Угловой шов | Сварка металлов
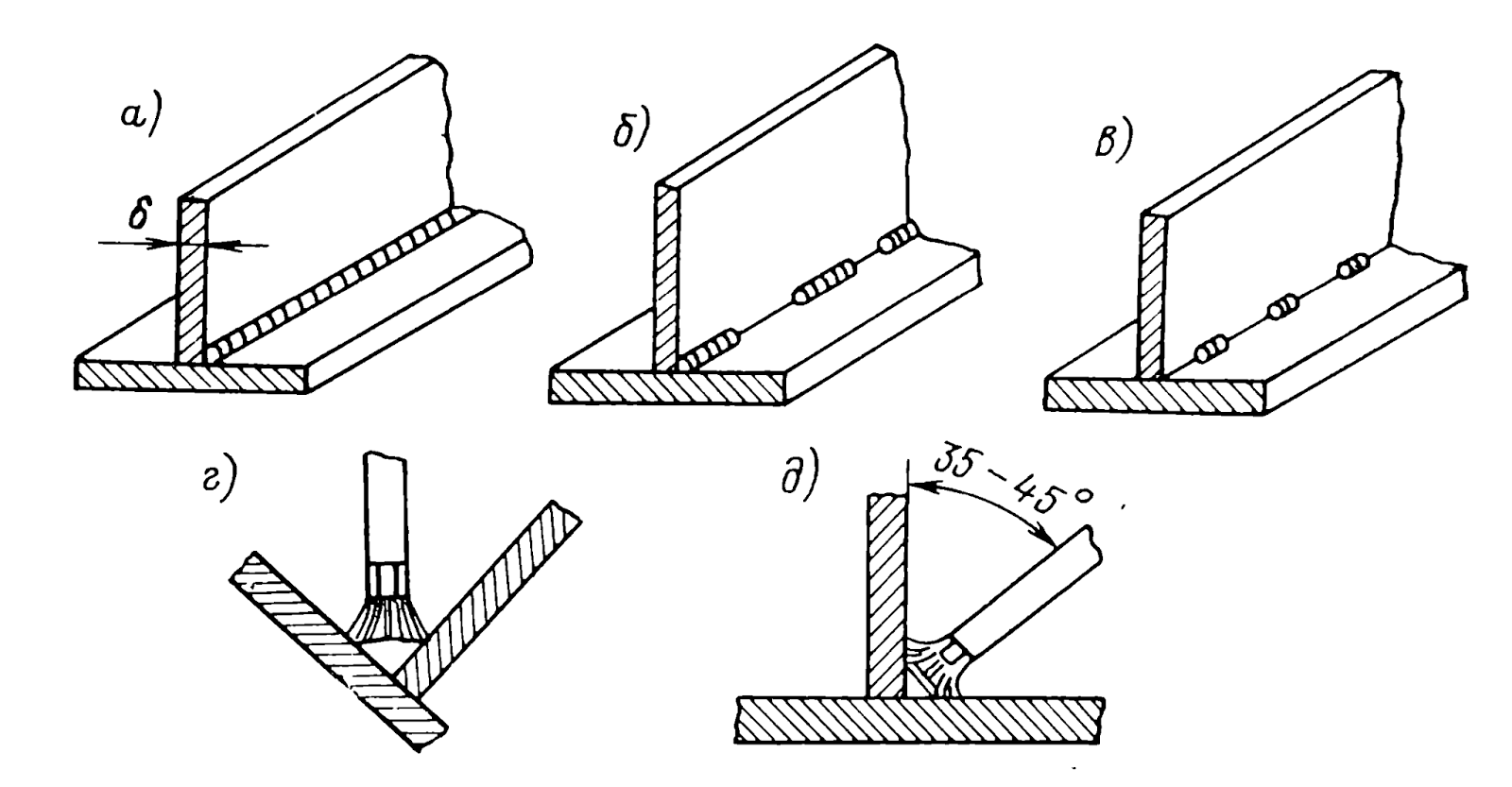
При выполнении угловых швов наклонным электродом (рис. 30, а) жидкий металл под действием гравитационной силы стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить «в лодочку» (рис. 30, б) электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
Рис. 30. Положение и движения электрода при выполнении угловых швов
Сварка «в лодочку»
Сварка «в лодочку» угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа. Режимы сварки «в лодочку» с опиранием электрода даны в табл. 8.
Таблица 8. Режимы сварки угловых швов «в лодочку» с опиранием электрода
Толщина свариваемых листов, мм | Катет шва, мм | Диаметр электрода | Ток. |
4-6 | 5 | 5 | 250-300 |
6-8 | 6 | 6 | 300-350 |
10- 14 | 8 | 8 | 480-560 |
 А
АПримечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Сварка наклонным электродом
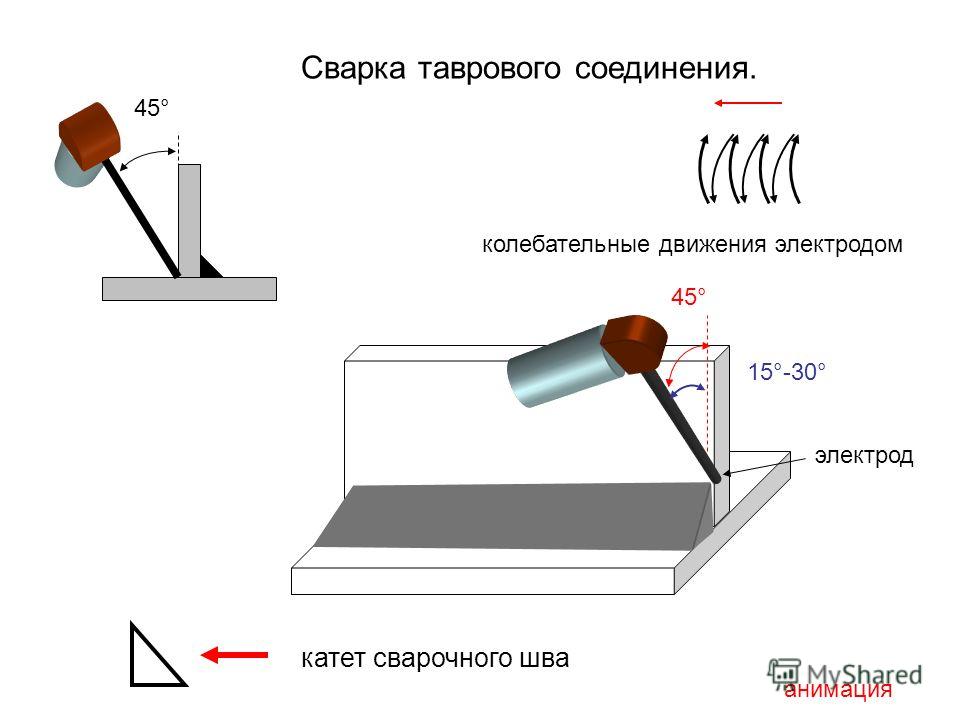
Однако не всегда можно установить сварное изделие для сварки «в лодочку»; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45 к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается с задержкой электрода в корне шва.
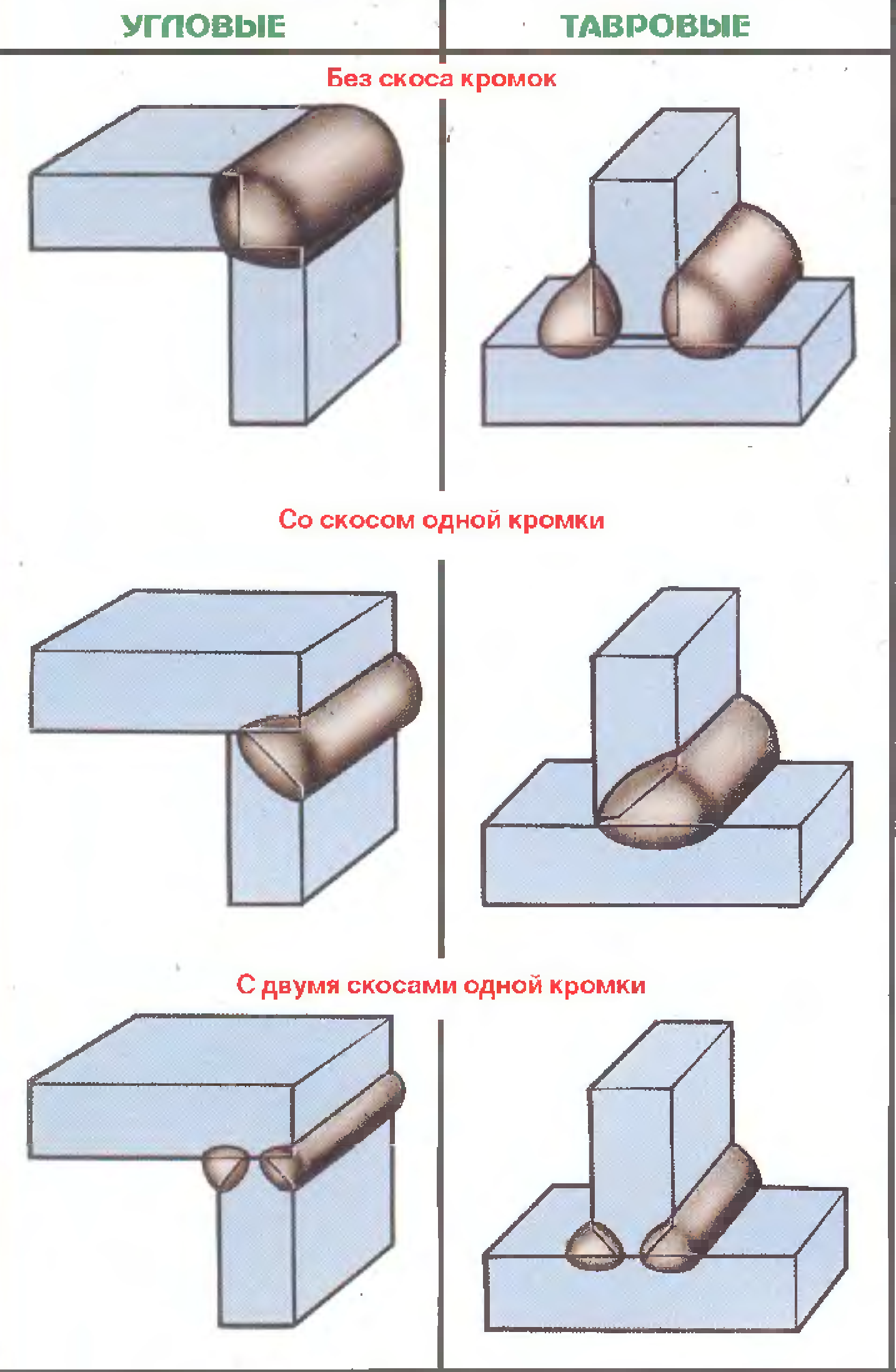
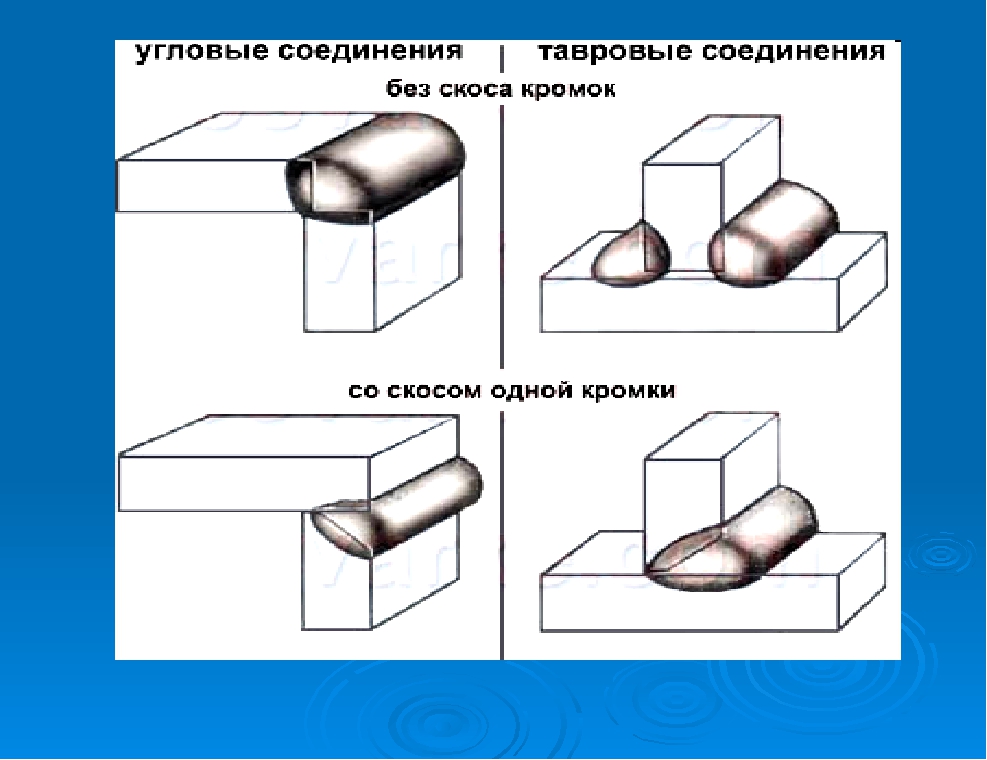
Швы со скосом кромок
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
Скос кромок у стенки тавра делают под углом (50 ± 5)°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами. Примерные режимы сварки тавровых соединений со скосом кромок даны в табл. 9.
Таблица 9. Примерные режимы ручной дуговой сварки угловых швов со скосом кромок
Тип шва | Толщина металла, мм | Число слоев или проходов | Диаметр электрода, | Ток, А |
Односторонний таврового или углового соединения, со скосом одной кромки под углом (45±2)° | 4 | 1 | 3-4 | 120-160 |
6 | 1 | 4-5 | 160-220 | |
8 | 1-2 | 4-5 | 160-220 | |
12 | 3-4 | 4-6 | 160-300 | |
20 | 6-8 | 4-6 | 160-300 | |
Двусторонний таврового или углового соединения, с двумя симметричными скосами одной кромки под углом (45±2)° каждого скоса | 10 | 2-4 | 4-6 | 160-320 |
20 | 4-6 | 4-6 | 160-360 | |
40 | 8- 16 | 4-6 | 160-360 | |
60 | 16-30 | 5-6 | 220-360 | |
80 | 30-40 | 5-6 | 220-360 |
Сварка угловых швов — Сварка металлов
Сварка угловых швов
Категория:
Сварка металлов
Сварка угловых швов
Объем шва для заполнения наплавленным металлом представляет собой двугранный угол, образованный поверхностями соединяемых элементов; величина угла в большинстве случаев равна 90°, Кромки углового шва несимметричны в отношении отвода тепла. Одна из кромок, где сварной шов расположен далеко от края листа, отводит тепло примерно в 2 раза интенсивнее, чем являющаяся краем листа другая кромка, которая нагревается и плавится значительно быстрее. Кроме того, кромки шва часто занимают различное пространственное положение, например, одна находится в нижнем, а другая в вертикальном положении. Это неудобство устраняется наклоном изделия так, чтобы средняя плоскость шва заняла вертикальное положение, а обе кромки шва были наклонены к горизонтальной плоскости симметрично под углом 45°. Такое так называемое положение углового шва в лодочку дает значительные преимущества при сварке и особенно рекомендуется в заводских условиях, где имеются специальные приспособления, позволяющие быстро поворачивать изделие и устанавливать его в необходимом положении.
Рис. 1. Угловые швы: а — однослойный; б — трехслойный; в — не провар вершины шва
Рис. 2. Положение изделия при сварке «в лодочку»
При сварке углового шва электрод ведут в средней плоскости Угла раскрытия и сообщают концу электрода поперечное колебательное движение для расплавления металла обеих кромок.
Наибольшие трудности представляет выполнение первого слоя, особенно получение полного провара, т. е. расплавления вершины угла. Непровар в этом случае не может быть исправлен подваркой обратной стороны шва и плохо обнаруживается последующим контролем.
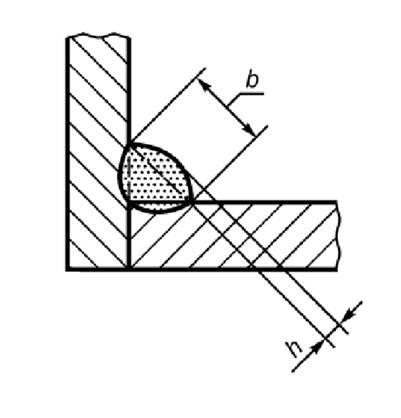
Угловые швы значительного сечения выполняют в несколько слоев. Размер сечения шва определяют размером прямоугольного треугольника, вписанного в очертание сечения шва (рис. 79). Катет такого треугольника определяет размер шва. Большей частью применяют швы с равными катетами; неравные катеты применяют реже, в специальных случаях. Обычно принимают, что полная прочность шва достигается при катете шва, равном толщине металла, и дальнейшее увеличение сечения шва считают бесполезным.
Рис. 3. Сечения угловых швов: а — усиленный шов; б — нормальный шов; в — ослабленный шов; г — размер сечения шва; к — катет шва
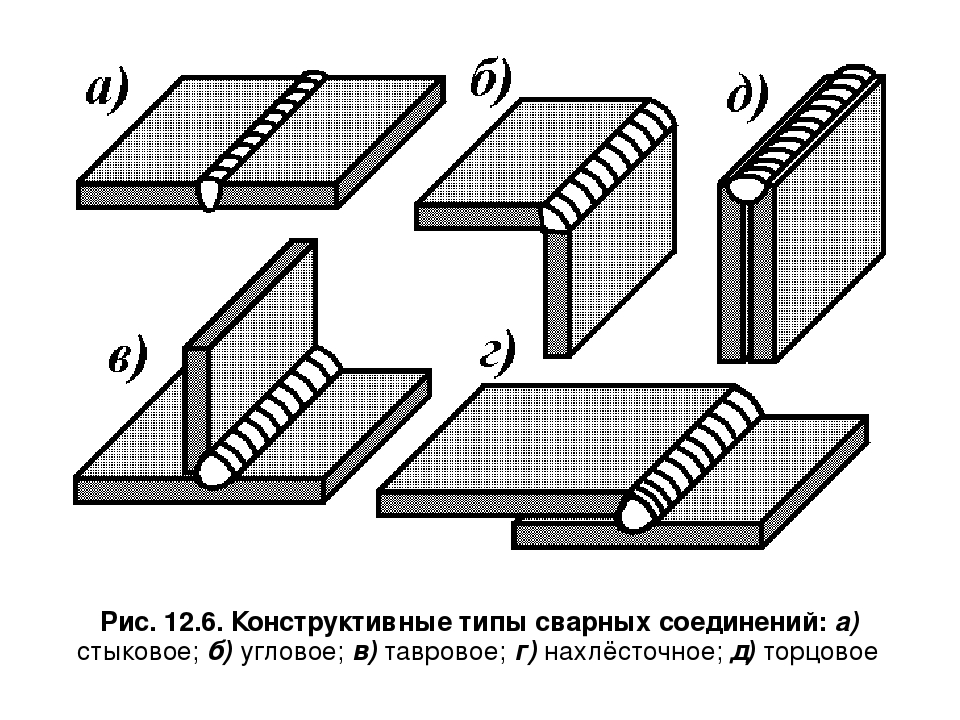
Рис. 4. Сварные соединения: а — нахлесточное; б — тавровое
По очертанию наружной поверхности углового шва различают швы с выпуклой поверхностью, или усиленные; швы с плоской поверхностью, или нормальные; швы с вогнутой поверхностью, облегченные или ослабленные. Выпуклые швы рекомендуются для изделий, работающих при статической нагрузке. Как показывает опыт, при переменной или ударной нагрузке, а также при усталостных испытаниях лучше работают облегченные швы с вогнутой поверхностью. Нормальные швы с плоской поверхностью занимают среднее положение и являются, таким образом, наиболее универсальными, поэтому и применяются чаще всего на практике. Термины «усиленный» и «ослабленный», относятся лишь к геометрической форме сечения шва и не связаны прямо с его прочностью.
Форма поверхности углового шва в значительной степени определяется применяемыми электродами. Электроды, дающие густой вязкий расплавленный металл, легко образуют швы с выпуклой поверхностью. Электроды, дающие легко растекающийся жидкий металл, образуют преимущественно швы с вогнутой поверхностью.
Электроды, дающие густой вязкий расплавленный металл, легко образуют швы с выпуклой поверхностью. Электроды, дающие легко растекающийся жидкий металл, образуют преимущественно швы с вогнутой поверхностью.
Выполнением угловых швов можно получить два важных вида сварных соединений: нахлесточное и тавровое. Для особо ответственных сварных изделий, работающих при знакопеременной и динамической нагрузках, иногда используется тавровое соединение с предварительной разделкой кромок притыкаемого листа.
Реклама:
Читать далее:
Техника безопасности при дуговой электросварке
Статьи по теме:
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
СВАРКА, П А ЙКА
И ТЕ РМ ИЧЕСКА Я
РЕЗКА МЕ ТА ЛЛОВ
ЧАСТ Ь 2
ГОСТ 11534 -75
И здательство СТАНДАРТОВ
Москва 1991
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РУЧН А Я
ДУГОВАЯ СВАРКА. СОЕДИН Е НИЯ
СВА РНЫЕ ПОД ОСТРЫМИ Основные типы,
конструктивные Hand arc welding . Acute and blunt |
ГОСТ |

Дата введе н ия 01 .01 .77
1 .
Настоящий стандарт устанавливает основные типы, конструктивные элементы и
размеры сварных соединен ий конструкций из
углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой
плавящимся электродом во всех пространственных положениях при толщине
свариваемого металла до 60 мм включительно с
расположением свариваемых деталей под острыми и тупыми углами.
Стандарт не устанавливает типы, конструктивные элементы и размеры сварных соединений трубопроводов и сварных швов, выполняемых сваркой с глубоким проплавлением.
Требования настоящего стандарта являются обязательными.
(И змененная редакция, Изм. № 1 ).
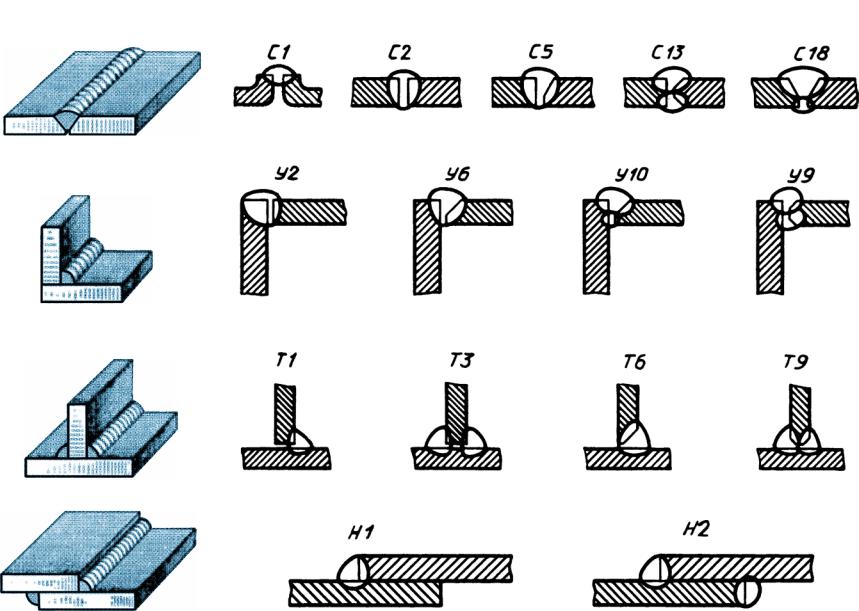
2 . Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
|
Т и п соедин ения |
Форма подготовленных кромок |
Характер выполненного шва |
Форма поперечного сечения подготовленных кромок и выполненного шва |
Толщина свариваемых деталей, мм |
Угол соединения деталей β, град |
Условное обозначение сварного соединения |
|
Угловое |
Без скоса кромок |
Односторонний |
1 — 6 |
179 — 91 ; 89 — 5 |
У 1 |
|
|
7 — 30 |
135 — 91 ; 89 — 5 |
|||||
|
Односторонний на стальной съемной или остающейся подкладке |
1 — 6 |
179 — 136 |
У 2 |
|||
|
7 — 26 |
135 — 91 |
|||||
|
Двусторонний |
2 — 8 |
179 — 91 |
У 3 |
|||
|
2 — 30 |
135 — 91 |
|||||
|
9 — 30 |
89 — 45 |
|||||
|
Со скосом одной кромки |
Односторонний |
4 — 26 |
179 — 136; 89 — 46 |
У 4 |
||
|
Двусторонний |
4 — 60 |
179 — 136 ; 89 — 45 |
У5 |
|||
|
С двумя скосами одной кромки |
Двусторонний |
12 — 60 |
179 — 165 ; 89 — 75 |
У6 |
||
|
С двумя несимметричными скосами одной кромки |
Двусторонний |
12 — 60 |
89 — 75 ; 179 — 165 |
У 7 |
||
|
С двумя скосами одной кромки и одним скосом второй кромки |
Двусторонний |
12 — 60 |
179 — 136 |
У 8 |
||
|
Тавровое |
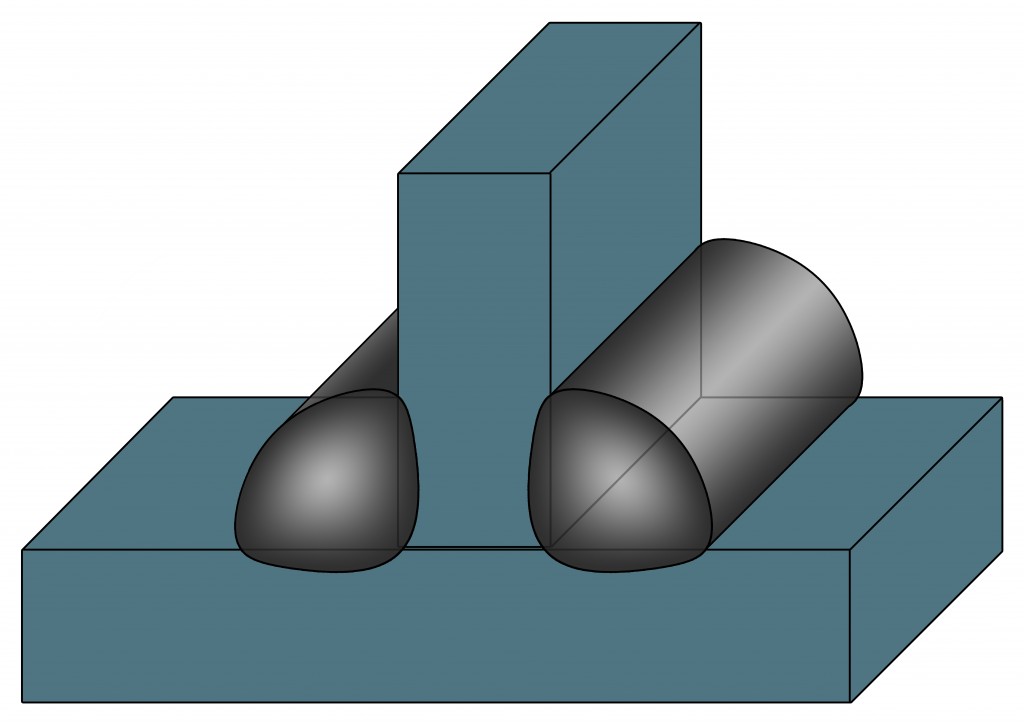
Без скоса кромок |
Односторонний |
1 — 30 |
91 — 175 |
Т 1 |
|
|
Двусторонний |
1 — 60 |
91 — 135 |
Т2 |
|||
|
С одним скосом одной кромки |
Односторонний |
4 — 26 |
91 — 134 |
Т 3 |
||
|
Двусторонний |
4 — 60 |
91 — 134 |
Т 4 |
|||
|
Со скосом одной кромки |
Односторонний |
2 — 30 |
89 — 45 ; 91 — 135 |
Т 5 |
||
|
Двусторонний |
2 — 60 |
89 — 45 ; 91 — 135 |
T6 |
|||
|
С двумя скосами одной кромки |
Двусторонний |
12 — 60 |
91 — 100 ; 89 — 80 |
Т7 |
||
|
С двумя несимметричными скосами одной кромки |
Двусторонний |
12 — 60 |
101 — 110 ; 79 — 70 |
Т8 |
3 . Конструктивные элементы сварных соединений, их размеры и предельные отклонения
по ним должны соответствовать указанным в табл. 2 — 17.
Конструктивные элементы сварных соединений, их размеры и предельные отклонения
по ним должны соответствовать указанным в табл. 2 — 17.
Таблица 2
Размер ы, мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
α , град |
b |
g |
|||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||
|
179 — 160 |
159 — 136 |
135 — 91 |
89 — 61 |
60 — 46 |
45 — 5 |
До 90 |
Св. 90 |
|||||||||
|
У 1 |
0 ,7 s |
От 1,0 до 1 ,5 |
6 |
7 |
s + 6 |
( s + 4 ) ± l |
1,75s + b |
2s + b |
90 — β |
180 — β |
0 |
+ 0 ,5 |
1 ,0 |
+ 0 ,5 |
||
|
Св. |
7 |
9 |
1 |
± 1 ,0 |
1 ,5 |
± 1 ,0 |
||||||||||
|
Св. 3 ,0 до 6 ,0 |
9 |
12 |
2 |
+ 1 ,0 |
2 ,0 |
+ 1 ,0 — 0 ,5 |
||||||||||
|
Св. |
— |
2 ,5 |
+ 2 ,0 — 0 ,5 |
|||||||||||||
|
Св. 10 ,0 до 26 ,0 |
+ 2,0 — 0 ,5 |
|||||||||||||||
|
Св. 26 ,0 до 30 ,0 |
-2,0 |
|||||||||||||||

 1 ,5 до 3 ,0
1 ,5 до 3 ,0 6 ,0 до 10 ,0
6 ,0 до 10 ,0Таблица 3
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
α , град |
b |
g |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
β , град |
|||||||||||||
|
179 — 160 |
159 — 136 |
135 — 91 |
|||||||||||
|
У 2 |
0 ,7 s |
От 1 ,0 до 1 ,5 |
6 |
7 |
s + 6 |
180 — β |
0 |
+ 0,5 |
1 ,0 |
±0 ,5 |
|||
|
Св. |
7 |
9 |
1 |
± 1 ,0 |
1 ,5 |
±1 ,0 |
|||||||
|
Св. 3 ,0 до 6 ,0 |
9 |
12 |
2 |
+ 1 ,0 — 0 ,5 |
2 ,0 |
||||||||
|
Св. 6,0 до 26 ,0 |
— |
||||||||||||
 1 ,5 до 3 ,0
1 ,5 до 3 ,0Таблица 4
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
e 1 |
α , град |
b |
g |
|||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||||||||
|
179 — 160 |
159 — 136 |
135 — 91 |
89 — 61 |
60 — 45 |
135 — 91 |
89 — 45 |
Св. 90 |
До 90 |
|||||||||||
|
У 3 |
0,7 s |
От 2 до 3 |
7 |
8 |
s + 5 |
( s + 4) + b |
1 ,75 s + b |
Не более 8 |
3 (справочное) |
180 — β |
90 — β |
2 |
±1 ,0 |
1 ,5 |
± 1 ,0 |
||||
|
Св. |
8 |
10 |
s + 8 |
||||||||||||||||
|
Св. 5 до 8 |
9 |
12 |
+1 ,5 -1 ,0 |
||||||||||||||||
|
Св. 8 до 26 |
— |
Не более 10 |
+1 ,0 |
0 ,5 |
+ 2 ,0 |
||||||||||||||
|
Св. |
-2 ,0 |
— 0 ,5 |
|||||||||||||||||
 3 до 5
3 до 5 26 до 30
26 до 30Таблица 5
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Кон с труктивные элеме нты |
s 1 , не менее |
s |
е , не более |
α 1 , град |
b = c |
g |
|||||
|
подготовленных кромок с в ариваемых деталей |
шва сварного соед и нения |
β, град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||
|
179 — 136 |
89 — 46 |
Св. 90 |
До 90 |
|||||||||
|
У 4 |
0 ,7 s |
От 4 до 6 |
1,4s + 6 |
1,5s + 6 |
α — (180 — β ) |
α — (90 — β ) |
1 |
± 1 |
0 ,5 |
+ 1 ,0 — 0 ,5 |
||
|
Св. |
1 ,4 s + 8 |
2 |
+ 1 — 2 |
+ 2 ,0 — 0 ,5 |
||||||||
|
Св. 10 до 16 |
||||||||||||
|
Св. 16 до 26 |
||||||||||||

 6 до 10
6 до 10Таблица 6
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
е , не более |
е 1 |
α 1 , град. |
b = c |
g |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. от кл . |
Номин. |
Пред. откл. |
||||||||
|
179 — 136 |
89 — 46 |
Св. |
До 90 |
Св. 90 |
До 90 |
|||||||||
|
У 5 |
0 ,7 s |
От 4 до 6 |
1 ,45 s + 8 |
1 ,5 s + 6 |
Не более 8 |
3 (справочное) |
α — (180 — β ) |
α — ( 90 — β ) |
1 |
± 1 |
0 ,5 |
+ 1 ,0 — 0 ,5 |
||
|
С в . |
2 |
+ 1 — 2 |
+ 2 ,0 — 0,5 |
|||||||||||
|
Св. 10 до 16 |
Не более 10 |
|||||||||||||
|
Св. 16 до 26 |
||||||||||||||

 90
90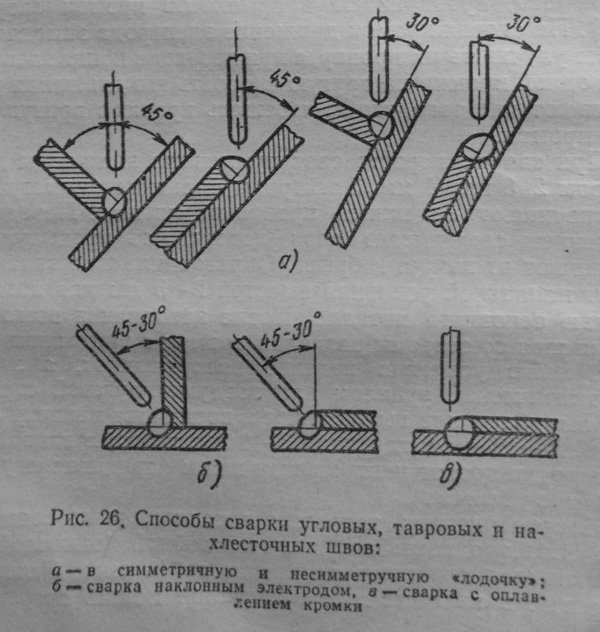 6 до 10
6 до 10Таблица 7
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
h |
e = e 1 |
e |
e 1 |
α 1 |
α 2 |
α 1 |
α 2 |
g = g 1 |
g , не более |
|||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
Номи н. |
Пред. откл. |
||||||||||||||||||||
|
β , г рад |
||||||||||||||||||||||||
|
179 — 175 |
80 — 85 |
174 — 170 |
84 — 80 |
169 — 165 |
79 — 75 |
174 — 170 |
84 — 80 |
169 — 165 |
79 — 75 |
Св. |
До 90 |
Св. 90 |
До 90 |
|||||||||||
|
У 6 |
0 ,7 s |
О т 12 до 14 |
s — 1 2 |
s + 5 |
0,6s + 5 |
0 ,9s + 10 |
1,2s + 8 |
α - (180 — β |
α + (180 — β |
α - (90 — β |
α + (90 — β |
0 ,5 |
+ 2,0 — 0,5 |
1 ,0 |
||||||||||
|
Св. |
0,8s + 6 |
0,7s + 5 |
||||||||||||||||||||||
|
Св . 30 до 60 |
+ 3,0 -0 ,5 |
|||||||||||||||||||||||
 90
90 14 до 30
14 до 30Таблица 8
Раз м еры, мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
h |
e |
e 1 |
α1 |
α2 |
α1 |
α2 |
g =g1 |
g , не более |
||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
град. |
|||||||||||||||||||||
|
β, град. |
||||||||||||||||||||||||
|
179 — 175 |
89 — 85 |
174 — 170 |
84 — 80 |
169 — 165 |
79 — 75 |
179 — 175 |
89 — 85 |
174 — 170 |
84 — 80 |
169 — 105 |
79 — 75 |
Св. |
До 90 |
Св. 90 |
До 90 |
|||||||||
|
Номин. |
Пред. откл. |
|||||||||||||||||||||||
|
У7 |
0,7 s |
От 12 до 14 |
3 |
1,2s + 5 |
0,9s + 10 |
0,6s + 5 |
0,7s + 6 |
0,8s + 6 |
α — (180 - β) |
α + (180 - β) |
α — (90 - β) |
α + (90 — β ) |
0,5 |
+2,0 -0,5 |
1,0 |
|||||||||
|
Св. |
0,8s + 10 |
0,8s + 5 |
||||||||||||||||||||||
|
Св . 20 до 30 |
s + 5 |
|||||||||||||||||||||||
|
Св. 30 до 60 |
+3,0 -0,5 |
|||||||||||||||||||||||

 90
90 14 до 20
14 до 20Таблица 9
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s = s 1 |
h = h 1 |
е = е 1 , не более |
α 1 , град |
α 2 = α 3 , град |
b |
g = g1 |
||||
|
β , г рад |
||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
179 — 136 |
Номин. |
Пред. от кл . |
Номин. |
Пред. откл. |
||||||
|
У8 |
От 12 до 30 |
s — 1 2 |
0 ,7s + 4 |
α — (180 — β ) |
а/ 2 + (90 — β/2) |
2 |
+ 1 — 2 |
0 ,5 |
+ 2 ,0 — 0 ,5 |
|||
|
Св. |
+ 3,0 — 0,5 |
|||||||||||

 30 до 60
30 до 60Таблица 10
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
е , не более |
α, град. |
b |
g |
|||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
91 — 100 |
101 — 110 |
111 — 120 |
121 — 135 |
136 — 175 |
||||||||||
|
Т1 |
0 ,7 s |
От 1 ,0 до 2 ,5 |
4 |
5 |
β — 90 |
0 |
+ 1 |
3 |
+ 1 -3 |
|||||
|
Св. |
7 |
+ 3 |
||||||||||||
|
Св. 4 ,5 до 6 ,0 |
6 |
0,4 s + 5 |
0,6s + 5 |
0,9s + 5 |
1 ,1s + 3 |
|||||||||
|
Св. 6 ,0 до 9 ,0 |
7 |
|||||||||||||
|
Св. 9 ,0 до 15 ,0 |
8 |
4 |
±3 |
|||||||||||
|
Св. |
9 |
5 |
||||||||||||
|
Св. 21 ,0 до 30 ,0 |
10 |
|||||||||||||
|
Примечание . Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при п рое кти ровании . |
||||||||||||||

 2 ,5 до 4 ,5
2 ,5 до 4 ,5 15 ,0 до 21,0
15 ,0 до 21,0Таблица 11
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
e 1 +2 -1 |
α , град. |
b |
g |
||||||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
||||||||||||||||||||
|
β, град. |
||||||||||||||||||||||
|
91 — 100 |
89 — 80 |
101 — 110 |
79 — 70 |
111 — 120 |
69 — 60 |
121 — 134 |
59 — 46 |
135 |
45 |
91 — 135 |
89 — 45 |
Св. |
До 90 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||
|
Т2 |
0,7 s |
От 1,0 до 2 ,5 |
4 |
0,4s + 5 |
0,6s + 5 |
0,9s + 5 |
0,9s + 5 |
3 |
β — 90 |
90 — β |
0 |
+1 |
3 |
+1 -3 |
||||||||
|
Св. |
6 |
|||||||||||||||||||||
|
Св. 4,5 до 6 ,0 |
7 |
4 |
+2 |
|||||||||||||||||||
|
Св. 6,0 до 9,0 |
5 |
|||||||||||||||||||||
|
Св. 9,0 до 15,0 |
8 |
6 |
4 |
±3 |
||||||||||||||||||
|
Св. 15,0 до 21,0 |
9 |
7 |
+3 |
5 |
||||||||||||||||||
|
Св. |
10 |
8 |
6 |
|||||||||||||||||||
|
Св. 30,0 до 60,0 |
10 |
13 |
||||||||||||||||||||

 90
90 2,5 до 4,5
2,5 до 4,5 21,0 до 30,0
21,0 до 30,0Таблица 12
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
α 1 , град |
b |
g |
|||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Но м ин. |
Пред. откл. |
Ном и н. |
Пред . откл. |
||||
|
91 — 134 |
||||||||||
|
Т 3 |
0 ,7 s |
От 4 до 6 |
1,2s + 5 |
α — ( β — 90 ) |
1 |
± 1 |
3 |
+ 1 -3 |
||
|
Св. |
2 |
+ 1 -2 |
||||||||
|
Св. 8 до 12 |
1 ,3 s + 6 |
4 |
± 3 |
|||||||
|
Св. 12 до 16 |
||||||||||
|
Св. 16 до 20 |
5 |
|||||||||
|
Св. 20 до 24 |
||||||||||
|
Св. 24 до 26 |
||||||||||

 6 до 8
6 до 8Таблица 13
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e , не более |
α 1 , г рад |
е 1 (справочное) |
b |
g |
|||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
β , град |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||||||
|
91 — 134 |
89 — 46 |
Св. 90 |
До 90 |
||||||||||
|
Т 4 |
0 ,7 s |
От 4 до 6 |
1 ,2s + 5 |
α — (β - 90) |
α — (90 — β ) |
3 |
1 |
1 |
± 1 |
+ 1 -3 |
|||
|
Св. |
2 |
2 |
|||||||||||
|
Св. 8 до 12 |
1 , 3 s + 6 |
||||||||||||
|
Св. 12 до 16 |
+ 1 — 2 |
± 3 |
|||||||||||
|
Св. 16 до 20 |
|||||||||||||
|
Св. 20 до 24 |
|||||||||||||
|
Св. 24 до 28 |
|||||||||||||
|
Св. 28 до 60 |
|||||||||||||

 6 до 8
6 до 8Таблица 14
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e = g |
α 1 , г р ад |
b |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Номин. |
Пред . отк л. |
|||||||||
|
β , град |
Н о мин. |
Пред. откл. |
||||||||||
|
89 — 4 5 |
91 — 135 |
89 — 45 |
91 — 135 |
Св. 90 |
До 90 |
|||||||
|
Т 5 |
0 ,7 s |
От 2 ,0 до 2,5 |
3 |
+2 |
β — 90 |
90 — β |
0 |
+ 1 |
||||
|
С в . |
+ 2 |
|||||||||||
|
Св. 4 ,0 до 6 ,0 |
4 |
+ 2 -1 |
||||||||||
|
Св. 6 ,0 до 9 ,0 |
5 |
|||||||||||
|
Св. 9 ,0 до 15 ,0 |
6 |
|||||||||||
|
Св. 15 ,0 до 21 ,0 |
7 |
±2 |
+ 3 |
|||||||||
|
Св. 21 ,0 до 30 ,0 |
8 |
|||||||||||

 2 ,5 до 4 ,0
2 ,5 до 4 ,0Таблица 15
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
e = g |
α 1 , град |
α , град. |
b |
||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
Н ом ин. |
Пред . откл . |
||||||||||
|
β, град |
Номин. |
Пред. откл. |
|||||||||||
|
89 — 45 |
91 — 135 |
89 — 45 |
91 — 135 |
Св. |
До 90 |
||||||||
|
Т 6 |
0 ,7 s |
От 2 ,0 до 2 ,5 |
3 |
+2 |
β — 90 . |
90 — β |
β |
0 |
+ 1 |
||||
|
С в . |
+ 2 |
||||||||||||
|
Св. 4 ,5 до 6 ,0 |
4 |
+ 2 -1 |
|||||||||||
|
С в . 6 ,0 до 9 ,0 |
5 |
||||||||||||
|
С о . 9 ,0 до 15 ,0 |
6 |
||||||||||||
|
Св. 15 ,0 до 21 ,0 |
7 |
± 2 |
+ 3 |
||||||||||
|
Св. 21 ,0 до 30 ,0 |
8 |
||||||||||||
|
Св. |
12 |
||||||||||||
 90
90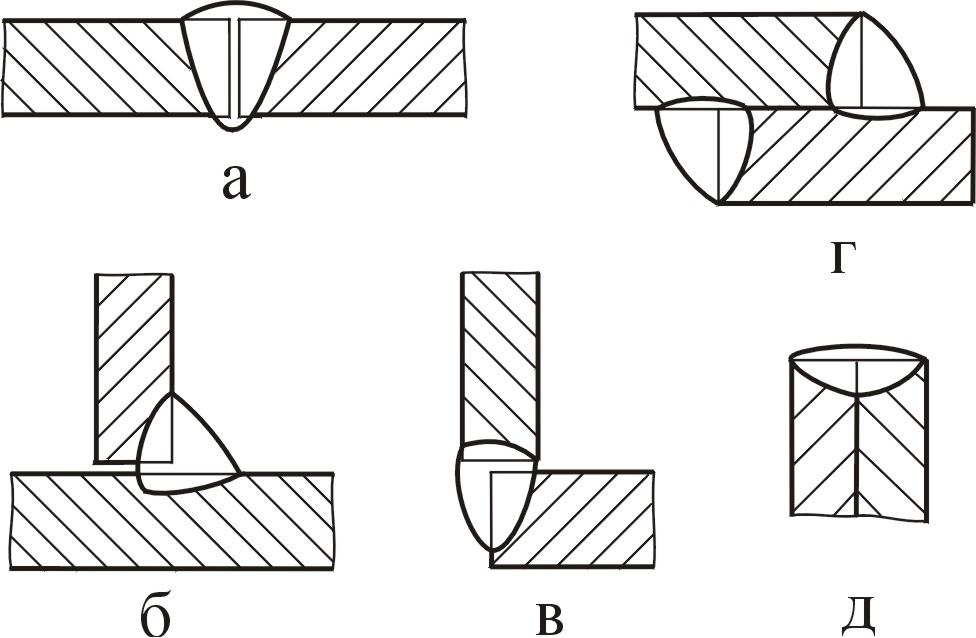 2 ,5 до 4 ,5
2 ,5 до 4 ,5 30 ,0 до 60 ,0
30 ,0 до 60 ,0Таблица 16
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
h |
e , не более |
e 1 +2 -1 |
α 1 |
α 2 |
α 1 |
α2 |
b |
g |
|||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
град. |
||||||||||||||||
|
β, град. |
|||||||||||||||||||
|
91 — 95 |
89 — 85 |
96 — 100 |
84 — 80 |
96 — 100 |
84 — 80 |
Св. 90 |
До 90 |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
Т7 |
0 ,7 s |
От 12 до 14 |
s — 1 2 |
0,9s + 5 |
s + 5 |
α — (β - 90) |
α + (β - 90) |
α — (90 - β) |
α + (90 - β) |
2 |
+1 -2 |
3 |
±3 |
||||||
|
Св. |
0,8s + 5 |
0,8s + 5 |
5 |
||||||||||||||||
|
С в . 18 до 26 |
0,8s + 5 |
6 |
|||||||||||||||||
|
Св. 26 до 38 |
9 |
||||||||||||||||||
|
Св. 38 до 46 |
1,1 s + 3 |
11 |
|||||||||||||||||
|
Св. 46 до 60 |
12 |
||||||||||||||||||

 14 до 18
14 до 18Таблица 17
Размеры , мм
|
Условное обозн а чен ие сварного соеди нения |
Конструктивные элементы |
s 1 , не м енее |
s |
h |
e , не более |
e 1 +2 -1 |
α 1 |
α 2 |
α 1 |
α 2 |
b |
g = g1 |
||||||||||
|
подготовленных кромок свариваемых деталей |
шва сварного соединения |
не более |
град. |
|||||||||||||||||||
|
β, град. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||||||||||||
|
101 — 105 |
7 9 - 7 5 |
10 6 — 1 1 0 |
7 4 — 7 0 |
101 — 105 |
7 9 - 7 5 |
10 6 — 1 1 0 |
7 4 — 7 0 |
Св. |
До 90 |
|||||||||||||
|
Т 8 |
0 ,7 s |
От 12 до 14 |
s — 1 3 |
0,8s + 5 |
0,6s + 5 |
0,6s + 5 |
s + 5 |
α — (β — 90) |
α + (β — 90) |
α + (90 — β) |
α — (90 — β) |
2 |
+1 -2 |
3 |
±3 |
|||||||
|
Св. |
s + 5 |
1,2s + 5 |
||||||||||||||||||||
|
С в . 18 до 2 0 |
5 |
|||||||||||||||||||||
|
Св. 2 0 до 26 |
1 , 3s + 6 |
|||||||||||||||||||||
|
Св. 26 до 34 |
6 |
|||||||||||||||||||||
|
Св. 32 до 40 |
0, 7s + 5 |
0, 5s + 5 |
9 |
|||||||||||||||||||
|
Св. |
||||||||||||||||||||||
|
Св. 46 до 54 |
11 |
|||||||||||||||||||||
|
Св. 54 до 6 0 |
13 |
|||||||||||||||||||||

 90
90 14 до 18
14 до 18 40 до 46
40 до 464 . При двусторонней сварке допускается удалять ранее наложенный корень шва до чистого металла любым способом.
5 .
Допускается увеличение предельных отклонений усиления шва сварного соединения ( g ) и ширины шва ( e ), выполняемого в
вертикальном, горизонтальном и потолочном положениях и на монтаже на 1
мм для s не более 26
мм и на 2 мм для s более 26
мм.
6 . Если свариваемые кромки деталей имеют неодинаковую толщину, то разность толщин ( s 1 — s ) необходимо выбирать по меньшей толщине ( s ) в соответствии с требованиями табл. 18.
В этом случае подготовку кромок следует производить так же, как для кромок одинаковой толщины, конструктивные элементы подготовленных кромок и размеры выполненного шва необходимо выбирать по большей толщине ( s 1 ).
Таблица 18
мм
|
Толщи на кромки, s |
Разность толщины s 1 — s , не более |
|
До 3 |
0 ,7s |
|
4 — 8 |
0 ,6s |
|
9 — 11 |
0 ,4s |
|
12 — 25 |
5 |
|
Свыше 25 |
7 |
При разности толщин
кромок ( s 1 — s ), свариваемых под
углом β = 179 — 160 °, превышающей пределы, указанные
в табл. 18, на кромке, имеющей
большую толщину, должен быть сделан скос с одной или с двух сторон длиной l , равной 5 ( s 1 — s ) при
одностороннем превышении кромок и 2 ,5 ( s 1 — s ) при двустороннем превышен и и
кромок до толщин тонкой кромки ( s ), как указано на черт. 1, 2.
18, на кромке, имеющей
большую толщину, должен быть сделан скос с одной или с двух сторон длиной l , равной 5 ( s 1 — s ) при
одностороннем превышении кромок и 2 ,5 ( s 1 — s ) при двустороннем превышен и и
кромок до толщин тонкой кромки ( s ), как указано на черт. 1, 2.
Ч ер т. 1
Черт. 2
7 . Допускается смещение свариваемых кромок относительн о друг друга не более:
0 ,5 мм — для кромок толщи ной до 4 мм;
1 ,0 мм — д ля кромок толщиной 4 — 10 мм;
0 ,1 s , но не более 3 мм — д ля кромок толщин ой более 10 мм.
8 . При переменном угле сопряжения деталей шов дели тся на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 .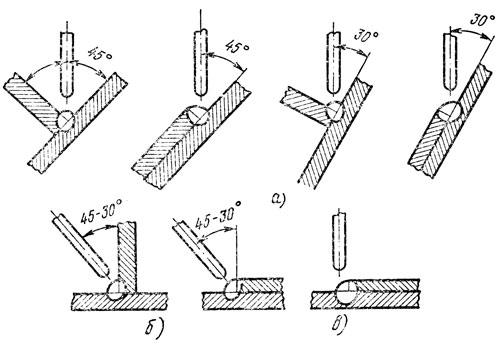 РАЗРАБОТАН И ВНЕСЕН Министерством судостроительн ой
промышленности СССР
РАЗРАБОТАН И ВНЕСЕН Министерством судостроительн ой
промышленности СССР
РАЗРАБОТЧИКИ В. А. Попо в а (руководи тель темы), Л. П. Аряшева, С. Л. Яковлева
2 . УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 .12 .75 № 3881
3 . Срок проверки — 1996 г.
Периодичность проверки — 5 лет.
4 . ВЗА МЕН ГОСТ 11534-65
5 . ПЕ РЕИЗДАНИЕ с Изменением № 1, утв ержден ным в мае 1991 г . (ИУ С 8-91)
6 . Ограничени е срока действия снято (П остан овление Государственного комитета СССР по управлен ию каче ством продукции и стандартам от 16 .05 .91 № 696 ).
Сварка в нижнем положении | Тиберис
При сварке в нижнем положении существуют следующие разновидности соединений:
- Стыковые (применяется сварной шов стыкового соединения)
- Угловые (применяется сварной шов углового, нахлестного или таврового соединений).


3.1 Сварка стыкового соединения
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
| Односторонние соединения без скоса кромок, выполняют электродами диаметром равным толщине металла, если она не превышает 4 мм. | |
| Листы диаметром от 4 до 8 мм сваривают двусторонним швом. | |
|
Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок. |
 Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, для последующих — применять электроды с большим диаметром.
Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, для последующих — применять электроды с большим диаметром.3.2 Сварка углового соединения
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
|
Сварка в симметричную «лодочку» производится при высоких значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге. При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке» |
|
|
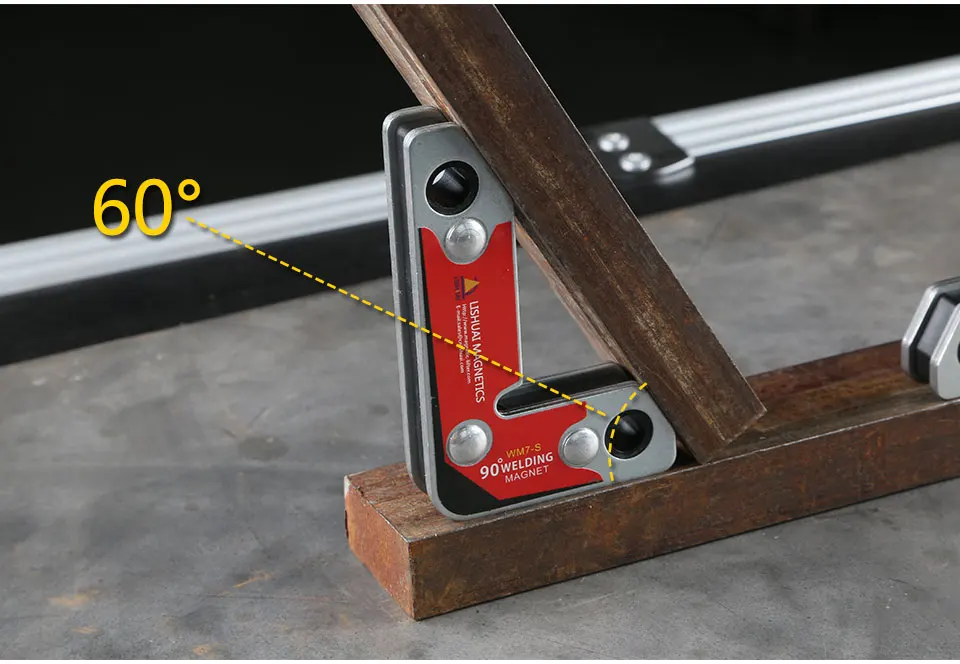
Сварка в несимметричную «лодочку» осуществляется при наклоне под углом 60 и 30 градусов. Электрод должен направлять сварочную дугу прямо в корень сварного шва. Главное — чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход. Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода. |

Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
3.3 Сварка углового соединения (таврового типа)
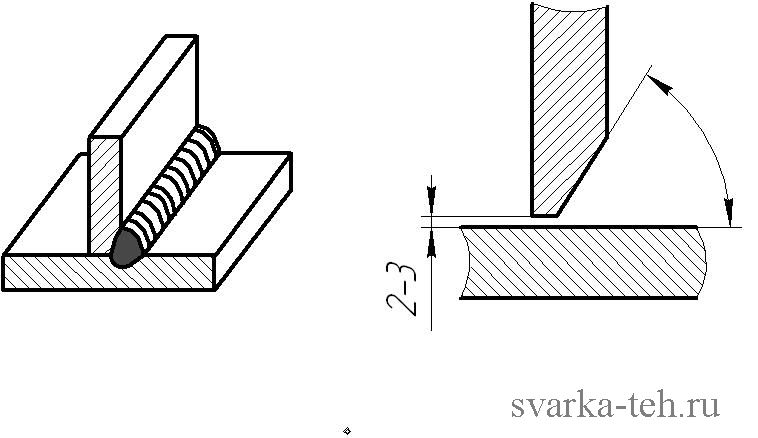
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах. Диаметр электрода для первого прохода — 4-6 мм, шов наплавляется без каких-либо поперечных колебаний электрода. Последующие проходы электродами меньшего диаметра обязательно применяются поперечные колебания (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ширину шва.
|
Важно – при сварке угловых соединений таврового типа дугу следует возбуждать на горизонтальной полке, а не на вертикальной. Все угловые швы без скоса кромок со сторонами образующими угол в 90 градусов и со стенками толщиной не больше 10 мм нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва. |
3.4 Сварка углового соединения (нахлесточного типа)
|
Для сварки нахлесточного соединения в нижнем положении при прямой полярности требуется поддерживать короткую сварочную дугу, а при обратной полярности — максимально короткую. Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов. |

Угловые сварные швы в нижнем горизонтальном положении, при нахлесточном соединении образуют, угол в 90 градусов и при низкой высоте стенок угла до 10 мм, следует применять электроды диаметром до 10 мм, а так же не стоит производить поперечные колебания электрода из стороны в сторону. Для стенок углов свыше 10 мм применять метод описанный ранее.
ГОСТ 11534-75
ГОСТ 11534-75*
Группа B05
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. N 3881 дата введения установлена 01.01.77
Ограничение срока действия снято Постановлением Госстандарта СССР от 16.05.91 N 696
Взамен ГОСТ 11534-65
* Издание (ноябрь 2001 г.) с Изменением N 1, утвержденным в мае 1991 г. (ИУС 8-91)
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами.
Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений конструкций из углеродистых и низколегированных сталей, выполняемых ручной дуговой сваркой плавящимся электродом во всех пространственных положениях при толщине свариваемого металла до 60 мм включительно с расположением свариваемых деталей под острыми и тупыми углами.
Стандарт не устанавливает типы, конструктивные элементы и размеры сварных соединений трубопроводов и сварных швов, выполняемых сваркой с глубоким проплавлением.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Таблица 1
Тип соеди- | Форма подготовленных кромок | Характер выполненного шва | Форма поперечного сечения подготовленных кромок и выполненного шва | Толщина свари- | Угол соеди- | Условное обозна- |
Угловое | Без скоса кромок | Односторонний | 1-6 | 179-91; | У1 | |
7-30 | 135-91; | |||||
Односторонний на стальной съемной или остающейся подкладке | 1-6 | 179-136 | У2 | |||
7-26 | 135-91 | |||||
Двусторонний | 2-8 | 179-91 | У3 | |||
2-30 | 135-91 | |||||
9-30 | 89-45 | |||||
Со скосом одной кромки | Односторонний | 4-26 | 179-136; | У4 | ||
Двусторонний | 4-60 | 179-136; | У5 | |||
С двумя скосами одной кромки | Двусторонний | 12-60 | 179-165; | У6 | ||
С двумя несимметричными скосами одной кромки | Двусторонний | 12-60 | 89-75; 179-165 | У7 | ||
С двумя скосами | Двусторонний | 12-60 | 179-136 | У8 | ||
Тавровое | Без скоса кромок | Односторонний | 1-30 | 91-175 | Т1 | |
Двусторонний | 1-60 | 91-135 | Т2 | |||
С одним скосом одной кромки | Односторонний | 4-26 | 91-134 | Т3 | ||
Двусторонний | 4-60 | 91-134 | Т4 | |||
Со скосом одной | Односторонний | 2-30 | 89-45; | Т5 | ||
Двусторонний | 2-60 | 89-45; | Т6 | |||
С двумя скосами одной кромки | Двусторонний | 12-60 | 91-100; | Т7 | ||
С двумя несимметричными скосами одной кромки | Двусторонний | 12-60 | 101-110; | Т8 |
3. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать yказанным в табл. 2-17.
Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать yказанным в табл. 2-17.
Таблица 2
Размеры, мм
Конструктивные | , не менее | , не более | , град | |||||||||||||
Условное | подготов- | шва сварного соединения | , град | Но- | Пред. | Но- | Пред. | |||||||||
179-160 | 159-136 | 135-91 | 89-61 | 60-46 | 45-5 | До 90 | Св. 90 | |||||||||
У1 | От 1,0 | 6 | 7 | 0 | +0,5 | 1,0 | +0,5 | |||||||||
Св. | 7 | 9 | 1 | ±1,0 | 1,5 | ±1,0 | ||||||||||
Св. 3,0 | 9 | 12 | 2 | +1,0 | 2,0 | +1,0 | ||||||||||
Св. | — | 2,5 | +2,0 | |||||||||||||
Св. 10,0 | +2,0 | |||||||||||||||
Св. 26,0 | -2,0 | |||||||||||||||

 1,5
1,5 6,0
6,0
Таблица 3
Размеры, мм
Конструктивные | , не менее | , не более | , град | |||||||||
Условное | подготовленных кромок свариваемых | шва сварного соединения | , град | Номин. | Пред. | Номин. | Пред. | |||||
179-160 | 159-136 | 135-91 | ||||||||||
У2 | От 1,0 | 6 | 7 | 0 | +0,5 | 1,0 | ±0,5 | |||||
Св. | 7 | 9 | 1 | ±1,0 | 1,5 | ±1,0 | ||||||
Св. 3,0 до 6,0 | 9 | 12 | 2 | +1,0 | 2,0 | |||||||
Св. 6,0 | — | |||||||||||
 1,5 до 3,0
1,5 до 3,0
Таблица 4
Размеры, мм
Конструктивные | , не | , не более | , град | ||||||||||||||||
Условное | подготов- | шва | , град | Но- | Пред. | Но- | Пред. | ||||||||||||
179- | 159- | 135- | 89-61 | 60-45 | 135-91 | 89-45 | Св. 90 | До 90 | |||||||||||
У3 | От 2 до 3 | 7 | 8 | Не | 3 (спра- | 2 | ±1,0 | 1,5 | ±1,0 | ||||||||||
Св. | 8 | 10 | |||||||||||||||||
Св. 5 до 8 | 9 | 12 | +1,5 | ||||||||||||||||
Св. 8 до 26 | — | Не более | +1,0 | 0,5 | +2,0 | ||||||||||||||
Св. | -2,0 | -0,5 | |||||||||||||||||

 3 до 5
3 до 5 26 до 30
26 до 30
Таблица 5
Размеры, мм
Конструктивные | , | , не более | , град | |||||||||
Условное | подготов- | шва | , град | Но- | Пред. | Но- | Пред. | |||||
179-136 | 89-46 | Св. 90 | До 90 | |||||||||
У4 | От 4 до 6 | 1 | ±1 | 0,5 | +1,0 | |||||||
Св. | 2 | +1 | +2,0 | |||||||||
Св. 10 до 16 | ||||||||||||
Св. 16 до 26 | ||||||||||||

 6 до 10
6 до 10
Таблица 6
Размеры, мм
Конструктивные | , | , не более | , град | |||||||||||
Условное | подготовленных | шва | , град | Но- | Пред. | Но- | Пред. | |||||||
179-136 | 89-46 | Св. 90 | До 90 | Св. 90 | До 90 | |||||||||
У5 | От 4 до 6 | Не более | 3 (спра- | 1 | ±1 | 0,5 | +1,0 | |||||||
Св. | 2 | +1 | +2,0 | |||||||||||
Св. 10 до 16 | Не более | |||||||||||||
Св. 16 до 26 | ||||||||||||||
 6 до 10
6 до 10
Таблица 7
Размеры, мм
Услов- | Конструктивные | , | , | |||||||||||||||||||
подготовленных | шва | не более | Но- | Пред. | ||||||||||||||||||
, град | ||||||||||||||||||||||
179- | 80- | 174- | 84- | 169- | 79- | 174- | 84- | 169- | 79- | Св. | До 90 | Св. 90 | До 90 | |||||||||
У6 | От 12 | 0,5 | +2,0 | 1,0 | ||||||||||||||||||
Св. | ||||||||||||||||||||||
Св. 30 | +3,0 | |||||||||||||||||||||

 90
90 14
14
Таблица 8
Размеры, мм
Условное | Конструктивные | , | , | |||||||||||||||||||||
подготовленных | шва | не более | град | |||||||||||||||||||||
, град | ||||||||||||||||||||||||
179-175 | 80-85 | 174-170 | 84-80 | 169-165 | 79-75 | 179-175 | 89-85 | 174-170 | 84-80 | 169-165 | 79-75 | Св. | До 90 | Св. 90 | До 90 | |||||||||
Но- | Пред. | |||||||||||||||||||||||
У7 | От 12 | 0,5 | +2,0 | 1,0 | ||||||||||||||||||||
Св. | ||||||||||||||||||||||||
Св. 20 до 30 | ||||||||||||||||||||||||
Св. | +3,0 | |||||||||||||||||||||||
 90
90 14 до 20
14 до 20  30 до 60
30 до 60
Таблица 9
Размеры, мм
Условное | Конструктивные элементы | , не более | град | , град | |||||||
подготовленных | шва сварного соединения | , град | Но- | Пред. | Но- | Пред. | |||||
179-136 | |||||||||||
У8 | От 12 до 30 | 2 | +1 | 0,5 | +2,0 | ||||||
Св. | +3,0 | ||||||||||
 30 до 60
30 до 60
Таблица 10
Размеры, мм
Условное | Конструктивные элементы | , не менее | , не более | , град | ||||||||||
подготовленных | шва сварного соединения | , град | Но- | Пред. откл. | Но- | Пред. откл. | ||||||||
91-100 | 101-110 | 111-120 | 121-135 | 136-175 | ||||||||||
Т1 | От 1,0 | 4 | 5 | 0 | +1 | 3 | +1 | |||||||
Св. | 7 | +3 | ||||||||||||
Св. 4,5 до 6,0 | 6 | |||||||||||||
Св. 6,0 | 7 | |||||||||||||
Св. | 8 | 4 | ±3 | |||||||||||
Св. 15,0 до 21,0 | 9 | 5 | ||||||||||||
Св. 21,0 до 30,0 | 10 | |||||||||||||
 2,5 до 4,5
2,5 до 4,5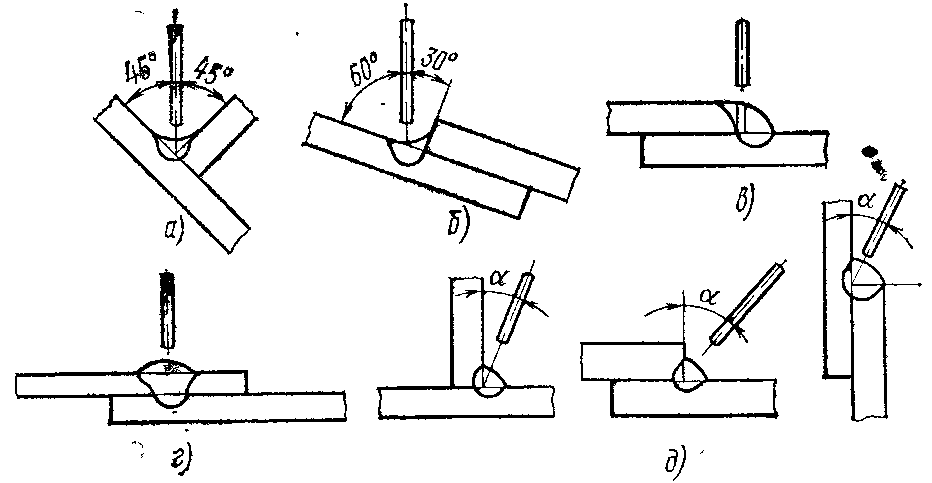 9,0 до 15,0
9,0 до 15,0
Примечание. Размер относится к нерасчетным швам. Для расчетных швов устанавливается при проектировании.
Размер относится к нерасчетным швам. Для расчетных швов устанавливается при проектировании.
Таблица 11
Размеры, мм
Условное | Конструктивные элементы | , не менее | , не более |
| , град | |||||||||||||||||
подготов- | шва сварного | , град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||||||||||
91-100 | 89-80 | 101-110 | 79-70 | 111-120 | 69-60 | 121-134 | 59-46 | 135 | 45 | 91-135 | 89-45 | Св. 90 | До 90 | |||||||||
Т2 | От 1,0 до 2,5 | 4 | 3 | 0 | +1 | 3 | +1 | |||||||||||||||
Св. | ||||||||||||||||||||||
Св. 4,5 до 6,0 | 6 | 4 | +2 | |||||||||||||||||||
Св. 6,0 до 9,0 | 7 | 5 | ||||||||||||||||||||
Св. | 8 | 6 | 4 | ±3 | ||||||||||||||||||
Св. 15,0 до 21,0 | 9 | 7 | +3 | 5 | ||||||||||||||||||
Св. | 10 | 8 | 6 | |||||||||||||||||||
Св. 30,0 до 60,0 | — | 10 | 13 | |||||||||||||||||||

 2,5 до 4,5
2,5 до 4,5  9,0 до 15,0
9,0 до 15,0  21,0 до 30,0
21,0 до 30,0
Таблица 12
Размеры, мм
Условное | Конструктивные элементы | , не менее | , не более | , град | ||||||
подготовленных кромок свариваемых | шва сварного соединения | , град | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
91-134 | ||||||||||
Т3 | От 4 | 1 | ±1 | 3 | +1 | |||||
Св. | 2 | +1 | ||||||||
Св. 8 до 12 | 4 | ±3 | ||||||||
Св. 12 до 16 | ||||||||||
Св. 16 до 20 | 5 | |||||||||
Св. | ||||||||||
Св. 24 до 26 | ||||||||||

 6 до 8
6 до 8 20 до 24
20 до 24
Таблица 13
Размеры, мм
Условное | Конструктивные | , не менее | , не более | , град |
| ||||||||
подготовленных кромок свариваемых | шва сварного соединения | , град | Но- | Пред. откл. | Но- | Пред. откл. | |||||||
91-134 | 89-46 | Св. 90 | До 90 | ||||||||||
Т4 | От 4 | 3 | 1 | ±1 | 3 | +1 | |||||||
Св. | 2 | +1 | |||||||||||
Св. 8 до 12 | |||||||||||||
Св. 12 до 16 | 4 | ±3 | |||||||||||
Св. | 5 | ||||||||||||
Св. 20 до 24 | |||||||||||||
Св. 24 до 28 | |||||||||||||
Св. 28 до 60 | 6 | ||||||||||||

 6 до 8
6 до 8  16 до 20
16 до 20
Таблица 14
Размеры, мм
Условное | Конструктивные элементы | , не менее | , град | |||||||||
подготовленных кромок | шва сварного соединения | Номин. | Пред. откл. | |||||||||
, град | Но- | Пред. откл. | ||||||||||
89-45 | 91-135 | 89-45 | 91-135 | Св. 90 | До 90 | |||||||
T5 | От 2,0 до 2,5 | 3 | +2 | 0 | +1 | |||||||
Св. | +2 | |||||||||||
Св. 4,0 до 6,0 | 4 | +2 | ||||||||||
Св. 6,0 до 9,0 | 5 | |||||||||||
Св. 9,0 до 15,0 | 6 | |||||||||||
Св. | 7 | ±2 | +3 | |||||||||
Св. 21,0 до 30,0 | 8 | |||||||||||

 2,5 до 4,0
2,5 до 4,0 15,0 до 21,0
15,0 до 21,0
Таблица 15
Размеры, мм
Конструктивные элементы | , не менее | , град | , град | ||||||||||
Условное | подготов- | шва сварного соединения | Номин. | Пред. откл. | |||||||||
, град | Но- | Пред. откл. | |||||||||||
89-45 | 91-135 | 89-45 | 91-135 | Св. 90 | До 90 | ||||||||
Т6 | От 2,0 до 2,5 | 3 | +2 | 0 | +1 | ||||||||
Св. | +2 | ||||||||||||
Св. 4,5 до 6,0 | 4 | +2 | |||||||||||
Св. 6,0 до 9,0 | 5 | ||||||||||||
Св. 9,0 до 15,0 | 6 | ||||||||||||
Св. | 7 | ±2 | +3 | ||||||||||
Св. 21,0 до 30,0 | 8 | ||||||||||||
Св. 30,0 до 60,0 | 12 | ||||||||||||
 2,5 до 4,5
2,5 до 4,5 15,0 до 21,0
15,0 до 21,0
Таблица 16
Размеры, мм
Условное | Конструктивные элементы | , не менее | |||||||||||||||||
не более | град | ||||||||||||||||||
подготовленных кромок | шва сварного соединения | , град | |||||||||||||||||
91-95 | 89-85 | 96-100 | 84-80 | 96-100 | 84-80 | Св. | До 90 | Но- | Пред. откл. | Но- | Пред. откл. | ||||||||
T7 | От 12 до 14 | 2 | +1 | 3 | ±3 | ||||||||||||||
Св. | 5 | ||||||||||||||||||
Св. 18 до 26 | 6 | ||||||||||||||||||
Св. 26 до 38 | 9 | ||||||||||||||||||
Св. | 11 | ||||||||||||||||||
Св. 46 до 60 | 12 | ||||||||||||||||||
 90
90 14 до 18
14 до 18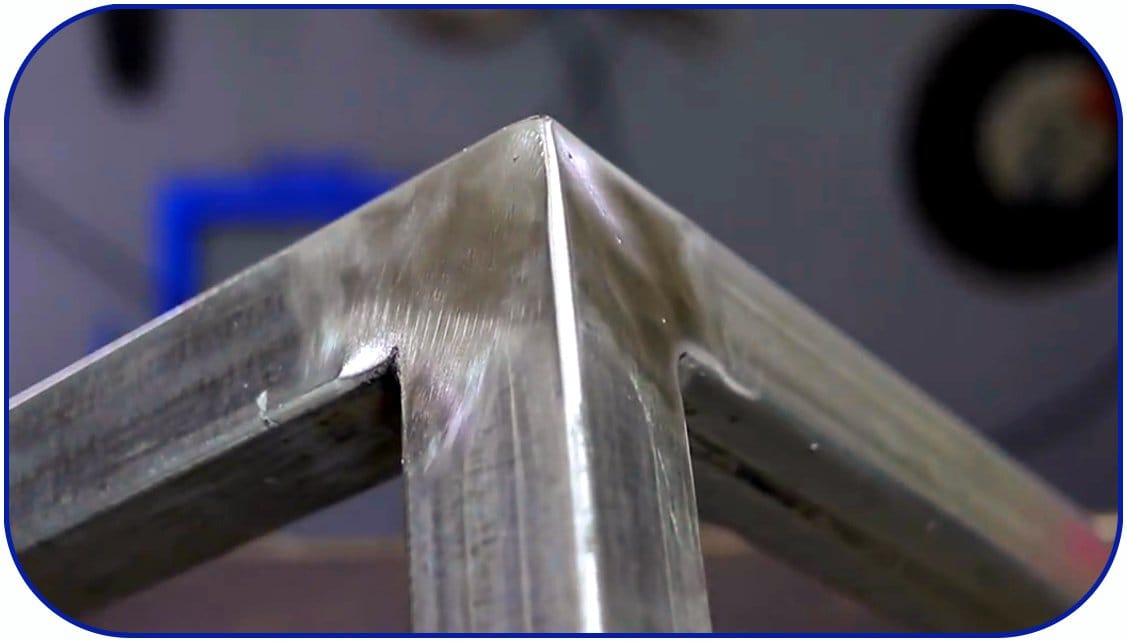 38 до 46
38 до 46
Таблица 17
Размеры, мм
Условное | Конструктивные элементы | , не менее | |||||||||||||||||||
не более | град | ||||||||||||||||||||
подготовленных кромок | шва сварного соединения | , град | Но- | Пред. откл. | Но- | Пред. откл. | |||||||||||||||
101-105 | 79-75 | 106-110 | 74-70 | 101-105 | 79-75 | 106-110 | 74-70 | Св. 90 | До 90 | ||||||||||||
T8 | От 12 | 2 | +1 | 3 | ±3 | ||||||||||||||||
Св. | |||||||||||||||||||||
Св. 18 до 20 | 5 | ||||||||||||||||||||
Св. 20 | |||||||||||||||||||||
Св. | 6 | ||||||||||||||||||||
Св. 34 | 9 | ||||||||||||||||||||
Св. 40 | |||||||||||||||||||||
Св. | 11 | ||||||||||||||||||||
Св. 54 до 60 | 13 | ||||||||||||||||||||

 14
14 26 до 34
26 до 34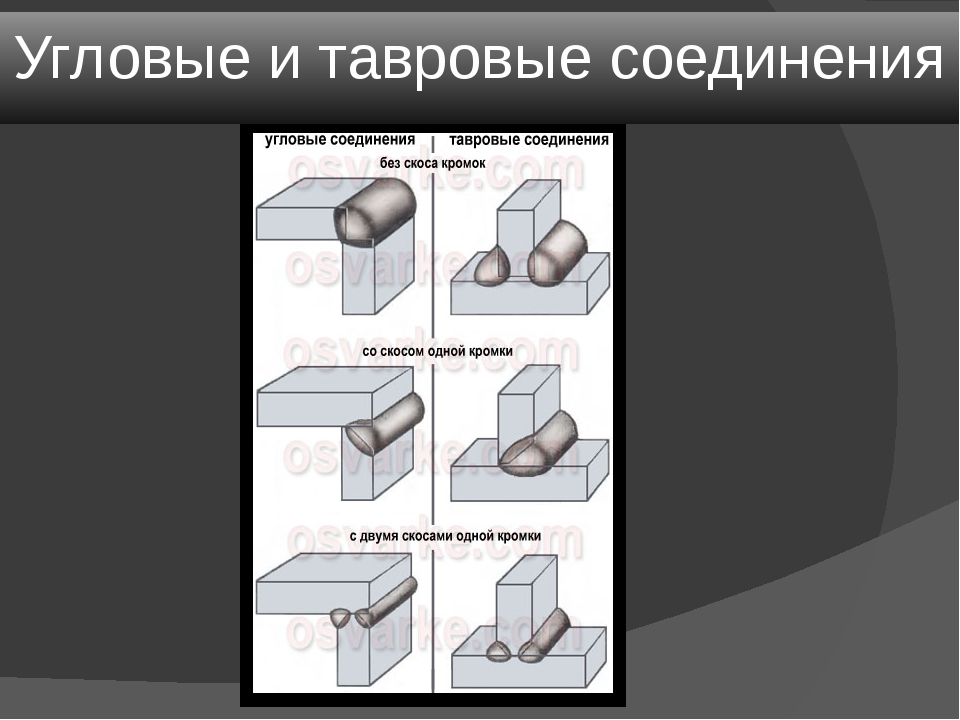 46 до 54
46 до 544. При двусторонней сварке допускается удалять ранее наложенный корень шва до чистого металла любым способом.
5. Допускается увеличение предельных отклонений усиления шва сварного соединения () и ширины шва (), выполняемого в вертикальном, горизонтальном и потолочном положениях и на монтаже на 1 мм для не более 26 мм и на 2 мм для более 26 мм.
6. Если свариваемые кромки деталей имеют неодинаковую толщину, то разность толщин () необходимо выбирать по меньшей толщине () в соответствии с требованиями табл.18.
Таблица 18
мм
Толщина кромки | Разность толщин , не более |
До 3 | |
4-8 | |
9-11 | |
12-25 | 5 |
Св. 25 | 7 |
В этом случае подготовку кромок следует производить так же, как для кромок одинаковой толщины, конструктивные элементы подготовленных кромок и размеры выполненного шва необходимо выбирать по большей толщине ().
При разности толщин кромок (), свариваемых под углом 179°-160°, превышающей пределы, указанные в табл.18, на кромке, имеющей большую толщину, должен быть сделан скос с одной или с двух сторон длиной , равной 5() при одностороннем превышении кромок и 2,5() при двустороннем превышении кромок до толщин тонкой кромки (), как указано на черт.1, 2.
Черт. 1 | Черт. 2 |
7. Допускается смещение свариваемых кромок относительно друг друга не более:
0,5 мм — для кромок толщиной до 4 мм;
1,0 мм — для кромок толщиной 4-10 мм;
0,1, но не более 3 мм — для кромок толщиной более 10 мм.
8. При переменном угле сопряжения деталей шов делится на участки. Каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2002
Угловой шов. Ошибки начинающего сварщика и их исправление
Многие сварщики-любители выполняют угловой шов с грубыми ошибками. Особенно это относится к начинающим сварщикам, которые только осваивают этот навык. Какое-то время назад на основе фотографии, присланной одним из моих читателей, я написал статью, где разбирал ошибки выполнения сварочного шва в нижнем положении. Если вы её не читали, прочитайте.
А сейчас на основе фотографии того же читателя я разберу его угловой сварочный шов. Вообще, к такому результату приводит сочетание многих ошибок, но всё же я постараюсь свой рассказ структурировать.
Итак, поехали.
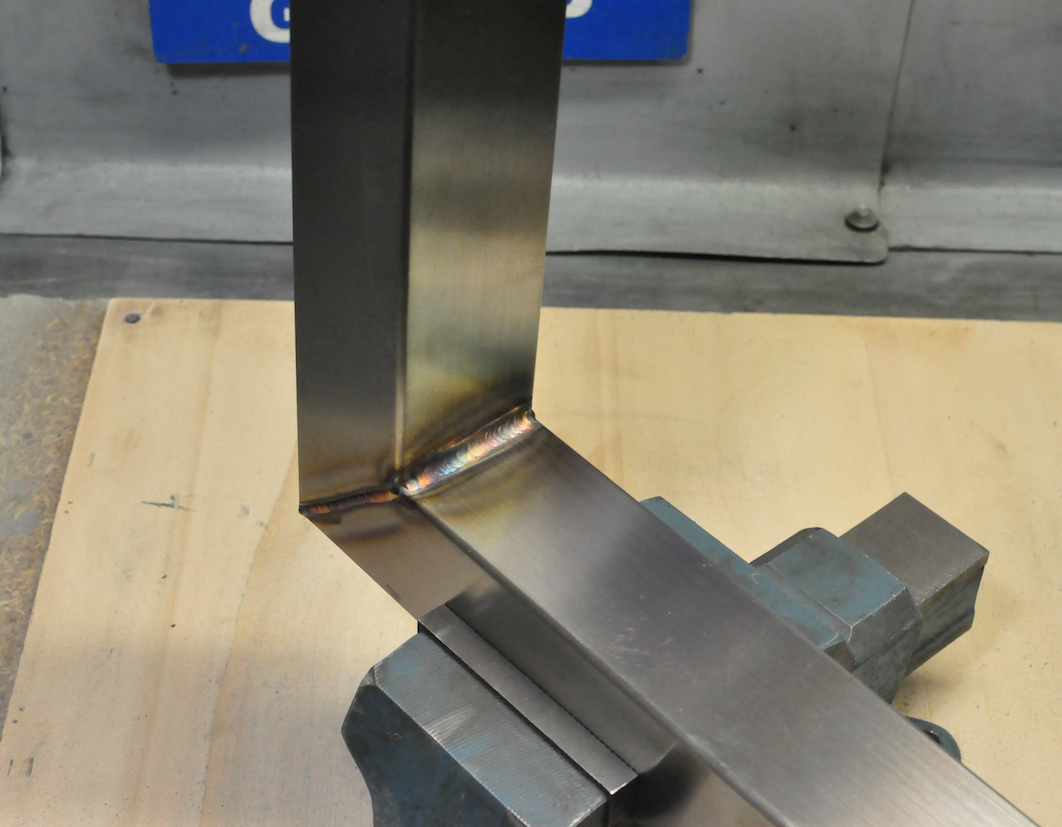
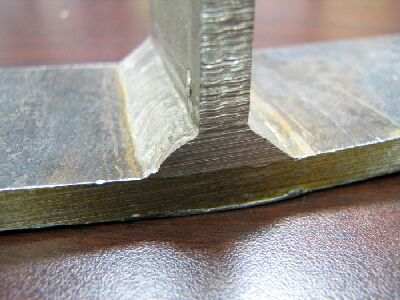
Отсутствие металла на вершине угла
Самый основной и бросающийся в глаза дефект – это отсутствие металла шва на вершине угла, т. е., в месте соединения деталей. На фото 1 я обвёл это красными овалами.
е., в месте соединения деталей. На фото 1 я обвёл это красными овалами.
Фото 1. Отсутствие металла шва на вершине угла.
Это происходит в результате неправильных движений электродом. В частности, быстрое перемещение электрода в месте соединения деталей (на вершине угла) и длительное задержание на боковых сторонах шва.
Также такому дефекту также может способствовать неправильно выбранный диаметр электрода. Дело в том, что слишком толстый электрод своими краями может касаться деталей, поэтому дуга, которая всегда идёт по кратчайшему пути, не будет «доставать» до вершины угла. Более подробно про непровар углового сварного шва читайте тут: http://www.elektrosvarka-blog.ru/uglovoj-shov-neprovar-1/
Вообще, в данной ситуации можно было бы и закончить перечисление ошибок, т.к. на фоне такого грубого дефекта всё остальное не имеет особого значения. Но давайте представим, что в месте соединения деталей (на вершине угла) металл всё же есть.
Тогда на фото 2 имеет смысл обратить внимание на то, что на вертикальной стенке (жёлтая стрелка) металла значительно меньше, чем на горизонтальной поверхности (синяя стрелка). А в правой части шва на вертикальной поверхности металла нет вообще (жёлтый овал), при этом на горизонтальной поверхности его достаточно много (синий овал).
А в правой части шва на вертикальной поверхности металла нет вообще (жёлтый овал), при этом на горизонтальной поверхности его достаточно много (синий овал).
Угловой шов с разным количеством наплавленного металла
Фото 2. Разное количество наплавленного металла на вертикальной и горизонтальной стенках.
Такое явление происходит тогда, когда электрод находится под неправильным углом к деталям, а сварщик не отслеживает, какое количество металла с электрода поступает на каждую сторону сварочного шва.
Кроме этого, я вижу ещё несколько помарок, но в данной ситуации они совсем не важны.
На самом деле, тема выполнения угловых швов гораздо шире, чем кажется на первый взгляд. Дело в том, что угловой шов может быть по-разному размещён в пространстве и у сварки в каждом положения есть свои особенности. Кроме того, проварка угла внутри и снаружи тоже имеет свои особенности (правильно взаимное положение деталей, зазоры и др.). И, к сожалению, в статьях это не передать – нужно смотреть видео.
Ещё по теме:
Причины непровара угловых швов. Часть 1
Ошибки при выполнении сварочных швов
Тонкий металл, вертикальный шов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
CORNERWELD 300/500 — Машины для сварки угловых швов
-АфганистанАландские островаАлбанияАлжирАмериканское СамоаАндорраАнгильяАнголаАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаАвстралияАвстрияАзербайджанБагамыБангладешБарбадосБахрейнБельгияБелизБелорусияБенинБермудыБолгарияБоливияБосния и ГерцеговинаБотсванаБразилияБраззавиль (Республика Конго)Британские территории Индийского океанаБрунейБуркина-ФасоБурундиБутанБуве, островЦентрально-Африканская РеспубликаЧадЧерногорияЧехияЧилиДанияДоминикаДоминиканская РеспубликаДжерси, островДжибутиЕгипетЭфиопияЭквадорЭкваториальная ГвинеяЭритреяЭстонияФарерские островаФиджиФилиппиныФинляндияФолклендские островаФранцияФранцузская ГвианаФранцузская ПолинезияГабонГаитиГайанаГамбияГанаГерманияГернси, островГибралтарГондурасГонконгГрецияГренадаГренландияГрузияГуам, островГваделупаГватемалаГвинеяГвинея-БиссауИндияИндонезияИорданияИракИранИрландияИсландияИспанияИталияИзраильЯмайкаЯпонияЙеменЮАРЮжная Георгия и Южные Сандвичевы островаЮжная КореяЮжные Французские ТерриторииЮжный СуданКаймановы островаКамерунКампучияКанадаКапе ВердеКарибские НидерландыКатарКазахстанКенияКиншаса, провинция (Республика Конго)КипрКиргизияКирибатиКитайКюрасаоКокосовые островаКолумбияКоморские островаКоста-РикаКот-д’ивуарКубаКука, островаКувейтЛаосЛатвияЛебанонЛесотоЛиберияЛитваЛивияЛихтенштейнЛюксембургМадагаскарМайотта, островМакаоМакедонияМалайзияМалавиМальдивыМалиМальтаМароккоМаршалловы островаМартиникаМаврикий, островМавританияМэн, островМексикаМикронезияМьянмаМолдавияМонакоМонголияМонтсерратМозамбикНамибияНауруНепалНидерландыНигерНигерияНикарагуаНиуэ, островНорфолка, островНорвегияНовая КаледонияНовая ЗеландияОбъединённые Арабские ЭмиратыОманПакистанПалауПалестина, ГосударствоПанамаПапуа-Новая ГвинеяПарагвайПеруПиткэрн, островаПольшаПортугалияПуэрто-РикоРеюньон, островРоссияРождества, островРуандаРумынияСШАСальвадорСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСейшелыСен-БартелемиСен-Мартен, островСен-Пьер и МикелонСенегалСент-Китс и Невис (Федерация)Сент-Люсия, островСент-Винсент и ГренадиныСербияСьерра-ЛеонеСеверная КореяСеверные Марианские островаШри-ЛанкаШвецияШвейцарияСингапурСинт-Мартен (Нидерландская часть)СирияСловакияСловенияСоломоновы островаСомалиСуданСуринамСвалбард (Шпицберген) и Ян Мейен, островаСвазиландСвятой Елены, островТаджикистанТаиландТайваньТанзанияТёркс и КайкосТогоТокелау, островаТонгаТринидад и ТобагоТунисТурцияТуркменистанТувалуУгандаУкраинаУоллис и Футуна, островаУругвайУзбекистанВануатуВатиканВеликобританияВенесуэлаВенгрияВьетнамВиргинские Острова (Великобритания)Виргинские острова (США)Внешние малые острова (США)Восточный ТиморХерд и Макдональд, островаХорватияЗамбияЗападная СахараЗимбабве
Loading. ..
..
GTA Сварка общих конструкций стыков
Три наиболее распространенных типа сварных соединений GTA — стыковые, угловые и T (угловые) — каждый из них выполняет определенную функцию в проектировании и проектировании изделий, которую другие соединения не могут заполнить. Аналогичным образом, каждый тип соединения требует определенных соображений для успешной сварки GTA, включая понимание того, почему их использовать, и лучших методов сварки для каждого из них.
Предоставлено Weldcraft
| Сварщик на этой фотографии алюминиевого тройника демонстрирует правильное расположение горелки и присадочного металла. |
Вы можете сконфигурировать все три типа соединений из мягкой стали, нержавеющей стали и алюминия, хотя для каждого типа материала требуются свои особые меры предосторожности. Перед сваркой любого соединения любого материала обязательно очистите и подготовьте материал должным образом.
Перед сваркой любого соединения любого материала обязательно очистите и подготовьте материал должным образом.
Кроме того, для каждого типа соединения расположите резак GTAW под углом 70 градусов к шву соединения, а присадочный металл — под углом 20 градусов к соединению ( см. Диаграмму 1 ).Независимо от типа соединения используйте высокочастотный пуск для работы на постоянном токе с низкоуглеродистой и нержавеющей сталью, и используйте постоянную высокую частоту для работы с алюминием переменного тока.
| Диаграмма 1 |
Стыковые соединения
Обычно используется для сосудов под давлением, трубопроводов, резервуаров и других применений, где требуется гладкая поверхность сварного шва, стыковые соединения увеличивают длину или ширину детали за счет соединения кромок двух частей материала в одной плоскости (см. Диаграмму 2) .
Диаграмму 2) .
| Схема 2 |
Стыковые соединения более толстого материала потребуют скоса или зазора между краями материала, но вы можете сделать сварной шов с полным проплавлением на плотно подогнанных соединениях, когда материал составляет 1/8 дюйма. толстый или меньше.
Для достижения равномерного проплавления обоих кусков материала (если они одинаковой толщины) вы должны наклонить резак под углом 90 градусов к плоскости обрабатываемой детали ( см. Диаграмму 3 ).Для материалов разной толщины слегка наклоните резак к более толстой детали.
| Схема 3 |
Слишком много тепла может вызвать деформацию и остаточное напряжение в сварных швах из углеродистой и нержавеющей стали, поэтому стыковые соединения на тонких материалах следует прихватывать или пропускать сварку (сваривать на дюйм, опускаться на несколько дюймов и сваривать еще на дюйм, пока не дойдете до конец шва — затем вернитесь и повторите сварку между существующими швами).
Благодаря своим свойствам рассеивания тепла алюминий не деформируется так сильно, как нержавеющая сталь, поэтому прихватки можно располагать дальше друг от друга примерно на 3 дюйма.
Тройник
Тройники состоят из двух частей материала, соединяющихся под прямым углом, образуя Т-образную форму. Тавровые соединения требуют углового сварного шва и распространены во многих сферах производства и строительства, включая конструкционную сталь, трубы и изготовление оборудования. Тройник в трубопроводах требует криволинейного углового сварного шва, поскольку контуры соединительной трубы повторяют изгиб поперечного элемента «Т».
Несмотря на то, что тройники могут давать очень прочные сварные швы, вы должны размещать сварной шов на той стороне соединения, на которую будет воздействовать любое усилие на сварной шов ( см. Диаграмму 4 ). Давление с противоположной стороны соединения может вызвать ослабление и привести к разрыву сварного шва. Сварите обе стороны стыка, чтобы добиться максимальной прочности сварного шва, или при приложении давления с обоих направлений.
| Схема 4 |
Поскольку вертикальный кусок материала краем в стыке плавится быстрее, чем плоский, угол горелки в тройнике должен направлять больше тепла на плоский кусок, чтобы избежать подрезов на вертикальном элементе.Резак должен располагаться под углом 35-40 градусов к вертикальной детали, а присадочный металл должен располагаться под углом 20-30 градусов к плоской детали (, см. Диаграмму 5 ).
| Схема 5 |
В Т-образных соединениях основной материал часто препятствует тому, чтобы чашка горелки и вольфрам подходили достаточно близко к сварному соединению. В этом случае вытяните вольфрам от края чашки, чтобы получить вольфрам примерно до своего диаметра от центра сварного соединения.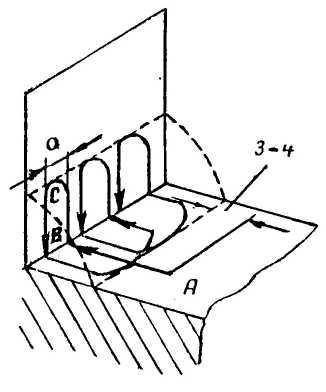
Плоский бортовой профиль обеспечивает оптимальную прочность и эффективность сварки в Т-образных соединениях. Используйте присадочный металл, который на один размер больше обычного, чтобы заполнить пространство между двумя элементами и получить плоский профиль. Следует избегать выпуклых и вогнутых сварных швов. Выпуклые сварные швы перевариваются и стоят дороже, тогда как вогнутые сварные швы могут давать более слабые сварные соединения.
Угловой шарнир
Угловое соединение состоит из двух частей материала, соединенных по краям в форме буквы «L». Когда край одного элемента прилегает заподлицо к краю другого элемента, это называется закрытым угловым соединением.Когда два края встречаются в своих углах и есть отверстие, в котором видна толщина элементов, это открытый угловой стык (, см. Диаграмму 6, ).
| Схема 6 |
Закрытые угловые стыки обычно можно выполнить сваркой плавлением без добавления присадочного металла. Просто закрепите соединение по краям и соедините два элемента вместе от одного конца до другого.
Просто закрепите соединение по краям и соедините два элемента вместе от одного конца до другого.
Для открытого углового сварного шва всегда требуется присадочный металл.Открытые угловые сварные швы, обычно используемые в мебели и других косметических целях, требуют очень точной фиксации из-за малой глубины шва и легкости плавления кромки материала.
В открытых угловых стыках следует сделать выпуклый бортовой профиль так, чтобы ширина сварного шва была не меньше толщины основного материала. Кроме того, поддерживайте высокую скорость движения тонкого материала, чтобы избежать его плавления до внутреннего угла материала.
Горелка в открытом угловом сварном шве должна рассекать угол, образованный двумя кусками материала, таким образом, чтобы к каждой детали подавалось равное количество тепла.Если две части имеют разную толщину, может потребоваться немного наклонить резак в сторону более толстой части.
Открытые угловые соединения из нержавеющей стали особенно подвержены таким проблемам, как коробление. Возможно, вам придется делать прихваточные швы каждые два дюйма или около того, в зависимости от толщины материала, чтобы обеспечить однородное соединение. Во многих случаях вам может также потребоваться закрепить материал на месте.
Возможно, вам придется делать прихваточные швы каждые два дюйма или около того, в зависимости от толщины материала, чтобы обеспечить однородное соединение. Во многих случаях вам может также потребоваться закрепить материал на месте.
имеют много общего, но также имеют много различий, которые требуют рассмотрения.Понимание их уникальных применений и правильных методов для каждой из них обеспечит прочную основу для успешной сварки GTA.
Сварные соединения и не только: 10 шагов
Мы готовим горячекатаный плоский пруток к сварке путем предварительного шлифования после чистовой обработки стана. Эта отделка защищает сталь от ржавчины при транспортировке с мельницы на ваше рабочее место, но если ее не удалить, у вас будет загрязненный сварной шов, который потенциально может сломаться.
Рекомендуется использовать угловую шлифовальную машину для снятия фаски с кромок стальной заготовки перед сваркой.Создавая две фаски на стыковых кромках, вы создаете крошечную впадину, в которой будет образовываться сварочная ванна. Выполнение этого для стыковых швов — хорошая идея для обеспечения хорошего проплавления.
Завершите первый прихваточный шов. Для этого поместите электрод, выступающий из пистолета, между бороздкой скошенной впадины, созданной с помощью угловой шлифовальной машины. Ваша проволока не должна касаться основного материала. Нажмите на спусковой крючок на две секунды и завершите движение петли закрепки.
Повторите это действие, чередуя из стороны в сторону, чтобы тепло распределялось равномерно, пока не получится расстояние между гвоздями 1 дюйм к 1.5 дюймов друг от друга по всему пролету, который соединяется встык.
Проведите сварные швы по стыку, начните с соединения прихваток на внешних краях, а затем продвигайтесь по направлению к центру. нижнюю часть ложи вверх, продвигая сварной шов вперед кончиком пистолета, однако это не всегда удобно и не является хорошим способом начать обучение. Вначале совершенно нормально сваривать в любом направлении / положении, которое удобно и работает на вас.
После завершения сварки плоского стержня у вас остается большая неровность, на которой в сварочную ванну был добавлен присадочный материал. Вы можете оставить это, если хотите, или вы можете отшлифовать его, в зависимости от того, для чего вы используете металл.
Если вы обнаружите зазоры в сварном шве, вы можете зашпаклевать зазоры, в которых шов не прошел должным образом, и снова отшлифовать материал. Обычно это означает, что вам нужно больше мощности и больше проволоки для заполнения сварного шва.
Учебное пособие поTIG — сварка внешнего угла
Главное, что отличает внешние угловые стыки от других стыков — меньшее газовое покрытие. Нет стали, чтобы подпрыгнуть выключить газ, поэтому газ проходит мимо сварного шва, а не висит вокруг, чтобы защитить его. Мы увеличили расход газа с 6 л / мин до 9 л / мин. для этого стыка, и пока мы остались с газовым кожухом номер 7, немного большего размера можно использовать для улучшения газового покрытия вдоль соединение.
Вылет вольфрама уменьшен примерно до 4 мм. Видимость сварного шва не проблема, поэтому имеет смысл приваривать ближе к источнику газа.
В наружном углу сварной шов выполняется на двух краях, которые будут имеют тенденцию к возгоранию, поэтому токи также снижаются от стыковых швов — мы используется около 50 ампер с вольфрамом 1,6 мм и используется наполнитель 1,0 мм стержень.
Все стыки по возможности сварены сверху — это перевернуть конструкцию на бок намного проще, чем делать TIG сваривайте вертикально, но для внешнего угла это означает, что ваша рука будет быть на скамейке запасных.Чтобы обеспечить точное положение резака, мы используя деревянный брусок подходящего размера, чтобы положить руку на него.
Сварной шов выглядит немного более серебристым, чем предыдущие швы. Это потому что мы свариваем нержавеющую сталь, которая очень чувствительна к газу — серебристый цвет — это поверхностное окисление, которое можно удалить с помощью полировальный круг.
Ток и скорость хода настроены так, что сварной шов просто плавит края угла, оставляя плавную кривую.
Приварка угла с внутренней стороны сварка) обычно дает более прочный сварной шов, чем сварка за пределами угла. Угловой шов усиливает соединение где сварной шов на внешнем углу будет иметь тенденцию становиться немного тоньше чем исходный материал.
Мы могли бы добиться более прочного сустава, оставив промежуток между двумя листов (открытый угловой стык), а затем идет на проплавление, как в стыковое соединение.Из нержавеющей стали потребуется продувка защитным газом задняя часть сустава.
Угловые швы
В этом разделе вы узнаете об угловых сварных швах. Угловой шов на самом деле небольшой угловой шов, но очень похож на стыковой шов. Так и будет поможет вам перейти от угловых швов к открытым стыковым швам.
РИСУНОК 35 — Первый проход углового сварного шва.
Используйте две плоские пластины размером не менее 1/4 дюйма.толстый. Поместите края вместе, так что они просто соприкасаются, и плоские грани пластин образуют 900 «В», ил. 35.
Закрепите пластины в этом положении. Затем поместите сборку на заземленный верстак так, чтобы маленькая буква «V» на краях была обращена вверх. Угол может идти параллельно переднему краю или от него. скамейка.
В этом упражнении важно научиться перемещать электрод. на первом проходе с правильной скоростью, не прожигая края и расплавленный металл просачиваются на нижнюю сторону.
Первый проход
Используйте электроды 1/8 дюйма на ток от 90 до 100 ампер и действуйте следующим образом:
(1) Направьте конец электрода прямо в нижнюю часть буквы «V». проточите и дайте дугу.
(2) Удерживайте дугу так, чтобы конец электрода находился примерно в 1/8 дюйма от дно канавки и наклонено вперед по ходу движения От 5 до 10 градусов.
(3) Когда дуга прочно установится, начинайте двигаться медленно, устойчиво. скорость к противоположному концу канавки, см. рис.36.
(4) Переместите электрод со скоростью так, чтобы соприкасающиеся края пластины просто плавятся и дно расплавленной лужи чуть опускается немного за углом.
РИСУНОК 36 — Конец электрода должен быть примерно на 1/8 дюйма выше
дно паза. Двигайте электрод с постоянной скоростью.
Сначала будет сложно сделать этот шов, но продолжайте попытки. Новичок обычно движется слишком быстро и не позволяет луже достигать дна угол, где пластины соприкасаются, иначе он движется слишком медленно, и лужа полностью проваливается.
Правильное сочетание сварочного тока, положения электрода и хода скорость для получения желаемого количества проплавления даст немного отверстие на передней кромке кратера прямо под кончиком электрода.
Это отверстие иногда называют «замочной скважиной». Научитесь следить за этим отверстием замочной скважины и держать его, не позволяя ему становиться слишком большим и вызывать вы потеряете контроль и прожигаете. Наличие замочной скважины говорит вы, что вы плавите на обратной стороне канавки.Этот необходим, если вы хотите, чтобы ваш сварной шов был максимально прочным. Ссылаться болеть. 37.
РИСУНОК 37 — Следите за «замочной скважиной» при выполнении углового шва.
Практикуйтесь, пока не научитесь координировать плавление и движение, чтобы лужа замерзает за дугой как раз перед тем, как она иначе провалилась бы низ фаски.
Помните, что тепловложение — это комбинация времени, температуры и БТЕ, а также то, что масса металла влияет на плавление.Так если кажется, что металл в нижней части канавки становится слишком горячим и жидким, либо переместите его немного быстрее, либо слегка сплетите электрод из стороны в сторону. Такое плетение направит больше тепла на стороны паза, где металл толще. Если вы прожигаете или обнаружен большой разрыв, комбинация хлыста и плетения может использоваться для контроля размера расплавленной лужи и скорости, с которой наплавленный металл.
Отбейте вперед вдоль одного из краев пластины примерно на 1/4 дюйма и отогните назад. в лужу, чтобы отложить больше металла. Переплетите сварочную лужу, чтобы противоположный край тарелки и снова хлестнуть вперед. Альтернативные края пластины для каждого движения вперед.
Если кажется, что нижние края канавки не нагреваются и не плавятся достаточно, держите электрод прямо в нижней части буквы «V» и при необходимости замедлить поступательное движение.
Сделайте хороший, гладкий, проникающий первый проход.Очистите сварной шов с помощью молотка и металлической щетки, затем внимательно посмотрите на него. Видеть если вы можете найти места, где вы двигались слишком медленно или слишком быстро. Попробуй решите, глядя на сварной шов, где у вас все получилось, а где у вас получилось не очень хорошо.
Самокритика очень важна при обучении сварке.
Второй проход
Теперь при использовании электрода того же размера и типа и той же силы тока второй проход над первым.
ил. 38. Второй проход должен использовать движение ткачества, изученное в Раздел 6 и используется в Разделе 8.
Помните, когда вы плетете из стороны в сторону, колеблясь с каждой стороны сварного шва и быстро перемещаться по центру.
Сейчас хорошее время, чтобы рассмотреть два важных момента, которые ранее подчеркивалось несколько раз:
(1) Привыкайте смотреть на лужу целиком, а не на какую-либо часть из этого.
(2) Делайте медленное, устойчивое, равномерное движение вперед со скоростью, которая растапливает оба стороны и низ основного металла, наносят нужное количество присадочного металла, а при замерзании сварит две детали в одну сустав такой же сильный, как и каждая его часть.
После завершения второго прохода хорошенько очистите его и осмотрите осторожно.
Если у вас есть подрезы по бокам, вероятно, вы не сделали этого. стесняйтесь достаточно долго по бокам.
РИСУНОК 38 — Второй проход с использованием ткацкого движения.
Третий проход
V-образный паз, образованный краями пластины, вероятно, не будет заполняется за два прохода с электродом 1/8 дюйма (хотя он должен быть почти заполненный). Поэтому сделайте третий проход (см. Рис. 39), используя электрод того же размера и типа и с той же силой тока.
Этот третий проход будет по сути похож на второй проход, но немного шире, поэтому вам придется больше заботиться о заполнении краев, колеблясь По сторонам.Кроме того, поступательное движение должно быть медленнее, потому что каждое движение плетения от одной стороны к другой будет вносить больше металл, а это требует больше времени.
РИСУНОК 39 — Третий проход с использованием более широкого ткацкого движения.
Если металл сварного шва уложен высоко в центре канавки, это, вероятно, потому что вы слишком медленно двигались через центр.
Если рябь или бусинки грубые и неровные, это потому, что поступательное движение электрода было неравномерным и недостаточным.
По завершении третьего прохода очистите сварной шов и осмотрите его. осторожно.
Теперь, чтобы проверить качество сварного шва, поместите сварную деталь в тиски (как показан на илл. 40) и прижмите пластины друг к другу, пока они не встретятся. Смотреть на сварном шве, чтобы увидеть, не отделился ли он в центре или оторвался с любой пластины. Он не должен отделяться или отделяться.
РИСУНОК 40 — Сварной шов не должен расслаиваться или отслаиваться при испытаниях, например
это.
Дополнительная практика
Пластины, которые вы использовали для выполнения первого углового шва, можно снова используется для отработки дополнительных угловых сварных швов.
Отметьте пластины сразу за сварным швом и вырежьте сварной шов с обеих частей. Установите части пластины, как раньше, и сделайте еще один сварной шов.
Воспользуйтесь своими ошибками и сделайте второй шов лучше первого один.
Когда этот второй сварной шов будет завершен, поместите его в тиски (как показано на больной.41) и раздвиньте две пластины, чтобы выровнять узел. Затем посмотрите на нижнюю сторону, чтобы увидеть, есть ли трещины или незакрепленные участки. Металл сварного шва должен быть прочным и прочным, хорошо сплавленным с обеими частями. плиты.
Сделайте еще несколько швов этого типа, тщательно попрактиковавшись, чтобы улучшить ваша техника. По мере практики вы сможете увидеть и понять подробнее о том, что происходит в сварочной ванне. Как вы видите и понимаете больше, вы сможете лучше контролировать лужу.
РИСУНОК 41 — Разорванный сварной шов не должен иметь трещин или несплавленных участков.
Предыдущая: Филе
Сварные швы
Далее:
Глоссарий терминов по сварке HOME
Новые методы обработки угловых соединений с использованием сварки трением с перемешиванием
J P Martin 1 , C Stanhope 1 и S Gascoyne 2
1 Технологический центр TWI (Йоркшир)
2 Центр докторской подготовки по передовым металлическим системам, Шеффилд
Документ представлен на Ежегодном собрании и выставке TMS 2011.Сан-Диего, Калифорния, США. 27 февраля — 3 марта 2011 г.
Сварка трением с перемешиванием, алюминиевые сплавы, сварка углов, новые методы сварки плавлением
Аннотация
В большинстве коммерческих приложений FSW используются простые конфигурации стыковых соединений, а альтернативные конструкции, такие как тройники и угловые сварные швы, рассматриваются очень редко. В этой статье представлена разработка новых методов, которые продемонстрировали возможность получения высококачественных внутренних угловых сварных швов с использованием адаптации стационарной плечевой сварки трением с перемешиванием.Дальнейшие усовершенствования с использованием фасонного уступа также позволили добавить радиусы скругления к внутренним углам и использовать расходную присадочную проволоку, чтобы обеспечить материал для галтели. Объясняются принципы этих методов, включая результаты испытаний разработки процесса для ряда алюминиевых сплавов, включая металлургические исследования, оценки механических свойств и их связь с циклами термической сварки. Развитие этих методов может быть применено к ряду новых геометрических форм соединений и расширит возможности проектирования изделий.
Введение
Сварка трением с перемешиванием (FSW) — это относительно развитая технология соединения в твердом состоянии, которую можно использовать для сварки большинства алюминиевых сплавов, в том числе тех, которые трудно сваривать с использованием традиционных процессов плавления. [1] Эта технология представляет особый интерес для транспортных приложений, поскольку считается, что сварные конструкции обеспечивают экономию затрат и веса. В большинстве коммерческих приложений FSW используются простые конфигурации стыковых соединений, а альтернативные конструкции, такие как тройники, угловые сварные швы, коробчатые секции и т. Д., Рассматриваются очень редко.
В конце 2004 — начале 2005 года TWI разработала инновационную технику под названием «Стационарная плечевая сварка трением с перемешиванием» (SSFSW) в основном для сварки материалов с низкой теплопроводностью, таких как титановые сплавы, где более равномерное тепловложение в сварном шве является полезным. Основной сварочный механизм в SSFSW состоит из вращающегося штифта, расположенного в невращающемся уступе, который скользит по поверхности материала во время сварки. Испытания стыковой сварки с использованием системы SSFSW на листе Ti-6Al-4V толщиной 6 мм дали очень гладкие, почти полированные поверхности шва без уменьшения поперечного сечения и с постоянным и почти линейным подводом тепла по всему сечению шва. [2]
Технология SSFSW дает возможность соединять пластины, расположенные в разных угловых плоскостях, например, Т-образные соединения, с помощью фигурного стационарного плеча. Этот метод может помочь преодолеть некоторые из проблем, связанных с выполнением Т-образных соединений с использованием обычных инструментов FSW, о которых сообщил Steel et al [3] об устранении границ раздела стыков и образовании небольших трещин в углах, о которых сообщил V Osanic et al [4]. , а также исключающий подрезку сварного участка.M Penalva [5] представил в 2010 году работу по изготовлению неармированных Т-образных стыковых соединений методом SSFSW; однако сообщалось о небольших объемных дефектах пустот.
Угловые соединения SSFSW
Разработанный сварочный механизм состоял из вращающегося штифта, расположенного в невращающемся плече, имеющем форму внутреннего угла свариваемых пластин. Формованный выступ содержит перемешанный материал и скользит по поверхности материала во время сварки. На рисунке 1 схематически показан метод, применяемый к конфигурации Т-образного шва.
Рис. 1. Схема Т-образного шва с использованием уголка SSFSW
Первоначальные испытания изготовления образцов Т-образных профилей из пластин из деформируемого алюминиевого сплава 6082-T6 толщиной 8 мм, а также из разнородной комбинации сплавов AA7075-T6 и AA2014-T6 позволили получить сварные швы с превосходным качеством сварки и компоненты с низким уровнем деформации, как показано на рис. .
Рис. 2. Т-образный профиль, изготовленный Corner SSFSW, толщиной 8 мм AA7075-T6 и AA2014-T6: a) Общий вид; и б) макрограф
Образцы показали все преимущества техники SSFSW; очень гладкие поверхности сварных швов, отсутствие уменьшения поперечного сечения и небольшие зоны термического влияния, однако острый внутренний угол считается вредным для свойств соединения, особенно в отношении склонности соединения к усталости.Последние разработки, особенно в конструкции плеча, продемонстрировали возможность минимизировать эти концентраторы напряжения за счет формирования радиуса галтеля между прилегающими пластинами.
Угловые угловые соединения SSFSW
Первый метод, разработанный для достижения радиуса скругления, заключался в использовании задней кромки неподвижного плечевого башмака для придания формы выходящему сварочному материалу. Была изготовлена ножка увеличенного размера с двумя скосами под 45 °. Этот дополнительный материал перемешивали в процессе сварки, а затем экструдировали или выковывали в форме галтели на выходе из заплечика.Эта техника получила название Corner Fillet SSFSW. На рис. 3 показана схема метода, применяемого к конфигурации внутреннего углового сварного шва.
Рис. 3. Схема углового скругления SSFSW: а) вид сварного шва; и б) вдали от сварного шва
Опять же, компоненты образца Т были изготовлены из различных марок алюминиевого сплава. Пример комбинации разнородных сплавов Т-образного сечения AA7075-T6 и AA2014-T6 показан на рис. 4 .
Рис. 4. Т-образный профиль, изготовленный Corner Fillet SSFSW, толщиной 8 мм AA7075-T6 и AA2014-T6: a) Общий вид; и б) макрограф
На рис. 5 показаны две карты твердости, полученные для двух Т-образных сечений, изготовленных с помощью Corner Fillet SSFSW, толщиной 8 мм AA7075-T6 и AA2014-T6, полученных при разных скоростях поперечного сечения сварного шва и, следовательно, подводимой энергии сварного шва. Последовательность сварки заключалась в том, что первый шов выполнялся с правой стороны Т-образной стойки, а затем с левой стороны.Эти графики ясно показывают влияние отжига второго сварного шва на предыдущий сварной шов, а также большую зону термического влияния и более низкую твердость в сварном шве с более высокими энергозатратами.
Рис. 5. Т-образные профили, изготовленные с помощью Corner Fillet SSFSW, толщиной 8 мм AA7075-T6 и AA2014-T6: a) Высокая теплоотдача; и б) Низкое тепловложение
Несмотря на незначительную оптимизацию технологии, механические характеристики этих сварных швов были хорошими. Были проведены два простых механических испытания на растяжение; испытание на отрыв пластины и испытание на отрыв ноги, как схематично показано на , рис. 6, .
Рис. 6. Схематический чертеж механических испытаний углового скругления SSFSW толщиной 8 мм AA7075-T6 и AA2014-T6: a) испытание на растяжение основания; и б) Испытание на отрыв ноги
Результаты этих начальных испытаний показаны в Таблице 1 . Термообрабатываемые сплавы в обоих испытаниях не выдержали испытаний в зонах термического влияния, а сплав 5083-O — в основном материале. Ожидается, что свойства при растяжении соединения в термообрабатываемых сплавах будут улучшены за счет оптимизации процесса.
Таблица 1. Результаты механических испытаний Corner Fillet SSFSW из различных алюминиевых сплавов
| Алюминиевый сплав Марка | Предел прочности МПа | ||
|---|---|---|---|
| Основание | Нога | Испытание на растяжение | Испытание на отрыв |
| 6082-T6 | 6082-T6 | 231 | 217 |
| 5083-О | 5083-О | 300 * | 310 * |
| 2014-T6 | 7075-T6 | 408 | 446 |
* Обозначает разрушение основного материала
Угловые угловые стыки AdStir SSFSW
Во втором методе было продемонстрировано, что присадочная проволока может быть добавлена в угловой шов во время процесса сварки.Этот метод, получивший название Corner AdStir Fillet SSFSW, дает возможность производить скругленные угловые соединения из плоских деформированных пластин, причем материал скругления обеспечивается присадочной проволокой, аналогично процессам сварки плавлением, однако подготовка стыков к сварке не требуется. На рис. 7 схематически показан метод.
Рис. 7. Схема Corner AdStir Fillet SSFSW: а) вид на сварной шов; и б) вдали от сварного шва
Первоначальные испытания были выполнены на аналогичной конфигурации тройника из алюминиевого сплава с использованием AA6082-T6 в качестве материала компонента и присадочной проволоки.Эти произведенные компоненты имеют такой же общий вид, как и предыдущие Т-образные секции, полученные с использованием углового скругления SSFSW. Макроструктура сварного шва показана на рис. 8a . Поскольку для этих испытаний было доступно только ограниченное количество присадочной проволоки, AA6082-T6 снова использовался в качестве наполнителя для изготовления аналогичного Т-образного профиля из алюминиевого сплава в AA5083-O. Снова были сделаны качественные сварные швы; Макроструктура этого сварного шва показана на рис. 8b . Этот раздел четко показывает степень перемешивания металла в соединении.
Рисунок 8.Т-образные секции, изготовленные Corner AdStir Fillet SSFSW, толщиной 8 мм; а) основание и ножка AA6082-T6 с наполнителем AA6082-T6; б) основание и ножка AA5083-O с наполнителем AA6082-T6; в) основание и ножка AA5083-O с наполнителем AA5356-T6; и d) основание AA2014-T6 и ножка 7075-T6 с наполнителем AA6082-T6
Этот сварочный шов был снова повторен с использованием расходуемого сварочного прутка TIG производства ESAB под названием OK Tigrod 5356. Эта присадочная проволока является широко используемым сварочным сплавом и может быть классифицирована как присадочный сплав общего назначения и обычно выбирается из-за ее относительно высокой прочность на сдвиг.Результирующая макроструктура этого сварного шва показана на рис. 8c .
Наконец, Т-образная секция из разнородной комбинации сплавов AA7075-T6 и AA2014-T6 была изготовлена с наполнителем AA6082-T6. Результирующая макроструктура этого сварного шва из трех сплавов показана на рис. 8d .
Все четыре Т-образных профиля прошли механические испытания. Результаты этих испытаний показаны в Табл. 2 . И снова соединения термообрабатываемых сплавов с использованием присадки AA6082-T6 оба испытания не прошли испытания в зоне термического влияния.Типичный отказ показан на рис. 9a . Соединения, выполненные в AA5083-O, вышли из строя в основном материале независимо от используемого наполнителя, как показано на рис. 9b . Ожидается, что свойства при растяжении соединений, выполненных из термообрабатываемых сплавов, будут улучшены за счет оптимизации процесса.
Таблица 2. Результаты механических испытаний Corner AdStir Fillet SSFSW из различных алюминиевых сплавов
| Алюминиевый сплав марки | Предел прочности МПа | |||
|---|---|---|---|---|
| Основание | Опора | Наполнитель | Испытание на растяжение | Испытание на отрыв |
| 6082-T6 | 6082-T6 | 6082-T6 | 237 | 244 |
| 5083-О | 5083-О | 6082-T6 | 286 * | 291 * |
| 5083-О | 5083-О | 5356 | 288 * | 314 * |
| 2014-T6 | 7075-T6 | 6082-T6 | 405 | 429 |
* Обозначает разрушение основного материала
Рисунок 9.Позиции трещин на Т-образных профилях толщиной 8 мм, изготовленных Corner AdStir Fillet SSFSW: a) основание и ножка AA6082-T6 с наполнителем AA6082-T6; и б) основание и ножка AA5083-O с наполнителем AA6082-T6
Наконец, чтобы оценить способность метода AdStir, чтобы компенсировать плохое выравнивание пластины простого испытание проводило в секции Т, где пластина ноги была подготовлена для имитации увеличения зазора между собой и опорной плитой от 0 до 1 мм. Эти пластины были приварены только с одной стороны с использованием техники Corner AdStir Fillet.Присадочная проволока обеспечивала не только материал для образования наполнителя, но и зазор между пластинами. Сварной шов имел очень хороший внешний вид и прочный макрошлиф, как показано на рис. 10a) и b соответственно.
Рис. 10. Т-образный профиль, изготовленный Corner AdStir Fillet SSFSW из пластин AA6082-T6 толщиной 8 мм с аналогичной присадочной проволокой с переменным зазором между пластинами: a) Общий вид; и b) Макроразрез, показывающий прочный сварной шов и зазор в пластинах на обратной стороне сварного шва
Резюме
В этой статье представлен обзор последних работ TWI по новым технологиям для угловых соединений с использованием сварки трением с перемешиванием на неподвижных уступах, разновидности процесса FSW.Эти методы могут оказаться важным шагом вперед в твердофазной сварке, а также позволяют сваривать конфигурации соединений, которые считаются невозможными при использовании традиционных методов FSW.
В дополнение к преимуществам SSFSW, недавно разработанные методы сварки углов предлагают потенциал для расширения диапазона применений, в которых может применяться FSW, а также предлагают некоторые новые уникальные свойства.
- Использование кованых плит вместо профилей на заказ
- Конструкции, изготовленные в которых соотношение размеров и толщины не позволяет использовать экструзию
- Изготовленные компоненты с заданными свойствами с использованием разнородных материалов
- Добавление материалов наполнителя для третьего корпуса, потенциально обеспечивающих улучшенные характеристики
- AdStir может увеличить допустимые отклонения при настройке компонентов
TWI продолжает работу по дальнейшему развитию и оценке этих и других методов SSFSW, и считается, что этот новый процесс имеет большой потенциал и может предложить значительные технические и экономические преимущества по сравнению с традиционными методами.
Текущие интересы и деятельность в основном сосредоточены в транспортном секторе; однако считается, что эта работа имеет отношение ко многим другим отраслям промышленности.
Патенты
Nippon Light Metal (NLM) имеет выданный японский патент на сварку трением с перемешиванием (FSW) внутренних угловых соединений с использованием стационарного уступа, JP 4240579 B.
Благодарности
Исследования в этой области поддерживаются основными исследовательскими программами TWI, которые финансируются и контролируются промышленными компаниями-членами TWI.
Список литературы
- П. Л. Треджилл и М. Э. Нанн (2003) «Обзор сварки трением с перемешиванием: Обзор процесса, часть 1», Отчет членов TWI MR760 / 2003
- М. Дж. Рассел и К. Блинно (2006) «Последние разработки в сварке титановых сплавов трением с перемешиванием», Proc. 6-й Int. Симпозиум по сварке трением с перемешиванием, Документ 14, Сен-Совер, Квебек, Канада
- R J Steel, Т. В. Нельсон, К. Д. Соренсен и С. М. Пакер: «Сварка трением с перемешиванием конфигураций стальных тройников» (2005) Proc.Int. Конф. по «Морской и полярной инженерии», Сеул, Корея, ISOPE, 1-5
- V Ocenásek, M Slámová, J F dos Santos и P Vilaça (2005) «Микроструктура и свойства алюминиевых сплавов для сварки трением с перемешиванием», Proc. МЕТАЛЛ 2005-14-я Международная конференция «Металлургия и материалы», Градец-над-Моравичи, Чешская Республика
- Penalva M, Arregi B, Rivero A, Buffa G, Fratini L 2010 (2010) «Разработка угловых угловых соединений» 8th Int FSW Symp, Timmerdorfer Strand, Германия
6 различных типов сварных соединений — в чем различия?
0Последнее обновление: 25 марта 2020 г.
Изображение предоставлено: Hortlander, Flickr
Вы боретесь с терминологией сварных швов или не знаете, как сварить конкретный шов наилучшим образом для вашего проекта? Без подробного руководства или значительного опыта это может быть сложно.Читайте дальше, и вы узнаете о шести соединениях, их различиях и о том, на что обращать внимание при их сварке.
Есть два типа сварных швов, выполняемых в шести различных соединениях. Все они просты для понимания, и когда каждое имя будет объяснено, вы оцените полезные словесные перехваты, которые каждое имя должно запомнить.
Два типа сварных швов
Эти два шва могут выполняться одинаково. Их сила может отличаться в зависимости от того, как они подготовлены и выполнены в своих настройках, но в основном это пространство, в которое вы ввариваетесь, определяет его название.
1. Стыковая сварка
Стыковой шов — это когда две грани разных пластин плотно прилегают друг к другу и заподлицо вдоль их вершин. Иногда они расположены под небольшим углом, но обычно они выровнены прямо. Этот сварной шов получил свое название, потому что две пластины обычно стыкуются друг с другом встык.
Этот тип сварного шва может иметь участки, вырезанные из углов пластин различной формы и размеров. Они называются подготовкой к сварке и добавляются для обеспечения большей глубины сварного шва.Соединение также может иметь два квадратных конца без какой-либо подготовки к сварке. Чем больше добавляется подготовка к сварке, тем прочнее будет соединение, в результате чего на работу добавляется время. Поэтому, когда проект не требует этого, лучше сваривать их квадратные концы, а не разрезать подготовительные части под сварку.
2. Угловой шов
Этот тип сварного шва находится внутри внутреннего угла двух пластин. Чаще всего угол составляет 90 °, но может быть любой угол меньше, если вы можете сваривать его, и любой угол больше примерно до 145 °.Он получил название «скругление», потому что «скругление» — это старое слово, используемое для описания куска материала треугольной формы, аналогичного форме внутреннего угла, с которым вы привариваете угловой шов. Я помню угловой шов под термином «заполнить его», потому что, когда есть угол, который нужно сварить, вы заполняете его сварным швом, в отличие от стыкового шва, где вы обычно покрываете его сварным швом.
Тройник
Тройник, как следует из названия, представляет собой соединение в форме буквы T. Один кусок металла ложится ровно, а другой участок приваривается, стоя набок или концом вверх.Это простой на вид косяк. Хотя этот сварной шов имеет тенденцию быть проще во многих отношениях, его может оказаться сложно выполнить из-за того, что сварной шов растягивается в любом направлении из-за недостаточной площади поверхности между двумя сварными швами.
Это почти всегда имеет сварные швы на обеих длин вертикальной пластины, и часто имеет концы сварены, завершив его с четырех сторон, слитых с опорной плитой.
Что нужно знать при сварке тройников
Важно знать, как сварные швы растягивают и деформируют металл.Элемент, который стоит вертикально, должен быть под определенным углом, и если вы закрепите его под прямым углом и приварите его там, он всегда будет тянуться к стороне, которую вы свариваете первой. Поэтому необходимо сварить его так, чтобы этого не произошло. Есть два хороших способа предотвратить это, описанные ниже. Используемый материал и требования к отделке поверхности определят наилучший способ обеспечить концы стыка в пределах допустимого угла.
Вариант первый
Закрепите пластину так, чтобы она располагалась под правильным углом и в правильном месте.Затем прикрепите скобы к обеим свариваемым секциям, проверяя по ходу, что они не сдвинулись и не растянулись в процессе. Когда будет достаточно скоб, чтобы он не двигался, выполните четыре этапа выполнения. Полностью сварите соединение, подождите, пока он остынет, отрежьте скобы (следя за тем, чтобы не врезаться в работу) и отшлифуйте сварной шов мягким шлифовальным кругом, например диском, чтобы оставить чистую поверхность. Этот вариант можно использовать для небольших работ, но обычно он используется для больших участков, где правка после сварки затруднена.
Вариант два
Прикрепите пластину под небольшим углом к стороне, которую вы будете сначала сваривать, чтобы при сварке она заняла то положение, в котором должна находиться. Это требует опыта и никогда не будет освоено сразу. Вам нужно будет узнать, на сколько пластина будет тянуть в различных обстоятельствах, потому что она будет меняться в зависимости от материала и размера ваших сварных швов. Со временем вы станете точнее с ним, но тем временем продолжайте практиковаться, постепенно корректируя ненужные кусочки тарелки, чтобы прочувствовать это.
После завершения сварки проверьте правильность угла. Убедитесь, что ваш измерительный инструмент очищает сварной шов для точного измерения. Например, если стык должен быть под углом 90 °, для используемого квадрата потребуется отрезать угол между двумя сторонами измерения, чтобы он очищал сварной шов при использовании.
Если угол неправильный, постучите по сварной пластине мягким молотком, чтобы убедить ее встать на место. Чем горячее сварной шов, тем легче он будет двигаться. Убедитесь, что он изгибается по сварному шву, а не изгибает пластину над швом.Не используйте стальной молоток; в противном случае вы можете вмять пластину при ударе.
Квадратное соединение
Квадратное соединение похоже на тройник, только это L, а не T. Пластина A лежит ровно, а пластина B стоит на своем конце, заподлицо с концом пластины A, чтобы свариваться встык. На другой стороне листа будет угловой шов под углом 90 °. Пластины могут быть одинаковой или разной длины, ширины и толщины. Любой конец пластины A также может быть приварен к пластине B, в зависимости от требований проекта.Название «квадратное соединение» относится к стыку 90 °, то есть под тем же углом, что и квадрат.
Что нужно знать при сварке квадратного стыка
Квадратные соединения обычно не так прочны, как тройники. Квадратное соединение имеет стыковой сварной шов с одной стороны и угловой шов с другой, что придает ему неравномерную прочность, в отличие от тройникового соединения, в котором с обеих сторон имеется два угловых шва. Для повышения прочности стыкового шва стоит предусмотреть подготовку стыкового шва. Следуйте любому из двух вариантов, предусмотренных в разделе тройникового соединения, чтобы закончить квадратным соединением, а не угловым соединением от вытяжки пластины А.
стыковое соединение
Это соединение для большинства стыковых швов, отсюда оно и получило свое название. Две пластины соединяются один за другим и проходят заподлицо по верхней и нижней сторонам. Это может быть труднее выполнить сварку из-за того, что у него меньше визуальной направляющей линии для выполнения прямого шва, в отличие от большинства других соединений. Также требуется подготовка сварного шва, чтобы придать ему достаточную прочность, если только это не критический сварной шов или не имеет большой выпуклой поверхности с глубоким проваром.
Что нужно знать при сварке стыковых соединений
При сварке стыковых соединений, чем больше будет подготовленных сварных швов, тем прочнее он будет.Будьте осторожны, чтобы не продуть дно, если у вас есть обширная подготовка к сварке. Часто для этого необходим подкладочный шов. Подложка — это когда вы заполняете небольшой участок в нижней части подготовительного шва сварным швом перед тем, как сварить его полностью.
Хотя большее количество сварного шва даст более прочный сварной шов, если вы приложите к нему слишком много тепла, превышение температуры приведет к искривлению или изгибу вашего проекта. Сварка с обеих сторон помогает, но она все равно может деформировать пластины при воздействии слишком большого количества тепла.
Нахлест
Соединение внахлест — это когда одна пластина перекрывает другую, оставляя две секции для угловых швов, одну сверху и одну снизу.Часто это самый надежный сварной шов из-за большой площади поверхности между сварными швами. Я лично считаю, что это самый простой в сварке шов. Термин «соединение внахлестку» происходит от слова «перекрытие». Две перекрывающиеся пластины обозначаются сокращенным термином «соединение внахлест».
Что нужно знать при сварке соединений внахлест
Эти соединения гладкие под сварку. Когда они будут размещены в нужном месте, больше не о чем беспокоиться, кроме как просто сварить их.Это отличный вариант для начала сварки. Если вы можете включить эти соединения в свой проект, это добавит дополнительной прочности там, где в противном случае ее могло бы не хватить.
Как и в случае с другими соединениями, будьте осторожны, чтобы не подвергать сварные швы слишком сильному нагреву, так как они все равно могут деформироваться, даже если имеют приличное сечение перекрытия. Если есть деформация пластин, она будет на концах без изгиба внахлест, поскольку они являются самым слабым местом.
Кромочный стык
Краевое соединение — это соединение двух пластин лицом к лицу друг с другом, как соединение внахлест, но кромки, по крайней мере, на одной стороне соединяемых деталей встречаются.На нем всегда есть один стыковой шов. Иногда это все, что он может иметь, но он может иметь и другие три стороны, сваренные угловыми или стыковыми швами.
Что нужно знать при сварке краевых швов
Если у вас только один стыковой шов, имейте в виду, что при сварке пластина, скорее всего, разделится, как отверстие моллюска. Имеет смысл зажать или прихватить сварной шов перед сваркой соединения. Если на нем несколько сварных швов, краевой сварной шов может быть сплошным, как соединение внахлест, из-за большой площади поверхности, зажатой между сварными швами.
Может быть сложно добиться хорошего внешнего вида кромочного сварного шва, если он сваривается без предварительной подготовки. Если позволяет время, рекомендуется вырезать один клин между пластинами. Это придаст больше прочности и улучшит внешний вид.
Угловой шарнир
Как следует из названия, это соединения, в которых соприкасаются только углы двух пластин. Угол между пластинами варьируется, но часто он составляет 90 °, и остается большая V, которую нужно заполнить. Любая сторона углового соединения обычно сваривается, но внутренний угол иногда остается без сварного шва.При правильной сварке получается гладкая вогнутая поверхность, которая выглядит фантастически.
Что нужно знать при сварке угловых соединений
Обязательно закрепите угловые соединения, чтобы они не выходили из-под угла. Не нагревайте его, так как это усилит тягу. Даже если он закреплен, сильная жара может деформировать сустав. Ему нужно будет снять тепловое напряжение, которое фиксирует скоба, чтобы вместо этого он мог исказить весь проект. Имейте в виду, что прочность пластин зависит только от угла, поскольку обычно это все, что сваривается, если не используются постоянные скобы.Поэтому убедитесь, что в углу есть безупречные сварные швы.
Заключение
Должно быть легко определить, какие соединения использовать для вашего проекта, в зависимости от положений, в которых должны находиться ваши детали, наличия доступа для выполнения там сварного шва и прочности, необходимой для вашего проекта. Всегда проверяйте нагрузку, которую будет нести каждая деталь, чтобы убедиться, что вы используете для нее правильные соединения.
Запомните слова «крючки», которые есть в каждом имени, так что вы будете относить их к нужному суставу, так как их имена позволяют легко их распознать.Не стесняйтесь делиться любыми комментариями или задавать любые вопросы ниже.
Похожие сообщения:
Tech Corner: Сварка 101, пробуждающий интерес к ценным навыкам
Я думаю, мы можем согласиться с тем, что сварка — важный навык в автомобильном мире. Если вам нужно выполнить кузовные работы, установить компоненты выхлопной системы или даже изготовить нестандартный каркас безопасности, вам нужно знать, как сваривать. Это также один из самых полезных наборов навыков.Это может показаться пугающим, но после освоения основ все будет в гору. Эта мини-серия технических уголков будет разбита на несколько частей, поскольку мы будем углубляться во все, от основ сварки и лучших инструментов для использования до соответствующей подготовки и конкретных методов. После этого сварочного сегмента ваш уровень навыков и уверенность в выполнении этих проектов значительно возрастут! Первые дела сначалаСуществуют разные машины в зависимости от того, что сваривается, и желаемой техники сварщика.По большей части в автомобильном мире используются четыре типа стилей: MIG, TIG, дуговая сварка и сварка сердечником из флюса. Ознакомьтесь со всеми ними, потому что даже если вы не будете использовать какой-то конкретный тип, вам не помешает понять спектр вариантов, чтобы вы знали заранее, с какими задачами вы справитесь и для каких проектов требуется более продвинутая машина или помощь от специализированного профессионала.
Сварка МИГ
Сварочные аппараты MIG (сокращение от Metal Inert Gas), вероятно, являются наиболее популярными аппаратами, используемыми в автомобильной сварке, после аппаратов TIG.Защитный газ, обычно аргон, вводится для очистки от загрязняющих веществ во время работы. Что делает эти машины простыми в использовании, так это то, что пистолет держит все на месте. Подается непрерывный проволочный электрод до тех пор, пока спусковой крючок нажат, и останавливается при отпускании. Сварные швы часто плоско шлифуют после их изготовления. Это создает чистый вид после завершения. На самом деле многие сварщики учатся на этих машинах, потому что это такой простой процесс. В целом, вы обнаружите, что сварочные аппараты MIG идеально подходят для изготовления панелей кузова и таких конструктивных элементов, как рама.
Установка сварочного аппарата MIG для кузова автомобиля приземляется прямо посреди дороги. Что касается брендов, вы должны стремиться к чему-то вроде машины Линкольна, Миллера или Хобарта. Ожидайте вложить не менее 600 долларов в саму машину, а с высококлассным Miller вы можете потратить около 1200 долларов. Если вы собираетесь использовать и злоупотреблять чем-то каждый день, то стоит каждого до последнего пенни купить лучшую машину, которую вы можете себе позволить. Иствуд — хороший стартовый аппарат по цене от 300 долларов и выше.Вам понадобится баллон для аргона, шлем и катушки с проволокой. Будьте готовы вложить еще несколько сотен долларов, забрав машину.
Сварка TIG
Сварка TIG — королева красоты в нашем списке. TIG, что означает «инертный газ вольфрама», имеет многие из тех же принципов, что и сварка MIG. Но есть некоторые ключевые отличия, о которых вам нужно знать. Вместо непрерывной подачи проволоки в сварочную ванну вручную подают вольфрамовые сварочные стержни. Не говоря уже о том, что сваривать алюминий с помощью сварочного аппарата TIG намного проще и дешевле.Хотя сварка TIG также может использоваться для панелей кузова и конструктивных элементов, таких как рама, они часто используются при работе с трубами и выхлопом. Сварщики TIG создают красивые шарнирные сварные швы, которыми обезьяны, такие как мы, увлекаются жиром в течение нескольких часов. Конечно, на сварку уходит больше времени, а сварка TIG требует изрядного терпения, но конечный результат оказывается очень полезным. Сварные швы часто бывают прочнее, и после этого требуется меньше очистки.
Стартовые машины, такие как поставляемые Eastwood, начинаются от отметки 700 долларов.Машины Линкольна, Хобарта и Миллера взлетают по цене около 1200 долларов и поднимаются до 3000 долларов. Это, конечно, зависит от особенностей машины. Но как ни крути, это вложение. Опять же, вам нужно будет приобрести баллон для аргона и защитное оборудование, а также электроды для сварки. Это дорогостоящая игра, но качество сварных швов такое же хорошее, как и на приличном аппарате TIG.
Дуговая сварка
Аппараты для дуговой сваркине так распространены в автомобильном мире, но, поскольку вы можете встретить людей, которые время от времени используют их на легковых и грузовых автомобилях, мы сочли, что об этом стоит упомянуть.Как и в сварочном аппарате TIG, электрод вручную подается в сварочную ванну. Этот тип сварки называется сваркой «палкой», поскольку для выполнения сварных швов используется большой металлический стержень. Обычно этот тип сварного шва используется для стали более толстого сортамента, что затрудняет его использование для более тонких материалов. Обученными руками конструктивные и даже кузовные компоненты можно эффективно сваривать на дуговой машине, которая обычно немного дешевле, чем машины TIG и MIG. Только помните, что эти машины предназначены для более толстой стали.
Приличные машины, подобные тем, которые предлагают Lincoln, Hobart и Miller, стоят от 300 до 500 долларов. Преимущество, которое они имеют перед другими видами сварки, аналогично преимуществу машин с сердечником из флюса. Электроды имеют флюсовое покрытие, которое выгорает, образуя защитный газ, поэтому баллончик не требуется. Конечно, вам по-прежнему нужны сварочное оборудование и электроды, но вы не разоритесь.
Сварка сердечников FLUXСварка сердечником флюсом воспринимается многими как самый дешевый способ познакомиться с этим новым набором навыков.Сварщики под флюсом выглядят и работают так же, как сварщики MIG, но с одним важным отличием. Вместо использования аргона в качестве защитного газа, сердечник из флюса действует как защитный агент, когда он горит в сварном шве. Многие безразличны к этому методу, так как он вызывает дефекты сварных швов. Пока созданы подходящие условия и приняты надлежащие меры, это приемлемый вариант для панелей кузова и небольших проектов. Сварка сердечником под флюсом может использоваться в таких ситуациях, как MIG, но сварные швы не всегда бывают такими прочными и дают «более грязные сварные швы», которые необходимо очищать.
Сердечник из флюса — самый дешевый из стартовых устройств, с чем-то вроде 90 ампер от Eastwood можно обойтись всего в 150 долларов. Бутылка здесь также не нужна, так что вы будете вкладывать деньги только в проволоку и защитное снаряжение. Машины Миллера, Линкольна и Хобарта будут стоить около 300 долларов, но есть кое-что, на что вы должны обратить внимание при рассмотрении этого варианта. Многие сварочные аппараты MIG можно настроить для прокладки проводов с флюсовым сердечником.