схема и описание, как сделать своими руками
Содержание:
- Что это такое
- Особенности
- Принцип
- Разновидности
- Как собрать сварное оборудование
- Интересное видео
На сегодняшний день разработано множество способов сваривания разных видов металла, в результате которых можно получить прочный и ровный шов. К одному из таких относят конденсаторный сварочный процесс. Он приобрел популярность в прошлом веке, относится к разновидности контактной сварки.
Конденсаторная сварка пользуется высокой популярностью в промышленности, также его часто применяют в бытовых условиях. При помощи него можно производить сваривание мелких деталей, которые выполнены из алюминия, меди. Но все же перед тем как приступать к выполнению этой технологии стоит рассмотреть важные особенности и характеристики.
Что это такое
В настоящее время часто применяется на предприятиях для сваривания разных металлических элементов небольшого размера. В связи с тем, что она имеет простую технологию к ней прибегают умельцы в бытовых условиях.
Зачастую этот метод сваривания применяется в ремонтных цехах, где производятся и ремонтируются кузовные части транспортных средств. При конденсаторном сваривании во время создания шва не происходит прожигания и деформирования тонких стенок листов металлических заготовок. В последующий период деталям не потребуется дополнительное рихтование.
Конденсаторная точечная сварка используется в радиоэлектронике для соединения элементов, которые невозможно запаять при помощи обычных флюсов.
Эта технология нашла применение на заводах по изготовлению шкафов коммуникационного типа. Также этот метод задействуют при производстве:
- приборов, которые применяются в лабораториях;
- элементов медицинского оборудования;
- компонентов оборудования, которое применяется в пищевой промышленности.
Особенности
Конденсаторная сварка своими руками позволяет осуществлять сваривание изделий из цветных металлов в домашних условиях. Это связано с ее легкой технологией и простым проведением. А в производстве данный способ является просто необходимым условием при ремонте и изготовлении важных конструкций, оборудования.
Востребованность конденсаторного сварочного процесса связана со следующими положительными особенностями:
- аппарат конденсаторной сварки обладает простой конструкцией, поэтому при желании его можно собрать самостоятельно;
- точечный сварочный процесс отличается низкой энергоемкостью и небольшими нагрузками, оказываемыми на электросеть;
- этот метод сваривания имеет высокую производительность;
- во время сварки снижается термическое воздействие на соединяемые поверхности.
 Благодаря этому можно соединять небольшие металлические элементы;
Благодаря этому можно соединять небольшие металлические элементы; - этот метод может работать с конструкциями, у которых очень тонкие стенки. А вот при проведении других сварок они сильно деформируются.
 Благодаря этому можно соединять небольшие металлические элементы;
Благодаря этому можно соединять небольшие металлические элементы;Стоит отметить! Главное достоинство конденсаторного сварного процесса состоит в простоте его проведения. Качественные и прочные швы смогут выполнить даже неопытные сварщики.
В основе схемы конденсаторной сварки лежит изменение энергии электрических зарядов, которые скапливаются на конденсаторах, в состояние тепловой энергии. Когда электроды соприкасаются, возникает разряд, и все это приводит к образованию электрической дуги краткого действия. Благодаря выделяемому теплу металлические кромки расплавляются, и в результате образуется сварной шов.
При проведении конденсаторного сварочного процесса наблюдается подача тока на область сварного электрода. Они имеет вид кратковременного импульса с высоким показателем мощности. Он образуется за счет установки в сварочные приборы конденсаторов с большим объемом емкости.
Все эти особенности конденсаторного сварочного процесса позволяют сварщику добиться следующих положительных условий:
- на термическое нагревание изделий из металла требуется гораздо меньше времени. Это представляет особую ценность для производителей электронных деталей;
- ток, который применяется для соединения элементов, имеет высокую мощность. Именно за счет этого свойства швы получаются прочными и ровными.
Принцип
Самодельная конденсаторная сварка является востребованной технологией, которая позволяет быстро проводить соединение разных небольших деталей в домашних условиях. Она имеет простое проведение, поэтому ее могут применять даже новички и специалисты среднего класса.
Работа точечной сварки из конденсаторов основывается на следующих особенностях:
- При сварке заготовки зажимаются при помощи двух электродов, на которые поступает кратковременный ток.
- Затем между ними образуется дуга, она прогревает металл, что приводит к его расплавлению.
- Сварочный импульс начинает действовать через 0,1 секунды. Он образует общее ядро расплавки для всех элементов заготовок, которые свариваются.
- Даже после того, как перестает действовать импульс, детали дальше сжимаются от давления.
- В итоге образуется прочный и ровный шов.

Разновидности
Всего выделяют несколько типов конденсаторной сварки. Каждый из них имеет определенные особенности и позволяет выполнять некоторые важные задачи. Перед тем как приступать стоит рассмотреть основные нюансы каждого метода.
Точечная
Точечная сварка на конденсаторах осуществляется по принципу контактной технологии. Во время ее проведения создается короткий импульс тока, который быстро расплавляет металл и сваривает элементы.
Эта разновидность сварки считается популярной. Ее применяют во многих отраслях производства. Конденсаторная точечная сварка может проводиться в бытовых условиях своими руками. При помощи этого способа можно сварить компоненты с разным показателем толщины.
Роликовая
Роликовый конденсаторный сварочный процесс производится по тому же принципу, что и точечная технология, но готовые «точки» частично перекрываются между собой. Соединение обладает герметичной структурой, через него не проходит влага и частички пыли.
Обратите внимание! Роликовая сварка с использованием конденсаторов применяется в промышленности. Но особенно часто к ней прибегают при производстве изделий вакуумного и мембранного типа.
Ударная
Ударно-конденсаторная сварка осуществляет сваривание отдельных металлических компонентов, которые формируют цельную конструкцию. Электричество поступает к месту сваривания, оно имеет вид кратковременного удара. Данная технология уменьшает длительность сварных операций до 1,5 м/с.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током — 4 штуки. Показатель мощности — не меньше 300 мА;
- тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. — 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.
Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.
Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов. Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование.
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.
- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.
Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы. Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Интересное видео
Конденсаторная сварка
Технология сварки, основывающаяся на запасенной энергии конденсаторов, называется конденсаторная сварка. Она составляет отдельную группу среди контактных технологий создания прочных соединительных швов. Отличительным аспектом конденсаторной разновидности считается постепенное запитывание оборудования токами специализированной конденсаторной батареи. Время сваривания этим способом ограничивается тысячными частями секунды.
Она составляет отдельную группу среди контактных технологий создания прочных соединительных швов. Отличительным аспектом конденсаторной разновидности считается постепенное запитывание оборудования токами специализированной конденсаторной батареи. Время сваривания этим способом ограничивается тысячными частями секунды.
Распространенной сферой использования считается микроэлектроника, где требуется спаивание мельчайших микросхем и надежность проведения микроимпульсов.
Отличительные нюансы конденсаторного соединения заготовок
Сущность процесса сварки при помощи конденсаторных агрегатов заключается в выдаче кратчайших точечных воздействий, осуществляемых благодаря электроэнергии. Аккумулированная энергия при соприкосновении с предполагаемым местом соединения разряжается на заготовку, тем самым провоцируя сварочный процесс.
Конденсаторная сварка и схема разрядки подразделяется на два основных направления:
- Сварка с разрядкой непосредственно на имеющуюся заготовку.
- Альтернативный вариант с переходом импульсной энергии на обмотку.

Первый тип сварочных работ активно применяется для создания стыковых соединений тончайших стержней либо проволок. Причем метод поддерживает функциональность с разнородными по составам заготовками.
Схемой второго способа разрядки предусмотрено создание шовных соединений либо организацию точечных сварных процессов.
Главным отличительным свойством конденсаторного типа варки деталей считается экологичность этого процесса. Стандартное оборудование для выполнения подобных работ функционирует на высоком токе, что позволяет при относительно небольших импульсных затратах получать достаточно крепкие шовные соединения. Влияния на окружающую среду практически не возникает из-за минимальных затрат времени на работу.
Преимущества сварки
Каждая разновидность сварочных работ обладает собственными отличительными преимуществами, рассматривая конденсаторную сварку, выделяют следующие положительные характеристики:
- Скорость сварки весьма высокая. Получение конечного результата осуществляется за тысячные составляющие секунды.
- Минимальные энергетические затраты. Из-за точечного характера работы потребление энергии значительно снижается.
- Аккуратный результат. Лицевая сторона заготовки не подвергается видимым воздействиям и изменениям, что позволяет сохранить первозданный вид главной стороны и расширить функциональность детали.
- Поддерживается возможность соединения тончайших листовых заготовок.
- Простое выполнение всех работ. Покорить устройство конденсаторного типа под силу даже начинающему сварщику или любителю. Положительным аспектом выступает также необходимость работы исключительно с одной стороной заготовки.
- Экологическая составляющая. Благодаря минимальным активным промежуткам, за которые осуществляется соединение деталей, воздействие на среду сводится к минимуму.
 Получение конечного результата осуществляется за тысячные составляющие секунды.
Получение конечного результата осуществляется за тысячные составляющие секунды.Скоростная конденсаторная сварка своими руками по точечному принципу не деформирует металлические края заготовок, также не оказывает расплавляющего воздействия на них. Отличные результаты демонстрирует ударный метод конденсаторной сварки. Он применяется для скрепления цветных металлических заготовок со сплавами, имеющими похожую молекулярную основу. Итогом становится эстетический и одновременно надежный шов при низких временных затратах. Ударно конденсаторная сварка является перспективным методом работы с металлическими деталями, состоящими из цветных сплавов.
Отличные результаты демонстрирует ударный метод конденсаторной сварки. Он применяется для скрепления цветных металлических заготовок со сплавами, имеющими похожую молекулярную основу. Итогом становится эстетический и одновременно надежный шов при низких временных затратах. Ударно конденсаторная сварка является перспективным методом работы с металлическими деталями, состоящими из цветных сплавов.
Сфера применения
При перечисленных положительных аспектах этой технологии неудивителен факт широкого распространения метода конденсаторной сварки в различных сферах промышленности. Благодаря этому методу создания прочных соединений изготавливаются:
- Медицинское инновационное оборудование и передовые пищевые агрегаты.
- Корпуса различной электронной аппаратуры.
- Уникальные стеклянные сооружения и специализированные каркасы для конструкций из металлов.
Большое распространение конденсаторная точечная сварка получила среди частного строительства зданий. В промышленном использовании эта технология активно применяется для создания нестандартных каркасов значимых построек. Также невозможно обойтись без конденсаторного соединения при прокладке коммуникаций инженерного назначения, обустройства вентиляционных систем, соединения листовых металлических деталей.
В промышленном использовании эта технология активно применяется для создания нестандартных каркасов значимых построек. Также невозможно обойтись без конденсаторного соединения при прокладке коммуникаций инженерного назначения, обустройства вентиляционных систем, соединения листовых металлических деталей.
Благодаря отличительным нюансам эту технологию применяют не только профессиональные сварщики, но также любители этого дела.
Сварочное оборудование
При точечном соединении заготовок применяется специальный аппарат конденсаторной сварки. Принцип работы этого устройства основывается на последовательном запасании энергии посредствам накопителя (конденсатора) и дальнейшей ее импульсной передаче на заготовку либо обмотку.
Возможность сварки в точечном конденсаторном режиме обеспечивает выпрямитель, задача которого сводиться к последовательной зарядке конденсаторных батарейных элементов. Накопленные энергетические импульсы моментально преобразуются в энергию тепла, благодаря которой и происходит спаивание деталей.
Для машины конденсаторной сварки характерны:
- Низкая потребляемая мощность. Благодаря непостоянству использования накопленных зарядов, больших электрических затрат удается избегать даже при крупных производственных работах.
- Высокая работоспособность. Система функционирует в автоматическом режиме, а поскольку скорость каждого отдельного соединения деталей практически мгновенная, то автоматизация существенно ускоряет достижение результата.
- Внедрение специализированного программного обеспечения. При создании на производстве постоянства начальных условий процесса, возможно, добиться выполнения всех сварочных операций с филигранной точностью и на автоматизме.
Конденсаторная сварка металлов малых толщин: разновидности процесса, технологии
Главная » Обработка металла » Сварка
Сварка
Автор perminoviv На чтение 4 мин Просмотров 213 Опубликовано
Среди всех существующих разновидностей сварочных процессов особое место занимает конденсаторная сварка. Этот способ соединения металлических деталей появился в 30-х годах прошлого столетия. Метод относится к контактной сварке, являясь ее отдельным видом. Используется этот прием широко во время обработки малых и микроскопических деталей при изготовлении электротехники и разных аппаратов.
Содержание
- Технология сварочной операции
- Разновидности процесса
- Особенности применения
- Преимущества и недостатки
- Процесс сварочных работ
Технология сварочной операции
Конденсаторная сварка металлов малых толщин проводится в соответствии с ГОСТ 15878-79. Основой процесса является принцип соединения изделий при использовании накопленного разряда на блоке конденсаторов. Именно за счет его выполняется сочленение деталей, когда происходит соприкосновение электродов. При их контакте на поверхностях изделий формируется кратковременная электродуга. В результате происходит расплавление металла.
В результате происходит расплавление металла.
Сварка конденсаторного типа осуществляется за счет запасенной энергии. Она накапливается в батареях, заряжающихся от источника постоянного напряжения (выпрямителя). Энергия преобразуется в тепло, когда происходит разряд. Его выделение при протекании тока происходит между соединяющимися заготовками. Именно поэтому конденсаторная сварка — это один из видов контактного сварочного процесса. Длительность каждой операций составляет минимальный промежуток времени. Он может равняться тысячным долям секунды.
Разновидности процесса
Конденсаторное сочленение металлов выполняется трансформаторными и бестрансформаторными устройствами. В аппаратах, относящихся к первому типу, заряд уходит из конденсаторов, проходя по 1-й обмотке устройства. Когда катушка повторно наматывается, тогда он уже появляется между электродами, находящимися в сжатом состоянии. Благодаря такому режиму, характеризующемуся беспрерывностью и высокой скоростью, не происходит накаливание металла. Трансформаторные аппараты воздействуют на металлические поверхности свариваемых изделий посредством щадящего режима. Поэтому изделия не деформируются.
Трансформаторные аппараты воздействуют на металлические поверхности свариваемых изделий посредством щадящего режима. Поэтому изделия не деформируются.
Конденсатор при бестрансформаторном сочленении подключается через заготовки. Поддающийся импульс нагревает зону, в которой происходит соединение деталей. В результате сочленение осуществляется при действии усадочной силы.
На разновидность конденсаторной сварки также влияют особенности образования шва:
- точечный процесс;
- шовный способ;
- стыковой метод.
Каждый из видов используется при выполнении определенных работ. На тип конденсаторной сварки также влияют особенности технологического процесса:
- Контактный тип. Разряд энергии из накопительной емкости происходит на плотно соединенных деталях. В месте, где осуществляется прижим электродов, появляется дуга максимум в течение 3 мс и возникает электроток, сила которого составляет 10000-15000 А.
- Ударный тип. Такая сварка отличается разрядом, происходящим при кратковременном ударе электродного стержня о деталь. Дуга возникает в течение 1,5 мс. Благодаря минимальному времени увеличивает качество выполненной работы и уменьшается термическое воздействие на соседние участки металла.
- Точечный тип, характеризующийся продолжительным разрядом, длящимся 10-100 мс. Сварка заготовок осуществляется на небольшой площади.
 Дуга возникает в течение 1,5 мс. Благодаря минимальному времени увеличивает качество выполненной работы и уменьшается термическое воздействие на соседние участки металла.
Дуга возникает в течение 1,5 мс. Благодаря минимальному времени увеличивает качество выполненной работы и уменьшается термическое воздействие на соседние участки металла.Совет! При помощи конденсаторной сварки удастся соединить цветные сплавы с минимальной толщиной. Сваривать также можно разнородные металлы, так как происходит большое скопление энергии на маленьком участке.
Особенности применения
Сварочный процесс посредством аккумулированной энергии рекомендуется выполнять для соединения тонких стержней или проволоки, имеющей разную толщину.
Точечный способ конденсаторной сварки применяется при создании приборов и изготовлении электротехники. Этот тип сочленения подходит для соединения толстых заготовок с тонкими деталями.
В промышленности с помощью точечного сварочного метода осуществляются следующие работы:
- крепление болтов, крючкообразных элементов, шпилек разного диаметра и так далее;
- соединение элементов часовых механизмов, кино- и фототехники;
- сварка различных сплавов;
- производство световой и оптической аппаратуры.

Шовный способ, являющийся роликовой сваркой, применяется для сочленения электронных приборов вакуумного типа с мембранами. Метод позволяет получить герметичный шов, отличающийся сплошной структурой. Этого достичь удается за счет производства соединения с перекрытием.
К достоинствам технологии относятся следующие преимущества:
- В автоматизированных цехах конденсаторная сварка позволяет выполнять до 600 точечных соединений в одну минуту.
- Высокая точность сочленения заготовок при многочисленных повторениях.
- Большая долговечность аппаратов.
- Возможность соединять разнородные металлы.
- Минимальное выделение теплоты, вследствие чего отсутствует необходимость использования охлаждающих жидкостей.
- Не требуется применять сварочную проволоку и электродные стержни.
Несмотря на существенные достоинства, сварочные операцию за счет аккумулированной энергии имеют ограничения. Их невозможно использовать повсеместно, так как процесс отличается кратковременной мощностью. Существует также ограничение по габаритам сечения соединяемых заготовок. Еще при работах появляется импульсная нагрузка, создающая помехи в сети.
Существует также ограничение по габаритам сечения соединяемых заготовок. Еще при работах появляется импульсная нагрузка, создающая помехи в сети.
Процесс сварочных работ
Операция по сочинению двух металлических деталей выполняется в следующей последовательности:
- Вначале осуществляется подготовка элементов. Они очищаются от любых загрязнений.
- Изделия располагаются в необходимом положении непосредственно между двумя электродами.
- Нажимается пусковая кнопка. В результате к контактным элементам поступает импульс.
- После прекращения электрического воздействия электроды раздвигаются.
- При необходимости процесс повторяется нужное количество раз.
Совет! Габариты сварочного места на 2-х деталях обязаны превышать минимальную толщину сочленяемых заготовок в 2-3 раза.
Конденсаторная сварка металлов широко используется на промышленных объектах и в бытовых условиях. Этот способ сочленения заготовок не требует от сварщика особой квалификации. Многие такие процессы сегодня максимально автоматизированы. С помощью конденсаторного сварочного метода массово выполняются монтажные работы и потому, что он отличается экономичным потреблением электричества и высокой производительностью.
Многие такие процессы сегодня максимально автоматизированы. С помощью конденсаторного сварочного метода массово выполняются монтажные работы и потому, что он отличается экономичным потреблением электричества и высокой производительностью.
Оборудование для конденсаторной сварки
Содержание страницы
- Сварочные машины для конденсаторной сварки
- Аппараты для конденсаторной сварки
Особенности конденсаторной сварки. Конденсаторная сварка является одной из разновидностей сварки запасенной энергией. К ним относятся:
- конденсаторная сварка;
- электромагнитная сварка;
- инерционная сварка;
- аккумуляторная сварка.
Накопление энергии происходит в батарее конденсаторов, в магнитном поле специального сварочного трансформатора, во вращающихся частях генератора или в аккумуляторной батарее соответственно
Наиболее широкое промышленное применение получила конденсаторная сварка — технологический процесс, при котором неразъемное соединение металлических заготовок осуществляется за счет выделения теплоты в месте контакта от протекающего тока при разряде конденсаторов и сопутствующем сжатии зоны сварного соединения. Из зоны сварки с помощью сжимающего усилия удаляются оксидные пленки, грязь, различные включения, устраняются неровности, после чего возникают межатомные связи между свариваемыми чистыми поверхностями
Из зоны сварки с помощью сжимающего усилия удаляются оксидные пленки, грязь, различные включения, устраняются неровности, после чего возникают межатомные связи между свариваемыми чистыми поверхностями
Существует два вида конденсаторной сварки:
1. Бестрансформаторная сварка (рис. 1, а). Конденсатор подключен непосредственно к свариваемым заготовкам . Разряд конденсатора происходит в момент удара заготовки 3 по заготовке 4 и оплавляет торцы заготовок, которые свариваются под действием усилия осадки. В данном случае могут действовать две схемы зарядки конденсаторов:
- конденсаторы емкостью до 1000 мкФ заряжаются на напряжение до 1000 В с помощью повышающего трансформатора, сварочный ток от 10 до 100 А, время сварки менее 0,005 с. Сварка ударно-стыковая выполняется на специальных автоматах без участия человека из-за опасного высокого напряжения;
- конденсаторы емкостью от 40 000 до 400 000 мкФ заряжаются на низкое напряжение до 60 В с помощью понижающего трансформатора, сварочный ток от 1000 до 2000 А, время сварки от 0,1 до 0,6 с .
Рис. 1. Схемы конденсаторной сварки: а — бестрансформаторная с разрядом на изделие; б — с разрядом на первичную обмотку трансформатора; 1 — пружина; 2 — защелка; 3 и 4 — заготовки; С — конденсатор; В — выпрямитель; Т — трансформатор
2. Трансформаторная сварка (рис . 1, б). Конденсаторы разрежаются на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые между электродами заготовки . При левом положении переключателя П конденсатор заряжается . В правом положении переключателя происходит разряд конденсаторов на первичную обмотку сварочного трансформатора Во вторичной обмотке трансформатора индуцируется ЭДС, которая определяет значение тока в сварочной цепи. Усилие сжатия заготовок составляет 20. . .200 Н и выбирается в соответствии со свойствами материала и толщиной свариваемых заготовок
Сварочный процесс полностью автоматизирован Для работы с аппаратами конденсаторной сварки не требуется специальной квалификации
Бестрансформаторная сварка используется в основном для стыковой сварки, трансформаторная — для точечной и шовной. Конденсаторная сварка позволяет приваривать крепежные элементы к тонколистовому металлу толщиной от 0,5 мм без видимых повреждений с обратной стороны листа без защитного газа или защитных керамических колец, применяемых при дуговой сварке Конденсаторная сварка особенно эффективна при соединении деталей из однородных металлов: сталей различных классов, листовых заготовок из латуней, бронзы, тугоплавких металлов, никеля, титановых, алюминиевых сплавов толщиной от 0,001 до 2 мм и стержневых заготовок сечением до 20 мм, а также для приваривания тонких пластин к более толстым, сварки разнородных металлов, например константана и низкоуглеродистой стали, константана и нержавеющей стали, латуни и нихрома, бронзы и серебра и др
Конденсаторная сварка позволяет приваривать крепежные элементы к тонколистовому металлу толщиной от 0,5 мм без видимых повреждений с обратной стороны листа без защитного газа или защитных керамических колец, применяемых при дуговой сварке Конденсаторная сварка особенно эффективна при соединении деталей из однородных металлов: сталей различных классов, листовых заготовок из латуней, бронзы, тугоплавких металлов, никеля, титановых, алюминиевых сплавов толщиной от 0,001 до 2 мм и стержневых заготовок сечением до 20 мм, а также для приваривания тонких пластин к более толстым, сварки разнородных металлов, например константана и низкоуглеродистой стали, константана и нержавеющей стали, латуни и нихрома, бронзы и серебра и др
Трансформаторная микросварка характеризуется следующими параметрами: емкость конденсаторов — до 1000 мкФ, напряжение зарядки — до 1000 В, сварочный ток — до 6000 А, время сварки — до 0,001 с . При трансформаторной сварке относительно крупных заготовок емкость конденсаторов — до 100 000 мкФ, напряжение зарядки — до 450 В, сварочный ток — 60 000 А, время сварки — до 0,01 с .
Бестрансформаторный способ применяется для стыковой сварки нитей накала, спиралей (диаметром менее 1 мм), для соединения термопар, в часовой промышленности и для сварки перьев авторучек (приварка шариков из твердого сплава к остову из нержавеющей стали).
Трансформаторную конденсаторную сварку применяют при изготовлении сильфонов, мембран, реле, металлических игрушек, для сварки серебряных контактов, микросхем в радиопромышленности, многослойных пакетов из медной фольги, внутренней арматуры миниатюрных приемно-усилительных ламп, спиралей с ножками низковольтных ламп накаливания, катодов приемно-усилительных ламп и т . д. Основные области применения — обработка листового металла, электронная промышленность, изготовление коммуникационных шкафов, лабораторного и медицинского оборудования, оборудования для пищевой промышленности, торговых и игровых автоматов, строительство зданий, прокладка инженерных коммуникаций и прочие промышленные технологии
Сварочные машины для конденсаторной сварки
Сварочные машины Power-KES (рис . 2) работают по принципу преобразованного разряда конденсатора. Во время остановки процесса сварки электронное зарядное устройство заряжает специальные конденсаторы до необходимого для сварочного процесса напряжения Во время сварки конденсаторы разрежаются с помощью трансформаторов . Поскольку во время этого процесса энергия из сети не поступает, то подключенная нагрузка очень мала (примерно в 20 раз меньше по сравнению с аналогичными машинами контактной сварки), а нагрузка сети симметрична. Большие машины Power-KES рассчитаны на потребление из сети 32 А.
2) работают по принципу преобразованного разряда конденсатора. Во время остановки процесса сварки электронное зарядное устройство заряжает специальные конденсаторы до необходимого для сварочного процесса напряжения Во время сварки конденсаторы разрежаются с помощью трансформаторов . Поскольку во время этого процесса энергия из сети не поступает, то подключенная нагрузка очень мала (примерно в 20 раз меньше по сравнению с аналогичными машинами контактной сварки), а нагрузка сети симметрична. Большие машины Power-KES рассчитаны на потребление из сети 32 А.
Рис. 2. Машина портального типа Power-KES для конденсаторной сварки
Сварочная машина обеспечивает высокую точность сварки без искажений и отжигов, сварку различных материалов (сталь и медь, латунь и сталь) и деталей различной формы с разными поверхностями . Можно сваривать высокопрочные и жаростойкие стали и стали с содержанием углерода больше 0,2 %.
С помощью пульта управления Qualy-KES можно вводить и регулировать параметры сварочного процесса: мощность сварки, сварочный ток, усилие сжатия электродов и время сварки. В Qualy-KES встроен программируемый логический контроллер Все значения параметров, а также результаты работы отображаются на дисплее ПК.
В Qualy-KES встроен программируемый логический контроллер Все значения параметров, а также результаты работы отображаются на дисплее ПК.
Конденсаторная сварка легко механизируется и автоматизируется.
Аппараты для конденсаторной сварки
NOMARK 66 D — сварочный аппарат конденсаторного типа (Capacitor Discharge) с непрерывным циклом работы, предназначен для приварки различных типов крепежных элементов из омедненной и нержавеющей стали, латуни, алюминия к металлическому листу без повреждения металла с обратной стороны в месте сварки Минимальная толщина листа 0,6 мм, максимальная толщина не ограничена
Силовой блок сварочного аппарата NOMARK 66 D (рис. 3) конденсаторного типа (производитель: Thomas Welding Systems, Бельгия). Источником сварочной энергии служит батарея мощных электролитических конденсаторов большой емкости. Зарядный ток формируется источником питания трансформаторного типа, который выполнен на современной интегральной элементной базе по технологии IGBT, имеет очень высокие КПД и надежность.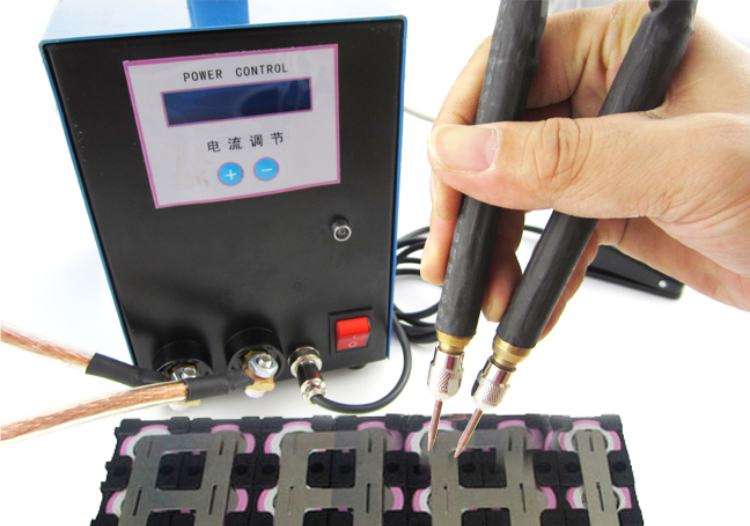
Рис. 3. Силовой блок сварочного аппарата NOMARK 66 D со сварочным пистолетом, цанговым держателем для привариваемых метизов и кабелем заземления
Цифровая схема управления контролирует все параметры работы аппарата, а также обеспечивает стабильность сварочных параметров при различных режимах работы и колебаниях питающего напряжения. Сварочный аппарат имеет электрическую и термозащиту. Основные элементы индикации режимов и индикатор цифрового вольтметра выведены на переднюю панель
Пистолет для приварки шпилек HBS имеет небольшую массу (0,7 кг), сделан из ударопрочного пластика. С помощью резьбы присоединяется цанговый зажим . Есть автоматическая настройка на длину метиза, регулируется усилие пружины ударного механизма головки . Диапазон длин привариваемых метизов от 6 до 55 мм . Скорость сварки от 8 до 20 метизов в минуту Из-за того что время сварки незначительно, а пауза между циклами довольно велика, сварка выполняется при воздушном охлаждении электродов Пистолеты для ударной сварки имеют устройство для подъема метиза. Высота подъема цанги для закрепления привариваемого изделия регулируется с точностью ±0,25 мм. Высокая точность движения сварочного плунжера пистолета обеспечивается шариковой направляющей
Высота подъема цанги для закрепления привариваемого изделия регулируется с точностью ±0,25 мм. Высокая точность движения сварочного плунжера пистолета обеспечивается шариковой направляющей
Универсальная конденсаторная сварочная машина типа МТК- 6301 (рис . 4) имеет короткий импульс тока, довольно высокую мощность и возможность приложения ковочного усилия, она позволяет соединять стали и алюминиевые сплавы. Жесткость корпуса машин данной серии (МТК-6301, МТК-5001) увеличена за счет бокового расположения трансформатора.
Рис. 4. Конденсаторная точечная машина МТК-6301
Основные технические характеристики аналогичных машин приведены в табл . 1
Таблица 1
Технические характеристики универсальных конденсаторных машин
| Тип машины | Силатока, кА | Номинальная мощность, кВ • А | Толщина свариваемых сталей, мм | Толщина свариваемых листов алюминия, мм | Длина консолей, мм | Усилие сварочное, Н | Усилие ковочное, Н | Диаметр обечайки, мм | Длина обечайки, мм |
| МТК-5001 | 50 | 30 | 0,3… 1,2 | 0,3. . .1,8 . .1,8 | 500 | 1 500. . .8 000 | 17 500 | 480 | 470 |
| МТК-6301 | 63 | 40 | 0,4… 1,5 | О Ю О | 1200 | 1 500. . .9 500 | 20 000 | 320 | 1000 |
| МТК-75 | 80 | 75 | 0,5… 1,5 | 0,8.. .2,5 | 1500 | 2 500.. .14 000 | 32 000 | 500 | 650 |
Просмотров: 527
Инмет. Приварка крепежа к деталям из листового металла в Санкт-Петербурге
Компания Инмет предоставляет услугу приварки (пристрелки) крепежа.
Привариваются шпильки, штифты, болты к тонким металлическим листам методом ударно-конденсаторной сварки (УКС). Привариваем метизы на такие материалы как углеродистая сталь, нержавеющая сталь, алюминий.
Приварка крепежа методом УКС
Метод приварки крепежа при помощи ударно-конденсаторной сварки используется в случаях, когда с лицевой стороны изделия не должно быть видно метизов, а также, когда привариваемый крепеж является элементом заземления. Такой метод обеспечивает максимальную прочность соединения и лучше подходит для тонколистовых металлов толщиной от 0,5 мм. Но в некоторых случаях правильнее использовать запрессовку вместо УКС.
Такой метод обеспечивает максимальную прочность соединения и лучше подходит для тонколистовых металлов толщиной от 0,5 мм. Но в некоторых случаях правильнее использовать запрессовку вместо УКС.
Наши специалисты всегда помогут выбрать метод установки крепежа на Ваши изделия. Подробнее
Применяется в продукции
Светильники
Серверные корпуса
Корпуса приборов
Корпуса медицинских приборов
Корпуса измерительных приборов
Электрическе щиты и стойки автоматики
Примеры работ по приварке крепежа
Ещё примеры
Оставьте заявку прямо сейчас!
Наш специалист перезвонит Вам в кратчайшее время. Ответит на все интересующие вопросы и поможет рассчитать стоимость производства.
Ответит на все интересующие вопросы и поможет рассчитать стоимость производства.
Прочие услуги по металлообработке
Компания Инмет предлагает полный спектр услуг по металлообработке в Санкт-Петербурге и Ленинградской области. Мы изготовим изделия, металлоизделия, продукцию из металла на заказ по Вашим чертежам или образцам. Читать далее
Лазерная резка металла Координатно-пробивные работы Пуклёвка и формовка металла Гибка листового металла Запрессовка крепежа и метизов Слесарные работы Контактная сварка Сварка ЧПУ фрезеровка Токарные работы Фрезерные работы Обработка цветных металлов Обработка неметаллических материалов Галтовка Гальваника Порошковая окраска Нанесение надписей и гравировка Нанесение уплотнений Сборка металлоизделий Ещё услуги
Преимущества конденсаторной сварки
Основные преимущества метода конденсаторной сварки вытекают из его физического принципа.
Данный метод обладает следующими преимуществами:
- высокая скорость — выполнение сварочного соединения занимает секунды;
- экономичность — затраты электроэнергии минимальны: потребляемая мощность колеблется от 0,2 до 2 кВт;
- эстетичный вид — на лицевой стороне листа отсутствуют какие-либо следы от сварки; это, безусловно, сохраняет презентабельный внешний вид готового изделия;
- возможность сварки тонких листов металла — толщина их может составлять до десятых долей миллиметра – от 0,6 мм;
- простота выполнения — справиться с аппаратом для конденсаторной сварки может человек даже с минимальным опытом работы. Кроме того, для получения сварочного соединения нужен доступ только к одной стороне детали, что существенно облегчает работу;
- экологическая безопасность — в отличие от других методов сварки, эта не имеет негативных влияний на окружающую среду. В сварочных аппаратах конденсаторного типа отсутствует охлаждающая жидкость: вам больше не надо охлаждать оснастку (наконечники электродов).

Сфера применения УКС
Конденсаторная сварка заняла прочные позиции во многих отраслях промышленности для изготовления следующих видов продукции:
- медицинского и пищевого оборудования;
- корпусов электронной аппаратуры;
- каркасов для металлоконструкций и сооружений из стекла;
- оборудования для вентиляции;
- сварки листового металла;
- фиксации метизов.
Заказать приварку крепежа в Санкт-Петербурге
ООО «Инмет» предоставляет услуги приварки и запрессовки крепежа в Санкт-Петербурге.
Выполняем работу на высокотехнологичном оборудовании, обеспечивая высокое качество и скорость работ.
Работаем с физическими и юридическими лицами, с различными видами оплаты.
Мы находимся по адресу: Санкт-Петербург, пр. Энгельса, д. 163.
Узнать точную стоимость услуг работ по металлу, запросить коммерческое предложение и задать любые вопросы Вы можете по телефону 8 800 250‑23‑59 или по электронной почте info@inmett. ru.
ru.
Видео о компании
ООО «Инмет»
Конденсаторная сварка своими руками. Делаем конденсаторную сварку самостоятельно
Октябрь 12 • Ремонтные и строительные работы • Просмотров 7423 • Комментариев к записи Конденсаторная сварка своими руками нет
Конденсаторная сварка – метод сварки, так называемой, запасенной энергией. Заряды энергии скапливаются в конденсаторах во время зарядки от выпрямителя и трансформируются в теплоту. Она, в свою очередь, образуется в контакте в моменты протекания тока между соприкасающимися заготовками. Исходя из этого, конденсаторную сварку часто называют контактной.
Содержание
- Отличительные особенности конденсаторной сварки
- Разновидности сварки
- Схема конденсаторной трансформаторной сварки
- Преимущества конденсаторной сварки
- Сфера применения конденсаторной сварки
- Технология сварки цветных металлов
- Сварка медного провода своими руками
Отличительные особенности конденсаторной сварки
Главным отличием данной технологии сварки является экологичность и скорость. Стандартный аппарат конденсаторной сварки функционирует на высоких токах. Что позволяет получить максимально качественный шов при небольшом расходовании электрической энергии.
Стандартный аппарат конденсаторной сварки функционирует на высоких токах. Что позволяет получить максимально качественный шов при небольшом расходовании электрической энергии.
Вообще конденсаторная сварка, ровно как и оборудование для этого, находит применение в случаях, когда требуется микросварка либо сварка больших сечений и толщин. Принцип работы заключается в следующем:
- Накапливается достаточное количество энергии в конденсаторах.
- Заряды преобразуются в тепло, используемое для сварки.
Мы можем говорить об абсолютной экологичности, поскольку конденсаторная сварка, пусть даже самодельная, фактически не влияет на окружающую среду. Агрегаты не требуют охлаждающей жидкости ввиду нулевого тепловыделения. Этот безусловный плюс позволяет увеличить жизненный цикл всего сварочного аппарата.
Вместо стандартных цилиндров в машины встраиваются опциональные сервоприводы, что сокращает необходимость в так называемом пневмоподключении. Интегрированные элементы позволяют быстро и эффективно скапливать сварочное усилие. При этом электроды действуют на поверхность чрезвычайно деликатно.
При этом электроды действуют на поверхность чрезвычайно деликатно.
Итак, перечислим достоинства конденсаторной сварки:
- высокая скорость сварки;
- точность сварки;
- экологичность;
- надежность сцепления;
- долговечность сварочного оборудования.
Конденсаторная сварка благодаря высокой точности не деформирует, не плавит металл. Агрегаты щадяще действуют на разного рода обрабатываемые напыления и покрытия. Высокие показатели качества демонстрируются при контактном или ударном методе. К примеру, ударно-конденсаторная сварка отлично справляется при обработке цветных металлов и сплавов на их основе.
Вывод: шов получается аккуратным, прочным, сварка занимает минимальное время.
Разновидности сварки
Выделяют четыре вида:
- электромагнитная;
- аккумуляторная;
- конденсаторная;
- инерционная.
Конденсаторная получила наиболее широкое применение в промышленности благодаря совокупности эксплуатационных характеристик. Оптимально технологическое явление, в ходе которого неразъемный контакт металлических элементов производится ввиду тепловыделения. Причем из зоны сварки посредством сжимающего усилия Р устраняются грязь, оксидные пленки, дополнительные включения, неровности. В результате образуются межатомные соединения между обрабатываемыми покрытиями.
Оптимально технологическое явление, в ходе которого неразъемный контакт металлических элементов производится ввиду тепловыделения. Причем из зоны сварки посредством сжимающего усилия Р устраняются грязь, оксидные пленки, дополнительные включения, неровности. В результате образуются межатомные соединения между обрабатываемыми покрытиями.
Энергетические заряды аккумулируются в процессе зарядки от генератора или выпрямителя. Регулировать энергию можно при помощи изменения напряжения и емкости зарядки.
Виды конденсаторной сварки:
1. Бестрансформаторная.
Конденсаторы разряжают энергию на обрабатываемую поверхность. Допускают две схемы зарядки:
- 1000 мкФ конденсаторы аккумулируют энергию на напряжение до 1000 В посредством повышающего трансформатора; время сварки составляет 0,005 с; сварочный ток в диапазоне от 10 до 100 А. Технология опасна для человека из-за высокого напряжения;
- 40 – 400 тысяч мкФ конденсаторы аккумулируют энергию на напряжение до 60 В посредством понижающего трансформатора; время сварки достигает 0. 6 с; сварочный ток в диапазоне от 1000 до 2000 А.
 6 с; сварочный ток в диапазоне от 1000 до 2000 А.
6 с; сварочный ток в диапазоне от 1000 до 2000 А.2. Трансформаторная.
Конденсатор разряжает энергетический заряд на первичную обмотку трансформаторного устройства. Причем заготовки располагаются в так называемом сварочном контуре, который соединен со вторичной трансформаторной обмоткой. Этот вид сварки эксплуатируется в качестве микросварки с характеристиками:
- напряжение зарядки – 1000 В;
- время сварки – 0,001 с;
- сварочный ток – 6000 А;
- емкость конденсаторов – 1000 мкФ.
Схема конденсаторной трансформаторной сварки
Конденсатор аккумулирует энергию до определенного количества при левом положении рычага. При правом производится разряд теплообменников на первичную обмотку трансформатора. Конденсаторная сварка, как демонстрирует схема, во вторичной обмотке индуктируется э.д.с. Она в свою очередь обуславливает силу тока в сварочной цепи.
Преимущества конденсаторной сварки
1. Высокая скорость и плотность сварочного тока.
Высокая скорость и плотность сварочного тока.
Это способствует высококонцентрированному тепловыделению в районах соединения. Обеспечивает мгновенное расплавление небольшого участка металлических изделий. Как результат, шов не нуждается в дополнительной обработке. А специалист получает возможность сваривать сплавы и металлы, отличные по своим теплофизическим параметрам.
2. Экономичность и стабильность работы.
Каждый сварочный цикл требует постоянного, четко выверенного объема электрической энергии. Это обеспечивает высокую стабильность и экономичность сварки.
3. Практичность.
Благодаря скорости работы и паузе, точечная конденсаторная сварка доступна при воздушной системе охлаждения электродов. Работа эффективно автоматизируется и механизируется.
4. Невысокая потребляемая мощность.
Требуемая мощность составляет от 0,05 до 20 кВА. Невысокие энергоресурсы объясняются постепенным отбором мощности из сети с процессом стабилизации напряжения.
5. Деликатность сварки.
Деликатность сварки.
Ввиду дозировки энергии. в районе контакта получается прочный шов небольшой толщины. Эту возможность используют при деликатной сварке цветных металлов.
Сфера применения конденсаторной сварки
Эта технология сварки используется:
1. Для соединения металлов однородного типа:
- сталь всех классов;
- заготовки из латуни;
- заготовки из алюминиевых сплавов;
- заготовки тугоплавких металлов;
- заготовки из бронзы и др.
2. Для приварки толстых пластин к тонким, а также сварки разнородного металла:
- бронза и серебро;
- латунь и нихром;
- константан и нержавеющая сталь;
- константан и низкоуглеродистая сталь.
Бестрансформаторный способ используется:
- для стыковки спиралей небольшого диаметра;
- для соединения так называемого термопара;
- для стыковой сварки нитей накаливания.
Бестрансформаторная сварка чаще всего применяется в производстве часов и других изделий, имеющих в составе микродетали.
Трансформаторный способ используется в производстве:
- катодов ПУЛ;
- спиралей для ламп накаливания;
- сильфонов;
- металлических игрушек;
- реле;
- мембран;
- многослойных пакетов из медной фольги;
- микросхем.
Точечная микросварка с легкостью соединяет детали из меди и других цветных металлов. Это и сварка медного провода, и соединение тонких и толстых пластин из бронзы и серебра, и стыковка миниатюрных деталей.
Технология сварки цветных металлов
По физико-химическим и технологическим данным цветные металлы контрастируют с традиционной сталью. В зависимости от металла специалисты используют различные способы тепловой обработки. Выделим особенности сварки цветных металлов:
- температура плавления;
- температура кипения;
- плотность;
- сродство к атмосферным газам;
- механические данные при низкой и высокой температуре.
Выделяют металлы со совокупности данных:
1. Тяжелые цветные (серебро, платина, медь).
Тяжелые цветные (серебро, платина, медь).
2. Тугоплавкие и активные (вольфрам, цирконий, титан, молибден).
3. Легкие (бериллий, магний, алюминий).
За исключением драгоценных металлов, из первой группы подвергаются плавлению всеми современными методами сварки сплавы из меди. Чаще всего используют для сварки медных проводов механизированные аппараты. Они обеспечивают высокое качество и соблюдение исходных размеров.
Что касается металлов второй и третьей группы, для их обработки требуются агрегаты с высокой концентрацией энергии. Самостоятельно приваривать детали из этой категории не рекомендуется ввиду образования летучих вредных соединений.
Сварка медного провода своими руками
Самостоятельно вполне по силам собрать аппарат для сварки медной проволоки. Для этого понадобится трансформатор 450 Вт, а также несколько подручных компонентов.
Трансформатор подойдет стандартный, с первичной обмоткой медью толщиной 2х0. 75 мм и вторичной обмоткой 6-миллиметровым алюминиевым силовым кабелем. Непосредственно для сварочных работ потребуется угольный электрод, применяющийся для сварки меди.
75 мм и вторичной обмоткой 6-миллиметровым алюминиевым силовым кабелем. Непосредственно для сварочных работ потребуется угольный электрод, применяющийся для сварки меди.
Прибор для сварки медных проводов функционирует на переменном токе от 30 до 40 А. При этом высшая точка напряжения может составить 15,5 В. В роли ручки-держателя электрода отлично смотрятся два зажима типа «крокодил». В качестве проводника для самодельного агрегата может использоваться угольный электрод, произведенный из щетки троллейбусного контакта.
Что любопытно, подобное изобретение, в случае аккуратной эксплуатации и хранения прослужит не один год. Следите за тем, чтобы аккумулятор не разрядился, а также за контактами. Схема сварки медных проводов не предполагает использование аппаратов с высокими ресурсами. Даже самодельный аппарат отлично справится с большими объемами работы при правильном подходе и бережливом обращении.
Сварочные аппараты, собранные своими руками, могут предназначаться для куда более серьезных целей. Следовательно, конфигурации машин будут отличаться от мобильных до массивных. В домашних условиях оптимальным вариантом станут настольные версии. Они эффективно используются для плавления легких черных и цветных металлов.
Следовательно, конфигурации машин будут отличаться от мобильных до массивных. В домашних условиях оптимальным вариантом станут настольные версии. Они эффективно используются для плавления легких черных и цветных металлов.
« Ремонт смесителя своими руками Современные материалы для ремонта и облицовки ванной »
Сварка сопротивлением и ударная дуговая сварка в диодах, конденсаторах, силовых выпрямителях
1.0 Сварка сопротивлением
СОПРОТИВНАЯ СВАРКА получается за счет нагревания, полученного от сопротивления на стыке металлических предметов потоку электрического тока через соединение. Как правило, соединение поддерживается внешней силой, которая прижимает объекты друг к другу.
Закон Ома лежит в основе контактной сварки. Этот закон гласит: «Если напряжение остается постоянным, ток, протекающий через любую цепь, обратно пропорционален сопротивлению в этой цепи». Э=ИК. E=вольты, I=ток в амперах, R=сопротивление в омах.
Э=ИК. E=вольты, I=ток в амперах, R=сопротивление в омах.
Основным требованием для контактной сварки является выделение тепла. Формула мощности, рассеиваемой в электрической цепи: P=I²R. P=мощность в ваттах, I=ток, R=сопротивление. Ток, протекающий в амперах, одинаков во всех частях одноцепочечной цепи независимо от сопротивления от точки к точке. Однако тепло, выделяемое в точке, будет прямо пропорционально сопротивлению в этой точке.
При контактной сварке детали должны иметь наибольшее сопротивление и, следовательно, наибольшее тепловыделение в точке, где требуется сварка. Соединительные провода рассчитаны на очень низкое сопротивление при одинаковой силе тока. Следовательно, соединительные провода остаются относительно холодными.
В точках A и C на рис. 1 сопротивление электрода к проволоке и электрода к пробке сведено к минимуму за счет использования медно-вольфрамового материала, который обеспечивает как низкое электрическое сопротивление, так и хорошую стойкость к физическому износу.
В точке B на рис. 1 острие долота, врезанное в проволоку, обеспечивает начальную точку высокого сопротивления, которая приводит к точке наивысшего нагрева.
Тепловая энергия, выделяемая в месте сварки и соединительных электродов, выражается по закону Джоуля следующим образом: W=I²RT. W=тепловая энергия в ватт-секундах или джоулях, I=ток в амперах, R=сопротивление в омах, T=время подачи тока в секундах.
Как правило, значительное количество тепла рассеивается на сопротивлении постоянному току в трансформаторе, во всех соединительных соединениях, шинах к электродам, электродах и интерфейсах, а также на индуктивных потерях переменного тока в трансформаторе. То есть тепло выделяется и теряется во многих точках, кроме самого соединения.
С добавлением эффекта потерь формула тепловой энергии принимает вид: H=I²RTK. K=коэффициент тепловых потерь.
Потери вызваны главным образом излучением от светильников и предметов в окружающий воздух. Поскольку эти потери нелегко контролировать, важным фактором является время подачи тока.
1.1 Временной эффект
Если тепло, выделяемое приложенным током, поднимает температуру соединения выше точки плавления металла, в различных точках могут образовываться газовые карманы, что приводит к взрыву мельчайших частиц, что называется «искрением». ” При дальнейшем повышении температуры зона термического влияния сдвинется дальше вглубь подводящего провода и вызовет обесцвечивание.
Поскольку тепло, выделяемое в точке, пропорционально квадрату тока, без учета потерь удвоение тока приведет к учетверению тепла, выделяемого за заданный период времени. Изменение генерируемого тепла может быть получено либо за счет изменения уровня тока, либо за счет изменения продолжительности времени. Однако передача тепла через металл, окружающий место соединения, занимает конечное время. В результате, для образования сварного шва надлежащего размера продолжительность времени не может быть сокращена ниже минимума, независимо от увеличения тока. Обычным эффектом сильного тока с недостаточной продолжительностью времени является настолько быстрое выделение тепла, что на контактных поверхностях происходит горение.
1.2 Давление при сварке
Давление при сварке — это сила на единицу площади, действующая на СВАРОЧНУЮ ИНФРАСТРУКТУРУ и РЕЗЕРВНЫЙ ЭЛЕКТРОД со стороны ЗАЖИМНОГО ЭЛЕКТРОДА СВАРКИ. Внешняя сила сближает детали и поддерживает постоянное давление на стыке во время процесса сварки.
Сварочное давление не входит непосредственно в только что рассмотренную формулу, но оно имеет прямое влияние на сварочный ток, поскольку влияет на сопротивление в месте соединения двух заготовок.
1.3 Сварочные источники питания
Для контактной сварки доступны различные сварочные источники питания. Существует четыре основных категории: ЕМКОСТНЫЙ РАЗРЯД С НАКОПЛЕНИЕМ ЭНЕРГИИ, СИНХРОННЫЙ ПЕРЕМЕННЫЙ ТОК, ВЫСОКОЧАСТОТНЫЙ ПОСТОЯННЫЙ ТОКА И СВАРОЧНЫЙ АППАРАТ НА ЧИСТОМ ПОСТОЯННОМ ТОКАХ.
1.31 Синхронный источник переменного тока
Типичный пример показан на блок-схеме на рис. 2. Он состоит из силовой цепи, способной переключать обе половины сетевого напряжения переменного тока (рис. 2А), схемы обнаружения нулевого напряжения для синхронизации переключение силовой цепи, синхронизирующая цепь для включения силовой цепи на желаемое время сварки и сварочный трансформатор для преобразования высокого напряжения при малом токе в низкое напряжение (обычно от 2 до 6 вольт) при сильном токе.
2А), схемы обнаружения нулевого напряжения для синхронизации переключение силовой цепи, синхронизирующая цепь для включения силовой цепи на желаемое время сварки и сварочный трансформатор для преобразования высокого напряжения при малом токе в низкое напряжение (обычно от 2 до 6 вольт) при сильном токе.
Выход синхронного источника питания переменного тока обычно регулируется тремя способами, как показано на рис. 3 (ниже):
- Настройка нагрева — контролирует процентную долю каждого полупериода линейного напряжения, подаваемого на сварочный трансформатор, в соответствии с точка пересечения нуля переменным напряжением. (Рисунок 3А)
- Полупериод или полный цикл — настраивает источник питания на подачу последовательных полупериодов линейного тока той же полярности или чередующейся полярности. Полный цикл обеспечивает как минимум один полный цикл линейного тока. (Рисунки 3В и 3С)
- Количество циклов — устанавливает количество циклов сетевого тока, подаваемого при каждом срабатывании сварочного аппарата. (Рисунок 3D)
 (Рисунок 3D)
(Рисунок 3D)1.32 Источник питания с емкостным разрядом
Типичная схема показана на рис. 4 (ниже). Конденсатор(ы) заряжается постоянным током от выпрямителя или генератора. Эта сварочная энергия накапливается при напряжении от 50 до 300
В постоянного тока, а затем разряжается с помощью механических или электрических методов переключения на первичную обмотку сильноточного сварочного трансформатора.
Элементы управления для этого сварочного источника питания:
- Подаваемое напряжение — регулировка напряжения, хранящегося в конденсаторах.
- Сумма емкости — корректировка количества конденсаторов.
- Сварочный ток — регулировка отводов на сварочном трансформаторе для изменения напряжения на вторичной обмотке.
1.4 Думет для CCFE (железо с медным покрытием)
Существует четыре типа дюмета: ОКИСЛЕННЫЙ, БОРИРОВАННЫЙ ДУМЕТ, ПОКРЫТЫЙ
ДУМЭТ И ГОЛОВОЙ ДУМЭТ.
Окисленный думет состоит из плакированного медью никелевого железа, прошедшего через процесс нагрева, в результате которого на поверхности плакированного медью образуется оксид меди. Этот дюмет обычно используется в тех случаях, когда в процессе герметизации используется некоторая форма контролируемой атмосферы.
В борированном дюмете также используется плакированное медью никелевое железо, которое подвергается окислению. Однако после окисления думет подвергается термообработке раствором буры для образования поверхности тетрабората натрия, что облегчает герметизацию стекла в процессах пламенного типа.
CCFE (стальная проволока с медным покрытием) бывает различных размеров и имеет проводимость от 20% до 88%. Проводимость чистой меди считается 100%.
Для изготовления приваренного к CCFE узла дюмета, как показано на рис. 6, необходимо сначала отрезать заготовку дюмета до нужной длины. Этот надрез, выполненный должным образом, требует, чтобы на обоих концах отрезанного куска не было заусенцев и чтобы пятно меди было нанесено примерно на 75% поверхности, противоположной сварному шву, как показано на рис. не должно быть царапин или следов, которые могли бы повлиять на уплотнение стекла по металлу. Затем проволока CCFE отрезается по длине, образуя острие типа долота, как показано на рисунке 8B. Эта точка долота срезана под разными углами, обычно <30%, чтобы обеспечить точку относительно высокого сопротивления в месте сварного соединения.
не должно быть царапин или следов, которые могли бы повлиять на уплотнение стекла по металлу. Затем проволока CCFE отрезается по длине, образуя острие типа долота, как показано на рисунке 8B. Эта точка долота срезана под разными углами, обычно <30%, чтобы обеспечить точку относительно высокого сопротивления в месте сварного соединения.
Заготовка дюмета и проволока CCFE соединяются под давлением, и сварочный ток подается через набор зажимных зажимов на проволоку CCFE и через электрод, который контактирует с заготовкой дюмета на стороне, противоположной сварному шву, как показано на рис. 1. Когда ток проходит через заготовку, относительно высокое сопротивление интерфейса CCFE/Dumet вызывает быстрый нагрев соединения, поскольку сварочное давление прижимает две заготовки друг к другу, сваривая два металла. Фактический процесс сварки сварных швов DO 41 и DO 35 занимает от 3 до 8 миллисекунд, в зависимости от материала, проводимости и размера проволоки.
1.5 Прессованный и спеченный тантал к танталовой проволоке
Сварные швы тантала к танталу используются для изготовления танталовых анодов конденсаторов. Фактический процесс сварки такой же, как и при сварке дюмета с CCFE. Однако, поскольку заготовки прессуются из порошкообразного тантала, их необходимо подавать в сварочный аппарат с помощью вибрационной чаши и подающего устройства. Процесс контактной сварки хорошо подходит для этого типа сварки, потому что тантал при нагревании сильно реагирует с кислородом и другими газами и может воспламениться от электрической дуги.
Фактический процесс сварки такой же, как и при сварке дюмета с CCFE. Однако, поскольку заготовки прессуются из порошкообразного тантала, их необходимо подавать в сварочный аппарат с помощью вибрационной чаши и подающего устройства. Процесс контактной сварки хорошо подходит для этого типа сварки, потому что тантал при нагревании сильно реагирует с кислородом и другими газами и может воспламениться от электрической дуги.
Сварка сопротивлением не образует дуги, которая могла бы вызвать быстрое окисление порошкообразной металлической заготовки тантала. Он также сводит к минимуму воздействие как кислорода, так и азота, которые могут вызвать образование оксидов и нитридов в сварном соединении и в области вокруг сварного шва. Обработка, правка и резка тантала требуют осторожности, чтобы избежать прилипания смазочных масел, которые могут повредить готовый конденсатор.
Тантал чрезвычайно абразивен. Для этого требуется, чтобы резка производилась инструментами из карбида вольфрама, а матрицы ротационного выпрямителя были изготовлены из керамики или нейлона для предотвращения преждевременного износа.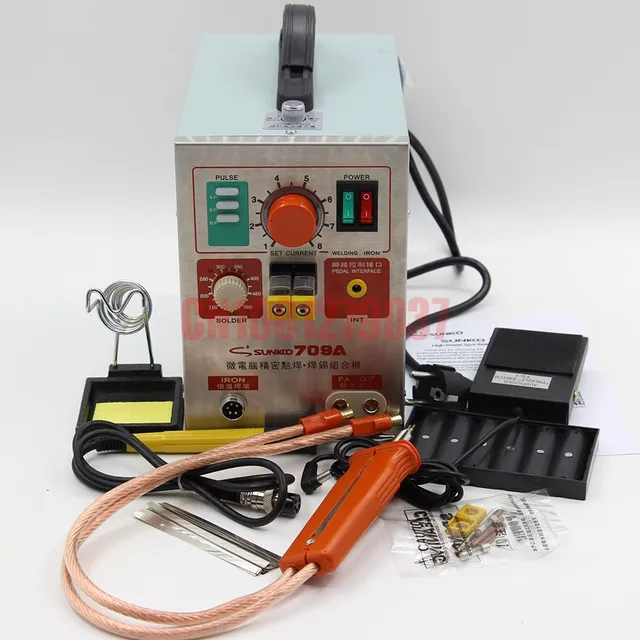 Поскольку тантал очень абразивный, танталовая пыль, которая накапливается на сварочных аппаратах, должна удаляться путем ежедневной очистки, чтобы предотвратить чрезмерный износ движущихся частей.
Поскольку тантал очень абразивный, танталовая пыль, которая накапливается на сварочных аппаратах, должна удаляться путем ежедневной очистки, чтобы предотвратить чрезмерный износ движущихся частей.
2.0 Ударная сварка
Ударная сварка — это процесс сварки, при котором тепло получают от дуги, возникающей в результате быстрого разряда электрической энергии через зазор, и удара обрабатываемой детали, который применяется во время или сразу после электрического разряда . Неглубокий слой металла на контактных поверхностях заготовки оплавляется теплом дуги, возникающей между ними. Одна из заготовок ударяется о другую, гасит дугу, удаляет оксиды и проковывает сварной шов.
Зажигание дуги, время дуги и воздействие сварки контролируются и синхронизируются автоматически. Источник питания сварки обычно относится к типу емкостного разряда. Сварочное воздействие (сила ковки) прикладывается электромагнитными устройствами, электромеханическими устройствами, прямым приводом с кулачковым приводом, пружинами или силой тяжести.
Вырабатываемое тепло является интенсивным, но очень коротким по времени и локализуется близко к соединению. Он позволяет выполнять ударную сварку небольших деталей с более крупными, а также с разнородными металлами, которые значительно различаются по удельному электрическому сопротивлению и температуре плавления. Удельное электрическое сопротивление свариваемых деталей не оказывает заметного влияния на количество тепла, выделяющегося в месте соединения. Дуга обеспечивает тепло для сварки металлов.
Удерживающий зажим, губки или патрон сварочной головки не обязательно должны быть хорошим электрическим проводником, как при контактной сварке, потому что количество проходящего тока сравнительно невелико, а продолжительность тока очень короткая. Материал рабочего зажима обычно выбирается в первую очередь из-за прочности и износостойкости. Обычно используется закаленная сталь.
2.1 Применимость ударной сварки
Ударная сварка используется для приварки тонких проволочных выводов к нитям накаливания в лампах и
. 0013 к клеммам электрических и электронных компонентов, где требуется надежное соединение, способное противостоять ударам, вибрации и длительному сроку службы при повышенных температурах. Он обычно используется при сварке меди с молибденом для использования в производстве силовых выпрямителей, при изготовлении телефонных и электрических устройств, а также для крепления контактов большой площади к переключающим компонентам.
0013 к клеммам электрических и электронных компонентов, где требуется надежное соединение, способное противостоять ударам, вибрации и длительному сроку службы при повышенных температурах. Он обычно используется при сварке меди с молибденом для использования в производстве силовых выпрямителей, при изготовлении телефонных и электрических устройств, а также для крепления контактов большой площади к переключающим компонентам.
Ударные сварные швы могут выполняться на расстоянии нескольких тысячных дюйма от стеклянных уплотнений или других термочувствительных материалов без повреждения этих материалов, поскольку общее выделяемое тепло невелико и может быть локализовано. Ударная сварка может быть массивной или это может быть тонкий металл, как в катоде конденсатора может, или многожильная проволока, или сплошная проволока. Плоские заготовки любой формы могут быть приварены ударным способом к сопрягаемым плоским поверхностям с помощью наконечника для зажигания дуги.
2.2 Дизайн заготовок
Заготовки должны быть отдельными объектами. Концы непрерывной заготовки нельзя соединять в кольцо. Одна из заготовок сборки должна быть надежно зафиксирована в сварочной головке, чтобы ее можно было ударить по неподвижной заготовке без соскальзывания.
Концы непрерывной заготовки нельзя соединять в кольцо. Одна из заготовок сборки должна быть надежно зафиксирована в сварочной головке, чтобы ее можно было ударить по неподвижной заготовке без соскальзывания.
Ударная сварка с конденсаторным разрядом может использоваться для стыковой сварки проволоки одинакового или сильно различающегося диаметра. Для некоторых металлов диаметр проволоки может составлять всего 0,005 дюйма.
Термообработанные, холоднодеформированные или предварительно обработанные металлы не подвержены воздействию тепла ударной сварки, потому что зона термического влияния очень неглубокая, обычно всего несколько тысячных дюйма.
Очистка не имеет решающего значения для получения качественных ударных сварных швов, поскольку по крайней мере тонкий слой металла оплавляется от каждой заготовки и выталкивается из соединения.
Почти любая пара одинаковых или разных металлов или сплавов может быть соединена ударной сваркой. Заготовки с совершенно разным составом, температурой плавления, электропроводностью и теплопроводностью можно легко сварить вместе.
Легкосвариваемые металлы включают медные сплавы, алюминиевые сплавы, никелевые сплавы,
низкоуглеродистые стали, среднеуглеродистые стали и нержавеющие стали. Также были сварены различные комбинации этих сплавов.
Медь может быть сварена ударным способом с молибденом. Хотя настоящие сварные швы между этими двумя металлами одно время считались невозможными из-за взаимной нерастворимости, испытания показали проникновение меди в молибден на 0,0004 дюйма в месте сварного соединения.
2.3 Источники питания для ударной сварки
Для ударной сварки используются три типа источников питания. Это: низковольтный конденсатор, высоковольтный конденсатор и трансформатор. Будут обсуждаться низковольтные конденсаторы и источники питания высоковольтных конденсаторов.
Низковольтные конденсаторы с большой емкостью обычно используются в источниках питания для ударной сварки с конденсаторным разрядом. Конденсатор заряжается постоянным током от выпрямителя или генератора, а энергия сварки накапливается при напряжении от 50 до 300 В постоянного тока, а затем разряжается для выполнения сварки.
Относительно низкое напряжение делает этот тип источника питания подходящим для использования с настольными сварочными головками, поскольку оператор не подвергается воздействию очень высокого напряжения.
Высоковольтные конденсаторы малой емкости используются также для питания при ударной сварке с конденсаторным разрядом. Электрически они работают так же, как низковольтные конденсаторы, но сохраняют энергию сварки от 1000 до 6000 В постоянного тока.
Высоковольтные конденсаторы позволяют производить более равномерный дуговой разряд, а использование
этот тип источника питания является одним из способов избежать необходимости использования стержня для зажигания дуги. Высокое напряжение дает больше свободы в управлении рабочими параметрами процесса сварки. Однако более сложно и дорого обеспечить защиту оператора от напряжения, которое часто превышает 1000 вольт.
Типовая схема сварки емкостным разрядом показана на рис. 4 (ниже).
2.4 Время дуги и зона термического влияния
Время дуги – это временной интервал, который начинается, когда дуга инициируется, и заканчивается, когда одна заготовка соприкасается с другой и дуга гаснет.
Факторы, влияющие на время дуги, включают рабочий металл или комбинацию рабочих металлов, массу движущейся заготовки и движущихся частей машины, размеры наконечника, сварочное напряжение и ток, силу сварки и синхронизацию зажигания дуги с приложением сварки сила.
Кратчайшее время дуги, позволяющее сформировать прочную металлургическую связь с некоторым проникновением в заготовку, обычно используется для сведения к минимуму эффектов нагрева на смежных участках заготовок. Типичное время дуги при ударной сварке составляет от 0,5 до 1,5 миллисекунд.
Из-за короткого времени дуги зона термического влияния очень неглубокая. Для сварки конденсаторным разрядом это часто составляет всего около 0,0015–0,005 дюйма. В ударных сварных швах между металлами, которые имеют сильно различающиеся температуры плавления, зона термического влияния может составлять всего несколько миллионных долей дюйма в металле с более высокой температурой плавления и от 0,015 до 0,025 дюйма в металле с более низкой температурой плавления.
2.5 Энергия сварки
Заряд конденсатора(ов) и напряжение дают приблизительную меру энергии сварки, затраченной на стык при дуговом разряде. Эту энергию можно рассчитать по следующему уравнению: W=1/2CE2, где W – энергия в ватт-секундах или джоулях, C – емкость в фарадах, а E – напряжение в вольтах.
Количество энергии, используемой при выполнении ударного сварного шва, зависит от площади поперечного сечения соединения, свойств обрабатываемого металла или металлов и глубины, на которую металл вплавляется в заготовку.
Сварочный ток или форма дугового разряда при ударной сварке зависит от применения и обычно не измеряется. Однако пики тока в 400 ампер эквивалентны почти 1/2 миллиона ампер на квадратный дюйм на проводе диаметром 0,032 дюйма.
Полярность не имеет значения при выполнении ударных сварных швов между заготовками из одного материала и с одинаковой площадью поперечного сечения, но может сильно повлиять на сварку разнородных металлов или материалов с различной площадью поперечного сечения. При сварке металлов с различными температурами плавления металлу с самой высокой температурой плавления или наибольшей площадью поперечного сечения обычно придается ПОЛОЖИТЕЛЬНАЯ полярность.
При сварке металлов с различными температурами плавления металлу с самой высокой температурой плавления или наибольшей площадью поперечного сечения обычно придается ПОЛОЖИТЕЛЬНАЯ полярность.
Выбор полярности имеет особое значение при ударной сварке разнородных металлов, сильно различающихся по температуре плавления, и используется для минимизации глубины зон термического влияния в более низкоплавком металле.
Разница температур двух заготовок относительно полярности объясняется эффектом электронной бомбардировки анода во время дугового разряда. Эта бомбардировка анода электронами заставляет анод сильно нагреваться, достигая температуры примерно 3600° Кельвина (3326° по Цельсию). Хотя температура катода намного ниже этой, он все равно будет достаточно горячим, чтобы расплавить большинство металлов.
2.6 Сварочное усилие
Силу, используемую при ударной сварке, трудно измерить, потому что она скорее динамическая, чем статическая, и зависит от скорости и массы движущейся заготовки и движущихся частей машины.
Для получения хороших сварных швов усилие сварки необходимо регулировать опытным путем, пока не будет достигнуто надлежащее качество сварки. Сварочное усилие может создаваться электромагнитом, силой тяжести, прямым приводом с кулачковым приводом или пружиной, в зависимости от типа сварочного аппарата и соединяемых деталей.
2.7 Запуск дуги
При ударной сварке используются три метода запуска дуги.
При высоковольтном пуске дуга зажигается путем приложения к заготовкам напряжения постоянного тока, достаточно высокого для преодоления сопротивления воздуха в зазоре между заготовками при их движении навстречу друг другу. Воздух ионизируется, и начинается подача сварочного тока.
В методе RF-START процесс включает наложение высокочастотного переменного тока высокого напряжения на постоянный ток низкого напряжения через зазор между заготовками. Высокочастотное поле ионизирует воздух в промежутке, создавая дугу, а постоянный ток низкого напряжения от конденсаторов поддерживает дугу. Этот метод зажигания дуги используется в некоторых низковольтных сварочных аппаратах ударного действия с конденсаторным разрядом. Это устраняет необходимость подготовки наконечника на одной из заготовок
Этот метод зажигания дуги используется в некоторых низковольтных сварочных аппаратах ударного действия с конденсаторным разрядом. Это устраняет необходимость подготовки наконечника на одной из заготовок
В третьем методе СТАРТОВЫЙ СИНОК подготавливается, как показано на рисунке 5А, на одной из заготовок путем разрезания ее под углом или в форме кончика долота. Постоянный ток низкого напряжения, подаваемый конденсаторами, при соединении двух заготовок создает достаточно тепла, чтобы расплавить перо, которое нагревается так быстро, что происходит взрыв расплавленных частиц. Этот взрыв способствует дальнейшему формированию электрической дуги, которая затем постепенно распространяется по месту соединения.
2.8 Прогресс ударной сварки
По мере того, как детали приближаются к контакту, а конденсаторы разряжаются, расплавляя наконечник, сильный нагрев дуги нагревает границу рабочей поверхности до температуры плавления за долю миллисекунды. Когда одна заготовка ударяется о другую с высокой скоростью, расплавленный металл выбрасывается из границы рабочей поверхности, и заготовки соединяются вместе, чтобы завершить сварку. Последовательность шагов графически показана слева на рис. 5.
Когда одна заготовка ударяется о другую с высокой скоростью, расплавленный металл выбрасывается из границы рабочей поверхности, и заготовки соединяются вместе, чтобы завершить сварку. Последовательность шагов графически показана слева на рис. 5.
2.9 Контроль параметров
Тщательный контроль напряжения, емкости, скорости удара и предельного сопротивления важен для получения качественного сварного шва. Напряжение и емкость определяют количество энергии, хранящейся в системе, и, таким образом, способность дуги выделять тепло. Скорость удара определяет количество энергии ковки. Ограничительное сопротивление регулирует пиковый разрядный ток.
Взаимодействие этих четырех параметров определяет продолжительность дуги и время дугового разряда. Быстрое сближение заготовок вызывает дуговой разряд.
Обычно условия регулируются таким образом, чтобы получить кратчайшее время дуги, позволяющее стабильно получать сварные швы с требуемыми свойствами. Если заготовки соединяются слишком рано, дуга гаснет до того, как рабочие поверхности обеих заготовок расплавятся. Если удар задерживается слишком долго после зажигания дуги, расплавленные границы раздела могут затвердеть, не позволяя вытеснению оксидов и избыточного расплавленного металла.
Если заготовки соединяются слишком рано, дуга гаснет до того, как рабочие поверхности обеих заготовок расплавятся. Если удар задерживается слишком долго после зажигания дуги, расплавленные границы раздела могут затвердеть, не позволяя вытеснению оксидов и избыточного расплавленного металла.
2.9.1 Сварочный ток
Как показано в правом верхнем углу рис. 5, пиковый сварочный ток достигается почти сразу после зажигания дуги (точка A). Затем ток быстро затухает во время дугового разряда (точка B). Ток увеличивается до вторичного пика при контакте заготовок (точка C) из-за внезапного падения электрического сопротивления, а затем спадает до нуля в течение дополнительных 3–5 миллисекунд.
Как показано в правом нижнем углу Рисунка 5, напряжение на сварном шве очень быстро уменьшается (точка A) до части его начального значения холостого хода, когда дуга инициируется близким приближением движущейся заготовки к неподвижной. рабочий кусок. Затем напряжение снижается менее быстро (точка B) по мере продолжения дугового разряда. Дуга гаснет при контакте заготовок (точка C). После типичного времени дуги 0,25 и 1,15 мс напряжение почти мгновенно падает почти до нуля.
Дуга гаснет при контакте заготовок (точка C). После типичного времени дуги 0,25 и 1,15 мс напряжение почти мгновенно падает почти до нуля.
2.10 Молибден и циркониевая медь
Большая разница в температуре плавления молибдена и циркониевой меди диктует, что единственным практическим методом соединения этих металлов является использование ударной дуговой сварки.
Для подачи сварочного тока можно использовать любой из трех методов зажигания, упомянутых в разделе о запуске дуги. Однако наиболее распространенными методами являются NIB и RF START. Из-за низкой температуры плавления циркониевой меди по сравнению с температурой плавления молибдена при сварке из сварного соединения выходит довольно большое количество циркониевой меди.
Эти сварочные брызги могут вызвать проблемы. Проблемы заключаются в избытке меди на поверхности молибденовой заготовки и загрязнении рабочей зоны и станков, что может помешать последовательной сварке последовательности деталей.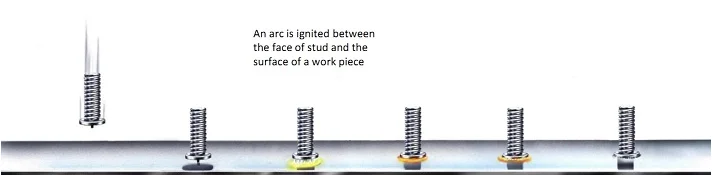
Одним из решений является сварка в масляной ванне для затвердевания и удаления горячих частиц меди, как только они покидают зону сварки. Эта масляная ванна также помогает контролировать процесс сварки, создавая атмосферу с пониженным содержанием кислорода во время сварки.
Когда масло используется для сдерживания сварочных брызг, NIB START является наиболее приемлемым средством запуска сварки. Метод RF START неприемлем для использования с маслом, поскольку диэлектрическая прочность масла повлияет на время высокочастотного разряда и предотвратит прочную сварку заготовок.
2.11 Применение CIT: сварка тантала для конденсаторов
Опыт CIT в области сварки тантала с танталом начинается с 1979 года по настоящее время. Модель CIT 7200/1 с нестандартным блоком питания была разработана специально для приваривания танталовой анодной проволоки к танталовому аноду.
Энергия, необходимая для сварки, накапливается в электролитических конденсаторах, которые заряжаются от регулируемого источника постоянного тока через токоограничивающий резистор до заданного напряжения. Затем заряженные конденсаторы подключаются к первичной обмотке сварочного трансформатора. Вторичная обмотка трансформатора соединяется с заготовками, где сварка завершена.
Затем заряженные конденсаторы подключаются к первичной обмотке сварочного трансформатора. Вторичная обмотка трансформатора соединяется с заготовками, где сварка завершена.
Процесс сварки сопротивлением хорошо подходит для этого типа сварки, потому что тантал при нагревании очень активно взаимодействует с кислородом и другими газами и может воспламениться от электрической дуги. Сварка сопротивлением не создает дуги, которая могла бы вызвать быстрое окисление порошкообразной заготовки тантала. Он также сводит к минимуму воздействие как кислорода, так и
азот, который может вызвать образование оксидов и нитридов в сварном шве и в зоне вокруг сварного шва.
С танталовыми анодами обращаются очень осторожно, чтобы предотвратить их физическое повреждение и загрязнение маслами. Они подаются из чаши вибрационного питателя через направляющую из нержавеющей стали в инжекторы из закаленной стали и узлы подачи штифтов к сварочным губкам из вольфрамовой меди. Танталовая вертикальная проволока подается с катушки на вращающийся станок для правки проволоки. Нейлон используется в штампах для выпрямления из-за высокой абразивности тантала. После правки проволока измеряется и подается в нож из карбида вольфрама и штамп, разрезается и помещается в сварочные губки из вольфрамовой меди. Поскольку тантал очень абразивный, пыль, которая накапливается на сварочных аппаратах, должна удаляться путем ежедневной очистки, чтобы предотвратить чрезмерный износ движущихся частей.
Нейлон используется в штампах для выпрямления из-за высокой абразивности тантала. После правки проволока измеряется и подается в нож из карбида вольфрама и штамп, разрезается и помещается в сварочные губки из вольфрамовой меди. Поскольку тантал очень абразивный, пыль, которая накапливается на сварочных аппаратах, должна удаляться путем ежедневной очистки, чтобы предотвратить чрезмерный износ движущихся частей.
После размещения в сварочных губках обе детали соединяются вместе, и на них оказывается давление с помощью предварительно нагруженных пружинных плунжеров. Конденсаторы подключаются к первичной обмотке сварочного трансформатора, после чего через две заготовки пропускается сильный ток, что приводит к сварке. Ток и время сварки варьируются в зависимости от диаметра проволоки и плотности анода, но типичный ток составляет приблизительно 173 ампер пикового значения в течение примерно 0,005
секунд (5 мс). Высокий ток в течение этого короткого времени вызывает очень интенсивный нагрев поверхности раздела двух заготовок с относительно высоким сопротивлением. Это вызывает быстрое образование ванны расплавленного тантала, которая становится локализованным узлом сварки. Сварочный аппарат оснащен переключаемыми батареями конденсаторов с полностью регулируемым источником питания постоянного тока, который позволяет точно регулировать энергию сварки.
Это вызывает быстрое образование ванны расплавленного тантала, которая становится локализованным узлом сварки. Сварочный аппарат оснащен переключаемыми батареями конденсаторов с полностью регулируемым источником питания постоянного тока, который позволяет точно регулировать энергию сварки.
Большая часть нашей работы была выполнена с цилиндрическими анодными таблетками, но у нас также есть опыт работы с прямоугольными анодами. Диапазон размеров цилиндрических деталей составляет диаметры от 0,8 мм до 3,5 мм и длины от 1,95 мм до 7,4 мм. Типичные прямоугольные детали имеют размеры 2,30 мм x 4,00 мм x 0,75 мм. Диаметр проволоки составляет от 0,3 мм до 0,4 мм при длине 12,7 мм.
Меньшие размеры анодных таблеток могут быть сварены с модификацией инструментов и регулировкой источника питания сварочного аппарата. Плотность порошка этих анодных гранул варьируется, но не представляет реальной проблемы при сварке, если они достаточно прочны, чтобы выдерживать
подача вибростола и последующий зажим приварного кулачка без повреждений. CIT проверит плотность гранул до принятия любого заказа на сварочное оборудование. Обратите внимание: все сварочные работы, которые мы выполняли до этого момента, выполнялись на анодах, которые были ОДНОКРАТНО ФОРМОВАНЫ и СПЕЧЕНЫ перед сваркой. После сварки готового узла анода с проволокой-опускателем он подвергается ВТОРОМУ СПЕКЛЕНИЮ. Если у вас есть какие-либо вопросы или вам нужна дополнительная информация, пожалуйста, свяжитесь с нами.
CIT проверит плотность гранул до принятия любого заказа на сварочное оборудование. Обратите внимание: все сварочные работы, которые мы выполняли до этого момента, выполнялись на анодах, которые были ОДНОКРАТНО ФОРМОВАНЫ и СПЕЧЕНЫ перед сваркой. После сварки готового узла анода с проволокой-опускателем он подвергается ВТОРОМУ СПЕКЛЕНИЮ. Если у вас есть какие-либо вопросы или вам нужна дополнительная информация, пожалуйста, свяжитесь с нами.
2.12 Никелевый провод к танталовому анодному стояку
Этот сварной шов, показанный на рис. 7, обычно используется при изготовлении танталовых конденсаторов для соединения никелевого подводящего провода с танталовым анодным стояком. Можно использовать сварку сопротивлением, поскольку тантал и никель обеспечивают относительно высокую точку сопротивления на границе раздела обрабатываемой детали. Однако короткая анодная проволока стояка и покрытие из пятиокиси тантала, которое находится на поверхности стояка, диктуют необходимость сварки внахлестку, а не встык.
Использование ударной сварки для приварки стояка к никелевому проводу позволяет автоматически подавать незакрепленные аноды через вибрационный питатель в автоматический сварочный аппарат. Относительно высокие напряжения и низкие токи, типичные для ударной сварки, позволяют сварочным губкам, зажимающим короткую анодную проволоку, иметь малые размеры и быть изготовленными из материала, обладающего длительным сроком службы, такого как вольфрам или инструментальная сталь. Высокое напряжение ударной сварки легко преодолевает изоляционные свойства пятиокиси тантала, покрывающей проволоку стояка, и сводит к минимуму эффект несколько более высокого сопротивления на границе раздела зажима и провода стояка.
3.0 Глоссарий терминов
Мазок
Медная оболочка, которую протаскивают по отрезанному концу дюмета во время резки заготовки (см. рис. 10А ниже).
Сварной узел
Сварной шов вокруг соединения проволоки с заготовкой (Рисунок 10B).
Axe Weld
Незавершенный угловой шов между заготовкой и хвостовой проволокой, который, по-видимому, был прорезан топором (рис. 10C).
10C).
Отрыв / отсечка (BO/CO)
Два эффекта разрезания шлама дюмета. Отлом — это неразрезанная часть пули. Обрезка – гладкий срез.
Наклон
Степень наклона слага к проводу.
Заусенец
Деформированный металл на каждом конце отрезанной заготовки, вызванный износом режущего инструмента.
Tir (Общее указанное биение)
Мера концентричности между проволокой и заготовкой, как указано
Стартовый наконечник
Небольшой наконечник, вырезанный на одной заготовке, который выжигается начальным сварочным током и используется для запустить сварочную дугу.
4.0 Преимущества и недостатки сварки сопротивлением и ударной сварки
Сварка сопротивлением
Преимущества
Этот метод позволяет выполнять очень маленькие и прочные сварные швы из подобного металла, такого как CCFE, с дюметом. Скорость сварки свыше 500 стр./мин.
На заготовках большого диаметра можно использовать несколько циклов линии переменного тока для более медленного нагрева.
Низкое сварочное напряжение:
1,56 В переменного или постоянного тока.
Недостатки
Заготовки должны быть подготовлены с относительно высоким сопротивлением в точке сварного соединения.
Сварочные токи высоки, поэтому требуются очень плотные сварочные губки с низким сопротивлением, которые быстрее изнашиваются из-за давления материала и тепла.
Ударная дуга и РЧ «Старт» Ударная сварка
Преимущества
Сварка разнородных металлов, меди со сталью.
Эти сварочные аппараты обычно имеют длительный срок службы сварочных клещей из-за очень короткого относительно низкого сварочного импульса.
Сварка металлов с высокой температурой плавления, таких как вольфрам, молибден.
Недостатки
Сварка обычно более грязная и менее гладкая, чем сварка сопротивлением.
При ударной дуговой сварке со стартовым наконечником на заготовку необходимо нарезать стартовый наконечник.
При ударной дуговой сварке со стартом «RF» на обрабатываемых деталях не должно быть масла или грязи.
Высокое сварочное напряжение: от 50 до 300 В постоянного тока.
электротехника. Сварка и риск поражения электрическим током
спросил
Изменено 3 года, 7 месяцев назад
Просмотрено 5к раз
$\begingroup$
Хочу научиться сваривать (стыковая сварка) для своих целей (в основном для мелкого ремонта и строительства несложных металлоконструкций). Пока пытаюсь самообразовываться, читая и просматривая обучающие видео, но пока не нашел ответа на один вопрос, который меня беспокоит (знаю, может прозвучит глупо):
Предполагая, что сварочное оборудование полностью исправно (без каких-либо дефектов и все настроено должным образом), существует ли риск поражения электрическим током, если сварщик непреднамеренно коснется части свариваемой конструкции?
- электротехника
- сварка
$\endgroup$
$\begingroup$
Нет. Ток всегда идет по пути наименьшего сопротивления. Путь наименьшего сопротивления проходит через зажим заземления, который вы закрепляете на заготовке, или через другой проводник, которого касается заготовка. Если этот заземляющий зажим отсоединится, вы не сможете сваривать (или начинать), потому что цепь будет разорвана.
Ток всегда идет по пути наименьшего сопротивления. Путь наименьшего сопротивления проходит через зажим заземления, который вы закрепляете на заготовке, или через другой проводник, которого касается заготовка. Если этот заземляющий зажим отсоединится, вы не сможете сваривать (или начинать), потому что цепь будет разорвана.
Если вы свариваете во влажных условиях или обеспечиваете путь к земле (т. е. держите зажим заземления и прикасаетесь к электроду), то, безусловно, существует риск поражения электрическим током.
Вы должны всегда прилагать усилия для обеспечения максимально безопасного пути к земле, не прижимать к окисленному/окрашенному металлу и не выполнять сварку во влажных условиях. Основные риски, связанные со сваркой, в большей степени связаны с ожогами, воспалением роговицы и ожогом сетчатки от УФ-излучения, создаваемого дугой.
$\endgroup$
$\begingroup$
Пока оборудование исправно и вы не совершаете глупостей, маловероятно, что вас ударит током при сварке электродом просто потому, что задействованное напряжение недостаточно велико.
Действительно, в большинстве сварочных процессов вполне нормально прикасаться к заготовке в какой-то момент во время сварки, хотя обычно вы носите перчатки.
Хотя получить удар электрическим током при сварке электродом не невозможно, и, конечно же, вы должны знать об общей электробезопасности, это не непосредственная опасность, которую вам нужно активно избегать, в том смысле, как обжечься горячим металлом. .
Когда вы абсолютно можете получить удар, это сварка TIG аппаратом с высокочастотным пуском. Если работа плохо заземлена и вы прикасаетесь к ней, вы получите неприятный удар током, так как высокочастотный элемент, наложенный на ток, гораздо лучше проходит через тело человека, чем основной постоянный или низкочастотный переменный ток.
$\endgroup$
$\begingroup$
Я сварщик, и вот что я вам скажу, вы точно можете быть в шоке. Правда, если все в порядке, правильные средства индивидуальной защиты вам золоты. Это означает, что заземление имеет хорошее соединение (болт, крепящий провод к зажиму, туго затянут, сильная пружина зажима, чистая поверхность основного металла, соприкасающаяся с зажимом заземления, не проходит через какие-либо движущиеся части, например, подшипники, вертлюги), наденьте перчатки. и хорошие туфли на толстой подошве, чем больше вы потеете, тем больше у вас шансов, будучи инженерами, вы понимаете, что соленая вода — отличный проводник, я уверен. Высокая частота увеличивает ваши шансы намочить штаны (со мной никогда не случалось, но я видел, как парни писают сами во время TIG).
Это означает, что заземление имеет хорошее соединение (болт, крепящий провод к зажиму, туго затянут, сильная пружина зажима, чистая поверхность основного металла, соприкасающаяся с зажимом заземления, не проходит через какие-либо движущиеся части, например, подшипники, вертлюги), наденьте перчатки. и хорошие туфли на толстой подошве, чем больше вы потеете, тем больше у вас шансов, будучи инженерами, вы понимаете, что соленая вода — отличный проводник, я уверен. Высокая частота увеличивает ваши шансы намочить штаны (со мной никогда не случалось, но я видел, как парни писают сами во время TIG).
Именно поэтому я просматриваю Интернет, чтобы узнать больше о том, почему HF протянет руку и достанет тебя. Я понимаю, что это то, для чего при сварке электрическая дуга будет достигать основного металла, а не касаться электрода (вольфрама), что приводит к загрязнению, но , как это делает ?
Вернемся к этому, некоторые причины для шока.
- плохая земля конечно
- опилки внутри сварочного аппарата от шлифовки (обязательно продувайте его каждые 6 месяцев
или около того) Лучше всего всегда отключать и снимать корпус.
мокрые (пот, стояние в воде, пропитанные ранним утром росой перчатки и т. д.) вы лучший проводник, чем медный провод заземления. Это касается других людей вокруг тебя. В начале своей карьеры я чуть не убил парня (палочная сварка) на другом конец проекта (около 20 футов), потому что он стоял в воде с промокшим касание обуви голыми руками.
Мой совет — никогда не рассчитывать на идеальные условия и всегда действовать так, как будто ружье заряжено, так сказать.
Есть много других опасностей, связанных со сваркой, но это должно ответить на ваш вопрос о том, как получить удар током и как его избежать.
(источник нижней части)
https://www.brighthubengineering.com/power-plants/89792-ac-and-dc-shock-comparison/
Переменный ток имеет переменный характер и следует синусоидальной кривой. Он непрерывно меняет направление и проходит через ноль до максимального положительного значения, а затем до максимального отрицательного значения.
Напряжение переменного тока представляет собой среднеквадратичное значение или среднеквадратичное значение, а пиковое или максимальное значение в 1,4 раза превышает среднеквадратичное значение. Однако постоянный ток будет производить однократное непрерывное сокращение мышц по сравнению с переменным током, который будет производить серию сокращений в зависимости от частоты, с которой он подается. С точки зрения смертности, оба убивают, но для постоянного тока требуется больше миллиампер, чем для переменного тока при том же напряжении.

$\endgroup$
2
$\begingroup$
В отличие от TIG и MIG сварка электродами сопряжена с определенным риском поражения электрическим током по следующим причинам:
- На сварочном аппарате нет куркового выключателя, вместо этого всегда присутствует напряжение между электродом и зажимом заземления.
- Вам нужно дотронуться до (расходуемого) электрода сварочного аппарата, чтобы заменить его.
Таким образом, вы можете получить удар электрическим током, если заменяете электрод, не выключая сварочный аппарат, и прикасаетесь кожей к заземленной детали или к чему-либо электрически связанному с ней. Возможно, наиболее вероятным сценарием было бы, если бы заготовка находилась на металлическом верстаке, вы были одеты в тонкую одежду или брюки и рубашку, а не в комбинезон, и ваше бедро касалось верстака во время замены электрода. Этого риска можно легко избежать.
Следует отметить, что напряжение электродуховной сварки ниже напряжения сети (возможно, достигает всего 80-100 В) и обычно является постоянным (за исключением сварки алюминия), поэтому риск смерти или травмы намного ниже, чем при поражении электрическим током при сетевом напряжении. .
Прикосновение к заготовке не представляет опасности поражения электрическим током, если только вы не прикасаетесь к электроду, и наоборот. Однако, как и при всех видах сварки, вы можете обжечься из-за того, что объект все еще горячий.
Кроме того, сварка сопряжена с гораздо большими рисками, чем поражение электрическим током, например, повреждение глаз ультрафиолетовым излучением (которого можно избежать с помощью сварочного колпака), воздействие вредных паров (которого можно избежать путем вытяжки и/или использования респиратора) и ожоги из-за воздействия ультрафиолета или прямое тепло (чтобы избежать при использовании перчаток и комбинезонов) и возможность возгорания (чтобы избежать, убрав все горючие материалы поблизости).
$\endgroup$
4
$\begingroup$
Чтобы получить удар током, напряжение, приложенное к вашей коже (при прикосновении к электроду), должно быть достаточно большим, чтобы создать ток в вашей коже от точки контакта до соединения с землей (обычно ваши ноги соприкасаются с землей).
При напряжении, используемом для сварки (всего несколько вольт), этого не происходит: при потенциале в пару вольт ваша кожа является достаточно хорошим изолятором, чтобы предотвратить протекание тока, достаточно большого для того, чтобы вы почувствовали как шок. Точно так же, если вы схватитесь руками за две клеммы 12-вольтовой батареи, 12 вольт недостаточно, чтобы вызвать ток в вашу кожу, вверх по одной руке, через грудь и вниз по другой руке. Однако 120 вольт сделают свое дело!
$\endgroup$
5
Твой ответ
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
Током заземления Свинец на палке переменного тока Сварочный аппарат?
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Удар заземлением Свинец на сварочном аппарате переменного тока?
03-10-2016 #1
Удар заземлением Свинец на сварочном аппарате переменного тока?
Здравствуйте,
Я новичок на этом форуме, и мне нужна помощь экспертов по сварке старых стержней переменного тока.
В настоящее время у меня есть старый сварочный аппарат переменного тока Forney модели C-5. Спереди имеется штепсельная розетка для сварочных проводов. На днях занимался сваркой, включил машину и коснулся работы, к которой был прикреплен зажим заземления, и получил удар током. Электрододержателя не было рядом с работой, он стоял на пластиковом мусорном баке в 5 футах от стола, на котором лежала заготовка. Затем я проверил провод заземления с помощью цифрового вольтметра. Подключил + счетчика к клемме заземления на сварочном аппарате, а — к заземлению розетки 120В на стене и показал 144В переменного тока. Буду признателен за любую помощь в том, что я должен проверить. Не думал, что тебя должно шокировать заземление? Я понимаю, что вы можете получить удар током, если держите два провода, потому что вы замыкаете цепь, но на земле не должно быть напряжения, верно? Сварочный аппарат работает нормально при всех настройках, кроме горячего провода заземления. Отводы штепсельной вилки с положительным выводом имеют переменное напряжение холостого хода 70-40 В переменного тока в зависимости от того, какой отвод вы проверяете. Это было измерено цифровым измерителем от отводов электрода до отводов заземления на сварочном аппарате. Заранее спасибо!-Джесси
Ответить с цитатой
03-10-2016 #2
Re: Электрошок от заземления на сварочном аппарате переменного тока?
на схеме 240 центральный зеленый провод считается заземляющим проводом, не подключенным к нейтрали, даже если они подключены к одному и тому же месту на электрической панели.
нейтраль, используемая в другом месте (другие цепи), может иметь потенциал напряжения между ней и землей
.
они изменили электрические коды, так что дополнительные панели в гараже требуют 4 провода к главной электрической панели. 2 горячих, 1 нейтраль и 1 заземление используются только для заземления.
,
Для большинства машин на 240 вольт внешняя рама машины должна быть соединена только с заземляющим проводом. если горячая проволока касается рамы машины, это должно привести к срабатыванию выключателя. если рама машины не заземлена, то если горячий провод коснется рамы машины, а вы коснетесь рамы машины, вы потенциально получите удар 120 вольт.
.
Ваша машина, возможно, достаточно перегрелась, изоляция трансформатора сгорела достаточно, теперь он электрически подключен к корпусу машины.Последний раз редактировалось WNY_TomB; 10.03.2016 в 11:31.
Ответить с цитатой
03-10-2016 #3
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Технически то, что вы называете «заземляющим» зажимом, на самом деле называется «рабочим» зажимом.
Для этого есть причина. На некоторых, если не на всех, сварочных аппаратах типа «надгробие» и сварочных аппаратах с магнитным усилителем (например, 330a/bp, с которыми я знаком) нет заземления на вторичной стороне основного силового трансформатора. Таким образом, может возникнуть разница в напряжении между землей и рабочим проводом. Земля, идущая к машине, подключается только к шасси машины.Электрический путь от земли к рабочему месту должен иметь очень высокий импеданс (IE: не опасно), если только в сварочном аппарате не наблюдается ухудшение изоляции.
При работе со сварщиком используйте перчатки. Это лучший контроль.
Еще один способ исправить эту ситуацию — заземлить стол, но имейте в виду, что если вы поднимете кусок со стола, вы снова потеряете заземление и можете получить удар.
Чай
Ответить с цитатой
03-10-2016 #4
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Привет-
Должен добавить, что у меня этот сварочный аппарат подключен к однофазному напряжению 208В.
У нас в магазине 3 фазы, и трансформатор дает нам 208, а не 240В одну фазу. Кроме того, этот сварочный аппарат использует вилку старого образца, 3 контакта. Красный и черный (горячие провода) на двух внешних контактах, а белый (общий) на среднем штекере. Когда я проверяю цифровым измерителем от горячих отводов на сварочном аппарате до земли, я получаю около 200 В. При тестировании между горячими ответвлениями и ответвлениями заземления получают напряжение 43-70 В переменного тока (напряжение холостого хода зависит от того, какое ответвление было измерено). Проверено, чтобы увидеть, была ли рама машины горячей. Получил 0 В при проверке корпуса на провод заземления. Я могу коснуться рамки и не чувствую покалывания. При тестировании отводов заземления от сварочного аппарата к раме сварочного аппарата (+ от счетчика к заземляющим отводам и — от счетчика к раме) я получил 145 В переменного тока на счетчике. Надеюсь это поможет. Спасибо!Ответить с цитатой
03-10-2016 #5
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано oldfarmall
Привет-
Должен добавить, что у меня этот сварочный аппарат подключен к однофазному напряжению 208В.
. Электронные вольтметры У нас в магазине 3 фазы, и трансформатор дает нам 208, а не 240В одну фазу. Кроме того, этот сварочный аппарат использует вилку старого образца, 3 контакта. Красный и черный (горячие провода) на двух внешних контактах, а белый (общий) на среднем штекере. Когда я проверяю цифровым измерителем от горячих отводов на сварочном аппарате до земли, я получаю около 200 В. При тестировании между горячими ответвлениями и ответвлениями заземления получают напряжение 43-70 В переменного тока (напряжение холостого хода зависит от того, какое ответвление было измерено). Проверено, чтобы увидеть, была ли рама машины горячей. Получил 0 В при проверке корпуса на провод заземления. Я могу коснуться рамки и не чувствую покалывания. При тестировании отводов заземления от сварочного аппарата к раме сварочного аппарата (+ от счетчика к заземляющим отводам и — от счетчика к раме) я получил 145 В переменного тока на счетчике. Надеюсь это поможет. Спасибо!
могут быть слишком чувствительными и показывать более 100 вольт, но максимальный ток часто составляет миллионные доли ампера. аналоговые счетчики обычно работают лучше, на мой взгляд
.
У меня есть электрическая печь, и однажды горячая проволока коснулась рамы, и когда я коснулся снаружи печи, меня ударило током. если бы рама печи была заземлена, как предполагается, это бы сработало автоматический выключатель или, по крайней мере, рама не имела бы потенциала напряжения, поскольку вместо этого она заземлилась бы
.
Многие трансформаторные сварочные аппараты, которые я видел, могут пахнуть горящей изоляцией, и когда они достаточно сгорят, корпус машины может быть электрически подключен.
.
ток между зажимом заземления и если оператор касается надежного заземления, я ожидаю, что будет измерено напряжение разомкнутой цепи машины, которое обычно составляет от 50 до 95 вольт. Сварочное напряжение холостого хода падает до сварочного напряжения, как правило, от 20 до 30 вольт, когда на самом деле сварка осуществляется при силе тока в несколько ампер. Опять же, электронные счетчики могут давать высокие значения напряжения, но при протекании тока даже в 1 миллиампер напряжение может упасть до нуля. именно поэтому электрики часто используют волнистый вольтметр (электромагнитный вольтметр)
.
https://www.google.com/search?q=wigg…utf-8&oe=utf-8
.
https://en.wikipedia.org/wiki/Solenoid_voltmeter
.
им требуется больший ток, и они дают показания напряжения, используя больший ток. я не уверен, сколько миллиампер, но для получения показаний вольт требуется больше, чем электронный вольтметрПоследний раз редактировалось WNY_TomB; 10.03.2016 в 13:19.
Ответить с цитатой
03-10-2016 #6
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Все трансформаторы имеют определенную емкостную связь между первичной и вторичной обмотками.
В вашем случае это может быть хуже из-за того, что машина работает на трех фазах, поскольку вы используете две фазы и больше не сбалансированы по отношению к земле. Вы можете попробовать однофазное подключение 240 В и посмотреть, поможет ли это.Еще одна вещь, которую нужно проверить, это отключить машину и открыть ее, чтобы убедиться, что корпус трансформатора заземлен на заземляющий контакт в вилке питания. Когда машина отключена от сети, используйте свой измеритель для измерения сопротивления между корпусом машины и заземляющим контактом вилки питания, а также измерьте сопротивление между корпусом трансформатора (железный сердечник) и заземляющим контактом вилки питания. Оба должны быть очень близки к нулю Ом.
Также следует измерить сопротивление между контактами питания на вилке (при отключенной от нее!) и выходными разъемами (сварочные провода) на аппарате. Должна быть очень высокой — практически бесконечной. Все низкое значение указывает на плохую изоляцию трансформатора.
Последний раз редактировалось Тобом; 10.03.2016 в 18:16. Причина: Добавлены дополнительные показания сопротивления.
Линкольн AC 225
Miller Auto Arc 130 (Миг)
Инвертор переменного/постоянного тока Thermal Arc 186 (Tig/Stick) — устройство «без оправданий»Ответить с цитатой
03-10-2016 #7
Re: Электрошок от заземления на сварочном аппарате переменного тока?
У меня сварочный аппарат С-5.
Меня это никогда не шокировало, но у меня есть несколько вопросов по поводу вашего. Вы на своем обычном 7018 запускали? Насколько он в хорошей форме? Какой год выпуска модели? Это просто то, что я хотел знать (кроме 7018). У меня 7018 работает как по маслу (AC), но никогда не знал, как повезло другим. Спасибо!-Джесс
Аппарат для дуговой сварки Forney C5
Аппарат для дуговой сварки на переменном/постоянном токе Lincoln Idealarc 250-250
Миллер Бобкэт 225 г плюс
Lincoln PowerMig 200Forney O/A Rig
Ответить с цитатой
03-10-2016 #8
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Три фазы имеют 3 горячих и 1 заземление,
горячих — красный, черный и белый.
Земля зеленая или голая медь.
www.georgesplasmacuttershop.com
Продажа и ремонт плазменной резки и сварочных аппаратов — магазин Ebay
Тех.Мо. Дилерские расходные материалы для горелок PT и IPTОтветить с цитатой
03-10-2016 #9
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Помните, что электрический ток всегда уходит на землю.
Несколько лет назад я занимался сваркой на самосвале и не мог найти нужное положение. Я положил руку без перчатки на влажный бетон и зажег дугу электродом. Я понял, что что-то не так, очень быстро, когда моя рука на земле пропустила через меня электрический ток. Могу поспорить, что вы стояли на сыром или мокром полу или касались чего-то, что делало вас землей.Ответить с цитатой
03-10-2016 #10
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Нет, нормальным для трех фаз является черный, красный и синий.
Если 3 фазы звезда, нейтраль — белая, а земля — зеленая. Белый *никогда* не должен быть горячим, и если вы используете кабель с белым цветом в качестве горячего, он должен быть помечен правильным цветом, чтобы обозначить это.— Тим
Ответить с цитатой
03-10-2016 #11
Re: Электрошок от заземления на сварочном аппарате переменного тока?
В машинах, с которыми я знаком, листовой металл сварочного аппарата подключен к заземлению.
«Заземляющий провод» — это неправильное название, так как это одна из ветвей вторичной обмотки трансформатора. На машине переменного тока он должен быть взаимозаменяем с поводком стингера. Если рабочий зажим образует дугу, когда он касается корпуса сварочного аппарата, что-то не так.Оптимист обычно ошибается, а когда случается непредвиденное, оказывается неподготовленным. Пессимист обычно прав, когда ошибается, в восторге и хорошо подготовлен.
Ответить с цитатой
03-11-2016 #12
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Два теста
1 Поместите лампочку на 120 вольт в рабочий зажим и коснитесь ею земли (не должна загореться)
2 Возьмите рабочий зажим и коснитесь им металлического корпуса сварочного аппарата, искры не должно быть он не выполняет шаг 1, не выполняйте шаг 2!)
Этот измеритель измеряет напряжение между двумя вашими руками из-за своей чувствительности,Ответить с цитатой
15.
03.2016
№13Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано drujinin
Два теста
Спасибо за все ответы.
1 Вставьте лампочку на 120 вольт в рабочий зажим и соедините ее с массой (не должна загораться)
2 Возьмите рабочий зажим и прикоснитесь им к металлическому корпусу сварочного аппарата, чтобы не произошло искрение (ВНИМАНИЕ, если не удается выполнить шаг 1, не выполняйте шаг 2!)
Этот измеритель будет измерять напряжение между двумя вашими руками из-за его чувствительности, Ну, я сделал тест лампочки. Подключил рабочий зажим к контрольной лампочке 120 В, загорелся черный провод и белый провод от лампочки к корпусу сварочного аппарата, и она загорелась. Пробовал все 3 рабочих провода (низкий, средний и высокий). Лампочка горит на всех 3х. Также забыл уточнить в предыдущем посте. Этот сварочный аппарат представляет собой старую модель Forney CBBT с опцией зарядного устройства. Кроме того, он питается от одной фазы 208 В, а не от трех фаз. У нас в магазине есть 3 фазы, но трансформатор понижает их до 208 В для одной фазы и 120 В для освещения и розеток в здании. Любые идеи, что может быть не так, почему я получаю напряжение на рабочем проводе? Также протестированы рабочие провода с аналоговым измерителем, получили тот же результат, показывает чуть менее 150 В переменного тока. Цифровой счетчик показывал 144 В переменного тока на рабочих проводах. Самое смешное, что сварщик вроде нормально варит. Если бы в трансформаторе было какое-то короткое замыкание, я думаю, вы бы заметили это во время сварки или сварщик отключил бы выключатели?Ответить с цитатой
15.
03.2016
№14Re: Электрошок от заземления на сварочном аппарате переменного тока?
У вас 208 вольт или 120 вольт от службы 208? В сети 208 вольт обе точки будут на 120 вольт выше нейтрали/земли. . . но если бы он был разработан для работы с типичной для США мощностью 240 В, у вас было бы то же самое. . . . Похоже на внутреннюю неправильную проводку (выбирается ли это напряжение? Если да, поищите очень внимательно…) или на внутреннюю неисправность. . . Похоже, что одна входная нога привязана к земле шасси. . . опять же, если напряжение можно преобразовать, возможно, кто-то «настроил» его для работы от незаземленной розетки.
. .— Тим
Ответить с цитатой
15.03.2016 №15
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано Джесс
У меня есть сварочный аппарат c-5. Меня это никогда не шокировало, но у меня есть несколько вопросов по поводу вашего.
Вы на своем обычном 7018 запускали? Насколько он в хорошей форме? Какой год выпуска модели? Это просто то, что я хотел знать (кроме 7018). У меня 7018 работает как по маслу (AC), но никогда не знал, как повезло другим. Спасибо!-Jess
Jess-Моя модель Forney CBBT с зарядным устройством. Настройка максимального тока для сварки составляет 250 ампер. У меня никогда не было стержней 7018 переменного тока, чтобы хорошо сварить, очень трудно начать. 7014 хорошо варится. Не уверен в диапазоне года. 6011, 6013 и стержни из нержавеющей стали тоже хорошо работают.
Ответить с цитатой
15.03.2016 №16
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано tadawson
Вы используете 208 вольт, или 120 вольт от службы 208? В сети 208 вольт обе точки будут на 120 вольт выше нейтрали/земли.
. . но если бы он был разработан для работы с типичной для США мощностью 240 В, у вас было бы то же самое. . . . Похоже на внутреннюю неправильную проводку (выбирается ли это напряжение? Если да, поищите очень внимательно…) или на внутреннюю неисправность. . . Похоже, что одна входная нога привязана к земле шасси. . . опять же, если напряжение можно преобразовать, возможно, кто-то «настроил» его для работы от незаземленной розетки. . .— Tim
Tim-То, как он теперь подключен, использует 3-контактную незаземленную вилку старого образца. Питание сварочного аппарата осуществляется от 3-фазного 4-проводного выключателя 208 В. Я использую стандартный 2-полюсный выключатель Square D на 50 ампер (красный и черный подключаются к 2 полюсам выключателя, белый к общей шине), затем к отсоединению на стене с помощью сварщика, затем к 3-контактной розетке. В панели 208В зеленый провод заземления и белый общий провод подключаются к одной и той же шине. На 3-контактной розетке на стене черный и красный провода подключаются к 2 внешним контактам, а белый общий подключается к среднему контакту.
Как только штепсельный провод входит в сварочный аппарат, черный и красный переключаются, а белый — на шасси сварочного аппарата. Замеряю 208в на переключателе в сварщике поперек красного и черного. При подключении красного или черного к белому проводу на корпусе получается 120В. На задней стороне сварочного аппарата написано 208-230В для входной мощности. Не уверен, есть ли внутренняя проводка для преобразования в 208v. Я проверю. СпасибоОтветить с цитатой
15.03.2016 # 17
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Там трансформатор отводит внутреннее напряжение.
. . и проводка вроде правильная, но где-то что-то сломалось. . .— Тим
Ответить с цитатой
15.03.2016 # 18
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано tadawson
Там отводы трансформатора для внутреннего напряжения.
. . и проводка вроде правильная, но где-то что-то сломалось. . .— Тим
Проверил первичный трансформатор. Я нашел отвод питания 208В. Коммутируемая проводка с 230В на 208В для первичного трансформатора. Все еще есть напряжение на проводах работы/земли. Позвонив в Форни, они думают, что где-то в трансформаторе что-то сломалось и происходит обратное питание от входящего напряжения питания обратно через рабочие / заземляющие провода внутри трансформатора. Похоже, я либо беру другого сварщика, либо работаю в перчатках при сварке. Хотя сварщик варит нормально.Ответить с цитатой
15.03.2016 # 19
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано oldfarmall
Проверен первичный трансформатор.
Найди другого сварщика…….. твоя жизнь дороже нового сварщика Я нашел отвод питания 208В. Коммутируемая проводка с 230В на 208В для первичного трансформатора. Все еще есть напряжение на проводах работы/земли. Позвонив в Форни, они думают, что где-то в трансформаторе что-то сломалось и происходит обратное питание от входящего напряжения питания обратно через рабочие / заземляющие провода внутри трансформатора. Похоже, я либо беру другого сварщика, либо работаю в перчатках при сварке. Хотя сварщик варит нормально.Ответить с цитатой
16.03.2016 #20
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано tadawson
Там отводы трансформатора для внутреннего напряжения.
. . и проводка вроде правильная, но где-то что-то сломалось. . .— Тим
Ну, кажется, я нашел проблему. Я начал отключать вещи и проверять с помощью омметра сегодня утром. Внутри сварочного аппарата находится большой овальный конденсатор. Когда я отключаю его, я не получаю непрерывности между входными линиями питания и ответвлениями рабочего / заземляющего провода. Подключите его обратно, и я получу непрерывность. Еще не подключил питание к сварочному аппарату, чтобы проверить, есть ли напряжение на отводах рабочего провода. Имеют ли конденсаторы внутреннее короткое замыкание? Что делает этот большой колпачок для этого типа сварочного аппарата, и могу ли я запустить сварочный аппарат без него? Форни говорит, что я могу заменить колпачок новым на 20 мкФ 370 В переменного тока. Спасибо!Ответить с цитатой
16.
03.2016
# 21Re: Электрошок от заземления на сварочном аппарате переменного тока?
Да, конденсаторы могут создавать внутренние короткие замыкания. Я бы предположил, что это для коррекции коэффициента мощности. Если вы покупаете новый, обязательно приобретите колпачок для запуска двигателя, а не для запуска двигателя. Пусковые колпачки предназначены для очень коротких рабочих циклов, пусковые колпачки рассчитаны на 100% рабочий цикл. Они доступны на ebay или в местных ремонтных мастерских по ремонту двигателей или кондиционеров. Возьмите с собой старый, и они могут соответствовать размеру, чтобы он легко монтировался.
Линкольн AC 225
Miller Auto Arc 130 (Миг)
Инвертор переменного/постоянного тока Thermal Arc 186 (Tig/Stick) — устройство «без оправданий»Ответить с цитатой
16.03.2016 # 22
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано oldfarmall
Форни говорит, что я могу заменить колпачок новым на 20 мкФ 370 В переменного тока.
Погуглив конденсатор на 20 мФд, я нашел несколько подходящих. Некоторые даже были рассчитаны на 370 В переменного тока. И «что сказал Тоб».Тим
Ответить с цитатой
16.03.2016 # 23
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Конденсатор также может быть подключен неправильно. При замене дважды проверьте проводку и убедитесь в отсутствии соединения между конденсатором и вторичной (сварочный ток) стороной трансформатора.
Несколько сварщиков
Много молотков
Целая партия С-образных зажимовОтветить с цитатой
16.03.2016 # 24
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано Thob
Да, конденсаторы могут создавать внутренние короткие замыкания.
Могу ли я просто отключить конденсатор коррекции мощности, обмотать провода изолентой и использовать сварочный аппарат как обычно? Я попробовал сегодня сварщик без подключенного конденсатора и не заметил разницы в сварке. Я бы предположил, что это для коррекции коэффициента мощности. Если вы покупаете новый, обязательно приобретите колпачок для запуска двигателя, а не для запуска двигателя. Пусковые колпачки предназначены для очень коротких рабочих циклов, пусковые колпачки рассчитаны на 100% рабочий цикл. Они доступны на ebay или в местных ремонтных мастерских по ремонту двигателей или кондиционеров. Возьмите с собой старый, и они могут соответствовать размеру, чтобы он легко монтировался.Ответить с цитатой
17.03.2016 # 25
Re: Электрошок от заземления на сварочном аппарате переменного тока?
Первоначально Послано oldfarmall
Ну, я думаю, что нашел проблему.
Ага, внутренние короткие замыкания являются очень распространенным выходом из строя конденсатора. 20 мкФ при 370 В переменного тока довольно малы и должны быть довольно дешевыми. . . Я начал отключать вещи и проверять с помощью омметра сегодня утром. Внутри сварочного аппарата находится большой овальный конденсатор. Когда я отключаю его, я не получаю непрерывности между входными линиями питания и ответвлениями рабочего / заземляющего провода. Подключите его обратно, и я получу непрерывность. Еще не подключил питание к сварочному аппарату, чтобы проверить, есть ли напряжение на отводах рабочего провода. Имеют ли конденсаторы внутреннее короткое замыкание? Что делает этот большой колпачок для этого типа сварочного аппарата, и могу ли я запустить сварочный аппарат без него? Форни говорит, что я могу заменить колпачок новым на 20 мкФ 370 В переменного тока. Спасибо!
сам, я бы заменил. В их документах утверждается, что он корректирует коэффициент мощности и улучшает качество дуги. . . Форни не поместил его туда, потому что он им был не нужен.— Тим
Последний раз редактировалось tadawson; 17.03.2016 в 00:37.
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Сварочный аппарат с выступающими конденсаторами
Сварочный аппарат с выступающими конденсаторами
Что такое машина для проекционной сварки с конденсаторным разрядом
Машина для проекционной сварки с конденсаторным разрядом является самой быстрой формой контактной проекционной сварки, в которой конденсаторы используются для подачи питания к деталям. Поскольку конденсаторы заряжаются значительным количеством энергии, энергия быстро высвобождается в деталях в течение миллисекунд.
Аппараты для рельефной сварки с конденсаторным разрядом, по существу, представляют собой процесс контактной сварки. Во время этого процесса конденсаторы заряжаются заданным напряжением, а затем разряжаются через импульсный трансформатор. Это позволяет пропускать очень большой ток за очень короткое время, что обеспечивает исключительное качество выступающей сварки.
Потребляемая мощность часто незначительна по сравнению с другими процессами контактной сварки, поскольку аппарат для рельефной сварки с разрядом конденсаторов потребляет энергию только для разрядки блока конденсаторов. Это приводит к экономии потребляемой мощности, а также подключенных нагрузок. Поскольку время сварки очень короткое (обычно от 3 до 12 миллисекунд), водяное охлаждение электродов не требуется, а нагрев или почернение свариваемых компонентов незначительны.
Технология контактной сварки идеально подходит для рельефной сварки, точечной сварки тонких листов и сварки разнородных металлов. Тем, кто придает большое значение эстетике, энергосбережению и постоянству при проектировании сварки, следует использовать эту технологию.
Машина для проекционной сварки с конденсаторным разрядом
На самом деле технология конденсаторного разряда существует уже некоторое время, и с учетом соображений безопасности и технического прогресса нетрудно понять, почему обычная контактная сварка значительно совершенствуется. Вот две из трех основных причин, которые привели к взлету системы сварки с проекционным разрядом конденсатора:
● Зоны термического влияния практически исключены : Машины для рельефной сварки с конденсаторным разрядом обеспечивают лазерное сварное соединение, что означает, что металлургические характеристики стали остаются практически такими же, как и до процесса сварки с конденсаторным разрядом. Подобно лазерной сварке, сварка конденсаторным разрядом обеспечивает соединение, которое в значительной степени ограничивает разбрызгивание и деформацию поверхности, но также дешевле, чем лазерная сварка.
● Надежный источник питания не требуется : В большинстве случаев при использовании аппарата для рельефной сварки с конденсаторным разрядом не требуется большого потребления электроэнергии в распределительной сети. Но это может быть проблемой в некоторых районах (например, в сельской местности). В некоторых отношениях выступающий сварной шов с разрядкой конденсатора может работать при той же электрической мощности, что и бытовая электрическая сушилка, и это может быть экономически выгодно для производителей, которым необходимо изменить электрическую конфигурацию и планировку пола мастерской. Более того, некоторым производителям приходится блокировать свои аппараты для контактной сварки из-за отсутствия надлежащей мощности переменного тока в их местах. Это, в свою очередь, может ограничить нагрузку на сеть распределения электроэнергии, а выступающая сварка с разрядом конденсатора может устранить такого рода электрическую координацию.
● Долговечные электроды : Поскольку энергия (даже на высоком уровне), выделяемая при сварке с разрядом конденсатора, концентрируется в течение такого короткого времени, износ электрода меньше по сравнению с обычным процессом контактной сварки. В результате электроды могут служить в 10 раз дольше в зависимости от области применения, а это означает, что впоследствии детали можно будет быстро обрабатывать. А поскольку электрический разряд очень быстрый, деталь не перегревается после завершения сварки. У пользователя в надлежащих перчатках не должно возникнуть проблем с комфортным обращением с деталью. Он должен уметь обращаться с ним так, как если бы он обращался с листовым металлом. Тем не менее, имейте в виду, что некоторые материалы, такие как нержавеющая сталь, могут удерживать тепло из-за более высокого сопротивления по сравнению с другими металлами, такими как мягкая сталь.
Применение машины для рельефной сварки с конденсаторным разрядом
Как уже упоминалось ранее, контактная рельефная сварка была настолько усовершенствована за эти годы, что ее использование расширилось во многих отраслях промышленности. Некоторые из распространенных применений включают: компоненты амортизаторов, масляные фильтры, приварку масляного порта к трубе цилиндра, приварку выступающих гаек, приварку выступающих болтов, оконные регуляторы, автомобильные компоненты, герметичные сварные швы, переключатели, изготовленные рабочие колеса из нержавеющей стали, автоэлектрику, алмазные инструменты, гидравлика, аккумуляторы, сверхмощные трансформаторы, приварка заводских табличек, сварка серебряным контактом, детали из листового металла, тормозные колодки, детали мебели из листового металла, детали из разнородных металлов, реле, приварка шарика к стержню и т. д.
Выставка IMTS объединяет производителей со всего мира. Отправьте нам сообщение с вашими требованиями, и наши эксперты IMTS с радостью помогут вам с вашими вопросами.
Патент США на формованную полимерную раму для размещения анода в электролитическом конденсаторе от сильных ударов и вибрации Патент (Патент № 7,085,126, выдан 1 августа 2006 г.)
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка претендует на приоритет на основании предварительной заявки Сер. 60/548,954, поданной 1 марта 2004 г., и 60/563,328, поданной 19 апреля 2004 г. способны выдерживать высокие ударные и вибрационные нагрузки без разрушения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Конденсаторы часто используются в устройствах, подверженных высоким уровням ударов и вибрации. Ярким примером является нефтяная и газовая промышленность, где приложения «измерение во время бурения» могут вызвать серьезные нагрузки на конденсатор. В условиях сильных ударов и вибрации конденсаторы без надлежащей стабилизации могут выйти из строя из-за движения электродов внутри корпуса, например, анодной таблетки в электролитическом конденсаторе. Это перемещение может привести к механическому повреждению выводов анодной таблетки, в результате чего конденсатор выйдет из строя. В этом отношении механическая стабилизация анодной таблетки внутри корпуса важна для повышения надежности и безопасности конденсаторов, подвергающихся сильным ударам и вибрации.
Конденсатор по настоящему изобретению обеспечивает такую механическую стабилизацию за счет окружающего полимерного каркаса, который контактирует между боковой стенкой корпуса и боковой стенкой анодной таблетки для фиксации анода на месте. В качестве альтернативы, полимерная ложемент контактирует между сварочной лентой, окружающей стыковый шов между сопрягаемыми частями кожуха типа «раскладушка» и боковой стенкой анодной таблетки. Эта структура предотвращает перемещение таблетки анода как вдоль осей x, так и по оси y. Наличие активного материала катода, контактирующего с противоположными боковыми стенками основного корпуса, находящегося на близком расстоянии от таблетки анода через промежуточный сепаратор, предотвращает перемещение вдоль оси z.
Эти и другие аспекты настоящего изобретения станут более очевидными для специалистов в данной области техники при обращении к следующему описанию и прилагаемым чертежам.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙРИС. 1 представляет собой вид в перспективе конденсатора 10 согласно настоящему изобретению.
РИС. 2 представляет собой вид сбоку анода 12 , имеющего встроенную анодную проволоку 34 , выходящую из выреза 32 9.0556 из них.
РИС. 3 представляет собой поперечное сечение металлического уплотнения 38 для анодного вывода 36 .
РИС. 4 представляет собой вид сбоку анодного вывода 36 , включая стеклометаллическое уплотнение 38 , соединенное со встроенной проволокой 34 анода 12 .
РИС. 5 представляет собой вид сверху анода 12 , включая уплотнение стекло-металл 38 , расположенное в части формы 48 9.0556 с несколькими прокладками 54 A по 54 J, расположенными по периферии и внутри сварочной ленты 50 .
РИС. 6 представляет собой вид сверху, показывающий полимерный материал, впрыскиваемый в форму, показанную на фиг. 5.
РИС. 7 представляет собой вид сбоку, показывающий анод 12 , удерживаемый на месте внутри сварной ленты 50 полимерной перемычкой 58 и встроенными выступами 58 A — 58 9.0556 J после извлечения из формы, показанной на ФИГ. 6.
РИС. 8 представляет собой вид сбоку кожуха 20 , поддерживающего катодный активный материал 14 на его лицевой стенке 28 .
РИС. 9 представляет собой вид сбоку, показывающий сборку, показанную на фиг. 7, содержащую анод 12 , полимерный материал 58 и сварочную ленту 50 после вставки в корпусную часть 20 на фиг. 8.
Фиг. 10 представляет собой вид в разрезе по линии 10 — 10 на фиг. 9.
РИС. 10А и 10В представляют собой альтернативные варианты осуществления, аналогичные виду, показанному на ФИГ. 10, но с конденсатором в другом корпусе.
РИС. 11 представляет собой вид сверху анода 12 , включая стеклометаллическое уплотнение 38 , расположенное в части формы 48 , с множеством распорных штифтов 102 A — 102 L, расположенных по его периферии, и внутренняя часть сварочной ленты 50 .
РИС. 12 представляет собой вид сверху, показывающий полимерный материал, впрыскиваемый в форму, показанную на ФИГ. Фиг. 1 представляет собой вид в перспективе конденсатора 10 согласно настоящему изобретению. Конденсатор 10 содержит анод 12 (фиг. 2) из анодно-активного материала и катод из катодно-активного материала 14 (РИС. 8) в герметичном корпусе 16 . Электроды конденсатора функционально связаны друг с другом рабочим электролитом (не показан), содержащимся внутри корпуса, как будет подробно описано ниже. Конденсатор 10 электролитического типа с катодом, содержащим проводящую подложку, обладающую емкостными свойствами.
Как показано на ФИГ. 1 и 8 по 10 корпус 16 изготовлен из металлического материала и содержит первую и вторую части 9 корпуса.0555 18 и 20 . Корпусная часть 18 содержит окружающую боковую стенку 22 , доходящую до лицевой стенки 24 . Аналогичным образом, корпусная часть 20 содержит окружающую боковую стенку 26 , доходящую до лицевой стенки 28 . Боковая стенка 26 имеет такие размеры, что боковая стенка 22 находится с ней внахлест. Затем части кожуха 18 , 20 герметично соединяют друг с другом путем сварки боковых стенок 9 внахлест.0555 22 , 26 , где они контактируют. Сварной шов 30 обеспечивается любым обычным способом; однако предпочтительным методом является лазерная сварка.
Сопрягаемые части корпуса 18 , 20 предпочтительно выбирают из группы, состоящей из тантала, титана, никеля, молибдена, ниобия, кобальта, нержавеющей стали, вольфрама, платины, палладия, золота, серебра, меди, хрома, ванадий, алюминий, цирконий, гафний, цинк, железо и их смеси и сплавы. Предпочтительно лицевая и боковые стенки частей кожуха имеют толщину от примерно 0,005 до примерно 0,015 дюйма.
Активный материал анода 12 обычно представляет собой металл, выбранный из группы, состоящей из тантала, алюминия, титана, ниобия, циркония, гафния, вольфрама, молибдена, ванадия, кремния, германия и их смесей в форме гранулы. Как хорошо известно специалистам в данной области техники, анодный металл в порошкообразной форме, например порошок тантала, спрессован в таблетку, имеющую выемку 32 , в которую встроена анодная проволока 34 (фиг. 2, 9).с 0555 4 по 7 и 9 ). Анодная проволока 34 предпочтительно состоит из того же материала, что и активный материал анода. Анодная таблетка спекается в вакууме при высоких температурах, а затем анодируется в подходящем электролите. Электролит анодирования заполняет поры прессованного порошкового тела и на нем образуется сплошной диэлектрический оксид. Таким образом, анод 12 и удлиняющий провод 34 снабжены диэлектрическим оксидным слоем, сформированным до желаемого рабочего напряжения. Анод также может быть из травленой алюминиевой, ниобиевой или титановой фольги.
После анодирования анода 12 и удлинительного провода 34 до требуемого формирующего напряжения диэлектрический оксид удаляется с провода и соединяется с выводом анода 36 , закрепленным в изоляционном стеклометаллическом уплотнении. 38 (ГТМС). Затем сварной шов и свинец повторно анодируют. Металлостеклянное уплотнение 38 содержит обойму 40 , определяющую внутреннее цилиндрическое сквозное отверстие или канал 42 постоянного внутреннего диаметра. Изоляционное стекло 44 обеспечивает герметичное уплотнение между отверстием 42 и проходящим через него анодным выводом 36 . Анодный вывод 36 имеет J-образную проксимальную часть 36 A, которая затем соединяется с изгибом в анодном проводе 34 , например, с помощью лазерной сварки, чтобы скрепить их вместе. Стекло 44 представляет собой, например, ELAN® тип 88 или MANSOL™ тип 88 . Как показано на фиг. 1 и 9, в окончательной конденсаторной сборке ГТМС 38 электрически изолирует вывод анода 36 , соединенный с анодным проводом 34 , от металлического корпуса 18 .
Сепаратор 46 из электроизоляционного материала в виде мешка полностью окружает и охватывает анод 12 за исключением удлинительного провода 34 . Сепаратор 46 предотвращает внутреннее короткое замыкание между анодом 12 и активными материалами катода 14 в собранном конденсаторе и имеет степень пористости, достаточную для протекания через него рабочего электролита при электрохимической реакции конденсатора 10 . Иллюстративные разделительные материалы включают тканые и нетканые ткани из полиолефиновых волокон, включая полипропиленовые и полиэтиленовые или фторполимерные волокна, включая поливинилиденфторид, полиэтилентетрафторэтилен и полиэтиленхлортрифторэтилен, ламинированные или покрытые полиолефиновой или фторполимерной микропористой пленкой, нетканое стекло, материалы из стекловолокна и керамические материалы. . Подходящие микропористые пленки включают полиэтиленовую мембрану, коммерчески доступную под названием SOLUPOR® (DMS Solutech), политетрафторэтиленовую мембрану, коммерчески доступную под названием ZITEX® (Chemplast Inc.), полипропиленовую мембрану, коммерчески доступную под названием CELGARD® (Celanese Plastic Company, Inc.), и мембрана, коммерчески доступная под названием DEXIGLAS® (C.H. Dexter, Div., Dexter Corp.). Сепараторы на основе целлюлозы, также обычно используемые в конденсаторах, входят в объем настоящего изобретения. В зависимости от используемого электролита сепаратор может быть обработан для улучшения его смачиваемости, как это хорошо известно специалистам в данной области техники.
Как показано на РИС. 5, анод 12 , соединенный с выводом 36 анода, поддерживаемым в GTMS 38 , затем помещают внутрь части 48 пресс-формы. Металлическая сварочная полоса 50 также расположена в литейной части 48 , в основном закрывая, но на расстоянии, от анода 12 и GTMS 38 . Сварочная лента 50 прерывается на 52 , чтобы обеспечить место для GTMS 38 . Как будет подробно описано ниже, металлическая полоса 50 служит в качестве подложки для защиты анода 12 и сепаратора 46 от лазерного сварочного излучения, когда части корпуса 18 и 20 приварены друг к другу. другой во время окончательной сборки конденсатора.
После того, как анод 12 и GTMS 38 , заключенные в сварочную ленту 50 , правильно размещены в части пресс-формы 48 , множество распорок с 54 A по 54 J расположены по периферии анода. Распорки имеют форму, соответствующую периферийному контуру части боковой стенки анода, с которой они контактируют. Однако распорки с 54 A по 54 J расположены на расстоянии друг от друга, а также от приварной ленты 50 .
После закрытия пресс-формы к пресс-форме подсоединяется насадка 56 . Форсунка 56 предназначена для впрыска полимерного материала в зазор между сварочной лентой 50 и прокладки с 54 A по 54 J и открытые периферийные части боковой стенки анода. При желании может быть более одной форсунки, расположенной на расстоянии друг от друга по периферии формы. Полимерный материал предпочтительно представляет собой быстроотверждаемый тип, включая полиолефин, фторполимер, клей-расплав или клей, отверждаемый УФ-излучением. Относительно медленно отверждающийся силиконовый материал также полезен. Это образует полимерную ложемент по периметру боковой стенки анода 9.0555 12 . В частности, опора содержит окружающее ребро 58 из полимерного материала, поддерживающее встроенные выступы с 58 A по 58 I, образованные между прокладками 54 A по 54 J. планка 50 при этом выступы 58 А к 58 I касаются сепаратора 46 по боковой стенке анода. Между распорками 9 образован довольно большой выступ 58 J0555 54 A и 54 J для полного закрытия GTMS 38 , включая изолированный вывод анода 36 , соединенный с анодным проводом 34 . Анод 12 , удерживаемый внутри сварной ленты 50 с помощью полимерной опоры, состоящей из стенки 58 и встроенных выступов с 58 A по 58 J, затем удаляется из формы 48 (в сборе). фиг.7).
Катодный активный материал 14 предпочтительно покрывает лицевые стенки 24 , 28 , расположенные на расстоянии от соответствующих боковых стенок 22 , 26 . Процесс тампопечати, описанный в заявке на патент США Ser. № 10/920942, поданной 18 августа 2004 г., является предпочтительным для изготовления такого покрытия. Генерируемый ультразвуком аэрозоль, как описано в патенте США No. №№ 5 894 403; 5 920 455; 6 224 985; и 6,468,605, все Shah et al., также являются подходящими методами осаждения. Эти патенты и патентная заявка переуступлены правопреемнику настоящего изобретения и включены в настоящий документ посредством ссылки.
Как показано на РИС. 8, корпусная часть 20 снабжена катодным активным материалом 14 , нанесенным на его лицевую стенку 28 в виде узора, который в целом повторяет форму анода 12 . Катодный активный материал 14 имеет толщину примерно от нескольких сотен Ангстрем до примерно 0,1 миллиметра и либо непосредственно наносится на внутреннюю поверхность лицевой стенки 28 , либо на проводящую подложку (не показана) в электрических контакт с внутренней поверхностью лицевой стены. Другая часть кожуха 18 имеет активный катодный материал 14 , аналогично нанесенный на лицевую стенку 24 или на проводящую подложку, прикрепленную к внутренней поверхности лицевой стенки в электрическом контакте с ней. В этом отношении лицевые стенки 24 , 28 могут быть изготовлены из анодированного протравленного проводящего материала, иметь спеченный активный материал с контактирующим с ним оксидом или без него, контактировать с двухслойным емкостным материалом, например мелкодисперсным углеродистый материал, такой как графит, или углерод, или платиновая чернь, окислительно-восстановительный, псевдоемкостный или низкопотенциальный материал, или представлять собой электроактивный проводящий полимер, такой как полианилин, полипирол, политиофен, полиацетилен и их смеси.
В соответствии с одним предпочтительным аспектом настоящего изобретения окислительно-восстановительный или катодный активный материал 14 включает оксид первого металла, нитрид первого металла, нитрид углерода первого металла и/или карбид первый металл, оксид, нитрид, нитрид углерода и карбид, обладающие псевдоемкостными свойствами. Первый металл предпочтительно выбирают из группы, состоящей из рутения, кобальта, марганца, молибдена, вольфрама, тантала, железа, ниобия, иридия, титана, циркония, гафния, родия, ванадия, осмия, палладия, платины, никеля и свинца.
Катодный активный материал 14 может также включать второй или несколько металлов. Второй металл находится в форме оксида, нитрида, нитрида углерода или карбида и не является существенным для предполагаемого использования проводящих лицевых стенок 24 , 28 в качестве электрода конденсатора. Второй металл отличается от первого металла и выбран из одного или нескольких элементов группы, состоящей из тантала, титана, никеля, иридия, платины, палладия, золота, серебра, кобальта, молибдена, рутения, марганца, вольфрама, железа, циркония. , гафний, родий, ванадий, осмий и ниобий. В предпочтительном варианте изобретения катодный активный материал 14 включает оксид рутения или оксиды рутения и тантала.
Как показано на РИС. 9, анод 12 , окруженный полимерной опорой и сварочной лентой 50 в сборе, затем вставляется в часть корпуса 20 с ГТМС 38 , полученным в отверстии 60 (РИС. 8). в боковине кожуха 26 . Обойма 40 ГТМС имеет дистальную ступеньку 40 A (РИС. 3), которая входит в отверстие корпуса 9.0555 60 в тесных отношениях. Сварочная полоса 50 также имеет размер, чтобы соответствовать периметру боковой стенки корпуса 26 на близком расстоянии друг от друга. Затем феррула 40 прикрепляется к боковой стенке корпуса 26 , например, с помощью лазерной сварки. Это обеспечивает анод 12 , закрепленный внутри кожуха 20 и удерживаемый на месте полимерной опорой, состоящей из перемычки 58 и встроенных выступов 9. 0555 58 A до 58 J и сварочная лента 50 . В этом положении основная лицевая стенка 12 анода (фиг. 10) опирается на боковую стенку 26 кожуха. Однако промежуточный сепаратор 46 предотвращает прямой контакт между анодом 12 и катодным активным материалом 14 .
Другая часть корпуса 18 затем соединяется с частью корпуса 20 соответствующими боковыми стенками 22 и 26 перекрывают друг друга. Непрерывный сварной шов 30 , выполненный по периметру боковых стенок корпуса 22 и 26 , например, с помощью лазерной сварки, соединяет части корпуса 18 и 20 друг с другом. Однако сварочная лента 50 предотвращает проникновение лазерного луча внутрь конденсатора и повреждение анода 12 и сепаратора 46 среди других термочувствительных компонентов.
Рабочий электролит (не показан) затем подается в конденсатор через отверстие в одной из частей корпуса 18 , 20 . Подходящий рабочий электролит для конденсатора 10 описан в патенте США No. 6219222 Shah et al., который включает смешанный растворитель из воды и этиленгликоля, содержащий растворенную в нем соль аммония. Паб США. 2003/00
и 2003/0142464 описывают другие рабочие электролиты для настоящих конденсаторов. Рабочий электролит первой публикации включает воду, водорастворимую неорганическую и/или органическую кислоту и/или соль и водорастворимое нитроароматическое соединение, тогда как последний относится к электролиту, содержащему деионизированную воду, органический растворитель. , изомасляная кислота и концентрированная аммониевая соль. Эти публикации и патент переуступлены правопреемнику настоящего изобретения и включены сюда посредством ссылки. Отверстие для заливки электролита затем закрывается герметичным затвором (не показано), как это хорошо известно специалистам в данной области техники.
Пространства, образованные между выступами 58 А — 58 J полимерной люльки, обеспечивают полное смачивание электролитом анода 12 , включая обволакивающий сепаратор 46 и активные материалы катода 564 9 конденсатор 10 в рабочем состоянии. Сварочная лента 50 окружает и контактирует с полимерным полотном 58 , включая выступы 58 от A до 58 J, которые, в свою очередь, контактируют с сепаратором 46 на боковой стенке анода и заключают в себе ГТМС 38 . Это предотвращает любое перемещение этих компонентов, если конденсатор подвергается сильным ударам и вибрации.
РИС. 10А показан альтернативный вариант корпуса настоящего конденсатора. Корпус содержит часть 20 A, имеющую окружающую боковую стенку 26 A, доходящую до лицевой стенки 28 A, поддерживающую катодный активный материал 14 . Боковая стенка 26 А имеет уступ на своем верхнем конце, на который установлена пластина 24 А, служащая в качестве второй лицевой стенки для поддержки катодного активного материала 14 . В него вставлена пластина 24 A. Сварной шов 30 прикрепляет пластину 24 A к боковой стенке 26 A на ступени, при этом верхняя поверхность пластины находится в одной плоскости с верхним концом боковой стенки 26 A. Остальная конструкция для этого конденсатора как описано ранее.
РИС. 10В показан другой вариант корпуса настоящего конденсатора. Кожух содержит часть 20 B, имеющую окружающую боковую стенку 26 B, проходящую к лицевой стенке 28 B, поддерживающей катодный активный материал 14 . Пластина 24 A опирается на верхний край боковой стенки 26 B и служит второй лицевой стенкой для поддержки катодного активного материала 14 . Пластина 24 A немного выступает за боковую стенку 26 B. Сварной шов 30 затем прикрепляет пластину 24 A к боковой стенке 26 B в том месте, где пластина выступает или выходит за боковую стенку. Кроме того, в этом варианте сварная полоса исключена из формы, показанной на фиг. 5, а высота полимерного полотна меньше, чем показано в других вариантах осуществления. Устранение сварочной полосы возможно, если луч лазера направлен на угол, где пластина 24 A выходит за боковую стенку 26 B. Остальная структура этого конденсатора описана ранее.
РИС. На фиг.11 и 12 показан альтернативный вариант изготовления полимерной опоры согласно настоящему изобретению. Анод 12 , соединенный с выводом 36 анода, поддерживаемым в GTMS 38 , сначала помещают внутрь части 100 пресс-формы. Металлическая сварочная полоса 50 также расположена в литейной части 100 , в целом закрывая, но на расстоянии от анода 9. 0555 12 и GTMS 38 . После того, как анод 12 и GTMS 38 , окруженные сварочной лентой 50 , правильно размещены в части пресс-формы 100 , множество распорных штифтов 102 A — 102 располагаются вокруг периферии M анод. Штифты с 102 A по 102 L имеют цилиндрическую форму с диаметром, обеспечивающим контакт как со сварочной лентой 50 , так и с периметром боковой стенки анода. Относительно большой штифт цилиндрической формы 102 M расположен в углу сварочной ленты 50 , но не соприкасается с боковой стенкой анода. Этот штифт предназначен для фиксации положения сварочной ленты. Колышки с 102 A по 102 L расположены на расстоянии друг от друга.
После закрытия формы к ней присоединяется насадка 56 . Как и прежде, сопло 56 используется для нагнетания полимерного материала в промежутки или зазоры между штифтами 102 A — 102 L и неконтактирующие периферийные части боковой стенки анода. Полимерный материал аналогичен материалу, используемому в предыдущем варианте, и образует полимерную ложемент 104 по периметру боковой стенки анода 12 . В этом случае ложемент 104 содержит окружающий полимерный материал, контактирующий между сварочной лентой 50 и боковой стенкой анода. Анод 12 удерживается внутри сварной ленты 50 с помощью полимерной рамы 104 затем извлекается из формы 48 в виде сборки для дальнейшей переработки в функциональный конденсатор, как описано ранее в отношении первого варианта осуществления настоящего изобретения, продолжая фиг. 9.
Корпус 16 , включая части 18 , 20 , изготовленный из проводящего металла, служит отрицательной клеммой для электрического соединения конденсатора 10 и его загрузка. Штифт (не показан) приварен к одной из частей корпуса 18 , 20 для обеспечения этого. Анодный вывод 36 , выходящий за пределы конденсатора 10 , герметично изолирован изнутри конденсатора и изолирован от сопрягаемых частей корпуса 18 , 20 с помощью ГТМС 38 и служит положительным выводом для конденсатор 10 .
Несмотря на то, что все варианты реализации, описанные в настоящем документе, демонстрируют полимерную ложементную основу, используемую с таблеткой с одним анодом, это не следует рассматривать как ограничивающее. В рамках настоящего изобретения предполагается, что полимерная ложемент может использоваться с двумя или более расположенными рядом анодами, расположенными в одном из ранее описанных корпусов. Такая конструкция с несколькими анодами показана в патенте США No. № 6850405 на имя Mileham et al. Этот патент переуступлен правопреемнику настоящего изобретения и включен сюда посредством ссылки.
Понятно, что специалистам в данной области техники могут быть очевидны различные модификации концепций изобретения, описанных в данном документе, без отклонения от сущности и объема настоящего изобретения, как определено прилагаемой формулой изобретения.
Capacitor Discharges — Magnetohydrodynamics — X-Rays — Ultrasonics
Select country/regionUnited States of AmericaUnited KingdomAfghanistanÅland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCook IslandsCosta РикаХорватияКубаКюрасаоКипрЧехияДемократическая Республика КонгоДанияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФедеративные Штаты МикронезииФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияГабонГамбияГрузия GermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaoLatviaLesothoLiberiaLibyaLiechtensteinLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarRéunionRomaniaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint Martin (French part)Saint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Dutch part)SlovakiaSloveniaSolomo n IslandsSomaliaSouth AfricaSouth Georgia and the South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbard and Jan MayenSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTimor LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUruguayUS Virgin IslandsUzbekistanVanuatuVatican CityVenezuelaVietnamWallis and FutunaWestern SaharaYemenZambiaZimbabwe
Варианты покупкиЭлектронная книга $93,95
Налог с продаж рассчитывается при оформлении заказа
Бесплатная доставка по всему миру
Нет минимального заказа
Описание — Ультразвук занимается теоретическими и техническими проблемами, возникающими в технике разрядки конденсаторов.
В этой книге рассматриваются характеристики диэлектрического материала, симметричных переключающих трубок с ртутным наполнением и форм компенсационных проводников. Разработаны также трансформируемый разряд для высших пиков тока, трансформатор зажигания для двигателей внутреннего сгорания и рентгеновское облучение предметов в механическом движении. Этот текст также охватывает преобразованный конденсаторный разряд в сварочной технике, применение сильных магнитных ударных полей в ядерной физике и ударный звук при подводных конденсаторных разрядах. Другие темы включают формование металлов ударной волной электрического взрыва и электроэрозионную обработку металлов. Этот том рекомендуется для студентов, изучающих электротехнику и физику.Содержание
-
Предисловие
Предисловие
Содержание тома II
A. Конденсатор, его характеристики и применение в разрядной цепи
1. Конденсаторы в разрядных цепях в целом и эквивалентная принципиальная схема
2. Характеристики диэлектрического материала
3. Таблицы свойств диэлектрических материалов, используемых для конденсаторов
4. Спецификации и стандарты конденсаторов
5. Неисправности, которые могут возникнуть в конденсаторах постоянной емкости
6. Основные комбинации элементов RCL в схеме
7. Расчет и компоновка конденсаторов для режима разряда
8. Конденсатор с большой энергоемкостью для мощных одиночных разрядов
9. Импульсный конденсатор в режиме циклического заряда
10. Периодический разряд Эксплуатация
11. Конденсаторная батарея для непрерывно высокой выходной мощности в режиме разряда (импульсная сварка)
12. Конденсаторы с чрезвычайно высокими значениями изоляции
13. Конденсаторные линии с постоянным импедансом на единицу длины
B. Средства коммутации
1. Тиратроны
2. Игнитрон
3. Мультивибратор
4. Симметричные переключатели с ртутным наполнением
5. Неподвижные разрядники
6. Подвижные разрядники
7. Молниезащита
8. Приведение в действие магнитных контакторов при заданных фазовых углах
9. Гашение искровых промежутков
C. Линейные проводники
1. Влияние импеданса
2. Воздушная линия высокого и наивысшего напряжения с большим радиусом проводника
3. Коаксиальный кабель
4. Энергетические соображения
5. Многослойные линии
6. Формы компенсационных проводников
D. Преобразование энергии конденсатора в импульсы тока
1. Прямой разряд через проводник
2. Преобразованный разряд для самых высоких пиков тока
E. Преобразование конденсатора Преобразование энергии в импульсы напряжения
1. Каскадная схема
2. Преобразователь импульсов без искажений
3. Трансформаторы высокой пиковой мощности с дифференцирующими характеристиками
4. Импульсные схемы для циклической работы и очень короткой длительности импульса
5. Импульсно-формирующая сеть
6. Кабельные линии отвода и генераторы импульсов
7. Устройство запуска искрового промежутка Маркса
8. Трансформатор зажигания для двигателей внутреннего сгорания
9. Импульсы напряжения в протяженных сетях
10. Автоматическая защита ВЛ по Средства периодических разрядов конденсаторов
11. Вспышки молнии в природе как разряды конденсаторов
12. Крутизна ударных импульсов напряжения
13. Работа клеток Керра под действием высоковольтных импульсов
14. Биологическое применение импульсов напряжения в электролове
F. Преобразование энергии конденсатора в импульсы рентгеновского излучения и нейтроны
1. Физика, конструкция и схемы рентгеновского облучения
2. Облучение объектов рентгеновским излучением при механическом движении
3. Разряд конденсатора при питании ионами и нейтронами Источники
G. Преобразование емкостно-аккумулированной энергии в тепло
1. Импульсная сварка, прямой разряд конденсатора
2. Преобразованный разряд конденсатора в сварочной технике
3. Электродинамическое «охлаждение» выбросом частиц при импульсной конденсаторной сварке
4. Микроиндукционная закалка – применение мгновенного нагрева импульсом емкостной энергии
5. Высокочастотный нагрев быстрыми импульсными последовательностями высокочастотного генератора взрывной искры Маркса
6. Отжиг проводов импульсами разряда конденсатора
7. Взрывные проволочные разряды
8. Генерация высокотемпературной плазмы высокоэнергетическими разрядами конденсаторов
H. Преобразование емкостно-аккумулированной энергии в магнитные поля
1. Создание очень интенсивных магнитных полей кратковременного действия
2. Применение сильных магнитных ударных полей в ядерной физике
3. Конденсаторные разряды при генерации и ускорении магнитной плазмы
4. Намагничиватели емкостного разряда
5. Магнитооптический затвор — применение эффекта Фарадея
6. Формовка металлов с импульсным Магнитные поля.0013 4. Применение высокоинтенсивного удара Группа
5. Фотография разрядных звуковых ударов и ее техническое применение
J. Обработка материалов высокочастотными конденсаторными разрядами (искровая эрозия)
1.