Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.

Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.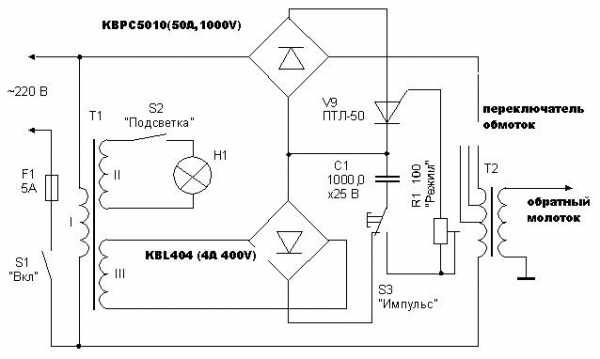 д.).
д.).
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R – переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1.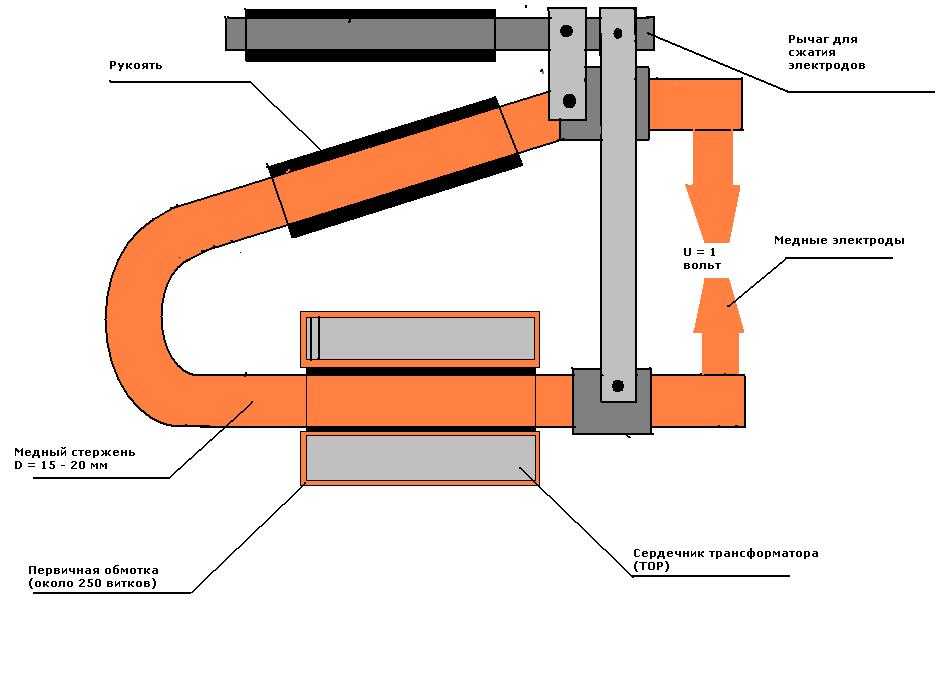
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см 2;
- VD6 – Д237Б;
- F – плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Обмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой – прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Точечная сварка своими руками | Строительный портал
0 votes
+
Голос за!
—
Голос против!
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
- Схемы сборки аппарата
- Основной агрегат
- Конструкция электродов
- Органы управления
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.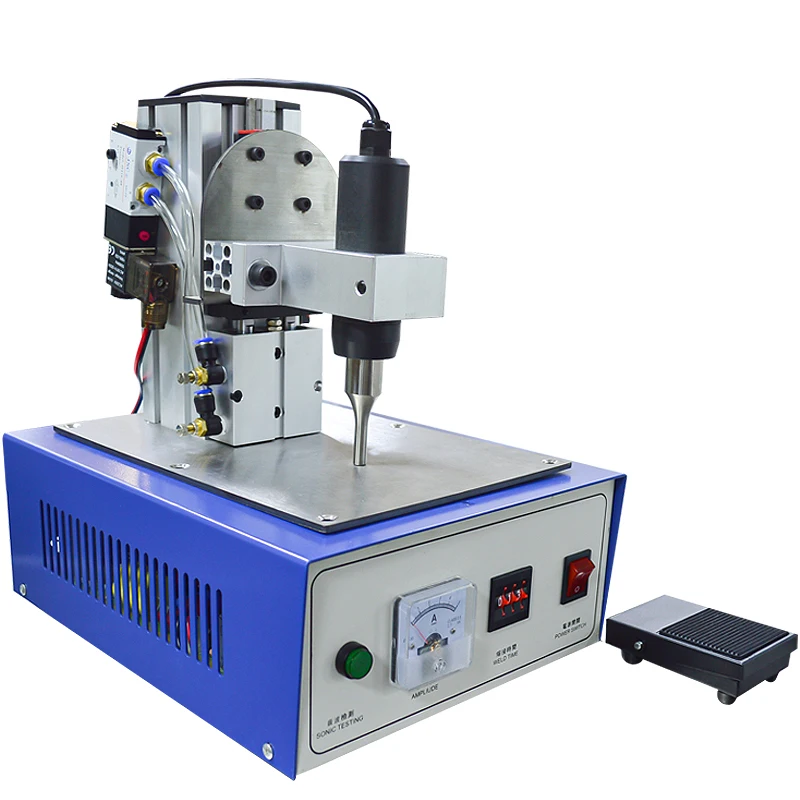
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой.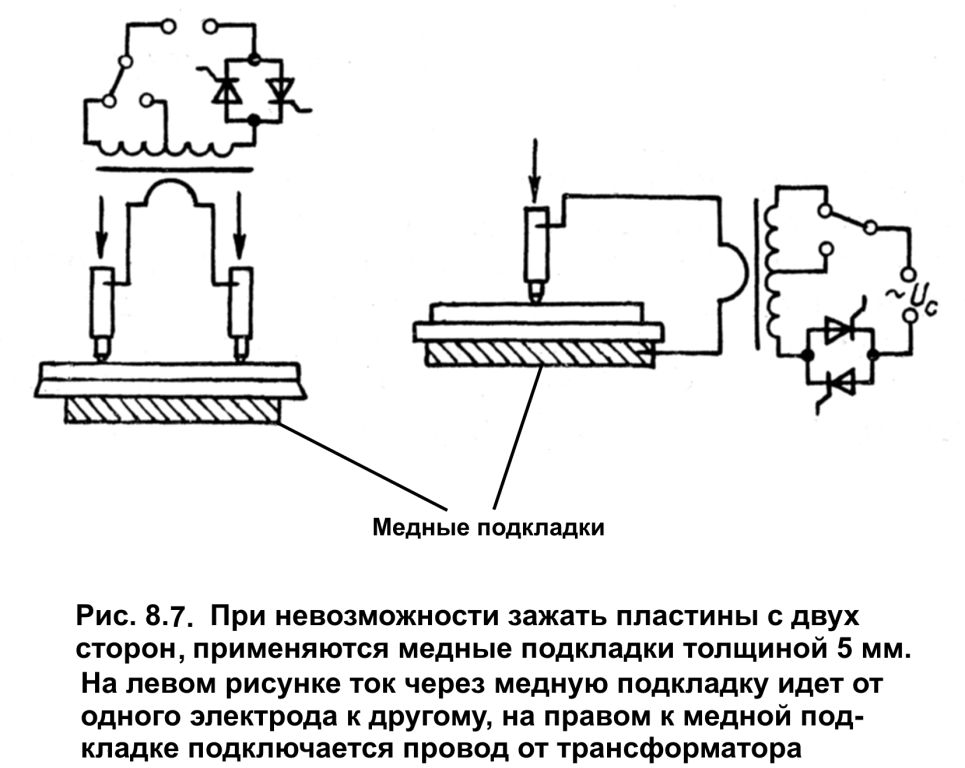 Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику.
 Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.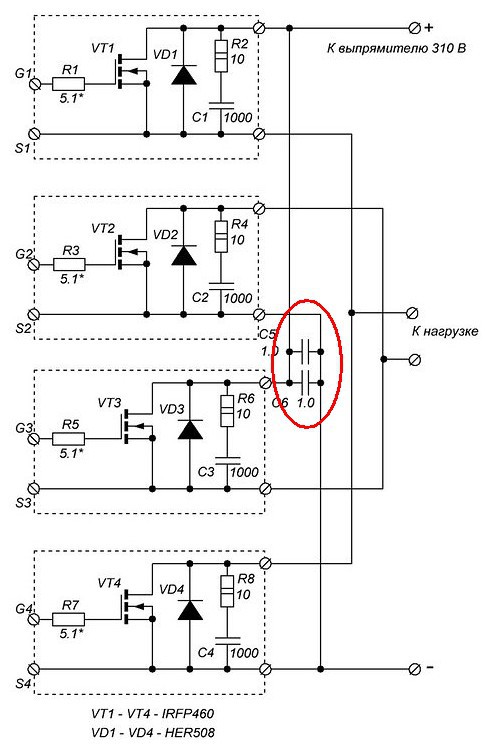
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.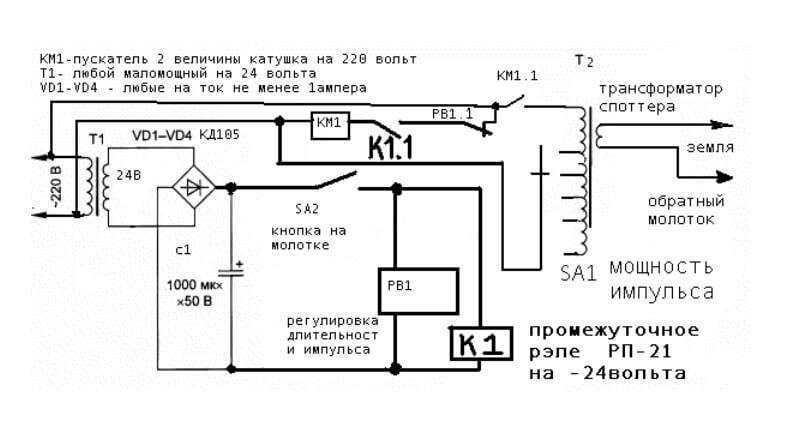
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами.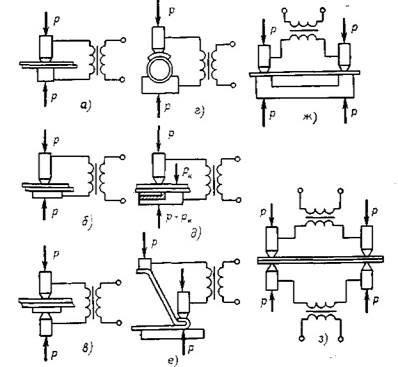 А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Точечная сварка своими руками | Строительный портал
0 votes
+
Голос за!
—
Голос против!
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
- Схемы сборки аппарата
- Основной агрегат
- Конструкция электродов
- Органы управления
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику.
 Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше.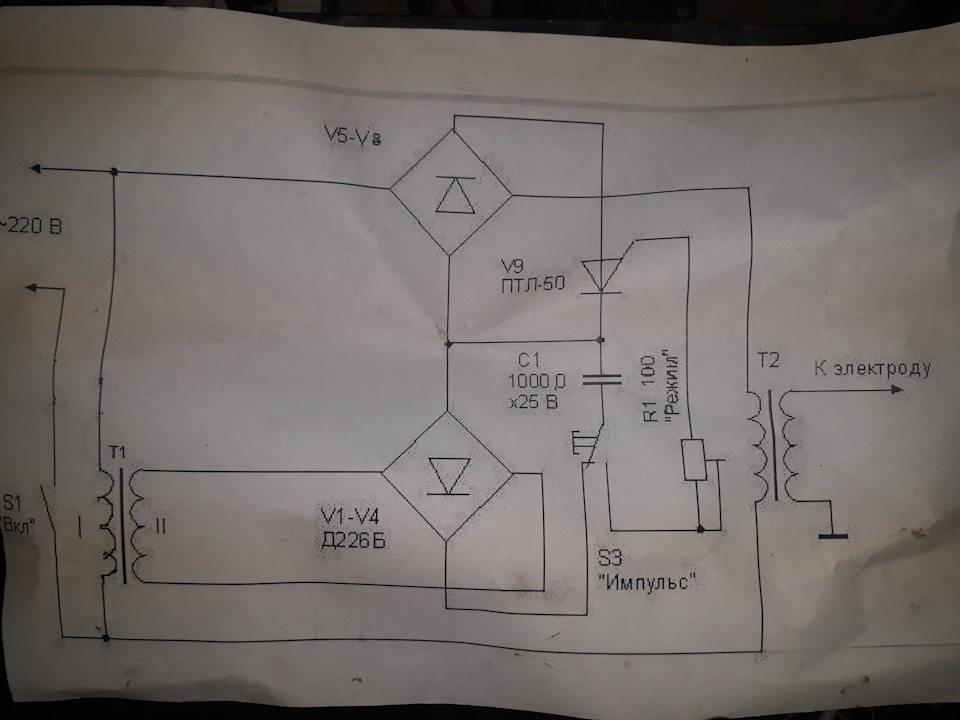 Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.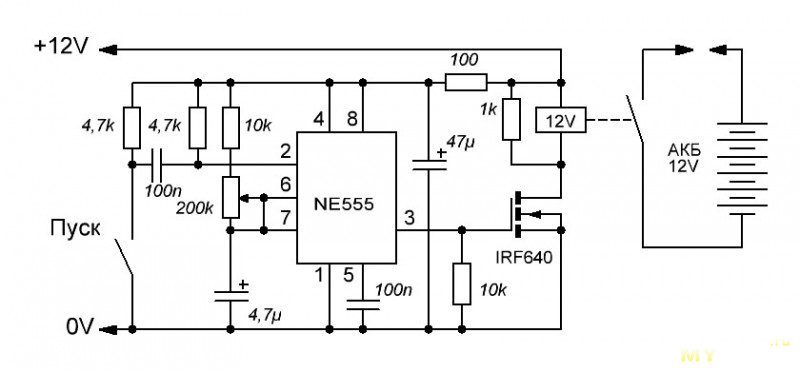
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление.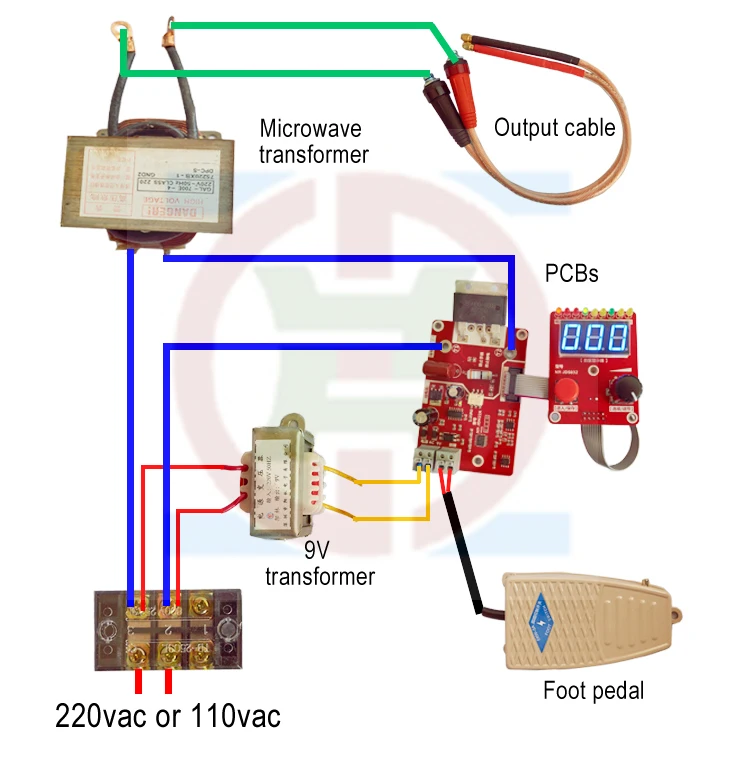 Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Сварка схема точечная
Главная » Статьи » Сварка схема точечная
Как производится точечная сварка своими руками: схема
- Дата: 01-07-2015
- Просмотров: 442
- Рейтинг: 41
Не каждый человек знает, что на сегодняшний день существует большое количество разновидностей сварки с использованием различных энергоносителей. Домашние мастера в большинстве случаев используют метод точечной сварки. Качество скрепления элементов напрямую зависит от квалификации мастера, которая состоит из выдерживания нужной продолжительности импульса тока на основе зрительного контроля точки сварки.
Рисунок 1. Схема точечной сварки.
Технология точечной сварки
Подобный тип сварки может использоваться как в промышленности, так и в бытовых условиях. В первом случае сварка применяется для соединениях заготовок из стальных листов, металлов большой и маленькой толщины, профилей. В бытовых условиях сварка такого типа применяется в процессе ремонта техники, кухонной утвари и при кабельных работах.
В бытовых условиях сварка такого типа применяется в процессе ремонта техники, кухонной утвари и при кабельных работах.
Процесс подобной сварки выполняется в несколько этапов. В необходимом положении надо разместить свариваемые заготовки, поместить между электродами и прижать друг к другу. Далее заготовки надо будет нагреть до пластичного состояния и подвергнуть деформации.
В процессе использования автоматических приспособлений в условиях промышленности частота сварки может достигать 650 точек/мин. Чтобы произвести сварку у себя дома по всем правилам, нужно поддерживать на одинаковом уровне скорость передвижения электродов и обеспечить определенное значение давления, а также контакт свариваемых заготовок.
Визуально схема точечной сварки изображена на рис. 1.
Рисунок 2. Схема устройства для точечной сварки.
Заготовки будут нагреваться благодаря прохождению тока сварки в качестве краткосрочного импульса длительностью 0,01-0,1 сек. Данный показатель будет зависеть от существующих условий сварочного процесса.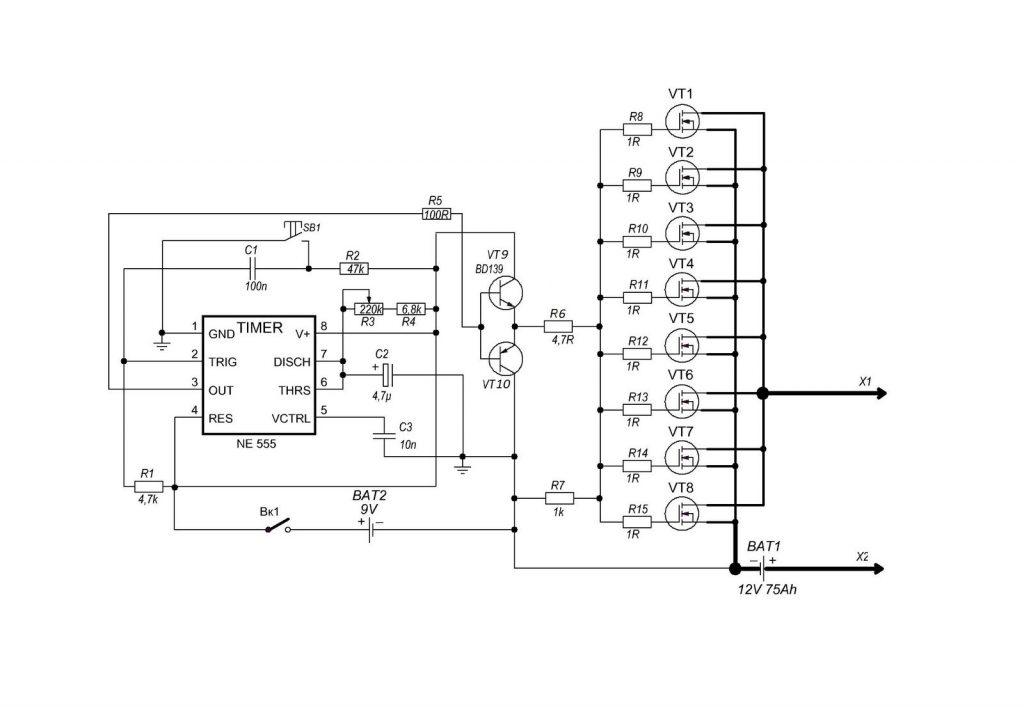 Такие импульсы будут отвечать за размягчение заготовки в области действия электродов и образование единого жидкого ядра соединяемых элементов диаметром 4-10 мм.
Такие импульсы будут отвечать за размягчение заготовки в области действия электродов и образование единого жидкого ядра соединяемых элементов диаметром 4-10 мм.
После того как импульс тока элемента прекратит действие, заготовки будут удерживаться определенный промежуток времени, чтобы ядро охладилось и кристаллизовалось. Как и любой метод соединения элементов, технология сварки точечным способом имеет свои плюсы и минусы.
К преимуществам можно отнести значительную прочность получаемых швов и высокий уровень экономичности. В данном случае существует возможность автоматизировать процесс сварки, что является дополнительным преимуществом. Существенным недостатком является то, что в точечной сварке нет возможности обеспечить герметичность швов.
Режимы точечного метода сварки
Длительность нагрева может изменяться от 0,001 до 0,1 сек. Все будет зависеть от мощности устройства и условий сварочных работ. В процессе сварки стальных деталей, которые склонны к созданию трещинок, время нагрева лучше всего увеличить, чтобы была возможность приостановить дальнейшее остывание металла.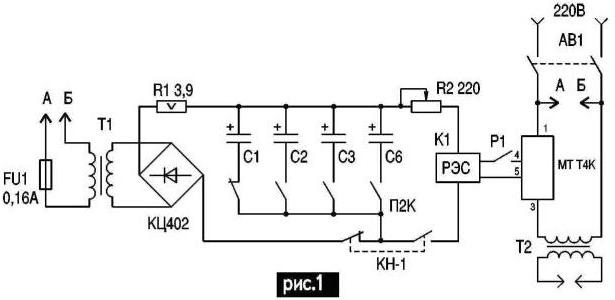
Сварку деталей из нержавеющей стали надо выполнять с небольшой длительностью нагрева. Это нужно делать для того, чтобы предотвратить риск нагрева внешнего основания точек соединения до повышенных температур. В результате этого могут нарушиться антикоррозионные свойства внешней поверхности металла.
Способы получения точечных сварных швов.
Давление между электродами обеспечит надежное соединение свариваемых элементов. Значение давления будет зависеть от вида соединяемого металла и толщины соединяемых элементов. Уровень давления после нагрева играет важную роль, так как его величина отвечает за образование мелкозернистой структуры элемента в месте сварки. Прочность точек определяется исходя из прочности соединяемого металла.
При помощи прижима элементов в процессе прохождения импульса сварки обеспечивается образование возле расплавленного ядра пояса уплотнения, который будет препятствовать выплеску размягченной заготовки из места сварки. Для улучшения кристаллизации расплавленной заготовки нужно разжать электроды с маленькой задержкой после того, как пройдет импульс.
Существующие требования к электродам
Электроды, которые используются во время того, как производится точечная сварка своими руками, должны обеспечить прочность в промежутке рабочей температуры, высокую электро- и теплопроводность, а также легкость обработки ручным способом.
Таким требованиям соответствуют некоторые бронзы с содержанием кадмия или кобальта, медные сплавы с содержанием хрома и вольфрамовые сплавы.
Медь значительно превосходит бронзу по тепло- и электропроводности, однако ее износостойкость в 5-7 раз хуже. Поэтому для производства электродов рекомендуется использовать сплав ЭВ, который являет собой медь, в составе которой присутствует приблизительно 0,8% хрома и 0,3% цинка.
Чтобы уменьшить износ электродов, которые используются в процессе точечной сварки, нужно производить периодическое охлаждение водой. Качество швов будет зависеть от выбранного диаметра электродов. Диаметр точек должен в несколько раз превышать толщину соединяемого элемента наименьшей толщины.
Устройство для точечной сварки
Схема устройства пистолета для точечной сварки.
Чтобы производить сварку у себя дома, понадобится выполнить сборку специального устройства.
Элементы, которые понадобятся:
- Маленький трансформатор.
- Электрод.
- Выпрямительный мост.
- Выключатель.
- Проволока.
- Медные стержни.
- Рычаг.
- Наконечники.
Схема сборки устройства для сварки
Основой работы такого приспособления является образование электрического импульса, который проваривает 2 заготовки из металла. В данном случае понадобится трансформатор маленьких размеров. К его нижней обмотке подсоединяется заготовка, а к вторичной — электрод.
Не допускается подсоединять трансформатор напрямую к питанию, для этого следует использовать специальный мост для выпрямления с тиристором. Чтобы создать подходящий импульс, в устройство надо будет дополнительно смонтировать другой источник, который состоит из выпрямительного моста и трансформаторной конструкции. Электроток будет скапливаться в конденсаторе, который используется в качестве сборника и создателя импульса.
Электроток будет скапливаться в конденсаторе, который используется в качестве сборника и создателя импульса.
Схема устройства для подобного типа сварки изображена на рис. 2.
Для того чтобы запустить сварочную конструкцию, на рукоятке пистолета надо нажать кнопку «импульс», которая открывает цепь конденсатора-резистора. После этого произойдет разряжение данных элементов через электрод.
Схема сварочного электрода.
В данном случае тиристор будет использоваться в качестве катода, который замыкает выпрямительный мост первого трансформатора. Пока конструкция не разрядится, тиристор будет находиться в открытом положении. После этого нужно отпустить кнопку «импульс», чтобы конденсатор еще раз зарядился. Действия нужно повторять по одной и той же схеме.
Проще всего изготавливать устройство переменного тока. Управлять процессом работы конструкции можно будет за счет изменения длительности импульса. В данном случае может использовать как выключатель, так и реле времени.
Первичная обмотка трансформаторной конструкции должна содержать минимум 200 витков. Вторичная обмотка должна быть большой мощности.
Трансформаторное приспособление может быть изготовлено из соответствующего элемента микроволновой печи. С помощью одного приспособления будет возможность соединять металлические листы толщиной до 1 мм. Если понадобится устройство большей мощности, следует установить несколько трансформаторов. Несколько элементов надо будет объединить в единый источник тока.
https://moyasvarka.ru/www.youtube.com/watch?v=KurstmEhqKI
Следует помнить, что конструкция высокой мощности может вызвать сильное падение напряжения в электросети.
Нехватку мощности можно возместить путем увеличения времени сварки.
Конструкция электродов и элементов управления
В качестве электродов чаще всего используются медные стержни. Электрод нужно выбирать большой толщины. Диаметр данного элемента должен быть больше диаметра провода. Электроды нужно время от времени подтачивать, чтобы они не теряли форму.
Чем меньше будет длина провода от трансформаторной конструкции к электроду, тем меньше мощности будет теряться на выходе.
https://moyasvarka.ru/www.youtube.com/watch?v=OMC9x7lkw8g
В качестве органов управления нужно использовать рычаг и выключатель. Выключатель устанавливается в цепь первичной обмотки.
Точечная сварка является несложным процессом, однако важно иметь необходимое для работы устройство.
moyasvarka.ru
Как произвести своими руками точечную сварку
Оглавление: [скрыть]
- Виды сварки и особенности
- Преимущество и недостатки точечной сварки
- Устройство для самостоятельной сварки
- Самодельный аппарат для точечной сварки
Среди всех видов соединения металлов своими руками точечная сварка является наиболее удобной, особенно в бытовом плане.
Точечная сварка — это вид контактной сварки, который применяется в основном для соединения листового материала.
Что касается сварки в общем плане, то она бывает электрической и газовой. Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия.
Для электрической сварки тепловым источником для нагрева соединяемых деталей используется электрическая энергия.
Виды сварки и особенности
Электросварка бывает двух основных типов: дуговой и контактной. В первом случае между электродом и свариваемым элементом как двумя полюсами электроцепи образуется дуга. За счет высокой температуры происходит плавление металла, в результате которого и происходит неразъемное соединение. При этом электрод непосредственно не касается свариваемых элементов.
Классификация основных видов сварки.
Другой вид электросварки — это контактная сварка. Здесь преобразование электроэнергии в тепловую происходит за счет пропускания через свариваемые элементы, соединенные друг с другом, тока.
Основной вид данного типа соединения, применяемого в домашних условиях, это точечная электросварка. Точечная сварка своими руками включает в себя сначала нагрев металла до состояния пластилина и после сдавливание.
Этот вид сварки осуществляется без использования каких-либо дополнительных присадок или добавок.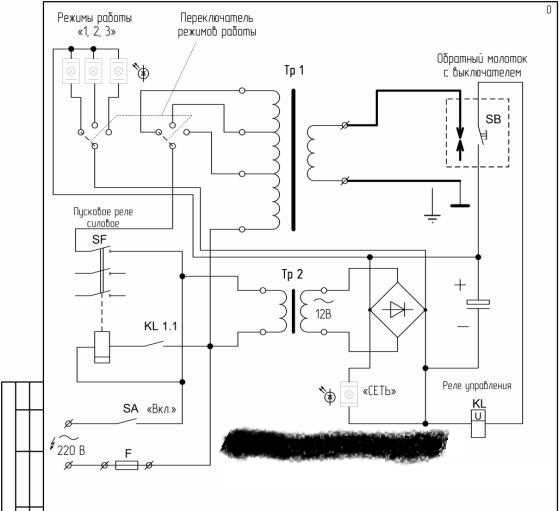 Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.
Для осуществления точечной электросварки используется ток силой от 10 ампер, при этом металл плавится практически сразу, поскольку время пропуска тока варьируется от нескольких десятых долей секунды, до нескольких секунд, при особо крупных элементах.
При данном виде сварки соединяются наложенные друг на друга детали, такие как арматурные стержни, кабель, прокатные листы и др.
Суть точечной сварки состоит в том, что два скрепляемых элемента в месте их соприкосновения зажимаются между электродами сварочного аппарата.
Схема точечной сварки.
Детали соединяются между собой сварочными клещами или специальным пистолетом для сваривания тонких листов. Клещи и пистолет соединены со сварочным прибором гибким соединением, что дает им возможность перемещаться вдоль свариваемой детали во время работы.
При прохождении электрического тока большой силы металл в области сваривания нагревается докрасна, становится мягким и в результате оказываемого давления крепко сваривается между собой. После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки — размер сварочного ядра. Он, как правило, должен составлять 2-3 толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
После снятия импульса тока детали некоторое время должны находиться под давлением, для остывания и кристаллизации сварочного ядра. Один из показателей качества точечной сварки — размер сварочного ядра. Он, как правило, должен составлять 2-3 толщины самого тонкого свариваемого листа. С помощью специальной аппаратуры возможно выполнение сварочных операций до 600 точек в минуту.
В промышленности точечная сварка применяется очень широко, начиная с микроэлектроники, где привариваются контакты электронных приборов, до тяжелого машиностроения, где этим методом свариваются стальные листы толщиной до 20 мм.
В быту точечная сварка широко применяется для сборки и ремонта радиоаппаратуры, там, где нужно соединить мелкие детали. Незаменима она и при починке ювелирных изделий, телефонов, компьютеров, бытовой электроники, станков, автомобильных аккумуляторов. Также пригодится она для работы с алюминием и для ремонта кухонной утвари.
Вернуться к оглавлению
К преимуществам контактной точечной сварки перед дуговой следует отнести скорость и меньшие затраты электроэнергии, так как за счет применения тока большой силы, время одной сварочной операции сокращается до секунды.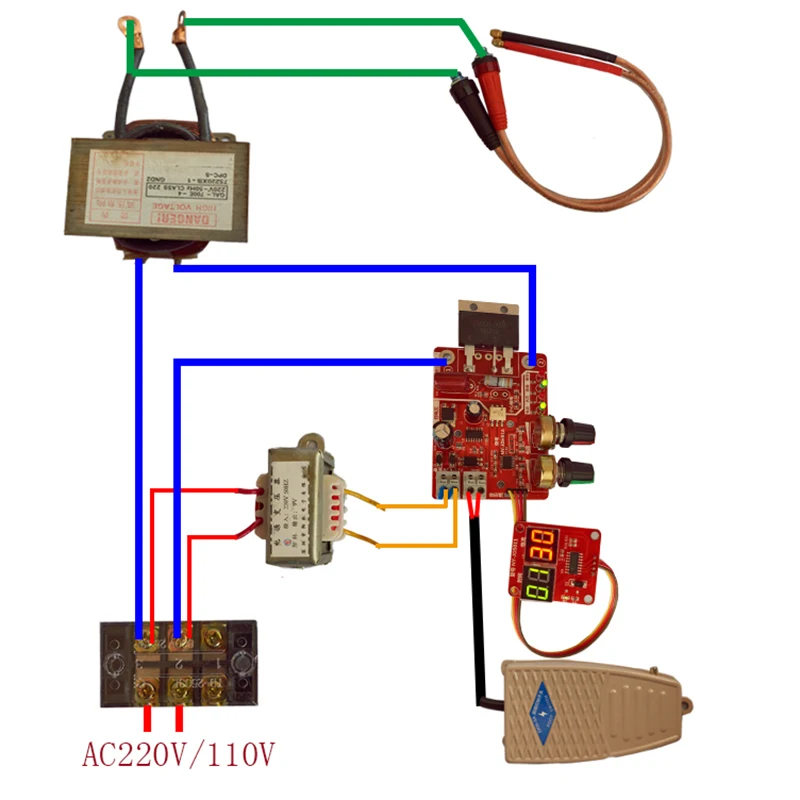
Полученный сварочный шов обладает высокой механической прочностью. Также точечная электросварка незаменима при сваривании мелких деталей, особенно в тех случаях, когда нужно не допустить нагрев остальной части изделия.
Недостатком точечной сварки является отсутствие герметичности сварочного шва.
Вернуться к оглавлению
Принципиальная схема аппарата для точечной сварки.
Для точечной электрической сварки в промышленных масштабах используются громоздкие стационарные сварочные машины, автоматические и полуавтоматические, работающие в условиях конвейера. В данном случае речь пойдет о компактном аппарате для контактной электросварки, которым можно осуществить мелкий ремонт авто или бытовой техники. Такой мини-прибор называется споттер. У него один вывод крепится к самой детали, второй — к электроду. Что касается клещей, то они в данном приборе не предусмотрены. Данный вид сварки часто называют сваркой-сопротивлением. Здесь важно, чтобы источник тока был подключен с минимальными потерями. Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Это достигается при помощи кабелей с большим сечением. Также нужно стремиться к тому, чтобы источник тока располагался максимально близко к сварочному месту.
Споттер — по определению ручной мини-прибор, поэтому производители стремятся сделать его максимально компактным. Со временем, когда споттеры выросли в отдельный класс сварочных приборов, они приобрели дополнительные функции. Самые дешевые из споттеров те, которые используют однофазный ток, они просты, надежны, однако возможности устройства в данном случае довольно ограничены. Так, они не могут сваривать листы толще 0,8 мм, работать с оцинкованной сталью. К более дорогим споттерам относятся приборы, укомплектованные трансформатором трехфазного тока, они могут использоваться как промышленные сварочные аппараты, и спектр их возможностей достаточно широк. Самые дорогостоящие споттеры — это устройства инверторного типа, вырабатывающие электрический ток частотой до 2 тыс. герц.
Производят споттеры те же компании, что и выпускают аппараты для сварки. Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Сварочный аппарат для точечной сварки вполне можно собрать и самостоятельно.
Вернуться к оглавлению
Для изготовления аппарата точечной сварки потребуется трансформатор.
Сборка устройства для контактной точечной сварки достаточно проста. Его можно собрать из высоковольтного трансформатора (инвертора), который можно извлечь из старой микроволновки или аппарата типа лабораторного автотрансформатора.
Высоковольтный трансформатор в этих приборах является двухобмоточным, где для первичной обмотки используется провод с большим сечением, а вторичной — с меньшим. Необходимо снять обмотки, стараясь их не испортить, и разобрать сердечник с помощью простого слесарного инструмента.
Самое главное — сохранить в целости провод первичной обмотки. После освобождения сердечника на него нужно будет намотать вторичную обмотку. Для этого нужно в два витка намотать медный провод сечением примерно 7 мм. Этот провод можно найти в старом ламповом телевизоре, сварочном трансформаторе или купить. После этого нужно соединить клеем или смолой обе части трансформатора вместе.
После этого нужно соединить клеем или смолой обе части трансформатора вместе.
В результате этих манипуляций получаем почти готовый прибор для контактной сварки с силой тока 700-800 ампер, что вполне подойдет для сварки железа и нержавеющей стали. Теперь прибору необходимо создать корпус, для безопасной работы. Для этих целей лучше всего подойдет дерево. Не забывайте о том, что верхний рычаг устройства должен свободно двигаться в вертикальном и горизонтальном направлении, поэтому сделайте на корпусе проемы для его движения. Можно сделать подвижными оба рычага. Землю нужно будет установить на один из винтов крепления корпуса.
Заключительный этап сборки прибора — это изготовление электродов, для этого нужно взять два отрезка медной проволоки и закрепить их в держателях.
На задней стенке прибора необходима установка тумблера включения-выключения, здесь же крепим электрический провод к питанию. Теперь один над другим располагаем два рычага для сварки. Рычаги нужно будет закрепить на оси.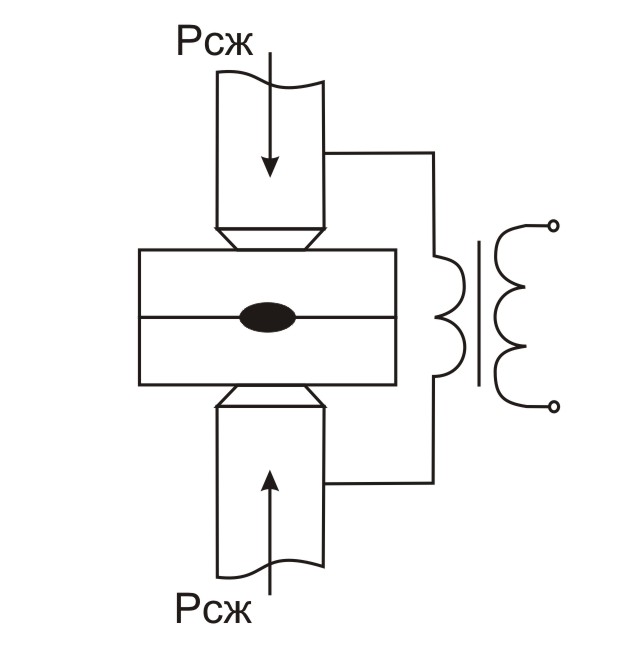 С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
С торцов на рычагах ставим ранее закрепленные электроды из меди. Контакты их должны соприкасаться точно в одной точке, иначе добиться качественной сварочной работы не получится.
Верхний рычаг должен всегда находиться сверху, там его можно закрепить пружиной или резинкой. Такой самостоятельно собранный аппарат контактной сварки пригодится для ремонта автомобиля или бытовых приборов. Для сварки мелких элементов точечная электросварка хотя и несколько проигрывает лазерной в эффективности, но намного дешевле и доступнее.
Эффективность описанной схемы достигается тогда, когда между электродами размещается металлическая деталь из другого материала. Соединяемые элементы перед сваркой необходимо очистить от ржавчины. Во время проведения сварных работ строго соблюдайте технику безопасности.
expertsvarki.ru
Точечная сварка своими руками / Сделай сам / Коллективный блог
Содержание:
Что такое сварка, могут рассказать многие, но вот не все знают, что видов данного процесса существует большое количество. И для каждого из них используют свой энергоноситель. В зависимости от условий применяется определенный вид сварки. В быту предпочтение отдается точечному типу. Качество полученного шва при использовании этого вида сварки зависит от опытного глаза мастера, который должен визуально определять время выдержки токового импульса на одной точке.
И для каждого из них используют свой энергоноситель. В зависимости от условий применяется определенный вид сварки. В быту предпочтение отдается точечному типу. Качество полученного шва при использовании этого вида сварки зависит от опытного глаза мастера, который должен визуально определять время выдержки токового импульса на одной точке.
В этой статье мы подробно поговорим о точечной сварке, ее режимах, требованиях, которые предъявляются к электродам. Кроме того рассмотрим схему сварочного аппарата, который можно собрать самому в домашних условиях.
Описание процедуры
Данный тип сварки используется как в быту, так и на производстве. В промышленных условиях его применяют для того, чтобы сваривать листовые заготовки, которые изготавливают из стали разных марок и цветных сплавов. Ее применяют в тех случаях, когда металлы имеют различную толщину или это профильные заготовки (швеллеры, двутавры, уголки и т.д.) и пересекающиеся стержни.
В бытовых условиях точечную сварку используют для ремонта различной домашней техники, при проведении работ с кабелями, алюминием и т.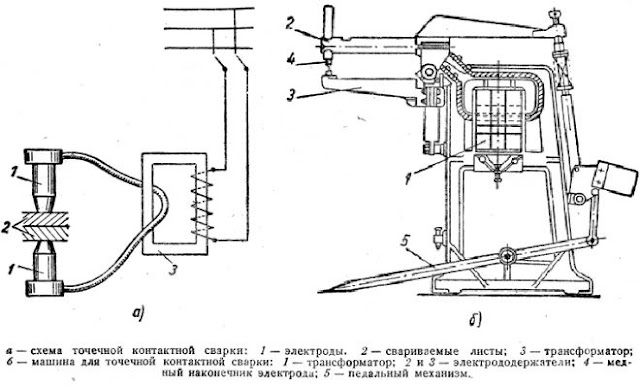 д.
д.
Сама процедура сварки состоит из совмещения соединяемых деталей, нагрева их до пластичного состояния электродом и непосредственно деформирования (соединения). Чтобы шов получился хорошего качества, специалисты рекомендуют поддерживать скорость перемещения электрода, величину давления и контакт между деталями постоянными.
Если точечная сварка ведется в промышленных условиях, данные требования контролируются автоматически. Частота сварки иногда достигает 600 точек за одну минуту.
Рис. 1 Схема точечной сварки
Нагрев деталей осуществляется за счет того, что через них проходит сварочный ток кратковременным импульсом с длительностью 0,01-0,1 секунда. Это обеспечивает расплавление металла под тем местом, куда воздействует электрод. Там же происходит формирование жидкого ядра диаметром 4-12 миллиметров, в состав которого входят частицы обоих деталей. Когда прекращается воздействие импульса тока, две части удерживают вместе, давая возможность ядру критализироваться и застыть. Вот так выглядит сам процесс.
Вот так выглядит сам процесс.
Он прост и имеет ряд достоинств и недостатков, как и все другие виды сварок. Среди ее преимуществ следует отметить прочность получаемого шва к механическому воздействию, отличная экономичность проведения работ и возможность внедрения автоматизации самого процесса сварки. Однако при этом герметичность полученного шва отличается низким качеством.
Используемые режимы
Выбор режима зависит от того, из какого материала изготовлены свариваемые детали. Если это углеродистая сталь, которая склонная к закалке и образованию трещин, тогда продолжительность нагрева рекомендуется увеличить. Это позволит замедлить охлаждение металла в последствии.
Если детали из нержавеющих аустентичных сталей, то сварку рекомендуется вести с небольшим временем нагрева, чтобы предотварить вероятность перегрева изделий до разрушения антикоррозионных свойств их наружного слоя.
Рис. 2. Основные показатели параметров при точечной сварке
Давление, которое должно быть между электродами, для надежного контакта свариваемых деталей, зависит от толщины и видов материала. Кроме того, необходимо поддерживать постоянное давление и после завершения сварки, чтобы шов при остывании получил мелкозернистую структуру, и его прочность стала идентична прочности основных металлов.
Кроме того, необходимо поддерживать постоянное давление и после завершения сварки, чтобы шов при остывании получил мелкозернистую структуру, и его прочность стала идентична прочности основных металлов.
Для предотвращения выплеска расплавленного материала из области сварки, с помощью прижимных устройств формируют уплотняющий поясок. А для хорошей кристаллизации специалисты не рекомендуют сразу же после прекращения действия импульса разжимать электроды.
Требования, предъявляемые к электродам
Теперь мы остановимся на основных требованиях, которые предъявляются к электродам, используемым при проведении точечной сварки своими руками. Это высокая тепло- и электропроводимость, легкость последующей механической обработки и прочность на всем интервале рабочих температур.
Всем этим условиям полностью электроды, изготовленные из бронзы с включениями кадмия или кобальта, электролитической меди холодного проката, сплавов на основе меди с хромом или вольфрамом.
Рис.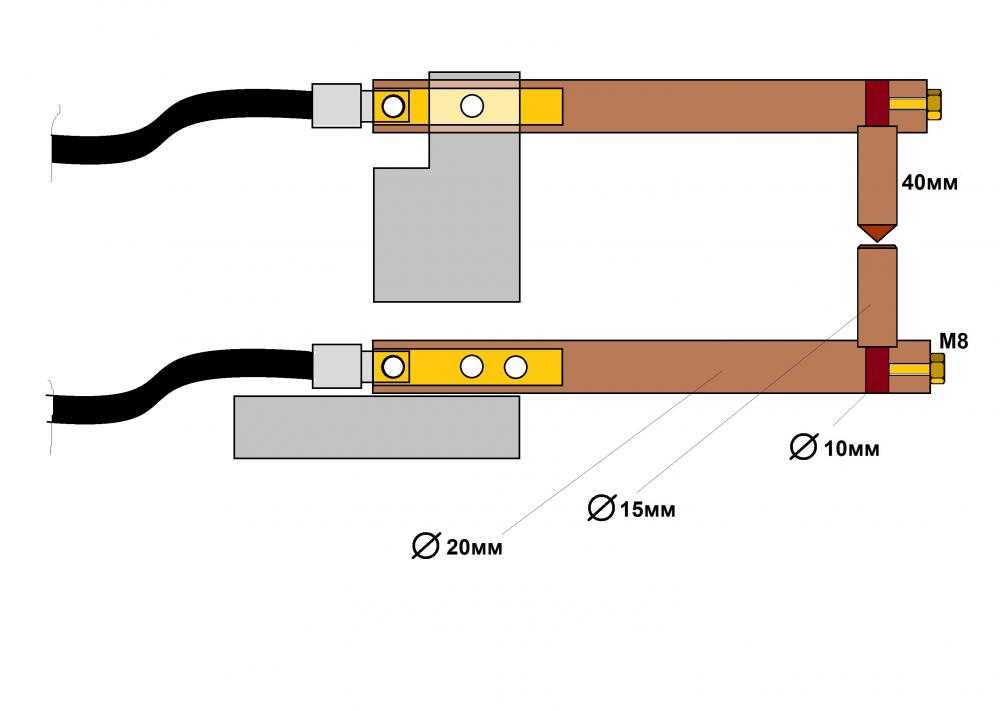 3 Схема електрода для точечной сварки
3 Схема електрода для точечной сварки
Специалисты советуют в процессе сварки производить охлаждение электродов водой для уменьшения их износа. Кроме того, необходимо правильно подойти к выбору самого электрода, ведь от этого будет зависеть качество полученного шва. Для визуального определения диаметра точек используют толщину самой тонкой детали и умножают ее на 2.
Сварочный аппарат своими руками
Если вам необходимо проводить точечную сварку в домашних условиях, то необязательно покупать аппарат в магазине. Его вполне можно собрать самому. Конфигурации таких самодельных моделей бывают различными — от компактных в переноске до достаточно габаритных. Чаще всего изготавливают средние настольные аппараты, которые используют для сваривания деталей из цветных и черных металлов.
Рис.4 Настольный сварочный аппарат
Схема
Чаще всего схемы предложенных сварочных аппаратов представляют собой небольшие приборы с небольшой мощностью, но листы железа толщиной 0,2 миллиметра или металлические провода варить с их помощью можно.
Все аппараты для проведения точечной сварки работают по закону Ленца-Джоуля. Согласно ему, проводник, через который проходит электрический ток, нагревается и выделяет такое количество тепла, которое пропорционально сопротивлению материала проводника, квадрату тока и времени протекания тока. Это необходимо учитывать, выбирая электрические провода для своего аппарата.
Так как сварка происходит благодаря созданию электрического импульса, то вам понадобиться небольшой трансформатор, который подсоединяется к нижней обмотке одной детали, а к вторичной обмотке будет подсоединен электрод.
Никогда не стоит соединять напрямую трансформатор и источник питания. Это делается только с использованием специального выпрямительного моста с тиристором. Кроме того, вам понадобиться еще один дополнительный источник питания, в состав которого входит выпрямительный мост и трансформатор. Для сбора тока и создания импульса используется конденсатор.
Рис.5 Схема точечного сварочного аппарата
В данной цепи тиристор играет роль катода, который замыкает выпрямительный мост первого трансформатора.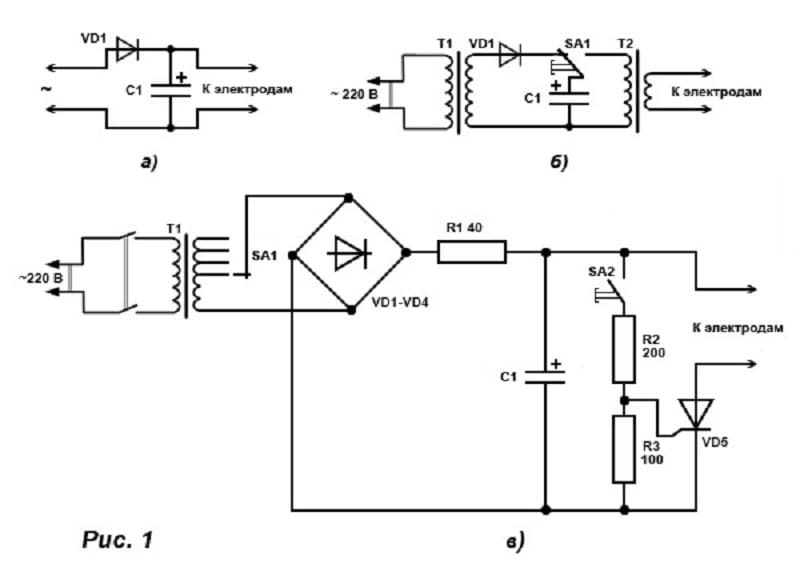 Он будет находиться в открытом состоянии до тех пор, пока конденсатор полностью не разрядится. Для начала работы и ее окончания нажимается кнопка «импульс».
Он будет находиться в открытом состоянии до тех пор, пока конденсатор полностью не разрядится. Для начала работы и ее окончания нажимается кнопка «импульс».
Если мощность сварки нужна больше, то в схему включается тиристор полупроводниковый, трансформатор сварочный и реле времени, а технические характеристики основных узлов изменяются в сторону более мощных.
Электроды и их конструкция
Для самодельных аппаратов отлично подходят медные жала от паяльников большой мощности. Чтобы они сохраняли свою форму, их рекомендуют время от времени подтачивать, а при сильном износе — менять.
Не стоит использовать длинные провода для соединения электрода и сварочного аппарата. Кроме того, на оба конца кабеля рекомендуется надеть медные наконечники, которые будут соединять электроды и установку точечной сварки, и потом спаять их. Это поможет избежать окисления меди со временем и позволит вашему аппарату дольше работать.
Рис. 6 Форма заточки электродов для разных работ.
Для удобства нижний электрод рекомендуют делать неподвижным. Для его изоляции от крепежных болтов можно использовать шайбы и клейкую ленту.
Как видим, ничего сложного или непонятного в точечной сварке нет. На предложенном внизу видео показано, как правильно вести точечно сварку своими руками:
[ВИДЕО] Точечной сварки своими руками
44kw.com
Изготовление точечной сварки своими руками и ее использование
Оглавление: [скрыть]
- Использование сварочника для точечной сварки
- Режимы точечных сварочных работ
- Изготовление сварочника для проведения точечной сварки
- Изготовление трансформатора сварочного агрегата
- Сборка корпуса устройства
Точечная сварка, своими руками изготовленная, позволяет осуществлять соединение путем сваривания небольших заготовок из разнообразных металлов и их сплавов в домашних условиях.
Схема точечной сварки.
Использование сварочника для точечной сварки
Точечную сварку в промышленных условиях используют для проведения сваривания листов из цветного металла, заготовок из разнообразных материалов, стержней и профилированных заготовок. В быту ее применяют для проведения ремонтных работ с бытовой техникой и починки кабелей. Процесс сварки включает в себя несколько этапов. Сначала делается совмещение заготовок в нужном положении, затем они помещаются межу электродами, которые прижимаются.
Схема создания сварочного аппарата на основе старого трансформатора.
Детали разогревают, пока они не приобретут пластичность. Это достигается тем, что сварочный ток действует, как кратковременный импульс (всего 0,01-1 с). Благодаря короткому импульсу в области действия металл расплавляется, формируется жидкое ядро, имеющее диаметр от 4 до 12 мм. После прекращения действия электроимпульса начинают деформацию деталей: их удерживают до тех пор, пока ядро не кристаллизируется.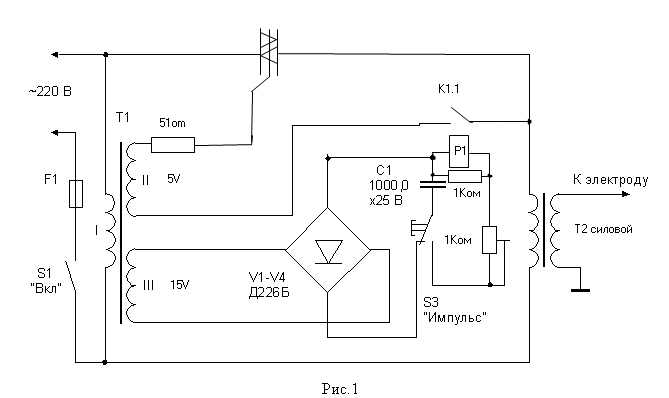
В промусловиях удается сделать до 600 свариваний в минуту. Если точечная сварка проводится в домашних условиях, необходимо поддерживать на одном уровне скорость движения электродов, оптимальное давление и постоянный контакт деталей, подвергающихся сварке. Как и любой другой вид работ, точечная сварка имеет свои недостатки. Основной из них – нет возможности обеспечить оптимальную герметичность шва. К положительным моментам относятся прочность швов, экономичность, а также возможность автоматизации сварочных работ.
Время нагрева деталей может варьироваться от сотой доли секунды до десятка секунд. Этот показатель напрямую зависит от условий процесса и мощности сварки. При работе с углеродистой сталью (или сталью другого вида, склонной к образованию трещин или закалке) время нагрева должно быть больше – за счет этого увеличится и время остывания жидкого ядра.
Вернуться к оглавлению
Изделия из нержавеющей стали долго нагревать не рекомендуется: при превышении определенной температуры произойдут структурные превращения, что может плохо сказаться на антикоррозийных свойствах детали. Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Поддержание оптимального давления позволяет создать в местах соединения деталей надежный контакт. При выборе давления нужно ориентироваться на:
Схема изготовления точечной сварки.
- вид металла;
- толщину деталей.
После нагрева давление определяет образование в месте сварки мелкозернистой структуры. При правильно подобранном давлении прочность точек будет такой же, как у металлов до сварочных работ. Прижатие деталей позволяет получить уплотняющий пояс вокруг расплавленного металла. Этот пояс не дает металлу вытекать из места сварки. Чтобы улучшить процесс кристаллизации металла, электроды нужно удалять не сразу, а через некоторый период времени после прохождения электроимпульса.
Изготовленный самостоятельно аппарат для точечной сварки вполне подойдет для работы в домашних условиях. С его помощью можно быстро отремонтировать бытовую технику или некоторые детали автомобиля. При работе не стоит забывать о технике безопасности: обязательно нужно надевать специальные защитные очки и перчатки. Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Ток нужно включать только тогда, когда электроды сварочника прижаты, иначе возникает искрение, и электроды будут подгорать.
Не стоит допускать перегрева электродов, трансформатора и других деталей. Желательно иногда охлаждать сварочник вентилятором. Если вентилятора под рукой нет, температуру элементов аппарата нужно контролировать.
Вернуться к оглавлению
Принцип работы точечной сварки.
Для проведения сварных работ понадобится специальный инструмент, который можно приобрести в магазине или изготовить самостоятельно. Процесс сборки аппарата для точечной сварки своими руками не представляет особой сложности. В домашних условиях можно сделать сварочный аппарат разной конструкции – от небольшого агрегата до весьма габаритного аппарата. Обычно для работы дома достаточно настольного устройства, с помощью которого можно проводить сварку черных и цветных металлов.
Перед тем как начать сборку, нужно вспомнить закон Ленца-Джоуля. При движении по проводнику тока количество выделяемой теплоты прямо пропорционально сопротивлению проводнику, квадрату тока и времени протекания тока. То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
То есть, при токе 10 А будет теряться в 10000 раз меньше энергии, чем при токе 1000 А. Это значит, что качеством электроцепи пренебрегать не следует. Для агрегата следует подготовить набор электродов. Электроды в первую очередь должны гарантировать:
- высокую теплопроводность;
- прочность, электропроводность;
- легкий и быстрый процесс обработки.
Этим качествам соответствуют электроды с включением кобальта и сплавов вольфрама. Самым лучшим вариантом станет сплав ЭВ, состоящий из меди с небольшим включением хрома и цинка. Чистая медь отличается хорошими показателями электропроводности, но износостойкость значительно ниже, поэтому чистую медь для электродов использовать не рекомендуется. Чтобы продлить срок службы электродов, необходимо охлаждать их водой.
Вернуться к оглавлению
Основная часть, которую имеет самодельная установка для проведения контактной сварки – трансформатор.
Сделать его можно из электротрансформатора микроволновки. Лучше всего выбирать печь большого размера, так как в них обычно устанавливается более мощный электротрансформатор. Взятого из микроволновки электротрансформатора вполне достаточно, чтобы сварить лист толщиной 1 мм. Если такой мощности недостаточно, можно взять не один, а два и более трансформатора. Разбирать микроволновку нужно очень осторожно, в ней установлено несколько элементов, которые могут нанести сильный электроудар, даже если сам агрегат выключен.
Сердечник и электротрансформатор скреплены швом. Чтобы его удалить, нужна болгарка. Добраться до электрообмотки можно при помощи молотка и долота. Извлекать обмотку электротрансформатора нужно очень осторожно, чтобы не повредить, т.к. в дальнейшем она пригодится для работы. Вторичная обмотка наматывается обычно очень плотно, поэтому ее можно удалить по частям. В итоге должны получиться следующие детали: разделенный надвое сердечник и первичная обмотка. Далее нужно сделать вторичную обмотку. Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Для этого понадобится медный провод толщиной 7 мм, т.е. диаметром как отверстия в сердечнике. Провод наматывается в 2 витка. Сердечник крепится к основанию. Это можно сделать с помощью эпоксидной смолы. После приклейки сердечник нужно сжать в тисках и оставить на некоторое время.
Вернуться к оглавлению
Последний этап – изготовление корпуса. Его можно сделать из дерева или другого подходящего материала. Все части корпуса вырезаются, концы затачиваются с помощью фрезы. На верхнем рычаге нужно сделать выемку, тогда он не будет упираться в корпус сварочного аппарата. На задней части корпуса нужно вырезать отверстия для провода и включателя. Наконец все детали нужно загрунтовать и покрасить. Чтобы краска хорошо просохла, нужно подождать хотя бы 2 дня. После этого можно переходить к сборке аппарата.
Для изготовления электродов нужно отрезать 2 куска медного провода, каждый по 2,5 см. Вставить электроды в держатель и затянуть как можно плотнее с помощью отвертки. На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды. Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
На панели в отверстия вставляются провод и выключатель. Трансформатор закрепляется с помощью саморезов. Можно прикрепить клемму на один из них и присоединить к заземлению. На каждую сторону прикручивают по 6 саморезов, закрепляют рычаги. На торцах рычагов устанавливаются контактные электроды. Обратите внимание, что электроды после сборки должны становиться точно друг на друга. В случае, если этого не происходит, то положение можно исправить путем подгибания электродов.
При наличии определенного объема знаний в области электротехники можно собственными руками изготовить споттер. Это устройство, обеспечивающее проведение процесса точечной сварки за счет электрического импульса, получаемого от конденсатора большой емкости. При использовании этого устройства разряд тока, обеспечивающий процесс сварки, является настолько коротким, что не происходит даже обгорания красящего покрытия на обратной стороне заготовки.
parnikiteplicy.ru
| Сварочный ток |

Аппарат для точечной микро-сварки | Полезное своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08…0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Масса силового блока аппарата — около 8 кг, габариты — 225х135×120 мм.
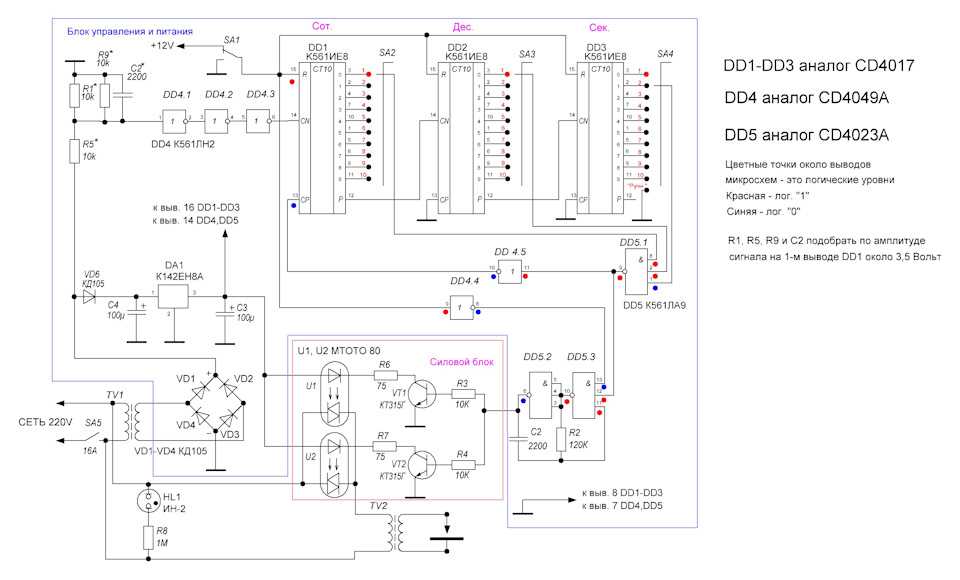
Электрическая принципиальная схема:Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка III) и лампу h2 подсветки места сварки (обмотка II).
Аппарат работает следующим образом:
При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
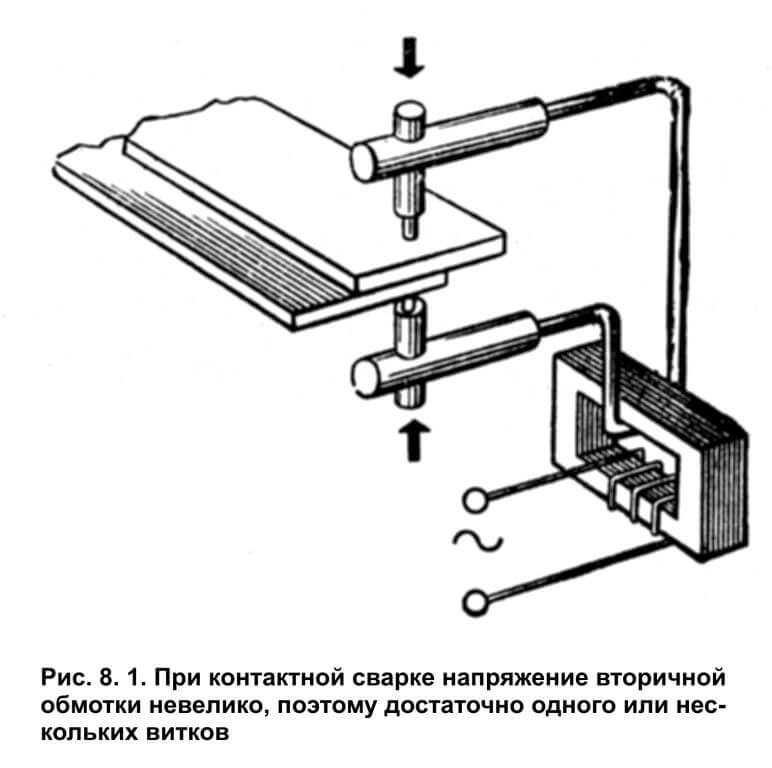
Из-за того, что сваривание двух деталей происходит в результате их сильного разогрева в месте контакта друг с другом, точечную сварку иногда называют контактной.
Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса ti (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным резистором R1 «Режим».
Конструкция силового блока:
Сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема.
На шасси силового блока размещены почти все элементы устройства.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8.
К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7.
На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения — более массивной из свариваемых деталей.
Конструкция сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм.
В корпусе смонтированы:
- держатель 3 сварочного электрода 2;
- лампа 8 подсветки с кнопочным выключателем 4 «Подсветка»;
- микропереключатель 6 «Импульс».
Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм².
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода.
Держатель изготавливают из медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода.
Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля.
Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки.
Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке).
В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки — от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля.
Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
В данной конструкции вторичная обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно. Это позволяет избежать токов выравнивания.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм.
Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм.
Такого же сечения изготовляют «заземляющий» соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2…2,5 м.
Трансформатор ТV1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку I, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку II — 330 витков провода ПЭВ-2 0,3 и обмотку III — 350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора ТV2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2.
Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него.
Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором «Режим».
При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65…70 кв.см.
Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная — 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
12V DIY Портативный аппарат для точечной сварки Печатная плата для Li-ion и
Переверните изображение, чтобы увеличить
Сохранить ₹ 160
11836763
наполнитель
Поделитесь этим продуктом
12V DIY Портативный аппарат для точечной сварки Аккумулятор для хранения печатной платы Печатная плата включает в себя электронный сварочный модуль, который является важной частью. Точечная сварка сваривается по принципу быстрого локального нагрева и охлаждения большим током. Он станет машиной для точечной сварки с накоплением энергии для сварки никелевых деталей, таких как литиевые батареи и никель-хромовые батареи, практичным, простым в эксплуатации и с широким спектром применения, а также с длительным сроком службы.
Особенности:
- Легкий и портативный, стабильный и надежный, износостойкий и может обеспечить длительный срок службы.
- На задней части приводной части есть окошко, можно добавить медь или олово самостоятельно.
- Добавлены внешние контактные площадки для светодиодов и встроенных кнопок, чтобы облегчить подключение светодиодов и кнопок на плате к другим местам.
- Подходит для сварки аккумуляторов 18650/26650/32650.
Примечание. Мы рекомендуем использовать с этим модулем аккумуляторную батарею емкостью 160 Ач +, так как все машины для точечной сварки нуждаются в высоком токе для сварки. Аккумуляторы Li-ion и LiFePO4
Примечание. Дизайн схемы и цвет могут отличаться от изображений
American ExpressDiners ClubMaestroMastercardVisaВаша платежная информация надежно обрабатывается. Мы не храним данные кредитной карты и не имеем доступа к информации о вашей кредитной карте.
Страна
Почтовый индекс
Спасибо за покупку на нашем сайте.
Если вы не полностью удовлетворены своей покупкой, мы здесь, чтобы помочь вам.
Возврат
Наша политика действует 3 дня со дня доставки. Если с момента доставки прошло 3 дня, к сожалению, мы не можем предложить вам возврат или обмен.
Пожалуйста, снимите видео распаковки при получении посылки и немедленно сообщите нам, если какой-либо продукт отсутствует или поврежден.
Товары, которые были ошибочно заказаны покупателем, не подлежат возврату и возврату не подлежат ни в коем случае. Кроме того, заказ не может быть отменен после отправки. Покупатель может заменить товар только в случае получения поврежденного или бракованного товара.
Чтобы иметь право на замену, ваш товар должен быть неиспользованным и находиться в том же состоянии, в котором вы его получили. Он также должен быть в оригинальной упаковке.
Для возврата/замены необходимо сохранить оригинал чека или подтверждение покупки.
Пожалуйста, не отправляйте покупку обратно производителю.
В некоторых случаях предоставляется только частичное возмещение (если применимо).
– Любой товар, не находящийся в исходном состоянии, поврежден или отсутствует по причинам, не связанным с нашей ошибкой.
– Предметы со скидкой или со скидкой.
Возврат (если применимо)
После получения и проверки вашего возврата мы отправим вам электронное письмо, чтобы уведомить вас о том, что мы получили ваш возвращенный товар. Мы также уведомим вас об одобрении или отклонении вашего возмещения.
Если ваш возврат будет одобрен, он будет обработан немедленно, и кредит будет автоматически применен к вашей кредитной карте или первоначальному способу оплаты в течение определенного количества дней.
В случае оплаты наложенным платежом (COD) будет предоставлено только купонов на скидку/ваучеров .
Примечание. Возврат будет осуществлен после вычета фактических транспортных расходов, оплаченных компанией.
Отмена заказа: После того, как заказ упакован и отправлен, его нельзя отменить.
Заказ недоставлен/RTO:
Если заказ недоставлен/RTO из-за ошибки клиента, то
- в случае наложенного платежа Мы не сможем отправить: Заказы наложенным платежом снова тому же клиенту.
- в случае предоплаты: возврат может быть осуществлен после вычета стоимости доставки.
Если заказ недоставлен или RTO из-за ошибки партнера по доставке, то для предоплаченных заказов будет предоставлена повторная отправка или полный возврат средств.
Задержка или отсутствие возмещения (если применимо)
Если вы еще не получили возмещение, мы просим вас сначала снова проверить свой банковский счет.
Затем свяжитесь с компанией, выпустившей вашу кредитную карту, может пройти некоторое время, прежде чем ваш возврат будет официально отправлен.
Далее обратитесь в свой банк. Часто перед отправкой возмещения требуется некоторое время на обработку.
Если вы сделали все это, но до сих пор не получили возмещение, свяжитесь с нами по адресу [email protected].
Предметы со скидкой (если применимо)
Возврат возможен только за товары по обычной цене, к сожалению, возврат за товары со скидкой невозможен.
Обмен (если применимо)
Мы заменяем товары только в том случае, если они неисправны или повреждены. Если вам нужно обменять его на тот же товар, отправьте нам электронное письмо по адресу [email protected] и отправьте товар по адресу
Makerbazar
# 47, New Anaj Mandi, Sector 16,
Faridabad — 121002, HR, Индия .
Ориентир: Рядом с Блинкитом, Опп. Насос HP
Контакты:- 9560
5
Подарки
Если товар был помечен как подарок при покупке и доставке непосредственно вам, вы получите подарочный кредит на сумму вашего возврата. После получения возвращенного товара вам будет отправлен подарочный сертификат.
Если товар не был помечен как подарок при покупке, или даритель отправил заказ себе, чтобы передать вам позже, мы отправим возврат дарителю, и он узнает о вашем возврате.
Доставка
Чтобы вернуть товар, отправьте информацию о нем по адресу
Makerbazar
#47, New Anaj Mandi, Sector 16,
Faridabad — 121002, HR, India .
Ориентир: Рядом с Блинкитом, Опп. Насос HP
Контактное лицо: — 9560
5
Вы несете ответственность за оплату транспортных расходов при возврате товара. Стоимость доставки не возвращается. Если вы получите возмещение, стоимость обратной доставки будет вычтена из вашего возмещения.
В зависимости от того, где вы живете, время, которое может потребоваться для доставки товара по обмену, может различаться.
Если вы отправляете товар на сумму более рупий. 1000, вам следует подумать об использовании отслеживаемой службы доставки или о покупке страховки доставки. Мы не гарантируем, что получим ваш возвращенный товар.
Свяжитесь с нами
Если у вас есть какие-либо вопросы о том, как вернуть или заменить ваш товар, свяжитесь с нами по адресу [email protected].
DIY PCB печатная плата точечный сварочный аппарат портативный 12 В аккумулятор точечный сварочный аппарат с точечной сваркой ручка для 18650/26650
Описание продукта
Характеристики:
Для сварки 18650/26650/32650 и т. д.
Литиевая батарея, преимущества: портативность, стабильность, надежность и долговечность.
Пользователям необходимо подавать питание от батареи 12 В, сварочный ток составляет около 90 А ~ 130 А, для обычной никелированной сварки 18650/26650/32650 0,1 мм ~ 0,15 мм. После нескольких поколений обновлений продукта теперь он модернизирован, чтобы автоматически запускать сварку, освобождая кнопки пальцев.
Требования к источнику питания:
Напряжение системы: 12–14,6 В (мощность X = должно быть больше 150 А) аккумуляторная батарея, 20А свинцово-кислотная батарея с хорошей производительностью выше 20А)
Непонимание: Не думайте, что вы можете использовать 3 серии 18650 для питания. В конце концов, обычный 18650 имеет скорость разряда только 3-5C, поэтому каждая секция может обеспечить только нагрузочную способность 2,5 A * 3 = 7,5 A, что далеко от 150 A, если только не возможны 20 параллельных соединений, 3 серии и 60 секций 18650, но это явно нереально.
Рекомендуемый аккумулятор:
20-45 Ач Свинцово-кислотный аккумулятор с хорошими характеристиками и малым внутренним сопротивлением
3,5-5,5 Ач 45C 3S литиевый аккумулятор
Емкость 30-35 Ач 18650 Аккумулятор
3 0 В комплекте
1 x Главная плата
1 X Buzzer
2 x 10AWG Входные провода
2 X Spot Splering Punering
Подробные картинки:
0003Более подробные фотографии:
Дополнительная информация
. Когда вы сделаете заказ, вы получите подтверждение по электронной почте от Alexnld. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице информации о заказе в процессе оформления заказа. Alexnld.com предлагает 3 различных способа международной доставки: Авиапочта, Заказная Авиапочта и Служба ускоренной доставки. Ниже приведены сроки доставки:
| Авиапочта и зарегистрированная авиапочта | Район | Время |
|---|---|---|
| США, Канада | 10-25 рабочих дней | |
| Австралия, Новая Зеландия, Сингапур, Объединенные Арабские Эмираты | 10-25 рабочих дней | |
| Великобритания, Франция, Испания, Германия, Нидерланды, Япония, Бельгия, Дания, Финляндия, Ирландия, Норвегия, Португалия, Швеция, Швейцария | 10-25 рабочих дней | |
| Италия, Бразилия, Россия | 10-45 рабочих дней | |
| Другие страны | 10-35 рабочих дней | |
| Ускоренная доставка | 7-15 рабочих дней по всему миру | |
Мы принимаем оплату через PayPal,и с помощью кредитной карты.
Оплата с помощью PayPal / кредитной карты —
ПРИМЕЧАНИЕ: Ваш заказ будет отправлен на ваш адрес PayPal. Убедитесь, что вы выбрали или ввели правильный адрес доставки.
1) Войдите в свою учетную запись или используйте кредитную карту Express.
2) Введите данные своей карты, заказ будет отправлен на ваш адрес PayPal. и нажмите Отправить.
3) Ваш платеж будет обработан, и квитанция будет отправлена на ваш почтовый ящик.
Возврат
Вы можете вернуть этот товар в течение 15 дней с момента доставки для полного возврата средств. Мы также оплатим стоимость обратной доставки, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Если вам нужно вернуть товар, свяжитесь с нами, указав номер вашего заказа и сведения о продукте, который вы хотите вернуть. Мы быстро ответим и предоставим инструкции о том, как вернуть товары из вашего заказа.
Продукт не работает должным образом?
Наша служба поддержки клиентов может решить большинство проблем, связанных с продуктом, быстро и эффективно. Чтобы получить поддержку, свяжитесь с нашей командой, заполнив форму отправки на странице Контакты.
Право на возврат
Чтобы возврат имел право на возмещение, убедитесь, что вы вернули в течение 15 дней с даты доставки вашего товара.
Мы просим вас вернуть нам ваш товар в новом или слегка использованном состоянии без признаков износа. Если товар находится в использованном состоянии, пожалуйста, отправьте нам фотографию, чтобы подтвердить его состояние, прежде чем вернуть его. Мы оставляем за собой право отказать в возврате, если есть какие-либо признаки износа или отсутствия деталей.
Имейте в виду, что мы покрываем расходы на возврат только в том случае, если возврат является результатом нашей ошибки (вы получили неправильный или дефектный товар и т. д.).
Все клиенты должны связаться с нами, прежде чем отправлять нам что-либо. Мы не несем ответственности за возвращенные товары без предварительного уведомления.
Возврат
После успешной проверки вашего возврата мы осуществим полный возврат средств на кредитную/дебетовую карту или счет PayPal, который использовался для размещения первоначального заказа.
Вы должны рассчитывать на возмещение в течение четырех недель после возврата посылки, однако во многих случаях вы получите возмещение быстрее. Этот период времени включает время в пути до получения вашего возврата от грузоотправителя (от 5 до 20 рабочих дней), время, необходимое нам для обработки вашего возврата после его получения (от 3 до 5 рабочих дней), и время, которое требуется вашего банка для обработки нашего запроса на возврат средств (от 3 до 5 рабочих дней).
Отказ от ответственности: это отзывы пользователей. Результаты могут варьироваться от человека к человеку.
Запрос продукта
Имя
Адрес электронной почты
Расследование
Точечная сварка | Хакадей
20 августа 2022 г. , Дэйв Раунтри
[Касьян ТВ] на ютубе выдали кучу запчастей в достаточно больших количествах, часть из которых была полезна и выделена под конкретные проекты, но с учетом интересующей их электроники не смогли найти использование пакета из 500 или около того конденсаторов низкой спецификации 470 мкФ. Это не были типы с низким ESR или высокой емкостью, поэтому они не подходили для индивидуального использования в качестве источника питания. Но как насчет того, чтобы складывать их все параллельно? (видео, встроенное ниже) После нескольких быстрых вычислений [Касьян] определил, что общая емкость всех 500 должна быть около 0,23 Фарад с ESR от около 0,4 до 0,5 мОм при 16 В и теоретической суммарной энергией около 30 Дж. Этого достаточно, чтобы нанести удар в нужной ситуации.
Печатная плата была сконструирована для параллельного соединения 168 маленьких банок с здоровенными широкими дорожками, усиленными несколькими жилами медной проволоки диаметром 1,8 мм и большим толстым слоем припоя поверх. Три такие печатные платы были соединены параллельно одним и тем же медным проводом, чтобы максимально снизить общее сопротивление. Такая штука имеет несколько практических применений, поскольку сверхнизкое измеренное ESR 0,6 мОм и большая емкость делают ее идеальной для сглаживания источников питания во многих приложениях, но можно ли ее использовать для создания аппарата точечной сварки? Ну да и нет. В сочетании с одним из этих дешевых китайских контроллеров «точечной сварки» он действительно производит несколько сварных швов на литий-полимерном элементе с тонкой никелированной полосой батареи, но дует прямо насквозь с небольшим проникновением. [Касьян] обнаружил, что конденсаторная батарея может использоваться параллельно с приличной ячейкой LiPo, что дает потенциально идеальную комбинацию — огромный начальный удар от конденсаторов, чтобы продуть полосу и начать сварку, а затем LiPo с более низким ( но все равно огромный) ток чуть дольше, чтобы помочь с проникновением в клемму аккумулятора, доводя сварочный шов.
[Кейсан] приводит некоторые измерения пиковой подачи тока и его профиля, показывая, что даже груду довольно обыденных деталей можно с небольшой осторожностью превратить во что-то полезное. Чем такая сборка отличается от одиночного суперконденсатора? Некоторое время назад мы говорили о суперконденсаторах и батареях LiPo, это было интересное обсуждение, и, если вам все еще интересно, гибридные суперконденсаторы на основе графена тоже актуальны!
Читать далее «Сборка аппарата для точечной сварки из 500 ненужных конденсаторов» →
Posted in Аккумуляторные хаки, Tool HacksTagged конденсатор, ESR, точечная сварка, суперконденсатор16 марта 2022 г. Эл Уильямс
Раньше было трудно пропустить достаточное количество электричества через два куска металла, чтобы соединить их вместе. Но литий-ионный аккумулятор может это сделать. Вопрос в том, должно ли это быть? [The Signal Path] разбирает дешевый аппарат для точечной сварки на батарейках, чтобы посмотреть, что внутри, и пытается ответить на этот вопрос. Разборку можно увидеть на видео ниже.
Дешёвый сварочный аппарат имеет некоторые очевидные проблемы с безопасностью, поэтому первым делом нужно было обрезать несколько проводов, а также облужить некоторые дорожки печатной платы, чтобы обеспечить минимально возможное сопротивление. Конечно, чем меньше сопротивление в проводке, тем больший ток доступен для сварки.
Читать далее «Разборка дешевого аппарата для точечной сварки» →
Posted in Обзоры, TeardownTagged точечная сварка14 сентября 2021 г., Райан Флауэрс
Поднимите руку, если вы когда-либо припаивали напрямую к аккумулятору, хотя знаете лучше. Мы все были там. Иногда нам это сходит с рук, когда у нас небольшая упаковка и нас не волнует долговечность. Но когда [Роберту Данну] нужно было собрать аккумуляторную батарею примерно из 120 литий-ионных элементов, он знал, что должен сделать это правильно и использовать аккумуляторный точечный сварочный аппарат. Конечно, купить его слишком просто для такого хакера, как [Роберт]. И вот он решил построить аппарат для точечной сварки из старой микроволновой печи и слишком большого количества красного дерева, которое вы можете увидеть ниже.
Для тех, кто не знает, аккумуляторный точечный сварочный аппарат — это волшебное устройство, которое прикрепляет язычки к аккумуляторным батареям. Вы заметите, что все батарейные блоки с цилиндрическими элементами имеют язычок с двумя небольшими углублениями. В этих углублениях электричество высокой силы тока быстро нагревает клемму аккумулятора и язычок, пока они не раскалятся докрасна, спаивая их вместе. Операция выполняется и заканчивается менее чем за секунду, задолго до того, как может быть нанесено какое-либо тепловое повреждение. Затем язычок можно припаять или приварить точечной сваркой к другому элементу.
Одной из наиболее важных частей аккумуляторов для точечной сварки является синхронизация. Хотя [Роберт Данн] признает, что таймер 555 или даже просто ручной переключатель и реле могли бы справиться с задачей, он выбрал Arduino Uno с 4-символьным 7-сегментным светодиодным дисплеем, который показывает время сварки в миллисекундах. Триггер, напечатанный на 3D-принтере, и ручка сварщика красиво оборачивают оборудование.
Сборка завершена специальным корпусом из красного дерева, который немного преувеличен. Но если у вас есть дерево, время, инструменты и навыки (и, возможно, канал на YouTube?), нет причин не прилагать дополнительные усилия! Итоговый билд [Роберта] почти тоже неплохо, но со своей задачей он точно справится.
Конечно, здесь, в Hackaday, точечные сварщики — почти стандартная плата за проезд, и мы рассмотрели «Хороший», «Плохой» и «Солнечный». У вас есть проект аккумуляторной сварки, который заслуживает места в ротации Hackaday? Во что бы то ни стало, отправьте его в Tip Line!
Читать далее «Великолепный аккумуляторный сварочный аппарат попал в точку» →
Опубликовано в Взломы Arduino, классические хаки, с практическими рекомендациямиTagged arduino, аккумуляторная сварка, литий-ионный, красное дерево, пятно, точечная сварка, сварщик, деревообработка16 июня 2021 года Дженни Лист
Изготовление батарейных блоков — обычное занятие в нашем сообществе, которое включает в себя точечную сварку никелевых полосок с клеммами на отдельных элементах. Многие упаковки были изготовлены таким образом с использованием переработанных элементов 18650, взятых из выброшенных ноутбуков. Коммерческие аккумуляторные точечные сварочные аппараты хорошо справляются со своей задачей, но имеют огромный пусковой ток и стоят недешево, поэтому нередко можно увидеть импровизированные решения, такие как перемотанные трансформаторы, извлеченные из микроволновых печей. Однако есть и другая возможность, в виде дешевых модулей, которые обещают те же результаты, используя батарейный блок в качестве источника питания.
Из-за любви к более дешевой части глобального электронного рынка для развлечения читателей Hackaday я не мог устоять, поэтому я расстался с 15 фунтами стерлингов (около 20 долларов США) за «Mini Spot Welder» и сел ждать, пока почтальон принесет мне обычный анонимный серый пакет.
Читать далее «Обзор: Аккумуляторные точечные сварочные аппараты, почему стоит купить правильный аппарат для точечной сварки» →
Опубликовано в Колонки Hackaday, Обзоры, Взломы инструментовпомеченный аккумулятор, аккумуляторная точечная сварка, обзор, точечная сварка 16 апреля 2021 г. Дэн Мэлони
На первый взгляд точечный сварочный аппарат — простое устройство. Если вы очень быстро пропустите достаточный ток через два куска металла, они нагреются достаточно, чтобы расплавиться и сплавиться вместе. Но, как и во многих других случаях, дьявол кроется в деталях, и создание надлежащего аппарата для точечной сварки может заключаться не только в изучении основ, но и в учете этих деталей.
Мы не публиковали ничего от наших друзей из [Make It Extreme], где они столько же занимаются созданием инструментов, сколько используют их для создания других вещей, если не больше. Однако мы ожидаем, что этот крепкий на вид аппарат для точечной сварки появится в будущем видео, потому что он действительно выглядит деловым и работает очень хорошо. Электроника обманчиво проста — только перемотанные трансформаторы микроволновки и простой таймер для управления импульсом тока. Что интересно, они использовали пару трансформаторов для значительного увеличения тока — они считают ток равным 1000 А, что позволяет машине сваривать заготовки толщиной до 4 мм.
Когда электрическая часть была готова, остальная часть сборки сосредоточилась на корпусе. Ключом к хорошему качеству точечной сварки является сильное физическое давление между электродами, которое обеспечивается рычажным соединением, а также длинными электродами из твердой меди. Мы должны сказать, что поворот ручки блокировки выглядит очень эргономично, и нам нравится, как закрытие ручки активирует ток. Дополнительные баллы за карбоновый вид готовой версии. Видео ниже показывает сборку и демонстрацию того, что она может сделать.
Большинство точечных сварщиков, которых мы видим, находятся дальше по пищевой цепочке, чем этот, специализируясь на сварке батарейных блоков и тому подобного. Однако мы помним еще одного очень профессионально выглядящего точечного сварщика.
Продолжить чтение «Амбициозный точечный сварщик действительно продвигает усилители» →
Posted in Tool HacksTagged электрод, металлоконструкции, трансформатор СВЧ, ТО, точечная сварка, сварщик 13 мая 2020 г. Кристина Панос
[NixieGuy] замышлял создание роботов с тросовыми соединениями, когда разразилась пандемия. Теперь, когда поставщиков компонентов не хватает, ему пришлось проявить творческий подход, когда дело доходит до непрерывных кабелей. Эти тросы должны быть как можно более бесшовными, чтобы не зацепиться за шкивы, поэтому [Никси] придумал способ сварить то, что у него уже есть под рукой, — стальные тросы толщиной 0,45 мм.
Напечатанное на 3D-принтере приспособление предназначено для использования под цифровым микроскопом и даже крепится к стойке с помощью винтов. Другой набор винтов удерживает два провода на месте, пока они привариваются встык между двумя кусками меди.
[Никси] добавляет каплю паяльной пасты для верности, а затем соединяет провода, присоединяя к медным электродам настольный источник питания, настроенный на 20 В при 3,5 А. Нам нравится, что [Никси] потратил время на оптимизацию конструкции приспособления, потому что оно выглядит великолепно.
Это просто показывает вам, что великие дела могут произойти с ограниченными ресурсами и небольшим количеством воображения. [Никси] не только решил свою собственную проблему с цепочкой поставок, но и в то же время усовершенствовал навык. Если у вас нет настольного источника питания, вы можете обойтись аппаратом для точечной сварки с питанием от батареи, в зависимости от вашего применения.
Опубликовано в Разные хаки, Взлом роботовпомеченный настольный источник питания, стыковая сварка, робот с кабелем, точечный сварщик своими руками, паяльная паста, точечный сварщик, стальная проволока15 августа 2019 г. Эл Уильямс
[Джулиану] нужно было приварить немного никеля к стали, и он решил использовать метод точечной сварки. Конечно, рядом с ним не было точечного сварщика. Поскольку это довольно простые машины, Джулиан решил построить аппарат для точечной сварки, используя заряженный суперконденсатор. Все основные принципы, кажется, налицо — суперконденсатор на 100 фарад и заряд 2,6 В дает более 300 джоулей — но он просто не работает.
Проблема в том, как направляется энергия разряда. Простое использование конденсатора приведет к тому, что заряд будет вытекать в виде искры, когда вы приблизитесь к точке разряда. Чтобы бороться с этим, [Джулиан] установил микропереключатель между конденсатором и медным наконечником, который он предполагал использовать в качестве сварочного наконечника. Микропереключатель, конечно, вероятно, не самый лучший для переноса больших скачков тока, поэтому мы подозреваем, что это может быть одной из причин, по которой он не получил хороших результатов.
Еще одна вещь, которую мы заметили, это то, что он использовал одну точку и использовал заготовку в качестве точки возврата. Большинство точечных сварщиков используют две точки рядом друг с другом или с каждой стороны заготовки. Ток от конденсатора, вероятно, просто поглощается относительно большим куском металла.
Второе видео ниже от [American Tech] показывает конденсатор 500F, выполняющий точечную сварку с чуть более чем двумя проводами, и это, кажется, работает. Собственный Hackaday [Шон Бойс] даже сделал одну из колоссальных кепок 3000F. Это сработало, хотя он добивался улучшений.
Продолжить чтение «Неудача недели: аппарат для точечной сварки суперконденсаторов» →
Опубликовано в Fail of the Week, Взломы инструментовTagged fail, точечная сварка, суперкап, суперконденсатор, сварка, сварка 9Аппарат для точечной сварки, управляемый MCU 0000 — Electronics-Lab.comЭтот проект представляет собой контроллер для двухимпульсной точечной сварки, который имеет несколько полезных функций, управляемых с помощью ЖК-интерфейса.
Описание
Я всегда хотел аппарат для точечной сварки, поэтому решил его построить. Я хотел построить емкостной разрядник, но в то время не мог позволить себе конденсаторы. Итак, это контроллер для двухимпульсной точечной сварки с некоторыми дополнениями:
- Имеет детектор пересечения нуля. Вы можете включить трансформатор при пересечении нуля или затемнить трансформатор, если хотите .
- Трансформатор управляется симистором
- Имеет интерфейс hd44780
- SPI-интерфейс для одиночной термопары
- Пиковый детектор трансформатора тока
- Изолированный ножной переключатель
- Монитор напряжения с операционными картами
- Попытка определить, когда пользователь пытается сварить
- Один поворотный переключатель для работы и один поворотный энкодер для настройки
Я использовал Atmega328P и, вероятно, буду писать код в IDE Arduino.
Возможно, вы могли бы использовать плату для других целей, например:
- Диммер переменного тока
- Простой термостат или
- ПИД-термостат с диммерным выходом
Дальнейшее обновление проекта после поставки печатных плат.
Схема
Основной блок питания контроллера. Главный трансформатор 1x12VAC 1Amp (TR-15)
Предохранитель PTC на 0,9А с мостовым выпрямителем 2W10 и диодом 1n4007, сглаживающими конденсаторами, синфазным дросселем для устранения любых всплесков и нежелательных шумов, еще несколько конденсаторов, линейный стабилизатор напряжения 7812 с радиатором, еще конденсаторы, еще дроссели, еще колпачки опять же 7805 и 5в рейка.
T7 представляет собой 2n3904 npn-транзистор, который воспринимает оба креста переменного тока через ноль для схемы диммирования.
Другой трансформатор представляет собой 2×9 В переменного тока 0,1 А для вторичных изолированных цепей.
Питание в норме
У меня было немного места, я подумал сделать регулятор напряжения на шине 5В.
Два операционных усилителя работают как компараторы для шины 5 В. Первый IC3A проверяет, меньше ли напряжение на неинвертирующем входе напряжения стабилитрона (5,3 В), если да, то на выходе операционного усилителя устанавливается высокий уровень (12 В) и T4 включается.
IC3B проверяет, не превышает ли напряжение напряжение стабилитрона (4,7 В), если да, то на выходе операционного усилителя устанавливается высокий уровень (12 В) и T5 включается.
Теперь, если оба транзистора включены, Q1 включается, включает светодиод и устанавливает высокий уровень сигнала PWR_OK.
Педальный переключатель
Это оптоизолированный вход переключателя для UC. 9 В поступает от трансформатора, B3 также является мостовым выпрямителем 2W10 с некоторыми сглаживающими конденсаторами и двумя последовательно включенными катушками индуктивности, питающими LM317 (TO-92), работающий в качестве драйвера постоянного тока для светодиода оптопары. Если вы замкнете переключатель, загорится светодиод, и сигнал FOOT SWITCH станет низким.
Измеритель тока
Эта схема подключается к трансформатору тока и измеряет пиковый ток сварки. Форма волны тока подается на неинвертирующий вход IC8A, два стабилитрона защищают вход операционного усилителя от напряжений ниже 0 В и выше 5 В. D1 позволяет операционному усилителю заряжать конденсаторы только при пиковом напряжении трансформатора тока, а стабилитрон защищает вход uC.
Электроды Touch
Эта схема представляет собой попытку автоматизировать аппарат точечной сварки. Идея состоит в том, чтобы почувствовать, когда пользователь помещает электроды на батарею, и после короткой задержки и гудка включить трансформатор. Но думаю провалится. Я собираюсь попытаться немного запитать сварочный трансформатор до пересечения нуля.
Если ток равен нулю, значит, пользователь не пытается сваривать, или если напряжение на двух проводах выше предельного значения, значит, пользователь не пытается сваривать (электроды не закорочены).
Тот же изолированный источник питания, что и раньше, и тот же пиковый детектор, но на этот раз выход пикового детектора питает два операционных усилителя, работающих в качестве компаратора. Если выход пикового детектора на неинвертирующем входе операционного усилителя ниже установленного напряжения на инвертирующем входе 10-виткового потенциометра, на выходе операционного усилителя высокий уровень, светодиод включается, а сигнал ELECTRODES_TOUCH становится низким.
uC
uC представляет собой AtMega328 в пакете tqfp32, работающий на частоте 16 МГц, и код будет написан в Arduino IDE. Имеется интерфейс MAX6675 для термопары spi для сварочного трансформатора, два разъема вентилятора с ШИМ-управлением, зуммер и 4 доллара США. предназначен для ЖК-дисплея с контроллером Hitachi HD44780.
Переключатель
Интерфейс пользователя довольно прост. Имеется 12-позиционный поворотный переключатель для 12 предустановленных режимов работы и поворотный энкодер с кнопкой для навигации по меню и установки предустановленных режимов работы.
Управление сварочным трансформатором
K1 и K2 представляют собой два реле с катушкой 12 В постоянного тока с двухполюсными двойными контактами. Через контакты обоих реле проходит линия под напряжением и естественным напряжением, а катушки реле срабатывают от нормально замкнутой кнопки аварийной остановки, а также светодиоду на опто-симисторе требуется питание 12В от кнопки аварийной остановки. Также есть светодиод, который включается при включении опто-симистора, и контактный разъем для светодиода ближе к трансформатору.
Снабберы
Просто отдельная печатная плата для цепи демпфера RC с несколькими контактными площадками для различных пакетов резисторов, конденсаторов и симисторов.
Фотографии
3D-рендеринг печатных плат
Купить портативный мини-комплект для точечной сварки своими руками 4V- Сварочное оборудование для печатной платы с аккумулятором 18650 Оборудование для сварки печатных плат для аккумуляторов 18650 | Земной магазин Вернуться на сайт earth.com
Carevas 40,72 $
40,72 $
Купить в WalmartCarevas 40,72 $
Этот компактный аппарат для точечной сварки легкий и портативный, его легко положить в карман и носить с собой. легко использовать одну кнопку для включения очень удобно. поддерживает регулировку времени импульса, полностью регулируемую на четырех передачах… Магазин Earth Shop предлагает вам отличные предложения на множество портативных силовых устройств Carevas, включая портативные мини-комплекты для точечной сварки своими руками.
Аналогичные продукты
Carevas
$ 61,29
12 V литий -батарея.
Carevas
20,30 $
Наушники Carevas V10 BT5.
0 Интеллектуальное шумоподавление Четкие звонки Водонепроницаемая коробка для наушников Цифровой дисплей Power Bank Кронштейн для телефонаWalmart
Buy Now на Walmart
Carevas
$ 35,04
Портативный мини-DIY Spot Welding Machin
32,93 $
Портативный мини-аппарат точечной сварки Carevas 18650 Аккумулятор Различные источники питания для сварки
Walmart
КУПИТЬ СЕЙЧАС В Walmart
Carevas
95,59 $
Carevas 853D Паяльная станция 3 в 1, горячий воздух и источник питания Цифровой дисплей Паяльная станция с постоянной температурой, 11 шт. паяльных наконечников, 1 шт. Walmart
Carevas
119,04 $
4-дюймовая мини-бензопила Аккумуляторная обрезная пила Портативная электрическая мощная пила Ручные легкие секаторы Бензопила для резки веток садовых деревьев
Walmart
Buy Now на Walmart
Carevas
$ 82,87
Перезаряжаемая портативная портативная электроэнергетическая обрезка
КУПИТЬ СЕЙЧАС В Walmart
Carevas
$19,07
Carevas M11 TWS Беспроводные наушники BT V5.
0 Спорт HiFi Стереозвук Мини-наушники-вкладыши Сенсорное управление Светодиодный цифровой дисплей С аккумулятором на 2000 мАч Гарнитуры с микрофоном0003Walmart
Buy Now на Walmart
Carevas
$ 31,49
Carevas 6000mah Portable Power Bank Rechargable Hand Warmer с Walmart Electric Hard и телефон для выпускного погрузочного банка.
КУПИТЬ СЕЙЧАС В Walmart
Carevas
40,72 $
Портативный мини-комплект для точечной сварки DIY 4V-PCB Сварочное оборудование для печатной платы для батареи 18650
Walmart
BUY NOW ON Walmart
More Portable Power Devices by Walmart
Anself
$37.99
Mini Wireless BT Foldable Keyboard with Touchpad Ultra Slim Portable Travel Keyboard Rechargable Battery Compatible with Windows iOS Android Smartphone Tablet Ноутбук для ПК
Walmart
КУПИТЬ В Walmart
OTVIAP
7,64 $
OTVIAP Портативный USB-кабель Сумка, органайзер для хранения цифровых данных, портативные цифровые аксессуары USB-кабель Power Bank Наушники Travel Storage Organizer Bag
Walmart
BUY NOW ON Walmart
Moobody
$20.
89moobody 2.4G Wireless Numeric Keyboard Portable 35 Keys Financial Accounting Office Keyboard Built-in Rechargeable Battery Black
Walmart
BUY NOW ON Walmart
Zeiger
17,49 $
Двойной USB геймпад Зарядная док-станция для джойстика для PlayStation 5 Портативный игровой контроллер PS5 Ручка Зарядное устройство
Walmart
Buy Now на Walmart
Gargrow
$ 14.19
SmartWatch Зарядка док -кабель Soft Portable Power Byp для Garmin Vivoactive HR
Lemant
Buy Noy $
9 9000Morefun
$15.50
50000mAh Power Bank Portable Charger Backup Battery Pack With Dual USB Smart Charge & Flashlight For IPhone 12 Mini Pro Pro Max IPad 2020 Pro Samsung AirPods
Walmart
BUY NOW ON Walmart
Dcenta
$9.
99Portable Mini Clip-on Fill-in 36 Светодиодная кольцевая лампа для селфи Ночная лампа с дополнительным освещением 3 режима со встроенной батареей Зарядка через USB для смартфонов 7 / 7 Plus / 6s / 6s Plus / 6 / 6 Plus Смартфон ПК
Walmart
BUY NOW ON Walmart
KANGYUANSHUAI
$24.10
KANGYUANSHUAI Portable Multifunction Power Bank for Osmo Pocket Lingbi Mobile Charging Phone Accessories
Walmart
BUY NOW ON Walmart
Besufy
$9.07
Besufy Universal Shockproof Power Bank Зарядное устройство Кабель для хранения Сумка Дорожная сумка-органайзер
Walmart
КУПИТЬ В Walmart
Lemance
9003 9003 9000Lemans
9003 9000Lemant
9000. 9000Lemanbest
9000. 9000. 9000. Портативные цифровые аксессуары Сумки для мобильного телефона/банка питания/жесткого диска/камеры/MP3
Walmart
КУПИТЬ В Walmart
Другие продукты Portable Power Devices
Anker
24,99 $
Портативное зарядное устройство Anker PowerCore 10000, внешний аккумулятор емкостью 10000 мАч, сверхкомпактный аккумулятор, зарядное устройство для телефона с технологией высокоскоростной зарядки и многое другое.
Amazon
КУПИТЬ НА Amazon
Monster
399,00 $
Портативная электростанция Monster Power Grid
Amazon
КУПИТЬ НА Amazon0003
Briggs & Stratton
$ 899,00
Briggs & Stratton 30681 Portable Generator, 6250 СТАРИТЕЛЬНЫЙ WATTS 5000 WATTS, CARB COMPATIN Портативный газовый генератор SPG7593E с электрическим запуском 7500 Вт при работе 9375 Пусковая мощность
Amazon
КУПИТЬ НА Amazon
Gino Development
$ 129,99
Gino Development 01-1055 TruePower HD Compact Industrial 2-ступенчатая оболочка правой скорости, 5/8 «
Amazon
Buy Now Amazon
448BAC
$ 15,9799.9003
44. 40004BAC
$ 15,979799.9003
4. 40003BAC
$ 15,
- . Кремниевый карбид ткань YF-Weight 120 портативные ремни Grit для стекла (8 упаковка), 3 «X21»
Amazon
Buy Now Amazon
DeWalt
$ 358.
99 $ 378,99Dewalt 20В. Bluetooth с 10-квартовым формованным охладителем Roto (DCR025 и DXC10QT)
Amazon
BUY NOW ON Amazon
Eazypower
$12.83
Eazypower 80374#16-18 Slotted 6″ Long Power (1 Pack)
Amazon
BUY NOW ON Amazon
DEWALT
$213.95$308.00
DEWALT DCV517B Baretool 20V MAX Cordless 1/2 галлона Портативный пылесос для влажной/сухой уборки (только инструмент) с аккумулятором DCB230C 20V
Amazon
КУПИТЬ НА Amazon
60003$25,06 $26,39
Enbrighten 45982 USB Солнечная панель, портативная, атмосферостойкая, солнечная, легкая, энергосберегающая, 49582, черная
Amazon
КУПИТЬ НА Amazon
КУПИТЬ НА Amazon
3 Достаточно ли этой схемы для привода ворот? параллельный точечный сварочный аппарат FET?- Использование MCU для любителей (собираюсь опробовать новый RPi Pico)
- Минимизируйте время импульса, чтобы избежать подачи тепла в ячейку
- Большой разрядный ток, короткие импульсы
- Открывайте и закрывайте полевые транзисторы как можно быстрее, чтобы попытаться избежать волшебного дыма
- Создание драйвера ворот из отдельных компонентов для образовательных целей
- Подходит ли размер R7? Не уверен, какие соображения здесь.
- Есть ли какие-либо соображения относительно размеров двухтактных BJT? Лаборатория, кажется, думает, что ток будет измеряться в микроамперах, но я обнаружил, что это весьма удивительно, так как цель состоит в том, чтобы как можно быстрее тянуть затворы вверх и вниз.
- Есть ли что-то, что я должен сделать, чтобы изолировать контроллер от остальной части схемы?
- Правильно ли подобраны резисторы затвора? Кажется, я не мог найти прямого ответа на вопрос, как определить размеры этих вещей, и они кажутся необходимыми для того, чтобы все полевые транзисторы работали в унисон.
- D1 будет 82CNQ030 (Шоттки, 30В, 80А), я не видел сравнимого диода в Circuitlab
- Я еще не понял, как определить размер предохранителя F1
- vsig представляет собой контакт 3.3 GPIO
- Rtest не будет в конечной цепи
- Я разработчик программного обеспечения по профессии, и мои знания в области схемотехники только на уровне любителя
\$\начало группы\$
Я строю аппарат для точечной сварки, чтобы прикреплять никелевые полоски к литий-ионным элементам для изготовления нестандартных батарейных блоков. Их много на рынке, но я хотел использовать некоторые компоненты и чему-то научиться.
Идея состоит в том, что я буду использовать ножную педаль, чтобы заставить микроконтроллер запускать большой массив полевых транзисторов в течение настраиваемого периода времени, а затем устанавливать период восстановления в 1 секунду. Полевые транзисторы эффективно закорачивают батарею на электродах сварочного аппарата на этот короткий период времени, вероятно, на несколько миллисекунд, но здесь мне придется поэкспериментировать.
Лаборатория находится здесь: https://www.circuitlab.com/circuit/sfms963nw44y/gate-drive-lab-for-spot-welder/
Схема драйвера:
Массив полевых транзисторов:
Я не инженер-электрик, поэтому прошу помощи, чтобы выяснить, исправна ли моя схема. Он собран из множества различных онлайн-источников, освещающих различные проблемы, связанные с проектом. Я не предоставляю полный KiCad для печатной платы, потому что он еще не готов, я вернусь и отредактирую, чтобы добавить его сюда.
Цели дизайна:
Другие цели проекта:
Мои вопросы:
Разное Примечания:
любитель схемотехники
\$\конечная группа\$
10
\$\начало группы\$
Для зарядки всех этих параллельных конденсаторов затвора MOSFET может потребоваться около 5 мкс (в сумме может быть 60 нФ), и во время первых 6–8 вольт зарядки один MOSFET будет очень уязвим для мощного скачка напряжения несколько кВт за несколько микросекунд.
Это потому, что всегда есть одно устройство (в нескольких параллельных МОП-транзисторах), которое начнет включаться первым и нагреется на своем кристалле быстрее, чем любой радиатор сможет отвести эти тепловые джоули.