выбрать из 220 мастеров по ремонту, изучив отзывы на Профи
Анна оставилa отзыв
Отличный специалист Соотношение цена качество на 5+ Буду рекомендовать как великолепного исполнителя сварных работ
15 ноября 2021 · Промышленный
Точечная сварка, Сварка металлоконструкций
Владислав оставил отзыв
Пять с плюсом
Выполнил все поставленные задачи по сварке, рекомендую!
16 июня 2018 · Самара
Сварка
Сергей оставил отзыв
Оперативно,качественно, за адекватные деньги выполнил работу по сварке стула
5 декабря 2020 · Октябрьский
Сварка
Артем оставил отзыв
Сварочные работы выполнил оперативно, без лишних вопросов и по адекватной цене. С такими людьми приятно работать.
20 июля 2021 · Красноглинский
Сварка металлоконструкций
Сергей оставил отзыв
Пять с плюсом
Все понравилось и мне и супруге сделано всё просто так как мне хотелось рекомендую всем кому понадобиться хороший сварщик обращайтесь к Александру не пожалеете
26 июня 2019 · Кировский
Сварка
Екатерина оставилa отзыв
Ответил на запрос быстро, провёл сварочную работу в квартире хорошо и в этот же день. Было немного волнительно за личные вещи и летающие искры. Большой плюс — был обещан повторный визит если будут возникать вопросы по проведённой ему работой.
Было немного волнительно за личные вещи и летающие искры. Большой плюс — был обещан повторный визит если будут возникать вопросы по проведённой ему работой.
29 октября 2019 · Самарский
Сварка
Семенова Надежда Анатольевна оставилa отзыв
Пять с плюсом
Молодец, сам закупил материалы привёз изготовил всё по размерам! Отличный мастер, рекомендую! Буду к нему обращаться и советую всем!!!
24 января 2021 · Кинель
Сварка
Михаил оставил отзыв
Все понравилось,быстро, качественно
22 ноября 2021 · Советский, Октябрьский, Железнодорожный
Сварка металлоконструкций
Владимир оставил отзыв
Пять с плюсом
Прекрасный специалист, приехал точно ко времени, сделал все быстро и точно по указаниям.
25 сентября 2021 · Советский
Сварка металлоконструкций
Сварка нержавейки современным инвертором с электродами
Рассмотрим вопрос, какая же бывает электросварка, нержавеющей стали, покрытыми электродами.Сварочный инвертор
Сварочный инвертор – это устройство являющееся источником питания для электрической дуги сварочного аппарата. Главная задача инвертора – обеспечить стабильную сварку, горение дуги и легкий поджиг. Сварочный процесс зависит от нескольких параметров.
Главная задача инвертора – обеспечить стабильную сварку, горение дуги и легкий поджиг. Сварочный процесс зависит от нескольких параметров.
Самый важным фактор – устойчивость к помехам и колебаниям. Сварочная дуга может питаться от выпрямителя, инвертора или трансформатора. Инверторный тип аппарата появился в 20 веке и стал невероятно популярным, благодаря своим рабочим показателям. Об известности инвертора можно судить по видео в сети Интернет. Каждый современный сварщик использует компактный инвертор.
Профессионалы, тщательно подбирают оборудование, для каждой работы
Принцип действия инвертора
 Сварка инвертором повышает КПД работы, можно плавно регулировать параметры сварки и добиться минимального разбрызгивания металла. Если снять видео, то видно, что практически нет потерь металла во время работы.
Сварка инвертором повышает КПД работы, можно плавно регулировать параметры сварки и добиться минимального разбрызгивания металла. Если снять видео, то видно, что практически нет потерь металла во время работы.Технология варки легированных сталей
Сварка нержавейки – это трудная задача в домашних условиях, зависящая от многих параметров. Согласно принятой классификации нержавеющая сталь относиться к типу высоколегированных сталей. В качестве легирующего элемента используется хром с содержанием около 20%. Кроме него в нержавейке могут присутствовать молибден, никель, марганец, титан и другие. Дополнительные металлы увеличивают антикоррозионные свойства нержавейки, а также придают ей другие физико-механические качества.
На сварку нержавейки оказывают влияние несколько свойств, которыми обладает высоколегированный металл:
- Теплопроводность. У высоколегированных сталей теплопроводность ниже в 2 раза, чем у низкоуглеродистых металлов. Из-за этого сварка нержавейки происходит при пониженной силе тока на 20%.

- Коэффициент линейного расширения больше, чем у других металлов. Поэтому необходим достаточный зазор между толстыми деталями, чтобы избежать деформаций. Если снять процесс сварки на видео, то видно как неравномерно расширяются детали из нержавейки.
- Высокохромистые стали могут терять свои антикоррозионные свойства. Это явление назвали межкристаллической коррозией. Дело в том, что при температуре сварочных работ, по краям металлических зерен появляется карбид хрома и железа, с помощью которого в структуру металла проникает коррозия. С этим явлением борются различными способами. В основном быстро охлаждают место сварки, чтобы не допустить потери коррозионной стойкости.

При выборе сварочного аппарата, необходимо учитывать множество важных факторов
Перед началом сварки нержавейки инвертором в домашних условиях поверхность тонкой или толстой детали обрабатывается таким же методом, как и перед сваркой низкоуглеродистых сталей. За исключением одного момента – сварной стык должен быть с зазором, чтобы происходила свободная усадка. Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном). С помощью растворителя убирают жир, которые снижает устойчивость дуги.
Поверхность деталей и кромки зачищают стальной щеткой и промывают растворителями (бензином или ацетоном). С помощью растворителя убирают жир, которые снижает устойчивость дуги.
Ручная сварка нержавейки в домашних условиях с помощью инвертора и покрытых электродов позволяет соединить детали с приемлемым качеством шва, а когда нет особых требований к соединению, то не надо заморачиваться с другими способами сварки. Чтобы определить какую марку электрода выбрать, достаточно обратиться к ГОСТу “Электроды покрытые для сварки высоколегированных сталей”. Если известна марка легированной стали, то легко по ГОСТу определить тип электрода. Например, это могут быть ЦП-11 или ОЗЛ-8.
Сварка нержавейки производится током обратной полярности. Во время работы нужно стараться меньше проплавлять шов и использовать электроды маленького диаметра. Но это справедливо для тонкой детали из легированной стали. Чем толще свариваемая поверхность, тем больше по диаметру выбирается электрод. Сила тока в инверторе должна быть понижена на 20% по сравнению со сваркой низколегированных сталей. Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки. Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Низкая теплопроводность электродов и высокое сопротивление при использовании тока высокого номинала может привести к отваливанию кусков покрытия электродов. По тем же самым причинам электроды плавятся быстрей во время сварки нержавейки. Это надо учитывать, если вы первый раз варите нержавеющую сталь электродом.
Чтобы сохранить коррозионную стойкость тонкой или толстой детали нержавейки, нужно производить охлаждение. Для этого используют медные подкладки, а если нержавейка является хромоникелевой аустенитной сталью, то можно использовать воду.
Как добиться качественного сварного шва
Сварка нержавейки требует особого мастерства. Даже полезное видео с техникой работы не сможет помочь, если вы не владеете определенными навыками. Разумеется, задача упрощается при сварке под аргоном, но и простым инвертором с прямым током можно добиться высокого качества шва.
Большинство изделий из нержавейки применяются в фармацевтической, пищевой отрасли или в домашних условиях. Это требует определенной обработки шва. Чтобы изделие выглядело привлекательно в жизни и на видео, сварной шов зачищают и полируют при помощи абразивов на основе оксида циркония или алюминия. После такой обработки нержавеющее изделие не требует дополнительного санитарного ухода.
Точечная сварка
Способы точечной сварки и области ее применения.
Точечной контактной сваркой соединяют детали от 0,05 до 6 мм. Диапазон можно расширять от 10 микрон до 30 микрон.
Под точечную сварку детали изготавливают из листовых материалов, прессованных полуфабрикатов, штампованных, литых, кованных и обработанных резанием заготовок, чаще всего после штамповки.
Выбор того или иного способа сварки определяется толщиной детали, материалом, конструкцией узла, масштабом и характером производства, требованиями, предъявляемыми к качеству соединения, а также требованиями производительности процесса.
В зависимости от качества одновременно свариваемых точек и способа подвода тока на заготовку применяют разные способы точечной сварки.
1. Одноточечная двухсторонняя сварка.
2. Одноточечная односторонняя сварка.
Применяется чаще всего для приварки подшивки к каркасу.
3. Одноточечная односторонняя сварка пистолетом, прижимаемым вручную.
Нестабильное качество сварки. Применяется при приварке громоздких узлов в труднодоступных местах.
4. Двухточечная односторонняя сварка на медной подкладке.
Чем толще первая деталь, тем больше ток шунтирования. осуществляет сварку. Часть тока шунтирует через верхнюю деталь. Чтобы снизить сопротивление для сварочного тока применяют сварочную подкладку.
5. Двухточечная односторонняя сварка без шунтирования тока.
По такому принципу работают все контактные многоточечные мешины, созданные для сварки арматурных сеток на заводах ЖБИ.
Для листовых конструкций , для арматурных .
6. Двухточечная двухсторонняя сварка со спаренными трансформаторами.
Если шунтирование тока не значительное, то сварка крупногабаритных ответственных узлов в крупносерийном и массовом производстве.
7. Многоточечная односторонняя сварка с питанием от одного трансформатора с двумя раздельными вторичными обмотками.
Чередующиеся подключения через одно способствуют исключению шунтирования тока через верхнюю деталь.
8. Многоточечная односторонняя сварка с питанием от нескольких трансформаторов.
Два или три трансформатора отдельных при той же мощности потребляют меньше тока из силовой сети и равномернее нагружают ее фазы. .
9. Многоточечная двухсторонняя сварка с питанием от нескольких трансформаторов.
Если геометрия конфигурации свариваемой детали позволяет, то этот способ сварки является предпочтительным, т.к. .
Конструирование узлов и соединений точечной шовной сварки.
Конструктивные требования к узлам соединений определяются конструктивным процессом точечной шовной сварки и применяемым оборудованием.
Наиболее дешевым является универсальное оборудование. При его использовании желательно учитывать следующее:
1. Сечение детали и приспособлений из ферромагнитных сталей, вводимых в контур машины должно быть минимальным, т.к. магнитная сталь увеличивает индуктивное сопротивление контура в связи с тем, что магнитное поле контура, создаваемое током, наводит в этих сталях вихревые токи, на что расходуется энергия.
Разница сварочного тока 30-40%. С увеличением величины А при введении ферромагн. в контур сварочный ток будет уменьшаться.
2. При проектировании самих деталей необходимо предусматривать свободный доступ электродов к свариваемой зоне.
3. Толщина детали в зоне сварки под электродом не должна существенно отличаться, т.к. при соотношении толщин более 3:1 требуется применение технических приемов.
4. Желательно, чтобы все точки в узле можно было сварить в любой последовательности при минимальном шунтировании тока и деформации детали.
5. Если усилие от электродов воспринимается всем узлом, то его жесткость длжна быть достаточной, чтобы не вызвать деформацию.
6. Точки не должны располагаться в труднодоступных местах или вблизи ребер.
7. В пакете свариваемых деталей желательно иметь не более двух. Допустима сварка трех деталей для сварки неответственных изделий.
8. Нахлесточные соединения должны быть спроектированы при строгом соблюдении номинальных размеров литого ядра, шага между точками и величины нахлестки.
Относительная величина проплавления детали:
Глубина отпечатка:
Уменьшение проплавления А снижает надежность соединения, а увеличение деформации от электрода С приводит также к снижению прочности (снижается рабочее сечение).
Минимальное tш выбирают с учетом шунтирования тока в предыдущую точку.
Величина нахлестки lн должна быть в пределах 4dя с целью исключения выхода литого ядра за пределы кромок детали.
Чем выше теплопроводность металла, больше его толщина, тем больше должен быть шаг между точками.
Конструктивно, чем выше , тем лучше, но иногда возникает требование уменьшить до минимальных размеров с целью увеличения прочности. Поэтому в случае необходимости вместо точечной сварки надо переходить на рельефную и применяют плоские электроды на тех же контактных машинах.
При сварке Al сплавов увеличивается на 20%, а Cu сплавов – на 30-40%.
Подготовка деталей под сварку.
Точечная шовная сварка.
1.1 Подготовка поверхностей деталей:
-очистка;
-промывка;
-пассивирование ( т.е. создание коррозионностойкой защитной пленки).
1.2. Подгонка и правка.
1.3. Сборка и прихватка.
1.4. Антикоррозионная защита – иногда проводится перед сборкой и прихваткой.
1. Подготовка.
Детали из горячекатаной стали очищают дробеструйной и пескоструйной обработкой, щетками, травление в 10% h3SO4 с последующей промывкой водой и нейтрализацией щелочью.
Холоднокатаную сталь промывают холодной водой с последующей сушкой в камере.
При мелкосерийном и штучном производстве окалину можно удалить горелками с ацетилено-кислородным пламенем.
Алюминиевые сплавы травят в растворе KOH и NaOH, промывают, иногда пассивируют в растворах солей фосфора. После травления детали хранятся в пакетах в течение 5 суток.
Титановые сплавы очищают окислом HNO3 и HCl с промывкой и сушкой.
Медные сплавы – также HNO3 и HCl с промывкой и протиркой мест под сварку.
2. Правка.
На специальных приспособлениях, прессах или оправках, можно молотком.
Детали с малой жесткостью не требуют правки, если сборочно-сварочные операции обеспечивают требуемые свойства.
Подгонка обычно совмещается с правкой.
Качественной считается сборка, если отсутствует зазор или находится в пределах допустимого.
Проверить можно шаблоном
3. Прихватка.
Обязательна при сварке длинных деталей (150-200 мм) и деталей сложной формы, для сварки титановых и нержавеющих сталей (50-80 мм), направление – от середины к краям или от мест с наибольшей к местам с наименьшей жесткостью.
4. Антикоррозионная защита
С точки зрения коррозионной стойкости нахлесточные соединения – самые чувствительные к коррозии.
Для изделий, подвергающихся агрессивному воздействию, необходима антикоррозионная защита.
Лучше всего наносить перед сборкой. Это электропроводные смолы, грунты, клеи с длительным периодом полимеризации.
Кузова автомобилей варят сваркой по клею. Хорошо работает при знакопеременных нагрузках.
Автомобильные кузова варят по электропроводному грунту.
Применяют металлические защитные покрытия.
Применяют цинк, свинец, гафний, олово.
При сварке деталей, покрытых защитными металлическими покрытиями, возникают проблемы, связанные с тем, что цинк, олово, свинец плавятся при (гораздо) более низких температурах.
Низкая температура плавления защитных металлических покрытий приводит к тому, что покрытие в контакте деталь-деталь плавится при t=400-1100, и по этому жидкому слою растекаются линии тока, снижая плотность тока в зоне контакта, и стальные детали при выдавливании этого жидкого покрытия, попадая в контакт, не расплавляются.
Сварочные усилия 1,5-2р и ток 1,5-2р – надо приложить для формирования литого ядра между деталями.
При сварке несколькими импульсами задается число импульсов, длительность и время паузы.
Режим сварки обычно выбирают в зависимости от толщины и вида материала по таблицам.
Выбранный режим устанавливается на контактной машине и свариваем образец.
Сила сварочного тока зависит от толщины металла, удельного сопротивления
Для машин переменного тока =6500, ориентировочно, где
– толщина одной детали, мм (более тонкого)
С увеличением толщины деталей плотность тока снижается.
j=80-160 А/мм – на мягких режимах
j=200-500 А/мм – на жестких режимах
Длительность протекания сварки зависит от теплофизических свойств. 2 – нержавеющие и титановые сплавы
2 – нержавеющие и титановые сплавы
Форма и диаметр рабочей поверхности электрода: с плоской или сферической рабочей поверхностью.
Особенности сварки деталей различной толщины.
При сварке деталей резко различной толщины возникает проблема со смещением литого ядра в более толстую деталь.
При этом тонкая может быть не проплавлена вообще.
Чтобы сместить ядро нужно увеличить плотность тока и уменьшить теплоотвод из тонкой детали в электрод.
Проще это сделать, уменьшив диаметр электрода со стороны тонкой детали, тогда теплоотвод будет уменьшен благодаря малым размерам электрода.
Можно взять электроды с разной теплопроводностью: со стороны тонкой детали – с высокой, со стороны толстой – с низкой.
Особенности сварки разнородных материалов.
1. Меньший диаметр электрода со стороны латуни.
2. Электрод с вольфрамовой вставкой со стороны латуни.
3. Теплоотражающий экран.
Особенности шовной сварки обечаек.
При сварке цилиндрических обечаек площадь контакта нижнего электрода с нижней деталью в несколько раз больше площади контакта верхнего электрода с верхней деталью.
Плотность тока в нижнем электроде меньше, а теплоотвод выше от нижней детали, поэтому литые ядра будут смещаться в верхнюю деталь.
Нужно взять нижний ролик намного меньшего диаметра, чем верхний.
Можно уменьшить ширину и радиус рабочей поверхности контактирующей детали.
Проблемы усугубляются, когда приходится варить разнотолщинные или разнородные детали.
Поэтому часто приходится уменьшать диаметр ролика, ширину и радиус рабочей поверхности и применять ролики с различными теплофизическими свойствами.
Также по теме:
Шовная контактная сварка. Описание и прараметры шовной сварки.
Рельефная сварка. Технология и разновидности рельефной контактной сварки.
Точечная сварка — Аргоник — аргонная сварка
Наша компания оказывает услуги по точечной сварке в Москве.
Точечная сварка относится к контактной сварке. Процесс самой сварки чугуна или алюминия происходит плавлением за счёт возбуждения дуги между двумя медными электродами, между которыми и находится свариваемый металл. Помимо того на прочность сварного соединения влияет и давление, оказываемое электродами. То есть этот тип сварки можно отнести к комбинированному плавлением-давлением.
Данный вид сварки не так прост, как кажется на первый взгляд, а требует профессионализма сварщика. Давление должно быть таким, чтобы преодолеть пластическую деформацию металла, но не нарушить его целостность. Необходимое давление увеличивается пропорционально толщине металла и силе сварочного тока. При недостаточном давлении расплавленный метал выпрыскивается в зазор между металлом, а при недостатке силы тока обеспечен непровар. Если же составляющие точечной сварки превысят необходимое значение, то неизбежен прожог, нарушение целостности. Поэтому выбор режима сварки играет главную роль в формировании качественного сварного соединения.
При большой толщине свариваемого металла электрическая, тепловая и физическая нагрузка на электроды так велика, что срок их службы значительно сокращается. Тем более материал электродов выбран специально пластичным для увеличения электропроводности.
Точечная сварка позволяет надёжно скрепить листовой металл небольшой толщины, разнородный материал.
Поскольку здесь не используются защитные газы или шлаковые составляющие, то казалось бы, что газы окружающей среды могут свободно проникнуть в сварочную ванну. На самом деле, точка металла расплавляется исключительно между электродами и ограничена их диаметром. Проникновение вредных газов исключено. Сам металл точки кристаллизуется после прекращения внешнего воздействия от внешних поверхностей к центру и имеет, соответственно, столбчатую дендритную стуктуру.
Требования к качеству металла сварного точечного шва практически не отличаются от стандартных требований:
- отсутствие пор
- отсутствие трещин
- провар
- отсутствие прожогов и вмятин
- равномерная литая структура
- соответствие толщины металла и диаметра точки
Со сваркой низкоуглеродистой стали не возникает никакаих проблем, поскольку она обладает отличной свариваемостью. При сварке высокопрочных сталей следует увеличивать давление. При сварке высокоуглеродистых сталей, сталей склонных к закалке и с повышенным содержанием углерода, следует применять мягкие режимы. При жёстких режимах велика вероятность образования трещин.
При сварке высокопрочных сталей следует увеличивать давление. При сварке высокоуглеродистых сталей, сталей склонных к закалке и с повышенным содержанием углерода, следует применять мягкие режимы. При жёстких режимах велика вероятность образования трещин.
После процесса сварки лучше всего применить термообработку. Поскольку в момент образования расплавленного металла точки нагревалась и околошовная зона, то там остались внутренние напряжения, ухудшающие качество соединения. Можно сразу после окончания сварки повторно провести ток в точке. Но чаще всего применяют высокий отпуск.
Хорошо подвергаются контактной сварке нержавеющая сталь, хромоникелиевая и оцинкованная стали, алюминий и его сплавы, магниевые сплавы и многие другие.
Контактная сварка 🏭 в Мурманске, цена услуги в сервисе Myguru
Об исполнителе
Занимаемся капитальным и мелким ремонтом с 2015 года , а также установка и ремонт бытовой техники , уборка помещений , вывозом мусора и так далее.
Нас полноценная бригада опытных мастеров
которые не употребляет алкоголь и наркотические вещества.
Работаем по договору на большие работы , проводим все через налоговую службу .
Интересует сотрудничество на постоянной основе или большие объекты.
Класический ремонт
Классический стиль в дизайне предполагает простые, лаконичные и строгие формы с множеством архитектурных деталей, однако ремонт может выглядеть и богато, с использованием разнообразных элементов декора.
В этом стиле удачно комбинируются эстетичное изящество с функциональностью и уютом.
Главная особенность жилища в классическом стиле — гармония, лаконичность и симметрия.
Обязательные атрибуты классического стиля это: расписанные стены и потолок, замысловатые многоуровневые потолочные конструкции, изумительная лепнина, колонны, атланты, кариатиды. А также наборный художественный паркет (из редких пород древесины) с разнообразными завитками, позолоченная резная мебель, шикарный шелковый текстиль, плотные шторы с подхватами и кистями, настоящий каменный камин, необычные светильники, выполненные из бронзы, множество картин.
Обстановка состоит из винтажной высококачественной мебели из натурального дерева.
Предметы располагаются симметрично: в классическом стиле исключена хаотичная расстановка меблировки.
Комнаты наполнены светом, воздушные за счет высоких потолков. Если помещение не подходит по своим габаритам под описанные условия, то, используя дизайнерские приемы, можно расширить пространство.
Замысловатая отделка и необычные архитектурные решения: лепнина, розетки под люстру, колонны, традиционные камины в шикарных порталах, барельефы.
Спокойные цвета отделки, обычно это бежево-шоколадные оттенки, пастельные тона с включениями черного и золотого.
В последнее время все популярнее становится классическая мебель. Чтобы воссоздать такие модели, многие дизайнеры находят в музеях и на аукционах эскизы винтажной меблировки. Однако сотворить антикварную мебель можно самостоятельно: деревянные предметы необходимо состарить, используя прием под названием decape. Технология обработки поверхности заключается в множественном нанесении и снятии слоев краски и воска.
Технология обработки поверхности заключается в множественном нанесении и снятии слоев краски и воска.
… Показать всё
Скрыть
Преимущества контактной сварки нержавеющей стали
Существует несколько видов методов и процессов сварки, которые компания Marlin применяет для своих нестандартных форм проволоки, наиболее распространенными из которых являются процессы дуговой сварки (такие как сварка MIG и сварка TIG) и сварка сопротивлением. Хотя оба процесса связаны с использованием электричества для соединения двух кусков металла, между ними есть несколько различий.
Например, в процессах дуговой сварки для соединения двух заготовок часто используется присадочный материал, а в контактной сварке — нет.При контактной сварке давление является основным фактором завершения сварного шва, в то время как дуговая сварка не так сильно зависит от этого.
Как и любой другой производственный процесс, контактная сварка при неправильном обращении может привести к дефектам конечной заготовки. Однако, несмотря на необходимость точного контроля электричества, времени сварки и давления, контактная сварка остается предпочтительным методом Marlin для соединения заготовок из нержавеющей стали.
Однако, несмотря на необходимость точного контроля электричества, времени сварки и давления, контактная сварка остается предпочтительным методом Marlin для соединения заготовок из нержавеющей стали.
Почему?
Потому что, несмотря на относительную сложность процесса, использование контактной сварки нержавеющей стали имеет ряд ключевых преимуществ:
Что такое сварка сопротивлением?
Сварка сопротивлением — это процесс электросварки, при котором две заготовки удерживаются вместе при пропускании через них тока.Тепло для соединения заготовок создается их сопротивлением проходящему через них электрическому току.
Прижимая две детали друг к другу во время процесса сварки, их можно соединить навсегда, хотя необходимо соблюдать осторожность с величиной прикладываемого давления и продолжительностью подачи электричества.
Преимущества контактной сварки
- Точная, беспроблемная сварка. Общая проблема со многими сварными швами, в которых используются присадочные материалы, заключается в том, что присадочный материал может трескаться и разбрызгиваться в процессе сварки, создавая неприглядные острые края или заусенцы, которые впоследствии необходимо сгладить. Сварка сопротивлением не использует наполнитель. Таким образом, при соединении двух деталей из нержавеющей стали гораздо меньше риск разбрызгивания сварного шва (при условии, что сварное соединение не сильно перегрето).
- Быстрая сварка нержавеющей стали. Одна из интересных особенностей нержавеющей стали заключается в том, что большинство ее составов имеют довольно высокое электрическое сопротивление. Поскольку контактная сварка работает, пропуская электричество через материал и выделяя тепло за счет сопротивления, нержавеющая сталь имеет тенденцию очень быстро нагреваться до температуры сварки.Это позволяет выполнять контактную сварку невероятно быстро — например, сварочный аппарат Marlin IDEAL может выполнить сварку за две миллисекунд (т. е. 2/1000 секунды).
- Снижение обесцвечивания в месте сварки. Поскольку контактная сварка может быть очень быстрой (при управлении среднечастотным контроллером сварки постоянным током), тепло от сварки имеет меньше шансов распространиться. Это сводит к минимуму риск ожогов и обесцвечивания вокруг места сварки.
- Устранение искривления. Если заготовка слишком долго находится в горячем состоянии, она может начать терять форму, изгибаясь в месте сварки. Итак, еще одно преимущество молниеносных процессов сварки, таких как контактная сварка нержавеющей стали, заключается в том, что эти деформации в значительной степени устраняются — металл не остается горячим достаточно долго, чтобы деформироваться.
- Не нужно беспокоиться о флюсе/наполнителе. Сварка сопротивлением вообще не использует присадочный материал . Из-за этого нет причин беспокоиться о необходимости непрерывно подавать наполнитель или останавливать машину для его пополнения.Кроме того, сварка сопротивлением, в отличие от дуговой сварки, не нуждается в защитных газах. Это отсутствие зависимости от расходных материалов гарантирует, что машина для контактной сварки может работать с максимальной производительностью в течение всего дня без перерыва.
 Сварка сопротивлением не использует наполнитель. Таким образом, при соединении двух деталей из нержавеющей стали гораздо меньше риск разбрызгивания сварного шва (при условии, что сварное соединение не сильно перегрето).
Сварка сопротивлением не использует наполнитель. Таким образом, при соединении двух деталей из нержавеющей стали гораздо меньше риск разбрызгивания сварного шва (при условии, что сварное соединение не сильно перегрето). Это сводит к минимуму риск ожогов и обесцвечивания вокруг места сварки.
Это сводит к минимуму риск ожогов и обесцвечивания вокруг места сварки.
Есть вопросы о сварке нестандартных форм проволоки? Свяжитесь с командой Marlin Steel, чтобы получить ответы. Инженеры-механики Marlin имеют многолетний опыт оказания помощи производителям, разрабатывая идеальные индивидуальные металлические формы для их нужд.
Соединения контактной точечной сваркой листов аустенитной нержавеющей стали AISI 316L: фазовые превращения, механические свойства и характеристики микроструктуры
https://doi.org/10.1016/j.matdes.2014.04.075Получить права и содержаниеОсобенности
- •
Точечная контактная сварка листов из нержавеющей стали AISI 316L.
- •
Прогноз микроструктуры с использованием диаграмм Шеффлера и псевдобинарных диаграмм.
- •
Образовались неравновесные фазы, в том числе скелетный, игольчатый и пластинчатый дельта-феррит.
- •
Механические характеристики сварных швов, включая пиковую нагрузку и энергию разрушения.
- •
При различных сварочных токах обнаружены различные виды разрушения.

Abstract
В этой статье мы стремимся оптимизировать параметры сварки, а именно сварочный ток и время контактной точечной сварки (RSW) листов аустенитной нержавеющей стали марки AISI 316L. Затем было исследовано влияние оптимальных параметров сварки на свойства контактной точечной сварки и микроструктуру листов аустенитной нержавеющей стали AISI 316L.Рассмотрено влияние сварочного тока при постоянном времени сварки на такие свойства сварного шва, как размер очага сварки, несущую способность свариваемых материалов при растяжении-сдвиге, виды разрушения, энергия разрушения, пластичность, а также микроструктура очага сварки. Более подробно проанализированы фазовые превращения, происходящие в термическом цикле сварки, в том числе металлографические исследования сварки аустенитных нержавеющих сталей. Металлографические изображения, механические свойства, фотографии электронной микроскопии и измерения микротвердости показали, что область между межфазным переходом в режим вытягивания и пределом отрыва определяется как оптимальный режим сварки. Изображения, полученные при помощи растрового микроскопа с обратным рассеянием электронов (BE-SEM), показали различные типы дельта-феррита в сварных швах. Три морфологии дельта-феррита состоят из скелетной, игольчатой и реечной морфологий дельта-феррита, сформированных в областях контактной точечной сварки в результате неравновесных фаз, что можно объяснить быстрой скоростью охлаждения в процессе RSW и, следовательно, предсказание и объяснение полученных морфологий. на основе Шеффлера, WRC-1992 и псевдобинарных фазовых диаграмм было бы трудной задачей.
Изображения, полученные при помощи растрового микроскопа с обратным рассеянием электронов (BE-SEM), показали различные типы дельта-феррита в сварных швах. Три морфологии дельта-феррита состоят из скелетной, игольчатой и реечной морфологий дельта-феррита, сформированных в областях контактной точечной сварки в результате неравновесных фаз, что можно объяснить быстрой скоростью охлаждения в процессе RSW и, следовательно, предсказание и объяснение полученных морфологий. на основе Шеффлера, WRC-1992 и псевдобинарных фазовых диаграмм было бы трудной задачей.
Ключевые слова
Ключевые слова
Ключевые слова
Ключевые слова
Ключевые слова
Ключевые слова
Ключевые слова
Ключевые слова
Ключевые слова
Ключевые слова
Сопротивление Сопротивление Сварка
AISI 316L АУСТЕНИЧЕСКАЯ Нержавеющая Сталь
Оптимизация сварки
Механические свойства
Характеристики микроструктуры
Фазовые преобразования
Рекомендуемые статьи по фазы
Рекомендуемые статьи Статьи (0)
Посмотреть полный текст Copyright © 2014 Elsevier Ltd . Все права защищены.
Все права защищены.
Рекомендуемые статьи
Цитирующие статьи
(PDF) Исследование точечной сварки аустенитной нержавеющей стали типа 304
Journal of Applied Sciences Research, 3(11): 1494-1499, 2007
© 2007, INSInet Public 2 Автор корреспонденции: Дж.Б. Шамсул, Школа материаловедения, Перлисский университет Малайзии.
Адрес электронной почты: [email protected]
1494
Исследование точечной сварки аустенитной нержавеющей стали типа 304
Ж.Б. Шамсул и М.М. Hisyam
12
Школа материаловедения, Университет Малайзии Perlis
1
Комплекс Pusat Pengajian 2, Taman M uhibbah, Jejawi, 02600 Arau, Perlis.
2
Аннотация: В этом исследовании аустенитная нержавеющая сталь типа 304 была сварена контактной точечной сваркой.Исследована зависимость диаметра
от сварочного тока. Также исследовано распределение твердости вдоль зоны сварки
. Результаты показали, что увеличение сварочного тока дало крупный самородок
диаметра. Сварочный ток не сильно влиял на распределение твердости.
Сварочный ток не сильно влиял на распределение твердости.
Ключевые слова:
ВВЕДЕНИЕ
Точечная сварка сопротивлением
обычно используется при изготовлении сборки листового металла. Его можно использовать для сварки материалов
, таких как низкоуглеродистая сталь, никель, алюминий
, титан, медный сплав, нержавеющая сталь и высокопрочная низколегированная сталь
.Процесс контактной точечной сварки
наиболее применим в промышленных областях производства и обслуживания
(автомобильная промышленность, аэрокосмическая
и ядерная отрасли, электронная и электротехническая промышленность).
Murat et al. изучали на месте сопротивления
[1]
свариваемость оцинкованных стальных листов
со свободными промежуточными точками с листами из аустенитной нержавеющей стали. При измерении микротвердости
максимальные значения твердости
были в середине очага сварного шва.Эмин Байрактар и др. [2]
[2]
внесли свой вклад в свои исследования по выбору оптимальных условий сварки
и разработали новые марки стали
для автомобильных применений. Исследование основано на испытаниях на ударное растяжение
листов, сваренных точечной сваркой. Влияние
размера зародыша на механические свойства при электроконтактной точечной сварке листов
из хромистой микролегированной стали исследовано Асланларом. Bouyousfi
[3]
и др., изучили влияние параметров процесса
[4]
(интенсивность дуги, продолжительность сварки и приложенная нагрузка) на механические характеристики сварного соединения
из аустенитной нержавеющей стали 304L. Результаты показали, что
приложенная нагрузка является определяющим фактором механических характеристик сварного соединения
по сравнению с
продолжительностью сварки и силой тока.
Низаметтин К. сосредоточил свое исследование на влиянии
[5]
параметров сварки на прочность соединения
контактной точечной сварки титановых листов. Результаты
Результаты
показали, что увеличение силы тока и силы электрода
увеличило сопротивление сдвигу при растяжении, а соединение
, полученное в атмосфере аргона, дало лучшую прочность
. Результаты измерения твердости показали, что наггетс
дал самую высокую твердость. Газ аргон
, используемый в процессе сварки, не оказал
влияния на значения твердости. В этой статье
представлено влияние сварочного тока на физические свойства
аустенитной нержавеющей стали типа 304.
МАТЕРИАЛЫ И МЕТОДЫ
Образцы для испытаний точечной сварки: Образцы для этой экспериментальной процедуры
были изготовлены на основе размеров
, установленных Американским национальным институтом стандартов
(ANSI) и Американским обществом сварки
(AWS). . Этот стандартный размер для каждой пластины
, подлежащей точечной сварке, составляет 76 мм в длину и 19 мм в ширину,
, а нахлест для соединения внахлестку составляет 19 мм (рис. 1).
1).
Несколько пластин из нержавеющей стали 304 толщиной
толщиной 3 мм были вырезаны по стандартному размеру
, соединены внахлестку, а затем сварены точечной сваркой, в результате чего
было получено 27 сварных образцов.Перед началом процесса сварки
важно убедиться, что
установка на аппарате для точечной сварки соответствует требованиям.
Аппарат для точечной сварки имеет две важные шкалы
, одна из которых предназначена для сварочного тока, а другая
– для продолжительности сварки. Еще одним важным шагом перед началом процесса сварки
является включение подачи воды
для электродов. Это для охлаждения электродов
во время процесса сварки.Две пластины из нержавеющей стали
были помещены внахлестку между двумя охлаждаемыми водой электродами
. Затем эти пластины были зажаты электродом в одно и то же время;
ток протекает через соединение в течение нескольких секунд
зависит от настройки машины.
Важно убедиться, что электроды зажимают соединение в центре перехлеста
. Используемый сварочный ток
варьируется от 2.5 кА, 3,75 кА, 5 кА и 6,25 кА, как
, цикл остается постоянным, что составляет четыре цикла.
Параметрическое исследование роста зародышей при точечной сварке листов из нержавеющей стали 304L одинаковой и разной толщины
Электрическое контактное сопротивление
Контактное сопротивление, возникающее на стыковой поверхности раздела между двумя листами, оказывает доминирующее влияние на формирование сварного зародыша. Его оценка остается одним из значимых параметров в процессе контактной точечной сварки.{2} т$$
(1)
Рис. 6Примерная схема процесса сварки при формировании сварного шва
Обобщенное соотношение для электрического контактного сопротивления между двумя листами было дано Гринвудом [28].
$ $ R_ {c} = \ underbrace {{\ left ( {\ delta_ {1} + \ delta_ {2}} \ right) \ left ( {\ frac {1} {4na} + \ frac {3 \ pi }{32nl}} \right)}}_{\begin{subarray}{l} {\text{Constriction}}\, \\ {\text{effect}} \end{subarray} } + \underbrace {{ \delta_{f} \left( {\frac{s}{{A_{c} }}} \right)}}_{\begin{subarray}{l} {\text{Surface}}\,{\text {загрязнение}}\, \\ {\text{эффект}} \end{подмассив}}$$
(2)
, где δ 1 и 1 и δ 2 — это сыпучиеочистные резистики контактирующих заготовок, δ F F — это удельное сопротивление загрязненной поверхности, N — это количество контактирующих опорных единица площади, a — средний радиус контакта неровностей, l — среднее расстояние от центра до центра между контактирующими неровностями, а s — толщина загрязнения. {2} н$$
{2} н$$
(3)
Следует отметить, что в исследовании Fenech и Rohsennow [29] количество неровностей варьируется от 20 до 1473 для мягких сталей при давлении от 6 до 177 бар.
Во время первых циклов точечной сварки количество тепла, генерируемое эффектом Джоуля на поверхности прилегания, вызывает плавление и образование сварного шва. Очень короткое время прохождения сварочного тока, а также термоемкостное явление электродов и листового металла позволяют предположить, что рассеиванием тепла через электроды и листы можно пренебречь в течение этого времени.{2} t}}_{{{\text{Джоуль}}\,{\text{эффект}}}} = \underbrace {\rho C(T_{f} — T_{i})V_{n} }}_{{{\text{Нагрев}}\,{\text{процесс}}}} + \underbrace {{\rho V_{n} \Delta H}}_{{{\text{Fusion}}\ ,{\text{процесс}}}}$$
(4)
где ( T f − T i ) – разность между начальной температурой поверхности плавления и температурой его плавления 9 9 Δ
0 H 9 V n – объем самородка, определенный экспериментально. {2} {\kern 1pt} t}}$$
{2} {\kern 1pt} t}}$$
(5)
Распределение температуры наггетсов
Внедрена аналитическая разработка для прогнозирования температурного поля при точечной сварке двух одинаковых (по характеру и толщине) листов. Несколько авторов предложили численные модели [8, 27, 30], имитирующие процесс образования самородков, но лишь немногие из них касались аналитических методов [31]. Эти выражения устанавливаются с помощью классической теории уравнений в частных производных с разрешением, основанной на предположениях, упрощающих физические явления.{2} }} + q = \frac{1}{\alpha}\frac{\partial T}{\partial t}$$
(6)
Повышение температуры в точке P за счет начального количества тепла, генерируемого мгновенным точечным источником P’ , расположенным на поверхности соприкосновения между бесконечными однородными листами, как показано на рис. 7, определяется элементарным решением уравнения уравнение теплопроводности при граничных условиях, как указано в уравнениях. {2} — 2rr’\cos \left( {\theta — \theta ‘} \right)}}{4\alpha t}} \right]$$
{2} — 2rr’\cos \left( {\theta — \theta ‘} \right)}}{4\alpha t}} \right]$$
(10)
Если вместо точечного источника мы рассмотрим элементарную поверхность \(r'{\kern 1pt} dr’d\theta ‘\) круглого диска, как показано на рис.{2} }}{4\,\alpha \,t}} \right)} \right)$$
(14)
Как удалить темные пятна, образовавшиеся при точечной сварке нержавеющей стали?
Как удалить темные пятна, образовавшиеся при точечной сварке нержавеющей стали? Главная /Т.О.К. Часто задаваемые вопросы
Хорошие
книги Ссылка
Либр. Реклама
Здесь Помощь
Разыскивается Текущие вопросы и ответы
Поиск 🔍
Сайт
«Образование, алоха и развлечения… с 1989 года»
Сегодня пятница, 21.01.22, и ваши вопросы или ответы приветствуются.
Звоните прямо сейчас! (сайт без регистрации)
2003 г.
Мне нужно найти способ удалить темные пятна обесцвечивания, оставшиеся от процесса точечной сварки с использованием нержавеющей стали (тип 304 и 304L).
Есть ли на рынке продукт, который можно нанести на метки точечной сварки, чтобы удалить углеродистые отложения, не затрагивая отделку № 4 нержавеющей стали типа 304 и 304L.
Steve S. AnthonyПроизводитель шкафов из листового металла — Вестфилд, Массачусетс, Ю.
2003 г.
Темные пятна, как правило, слишком глубоки, чтобы их можно было удалить только с помощью химической обработки поверхности без ЛЮБОГО изменения текстуры поверхности. Наилучшей возможностью может быть система с перекисью без использования опасных химикатов. Мы добились некоторого успеха, делая это электрохимически, но всегда есть некоторые изменения в текстуре поверхности, делая ее либо более матовой, либо более блестящей. У нас есть продукты, которые вы можете попробовать в своем приложении.
Ли Кремер
Stellar Solutions, Inc.
этот текст заменяется на bannerText
Отказ от ответственности: На этих страницах невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, пожалуйста, проверьте эти каталоги:
Мастерские
Капитал
Оборудование
Химические вещества и расходные материалы
Consult’g, Train’g
и программное обеспечение
О компании/Контакты — Политика конфиденциальности — ©1995-2022 Finishing.com, Пайн-Бич, Нью-Джерси, США
Влияние термической обработки на точечный сварной шов из аустенитной нержавеющей стали 302
[1]
П. С. Вей и Т. Х. Ву, Влияние сопротивления электрического контакта на контактную точечную сварку, Int. J. Heat Mass Transf., vol. 55, нет. 11–12, стр. 3316–3324, май (2012 г.).
С. Вей и Т. Х. Ву, Влияние сопротивления электрического контакта на контактную точечную сварку, Int. J. Heat Mass Transf., vol. 55, нет. 11–12, стр. 3316–3324, май (2012 г.).
DOI: 10.1016/j.ijheatmasstransfer.2012.01.040
[2] М.П. Грувер, Основы современного производства: материалы, процессы и системы. Джон Уайли и сыновья, (2007).
[3]
С. Асланлар, А. Огур, У. Озсарац, Э. Ильхан и З. Демир, Влияние сварочного тока на механические свойства листов оцинкованной хромированной стали при точечной сварке сопротивлением, Матер. Дес., т. 1, с. 28, нет. 1, стр. 2–7, январь (2007 г.).
Асланлар, А. Огур, У. Озсарац, Э. Ильхан и З. Демир, Влияние сварочного тока на механические свойства листов оцинкованной хромированной стали при точечной сварке сопротивлением, Матер. Дес., т. 1, с. 28, нет. 1, стр. 2–7, январь (2007 г.).
DOI: 10.1016/j.matdes.2005.06.022
[4] С.Tsai L., Jammal O., Papritan JC и Dickinson DW, Моделирование роста зародышей точечной сварки сопротивлением, vol. 71, нет. 2, с. 47–54 (1992).
[5]
В. М. Д. Аль-Аттаби и С. А. К. Аль-Джумайли, Исследование механических свойств многослойных листов из нержавеющей стали, J. Mater. науч. Рез., том. 4, нет. 4, стр. 34, (2015).
М. Д. Аль-Аттаби и С. А. К. Аль-Джумайли, Исследование механических свойств многослойных листов из нержавеющей стали, J. Mater. науч. Рез., том. 4, нет. 4, стр. 34, (2015).
DOI: 10.5539/jmsr.v4n4p34
[6] С.Асланлар, Влияние размера ядра на механические свойства при контактной точечной сварке листов, используемых в автомобильной промышленности, Матер. Дес., т. 1, с. 27, нет. 2, стр. 125–131, (2006).
DOI: 10. 1016/j.matdes.2004.09.025
1016/j.matdes.2004.09.025
[7] Дж.Д. Каллен, Н. Ати, М.А. Аль-Джадер, А. Шоу и А.И. Аль-Шаммаа, Снижение энергии для процесса точечной сварки в автомобильной промышленности, Журнал физики: серия конференций, том. 76. с.12022, (2007).
DOI: 10.1088/1742-6596/76/1/012022
[8]
А. АМБРОЗЯК и М. КОРЖЕНИОВСКИЙ, Использование контактной точечной сварки для соединения алюминиевых элементов в автомобильной промышленности, Арх. Гражданский мех. англ., вып. 10, нет. 1, с.5–13, (2010).
АМБРОЗЯК и М. КОРЖЕНИОВСКИЙ, Использование контактной точечной сварки для соединения алюминиевых элементов в автомобильной промышленности, Арх. Гражданский мех. англ., вып. 10, нет. 1, с.5–13, (2010).
DOI: 10.1016/s1644-9665(12)60126-5
[9] Г.Mukhopadhyay, S. Bhattacharya, and K.K. Ray, Оценка прочности точечно-сварных листов из сталей со свободными включениями, J. Mater. Процесс. Техн., вып. 209, нет. 4, стр. 1995–2007, февраль (2009 г.).
DOI: 10. 1016/j.jmatprotec.2008.04.065
1016/j.jmatprotec.2008.04.065
[10] А.А. М. Вурал, Способность контактной точечной сварки оцинкованных стальных листов со свободными порами с листами из аустенитной нержавеющей стали., J Mater Process Technol, vol. 1–6, (2004).
DOI: 10.1016/j.jmatprotec.2004.04.063
[11]
М. Вурал, А. Аккуш и Б. Эрюрек, Влияние диаметра сварочного стержня на усталостную прочность соединений контактной точечной сварки различных стальных листов, J. Mater. Процесс. Техн., вып. 176, нет. 1–3, стр. 127–132, июнь (2006 г.).
Вурал, А. Аккуш и Б. Эрюрек, Влияние диаметра сварочного стержня на усталостную прочность соединений контактной точечной сварки различных стальных листов, J. Mater. Процесс. Техн., вып. 176, нет. 1–3, стр. 127–132, июнь (2006 г.).
DOI: 10.1016/j.jmatprotec.2006.02.026
[12] Р.С. Сварка, А. Промышленность и Г. Практика, Соединение – сварка сопротивлением 2 Сварка сопротивлением, стр. 1–19, (2002).
[13]
С. Агаше и Х. Чжан, Выбор режимов на основе теплового баланса при контактной точечной сварке, Сварка. Дж., том. 1, нет. 2, стр. 179–183, (2003).
Агаше и Х. Чжан, Выбор режимов на основе теплового баланса при контактной точечной сварке, Сварка. Дж., том. 1, нет. 2, стр. 179–183, (2003).
[14] М.Пуранвари, А. Абеди, П. Мараши и М. Гударзи, Влияние выталкивания на пиковую нагрузку и поглощение энергии точечной сварки сопротивлением низкоуглеродистой стали, Наука и технология сварки и соединения, том. 13, нет. 1. С. 39–43, (2008).
DOI: 10.1179/174329307×249342
[15]
П.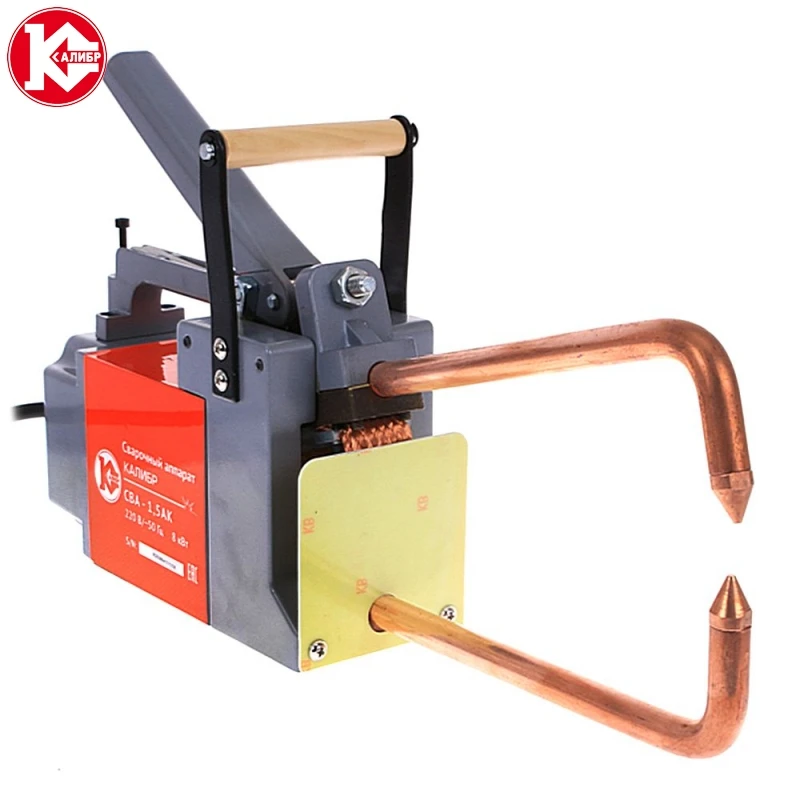 Мараши, М. Пуранвари, С. Амирабдоллахян, А. Абеди и М. Гударзи, Микроструктура и поведение при разрушении точечных сварных швов с разным сопротивлением между низкоуглеродистыми гальванизированными и аустенитными нержавеющими сталями, Матер. науч. англ. А, том. 480, нет. 1–2, стр. 175–180, (2008).
Мараши, М. Пуранвари, С. Амирабдоллахян, А. Абеди и М. Гударзи, Микроструктура и поведение при разрушении точечных сварных швов с разным сопротивлением между низкоуглеродистыми гальванизированными и аустенитными нержавеющими сталями, Матер. науч. англ. А, том. 480, нет. 1–2, стр. 175–180, (2008).
DOI: 10.1016/j.msea.2007.07.007
[16]
Л.Хан, М. Торнтон, Д. Бумер и М. Шергольд, Влияние состояния поверхности алюминиевого листа на возможность и качество контактной точечной сварки, J. Mater.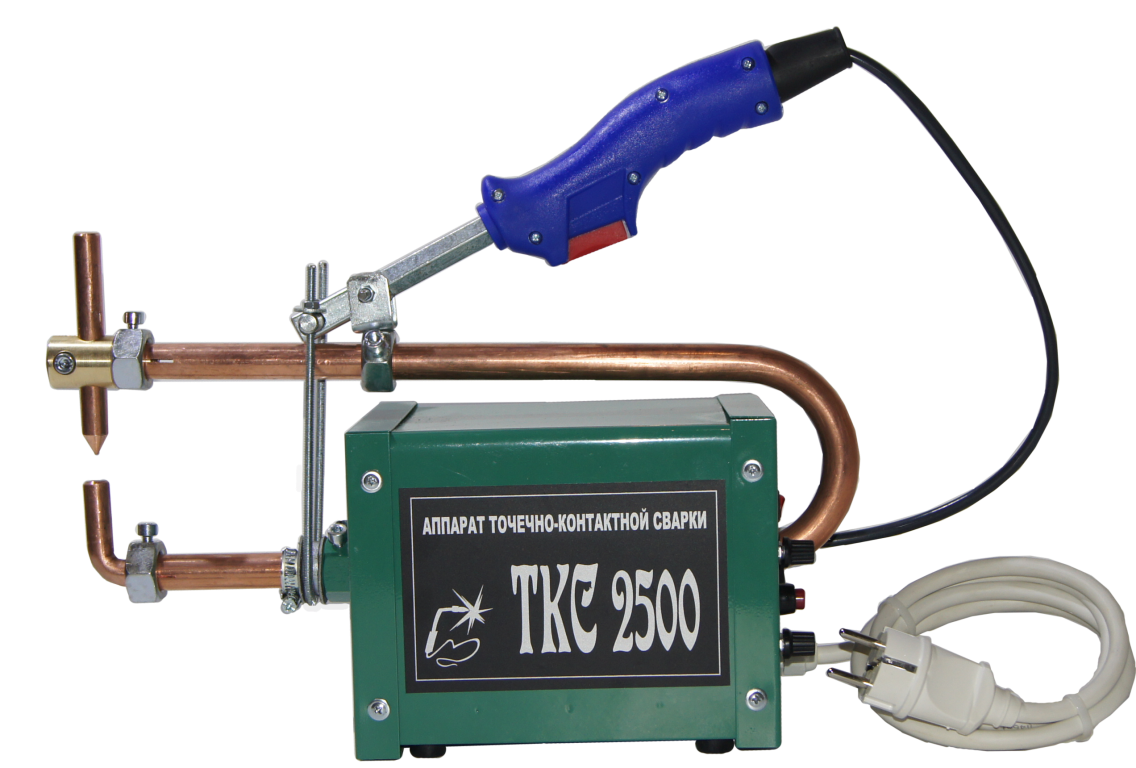 Процесс. Техн., вып. 210, нет. 8, стр. 1076–1082, июнь (2010 г.).
Процесс. Техн., вып. 210, нет. 8, стр. 1076–1082, июнь (2010 г.).
DOI: 10.1016/j.jmatprotec.2010.02.019
[17] А.Аль-Мухтар, Х. Бирманн, П. Хюбнер и С. Хенкель, Расчет срока службы при распространении усталостной трещины в сварных соединениях, в CP2009, 2009, стр. 391–397.
[18]
А. М. Аль-Мухтар, С. Хенкель, Х. Бирманн и П. Хюбнер, Расчет методом конечных элементов коэффициентов интенсивности напряжений крестообразных и стыковых сварных соединений для некоторых геометрических параметров, Jordan J. Mech. Ind. Eng., vol. 3, нет. 4, стр. 236–245, (2009).
М. Аль-Мухтар, С. Хенкель, Х. Бирманн и П. Хюбнер, Расчет методом конечных элементов коэффициентов интенсивности напряжений крестообразных и стыковых сварных соединений для некоторых геометрических параметров, Jordan J. Mech. Ind. Eng., vol. 3, нет. 4, стр. 236–245, (2009).
[19] А.М. Аль-Мухтар, Метод механики разрушения сварных деталей при циклических нагрузках: Расчеты и моделирование усталостной долговечности. Südwestdeutscher Verlag für Hochschulschriften, (2011).
[20]
А. М. Аль-Мухтар и К. Доос, Точечная сварка листов из углеродистой стали, Adv. Матер. науч. англ., вып. 2013 г., (2013 г.).
М. Аль-Мухтар и К. Доос, Точечная сварка листов из углеродистой стали, Adv. Матер. науч. англ., вып. 2013 г., (2013 г.).
[21] К.М. Доус, А.-К. Аль-Дури А., Аль-Мухтар А.М. Исследование некоторых параметров сварки при контактной точечной сварке аустенитной нержавеющей стали. Сб. англ. Журнал, Багдадский ун-т. Ирак (2003 г.).
[22]
А. М. Аль-Мухтар, Принципы и соображения устойчивости к точечной сварке. Südwestdeutscher Verlag Für Hochschulschriften Ag Co. Kg, (2015).
М. Аль-Мухтар, Принципы и соображения устойчивости к точечной сварке. Südwestdeutscher Verlag Für Hochschulschriften Ag Co. Kg, (2015).
[23] А.М. Аль-Мухтар, Исследование влияния толщины на расчет усталостной прочности, J. Fail. Анальный. Предыд., том. 13, нет. 1, с. 63–71, (2013).
[24]
А. М. Аль-Мухтар, Х. Бирманн, П. Хюбнер и С. Хенкель, Влияние профиля сварного шва и геометрии стыковых сварных соединений на усталостную долговечность при циклическом растяжении, J. Mater. англ. Перформ., т. 1, с. 20, нет. 8, стр. 1385–1391, (2011).
М. Аль-Мухтар, Х. Бирманн, П. Хюбнер и С. Хенкель, Влияние профиля сварного шва и геометрии стыковых сварных соединений на усталостную долговечность при циклическом растяжении, J. Mater. англ. Перформ., т. 1, с. 20, нет. 8, стр. 1385–1391, (2011).
DOI: 10.1007/s11665-010-9775-1
[25] А.Аль-Мухтар, Обзор листов для контактной точечной сварки: процессы и характер отказа, в Advanced Engineering Forum, 2016, vol. 17, с.31–57.
DOI: 10. 4028/www.scientific.net/aef.17.31
4028/www.scientific.net/aef.17.31
[26] А.М. Аль-Мухтар, Расчет остаточных напряжений и коэффициента интенсивности напряжений в тавровых сварных соединениях, J. Fail. Анальный. Предыд., том. 13, нет. 5, стр. 619–623, (2013).
DOI: 10.1007/s11668-013-9723-0
[27]
А. Аль-Мухтар, Х. Бирманн, С. Хенкель и П. Хюбнер, Сравнение коэффициента интенсивности напряжений несущих крестообразных сварных соединений с различной геометрией, J. Mater. англ. Перформ., т. 1, с. 19, нет. 6, стр. 802–809, (2010).
Аль-Мухтар, Х. Бирманн, С. Хенкель и П. Хюбнер, Сравнение коэффициента интенсивности напряжений несущих крестообразных сварных соединений с различной геометрией, J. Mater. англ. Перформ., т. 1, с. 19, нет. 6, стр. 802–809, (2010).
DOI: 10.1007/s11665-009-9552-1
[28] А.Аль-Мухтар и К. Доос, Явление растрескивания в точечных сварных соединениях аустенитной нержавеющей стали, Матер. науч. Заявл., том. 4, нет. Октябрь, стр. 656–662, (2013).
DOI: 10. 4236/MSA.2013.410081
4236/MSA.2013.410081
[29] А.Аль-Мухтар, Рассмотрение распределения остаточных напряжений в расчетах роста усталостной трещины для оценки сварных стальных соединений, Fatigue Fract. англ. Матер. Struct., p.12060, (2013).
DOI: 10.1111/ffe.12060
[30]
А. М. Аль-Мухтар, Эффективность точечной сварки и ее влияние на прочность конструкции газогенератора и его производительность, Багдадский университет, (2002).
М. Аль-Мухтар, Эффективность точечной сварки и ее влияние на прочность конструкции газогенератора и его производительность, Багдадский университет, (2002).
[31] А.М. Аль-Мухтар, Х. Бирманн, П. Хюбнер и С. Хенкель, Определение некоторых параметров усталостной долговечности сварных соединений с использованием метода механики разрушения, J. Mater. англ. Перформ., т. 1, с. 19, нет. 9, стр. 1225–1234, март (2010 г.).
DOI: 10. 1007/s11665-010-9621-5
1007/s11665-010-9621-5
[32] А.М. Аль-Мухтар, Концепция анализа безопасности сварных компонентов при циклических нагрузках с использованием компонентов при циклических нагрузках с использованием, Технический университет Бергакадемии Фрайберга, (2010).
[33]
В. Геанта, И. Войкулеску, Р. Стефаною и Э. Р. Русу, Нержавеющие стали с биосовместимыми свойствами для медицинских устройств, в Key Engineering Materials, 2014, vol. 583, с.9–15.
Геанта, И. Войкулеску, Р. Стефаною и Э. Р. Русу, Нержавеющие стали с биосовместимыми свойствами для медицинских устройств, в Key Engineering Materials, 2014, vol. 583, с.9–15.
DOI: 10.4028/www.scientific.net/kem.583.9
[34] П.Балдиссера и К. Дельпрет, Глубокая криогенная обработка нержавеющей стали AISI 302: Часть II — Усталость и коррозия, Mater. Дес., т. 1, с. 31, нет. 10, стр. 4731–4737, (2010).
DOI: 10. 1016/j.matdes.2010.05.015
1016/j.matdes.2010.05.015
[35] Т.Ким, Ю. С. Ли, Дж. Ли и С. Х. Ри, Исследование неразрушающего контроля и оценки качества сварного шва при точечной сварке сопротивлением, Key Eng. Матер., том. 270–273, стр. 2338–2344, (2004).
DOI: 10.4028/www.scientific.net/kem.270-273.2338
[36]
MatWeb, Информационный ресурс онлайн-материалов — MatWeb, 2016. [Онлайн]. Доступно: http://www.matweb.com/index.aspx. [Доступ: 13 марта 2015 г.].
[Онлайн]. Доступно: http://www.matweb.com/index.aspx. [Доступ: 13 марта 2015 г.].
[37] Euro Inox, Технический стол нержавеющая сталь типа 304L, об.5, (2010).
[38]
Matweb, Нержавеющая сталь 302, стр. 1–2, (2015).
1–2, (2015).
[39] Л. П. Коннор, Справочник по сварке, том. 1. (1987).
[40]
М.Чжоу, С. Дж. Ху и Х. Чжан, Критические размеры образцов для испытаний стальных листов на растяжение и сдвиг, Сварка. ЖУРНАЛ-НЬЮ-ЙОРК-, том. 78, стр. 305–с, (1999).
78, стр. 305–с, (1999).
[41] Н.Кахраман, Влияние параметров сварки на прочность соединения контактной точечной сварки титановых листов, Матер. Дес., т. 1, с. 28, нет. 2, стр. 420–427, январь (2007 г.).
DOI: 10.1016/j.matdes.2005.09.010
[42]
Т.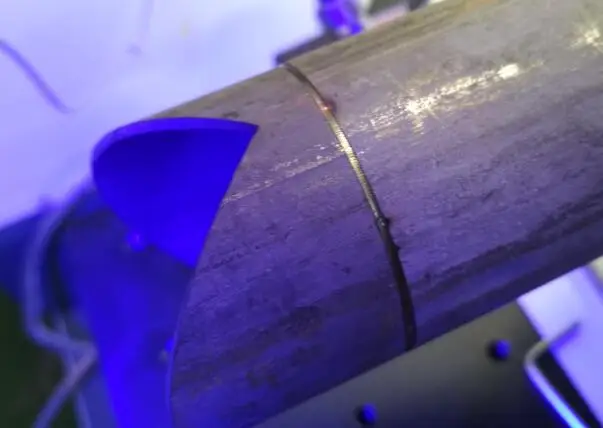 Triyono, Y. Purwaningrum, and I. Chamid, Критический диаметр самородка сопротивления точечной сварке усиленной тонколистовой конструкции, Mod. заявл. наук, вып. 7, нет. 7, стр. 17–22, (2013).
Triyono, Y. Purwaningrum, and I. Chamid, Критический диаметр самородка сопротивления точечной сварке усиленной тонколистовой конструкции, Mod. заявл. наук, вып. 7, нет. 7, стр. 17–22, (2013).
DOI: 10.5539/mas.v7n7p17
[43] Дж.Б. Шамсул, М. М. Хисям и Т. Мухиббах, Исследование точечной сварки аустенитной нержавеющей стали типа 304, J. Appl. наук, вып. 3, нет. 11, стр. 1494–1499, (2007).
[44]
А. М. Перейра, Ж. М. Феррейра, а. Лурейро, Дж. Д. М. Коста и П. Дж. Бартоло, Влияние параметров процесса на прочность контактных точечных сварных швов в алюминиевом сплаве 6082-T6, Материал. Дес., т. 1, с. 31, нет. 5, стр. 2454–2463, май (2010 г.).
М. Перейра, Ж. М. Феррейра, а. Лурейро, Дж. Д. М. Коста и П. Дж. Бартоло, Влияние параметров процесса на прочность контактных точечных сварных швов в алюминиевом сплаве 6082-T6, Материал. Дес., т. 1, с. 31, нет. 5, стр. 2454–2463, май (2010 г.).
DOI: 10.1016/j.matdes.2009.11.052
[45]
ЧАС.Мошайеди и И. Саттари-Фар, Численное и экспериментальное исследование роста размера самородков при контактной точечной сварке аустенитных нержавеющих сталей, J. Mater. Процесс. Техн., вып. 212, нет. 2, стр. 347–354, февраль (2012 г.).
347–354, февраль (2012 г.).
DOI: 10.1016/j.jmatprotec.2011.09.004
[46] Э.Bonetti, L. Pasquini, and E. Sampaolesi, Влияние размера зерна на механические свойства нанокристаллического алюминия, Nanostructured Mater., vol. 9, нет. 1–8, стр. 611–614, (1997).
DOI: 10.1016/s0965-9773(97)00137-2
Выбор сварочного оборудования — Spot Weld, Inc.
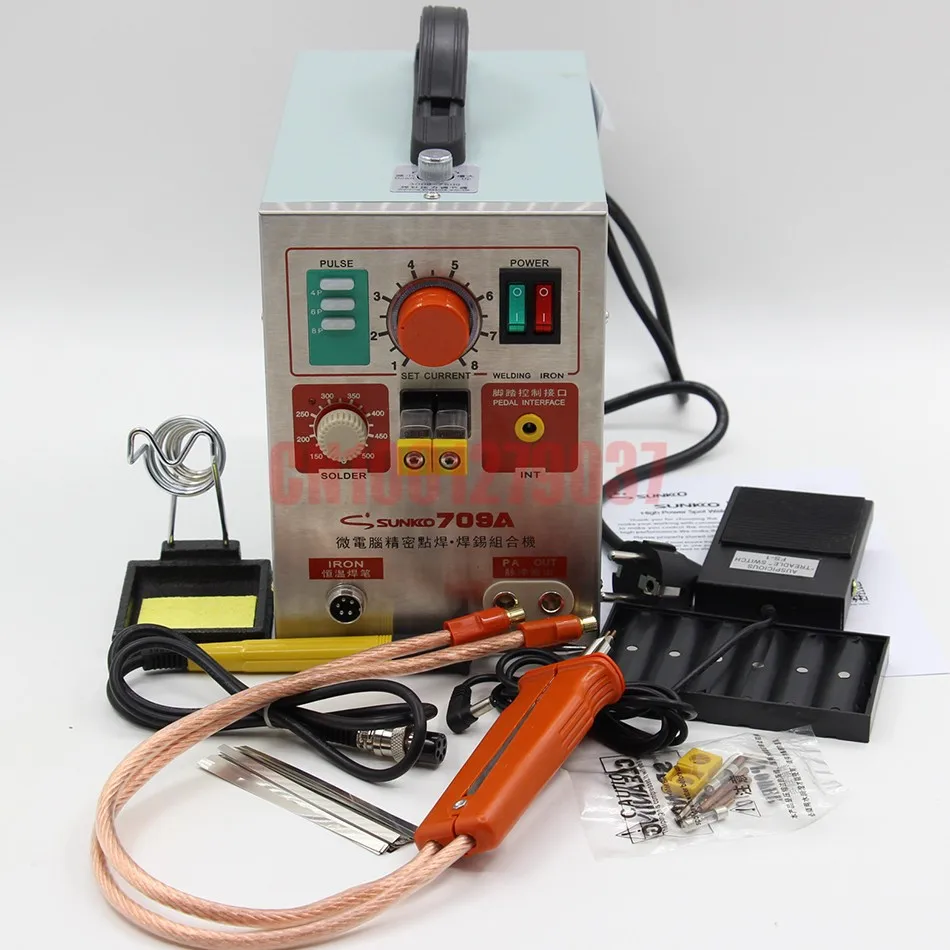
Первое, что нужно знать каждому, — это стиль сварщика, который вам нужен. Различают сварку листового металла, шовную сварку, стыковую сварку, Т-образную сварку и другие виды сварки. Однако наиболее распространенными применениями являются просто сварка листов или сварка проволокой / перекрестной проволокой. Приведенное ниже руководство относится исключительно к сварке листов встык. Если вам нужна помощь с другими видами сварки, пожалуйста, свяжитесь с нами для получения дополнительной помощи.
При сварке листового металла лучше всего начать со знания материала, который вы свариваете.Чем толще или крупнее материал, тем больше требований к сварочному оборудованию. Размер вашего оборудования соответствует наихудшему сценарию (максимальная толщина материала).
- Тип материала (мягкая сталь, нержавеющая сталь, алюминий, титан, HSLA, тантал и т. д.)
- Толщина материала (в миллиметрах, дюймах или калибрах)
- Форма материала (плоский лист, объемная штамповка, прут, круглая или профилированная проволока)
- Покрытия материалов (оцинкованные, оцинкованные, алюминированные, луженые, другие)
- Крепеж: Размер крепежа (обычно диаметр или размер резьбы)
После того, как вы определили толщину материала, вы можете использовать это очень общее руководство , чтобы помочь вам найти тип оборудования, который вам нужен.
Мягкая сталь, нержавеющая сталь, титан
0,0005 – 0,005: микросварка, ножной привод, требуется визуальное увеличение, HFDC, линейный постоянный ток, емкостный разряд, Micro-Tig
0,004 – 0,010 фольга: емкостный разряд, HFDC
0,005 – 0,030 нержавеющая сталь: Tecna Rocker, настольный сварочный аппарат, коромысло
0,005–0,060 мягкая сталь: Tecna Rocker, настольный, точка прессования, коромысло
0,040–0,125: низкоуглеродистая сталь и нержавеющая сталь: RockerRite, Press Spot, Press Projection
0,090–0,250 мягкая сталь: Press Проекция
, лучше также учитывать скорость, с которой вы собираетесь выполнять сварку.Как правило, мы рассчитываем наше оборудование на 50% рабочего цикла. Есть исключения для оборудования емкостного разряда и некоторых других приложений для мини- и микросварки. Оборудование, необходимое для сварки 200 000EAU, скорее всего, будет отличаться от оборудования, предназначенного для сварки 5 000 сварных швов в год, в зависимости от того, насколько быстро вы хотите его сварить.