Точечная сварка (SPOT)
Заказать звонок
Имя Телефон Комментарий Тема беседы Заказ Предложение Жалоба За жизнь
Позвонить
сегодня
c
~09101112131415161718
до
~10111213141516171819
час.
Callme- Диагностические сканеры
- Дилерские для легковых
- Дилерские для грузовых
- Мультимарочные (легковые)
- Launch X431
- Autel
- Bosch
- Autocom
- FCAR
- TEXA
- Carmanscan
- G-scan
- Сканматик
- ScanDoc
- AceLab
- Delphi
- НПП НТС
- АСКАН
- Мотор-Мастер
- ВАЗ / ГАЗ
- Мультимарочные (грузовые)
- Кабели и разъемы
- ACELAB кабели и переходники
- ACELAB Модули
- Кабели и адаптеры для ScanDoc
- Программное обеспечение
- Видеокурсы
- Учебные пособия
- Программы для автобизнеса
- Диагностическое оборудование
- Мотор-тестеры и осциллографы
- Autel
- АВТОАС
- Мотор-Мастер
- Средства визуального контроля
- Видеоэндоскопы
- Толщиномеры
- Стетоскопы
- Тестеры жидкости
- Цифровые микрометры
- Тестеры давления
- Тестеры давления топлива
- Тестеры Common Rail
- Пневмотестеры
- Компрессометры дизельные
- Компрессометры бензиновые
- Тестеры для дизелей
- Тестеры систем охлаждения
- Тестеры давления масла в двигателе
- Тестеры катализатора
- Тестеры тормозной системы
- Тестеры давления масла в АКПП
- Тестеры давления ГУР
- Вакуумметры
- Проверка давления наддува
- Тестеры для карбюратора
- Чип-тюнинг и программаторы
- Программаторы
- Чип-тюнинг и модули
- Программа Chip-tuning Pro
- Модули Российские ЭБУ (СТР7)
- Модули ЭБУ Bosch (СТР7)
- Модули ЭБУ Siemens (СТР7)
- Модули ЭБУ Ford (СТР7)
- Модули ЭБУ Valeo (СТР7)
- Модули ЭБУ Delphi (СТР7)
- Модули ЭБУ ACDelco (СТР7)
- Модули ЭБУ GM (CTP7)
- Модули ЭБУ Mitsubishi (CTP7)
- Модули для CombiLoader
- ЭБУ отечественных авто
- ЭБУ Bosch
- ЭБУ Siemens/Continental
- ЭБУ Delphi
- ЭБУ DSI
- ЭБУ MagnetiMarelli
- ЭБУ GM/DELCO
- ЭБУ Ford Visteon
- ЭБУ Sagem/Valeo
- ЭБУ Cummins
- ЭБУ Transtron
- Дополнительно
- Корректировка одометров
- Программаторы ключей
- Газоанализаторы и дымомеры
- Газоанализаторы
- Дымомеры
- Тестеры специального назначения
- Люфтомеры
- Дымогенераторы
- Автоаксессуары
- Комфорт в автомобиле
- Эмуляторы ДК
- Трекеры
- Мотор-тестеры и осциллографы
- Гаражное оборудование
- Компрессоры
- Очистка топливных систем
- Установки для УЗ очистки
- Промывка топливной системы
- УЗ ванны
- Расходные материалы
- Замена жидкостей
- Маслосборные установки
- Нагнетатели смазки и масла
- Замена масла в АКПП
- Замена тормозной жидкости
- Замена антифриза
- Гидравлическое оборудование
- Прессы
- Трансмиссионные стойки
- Краны гаражные
- Домкраты подкатные
- Стойки автомобильные упорные
- Гидроцилиндры и наборы растяжек
- Кантователи двигателя
- Держатели двигателя
- Сжиматели пружин
- Оборудование для сход-развала
- Установки для регулировки света фар
- Клепальники и шкворнедавы
- Инфракрасные сушки
- Пескоструйное оборудование
- Заправка кондиционеров
- Заправочные станции
- Вакуумные помпы
- Промывка систем кондиционирования
- Хладагент R-134A, масла
- Весы, цилиндры, переходники
- Оборудование для дезинфекции
- Течеискатели
- Коллекторы, шланги, переходники
- Мебель
- Верстаки
- Программное обеспечение
- Видеокурсы
- Базы данных по ремонту
- Учебные пособия
- Программы для автобизнеса
- Шиномонтажное оборудование
- Шиномонтажные станки
- Балансировочные станки
- Опции и аксессуары для шиномонтажных станков
- Опции и аксессуары для балансировочных стендов
- Подъемное оборудование
- Двухстоечные подъемники
- 4-стоечные
- Траверсы
- РТИ
- Сварочное оборудование
- Точечная сварка (SPOT)
- Плазменная резка
- Сварочные полуавтоматы
- Сварочные трансформаторы
- Сварочные инверторы
- Слесарный инструмент
- Инструмент Арсенал
- Пневмоинструмент
- Инструменты STELS
- Наборы инструментов
- Инструменты MATRIX
- Наборы отверток
- Наборы головок
- Наборы инструмента
- Инструменты TOPTUL
- Головки
- Инструментальные тележки
- Наборы отверток
- Наборы гаечных ключей
- Наборы инструментов
- Прочее
- Пневматический инструмент
- Пневмотрещотки
- Пневмогайковерты
- Специальный инструмент
- Дизельный сервис
×
красный
Размер:
620х450х980 мм
Clear filter
особенности, преимущества и недостатки технологии
Контактная точечная сварка позволяет быстро сварить металл в определённых точках. Многие мастера отдают предпочтение именно данному виду благодаря его практичности, простоте и высокой точности. Точечная сварка позволяет быстро и беспроблемно сварить даже толстые материалы.
Многие мастера отдают предпочтение именно данному виду благодаря его практичности, простоте и высокой точности. Точечная сварка позволяет быстро и беспроблемно сварить даже толстые материалы.
Содержание
- 1 Особенности
- 2 Суть процесса
- 3 Технологические особенности
- 4 Этапы процесса
- 4.1 Подготовительный
- 4.2 Сварка деталей
- 5 Распространенные дефекты
- 6 Преимущества и недостатки
- 7 Режимы выполнения сварочных работ и применяемые электроды
- 8 Аппарат для точечной сварки
- 9 Итоги
Особенности
Точечная сварка — одна из разновидностей контактной и отличается от неё тем, что соединение выполняется всего одним касанием и движением. Сварная точка имеет достаточно небольшие размеры, может использоваться для соединения даже небольших элементов. Выполнение точечной сварки возможно не только в промышленных условиях, но также и в домашних.
Данный вид сварочных работ используется при выполнении разнообразных задач в быту и в промышленности с 1877 года. Уже почти полтора века данный вид сварочных работ популярен при выполнении разнообразных задач в различных отраслях. Важно изучить технологические особенности процедуры, так как именно от соблюдения всех требований зависит надежность стыка, а также безопасность.
Уже почти полтора века данный вид сварочных работ популярен при выполнении разнообразных задач в различных отраслях. Важно изучить технологические особенности процедуры, так как именно от соблюдения всех требований зависит надежность стыка, а также безопасность.
Суть процесса
Контактная сварка, к которой относится и точечная разновидность, выполняется путем нагрева металла током, проходящим через него. Ток поступает от электродов и воздействует на конкретную точку благодаря небольшой деформации поверхности под воздействием зажимов. Благодаря своей простоте сварочные работы точечным способом используются в промышленности гораздо чаще, чем аналогичные разновидности контактной сварки.
Возможность применения точечной сварки практически не ограничена. Особенности самого процесса позволяют снизить себестоимость изготовления конечной детали.
Варка точечным способом происходит при определенных параметрах:
- времени воздействия в течение 0,2-2 секунд;
- невысоком сетевом напряжении — 2-5В;
- высоком токе при выполнении сварки — более 1000А;
- сжимающей силе в месте сварки до нескольких сотен кг.


Надежность и точность варки зависит от многих параметров. В первую очередь на качество крепления влияет площадь поверхности, на которой будут производиться сварочные работы. Вторым фактором, который существенно влияет на качество шва, являются параметры сварочного тока и длительность выполнения работ. Если свариваются достаточно тонкие материалы, то необходимо одно усилие, а в случае сварочных работ на толстом материале потребуются совершенно иные усилия.
Технологические особенности
Технология достаточно проста для понимания. При сварочных работах необходимо соединить детали, которые в дальнейшем будут свариваться, при помощи надежных механизмов, отличающихся устойчивостью к электрическому току. Очень важно правильное закрепление, чтобы элементы не съезжали.
Далее с двух сторон к заготовке подводится ток при помощи электродов. В местах, где происходит контакт, образовывается высокая температура, при которой металл плавится. При хорошей точечной сварке образуется ядро, которое может составлять от нескольких миллиметров до пары сантиметров в зависимости от толщины самого материала.
Металл низкого качества может соединяться без образования сварочного ядра, но такой шов считают некачественным и может впоследствии разойтись. Низкокачественная сталь, которая используется при сварочных работах, позволяет начинающему мастеру хорошо набить руку. Спустя буквально пару десятков швов мастер может хорошо набить руку и выполнять дальнейшие сварочные работы высокой точности.
Этапы процесса
Процесс соединения свариваемых элементов достаточно простой.
Подготовительный
Подготовительный этап состоит из трех основных действий:
- Подготовки поверхности к варке. Кромки обязательно должны быть зачищены для хорошего сцепления поверхностей. С поверхности металла необходимо удалить остатки лакокрасочных покрытий или разнообразных пятен от масла. После очищения поверхности металла необходимо зафиксировать при помощи тисков либо струбцин в нужном положении для последующей варки.
- Организации рабочего места. Пространство должно быть подготовлено согласно нормам, так как от этого зависит безопасность самого мастера. На рабочих плоскостях не должно быть различных посторонних инструментов или предметов.
- Соблюдении требований к форме мастера. Сварщик обязательно должен быть одет в специальный костюм и сварочную маску, которая защитит глаза от искр и яркого света.
 На рабочих плоскостях не должно быть различных посторонних инструментов или предметов.
На рабочих плоскостях не должно быть различных посторонних инструментов или предметов.Сварка деталей
Далее происходит непосредственно варка детали. Для выполнения сварочных работ элемент должен быть зафиксирован между электродами, затем на них подается ток. Как только появилось ядро ток необходимо снять, а деталь плотно сжать между собой. В процессе варки создаётся надёжная точка, которая в дальнейшем застывает и образовывается ядро. Таким образом происходит точечная сварка высокого качества.
Если мастер понимает саму суть сварочных работ, то он может легко выполнить поставленную задачу. Очень важно соблюдать следующий принцип крепления деталей — после образования импульсом расплавленного металла необходимо несколько секунд подержать изделие под давлением для того, чтобы ядро успело застыть и скрепиться.
На каждый миллиметр общей толщины детали потребуется от 3 до 5 киловатт мощности. В отдельных случаях необходимы установки с показателями мощностью до 400 кВт. В зависимости от настроек и характеристик аппарата 1 мм толщины металла сваривается в среднем за 0,1-1 мм, что важно при сварке толстых деталей.
Распространенные дефекты
Как и при выполнении любых работ могут возникнуть различные дефекты сварки точечным способом. Для того чтобы не возникали различные дефекты, требуется знать их и обращать дополнительное внимание на место возможного его появления. К самым распространённым дефектам относят:
- Непровар поверхности частично либо полностью. Чаще всего непроваривание происходит по причине низкокачественных электродов, невысокой силы тока либо чрезмерным сжатием. Чаще всего дефект виден при осмотре, при помощи спец приборов можно понять насколько некачественный шов. Также при помощи прибора можно определить наличие непроваренных мест даже в визуально нормальном шве.
- Трещины. Это достаточно распространенные дефекты, которые появляются из-за использования высокого тока либо неочищенных деталей.
- Разрывы у кромок. Данный дефект является не очень распространённым, но также может встречаться. При расчёте, где будет сварочная точка, необходимо учитывать расстояние, которого хватит для создания качественного шва. На материалах различной толщины это расстояние будет разным.
- Внутренний выплеск. Такой дефект не всегда можно заметить сразу же после завершения варки. Дефект образовывается из-за того, что жидкий материал при варке выходит за пределы ядра, из-за чего между деталями появляется зазор. Главной причиной, по которой возникает такой дефект, является подача длительного импульса на большом токе, что приводит к чрезмерному расплавлению ядра. Если это вызвано тем, что аппарат совершенно новый, то стоит попробовать выполнить несколько точек на ином материале для наладки инструмента.
- Наружные выплески. Достаточно очевидный дефект, который появляется по причине плохого зажатия металлических частей. Из-за отсутствия момента ковки отсутствует возможность соединить заготовки и расплавленная масса появляется снаружи металлического элемента.
- Появление вмятин. Чрезмерное сжатие заготовки либо использование электродов небольшого диаметра приводит к появлению вмятин. Также из-за этих факторов может увеличиваться зона плавки, что приводит к возникновению дефектов на готовом шве.
- Прожиг. Это самый распространённый дефект. Причин появления данного дефекта может быть несколько, но чаще всего прожиг появляется по причине загрязненных поверхностей свариваемых частей либо кончика проводника.

 Из-за отсутствия момента ковки отсутствует возможность соединить заготовки и расплавленная масса появляется снаружи металлического элемента.
Из-за отсутствия момента ковки отсутствует возможность соединить заготовки и расплавленная масса появляется снаружи металлического элемента.Преимущества и недостатки
К плюсам сварки данным способом можно отнести:
- достаточно «чистый» способ варки;
- не нужно использовать дополнительные составляющие в виде газов флюсов и другого;
- отсутствие разнообразных отходов и шлаков;
- так как сварка происходит без использования газа, то не выделяются вредные вещества и сварщик более защищен в этом вопросе;
- сварка точечным способом имеет высокий КПД;
- при необходимости выполнения большого количества работ возможно использование различных автоматизированных агрегатов;
- высокое качество стыков за очень короткий промежуток времени.

При соблюдении всех норм и стандартов при выполнении точечной сварки можно получить шов высокого качества, который будет предельно аккуратен и надежен.
Недостатки точечной сварки:
- сложно реализуемое скрепление при сварке разных металлов;
- при превышении подачи импульса возможно разбрызгивание металла;
- сложности конструкции при варке нескольких точек одновременно;
- усложнение конструкции электродов и их использования при многоточечной сварке.
Режимы выполнения сварочных работ и применяемые электроды
Основными режимами выполнения сварки является жесткий и мягкий. При выполнении сварочных работ жестким способом выполняется существенное давление на электрод. В среднем этот показатель равен 3-8 килограмм на каждый квадратный миллиметр. Также при жёсткой сварке используется ток с высокими показателями плотности — 120-300А на квадратный миллиметр. При варке жестким способом ток обычно подается в течение очень короткого времени, которое составляет 0,1-1,5 секунды. Данный режим обеспечивает высокую производительность и скорость, но имеет отдельные недостатки:
Данный режим обеспечивает высокую производительность и скорость, но имеет отдельные недостатки:
- требует использования исключительно мощных сварочных аппаратов;
- на электросети оказываются высокие нагрузки;
- при выполнении сварочных работ используется повышенная мощность.
Жёсткий способ варки отлично подходят для соединения высоколегированных сталей, элементов с различной толщиной, медных листов с алюминием.
Мягкий режим сваривания происходит дольше, но поверхность нагревается более плавно. Точечная сварка мягким способом длится в течение 0,5-3 секунд. Мягкая технология особо востребована для сварки металлов, которые склонны к закалке.
На качество сварных швов напрямую влияет качество электродов. Среди наиболее распространенных электродов выступают медные, которые имеют наиболее благоприятные характеристики для соединения стальных элементов. При сварке точечным способом в домашних условиях необходимо учитывать, что качество шва напрямую зависит от сечения электрода. Обязательно учитывать, что самая тонкая часть электрода должна быть в 2-3 раза меньше, чем диаметр ядра.
Обязательно учитывать, что самая тонкая часть электрода должна быть в 2-3 раза меньше, чем диаметр ядра.
Аппарат для точечной сварки
Существуют разнообразные приборы для сварки точечным способом, но все сварочные аппараты имеют схожую конструкцию. Независимо от того, для чего предназначен прибор, основные конструктивные элементы будут практически одинаковыми.
В простом приборе может отсутствовать регулятор силы. В таком случае мастер самостоятельно регулирует силу сжатия и длительность воздействия на металл. Очень важно контролировать в процессе состояние электродов.
Многие мастера используют самодельную точечную сварку, которая изготавливается всего за 20-30 минут. Благодаря несложной конструкции аппарат можно сделать самостоятельно.
Основной частью самодельного аппарата является трансформатор. Чаще всего умельцы используют трансформатор от микроволновки. Тип трансформатора не столь важен, главное — мощность. Оптимальным параметром является показатель 0,9-1 кВт. От трансформатора потребуется только магнитопровод и первичная обмотка, поэтому все лишние детали могут выбиваться либо выковыриваться любыми подручными способами.
От трансформатора потребуется только магнитопровод и первичная обмотка, поэтому все лишние детали могут выбиваться либо выковыриваться любыми подручными способами.
Вторичную обмотку потребуется сделать самостоятельно. Для этого берётся медный провод большей толщины, диаметр которого составляет не менее 1 см. После переделки аппарат может выдавать до 1000А, что позволит качественно сварить не толстые металлические листы. Для увеличения мощности агрегата можно объединить несколько однотипных трансформаторов в один.
Итоги
Точечная сварка — отличный способ соединить металлические детали различной толщины. Даже если нет под рукой профессионального аппарата, то легко изготовить самодельный. Немного усилий и деталей от микроволновой печки, и практичный агрегат будет готов.
Используемая литература и источники:
- Поведение водорода при сварке плавлением / В.В. Фролов. — Москва
- Технология и оборудование газопламенной обработки металлов / Г. Л. Петров, Н.Г. Буров, В.Р. Абрамович. — М.: Машиностроение
- Статья на Википедии
 Л. Петров, Н.Г. Буров, В.Р. Абрамович. — М.: Машиностроение
Л. Петров, Н.Г. Буров, В.Р. Абрамович. — М.: МашиностроениеТочечная сварка — размеры сварных соединений
При точечной и роликовой сварке детали в большинстве случаев соединяются в нахлестку,однако возможны и другие типы соединений. Сваркой могут быть соединены детали и узлы, выполненные из листового и профильного проката, а также детали,изготовленные резанием с шероховатостью поверхности не ниже 4-го класса ГОСТ 2789-73. Сварка деталей,изготовленных методами литья и ковки, возможна при удовлетворительном качестве исходного материала (отсутствии трещин, пор, раковин, рыхлот, волосовин и т. п.).
Высокая эффективность точечных и роликовых соединений может быть получена только в том случае, если конструкция узла спроектирована с учетом специфических особенностей сварки. В связи с этим нельзя без соответствующих изменений переводить на сварку узлы, которые раньше выполнялись с использованием других соединений (клепки, болтовых соединений и др.
При проектировании сварных узлов необходимо строго соблюдать требуемые размеры сварных соединений и, в первую очередь, величину нахлестки, которая устанавливается в зависимости от толщины и марки металла свариваемых деталей (таблица 1). Уменьшение нахлестки или чрезмерное увеличение размеров литой зоны соединений вызывает внутренний выплеск металла в зазор между деталями и раздавливание кромки нахлестки, что резко снижает прочность сварных соединений. При сварке мелких деталей (хомутиков, накладок, гаек с ушками и т. п.) размеры литой зоны соединений могут быть уменьшены на 20-30% по сравнению с данными таблицы 1. При этом нахлестка
Размеры точечных и роликовых сварных соединений
Таблица 1
| Параметры | Значения параметров | |||||||||||
| Толщина детали | 0,3 | 0,5 | 0,8 | 1,0 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | |
| Диаметр литого ядра точки | 2,5-3,5 | 3,0-4,0 | 3,5-4,5 | 4,0-5,0 | 5,5-6,0 | 6,0-7,0 | 7,0-8,5 | 8,0-9,5 | 9,0-10,5 | 10,5-12,0 | 12,0-13,5 | |
| Ширина литой зоны роликового шва | 2,0-3,0 | 2,5-3,5 | 3,0-4,0 | 3,5-4,5 | 4,5-5,5 | 5,5-6,5 | 6,5-8,0 | 7,5-9,0 | 8,0-9,5 | 9,0-10,5 | 10,0-11,5 | |
| Min нахлестка при однорядном шве | 6,0 | 8,0 | 10,0 | 12,0 | 13,0 | 14,0 | 16,0 | 18,0 | 20,0 | 22,0 | 26,0 | |
| Расстояние оси шага от края нахлестки | 3,0 | 4,0 | 5,0 | 6,0 | 6,5 | 7,0 | 8,0 | 9,0 | 10,0 | 11,0 | 13,0 | |
| Min шаг точек | Низко- и среднелегированные стали | 7,0 | 10,0 | 11,0 | 12,0 | 13,0 | 16,0 | 19,0 | 22,0 | 26,0 | 34,0 | |
| Коррозионно-стойкие, жаропрочные стали и сплавы, титан | 5,5 | 7,0 | 9,0 | 10,0 | 11,0 | 13,0 | 15,0 | 18,0 | 22,0 | 26,0 | 30,0 | |
| Медные сплавы | 8,0 | 10,0 | 13,0 | 15,0 | 16,0 | 18,0 | 22,0 | 26,0 | 30,0 | 35,0 | 40,0 | |
Рисунок 1. |
 Соединения при точечной и роликовой сварке:
Соединения при точечной и роликовой сварке:Под нахлесткой N следует понимать величину плоской части сопрягаемых деталей без учета радиусов изгиба (рисунок 1). Кроме однорядных швов (рисунок 1а) могут применяться двухрядные швы с шахматным расположением сварных точек и соответственно увеличенной нахлесткой N’ (рисунок 1б). Нахлестку, диаметр ядра точек, ширину литой зоны роликовых швов d и шаги t и tp устанавливают по тонкой детали, входящей в соединение!
На практике можно встретиться с необходимостью сварки трех и более деталей. Например, при сварке деталей толщиной 1+4+1 мм (рисунок 1е) образуются два литых ядра и нахлестку устанавливают по детали толщиной 1 мм. Для сварки деталей толщиной 1,5+3+1,5 мм (рисунок 1ж) нахлестка должна быть несколько увеличена по сравнению с нахлесткой для деталей толщиной 1,5 мм, так как в противном случае из-за значительных размеров общей литой зоны возможно раздавливание края толстой детали.
Для сварки деталей толщиной 1,5+3+1,5 мм (рисунок 1ж) нахлестка должна быть несколько увеличена по сравнению с нахлесткой для деталей толщиной 1,5 мм, так как в противном случае из-за значительных размеров общей литой зоны возможно раздавливание края толстой детали.
Проведенные исследования сварки точек с различным шагом [tт изменяли в пределах (1÷4)d] показали относительно небольшие изменения размеров литой зоны (рисунок 1). Причем размеры литой зоны стабилизируются, начиная с четвертой точки от начала шва с данным tт
(рисунок 1б).
 При сварке с малым tт=(1,5÷4)d диаметр точек в продольном сечении (по оси) шва несколько больше, чем в поперечном. Это можно объяснить дополнительным нагревом металла зоны сварки током шунтирования в соседнюю точку. В связи с этим продольное сечение точек имеет характерную форму с удлиненной литой зоной в каждом листе в сторону предыдущей точки (рисунок 1в). Установлено также, что минимальный tт мало зависит от жесткости режима сварки и для большинства рассматриваемых металлов независимо от их толщины равен (2,5÷3)d. При увеличении числа деталей (более двух) этот шаг увеличивают. Замечено также увеличение влияния шунтирования тока на d при сварке деталей с высоким Rээ.н; например, при сварке опескоструенной стали ЗОХГСА шунтирование больше, чем при сварке стали, защищенной абразивом.
При сварке с малым tт=(1,5÷4)d диаметр точек в продольном сечении (по оси) шва несколько больше, чем в поперечном. Это можно объяснить дополнительным нагревом металла зоны сварки током шунтирования в соседнюю точку. В связи с этим продольное сечение точек имеет характерную форму с удлиненной литой зоной в каждом листе в сторону предыдущей точки (рисунок 1в). Установлено также, что минимальный tт мало зависит от жесткости режима сварки и для большинства рассматриваемых металлов независимо от их толщины равен (2,5÷3)d. При увеличении числа деталей (более двух) этот шаг увеличивают. Замечено также увеличение влияния шунтирования тока на d при сварке деталей с высоким Rээ.н; например, при сварке опескоструенной стали ЗОХГСА шунтирование больше, чем при сварке стали, защищенной абразивом.Академия точной сварки — Хьюстонская школа сварки
Свиток
Высшая школа сварщиков в Хьюстоне, расположенная в Кэти, штат ТехасПрофессиональное обучение для начинающих, средних и продвинутых сварщиков
(832) 427-6587
Запланируйте свой визит сегодня
Применить сейчас
ПУБЛИЧНОЕ УВЕДОМЛЕНИЕ ООО «Академия точной сварки» подает заявку на первичную аккредитацию в Комиссию Совета по профессиональному образованию. Лица, желающие высказать свои замечания, должны либо написать исполнительному директору Комиссии, Совет по профессиональному образованию, 7840 Roswell Road, Bldg. 300, Suite 325, Atlanta, GA 30350, или представить комментарии на веб-сайте Совета ( www.council.org ). Лица, оставляющие комментарии, должны указать свои имена и почтовые адреса. Кто мы
Лица, желающие высказать свои замечания, должны либо написать исполнительному директору Комиссии, Совет по профессиональному образованию, 7840 Roswell Road, Bldg. 300, Suite 325, Atlanta, GA 30350, или представить комментарии на веб-сайте Совета ( www.council.org ). Лица, оставляющие комментарии, должны указать свои имена и почтовые адреса. Кто мы ООО «Академия точной сварки» («PWA») была основана сварщиками, профессиональными преподавателями и бизнес-профессионалами для удовлетворения потребностей работодателей, которым требуются высококачественные высокоточные сварщики. Так чем же мы отличаемся?
Мы не крупное корпоративное учебное заведение, где наши студенты теряются в толпе. Как один из наших студентов, у вас будет уникальная возможность учиться у лучших — Скотта Раабе и нашей команды. Ваш успех это и наш успех.

Мы стремимся к тому, чтобы соотношение учеников и учителей составляло 15:1. Это означает, что вы получите больше индивидуального внимания.
Дневная школа — это 8 часов в день, 5 дней в неделю — как работа на полный рабочий день. Это позволяет развивать навыки сварки быстрее, чем в большинстве других школ.
Наши инструкторы умеют обучать в соответствии с вашими потребностями, поэтому время не теряется.
После успешного завершения продвинутых программ сварки вы можете пройти сертификационный тест AWS, чтобы стать сертифицированным сварщиком.
PWA занимается предоставлением качественных сварщиков для постоянного роста числа рабочих мест в Соединенных Штатах. По данным Бюро труда и статистики США, количество сварочных работ к 2026 году вырастет до 427 300. и изготовителей через прецизионное обучение. Precision Welding Academy предлагает дипломные программы, предназначенные для подготовки студентов к профессии сварщика.
Относительно короткие, но удивительно полные, эти сварочные программы тщательно спланированы, чтобы обеспечить наилучшее возможное обучение. Программы Precision Welding Academy LLC организованы таким образом, чтобы подчеркнуть максимальное мастерство в области сварки.Для выполнения этой миссии ООО «Академия точной сварки» должно:
1. Предлагать самостоятельные программы, которые должны подготовить людей к тому, чтобы занять свои места в области сварки в кратчайшие сроки в соответствии с надлежащей образовательной практикой.
2. Обеспечить, в дополнение к специальным навыкам, понимание функций и структуры организаций в области карьеры сварщика, что позволит его выпускникам продвигаться на более ответственные должности.
3. Обеспечить образовательную среду, в которой учащиеся могут развивать взгляды и социальные идеалы, необходимые для личной самореализации и служения обществу.
4. Поддерживать обучение на уровне колледжа и высокие стандарты достижений, чтобы его программы могли служить основой для дальнейшего обучения.
АкадемияНовый объект PWA площадью около 4800 квадратных футов, включая классную комнату и просторный цех с 40 сварочными камерами.
Лаборатория
Где начинается ваша карьера. Всего 40 кабин, каждая из которых оснащена станками ESAB Rebel.
Производственный участок
Высокочастотный участок
Высокочастотный участок
Система плазменной резки с ЧПУ ICON Elite, любезно предоставленная нашими хорошими друзьями из FastCut CNC. Очень впечатляющая, высококачественная машина доступна для наших студентов.
Одна из наших многочисленных сварочных кабин, оснащенных новым оборудованием ЭСАБ.
PWA питается от ESAB, а наши стенды полностью оборудованы Rebel 285. Самый мощный и промышленный многопроцессорный Rebel!
PWA предлагает чистые, просторные и мощные кабины для совершенствования своего мастерства.
Хорошо оборудованный сварочный цех PWA.
Сварочный цех PWA и имеющееся оборудование.
С гордостью обслуживаем Хьюстон, Кэти, Брукшир, Фулшир, Ричмонд, Розенберг, Шугар-Ленд и прилегающие районы округов Харрис, Уоллер, Форт-Бенд и Монтгомери.
Программы Доступны дневные и ночные курсыДень: с 7:00 до 15:30. (Пн-Пт)
Ночь: 18:00 — 23:00 (пн-чт)
ООО «Академия точной сварки» предлагает полный рабочий день комплексные программы. Итак, хотите ли вы начать свою карьеру в области сварки или просто получить новый навык, у Precision Welding Academy LLC есть путь, соответствующий вашим целям.
Описание программ
Сварка спасла мне жизнь Меня зовут Скотт Раабе, президент академии точной сваркиДа, это был мой грузовик. В молодости я чуть не погиб после аварии, произошедшей по моей вине.
Я принимал плохие решения и вел безрассудный образ жизни. Я понятия не имел, как зарабатывать на жизнь. В моей жизни был беспорядок, пока я не открыл для себя сварку. Сварка дала мне цель, направление и карьеру, которую я люблю.Я окончил среднюю школу Langham Creek High School и поступил в Техасский государственный технический колледж в Уэйко, чтобы получить сертификат по технологии сварки. После завершения программы я работал сварщиком в течение 12 лет по нескольким специальностям, включая производство, строительство, производство труб и сосудов, осваивая свои методы, прежде чем стать инструктором по сварке в школе сварки Талсы и сертифицированным инструктором по сварке в школе сварки Arclabs. Кроме того, несколько лет назад я начал свой собственный бизнес под названием Clean Cut Metal Works.
Спросите меня о некоторых моих работах. Я хотел бы поделиться этим с вами.
После стольких лет я наконец осознал, что люблю преподавать больше всего на свете.
ПАРТНЕРСТВА Именно поэтому я открыл эту школу. Я горжусь тем, что показываю студентам все, от самых простых задач до самых сложных проектов. Качество и точность не зависят от срезания углов. Он начинается с изучения основ и постепенного развития навыков.Precision Welding — Advanced Welding And Fabrication
by Axenics16 сентября 2021 г. Сварка
Расчетное время прочтения: 4 минуты
Прецизионная сварка, такая как сварка TIG, обеспечивает чистые и исключительно точные сварные швы. Прецизионные сварные швы определяются как наиболее чистые сварные швы для соединения труб и фитингов как с металлами, так и с пластмассами. Валик прецизионного сварного шва полностью проникает во внутреннюю стенку трубы, трубы или фитинга. Это приводит к превосходному сварному шву с нулевым загрязнением и низкой вероятностью утечек, трещин или других дефектов.
ВИГ идеально подходит для прецизионной сваркиВИГ — это сокращение от вольфрама в среде инертного газа, а сварка ВИГ также называется дуговой сваркой вольфрамовым электродом (GTAW).
При сварке TIG два металла соединяются с помощью тепла дуги, создаваемой неплавящимся вольфрамовым электродом и основным металлом. Большинство сварщиков считают TIG лучшим выбором для точной сварки, в большей степени, чем другие методы дуговой сварки, включая сварку в среде инертного газа (MIG).При сварке MIG используется стабильная проволока, подаваемая к нагревательному элементу для расплавления металлов. Это не так точно, как сварка TIG, и базовые навыки сварки MIG, как правило, легче освоить, чем навыки сварки TIG.
Подумайте об этой аналогии: многие люди бегают, но 99,9% из них бегут недостаточно быстро для Олимпиады. Олимпиада – это калибр сварных швов, получаемых сваркой TIG.
Для прецизионной сварки требуются металлы высокой чистоты с нулевым содержанием примесей, хотя прецизионная сварка применяется для многих различных типов металлов, включая различные марки нержавеющей стали, алюминия, инконеля и монеля. Из-за точной природы сварки TIG также можно сваривать более тонкие металлы при более низкой силе тока.
Сварка ВИГ имеет два метода соединения металлов: автогенная сварка или гомогенная сварка. В автогенных сварных соединениях не используются присадочные материалы, в то время как в гомогенных сварных соединениях используется присадочный материал.
Прецизионная сварка используетТочечные сварные швы, улучшенные с помощью прецизионной сварки, необходимы в таких отраслях, как производство медицинского оборудования и полупроводников, где допуски между двумя частями сплавленного металла должны быть минимальными. Прецизионные сварные швы являются важным фактором в развитии полупроводников, которые используются в спасательных медицинских устройствах, которые постоянно уменьшаются в размерах, увеличивая функциональность.
Прецизионная сварка ВИГ — это повторяемый процесс, что важно для производителей полупроводников, которым часто требуется несколько чистых сварных швов, каждый раз одинаковых. Прецизионные сварные швы необходимы при изготовлении полупроводниковых микросхем через сложные сборки и подсборки.
Сварка ВИГ также является предпочтительным методом для прецизионных сварных швов в труднодоступных местах. Прецизионная сварка также используется для компонентов, используемых в водородных топливных элементах в альтернативной энергетике.
Прецизионная сварка должна выполняться в чистом помещении, чтобы загрязняющие вещества не могли попасть в свариваемые компоненты.
Вольфрам и аргон для точной сваркиВольфрам идеально подходит для точной сварки благодаря своей высокой температуре плавления 3410 градусов Цельсия. Сварка TIG склеивает металлы с помощью тепла, создаваемого дугой от вольфрамового электрода. Дуга выделяет тепло для расплавления основного металла. Когда дуга и сварочная ванна образуются, тепло распространяется на соединение, при этом дуга активно расплавляет участки металла для сплавления. Качество вольфрамового электрода сильно влияет на стабильность дуги и точность сварки.
Высококачественный вольфрам помогает проводить электричество и, в конечном счете, укрепляет сварной шов.
Хороший вольфрам позволяет дополнительно сгладить дугу, что упрощает точную сварку. Уточнение дуги обеспечивает улучшение во время слияния металлов. Фактический момент, в который два металла сплавляются вместе, является наиболее важным для высококачественной точной сварки.Аргон часто используется в качестве защитного газа при точной сварке. Имеет смысл использовать аргон чистотой 99,9 % для прецизионных сварных швов высокой чистоты, которые становятся частью систем и компонентов для транспортировки жидкости и газа, поскольку более высокая степень чистоты обеспечивает превосходный сварной шов.
Преимущества защитного газа аргона при точной сварке:
- Аргон является третьим по значимости газом в атмосфере (после азота и кислорода). Аргон универсален, поэтому его можно использовать для сварки самых разных металлов.
- Аргон стабилизирует электрический ток сварочной горелки, помогая контролировать и манипулировать сварочной ванной.
- Правильное использование аргона вокруг сварного шва предотвращает окисление.
- Чистый аргон доступен по цене. Смеси защитных газов часто являются дорогостоящими из-за более низкого спроса.
Прецизионная сварка чистым аргоном обеспечивает:
- Качество сварки с минимальной пористостью.
- Оптимальная форма сварного шва.
- Прочный и стабильный сварной шов.
Засахаривание (окисление): Когда корневая сторона сварного шва подвергается воздействию кислорода, может произойти засахаривание или окисление. Результат выглядит как гранулы сахара, которые указывают на то, что эта область сварного шва слабая и подвержена риску растрескивания, коррозии и других дефектов.
Использование неправильной длины дуги: Короткая длина дуги (недостаточное напряжение) может привести к более медленному плавлению вольфрамового электрода, что приведет к неполному проплавлению сварного шва и другим возможным проблемам.
Длинные дуги (слишком большое напряжение) часто приводят к пористости сварного шва, которая представляет собой чрезмерное разбрызгивание присадочного металла в сварной шов.Использование грязного присадочного материала: Присадочный металл, содержащий частицы или другие загрязняющие вещества, не обеспечивает чистого сварного шва и может привести к его повреждению. Использование грязного присадочного материала противоречит основному принципу чистой сварки.
Образование кратеров: Сварочные кратеры образуются, когда сварочная ванна не имеет достаточного объема после охлаждения для преодоления усадочного напряжения, которое может вызвать трещины в сварном шве. Одним из способов избежать этой проблемы является медленное снижение силы тока во время сварки.
Создание искривленных или дефектных сварных швов из-за несбалансированного нагрева: Частой причиной избыточного нагрева вольфрама является продолжительность положительного электрода, что затрудняет контроль сварочной ванны.
Имейте в виду одну вещь; ошибки, допущенные при точной сварке, как правило, не могут быть исправлены. Прецизионная сварка, как правило, медленнее, чем другие методы сварки, но результаты исключительно высокого качества, в результате чего получаются усовершенствованные и превосходные сварные швы.
Что это такое и почему это отличная карьера
В металлообрабатывающей промышленности существует множество вакансий: от инженеров и грузчиков до инспекторов, операторов станков с ЧПУ и многих других. Но первая профессия, которая приходит на ум большинству, — это сварщики.
Однако технические навыки и необходимая подготовка сварщиков могут сильно различаться в зависимости от отрасли. В частности, прецизионная сварка требует наибольшего мастерства.
Является ли прецизионная сварка хорошим выбором для карьеры, и как далеко вас может завести карьера сварщика? Давайте посмотрим, что вы можете ожидать.
Что такое прецизионная сварка?
Прецизионная сварка — это передовой технологический процесс, при котором металлические детали соединяются друг с другом с соблюдением чрезвычайно жестких допусков.
Это самый точный, чистый и трудоемкий метод сварки, в котором обычно используется дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также называемая сваркой TIG.На жаргоне сварщиков «укладка идеального валика» может рассматриваться как точная сварка, но это гораздо больше. Сварщикам, занимающимся прецизионной сваркой, может потребоваться соответствие строгим спецификациям геометрических размеров и допусков (GD&T) и сварным компонентам, размеры которых не превышают заявленных размеров менее чем на миллиметр. Достижение этих жестких допусков может быть сложной задачей даже для самого опытного сварщика из-за того, как различные металлы ведут себя при нагревании. Некоторые из них, такие как алюминий, имеют склонность к усадке, растрескиванию сварных швов или другим отклонениям размеров.
Прецизионные сварщики также должны понимать и следовать сложным чертежам и картам сварки, которые определяют количество и расположение сварных швов и помогают обеспечить воспроизводимость процесса от одной детали к другой.
Им также необходимы хорошие навыки межличностного общения, чтобы сотрудничать с инженерами, менеджерами проектов и специалистами по контролю качества, чтобы разработать наилучший путь продвижения проекта и достичь желаемых результатов.СВЯЗАННЫЙ: Важность картирования сварных швов в прецизионном производстве металлов
Типы и размеры проектов, требующих точной сварки, очень разнообразны. Это часто требуется для очень маленьких деталей, таких как полупроводники и микросхемы, где робототехника чаще всего используется из-за их крошечного размера. Для более крупных компонентов также может потребоваться прецизионная сварка.
Так обстоит дело с большинством товаров, производимых в Fox Valley Metal-Tech. Это включает в себя сложные электрические шкафы, созданные для Министерства обороны (DoD) для использования на военных кораблях. Из-за их размера в сочетании с чрезвычайно жесткими требованиями к допускам почти все сварные швы выполняются вручную. Сварщики прецизионной сварки очень гордятся тем, что могут достичь безупречного мастерства и работать своими руками для достижения таких точных результатов.
Требования к обучению сварщиков
Чтобы попасть в высший эшелон сварщиков, необходимо соблюдать многочисленные нормы и стандарты сварки. Кроме того, необходимо пройти обучение и получить сертификат. К счастью, многие компании, занимающиеся изготовлением металлоконструкций на заказ, предлагают обучение в рамках своих программ развития. Хотя сварщик может не иметь обширной подготовки или навыков при приеме на работу, он часто может продвигаться вверх по карьерной лестнице (и по шкале заработной платы).
Сертификаты сварщика являются показателем способностей и квалификации сварщика. Двумя основными сертификационными программами в области точной сварки являются Американское общество сварщиков (AWS) и Командование морских систем ВМС (NAVSEA). AWS часто требуется для работы над коммерческими отраслевыми проектами, тогда как сертификаты NAVSEA обычно требуются для оборонных контрактов. У каждого есть свои собственные требования к обучению в дополнение к тестам на основе производительности и часам опыта.
Если вы подумываете о карьере сварщика, спросите потенциального работодателя об их программах обучения, которые могут открыть возможности для продвижения по службе.СВЯЗАННЫЕ: Понимание требований сертификации сварщиков AWS и NAVSEA
Карьерные льготы Precision Welding
При выборе карьеры нужно учитывать не только конкурентоспособную заработную плату и льготы, предлагаемые работодателем (страхование, пенсионный план, отгулы, участие в прибылях и т. д.). .). Некоторые современные компании по производству металлоконструкций вложили средства в цеха с климат-контролем и кондиционером, чтобы обеспечить комфортные условия труда. Они также уделяют большое внимание безопасности.
Колледж не для всех, особенно когда речь идет о значительной задолженности по учебе. Если человек желает освоить профессию сварщика через работодателя, часто компания компенсирует расходы на обучение. Они получают преимущество в виде обучения на рабочем месте, отсутствия долгов перед колледжем и конкурентоспособной заработной платы для начала своей карьеры.
Зарплата, конечно, важна, и сварщики могут рассчитывать на заработок от 18 до 28 долларов в час, при этом наиболее высокооплачиваемые сертифицированные сварщики являются самыми высокооплачиваемыми. Некоторые компании по производству металлоконструкций также имеют привлекательные вступительные и годовые бонусы в дополнение к другим льготам.
Мы гордимся тем, что можем взять кусок металла, наложить красивый сварной шов и превратить его во что-то функциональное и часто красивое в глазах многих. Это действительно искусство. Есть некоторые неправильные представления об индустрии металлообработки, из-за которых некоторые отвергают ее как потенциальную карьеру. Другие считают, что у них нет необходимых навыков или подготовки, чтобы даже подать заявку в компанию по изготовлению металлоконструкций на заказ.
Для типов сварочных процедур и специальных проектов, производимых Fox Valley Metal-Tech, лишь немногие обладают всем необходимым опытом и навыками сразу после выхода на работу.
 Относительно короткие, но удивительно полные, эти сварочные программы тщательно спланированы, чтобы обеспечить наилучшее возможное обучение. Программы Precision Welding Academy LLC организованы таким образом, чтобы подчеркнуть максимальное мастерство в области сварки.
Относительно короткие, но удивительно полные, эти сварочные программы тщательно спланированы, чтобы обеспечить наилучшее возможное обучение. Программы Precision Welding Academy LLC организованы таким образом, чтобы подчеркнуть максимальное мастерство в области сварки.

 Я принимал плохие решения и вел безрассудный образ жизни. Я понятия не имел, как зарабатывать на жизнь. В моей жизни был беспорядок, пока я не открыл для себя сварку. Сварка дала мне цель, направление и карьеру, которую я люблю.
Я принимал плохие решения и вел безрассудный образ жизни. Я понятия не имел, как зарабатывать на жизнь. В моей жизни был беспорядок, пока я не открыл для себя сварку. Сварка дала мне цель, направление и карьеру, которую я люблю. Именно поэтому я открыл эту школу. Я горжусь тем, что показываю студентам все, от самых простых задач до самых сложных проектов. Качество и точность не зависят от срезания углов. Он начинается с изучения основ и постепенного развития навыков.
Именно поэтому я открыл эту школу. Я горжусь тем, что показываю студентам все, от самых простых задач до самых сложных проектов. Качество и точность не зависят от срезания углов. Он начинается с изучения основ и постепенного развития навыков. При сварке TIG два металла соединяются с помощью тепла дуги, создаваемой неплавящимся вольфрамовым электродом и основным металлом. Большинство сварщиков считают TIG лучшим выбором для точной сварки, в большей степени, чем другие методы дуговой сварки, включая сварку в среде инертного газа (MIG).
При сварке TIG два металла соединяются с помощью тепла дуги, создаваемой неплавящимся вольфрамовым электродом и основным металлом. Большинство сварщиков считают TIG лучшим выбором для точной сварки, в большей степени, чем другие методы дуговой сварки, включая сварку в среде инертного газа (MIG).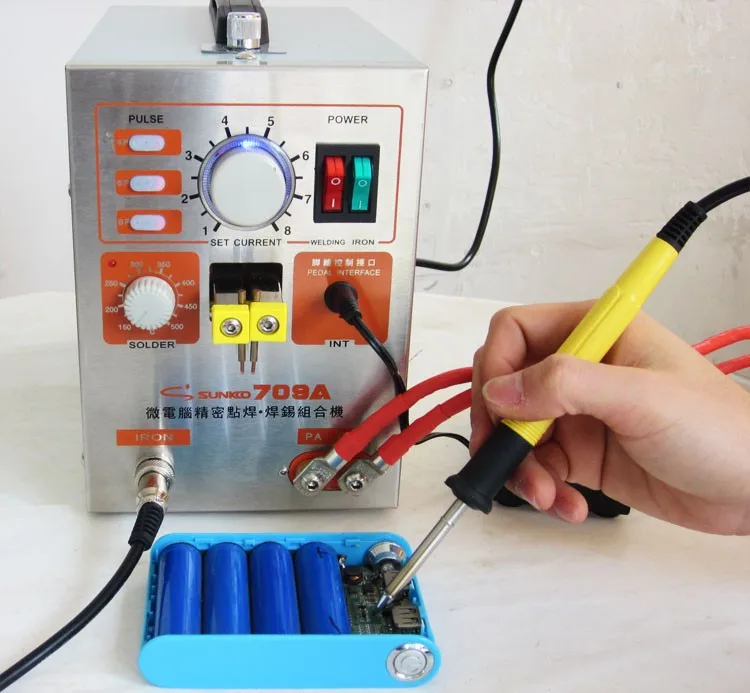

 Хороший вольфрам позволяет дополнительно сгладить дугу, что упрощает точную сварку. Уточнение дуги обеспечивает улучшение во время слияния металлов. Фактический момент, в который два металла сплавляются вместе, является наиболее важным для высококачественной точной сварки.
Хороший вольфрам позволяет дополнительно сгладить дугу, что упрощает точную сварку. Уточнение дуги обеспечивает улучшение во время слияния металлов. Фактический момент, в который два металла сплавляются вместе, является наиболее важным для высококачественной точной сварки.
 Длинные дуги (слишком большое напряжение) часто приводят к пористости сварного шва, которая представляет собой чрезмерное разбрызгивание присадочного металла в сварной шов.
Длинные дуги (слишком большое напряжение) часто приводят к пористости сварного шва, которая представляет собой чрезмерное разбрызгивание присадочного металла в сварной шов.
 Это самый точный, чистый и трудоемкий метод сварки, в котором обычно используется дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также называемая сваркой TIG.
Это самый точный, чистый и трудоемкий метод сварки, в котором обычно используется дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также называемая сваркой TIG. Им также необходимы хорошие навыки межличностного общения, чтобы сотрудничать с инженерами, менеджерами проектов и специалистами по контролю качества, чтобы разработать наилучший путь продвижения проекта и достичь желаемых результатов.
Им также необходимы хорошие навыки межличностного общения, чтобы сотрудничать с инженерами, менеджерами проектов и специалистами по контролю качества, чтобы разработать наилучший путь продвижения проекта и достичь желаемых результатов.
 Если вы подумываете о карьере сварщика, спросите потенциального работодателя об их программах обучения, которые могут открыть возможности для продвижения по службе.
Если вы подумываете о карьере сварщика, спросите потенциального работодателя об их программах обучения, которые могут открыть возможности для продвижения по службе.
