Зачем переходить на сварку TIG?
При сварке труб метод TIG (аргонодуговой сварки) имеет много преимуществ: прочность сварных швов, компактность расплавленного металла, полное проплавление, чистые, тонкие сварные швы без брызг и т.д.
Наиболее значительной особенностью этого метода является очень высокое качество сварного шва как с точки зрения его чистоты, так и с точки зрения его окончательного внешнего вида и поверхности. Данное свойство особенно заслуживает внимания, когда требования к качеству сварки очень высоки, например, в таких отраслях, как полупроводниковая промышленность, авиационная или космическая, или фармацевтическая промышленность.
Сварка TIG используется как при производственной сборке, так и при ремонте на монтаже. Основные преимущества TIG сварки заключаются в качестве, которое он обеспечивает, и в надежности и повторяемости получаемых сварных швов, но не только:
В зависимости от конечного применения метод TIG может выполняться с подачей проволоки или без нее.

- Во время процесса сварки TIG отсутствует образование дыма и шлаков.
- Все металлы могут быть свареныс помощью метода TIG, это возможно даже в случае гетерогенной сварки: нержавеющей стали, титана, магния, алюминия, меди и др.
- Процесс сварки TIG стабилен, легко автоматизируемый и используемый во всех положениях.
- При орбитальной сварке TIG дефекты сварки возникают редко, сварные швы очень хорошего качества.
Недостатки сварки TIG
Метод сварки TIG [ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа] требует больше инвестиций, чем MIG/MAG [дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного защитного газа с автоматической подачей присадочной проволоки], но позволяет получить более высокое качество:
- По сравнению с методами MIG/MAG производительность метода сварки TIG может оказаться несколько ниже
- По сравнению с методами MIG/MAG этот тип сварки может потреблять больше энергии
- Метод TIG не рекомендуется использовать в запыленной или задымленной рабочей среде
- По сравнению с ручной сваркой стоимость оборудования для орбитальной сварки методом TIG может быть выше
Основные и расходные материалы
> ИСПОЛЬЗУЕМЫЙ ТОК
При сварке методом TIG чаще всего используется постоянный ток (DC), но для сварки алюминия необходим переменный ток (AC).
> ГАЗ
Газ защищает от среды окружающего воздуха (кислород 21%, азот 78%, иногда другие газы 1% и влага) сварочную ванну и металл, поступающий по дуге.
Чаще всего в качестве защитного газа используется аргон. Он облегчает зажигание дуги и обеспечивает ее стабильность.
Для повышения энергоэффективности сварки можно использовать смесь газов, но при выборе газовой смеси следует проявлять осторожность и учитывать характеристики свариваемых материалов, некоторые смеси могут отрицательно повлиять на качество сварки.
> ЭЛЕКТРОДЫ
В прошлом для сварки методом TIG очень часто использовались электроды из торированного вольфрама, но с торием связан риск присутствия радиоактивных изотопов. Нужен был специальный шлифовальный станок для гарантированного отведения пылевых отходов. Сегодня предпочтение отдается вольфрамовым электродам с церием или лантаном, которые не представляют никакого риска в отношении радиоактивности. При этом они так же эффективны, как и вольфрамовые электроды с торием.
> ПРИСАДОЧНЫЙ МЕТАЛЛ
Присадочный металл не требуется для сварки таких материалов, как нержавеющие стали, и для сварки материалов толщиной стенки труб до 3 мм. При процессе сварки TIG не всегда требуется использование присадочного металла . Он необходим в некоторых случаях:
- При J-образном или V-образном скосе кромки: присадочный металл необходим для сварки общей конструкции
- Если нам необходимо усилить сварные соединения, можно добавить присадочный металл для упрочнения общей конструкции
- Присадочный металл используется при сварке разнородных металлов или сплавов
- Также присадочный металл требуется при изменении структуры сплавов во время сварки.
Как можно заметить, метод TIG используется в тех сферах деятельности, где требуется высокий уровень безопасности сварки. Этот метод обеспечивает максимальную безопасность и гарантирует успешность корневого прохода, при котором требуется полное проплавление.
Основные отличия инверторов TIG DC и TIG AC-DC
Чем отличается TIG DC от TIG AC-DC?
Когда необходимо получить шов максимально высокого качества, используется аргонная сварка. Она может выполняться при помощи инверторов TIG класса DC и AC-DC. Широта функционала — основное отличие между этими двумя аппаратами. Так, агрегат TIG DC представляет собой устройство, которое обычно используется для ручной сварки в быту и на предприятиях. Чтобы начать сварку, потребуются покрытые электроды и подключение агрегата к сети в 220 вольт. В устройстве TIG DC применяется технология создания постоянного тока для сварки. При использовании моделей AC-DC работать можно не в одном, а в двух режимах. То есть в зависимости от существующих задач допускается варить под действием переменного или постоянного тока. Несмотря на такие функциональные различия ремонт сварочного оборудования TIG DC и AC-DC выполняется, как правило, без особых сложностей, но с различными временными затратами.
Она может выполняться при помощи инверторов TIG класса DC и AC-DC. Широта функционала — основное отличие между этими двумя аппаратами. Так, агрегат TIG DC представляет собой устройство, которое обычно используется для ручной сварки в быту и на предприятиях. Чтобы начать сварку, потребуются покрытые электроды и подключение агрегата к сети в 220 вольт. В устройстве TIG DC применяется технология создания постоянного тока для сварки. При использовании моделей AC-DC работать можно не в одном, а в двух режимах. То есть в зависимости от существующих задач допускается варить под действием переменного или постоянного тока. Несмотря на такие функциональные различия ремонт сварочного оборудования TIG DC и AC-DC выполняется, как правило, без особых сложностей, но с различными временными затратами.
Нюансы использования инверторов
Для работы с алюминием, а также его сплавами нужен переменный ток. Это значит, что для подобной работы вместо TIG DC потребуется AC-DC. Универсальный агрегат для аргонной сварки считается одним из наиболее сложных среди агрегатов TIG. Переменный контур предусмотрен схемой инверторов AC-DC, что позволяет при смене характера работ легко переходить на сварку алюминия, его сплавов.
Универсальный агрегат для аргонной сварки считается одним из наиболее сложных среди агрегатов TIG. Переменный контур предусмотрен схемой инверторов AC-DC, что позволяет при смене характера работ легко переходить на сварку алюминия, его сплавов.
На практике доказано, что использование мастерами агрегатов TIG DC, то есть постоянного тока для сваривания алюминия, приводит к низкому качеству швов по причине формирования оксидной тугоплавкой пленки на поверхности сплава. Благодаря особым процессам в дуге под влиянием переменного тока (то есть, когда работает агрегат TIG AC-DC), приводят к разрушению оксидной пленки и увеличению качества шва. Однако для достижения высокого результата сварщик должен действовать более четко и быстро, поскольку скорость создания шва достаточно велика. Качество стыка получается настолько хорошим, что не требуется дополнительной обработки швов. Как правило, ремонт сварочных аппаратов TIG DC и AC-DC выполняется в специализированных мастерских, а частота его проведения во многом зависит от эксплуатационной нагрузки.
качественное соединение металлов в инертной среде
Электрическая дуга была открыта более двухсот лет назад, однако только в начале прошлого века ученые догадались окружить ее инертным газом – так родилась tig сварка. С появлением данной технологии произошел настоящий переворот в авиационной промышленности – впервые появилась возможность сваривать магний и алюминий. Известно, что эти металлы плохо поддаются свариванию традиционным способом, поскольку сразу вступают в реакцию с воздухом. Кислород проникает в сварной шов и делает его пористым. И только благодаря tig-сварке эта проблема нашла решение.
TIG – это дуговая сварка с применением вольфрамового электрода в среде инертных газов, защищающих свариваемые поверхности. В качестве защиты чаще всего используют аргон, поэтому такая сварка называется аргонодуговой. Однако эта терминология не совсем точна, поскольку с тем же успехом можно применять гелий и азот.
На практике предпочтение отдается газовой смеси аргона и гелия в пропорции 4:6 соответственно.
Основные международные обозначения
TIG – такая аббревиатура применяется в Европе. TIG — Tungsten Inert Gas (tungsten – в переводе с английского: вольфрам).
WIG – обозначение tig сварки в Германии. WIG – Wolfram-Inertgasschweiβen (wolfram – в переводе с немецкого: вольфрам).
TIG-DC — режим на основе постоянного тока (DC — direct current – в переводе: постоянный ток).
TIG-AC — дуговая сварка на основе переменного тока (AC – alternating current — в переводе: переменный ток).
TIG-HF — режим бесконтактного возбуждения дуги высокочастотным и высоковольтным разрядом (HF — high frequency – в переводе с английского: высокая частота).
Преимущества аргонодуговой сварки
- Возможность сваривать такие металлы, как: алюминий, медь, магний, нержавеющая сталь, бронза и другие.

- Tig сварка оставляет качественный сварочный шов: он получается точным, чистым и аккуратным.
- Режим аргонодуговой сварки препятствует образованию искр и брызг благодаря точной подаче присадочного материала.

Техника сварки
Чтобы получить качественный шов, необходимо обеспечить правильное положение горелки – «углом вперед». То есть в процессе сварки горелку наклоняют в сторону формирующегося шва. При этом присадка подается мелкими шагами под углом 15-30 градусов по отношению к поверхности металла. Аргонодуговая сварка предполагает как ручной, так и автоматический режим подачи.
Важно: конец электрода не должен выходить из зоны газовой защиты. Это грозит окислением в результате контакта нагретого или расплавленного металла с воздухом.
Стоит отметить, что даже небольшая степень загрязнения или окисления присадки неизбежно приведет к засорению сварочной ванны. Поэтому необходимо следить за чистотой электрода. Источником грязи и смазки могут оказаться рабочие рукавицы.
Чтобы избежать подобных проблем, непосредственно перед сваркой вольфрамовую проволоку и основной металл обрабатывают растворителем. Влага и смазка, попавшие на свариваемые поверхности, приводят к водородному растрескиванию и пористости шва.
к меню ↑Ошибки при сваривании tig методом и способы их устранения
| Вероятная причина | Способ устранения |
|---|---|
| Слишком быстрое сгорание | |
| Недостаточный расход газа. | Проверить, что в баллоне есть газ, а в системе его подачи нет помех. Приблизительный расход газа 15-20 CFH (от 7 до 10 л/мин). |
| Неправильно подключен электрод. | Удостовериться, что электрод подключен не к плюсу, а к минусу. При необходимости переключить |
| Диаметр электрода не соответствует используемому току. | Взять электрод большего диаметра либо сократить подачу тока. |
В паузах сварки происходит окисление вольфрама. | Нужно следить за поступлением газа в горелку в течение 15 секунд после гашения дуги (из расчета 1 секунда на каждые 10А сварочного тока). |
| Сварка электродом без присадок. | Использовать подходящие электроды. Например, для сварки переменным током использовать WP, а не WL-20. |
| Загрязнение шва вольфрамом | |
| Плавление электрода в сварочную ванну | Заменить электрод WP легированным |
| Касание электродом сварочной ванны | Держать присадку выше |
| Шов имеет плохой цвет или пористую структуру | |
| Наличие конденсата на свариваемых поверхностях. | Своевременно удалять конденсат. Он может быть следствием перемещения металла из холода в тепло. |
| Недостаточно плотное соединение шланга или горелки, неисправность самого шланга. | Правильно соединить шланг и горелку. Проверить целостность шланга. |
| Сварка с недостаточным расходом газа. | Приблизительный расход газа 15-20 CFH (от 7 до 10 л/мин). Отрегулировать расход газа. |
| Присадочный материал загрязнен или не подходит. | Убедится, что используется подходящий тип присадочного металла. Очистить его от жира, масла и влаги. |
Применение tig сварки
Из всех процессов дугового сваривания, tig является наиболее подходящим, чтобы достичь высокого качества сварочных швов. Этот способ сварки наиболее универсален, потому как с помощью данного способа можно соединять различные материалы и в разных пространственных положениях.
Аргонодуговое сваривание tig чрезвычайно универсальный процесс и применяется практически при сваривании любых металлов, даже разнородных, а толщина свариваемого металла начинается от 0,3 миллиметров.
Данный способ сварки отмечен высоким качеством в обмен на скорость работы. Высокое качество можно достичь благодаря использованию более длительного времени, которое затрачивается на рабочий процесс. Как правило, tig сваривание ведется значительно медленнее, чем другие процессы сварки и применяет в случаях, когда прочность и качество шва имеет важнейшее значение.
Тig сварка применяется для работы с легкими металлами, например магний и алюминий. Работа продвигается на переменном токе. Тонкие листы из сплавов меди и нержавеющей стали также можно сваривать с помощью этого процесса на постоянном токе.
Наиболее часто используемым газом для проведения tig сваривания является чистый аргон, который применяется для всех материалов. В отличие от других видов сварки, например мig, где требуется использование газа или газовой смеси для каждого определенного материала, tig требует применения аргона в качестве инертного газа для сваривания любых металлов, которые можно сваривать данным способом сварки.
Тig сварка в сочетании с высокой производительностью с другими видами сваривания позволяет широко использовать данных процесс для работы с металлами. В некоторых случаях применяется tig сваривание в сочетании с полуавтоматическими видами сварки. К примеру, для соединения труб, используемых в морской промышленности. Данный способ сваривания используется для корневой сварки, а полуавтоматическая сварка применяется для последующего заполнения разделки шва. Это позволяет достичь высокого качества шва металла, а также повысить скорость заполнения остальной части разделки кромок.
При сварочном процессе tig применяется неплавящийся вольфрамовый электрод и инертный газ аргон. Вольфрам часто используется в качестве материала для сварочных электродов потому как имеет высокую температуру плавления, а также в виду отличных электрических характеристиках.
Инертный газ применяется для защиты сварочной дуги, сварочной ванны и электрода от пагубного действия атмосферы. В сварочную ванну подается специальная сварочная проволока в ручном или автоматическом сварочном режиме.
В сварочную ванну подается специальная сварочная проволока в ручном или автоматическом сварочном режиме.
Для проведения tig сварки требуется высокая квалификация сварщика. Специалист должен сварочную проволоку в одной руке, а другой обеспечивать подачу присадочного материала в ванну. Зажигание дуги – один из самых важных процессов в сваривании, поэтому необходимо уделять ему достойное внимание и проводить в соответствии со стандартами.
Сварочные аппараты для TIG-сварки: особенности, как выбрать
1 / 1
Аргонодуговую сварку TIG было бы правильнее называть сваркой в среде защитного газа. Но первое время в качестве такого газа применялся аргон, что и стало причиной закрепления названия. Этот вид сварки имеет отличительную особенность от других способов соединения металлов, которая состоит в том, что процесс происходит в среде защитного газа. Защитный газ вытесняет кислород из зоны плавления, чем препятствует прохождению окислительных процессов, которые значительно могут ухудшить качество соединения.
Область применения сварки TIG
В наиболее ответственных отраслях производства, таких как ракетостроение, автомобилестроение, судостроение, применяют аргонодуговую сварку. С её помощью можно сваривать высокоуглеродистые и нержавеющие стали, чугун и даже алюминий. В сварочных работах алюминий всегда выделяют отдельной строкой, так как этот металл очень требователен к технологии сварки. Эти особенности обусловлены наличием на поверхности алюминия очень стойкой и жаропрочной оксидной плёнки.
Кроме того, алюминий имеет большую усадку в процессе остывания и образует трещины. Тем не менее, TIG сварка позволяет сваривать алюминиевые детали с достаточно высоким качеством шва. Так же качественно свариваются цветные металлы, титан и чугун. Этот метод позволяет сваривать очень тонкие листовые материалы.
Так же качественно свариваются цветные металлы, титан и чугун. Этот метод позволяет сваривать очень тонкие листовые материалы.
Преимущества и недостатки аргонодуговой TIG сварки
Главным преимуществом считается качество шва, который получается абсолютно ровным. Это одно из следствий другого достоинства: стабильной дуги. Именно стабильность дуги обеспечивает ровный и прочный шов. Стабильность дуги обеспечивается возможностью настройки её параметров в зависимости от режима и вида работ. Ещё одним следствием стабильности дуги является отсутствие брызг металла, что создает комфортные условия работы сварщика, особенно в ручном режиме.
Недостатки этого метода можно было бы назвать не прямыми, а косвенными. Сам процесс сварки и шов недостатков не имеют, но т.к. оборудование сложное, оно стоит дорого, это не способствует повсеместному применению данного метода сварки, а сварщик нужен высокой квалификации.
И последний фактор, который можно отнести к недостаткам метода — это невозможность применения его на открытой местности без защиты от ветра. Малейшее движение воздуха сдувает защитный газ из зоны сварки, что делает невозможным проведение работ, поэтому требуются дополнительные условия для защиты зоны сварки от ветра или сквозняков.
Малейшее движение воздуха сдувает защитный газ из зоны сварки, что делает невозможным проведение работ, поэтому требуются дополнительные условия для защиты зоны сварки от ветра или сквозняков.
Сварочные аппараты для TIG сварки
Принцип действия
Принцип действия аппаратов для аргонодуговой сварки основан на возможности бесконтактного возбуждения дуги между свариваемой деталью и электродом. Электродом служит вольфрамовый стержень, который располагают в специальной горелке. Эту же горелку используют для подачи защитного газа в зону сварки. Защитный газ обеспечивает высокие качества сварного шва за счет вытеснения азота и активного кислорода из зоны горения сварочной дуги.
В зависимости от технологической карты процесса сварки, в дугу могут подаваться присадочные материалы в виде прутков или проволоки. Это обеспечивает добавление присадочного металла в сварочную ванну и получение шва как единого целого со свариваемыми заготовками.
Дуга зажигается особым способом. Нежелательно зажигать дугу обычным касанием заготовки электродом, это может привести к загрязнению и частичномуразрушению вольфрама. Для зажигания дуги необходимо специальное электронное устройство – осциллятор, который создает высоковольтные импульсы высокой частоты между электродом и деталью. Такие импульсы ионизируют пространство, создавая условия для зажигания дуги.
Разновидности аппаратов для TIG сварки
Сварочный аппарат для TIG сварки может быть как элементарно простым, так и сложным. Самый простой вариант сварки черных металлов и нержавейки можно осуществить инвертором для ручной дуговой сварки с функцией TIG.
Для полноценной TIG сварки необходимо иметь возможность бесконтактного поджига дуги и заварки кратера. Еще более сложные источники предназначаются для сварки алюминия и магния. У них обязательно наличие переменного сварочного тока. Профессиональные аппараты TIG сварки имеют и постоянный, и переменный ток. Для переменного тока присутствуют дополнительные настройки баланса и частоты. Последние достижения в этой отрасли — это устройства с дополнительным импульсным режимом.
Торговая марка КЕДР предлагает универсальный аппарат MultiTIG – 2000P DC. Он весьма демократичен по стоимости и имеет широчайшие возможности для домашних умельцев. Он подключается к обычной сети 220 В и может выдать сварочный ток в диапазоне от 5 и до 200 Ампер. Имеет удобную панель управления и вес до 10 кг. При столь скромных габаритах имеет ПВ = 100% и несколько режимов работы:
-
MMA;
-
TIG сварка с контактным поджигом дуги;
-
TIG сварка с осцилляторным бесконтактным поджигом дуги.
В этом аппарате воплощена самая современная тенденция: наличие линейного и импульсного режима сварки. Приобретая универсальный аппарат MultiTIG – 2000P DC, Вы получаете подробное описание и инструкцию для настроек режимов.
Другие полупрофессиональные и профессиональные устройства для TIG сварки Вы найдете в каталоге по ссылкам https://kedrweld.ru/products/svarochnye_apparaty/seriya_kedr_pro/tig/ и https://kedrweld.ru/products/svarochnye_apparaty/seriya_kedr_prime/tig_1/.
Сварочные аппараты доставляются по Москве и по всей России.
Как выбрать аппарат
Выбор аппарата полностью определяется задачами, которые Вы собираетесь решать с его помощью. Для начинающего сварщика будет достаточно приобрести обычный аппарат для ручной дуговой сварки с TIG функцией. Таким аппаратом можно выполнить практически все работы для дома, гаража и дачи.
Если Вы собираетесь варить алюминий или магний – выбирайте инверторный аппарат с наличием не только постоянного (DC), но и переменного (AC) тока. Обязательно определитесь с мощностью инвертора. Выбор мощности будет зависеть от толщины свариваемых деталей и ограничен возможностями сети. Если ваша профессия не предполагает знаний по электротехнике, то, для определения возможностей сети, лучше посоветоваться с электриком.
Если ваша профессия не предполагает знаний по электротехнике, то, для определения возможностей сети, лучше посоветоваться с электриком.
Дополнительное оборудование
Решая приобрести аппарат для TIG сварки, учтите необходимость приобретения дополнительного оборудования и расходных материалов. К расходным материалам относятся: защитный газ, вольфрамовые электроды и присадочная проволока.
Основные виды дополнительного оборудования включают газовый баллон, редуктор, шланги и набор TIG горелок. Дополнительное оборудование составляет значительную часть стоимости сварочного поста и зачастую превосходит по цене сам сварочный аппарат.
Недорогое и качественное дополнительное оборудование для аргонодуговой сварки TIG можно тоже купить в интернет-магазине КЕДР.
Технология Micro-Start TIG
В том, что касается процессов сварки, TIG, или аргонодуговая сварка, является одним из самых требовательных. Для высококачественной аргонодуговой сварки требуется четкий поджиг и стабильность дуги, в том числе на низких токах. Это может вызвать сложности даже у опытных сварщиков, особенно с традиционными источниками питания. Но теперь, с появлением технологии Micro-Start™ от Линкольн Электрик, это стало намного проще.
Это может вызвать сложности даже у опытных сварщиков, особенно с традиционными источниками питания. Но теперь, с появлением технологии Micro-Start™ от Линкольн Электрик, это стало намного проще.Инновационная технология Micro-Start была разработана специально для того, чтобы сделать работу пользователей как можно проще. Для этого было опрошено множество TIG-сварщиков — начиная с новичков и заканчивая профессионалами. Специалисты Линкольн узнали у них, с какими проблемами они сталкиваются чаще всего, и поставили себе задачу предложить технологическое решение, которое помогло бы им решить эти проблемы. В результате появилась линейка аппаратов Precision TIG™ с технологией Micro-Start. Эта линейка поможет каждому сварщику раз за разом создавать качественные сварные соединения. Micro-Start обеспечивает наилучшее качество сварки на постоянном токе среди всех аппаратов для аргонодуговой сварки с тиристорным блоком (SCR).
Так как все больше и больше производителей начинают использовать новые материалы и сплавы малой толщины, что во многих случаях затрудняет сварку, сегодня стало уделяться много внимания технологиям, которые упростили бы аргонодуговую сварку. Преимущества Micro-Start TIG будут полезны для всех отраслей, где требуется сварка тонких материалов, в том числе аэрокосмической и судостроительной.
Преимущества Micro-Start TIG будут полезны для всех отраслей, где требуется сварка тонких материалов, в том числе аэрокосмической и судостроительной.
Итак, какие распространенные проблемы позволяет решить технология Micro-Start? Условно их можно разделить на 4 категории: 1) низкое качество; 2) неудовлетворительный поджиг дуги; 3) низкая сила тока при пожиге и 4) заварка кратеров.
Проблема: низкое качество
Часто при традиционной аргонодуговой сварке на низких токах сварщики сталкиваются с проблемой поддержания стабильной дуги. При использовании КТУ (комплектных тиристорных устройств, SCR) для сварки на низких токах, кондукция КТУ в аппарате «сжимается» до очень непродолжительных пиковых периодов. Это приводит к значительной пульсации сварочного тока с кратковременными пиками и спадами. При этом даже при нормализации выходного тока невозможно накопить достаточно энергии для стабилизации дуги между срабатываниями КТУ. Этот эффект ряби приводит к нестабильности дуги и хаотичным повторным поджигам высокочастотным осциллятором, что сказывается на качестве сварных швов.
Чтобы решить эту проблему, многие сварщики приобретают более дорогие традиционные аппараты для TIG-сварки. Они считают, что более мощные модели с большими стабилизаторами будут лучше фильтровать сварочный ток, что сделает сварку на низких токах более стабильной. На деле даже большой стабилизатор не сможет полностью устранить пульсацию на низких токах.
Решение Micro-Start TIG
Технология Micro-Start предполагает использование независимого источника питания, пригодного для сварки на низких токах без участия КТУ. КТУ в этом случае используются только для увеличения силы тока в качестве вспомогательной системы для 2-амперного источника питания. Это позволяет получить очень стабильную дугу на низких токах, устраняет эффект ряби и позволяет проводить качественнуюсварку тонких материалов. Компания Линкольн — это первый производитель, который стал предлагать второстепенный контур для сварки, на который можно плавно переходить из режима сварки на более высоких токах.
Когда сила тока опускается до мин. 2А, Micro-Start TIG позволяет вести сварку с независимым питанием от собственного электронного источника питания. Когда сварщик нажимает на педальный регулятор Amptrol™, чтобы увеличить силу тока, активируется основной сварочный контур (т. е. трансформатор и мост КТУ). Таким образом электроника Micro-Start помогает контуру КТУ, чтобы меньше полагаться на стабилизаторы, как это делают традиционные аппараты. В результате пользователь получает очень стабильную дугу на низких токах.
Благодаря Micro-Start TIG сварщикам не нужно покупать более дорогие модели для работы на низких токах — технология Micro-Start обеспечивает эффективность инверторных моделей при использовании более дешевого традиционного аппарата.
Проблема: неудовлетворительный поджиг дуги
Современные аппараты для аргонодуговой сварки устанавливают дугу за счет высокочастотного осциллятора, который ионизирует дорожку от вольфрамового электрода к рабочему изделию. В большинстве случаев высокая частота сохраняется в течение достаточно долгого времени, и из-за высокой интенсивности оставляет на рабочей поверхности следы. В таких очень требовательных областях, как аэрокосмическая или ядерная отрасль, эти дефекты могут привести к микрорастрескиванию и падению надежности шва. Даже при бытовой сварке высокая частота может приводить к значительным отклонениям дуги.
В большинстве случаев высокая частота сохраняется в течение достаточно долгого времени, и из-за высокой интенсивности оставляет на рабочей поверхности следы. В таких очень требовательных областях, как аэрокосмическая или ядерная отрасль, эти дефекты могут привести к микрорастрескиванию и падению надежности шва. Даже при бытовой сварке высокая частота может приводить к значительным отклонениям дуги.
Еще один недостаток традиционных моделей — это непригодность для сварки на низких токах (ниже 5 ампер). Это объясняется тем, что при кратковременных срабатываниях КТУ стабилизатор выходного тока не способен накопить достаточно энергии, чтобы удерживать сварочное напряжение на достаточном уровне для поджига и сохранения дуги без возвращения к повышенной частоте.
Чтобы улучшить характеристики поджига дуги, во многих моделях от конкурентов используется функция Горячего старта. При Горячем старте используются импульсы с высокой силой тока и достаточными напряжением и длительностью для нагревания вольфрама и быстрого образования ионизированной дорожки между вольфрамовым электродом и рабочей поверхностью. Это позволяет сократить длительность высокочастотной фазы. Например, если сварщик настроит аппарат на силу тока 5 ампер, во время поджига ее пиковое значение может в течение достаточно длительного времени превышать 100А. Однако этот метод связан с определенными сложностями, потому что при сварке тонких материалов Горячий старт может привести к сгоранию основного материала и повреждению рабочего изделия. Для того, чтобы сократить отрицательное воздействие высокочастотного тока, некоторым сварщикам даже приходится устанавливать дугу на специальной медной заготовке, затем смещать ее на рабочее изделие. Это дает дуге время стабилизироваться и предотвращает повреждение изделия.
Часто сварщик может выполнить имитацию горячего старта вручную, повысив с помощью педального регулятора начальную силу тока. Но в таком случае аппарат начинает сварку при недостаточно низкой силе тока, что может привести к прожиганию и разрушению изделия. Также этот метод недостаточно постоянен, потому что сварщику приходится «угадывать», где начать сварку.
Решение Micro-Start TIG
С появлением технологии Micro-Start TIG компания Линкольн Электрик предложила способ сделать дугу более стабильной за счет электронного 2-амперного источника, который обеспечивает вспомогательное питание с точно заданной силой тока и длительностью. Этот усовершенствованный контур управления позволяет выполнить поджиг дуги с более коротким и менее интенсивным импульсом, что снижает риск повреждения и прожигания основного материала.
Более того, большинство операторов даже не замечает, что аппарат находится в режиме высокочастотной сварки. Эта процедура достаточно кратковременна, чтобы тепловложение не смогло привести к прожиганию материала. Однако в то же время она обеспечивает достаточно энергии для нагревания вольфрамового электрода и установления потока плазмы к рабочему изделию.
Micro-Start TIG также позволяет операторам настраивать минимальную силу тока аппарата. Это позволяет оператору регулировать нижний диапазон аппарата в соответствии с требованиями по токовой нагрузке для данного диаметра вольфрамового электрода или собственным уровнем навыка.
Проблема: минимальная сила тока при поджиге
Большинство традиционных сварочных аппаратов позволяют оператору настраивать лишь максимальное значение сварочного тока. Другими словами, если выбранный вольфрамовый электрод или навык оператора не позволяют установить дугу при минимальной силе тока, для этого придется сильнее нажать на педальный регулятор. Это сказывается на стабильности сварки и усложняет заварку кратеров.
Решение Micro-Start TIG
Компания Линкольн предлагает единственный на рынке аппарат с функцией регулировки минимальной силы тока, которая позволяет задать определенное значение силы тока при минимальном нажатии на педальный регулятор с учетом диаметра вольфрамового электрода или уровня навыка сварщика. Например, для электродов диаметром 2,4 мм типичный диапазон сварочного тока составляет 10-150 ампер. Теперь сварщик может задать минимальную силу тока, и сварочный аппарат даже при легком нажатии педали не будет опускать силу тока ниже 10 ампер, благодаря чему поджиг дуги и процесс сварки станут намного стабильнее. Соответственно, при использовании электродов 0,5 или 1 мм минимальную силу тока можно снизить до 2 ампер. Эта функция позволяет регулировать минимальную силу тока от 2 до 60 ампер. Таким образом оператор получает оптимальную разрешающую способность между минимальным и максимальным значением при дистанционном управлении (через педальный регулятор).
Соответственно, при использовании электродов 0,5 или 1 мм минимальную силу тока можно снизить до 2 ампер. Эта функция позволяет регулировать минимальную силу тока от 2 до 60 ампер. Таким образом оператор получает оптимальную разрешающую способность между минимальным и максимальным значением при дистанционном управлении (через педальный регулятор).
Проблема: заварка кратеров
Одна из самых частых проблем, с которыми сталкиваются операторы традиционных TIG-аппаратов — это снижение силы тока для заварки кратера в конце сварного шва. В традиционных сварочных аппаратах используется принцип порогового значения силы тока, т. е. когда оператор снижает силу тока и дуга становится нестабильной, аппарат определяет, что дуга вот-вот погаснет и вновь переходит в высокочастотный режим. При таком подходе высокочастотный режим обычно включается при силе тока 3 ампер. Возвращение в высокочастотный режим приводит к колебаниям или «танцующей» дуге, из-за чего на рабочей поверхности могут оставаться отметины, способные вызвать загрязнение металла, микротрещины и развитие других дефектов.
Решение Micro-Start TIG
Технология Micro-Start TIG от Линкольн полагается на метод контроля напряжения. Это более совершенный метод детекции, способный определить, намерен ли сварщик сохранить дугу. Высокочастотный режим используется только в том случае, если сварочное напряжение превышает 35В (что намного выше нормального). Поэтому во время заварки кратера аппарат сможет обеспечить плавное снижение силы тока без возвращения в высокочастотный режим. Другими словами, после установления дуги аппарат не вернется в ВЧ-режим во время сварки.
Обычные источники питания недостаточно совершенны, чтобы определить, продолжает ли оператор сварку, и когда ему требуется низкая сила тока. При использовании Micro-Start TIG после установления дуги аппарат больше не будет возвращаться в ВЧ-режим благодаря стабильности при низкой силе тока.
Заключение
Технология Micro-Start TIG от Линкольн позволяет сварщикам практически любого уровня подготовки стабильно и качественно выполнять поджиг дуги, сварки и заварку кратеров. Это стало возможно благодаря тому, что новая технология позволила преодолеть большинство самых распространенных проблем аргонодуговой сварки.
Это стало возможно благодаря тому, что новая технология позволила преодолеть большинство самых распространенных проблем аргонодуговой сварки.
ARC TIG — Технологический центр
Сварочный процесс Fronius ArcTig: технологические показатели, возможности, перспективы развития и внедренияНа государственных предприятиях, имеющих в структуре своей деятельности специальную приемку изделий, для большинства ключевых операций действуют требования по обязательному применению на производстве сварочных технологий, утвержденных в соответствующих ГОСТ, ОСТ и внутренних стандартах. При внедрении новых технологий и способов сварки необходимо проведение большого объёма технологических изысканий и согласований с вовлечением надзорных органов и вышестоящих инстанций. Тем не менее с развитием производственного сектора решение задачи повышения производительности сварочных процессов с сохранением или повышением уровня качества изделий является необходимым условием для обеспечения конкурентоспособности продукции на внутреннем и международном рынке.
Одним из способов решения поставленной задачи является внедрение процесса Fronius ArcTig — инновационного высокопроизводительного процесса, основанного на традиционной технологии аргонодуговой сварки неплавящимся электродом в защитном газе (TIG).
Особенности процесса ArcTig
Скачать буклет
Процесс ArcTig разработан с целью повышения эффективности сварочных операций применительно к стыковым соединениям среднетолщинных элементов с применением роботизированных и автоматических сварочных систем за счёт увеличения производительности и снижения в конечном итоге затрат производства и себестоимости продукции.ArcTig основан на способе сварки неплавящимся электродом в среде инертных газов – TIG (Tungsten Inert Gas), принципиальная схема приведена на рис. 1.
|
Рис. 1. Схема процесса сварки традиционным способом аргонодуговой сварки (TIG) |
При реализации способа сварки TIG дуга горит между неплавящимся вольфрамовым электродом и металлической заготовкой в бескислородной инертной газовой атмосфере. При зажигании дуги в первые моменты протекания электрического тока вольфрамовый электрод нагревается, увеличивая эффективную площадь области эмиссии электронов – катодного пятна, что уменьшает общее сопротивление дугового промежутка, образуя мягкую широкую дугу. Инертная защитная газовая среда, окружающая дугу, гарантирует отсутствие неконтролируемых химических реакций в сварочной ванне. Это позволяет пользователям получать идеальный внешний вид сварного шва без цветов побежалости, следов разбрызгивания металла, а также качество наружной поверхности с равномерной геометрией сварного шва. Сварка TIG подходит для различных сплавов и применений, включая трудносвариваемые материалы, такие как титан и его сплавы.
При зажигании дуги в первые моменты протекания электрического тока вольфрамовый электрод нагревается, увеличивая эффективную площадь области эмиссии электронов – катодного пятна, что уменьшает общее сопротивление дугового промежутка, образуя мягкую широкую дугу. Инертная защитная газовая среда, окружающая дугу, гарантирует отсутствие неконтролируемых химических реакций в сварочной ванне. Это позволяет пользователям получать идеальный внешний вид сварного шва без цветов побежалости, следов разбрызгивания металла, а также качество наружной поверхности с равномерной геометрией сварного шва. Сварка TIG подходит для различных сплавов и применений, включая трудносвариваемые материалы, такие как титан и его сплавы.
|
Модификация традиционного процесса TIG сварки заключается в особой конструкции сварочной горелки, которая позволяет сфокусировать столб дуги и значительно увеличить плотность энергии в дуге (рис.2). Эффект достигается за счёт интенсивного охлаждения рабочей части, благодаря чему происходит сосредоточение катодной области на острие электрода. Технологические свойства процесса ArcTigСфокусированная дуга ArcTig с высокой концентрацией энергии позволяет производить сварку стыковых швов деталей из углеродистых и высоколегированных нержавеющих сталей с толщиной стенки до 10 мм. Кроме того, возможно применение на изделиях из никелевых и титановых сплавов. В отличие от традиционного способа сварки TIG такие соединения выполняются в один проход без зазора и предварительной разделки кромок. При этом скорость сварки превышает аналогичный показатель TIG-процесса. |
|
 При этом общее сопротивление дугового промежутка увеличивается, в свою очередь источник тока инициирует повышение напряжения на дуге для поддержания заданного сварочного тока. Эмиссия электронов происходит с небольшой площади, но с чрезвычайно высокой концентрацией.
При этом общее сопротивление дугового промежутка увеличивается, в свою очередь источник тока инициирует повышение напряжения на дуге для поддержания заданного сварочного тока. Эмиссия электронов происходит с небольшой площади, но с чрезвычайно высокой концентрацией. Дополнительный выигрыш в производительности достигается за счёт отсутствия необходимости в выполнении разделки кромок и последующего заполнения сечения шва, зачастую в несколько проходов, что также даёт экономический эффект благодаря минимизации потребления присадочного материала.
Дополнительный выигрыш в производительности достигается за счёт отсутствия необходимости в выполнении разделки кромок и последующего заполнения сечения шва, зачастую в несколько проходов, что также даёт экономический эффект благодаря минимизации потребления присадочного материала.Для сравнительной оценки эффективности процесса ArcTig была выполнена сварка стыковых соединений пластин из стали ER304 (08Х18Н10) толщиной 8 мм с применением различных способов (рис. 2). Плазменная и ArcTig сварка выполнялись без зазора и разделки кромок. Подача присадочного материала для не применялась.
Рис.3. Внешний вид и поперечное сечение шва, выполненного процессом ArcTig
Для сварки TIG было подготовлено соединение с U‑образной разделкой кромок, сварка проводилась в три прохода с автоматический подачей проволоки. Все образцы сваривались с дополнительной газовой защитой корня шва без принудительного формирования обратного валика. Все образцы сваривались с дополнительной газовой защитой корня шва без принудительного формирования обратного валика.Полученные данные отражены на диаграммах рис. 4. При этом, для традиционного способа сварки TIG на диаграмме приведены усреднённые величины скорости сварки, погонной энергии дуги и расхода электроэнергии при выполнении одного прохода. |
Рис. 4. Сравнение показателей процессов на примере стыкового соединения пластин из стали ER304 (08Х18Н10) толщиной 8 мм при сварке различными способами |
Из представленных показателей видно, что ArcTig даёт следующие технологические преимущества по сравнению со сваркой TIG:
- Производительность: повышение скорости сварки и уменьшение количества проходов в несколько раз сокращает время выполнения сварочных операций;
- Снижение погонной энергии: оптимальная форма проплавления и высокая скорость сварки предотвращают избыточный нагрев деталей и, как следствие, снижают негативные металлургические и механические эффекты (сварочные напряжения и деформации) от теплового действия дуги на металл шва и зону термического влияния.
- Сокращение потребности в сварочных материалах: отсутствие разделки кромок и зазора позволяет в максимальной степени использовать основной металл изделия для формирования шва, небольшое количество присадочного материала используется для получения усиления шва с лицевой и обратной стороны соединения.
- Снижение расхода газа: сокращение времени горения дуги при выполнении сварочных операций позволяет сократить потребление защитного газа в несколько раз.

При технологических характеристиках, близких к свойствам плазменной сварки, количество настраиваемых параметров режима сохраняется тем же, что и при настройке режима традиционной сварки TIG. Это минимизирует объёмы дополнительного обучения и вероятность ошибок сварщиков, особенно в начальный период работы.
Оборудование
|
Система ArcTig является серийной конфигурацией оборудования Fronius для TIG-сварки. На рис. 5 приведён общий вид роботизированной сварочной системы ArcTig CW с автоматической подачей проволоки. |
Рис. 5. Роботизированная сварочная система ArcTig CW с автоматической подачей проволоки |

Горелки TTW 3600/7200 R ArcTig рассчитаны на работу на сварочных токах 360 и 720 А соответственно c ПВ 100%. Горелка оснащена водоохлаждаемым соплом с сечением вытянутой формы для защиты сварочной ванны в течение всего периода её кристаллизации. Конструкцией горелки предусмотрено использование стандартных стержневых электродов, свободный вылет которых может быть отрегулирован в зависимости от требований по доступу к свариваемому шву. Специальная система фиксации электрода обеспечивает обширную площадь контакта «цанга-электрод», обеспечивая интенсивный теплообмен и надёжный электрический контакт с минимальным сопротивлением (рис. 6).
Специальная система фиксации электрода обеспечивает обширную площадь контакта «цанга-электрод», обеспечивая интенсивный теплообмен и надёжный электрический контакт с минимальным сопротивлением (рис. 6).
|
Интенсивное охлаждение предотвращает перегрев электрода во время сварки, обеспечивая стабильное зажигание и повышенную устойчивость дуги, а также более длительный срок службы расходных частей. Охлаждение рабочей части горелки, эффективность которого определяет качество реализации процесса ArcTig, осуществляется блоком охлаждения CU1800 или CU4700, обеспечивающим поддержание постоянной температуры теплоносителя и имеющим возможность подключения к контроллерам роботизированных и автоматизированных систем для автоматической активации во время выполнения сварки. Для использования процесса ArcTig с автоматической подачей проволоки используется механизм подачи проволоки серии KD, оптимизированный для работы с TIG-процессами и оснащённый дополнительной защитой электронных компонентов от воздействия высокочастотных импульсов тока, характерных для бесконтактного зажигания дуги. |
Рис. 6 Сравнение схем охлаждения и теплового эффекта |
 При подключении механизма подачи проволоки к сварочному источнику соответствующие дополнительные параметры режима подачи проволоки автоматически активируются в меню настроек аппарата. Кроме того, для обеспечения прецизионной подачи проволоки и идеального запуска процесса, особенно при наличии протяжённых направляющих каналов, возможно дооснащение системы дополнительным приводом KD Drive, монтируемым на горелке.
При подключении механизма подачи проволоки к сварочному источнику соответствующие дополнительные параметры режима подачи проволоки автоматически активируются в меню настроек аппарата. Кроме того, для обеспечения прецизионной подачи проволоки и идеального запуска процесса, особенно при наличии протяжённых направляющих каналов, возможно дооснащение системы дополнительным приводом KD Drive, монтируемым на горелке.Процесс ArcTig предназначен для сварки стыковых соединений при изготовлении контейнеров, трубопроводов и трубопроводной арматуры, в производстве турбин, гидроцилиндров, сварных профилей различного сечения, в отрасли специального машиностроения. Несмотря на то, что ArcTig является новым процессом в портфолио Fronius Int., первые промышленные испытания показали его высокую эффективность. За первые месяцы продаж в мире запущено 30 автоматизированных и роботизированных систем.
Несмотря на то, что ArcTig является новым процессом в портфолио Fronius Int., первые промышленные испытания показали его высокую эффективность. За первые месяцы продаж в мире запущено 30 автоматизированных и роботизированных систем.
Скачать буклет
|
Сравнение производительности ArcTig с традиционным TIG процессом |
Сварка кольцевых швов с помощью процесса ArcTig |
|
Сварка продольного шва балки коробчатого сечения телескопического крана с помощью процесса ArcTig |
Сварка продольного шва балки коробчатого сечения телескопического крана с помощью процесса ArcTig |
НАПЛАВКА НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА С ПРИСАДКОЙ ХОЛОДНОЙ ПРОВОЛОКИ
TIG = сварка вольфрамовым электродом в среде инертного газа
При сварке TIG материал детали разогревается и плавится с помощью неплавящегося электрода. Электрическая дуга зажигается между электродом и деталью. Сварочная ванна и электрод защищены потоком защитного газа, поступающим через сопло. Электрод расположен в центре газового сопла. В качестве защитного газа используются аргон, гелий или смеси из этих газов.
Обычно возбуждение дуги происходит бесконтактным способом, за счет импульсов высокого напряжения (высокочастотное возбуждение).
Большинство металлов свариваются постоянным током (DC). Только алюминий, в основном, сваривается переменным током (AC).
Преимущества:
- Высокая универсальность метода
- Может использоваться для самых различных материалов
- Может использоваться для выполнения сварочных швов во всех положениях
- Мощная, устойчивая дуга
- Высокое качество наплавки
- Гладкие и ровные сварные швы
- Отсутствие разбрызгивания металла
- Отсутствие шлака
- В некоторых случаях не требуется присадочного металла
- Высокая скорость сварки при работе с материалами с толщиной до 3 – 4 мм (механизированная сварка горячей проволокой)
Единственный недостаток метода TIG – это его низкая экономическая эффективность при работе с материалами толщиной более 4 мм.
ИМПУЛЬС TIG
Так как предустановленная сила тока не всегда идеально соответствует условиям работы в течение всего процесса сварки, часто используется пульсирующий сварочный ток. Например, при сварке труб в стесненных условиях необходимо частое изменение силы тока. Если достигается слишком высокая температура, появляется опасность вытекания жидкого металла из сварочной ванны. При слишком низкой температуре не происходит достаточного расплавления материала детали.
Например, при сварке труб в стесненных условиях необходимо частое изменение силы тока. Если достигается слишком высокая температура, появляется опасность вытекания жидкого металла из сварочной ванны. При слишком низкой температуре не происходит достаточного расплавления материала детали.
Относительно низкий сварочный ток (базовый ток IG) увеличивается по круто восходящей линии до значительно большей величины (величины тока импульса I1) и снова падает по истечении предустановленного периода (рабочего цикла) до величины базового тока IG. Этот процесс повторяется снова и снова.
Во время сварки небольшие участки в зоне сварки быстро расплавляются и затвердевают. При использовании этого метода значительно легче управлять процессом наплавления сварного шва.
Этот метод также используется при сварке тонколистового металла. Каждая точка расплавления перекрывает следующую, таким образом, формируется аккуратный и ровный шов.
Когда используется импульсный метод TIG при ручной сварке, сварочный пруток прилагается на каждом пике силы тока (это возможно только в диапазоне самой низкой частоте 0,25 – 5 Гц). Более высокая частота импульсов используется обычно при автоматической сварке и служит, в основном, для стабилизации сварочной дуги.
СФЕРЫ ПРИМЕНЕНИЯ
Метод сварки TIG применим ко всем свариваемым металлам. Наиболее часто этот метод используется при сварке нержавеющих сталей, алюминия и никелевых сплавов.
Этот метод, в основном, применяется для сварки материалов толщиной 0,3 – 4 мм. При работе с материалами большей толщины, в некоторых случаях, метод TIG используется для сваривания корня сварного шва. Для завершения шва используются другие более производительные методы, такие как MIG/MAG или дуговая сварка под флюсом.
Сила тока, необходимая для сваривания на один миллиметр толщины листа:
Алюминий — около 40A
Медь — около 75 — 80A
Низколегированная сталь — около 40A
Хромоникелевая сталь — около 40A
(зависит от положения сварочного шва и опыта сварщика)
СВАРКА АЛЮМИНИЯ ПЕРЕМЕННЫМ ТОКОМ МЕТОДОМ TIG
Характерное свойство алюминия – его большая активность в реакции с кислородом. Слой оксида (0,1 микрон) немедленно образуется на всей поверхности при нахождении алюминия на воздухе!
Слой оксида (0,1 микрон) немедленно образуется на всей поверхности при нахождении алюминия на воздухе!
Оксидная пленка имеет температуру плавления 2015ºС, тогда как сам алюминий плавится около 650ºС (в зависимости от типа сплава).
Поскольку деталь покрыта оксидной пленкой, обеспечить сварное соединение алюминиевых деталей будет невозможно! Оксидная пленка не будет плавиться, а расплавленный алюминий будет просто стекать. По этой причине крайне важно в первую очередь разрушить эту пленку!
Оксидную пленку можно удалить:
- механическим способом
- химическим способом (очень сложный и трудоемкий способ)
- подачей на электрод положительной полярности
- при помощи переменного тока
Существуют две теории о механизме разрушения оксидного слоя:
Катодное пятно, перемещаясь по сварочной ванне, вызывает испарение оксида алюминия, в то время как электронная эмиссия из расплава заставляет частицы оксида двигаться к краю сварного шва, где они иногда образуют маленькие линии.
Ионы, атакующие поверхность детали, имеют достаточную энергию для разрушения оксидной пленки; этот процесс можно сравнить с пескоструйной обработкой. В поддержку этой теории можно привести тот факт, что очищающий эффект усиливается при использовании инертных газов, имеющих больший атомный вес (аргон).
ПРИНЦИП СВАРКИ ПЕРЕМЕННЫМ ТОКОМ ПО МЕТОДУ TIG
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ
Вольфрам используется в качестве материала для электродов, благодаря своей высокой температуре плавления (3380°C).
Электроды изготавливаются путем спекания. Для улучшения характеристик электродов они могут быть легированы оксидными добавками.
- Чистый вольфрам WP:
- Низкий стабилизирующий эффект;
- гладкий, сферический конец электрода;
- сложность возбуждения дуги на постоянном токе;
- низкая предельно допустимая нагрузка по току
С оксидом тория WT: Чем выше содержание оксида тория, тем лучше возбуждение сварочной дуги, больше срок службы и предельно допустимая нагрузка по току. Существует опасность «осыпания» электрода при его перегрузке. Торий обладает слабой радиоактивностью (источник альфа-излучения).
Существует опасность «осыпания» электрода при его перегрузке. Торий обладает слабой радиоактивностью (источник альфа-излучения).
С оксидом церия WC: Имеет свойства подобные торию, но не радиоактивен.
С оксидом лантана WL: Увеличенный срок службы по сравнению с электродами с оксидом тория и с оксидом церия, но хуже возбуждение сварочной дуги
ПОДГОТОВКА ДЕТАЛЕЙ ДЛЯ СВАРКИ МЕТОДОМ TIG
– Крайне важно обеспечить абсолютную чистоту деталей!
– При работе с хромоникелевыми материалами используйте только инструмент из хромоникелевого сплава.
– При работе с алюминием используйте инструмент только из хромоникелевого сплава, который применялся только при работе с алюминием, а не со сталью.
Алюминий
- При выполнении стыковых сварных швов необходимо закруглить фаски корня сварного шва, в противном случае возможно образование оксидных включений
- Требуется больший угол разделки кромок, чем на стальных деталях
- Макс. угол разделки кромок 80°; как правило, без притупления кромок!
- Зазор в корне сварного шва > 2 мм, при наличии возможности использовать подложку (хромоникелевые сплавы, керамика; медь использовать нельзя)
- Прямоугольные стыковые швы выполняются без зазора.
 угол разделки кромок 80°; как правило, без притупления кромок!
угол разделки кромок 80°; как правило, без притупления кромок!Обезжирить листы – в некоторых случаях требуется термообработка электрода, так как оксидная пленка иногда содержит H2 (при использовании ацетиленовой горелки – снижение эффективности обжига)
При работе с толстыми материалами необходим предварительный нагрев, так как происходит интенсивное излучение тепловой энергии при использовании газовых смесей на основе гелия. В некоторых случаях в предварительном нагреве нет необходимости.
Хромоникелевые сплавы
Применяйте минимально возможный угол разделки кромок, так как хромоникелевые сплавы являются плохими проводниками тепла. Существует риск очень сильного коробления деталей.
Производите сварку при минимально возможной температуре из-за опасности перегрева и выгорания легирующих элементов; для предотвращения окисления необходимо использовать защитное экранирование корня сварного шва (!)
Что такое сварка вольфрамовым электродом в среде инертного газа (GTAW или TIG)?
Знание профессии 6
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как газовая дуговая сварка вольфрамовым электродом (GTAW), представляет собой процесс дуговой сварки, при котором выполняется сварка неплавящимся вольфрамовым электродом.
Сварка вольфрамовым электродом в среде инертного газа (TIG) в 1940-х годах стала мгновенным успехом в соединении магния и алюминия. Использование инертного газа вместо шлака для защиты сварочной ванны, процесс был очень привлекательной заменой газовой и ручной дуговой сварки металла.TIG сыграл важную роль в принятии алюминия для высококачественной сварки и строительства.
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Характеристики процесса
В процессе сварки TIG дуга образуется между заостренным вольфрамовым электродом и заготовкой в инертной атмосфере аргона или гелия. Небольшая интенсивная дуга, создаваемая острым электродом, идеально подходит для высококачественной и прецизионной сварки.Поскольку электрод не расходуется во время сварки, сварщику TIG не нужно балансировать подвод тепла от дуги, поскольку металл осаждается из плавящегося электрода. Когда требуется присадочный металл, его необходимо добавлять в сварочную ванну отдельно.
Источник питания
Сварка TIG должна выполняться с использованием падающего источника постоянного тока — постоянного или переменного тока. Источник постоянного тока необходим для предотвращения чрезмерно высоких токов, возникающих при коротком замыкании электрода на поверхности детали.Это могло произойти либо намеренно во время зажигания дуги, либо случайно во время сварки. Если, как при сварке MIG, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки приведет к повреждению наконечника электрода или расплавлению электрода на поверхности заготовки. При постоянном токе, поскольку тепло дуги распределяется примерно на одну треть на катоде (отрицательный) и две трети на аноде (положительный), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативное подключение источника питания с положительной полярностью электрода постоянного тока имеет преимущество в том, что, когда катод находится на заготовке, поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной оксидной пленкой на поверхности, таких как алюминий.
По этой причине переменный ток используется при сварке материалов с прочной оксидной пленкой на поверхности, таких как алюминий.
Начало дуги
Сварочную дугу можно запустить, поцарапав поверхность, образуя короткое замыкание. Только при прерывании короткого замыкания будет течь основной сварочный ток. Однако существует риск того, что электрод может прилипнуть к поверхности и вызвать включение вольфрама в сварной шов. Этот риск можно свести к минимуму, используя технику «лифт-дуги», когда короткое замыкание формируется при очень низком уровне тока.Самый распространенный способ зажигания дуги TIG — использовать HF (высокочастотный). ВЧ состоит из высоковольтных искр в несколько тысяч вольт, которые длятся несколько микросекунд. Высокочастотные искры вызовут разрыв или ионизацию зазора между электродом и заготовкой. После образования электронно-ионного облака из источника питания может течь ток.
Примечание. Поскольку ВЧ генерирует аномально высокое электромагнитное излучение (ЭМ), сварщики должны знать, что его использование может вызывать помехи, особенно в электронном оборудовании. Поскольку электромагнитное излучение может передаваться по воздуху, например радиоволны, или передаваться по силовым кабелям, необходимо соблюдать осторожность, чтобы не создавать помех для систем управления и инструментов в непосредственной близости от места сварки.
Поскольку электромагнитное излучение может передаваться по воздуху, например радиоволны, или передаваться по силовым кабелям, необходимо соблюдать осторожность, чтобы не создавать помех для систем управления и инструментов в непосредственной близости от места сварки.
HF также важен для стабилизации дуги переменного тока; в переменном токе полярность электродов меняется с частотой примерно 50 раз в секунду, в результате чего дуга гаснет при каждом изменении полярности. Чтобы обеспечить повторное зажигание дуги при каждом изменении полярности, в зазоре между электродом и заготовкой генерируются высокочастотные искры, которые совпадают с началом каждого полупериода.
Электроды
Электроды для сварки постоянным током обычно изготавливаются из чистого вольфрама с содержанием тория от 1 до 4% для улучшения зажигания дуги. Альтернативными добавками являются оксид лантана и оксид церия, которые, как утверждается, обеспечивают превосходные характеристики (зажигание дуги и меньший расход электродов). Важно правильно выбрать диаметр электрода и угол наклона наконечника для уровня сварочного тока. Как правило, чем меньше ток, тем меньше диаметр электрода и угол наклона наконечника. При сварке на переменном токе, поскольку электрод будет работать при гораздо более высокой температуре, вольфрам с добавкой диоксида циркония используется для уменьшения эрозии электрода.Следует отметить, что из-за большого количества тепла, выделяемого на электроде, трудно поддерживать заостренный наконечник, и конец электрода принимает сферический или «шаровой» профиль.
Защитный газ
Защитный газ выбирается в зависимости от свариваемого материала. Следующие рекомендации могут помочь:
- Аргон — наиболее часто используемый защитный газ, который может использоваться для сварки широкого спектра материалов, включая сталь, нержавеющую сталь, алюминий и титан.
- Аргон + от 2 до 5% h3 — добавление водорода к аргону приведет к небольшому восстановлению газа, что способствует получению более чистых сварных швов без поверхностного окисления. Поскольку дуга более горячая и более суженная, она обеспечивает более высокие скорости сварки. К недостаткам можно отнести риск водородного растрескивания углеродистых сталей и пористость металла шва в алюминиевых сплавах.
- Смеси гелия и гелия с аргоном — добавление гелия к аргону повысит температуру дуги.Это способствует более высокой скорости сварки и более глубокому проплавлению сварного шва. Недостатки использования гелия или смеси гелий / аргон — высокая стоимость газа и сложность зажигания дуги.
Что такое сварка TIG? — Школа сварки Талсы
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Есть по крайней мере шестьдесят семь процессов, которые используют сварщики для соединения металлов.Тип давления, тепла и используемого оборудования — вот что отличает один процесс от другого. Сварка TIG — один из самых популярных сварочных процессов. Он производит высококачественные сварные швы, но требует высокого уровня навыков. 1 Подробнее о сварке TIG.
Он производит высококачественные сварные швы, но требует высокого уровня навыков. 1 Подробнее о сварке TIG.
Определение сварки TIG
Сварка TIG — это еще одно название дуговой сварки вольфрамовым электродом в газе. Авиационная промышленность создала его для сварки магния в 1930-х и 1940-х годах. В идеале процесс работает следующим образом: сварщик создает дугу между основным металлом и неплавящимся вольфрамовым электродом, тип электрода, который не плавится.В точке попадания дуги на основной металл образуется расплавленная сварочная ванна. Тонкая проволока из присадочного металла медленно подается вручную в сварочную ванну, где она плавится. При этом инертный защитный газ защищает вольфрамовый электрод и сварочную ванну от кислородного загрязнения. Флюсы не используются. Готовый продукт представляет собой прочный бесшлаковый сварной шов, обладающий теми же свойствами коррозионной стойкости, что и основной металл. 2
Для чего используется сварка TIG?
Сварку TIG можно использовать для большего количества металлов, чем при любой другой сварке. По этой причине во многих отраслях промышленности используется сварка TIG. Он используется при строительстве космических аппаратов и самолетов в аэрокосмической промышленности. Производители автомобилей используют сварку TIG на крыльях из-за ее антикоррозионных свойств. Сварка TIG также широко применяется в кузовных мастерских. Художники ценят превосходное качество сварки TIG, используя их при сварке скульптур.
Преимущества и недостатки сварки TIG
Одно из самых больших преимуществ сварки TIG — это степень контроля, которую она позволяет.Сварщик может точно контролировать температуру и силу тока с помощью ножного или большого пальца переключателя дистанционного управления. Сварочный аппарат TIG тонкий, что позволяет сварщику с превосходной маневренностью контролировать процесс. В результате сварка TIG хороша для проектов, где требуются подробные чертежи или кривые на основном металле.
Заполните форму, чтобы получить информационный пакет без обязательств.
Поскольку сварочная горелка TIG работает с низким током, этот процесс хорошо работает с тонкими деталями или металлом.Комбинация низкой силы тока и переключателя дистанционного управления позволяет сварщикам быстро переключаться с работы с тонкими металлическими деталями на толстые, что делает сварку TIG универсальным процессом. Поскольку флюсы не используются и можно получить низкопрофильный сварной шов, сварной шов будет чистым и без шлака. 3
Лишь небольшая область отделяет дугу пламени от основного металла, поэтому сварка TIG требует высокого уровня фокусировки и координации рук и глаз. Выполнение сварки TIG требует навыков и терпения, поскольку этот процесс может занять много времени. 4 Несмотря на это, сварщики могут преодолевать трудности с помощью обучения и практики.
Карьера сварщика TIG
Сварка TIG — сложный, но полезный процесс. Умение хорошо выполнять это может привести к множеству многообещающих карьер. Лучшие отрасли промышленности для квалифицированных сварщиков TIG включают аэрокосмическую, нефтяную и строительную отрасли. Некоторые сварщики TIG даже добираются до работы в увлекательных местах, например, на гоночных трассах NASCAR.
Лучшие отрасли промышленности для квалифицированных сварщиков TIG включают аэрокосмическую, нефтяную и строительную отрасли. Некоторые сварщики TIG даже добираются до работы в увлекательных местах, например, на гоночных трассах NASCAR.
Одним из первых шагов к этой карьере является обучение сварке TIG.Хорошая новость в том, что существуют учебные программы по сварке, в которых обучают этой технике.
Вам также может понравиться …Дополнительные источники
1 — Название: Принципы и применение сварки; Автор: Ларри Джеффус; Delmar Cengage Learning; Седьмое издание; Учебник стр. 8-9
2 — Название: Принципы и применение сварки; Автор: Ларри Джеффус; Delmar Cengage Learning; Седьмое издание; Учебник, стр. 374
3 — http://www.wisegeek.com/what-are-the-advantages-of-tig-welding.htm # didyouknowout
4 — http://www.gowelding.org/articles/types-welding/
Для чего используется сварка TIG? (И как узнать, когда его использовать)
0Последнее обновление
Вы когда-нибудь интересовались сваркой? Вероятно, у вас возникнут проблемы с отличием TIG от сварки MIG, и когда использовать любой из двух методов. В течение многих лет сварщики использовали сварку TIG для завершения проектов с использованием более тонких металлов, с которыми MIG не справлялась.
В течение многих лет сварщики использовали сварку TIG для завершения проектов с использованием более тонких металлов, с которыми MIG не справлялась.
Итак, для чего используется сварка TIG и как узнать, когда ее использовать? TIG — это аббревиатура от вольфрамового инертного газа. Название в основном описывает процесс сварки, поскольку вольфрамовый электрод пропускает ток через свариваемые металлы. Сварщики обычно используют сварку TIG для завершения сварных швов, когда металлические предметы очень тонкие, и обеспечивают завершение своих проектов.
Что такое сварка TIG?
Сварка TIG — это процесс, в котором используется неплавящийся вольфрам. В этом методе нагрев осуществляется путем подачи дуги между вольфрамовым электродом и заготовкой.Сварщики используют эту процедуру с защитным газом и могут использовать или не использовать присадочные металлы. Некоторые из основных параметров сварки TIG — это сварочный ток, скорость движения, напряжение дуги или длина дуги, а также состав защитного газа.
После завершения процесса сварки TIG вольфрам и сварочная ванна обычно охлаждаются инертным газом, аргоном. Этот процесс охлаждения жизненно важен, поскольку он обеспечивает безопасность и защиту от ненужных несчастных случаев.
Изображение предоставлено: Aumm graphixphoto, Shutterstock
Что нужно для сварки TIG?
Для сварки TIG вам потребуется более чем несколько единиц оборудования.Вот обзор оборудования.
1. Шлем с автозатемнением
Сварочные маски — одна из основных вещей, необходимых для сварки TIG, поскольку они защищают вас от ожогов и искр. Есть два типа шлемов: автоматическое затемнение и ручное затемнение. Шлемы с автоматическим затемнением — лучшее решение, поскольку они обладают более продвинутыми функциями.
2. Перчатки
В настоящее время на рынке представлено несколько видов сварочных перчаток. К ним относятся перчатки из козьей, воловьей кожи или огнестойкие.Большинство сварщиков TIG предпочитают использовать перчатки из козьей кожи, поскольку они легкие и гибкие. Перед тем, как купить перчатки, проявите должную осмотрительность, чтобы выбрать те, которые подходят для вашего проекта.
Перед тем, как купить перчатки, проявите должную осмотрительность, чтобы выбрать те, которые подходят для вашего проекта.
3. Куртка
Ткани для сварочной куртки такие же, как и для сварочных перчаток, и поставляются с гарантией соответствия от производителя. Большинство сварщиков предпочитают куртки из воловьей кожи курткам из козьей, потому что они более доступны по цене. Огнестойкая куртка станет отличным выбором, так как вам потребуется защитное снаряжение с термостойкими характеристиками.
4. Очки для сварки TIG
ОчкиTIG необходимы для защиты от вредного излучения. Очки подходят для небольших задач, но вам понадобятся затемняющие линзы для более крупных проектов, в которых используется более высокая температура.
Кредит изображения: Monkey Business Images, Shutterstock
5. Сварщик
Сварочные аппараты бывают разных размеров и типов. Лучше всего использовать сварочный аппарат 3-в-1. Они варьируются от небольших до промышленных и могут выполнять ряд сложных работ.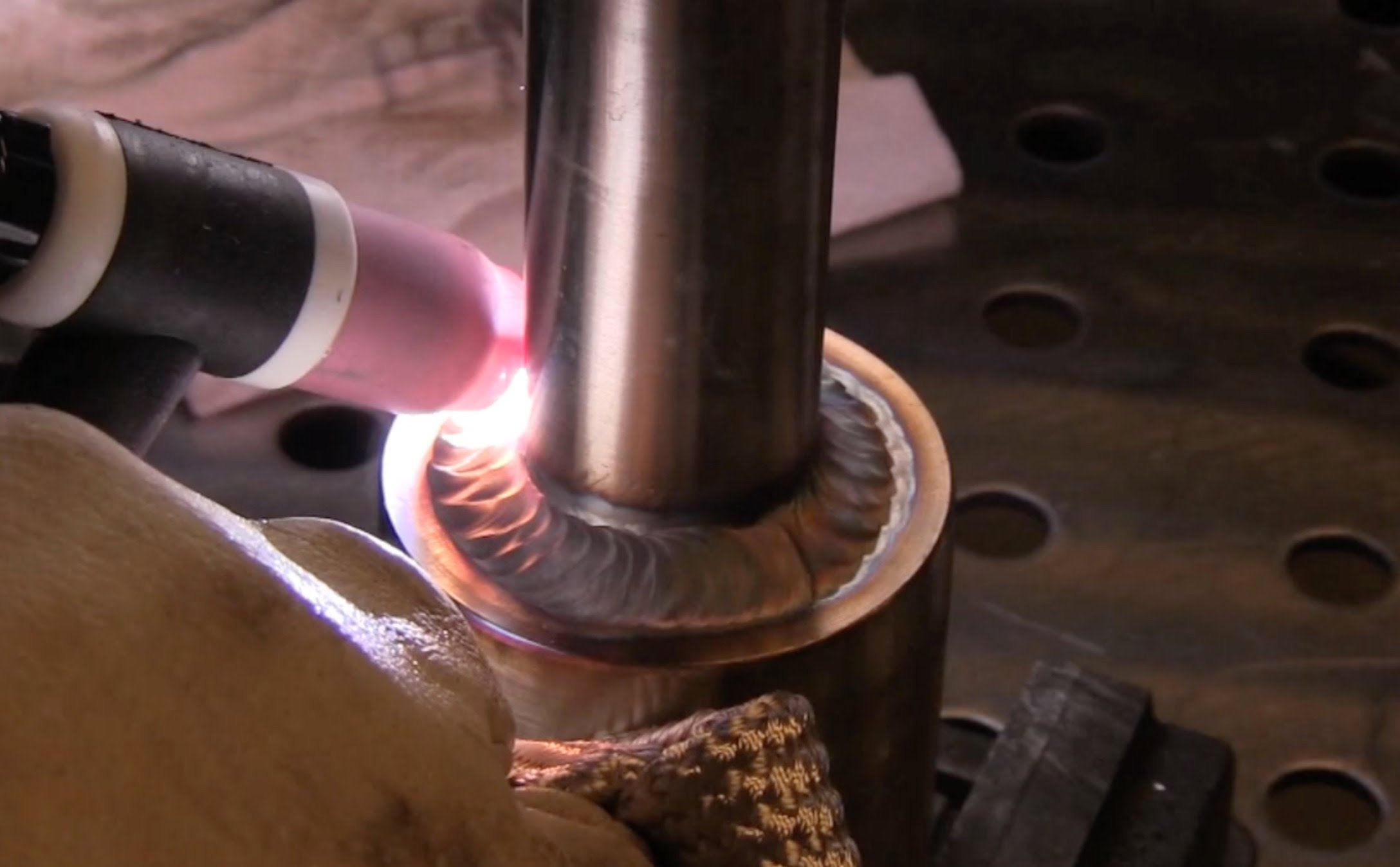
6.Бензобак
Во время сварки TIG вам потребуется аргон в качестве защитного газа для защиты сварочной ванны. Если вы не хотите покупать целый резервуар, вы всегда можете взять его напрокат.
7. Вольфрам
Большинство сварочных аппаратов TIG поставляются с вольфрамовыми стержнями для горелки, но вам придется покупать больше, когда вы продолжите сварку.
8. Шлифовальные машины, шлифовальные машины и стержни
Вам также понадобится точильный круг для заточки вольфрама. Как вариант, вы можете использовать настольный шлифовальный станок с шлифовальной машинкой.Пруток присадочного металла должен быть размером с свариваемый металл.
Как работают сварщики TIG?
Если вы знакомы с кислородно-ацетиленовой горелкой, то сварка TIG будет легкой. Во время процесса сварки вы будете использовать электрическую горелку для сварки, подавая присадочный стержень в лужу с расплавом. Этот метод также предоставляет сварщикам возможность плавного пуска и останова, что отличает этот процесс от других процессов сварки MIG или электродной сварки.
Этот процесс также требует, чтобы сварщик использовал педаль акселератора для регулирования нагрева, особенно при работе на столе.Нагревом можно управлять с помощью пультов дистанционного управления на горелке.
В чем разница между сваркой MIG и TIG?
Понимание сварки TIG включает в себя разбиение процессов, связанных с MIG. Сварка MIG включает непрерывную подачу корда через металлическую проволоку в создаваемый сварной шов. В шнуре используется металл, чтобы легко объединить два металлических предмета в качестве присадочного материала сварщика. С другой стороны, TIG использует инертный газ вольфрам, чтобы соединить два металлических объекта вместе, и может использовать или не использовать присадочные материалы по мере продолжения сварки.
При сварке MIG для соединения металлических предметов используется плавящийся присадочный материал. Это свойство облегчает сварку при работе с большими и толстыми металлами. При сварке TIG не всегда используются присадочные материалы из-за выделяемого тепла. Вам нужно только нагреть горелку TIG, чтобы вы могли быстро сваривать более тонкие металлы.
Вам нужно только нагреть горелку TIG, чтобы вы могли быстро сваривать более тонкие металлы.
Когда использовать сварку TIG и MIG
1. Какая толщина металла?
Чем толще металл, тем сложнее будет его соединить за один сеанс нагрева.По этой причине толстые металлы лучше всего сваривать методом MIG. Для этого процесса недостаточно сварочной горелки TIG.
2. Какая электрическая проводимость вам нужна?
Было бы полезно, если бы вы рассмотрели, насколько ковкий металл, который вы свариваете. Если он очень пластичный, вам нужно будет нагревать металл в течение более длительного времени, что потребует больше энергии. Для металлов, которые являются электрически стойкими и быстрее нагреваются, вы можете сваривать без присадочного материала, что делает сварку TIG наиболее подходящим методом.
3. Нужен ли вам металл, чтобы он был гладким?
Если во время сварки вы будете использовать присадочные материалы, на сварке будет образовываться много брызг. Дополнительной задачей при разглаживании будет удаление брызг. В этом случае лучше всего подходит прямая сварка металла с металлом, что делает сварку TIG идеальным методом.
Дополнительной задачей при разглаживании будет удаление брызг. В этом случае лучше всего подходит прямая сварка металла с металлом, что делает сварку TIG идеальным методом.
4. Свариваете ли вы разнородные металлы?
Сварка TIG — не лучший метод для сварки разнородных металлов из-за слабой связи между сварными швами. Однако бывают случаи, когда придется сваривать разные металлы.Вы выберете MIG, поскольку в нем используется наполнитель и образует прочную связь с конечным продуктом.
Кредит изображения: dedek, Shutterstock
Когда обычно используется сварка TIG?
1. Сварка мелких и тонких металлов
Сварочные металлы, такие как алюминий, лучше всего сваривать TIG, поскольку это обеспечивает сварщику большую точность. Сварщик также может выполнять различные действия, например, украшать металлы. Например, при производстве предметов, которые требуют стильного внешнего вида с точки зрения эстетики, TIG выполняет свою работу.
2.
 Точные и красивые сварные швы
Точные и красивые сварные швыTIG дает сварщикам больше контроля, позволяя добиться точности.
3. Разнообразие поделок
Простота и легкость сваркиTIG позволяет как новичкам, так и опытным сварщикам работать над своими проектами своими руками. Примеры проектов DIY включают изготовление велосипедов, тележек, мебели и стеллажей.
Порядок выполнения проекта сварки TIG
Сварщикимогут использовать сварку TIG для различных металлов, таких как титан, алюминий и медь.Этот метод также важен для выполнения сложных проектов, таких как изгиб или закругление любого металлического предмета. Ниже приведены шаги, которые необходимо выполнить для выполнения проекта сварки TIG.
1. Выберите электрод
Всегда выбирайте электрод в зависимости от типа свариваемого металла. Если вы свариваете алюминий, лучше всего использовать пруток из чистого вольфрама.
2. Подготовьте штангу к использованию
Подготовка стержня заключается в его шлифовке до желаемой точки использования. Обычно требуется шлифовка стержня, особенно если он новый, с закругленным концом или не заостренный.Шлифовка снижает потребление энергии во время сварки.
Обычно требуется шлифовка стержня, особенно если он новый, с закругленным концом или не заостренный.Шлифовка снижает потребление энергии во время сварки.
Кредит изображения: Pongsak14, Shutterstock
3. Поместите электрод в цангу
Этот процесс включает отвинчивание держателя электрода и установку электрода, а затем его завинчивание. Вы можете пропустить этот этап, если ваш электрод уже находится внутри.
4. Выберите настройки для сварки TIG
Сварочный аппарат TIG предоставляет сварщикам три варианта настройки: AC, DCEP и DCEN.Параметры переменного тока (AC) лучше всего использовать при сварке металлов, таких как алюминий. Если наконечник или палка скручены шариком, наиболее предпочтительна сварка положительным электродом постоянного тока (DCEP). Сварщики, использующие стальные металлы, предпочитают использовать отрицательный электрод постоянного тока (DCEN).
Следующая настройка — это настройки «Очистка / проникновение», чтобы поместить его на острый конец. Когда вы используете шкалу от 1 до 10, убедитесь, что вы установили ее на шкале 7. Включите «Air on» на срок до 5 секунд и установите «Max Amps» примерно на 250.
Когда вы используете шкалу от 1 до 10, убедитесь, что вы установили ее на шкале 7. Включите «Air on» на срок до 5 секунд и установите «Max Amps» примерно на 250.
5. Подготовьте защитный газ
При сварке алюминиевых металлов используйте для этого процесса чистый аргон, а при сварке стали используйте смесь аргона и диоксида углерода.
6. Подготовьте металл и сварочный стол
Вам потребуется большая металлическая поверхность, чтобы через металл проходило достаточное количество электричества. В качестве альтернативы вы можете использовать большой плоский лист металла вместо сварочного стола. Очистите поверхности проволокой от пыли и других загрязнений.Благодаря очистке вы получите более красивые и точные сварные швы. Протрите сварочные стержни ацетоном.
Убедитесь, что вы зажали металлы перед началом процесса сварки, чтобы сварные швы оставались на месте. Большинство сварщиков также предпочитают опрыскивать сварочный стол антибрызгиванием, чтобы предотвратить прилипание утечки металла к сварным швам.
7. Подготовка к работе
Подготовка необходима для вашей безопасности и защиты от излучения, тепла, солнечных ожогов и вредных газов, образующихся во время сварки.Сварщики должны надевать толстые перчатки, сварочный шлем, обувь с закрытым носком и сварочный халат.
8. Проведите последнюю проверку.
На этом этапе вы должны перепроверить, все ли оборудование находится на своем месте и работает оптимальным образом. Вы также должны проверить, хорошо ли изношено и подтянуто ваше снаряжение, как рекомендовано в руководстве сварщика. Поместите электрод в свою доминирующую руку и проверьте его. Во время проверки убедитесь, что электрод движется свободно и с ним легко работать, прежде чем начинать сварку.
Кредит изображения: Extarz, Shutterstock
Сварка TIG для начинающих
Вот основные советы, которые следует учитывать, чтобы понять процесс сварки TIG для начинающих.
1. Используйте минимальную мощность
Использование слишком большой мощности может привести к возгоранию сварного шва, следовательно, необходимо использовать минимальную мощность. Использование минимальной мощности также позволяет разработать технику лужения, подходящую для создания прочных и стабильных сварных швов.
Использование минимальной мощности также позволяет разработать технику лужения, подходящую для создания прочных и стабильных сварных швов.
2. Угол факела
При сварке горелка должна располагаться на расстоянии не менее 15-20 градусов от поверхности материала и пути прохождения электрического тока.Такой угол наклона обеспечит легкий доступ к присадочному материалу и улучшит видимость свариваемой детали.
3. Содержите сварочные материалы в чистоте
Убедитесь, что сварочные металлы чистые для получения сильной сварочной дуги. С помощью металлической щетки удалите пыль и другие загрязнения с металлов.
Кредит изображения: Jobshutter, Shutterstock
4. Избегайте прямого плавления присадочного стержня
Помните принцип сварки TIG: горелка плавит основной металл, а расплавленная лужа плавит присадочный материал.Прямое плавление приведет к слабому сцеплению со сварным швом.
5. Носите защитное снаряжение
Поскольку вольфрамовые электроды излучают низкий уровень излучения, наденьте солнцезащитные очки. Вам также необходимо надеть респиратор, чтобы защитить себя от токсичных газов и паров. Убедитесь, что вы также выполняете сварку в хорошо проветриваемом помещении, чтобы снизить вероятность попадания пыли из-за ухудшения качества сварных швов.
Вам также необходимо надеть респиратор, чтобы защитить себя от токсичных газов и паров. Убедитесь, что вы также выполняете сварку в хорошо проветриваемом помещении, чтобы снизить вероятность попадания пыли из-за ухудшения качества сварных швов.
6. Используйте вольфрам правильного типа
Различные типы металлов работают с разными типами вольфрама.При обработке алюминиевых поверхностей используйте зеленый вольфрам, а для стальных металлов — красный вольфрам.
Кредит изображения: YAKISTUDIO, Shutterstock
Часто задаваемые вопросы
1. Зачем использовать вольфрам в качестве электрода?
Вольфрам обычно используется из-за его жаропрочных элементов. Их точки плавления оцениваются примерно в 6170 ° F, что делает их неспособными плавиться во время дуговой сварки. Они устойчивы к коррозии, окислению и используются в электрических передачах.
2.Какой газ лучше всего подходит для сварки TIG?
Лучшим газом для использования является аргон с уровнем чистоты 99,967% и низким содержанием водяного пара ниже 0,005 мг.
Заключение
Когда вы узнаете, что включает в себя сварка TIG, как она используется и где ее использовать, вы можете приступить к сварке. Если вы будете следовать этому подробному руководству, вы сможете создавать красивые сварные швы, будь то профессиональная подготовка или новое хобби.
Изображение предоставлено: Lapis2380, Shutterstock
7 основных советов по сварке TIG для начинающих
В то время как TIG (вольфрамовый инертный газ) является одним из наиболее распространенных методов сварки, используемых сегодня, процесс получения чистых, высококачественных сварных швов не так прост, потому что существует множество факторов, учитываемых при контроле нагрева, используемой технологии. , вплоть до мастерства сварщика.Короче говоря, сварка TIG может быть сложной задачей для начинающих сварщиков.
Итак, если вы испытываете трудности с правильной сваркой TIG или вам нужна помощь в получении сертификации по сварке TIG, то вы попали в нужное место, потому что в этой статье мы рассмотрим 7 основных советов по сварке для начинающих и отточите свои навыки в производстве сварных швов высокой чистоты.
Один из основных советов по сварке TIG, который необходимо помнить, заключается в том, что слишком большая мощность может вызвать прожиг сварного шва.Поэтому используйте минимальную мощность как можно больше (или, по крайней мере, настройку мощности, которую вы можете поддерживать), чтобы вы могли придумать технику лужения, достаточную для создания прочного и прочного сварного шва.
Угол резакаГорелка должна располагаться на расстоянии не менее 15-20 градусов от материала поверхности (и пути движения), чтобы обеспечить легкий доступ к присадочному материалу и улучшить видимость свариваемой детали.
Содержите материалы в чистоте Металлы должны быть чистыми для получения сильной сварочной дуги.Для алюминия и нержавеющей стали рекомендуется использовать тонкую щетку для каждого типа металла. Несколько минут могут иметь большое значение для достижения лучшего результата.
Всегда помните, как работает сварка TIG: основной металл плавится горелкой, а присадочный материал плавится расплавленной лужей. Избегайте прямого плавления материала, так как это приведет только к слабому сварному шву.
Защитное снаряжениеВольфрамовые электроды излучают низкий уровень излучения.Поэтому обязательно наденьте респиратор для защиты носа и рта. Аналогичным образом, мы также рекомендуем вам практиковать сварку TIG в хорошо вентилируемом помещении, чтобы пыль не ухудшала качество выполняемой вами работы.
Precision Fabricating & Cleaning — инновационная высококвалифицированная компания с уникальными возможностями для оказания широкого спектра услуг по промышленной уборке, специализирующаяся на Гидростатические испытания, Кислородный сервис, Криогенные испытания, Мобильная уборка поля, Пассивирующий, Очистка высокой чистоты, Ультразвуковая чистка, и многое другое. Используйте правильный тип вольфрама
Используйте правильный тип вольфрама Для работы с разными металлами необходимо использовать вольфрам правильного типа. Для алюминиевых поверхностей рекомендуется как можно больше использовать зеленый вольфрам. А для стальных металлов рекомендуется использовать красный вольфрам. По мере того, как вы пойдете дальше на практике, вы также обнаружите, что другие типы металлов хорошо сочетаются с разными видами вольфрама.
Работа с нержавеющей стальюИ, наконец, один из основных советов по сварке TIG, который необходимо помнить, — это осторожность при чрезмерном нагреве при работе с нержавеющей сталью.Вы можете сделать это, просто наблюдая за цветом сварного шва.
Если в результате окрашивания получается цвет от золотистого до лососевого, то приложенного тепла достаточно. Но если цвет сварного шва от темного до грязно-серого, значит, используется чрезмерный нагрев, и материал может деформироваться.
Чтобы предотвратить проблемы при сварочных работах в будущем, мы рекомендуем снизить силу тока и увеличить скорость движения. Вы также можете попробовать уменьшить толщину присадочного стержня, чтобы его можно было легко расплавить на умеренном огне.
Вы также можете попробовать уменьшить толщину присадочного стержня, чтобы его можно было легко расплавить на умеренном огне.
Сварка TIG (GTAW) — Advantage Fabricated Metals
На главную> Металл Советы и факты по изготовлению> Сварка TIG
Advantage Fabricated Metals выполняет несколько сварочных работ процессы . Два наиболее распространенных процесса сварки, которые мы используем, включают TIG, аббревиатуру от слова «сварка вольфрамом в инертном газе», и MIG, аббревиатура от слова «сварка металла в инертном газе». TIG также называют GTAW (газо-вольфрамовая дуговая сварка) и Heliarc®.MIG также называется GMAW (газовая дуговая сварка металла).
Сварка TIG также называется сваркой Heliarc®. Heliarc® — это торговое название, данное процессу Linde, когда он был представлен несколько десятилетий назад. Дуга зажигается с помощью вольфрамового электрода, защищенного инертным газом, а присадочный стержень подается в сварочную ванну отдельно. Газовая защита, необходимая для защиты расплавленного металла от загрязнения и силы тока, обеспечивается во время операции сварки TIG.
Газовая защита, необходимая для защиты расплавленного металла от загрязнения и силы тока, обеспечивается во время операции сварки TIG.
TIG — более медленный процесс, чем MIG, но он дает более точный сварной шов и может использоваться при более низких значениях силы тока для более тонкого металла и даже может использоваться для экзотических металлов.Сварка TIG — это широко используемый процесс высококачественной сварки. Сварка TIG стала популярным методом сварки, когда требуется высококачественная прецизионная сварка. Процесс сварки TIG требует больше времени для изучения, чем MIG.
Характеристики процесса сварки TIG
TIG:
- В процессе сварки используется неплавящийся вольфрамовый электрод,
- Использует ряд защитных газов, включая гелий (He) и аргон (Ar),
- Легко наносится на тонкие материалы,
- Выполняет очень качественные сварные швы превосходного качества,
- Сварные швы можно выполнять с присадочным металлом или без него,
- Обеспечивает точный контроль параметров сварки (т. е.е. тепло),
- Сварка с низким уровнем деформации,
- Не оставляет шлаков и брызг.
 е.е. тепло),
е.е. тепло),При сварке TIG дуга образуется между неплавящимся вольфрамовым электродом и свариваемым металлом. Газ подается через горелку для защиты электрода и расплавленной сварочной ванны. Если используется присадочная проволока, она добавляется в сварочную ванну отдельно.
На следующем рисунке схематически показано, как работает процесс сварки TIG.
Наиболее распространенные сварочные швы TIG показаны ниже. В их число входят:
- стык,
- нахлесточное соединение,
- Тройник и
- Угловой шов.
На следующем рисунке показаны эти соединения, полученные сваркой TIG:
В процессе сварки TIG используется ряд защитных газов, в том числе:
- аргон
- аргон / гелий и
- гелий
Аргон лучше всего подходит для сварки металлов. Он работает при более высоком напряжении дуги,
облегчает зажигание дуги и обычно используется для сварки низкоуглеродистой стали,
алюминий и титан.
Гелий обычно добавляют для увеличения погонной энергии (увеличения скорости сварки или проплавление) и используется для высокоскоростной сварки низкоуглеродистой стали и титан. Гелий имеет меньшую зону термического влияния и, следовательно, глубоко проникает в металлы. Это также может увеличить скорость сварки до 40%.Гелий также обычно используется для сварки нержавеющей стали и меди.
Комбинированный газ аргон / гелий используется для получения более горячей дуги при сварке. алюминий и алюминиевые сплавы. Он также используется в системах автоматической сварки.
Несмотря на то, что TIG является широко используемым процессом сварки, существует ряд ограничений. К ним относятся:
- TIG требует большей сноровки сварщика, чем MIG или ручная сварка,
- TIG дает более низкую производительность наплавки,
- TIG дороже для сварки толстых металлических профилей.

Посмотреть обзор наших сварочных услуг любой процессов обработки металлов давлением, предлагаемых Преимущество готовых металлов.
Для получения дополнительной информации о Advantage Fabricated Metals и металле предоставляемые нами услуги по изготовлению и сварке, заполните контактную информацию форму или позвоните нам по телефону 1-815-323-1310 .
Сопутствующие услуги по изготовлению и сварке металлов, советы и факты:
О компании Advantage Fabricated Metals
| Услуги по обработке металлов давлением
Материалы | Преимущества
| FAQs | Глоссарий по сварке и обработке металлов
Советы и факты | Ссылки
И ресурсы | Карта сайта
Свяжитесь с нами | Дом
Advantage Fabricated Metals
подразделение Corrugated Metals, Inc.
Мы инвестируем в наших клиентов ™
3575 Morreim Drive • Бельвидер, Иллинойс 61008
Телефон: 1-815-323-1310 • Факс: 1-815-323-1317
Эл. Почта: [email protected]
Почта: [email protected]
Авторские права © Advantage Fabricated Metals, Inc., 2003-2009.
Все права защищены.
3 Преимущества сварки TIG в производстве
Дуговая сварка вольфрамовым электродом (GTAW) или, чаще, сварка вольфрамовым электродом в инертном газе (TIG), представляет собой метод дуговой сварки, названный в честь неплавящегося вольфрамового электрода, используемого в процессе. .Сварка TIG — не лучший вариант для некоторых отраслей, но для нас, как для производителей рулонов, это имеет смысл.
Мы используем его почти исключительно из-за того уровня качества, который он нам предоставляет — сварные швы TIG очень прочные и отлично смотрятся при правильном выполнении. В этой статье мы сосредоточимся на том, почему мы считаем, что сварка TIG — лучший метод того, что мы делаем, а также на некоторых компромиссах, которые мы оценили, прежде чем принять это решение.
Преимущества
1. Больше контроля
Больше контроля Одной из областей сварки TIG, которая помогает улучшить контроль, является вольфрамовый электрод, используемый для создания электрической дуги.Чрезвычайная твердость и высокая температура плавления вольфрама (~ 3400 ° C) означают, что вместо использования плавящегося в сварном шве расходуемого электрода, такого как сварка штангой или MIG, вольфрамовый электрод нагревает и плавит присадочный материал, который подается в зону сварки. оператором.
Сила тока, подводимая к электроду, регулируется ножной педалью, которая отсутствует в других методах сварки, таких как сварка MIG, в которой напряжению дуги присваивается заданное значение, известное как постоянное напряжение.Это одна из основных областей, в которых MIG отличается от сварки TIG, так как сила тока в сварочной установке TIG является переменной.
Этот метод нанесения присадочного материала является вторым элементом сварки TIG, который помогает контролировать ситуацию. Как мы уже говорили ранее, электрод, используемый при сварке TIG, не является расходуемым, что означает, что этап нанесения присадочного металла и этап нагрева разделены, что позволяет оператору лучше контролировать количество наносимого присадочного стержня. Это отличается от сварки MIG, где горелка служит и электродом, и присадочным материалом.
Это отличается от сварки MIG, где горелка служит и электродом, и присадочным материалом.
Сварка TIG — это очень универсальный метод сварки по нескольким причинам. Во-первых, вольфрамовый электрод и защитный газ (аргон), используемые при сварке TIG, можно использовать практически для всех сварочных работ, поэтому нет необходимости менять их в зависимости от выполняемой работы.
Сварка TIG также отличается разнообразием материалов и сплавов, с которыми она может соединяться. Все, от низкоуглеродистой стали до супераустенитных нержавеющих сплавов, таких как AL-6XN®, можно сваривать с помощью сварочного аппарата TIG.Следует отметить, что стоимость присадочного прутка будет увеличиваться по мере увеличения стоимости основного металла. Более дешевый стержень (2–3 доллара за фунт) подходит для большинства углеродистых сталей, но стержень может стоить 20 долларов за фунт или больше для наполнителя, совместимого с легированными нержавеющими сталями, такими как Hastelloy® или AL-6XN®.
TIG также универсальна в том, что касается положений, в которых ее можно сваривать. Вертикальные, потолочные, горизонтальные и плоские сварные швы можно выполнить с помощью процесса TIG, и мы в Super Radiator ежедневно используем все четыре шва.
Универсальность сварки TIG делает тот факт, что присадочный материал не всегда необходим. Высокие температуры, достигаемые с помощью вольфрамового электрода, означают, что металлы можно плавить без добавления какого-либо материала, при этом сохраняя структурные свойства основных металлов.
3. Сварные швы не нуждаются в очистке после сварки.Преимущества очистки от сварки TIG по сравнению с другими методами — шесть из одного, полдюжины из другого. Существует несколько методов сварки, которые не включают этап очистки, поэтому очистка — это скорее область, в которой сварка TIG отличается от других методов.
Поскольку сварка TIG является настолько точной и контролируемой, такие вещи, как брызги и искры, на самом деле не играют роли, а это означает, что сварка TIG более или менее готова к работе после завершения сварки. Это значительно снижает или полностью устраняет необходимость в этапах очистки шва после сварки, которые присутствуют в других сварочных процессах, таких как сварка MIG, показанная ниже.
Это значительно снижает или полностью устраняет необходимость в этапах очистки шва после сварки, которые присутствуют в других сварочных процессах, таких как сварка MIG, показанная ниже.
Недостатки
При сварке TIG недостатки сводятся к качеству по сравнению с количеством.Большинство недостатков, связанных с этим методом, связаны с относительной медлительностью и стоимостью.
1. Недостаточная скоростьНельзя оспаривать тот факт, что TIG — более медленный процесс по сравнению с другими способами сварки. Сварка TIG — это не тот метод, который следует использовать, если ваша цель — как можно быстрее изогнуть продукт.
Может показаться нелогичным использовать относительно сварочный процесс в производственной среде, но, поскольку мы изготавливаем продукт по индивидуальному заказу, мы чувствуем, что уровень качества, обеспечиваемый сваркой TIG, позволяет нам решать проблемы скорости смещения — это не быстрый процесс, но он достаточно быстро для того, что мы делаем.
Одна часть этого недостатка связана с пунктом № 1, поскольку есть альтернативные издержки, связанные с более длительным процессом сварки TIG. Опять же, дело в количестве и качестве — скорость никогда не будет преимуществом сварки TIG.
Другие расходы, связанные со сваркой TIG, связаны с самими операторами. Что касается сварки, то TIG — это довольно специализированный процесс, что означает более высокую заработную плату операторов или расходы на обучение.
Еще один фактор, который следует учитывать при сварке TIG, — это стоимость оборудования. Наши сварочные аппараты TIG обычно стоят около 11000 долларов, тогда как сварочные аппараты MIG аналогичного класса будут стоить от 4000 до 6000 долларов.
Не оставайтесь незамеченными, когда речь идет об информации о теплопередаче. Чтобы быть в курсе самых разных тем по этой теме, подпишитесь на The Super Blog, наш технический блог, Doctor’s Orders и подпишитесь на нас в LinkedIn, Twitter и YouTube.
Что такое сварка TIG (GTAW)?
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не входят выпускники, недоступные
для работы по причине продолжения образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента.В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях.
которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, в качестве специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклам и морским техникам.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП
образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь, стипендии и гранты доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и специалисты по дизельным двигателям — 28 300 человек; Ремонтники кузовов автомобилей и сопутствующие товары, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и соответствие критериям для сотрудников остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Дополнительная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие, на всех кампусах. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата техников и механиков в области автомобильного сервиса в Службе занятости и заработной платы Бюро статистики труда США, май 2020 года. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.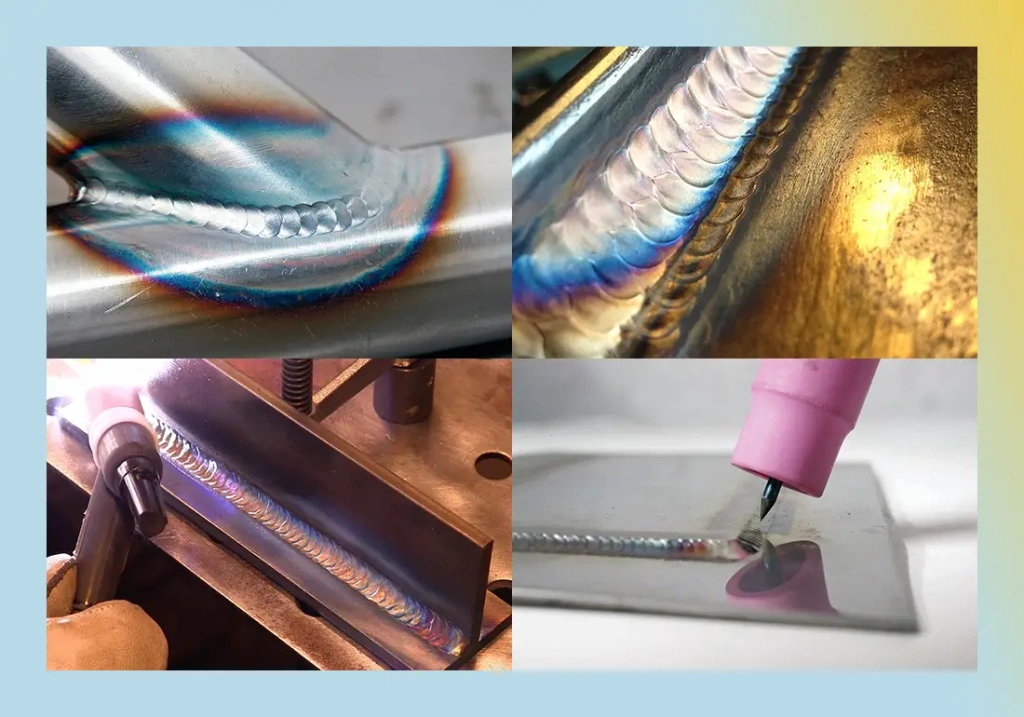 Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, сервисный писатель, инспектор по смогу и менеджер по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.
Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, сервисный писатель, инспектор по смогу и менеджер по запасным частям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в Содружестве.
Массачусетса (49-3023) составляет от 30 308 до 53 146 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов. 59. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
и механики, дата просмотра 2 июня 2021 г.)
59. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,55 и 11,27 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
и механики, дата просмотра 2 июня 2021 г.)
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и брейзеров в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г.UTI является образовательным учреждением и не может гарантировать работу или заработную плату. ИМП
достижения выпускников могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Начальный уровень
зарплаты могут быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
сертифицированный инспектор и контроль качества.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121)
составляет от 34 399 до 48 009 долларов США (данные по Массачусетсу, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.28. Бюро статистики труда не публикует заработную плату начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно.
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
сертифицированный инспектор и контроль качества.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121)
составляет от 34 399 до 48 009 долларов США (данные по Массачусетсу, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.28. Бюро статистики труда не публикует заработную плату начального уровня.
данные. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,97 и 14,24 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г. Сварщики, резаки, паяльщики,
и Brazers, просмотрено 2 июня 2021 г.)
(Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2020 г. Сварщики, резаки, паяльщики,
и Brazers, просмотрено 2 июня 2021 г.)
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели в обучении, зависящем от производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата для специалистов по кузовному ремонту автомобилей и связанных с ними ремонтников в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Выпускников ИТИ
достижения могут отличаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. Заработная плата начального уровня
может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например
оценщик, оценщик и инспектор. Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетс
составляет от 30 765 до 34 075 долларов (данные по Массачусетсу, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованная в мае 2021 года, составляет 23,40 доллара США. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Автомобильный кузов и сопутствующие товары
Ремонтники, осмотрено 2 июня 2021 г.)
Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 17,94 и 13,99 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Автомобильный кузов и сопутствующие товары
Ремонтники, осмотрено 2 июня 2021 г.)
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать занятость или
оплата труда. Достижения выпускников UTI могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на
заработная плата.Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и Специалисты по дизельным двигателям (49-3031) в Содружестве Массачусетса составляет от 34 323 до 70 713 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%.
Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве дизельных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных.
техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков.
и Специалисты по дизельным двигателям (49-3031) в Содружестве Массачусетса составляет от 34 323 до 70 713 долларов (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата квалифицированных дизельных техников составляет около 50%. в Северной Каролине, опубликованная в мае 2021 года, стоит 23,20 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г.Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
в Северной Каролине, опубликованная в мае 2021 года, стоит 23,20 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 19,41 и 16,18 долларов соответственно. (Бюро труда
Статистика, Министерство труда, занятости и заработной платы США, май 2020 г.Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотрено 2 июня 2021 г.)
30) Расчетная годовая средняя зарплата механиков мотоциклов в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. MMI является образовательным учреждением и не может гарантировать работу или заработную плату. Достижения выпускников ММИ
может различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс).
Рабочая сила и развитие трудовых ресурсов, данные за май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по мотоциклетным технологиям в Северной Каролине, опубликованная в мае 2021 года, составляет 15,94 доллара.
Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование.
обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 30 157 долларов (штат Массачусетс).
Рабочая сила и развитие трудовых ресурсов, данные за май 2019 г., просмотр 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных специалистов по мотоциклетным технологиям в Северной Каролине, опубликованная в мае 2021 года, составляет 15,94 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Мотоциклетная механика,
просмотрено 2 июня 2021 г.)
Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 12,31 и 10,56 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Мотоциклетная механика,
просмотрено 2 июня 2021 г.)
31) Расчетная годовая средняя зарплата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2020 г. MMI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников ММИ могут быть разными. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.Заработная плата начального уровня может быть ниже. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
такие как обслуживание оборудования, инспектор и помощник по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов США (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18,61 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно.
Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических,
такие как обслуживание оборудования, инспектор и помощник по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в
Содружество Массачусетса стоит от 30 740 до 41 331 долларов США (Массачусетский труд и развитие рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https: // lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2021 года, составляет 18,61 доллара. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,18 и 12,87 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Моторная механика и
Специалисты по обслуживанию, просмотр 2 июня 2021 г.)
(Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.)Моторная механика и
Специалисты по обслуживанию, просмотр 2 июня 2021 г.)
33) Курсы различаются в зависимости от кампуса. За подробностями обращайтесь к представителю программы в кампусе, в котором вы заинтересованы.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в Службе занятости и заработной платы Бюро статистики труда США, май 2020 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
Достижения выпускников UTI могут быть разными.Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.
Заработная плата начального уровня может быть ниже. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей.Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.24. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно.
Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических,
например, оператор ЧПУ, ученик машиниста и инспектор обработанных деталей.Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металлообработки и
Пластик (51-4011) в Содружестве Массачусетса стоит 37 638 долларов (данные Массачусетса по труду и развитию рабочей силы, данные за май 2019 г., просмотренные 2 июня 2021 г., https://lmi.dua.eol.mass.gov/lmi/OccupationalEmploymentAndWageSpecificOccupations#).
Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2021 года, составляет 20 долларов.24. Бюро статистики труда не публикует данные начального уровня.
данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,56 и 13,97 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Операторы инструмента, просмотр 2 июня 2021 г.)
(Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2020 г.
Операторы инструмента, просмотр 2 июня 2021 г.)
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям — 296 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 161 800; и операторы инструментов с ЧПУ, 154 500.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls. gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
39) Повышение квалификации доступно выпускникам только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков U.S. Бюро статистики труда прогнозирует в среднем 69 000 вакансий в год в период с 2020 по 2030 год. В число вакансий входят вакансии, связанные с чистыми изменениями занятости и чистыми замещениями. См. Таблицу 1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
42) Для сварщиков, резчиков, паяльщиков и паяльщиков U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 49 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу
1.10 Профессиональные увольнения и вакансии, прогнозируемые на 2020–2030 годы, Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
43) Для механиков автобусов и грузовиков и специалистов по дизельным двигателям U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 28 100 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10. Разделения и вакансии по профессиям, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
44) Для кузовных и связанных с ним ремонтников:По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 15 200 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10.
Разделение и вакансии по профессиям, прогноз на 2020–30 гг., Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10.
Разделение и вакансии по профессиям, прогноз на 2020–30 гг., Бюро статистики труда США, www.bls.gov, просмотр 18 ноября 2021 г. UTI — образовательное учреждение
и не может гарантировать работу или зарплату. Обновлено 18 ноября 2021 г.
45) Для операторов инструментов с ЧПУ: U.По прогнозам Бюро статистики труда, в период с 2020 по 2030 год в среднем будет открываться 16 500 рабочих мест. В число вакансий входят вакансии, связанные с чистым изменением занятости и чистым замещением. Видеть Таблица 1.10 Профильные увольнения и вакансии, прогнозируемые на 2020–30 годы, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. учреждение и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что общая численность занятых в стране для специалистов по обслуживанию автомобилей и механиков к 2030 году составит 705 900 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls. gov, просмотр 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
48) По прогнозам Бюро статистики труда США, общая численность занятых в стране механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2030 году составит 296 800 человек.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
49) Бюро статистики труда США прогнозирует, что общая численность занятых в автомобильном кузове и связанных с ним ремонтных мастерских составит 161800 человек к 2030 г. См. Таблицу 1.2.
Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре
18, 2021.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено в ноябре
18, 2021.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков в стране к 2030 году составит 452 400 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 год и прогноз к 2030 году. Бюро статистики труда США, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.Обновлено в ноябре 18, 2021.
51) Бюро статистики труда США прогнозирует, что общая национальная занятость операторов компьютерных инструментов с числовым программным управлением к 2030 году составит 154 500 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 и прогнозируемые 2030, Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 года.
Обновлено 18 ноября 2021 года.
52) Бюро статистики труда США прогнозирует, что в период с 2020 по 2030 год среднегодовое количество вакансий по стране в каждой из следующих профессий составит: Техники и механики по обслуживанию автомобилей, 69 000; Механика автобусов и грузовиков и дизельный двигатель Специалисты — 28 100 человек; и сварщики, резаки, паяльщики и паяльщики, 49 200.Вакансии включают вакансии, связанные с чистым изменением занятости и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2020–2030 годы, Бюро США. of Labor Statistics, www.bls.gov, дата просмотра 18 ноября 2021 г. UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату. Утверждено 18 ноября 2021 года.
53) Бюро статистики труда США прогнозирует, что к 2030 году общая численность занятых в стране по каждой из следующих профессий составит: техников и механиков автомобильного сервиса — 705 900 человек; Сварщики, резаки, паяльщики и паяльщики — 452 400 человек; Автобус и грузовик
Специалисты по механике и дизельным двигателям, 296 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
См. Таблицу 1.2 Занятость в разбивке по профессиям, 2020 г. и прогноз на 2030 г., Бюро статистики труда США, www.bls.gov, просмотрено 18 ноября 2021 г.
UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Обновлено 18 ноября 2021 г.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
.