суть метода, его преимущества и недостатки, сфера применения
 TIG сварка была разработана более 50 лет назад для авиационной промышленности в связи с необходимостью соединять алюминий и магний. Первоначально в качестве экранирующей среды, в которой обрабатывался шов, использовали гелий, поэтому технологию можно было классифицировать как гелийдуговую сварку. Сегодня наиболее общим названием для подобных методов является аббревиатура TIG (Tungsten Inert Gas) — Вольфрам Инертный Газ, а вместо гелия чаще используется аргон. Сущность процесса такова: электродуговая сварка производится неплавящимся электродом в облаке из инертного газа. Сварочный материал подаётся в зону соединения отдельно.
TIG сварка была разработана более 50 лет назад для авиационной промышленности в связи с необходимостью соединять алюминий и магний. Первоначально в качестве экранирующей среды, в которой обрабатывался шов, использовали гелий, поэтому технологию можно было классифицировать как гелийдуговую сварку. Сегодня наиболее общим названием для подобных методов является аббревиатура TIG (Tungsten Inert Gas) — Вольфрам Инертный Газ, а вместо гелия чаще используется аргон. Сущность процесса такова: электродуговая сварка производится неплавящимся электродом в облаке из инертного газа. Сварочный материал подаётся в зону соединения отдельно.
Аргон:
- оптимизирует зажигание и стабильность дуги;
- создаёт химически чистую среду в области электрода;
- рекомендуется для ручной сварки.
- благодаря высокой теплопроводности позволяет создавать широкий и глубокий шов;
- уменьшает образование пор при сварке алюминия;
- рекомендуется для автоматической сварки.
И аргон и гелий не меняют химсостав сварного шва. В некоторых случаях используют сложные смеси газов. Экран из чистого аргона удовлетворяет практически большинству требований к среде, в которой должна происходить сварка.
Вольфрам и инертный газ
 Для TIG сварки существуют и другие названия, например, WIG и GTAW. Поскольку самые распространённые обозначения описываемого метода включают в себя термин «вольфрам», как основу технологии, то для понимания важности этого материала для процесса стоит остановиться на его свойствах подробнее.
Для TIG сварки существуют и другие названия, например, WIG и GTAW. Поскольку самые распространённые обозначения описываемого метода включают в себя термин «вольфрам», как основу технологии, то для понимания важности этого материала для процесса стоит остановиться на его свойствах подробнее.
Вольфрам — крайне тугоплавкий и очень хрупкий металл, типично применяемый как электропроводный материал с высокой температурой плавления: в лампах накаливания, нагревательных элементах, ракетных двигателях. В TIG сварке он используется в качестве нерасходуемого электрода, предназначенного для создания дуги с температурой до 6000 °C. Выдающаяся термостойкость и отличная электропроводность сохраняют вольфрамовый электрод от выгорания.
Уникальные механические свойства этого металла позволяют работать дугой с температурой, превышающей возможность сохранения вольфрама в твёрдом состоянии. Предел прочности на растяжение у него значительно выше по сравнению, например, со сталью. Несмотря на такие выдающиеся прочностные характеристики, сохраняемые вольфрамовым электродом в горячей среде, сам металл очень хрупок — его нетрудно разрушить ударом молотка.
О чём говорит в названии метода термин Inert Gas? Основными компонентами атмосферы являются кислород и азот. Последний легко растворяется в расплавленном материале и вступает с ним в соединение, образуя нитриды. Кислород активно окисляет металлы при высоких температурах. И первое и второе приводят к большому количеству нежелательных примесей в сварном шве, что делает его хрупким и непрочным. Сложные и ответственные работы возможны только при производстве сварочного процесса без присутствия воздуха. Создание экрана из инертного газа в высокотемпературной зоне позволяет решить эту задачу.
ТИГ сварка — что это
 Итак, ТИГ сварка требует три вещи: тепла, экрана и материала для создания шва. Температура в зоне работы повышается с помощью электричества, подаваемого через вольфрамовый электрод. Экранирование осуществляется подачей сжатого газа в место создания дуги, чтобы защитить процесс от атмосферного воздуха. Сварочным материалом, заполняющим шов, служит обычная проволока, расплавляемая при помощи погружения в дугу.
Итак, ТИГ сварка требует три вещи: тепла, экрана и материала для создания шва. Температура в зоне работы повышается с помощью электричества, подаваемого через вольфрамовый электрод. Экранирование осуществляется подачей сжатого газа в место создания дуги, чтобы защитить процесс от атмосферного воздуха. Сварочным материалом, заполняющим шов, служит обычная проволока, расплавляемая при помощи погружения в дугу.
Преимущества:
- универсальность — можно сваривать практически все металлы и их сплавы во всех положениях;
- возможность работы с тонкими листовыми металлами;
- высокое качество и чистота шва;
- лёгкий контроль сварочной ванны;
- возможность автоматизации и механизации метода.
Недостатки:
- невысокая скорость, особенно при работе с толстыми деталями;
- качество ручной сварки требовательно к мастерству сварщика;
- работа мощной дуги может создавать помехи для радиоэлектронных устройств.
Применение ТИГ
Описываемый метод даёт возможность получать чрезвычайно чистый сварной шов высокого качества. Процесс исключает образование шлака — это позволяет избежать загрязнений сварного шва дисперсными включениями и практически не требует его очистки. Метод TIG в основном используют для работы с нержавеющими или другими высоколегированными сталями, для сварки таких материалов, как алюминий, медь, титан, никель и их сплавов.
 В авиации и космонавтике. Создание современных летательных и космических аппаратов не обходится без аргонодуговой сварки благодаря универсальности и точности технологии.
В авиации и космонавтике. Создание современных летательных и космических аппаратов не обходится без аргонодуговой сварки благодаря универсальности и точности технологии.- В автопромышленности. Сварочные швы, полученные способом TIG, зарекомендовали себя как коррозионностойкие соединения, поэтому автомобильные крылья зачастую приваривают именно этим способом, чтобы защитить их от ржавчины во время эксплуатации.
- В ремонтных и восстановительных работах. ТИГ процессы востребованы в ремонте — от сварки алюминиевых инструментов в быту до решения сложных промышленных задач.
- В производстве арт-объектов. Поскольку метод ТИГ позволяет получать сварочные швы косметического качества, этот способ обработки металлов привлекателен для художников и дизайнеров. Изделия, для которых внешний вид сварки очень важен, создаются с помощью методов ТИГ. Это могут быть как промышленные изделия, так и единичные произведения искусства, например, металлические скульптуры.
 В авиации и космонавтике. Создание современных летательных и космических аппаратов не обходится без аргонодуговой сварки благодаря универсальности и точности технологии.
В авиации и космонавтике. Создание современных летательных и космических аппаратов не обходится без аргонодуговой сварки благодаря универсальности и точности технологии.что это такое? Режимы. ТИГ сварка своими руками.
Известно и широко применяется много различных методов соединения металлических деталей путем сплавления электрическим током, но TIG-сварка по праву занимает особое место. Это недорогой метод надёжного соединения различных металлов с применением неплавящегося электрода. С его помощью можно выполнять сварку алюминия, чугуна, меди, бронзы, нержавейки, титана и других материалов, которые невозможно обрабатывать другими видами.
TIG-сварка – это в первую очередь аргонодуговая сварка, поэтому для нее придется покупать специальный инертный газ. Аргон является более тяжёлым, чем воздух, поэтому применяются для вытеснения его из области сваривания, чтобы не происходило окисления деталей в месте сварки. Именно этот фактор порой является ключевым при выполнении подобной работы другим типом.

В отличие от дуговой сварки MMA или полуавтоматической с проволокой MIG / MAG, технология ТИГ выполняется специальным вольфрамовым электродом. Этот материал идеально подходит для работы со всеми типами металлов, так как их соединение происходит в безвоздушной среде. Сварка в таком режиме осуществляется от AC/DC инверторного аппарата. Только на нем должен присутствовать специальный евроразьем. Через него будет подключаться горелка со шлангом.
Область применения TIG сварки
TIG-сварка по своим свойствам является универсальным методом, потому что с ее помощью можно выполнять надёжное соединение различных видов металлов. В некоторых случаях можно и вовсе сваривать между собой разнородные сплавы. Область применения ее ограничивается только тем, что с собой придется постоянно возить тяжёлый баллон с газом.
Поэтому такая сварка больше является стационарной, нежели мобильной, но в ряде случаев все же пользуется популярностью и с выездными работами.
В основном ее используют все же для сваривания цветных металлов, потому что позволяет работать в среде с инертным газом без доступа кислорода, который является мощным окислителем.

При выходе же аргона в область плавки, воздух вытисняется им, что создает оптимальные условия для плавки без окалины. Также ею отлично свариваются различные металлические детали из других видов сплавов, создавая биметаллические соединения, поэтому она является универсальной и может быть применена для работы в любой ситуации.
Особенно стоит упомянуть возможность сваривания тонкостенных деталей, труб, тонкого профиля, чего нельзя сказать про режим электродуговой сварки. Путем наплавления металла поверх деталей образуется толстый шов, за счет глубокого проникновения расплава между деталями.
Плюсы и минусы TIG сварки
Режим TIG сварки имеет много особенностей, потому что представляет собой несколько иной метод работы. Поэтому и работать с ней необходимо определенным образом. Сначала стоит рассказать про преимущества:
- Выполнять сварку можно с любым типом тока, AC или DC.
- Сварные швы получаются более ровными и гладкими.
- Данный тип сварки позволяет работать с тонкостенными заготовками, не проплавляя их, так как присадка подаётся вручную.
- При работе используется негорючий газ, что способствует соблюдению техники безопасности.
- Такая сварка хороша для начинающих, к тому же для работы может использоваться обычный инвертор.
- Так как электроды не плавятся, то одного стержня может хватить на длительное время.
- В конструкции предусмотрен удобный цанговый зажим для электродов различных диаметров на вентильной горелке.
- Обычно в профессиональных сварочных аппаратах предусмотрен осциллятор, с помощью которого обеспечивается стабильный поджиг дуги.
Кроме положительных моментов, TIG-сварка также имеет и ряд отрицательных черт. Учитывая, что сварка выполняется в среде тяжёлого газа, то работы должны выполняться в закрытом помещении с минимальным количеством воздушного потока.
Также наблюдается неравномерность толщины сварного шва из-за того, что сварочный пруток подаётся вручную. К тому же такая сварка весьма ограничена, потому что работать можно только возле баллона с аргоном, который транспортировать очень тяжело из-за большого веса. Если сварка по такой технологии производится в автоматическом режиме, то шов получается идеальный.

Описание технологии выполнения TIG сварки
Чтобы получить качественный шов своими руками при использовании TIG-сварки, необходимо правильно подготовиться. То есть в зависимости от толщины свариваемых деталей корректно подобрать диаметр электрода, силу тока и присадочный пруток. Если что-то из перечисленного будет выбрано неверно, то сварное соединение будет плохим.
Что касается способа поджига дуги, то их существует также несколько. Каждый из них имеет свои особенности, что говорит об уровне сварочного аппарата, который используется для работы. Рассмотрим три основные:
- Чирканье или контактный. Именно так поступают неопытные мастера. После него деформируется кончик электрода и на заготовках остаётся характерный след. Приходиться тратить много времени, чтобы удалить следы.
- Поджиг путем точечного касания или TIG LIFT. Наиболее рациональный способ, применяется в большинстве аппаратах. Дуга поджигается на малом расстоянии от детали или при малейшем касании, что обеспечивается схемой управления работой силовыми модулями в аппарате.
- Третьим методом является бесконтактный, но он реализован далеко не во всех сварочных аппаратах.
Во время сваривания деталей следует держать электрод на расстоянии от заготовок в 3 мм. Если оно будет больше, то велика вероятность наплывов и как результат, потеря прочности шва.
Если свариваются детали из тонкого металла, то их разделка не нужна, но при работе с толстым металлом необходимо обработать кромки и учесть зазор, чтобы расплавленный металл мог его полностью заполнить.
Чтобы выполнить качественную сварку алюминия, чугуна или нержавейки при помощи TIG-сварки, просмотрите видео о процессе работ от мастера. Если не пройти своего рода инструктаж, можно допустить много ошибок. Например, при использовании сплава CuSi для сваривания медных деталей.
Важно при работе со сварочным оборудованием с токами до 180, 200 и более Ампер использовать сварочную маску, перчатки и огнеупорный халат. Конечно, при такой методике образуется намного меньше искр, чем при дуговой. Тогда можно будет лучше сконцентрироваться на процессе работы, и результат получится отличный.
Оборудование и материалы, необходимые для выполнения TIG сварки
Сваривать железо при помощи аргонодуговой сварки типа TIG можно и обычным инвертором. Он работает в импульсном режиме, что способствует нормальному поджигу дуги и дальнейшему процессу сплавления. Что касается перечня оборудования, то для работы потребуется следующий набор из устройств и аксессуаров:
- Инверторный аппарат, у которого есть клапан для управления подачей газа с опережением в 1 секунду.
- Рукав с токоведущим проводом и горелка, в которой интегрирован держатель для электрода и имеется выход для газа.
- Баллон с аргоном, который подключен к входному отверстию на аппарате.
- В некоторых моделях также имеется педаль для управления подачей газа, но тогда надо выдерживать время перед поджигом дуги самостоятельно.
- Система охлаждения горелки. Она используется в тех случаях, когда сварка выполняется более толстых деталей на большем расстоянии до них. В качестве жидкости используется дистиллированная вода, циркулирующая через рукоятку.
Перед тем, как начать работать со сваркой в режиме TIG, рекомендуется просмотреть видео от профессионалов. Там мастера подробно описывают не только оборудование, но и сам процесс происходящего, нюансы и особенности. Важно отметить, что варить таким аппаратом просто, но без практики качественный шов с первого раза не получится.
описание этого метода, особенности, плюсы и минусы такого способа соединения

В 1800 г. Хэмфри Дэвид создал принцип дуговой сварки, однако, несмотря на технологический прогресс, практически 100 лет этот способ не совершенствовался. Лишь в начале XX века учёным пришла в голову мысль добавить в инертный газ электрическую дугу. Такое изобретение получило название «TIG-сварка».Благодаря внедрению электрической дуги в инертный газ, появилась возможность соединять сложные металлы, например, магний с алюминием. При стандартной сварке, из-за воздействия кислорода, шов со временем приобретал пористую поверхность и начинал покрываться шлаком. В TIG-сварке этот недостаток отсутствует, поэтому данный метод получил огромную популярность в современном мире, но особенно, в аэрокосмической отрасли.
Общие данные

Аббревиатура TIG расшифровывается как аргонодуговая сварка. То есть это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. Однако стоит сказать, что в ФРГ используют аббревиатуру WIG, а в Австрии — GTA. Тем не менее всё это аналоги TIG, поэтому не стоит задумываться, при встрече подобных обозначений.Когда сварщик начинает работу, в ручном или автоматическом режиме подаётся присадочная проволока. Как было сказано выше, TIG — это аргонодуговой метод сварки. Но с тем же успехом, вместо аргона можно использовать гелий или азот. Просто именно такая расшифровка закрепилась в умах людей.
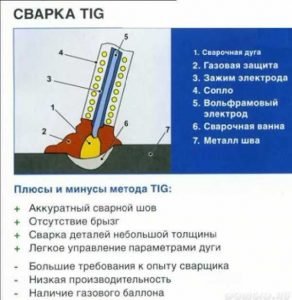
Использование в TIG-сварке газовой смеси обосновывается тем, что вес аргона больше массы кислорода, и при контакте этих элементов друг с другом не возникает взрывоопасной ситуации. Поэтому такой метод более безопасен и удобен. Исходя из вышесказанного, стоит выделить преимущества использования этого способа:
- Безопасность.
- Аккуратный шов.
- Отсутствие «брызг» во время работы.
- Простое управление параметрами дуги.
- Хорошее соединение узких деталей.
Но вместе с тем у TIG-сварки имеется и ряд недостатков:
- Требование наличия газового баллона.
- Невысокая производительность.
- Высокие требования к мастерству сварщика.
Особенности сварки
Как и в любой другой вид, TIG-сварка имеет свои особенности, которые следует учитывать до и во время работы. Для простоты восприятия наиболее важные моменты вынесены в отдельный список:
- Перед работой металл необходимо зачистить и обезжирить.
- При работе чаще всего используют подключение к «минусу».
- Сварка алюминия (в т. ч. и его сплавов) должна производиться переменным током.
- Чем больше диаметр электрода, тем выше должна быть сила тока. Однако не следует устанавливать запредельные значения, т. к. этот компонент вполне может расплавиться.
- Напряжение дуги должно соответствовать ей длине. Тем не менее новичкам рекомендуется работать на короткой дуге.
- Кончик электрода при TIG-сварки стыковых соединений должен выпирать на 3-5 мм. Однако если соединение производится тавровым (или угловым) методом, вылет должен быть равен 5-8 мм.
- Распределение газа по сечению сопла должно быть равномерным.
- Подаваемый газ (например, аргон или гелий) влияет на жёсткость струи.
- При TIG-сварке электрод должен двигаться справа налево вдоль оси шва.

Как видно, этот вид сварки имеет немало особенностей. По этой причине он не подходит для новичков.
Распространённые ошибки при работе
Несмотря на отличные характеристики, у многих пользователей возникают определённые проблемы во время работы. Сюда можно отнести следующие моменты:
- Быстрое сгорание электрода.
- Шов неправильного цвета или его поверхность слишком пористая.
- Нестабильность сварной дуги.
- Попадание в шов вольфрама.
- На поверхности сопла пыль или жёлтый дым.
Если при TIG-сварке электрод сгорает слишком быстро, возможно, причина в недостатке поступающего газа (стандартный расход — 7-10 л/мин). Кроме того, причины неисправности могут скрываться в неправильном подключении электрода, использования электрода без присадок или диаметр электрода не соответствует уровню тока.
Также случается, что при TIG-сварке шов имеет неправильный цвет или слишком пористую поверхность. Как правило, причины этих неисправностей следующие:
- Образование конденсата на металле (высушить изделие или протереть сухой тряпкой).
- Недостаток газа (расход должен быть от 7 до 10 л/мин).
- Неисправность шланга или неплотное его подключение к горелке.
- Загрязнение самого металла (почистить изделие от жира, грязи, масла и т. д.).
- Неподходящий присадочный материал.
Нестабильная сварная дуга. У этой проблемы также есть несколько причин:
- Загрязнение свариваемого металла (достаточно просто почистить его).
- Загрязнение электрода (этот элемент нужно очистить от грязи, а затем переточить).
- Нарушение полярности (подключать электрод необходимо к «минусу»).
- Отсутствие подготовки электрода к работе (необходимо затупить или закруглить этот компонент).
Довольно часто при выполнении TIG-сварки происходит загрязнение шва вольфрамом. В большинстве случаев это происходит из-за касания электродом сварочной ванны. В таком случае его необходимо держать выше. Ещё одна причина — плавление электрода в сварочную ванну. Если это случилось, рекомендуется применять легитированный электрод.
Иногда во время TIG-сварки образуется жёлтый дым и электрод меняет цвет. Причина кроется в слишком быстром отключении газа. Поступление газа при TIG-сварке следует прекращать лишь спустя 10 секунд после гашения дуги.
Области применения

Как было сказано выше, этот вид сварки получил огромное признание в аэрокосмической отрасли. Помимо вышеперечисленных преимуществ, популярность также объясняется тем, что с помощью TIG-сварки можно соединить самые разнообразные металлы. Например, углеродистые или нержавеющие виды стали, различные титановые сплавы, медные, латунные изделия и т. д.Помимо данной отрасли, эта разновидность соединения металлов также используется при изготовлении велосипедов. Дело в том, что она отлично подходит для соединения тонких деталей из алюминиевых металлов. Поэтому её применяют для соединения тонкостенных трубок, которые устанавливаются на велосипеды.
Несмотря на сложность сварки, её довольно часто используют в бытовых условиях. Например, для монтажа нестандартного кондиционера в автомобиль, заделывания трещин и дыр в радиаторе и т. д. Высокую распространённость данного метода обеспечили самодельные сварочные установки, которые изготавливаются буквально из подручных средств.
Вообще, TIG-сварка — очень примечательный метод соединения деталей. Хорошее качество шва, устойчивость к негативным воздействиям и высокая безопасность при работе, придают ему огромную популярность. Однако несмотря на плюсы, для использования TIG-сварки потребуются определённые навыки.
Оцените статью: Поделитесь с друзьями!Сварочный аппарат для TIG сварки AC DC: что это такое?
Время чтения: 9 минут
Сварочный аппарат TIG — это давно известная разновидность сварочного оборудования. TIG-аппарат можно найти как на крупном производстве, так и в мастерской у частного мастера или в гараже у сварщика-любителя. Сама технология TIG сварки универсальна и проста в применении, поэтому ее используются многие мастера по всему миру.
Большинство TIG-аппаратов работают на постоянном токе, поскольку это стандарт среди современного сварочного оборудования. Такие аппараты называют DC (DC — постоянный ток). Но в продаже так же есть TIG аппараты с приставкой AC/DC в названии, что означает ток переменный/ток постоянный.

Что это такое? Зачем современному TIG-аппарату работать не только на постоянном, но и на переменном токе? На все вопросы вы найдете ответы в этой статье. Мы также расскажем про лучшие TIG AC/DC аппараты для дома и гаража по цене от 500$ до 800$. Это стандартная цена для аппаратов с таким функционалом. Есть модели и существенно дороже, но их покупка целесообразна только при работе на крупном производстве.
Содержание статьи
Общая информация
Аппараты TIG имеют множество названий: от «аргонный аппарат» до «установка аргоно-дуговой сварки». Но, несмотря на множество терминов, за всеми ними кроется вполне определенный тип сварочного оборудования. Все аппараты TIG — это устройства, предназначенные для дуговой сварки неплавящимся электродом в среде аргона.
Сварка TIG используется повсеместно как среди любителей, так и среди профессионалов. Этот метод позволяет сваривать все типы металлов, получая качественные эстетичные швы.
Аппарат DC и AC/DC: в чем разница?
Большинство аппаратов для TIG сварки работают на постоянном токе (DC), поскольку в данном режиме дуга легче поджигается, горит стабильнее и в целом позволяет получить швы лучшего качества. Но иногда для выполнения особо сложных работ необходимо использовать переменный ток (AC). Профессионалы особенно часто сталкиваются с необходимостью сварки именно на переменном токе.
Производители прекрасно знают об этом. Поэтому с развитием технологий инженеры смогли создать аппараты, способные работать сразу в двух режимах: и AC, и DC. Т.е., такие устройства могут варить как на переменном токе, так и на постоянном. Сварщик сам решает, какой ток выбрать для выполнения тех или иных задач.
Так у мастеров появилось больше возможностей в работе при использовании аппаратов AC DC. Такие аппараты незаменимы при работе с металлами, на поверхности которых есть окисная пленка. При сварке на переменном токе эта пленка не препятствует формированию шва, чего нельзя добиться при использовании обычного TIG DC аппарата.
TIG AC/DC аппараты для дома и гаража
BRIMA TIG 160 AC/DC
Аппараты Brima известны многим мастерам уже много лет. Они стабильно пользуются спросом, поскольку собираются из качественных комплектующих, и благодаря расширенному функционалу позволяют выполнить работу на 5 с плюсом. У бренда большой ассортимент, и не удивительно, что среди всего разнообразия у них есть аппараты TIG AC/DC.

Первый аппарат в нашем списке — это BRIMA TIG 160 AC/DC. Типичный представитель TIG AC/DC оборудования, пользуется большой популярностью у любителей и полупрофессионалов. А все из-за доступной цены. BRIMA TIG 160 AC/DC — самый недорогой TIG AC/DC аппарат из всех перечисленных в этой статье.
Аппарат работает не только в режиме TIG, но и в режиме ММА (ручная дуговая сварка плавящимся электродом). Выдает сварочный ток около 160 Ампер, чего достаточно для решения множества задач. Питается от обычной розетки 220В, работает без перерыва до 60% всего сварочного цикла.
Читайте также: Аргонная сварка для начинающих
Дуга поджигается бесконтактным способом, есть возможность подключения пульта ДУ для дистанционного управления аппаратом. Габариты компактные, вес не превышает 25 кг. Так что эту модель вполне можно назвать портативной. Учитывая, что большинство других TIG AC/DC аппаратов весят заметно больше.
VARTEG TIG 160 AC/DC PULSE
О производителе VARTEG мало кто слышал, но на самом деле это всего лишь один из подбрендов компании FOXWELD, которая существует на нашем рынке уже много лет. FOXWELD выпускают бюджетные инверторы, а вот полупрофессиональное и профессиональное оборудование выпускается под маркой VARTEG.

В наш список попал недорогой TIG AC/DC аппарат VARTEG TIG 160 AC/DC PULSE. Это современная аргоно-дуговая установка для работы со всеми типами металлов: начиная от черных и цветных, заканчивая нержавеющей сталью и алюминием. Эта модель отлично подойдет для небольшой мастерской, гаража или для первого ознакомления с TIG AC/DC аппаратами.
Помимо TIG AC и TIG DC здесь есть стандартный режим ММА, так что вы сможете выполнять классическую ручную дуговую сварку. При ММА сварке доступен режим «форсаж дуги», с помощью которого поджиг дуги упрощается. Это особенно оценят новички, у которых часто возникают проблемы с поджигом.
К данному аппарату можно подключить пульт ДУ и управлять им дистанционно, что очень удобно. Пульт выполнен в виде педали, так что вам не придется занимать руки и вы сможете полностью сосредоточиться на работе. Словом, это отличный аппарат как для новичка, так и для тех, кто устал от ручной дуговой сварки и хочет изучить что-то новое. При этом VARTEG TIG 160 AC/DC PULSE стоит не так уж дорого, он далеко не самый дорогой в нашем списке.
Сварог REAL TIG 200P AC/DC
Сварочное оборудование Сварог давно известно на отечественном рынке, но сделано оно вовсе не в России, как думают многие. Аппараты собираются под контролем компании Jasic в Китае. Кстати, оборудование Jasic тоже представлено на нашем рынке, их ассортимент практически не отличается от бренда Сварог. Это, по сути, одинаковые аппараты, но с разными логотипами на корпусе. Просто оборудование Сварог больше адаптировано под наш рынок и условия использования.

Аппарат REAL TIG 200 P AC/DC от бренда Сварог – это отличный выбор по соотношению цены и качества. У него неплохая сборка, богатый функционал и простое управление. В вашем распоряжении TID AC и TIG DC сварка, а также импульсный режим и ММА сварка. Этот аппарат понравится и новичку, и практикующему мастеру. Новичок сможет перепробовать различные режимы сварки и обучиться чему-то новому, а мастер с опытом оценит множество настроек.
Из особенностей отметим высокочастотный поджиг дуги и качественные швы даже при работе на минимальном сварочном токе. Частота переменного тока и баланс полярности гибко регулируются вплоть до 250 Гц. Дополнительно можно подключить педаль управления, чтобы освободить руки.
Также эта модель оснащена режимами 2Т и 4Т, вы сможете отпустить кнопку горелки при работе с очень длинными швами. Из дополнительных регулировок отметим возможность изменения частоты импульса. Вы сможете следить за параметром тепловложения. Также отметим возможность продувки шва газом после окончания сварки и наличие продвинутой системы охлаждения.
AuroraPRO INTER TIG 200 AC/DC PULSE
Бренда Aurora давно зарекомендовал себя как производитель качественного, относительно недорого и функционального сварочного оборудования. О сварочниках Aurora положительно отзываются и новички, и профессионалы. Они понятны для всех и каждого, при этом дают множество возможностей по относительно доступной цене.

Профессиональный аппарат от бренда Aurora модели INTER TIG 200 AC/DC PULSE известен многим мастерам. Он стоит не так уж дорого, при этом отлично собран, позволяет получить достойный результат и бесперебойно работает долгие годы. В нем предусмотрено множество настроек, что понравится профессионалам.
В арсенале есть TIG AC и TIG DC сварка, а также импульсная сварка (Pulse) и ручная дуговая сварка (ММА). На первый взгляд панель управления кажется запутанной и непонятной, но стоит вам пару раз вникнуть в настройки, как все сразу становится ясно. Параметров очень много, но все они интуитивно понятны.
БАРС Profi TIG-217 DP AC/DC МОД. II
Про аппараты Барс нечасто говорят, а зря. Этот Бренд не так давно представлен на отечественном рынке, но уже успел завоевать множество хороших отзывов от мастеров с опытом. Без недостатков здесь не обошлось, но все минусы перекрываются большим функционалом и хорошей ремонтопригодностью.

Аппарат БАРС Profi TIG 217 DP AC/DC — самый дорогой в нашем списке. Он отлично справляется со сложной продолжительной сваркой всех типов металлов. При этом потребляет мало электроэнергии, компактный и работает в 5 режимах: TIG AC, TIG DC, TIG AC Pulse, TIG DC Pulse, MMA DC. TIG AC/DC Pulse — это импульсный режим. В импульсном режиме сварка нержавеющей стали и алюминия часто получается куда проще и качественнее.
Теперь о характеристиках. Аппарат выдает до 200 Ампер сварочного тока, питается от обычной розетки. Построен на базе IGBT-транзисторов, управление микропроцессорное. Все технологично и современно. Аппарат можно настраивать в 20 параметрах, так что профессионал сможет в полной мере раскрыть его потенциал.
Вместо заключения
Современные сварочные аппараты для TIG сварки могут работать как на постоянном токе, так и на переменном. Некоторые модели осуществляют сварку только на «постоянке», а некоторые позволяют вручную выбирать тип тока. Последние называют TIG AC/DC, они наиболее универсальны и часто применяются при профессиональной сварке. С их помощью у сварщика появляется больше возможностей при выполнении работ.
Конечно, при сварке в режиме «AC» дуга горит не очень стабильно, трудно поджигается. И в целом, работая на переменном токе, требуется большой опыт, чтобы сформировать прочный красивый шов. Но благодаря встроенной электронике многие TIG AC/DC аппараты могут похвастаться функциями, упрощающими поджиг дуги и стабилизирующими ее горение. Также эти функции помогут новичкам быстрее обучиться сварочному делу, какой бы режим сварки они не выбрали.
А что вы думаете по этому поводу? Делитесь своим опытом в комментариях. Он будет полезен для всех, кто только начинает изучать азы сварочного дела. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]Что такое TIG сварка: применение. технология, преимущества
Идея сварки в нейтральной среде была запатентована в 1890 году, и только в 1941 разработана технология самого процесса. Название TIG сварки связано с вольфрамом, материалом, идущим на изготовление неплавящегося электрода. Технология ТИГ позволила сваривать ранее не соединяемые данным способом материалы, такие как алюминий, магний, бронза, никель, латунь, титан.
Особенности процесса ТИГ сварки
До изобретения ТИГ технологии получить сварной шов при работе с алюминием, магнием, нержавеющей сталью было практически невозможно. В процессе сварки кислород, водород и азот воздуха попадали в расплавленный металл сварочной ванны, приводили к появлению пор и пузырьков, тем самым ухудшая качество соединения.

Технология TIG сварки
При работе с неплавящимся электродом в среде инертного газа дуга зажигается между электродом и материалом. Благодаря высокой температуре плавления электрода в 34220С вольфрам не плавится, дуга достигает высокой температуры, таким способом можно сваривать практически все стали.
Вольфрамовый электрод крепится в цанге внутри горелки. Через сопло горелки в зону расплавленного металла подается инертный газ, чаще всего это аргон или гелий. Если свариваемые детали придвинуты вплотную и на концах имеются кромки, то материала изделия достаточно для формирования сварного шва. При наличии зазора или в случае разделки кромок, для формирования шва в зону ванны подается присадочная проволока, вручную или в автоматическом режиме.
Область применения ТИГ сварки
С помощью TIG сварки можно соединять:

Преимущества и область применения TIG сварки
- алюминий;
- титан;
- магний;
- легированные стали.
Благодаря новой технологии эти материалы широко задействованы в авиастроении, военной промышленности, космическом производстве. Красивый аккуратный шов не портит внешний вид изделия, используется в быту. Практически в каждом доме есть кухонная посуда и полотенцесушители, сваренные ТИГ сваркой из нержавеющей стали.
Технология позволяет сваривать самые тонкие материалы, что широко применяется при ремонте автомобилей на автосервисах. С помощью аргонодуговой сварки TIG неплавящимся электродом можно соединять велосипедные трубки, выполнять монтаж кондиционера в автомобиле, заделывать дыры в радиаторе.
Сваренные с помощью аргонной сварки TIG швы имеют высокое качество, герметичны, используются на ответственных изделиях, вплоть до контейнеров для радиоактивных отходов, емкостей, оболочек в химической и нефтеперерабатывающей промышленности, машиностроении.

Шов при TIG сварке
Преимущества технологии ТИГ сварки
По сравнению с иными способами, аргонодуговая сварка TIG имеет следующие преимущества:
Плюсы и минусы сварки методом TIG
- широкий спектр свариваемых материалов, возможность соединять легированные стали, цветные металлы, чугун;
- в процессе ТИГ сварки нагревается небольшая зона изделия, поэтому детали практически не деформируются;
- сварной шов отличает высокое качество и герметичность;
- красивый качественный швов практически не требует последующей обработки;
- простой процесс обучения основам мастерства.
Техпроцесс ТИГ расширил область применения алюминия. При сваривании иными способами кислород вступает в реакцию с металлом, образуя на поверхности ванны легкую тугоплавкую пленку, которая препятствует процессу плавления алюминия, имеющего температуру плавления в 660 0С. Температура плавления оксида алюминия составляет 2072 0С. Инертная среда защищает зону расплавленного металла от кислорода, тем самым давая возможность соединить алюминиевые детали.
Несмотря на большие возможности и хорошее качество, технология имеет свои недостатки:
- при аргонной сварке TIG на открытом воздухе возможно нарушение инертной защиты порывами ветра;
- предварительно необходимо качественно подготовить поверхности;
- горелка имеет конструкцию, неудобную для соединения изделий под острым углом.
Технология выполнения сварных швов с помощью ТИГ сварки
В зависимости от материала и толщины изделия, подбираются параметры режима процесса: сила тока, диаметр электрода и присадочной проволоки, если она применяется. Существует три способа розжига дуги:

Способы розжига сварочной дуги
- чирканье электродом по металлу, используется редко, при этом способе быстро деформируется кончик электрода и на изделии образуется след;
- наиболее частый способ – точечное касание, используется в аппаратах средней ценовой категории;
- бесконтактный способ применяется на дорогом оборудовании.
Технология выполнения зависит от толщины металла, вида соединения и разделки кромок. Для тонких деталей разделку не выполняют. В процессе аргонодуговой сварки TIG стараются поддерживать расстояние между металлом и электродом в 3 мм. При большей величине шов получается широкий, но неглубокий, без полного проплавления металла, что отрицательно влияет на качество соединения.
Чтобы обеспечить хорошее проплавление толстого материала, предварительно разделывают кромки. Корневой шов выполняют ровно и, по возможности, с одинаковой скоростью. При заделывании второго прохода непрерывно, с поперечными колебательными движениями, подается присадочная проволока.
Оборудование для ТИГ сварки
Для выполнения процесса потребуется:
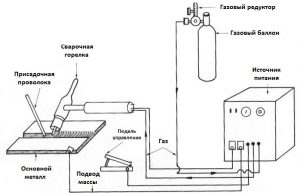
Схема аппарата для аргонодуговой ТИГ сварки
- Источник питания.
- Соединительные кабели.
- Баллон с газом.
- Горелка.
При диаметре до 3 мм горелка охлаждается естественным воздушным путем. При больших размерах через ручку подается охлаждающая жидкость — дистиллированная вода.
В качестве оборудования используется высокочастотный генератор, преобразующий переменный ток электросети 50 Гц в высокочастотный 50 КГц. Процесс сваривания можно выполнять как на прямой и обратной полярности, так и на переменном токе.
Последний вариант используется при соединении алюминиевых деталей. Металл хорошо прогревается в тот момент, когда на электрод подается отрицательное напряжение. В то время, когда на электроде плюс, плавятся окислы, имеющие высокую температуру плавления.
В продаже имеется оборудование, позволяющее создать переменный ток асимметричной формы для получения нужной температуры. При использовании постоянного тока минус подключают на электрод, в этом случае больше прогревается деталь. Чтобы исключить прожог тонких изделий, на электрод подают плюс.

Параметры сварки ТИГ
Видео по теме: Аргонная (аргоновая) сварка TIG
Сварка ТИГ — характеристика процесса и область применения
Современное название метода — сварка TIG (от немецкого Tungsten Insert Gas), буквально: сварка неплавящимся вольфрамовым стержнем в облаке инертного газа.
Появление новых металлов и сплавов потребовало развитие сварочных технологий, способствующих возникновению и развитию прогрессивных методов. Один из них — сварка ТИГ.
История появления
Сварка представляет собой соединение металлов при высокой (сотни и тысячи градусов) температуре. В таких условиях интенсивно протекают окислительные процессы, насыщение и легирование металлов вредными примесями.
Идея проводить высокотемпературную стыковку в облаке газов возникла на рубеже XIX-XX веков у американского инженера Charles L. Coffin (Чарльз Л. Коффин). Но существующие технологии не позволяли применить этот способ в промышленных масштабах. Особенно это касалось активных металлов (алюминия, магния, титана).
Первые практические опыты были совершены в 40-х годах прошлого века. Используя вольфрамовый неплавящийся электрод и инертный гелий, специалисты корпорации Northrop Corporation разработали метод соединения алюминия, магния и никеля. Это открытие позволило сделать технический рывок в авиационной промышленности.
Современное название метода — сварка TIG (от немецкого Tungsten Insert Gas), буквально: сварка неплавящимся вольфрамовым стержнем в облаке инертного газа.
Часто возникает путаница с АДС в защитном газе. Этот процесс проводится плавящимся электродом — сварочной проволокой. Имеет обозначение MIG/MAG.
Схема процесса

Общая схема процесса сварки TIG
Электрическая дуга в процессе сварки методом TIG образуется между неплавящимся электродом и заготовкой или сварочной ванной. С целью защиты используется облако инертного газа. Тепловой поток, вызываемый электродугой, расходуется на оплавление кромок соединяемых деталей и (или) присадочного материала (проволоки).
Пруток или проволока подаются в зону сварки вручную или автоматически. Подача газа осуществляется через специальную насадку — горелку. Формирование шва осуществляется по мере остывания ванны расплавленного металла.
Данный способ является достаточно сложным по исполнению, особенно, неопытными сварщиками. В процессе заняты обе руки: одна направляет горелку, другая — подает в зону электродуги присадочную проволоку. Необходимо соблюдать расстояния между электродом и заготовкой, присадочным материалом и дугой. Нарушение приводит к некачественному шву.
Преимущества и недостатки
Прогрессивный способ сварки металлов методом ТИГ обладает рядом несомненных потребительских преимуществ:
- Образование высококачественного шва за счет надежной защиты облаком газа от негативных влияний окружающего воздуха.
- Ограничение теплового влияния на металл в зоне шва — снижает возможность образования термических напряжений в теле детали.
- Нет эффекта разбрызгивания металла.
- Высокая производительность.
- Отсутствует необходимость обработки шва.
- Достаточно быстрое освоение и приобретение навыков работы по ТИГ-методу.
- Широкий перечень свариваемых металлов.
Слабые стороны метода:
- Ограничение применения на открытом воздухе. Сильный ветер или его порывы сдувают защитный газ из зоны расплавленного металла, что приводит к нарушению процесса. Шов получается некачественным.
- Необходимость более тщательной подготовки поверхности заготовки, по сравнению с другими способами.
- Осложнен процесс соединения под острым углом наклона горелки к плоскости детали.
- В зоне зажигания электродуги возникает черный след, который требуется зачищать.
Применение
Сфера применения затрагивает те отрасли промышленности, где применяются высоколегированные или цветные металлы и сплавы:
- космическая;
- авиационная;
- медицинская;
- автомобильная и другие.
Метод ТИГ позволяет соединять почти все металлы:
- черные;
- углеродистые и легированные стали;
- нержавеющую сталь;
- никель;
- алюминий, магний, титан;
- медь и сплавы на ее основе;
- золото, серебро.
Кроме соединений, можно выполнять наплавку, увеличивая общую толщину металла.
Несмотря на достаточно сложный процесс, способ применяется в бытовых условиях. Например, ремонт кузова автомобиля или радиатора, заварка выпускного коллектора.
Режимы TIG-сварки
ТИГ-режим осуществляется на однополярном (DC, Direct Current) или переменном (AC, Alternating Current) токе.
Режим однополярного тока используется для работ с широким перечнем металлов. Переменный — по алюминию, титану и другим сплавам с наличием поверхностных тугоплавких пленок.
Постоянный ток
Однополярный ток применяется на прямой полярности: на вольфрамовый стержень подается «минус», на заготовку — «плюс». Такой способ позволяет:
- ускорить сварочный процесс;
- создать зауженную и глубокую сварочную ванну;
- повысить ресурс неплавящегося электрода.
Этот режим применяется для соединения высоколегированных и нержавеющих сталей. Обратная полярность способствует разрушению тугоплавкой окисной пленки. Поэтому используется для работ с титаном, алюминием и его сплавами.
Переменный ток
Процесс используется с алюминием, титаном и сплавами, образующими на поверхности тугоплавкую пленку. Переменный ток создает периодическую смену «плюса» и «минуса» (прямой и обратной полярности).
Прямая полярность способствует формированию качественной сварной ванны. Обратная — разрушению защитной пленки и очищению поверхности металла. Баланс между полярностью поддается регулировке:
- Подавая больший «плюс» (повышение величины обратной полярности) на электрод, улучшаем процесс очищения от пленки.
- Подавая больший «минус» (усиление обратной полярности) на вольфрамовый стержень, создаем проплавление металла, добиваемся необходимой глубины ванны.
Оборудование
Используются два основных типа оборудования:
- Сварочный выпрямитель, преобразующий переменный ток в постоянный. Относится к профессиональному классу.
- Инвертор TIG — выпрямляет переменную составляющую с идеальными динамическими характеристиками электродуги. Отдельные модели оснащены блоком для выдачи постоянного или переменного тока. Это позволяет расширить функционал оборудования. Кроме сталей, появляется возможность работы с алюминием и сплавами на его основе.
Инверторы отличаются по мощности, максимальному току, длительности режима сварочного процесса и ценой. При выборе аппарата необходимо заострить внимание на следующем:
- Возможность работы при плавающих показателях электросети. Величина подаваемого напряжения.
- Обеспечение переменной или постоянной составляющей напряжения в выходных параметрах.
- Проведение работ во всех пространственных положениях: по горизонтали, вертикали или на потолочной поверхности.
- Наличие системы защиты аппарата от перегрева и своевременного отключения при пиковых нагрузках.
Применяемые электроды
Электроды — один из важных компонентов при TIG-сварке. От их качества зависит дальнейшая работа.

Электрод для TIG сварки
Изготавливаются из химически чистого вольфрама. Содержание в изделии составляет 97-99.5%. Более чистый металл, склонен к легированию обрабатываемых металлов в процессе сварки. Для снижения этого явления, в состав электрода вводятся редкоземельные металлы (иттрий, тантал, торий, лантан).
Маркируется цветом (белый, золотистый, зеленый, красный, синий и темно-синий). Цифра означает содержание лигатуры (присадки оксида металла).
Заточка электрода — важный геометрический параметр, влияющий на форму электродуги. Для режима постоянного тока предпочтительнее конусовидная форма. Для переменного напряжения — округлый кончик. Поверхность стержня должна быть выполнена с минимальной шероховатостью. Оптимально — полировка.
Применяемый газ
Основной газ для режима ТИГ — аргон. Он тяжелее кислорода, поэтому вытесняет его из зоны факела, обеспечивая защиту. Другой газ — гелий. Второе по массе вещество, после водорода. Несмотря на высокую стоимость, гелий обеспечивает увеличение мощности дуги в 1.5-2 раза. Результат — более глубокое проплавление металла и повышение производительности.
Благодаря техническим свойствам, гелий применяют для работ с тугоплавкими материалами. Ответственные операции проводят на смеси газов: Ar около 35-40%, He порядка 60-65%. Это дает следующее сочетание преимуществ: легкий газ обеспечивает более глубокое проплавление, а тяжелый — стабилизирует показатели дуги.
Аргонно дуговая сварка TIG

Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно соединять любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.

Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сваривании разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые эта сварка была представлена в 1940‑х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиоактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Он накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет ему не сгорать.
Как работает сварка TIG?
Для этого вида сварки требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.

Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на аппарат для электродуговой сварки, и такая конструкция будет работать как TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG

Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сваривании толстых металлов для лучшего проникновения шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.
Электроды бывают разных диаметров и имеют разные формы концов. От формы конца зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сваривания стали. Такую форму концу можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.

Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На нём не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Он должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сваривания алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы его наконечник был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.

Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом с дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
[adsp-pro‑4]
Печатать статью