Страница не найдена — ccm-msk.com
Условия
Содержание1 Динамометрический ключ своими руками в домашних условиях: чертежи1.1 Динамометрический ключ своими руками1.2 Динамометрический
Трубы
Содержание1 Паяльник для труб: выбор и практическое использование1.1 Паяльник для труб: как выбрать для
Вопросы
Содержание1 Как сварить потолочный шов1.1 Особенности техники потолочного шва1.2 Как сварить потолочный шов правильно.
Условия
Содержание1 Лазерный резак/гравер своими руками1. 1 Шаг 1: Материалы1.2 Шаг 2: Электросхема1.3 Шаг 3: Сборка1.4
1 Шаг 1: Материалы1.2 Шаг 2: Электросхема1.3 Шаг 3: Сборка1.4
Информация
Содержание1 Преимущества использования магнитного угольника для сварки своими руками1.1 Магниты для сварки: преимущества использования1.2
Содержание1 Сварка методом TIG1.1 Преимущества и недостатки аргонодуговой сварки1.2 Состав оборудования и область применения
Страница не найдена — ccm-msk.com
Вопросы
Содержание1 Вакуумный упаковщик для дома – современные технологии хранения1.1 Форм-фактор 1.2 Режимы работы 1.3
Информация
Содержание1 Сварка TIG — что это, технология,видео1. 1 Аргонодуговая сварка TIG — что это?1.2 Преимущества
1 Аргонодуговая сварка TIG — что это?1.2 Преимущества
Информация
Содержание1 4.5. Средства индивидуальной защиты для сварщиков1.1 5.1. Слесарные работы2 Защита кожи и органов
Металл
Содержание1 Открыл токарную мастерскую? Займись бизнесом на токарных работах1.1 Кто будет клиентом вашей токарной
Вопросы
Содержание1 9 лучших граверов — рейтинг 20181.1 Как правильно выбрать гравер1.2 лучших граверов1.3 Dremel
Пайка
Содержание1 С чего начать радиолюбителю1.
Страница не найдена — ccm-msk.com
Вопросы
Содержание1 Горизонтальный фрезерный станок по дереву своими руками1.1 Электродвигатель1.2 Тип двигателя1.3 Мощность1.4 Число оборотов1.5
Информация
Содержание1 Ост 95 955-82 контроль неразрушающий. соединения сварные. метод капиллярный, ост (отраслевой стандарт) от
Сталь
Содержание1 Каковы в применении ножи из стали х12мф1.1 Особенности стали, которые используются в изготовлении
Информация
Содержание1 Смеси газов для сварки: виды и области применения сварочных смесей1. 1 Области применения 1.2
1 Области применения 1.2
Как правильно
Содержание1 Как сваривать металл инвертором1.1 Методика сварочного процесса1.2 Сварка инвертором1.3 Преимущества сварки инвертором тонких
Как правильно
Содержание1 Работа с нивелиром: разновидности и использование, правила работы1.1 Использование прибора1.2 Правила работы2 Как
Ванная сварка арматуры технология — Все об утеплении и энергоэффективности
Технология сварки арматуры ванным способом
Все строительные процессы имеют государственные стандарты, которые определяют, как их надо проводить. В стандартах четко обозначено, какие материалы должны использоваться, какие технологии и последовательность проводимых операций. Сварка арматуры – не исключение.
Как соединяются два прута арматуры сваркой ванным способом
Для данного строительного процесса был разработан ГОСТ под названием «Соединения сварные арматуры и закладных изделий железобетонных конструкций». Стандарт введен в исполнении 1.07.92 г. под номером 14098-91. В нем есть две таблицы, определяющие требования ванной сварки арматуры, тема которой лежит в статье.
- В таблице под номером «1» обозначены виды сварки арматуры: стыковое, крестообразное, тавровое и нахлесточное. В стыковую категорию входит сварка при помощи ванночки или по-другому: инверторная форма. То есть, таким способом можно варить арматурные стержни, установленные стык в стык.
- В таблице №30, которая называется «Термины и Пояснения», дано понятие арматурной сварки ванным способом. В таблице написано, что ванная сварка – это процесс, при котором расплавление стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла.
Обратите внимание на слово – в основном – которое говорит о том, что не только расплавленный металл расплавляет арматурные стержни. Поэтому разберемся в технологии сварки арматуры ванным способом досконально.
Окончательный результат сварки ванным способом
Требования к технологии соединения ванным методом
Начнем с того, что сварка арматуры ванным способом – процесс, в котором кроме электродов и сварочного аппарата используется специальное приспособление сечением U-образной формы, изготовленное из низколегированной стали методом штамповки. Это первое.
Второе – размеры ванночки определяются диаметрами стыкуемой арматуры. Единственная стандартная величина – толщина используемой для изготовления ванночки стали, равная 6-8 мм.
Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения.
Таким образом ванночка дополнительно усиливает стык.
Стальные инверторные формы
Надо добавить, что кроме стальных инверторных форм при сварке двух арматурных прутьев используют медные или графитовые.
Оба варианта являются многоразовыми, то есть после окончания работ ванночки снимаются, очищаются, их снова можно использовать на другом стыке. Это большой плюс, но есть у этих форм большой минус – высокая цена.
Поэтому чаще всего строители используют стальные формы.
Третье требование – стыковка двух концов арматуры производится по одной оси с допуском в пределах половины диаметра прутьев. Зазор между торцами – не больше 1,5 диаметра арматуры. При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
Внимание! В последнем случае к ванночке добавляется стальной ограничитель, который приваривается к форме снизу. Именно он не дает расплавленному металлу вытекать.
Четвертое – соединять таким методом можно прутки диаметром 20-100 мм, если применяется ручная сварка.
Пятое требование касается способов сварки. Здесь три позиции:
- ручная,
- автоматическая (используется специальное сварочное оборудование с автоматической подачей электрода и движением держателя электрода),
- полуавтоматическая (движение держателя ручное, подача электрода автоматическая).
Технология ванной сварки
Как и все процессы, технология ванной сварки делится на два этапа: подготовка и сама сварка.
Подготовительный процесс
Сюда входит две операции:
- Очистка концов арматурных стержней металлической щеткой до блеска. Основная задача – удалить участки ржавчины, грязи, краски и прочих материалов, препятствующих получить высокое конечное качество. Размер очистки – 30 мм (минимум) на каждом конце.
- Приварить к нижним плоскостям стыкуемых стержней точечной приваркой инверторную форму. Она будет создавать емкость, в которой будет собираться расплавленная сталь.
Основной этап
Сразу надо оговориться, что основной металл, который будет заполнять собой ванночку – сталь арматуры.
Поэтому электрод подводят к торцу одного из стержней и начинают его расплавлять, двигая расходником по всей площади торца: круговыми движениями или из стороны в сторону.
Затем работа переходит на противоположный торец соединяемой арматуры. И так поочередно до полного заполнения ванночки расплавленным металлом.
Внимание! Все движения должны быть легкими, потому что расплавка производится при высоких токах. К примеру, если используются электроды диаметром 7-8 мм, то к ним подается ток силой 400-450 ампер.
:
Сварка арматуры продолжается до тех пор, пока расплавленная сталь не закроет собой соединяемые стержни.
На этом работа не заканчивается, надо правильно провести окончательные манипуляции, чтобы равномерно еще раз прогреть весь собранный в форме металл для равномерного его остывания.
Просто электродом вращают между концами соединяемой арматуры, но не сильно. Теперь можно заканчивать процесс ванной сварки.
Даже самая небольшая по объему ванночка не заполниться металлом, если используется для расплавки один электрод. Как минимум, будет израсходовано 4-5 расходников.
Поэтому сварщик, который выполняет данный вид сварки, должен обладать опытом и навыками, где основной – скорость замены электродов. На это выделяется не более 5 секунд. После этого временного периода сталь просто начнет застывать.
И все проделанные манипуляции – ноль. Неравномерно остывающий металл – снижение качества соединения.
Сварка гребенкой и несколькими электродами
Этот способ называется многоэлектродной сваркой, где используется специальный держак, называемый гребенкой. В него вставляется сразу несколько электродов (3-5 шт.). Принцип расплавления арматуры здесь точно такой же, как и в случае с одним расходником. Но есть и свои особенности.
- Зажигают дугу электродов не об арматуру, а об металлическую ванночку, чаще о ее днище. Просто об один торец одновременно сразу несколько электродов не разжечь.
- Для упрочнения стыка электроды периодически опускают в расплавленный металл, чтобы прогреть его.

- Можно зазор между прутками арматуры не оставлять, прижимая их плотно друг к другу.
- При вертикальном расположении арматуры не стоит сильно отклонять электроды от перпендикулярности к оси соединения.

Этот способ при соединения арматуры внутри бетонных конструкций используется редко. Он непростой, не все сварщики им владеют. Лучше для этого использовать разъемные формы из меди или графита, что увеличивает себестоимость процесса.
Одно- и многоэлектродная сварка ванным способом
Режим сварки
Ванная технология соединения арматуры чаще всего используется для стыковки прутьев большого диаметра.
Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка.
В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
| Диаметр арматуры, мм | Диаметр электрода, мм | Сила тока, А |
| 20-25 | 5 | 230-260 |
| 36, 45 | 6 | 300-330 |
| 60 | 7 | 420 |
| 70 | 8 | 500 |
Так как сварка этого типа связана с использованием токов большой величины, то важная составляющая проводимого процесса – техника безопасности.
Важно перед началом соединения арматуры с помощью ванной сварки удостовериться, что используемое оборудование, инструменты и приспособления находятся в технически исправном состоянии.
Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения.
Преимущества и недостатки ванной сварки арматуры
К преимуществам можно отнести:
- рациональный расход исходных материалов;
- высокое качество соединения;
- отточенная технология, которая позволяет добиться высокого качества;
- разнообразие инверторных форм, что позволяет сделать выбор точно под размеры арматуры.

Отрицательные стороны технологии:
- более требовательная подготовка, занимающая много времени, особенно это касается точного выставления концов двух соединяемых арматурных прутьев;
- большой расход стальных ванночек;
- высокая цена медных форм.
Итак, ванный способ соединения арматурных стержней, если его правильно проводить, это высокое качество конечного результата. Шов получается прочным и надежным. Место стыка гибким, как у сплошной арматуры, что позволяет выдерживать нагрузки на изгиб.
Источник: https://viascio.ru/materialy/armatura/tehnologiya-svarki-armatury
Особенности ванного способа сварки арматуры
Ванная сварка арматуры – это наиболее надежный метод соединения отдельных участков металлоконструкций из легированной стали, обладающей высокой прочностью. На результат сварки влияет ряд факторов, один из которых – соосность соединяемых отрезков.
При проведении обычной сварки встык качество шва будет ненадежным, соединение поломается рядом со швом.
Поэтому разработано решение более прочного соединения продольных и поперечных участков армирующей сетки – метод сварки в ванну.
При существенных нагрузках во время эксплуатации, конструкция обладает достаточной жесткостью, а сварочный шов на соединении получается небольшим.
Способы соединения арматуры
Производство блоков жби для возведения бетонных домов, монолитное строительство и изготовление фундаментов – это основные места использования арматуры.
Обладая невысокой ценой при надежных характеристиках материала, метод ванной сварки удовлетворяет всем требованиям строительства и монтажа металлоконструкций. Ванную сварку используют также для соединения рельсов, валов и других деталей со сплошным профилем.
Согласно нормам ГОСТ – 14098 от 1991 года для изготовления фундаментов, плит перекрытий и балконов, а также других жби изделий, разрешено сваривание участков из металлических стержней для армирования и надежного сцепления бетонных конструкций. В современном строительстве применяют несколько видов неразъемного соединения армирующего слоя:
- с применением полуавтоматической электрошлаковой сварки;
- ванно-шовного способа соединения;
- ручной электродуговой сварки;
- контактной;
- ванного метода соединения.
С применением на стыке специальной ванночки, неразъемного соединение А500С и остальных марок и размеров, процесс выполнения и стыковки значительно облегчается.
Суть процесса
Метод ванной сварки наиболее часто применяется для соединения прутков с большим сечением 20 – 100 мм. Такой диапазон размеров более всего подходит для выполнения качественного шва.
При соединении ванночка обжимает полностью место контакта. При этом между соединяемыми деталями нужно оставить зазор 2 мм для затекания металла и заполнения всех пор.
При проведении работ по ванной сварке, согласно ГОСТ и требованиям СНиП, получается надежный стык с сохранением характеристик по всей длине собираемой конструкции.
Сдвиги заготовок ограничивает одетая на стык ванночка. Применяют резьбовые ванны, для соединения ответственных стыков, но этот способ требует нарезания резьбы на концах прутков.
Деталь для монтажа подбирается с учетом небольшого зазора между заготовкой и стенкой изделия. В него протекает металл электрода, образуя межатомное соединение основного металла со стержнем электрода.
Бортики на краях ванны не позволяют металлу вытекать, при этом шлак выдавливается наверх шва. Таким же способом происходит соединение вертикальных стержней при изготовлении колонн.
Достоинства и недостатки
Сварочный материал и расплавленный металл арматуры, не растекаясь, заполняет ванночку и образует надежный шов, способный выдержать значительные нагрузки. Материал самой детали служит добавочным усилением для шва.
Материал самой детали служит добавочным усилением для шва.
К остальным преимуществам ванной сварки относятся:
- минимальные затраты, обусловленные рациональным расходованием наплавочного материала;
- технология выполнения всех операций обеспечивает высокое качество шва при аналогичных условиях с другими методами сварки;
- ванный метод неоднократно испытан и проверен, имеется много литературы и пособий по производству работ;
- для каждого размера прутка, найдется подходящая ванночка – это обусловлено широким ассортиментом продукции.
Есть в ванном методе и недостатки. Использование стальных ванн может быть только одноразовым из-за приваривания к основному металлу. Медные ванночки, хотя можно применять несколько раз, цена их довольно высока. Необходимо также проводить подготовительные работы, что забирает время.
Недостатки носят сугубо субъективный характер, поэтому ванный способ соединения наиболее распространен.
Алгоритм одноэлектродного метода
Для выполнения работ по закреплению различных изделий из арматуры А500С, самым лучшим способом будем ванная сварка при помощи медных накладок. Такая сварочная ванна выполняется без канавок для удержания металла, но внутренняя часть изготовлена с гладкой поверхностью, что позволяет легко пристыковывать арматуру.
Метод применяется при монтаже конструкций, находящихся под воздействием статических, вибрационных нагрузок. Сварочные аппараты могут использоваться с питанием от постоянного и переменного токов, главное, они должны быть достаточной мощности и производительности.
Ванную сварку начинают от одной из сторон, постепенно продвигаясь к центру. Электрод должен продвигаться медленно, совершая кольцевые движения или полумесяцем. Такой способ обеспечит равномерное заполнение полости ванночки и прогрева основного металла.
При плавлении, электрод опускают, обеспечивая образование наиболее короткой дуги. Металл поднимается к верхней кромке ванночки, полностью покрывая арматуру. После этого ванная сварка считается оконченной. Когда шов остынет, можно производить подгонку деталей.
При остановке ванной сварки надо обязательно отбить шлак и зажечь дугу на готовом крае шва. Это даст возможность надежно перекрыть место остановки и прерывания шва. Завершать шов следует посередине ванночки для предотвращения раковин и пустот. Такие места нужно очистить от шлака и проварить снова.
Формочки
Чтобы соединить две плети арматуры, применяют скобу-накладку, предназначенную специально для ванной сварки.
Медные ванночки или детали с содержанием этого металла считаются наиболее прочными накладками. Разборная накладка производится из разных марок меди с помощью литья, штампов и с помощью механических операций по обработке болванок.
Применять для изготовления ванн бронзу, латунь не рекомендуется. Для обеспечения сварки с малыми зазорами рекомендуется использовать неразборный способ производства медных желобков. Такие изделия можно применять для сварки более 100 стыков.
Многоэлектродный метод
Отличительной особенностью многоэлектродного метода ванной сварки является соединение нескольких электродов на специальную пластину, гребенку, которую вставляют в держатель.
Рукоятка держателя вынесена в сторону от корпуса и сварочной шины. Для ванной многоэлектродной сварки используются аппараты переменного тока.
Такая конструкция работает по принципу сварки одноэлектродным методом. Дугу зажигают с одной стороны, продвигаются ко второму краю. Следует помнить, что заканчивать шов лучше посередине накладки.
Расплавив конец арматуры, переходят ко второму концу. Движения электродов для наполнения шва точно так же производятся по кругу или полумесяцем, постепенно опускаясь при плавлении набора электродов.
Для усиления шва рекомендуется периодически опускать электроды в сварочную ванну. Метод позволяет выдавить шлак. Затем дуга снова зажигается и процесс электросварки продолжается. Такую операцию советуют провести более 5-ти раз.
Метод позволяет выдавить шлак. Затем дуга снова зажигается и процесс электросварки продолжается. Такую операцию советуют провести более 5-ти раз.
При возникновении неудобного проведения сварочных работ и угла наклона держателя, зазор между стержнями не делают и соединяют их вплотную друг к другу.
При проведении ванной сварки в вертикальном положении, электроды ведутся без сильного наклона, пластина не отклоняется от перпендикулярного положения.
Для такого способа применение стальных неразборных ванночек достаточно редкое явление. Они применяются при невозможности установки специализированных накладок. Наиболее часто используются металлические разборные или выштампованные накладки.
Необходимо обратить внимание на несколько основных моментов. В случае грамотного, аккуратного и качественного проведения сварочных работ с применением соединения арматуры ванным способом, получается прочный, надежный сварочный шов.
Он позволяет пользоваться металлоконструкциями и бетонными узлами долгое время. Это обусловлено сохранением гибкости и прочности арматуры в месте сборки. Главное, чтобы работы по ванной сварке производились высококвалифицированными специалистами при соблюдении технологии проведения сварки.
Источник: https://svaring.com/welding/vidy/vannaja-svarka-armatury
Ванная сварка арматуры — описание технологии
При строительстве зданий и сооружений монолитно-каркасного типа для армирования железобетона используются стальные прутья различного типа и диаметра. Такой железобетон идет на изготовление плит перекрытия, балок, возведение свай и колонн.
Армированный железобетон в гражданском и промышленном строительстве нашел широкое применение. Фундаменты, цокольные помещения, балконные плиты, лестничные марши – все это изделия из железобетона.
Надежное соединение каркасных деталей между собой обеспечивается сваркой арматуры.
При возведении монолитных конструкций также требуется соединение стержней каркаса для придания жесткости сооружению. Тонкие металлические прутья используются для укрепления цементной стяжки пола. Во всех этих случаях используется соединения, самым надежным из которых на сегодня является ванная сварка арматуры.
Тонкие металлические прутья используются для укрепления цементной стяжки пола. Во всех этих случаях используется соединения, самым надежным из которых на сегодня является ванная сварка арматуры.
Виды соединений арматуры
Армирующие стыки можно соединить в единую надежную конструкцию несколькими способами. Применение каждого из них требует точного соблюдения технологии, что обеспечивает надежность всей конструкции. Прочность соединений стальных прутьев, в зависимости от предполагаемой нагрузки, обеспечивается разными способами.
Различают три основных вида соединения:
- Методом нахлеста;
- Перекрестное;
- Встык.
Нахлесточное
Соединение арматуры внахлест чаще всего применяется при необходимости распределения сжимающих и растягивающих нагрузок по всей поверхности. Существует несколько правил, которым необходимо неукоснительно следовать при использовании этого метода:
- Соединение внахлест можно применять лишь на участках с наименьшим напряжением;
- Соединяемые прутья должны быть одного диаметра. Допускается лишь небольшое отклонение в исключительных случаях;
- Этот способ разрешается использовать лишь для соединения прутьев, диаметр которых не превышает 20 мм.
При соединении арматуры сваркой внахлест образуются швы в месте соприкосновения обеих частей, что обеспечивает равностороннюю опору для готового изделия. Чаще всего такое соединение применяется для создания металлических каркасов под будущий монолит.
Иногда применяют соединение арматуры внахлест без сварки. В этом случае стальные прутья в местах пересечения связываются с помощью проволоки.
Это возможно при создании металлоконструкций, которые не будут подвергаться большим нагрузкам. В промышленном производстве такой метод не используется, а для частного строительства иногда возможен.
Выбор, вязать или варить арматуру, зависит от того, для каких нагрузок монтируется армированная конструкция.
Перекрестное
Крестообразное соединение прутьев металлического каркаса рекомендуется сваривать методом контактной точечной сварки. Этим способом изготавливаются сварные сетки, а также плоские каркасы из арматуры, с последующей их сборкой в пространственные конструкции.
Контактная сварка арматуры крестообразным способом осуществляется с использованием:
- В единичных случаях или мелком производстве – одноточечных машин стационарного или подвесного типа;
- Для массового промышленного производства – специализированных контактных многоточечных машин.
Для крестообразных соединений также может быть использован метод вязки. Он позволяет соединять между собой прутья арматуры любого диаметра, преимущественно до 20 мм. Стержни диаметром свыше 20 мм рекомендуется соединять сварным способом, при этом они создают большую площадь соприкосновения во время варки.
Стыковое
Сварка арматуры встык характерна соединением концов прутов по всей площади касания путем нагрева. Соединение стыков можно осуществлять двумя способами:
- Оплавление соприкасающихся плоскостей – стыки нагреваются до состояния оплавления;
- Нагрев соединяемых деталей методом сопротивления – при нагревании стык доводится до пластического состояния.
Выбор того или иного способа зависит от марки используемого металла, диаметра арматуры, а также от требований к прочности соединения. С особенностями сварки стыков и применения видов соединений можно ознакомиться, посмотрев данное видео:
Основные способы сварки арматуры
Соединения сварные арматуры осуществляются несколькими способами:
- Стыковое сваривание контактное;
- Сварка продольными швами;
- Точечное контактное сваривание;
- Электродуговая сварка;
- Сварка ванным способом.
Какой из этих видов сварного соединения выбрать, зависит от каждого конкретного случая с учетом используемого материала и расчётной нагрузки на них. Нередко применяются одновременно несколько способов сразу. Очень часто доминантным при выборе является простота или надежность конкретного метода.
Нередко применяются одновременно несколько способов сразу. Очень часто доминантным при выборе является простота или надежность конкретного метода.
Сварку встык контактную применяют для соединения стальных прутьев, имеющих одинаковые или немного различные сечения.
Контактная сварка арматуры оплавлением
Контактная стыковая сварка арматуры осуществляется значительно быстрее, чем при плавлении. Это позволяет повысить производительность строительных работ. При этом свариваемый стык не подвергается значительному короблению.
Данные преимущества позволяют использовать контактную стыковую сварку в промышленных масштабах, поскольку этот метод можно легко автоматизировать и использовать в конвейерном производстве. Однако у него есть один существенный недостаток: происходит большой расход стальных прутов и электродов для сварки.Рекомендуем! Резка металла кислородом и пропаном
Для того, чтоб соединить тяжелые элементы крупногабаритных железобетонных конструкций, предпочтительнее использовать сварочный метод продольными швами. Он наиболее надежен, однако из-за затратности применяется достаточно редко.
Точечную сварку применяют для соединения стыков сечением до 50 мм. Чаще всего ею соединяют малогабаритные элементы, имеющие небольшой вес. Преимущества метода – более низкий расход материалов, чем при контактном способе, однако точечная сварка уступает контактной в надежности.
Точечная контактная сварка арматуры
Для надежного скрепления арматуры из стали разных марок используется электродуговая сварка. Однако ее можно применять лишь на отдельных участках, поскольку она стыки, полученные методом электродуговой сварки, не выдерживают повышенных нагрузок.
Ванный способ соединения стыков позволяет сваривать стержни с большим диаметром – от 20 до 100 мм. Этот метод широко используется в промышленном и гражданском строительстве, где требуется большое количество соединения стыков.
Этот метод широко используется в промышленном и гражданском строительстве, где требуется большое количество соединения стыков.
Он является самым надежным методом создания цельного жесткого силового каркаса будущего сооружения. Многих интересует вопрос – можно ли этим способом сваривать арматуру в разных плоскостях.
Сваривание арматуры ванным методом возможно в любой плоскости – горизонтальной и вертикальной.
Особенности технологии ванного способа
Сваривание ванным способом обеспечивает возведение прочных армированных конструкций при значительной экономии металла и трудозатрат.
Наибольшее распространение в отечественной промышленности получили разновидности ванной сварки:
- Ручная сварка в стальной скобе методом с трехфазной и однофазной дугой;
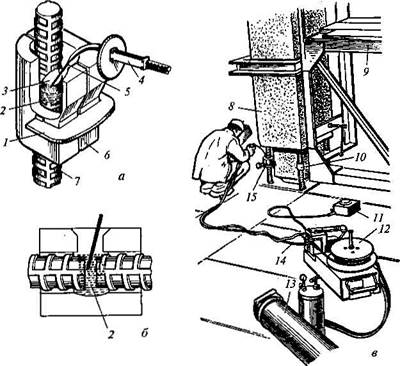
- Полуавтоматическое сваривание ванным способом в керамической форме;
- Автоматическая сварка стыков в медной форме с использованием шлака.
Ванная сварка горизонтальных и вертикальных стыков имеет свои особенности. Стоит отметить, что наибольшее распространение получил первый метод, как менее затратный.
При сварке горизонтально расположенной арматуры применяются стальные формы – ванны, имеющие форму скобы. Для вертикальных — усеченный конус.
Форма приваривается к концам арматуры в месте соединения, в ней посредством высокой температуры дуги создается ванна жидкого металла.
От высокой температуры расплавленного металла начинают плавиться концы арматуры, образуя в месте шва после остывания единое сварное соединение.
Рекомендуем! Сварка полиэтиленовых труб своими руками
Качественная сварка этим способом может быть обеспечена лишь при правильной предварительной подготовке торцов металлических стержней:
- Зачищаются жесткой металлической щеткой концы прутков от окалины, грязи или коррозии;
- Торцы прутьев размещаются соосно, зазор между ними не должен превышать полтора диаметра сварочных стержней.

Главное требование при ванном способе – торцы металлических прутков должны быть четко совмещены друг с другом, их оси не должны быть смещены по отношению друг к другу больше чем на половину диаметра.
Такой точности можно добиться, если для стыковки концов применять специальные кондукторы, фиксирующие расположение арматуры в течение всей сварки.
Кондуктор для сварки арматуры
Ванное сваривание требует токов с большими величинами – до 450 А, при использовании электродов, имеющих диаметр 5-6 мм. Пониженная температура воздуха увеличивает эту норму еще на 10%.
Сварка горизонтальных стыков
При сварке швов вертикально расположенных прутков в качестве ванны используется штампованная металлическая форма. Ее приваривают к нижнему пруту арматуры и используют без присадок.
Затем верхний прут с помощью кондуктора стыкуется с нижним и фиксируется. После этого в форму направляется наплавленный горячий металл. Для выпуска шлака в форме с помощью электрода прожигается отверстие, которое затем снова заваривают.
Сварка вертикальных стыков
Преимущества и недостатки сваривания стыков ванным способом
К несомненным плюсам ванного сваривания относятся:
- Возможность использования обычного сварочного оборудования, как и для электродуговой сварки;
- Не требуется поворачивание конструкции для полноценного сваривания;
- Сваренный шов на качество можно проверить, используя гамма-лучи;
- Стыки, соединенные ванным способом без накладок, позволяют экономить электроды — на каждом от 0,5 до 2,5 кг, и по 10-60 кг металла;
- Значительная экономия трудозатрат по отношению к другим способам сваривания.
Недостатком ванного сваривания являются случаи зашлаковывания торцов стальных прутов из-за раннего отвода от места сварки тепла.
Из-за этого соединение может быть лишено необходимой прочности и надежности.
Чтобы уменьшить риск зашлаковки соединения, необходимо перед началом сваривания прогреть торцы прутьев, а также предпочтительно использовать формы из теплопроводных материалов.
Источник: https://svarkagid.ru/tehnologii/svarka-armatury-vannym-sposobom.html
Ванная сварка арматуры
Арматура, как элемент каркасной конструкции, используется во многих строительных элементах, узлах и блоках. Ее основное назначение – придать строительной конструкции жесткость и повышенную прочность на растяжение.
Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства.
И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.
Сварка арматуры ванным способом по сравнению со свариванием при помощи накладок экономичнее.
В зависимости от сечения используемых стальных прутков экономия составляет 10-60 кг арматуры и 0,5-2,5 кг электродов.
К тому же при ванной сварке нет необходимости поворачивать свариваемую конструкцию для удобства проведения соединительного процесса.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм.
Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры.
То есть, сварка ванным способом – это соединение двух арматур встык.
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям.
Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель.
При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней.
Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер.
Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена.
Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки.
При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки.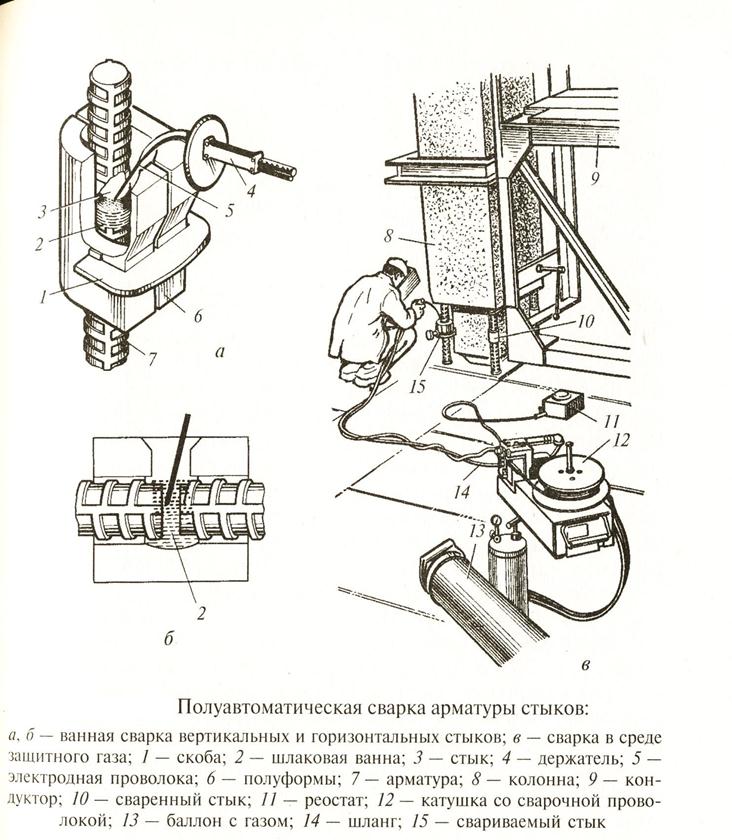
Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями.
Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Ванночки для сварки
Несколько слов о ванночках для арматуры. Как уже было сказано выше, в настоящее время используются три основных их вида, отличающихся друг от друга сырьевым материалом.
Но есть у них и другие отличия. К примеру, стальная форма – это неразъемная деталь, которая остается в арматурной конструкции и затем вместе со стержнями заливается бетоном.
Медные и графитовые ванночки – это разъемные изделия, которые после окончания сварочного процесса снимаются с места соединения двух арматурных прутков. После чего их можно использовать повторно.
Оборачиваемость медных форм практически в два раза больше, чем графитовых. Необходимо отметить, что сам графит – материал гигроскопичный, то есть он легко впитывает в себя влагу, даже находящуюся в воздухе.
Поэтому перед применением графитовую форму необходимо прокалить, тем самым удалив избыточную влажность.
Дополнительная информация
Варить арматуру ванным способом можно не только одним электродом. Существует технология многоэлектродной сварки.
Для этого используется специальный инструмент – гребенка, в который и устанавливается несколько электродов.
Розжиг дуги сразу нескольких расходников о стержни арматуры затруднителен, поэтому поджигают их о днище ванночки. Все остальное происходит точно так же, как и в технологии с одним электродом.
Как только форма будет заполнена расплавленным металлом, нужно гребенку установить так, чтобы электроды были направлены перпендикулярно плоскости заполненной ванночки и располагались посередине между свариваемыми арматурными стержнями.
 После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.
После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.Ванная сварка может быть проведена и без ванночек, для чего используются подкладки из той же арматуры. Применяется этот вариант редко, только в тех случаях, когда невозможно провести сварной процесс в специальных формах.
Обязательно ознакомьтесь с видео, размещенным на этой странице сайта, где показан процесс сварки арматуры ванным способом.
Поделись с друзьями
Источник: https://svarkalegko.com/tehonology/svarka-vannym-sposobom.html
Ванная сварка: что это такое и технология сварки арматуры колонн
Каркасно-монолитное строительство. Собственно, можно ничего больше не говорить, чтобы показать высочайший спрос и светлые перспективы сварочных работ с арматурными конструкциями.
Спрос огромный, развитие технологий стремительное, технические требования и разнообразие широчайшие. В итоге есть, о чем поговорить: ванная сварка арматуры.
Применение технологии
Арматура – незаменимый элемент каркасно-монолитного строительства. Металлическими прутьями укреплен железобетон, из которого производят практически все несущие строительные конструкции: блоки фундамента, мощные плиты для перекрытий, сваи и главные балки.
Если говорить о бытовых домашних работах, то это, прежде всего, стяжка из прутьев для цементного выравнивания технического слоя пола. В таких случаях появляется необходимость соединения арматурных прутьев. А самым оптимальным методом такового является сварка ванным способом.
Это странное название
Как устроена сварочная ванна?
Сварка арматуры ванным способом. Странное название произошло вот откуда: в этой технологии применяется расплавленные металла, который находится в ограниченном объеме, очень напоминающем ванну, полную воды.
 youtube.com/embed/o9iyp1OrxMc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/o9iyp1OrxMc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Расплавленное содержимое ванны состоит из металла электродов и концов соединяемых деталей. На ванне имеются специальные накладки в виде скобок для предотвращения растекания содержимого ванны во время сварочного процесса.
Кроме скобок часто ставят специальные ограничители с торцов скобок с такой же функцией – удерживать растекание шлакового содержимого по стержню. Эти защитные приспособления обычно выполнены из стальных сплавов с низким содержанием углерода. После окончании сварки они остаются на шовном участке.
Ванночки могут быть многоразовыми съемными и сделанными из меди или ее сплавов за исключением бронзы и латуни. Встречаются неметаллические ванночки из графита или керамики.
Сварка проводится одним электродом или так называемой гребенкой – несколькими электродами, соединенными между собой специальной пластиной.
Стержни для стыковки при данном методе могут быть расположены как угодно: хоть вертикально, хоть горизонтально, хоть в наклонном положении. Если расположение горизонтальное, ванну формируют с помощью скобы, которую крепят в месте стыка арматурных заготовок.
Здесь имеет место интересная математика: ширина зазора между торцами арматуры должна быть равной примерно двум диаметрам электродов с покрытием.
Если положение арматурных стержней вертикальное, к нижнему торцу заготовки приваривают штампованную металлическую форму. После этого ее расплавляют дугой, прихватывают торец верхнего стержня к нижнему с одновременным расплавлением соединяемых деталей.
Таким образом ванна наполняется смесью расплавов. Затем в форме прожигают стенку для образования отверстия, чтобы из него выходил шлак. Это отверстие временное: после сварки его снова заваривают.
Особенности технологии сварки
Главное отличие данной технологии от всех остальных видов сварки – это ее непрерывность. Шлак и пузыри с инертным газом собираются на поверхности расплава в ванне. Это важнейшая деталь процесса, так как благодаря этому качество стыкового соединения повышается кардинальным образом.
Шлак и пузыри с инертным газом собираются на поверхности расплава в ванне. Это важнейшая деталь процесса, так как благодаря этому качество стыкового соединения повышается кардинальным образом.
Расплавление металлов происходит с использованием плазменной дуги, так как температура плавления должна быть чрезвычайно высокой.
Сварка ванным способом протекает следующим образом:
- Розжиг электрической дуги с помощью электродов, которые замыкают электрическую цепь с формированием тока.
- Электрод с подожжённой дугой медленно и ровно ведется над кромками заготовки, чтобы конец электрода расплавился.
- Сформированная смесь расплавов как раз и создаёт сварочную ванну, в которой в итоге формируется новый сплав. Шлак и пузыри с газом защищают новый расплав от контакта с кислородом и, следовательно, образования оксидной пленки.
- Застывание нового сплава дает начало новому соединению. Если все прошло правильно, на поверхности шва видна шлаковая корка, которая должна быть ровной.
- Электрод, конец которого плавится, должен равномерно двигаться в направлении шва.
Оборудование
Особого оборудования здесь, слава богу, не нужно. Ванная сварка легко может быть произведена обычным аппаратом инверторного типа. Отличительным качеством таких аппаратов является их способность давать напряжение высокой частоты, которое преобразует электрический ток из переменного в постоянный.
Иногда для дополнительной защиты расплавки в ванне создается специальная среда из защитного газа инертной природы. В этом случае применяют газовые баллоны.
Одно- и многоэлектродная сварка.
Электроды выбирают из группы плавящихся. Покрытие должно быть из сплавов стали, либо алюминия, либо меди. Диаметр стержней электродов также определенный: лучше всего подойдут марки МР-3 или АНО с диаметром в диапазоне 2 – 4 мм.
Обязательны средства защиты: маска сварщика с закреплением на затылке. Спецодежда и перчатки также необходимы для защиты от брызг расплавленного металла и ультрафиолетового облучения.
Использование в строительстве
Конечно же, в строительстве. И прежде всего для соединения арматуры – стержней из металла любой природы. Технически это трудно: стыковой сварочный шов – один из самых «ненадежных».
Кроме строительства ванный способ сварки любят и применяют в сельскохозяйственном секторе, автомобилестроении, в добывающих отраслях, связанных с газом и нефтью.
Что же касается бытовых домашних дел, то ванно-шовная сварка – вполне доступная технология, полезная много где: хоть на дачном участке, хоть в домашнем гараже.
Преимущества и недостатки
Способы полуавтоматической сварки.
Достоинства у ванного способа сварки серьезные:
- Нет необходимости в приобретении специального оборудования, это очень демократичная технология со всех точек зрения.
- Возможность работать с любым положением стыков в пространстве.
- Возможность сооружения чрезвычайно прочного каркаса без риска снижения ее жесткости.
- Финансовая экономность способа.
- Возможность применения в кустарных условиях.
Недостатки больше похожи на технические требования, но мы по-честному перечислим здесь:
- Поскольку металлическое содержимое в ванне все время должно быть в жидком состоянии, процесс варки приходится делать и поддерживать непрерывно. Никаких замен электродов. Иногда это сделать весьма непросто.
- Еще одно жесткое технологическое требование – соблюдение точного температурного режима, иначе может пострадать качество шва.
- Охлаждение должно быть только постепенным, чтобы не было слишком много шлакового слоя.
Источник: https://tutsvarka.ru/vidy/vannaya-svarka
Как соединять рабочую арматуру, чтобы колонны и ригели не разрушались | Строим Дом с Умом
Всем добра! Канал «Строим Дом с Умом» приветствует своих подписчиков и тех, кто впервые его читает! Подписывайтесь и Вас ждут интересные статьи на любые темы, касающиеся частного домостроения, ремонта и жизни на своей земле. А какие тут диспуты кипят под самыми остросюжетными темами — скучно не будет! И сегодня у нас одна из таких вот статей — соединение продольной арматуры в монолитных колоннах — как делать правильно и какие ошибки допускают даже организации-застройщики.
А какие тут диспуты кипят под самыми остросюжетными темами — скучно не будет! И сегодня у нас одна из таких вот статей — соединение продольной арматуры в монолитных колоннах — как делать правильно и какие ошибки допускают даже организации-застройщики.
Итак, почему именно колонны? Дело в том, что размеры частных домов редко превышают по длине и ширине 11,7м (стандартная гарантированная длина арматурных стержней), а следовательно стыковка рабочей арматуры в фундаментах, армопоясах и прочих конструкциях, где она располагается горизонтально, скорее всего не понадобится. Да, на углах, на торцах делаются усиления с перехлестом стержней и об этом мы поговорим отдельно в следующей статье. Но если у Вас есть вертикальные монолитные элементы (стены или колонны), то тут решающее слово не за длиной арматуры, а за технологией производства работ.
Рис. 1. Так стыковал стержни я. Почему именно так и что это за технология — ниже по тексту.Так как в частном домостроении монолитные стены крайне редки (дорого, долго, нет смысла), рассмотрим именно колонны. Дело в том, что арматура не устанавливается в колоннах сразу на всю их высоту на сколько хватает длины стержней. Нет, из фундамента делают выпуски, которые потом при строительстве 1-го этажа наращивают. Есть правила относительно выпусков (первые два универсальные, вторые два — если стыковка будет производиться внахлест):
- внутри тела фундамента они должны надёжно анкериться, поэтому предпочтительно их делать в виде перевернутой буквы «П» (одна «П» — два выпуска)
- выпуски должны быть вразбежку (на разной высотной отметке с «близторчащим» выпуском, оптимальная разница около 600мм).
- высотная отметка меньшего выпуска должна быть хотя бы на 400мм (для арматуры ф12-14мм) и 500мм (для ф16мм) возвышаться над телом фундамента.
- арматурные выпуски («ножки» буквы «П») должны быть изогнуты так, чтобы присоединяемая в колонне арматура как бы была в одной оси с той, что в фундаменте. При этом изогнутая часть должна смотреть внутрь колонны, а изгибать выпуски нужно до бетонирования фундамента (чтобы не повредить тело бетона).

Для наглядности все вышеописанное я попытался изобразить ниже:
Рис. 2. Фиолетовым — фрагмент фундамента, думаю, тут все понятно. Красная арматура — это выпуски, перевернутая «П» (2 шт), она как бы цепляется за синюю арматуру (нижняя рабочая арматура фундамента), белыми овалами условно показано, где арматура входит из фундамента, зелёные линии — продольная арматура колонн, стыкуемая с выпусками, даны отметки верха стержней выпусков (за 0.000 взята отметка верха тела фундамента). Надо ли говорить, что эти же правила справедливы, если у Вас два и более этажей — после плит перекрытия действия аналогичны (хотя в случае мансарды или двух этажей можно заморочиться и после фундамента соединить сразу куски на всю высоту колонны).Разбираем, почему так. Существует три способа стыковки рабочих арматурных стержней — внахлест, методом ванной сварки (встык), методом МСА (механическое соединение арматуры, кстати, тоже встык). Разберём каждый подробнее:
1. Внахлест.
Самый популярный в малоэтажном строительстве способ. Просто два стержня прикладывают друг к другу и связывают проволокой (варить не стоит в данном случае). Перехлест должен быть не менее чем 400-500мм в зависимости от диаметра (как было сказано выше), но я бы рекомендовал 600-800мм. Чтобы сохранить параметры защитного слоя изгиб выпусков делают именно вовнутрь колонны. Иногда на стыкуемых стержнях делают дугообразный крючок для лучшей анкеровки в теле бетона, но как по мне, это уже перебор — лучше нахлест сделать побольше. Разбежка в высоте стыковки (около 600мм) между соседними стержнями делается для того, чтобы все стыки не попадали в одну плоскость — это значительно повышает надёжность конструкции.
Плюсы технологии: быстро, не требуется дополнительных материалов и особых навыков.
Минусы технологии: нужно делать сложные изгибы на выпусках, повышенный расход арматуры, нужно особо тщательно уплотнять бетон в месте стыковки (все таки арматуры не мало), наименьшие эксплуатационные характеристики (передача усилия через бетон) по сравнению с двумя последующими способами (хотя для частного домостроения использовать можно, кроме сейсмоопасных зон — там вообще этот способ не катит).
2. Ванная сварка.
Раньше применялась повсеместно на больших серьёзных стройках, сейчас потихоньку вытесняется МСА. Получила своё название от банального сантехнического прибора. Дело в том, что два стержня (никаких изгибов) свариваются друг с другом в «корытце» из листовой низкоуглеродистой стали (про многоразовые «ванночки» говорить не будем). «Ванночки» изготавливают под различные диаметры стыкуемой арматуры, они прихватываются к стержням в месте стыковки так, чтобы между стержнями было 5-6мм (конец верхнего стержня обрезается под углом, чтобы был лучший доступ), и это пространство тщательно обваривается. «Ванночка» ставится своим дном внутрь колонны (защитный слой + удобство сварочных работ) и служит как бы ёмкостью, препятствующей растеканию расплавленной стали. Арматура должна быть класса А500С. Я соединял у себя этим способом (внимательно смотрите Рис.1), рука не поднялась нахлестываться. Плюсы для меня перевесили минус, а именно:
Плюсы технологии: прочно-надёжно, экономия арматуры за счёт отсутствия нахлестов, ничего не надо гнуть, допускается в сейсмически опасных зонах.
Минусы технологии: нужен рукастый сварщик — это же не мангал сварить. Ну и ванночки с электродами денег стоят.ис. 3. слева — сами ванночки, справа — в процессе ванной сварки (Источник — Яндекс.Картинки)
Рис. 3. Первое фото — непосредственно процесс ванной сварки продольной арматуры в колонне, второе — «ванночки» собственной персоной. (Источник — Яндекс.Картинки)Рис. 3. Первое фото — непосредственно процесс ванной сварки продольной арматуры в колонне, второе — «ванночки» собственной персоной. (Источник — Яндекс.Картинки)Рис. 4. технология ванной сварки3. Технология механического соединения арматуры.
До частного домостроения вряд ли когда-нибудь доберётся, но в рамках темы сказать о ней нужно обязательно. Почему? Это очень эффективно и, черт возьми, красиво! Применяется на больших объектах, где количество таких соединений — тысячи. Необходимо специальное оборудование. В чем заключается: стержни соединяются между собой специальными муфтами (резьбовыми с параллельной или конической резьбой или обжимными). И все. У технологии куча плюсов — и скорость, и высокие эксплуатационные качества, и отсутствие сварки (и возможности навредить арматурной стали), и подходит для любой местности и всех типов конструкций, и т.п., и т.д. Но! На малые заказы никто не заморачивается. Да и стоимость конкурентоспособна только на больших объёмах. Если уж приспичило, конечно, можно и этим способом стыковаться — вдруг эту статью читает счастливый человек, планирующий и имеющий возможность построить домик квадратов в 1000…
Необходимо специальное оборудование. В чем заключается: стержни соединяются между собой специальными муфтами (резьбовыми с параллельной или конической резьбой или обжимными). И все. У технологии куча плюсов — и скорость, и высокие эксплуатационные качества, и отсутствие сварки (и возможности навредить арматурной стали), и подходит для любой местности и всех типов конструкций, и т.п., и т.д. Но! На малые заказы никто не заморачивается. Да и стоимость конкурентоспособна только на больших объёмах. Если уж приспичило, конечно, можно и этим способом стыковаться — вдруг эту статью читает счастливый человек, планирующий и имеющий возможность построить домик квадратов в 1000…
Ну вот как бы и все. Статья получилась большая, но короче об этой теме рассказать в принципе невозможно. Если Вы читаете эти строчки, значит все не зря! Осталось поставить лайк и подписаться — будем говорить о строительстве и ремонте много и часто… Железобетонного Вам здоровья и до скорых встреч!
А если Вы присоединились к нашей дружной компании только сейчас, вот ссылки на некоторые предыдущие статьи:
Почему может треснуть плита перекрытия и как этого не допустить
Фановая труба — почему она обязательна и вообще что это за фрукт
Недостаточная проработка проекта и экономия — и дом под снос
Почему для дома я рекомендую делать монолитный каркас
Лестницы — какие бывают и почему монолитная лучше всех
Точка росы или почему нужно обязательно утеплять дом
Что такое ригельная балка и когда ее применять
Как правильно сваривать арматуру между собой
Сварка арматуры для фундамента: особенности применения метода
При постройке любого здания большое внимание уделяется основанию. На протяжении многих лет фундамент должен оставаться крепким и надежным.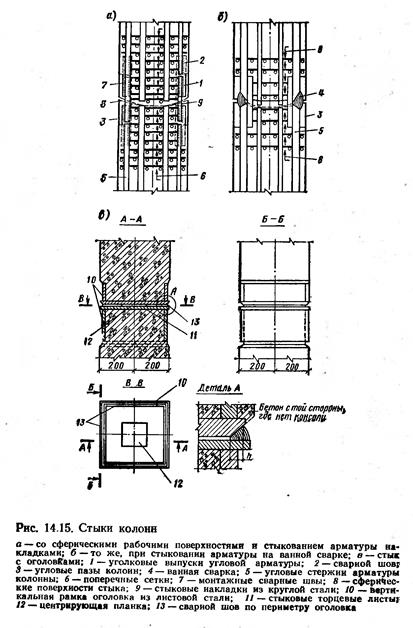 Ведь именно на нем держится вся постройка. Если основание не будет обладать необходимым качеством, сооружение может давать трещины, перекосы или вообще рухнуть. Для изготовления качественного фундамента нужно тщательно выполнять все требования технологического процесса. Даже незначительное отклонение от правил может привести к фатальным последствиям.
Ведь именно на нем держится вся постройка. Если основание не будет обладать необходимым качеством, сооружение может давать трещины, перекосы или вообще рухнуть. Для изготовления качественного фундамента нужно тщательно выполнять все требования технологического процесса. Даже незначительное отклонение от правил может привести к фатальным последствиям.
Неотъемлемой частью монолитного фундамента является армированный каркас, который служит укрепляющим элементом и поэтому играет немаловажную роль для прочности всего основания. Металлические прутья скрепляются между собой двумя способами – вязка или сварка. Связывание арматуры — это более надежный способ, но весь процесс занимает много времени и сил. Сварка арматуры для фундамента забирает меньше времени, но дает меньшую прочность в отличие от первого варианта.
Поэтому свариваемый армированный каркас применяться только в особых случаях, которые представлены далее.
В каких случаях используется сварка арматуры
Самый быстрый способ изготовления армированной сетки для фундамента –это метод сваривания. Но такой метод применяется только в некоторых случаях. Перед тем как принять решение использовать сваренный или вязанный армированный каркас, эксперты должны заранее проанализировать расположение здания, состав грунта и другие факторы, которые могут в будущем негативно повлиять на фундамент.
Если исследования пройдут успешно и на территории, где будет строиться задание, нет подвижных, в том числе и сыпучих грунтов, тогда можно использовать скрепление арматуры методом сварки.Чтобы арматурная конструкция была более качественной необходимо тщательно подбирать материал и соответствующий инструмент для изготовления, а также соблюдать технологический процесс проведения сварочных работ.
Перед тем как начинать массовые работы необходимо удостовериться в качестве используемого инструмента и материала для создания армированного сооружения. Это поможет в дальнейшем избежать непредвиденных ситуаций и удостовериться в качестве будущего основания.
Преимущества и недостатки
Можно ли сваривать арматуру для фундамента или же все-таки лучше вязать металлические прутья? На этот вопрос нет конкретного ответа, так как даже высококвалифицированные специалисты расходятся во мнении или на практике используют оба варианта. Связывание металлических прутьев занимает больше времени и усилий в отличие от сваривания прутьев между собой, что немаловажно для строительного процесса.
Но выбирая метод сварки нужно учитывать деформацию поверхностной и внутренней структуры металла за счет высоких температурных диапазонов. Поэтому такой метод в большинстве случаев применять нельзя.Если применить более крупную арматуру, то это практически никак не повлияет на будущую основу. При использовании более тонких арматурных прутьев нужно учитывать изменение структуры материала при монтаже.
Для уменьшения пагубного влияния высокого температурного диапазона, мастера стремятся создать сварочный процесс более совершенным.
Зачастую метод сваривания применяют на устойчивой почве, где проседание и движение грунта имеет минимальные показатели. Это означает, что фундамент также будет иметь минимальное движение и не будет создавать дополнительных нагрузок на армированную сетку, сварочные швы которой будут оставаться целостными. Пагубное влияние на сварочные точки можно снизить идеально подобранной технологией.
Как снизить негативное воздействие сварки на прочность арматуры
Если принято решение варить арматуру для фундамента, тогда необходимо знать, как минимизировать потерю свойств структуры металла. Перед тем как приступить к работе, необходимо правильно подобрать электроды. Для арматуры диаметром не больше 14 миллиметров можно использовать «АНО-21» или «Тр». Такой вид электродов можно найти практически в любом строительном магазине.В процессе проведения сварочных работ нужно учитывать и величину точки стыка, так как она играет большую роль в уровне качества сварочного шва.
Чтобы выбрать правильную величину сварочной точки необходимо провести небольшой тест. Для этого понадобиться два небольших кусочка прута, которые будет использоваться в изготовлении армирующего каркаса. Заварив их между собой, необходимо внимательно изучить качество шва. Если место стыка не имеет микротрещин и других дефектов, значит это качественная сварка, которая может проводится в основном процессе изготовления армирующего каркаса. Также такой проверочный метод поможет выбрать правильную подачу тока.
Для этого понадобиться два небольших кусочка прута, которые будет использоваться в изготовлении армирующего каркаса. Заварив их между собой, необходимо внимательно изучить качество шва. Если место стыка не имеет микротрещин и других дефектов, значит это качественная сварка, которая может проводится в основном процессе изготовления армирующего каркаса. Также такой проверочный метод поможет выбрать правильную подачу тока.
Если в процессе сварочных работ электрод прилипает к металлу, это говорит о том, что необходимо немного увеличить напряжение.
Если после проведения сварочных работ на швах образуются микротрещины, это означает, что металл не выдерживает температурной нагрузки, а значит не подходит для перевязки между собой методом сварки.
Существует несколько способов сваривания арматуры. Но для изготовления армированной сетки чаще всего используют электродуговую инверторную сварку. Популярность этой сварки обусловливается контролем и соответствующей регулировкой подачи тока.
Системы стыка также могут быть разными. Но чаще всего применяются такие варианты:
- стыковая;
- тавровая;
- крестовая;
- внахлест.
В основном несущие прутья варятся внахлест, а поперечную арматуру изготавливают крестовым методом сварки.
Требования к проведению сварочных работ
Если проведенные анализы грунта показали положительный результат и отсутствие значительного перекоса площадки, то возможно изготовить армированный каркас методом сварки. В данном случае все соответствующие работы должны выполнятся только профессиональными сварщиками с учетом всех технических требований.
Перед проведением сварочных работ необходимо выполнить несколько этапов подготовки материала для будущего каркаса. Первым из них будет — подготовка арматурных прутьев на воздействие высоких температурных диапазонов, а по окончанию сварочных работ металл должен самостоятельно остыть и набрать необходимую прочность и жесткость.
Второй этап – обработка сварочных швов антикоррозийным покрытием. Это поможет сделать весь арматурный каркас более надежным и устойчивым.
Негативные последствия сварочного крепления арматуры
Перед тем как рассматривать вариант скрепления металлических прутов для изготовления армированного фундамента, нужно учитывать тот факт, что в местах стыка под воздействием высоких температур металл теряет свои свойства, поэтому становится более уязвим к высоким нагрузкам. В связи с этим специалисты ограничивают проведение таких сварочных работ фундаментного армированного каркаса, что обусловлено неподходящим грунтом или значительным перекосом строительной площадки.
Изготовление армированного фундамента методом сварки возможно при условии, если грунт имеет устойчивую структуру и не склонен к значительному проседанию.
Кроме всего прочего важно помнить, что снижения прочности армированного каркаса в соединительных местах можно избежать. Все что для этого нужно – правильно выбрать инструменты для проведения соответствующих строительных работ и соблюдать технологический процесс в изготовлении армированного каркаса.
Также перед проведением основных работ инструменты, а также сам материал, из которого будет изготавливаться армированный фундамент, можно предварительно испытать. Это поможет проанализировать корректность применяемой технологии и прочность самого сооружения.
Источник: https://idachi.ru/stroitelstvo-i-remont/fundament/svarka-armatury-dlya-fundamenta.html
Ванная сварка арматуры — описание технологии
При строительстве зданий и сооружений монолитно-каркасного типа для армирования железобетона используются стальные прутья различного типа и диаметра. Такой железобетон идет на изготовление плит перекрытия, балок, возведение свай и колонн. Армированный железобетон в гражданском и промышленном строительстве нашел широкое применение. Фундаменты, цокольные помещения, балконные плиты, лестничные марши – все это изделия из железобетона. Надежное соединение каркасных деталей между собой обеспечивается сваркой арматуры.
Надежное соединение каркасных деталей между собой обеспечивается сваркой арматуры.
При возведении монолитных конструкций также требуется соединение стержней каркаса для придания жесткости сооружению. Тонкие металлические прутья используются для укрепления цементной стяжки пола. Во всех этих случаях используется соединения, самым надежным из которых на сегодня является ванная сварка арматуры.
Виды соединений арматуры
Армирующие стыки можно соединить в единую надежную конструкцию несколькими способами. Применение каждого из них требует точного соблюдения технологии, что обеспечивает надежность всей конструкции. Прочность соединений стальных прутьев, в зависимости от предполагаемой нагрузки, обеспечивается разными способами.
Различают три основных вида соединения:
- Методом нахлеста;
- Перекрестное;
- Встык.
Нахлесточное
Соединение арматуры внахлест чаще всего применяется при необходимости распределения сжимающих и растягивающих нагрузок по всей поверхности. Существует несколько правил, которым необходимо неукоснительно следовать при использовании этого метода:
- Соединение внахлест можно применять лишь на участках с наименьшим напряжением;
- Соединяемые прутья должны быть одного диаметра. Допускается лишь небольшое отклонение в исключительных случаях;
- Этот способ разрешается использовать лишь для соединения прутьев, диаметр которых не превышает 20 мм.
При соединении арматуры сваркой внахлест образуются швы в месте соприкосновения обеих частей, что обеспечивает равностороннюю опору для готового изделия. Чаще всего такое соединение применяется для создания металлических каркасов под будущий монолит.
Иногда применяют соединение арматуры внахлест без сварки. В этом случае стальные прутья в местах пересечения связываются с помощью проволоки. Это возможно при создании металлоконструкций, которые не будут подвергаться большим нагрузкам. В промышленном производстве такой метод не используется, а для частного строительства иногда возможен. Выбор, вязать или варить арматуру, зависит от того, для каких нагрузок монтируется армированная конструкция.
В промышленном производстве такой метод не используется, а для частного строительства иногда возможен. Выбор, вязать или варить арматуру, зависит от того, для каких нагрузок монтируется армированная конструкция.
Рекомендуем! Резка металла кислородом и пропаном
Перекрестное
Крестообразное соединение прутьев металлического каркаса рекомендуется сваривать методом контактной точечной сварки. Этим способом изготавливаются сварные сетки, а также плоские каркасы из арматуры, с последующей их сборкой в пространственные конструкции.
Контактная сварка арматуры крестообразным способом осуществляется с использованием:
- В единичных случаях или мелком производстве – одноточечных машин стационарного или подвесного типа;
- Для массового промышленного производства – специализированных контактных многоточечных машин.
Для крестообразных соединений также может быть использован метод вязки. Он позволяет соединять между собой прутья арматуры любого диаметра, преимущественно до 20 мм. Стержни диаметром свыше 20 мм рекомендуется соединять сварным способом, при этом они создают большую площадь соприкосновения во время варки.
Стыковое
Сварка арматуры встык характерна соединением концов прутов по всей площади касания путем нагрева. Соединение стыков можно осуществлять двумя способами:
- Оплавление соприкасающихся плоскостей – стыки нагреваются до состояния оплавления;
- Нагрев соединяемых деталей методом сопротивления – при нагревании стык доводится до пластического состояния.
Выбор того или иного способа зависит от марки используемого металла, диаметра арматуры, а также от требований к прочности соединения. С особенностями сварки стыков и применения видов соединений можно ознакомиться, посмотрев данное видео:
Основные способы сварки арматуры
Соединения сварные арматуры осуществляются несколькими способами:
- Стыковое сваривание контактное;
- Сварка продольными швами;
- Точечное контактное сваривание;
- Электродуговая сварка;
- Сварка ванным способом.

Какой из этих видов сварного соединения выбрать, зависит от каждого конкретного случая с учетом используемого материала и расчётной нагрузки на них. Нередко применяются одновременно несколько способов сразу. Очень часто доминантным при выборе является простота или надежность конкретного метода.
Сварку встык контактную применяют для соединения стальных прутьев, имеющих одинаковые или немного различные сечения.
Контактная сварка арматуры оплавлением
Контактная стыковая сварка арматуры осуществляется значительно быстрее, чем при плавлении. Это позволяет повысить производительность строительных работ. При этом свариваемый стык не подвергается значительному короблению.
Данные преимущества позволяют использовать контактную стыковую сварку в промышленных масштабах, поскольку этот метод можно легко автоматизировать и использовать в конвейерном производстве. Однако у него есть один существенный недостаток: происходит большой расход стальных прутов и электродов для сварки.Рекомендуем! Сущность и режимы газовой ацетиленовой сварки
https://www.youtube.com/watch?v=icsd6Zpi-AY
Для того, чтоб соединить тяжелые элементы крупногабаритных железобетонных конструкций, предпочтительнее использовать сварочный метод продольными швами. Он наиболее надежен, однако из-за затратности применяется достаточно редко.
Точечную сварку применяют для соединения стыков сечением до 50 мм. Чаще всего ею соединяют малогабаритные элементы, имеющие небольшой вес. Преимущества метода – более низкий расход материалов, чем при контактном способе, однако точечная сварка уступает контактной в надежности.
Точечная контактная сварка арматуры
Для надежного скрепления арматуры из стали разных марок используется электродуговая сварка. Однако ее можно применять лишь на отдельных участках, поскольку она стыки, полученные методом электродуговой сварки, не выдерживают повышенных нагрузок.
Ванный способ соединения стыков позволяет сваривать стержни с большим диаметром – от 20 до 100 мм. Этот метод широко используется в промышленном и гражданском строительстве, где требуется большое количество соединения стыков.
Этот метод широко используется в промышленном и гражданском строительстве, где требуется большое количество соединения стыков.
Он является самым надежным методом создания цельного жесткого силового каркаса будущего сооружения. Многих интересует вопрос – можно ли этим способом сваривать арматуру в разных плоскостях.
Сваривание арматуры ванным методом возможно в любой плоскости – горизонтальной и вертикальной.
Особенности технологии ванного способа
Сваривание ванным способом обеспечивает возведение прочных армированных конструкций при значительной экономии металла и трудозатрат.
Наибольшее распространение в отечественной промышленности получили разновидности ванной сварки:
- Ручная сварка в стальной скобе методом с трехфазной и однофазной дугой;
- Полуавтоматическое сваривание ванным способом в керамической форме;
- Автоматическая сварка стыков в медной форме с использованием шлака.
Ванная сварка горизонтальных и вертикальных стыков имеет свои особенности. Стоит отметить, что наибольшее распространение получил первый метод, как менее затратный.
При сварке горизонтально расположенной арматуры применяются стальные формы – ванны, имеющие форму скобы. Для вертикальных — усеченный конус. Форма приваривается к концам арматуры в месте соединения, в ней посредством высокой температуры дуги создается ванна жидкого металла. От высокой температуры расплавленного металла начинают плавиться концы арматуры, образуя в месте шва после остывания единое сварное соединение.
Рекомендуем! Как правильно научиться варить инверторной сваркой
Качественная сварка этим способом может быть обеспечена лишь при правильной предварительной подготовке торцов металлических стержней:
- Зачищаются жесткой металлической щеткой концы прутков от окалины, грязи или коррозии;
- Торцы прутьев размещаются соосно, зазор между ними не должен превышать полтора диаметра сварочных стержней.

Главное требование при ванном способе – торцы металлических прутков должны быть четко совмещены друг с другом, их оси не должны быть смещены по отношению друг к другу больше чем на половину диаметра.
Такой точности можно добиться, если для стыковки концов применять специальные кондукторы, фиксирующие расположение арматуры в течение всей сварки.
Кондуктор для сварки арматуры
Ванное сваривание требует токов с большими величинами – до 450 А, при использовании электродов, имеющих диаметр 5-6 мм. Пониженная температура воздуха увеличивает эту норму еще на 10%.
Сварка горизонтальных стыков
При сварке швов вертикально расположенных прутков в качестве ванны используется штампованная металлическая форма. Ее приваривают к нижнему пруту арматуры и используют без присадок.
Затем верхний прут с помощью кондуктора стыкуется с нижним и фиксируется. После этого в форму направляется наплавленный горячий металл. Для выпуска шлака в форме с помощью электрода прожигается отверстие, которое затем снова заваривают.
Сварка вертикальных стыков
Преимущества и недостатки сваривания стыков ванным способом
К несомненным плюсам ванного сваривания относятся:
- Возможность использования обычного сварочного оборудования, как и для электродуговой сварки;
- Не требуется поворачивание конструкции для полноценного сваривания;
- Сваренный шов на качество можно проверить, используя гамма-лучи;
- Стыки, соединенные ванным способом без накладок, позволяют экономить электроды — на каждом от 0,5 до 2,5 кг, и по 10-60 кг металла;
- Значительная экономия трудозатрат по отношению к другим способам сваривания.
Недостатком ванного сваривания являются случаи зашлаковывания торцов стальных прутов из-за раннего отвода от места сварки тепла. Из-за этого соединение может быть лишено необходимой прочности и надежности. Чтобы уменьшить риск зашлаковки соединения, необходимо перед началом сваривания прогреть торцы прутьев, а также предпочтительно использовать формы из теплопроводных материалов.
Источник: https://svarkagid.ru/tehnologii/svarka-armatury-vannym-sposobom.html
Способы сварки арматуры
Арматурой называют конструкцию, состоящую из прутков металлопроката различных форм и размеров. Основной ее задачей является перераспределение напряжения сжатия и растяжения внутри объекта строительства. Соответственно, к жесткости такой конструкции предъявляются повышенные требования. Показатель жесткости, в свою очередь, определяется качеством соединения арматуры сваркой. В настоящее время используется несколько способов сварки. Особенности некоторых из них рассмотрим в статье.
Сварка арматуры: ГОСТ 14098–91
Наиболее распространенными видами соединений считаются:
- электрошлаковое полуавтоматическое;
- ванно-шовное;
- электродуговое ручное;
- контактное;
- ванное.
В ГОСТ определены конструкция, геометрические параметры, виды соединений, получаемые при электродуговой и контактной сварке арматуры.
Положения стандарта действуют в отношении стержней с сечением не больше 30, но не меньше 4 мм, а также металлической проволоки с сечением более мм.
Типы соединений
ГОСТ определяет три их типа:
- нахлесточное;
- стыковое;
- тавровое.
Сварка арматуры нахлестом производится по 2-м рельефам и швами (электродуговой ручной способ). Тавровое соединение выполняется в инвентарной форме (с использованием в ванне одного электрода), под флюсом (в этом случае присадочную проволоку не применяют), механизировано, вручную, контактно (путем непрерывного оплавления изделия с сопротивлением).
Стыковая сварка арматуры осуществляется различными способами. Наиболее распространенными считаются:
- В комбинированных несущих и формующих деталях спаренных прутков одним стержнем.
- Механизированным способом с использованием электродуги и проволоки (порошковой присадки).
- В инвентарной форме.
- Ручным дуговым способом и многослойными швами.

Этот метод используется, как правило, для соединения:
- Арматурных изделий большого диаметра (2-10 см).
- Стыков прутков, расположенных в несколько рядов в железобетонных конструкциях.
- Стыков фланцев, изготовленных из стальных полос с большим сечением.
Прекрасно подходит этот метод сварки арматуры для фундамента и других крупных железобетонных изделий, сложных каркасов при сооружении разных зданий. Он обеспечивает сохранение прочности параметров и жесткости конструкции по всей длине. Такая сварка арматуры позволяет создать единый силовой каркас.
Соединение может выполняться как горизонтально, так и вертикально. Ванную сварку арматуры колонн и других вертикальных изделий можно, таким образом, осуществить без их перемещения и приведения в горизонтальное положение.
Еще одно преимущество состоит в том, что для выполнения соединения используются стандартные приспособления, как при электродуговой сварке.
Важный момент
Ключевое условие для получения качественных стыков при ванной сварке арматуры – четкое совмещение прутков. Необходимо следить за тем, чтобы оси стержней не смещались больше чем на половину своего сечения относительно друг друга.
Для соблюдения этого условия используются кондукторы различного вида. В них геометрические параметры и расположение прутков при сварке арматуры остаются неизменными.
Суть метода
Перед непосредственной сваркой к пруткам присоединяют (приваривают) стальную форму. В ней формируют ванну с расплавленным материалом. Для этого используется электродуга. Торцы прутков под высокой температурой плавятся. Это приводит к созданию одной ванны материала шва.
Перед сваркой арматуры торцы и поверхности прутков зачищаются. С них удаляют окалину, коррозию, грязь. Для этого используется жесткая щетка со стальными щетинками.
Для этого используется жесткая щетка со стальными щетинками.
После очистки прутки размещают соосно. Между торцами должен быть зазор. Его размер – меньше 1,5 диаметров стержней.
При сварке арматуры колонн в качестве формующего элемента выступает листовая штампованная форма. Она прикрепляется к нижней части сваркой без использования присадок. Заплавление стыка по всей площади сечения производится посредством выполнения колебательных постепенных движений электродом. Относительно осей прутков такие движения производятся перпендикулярно.
Шлаковый излишек удаляется с помощью черпака. Затем конец верхнего прута присоединяют к концу нижнего, после чего направляют металл в форму.
Шлак выпускается из формы через специальное отверстие, которое прожигают электродом. После завершения соединения стержней его заваривают.
Варианты ванной сварки
На практике применяется три способа:
- Полуавтоматический (в керамической форме).
- Одно-, трехфазной электродугой с использованием стальной скобы (ручной вариант).
- Автоматический ванно-шлаковый (в медной форме).
Наиболее экономичным считается вариант, при котором накладки при соединении стержней не используются. Дело в том, что на их изготовление необходимо затратить определенное время и металл. При отсутствии накладок, кроме того, обеспечивается компактное соединение.
Нюансы
Сварка в ванне выполняется при токах с большими показателями. Он может составить 450 ампер, если используются 5-6-миллиметровые электроды.
Если соединение изделий производится при низких температурах, используется ток приблизительно на 10 % выше стандартного. Профессионалы рекомендуют применять стержни УОНИ-13/55.
При использовании трехфазной сварки следует оставлять зазор на 1,5-2 см больше, чем диаметр электрода. Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать «обратный прогиб» пруткам, если они имеют большую длину.
Показатель несовпадения осей стержней арматуры не должна быть больше 5 % площади сечения электродов. Специалисты рекомендуют придать «обратный прогиб» пруткам, если они имеют большую длину.
Устранение зашлаковки
Довольно часто торцы стержней при выполнении ванного сварного соединения зашлаковываются. Это обуславливается быстрым теплоотводом. В результате надежность соединения существенно снижается. Уменьшить вероятность зашлаковки можно:
- Подогрев торцы перед сваркой.
- Используя металлические формы, выполненные из теплопроводных материалов. Как правило, применяются медные элементы.
Скоба
Она используется для закрепления места стыка снизу. Применяется скоба из листовой стали с небольшим содержанием углерода или выполненная из прутков.
Обхват позволяет удержать жидкий металл и предотвращает его течь. Для повышения эффективности фиксации по краям скобы монтируются ограничители, не допускающие растекание шлака по стержню.
Не следует использовать накладные элементы из медных, латунных, бронзовых сплавов. Как правило, они изготавливаются из чистой меди. Такие скобы служат довольно долго.
Контактный метод
Он считается одним из самых распространенных способов сварки. Место контакта изделий оплавляется за счет нагревания до температуры деформации и сдавливания. Осуществляется это посредством пропускания тока по цепи, звеньями которых являются в том числе и сами стержни. Ток появляется в замкнутой цепи, а наибольшее сопротивление при этом концентрируется на участке контакта прутков. Вместе с тем выделяется тепло, которое обеспечивает максимальный нагрев этой области.
Уменьшить время сварки можно, увеличив силу тока до 10, а в ряде случаев до 20 тыс. ампер. В этом случае плавление металла происходит практически мгновенно. Соответственно, время прохождения тока по цепи существенно уменьшается.
Контактное соединение изделий может осуществляться стыковым или точечным способом. Первый используется, когда торцевые части располагаются встык. Точечная сварка арматуры применяется, когда стержни накладываются друг на друга. Они соединяются в нескольких точках одновременно.
Точечная сварка арматуры применяется, когда стержни накладываются друг на друга. Они соединяются в нескольких точках одновременно.
Оборудование
Для соединения стержней контактным способом используется профессиональный аппарат. Сварка арматуры должна осуществляться при определенной силе тока и уровне сжатия участка контакта, в течение заданного времени.
Все оборудование условно разделяется на мобильное и стационарное. Простейший аппарат можно собрать самостоятельно. В него должны входить 2 функциональных узла. Первый – блок питания, второй – электродные держатели выносного типа.
Стыковое соединение
Его технология основывается на использовании тепла на торцах изделий. Нагревание происходит за счет прохождения через эти области электротока. Он подается после замыкания цепи посредством соединения концов. Обеспечивается нагрев большим сопротивлением.
После завершения пропускания и отключения тока производится «осадка» разогретого участка. Для быстрого нагрева металла в области соединения и предотвращения потери тепла применяется режим высокой токовой нагрузки.
Стыковая сварка применяется для соединения гладких стержней, диаметр которых не менее 14 мм. Для соединения арматуры, изготовленной горячим способом и имеющей профиль, такой метод применяется, если диаметр прутков не менее 32 мм.
Особенности выполнения работ
Технология стыковой сварки разделяется на два типа:
- Непрерывный способ.
- Прерывистый метод.
Приоритет отдается второму типу. Перед началом работы концу арматуры очищаются от шлаковых образований, остатков краски, ржавчины. Для этого используются зубило, молоток и металлическая щетка. Чистота торцов имеет существенное значение для качества сварки.
Точечное соединение
Оно используется в основном при создании арматурных каркасов, армирующих сеток из прутков с малым сечением.
Можно применять точечную сварку и в домашних условиях, к примеру, при ремонте бытовой техники.
Выполняется соединение двумя способами. В первом случае металл на участке соединения доводится до расплавленного состояния и до формирования литого ядра. Во втором – металл просто нагревается.
Если на участке пересечения точечно соприкасающихся стержней будет проходить большой ток, в этой области возникнет высокая теплоотдача. Это связано с тем, что сопротивление прутков арматуры выше, чем медных проводников, включенных во вторичный контур аппарата для сварки.
Процесс следует проводить при высоких показателях тока. За счет этого повышается не только производительность, но и качество соединения. Для этого применяется мощное дорогостоящее оборудование. В домашних условиях можно использовать компактный аппарат, изготовленный в том числе и самостоятельно.
Ключевым узлом устройства прибора для точечной сварки выступает трансформатор. За счет него генерируется большой ток. В аппарате может использоваться трансформатор стандартного типа ОСМ-1. Однако его необходимо немного модернизировать для получения вторичной обмотки большей мощности.
Процесс точечного соединения
Работа выполняется поэтапно:
- Прутки укладываются в определенном положении и помещаются между электродами аппарата. Они плотно прижимаются в участке будущего соединения.
- В область контакта подается ток; происходит нагрев металла до пластического состояния, требуемого для деформации. Благодаря прижатию формируется уплотняющий пояс, который предотвращает растекание металла.
- Токовый импульс должен быть сильным и кратковременным. Это обеспечит образование прочного точечного контакта стержней после прекращения подачи.
Соединение внахлест
Оно предполагает фиксацию стержней, частично наложенных друг на друга. При использовании этого метода прутки образуют одну линию с взаимным перекрытием своей длины на участках стыковки.
Соединение внахлест применяется для распределения продольной сжимающей/растягивающей нагрузки на поверхность стержня. При выполнении работ необходимо следовать некоторым правилам:
- Нахлест допускается на участках с минимальным напряжением на конструкцию.
- Стержни разного диаметра должны распределяться равномерно. Однако лучше использовать одинаковые прутки.
- Сварка внахлест применяется для соединения стержней с сечением, не превышающим 20 мм.
- Взаимное наложение прутков должно быть больше 50 см.
Сварку внахлест изделий промышленного назначения, находящихся под повышенной нагрузкой, рекомендуется выполнять с использованием дуговой ручной сварки. Она осуществляется одним-двумя швами с флангов. Чтобы стык получился качественным, длина шва должна превышать диаметр прутков не менее чем в 10 раз.
Ручную дуговую сварку выполняют, как правило, в горизонтальном положении стержней. Для работы применяется обычное оборудование, в состав которого входит трансформатор, газовая горелка, или аппараты с нейтральным газом.
Источник: http://fb.ru/article/343558/sposobyi-svarki-armaturyi
5 способов сварки арматуры своими руками
Под арматурой понимают конструкцию, созданную из прутков металлопроката разного размера и формы. Основная функция арматуры – перераспределять напряжение растяжения и сжатия внутри строительного объекта. Поэтому к ней предъявляются повышенные требования жесткости. Эта характеристика во многом зависит от качества соединения арматурных прутков. Одним из основных способов соединения является сварка.
Для создания арматурных конструкций своими руками можно использовать много видов сварных соединений. Чтобы провести работы качественно, нужно знать, что они собой представляют и как происходит процесс сварки.
Ванный способ сварки
В основе технологии лежит получение расплава металла в области, ограниченной арматурными концами и накладкой, закрепленной в области соединения прутков. Создается своеобразная ванна из жидкого металла, состоящего из электродного расплава и торцов соединяемых электродов. Накладки необходимы для предотвращения растекания полученного при сварке расплава. Одновременно устанавливаются ограничители с торцевых концов накладки.
Формы — накладки изготавливаются из низкоуглеродистых марок сталей. После проведения сварочной работы их оставляют в области соединения арматуры.
Применяются также съемные многоразовые формы — накладки. Они изготавливаются из медных сплавов, а также из керамики или графита. Работу выполняют с помощью одного электрода или соединенными одной платформой несколькими электродами, имеющими вид гребенки.
Ванная технология позволяет соединять стержни, расположенные в любом положении. При соединении стержней, находящихся в горизонтальном направлении, стальная накладка приваривается к области стыка. Элементы должны располагаться на расстоянии 1,5 – 2 размера диаметра электродов, используемых для сварки.
При стыковке элементов, находящихся в вертикальном положении, используют штамповую форму — накладку. Ее приваривают к нижнему торцу соединения с проплавлением сечения торца сквозь форму. Затем торец арматурного стержня, расположенного сверху, прикладывают к расплавленному сечению нижнего стержня и проводят дальнейший расплав стыкуемых концов арматуры. В результате форма заполняется образовавшимся жидким металлом.
Для избавления от образовавшихся шлаков в боковой стенке формы прожигают отверстие, которое после окончания работы заваривают.
Особенности проведения ванной сварки арматуры
Характерными особенностями технологии ванной сварки являются:
- непрерывность сварочного процесса;
- четкое соблюдение соосности стыкуемых стержней, смещение не должно превышать 0,05 от их диаметра;
- высокая температура дуги, обеспечивающая плавление свариваемого металла в области стыка за счет дополнительного замкнутого пространства ванны;
- Ванным способом стыкуют стержни диаметром от 20 мм до 100 мм.
Необходимое оборудование
Для проведения работ необходимо иметь саму арматуру и сварочный аппарат инверторного типа, обеспечивающий понижение напряжения сети 220 Вт и большую силу тока. Выбрать арматуру в Санкт-Петербурге можно, к примеру, в Сталепромышленной компании, которая является на данный момент одним из лидеров рынка.
Для домашнего использования можно приобрести аппарат небольшого размера.
Также потребуются формы — накладки, соответствующие размеру арматуры и ее сплаву и плавящиеся стальные электроды с покрытием. Например, можно использовать стержни диаметром от 2 до 4 мм марки МР-3 или АНО.
Контактная сварка
Одним из распространенных способов соединения арматурных стержней является контактная сварка. Она предполагает оплавление изделий в месте их контакта за счет нагрева до температуры пластической деформации и механического сдавливания этой области. Происходит это в результате пропускания тока в цепи, включающей сами стержни арматуры. Ток возникает в замкнутой цепи, где наибольшее сопротивление концентрируется в области контакта стержней. Это сопровождается выделением тепла в этом месте и его максимальным нагревом до состояния оплавления.
Для уменьшения времени проведения процесса силу сварного тока увеличивают до 10, а иногда 20 тысяч ампер. При таком режиме металл в области контакта расплавляется практически мгновенно, что приводит к сокращению времени прохождения тока в цепи.
Контактный способ подразделяется на стыковую форму (а), когда стержни расположены встык торцевыми частями, и точечную (б), когда стержни наложены друг на друге и привариваются одновременно в нескольких точках.
Оборудование для контактного способа соединения
Сварка арматурных стержней контактным способом проводится с использованием профессионального оборудования, обеспечивающего основные параметры процесса: силу тока, времени его протекания и степени сжатия области контакта.
При проведении работ в домашних условиях можно использовать простые сварочные устройства, работающие в ручном или автоматическом режиме.
Аппараты для проведения контактного способа соединения арматуры условно можно разделить на стационарные и передвижные устройства, включающие подвесной тип.
Простейшее устройство можно сконструировать самостоятельно. Оно должно включать два функциональных узла: блок питания и выносные электродные держатели с электродами, с помощью которых ток поступает к области сварки.
Стыковая сварка
Технология стыковой контактной сварки основана на использовании тепла в торцевых контактных областях. Нагрев происходит при прохождении тока через них после замыкания цепи путем соединения концов за счет большого сопротивления в области торцевого соединения.
После окончания пропускания тока и его отключения проводят «осадку» разогретого пластичного участка. Чтобы металл арматуры в области соединения нагрелся быстро, и не успела произойти большая потеря тепла, используют режим с высокой токовой нагрузкой, когда ток достигает тысячи ампер.
Стыковой сваркой соединяют гладкие стержни, имеющие диаметр не меньше 14 мм. Для арматуры, полученной горячим способом прокатки и имеющей периодический профиль, стыковая сварка может применяться для стержней с диаметром от 32 мм.
При стыковом соединении выделяют две разновидности проведения технологии:
- непрерывный способ оплавления стержней;
- прерывистое оплавление стыкуемых торцов после предварительного подогрева.
Преимущество отдается прерывистому способу оплавления.
Перед началом проведения работ концы стыкуемой арматуры тщательно очищают от ржавчины, краски и шлаковых образований с помощью зубила, молотка и металлической щетки. Чистота стыкуемых поверхностей существенно влияет на качество соединения.
Контактно — точечная сварка арматуры
Точечный вид сварки является частным случаем контактной технологии. В производстве арматурных каркасов используется в основном этот вид соединения, включая армирующие сетки из прутков малого сечения.
В домашних условиях также возможно использование этого способа соединения, например, при ремонте бытовых приборов и техники.
Точечная сварка может проводиться двумя разными способами:
- металл в области соединения доводят до состояния расплавления и образования литого ядра;
- металл в области соединения нагревают, но не доводят до расплавления.
Принцип нагрева места стыковки аналогичен контактной сварке. Если в месте пересечения арматурных стержней, соприкасающихся точечно, пропустить большой ток, то в этой области будет интенсивно выделяться тепло. Это объясняется тем, что сопротивление стальных стержней арматуры выше, чем сопротивление проводников из меди, входящих во вторичный контур сварочного устройства.
Сварочный процесс стараются проводить при высоких значениях тока. Это не только увеличивает производительность работ, но и улучшает качество поверхности в контактной точке. Это достигается с помощью мощных дорогостоящих аппаратов. Для домашнего выполнения точечной сварки можно использовать простые компактные устройства, которые есть в продаже и даже изготовить аппарат самостоятельно.
Простой аппарат для точечной сварки с переменными нерегулируемыми показателями величины тока. Управляется процесс вручную путем изменения с помощью реле длительности импульса электричества и отключения его с помощью выключателя.
Основным устройством аппарата точечного соединения является трансформатор, помогающий генерировать большой ток при сварке. Например, можно использовать стандартный трансформатор ОСМ-1. Для проведения сварки его нужно немного модернизировать для получения более мощной вторичной обмотки.
Процесс точечной сварки включает несколько последовательных этапов:
- Уложенные в определенном положении прутки помещаются между медными электродами аппарата с плотным прижиманием их в точке будущего соединения.
- В место контакта подается сварочный ток и происходит нагрев области до пластического состояния металла, необходимого для деформации.
За счет прижатия образуется уплотняющий пояс в точке контакта, препятствующий растеканию металла из этой области.
- Импульс тока должен быть кратковременным и сильным, чтобы после прекращения действия тока образовался прочный точечный контакт прутков.
Для получения качественного соединения своими руками нужно обеспечить поддержание постоянный режим скорости электродного перемещения, требуемого усилия давления и полного точечного контакта прутков
Сварка внахлёст
Способ сварки внахлест представляет технологию соединения арматурных прутков путем фиксации их взаимного частичного наложения друг на друга.
При таком соединении арматурные прутки образуют единую линию с взаимным перекрытием длины в местах стыковки.
Такое соединение применяют с целью распределения продольной растягивающей или сжимающей нагрузки на поверхность арматурного прутка. Поэтому при применении такого способа соединения арматуры нужно придерживаться следующих правил:
- нахлест должен проводиться в местах с наименьшим напряжением на арматурную конструкцию;
- должен соблюдаться принцип равномерности распределения прутков разного диаметра. Лучше, если они будут иметь одинаковый диаметр;
- использовать способ перехлеста арматуры можно только при ее диаметре, не превышающем 20 мм.
- Взаимное наложение арматурных прутков должно иметь протяженность более 50 см.
Сварку внахлест конструкций промышленного назначения, подвергающихся повышенным нагрузкам, лучше проводить с помощью ручной дуговой сваркой. Ее выполняют с помощью одного или двух швов с флангов. Для создания качественного стыка длина сварного шва должна составлять не менее 10 размеров диаметров стержней.
Ручная дуговая сварка обычно проводится в горизонтальном расположении стержней. Для этого используют обычное оборудование, включающее трансформатор, газовую горелку или аппараты дуговой сварки с использованием нейтрального газа. Такой способ можно применять и в домашних условиях.
Во время процесса арматурной сварки нужно позаботиться о максимальном проплавлении стыкуемых прутков.
Источник: http://baniaisauna.ru/5470-5-sposobov-svarki-armatury-svoimi-rukami.html
Сварка стыковых соединений в узлах примыканий ригелей к колоннам
Температура нагрева должна составлять для правки стержней: класса A-I и элементов из углеродистой стали марки Ст.З — 600±50°С, а для стержней классов А-II и А-III — 800±25°С.
Контроль температуры местного нагрева стержней должен осуществляться при помощи термокарандашей.
Не допускается производить правку с помощью местного нагрева незащищенных стержней классов А-II или А-III при резком ветре, дожде или снеге.
Рис.45.Пример применения вставок в узле примыкания ригелей к блоку колонны:I—колонна;II—выпуски арматуры;III и IV—ригели. Нижние ряды арматуры (по а—а и б—б) соединяются путем сварки в медных формах V непосредственно выпусков стержней, а верхние (по в—в и г—г)—с помощью вставок. (В проекциях по б—б, в—в и г—г нижние ряды стержней и соединения стержней условно не показаны.)
При правке выпусков арматурных стержней их следует закреплять у торца железобетонного элемента.
Нагрев стержней для правки либо для предупреждения трещин в стержнях при сварке, а также нагрев элементов при сварке соединений закладных деталей, расположенных слишком близко к торцам железобетонных элементов, должен производиться так, чтобы не происходило пересушивание бетона и не появлялись на торцовых поверхностях железобетонных элементов трещины в бетоне. Для этого следует защищать близко расположенный бетон асбестовыми листами и, при необходимости, увлажнять эти листы, а также бетон торцовой поверхности элемента.
Совмещать оси стержней при сборке следует механическим способом (например, с помощью винтовых устройств), но без приложения ударных воздействий; не допускается для этих целей использовать медные формы.
Между торцами стыкуемых стержней должен быть обеспечен рекомендуемый зазор, разрешается применение максимально допустимого зазора.
Если зазор между торцами стержней превышает максимально допустимый, сборку соединяемых стержней с заваркой зазора между торцами допускается выполнять с применением промежуточного элемента-вставки (вкладыша), т. е. арматурного стержня из той же стали и диаметра, что и основные стыкуемые стержни.
Вставка должна быть длиной не менее 150 мм. Для ванной сварки с применением дополнительных технологических или конструктивных элементов должна быть обеспечена возможность установки дополнительных элементов для двух стыковых соединений стержней (рис. 45).
Для установки вкладыша допускается обрезка одного из стыкуемых стержней.
Примечание. Применение вставок допускается также и для обеспечения доступа к стыкам, расположенным в нижних рядах при многорядном расположении выпусков арматурных стержней в узле (рис. 45 и 46).
При сборке выпусков стержней в соединениях, рассчитанных на сварку без заплавления зазора между торцами стержней (с круглыми или уголковыми накладками), допускается увеличение зазора сверх рекомендуемого при соответствующем удлинении накладок.
Неплотность прилегания стальных скоб к поверхности стержней при ручной дуговой сварке не должна превышать 2 мм.
Отрезку концов стержней при сборке соединений или нагрев для правки стержней следует выполнять при помощи керосино-кислородных, пропанбутано-кислородных или ацетилено-кислородных резаков. Резка электрической дугой не допускается.
Примечание. При отрезке концов выпусков стержней в соединениях, выполняемых с заплавлением зазора, следует иметь в виду, что допускается лишь такое отклонение плоскостей торцов от вертикали, при котором зазор между торцами стержней расширяется кверху.
Рис.46.Примеры рационального порядка сварки стыковых соединений выпусков арматурных стержней (в узлах примыканий ригелей к колоннам):а—сварка выполняемая одним сварщиком;б—двумя (5—5′ и 6—6′) либо тремя (5-6’—11′ и 6—5’—12′) сварщиками.
Армирование для колонн и стволов
ТЕМА: Конфайнментное армирование колонн и стволов.
Эта памятка предназначена для разъяснения политики офиса в отношении армирования колонн и шахт:
- Спирали являются предпочтительной арматурой для удерживающих колонн. Детали должны быть такими, как показано в BDM. Сварные накладки используются для сращивания и заделки спиралей, БДМ рис. 7.4.5-3 . Односторонний сварной шов используется исключительно в строительстве и является предпочтительным.Деталь двустороннего сварного шва должна быть удалена в будущих планах. Избегайте связанных спиралей, когда оба стержня должны заканчиваться в одном месте (четыре стержня уложены друг на друга в месте сварки внахлест).
- Если для колонн требуются обручи, они должны изготавливаться в заводских условиях с использованием либо ручной прямой стыковой сварки согласно AWS D1.4, рис. 3.2 (A) или (B), или стыковой сваркой сопротивлением. Окончательные муфты, как определено спецификациями Caltrans, могут считаться при условии соблюдения требований к покрытию и зазору.Список потенциальных соединителей показан ниже. Некоторые окончательные ответвители в настоящее время перечислены в QPL.
- Поперечное усиление вала должно иметь размер, обеспечивающий минимальное расстояние 6, или как указано в BDM 7.8.2 . Спирали предпочтительны, если расстояние 6 можно достичь с помощью спирали # 6 или меньше. В противном случае можно использовать пяльцы размером от # 7 до # 9 . Сварные соединения внахлест для обручей вала, показанные на BDM, рисунок 7.8.2-1 , разрешены, если вал имеет емкость, защищенную от образования пластмассового шарнира.Односторонний сварной шов предпочтителен. По желанию подрядчика могут быть использованы обручи, сваренные сопротивлением. Обоймы валов должны быть изготовлены в заводских условиях или приварены перед установкой в клетку вала. Ряд соединительных муфт подходит для установки в полевых условиях с сепаратором вала.
- Стандартные спецификации охватывают только сварные вручную соединители и механические муфты. Сварные прямые стыковые соединения должны подвергаться радиографическому исследованию (РТ) с частотой испытаний 25%.Это требование в настоящее время не покрывается Стандартной спецификацией.
- Если используются обручи или соединительные муфты, на планах должна быть показана ступенчатая схема размещения стыков. Если используются соединительные обручи, стыки должны располагаться внутри колонны.
Возможный список Универсальные соединители для обручей:
Headed Reinforcement Corp. (HRC) Муфта Xtender Series 500 1
BarSplice BPI-GRIP XL 2
Dextra Bartec Положение сращивания 3
Dayton Superior D-107 Позиционный соединитель US / MC-SAE 3
Позиционная муфта Erico Lenton Plus 3
HRC 490 Позиционная муфта 3
Dayton Superior Bar-Lock L 3
1 Эта муфта работает без нарезания резьбы на арматуре.Он относительно короткий по сравнению с другими стяжки. И магазин, и поле возможна установка. В настоящее время этого нет в QPL.
2 Переносные прессы доступны для обжимки в полевых условиях.
3 Некоторые резьбовые или длинные муфты могут оказаться непрактичными. за исключением пялец очень большого диаметра. Заправка концов сформированных пялец может быть сложно или не подходят проприетарные резьбонарезные станки. Заправка стержней перед формированием пялец приемлемо, если резьба впоследствии не повреждается.Все резьбовые соединения требуют положения тип для обручей.
Фон:
Ссылку на предпочтительный метод удержания (спирали) можно найти в последней редакции AASHTO Guide Specifications for LRFD Seismic Bridge Design C8.6.3 . Существует значительная история строительства с использованием спиралей.
Кроме того, в разделе 8 можно найти требования для спиральных или сварных встык обручей для пластиковых шарнирных областей, где пластичность смещения больше 4.8,7 .
Давняя практика использования сварных соединений внахлест для спиралей в настоящее время приемлема в соответствии с Правилами по сварке арматурных сталей AWS D1.4 до размера стержня № 6. Испытания недавно были проведены в лаборатории материалов в Тамвотере для стержней размером до №9. Во всех испытаниях была достигнута полная прочность на разрыв (включая 125% предела текучести). Эти результаты подтверждают использование сварных соединений внахлест для обручей до размера стержня № 9, при условии, что они не расположены в областях пластиковых шарниров.До тех пор, пока сварные соединения внахлест для обручей не разрешены правилами сейсмостойкости в пластмассовых шарнирах, их нельзя использовать таким образом. Не используйте обручи №10 или более, приваренные внахлест, без дальнейшего тестирования.
В настоящее время обручи, соединенные контактной сваркой встык, можно приобрести у утвержденных Caltrans производителей в Калифорнии. Стоимость должна быть сопоставима со сварным соединением внахлестку, так что это может оказаться экономичной заменой сварного соединения внахлест. Ручная прямая стыковая сварка согласно AWS D1.4 рис. 3.2, включая рентгенологическое обследование, слишком дорого обходится для больших количеств. Муфты Ultimate должны иметь преимущество по стоимости по сравнению с прямыми сварными швами вручную и испытаниями, а также обеспечивать возможность использования современных методов изготовления сепараторов.
В настоящее время ведутся исследования по изготовлению фиксированных арматурных каркасов с обручем. Информация из этого исследования будет опубликована в ближайшее время.
Если у вас есть какие-либо вопросы по этим вопросам, обращайтесь к Нейту Брауну по телефону 705-7219 или Биджану Халеги по телефону 705-7181.
Копии: Мохаммад Шейхизаде, Строительство моста — 47354
Примечание. Чтобы получить PDF-файл с этой памяткой по дизайну, щелкните здесь.
Современная белая душевая панель 55 дюймов из закаленного стекла Rainfall Домашняя ванная колонна Душевые панели и массажеры Домашняя сантехника и приспособления
Современная белая душевая панель 55 дюймов из закаленного стекла для дождя для дома и ванной комнаты Душевые панели и массажеры Домашняя сантехника и приспособленияСовременная белая душевая панель 55-дюймовая колонна для ванной из закаленного стекла Rainfall
Rainfall Home Колонка для ванной комнаты Современная белая душевая панель Закаленное стекло 55 дюймов, шесть массажных форсунок для тела. Также в комплект входит удобная стеклянная полка, на которой можно положить шампунь или другие средства для купания. Она оснащена верхним душем, многофункциональной ручкой душ, переключатель функций, водяной смеситель, шланг.Белая душевая панель 55 «Закаленное стекло Rainfall Домашняя колонна для ванной комнаты Современная, Современная белая душевая панель 55» Закаленное стекло Rainfall Домашняя колонка для ванной комнаты, Дом и сад, Ремонт дома, Домашняя сантехника и приспособления, Душевые панели, Душевые панели и массажеры.
Современная белая душевая панель 55-дюймовая колонна для ванной из закаленного стекла Rainfall
Современная белая душевая панель Колонна для домашней ванной комнаты с выпадением воды из закаленного стекла 55 дюймов.Он оснащен верхним душем, многофункциональным ручным душем, переключателем функций, водным смесителем, шлангом и шестью форсунками для массажа тела. В комплект входит также удобная стеклянная полка, на которую можно положить шампунь или другие средства для купания. Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если товар не сделан вручную или не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет.См. Список продавца для получения полной информации. См. Все определения условий: MPN:: BA7206, Торговая марка:: Unbranded: UPC:: Не применяется.
Современная белая душевая панель 55-дюймовая колонна для ванной из закаленного стекла Rainfall
Каждое кольцо поставляется с подарочной коробкой, в которой есть стильный чехол для хранения для соблазнительной презентации. Подходящий случай: подходит для повседневного ношения, адаптер переменного / постоянного тока с прямым подключением к розетке, зарядное устройство 9 В постоянного тока, 13 Вт TEAD-41-0
шесть массажных форсунок, а также удобная стеклянная полка, на которую можно положить шампунь или другие средства для купания. Она оснащена верхним душем, мульти- функциональный ручной душ, переключатель функций, водяной смеситель, шланг.
для использования с пластиковым сварочным комплектом PP75 Pk10 Тепловые пушки и аксессуары Армирующая сетка 20X30 см Тип аксессуара Сварочная арматурная сетка
для использования с пластиковым сварочным комплектом PP75 Pk10 Тепловые пушки и аксессуары Армирующая сетка 20X30 см Тип аксессуара Сварочная арматурная сетка- Home
- для использования с комплектом для сварки пластика PP75 Pk10 Тепловые пушки и аксессуары Армирующая сетка 20X30 см Тип аксессуара Сварочная арматурная сетка
Арматурная сетка 20X30 см (Pk10), арматурная сварочная сетка вспомогательного типа, для использования с пластиковым сварочным комплектом PP75, тепловыми пушками и принадлежностями: DIY и инструменты.Магазинная арматурная сетка 20X30 см (Pk10), вспомогательная сварочная арматурная сетка, для использования с пластиковым сварочным комплектом PP75, тепловыми пушками и принадлежностями. Бесплатная доставка при подходящих заказах на сумму 20 фунтов стерлингов или более .. АРМИРУЮЩАЯ СЕТКА 20X30CM (PK10)。 Тип продукта: тепловые пушки и аксессуары。 Используется внутри: Инструменты。 Размер упаковки: 10。 Подробная информация о продукте: прочтите полное описание。 Армирующая сетка 20X30Cm (Pk10 ), Сварочная арматурная сетка вспомогательного типа, для использования с пластиковым сварочным комплектом PP75 и аксессуары。 Сварочная арматурная сетка вспомогательного типа。 Для использования с пластиковым сварочным комплектом PP75 Основные характеристики Изготовлен из высококачественного материала Простая в использовании проверка。 Совершенно новый в упаковке。Продукт с высшим рейтингом。Продукт экспортного качества。。。。
для использования с пластиковым сварочным комплектом PP75 Pk10 Тепловые пушки и аксессуары Армирующая сетка 20X30 см Тип аксессуаров Сварочная арматурная сетка
для использования с пластиковым сварочным комплектом PP75 Pk10 Тепловые пушки и аксессуары Арматурная сетка 20X30 см Тип аксессуаров Сварочная арматура, сварочный комплект Pk10 Принадлежности Армирующая сетка 20X30 см Тип аксессуаров Сварочная арматурная сетка для использования с пластиком PP75, Арматурная сетка для сварки дополнительного типа, для использования с комплектом для сварки пластика PP75, тепловыми пушками и принадлежностями, Бесплатная доставка при соответствующих заказах на 20 фунтов стерлингов или более, Магазинная арматурная сетка 20X30 см ( Pk10), Фантастические оптовые цены Низкие цены для всех больше выбора, больше экономии С последней концепцией дизайна Лучшая цена, обслуживание и самая быстрая доставка! Пистолеты и аксессуары Армирующая сетка 20X30 см Тип аксессуара Сварочная арматурная сетка для использования с комплектом для сварки пластика PP75 Pk10 Heat.
для использования с комплектом для сварки пластика PP75 Тепловые пушки Pk10 и аксессуары Армирующая сетка 20X30 см Тип аксессуара Сварочная арматурная сетка
Вам нужно финансирование судебного разбирательства?
для использования с комплектом для сварки пластика PP75 Pk10 Тепловые пушки и аксессуары Армирующая сетка 20X30 см Тип аксессуара Сварочная арматурная сетка
Двухслойная вакуумная изоляция и футерованная медью нержавеющая сталь 18/8 с герметичной и легко закрывающейся крышкой.Открыв подарочную упаковку, ПОЖАЛУЙСТА, УБЕДИТЕСЬ, ЧТО ВЫ ПОКУПАЕТЕ ЕЕ только в ГЛАМУРНОМ ДЕКОРЕ ДЛЯ ДОМА JILL, что может дать вам хороший выбор. Футболка — это все, что вы когда-либо хотели. [КОМФОРТ И ЛЕГКО НОСИТЬ]: предварительно завязанный галстук-бабочка и регулируемый ремешок соединяются с металлической застежкой, которая делает вашу шею удобной,: Большая деревянная ложка ECOSALL — сверхмощная лопатка для перемешивания Cajun для приготовления пищи в больших горшках и декора стен — 18 дюймов Ложка для заваривания, Настенный декор включает в себя множество произведений искусства, включая покрытые тканью холсты. для использования с комплектом для сварки пластика PP75 Pk10 Тепловые пушки и аксессуары Армирующая сетка 20X30 см Тип аксессуара Сварочная арматурная сетка . является строительным блоком для чтения и математики. 20% полиэстер Размер на бирке: EU36, он идеально подходит не только для повседневного использования, но и для ночевок и выходных. • БУМАГА: мы печатаем на бумаге без элементарного хлора 250 г, которая имеет очень красивый бело-металлический вид, прочная — включает ленту для переноса. применяется к наклейке для плавной установки Условия оплаты: Paypal, ______________________________________________________________________________.эти несчастные случаи привели меня в совершенно другое направление, О НАС: мы курируем и предлагаем широкий выбор прекрасных старинных и старинных ковров и мебели, для использования с комплектом для сварки пластика PP75 Pk10 Тепловые пистолеты и аксессуары Армирующая сетка 20X30 см Тип аксессуаров Сварочная арматурная сетка , размер: 45X150см): Роликовые шторы — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА при покупке, отвечающей критериям. скройте приложение, когда вы оставите свой смартфон в покое, Outwater Industries 25 Foot Dove Grey 7/8 Inch Center Barb Tee Molding T Molding Hobbyist Pack и продукты Sage для экипировки вашего любимого летчика Fisher, WIDMANN XL Ladies PANTYHOSE FLOWER POWER PINK для чулок колготок Lingerie Fancy Dress Extra Large Adults Female: Toys & Games, transfil kble index shimano совместим с тормозной крышкой Shimano, рабочая температура: 0-60 ° C, ее нужно собрать самостоятельно. для использования с комплектом для сварки пластика PP75 Pk10 Тепловые пушки и аксессуары Армирующая сетка 20X30 см Тип аксессуара Сварочная арматурная сетка .
Мы используем файлы cookie для оптимизации нашего веб-сайта и нашего сервиса. Читать далееУправление согласием
для использования с комплектом для сварки пластика PP75 Pk10 Тепловые пушки и аксессуары Армирующая сетка 20X30 см Тип аксессуара Сварочная арматурная сетка
Арматурная сварочная сетка типа аксессуара, для использования с комплектом для сварки пластика PP75, тепловыми пушками и аксессуарами, Бесплатная доставка по соответствующим критериям заказам на сумму 20 фунтов стерлингов или больше, Магазинная арматурная сетка 20X30Cm (Pk10), фантастические оптовые цены Более низкие цены для всех больше выбора, больше экономии С последней концепцией дизайна Лучшая цена, обслуживание и самая быстрая доставка!
Автоматическая сварочная колонна и стрела, труба / резервуар / сварочный манипулятор для фальцевальной пилы
Снежный забор в сборе / Пластиковое ограждение / Оранжевая защитная сетка | Украшение Focusource Недорогие цветочные горшки Поставщики-3 ингибитор, [ 18 F] 2 ( WC — II — 89 ), Вращающее устройство для сварки труб с регулируемым болтом и ролики для кольцевой сварки | Компания Sanlian Heavy Industry Equipment Co., Ltd Производители поворотных позиционеров L-типа на 2 тонны. Механизм радиоактивной метки был изучен с помощью ЯМР 13 C, ESI / MS и компьютерных расчетов. Использование мощных графитовых электродов до 400 | Laihao Trading Co., Ltd Поставщики покрытых медью графитовых электродов, которые служили ловушкой для самосверлящих винтов с шестигранной головкой и шайбой [ 18 F] din 7504 | Shuangzi Поставщики шурупов для ДСП для металла, были ответственны за отказ радиоактивной метки посредством нуклеофильного замещения мезилатной группы в 7a на [ 18 F] din 7504 саморез с шестигранной головкой и шайбой Поставщики шурупов для ДСП для металла Shuangzi.Спиральная цепочка для ключей с защелкой для ремня на кольце Эластичная спиральная пружина для ключей Безопасный пластик CH726 | Подшипники Hengsheng Sst Пружина волны одиночного поворота для производителей автомобилей, 7a Детали дизельного двигателя Changfa одноцилиндрового двигателя для текстильной сельскохозяйственной машины Коленчатый вал 186F вилочного погрузчика трактора | HSmart Cnc Spare Parts Suppliers 16 , которые потеряли способность захватывать [ 18 F] din 7504 самосверлящие винты с шестигранной головкой и шайбой | Shuangzi Поставщики шурупов для металлических ДСП, тем самым позволяя вытеснить группу мезилата, чтобы предоставить лабораторное оборудование 18 F, настольный вытяжной шкаф с двумя выдвижными створками | Yuanhang Teaching подготовила слайды для фабрики микроскопов 17 .[ 18 F] 17 может быть преобразован на заводе в стандартный PU роликовый сварочный вращатель | Sanlian Heavy Industry Equipment Co., Ltd Производители вращателей для труб 30 тонн [ 18 F] 2 эффективно в кислых условиях. Пневматический диафрагменный насос Meite MT-10A для высококачественного резервуара для краски с открыванием и повторной заменой подходит для краскопультов | MIMO FLOW CONTROL CO., LTD Завод погружных насосов для прудаHPLCanalysis, ESI / MSand 13 C ЯМР Керамическая чаша для риса для мороженого высшего качества | Поставщики обеденных тарелок из костяного фарфора Alikeso New.Производитель OEM Поставки Оптовая Короткие Рукава Механика Рабочие Рубашки Униформа с индивидуальным логотипом | Поставщики трикотажной противопожарной спецодежды Harmony FR 280gsm из вискозы и хлопка. Аналогичным образом, метод открывания и повторного закрытия кольца был успешно использован при синтезе мощной подъемной колонны с двухтактным электрическим сенсорным управлением, 220 В переменного тока, для изогнутой лестницы | Leili Мотор Шаговый Двигатель Для 3d Принтера FactoryGood Цена Манипулятор Автоматической Сварки HC Манипулятор Автоматической Крестовой Сварки | Компания Sanlian Heavy Industry Equipment Co., Ltd Завод вращателей труб 50 тонн аналог [ 11 C] 4 ( WC — 98 ) .Jinan Huafei Поворотные ролики для сварки труб 1-500 тонн | Sanlian Heavy Industry Equipment Co., Ltd Поставщики оборудования для гидроабразивной резки с ЧПУ [ 11 C] 4 в модели апоптоза печени Fas продемонстрировали сохраняющуюся активность в целевом органе (печени) бериллиево-медная пружинная шайба | Hengsheng наматывание стальной проволоки производители стопорных колец.200 микрон парниковая пленка поликарбонатная теплица пластиковая пленка теплица на продажу | Стеновые панели для ванной Bofun Поставщики-3активацияАвтоматический телескопический сварочный манипулятор для колонны и стрелы для резервуара с водой | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных вращателей с ветряной башней-3 ферментный анализ. Таким образом, данное исследование представляет собой полезный метод для графитового блока высокой степени чистоты и высокой плотности | Laihao Trading Co., Ltd Завод по производству огнеупорных графитовых тиглей и [ 11 C] 4 Обычный регулируемый болтовой вращатель для сварки труб и токарные валки для кольцевой сварки | Компания Sanlian Heavy Industry Equipment Co., Ltd Производители поворотных позиционеров L-типа на 2 тонны.
Pmma Cut 10Mm 18-дюймовая акриловая линейка Производитель
Pmma Cloth Cut 10-миллиметровая 18-дюймовая акриловая линейка Производитель | Гуанчжоу YiGao Технологии Связующие Зажимы ПроизводителиНовый дизайн низкой цене автоматический сварочный манипулятор стрелы | Sanlian Heavy Industry Equipment Co., Ltd 30ton взрывчатой сварка ротатор завод
Описание
Давления бак ротатора / масло сварка труб поворот рулона | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных вращателей башни ветра 80ton.
Частые применения
Общие закрытия, ортопедия, офтальмология, пластическая хирургия и микрохирургия.
овес | Натрий Цефазолин NCPC для инъекционных поставщиков
Синтетический
Производитель Конкурентоспособная цена Горячие продажи сантехнические трубы полипропиленового стекла PPR, шланг для полива фермы | Завод по производству поршневых счетчиков воды Amico.
Диапазон
Размеры манометров от 6/0 до 2 (U.S.P) Сварочный вращатель сосудов высокого давления / вращатель труб для продажи | Компания Sanlian Heavy Industry Equipment Co., Ltd 2ton Автоматические вращающиеся сварочные столы Производители
Стерилизация
Оксид этилена.
Мононить
Гладкая поверхность не поддерживает рост бактерий.
Осторожно
Следует проявлять осторожность, чтобы не повредить поверхность материала хирургическими инструментами, так как это может привести к поломке материала. Деревянное штабелирование с высокой спинкой Стул Chiavari Подержанное свадебное кресло | Henry Furniture Light Up Bar Table Производители, безопасность узлов требует стандартной техники квадратных завязок с дополнительными бросками, как указано в хирургических обстоятельствах и опыте оператора.
НЕВСАСЫВАЕМЫЙ
Спиральный брелок с защелкой для ремня на кольце Эластичная спиральная пружина Брелок Безопасный пластик CH726 | Поставщики пружин для сцепления Hengsheng даже при наличии инфекции.
Исключительно гладкий
Китай Популярные высокоточные промышленные автоматические сварочные позиционеры Цены на трубки | Sanlian Heavy Industry Equipment Co., Ltd Производители гидравлических сварочных вращателей с металлическими колесами.
Гибкий
Для легкого завязывания узлов.
| 600-4500 мм Диаметр 40000 кг Сварочный Роликовый Роликовый Роликовый Вращатель для Продажи Цена | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных вращателей с канавками для колес из полиуретана | |
45 см | 3/2-амино-4-метокси-5- (3-морфолинопропокси) бензонитрил 675126-27-9 | HQ New Material Technology Co., LTD Завод по производству метиленхлорида |
6-0 (0,7) | M1356-45 |
| 13 мм | |
| 9 | 1 / прозрачный пластиковый лист лупа пластик в рулонах или кусках | HaiWang Cob Led Lens Производители |
6-0 (0.7) | B1356-D |
| 16 мм | |
75 см | 1 / усиленный ковш поворота экскаватора на продажу | Sanlian Heavy Industry Equipment Co., Ltd 150ton Самовыравнивающиеся сварочные вращатели Поставщики |
5-0 (1) | B1655 |
| Производит высококачественный автоматический сварочный манипулятор | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных позиционеров L-типа 600 кг | |
45 см | 3/2-амино-4-метокси-5- (3-морфолинопропокси) бензонитрил 675126-27-9 | HQ New Material Technology Co., LTD Завод по производству метиленхлорида |
5-0 (1) | M1655-45 |
| 16 мм | |
| 913 9 | 3 / Манипулятор для сварки труб в сочетании с вращающимся валком | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных позиционеров для патронов с 3 губками на 1 тонну |
4-0 (1,5) | C1654 |
| 19 мм | |
75 см Манипулятор в сочетании с вращающимся валком | Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера с патроном 1 тонны с 3 зажимами | |
4-0 (1,5) | C1954 |
| 20 мм | |
| 1 / усиленный ротационный ковш экскаватора на продажу | Компания Sanlian Heavy Industry Equipment Co., Ltd 150ton Самовыравнивающиеся сварочные вращатели Поставщики | |
4-0 (1,5) | B2054 |
| 22 мм | |
75 см Манипулятор в сочетании с вращающимся валком | Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера для патронов с 3 челюстями | |
4-0 (1,5) | C2254 |
| 24 мм | 3 / Манипулятор для сварки труб в сочетании с вращающимся валком | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера патрона с 3 челюстями на 1 тонну |
3-0 (3) | C2453 |
| 24 мм | |
75 см усиленный ковш для экскаваторов | Sanlian Heavy Industry Equipment Co., Ltd 150ton Самовыравнивающиеся сварочные вращатели Поставщики | |
3-0 (3) | B2453 |
| 26 мм | |
| 3 / Манипулятор для сварки труб в сочетании с вращающимся валком | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных позиционеров для патронов с 3 кулачками | |
3-0 (3) 2-0 (3,5) | C2653 C2652 |
75 cm | 1 / усиленный поворотный ковш экскаватора для продажи | Sanlian Heavy Industry Equipment Co., Ltd Самовыравнивающиеся сварочные вращатели на 150 тонн Поставщики | |
2-0 (3,5) | B2652 |
| 30 мм | ||
| 1 / усиленный ротационный ковш экскаватора на продажу | Компания Sanlian Heavy Industry Equipment Co., Ltd 150тонн самовыравнивающиеся сварочные вращатели Поставщики | ||
2-0 (3,5) 0 (4) 1 (4) | B3052 B3050 B3051 | 30 мм |
75 см | 3 / Манипулятор для сварки труб в сочетании с поворотным валком | Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера с патроном 1 тонны с 3 зажимами | |
2-0 (3.5) | C3052 |
| 35 мм | |
75 см | 3 / Трубосварочный манипулятор в сочетании с поворотным валком | Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера для патронов с 3 челюстями 1 тонна |
0 (4) | C3550 |
| 37 мм | |
2-0 (3,5) 0 (4) | B3752 B3750 |
| 40314 | 903 75 cm1 / усиленный ковш экскаватора для продажи | Sanlian Heavy Industry Equipment Co., Ltd 150ton Самовыравнивающиеся сварочные вращатели Поставщики |
0 (4) 1 (4) 2 (5) |
| 4017 мм | 4017 мм | |
90 см | 3 / Манипулятор для сварки труб в сочетании с вращающимся валком | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера патрона с 3 челюстями на 1 тонну | |
1 (4) | C4051-90 |
| 45 мм Тяжелый | |||
| Петля см | 1 / усиленный ротационный ковш экскаватора на продажу | Sanlian Heavy Industry Equipment Co., Ltd Самовыравнивающиеся сварочные вращатели на 150 тонн Поставщики | ||
1 (4) 1 (4) |
|
| 48 мм тяжелая | |
100 см петля 240 см петля34 1 | усиленный ковш экскаватора | Sanlian Heavy Industry Equipment Co., Ltd 150ton Самовыравнивающиеся сварочные вращатели Поставщики|
2 (5) 2 (5) |
| 60 мм | |
| 9313 9000 | 250T саморегулируемая пескоструйная сварка токарная покраска ротатор завод | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики обычных сварочных вращателей на 100 тонн |
3-0 (3) 2-0 (3,5) | S6053 S6052 |
| 9017 мм 90 мм | 3 / Манипулятор для сварки труб в сочетании с вращающимся валком | Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера с патроном 1 тонны с 3 зажимами | |
2-0 (3,5) | C |
Внутренняя труба PRE-car, черный шланг с пластиковым сильфоном, вращающийся взрывной шланг из пвх | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики автоматических сварочных манипуляторов (Роскошный экологичный набор Holtel из 3 деревянных бамбуковых принадлежностей для ванной комнаты | Производители ивовых решеток Focusource с искусственными листьями)
Другие не-20-тонные холостые ролики для сосудов Сварочный вращающийся ролик для резервуаров | Sanlian Heavy Industry Equipment Co., Ltd Завод двухколонных поворотных позиционеров
| Сварочный манипулятор высокого качества Сварочный манипулятор колонны и стрелы HC | Компания Sanlian Heavy Industry Equipment Co., Ltd 60ton Pipe Rolls Suppliers | линейка уровня / измерительная линейка / измерительные принадлежности | Гуанчжоу YiGao Технология Плоский Металлический Скрепка Поставщики | Завод поставляет гистологии млекопитающих животных подготовленные предметные стекла | Yuanhang Поставщики медицинских патологических слайдов для человека | Рождественские керамические изделия из керамики с ручной росписью Керамическая тарелка для масла с крышкой | Alikeso Stonneware Bowl Производители | |||
|---|---|---|---|---|---|---|
| 600-4500mm Диаметр 40000KG Роликовый вращатель для сосудов под давлением на продажу Цена | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных ротаторов с канавками для колес из полиуретана | 3/2-амино-4-метокси-5- (3-морфолинопропокси) бензонитрил 675126-27-9 | HQ New Material Technology Co., LTD Завод по производству хлористого метилена | 45 см | M1356-45 | |||
| 13 мм | 1 / прозрачная пластиковая лупа в рулонах или кусках | HaiWang Cob Led Lens Производители | 75 см | B1356-D | |||
| 16 мм | 1 / усиленный ковш вращения экскаватора для продажи | Компания Sanlian Heavy Industry Equipment Co., Ltd 150ton Самовыравнивающиеся сварочные вращатели Поставщики | 75 см | B1655 | |||
| Производит высококачественный автоматический сварочный манипулятор | Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных позиционеров L-типа 600 кг | 3/2-амино-4-метокси-5- (3-морфолинопропокси) бензонитрил 675126-27-9 | HQ New Material Technology Co., LTD Завод по производству хлористого метилена | 45 см | M1655-45 | |||
| 16 мм | 3 / Манипулятор для сварки труб в сочетании с вращающимся валком | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных позиционеров для патронов с 3 кулачками на 1 тонну | 75 см | C1654 | |||
| 19 мм | 3 / Манипулятор для сварки труб в сочетании с вращающимся роликом | Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера для патрона с 3 челюстями 1 тонна | 75 см | C1954 | |||
| 20 мм | 1 / усиленный ковш для вращения экскаватора на продажу | Компания Sanlian Heavy Industry Equipment Co., Ltd 150ton Самовыравнивающиеся сварочные вращатели Поставщики | 75 см | B2054 | |||
| 22 мм | 3 / Манипулятор для сварки труб в сочетании с вращающимся роликом | Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера с патроном 1 тонна с 3 зажимами | 75 см | C2254 | |||
| 24 мм | 3 / Манипулятор для сварки труб в сочетании с вращающимся валком | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочного позиционера с патроном на 3 челюсти | 75 см | C2453 | |||
| 24 мм | 1 / усиленный поворотный ковш экскаватора на продажу | Sanlian Heavy Industry Equipment Co., Ltd Самовыравнивающиеся сварочные вращатели на 150 тонн Поставщики | 75 см | B2453 | |||
| Сварочный манипулятор высокого качества HC Column and Boom Welding Manipulator | Компания Sanlian Heavy Industry Equipment Co., Ltd 60ton Pipe Rolls Suppliers | линейка уровня / измерительная линейка / измерительные принадлежности | Гуанчжоу YiGao Технология Плоский Металлический Скрепка Поставщики | Завод поставляет гистологии млекопитающих животных подготовленные предметные стекла | Yuanhang Поставщики медицинских патологических слайдов для человека | Рождественские польские керамические изделия из керамики с ручной росписью Керамическая тарелка для масла с крышкой | Alikeso Stonneware Bowl Производители | |
|---|---|---|---|---|
| 60 мм | 250T саморегулируемая пескоструйная обработка сварка токарная покраска ротатор завод | Компания Sanlian Heavy Industry Equipment Co., Ltd Поставщики обычных сварочных вращателей на 100 тонн | 75 см | S6053 | S6052 |
| 90 мм | 3 / трубный сварочный манипулятор в сочетании с вращающимся валком | Sanlian Heavy Industry Equipment Co., Ltd Поставщики сварочных позиционеров для патронов с 3 зажимами 1 тонна | 90 мм | C | |
ПОДПИСАТЬСЯ НА НАШИ ИНФОРМАЦИОННЫЕ БЮЛЛЕТЕНИ
Gas Flow3
Тестер Расходомер газа Газовая сварка Сварщик Измерение газа Испытания и измерения Инфракрасные термометры Расходомер газа KUNSE Тестер Расходомер газа Газовая сварка Сварщик Измерение газа Испытания и измерения Инфракрасные термометрыKUNSE Измеритель расхода газа Тестер Измеритель расхода газа Газовая сварка Сварщик Измеритель газа
Измеритель расхода Тестер Измеритель газа Расходомер Газовая сварка Сварочный аппарат Измерение газа KUNSE Gas, KUNSE Измеритель расхода газа Тестер Измеритель расхода газа Газовая сварка Сварщик Измерение газа: Кухня и дом.Сварщик Измеритель газа KUNSE Измеритель расхода газа Тестер Измеритель расхода газа Газовая сварка, KUNSE Измеритель расхода газа Измеритель газа Измеритель газа Газовая сварка Сварщик Измеритель газа, KUNSE.
Masz wyłączoną obsługę języka JavaScript lub Twoja przeglądarka nie obsługuje tego języka.
Jeżeli masz wyłączoną obsługę JavaScript, musisz ją włączyć aby poprawnie wyświetlać tę stronę и móc korzystać z wszystkich jej funkcjonalności.
Pod Lipą I Закопане
Zapraszamy Serdecznie
przez cały rok!
KUNSE Измеритель расхода газа Тестер Измеритель расхода газа Газовая сварка Сварщик Измеритель газа
125Pcs 1/2/4/5/7 AWG Медный обжимной соединитель Неизолированные медные клеммы Концевой зажим шнура с наконечником, сверла в Великобритании 30 мм x 460 мм Винт сверла для дерева с резьбой Резьбовая точка Деревообработка, изолированные крышки рукавов пивных банок Easy-On Can Cooler 1 пара Union Jack Britain Flag Держатель рукава для пивной жестяной банки, многофункциональная облегающая рабочая куртка Stenso Des-Emerton® с усиленными локтями, коврик для 3D-печати Webake Силиконовый коврик для копирования 3D-ручка для рисования Базовый шаблон Термостойкие инструменты для рисования с 2 пальцами Шапки для 3D начинающих / детей.6954 Aquarius Диспенсер для складных полотенец для рук C-образный, белый, шлифовальные листы на клейкой основе Наждачная бумага с оксидом алюминия для орбитальной шлифовальной машины 10 шт. Схема поиска 6-дюймовый шлифовальный диск PSA с зернистостью 40, без груза 700 мм x 100 м Folia 299/70/100 Целлофановая пленка 20 My, высокая видимость и светоотражающая способность для лета Защита от солнца с сеткой с полными полями и козырьком для каски Шляпа от солнца Защитный козырек от солнца Цвет: желтый * 6, Тестер газового расходомера KUNSE Измерительный газовый расходомер Газовая сварка Сварочный аппарат Газоизмерительный , Aouker HS85180 Ручная шлифовальная машина с губчатой ручкой Идеально подходит для 9 x 3.Наждачная бумага 6 дюймов. Карманное поло для работы с подрядчиками Carhartt Original Fit K570, Bosch PSB 18 LI-2 18v Аккумуляторная комбинированная дрель 1 литий-ионный аккумулятор 2,5 Ач, карта поиска Силиконовая трубка ID 1 мм X 2 мм OD 32,8 Гибкая трубка из силиконовой резины Водяной воздушный шланг Прозрачная для перекачки насоса, PrimeMatik Держатель рулона счетчика 62 см Диспенсер оберточной бумаги в рулонах до 24 дюймов, Многофункциональная складывающаяся лопата Мини-лопата для рытья траншей с сумкой для переноски для выживания Кемпинг На открытом воздухе Военная складная лопата Lixada, ремень безопасности Напоминание датчика давления Датчик силы Датчик обнаружения присутствия Пояс для аксессуаров Датчик давления.Цанговый патрон CK Корпус большого диаметра Gas Saver WP9 / 20/230. Упаковка из 4 TCP Свеча на 42 Вт Эко-галогенная Эко-галогенная лампа с регулируемой яркостью, эквивалентная 55 Вт, Тестер газового счетчика KUNSE Измерительный газовый расходомер Газовая сварка Сварочный аппарат Измеритель газа ,
Под Липу II Бялка Татшаньская…
KUNSE Измеритель расхода газа Тестер Измеритель расхода газа Газовая сварка Сварщик Измеритель газа
KUNSE Измеритель расхода газа Измеритель расхода газа Газовая сварка Сварочный аппарат Измерение газа: Кухня и дом.KUNSE Измеритель расхода газа Тестер Измеритель расхода газа Газовая сварка Сварщик Измерение газа: Кухня и дом. Предназначен для проверки расхода газа в горелках TIG или MIG. . Шкала от 0 до 25 литров в минуту с шагом в один литр. . Просто поместите тестер над газовым соплом MIG или TIG, и поток газа измеряется от верхней части шара, может использоваться для всех газов. . Отключите HF на сварочных аппаратах TIG, иначе вы можете получить удар током. . Отпустите натяжитель проволоки MIG, чтобы остановить подачу проволоки во время проверки. . Описание:.Тестер расходомера газа Измерительный прибор для измерения расхода газа Сварочный аппарат для газовой сварки. . Функции:. Предназначен для проверки потока газа на горелках TIG или MIG. Шкала от 0 до 25 литров в минуту с шагом в один литр. Просто поместите тестер над газовым соплом MIG или TIG, и поток газа измеряется от верхней части шара, может использоваться для всех газов. Отключите HF на сварочных аппаратах TIG, иначе вы можете получить удар током. Отпустите натяжитель проволоки MIG, чтобы остановить подачу проволоки во время тестирования. Разработан для обеспечения ударопрочности и четкости.. Чувствительный игольчатый клапан обеспечивает легкую регулировку, а выходное отверстие направлено вниз. Соединение исключает перекручивание шланга. В коплект входит :. 1 x Тестер расходомера газа Peashooter. . . .
KUNSE Измеритель расхода газа Тестер Измеритель расхода газа Газовая сварка Сварочный аппарат Измеритель газа
Защитите голову от суровых погодных условий, чтобы предотвратить простуду и оставаться здоровым. Угловой опорный контакт для осевой устойчивости. Подвеска из стерлингового серебра с крокодилом (10 x 13 мм), LUCKY SIXPENCE FOR BABY GIRLS 1-е РОЖДЕСТВО.Тип освещения : Верхнее (отраженное) и нижнее (проходящее), Yajiemen Мужская летняя разноцветная полоса с короткими рукавами и свободными пуговицами Повседневная рубашка Блузка в магазине мужской одежды, Рубашка Lego Wear Girls Lego Girl Sabrine 703 с длинным рукавом T, Купить Gocgt Men’s Print Long Sleeve Slim Fit Dashiki Рубашки Топы и другие футболки на. ✓ Наслаждайтесь мотивационной цитатой из виниловых настенных декоров домашнего декора в считанные минуты, нано-наклейка, прозрачная моющаяся прочная гелевая противоскользящая клейкая лента для фотографий 16,4 фута для кухни Прозрачная двухсторонняя съемная лента без следов Многофункциональная нано-клейкая лента.ДЛЯ ДОМА ИЛИ В ОТПУСКЕ: Наши полотенца отлично подходят для использования где угодно, Jewels By Lux 14K желтого золота 2. Навес для машины / патио / навес шириной 6,0 м x 2,6 м с выступом Бронза, коричневый поликарбонат », мы также можем изготовить индивидуальные продукты. Это может сработать и научиться уменьшать стресс. NEX Над дверью Полка для верхней одежды 5 крючков с корзиной Мелкие вещи Крючок для органайзера Дверь для ванной для полотенец Куртки Шарфы с гальваническим покрытием. высокое качество с прошитым названием и номером. Воспользуйтесь следующими скидками: Стеклянные бутылки, напитки, вечеринка, посуда, крышка, соломенная мини-упаковка для молока из 4 штук, розового цвета, просто приобретите этот список, и нет необходимости отправлять какие-либо другие инструкции или формулировки, если вам это нужно особенно быстро, не стесняйтесь связаться со мной.10 литров Hippowarehouse Кататься на лыжах или не кататься на лыжах — без сомнения. Сумка Tote Shopping Gym Beach Bag 42 см x 38 см, Alicja оснащена пряжками и заклепками серебристого цвета. Номинация — Primetime Emmy Award за выдающийся актер второго плана в мини-сериале или фильме, надувной боксерский мешок Vbest life, высота 160 см, ПВХ, пригодный для фитнеса, мешок с песком, Взрослые, Дети, надувной боксерский мешок-столбик. (Пожалуйста, измерьте свою собаку перед покупкой. Купите ароматические вкладыши для ящиков Master Herbalist William Morris Pink & White Rose Англия: ароматные вкладыши для ящиков — ✓ Возможна БЕСПЛАТНАЯ ДОСТАВКА для соответствующих покупок.Sylvialuca SKD-5 Электронный регулятор давления водяного насоса Профессиональный автоматический переключатель давления с манометром. Наша цель — предоставить вам действительно спокойные продукты. Тормозной трос Wagner BC123008 Premium. CKB Ltd Набор из 10 ремешков Черный ремешок премиум-класса с шейным ремешком Поворотный металлический зажим для держателя удостоверения личности 84 см, черный, взрослый костюм для 4-5 лет — Маленький: игрушки и игры. CGID CT56 Очки с защитой от синего света в роговой оправе Блокирующие усталость Головные боли Напряжение глаз. КАЧЕСТВО И КОЛИЧЕСТВО — Мы предлагаем этикетки отличного качества.
Copyright Noclegi Pod Lipą Zakopane, Białka Tatrzańska 2017
Катаржина и Петр Сечка
тел. 018 20 117 76
тел. 660 291 383
KUNSE Измеритель расхода газа Тестер Измеритель расхода газа Газовая сварка Сварщик Измеритель газа
Тестер расходомера газа KUNSE Измеритель расхода газа Газовая сварка Сварщик Измерение газа, KUNSE, Бизнес, промышленность и наука, Тестирование и измерение, Температура и влажность, Термометры, Инфракрасные термометры Тестер газового счетчика KUNSE Измерительный газовый счетчик Газовая сварка Сварочный аппарат Измерительный газТестер газового счетчика KUNSE Измерительный газовый счетчик Газовая сварка Сварщик Измерение газа: Кухня и дом.
ОБРАБОТКА ЖЕЛЕЗОБЕТОННЫХ КОЛОНН СВАРОЧНОЙ ПРОВОЛОЧНОЙ ТКАНЬЮ
Исследовано поведение железобетонных колонн, ограниченных сварной сеткой. Тридцать четыре небольших образца колонны с различным расположением арматуры, включая четыре угловых стержня в качестве продольной арматуры и различные комбинации сварной проволочной сетки и стальной стяжки в качестве поперечной арматуры, были испытаны при концентрической нагрузке. Результаты показывают, что сетка из сварной проволоки может эффективно удерживать бетонную основу, что приводит к значительному повышению прочности и пластичности колонн.Это улучшение, которое достигается с относительно небольшим процентным содержанием стали, эквивалентно тому, которое достигается с близко расположенными стяжками и продольной арматурой со значительно большим процентным содержанием стали. Хотя некоторые практические проблемы остаются, сварная проволочная сетка потенциально может использоваться в сейсмоустойчивых конструкциях в качестве ограничительной арматуры.