиенту, когда товар прибудет в порт назначения покупателя. Клиент отправит отзыв о нашем качестве и обслуживании.
ПОСЛЕПРОДАЖНОЕ ОБСЛУЖИВАНИЕ
l Сервисная служба ANDELI будет сопровождать вас и машины в течение года.
l Наш инженер поможет вам разрешить сомнения во время использования.
FAQ
Q: Почему выбирают нас?
A: 1 Мы являемся фабрикой по производству инструментов, лучшими производственными возможностями, лучшим контролем качества, лучшим сервисом.
2 100% проверка качества перед отправкой.
3 Конкурентоспособная цена.
В: Можете ли вы помочь мне разработать или изменить продукты по нашему запросу?
A: У нас есть возможности для исследований и разработок, а также профессиональная и эффективная команда, поэтому приветствуются индивидуальные услуги и OEM / ODM. Мы постараемся сделать все возможное, чтобы у вас была хорошая идея.
Q: Как насчет послепродажного обслуживания?
A: Наша компания несет ответственность за поставленный продукт в течение срока его эксплуатации.
Q: А как насчет образцов?
A: Мы можем предоставить образцы. Но мы должны взимать плату за образец. И мы вернемся после подтверждения заказа. Заказчик должен нести ответственность за стоимость доставки, когда ему требуется конкретный метод доставки.


ANDELI Рекламное слово TIG 250GPA Сварочный аппарат TIG из нержавеющей стали на постоянном токе с холодной сваркой Многофункциональный сварочный аппарат TIG | |

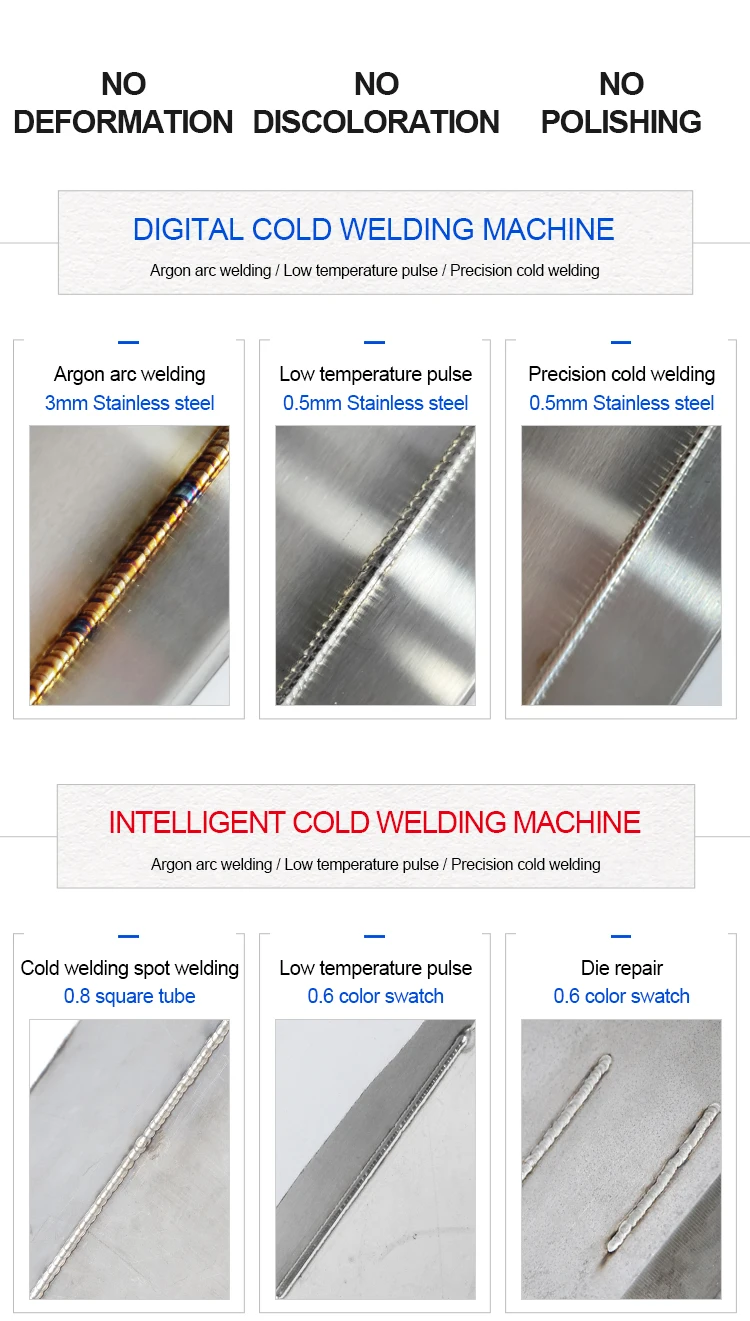
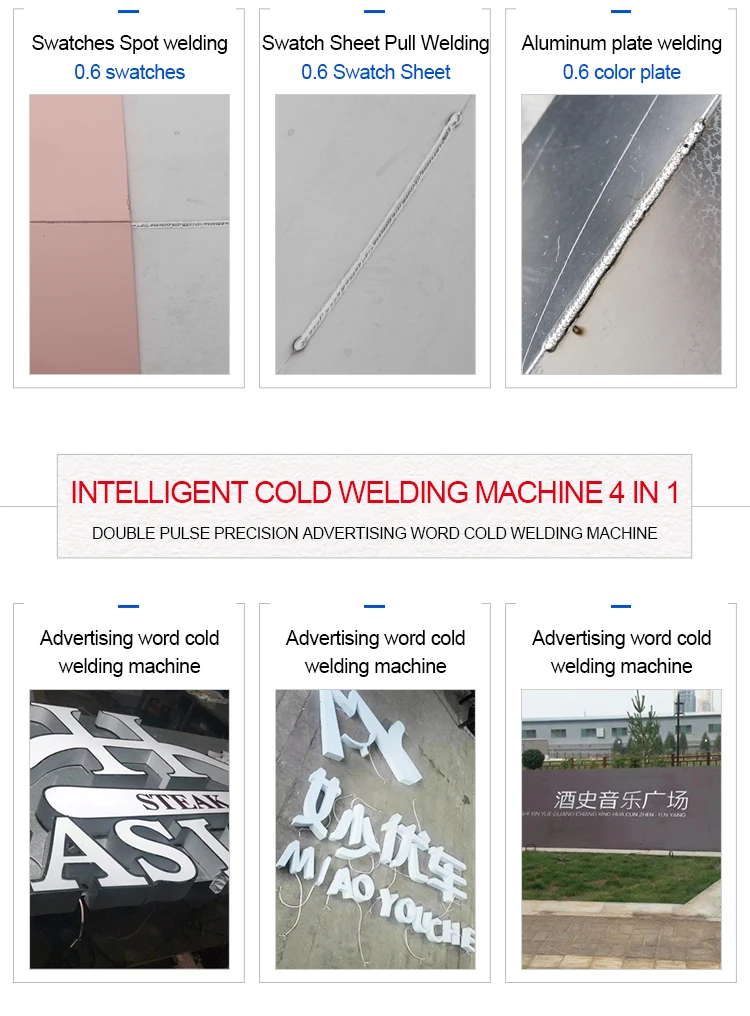

| ПОЛНАЯ ЦИФРОВАЯ СИСТЕМА ПУНКТ | TIG-250GP + | TIG-250GPA | ||||
| Тип | Трубка IGBT | Функция IGBT | Функция Hot Tig | Tig 3 в 1 | Tig 4 в 1 | |
| Hot / Cool Pluse Tig | ||||||
| Cool Tig | ||||||
| Рекламная реклама ds Tig | / | |||||
| Напряжение питания (В) | AC220V ± 15% | AC220V ± 15% | ||||
| Частота (Гц) | 50/60 | 50/60 | ||||
| Номинальный вход мощность (кВА) | 5.9 | 6,7 | ||||
| Номинальный входной ток (А) | 26,8 | 30,4 | ||||
| Номинальный выход (А) | 220 А / 18,8 В | 250 А / 20 В | ||||
| Рабочий цикл (%) 40 ℃ | 60% | 220 | 250 | |||
| 100% | 175 | 200 | ||||
| Hot TIG | Диапазон выходного тока (A) | 5-220 | 5-250 | |||
| Охлаждение TIG | Диапазон выходного тока (A) | 1-220 | 1-250 | |||
| Время выходного тока (с) | 1-200 | 1-200 | ||||
| Время секундного тока (с ) | / | 1-200 | ||||
| Импульсная ВИГ | Пиковый ток | / | / | |||
| Частота импульсов | 1-30 Гц | 1-30 Гц | ||||
| Частота второй паузы | / | 1-30 Гц | ||||
| Импульс Ширина (соотношение) | / | / | ||||
| Время предварительной подачи газа (с) | / | / | ||||
| Время подачи газа (с) | 0.5-5 | 0,5-5 | ||||
| Интеллектуальный параметр | √ | √ | ||||
| КПД (%) | 85 | 85 | ||||
| Коэффициент мощности | 0,76 | 0,76 | ||||
| Класс изоляции | H | H | ||||
| Класс защиты | IP21S | IP21S | ||||
| Вольфрамовая игла (мм) | 1.6-3,2 | 1,6-3,2 | ||||
| Размер (мм) | 380X140X270 | 480X210X370 | ||||
| Вес (кг) | 7,55 | 11,55 | ||||
9027 9027 9027 9027 9027
НАШИ УСЛУГИ
Пожалуйста, свяжитесь с нами для получения более подробной информации о продуктах и доставке. Продавцы, специализирующиеся на сварке, полностью и быстро понимают ваши требования, помогут вам сэкономить деньги и время.
ПРЕДПРОДАЖНОЕ ОБСЛУЖИВАНИЕ
l Отправьте запрошенный товар с более подробной информацией, такой как номер модели, целевой маркетинг, общее количество, особые требования.
l Наши продавцы присылают коммерческое предложение 7/24 часа онлайн-услуг (электронная почта, Skype, Wechat, Linkedin и т. Д.) И сведения о продукте. Телефон и мобильный телефон также доступны, вы можете связаться с нами в любом месте и в любое время.
l Мы обсуждаем технологии, срок поставки, гарантию, оформление коробки машины, оплату …
l Наши специалисты по продажам отправляют счет-проформу для подтверждения.
УСЛУГИ ПО ПРОДАЖЕ
л Клиент вносит депозит и отправляет нам банковскую копию.
l Организация производства начинается после получения депозита или аккредитива.
л Вся продукция (каждая шт.) Проверяется и тестируется на 100% нашими опытными рабочими.
l Наши продавцы вышлют вам фотографии для подтверждения перед отправкой.
л Покупатель оплачивает остаток, наш фактор организует отгрузку.
l Отправьте уведомление покупателю, когда товар прибудет в порт назначения покупателя.Клиент отправляет отзыв о нашем качестве и сервисе.
ПОСЛЕПРОДАЖНОЕ ОБСЛУЖИВАНИЕ
l Сервисная служба ANDELI будет сопровождать вас и машины в течение года.
l Наш инженер поможет вам разрешить сомнения во время использования.
FAQ
Q: Почему выбирают нас?
A: 1 Мы являемся фабрикой по производству инструментов, лучшими производственными возможностями, лучшим контролем качества, лучшим сервисом.
2 100% проверка качества перед отправкой.
3 Конкурентоспособная цена.
В: Можете ли вы помочь мне разработать или изменить продукты по нашему запросу?
A: У нас есть возможности для исследований и разработок, а также профессиональная и эффективная команда, поэтому приветствуются индивидуальные услуги и OEM / ODM. Мы постараемся сделать все возможное, чтобы у вас была хорошая идея.
Q: Как насчет послепродажного обслуживания?
A: Наша компания несет ответственность за поставленный продукт в течение его срока службы.
Q: А как насчет образцов?
A: Мы можем предоставить образцы, но мы должны взимать плату за образец.И мы вернемся после подтверждения заказа.Клиент должен нести ответственность за стоимость доставки, когда ему требуется конкретный способ доставки.