Автоматическая контактная точечная сварка алюминия
В последние десятилетия ситуация в области контактной точечной сварки изменилась. На смену традиционным технологиям пришли технологии позволяющие программно изменять параметры режима сварочного процесса в период формирования сварочного соединения, согласно расчетным данным или в зависимости от условий протекания самого сварочного процесса. Появились технологии — адаптивной автоматической контактной сварки (интеллектуальной сварки).Появление новых технологий и оборудования в области контактной сварки обуславливалось следующими причинами:
- применение новых материалов;
- возрастающие требования к качеству
- применение роботизированной техники, обусловленное массовым характером производства;
- новая элементная база и широкое использование вычислительной техники для создания новых типов сварочной техники.
Наглядным примером развития сварочной техники и технологий в области контактной точечной сварки является автомобильная промышленность. Идеи воплощенные в новых технологиях контактной сварки в основном разрабатывались для потребностей автомобильной отрасли и в последствии получили свое признание в других отраслях промышленности, таких, как авиационная, оборонная, машиностроение, судостроение и строительство.
Современные тенденции при производстве автомобилей связаны с повышением требований к их безопасности и экономичности, а это при производстве кузовов автомобилей требует решение двух основных задач – снижение веса и увеличение прочности конструкции кузова.
Реализация данного решения связана с применением новых материалов в конструкции автомобилей, соединение которых традиционными способами контактной точечной сварки не представляется возможным.
Точечная сварка алюминия — основы технологии
Инженеры компании Elmatech ведут активную работу по теме «Точечная сварка алюминия».
Далее – пара диаграмм, которые это подтверждают.
Пример при общей толщине листа 2 мм.
Колпачки электродов после сварки.
Компания Elmatech разработала специальные биметаллические электродные колпачки для сварки алюминия с применением которых возможно выполнить 20 точек подряд. После этого электрод зачищается.
График показывает последовательность точек при сварке алюминия с общей толщиной 3 мм.
На графике видно, что оборудование обеспечивает стабильную повторяемость и высокое качество сварного соединения. Далее приведен пример отшлифованного среза сварного соединения. Структура созданного сварочного ядра хорошо сохраняется и после 15 точек:
Для сварки алюминия с применением технологии контактной сварки в полностью автоматическом режиме фирма Elmatech создала программу, позволяющую производить контактную сварку трудно свариваемого алюминия с последовательностью от 15 до 20 сварочных точек и надежно привариваемой общей толщиной до 3 мм.
Сварочное оборудование с применением технологии адаптивной контактной сварки уже очень хорошо зарекомендовало себя для автосервиса и ремонта автомобилей.
Режимы точечной сварки алюминиевых сплавов
В промышленности также находит широкое применение точечная сварка алюминия и его сплавов. Существенным в технологии точечной сварки этих металлов является очистка их поверхности от пленки окиси алюминия, которая, являясь тугоплавкой (температура плавления около 2050°), препятствует получению хорошего соединения. Очистка алюминия и его сплавов может производиться как механическим путем (стальной щеткой или наждачной бумагой № 00 или 0), так и травлением в смеси серной и хромовой кислот.
Таблица 112.Режимы точечной сварки алюминиевых сплавов.
Толщина заготовок в мм | Радиус сферической поверхности верхнего* электрода в мм | Продолжительность пропускания сварочного тока в сек. | Давление на электродах в кг (±10%) | Сила сварочного тока в а | |
сварка дюралюминия | сварка сплава АМЦ | ||||
0,4 + 0,4 | 40 | 0,10 | 90 | 12000 | — |
0,5+0,5 | 40 | 0,10 | 120 | 13000 | 15000 |
0,6+0,6 | 40 | 0,12 | 150 | 15000 | — |
0,8+0,8 | 40 | 0,14 | 180 | 16000 | 18000 |
1+1 | 40 | 0,18 | 240 | 18000 | 20000 |
1,2+1,2 | 50 | 0,22 | 300 | 22000 | 24000 |
1,5 + 1,5 | 50 | 0,26 | 360 | 25000 | 26000 |
2+2 | 50 | 0,30 | 480 | 31000 | — |
2,5+2,5 | 100 | 0,32 | 540 | 34000 | — |
*Нижний электрод во всех случаях имеет радиус сферической поверхности 250 мм. | |||||
Режимы точечной сварки алюминиевых сплавов приведены в табл. 112.
Точечная сварка — алюминий — Большая Энциклопедия Нефти и Газа, статья, страница 1
Точечная сварка — алюминий
Cтраница 1
Точечная сварка алюминия и его сплавов применяется для деталей толщиной до 5 мм. Наилучшие результаты достигаются при импульсном действии тока. [2]
В настоящее время применяется точечная сварка алюминия, меди и их сплавов. [3]
В промышленности также находит широкое применение точечная сварка алюминия и его сплавов. Существенным в технологии точечной сварки этих металлов является очистка их поверхности от пленки окиси алюминия, которая, являясь тугоплавкой ( температура плавления около 2050), препятствует получению хорошего соединения. Очистка алюминия и его сплавов может производиться как механическим путем ( стальной щеткой или наждачной бумагой № 00 или 0), так и травлением в смеси серной и хромовой кислот. В последнем случае необходим очень тщательный контроль, вследствие чего химическая очистка применима, главным образом в крупном производстве. Для сварки алюминия и его сплавов требуются машины большой мощности, так как сварка ведется на жестких режимах. Более устойчивые результаты получаются в случае, когда машины оборудованы синхронным игнитронным прерывателем, а напряжение сети, питающей машину, достаточно устойчиво. [4]
Вибронагружение с частотой 700 — 1500 ударов в минуту снижает это давление при точечной сварке алюминия Д1 и его сплавов АМгЗ и АМгб на 24 — 26 % и обеспечивает равномерную по объему деформацию. [6]
В табл. 27 приведены технические характеристики ультразвуковых сварочных машин, а в табл. 28 — некоторые режимы ультразвуковой точечной сварки алюминия и его сплавов.
[7]
28 — некоторые режимы ультразвуковой точечной сварки алюминия и его сплавов.
[7]
Чистый алюминий обладает высокой электропроводностью и относительно трудно поддается точечной сварке, которая сопровождается перегревом контакта между электродом и деталью и частичным их свариванием.
Следует отметить, что точечная сварка не требует от сварщика высокой квалификации. Например, на подготовку сварщика по точечной сварке алюминия и его сплавов затрачивается всего лишь 1 месяц вместо 4 — 6 месяцев, необходимых на подготовку газосварщика для сварки указанных металлов. [9]
Удовлетворительные результаты дает и контактная сварка алюминия. Стыковая контактная сварка алюминия обычно производится непрерывным оплавлением на машинах с электроприводом. Довольно широко применяется точечная сварка алюминия, однако существенными затруднениями в этом случае являются высокая электропроводность алюминия и быстрое расплавление металла в процессе сварки, что требует высокой скорости перемещения электрода машины для поддержания величины давления и контакта с основным металлом. Возможна также и шовная сварка алюминия; для этой цели необходимы мощные машины с ионными прерывателями. Совершенно исключительна способность алюминия к холодной сварке; в этом отношении он превосходит все металлы, применяемые в технике. [10]
Для уменьшения распада аустенита и выпадения карбидов сварку ведут на жестких режимах, с минимально возможным временем сварки.
Страницы: 1
Контактная точечная сварка деталей из алюминиевых и магниевых сплавов
Назначение
Настоящая инструкция распространяется на контактную точечную сварку деталей из алюминиевых сплавов типов АМг, АМц, Д16 и сплавов на основе магния типов МА1, МА8, толщиной от 0,3 до 2,0 мм.
Инструкцией надлежит руководствоваться при разработке технологических процессов, изготовлении, контроле и приемке сварных узлов.
Отступления (ужесточение или снижение требований) от настоящей инструкции могут быть внесены в технологическую документацию на изделие по согласованию с главным технологом и представителем заказчика.
Материалы, оборудование, приспособления и инструмент даны в Приложении.
Выполнение контактной точечной сварки должно производиться при соблюдении правил техники безопасности, изложенных в инструкции по ТБ.
Материалы для изготовления электродов и подготовка электродов к сварке
Изготавливать электроды из медных сплавов марок «МК», «МСр» или «БрХЦр 0,3-0,9» ГОСТ 14111-77.
Выполнять форму контактной рабочей части электродов только сферической. Радиус сферы и диаметр электрода в зависимости от толщины свариваемых деталей выбирать согласно таблице 1.
| Толщина свариваемого материала, мм | Размеры электродов, мм | |
|---|---|---|
| Радиус сферы | Мин. диаметр электрода диаметр электрода | |
| 0,3 | 25-50 | 12 |
| 0,5 | 25-50 | 12 |
| 0,8 | 50-75 | 16 |
| 1,0 | 50-75 | 16 |
| 1,2 | 50-75 | 20 |
| 1,5 | 75-100 | 20 |
| 2,0 | 75-100 | 25 |
Не допускать на контактной поверхности электродов рисок, вмятин, забоин.
Зачищать шлифовальной шкуркой, в процессе сварки, электроды через каждые 15-20 точек.
Контролировать радиус шаблоном форму контактной поверхности электродов (радиус сферы). По мере износа рабочей поверхности электродов они отправляются на заточку.
Производить заточку электродов на токарном станке.
Применять фигурные электроды рекомендуется при условии отсутствия остаточных деформаций изгиба и необходимой жесткости при данном усилии сжатия.
Устанавливать электроды в сварочной машине следует без смещения и перекосов одного электрода относительно другого при полном рабочем усилии на электродах.
Производить сварку деталей неравных толщин с учетом следующего требования: электрод со стороны более тонкой детали устанавливать меньшего диаметра и с меньшим радиусом сферы, чем со стороны более толстой детали.
Хранить электроды в таре, исключающей возможность повреждения их рабочих и контактных поверхностей.
Подготовка деталей к сварке
Удалить со свариваемых поверхностей деталей масло и другие жировые загрязнения протиркой хлопчатобумажным полотном, смоченным в бензине.
Произвести после обезжиривания дальнейшую подготовку деталей к сварке путем химического травления или механической зачистки свариваемых кромок.
Производить механическую зачистку свариваемых поверхностей деталей с двух сторон на ширину 15-20 мм стальной щеткой или шлифовальной шкуркой.
Протереть после механической зачистки свариваемые поверхности деталей хлопчатобумажным полотном, смоченным в бензине.
Использовать подготовленные согласно данной инструкции детали под сварку не позднее:
- 24 ч из магниевых сплавов;
- 72 ч из алюминиевых сплавов.
Не допускать не использованные за указанный срок материалы на сварку. Подвергнуть их повторной обработке.
Разрешить травление и зачистку одних и тех же деталей производить не более 3-х раз.
Подготовка машины к сварке
Установить в электрододержатели машины сварочные электроды, необходимые для сварки данного узла.
Произвести включение машины и настройку всех ее механизмов с учетом требований инструкции по эксплуатации.
Установить ориентировочный режим сварки согласно таблиц 3-8 и произвести пробную сварку технологических образцов.
Изготавливать технологические образцы из материала той же марки и того же сечения, что и свариваемые детали.
Производить подготовку технологических образцов перед сваркой согласно разделу «Подготовка деталей к сварке».
Подвергнуть сварные технологические образцы внешнему осмотру, а затем разрушению в тисках.
Производить сварку и разрушение технологических образцов в следующих случаях:
- регулярно в процессе сварки деталей, через каждые 100-150 точек, но не менее одной проверки на партию деталей;
- после длительного перерыва в работе;
- после смены электродов;
- после сварки последнего в партии узла;
- на любом этапе сварки по требованию ОТК.
Считать сварку удовлетворительной, если разрушение сварного узла происходит по основному материалу с вырывом сварного ядра.
Считать прочность узла неудовлетворительной, если разрушение образца носит характер отлипания, без вырыва сварной точки.
Приступать к сварке на отработанном режиме только после получения удовлетворительных результатов механических испытаний.
Сборка и прихватка деталей
Производить сборку деталей перед сваркой, в зависимости от сложности изделий, с использованием различных приспособлений или без них.
Изготавливать сборочные приспособления необходимые из немагнитных материалов.
Не допускать при сборке грубой подготовки деталей с образованием больших зазоров. Величины допустимых зазоров деталей различной толщины приведены в таблице 2.
| Толщина тонкой детали, мм | Зазоры на длине | ||
|---|---|---|---|
| 100 мм | 200 мм | 300 мм | |
| 0,8 | 0,4 | 0,8 | 1,2 |
| 1,0 | 0,4 | 0,8 | 1,2 |
| 1,2 | 0,4 | 0,8 | 1,2 |
| 1,5 | 0,4 | 0,8 | 1,2 |
| 2,0 | 0,3 | 0,8 | 0,9 |
Производить прихватку, в случае необходимости, на режимах, установленных для сварки данных деталей. Размеры сварных точек при прихватке и сварке должны быть равны.
Не допускать постановки клейм в местах, предназначенных для сварки.
Сварка деталей
Наблюдать в процессе работы:
- за правильностью расположения и внешним видом сварных точек;
- за процессом сварки, наружные и внутренние выплески не допускаются;
- за стоянием и чистотой рабочей поверхности электродов;
- за давлением воздушной сети по манометру;
- за интенсивностью охлаждения токоведущих элементов вторичного контура.
Не допускать прикосновения деталей при сварке к токоведущим частям машины, с тем, чтобы избежать шунтирования тока через случайные контакты.
Ставить сварные точки, при сварке двухрядных швов, рекомендуется в шахматном порядке (для меньшего шунтирования тока).
Не допускать коробления деталей при сварке, для чего необходимо:
- при сварке деталей большой протяженности начинать сварку от середины детали к краям, при этом сначала следует ставить точки, не придающие деталям жесткость;
- следить, чтобы смещение одного электрода относительно другого под действием усилием усилия сжатия было минимальным.


Направить сваренные узлы на контроль качества сварки согласно требований раздела «Контроль качества сварки».
В таблицах 3-8 приведены ориентировочные режимы точечной сварки алюминиево-магниевых сплавов на машинах переменного тока типа «МТП», «МТПУ».
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||
|---|---|---|---|---|---|
| Сварочное, кг | Ковочное, кг | Включение ковочного усилия, с | Действительное значение сварочного тока, кА | Длительность импульса, с | |
| 0,5+0,5 | 140-160 | — | — | 15,0-16,0 | 0,08 |
| 0,8+0,8 | 200-230 | — | — | 17,0-18,0 | 0,10 |
| 1,0+1,0 | 270-300 | — | — | 20,5-22,0 | 0,12 |
| 1,5+1,5 | 380-420 | — | — | 25,5-27,0 | 0,40 |
| 2,0+2,0 | 550-600 | — | — | 30,0-32,0 | 0,18 |
| 2,0+2,0 | 380-420 | 1000 | 0,22 | 28,0-30,0 | 0,18 |
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||
|---|---|---|---|---|---|
| Сварочное, кг | Ковочное, кг | Включение ковочного усилия, с | Действительное значение сварочного тока, кА | Длительность импульса, с | |
| 0,5+0,5 | 130 | — | — | 16,5 | 0,08 |
| 0,8+0,8 | 190 | — | — | 18,5 | 0,10 |
| 1,0+1,0 | 250 | — | — | 22,5 | 0,12 |
| 1,5+1,5 | 340-350 | — | — | 27,5 | 0,40 |
| 2,0+2,0 | 480-500 | — | — | 32,5 | 0,18 |
| 2,0+2,0 | 400 | 1000 | 0,22 | 30,5 | 0,18 |
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||||
|---|---|---|---|---|---|---|---|
| Сварочное, кг | Ковоч-ное, кг | Включение ковочного усилия, с | Действи-тельное значение сварочного тока, кА | Длительность нарастания, с | Длитель-ность сварки, с | Длитель-ность спада, с | |
| 0,5+0,5 | 200-250 | — | — | 17,5 | — | 0,08 | — |
| 200-250 | — | — | 16,0-16,5 | 0,04 | 0,08 | 0,12 | |
| 0,8+0,8 | 300-400 | — | — | 19,0-20,0 | — | 0,1 | — |
| 300-350 | — | — | 18,0-18,5 | 0,04 | 0,1 | 0,14 | |
| 1,0+1,0 | 400-500 | — | — | 24,0-25,0 | — | 0,12 | — |
| 300-400 | — | — | 23,0-24,0 | 0,04 | 0,12 | 0,14 | |
| 1,5+1,5 | 600-750 | — | — | 30,0-31,0 | — | 0,16 | — |
| 500-650 | — | — | 29,0-30,0 | 0,06 | 0,16 | 0,16 | |
| 400-500 | 1000 | 0,24 | 27,0-28,0 | 0,06 | 0,16 | 0,16 | |
| 400-500 | 1200 | 0,18 | 28,0-29,0 | — | 0,16 | — | |
| 2,0+2,0 | 750-900 | — | — | 35,0-36,0 | — | 0,20 | — |
| 650-800 | — | — | 33,0-34,0 | 0,08 | 0,20 | 0,18 | |
| 600-750 | 1200 | 0,32 | 31,0-32,0 | 0,08 | 0,20 | 0,18 | |
| 600-750 | 1500 | 0,24 | 32,0-33,0 | — | 0,20 | — | |
| Толщина детали, мм | Параметры усилия электродов | Параметры тока | |||||
|---|---|---|---|---|---|---|---|
| Сварочное, кг | Ковоч-ное, кг | Включение ковочного усилия, с | Действи-тельное значение сварочного тока, кА | Длительность нарастания, с | Длитель-ность сварки, с | Длитель-ность спада, с | |
| 0,5+0,5 | 180 | — | — | 17,0 | — | 0,08 | — |
| 160 | — | — | 16,0 | 0,04 | 0,08 | 0,12 | |
| 0,8+0,8 | 280 | — | — | 19,0 | — | 0,10 | — |
| 240 | — | — | 18,0 | 0,04 | 0,10 | 0,14 | |
| 1,0+1,0 | 360 | — | — | 24,0 | — | 0,12 | — |
| 280 | — | — | 23,0 | 0,04 | 0,12 | 0,14 | |
| 1,5+1,5 | 520 | — | — | 30,0 | — | 0,16 | — |
| 440 | — | — | 29,0 | 0,06 | 0,16 | 0,16 | |
| 360 | 1000 | 0,24 | 27,0 | 0,06 | 0,16 | 0,16 | |
| 360 | 1200 | 0,18 | 28,0 | — | 0,16 | — | |
| 2,0+2,0 | 640 | — | — | 35,0 | — | 0,20 | — |
| 560 | — | — | 33,0 | 0,08 | 0,20 | 0,18 | |
| 520 | 1200 | 0,32 | 31,0 | 0,08 | 0,20 | 0,18 | |
| 520 | 1500 | 0,24 | 32,0 | — | 0,20 | — | |
| Толщина детали, мм | Ток сварочный действительный, кА | Длительность импульса, с | Усилие сжатия электродов, кг | |
|---|---|---|---|---|
| МА8 | МА1 | |||
| 0,8+0,8 | 18,0 | 17,0 | 0,08 | 250 |
| 1,0+1,0 | 21,0 | 19,0 | 0,10 | 300 |
| 1,5+1,5 | 25,0 | 23,0 | 0,12 | 350 |
| 2,0+2,0 | 28,0 | 26,0 | 0,14 | 500 |
| 2,5+2,5 | 31,0 | 29,0 | 0,18 | 550 |
| Толщина тонкой детали в пакете, мм | Диаметр литого ядра сварной точки, мм | Шаг точек, мм (минимальный) | Расстояние между рядами точек, мм | Минимальные размеры нахлестки, мм | Минимальное расстояние от центра точки до кромки нахлестки, мм | |
|---|---|---|---|---|---|---|
| Для однорядного шва | Для двухрядного шва в шахматном порядке | |||||
| 0,3 | 2,5+1,0 | 8,0 | 7,0 | 8,0 | 15,0 | 4,0 |
| 0,5 | 3,0+1,0 | 10,0 | 8,0 | 10,0 | 18,0 | 5,0 |
| 0,8 | 3,5+1,0 | 13,0 | 12,0 | 12,0 | 25,0 | 6,0 |
| 1,0 | 4,0+1,0 | 15,0 | 13,0 | 14,0 | 28,0 | 7,0 |
| 1,2 | 5,0+1,0 | 15,0 | 13,0 | 15,0 | 30,0 | 8,0 |
| 1,5 | 6,0+1,0 | 20,0 | 18,0 | 17,0 | 35,0 | 9,0 |
| 2,0 | 7,0+1,0 | 25,0 | 22,0 | 20,0 | 42,0 | 10,0 |
Примечания:
- Допускать применение нахлестки меньшей, чем указано в таблице, лишь в неответственных соединениях, не оказывающих влияния на эксплуатационную надежность узла.
- Не допускать соотношения толщин свариваемых деталей в соединении более чем 2:1.
- Не допускать в соединение количество деталей более двух.
- Выполнять соединение деталей следует не менее чем двумя точками.

Контроль качества сварки
Подвергать внешнему осмотру 100 % сварных узлов и деталей, включая технологические образцы.
Производить визуальный контроль согласно требований таблиц 9 и 10.
| Наименование дефекта | Способ обнаружения | Допустимое количество дефектов без исправления | Допустимое количество дефектов при котором разрешается исправление | Способ устранения дефектов | |
|---|---|---|---|---|---|
| Вмятины от электродов на поверхности деталей | Глубина вмятины не превышает 20% от толщины детали | Внешний осмотр, измерение | 100 % | — | — |
| Глубина вмятины 20-30% от толщины детали | То же | 10 % | — | Не исправляется | |
| Смещение точек от намеченного положения | По шагу | Внешний осмотр, измерение | ±20 % | — | Не исправляется |
| По оси | То же | ±20 % | — | Не исправляется | |
| Наружный выплеск | Внешний осмотр | Не допускается | 15 % | Механическая зачистка | |
| Разрыв или трещины металла у кромки нахлестки | Внешний осмотр | Не допускается | Не более одного прожога на узле | Разделка дефекта, сварка плавлением | |
| Прожог | Внешний осмотр | Не допускается | Не более одного прожога на узле | Разделка дефекта, сварка плавлением | |
Примечания:
- Производить исправление дефектов аргонодуговой сваркой согласно действующих ТИ.
- Подвергать изделия, после устранения дефектов, повторному контролю ОТК.
| Наименование дефектов | Способ обнаружения | Допустимое количество дефектов без исправления | Допустимое количество дефектов, при котором разрешается исправление | Способ устранения дефектов |
|---|---|---|---|---|
| Внутренний выплеск | Рентгено-контроль | 10 % | 15 % |
|
| Внутренние трещины | Рентгено-контроль | Не допускается | Не более одного дефекта на узел | высверливание дефектной точки, сварка плавлением |
| Внутренние раковины, поры | Рентгено-контроль | 10 % | 15 % | высверливание дефектной точки, сварка плавлением |
Примечание — Подвергать обязательному контролю ОТК узлы и детали после устранения дефектов.
Материалы
- Шкурка шлифовальная водостойка бумажная ГОСТ 10054-75.
- Бензин авиационный Б70 ГОСТ 1012-72.
- Полотно хлопчатобумажное обтирочное ГОСТ 14253-76.
- Бензин А-76 ГОСТ 2084-77 и «Галоша» ТУ 38-401-67-108-92.
Оборудование, приспособления, инструмент
- Контактные сварочные машины типа «МТП», «МТПУ» или «МТПТ» мощностью от 75 до 400 кВа или МТК-5502.
- Комплект запасных электродов к сварочным машинам.
- Приспособления для сборки и сварки.
- Шаблоны для замера радиуса сферы электродов.
- Очки защитные герметичные.
- Стол рабочий.
- Щетки стальные из нержавеющей проволоки.
Точечная сварка алюминиевых деталей — Технологический центр
Программа мероприятий, направленных на освещение инновационных сварочных технологий, продолжается апрельской практической конференцией «Современное развитие технологий сварки и термической резки алюминиевых сплавов». В конференции планируется участие зарубежных специалистов в области сварки алюминиевых сплавов и разработки сварочных материалов, что позволяет присвоить событию международный статус. Впервые в России отдельное внимание будет уделено новейшим технологиям контактной сварки алюминиевых изделий, одной из которых, наиболее выдающейся, является технология DeltaSpot.
В конференции планируется участие зарубежных специалистов в области сварки алюминиевых сплавов и разработки сварочных материалов, что позволяет присвоить событию международный статус. Впервые в России отдельное внимание будет уделено новейшим технологиям контактной сварки алюминиевых изделий, одной из которых, наиболее выдающейся, является технология DeltaSpot.
Компания Georg Fischer успешно использует инновационный метод контактной точечной сварки
Поставщик автомобильных комплектующих Georg Fischer Automotive использует альтернативную версию контактной точечной сварки. В отличие от традиционной точечной сварки система DeltaSpot преодолевает препятствия, которые до сих пор мешали высокопроизводительному соединению алюминия. Эксперты компании Georg Fischer совместно с партнером по сварочным системам Fronius разработали решение для дверных рам автомобиля Porsche Panamera. Как говорит Вольфганг Хинтштайнер, инженер Georg Fischer и ответственный за проект, установка показала себя как надежная и экономичная.
Отличительной чертой DeltaSpot является перемещающаяся контактная лента. Она препятствует прямому контакту между электродом и деталью, но способствует ему косвенно. Это помогает значительно сократить износ электродов и позволяет регулировать или оптимизировать тепловое воздействие на место соединения.
Из легкого конструкционного материала алюминия изготавливаются как рамки толщиной 3 мм, так и прикрепляемая к ним деталь из листового металла толщиной 2 мм для повышения жесткости дверей автомобиля. Специалисты находятся в поиске новых технологий для решении этой задачи. Ранее они изучили многие методы соединения на предмет их технологического соответствия и экономичности: традиционную точечную сварку сопротивлением, ротационную сварку трением, пуклевку, клепку, а также процесс склеивания. «Затем появилась технология DeltaSpot, сильные стороны которой, как считают разработчики из компании Fronius, особенно проявляются при сварке алюминия», — сообщает Вольфганг Хинтштайнер.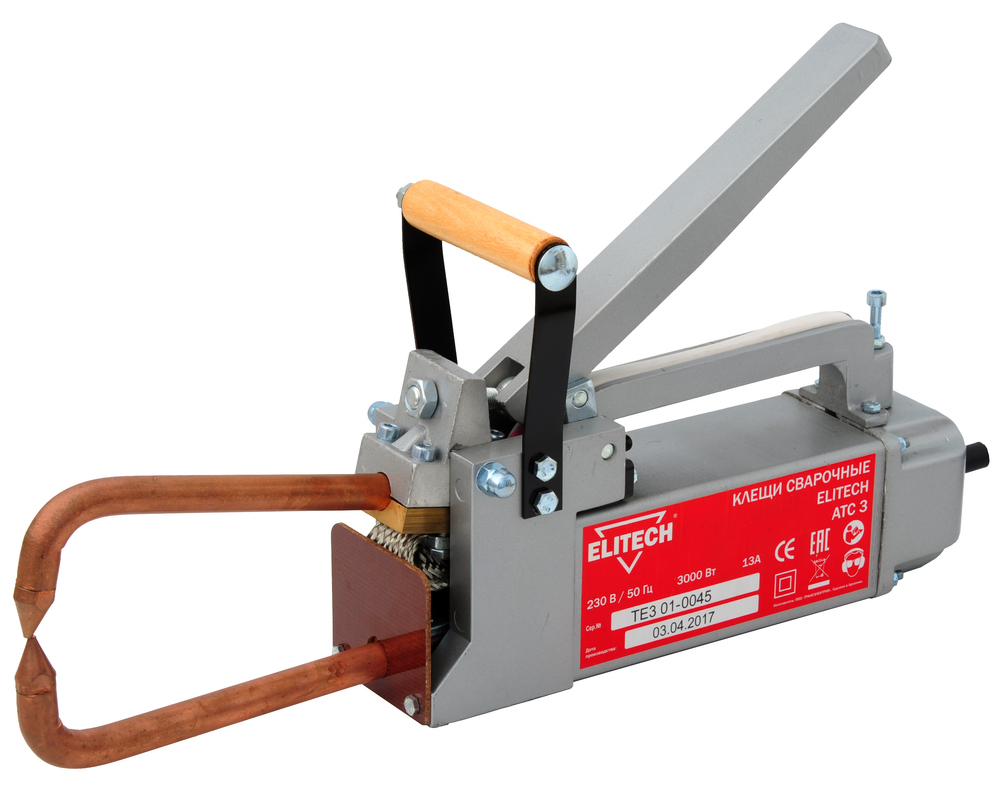 В процессе отбора технология DeltaSpot показала себя как самый подходящий метод сварки. Литые под давлением детали из алюминия с покрытием и алюминиевые листы, сваренные этим методом, прошли проверки качества.
В процессе отбора технология DeltaSpot показала себя как самый подходящий метод сварки. Литые под давлением детали из алюминия с покрытием и алюминиевые листы, сваренные этим методом, прошли проверки качества.
Рис. 1. В режиме производственного цикла примерно за 100 сек специалисты GF производят сварку 16 точек диаметром ровно 5 мм каждая на двери автомобиля.
В отличие от традиционной контактной точечной сварки при использовании данного метода сварной шов, состоящий из точек и соединяющий непосредственно дверь с рамками двери автомобиля, образуется почти без брызг, т.е. без отрицательного воздействия на главную изоляцию в этом чувствительном месте. Обусловленное температурными условиями коробление изделия сокращается до минимума и при необходимости может быть исправлено. Технология DeltaSpot также обеспечивает необходимую высокую размерную точность на внешнем фланце. Пуклевка и клепка не выполнили этих требований и также вызвали непозволительные повреждения поверхности из-за деформирующего механического воздействия. Клеевые соединения нельзя нагружать во время затвердевания, а клейкая среда, которая загрязняет поверхность, будет мешать последующим или параллельно проходящим процессам сварки.
Рис. 2. Точечные соединения полностью воспроизводимы и отличаются одинаково высоким качеством
Вольфганг Хинтштайнер подводит итоги: «С помощью перемещающейся контактной ленты мы получаем равномерную точку, процесс создания которой можно многократно с лёгкостью воспроизвести. Сварка двери в режимезводственного цикла произанимает около 100 секунд и не требует затем обработки поверхности. Для подобных случаев применения, когда имеется подходящее для сварки изделие, определенная поверхность, антикоррозийное покрытие и необходимая степень доступа, DeltaSpot является выбором номер один».
|
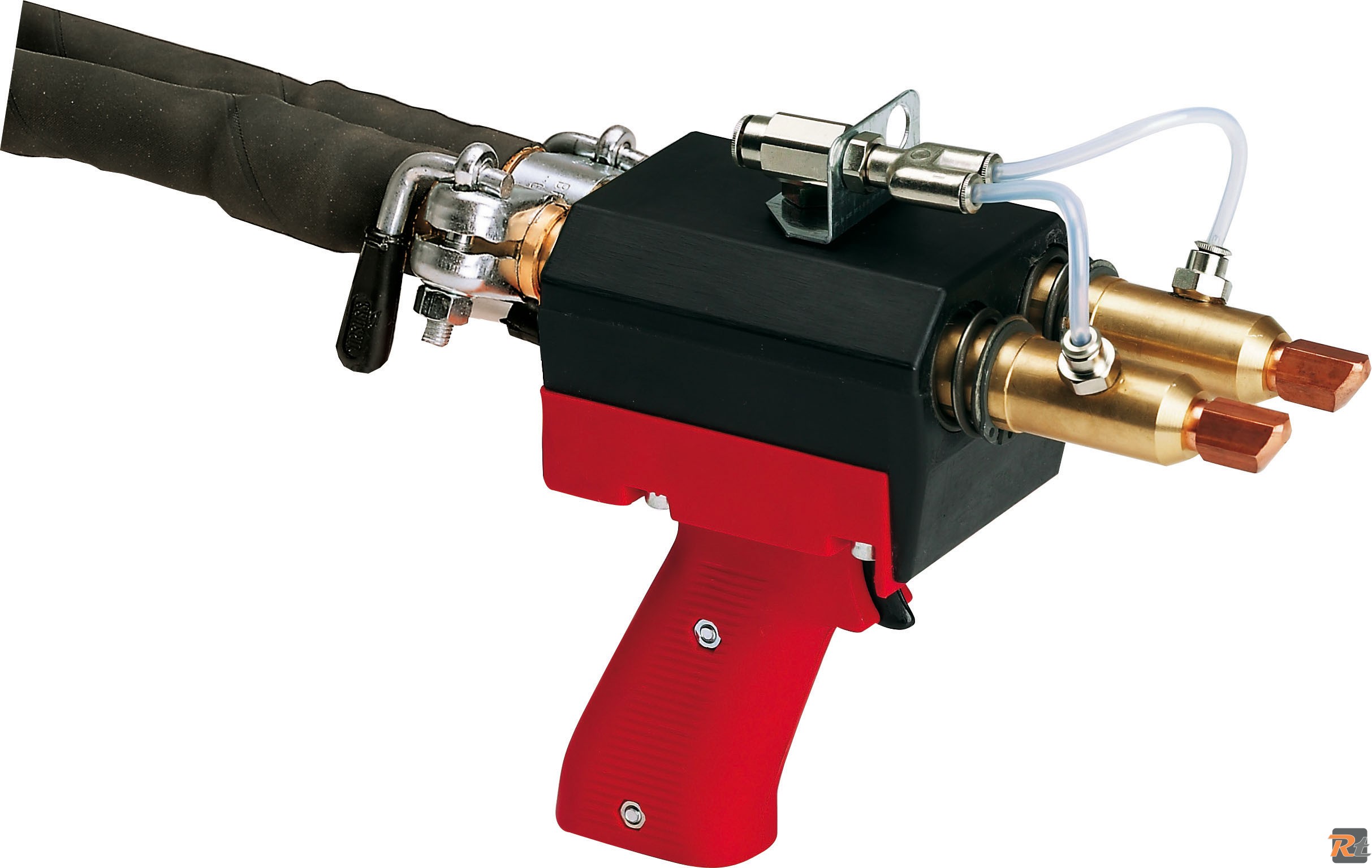
Как известно принцип стандартной точечной сварки в сопротивлении металла и его нагреве при этом сопротивлении. Заказ услуг по точечной сварке алюминия по т. 451-66-70 |
 Однако в аппарате точечной сварки используются медные электроды, которые передают сварочный ток через себя на заготовку имеющую большее сопротивление чем сами электроды. Но если иметь дело с алюминием или медью , стандартная схема не работает, так как сопротивление электродов такое же как и у заготовки, в этом случае мы просто расплавим сам аппарат точечной сварки. Однако для точечной сварки алюминия придуман более уникальный прибор, создающий особое, колебательное напряжение и специальный сплав электродов, который пропускает через себя колебания тока и передает их на заготовку. Контактная сварка алюминия производится и на чистом металле и на покрытом различными защитными способами. Для покрытий не пропускающих ток у прибора есть специальный пробивающий наконечник, снимающий покрытие и замыкающий контакт. Услуги по точечной сварке алюминия производятся у нас на базе. Подходят алюминиевые заготовки с диэлектрическим покрытием, толщина металла различна. Сроки выполнение заказа довольно быстрые . При точечной сварке алюминия используются токи более 10 ампер, в случае если вы хотите что б мастер выехал к вам, это возможно только при наличии стабильной проводки. В идеале все работы проводятся у нас на базе, так как все уже настроено и проверено. Также данная услуга может подойти при мелком бытовом ремонте изделий из алюминия в случае не герметичных соединений. Если вам нужно сварить алюминий в герметичном соединении то тут поможет только дорогостоящий аргон, если же нет, точечная сварка алюминия в разы дешевле аргона, что делает ее куда более привлекательной при промышленном производстве, особенно в случае с массовым производством деталей, когда операция приварки аргоном будет удорожать стоимость самого изделия весьма значительно. При точечной сварке алюминия происходит быстрый износ плавящих электродов, несмотря на их специальный состав, они более подвержены износу, чем при точечной сварке черного металла. Так что стоимость их различается ввиду дороговизны самого оборудования и износа заменяемых частей, однако она существенно ниже использования аргона.
Однако в аппарате точечной сварки используются медные электроды, которые передают сварочный ток через себя на заготовку имеющую большее сопротивление чем сами электроды. Но если иметь дело с алюминием или медью , стандартная схема не работает, так как сопротивление электродов такое же как и у заготовки, в этом случае мы просто расплавим сам аппарат точечной сварки. Однако для точечной сварки алюминия придуман более уникальный прибор, создающий особое, колебательное напряжение и специальный сплав электродов, который пропускает через себя колебания тока и передает их на заготовку. Контактная сварка алюминия производится и на чистом металле и на покрытом различными защитными способами. Для покрытий не пропускающих ток у прибора есть специальный пробивающий наконечник, снимающий покрытие и замыкающий контакт. Услуги по точечной сварке алюминия производятся у нас на базе. Подходят алюминиевые заготовки с диэлектрическим покрытием, толщина металла различна. Сроки выполнение заказа довольно быстрые . При точечной сварке алюминия используются токи более 10 ампер, в случае если вы хотите что б мастер выехал к вам, это возможно только при наличии стабильной проводки. В идеале все работы проводятся у нас на базе, так как все уже настроено и проверено. Также данная услуга может подойти при мелком бытовом ремонте изделий из алюминия в случае не герметичных соединений. Если вам нужно сварить алюминий в герметичном соединении то тут поможет только дорогостоящий аргон, если же нет, точечная сварка алюминия в разы дешевле аргона, что делает ее куда более привлекательной при промышленном производстве, особенно в случае с массовым производством деталей, когда операция приварки аргоном будет удорожать стоимость самого изделия весьма значительно. При точечной сварке алюминия происходит быстрый износ плавящих электродов, несмотря на их специальный состав, они более подвержены износу, чем при точечной сварке черного металла. Так что стоимость их различается ввиду дороговизны самого оборудования и износа заменяемых частей, однако она существенно ниже использования аргона. Контактная сварка алюминия также надежна, что подтверждено тестами на разрыв и дешевле, что делает её применение и внедрение более логичным.
Контактная сварка алюминия также надежна, что подтверждено тестами на разрыв и дешевле, что делает её применение и внедрение более логичным.Рис. 1. Схема точечной сварки алюминия с использованием прокладок из нержавеющей стали 12Х18Н9 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Точечную сварку алюминия и его сплавов применяют при толщине металла от 0,04 до 5–6 мм. Наиболее характерные типы соединений, выполняемые точечной сваркой, показаны на рис. 2. Элементы, собранные под сварку, должны плотно прилегать друг к другу, допускаются зазоры не более 0,3 мм на длине 100 мм. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рис. 2. Типы соединений при точечной сварке алюминия и его сплавов | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Точечная сварка алюминия и его сплавов требует применения сварочных токов весьма большой плотности — до 1000 А/мм2 и выше. Применяемая сила тока в 3–4 раза выше, чем при сварке стали (табл. 1). Рекомендуемое удельное давление 59–98 МПа (6–10 кгс/мм2). Диаметр ядра точки при сварке алюминия толщиной 2–3 мм составляет 8–11 мм. Так как в результате нагрева при точечной сварке алюминиевые сплавы разупрочняются, причем размеры зон разупрочнения зависят от времени сварки, сплавы такого типа сваривают при сравнительно коротких импульсах тока продолжительностью 0,08–0,3 с (жесткие режимы). Применяют следующие радиусы сферы электродов: толщина металла — 1; 2; ≥ 3 мм; радиус сферы электрода — соответственно 75, 100, 150 мм. Таблица 1. Ориентировочные режимы точечной сварки алюминиевых сплавов
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
При сварке легких сплавов обеспечивают минимальное выделение теплоты в контакте электрод–деталь и интенсивное охлаждение электрода. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рис. 3. Циклограмма одноимпульсной точечной сварки алюминиевых сплавов с «ковочным» давлением Р | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
При точечной сварке высокопрочных алюминиевых сплавов, начиная с толщины 1,5–2 мм, лучшее уплотнение ядра и соответственно устранение склонности сварной точки к порам и трещинам достигают, используя график переменного усилия с «ковочным» давлением Рк (рис. 3). Обычно принимают Рк=1,5…3 Рсв, где Рсв — усилие, приложенное к электродам во время сварочного нагрева. Так, для сплава Д16–АТ при толщине листа 1,5 мм Рсв=6370 Н (650 кгс), а Рк=9810…1180 Н (1000–1200 кгс). Для того, чтобы избежать перегрева металла в контакте электрод–деталь, уменьшить износ электродов и улучшить качество поверхности деталей из алюминиевых сплавов, в ряде случаев (например, для ответственных деталей) применяют модулирование импульса сварочного тока с постепенным его нарастанием и спадом (рис. 4). | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рис. 4. Циклограмма точечной сварки с постепенным нарастанием и спадом силы тока І | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
При сварке алюминиевых сплавов точки, обладая высокой прочностью при работе на срез, относительно плохо сопротивляются разрыву (табл. 2). Таблица 2. Среднее разрушающее усилие сварных точек на алюминиевых сплавах
Для точечной сварки металла толщиной 0,02–0,5 мм используют конденсаторную сварку на машинах типа ТКМ–4 мощностью 100 Вт. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вернуться в раздел Вопросы и ответы. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
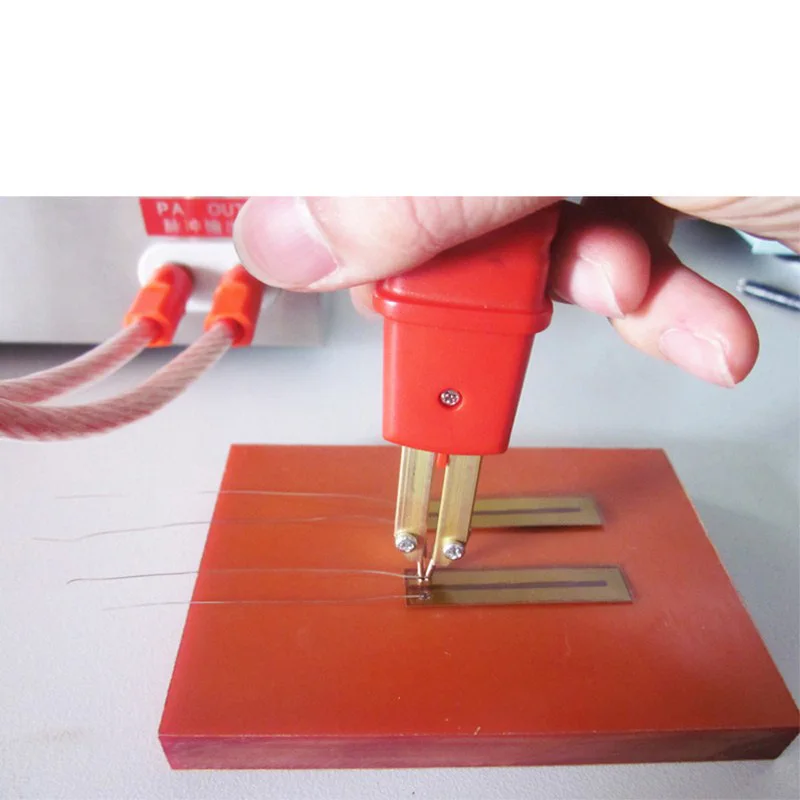
 Для контроля качества поверхности детали зажимают между электродами специального пресса или точечной машины. При измерении контактного сопротивления можно использовать микрометр типа М246 или другие приборы, предназначенные для измерения малых сопротивлений.
Для контроля качества поверхности детали зажимают между электродами специального пресса или точечной машины. При измерении контактного сопротивления можно использовать микрометр типа М246 или другие приборы, предназначенные для измерения малых сопротивлений.
 В связи с этим электропроводность сплава для изготовления электродов должна быть не ниже 85–90% проводимости меди.
В связи с этим электропроводность сплава для изготовления электродов должна быть не ниже 85–90% проводимости меди. При сварке металла толщиной до 2 мм могут быть применены однофазные контактные машины типа МТ4224.
При сварке металла толщиной до 2 мм могут быть применены однофазные контактные машины типа МТ4224.Solary AL8 Аппарат для точечной сварки алюминия Аппарат для точечной сварки Инновационный цифровой съемник вмятин Точечные сварочные аппараты 230 В × 1 фаза: автомобильная промышленность
О Solary
Мы — основанная в Китае компания с более чем 12-летним опытом продаж и производства. Наша продукция продается более чем в 60 странах мира, включая Францию, Северную и Южную Америку, Австралию и Юго-Восточную Азию.
У нас есть 20 технических специалистов, занимающихся исследованиями и разработкой новых продуктов.В настоящее время у нас есть 3 завода с годовой производительностью 80 000 комплектов оборудования. У нас есть специальные группы по контролю качества, продажам и послепродажному обслуживанию, которые владеют английским языком. Мы ориентируемся на качество вплоть до мельчайших электронных компонентов и винтов в соответствии с европейскими стандартами контроля качества.
Мы имеем сертификат CE, выданный TüV, Германия, и сертификат ISO 9001: 2000, выданный Соединенным Королевством.
В ассортимент нашей продукции входят зарядные устройства и стартеры, устройства для удаления вмятин, аппараты для точечной сварки, аппараты для сварки TIG, аппараты для сварки MIG, сушилки для краски и т. Д.
Д.
Характеристика
Точечная сварка алюминия становится все более распространенной, поскольку алюминий используется вместо стали во многих областях, где важен вес, например, в автомобилях. Алюминиевый споттер Solary AL8 особенно подходит для ремонта алюминия, а также для приварки шпилек стали, меди и гальванизированной стали
Использование специальной технологии накопления энергии для обеспечения стабильного, надежного качества и высокой производительности без ущерба
Технические данные Модель
: AL8
Входное напряжение (50/60 Гц): 230 В, 1 фаза
Входная мощность (кВт): 1.6
Емкость (мкФ): 66000
Время точки (мс): 1-3
Диапазон приварки шпилек φ (мм): 3-8 φ
Макс.скорость сварки (ПК / мин): 20
Размеры (мм): L540 X W400 X H970
Поперечный вес (кг): 30
Входное напряжение может быть изготовлено на заказ
Комплектация
Включает 1 комплект для точечной сварки алюминия
О доставке
Пожалуйста, сделайте фотографии в качестве доказательства, если есть какие-либо проблемы пакет или машину, когда вы получаете и открываете машину. Мы запросим претензию у перевозчика UPS или FeDex.Спасибо за сотрудничество.
Точечная сварка сопротивлением: экономичное соединение алюминиевых листов
1. Применимость
1.1 Все поставки и другие услуги, осуществляемые нами, и все платежи, производимые нам, регулируются исключительно настоящими Условиями поставки и оплаты. В той мере, в какой применимые положения могут быть сочтены отсутствующими, Общие условия поставки австрийской электротехнической и электронной промышленности будут применяться второстепенным образом; во всем остальном применяются австрийские законы и постановления.Если какие-либо коммерческие условия Заказчика расходятся с настоящими Общими условиями доставки и оплаты, мы будем связаны такими расходящимися условиями только в том случае, если мы явным образом признаем это в письме или по факсу.
1.2 Принимая поставку товаров и / или услуг, Заказчик подтверждает исключительную применимость наших Условий поставки и оплаты.
2. Предложения
2.1 Наши предложения не связаны с обязательствами и могут быть изменены, если в предложении явно не упоминается период взаимодействия.Документы, относящиеся к нашим предложениям, такие как чертежи, иллюстрации, образцы и образцы, а также данные о размерах, весе, характеристиках и расходе, содержат или сами представляют собой только приблизительные данные и не считаются специально согласованными характеристиками, если не указано иное. Мы оставляем за собой право вносить изменения по техническим причинам.
2.2 Мы сохраняем за собой права собственности и авторские права на все сметы расходов, чертежи и другие документы; они не могут быть переданы какой-либо третьей стороне или использоваться в целях какой-либо третьей стороны.
3. Прием заказа; дополнительные соглашения
Принятие заказа и любых обязательств или дополнительных соглашений, заключенных нашими сотрудниками, а также поправок и изменений любого рода не будет иметь для нас обязательной силы до тех пор, пока мы не отправим письменное подтверждение письмом, телефаксом или электронной почтой.
4. Цена и условия оплаты; зачет
4.1 Цены всегда являются прейскурантными ценами, действующими на дату поставки. Это цены франко-завод (EXW) без упаковки, страховки, погрузки на заводе и налога на добавленную стоимость; упаковка не возвращается.
4.2 Платежи должны производиться наличными нетто, без каких-либо вычетов и бесплатно, в течение 30 дней с даты выставления счета. Мы сами решаем, какие претензии или частичные претензии Заказчика могут быть компенсированы такими платежами.
4.3 Если какие-либо изменения в исполнении заказа вызваны обстоятельствами, при которых риск несет Заказчик, то последний несет все дополнительные расходы, связанные с этим.
4.4. Если срок платежа превышен, мы имеем право взимать пеню по ставке на десять процентных пунктов выше применимой базовой ставки, объявленной Национальным банком Австрии, плюс расходы на взыскание, общая сумма которых составляет не менее 12% p . а. от общей претензии. Это не наносит ущерба каким-либо дальнейшим последствиям невыплаты платежа.
а. от общей претензии. Это не наносит ущерба каким-либо дальнейшим последствиям невыплаты платежа.
4.5. Недопустимо, чтобы Заказчик удерживал платежи или зачитывал их в счет встречных требований, которые мы оспариваем.
4.6 Если Заказчик предъявляет претензии к нам самим, мы имеем право в любое время компенсировать их наши собственные претензии к Заказчику.
4.7 За услуги, выполняемые в соответствии с контрактами на работы и материалы (установка, ремонт, техническое обслуживание и другие подобные работы), мы будем взимать почасовые ставки и цены на материалы, действующие на момент завершения, плюс наши применимые доплаты за любую сверхурочную работу, ночные- время, работа в воскресенье и праздничные дни; Время в пути и время ожидания считается рабочим временем.Командировочные расходы, а также суточные и ночевки будут выставляться отдельно.
5. Производительность, отгрузка и дефолт
5.1 Срок поставки начинается с отправки письма с подтверждением заказа по почте, а срок выполнения работ по установке, техническому обслуживанию или ремонту начинается с момента передачи оборудования. Однако ни в коем случае срок поставки или исполнения не должен начинаться раньше, чем через 14 дней после того, как Сторона-заказчик предоставила нам документы (например,грамм. технические чертежи, планы и т. д.), разрешения или согласования, которые он несет ответственность за закупку, или когда он произвел согласованную предоплату. Срок поставки или выполнения считается соблюденным, если мы уведомили Заказчика до этого срока о нашей готовности доставить или выполнить; в случаях, когда специальное соглашение обязывает нас к отправке или доставке, крайний срок поставки или исполнения считается соблюденным, если объект поставки или исполнения покинул наш завод до этого крайнего срока.
5.2 Сроки поставки или выполнения продлеваются на время любых непредвиденных препятствий, лежащих за пределами нашей сферы влияния, таких как остановки, серьезные перебои в работе персонала, незаконные забастовки, задержки в поставках основного сырья или компонентов или тому подобное, а также по причине обстоятельства, при которых риск несет Заказчик, в той степени, в которой эти препятствия и / или обстоятельства имеют существенное значение для несоблюдения срока. Препятствия и / или обстоятельства такого рода также отменяют последствия неисполнения обязательств, за которые мы в противном случае несли бы ответственность, на время таких препятствий; любые договорные обязательства по штрафам, которые могли быть согласованы для конкретных случаев, полностью перестают применяться.Необходимо немедленно уведомить о начале и конце таких препятствий. Мы имеем право расторгнуть договор полностью или частично, если возникнут такие препятствия. В этом случае, если Заказчик не докажет грубую халатность с нашей стороны, претензии Заказчика о возмещении убытков неприемлемы.
Препятствия и / или обстоятельства такого рода также отменяют последствия неисполнения обязательств, за которые мы в противном случае несли бы ответственность, на время таких препятствий; любые договорные обязательства по штрафам, которые могли быть согласованы для конкретных случаев, полностью перестают применяться.Необходимо немедленно уведомить о начале и конце таких препятствий. Мы имеем право расторгнуть договор полностью или частично, если возникнут такие препятствия. В этом случае, если Заказчик не докажет грубую халатность с нашей стороны, претензии Заказчика о возмещении убытков неприемлемы.
5.3. Если согласованные сроки поставки или исполнения или сроки, которые были продлены в соответствии с 5.2 выше, превышены более чем на четыре недели, Заказчик имеет право расторгнуть договор, предоставив нам как минимум 14 дней дополнительного времени. уведомлением, направленным нам заказным письмом.Если Заказчик не докажет грубую халатность с нашей стороны, претензии Заказчика о возмещении убытков в этом случае неприемлемы.
5.4 Если Заказчик несет убытки из-за задержки, за которую мы несем ответственность, то она имеет право на компенсацию в размере 0,5% за всю неделю — максимум до 5% — от стоимости этой части поставки. которые не могут быть использованы вовремя или по прямому назначению в результате задержки. По остальным услугам компенсация составляет 5% от вознаграждения.Любые требования о возмещении убытков, выходящие за рамки вышеуказанного, являются неприемлемыми, как и требования о возмещении убытков в результате задержек со стороны наших поставщиков, если с нашей стороны не будет доказана грубая небрежность.
5.5 В случаях, когда мы взяли на себя обязательство осуществить отгрузку, способ и маршрут отгрузки должны быть решены нами. Товары всегда отправляются на риск и за счет Заказчика. Мы несем ответственность за ущерб только в том случае, если с нашей стороны будет доказана грубая небрежность. Страхование транспорта / поломки осуществляется только по заказу и за счет Заказчика.
5.6 Мы имеем право осуществлять частичные поставки.
5.7 Соблюдение нами срока поставки зависит от выполнения Заказчиком своих договорных обязательств по всем незавершенным, еще не завершенным бизнес-операциям.
5.8 Если доставка задерживается из-за обстоятельств, при которых риск несет Заказчик, то последняя несет все связанные с этим дополнительные расходы, такие как расходы на хранение на нашем заводе, но с минимальной ежемесячной платой в размере 0.5% от суммы счета. В таком случае мы также имеем право предоставить Заказчику льготный период продолжительностью не более 14 дней, и, если этот период истечет безрезультатно, мы будем иметь право, по нашему собственному усмотрению, принять альтернативные меры в отношении предмет (ы), который должен быть доставлен и осуществить доставку Заказчику в течение достаточно продленного периода времени, или для расторжения контракта и требования возмещения убытков за нарушение контракта. В этом последнем случае мы имеем право без предоставления каких-либо конкретных доказательств потребовать 10% вознаграждения за запланированную доставку в качестве компенсации.При наличии соответствующих доказательств мы также можем потребовать компенсацию за любой ущерб, превышающий эту сумму.
5.9 В случае товаров, заказанных по вызову или заказанных для производства без инструкций по отгрузке, доставка должна быть осуществлена в течение трех месяцев. Если этот срок не использовался, то аналогично применяется 5.8.
5.10 Для услуг, выполняемых в соответствии с контрактами на работы и материалы (4.7), Заказчик должен предоставить нам необходимое оборудование и вспомогательные материалы (например,грамм. лебедки, рельсы, электричество и т. д.) своевременно и бесплатно, даже если установка включена в цену (4.1) или если для этого была согласована фиксированная цена. Любые работы, которые должны быть выполнены Заказчиком перед установкой, например, строительные работы должны быть завершены до прибытия наших специалистов по установке. Кроме того, Заказчик должен принять все меры предосторожности, необходимые для защиты людей и имущества. Мы не несем ответственности за вспомогательный персонал, оборудование и вспомогательные материалы, которые могут быть переданы в наше распоряжение, если с нашей стороны не будет доказана грубая небрежность.
Кроме того, Заказчик должен принять все меры предосторожности, необходимые для защиты людей и имущества. Мы не несем ответственности за вспомогательный персонал, оборудование и вспомогательные материалы, которые могут быть переданы в наше распоряжение, если с нашей стороны не будет доказана грубая небрежность.
6. Переход риска
6.1 Риск переходит к Заказчику, как только предметы, которые должны быть доставлены, или предметы, с которыми мы выполняли техническое обслуживание, ремонт или другие работы, покинули наш завод. То же самое относится к частичным поставкам или в случаях, когда мы обязуемся нести расходы по доставке или выполнять доставку, настройку, сборку, установку или другие аналогичные услуги. Если техническое обслуживание, ремонт или другие работы выполняются на территории Заказчика, то риск переходит к нему, как только он получит уведомление о завершении рассматриваемых работ.
6.2. Если есть какая-либо задержка в отправке или доставке посылки по причинам, за которые мы не несем ответственности, риск переходит к Заказчику, как только она получает уведомление о том, что груз готов к отправке.
7. Сохранение права собственности; расторжение
7.1 Мы сохраняем право собственности на поставленные товары до тех пор, пока наши претензии по закупочной цене и все другие претензии, которые мы имеем — на любых юридических основаниях — против Заказчика, не будут урегулированы в полном объеме.
7.2 Заказчику разрешается перепродавать доставленный товар — даже если он был присоединен к другим товарам или подвергался переработке — только в ходе обычных деловых операций его компании. Однако это разрешение не допускается, если возникающие в результате требования переуступаются третьим сторонам или являются предметом запрета на переуступку, или если Заказчик является неплатежеспособным или не выполняет свои договорные обязательства. Заказчику не разрешается никакое иное распоряжение.В случае задержания, конфискации или другого распоряжения третьими лицами Заказчик должен немедленно уведомить нас об этом. Наши юридические расходы, понесенные в связи с обеспечением соблюдения нашего права собственности, несет Заказчик.
Наши юридические расходы, понесенные в связи с обеспечением соблюдения нашего права собственности, несет Заказчик.
7.3 Заказчик передает нам уже сейчас свои требования и другие права, связанные с перепродажей, сдачей внаем или сдачей в аренду доставленного товара, даже если последний был объединен с другими товарами или подвергся обработке; Заказчик должен сделать запись об этом в своих бухгалтерских книгах.Если доставленный товар продан или передан в руки третьей стороне для использования такой стороной вместе с другими предметами (независимо от того, был ли он присоединен к каким-либо таким предметам или подвергался обработке), то требование по дебиторской задолженности должно быть только переуступается в размере покупной цены, причитающейся нам. Это не наносит ущерба дальнейшим претензиям о возмещении ущерба.
7.4 Заказчик имеет право собирать претензии и отстаивать другие права только в том случае, если она выполнила свои платежные обязательства перед нами и не является неплатежеспособной.7.5 Если Заказчик будет действовать вопреки условиям контракта — в частности, будучи просроченным с платежом или любыми другими договорными обязательствами, и / или будучи неплатежеспособным — мы имеем право, по нашему собственному усмотрению, либо прекратить договор без предоставления льготного периода или, оставив договор в силе, забрать доставленный товар или запретить его использование. Мы также будем иметь право продать изъятый товар на открытом рынке; после вычета комиссии за обработку в размере 10% от полученной таким образом выручки оставшаяся сумма будет вычтена из общей суммы наших неурегулированных требований к Заказчику.В ожидании возврата товара в случае расторжения договора мы взимаем с Заказчика плату за использование в размере 5% от первоначальной стоимости товара, если только фактическое уменьшение его стоимости не станет еще большим.
8. Гарантия
8.1 Мы не даем никаких гарантий в отношении обычных отклонений по размеру, весу или качеству (или допускаемым стандартами ÖNORM, EN или DIN), а также не даем никаких гарантий относительно информации, предоставленной относительно пригодности товара (ов), который будет доставлен для этой цели. предусмотренных Заказчиком, или для любой другой конкретной цели.
предусмотренных Заказчиком, или для любой другой конкретной цели.
8.2 Несмотря на то, что мы гарантируем правильность наших инструкций по обработке, руководств пользователя / эксплуатации и консультационных услуг для клиентов, соблюдение законодательных или других нормативных требований при использовании поставляемых изделий, а также тестирование этих изделий для предусмотренных целей остается исключительной ответственностью Заказчик. Мы несем ответственность за любые инструкции, отличающиеся от наших письменных инструкций по обработке и руководств по эксплуатации / эксплуатации, только если мы заранее явным образом подтвердили эти отклонения Стороне-заказчику в письменной форме, письмом, телефаксом или электронной почтой.
8.3 Поставленные товары или услуги должны быть проверены Заказчиком сразу после их доставки. О любых дефектах необходимо сообщать нам сразу же после их обнаружения в письменном уведомлении, отправленном письмом, телефаксом или электронной почтой, с указанием номера и даты уведомления о подтверждении заказа, накладной или счета-фактуры, а также серийного номера и комиссии. числа. Если Заказчик не направит это немедленное уведомление, он больше не может предъявлять какие-либо гарантийные претензии или требования о возмещении убытков из-за самого дефекта или какого-либо неправильного представления о том, была ли поставка или услуга свободна от дефектов.В уведомлении должно быть указано, какие поставленные товары или предоставленные услуги затронуты дефектами, в чем заключаются дефекты в деталях и при каких сопутствующих обстоятельствах эти дефекты возникли. Необходимо точно описать каждый дефект. Любые расходы, которые мы понесем в результате необоснованных уведомлений или уведомлений, которые иным образом противоречат условиям использования, должны быть возмещены нам Заказчиком.
8.4 В случае работ по исправлению и профилактике, наша гарантия ограничивается фактически оказанными услугами.Мы гарантируем правильное функционирование установки, машины, программного обеспечения и т. п., компоненты которых не были полностью поставлены нами, если мы доказали, что взяли на себя — несмотря на предоставление определенных компонентов Заказчиком или третьими сторонами — изготовление установки ( или машина и т. д.) в целом, и если рассматриваемая неисправность не связана с неверной или неполной информацией от Заказчика.
п., компоненты которых не были полностью поставлены нами, если мы доказали, что взяли на себя — несмотря на предоставление определенных компонентов Заказчиком или третьими сторонами — изготовление установки ( или машина и т. д.) в целом, и если рассматриваемая неисправность не связана с неверной или неполной информацией от Заказчика.
8.5 Если не согласовано иное, гарантийный срок составляет 24 месяца.Однако с начала 13-го месяца этого периода наша гарантия ограничивается предоставлением бесплатно предметов, необходимых для устранения дефектов; с этого момента любые претензии по гарантии, выходящие за рамки вышеуказанного, являются недопустимыми. Это ограничение срока также применяется к поставке предметов, которые считаются недвижимыми, и к работе с предметами, которые являются или считаются недвижимыми. Гарантийный срок начинает истекать после перехода риска в соответствии с пунктом 6.Заказчик всегда должен доказать, что дефекты, обнаруженные в течение гарантийного срока, уже присутствовали на момент перехода риска.
8.6 В случаях, когда мы даем гарантию, мы — по нашему собственному усмотрению и в течение разумного периода продолжительностью не менее 4 недель — либо заменим сам дефектный предмет, либо его дефектные компоненты на предмет без дефектов -бесплатные компоненты, или исправить дефект (ы), или предоставить Заказчику разумное снижение цены, или (если рассматриваемый дефект не является незначительным) расторгнуть договор.Гарантийный срок не продлевается при замене предмета или частей или компонентов, принадлежащих этому предмету. Если, однако, оставшаяся часть гарантийного срока — включая ту часть периода, в течение которой наша гарантия ограничивается бесплатным предоставлением необходимых материалов в соответствии с пунктом 8.5 — длится менее двенадцати месяцев, то гарантийный срок для обмененного предметы, части или компоненты должны быть продлены до двенадцати месяцев. Обмененные таким образом предметы, части или компоненты становятся нашей собственностью. Мы не возмещаем расходы на фактическое или попытки устранения дефекта Заказчиком или любой третьей стороной.
Мы не возмещаем расходы на фактическое или попытки устранения дефекта Заказчиком или любой третьей стороной.
8.7 В той степени, в которой это необходимо и может разумно ожидаться от Заказчика, объект поставки или выполнения, или его дефектная часть (части), должны быть отправлены или отправлены нам немедленно по нашему запросу, при Заказе Риск и расходы стороны, в случае невыполнения которых все гарантийные обязательства с нашей стороны становятся недействительными.
8.8 Сторона-заказчик не имеет права удерживать платежи в связи с претензиями по гарантии или другими встречными претензиями, не признанными нами.
8.9 Гарантийные претензии со стороны Заказчика исключаются в случаях, когда не были соблюдены инструкции по установке, эксплуатации и эксплуатации, предоставленные нами или по запросу Заказчика, или когда пользователь не был (полностью) обязан соблюдать такие инструкции; если монтажные работы не были выполнены надлежащим образом и в соответствии с применимыми стандартами, и в частности, если они не были выполнены лицензированными подрядчиками; если какое-либо корректирующее обслуживание или другие работы были выполнены на объекте поставки или исполнения без нашего согласия; если он эксплуатировался или использовался ненадлежащим образом, или эксплуатировался, несмотря на то, что его защитные функции были неисправны, или если он был вывезен с контрактной территории без нашего согласия, или использовался вопреки нашим инструкциям или для целей, для которых он не предназначен; и, более того, если дефекты связаны с повреждением посторонними предметами, химическим воздействием, перенапряжением, поведением третьих лиц или форс-мажорными обстоятельствами; то же самое относится к естественному износу.
8.10 Наша гарантия также исключается в случаях, когда с нами заключен договор на выполнение заказов на ремонт, изменение или модификацию использованных элементов или их поставку.
8.11. Наконец, все претензии по гарантии исключаются, если Заказчик устанавливает сторонние компоненты или запасные части в наши предметы поставки или предоставляемые нами услуги, которые не были прямо рекомендованы нами до этого.
8.12. В дополнение к правам Заказчика в соответствии с пунктом 8.6. В отношении поставки инверторов для фотоэлектрических систем действует гарантия в соответствии с условиями гарантии Fronius, доступными по адресу https://www.fronius.com/en/photovoltaics/products/all-products/solutions/fronius-service -решения / fronius-warranties / fronius-warranties.
9. Убытки и ответственность за качество продукции
9.1 Мы принимаем неограниченную ответственность за ущерб любого рода только в той степени, в которой Заказчик докажет, что мы сами нанесли этот ущерб сознательно и умышленно или по грубой неосторожности.Если Заказчик докажет, что мы причинили ущерб в результате обычной небрежности, наше обязательство по возмещению ущерба ограничивается фактически причиненным ущербом и, более того, максимальной общей суммой, не превышающей общей стоимости заказа. Кроме того, иски этого типа могут быть предъявлены в судебном порядке только в том случае, если заявлены в течение шести месяцев после того, как стало известно о соответствующем ущербе.
9.2 В случае, если мы привлечены к ответственности третьей стороной, если мы изготовили и поставили в соответствии с чертежами, проектами, моделями или другими документами, предоставленными Заказчиком, Заказчик должен освободить нас от ответственности и обезопасить нас.
9.3 При использовании установок, машин и других изделий, поставленных нами, Заказчик обязан неукоснительно соблюдать все правила техники безопасности, технические правила, инструкции по установке, инструкции по эксплуатации и руководства пользователя, и, в частности, все правила, относящиеся к области электротехники. , и допускать к эксплуатации оборудования только уполномоченный квалифицированный персонал.
9.4. Любая ответственность за ущерб, причиненный установкой или использованием сторонних компонентов или запасных частей с нашими предметами поставки, которые не были подтверждены и явно рекомендованы нами, исключается.
10. Согласие на защиту данных
Клиент соглашается с тем, что Fronius International GmbH и ее дочерние компании могут собирать, обрабатывать и использовать персональные данные (такие как имя, адрес, адрес электронной почты), если это применимо, также путем заказа поставщика услуг, с целью отправки информации о продуктах и услугах в любом виде (например, по почте, электронной почте, через информационный бюллетень и т. д.). Распространение на внешние источники сверх указанного не должно происходить (исключены юридические или судебные обязательства по предоставлению информации).Согласие может быть оспорено в любой момент в письменной форме, в новостной рассылке также есть ссылка для отказа от подписки.
11. Заключительные положения
11.1 Местом выполнения поставок, других услуг и платежей, а также единственным местом юрисдикции является Вельс, Австрия. Тем не менее, мы также имеем право подать иск против Заказчика в суде, который обладает «действующей» и территориальной юрисдикцией в соответствии с соответствующими положениями коммерческого местонахождения или места жительства Заказчика.
11.2 Заказчик осведомлен о том, что в международной торговле обычной практикой является то, что соглашение о месте юрисдикции также может быть заключено формально эффективным образом в результате молчаливого согласия или отсутствия реакции на подтверждающий бизнес. письмо, такое как уведомление о подтверждении заказа, содержащее напечатанную ссылку на место юрисдикции. Заказчик знаком с этим коммерческим использованием, особенно в сфере бизнеса Fronius International GmbH, и регулярно его учитывает.
11.3 Правовые споры, возникающие из контракта, регулируются австрийским законодательством и коммерческой практикой, преобладающей в месте исполнения. С другой стороны, Конвенция ООН о договорах международной купли-продажи товаров не применяется (Австрийский федеральный вестник 1988/96).
12. Особые положения для программного обеспечения, поставляемого вместе с заказанными изделиями, или программного обеспечения, поставляемого отдельно
Для программного обеспечения, поставляемого вместе с другими изделиями, или для программного обеспечения, поставляемого отдельно (далее «программное обеспечение»), настоящие Условия поставки и оплаты применяются только постольку, поскольку они не отклоняются от следующих условий или условий, отдельно согласованных со Стороной-заказчиком.
12.1 Область применения
12.1.1 Все права интеллектуальной собственности, такие как авторское право, права на товарные знаки, права на дизайн, патентные права, права на полезные модели и ноу-хау, а также, в частности, на незащищенные изобретения, коммерческий опыт, коммерческие секреты и тому подобное, независимо от время, когда они были раскрыты Заказчику, в любое время остается за нами или нашими лицензиарами. Заказчик имеет право использовать программное обеспечение после оплаты согласованной суммы исключительно для своих целей в соответствии с приобретенным количеством лицензий.По настоящему контракту предоставляется только разрешение на использование программного обеспечения. Распространение Заказчиком исключается в соответствии с законом об авторском праве. При возможном участии Заказчика в производстве программного обеспечения никакие права, кроме указанного в Разделе 12, не приобретаются. Заказчик может использовать программное обеспечение одновременно только на одном устройстве, что является его решением. Использование программного обеспечения означает любое долгосрочное или даже временное дублирование (копирование) программного обеспечения, полностью или частично, путем сохранения, загрузки, запуска или отображения с целью выполнения программного обеспечения и обработки данные, содержащиеся в нем аппаратным обеспечением.Он не имеет права копировать руководство пользователя.
12.1.2 Стороне-заказчику разрешается делать копии программного обеспечения в целях архивирования и защиты данных при условии, что программное обеспечение или любые сопутствующие материалы (руководство по эксплуатации, упаковка и т. Д.) Не содержат явных запретов и что все авторские права и уведомления о правах собственности передаются в этих копиях без изменений. Не допускается повторный перевод программного кода (декомпиляция), превышающий установленные законом.
12.1.3. Если программное обеспечение оснащено технической защитой от копирования, Заказчик должен в случае повреждения получить заменяющую копию после возврата носителя данных.
12.2 Дополнительные права
В случае наличия новой версии программного обеспечения Заказчик имеет право обменять поставляемый пакет программного обеспечения на аналогичный пакет программного обеспечения новой версии по указанной нами цене обновления; обмен подразумевает пакет программного обеспечения в целом, поскольку он был приобретен Заказчиком.При обмене разрешение Заказчика на использование замененного пакета программного обеспечения истекает. В таком случае Заказчик должен немедленно и полностью уничтожить все копии, частичные копии и резервные копии, а также измененные или исправленные версии программного обеспечения и сделанные из них копии, частичные копии и резервные копии.
12.3 Гарантия
12.3.1 Заказчик должен иметь в виду, что невозможно разрабатывать программное обеспечение таким образом, чтобы оно не имело дефектов для всех условий применения.
12.3.2 Мы гарантируем, что поставляемое программное обеспечение выполняет согласованные функции и имеет явно гарантированные свойства. Требование любой гарантии — это использование в соответствии с контрактом. Дефект, за который мы несем ответственность, считается существующим только в том случае, если программное обеспечение не функционирует в соответствии с самой последней версией соответствующего описания производительности / документации и если это воспроизводится Заказчиком. В целях тщательного изучения возможных возникающих дефектов Заказчик обязан оказать нам поддержку в устранении любых дефектов.
12.3.3 Мы также гарантируем, что оригинальное программное обеспечение должным образом записано на протестированный носитель данных. Исключение здесь — ранее установленное программное обеспечение и сторонние программные продукты.
12.3.4 Дефекты программного обеспечения должны быть задокументированы пользователем, и мы немедленно уведомим нас в письменной форме; в противном случае применяется 8.3.
12.3.5 Гарантийный срок всегда составляет двенадцать месяцев; период начинается с отправки пакета программного обеспечения.
12.3.6. Если программный пакет непригоден для использования или имеет дефект (12.3.2), мы в первую очередь обменяем его на новый с таким же названием или на адекватное альтернативное решение. Если это также окажется непригодным для использования или дефектом, и если мы не в состоянии сделать его пригодным для использования с адекватными усилиями в течение адекватного времени, но, по крайней мере, в течение четырех недель, Заказчик может потребовать снижения цены или изменения. . Затраты на устранение дефектов Заказчиком или третьим лицом нами не возмещаются.
12.3.7 За пределами этого (12.3.6) мы не предоставляем гарантии, в частности, в случае поставки программного обеспечения, не соответствующего особым требованиям Заказчика или пользователя, а также не для измененных или пересмотренных версий программное обеспечение (пункт 12.1.2), если Заказчик не докажет, что дефекты не связаны с изменениями или исправлениями. Заказчик несет полную ответственность за выбор, установку и использование программного обеспечения, а также за ожидаемые результаты.
12.3.8. В случае необоснованного утверждения о дефектах в программном обеспечении мы имеем право взимать с Заказчика любые понесенные расходы в соответствии с действующими ставками.
12.3.9 Смена конечного пользователя исключает любые претензии по гарантии
12.4 Компенсация
12.4.1 Все дальнейшие претензии Заказчика или третьих лиц, в частности претензии о компенсации за ущерб любого рода, исключаются, если только потерпевшая сторона не сможет доказать, что ущерб был причинен нами умышленно или по грубой халатности. .
12.4.2 В противном случае применяется пункт 9.
Различия в сварке стали и алюминия
Проблемы точечной сварки алюминия по сравнению со сталью включают прочный и быстро образующийся оксидный слой переменной толщины и состава, высокую электрическую и теплопроводность, небольшое увеличение удельного сопротивления с температурой, узкий диапазон пластичности, низкие температуры плавления и высокую коэффициент температурного расширения.Этот отрывок из новой книги Кимчи и Дэвида Филипса «Основы контактной точечной сварки и их применение в автомобильной промышленности» используется с разрешения Менахема Кимчи, доцента кафедры материаловедения Университета штата Огайо, и объясняет эти различия для тех, кто хочет более глубокое понимание. Эта статья является первой из серии статей Кимчи о сварке высокопрочных сталей с улучшенными характеристиками, так что следите за обновлениями!
Теплопроводность и удельное электросопротивление Рисунок 1: Удельное электрическое сопротивление стали и алюминия
(по сравнению с медными электродами)
Процесс контактной точечной сварки, один из основных процессов, используемых в автомобильной промышленности, лучше всего работает с металлическими сплавами, такими как стали, у которых электрическая и теплопроводность намного ниже, чем у электродов на основе меди, используемых для их сварки.Низкая электропроводность (или высокое удельное сопротивление) обеспечивает легкий нагрев I2R, а низкая теплопроводность означает, что тепло будет отводиться из области сварного шва медленнее. Чем больше времени требуется для отвода тепла, тем прочнее сварной шов. Как показано на рисунке 1, сталь имеет очень высокое удельное сопротивление и поэтому идеально подходит для этого процесса сварки.
Алюминий имеет близкую к меди по электропроводности и теплопроводности — две дополнительные причины, которые усложняют точечную сварку с этим металлом.Эти свойства диктуют необходимость гораздо более высоких токов и гораздо более короткого времени, а, следовательно, менее надежного процесса. Эмпирические правила относительно сварочного тока и времени для алюминия примерно в три раза превышают текущую температуру и 1/3 времени процесса для сварки стали. Следовательно, существующее оборудование не может использоваться для сварки алюминия из-за того, что требуется более высокий ток.
Ассортимент пластикового металлаРисунок 2: Типичные диапазоны пластмасс, сталь vs.Алюминий
Диапазон пластичности металла можно условно определить как диапазон температур ниже его температуры плавления, в котором металл проявляет значительное размягчение. Значение точечной сварки заключается в том, что более широкий диапазон пластичности создает более широкую область размягчения вокруг сварного шва в течение более длительного времени. Эта область, в сочетании с давлением электрода, эффективно «изолирует» быстро расширяющийся (металлы демонстрируют большие объемные расширения при плавлении) расплавленный сварной шов и предотвращает его выброс из зоны сварного шва (выталкивание).Как показано на Рисунке 2, типичный диапазон пластичности алюминия значительно меньше, чем у стали. Рисунок также включает случайную линию нагрева, чтобы проиллюстрировать тот факт, что узкий диапазон пластичности не только уменьшает ширину «уплотнения» вокруг самородка, но также предполагает, что интервал времени сварки для получения хорошего сварного шва ограничен. Таким образом, узкий диапазон пластичности алюминия в сочетании с его низкой температурой плавления означает, что технологическое окно для создания хорошего сварного шва и предотвращения вытеснения очень мало.
Динамическое сопротивление
Рисунок 3: Кривая динамического сопротивления для
Steel Vs. Алюминий
Как показано на Рисунке 3, кривая динамического сопротивления для алюминия полностью отличается от кривой для стали. Этому огромному различию способствуют два факта:
1) оксид на поверхности алюминия и
2) небольшое изменение удельного сопротивления как функция температуры.
При начальном протекании тока сопротивление чрезвычайно велико из-за оксидного слоя, который имеет гораздо более высокое удельное сопротивление, чем алюминий.Это увеличивает вероятность начального изгнания, а также приводит к значительному нагреву электродов. Оксидный слой быстро разрушается, что облегчает прохождение тока, поскольку сопротивление быстро падает. Однако по сравнению с кривой динамического сопротивления стали на более поздних этапах цикла значительного увеличения сопротивления не наблюдается. Причина этого в сравнении со сталью: удельное сопротивление алюминия лишь незначительно увеличивается с температурой, как показано на рисунке 3. Смысл этого различия заключается в том, что существует ограниченная возможность выращивать самородок, используя преимущества быстрого увеличения удельного сопротивления, как и корпус со сталью.
Рисунок 4: Неровности сварного шва алюминия (пористость)
Коэффициент теплового расширения алюминия примерно в три раза выше, чем у стали. Это приводит к большему объемному расширению металла при нагревании и последующему большему сжатию при охлаждении. Следствием этого является большая вероятность не только выталкивания, но и нарушений сплошности сварного шва, таких как пористость и растрескивание при затвердевании (рис. 4).Это может обуславливать потребность в малоинерционных, быстрых сварочных головках, которые могут поддерживать постоянное усилие во время быстрого движения расширяющейся и сужающейся области сварного шва. Это требует большего количества оборудования и затрат на процесс.
Слой оксида алюминия Как обсуждалось ранее, алюминий образует прочный и быстро формирующийся оксидный слой. Преимущество высокорезистивного оксидного слоя состоит в том, что он значительно увеличивает сопротивление контакта между свариваемыми листами.Но поддерживать постоянную толщину оксидного слоя сложно, так как это происходит естественным образом и быстро, когда он подвергается воздействию окружающей среды. Поскольку это непостоянно, это приводит к несогласованности сварного шва.
С другой стороны, если оксидный слой значительно уменьшается механическими (например, шлифованием) или химическими методами (например, кислотная очистка с последующей конверсионной обработкой) непосредственно перед сваркой, возникнет необходимость в чрезвычайно высоких токах, что приведет к способствуют залипанию электродов и ускоренному износу.
металлов | Бесплатный полнотекстовый | Точечная контактная сварка алюминиевых сплавов и углеродистой стали с намоткой технологических лент
Рисунок 1. Сварка DeltaSpot с технологической лентой.
Рисунок 2. Сопротивление точечной сварке и распределение температуры: ( a ) Обычная точечная сварка; ( b ) точечная сварка технологической лентой.
Рисунок 3. Размер и метод точечной сварки.
Рисунок 4. Электрод, используемый в DeltaSpot: ( a ) размер электрода; ( b ) форма электрода.
Рисунок 5. Принципиальная схема, показывающая допустимый диапазон сварки (выступ). По вертикальной оси отложено время сварки или усилие на электродах; по горизонтальной оси отложен сварочный ток.
Рисунок 6. Экспериментальное оборудование: ( a ) Инверторный аппарат для точечной сварки постоянным током (DC); ( b ) Сварочный аппарат DeltaSpot.
Рисунок 7. Принципиальная схема, иллюстрирующая параметры процесса сварки DeltaSpot с контрольными значениями.
Рисунок 8. Места проведения анализа с помощью энергодисперсионной рентгеновской спектроскопии (EDS) в сварном участке: ( a ) СЭМ-изображение разнородных точечных сварных швов алюминиевого сплава / стали с цинковым покрытием; ( b ) основной металл из оцинкованной стали точка 1; ( c ) слой интерметаллического соединения (IMC), точка 2; ( d ) острие основного металла из алюминиевого сплава 3.
Рисунок 9. Места проведения анализа с помощью энергодисперсионной рентгеновской спектроскопии (EDS) в сварном участке: ( a ) СЭМ-изображение разнородных точечных сварных швов алюминиевого сплава / стали без покрытия. ( b ) Стальной основной металл без покрытия, точка 1; ( c ) близко к точке 2 слоя стального интерметаллического соединения (IMC) без покрытия; ( d ) близко к точке 3 слоя IMC алюминиевого сплава; ( d ) острие основного металла из алюминиевого сплава 4.
Рисунок 10. Измерение толщины слоя интерметаллических соединений (IMC): ( a ) Оцинкованная сталь; ( b ) сталь без покрытия.
Таблица 1. Материальный состав Al 6K32 и SGARC 440 (мас.%).
| Al 6K32 | Mg | Si | Fe | Cu | Mn | Cr | Zn | Ti | |||||
| 0,02 | 1,0 | 0,02 | 1,0 | 0,02 | 1,0 | 07 | 0,01 | 0,01 | 0,01 | ||||
| SGARC 440 | Si | Cu | Mn | Cr | Ni | Mo | C | 1,4 | 0,1 | 0,1 | 0,05 | 0,01 | 0,09 |
Таблица 2. Типы технологических лент.
| Основной металл | Технологическая лента | Материал ленты | Тепловая нагрузка извне |
|---|---|---|---|
| Al 6K32 | PT 3000 | CrNi | High |
| Средняя |
Таблица 3. Условия сварки.
| Условия сварки | Профили сварочного тока и силы на электроде | |
|---|---|---|
| Ток (кА) | 9, 11, 13 | |
| Время нарастания (мс) | 4 0 | |
| Время основного тока (мс) | 166, 332, 500 | |
| Время спада (мс) | 0 | |
| Усилие 1 (кН) | 2 | |
| Усилие 2 (кН) | 0 | |
| Время предварительного усилия (мс) | 0 | |
| Время удержания (мс) | 0 | |
Таблица 4. Форма излома и изображение поперечного сечения излома точечной сварки постоянным током.
Таблица 5. Анализ свариваемости точечной сварки постоянным током по условиям.
| Время основного тока (мс) | Элемент | Уровень тока (кА) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 9 | 11 | 13 | |||||||
| 166 | Режим разрыва | Межфазный | Межфазный|||||||
| Изгнание | — | — | Изгнание | ||||||
| Диаметр самородка (мм) | — | — | — | ||||||
| TSS67 (кН) 90.2 | 2,7 | 2,4 | |||||||
| 332 | Тип разрушения | Заглушка | Заглушка | Заглушка | |||||
| Выпуск | — | Диаметр выталкивателя | мм | Диаметр выталкивателя | 3,8 | 4,6 | 6,5 | ||
| TSS (кН) | 2,1 | 2,9 | 3,8 | ||||||
| 500 | Режим разрушения | Межфазный | Межфазный | Межфазный | изгнание | изгнание | |||
| Диаметр самородка (мм) | — | — | — | ||||||
| TSS (кН) | 2.8 | 3,4 | 3,4 | ||||||
Таблица 6. Форма излома сварного шва DeltaSpot и изображение поперечного сечения.
Таблица 7. Анализ свариваемости сварки DeltaSpot в зависимости от условий.
| Время основного тока (мс) | Элемент | Уровень тока (кА) | ||||||
|---|---|---|---|---|---|---|---|---|
| 9 | 11 | 13 | ||||||
| 166 | Режим разрыва | Межфазный | Межфазный||||||
| Изгнание | — | — | — | |||||
| Диаметр самородка (мм) | — | — | — | |||||
| TSS67 | 1 90.2 | 1,9 | 5,2 | |||||
| 332 | Вид разрушения | Заглушка | Заглушка | Заглушка | ||||
| Отвод | — | — | мм отвод мм Диаметр отвода 7,4 | 7,2 | 7,5 | |||
| TSS (кН) | 4,8 | 4,7 | 4,0 | |||||
| 500 | Режим разрушения | Межфазный 9038 | Заглушка | На границе раздела | Заглушка | изгнание | изгнание | |
| Диаметр самородка (мм) | — | 6.5 | 7,7 | |||||
| TSS (кН) | 2,5 | 4,6 | 4,5 | |||||
Таблица 8. Эталонные условия.
| Параметр | Уровень |
|---|---|
| Ток (кА) | 10 |
| Время нарастания (мс) | 50 |
| Время основного тока (мс) | 300|
| Время спада (мс) | 300 |
| Усилие 1 (кН) | 2 |
| Усилие 2 (кН) | 5 |
| Время предварительного усилия (мс) | 0 |
| Время удержания (мс) | 100 |
Таблица 9. Условия сварки по параметрам.
| Параметр | Уровень |
|---|---|
| Ток (кА) | 10 (фиксированный) |
| Время нарастания (мс) | 0, 50, 100, 150 |
| Основной ток время (мс) | 200, 300, 400, 500 |
| Время спада (мс) | 0, 150, 300, 450 |
| Усилие 1 (кН) | 2, 3, 4, 5, |
| Усилие 2 (кН) | 5 (фиксированное) |
| Время предварительного усилия (мс) | 50, 0, −50 |
| Время удержания (мс) | 0, 50 , 100, 150 |
Таблица 10. Результаты экспериментов по сварке DeltaSpot алюминиевого сплава серии 6000 (Al 6K32) / стали марки 440 МПа (SGARC 440).
| Параметр | Уровень | Изгнание | TSS (кН) | Режим разрушения | |||
|---|---|---|---|---|---|---|---|
| Время подъема (мс) | 0 | 3 | 3,6 50 | X | 3,47 | Заглушка | |
| 100 | X | 3.23 | Разъем | ||||
| 150 | X | 3,01 | Интерфейс | ||||
| Время основного тока (мс) | 200 | X | 2,79 | 3,47 | Заглушка | ||
| 400 | O | 3,53 | Заглушка | ||||
| 500 | O | 1,42 | Заглушка | ||||
| Время спада | 90 мс3 (мс)2.93 | Заглушка | |||||
| 150 | X | 3,38 | Заглушка | ||||
| 300 | X | 3,47 | Заглушка | ||||
| 450 | 9038 X 9038 Усилие 1 (кН) | 2 | X | 3,47 | Заглушка | ||
| 3 | X | 2,39 | Заглушка | ||||
| 4 | X | 2.66 | Интерфейс | ||||
| 5 | X | 2,41 | Интерфейс | ||||
| Время предварительного усилия (мс) | 50 | X | 2,85 | 3,47 | Заглушка | ||
| –50 | X | 3,44 | Заглушка | ||||
| Время удержания (мс) | 0 | X | 3,89 | 3.19 | Заглушка | ||
| 100 | X | 3,47 | Заглушка | ||||
| 150 | X | 3,02 | Заглушка |
Таблица 11. Оптимальные условия сварки.
| Параметр | Уровень | |||
|---|---|---|---|---|
| Время нарастания (мс) | 50 | |||
| Время основного тока (мс) | 300 | |||
| Время спада367 | 300 | |||
| Усилие 1 (кН) | 2 | |||
| Усилие 2 (кН) | 5 | |||
| Время предварительного усилия (мс) | 0 | |||
| Время удержания (мс) | 100 |
Таблица 12. Условия сварки по основному текущему времени.
| Параметр | Уровень |
|---|---|
| Ток (кА) | 5–14 |
| Время нарастания (мс) | 50 |
| Время основного тока | 300 , 400, 500 |
| Время спада (мс) | 300 |
| Усилие 1 (кН) | 1–4,5 |
| Усилие 2 (кН) | 5 |
| Pre- время действия (мс) | 0 |
| Время удержания (мс) | 100 |
Таблица 13. Лепестковая кривая в зависимости от времени основного тока (300 мс).
| Ток | |||||||||||||||||||
| Усилие 1 | 4,5 | — | — | — | — | — | 3167 | 3 | 4— | — | — | — | 2456 | 3167 | 3073 | 3132 | 3868 | 3051 | |
| 3.5 | — | — | — | 2074 | 2752 | 2863 | 3756 | 3213 | 3353 | — | |||||||||
| 3 | 2368367 | 2875 | 3144 | 3209 | 3065 | 3548 | — | ||||||||||||
| 2,5 | — | — | 2438 | 2831 | 3179 363673 | — | |||||||||||||
| 2 | — | 1349 | 2987 | 3784 | 3756 | 3467 | 4001 | — | — | — | — | 2813 | 2961 | 3769 | 4295 | — | — | — | — | — |
| 1 | —— 3052 — | — | — | — | — | — | |||||||||||||
| 5 | 6 | 7 | 8 | 9 | 10 | 146811 | |||||||||||||
Таблица 14. Лепестковая кривая в зависимости от времени основного тока (400 мс).
| Ток | |||||||||||||||||||||
| Усилие 1 | 4,5 | — | — | — | 2948 | 3203 | 3066 | 323768367 | 3066 | 323768367 | 4 | — | — | 2033 | 3286 | 2988 | 3194 | 3493 | 3469 | 3716 | — |
| 3.5 | — | — | 2292 | 2221 | 3148 | 3229 | 3379 | — | — | — | |||||||||||
| 3 | — | ||||||||||||||||||||
| 3 | 3408 | 3510 | 3529 | — | — | — | |||||||||||||||
| 2,5 | — | 2241 | 3212 | 3662 | 3514 | — | |||||||||||||||
| 2 | 2078 | 2093 | 3580 | 3469 | — | — | — | — | — | — | |||||||||||
| 2448 | 2771 | 3586 | — | — | — | — | — | — | — | ||||||||||||
| 1 | — | — | 3018 — | 3018 903 — | — | — | — | — | — | ||||||||||||
| 5 | 6 | 7 | 8 | 9 | 10 | 136811 | |||||||||||||||
Таблица 15. Лепестковая кривая в зависимости от времени основного тока (500 мс).
| Ток | |||||||||||||||||||
| Усилие 1 | 4,5 | — | — | — | — | 2750 | 3374 | 35753 | 4 | — | — | — | 2771 | 3031 | 3245 | 3386 | 3396 | — | — |
| 3.5 | — | — | 2386 | 2923 | 3254 | 3371 | 3701 | 3957 | — | — | |||||||||
| 3 | — | ||||||||||||||||||
| 3 | 3293 | 3804 | 3711 | 4219 | — | — | |||||||||||||
| 2,5 | — | — | 2894 | 3321 | 37367 — | —||||||||||||||
| 2 | — | 2705 | 3374 | 3504 | 3405 | — | — | — | — | — | |||||||||
| — | 2940 | 3228 | 3877 | — | — | — | — | — | — | ||||||||||
| 1 | 367 | 537 903 — | — | — | — | — | — | ||||||||||||
| 5 | 6 | 7 | 8 | 9 | 10 | 146811 | |||||||||||||
Таблица 16. Кривая лепестка для стали без покрытия.
| Ток | ||||||||||||||||||||||
| Усилие 1 | 4,5 | — | — | — | 651 | 976 | 16253 | 1625 | 2367 | — | — | — | 95 | 445 | 1786 | 1172 | 263 | — | — | |||
| 3.5 | — | — | — | x | 739 | 1119 | 721 | 195 | — | — | ||||||||||||
| 3 | — | — | — | 1220513 | 1426 | 1177 | — | — | ||||||||||||||
| 2,5 | 415 | — | — | 389 | 1553 3367 | — | ||||||||||||||||
| 2 | 561 | x | — | 799 | 1093 | 145 | 1256 | — | — | — | ||||||||||||
| 477 | x | x | — | — | — | — | — | — | — | |||||||||||||
| 1 | 3 — | — | —— | — | — | — | — | |||||||||||||||
| 5 | 6 | 7 | 8 | 9 | 10 | 146811 | ||||||||||||||||
Таблица 17. Компоненты SEM-EDS для стали с цинковым покрытием.
| Положение | Элемент (вес%) | ||||||
|---|---|---|---|---|---|---|---|
| Al-k | Fe-k | Zn-k | |||||
| Точка 3 | 98,30 | — | — | — | Точка 269,04 | 30,30 | 0,65 |
| Точка 1 | — | 100,00 | — | ||||
Таблица 18. Компоненты SEM-EDS из стали без покрытия.
| Положение | Элемент (вес%) | |||
|---|---|---|---|---|
| Al-k | Si-k | Fe-k | ||
| Точка 4 | 97,17 9038 | 365368 2,83 Точка 374,36 | — | 25,64 |
| Точка 2 | 20,44 | — | 79,56 | |
| Точка 1 | — | 100 | 00||
Ультразвуковая точечная сварка алюминия с медью: обзор
Ли С.С., Ким Т.Х., Ху С.Дж., Цай В.В., Абелл Дж.А., Ли Дж. (2013) Определение качества соединения при ультразвуковой сварке аккумуляторных батарей вкладки. J Manuf Sci Eng 135: 021004
Google Scholar
Шин Х.С., Леон М.Д. (2017) Механические характеристики и электрическое сопротивление многослойных слоев Cu-Al, сваренных ультразвуковой сваркой. J Mater Process Technol 241: 141–153
Google Scholar
Лу И, Мэйтон Э, Сонг Х, Кимчи М., Чжан В. (2019) Соединение разнородных металлов между алюминием и сталью с помощью ультразвуковой и контактной точечной сварки — микроструктура и механические свойства. Материал Des 165: 107585
Google Scholar
Ni ZL, Zhao H, Mi P, Ye FX (2016) Микроструктура и механические характеристики сварных ультразвуковой точечной сваркой соединений Al / Cu с прослойкой из частиц сплава Al 2219. Mater Des 92: 779–786
Google Scholar
Samanta A, Xiao S, Shen N, Li J, Ding H (2019) Атомистическое моделирование диффузионного связывания разнородных материалов, подвергающихся ультразвуковой сварке. Int J Adv Manuf Technol 103: 879–890
Google Scholar
Ли С.С., Ким Т.Х., Кай У.В., Абелл Дж.А. (2014) Подавление паразитных вибраций при ультразвуковой сварке выводов аккумуляторных батарей. Int J Adv Manuf Technol 71: 181–195
Google Scholar
Das A, Masters I, Williams D (2019) Анализ устойчивости процесса и прочности многослойных разнородных соединений с использованием ультразвуковой сварки металлов. Int J Adv Manuf Technol 101: 881–900
Google Scholar
Sooriyamoorthy E, Henry SPJ, Prakasan K (2011) Экспериментальные исследования по оптимизации параметров процесса и конечно-элементный анализ распределения температуры и напряжения при соединении Al-Al и Al-Al 2 O 3 с помощью ультразвуковой сварки.Int J Adv Manuf Technol 55: 631–640
Google Scholar
Бергманн Дж. П., Петцольдт Ф., Шюрер Р., Шнайдер С. (2013) Сварка алюминия с медью в твердом состоянии — тематические исследования. Weld World 57: 541–550
Google Scholar
Xiao Y, Ji H, Li M, Kim J (2014) Ультразвук-индуцированный равноосный цветокоподобный CuZn 5 / Al формирование композитной микроструктуры в соединении Al / Zn-Al / Cu.Mater Sci Eng A 594: 135–139
Google Scholar
Chen C, Fan C, Cai X, Lin S, Yang C (2019) Анализ капельного переноса, образования сварного шва и микроструктуры в сварном шве из сплава Al-Cu методом импульсной ультразвуковой GMAW. J Mater Process Technol 271: 144–151
Google Scholar
Диматтео В., Аскари А., Фортунато А. (2019) Непрерывная лазерная сварка с пространственной осцилляцией луча разнородных тонких листовых материалов (Al-Cu и Cu-Al): оптимизация процесса и характеристика.J Manuf Process 44: 158–165
Google Scholar
Пэн Дж., Фукумото С., Браун Л., Чжоу Н. (2019) Анализ изображений деградации электрода при контактной точечной сварке алюминия. Sci Technol Weld Join 9: 331–336
Google Scholar
Mohammed SMAK, Dash SS, Jiang XQ, Li DY, Chen DL (2019) Ультразвуковая точечная сварка алюминиевого сплава 5182: эволюция микроструктуры и механических свойств.Mater Sci Eng A 756: 417–429
Google Scholar
Zhang Y, Li Y, Luo Z, Yuan T, Bi J, Wang ZM, Wang ZP, Chao YJ (2016) Технико-экономическое обоснование разнородного соединения алюминиевого сплава 5052 с чистой медью через термокомпенсированное пятно сопротивления сварка. Mater Des 106: 235–246
Google Scholar
Манладан С.М., Юсоф Ф., Рамеш С., Фадзил М., Луо З., Ао С. (2017) Обзор контактной точечной сварки алюминиевых сплавов.Int J Adv Manuf Technol 90: 605–634
Google Scholar
Chen F, Gao XP, Yue XK, Tong GQ (2018) Влияние параметров сварки на диффузию электродных элементов при точечной сварке сопротивлением микро-сопротивлением. Int J Adv Manuf Technol 95: 1597–1606
Google Scholar
Su P, Gerlich A, North TH, Bendzsak GJ (2016) Использование и выработка энергии во время точечной сварки трением с перемешиванием.Sci Technol Weld Join 11: 163–169
Google Scholar
Haghshenas M, Khodabakhsh F (2019) Сварка алюминия и полимера трением с перемешиванием разнородных типов: обзор. Int J Adv Manuf Technol 104: 333–358
Google Scholar
Энами М., Фарахани М., Фарханг М. (2019) Новое исследование точечной точечной сварки с перемешиванием без зазоров и трением Al 2024, армированного нанопорошком оксида алюминия.Int J Adv Manuf Technol 101: 3093–3106
Google Scholar
Бакавос Д., Прангнелл ПБ (2010) Механизмы образования соединений и микроструктуры при ультразвуковой точечной сварке 6111 алюминиевого автомобильного листа большой мощности. Mater Sci Eng A 527: 6320–6334
Google Scholar
Бакавос Д., Прангнелл П.Б. (2009) Влияние уменьшенной или нулевой длины штифта и изоляции опоры на точечную сварку трением с перемешиванием тонкого автомобильного листа толщиной 6111.Sci Technol Weld Join 14: 443–456
Google Scholar
Satpathy MP, Sahoo SK (2017) Экспериментальные и численные исследования ультразвуковой сварки разнородных металлов. Int J Adv Manuf Technol 93: 2531–2545
Google Scholar
Элангован С., Пракасан К., Джайганеш В. (2010) Оптимизация параметров ультразвуковой сварки соединений меди с медью с использованием плана экспериментов.Int J Adv Manuf Technol 51: 163–171
Google Scholar
Элангован С., Ананд К., Пракасан К. (2012) Параметрическая оптимизация ультразвуковой сварки металлов с использованием методологии поверхности отклика и генетического алгоритма. Int J Adv Manuf Technol 63: 561–572
Google Scholar
Лу И, Сонг Х, Табер Г.А., Фостер Д.Р., Даен Г.С., Чжан В. (2016) Измерение относительного движения на месте при ультразвуковой точечной сварке алюминиевого сплава с использованием фотонной доплеровской велосиметрии.J Mater Process Technol 231: 431–440
Google Scholar
Ян Р., Купер Р., Вилкош Д. (2007) Влияние геометрии опоры и энергии сварки на микроструктуру в ультразвуковых точечных сварных швах AA6111-T4. Metall Mater Trans A 38: 570–583
Google Scholar
Chen K, Zhang Y (2015) Механический анализ ультразвуковой сварки с учетом рисунка накатки кончика сонотрода.Mater Des 87: 393–404
Google Scholar
Fujii HT, Endo H, Sato YS, Kokawa H (2018) Эволюция межфазной микроструктуры и формирование сварного шва во время ультразвуковой сварки сплава Al с медью. Mater Charact 139: 233–240
Google Scholar
Чжао Ю.Ю., Ли Д., Чжан Ю.С. (2013) Влияние энергии сварки на межфазную зону ультразвукового сварного соединения Al-Cu. Sci Technol Weld Join 218: 354–360
Google Scholar
Баласундарам Р., Патель В.К., Боле С.Д., Чен Д.Л. (2014) Влияние промежуточного слоя цинка на соединения алюминия и меди, сваренные ультразвуковой точечной сваркой. Mater Sci Eng A 607: 277–286
Google Scholar
Пантели А., Робсон Дж., Чен Ю. С., Прангнелл П. Б. (2013) Эффективность поверхностных покрытий для предотвращения межфазной реакции при ультразвуковой сварке алюминия с магнием. Metall Mater Trans A 44: 5773–5781
Google Scholar
Ni ZL, Ye FX (2017) Влияние конфигурации нахлеста на микроструктуру и механические свойства разнородных сварных соединений меди с алюминием, сваренных ультразвуком. J Mater Process Technol 245: 180–192
Google Scholar
Чен К.К., Чжан Ю.С., Ван Х.З. (2017) Исследование процесса пластической деформации и поверхностного трения для ультразвуковой сварки. Sci Technol Weld Join 22: 208–216
Google Scholar
Prangnell P, Haddadi F, Chen YC (2011) Ультразвуковая точечная сварка алюминия со сталью для автомобильных приложений — микроструктура и оптимизация. Mater Sci Technol 27: 617–624
Google Scholar
Лю Дж, Цао Б., Ян Дж. (2017) Влияние амплитуды вибрации на эволюцию микроструктуры и механическую прочность соединений Cu / Al, сваренных ультразвуковой точечной сваркой. Металлы 7: 471
Google Scholar
Feng M, Xie Y, Zhao C, Luo Z (2018) Микроструктура и механические характеристики соединения пены Cu / Al, сваренного ультразвуковой точечной сваркой с открытыми ячейками. J Manuf Process 33: 86–95
Google Scholar
Liu G, Hu X, Fu Y, Li Y (2017) Микроструктура и механические свойства ультразвукового сварного соединения из алюминиевого сплава 1060 и чистой меди T2. Металлы 7: 361
Google Scholar
Ni ZL, Ye FX (2016) Разнородное соединение алюминия с медью с помощью ультразвуковой сварки. Mater Manuf Process 31: 2091–2100
Google Scholar
Чен К.К., Чжан Ю.С. (2015) Численный анализ распределения температуры в процессе ультразвуковой сварки разнородных автомобильных сплавов. Sci Technol Weld Join 20: 522–531
Google Scholar
Элангован С., Семер С., Пракасан К. (2009) Распределение температуры и напряжения при ультразвуковой сварке металлов — исследование на основе метода FEA.J Mater Process Technol 209: 1143–1150
Google Scholar
Li H, Cao B, Yang J, Cui X (2017) Моделирование ультразвуковой сварки металла соединений Cu-Al. Trans China Weld Inst 38: 5–9
Google Scholar
Li H, Cao B, Liu J, Yang J (2018) Моделирование мощной ультразвуковой сварки соединения Cu / Al. Int J Adv Manuf Technol 97: 833–844
Google Scholar
Лю Дж, Цао Б., Ян Дж. (2018) Моделирование роста интерметаллической фазы при ультразвуковой сварке меди и алюминия высокой мощности. J Manuf Process 35: 595–603
Google Scholar
Ян Дж., Цао Б. (2015) Исследование контактной ультразвуковой сварки при нагревании алюминиевых сплавов 6061 с чистой медью. Mater Des 74: 19–24
Google Scholar
Satpathy MP, Mohapatra KD, Sahoo SK (2018) Ультразвуковая точечная сварка разнородных металлов Al-Cu: исследование параметрического влияния и термомеханическое моделирование.Int J Model Simul 38: 83–95
Google Scholar
Satpathy MP, Sahoo SK (2017) Механические характеристики и металлургические характеристики разнородных соединений, сваренных ультразвуковой сваркой. J Manuf Process 25: 443–451
Google Scholar
Ni ZL, Ye FX (2016) Свариваемость и механические свойства ультразвукового соединения алюминия с медным сплавом с промежуточным слоем.Mater Lett 182: 19–22
Google Scholar
Watanabe T, Yanagisawa A, Konuma S, Yoneda A, Ohashi O (1999) Ультразвуковая сварка Al-Cu и AI-SUS304. Исследование ультразвуковой сварки разнородных металлов. Weld Int 13: 875–886
Google Scholar
Satpathy MP, Sahoo SK (2016) Микроструктурные и механические характеристики соединений Al-Cu, сваренных ультразвуковой точечной сваркой для различных условий поверхности.J Manuf Process 22: 108–114
Google Scholar
Watanabe T, Itoh H, Yanagisawa A, Hiraishi M (2009) Ультразвуковая сварка листа из термообрабатываемого алюминиевого сплава A6061. Weld Int 23: 633–639
Google Scholar
Chen K, Zhang Y (2014) Термомеханический анализ ультразвуковой точечной сварки с учетом акустического смягчающего эффекта. Процедура Eng 81: 2217–2122
Google Scholar
Ян Дж., Цао Б., Лу К. (2018) Исследование межфазного поведения гибридной ультразвуковой контактной сварки. Trans China Weld Inst 39: 26–30
Google Scholar
Сасаки Т., Ватанабе Т., Хосокава Ю., Янагисава А. (2013) Анализ относительного движения при ультразвуковой сварке алюминиевого листа. Sci Technol Weld Join 18: 19–24
Google Scholar
Zhang G, Takahashi Y, Heng Z, Takashima K, Misawa K (2015) Ультразвуковая свариваемость алюминиевой ленты с медным листом и режим образования разнородных соединений.Mater Trans 56: 1842–1851
Google Scholar
Мацуока С., Имаи Х (2009) Для прямой сварки различных металлов используется ультразвуковая вибрация. J Mater Process Technol 209: 954–960
Google Scholar
Ян Дж. У., Цао Б, He XC, Луо Х. С. (2014) Эволюция микроструктуры и механические свойства соединений Cu-Al при ультразвуковой сварке. Sci Technol Weld Join 19: 500–504
Google Scholar
Li H, Cao B, Yang JW, Liu J (2018) Моделирование контактной ультразвуковой сварки при нагревании соединения Cu-Al. J Mater Process Technol 256: 121–130
Google Scholar
Zhang Z, Wang K, Li J, Yu Q, Cai W (2017) Исследование межфазного слоя для соединений алюминия и меди, сваренных ультразвуковой точечной сваркой. Научный журнал 7: 12505
Google Scholar
Hamed A, Yamagata T, Katoh M, Nishio K, Yamaguchi T (2003) Соединение A1050 / A5052 и A1050 / Cu с помощью ультразвукового соединения и оценка их материалов.Q J Ян Велд Соц 21: 493–500
Google Scholar
Fujii HT, Sriraman MR, Babu SS (2011) Количественная оценка объемных и межфазных микроструктур в конструкциях из сплава Al 3003, полученных с помощью сверхмощного ультразвукового аддитивного производства. Metall Mater Trans A 42: 4045–4055
Google Scholar
Shimizu S, Fujii HT, Sato YS, Kokawa H, Sriraman MR, Babu SS (2014) Механизм образования сварного шва при сверхмощном ультразвуковом аддитивном производстве алюминиевого сплава 6061.Acta Mater 74: 234–243
Google Scholar
Fujii HT, Goto Y, Sato YS, Kokawa H (2016) Микроструктура и сопротивление сдвигу внахлест границы сварного шва при ультразвуковой сварке сплава Al с нержавеющей сталью. Scr Mater 116: 135–138
Google Scholar
Toth LS, Gilormini P, Jonas JJ (1988) Влияние скоростной чувствительности на стабильность торсионных текстур. Acta Metall 36: 3077–3091
Google Scholar
Fujii HT, Shimizu S, Sato YS, Kokawa H (2017) Деформация с высокой скоростью деформации в ультразвуковом аддитивном производстве. Scr Mater 135: 125–129
Google Scholar
Холл Е.О. (1954) Изменение твердости металлов в зависимости от размера зерна. Природа 173: 948–949
Google Scholar
Абдолла-Заде А., Саид Т., Сазгари Б. (2008) Микроструктурные и механические свойства сварных трением с перемешиванием соединений внахлестку алюминия / меди.J Сплавы Compd 460: 535–538
Google Scholar
Йилбас Б.С., Сахин А.З., Кахраман Н., Аль-Гарни А.З. (1995) Сварка трением материалов St-Al и Al-Cu. J Mater Process Technol 49: 431–443
Google Scholar
Пател В., Боле С., Чен Д.Л. (2014) Ультразвуковая точечная сварка алюминия с высокопрочной низколегированной сталью: микроструктура, свойства при растяжении и усталости.Metall Mater Trans A 45: 2055–2066
Google Scholar
Ni ZL, Ye FX (2018) Ультразвуковая точечная сварка алюминиевых сплавов: обзор. J Manuf Process 35: 580–594
Google Scholar
Pouranvari M, Marashi SPH (2013) Критический обзор точечной сварки автомобильных сталей: процесс, структура и свойства. Sci Technol Weld Join 18: 361–403
Google Scholar
Bergmann JP, Regensburg A, Schürer R, Petzoldt F, Herb A (2017) Влияние характеристик интерфейса на свойства соединения и механизмы диффузии во время ультразвуковой сварки металлов Al / Cu. Weld World 61: 499–506
Google Scholar
Ao S, Li C, Zhang W, Wu M, Dai Y, Chen Y, Luo Z (2019) Эволюция микроструктуры и механические свойства соединений, сваренных ультразвуковой точечной сваркой Al / Cu во время термической обработки. J Manuf Process 41: 307–314
Google Scholar
Sahoo SK, Datta S (2014) Оптимизация предела прочности при ультразвуковой сварке внахлест разнородных металлов с использованием философии Тагучи. Appl Mech Mater 592-594: 652–657
Google Scholar
Satpathya MP, Mishraa SB, Sahoo SK (2018) Ультразвуковая точечная сварка разнородных металлов алюминий-медь: исследование прочности соединений путем экспериментов и методов машинного обучения. J Manuf Process 33: 96–110
Google Scholar
Satpathy MP, Moharana BR, Dewangan S, Sahoo SK (2015) Моделирование и оптимизация ультразвуковой сварки металлов на разнородных листах с использованием подхода на основе нечеткого генетического алгоритма. Eng Sci Technol, Int J 18: 634–647
Google Scholar
Хан У., Хан Н.З., Гулати Дж. (2017) Ультразвуковая сварка биметаллов: оптимизация параметров процесса для достижения максимальной прочности на сдвиг и пластичности сварных швов. Процедуры Eng 173: 1447–1454
Google Scholar
Regensburg A, Petzoldt F, Schürer R, Hellwig P, Bergmann JP (2017) Влияние локального предварительного нагрева во время ультразвуковой сварки соединений Al-Cu на уплотнение прядей и образование связи. Weld world 61: 443–451
Google Scholar
Satpathy MP, Sahoo SK, Datta S (2016) Конструкция акустического рупора и влияние параметров процесса на свойства разнородной ультразвуковой сварки алюминия с латунью. Mater Manuf Process 31: 283–290
Google Scholar
Xi L, Banu M, Hu SJ, Cai W., Abell J (2017) Прогнозирование характеристик для соединений разнородных материалов, сваренных ультразвуковой сваркой. J Manuf Sci Eng 139: 011008
Google Scholar
Wu X, Liu T, Cai W. (2015) Микроструктура, сварочный механизм и разрушение ультразвуковых сварных швов Al / Cu. J Manuf Process 20: 321–331
Google Scholar
Zhao Y, Chen Y, Luo Z, Feng M, Qi B (2018) Анализ ортогональных свойств сварных соединений металлов, сваренных ультразвуком на основе меди и алюминия.J Tianjin Univ (Sci Technol) 51: 735–740
Google Scholar
Аль-Сарраф З.С. (2013) Исследование ультразвуковой сварки металлов (диссертация). Университет Глазго
Чанг У.И., Фриш Дж. (1974) Об оптимизации некоторых параметров при ультразвуковой сварке металлов. Сварка J 53: 24–35
Google Scholar
Элангован С., Венкатешваран С., Пракасан К. (2012) Экспериментальные исследования по оптимизации параметров ультразвуковой сварки соединений меди с латунью с использованием метода поверхности отклика и генетического алгоритма.Int J Adv Eng Res Stud 1: 1–6
Google Scholar
Карбони М., Аннони М. (2011) Ультразвуковая сварка металла соединений внахлест AA 6022-T4: часть II — усталостное поведение, анализ отказов и моделирование. Sci Technol Weld Join 16: 116–125
Google Scholar
Бабой М., Грюэлл Д. (2010) Сравнение алгоритмов управления ультразвуковой сваркой алюминия. Сварной шов J 89: 243– 248 с
Google Scholar
Бабой М., Грюэлл Д. (2009) Влияние буферных листов на прочность на сдвиг алюминиевых соединений, сваренных ультразвуковой сваркой. Weld J 88: 86s – 91s
Google Scholar
Zhao N, Li W, Cai W., Abell JA (2014) Исследование усталостной долговечности сваренных ультразвуком язычковых соединений литий-ионных аккумуляторов на основе электрического сопротивления. J Manuf Sci Eng 136: 051003
Google Scholar
Точечная сварка алюминия, установка для точечной сварки, в Бангалоре, Balaji Metal Tech
Точечная сварка алюминия, установка для точечной сварки, वेल्डिंग в Бангалоре, Balaji Metal Tech | ID: 6581847562Уведомление : преобразование массива в строку в / home / indiamart / public_html / prod-fcp / cgi / view / product_details.php на линии 290
Описание продукта
Balaji Metal Tech предлагает своим клиентам свои услуги.Мы занимаемся сваркой металлов из алюминия и нержавеющей стали. Наши сварочные услуги включают одно- и трехфазную сварку. это — это процесс, в котором две соприкасающиеся металлические поверхности соединяются друг с другом за счет тепла. Для сварки алюминия необходимо использовать более высокие уровни тока из-за его низкого удельного сопротивления.
Наша машина легкая и использует новейшие технологии. Технология зажигания иглы с ее разрядной способностью сокращает процесс сварки до очень короткого времени (3 миллисекунды).Это сводит к минимуму перегрев, который может вызвать деформацию панелей, или покрасочные работы и покрытия на обратной стороне панелей. Цифровая и светодиодная индикация и регулировка напряжений обеспечивают точный контроль сварочного процесса. Максимальная скорость сварки составляет 20 шт / мин. Эта сварка алюминия может удовлетворить любые требования к ремонту.
Технические характеристики установки для точечной сварки алюминия: