Научно-исследовательская лаборатория композиционных материалов и обработки взрывом
Научно-исследовательская лаборатория композиционных материалов и обработки взрывом
- СЕМАШКО
- Владислав
- Викторович
Заведующий НИЛ 71
тел.: +375 (17) 332-16-84
Лаборатория существует в институте с момента основания (более 30-и лет) и базируется на выполнении научно-исследовательских и опытно-технологических работ в области применения взрыва по следующим основным направлениям:• Сварка взрывом биметаллических и многослойных композиций металлов и сплавов
• Детонационный синтез и ударно-волновая консолидация наноструктурных порошков сверхтвёрдых и алмазоподобных материалов
• Совершенствование технологического оборудования и проектирование защитных устройств от взрывного воздействия
• Взрывной демонтаж строительных конструкций и сооружений
• Утилизация изделий военного назначения
• Штамповка взрывом крупногабаритных
деталей из листовых материалов
Основные направления
— исследования поведения материалов в условиях динамического воздействия;
— разработка структуры и технологий получения композиционных материалов для работы в переменных полях различного рода;
— разработка модельных представлений формирования структуры и свойств в процессе ударно-волнового нагружения высокоэнергетическими веществами при синтезе новых соединений, консолидации дисперсных частиц, в условиях сварки взрывом и других родственных процессах;
— изучение кинетических и термодинамических
особенностей формирования составов импульсных источников высоких энергий.
Основные публикации
— Смирнов Г.В. Эффекты динамической кумуляции». Монография, Ремико, 1999 г.-159 с.
— Смирнов Г.В. Динамика высокоскоростной деформации и кумулятивные эффекты в процессах взрывной термомеханической обработки и сварки материалов. Минск, 1999,-38 с.
— Судник, Л.В. Триботехнические свойства наноструктурного бемита [Текст]/Мазалов Ю.А., Соловьев Р.Ю., Сергеев Н.Н., Федотов А.В., Дунаев А.В., Витязь П.А., Судник Л.В.//Научно-технический журнал «Наноиндустрия», Изд.: ЗАО «РИЦ «Техносфера», Москва, 2015, № 6/2015 (60).- с. 84-92.
— Судник Л.В. Витязь П.А., Ильющенко А.Ф.
Алмазосодержащие абразивные нанокомпозиты/ Монография: — Минск: «Беларуская
навука», 2012г. , 319 с., табл.63, ил.150, библиогр.:254 назв. ISBN 978-985-08-1425-8.
, 319 с., табл.63, ил.150, библиогр.:254 назв. ISBN 978-985-08-1425-8.
— Судник Л.В.,Витязь П.А., Ильющенко А.Ф., Мазалов Ю.А., Берш А.В. Функциональные материалы на основе наноструктурированных порошков гидроксида алюминия/ Монография. — Минск: «Беларуская навука», 2010 г. — 183 с., табл. 36, ил. 154, Библиогр.: 202 назв. ISBN 978-985-08-1218-6.
— Судник, Л.В. Перспективные направления применения биметаллов в машиностроении [Текст]/Л.В. Судник, И.В. Петров, А.Л. Галиновский, В.И. Колпаков//Научно-технический журнал «Фундаментальные и прикладные проблемы техники и технологии», г. Орел, ФГБОУ ВПО «Госуниверситет-УНПК», 2015, № 2 (310).- с. 80-89.
— Ильющенко А.Ф., Корженевский А.П., Коморный А.А.,
Петров И.В., Смирнов Г.В., Судник Л.В. Опыт расснаряжения обычных боеприпасов
для применения в процессах детонационного синтеза наноалмазов/ Новые материалы
и технологии: порошковая металлургия, композиционные материалы, защитные
покрытия, сварка: материалы 11-й Межд. н/т конфереции, Минск, 28-30 апреля
2014г., Минск, «Беларуская навука», 2014.- с.195-203.
н/т конфереции, Минск, 28-30 апреля
2014г., Минск, «Беларуская навука», 2014.- с.195-203.
Власти Ливана назвали причину взрыва в порту Бейрута — РБК
Взрыв мог произойти во время проведения сварочных работ по заделыванию отверстий, через которые злоумышленники могли совершить кражу аммиачной селитры, хранящейся на одном из складов
Фото: Hassan Ammar / AP
Взрыв в порту Бейрута произошел во время сварочных работ. Об этом сообщает ливанский телеканал LBC International.
Об этом сообщает ливанский телеканал LBC International.По версии властей, на одном из складов порта находилось 2750 тонн конфискованной аммиачной селитры. Чтобы избежать кражи вещества, сотрудники порта решили заделать небольшие отверстия, через которые злоумышленники могли проникнуть на склад. При проведении сварочных работ произошла детонация.
Губернатор заявил о повреждении половины административного района Бейрута
Ливанский президент Мишель Наим Аун заявил о необходимости расследовать произошедшее и наказать виновных, особенно с учетом того, что в отчетах о безопасности говорилось, что в указанном помещении находились легковоспламеняющиеся и взрывоопасные материалы.
Сварка взрывом | Строительный справочник | материалы — конструкции
Главная › Новости
Опубликовано: 03.09.2018
Полезный потенциал. Сварка взрывомВозможность нетрадиционного использования энергии взрыва для соединения металлов в твердой фазе была открыта еще в начале 60 годов минувшего столетия практически одновременно в России и США. В Волгоградском техническом университете за сравнительно короткий срок была создана научная школа сварки взрывом. При этой технологии соединение происходит за счет совместной пластической деформации в результате соударения, вызванного взрывом быстродвижущихся соединяемых частей. При этом кинетическая энергия движущихся деталей выполняет работу по совместной пластической деформации контактирующих слоев. Принципиальная схема сварки взрывом представлена на рис. 1. Соединяемые детали, одна из которых неподвижна, располагают на некотором расстоянии (или под определенным углом) друг от друга. На подвижную заготовку кладут взрывчатое вещество с детонатором. При срабатывании детонатора происходит процесс разложения взрывчатого вещества, создавая давление, распространяющееся позади фронта детонации.
При этом кинетическая энергия движущихся деталей выполняет работу по совместной пластической деформации контактирующих слоев. Принципиальная схема сварки взрывом представлена на рис. 1. Соединяемые детали, одна из которых неподвижна, располагают на некотором расстоянии (или под определенным углом) друг от друга. На подвижную заготовку кладут взрывчатое вещество с детонатором. При срабатывании детонатора происходит процесс разложения взрывчатого вещества, создавая давление, распространяющееся позади фронта детонации.
В результате этого подвижная заготовка получает ускоренной движение, направленное в сторону неподвижной заготовки. Соударяясь заготовки получают взаимную пластическую деформацию, необходимую для прочного соединения.
Процесс формирования прочного соединения при сварке взрывом имеет две стадии: образования физического контакта, при котором происходит сближение атомов соединяемых материалов, и их слабое химическое взаимодействие; активация контактных поверхностей с образованием активных центров, в результате чего реализуется схватывание металлов.
Сварка взрывом технология Видео
Благодаря малому времени образования сварного соединения, недостаточному для протекания активных диффузионных процессов на межслойных границах, способ сварки взрывом обладает уникальными возможностями соединения не свариваемых обычными методами сплавов и металлов: титан + сталь; алюминий + сталь; магний + алюминий; алюминий + титан; цирконий + сталь и многие другие. Эта особенность, а также возможность изготавливать как плоские, площадью от нескольких квадратных сантиметров до десятков квадратных метров, так и криволинейные двух- и многослойные заготовки с высокими прочностными свойствами, открывает широкие перспективы перед сваркой взрывом.
Таблица ВСВ. (Возможности сварки взрывом) |
Изготовление при помощи сварки взрывом биметаллических и многослойных композиционных материалов открывает широкие перспективы. Сортамент биметаллических листов и плит, изготавливаемых сваркой взрывом приведен в таблице.
Детали, изготовленные сваркой взрывом, в отличие от аналогов, полученных другими методами, характеризуются прочноплотным соединением составляющих слоев с близким к нулю электрическим сопротивлением, отсутствием межслойной коррозии в процессе эксплуатации и высокой чистотой контактирующих поверхностей.
Листы и плиты, изготавливаемые сваркой взрывом
| Марка стали или сплава | Тошина основного слоя,мм | Толщина плакирующего слоя, м | Максимальные габариты, мм | Варианты конечных изделий | |
| Основной слой | Стали 20, 20К, 09Г2С, 16ГС, 12XM,12X1Мф и др. | 2-5 | 0,2-05 | 850×3000 | Корпуса аппаратов |
| Плакирующий слой | Стали М08Х13, 08Х18Н10Т, 12Х18Н10Т Никель, латунь, титан илр. | 5-30 1 0-300 | 0,5-4,0 1,0-12,0 | 1600×6000 3000×3000 | Тоже Тоже |
Дайджест: гнев местных жителей после взрыва в Бейруте, блокпосты в Нью-Йорке
Автор фото, EPA
Подпись к фото,Взрыв практически полностью разрушил район порта Бейрута
В Бейруте продолжаются спасательные работы на месте разрушительного взрыва, произошедшего в городском порту во вторник вечером. По последним данным, погибли 135 человек, более четырех тысяч получили ранения, однако число жертв может возрасти, поскольку под завалами остаются люди.
По оценкам экспертов, мощность взрыва соответствовала одной десятой мощности атомной бомбы, сброшенной на японский город Хиросима в конце Второй мировой войны. Полностью разрушенным оказался не только порт, но и прилегающие к нему кварталы. Как заявил губернатор Бейрута Марван Аббуд, до 300 тыс. человек остались без крыши над головой.
Полностью разрушенным оказался не только порт, но и прилегающие к нему кварталы. Как заявил губернатор Бейрута Марван Аббуд, до 300 тыс. человек остались без крыши над головой.
Вот как выглядел Бейрут до и после взрыва.
Кликните Последствия взрыва в Бейруте — фото с воздуха
После взрыва
До взрыва
Как заявили власти, причиной инцидента стало возгорание на портовом складе, где хранился большой груз нитрата аммония (также известного как аммиачная селитра) — это вещество может использоваться как взрывчатка и в качестве удобрения.
По сообщениям ливанских СМИ, которые пока не подтверждены официальными источниками, в помещении велись сварочные работы, призванные обеспечить безопасность хранения химикатов. Согласно этой версии, во время сварки загорелась хранившаяся рядом пиротехника, после чего огонь перекинулся на селитру.
Российские журналисты передают, что взорвавшийся груз аммиачной селитры около шести лет назад был конфискован ливанскими властями с молдавского судна Rhosus, которое принадлежало бизнесмену из России Игорю Гречушкину. Издание «Медиазона» сообщает, что химикаты планировалось доставить из Грузии в Мозамбик и использовать для производства взрывчатки.
Наши корреспонденты разбирались в этой истории.
Между тем, жители Ливана, переживающего тяжелейший экономический кризис на фоне пандемии коронавируса, считают, что в трагедии виновата правящая элита страны. Власти обещают строго наказать виновных — и уже заключают под домашний арест сотрудников порта, отвечавших за хранение селитры.
Однако на улицах Бейрута склонны винить именно политиков. 45-летняя Лина Дауд, которая живет около порта, назвала их «врагами государства». «Они убили наши мечты и наше будущее, сказала она агентству Франс-пресс. — Ливан был земным раем, а они превратили его в ад». Посмотрите, что жители ливанской столицы говорят о трагедии.
Посмотрите, что жители ливанской столицы говорят о трагедии.
Для просмотра этого контента вам надо включить JavaScript или использовать другой браузер
Подпись к видео,«Какова цена человеческой жизни в этой стране?» Жители Бейрута о взрыве
Коронавирус: Рост заболеваемости во Франции и блокпосты в Нью-Йорке
Хотя взрыв в Бейруте на время заменил пандемию коронавируса в заголовках мировых СМИ, заболевание продолжает распространяться. По данным университета Джонса Хопкинса, в мире уже 18,7 млн заболевших Covid-19, более чем 706 тыс. пациентов скончались, 11,3 млн выздоровели.
Автор фото, Reuters
В некоторых европейских странах пандемия пошла на спад, однако сейчас эксперты опасаются второй волны заболевания. В среду во Франции было зарегистрировано самое высокое суточное число новых заражений за два месяца: коронавирус обнаружен у 1695 человек.
Общее число умерших от Covid-19 во Франции составляет более 30 тыс. — это третий по величине показатель в Европе после Великобритании и Италии.
— это третий по величине показатель в Европе после Великобритании и Италии.
Заболевание по-прежнему активно распространяется в США, однако если раньше его эпицентр находился на восточном побережье страны, то теперь страдают южные и западные штаты.
Губернатор Эндрю Куомо заявил во вторник, что в городе Нью-Йорк уже в течение трех дней не было зарегистрировано ни одной новой смерти от коронавируса. При этом Куомо призвал жителей не терять бдительность и объявил, что на въездах в город появятся блокпосты, на которых людей будут предупреждать о карантинных правилах.
В свою очередь оба кандидата в президенты США — и нынешний глава Белого дома Дональд Трамп, и претендент от демократов Джо Байден — сообщили, что из-за коронавируса не будут выступать на партийных съездах, чтобы принять номинацию. Трамп заявил, что намерен произнести номинационную речь в Белом доме — и это уже вызвало гнев демократов, которые обвинили его в политизации президентского офиса.
Аресты в Польше за флаг ЛГБТ
Автор фото, Reuters
Подпись к фото,В числе памятников, на которых появились флаги ЛГБТ, была статуя Коперника
В Польше арестованы три активиста, которые повесили радужные флаги на нескольких памятниках в Варшаве. Символами ЛГБТ-сообщества были «украшены» статуи Иисуса Христа, астронома Коперника и Варшавской сирены.
Таким образом активисты хотели выразить протест против гомофобной политики президента Анджея Дуды, который сравнивал гомосексуальные отношения с педофилией. Водрузившим флаги предъявлены обвинения по статье об оскорблении религиозных чувств, за которое, согласно польским законам, грозит штраф или лишение свободы на срок до двух лет.
В середине июля в Польше состоялись президентские выборы, на которых Дуда с очень небольшим перевесом победил либерального кандидата — мэра Варшавы Рафала Тшасковского. О выборах рассказывал наш европейский корреспондент Юри Вендик.
75 лет после бомбардировки Хиросимы
В японской Хиросиме состоялась памятная церемония, посвященная 75-летию атомного удара по городу, который нанесли США.
Автор фото, Reuters
В результате бомбардировки погибли 140 тыс. человек при том, что в городе тогда было около 350 тыс. жителей. 6 августа церемонии в Хиросиме проводятся каждый год, однако на этот раз их масштаб был значительно меньшим из-за пандемии коронавируса.
В день 75-летия удара по Хиросиме мы рассказываем об удивительных историях женщин, которые выжили после ядерных бомбардировок Японии.
Успешные испытания Илона Маска
Автор фото, SpaceX
Подпись к фото,Полет продолжался меньше минуты
Корпорация SpaceX Илона Маска приблизилась еще на шаг к реализации своей главной задачи — полету человека на Марс и Луну. Первые успешные испытания прошел корабль-прототип SN5 — он поднялся на высоту 150 метров и мягко приземлился, выпустив из себя посадочные опоры.
SN5 предваряет производство ракетного двигателя «Раптор» (Raptor), которому предстоит унести в дальний космос корабль нового поколения «Старшип» (Starship) с астронавтами на борту.
Новый митинг Тихановской в Минске
Оппозиционный кандидат в президенты Беларуси Светлана Тихановская проведет еще один агитационный пикет в Минске. Ее предыдущая акция, состоявшаяся 30 июля, собрала, по разным оценкам, от 35 тыс. до 63 тыс. людей — это был самый массовый разрешенный митинг белорусской оппозиции за последние годы.
Автор фото, EPA
Акция, которая запланирована в минском парке Дружбы народов, должна начаться в 17:00 по местному времени.
Между тем, в начале этой недели министерство обороны Беларуси сообщило, что в это же время и в том же парке «пройдут праздничные мероприятия по случаю Дня железнодорожных войск», во время которых в числе прочего будет выставлена спецтехника, состоится концерт и выступления кинологов с собаками.
В ответ штаб Тихановской заявил, что акцию кандидата в президенты можно совместить с военными празднованиями, если они не будут отменены. «Наше мероприятие все равно состоится, цитирует Интерфакс представителя штаба Ольгу Ковалькову. — Мы придем поздравлять с Днем железнодорожных войск».
Недавно наш корреспондент в Минске Татьяна Мельничук рассказывала о ситуации в Беларуси перед президентскими выборами, которые состоятся 9 августа, и о сложных отношениях президента Александра Лукашенко с Владимиром Путиным.
«Опасный тупик» в отношениях США и России. Письмо дипломатов
Отношения между США и Россией зашли в тупик, а это угрожает американским национальным интересам, пишут бывшие американские дипломаты в журнале Politico.
Автор фото, Getty Images
Несколько десятков дипломатов, подписавших письмо, предлагают властям США вернуться в отношениях с Москвой к практике времен холодной войны «и следовать балансу между сдерживанием и разрядкой напряженности».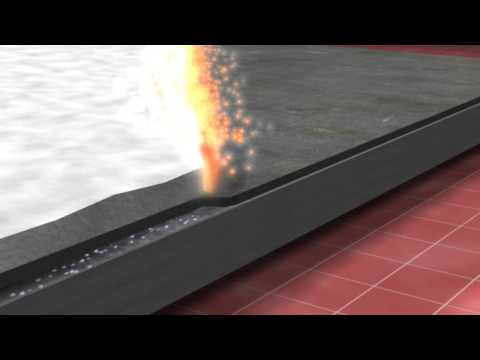
Подписи под предложениями поставили в числе прочих бывшая заместитель генсека НАТО Роуз Гетемюллер, бывший специальный помощник президента США Фиона Хилл, бывший посол США в России Джон Хантсман и другие.
Авторы публикации отмечают, что «Россия бросает вызов созданному нами мировому порядку», и призывают «найти способ эффективно предотвращать российское вмешательство в избирательный процесс в нашей стране и распространение Москвой дезинформации, ведя при этом конфиденциальные переговоры».
Они называют нелепым «отсутствие тесных дипломатических контактов между двумя странами, способными уничтожить друг друга за полчаса, а также разрушить всю цивилизацию».
«В том, что касается Украины и Сирии, США должны быть верны своим принципам, — продолжают авторы письма. — Постепенное расширение режима санкций, наложенных на Москву, убедило ее, что эти санкции постоянные, и, соответственно, она не видит причин изменить свою политику».
«Нам следует иметь дело с Россией, какая она есть, а не какой мы хотели бы ее видеть.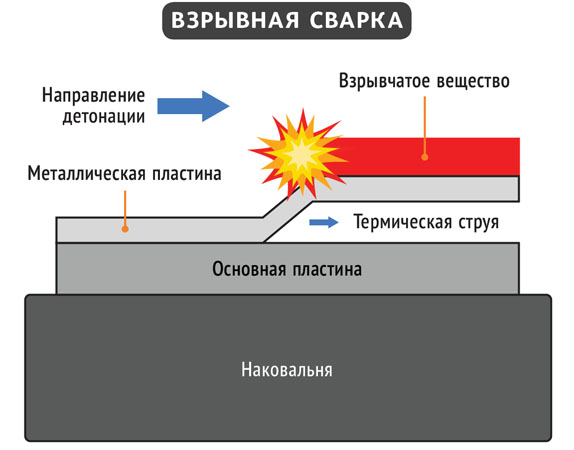 Это может сделать отношения между нашими странами более конструктивными», — заключают они.
Это может сделать отношения между нашими странами более конструктивными», — заключают они.
Ядерное сдерживание может привести к катастрофе
Автор фото, Getty Images
В 75-ю годовщину взрыва американской атомной бомбы над Хиросимой газета «Асахи симбун» пишет в своей редакционной статье, что именно тогда началась ядерная эпоха. С тех пор весь мир постоянно находится на грани ядерной катастрофы. Причина тому — политика ядерного сдерживания.
Но до тех пор, пока страны не доверяют друг другу, они будут сохранять свои арсеналы оружия массового поражения, что, в свою очередь, увеличивает риск ядерного Армагеддона.
Сейчас, пишет газета, пришло время пересмотреть саму концепцию ядерного сдерживания. Да, наличие мощных вооруженных сил играет важную роль в предотвращении конфликтов, но для обеспечения безопасности нужны не только системы вооружений, но и взаимное доверие.
Автор фото, Getty Images
Подпись к фото,В Пентагоне утверждают, что вывод войск начнется уже в ближайшие недели, но отказываются назвать точные сроки
Недавно президент США Дональд Трамп пообещал вывести из Германии значительную часть американских войск, что вызвало недовольство многих членов НАТО, в том числе Германии. Наш корреспондент в Вашингтоне Кирилл Белянинов разбирается, чем вызвано такое решение президента США, почему его целью считают наказание Ангелы Меркель и при чем здесь газовое соглашение с Россией.
Наш корреспондент в Вашингтоне Кирилл Белянинов разбирается, чем вызвано такое решение президента США, почему его целью считают наказание Ангелы Меркель и при чем здесь газовое соглашение с Россией.
В момент взрыва в Бейруте корреспондент Би-би-си в Ливане давала интервью своим лондонским коллегам. На видеозаписи слышен звук взрыва и видны разбитые стекла. Журналистка не пострадала.
Для просмотра этого контента вам надо включить JavaScript или использовать другой браузер
Подпись к видео,Интервью журналистки Би-би-си во время взрыва в Бейруте. Видео
Дайджест готовили Евгений Каневский и Борис Максимов.
Контроль плакированных пластин, соединенных методом сварки взрывом | Публикация
Плакированные металлы применяются в самых разных отраслях промышленности (добыча нефти и газа, энергетика, химическая отрасль и даже морское судостроение). Плакированные металлы в основном используются для повышения рентабельности металлических конструкций при сохранении или повышении безопасности и долговечности.
Плакированные металлы
В конструкциях могут использоваться послойно два или более металлов, дополненяя друг друга. Например, один слой металла может обеспечивать коррозионную стойкость, а другой поддерживает нужную конструкционную прочность. Такая комбинация металлов широко используется на морских нефтедобывающих платформах. Здесь, можно использовать тонкие слои сплава Inconel® или супер-двухфазные сплавы в комбинации с углеродистой сталью или нержавеющими сталями. В других случаях, использование нержавеющей стали в конструкциях из углеродистой стали является компромиссом между повышением коррозионной стойкости и сохранением разумных расходов.
Возможные комбинации металлов включают: титан/углеродистая сталь, титан/нержавеющая сталь, алюминиевая бронза/углеродистая сталь, нержавеющая сталь/углеродистая сталь, никелевые сплавы/углеродистая сталь, дуплексная или супердуплексная сталь/углеродистая сталь, алюминий/углеродистая сталь и т. д. Типы конструкций, в которых используется плакирование, включают: трубные решетки, корпусы реакторов, теплообменники, конденсаторы и др.
Технология сварки
Одним из методов, используемых для соединения двух металлов, является «сварка взрывом» (также называемый «взрывная сварка» или «плакирование взрывом»). Сварка взрывом – это метод сварки, использующий энергию ударной волны для соединения двух разнородных металлов. Для сварки используют два металлических листа или пластины. Один лист обычно изготовлен из «обычного» металла, например, углеродистой стали, а другой – из «высококачественного» металла, например, супердуплексной стали. Металлические листы хорошо очищают, удаляют загрязнения и оксидную пленку; затем листы накладывают друг на друга и выравнивают, используя пластиковые прокладки. Поверх второго верхнего листа помещают взрывчатое вещество и детонатор. При взрыве, между двумя металлическими листами возникает сильная ударная волна, которая выталкивает любой оксидный слой и позволяет металлам прочно соединиться друг с другом (Рис. 1).
Сварку можно проводить как на открытом воздухе, так и в вакуумной установке.
Сварка взрывом
| |
| Рис. 1 Процесс сварки взрывом. | |
Контроль качества
Процесс сварки взрывом напрямую влияет на качество и однородность металлического соединения. Производственные дефекты могут включать микротрещины и отслоения.
Несмотря на то, что разрушающие методы контроля часто используются для обнаружения микротрещин, несплавления и расслоения отлично выявляются с помощью неразрушающего ультразвукового контроля. Ультразвуковой контроль с использованием преобразователя с фазированной решеткой (64 или 128 элементов) отличается высокой эффективностью, особенно если ФР-ПЭП установлен на моторизованном сканере.
| Рис. 2 Моторизованный сканер MapROVER™ Olympus. |
Использование ФР-преобразователя для контроля плакированных листов
В данном примере, дефектоскоп на фазированных решетках OmniScan® использовался с 64-элементным ФР-преобразователем (7,5 МГц) и моторизованным сканером. Чувствительность обнаружения прибора в данном приложении должна была быть достаточной для выявления зон отслоений 5 мм. Акустический контакт между преобразователем и металлом обеспечивался с помощью водяного столба, без использования призмы (решение HydroFORM®). Затем сборка была установлена в держатель и интегрирована в сканер.
Рис. 3 Преобразователь HydroFORM с изображением ультразвуковых лучей (a), водяного
резервуара и держателя (b). |
Преимущества использования водного пути: превосходный акустический контакт при высокоскоростном сканировании и отличное приповерхностное разрешение (примерно 1,5 мм). Поскольку в данном примере толщина плакирующего слоя – всего 5 мм, приповерхностное разрешение было чрезвычайно важно. На Рис. 4 (ниже) изображена схема распространения звука в плакированной части, а также эхо-сигналы от границ раздела вода-металл, металл-металл и металл-воздух, просматриваемые на секторном скане под углом 0 град.
| Рис. 4 Распространение звука (слева) и эхо-сигналы от раздела сред на секторном скане под углом 0 град. (справа). Размер скана изменен по сравнению с оригиналом. |
| Рис. 5 Пример плакированного металла. |
В процессе сканирования используется моторизованный сканер с растровым рычагом длиной 600 мм, прочно крепящимся к металлу с помощью четырех магнитных колес. Если требуется более низкое разрешение, например 5 мм, скорость сбора данных может достигать 1016 мм/с. Со сканером MapROVER, преобразователь может перемещаться вдоль растрового рычага со скоростью 900 мм/с и при этом четко выявлять несплавления шириной 5 мм. Различные режимы визуализации, доступные в дефектоскопе OmniScan, упрощают идентификацию дефектов. Если кодированный С-скан толщины позволяет четко позиционировать дефекты в объекте контроля, то B- и D-сканы помогают оператору определить природу дефекта (например, расслоение на границе двух металлов или внутри одного из слоев). Например, на Рис. 6, дефект четко виден на границе раздела между двумя металлами. Пользователи могут даже настроить систему для запуска сигнализации при обнаружении дефекта во время сканирования. В данном примере, сканирование зоны 600 × 4000 мм заняло менее 1 минуты.
Если требуется более низкое разрешение, например 5 мм, скорость сбора данных может достигать 1016 мм/с. Со сканером MapROVER, преобразователь может перемещаться вдоль растрового рычага со скоростью 900 мм/с и при этом четко выявлять несплавления шириной 5 мм. Различные режимы визуализации, доступные в дефектоскопе OmniScan, упрощают идентификацию дефектов. Если кодированный С-скан толщины позволяет четко позиционировать дефекты в объекте контроля, то B- и D-сканы помогают оператору определить природу дефекта (например, расслоение на границе двух металлов или внутри одного из слоев). Например, на Рис. 6, дефект четко виден на границе раздела между двумя металлами. Пользователи могут даже настроить систему для запуска сигнализации при обнаружении дефекта во время сканирования. В данном примере, сканирование зоны 600 × 4000 мм заняло менее 1 минуты.
По завершении сканирования, отчет о результатах может быть легко выполнен непосредственно на приборе или на ПК с программным обеспечением OmniPC ™.
| Рис. 6. Данные, полученные дефектоскопом OmniScan при сканировании плакированной
пластины. Обратите внимание на отражатель на границе раздела металл-металл. |
Заключение
Методы сварки взрывом становятся все более популярными в нефтяной и газовой отраслях промышленности. Производственный процесс требует быстрого и надежного метода для контроля качества сварных соединений между двумя металлами. Ультразвуковой контроль с применением фазированной решетки — идеальное решение ввиду скорости сканирования и качества данных. Фазированные решетки в комбинации с моторизованным сканером обеспечивают еще большую скорость сканирования. В представленном выше примере, ключевые преимущества включают:
- Скорость: зона 600 × 4000 мм была просканирована менее чем за 1 минуту
- Полный охват при заданном разрешении (обусловлен минимально допустимым размером дефекта)
- Повышенная вероятность обнаружения дефектов, благодаря интуитивно-понятным изображениям
- Данные в цифровом формате
- Быстрое создание отчетов
OmniScan и HydroFORM являются зарегистрированными товарными знаками, а OmniPC и MapROVER – товарными знаками Olympus Corporation.
Inconel является зарегистрированным товарным знаком Special Metals Corporation.
Взрывоопасная пыль | Взрыв пыли
Взрывоопасная пыль является одним из наиболее серьезных рисков, вызываемых пылью в производственных условиях. Предотвратите опасность взрыва пыли и газа, создав более безопасную среду с помощью взрывозащищенного оборудования, одобренного ATEX, такого как фильтровальные установки, промышленные пылесосы и взрывозадерживающие клапаны.
Один из самых серьезных рисков, вызываемых пылью на производственных предприятиях, — это ее взрывоопасность. Когда такая пыль входит в контакт с соответствующей концентрацией кислорода, может произойти взрыв. Для того чтобы вызвать взрыв, нужен всего лишь источник возгорания.
Взрыв может не ограничиваться ближайшей зоной. Небольшой взрыв вокруг источника возгорания может распространиться и заполнить весь объем помещения. В таких случаях начальный взрыв поднимает пыль во всем помещении, и она воспламеняется. Повторные взрывы могут быть источником разрушений, а его последствия — угрозой жизни и здоровья людей.
Повторные взрывы могут быть источником разрушений, а его последствия — угрозой жизни и здоровья людей.
Что такое взрывоопасная пыль?
Взрывоопасная пыль-это побочный продукт производственных процессов, в которых используется горючее сырье. Взрывоопасная пыль-это любой мелкодисперсный материал, обладающий способностью загораться и взрываться при смешивании с воздухом. Многие материалы могут стать взрывоопасной пылью при определенных условиях. Например:
- Дерево, текстиль, пластик
- Пищевые продукты, такие как мука, сахар, зерно, табак и специи
- Легкие металлы, такие как алюминий, магний и титан
- Уголь, углерод
- Химикаты, фармацевтические препараты, резина
Практически невидимые для человеческого глаза, воспламеняющийся частицы пыли представляют смертельную опасность во многих отраслях промышленности. При определенных условиях пыль может стать взрывоопасной, что может привести к угрозе жизни или травмированию рабочих, а также к разрушению оборудования. Взрывоопасная или потенциально взрывоопасная атмосфера может также возникать там, где присутствуют легковоспламеняющиеся газы или пары, полученные из химических веществ или нефтепродуктов.
Взрывоопасная или потенциально взрывоопасная атмосфера может также возникать там, где присутствуют легковоспламеняющиеся газы или пары, полученные из химических веществ или нефтепродуктов.
Определение взрывоопасной атмосферы
Пыль может скапливаться практически в любом месте производственного помещения. Внутри, на поверхности и вокруг машин и производимых изделий. Стропила, крыши, подвесные потолки и воздуховоды также являются общими зонами, где может скапливаться пыль, отчасти потому, что они расположены удаленно и труднодоступны. Согласно директиве ATEX, работодатели должны определять, где на рабочем месте образуется пыль и является ли она взрывоопасной.
Стандарты и директивы ATEX и NFPA, применимые к взрывоопасным пылевым средам
Евросоюз принял две директивы по взрывоопасным атмосферам: ATEX 2014/34/EU “Оборудование для потенциально взрывоопасных атмосфер (ATEX) » и 99/92/EC “Директива ATEX о рабочих местах”. Применение этих двух директив привело к усилению защиты от взрывов, сделав обязательными различные технические и организационные мероприятия. Аналогично в Северной Америке применяются стандарты NFPA NFPA 61 «Предотвращение пожаров и взрывов пыли на сельскохозяйственных и пищевых предприятиях“, NFPA 69” Системы предотвращения взрывов“, NFPA 652“ Основы горючей пыли», NFPA 654″ Предотвращение пожаров и взрывов пыли при производстве, переработке и обращении с горючими твердыми частицами “и NFPA 664” Предотвращение пожаров и взрывов на деревообрабатывающих и деревообрабатывающих предприятиях».
Аналогично в Северной Америке применяются стандарты NFPA NFPA 61 «Предотвращение пожаров и взрывов пыли на сельскохозяйственных и пищевых предприятиях“, NFPA 69” Системы предотвращения взрывов“, NFPA 652“ Основы горючей пыли», NFPA 654″ Предотвращение пожаров и взрывов пыли при производстве, переработке и обращении с горючими твердыми частицами “и NFPA 664” Предотвращение пожаров и взрывов на деревообрабатывающих и деревообрабатывающих предприятиях».
Меры по предотвращению взрывов горючей пыли
Вот некоторые конкретные способы уменьшения накопления и распространения легковоспламеняющийся пыли, и риска, что это приведет к взрыву со смертельным исходом.
- Установите взрывозащищенное фильтровытяжное оборудование, предпочтительно подключенное к эффективной системе улавливания пыли от источника. Взрывозащищенное фильтровытяжное оборудование также должно быть оснащено взрывозадерживающими клапанами, снижающими риск дальнейшего распространения взрыва пыли по всему цеху.

- Подключенный к IIoT (промышленный интернет вещей) “умное” фильтровальное вытяжное оборудование может предоставлять операторам полезные данные о его состоянии, мощности и потребностях в техническом обслуживании.
- Барьеры в виде навесов, стен или других физических препятствий также могут ограничивать распространение пыли и продвижение взрыва.
- Определите потенциальные источники, которые могут воспламенить пыль, и удалите или изолируйте их, чтобы снизить риск взрыва пыли.
- Чем мельче частицы пыли, тем выше риск взрыва. Если процессы могут быть изменены, чтобы сделать частицы больше и грубее, это может помочь предотвратить взрыв.
- Осведомленность и правильные программы организации производства и управления предприятием. Одной из самых больших угроз является игнорирование рисков, которые представляет взрывоопасная пыль. Убедитесь, что вы и ваши коллеги полностью осведомлены о потенциальных рисках, связанных с пылью, образующейся на вашем рабочем месте, а также о том, что программы организации производства и управления предприятием. соблюдаются и выполняются по назначению.

 соблюдаются и выполняются по назначению.
соблюдаются и выполняются по назначению.Так работает взрывозащиненное оборудование в системе Nederman Dust Collector with Explosion Isolation Flap Valves CARZ — YouTube
Взрывозащищенные решения Nederman
Nederman предлагает безопасные и надежные решения для работы с легковоспламеняющейся пылью и газами. Основываясь на оценке рисков заказчика, мы рекомендуем взрывозащищенное оборудование и вытяжные системы для каждого конкрентного условия применения. Продукция разработана в соответствии с директивами ATEX и NFPA.
БЕЗОПАСНОСТЬ Защищает людей, оборудование и помещение
ЭКСПЕРТНАЯ ОЦЕНКА Наши специалисты с большим опытом работы в Nederman и с директивами ATEX и NFPA
УВЕРЕННОСТЬ Ведущий в отрасли производитель взрывозащищенных пылеуловителей, и взрывобезопасных устройств с широким спектром применения
СООТВЕТСТВИЕ Сертифицированое по ATEX фильтровальное и пылеулавливающее оборудование, вытяжные рукава, изолирующие клапана и промышленные пылесосы
Эксперты по взрывоопасной пыли
Nederman — это ведущий производитель с проверенным опытом обращения с пылью и снижения рисков пожаров и взрывов. Мы можем помочь вам создать безопасную и устойчивую рабочую среду, рекомендуя подходящее оборудование и установившуюся практику его эксплуатации. Предлагаемые нами решения основаны как на оценке ваших рисков, так и на соблюдении директив ATEX и NFPA. Свяжитесь с нашими специалистами по взрывоопасной пыли, чтобы узнать больше!
Мы можем помочь вам создать безопасную и устойчивую рабочую среду, рекомендуя подходящее оборудование и установившуюся практику его эксплуатации. Предлагаемые нами решения основаны как на оценке ваших рисков, так и на соблюдении директив ATEX и NFPA. Свяжитесь с нашими специалистами по взрывоопасной пыли, чтобы узнать больше!
СФУ на Конгрессе молодых учёных
Делегация СФУ находится сейчас в Сочи, где с 6 по 10 декабря 2021 года проходит серия масштабных событий, завершающих Год науки и технологий в России. В составе делегации 10 молодых учёных, добившихся значимых результатов каждый в своей области наук. Возглавил университетское представительство проректор по научной работе Руслан Барышев.
Конгресс молодых учёных является финальной точкой Года науки. Это основная площадка для обсуждения актуальных вопросов сотрудничества в области науки и образования, реализации мер поддержки молодых учёных и развития ключевых направлений Стратегии научно–технологического развития Российской Федерации. Деловая программа конгресса объединила более 3 тысяч учёных со всей страны. Она предусматривает свыше 90 дискуссий, сессий, круглых столов, лекций и пленарных заседаний.
Деловая программа конгресса объединила более 3 тысяч учёных со всей страны. Она предусматривает свыше 90 дискуссий, сессий, круглых столов, лекций и пленарных заседаний.
С участниками Конгресса встретился Глава государства.
«Конгресс молодых учёных мы наметили как одно из основных мероприятий в рамках Года науки и технологий. И мы постараемся сделать так, чтобы этот темп сохранился на будущее, способствовал повышению интереса к исследовательской деятельности. И на ближайшие годы, может быть, на 10 лет вперёд, выработать такую программу, которая способствовала бы поддержанию интереса к научной деятельности»,— заявил Президент РФ Владимир Путин в Сочи.
В рамках Конгресса молодых учёных проходит научно–образовательная выставка «Вузпромэкспо–2021». Более 350 научно–технологических разработок представляют ведущие российские университеты и крупнейшие промышленные компании страны.
Министр науки и высшего образования РФ Валерий Фальков:
«Цель выставки — демонстрация взаимодействия российских университетов и научных институтов с предприятиями реального сектора экономики, бизнеса и индустриальных партнёров.
 Идеи, которые рождаются в стенах университетов, должны найти продолжение на производстве, стать частью индустрии и продуктами мирового уровня».
Идеи, которые рождаются в стенах университетов, должны найти продолжение на производстве, стать частью индустрии и продуктами мирового уровня».СФУ представил на выставке восемь проектов:
Тест–система, позволяющая контролировать функциональное состояние организма человека при физических нагрузках с помощью биолюминесцентного анализа слюны спортсмена. Тест-система отличается простотой и возможностью быстрого получения результата. Разработка может применяться как в системе подготовки профессиональных спортсменов, так и в оздоровительных учреждениях и фитнес-клубах и т.д.
Развитие концепции создания интеллектуальных «двойников» металлургического оборудования на основе методов физического моделирования, технологий виртуальной реальности, предиктивной аналитики и искусственного интеллекта. Разработка представляет собой модель установки полунепрерывного литья слитков в виртуальной среде. Пользователь может перемещаться внутри комнаты, осуществлять действия (открыть печь, закрыть печь и т. п.), принимать решения, отрабатывать навыки пользования оборудованием.
п.), принимать решения, отрабатывать навыки пользования оборудованием.
Биметалл изготовленный сваркой взрывом. Разработка технологических процессов с применением энергии взрыва (сварка, упрочнение, резка). Отличительная особенность данной разработки заключается в том, что полностью исключена возможность отслаивания алюминиевой и стальной частей переходника в процессе эксплуатации. Изобретение может быть использовано в различных областях металлообрабатывающей промышленности и химического машиностроения при изготовлении крупногабаритных металлических конструкций.
Система передачи HD–видео для БПЛА. Система предназначена для передачи видеопотока от БПЛА в HD качестве до 1080p на расстояние до 100 км по радиоканалу в диапазоне частот от 800 МГц до 2400 МГц. Отличительной особенностью системы является высокая скорость передачи информации до 12 Мбит/с, высокая частотная эффективность и высокая помехоустойчивость за счет применения специальной системы цифровой обработки сигнала (ЦОС), основанной на рекомендациях стандарта DVB–T2.
Демонстрационный планшет с образцами изделий из биополимеров, получаемых путём микробиологического биосинтеза в лаборатории новых материалов СФУ. Планшет изготовлен из картона в корпоративном стиле СФУ, содержит ячейки с образцами. Образцы представляют объёмные изделия размерами 20–30 мм, в виде порошков, пластин, трубок и блоков. Области применения этих изделий — хирургия (шовная нить, сетчатые эндопротезы на основе нити для герниопластики, крепеж для ортопедических технологий — кости, связки, 3Д–изделия для заместительной инженерии костных фрагментов и органов, нетканое полотно — заместительная биоинженерия сосудов и других трубчатых тканевых образований). Также, эти продукты могут применяться в сельском хозяйстве в качестве биоразрушаемых полимерных изделий для замены не разрушаемых нетканых и пленочных, а также стержневых конструкций и депо–форм для направленной доставки агрохимикатов.
Цифровая информационно–образовательная платформа SNOWORD. Это большой комплексный проект, предусматривающий реализацию инновационных образовательных программ для довузовской подготовки абитуриентов, профессиональной ориентации абитуриентов и студентов, дополнительного профессионального образования студентов, которые являются представителями коренных малочисленных народов Севера, Сибири и Дальнего Востока Российской Федерации.
Это большой комплексный проект, предусматривающий реализацию инновационных образовательных программ для довузовской подготовки абитуриентов, профессиональной ориентации абитуриентов и студентов, дополнительного профессионального образования студентов, которые являются представителями коренных малочисленных народов Севера, Сибири и Дальнего Востока Российской Федерации.
Лаборатория глубокого обучения. Лаборатория ведёт разработку нескольких проектов (программные разработки) с применением технологий искусственного интеллекта для различных сфер применения.
Электронный мультимодальный корпус региолектов русского жестового языка в Восточной Сибири. Корпус представляет собой коллекцию жестов. Информантами выступили носители русского жестового языка, проживающие в Красноярске (Красноярский край), Абакане (Республика Хакасия), Иркутске (Иркутская область) и Кызыле (Республика Тыва). Созданная электронная платформа способствует разработке достаточно новой для России проблематики, связанной с лингвистическим позиционированием и норматированием русского жестового языка, особой знаковой системы, соотносимой с естественными человеческими языками, посредством которого общаются глухие и слабослышащие. Исследование вносит вклад в формирование доступной коммуникативной среды для людей с особыми потребностями по слуху, в решение проблемы их социальной интеграции (прежде всего, образовательной и профессиональной).
Исследование вносит вклад в формирование доступной коммуникативной среды для людей с особыми потребностями по слуху, в решение проблемы их социальной интеграции (прежде всего, образовательной и профессиональной).
«Университет ежегодно участвует в выставке „Вузпромэкспо“. Это профильная выставка для высшей школы. Университеты, как правило, стараются экспонировать здесь новейшие разработки. То есть участие — это возможность познакомиться с современными наработками сразу десятков университетов по всей стране, уловить тренды и одновременно презентовать университет,— отметил проректор по научной работе Руслан Барышев.— В этом году выставка проходит очень масштабно, с участием первых лиц. Это большой научный форум, где у каждого есть возможность выстроить себе максимально насыщенную и полезную программу. У участников практически нет свободного времени. Рассчитываю, что по итогу университет обретёт новых партнёров, не исключая, что некоторые проекты получат дополнительный вектор развития».

Добавим, сотруднику Сибирского федерального университета — руководителю НОЦ молодых учёных Наталье Баховой — заместитель Председателя Правительства РФ Дмитрий Чернышенко вручил благодарность и памятную медаль за активное участие в мероприятиях Года науки и технологий, популяризацию отечественных научных достижений и повышение привлекательности сферы науки для молодёжи.
Источник фото.
Убрать взрыв из сварки взрывом
Написано: Джеймсом Уилки Военнослужащие впервые заметили способность взрыва сплавлять металлы во время Первой мировой войны, когда взорвавшиеся бомбы заставили осколки вонзиться в близлежащие металлические предметы. Затем процесс был воссоздан в лабораторных условиях и усовершенствован для производства. Традиционная сварка взрывом имеет много преимуществ. Например, это идеальный способ соединения металлов, которые обычно трудно склеить. Этот процесс также производит более прочные и чистые связи, чем те, которые образуются в результате процессов, основанных на плавлении. Однако сегодня новый процесс революционизирует сварку взрывом, полностью исключая из уравнения взрывную волну. Новый процесс называется магнитно-импульсной сваркой или MPW. MPW соединяет металлы за счет использования мощных магнитных сил, которые воссоздают движущую силу взрыва без тепла, опасности или отходов.
Однако сегодня новый процесс революционизирует сварку взрывом, полностью исключая из уравнения взрывную волну. Новый процесс называется магнитно-импульсной сваркой или MPW. MPW соединяет металлы за счет использования мощных магнитных сил, которые воссоздают движущую силу взрыва без тепла, опасности или отходов.
Сварка взрывом постепенно заменяется другими методами, поскольку она вызывает некоторые проблемы с безопасностью.Во-первых, сам процесс может быть очень опасным. Например, сварка взрывом проводится путем нанесения химического взрывчатого вещества на один из соединяемых металлов. Затем этот металл взрывается. Взрыв швыряет оба куска металла друг в друга на очень высокой скорости. Сила ускорения временно переводит сталкивающиеся детали в пластическое состояние. Этот краткий момент пластичности позволяет металлам сплавляться на атомарном уровне. Хотя этот процесс создает прочные и чистые сварные швы, он также производит невероятно громкие шумы и ненужные побочные продукты, которые ограничивают возможности выполнения процесса. Фактически, сварку взрывом необходимо проводить в крайне удаленных местах.
Фактически, сварку взрывом необходимо проводить в крайне удаленных местах.
За последние несколько лет многие новаторы отрасли обратили внимание на недостатки сварки взрывом. Эти исследователи попытались уловить качество сварки взрывом, сделав эти соединения проще, безопаснее и экономичнее. Например, ученые из Университета штата Огайо представили процесс, называемый сваркой с помощью испаряемой фольги (VFAW). VFAW использует те же принципы сварки взрывом, но в гораздо более контролируемом масштабе.Процесс сосредоточен вокруг перегретого листа фольги, используемого для создания газа «плазмы фольги». Быстро расширяющийся газ сталкивает частицы двух заготовок друг с другом. В результате получается более чистое и прочное соединение, чем при сварке взрывом. Он также потребляет меньше энергии и производит меньше отходов. Благодаря многочисленным преимуществам сварки VFAW в различных отраслях промышленности рассматривают ее как альтернативу сварке взрывом.
НАЖМИТЕ НА ИЗОБРАЖЕНИЕ, ЧТОБЫ УВЕЛИЧИТЬ В настоящее время, однако, сварка VFAW и сварка взрывом быстро уступают место магнитно-импульсной сварке. Магнитно-импульсная сварка обеспечивает более качественные сварные швы, чем VFAW, и ее можно использовать для тех же целей. Однако процесс происходит в гораздо меньших масштабах и без какого-либо нагревания или плавления. Согласно The Economist, процесс осуществляется путем помещения двух металлических частей в машину; эти части расположены на расстоянии около миллиметра друг от друга. По запросу машина посылает интенсивный магнитный импульс в одну из частей. Магнитный импульс заряжает металл, заставляя его преодолевать миллиметровое расстояние всего за микросекунды.Атомы двух металлов сталкиваются с такой силой, что начинают обмениваться электронами в точке контакта, создавая идеальное слияние. В результате получается прочное и чистое соединение, превосходящее соединения, созданные с помощью VFAW или сварки взрывом. Как будто этого было недостаточно, магнитно-импульсная сварка также может использоваться в других областях, таких как формование металлов. Например, магнитный импульс можно использовать для перемещения листа металла в форму, создавая любую форму.
Магнитно-импульсная сварка обеспечивает более качественные сварные швы, чем VFAW, и ее можно использовать для тех же целей. Однако процесс происходит в гораздо меньших масштабах и без какого-либо нагревания или плавления. Согласно The Economist, процесс осуществляется путем помещения двух металлических частей в машину; эти части расположены на расстоянии около миллиметра друг от друга. По запросу машина посылает интенсивный магнитный импульс в одну из частей. Магнитный импульс заряжает металл, заставляя его преодолевать миллиметровое расстояние всего за микросекунды.Атомы двух металлов сталкиваются с такой силой, что начинают обмениваться электронами в точке контакта, создавая идеальное слияние. В результате получается прочное и чистое соединение, превосходящее соединения, созданные с помощью VFAW или сварки взрывом. Как будто этого было недостаточно, магнитно-импульсная сварка также может использоваться в других областях, таких как формование металлов. Например, магнитный импульс можно использовать для перемещения листа металла в форму, создавая любую форму.
Этот дополнительный уровень полезности в сочетании с чистотой и превосходным качеством сварки делает магнитно-импульсную сварку высокооплачиваемой в обрабатывающей промышленности.Фактически, компании, которые продают оборудование и продукты для магнитно-импульсной сварки, начинают привлекать к себе всеобщее внимание. Bmax в Тулузе, Франция, является одной из таких компаний. Основанная ветеранами отрасли и физиками, компания разрабатывает технологии, использующие магнитно-импульсную сварку для придания формы, сварки и обжима. Из-за высокого спроса на оборудование для магнитной сварки Bmax быстро становится лидером в области систем обработки металлов.
У вас есть опыт сварки взрывом? Что вы думаете об использовании магнитных импульсов вместо взрыва? Дайте нам знать в комментариях ниже!
AWS Learning: для получения дополнительной информации об обучении сварщикам, сертификации и новых способах расширения вашей карьеры в области сварки, а также о последних новостях в области сварки ознакомьтесь с другими нашими блогами, подкастами, виртуальными конференциями, онлайн-курсами и цифровыми инструментами, предназначенными для помощи вы растете и добиваетесь успеха.
Возможна герметизация на месте с помощью сварки взрывом
Поставщик инженерных, производственных, строительных и ремонтных услуг Steinmüller Africa предлагает своим клиентам услуги по сварке взрывом и взрывному расширению. В рамках этой услуги компания уделяет больше внимания герметизации на месте, что позволяет устранять утечки в теплообменниках на электростанциях.
Сварка взрывом используется для соединения разнородных материалов, которые обычно не поддаются сварке, таких как медь и алюминий, и обычно используется для плакирования пластин.Тем не менее, компания Steinmüller изучает возможность использования сварки взрывом для приварки труб к трубным доскам для теплообменников и успешно завершила изготовление пяти теплообменников для южноафриканских энергетических компаний.
В 2009 году компания Steinmüller Africa подписала техническое соглашение с британской инженерно-строительной организацией TEi/Yimpact, чтобы стать единственным лицензиатом технологии в Южной Африке.
Менеджер по сварке взрывом Steinmüller Хенни Виссер объясняет, что для выполнения сварки при любом процессе соединения необходимо выполнение двух основных условий.Во-первых, поверхность свариваемых материалов должна быть относительно свободна от поверхностных пленок, таких как оксиды, нитриды или поглощенные газы, которые могут препятствовать удовлетворительному соединению. Во-вторых, соединяемые материалы должны быть настолько близко сближены, чтобы их атомы устанавливали связь за счет межатомных сил. Эти условия могут быть выполнены с использованием процесса сварки взрывом.
Он описывает, как во время сварки взрывом возникает явление, известное как выброс струи. ВВ применяют при определенных контролируемых условиях, при которых поверхностные пленки, движущиеся вместе с тонким слоем металлов с несвариваемой части соединяемых деталей, в месте соударения объединяются в струю.
Создаваемая струя удаляет поверхностные пленки и склеивает соединяемые материалы за счет силы взрывного давления. Скорость детонации заряда взрывчатого вещества будет либо дозвуковой, либо сверхзвуковой, в зависимости от скорости звука в соединяемых материалах.
Скорость детонации заряда взрывчатого вещества будет либо дозвуковой, либо сверхзвуковой, в зависимости от скорости звука в соединяемых материалах.
Он отмечает, что Steinmüller Africa соблюдает строгие правила техники безопасности, установленные различными органами, такими как полиция, пожарная служба и министерство труда, которые необходимо соблюдать перед проведением сварки взрывом.Это особенно актуально для оборудования для сварки взрывом, которое должно быть одобрено и лицензировано как безопасная и контролируемая среда, в которой могут выполняться взрывоопасные процессы.
«Одним из самых важных элементов, против которых мы должны принять меры предосторожности, является шум. Таким образом, объем заряда, который мы можем взорвать на нашем объекте, строго ограничен уровнем шума и уровнем взрыва, который мы можем безопасно сдержать. К защите слуха и управлению шумом относятся очень серьезно, чтобы обеспечить защиту как объекта, так и людей.Более крупные заряды необходимо взрывать в определенных, регулируемых местах», — говорит он.
Фиссер далее заявляет, что, помимо способности соединять разнородные материалы, сварка взрывом имеет дополнительное преимущество, заключающееся в устранении требований к термической обработке, тем самым экономя время и делая ее рентабельной в сварочных процессах.
Сварка взрывом – оборудование, типы, работа, преимущества и недостатки с применением
Сварка взрывом (EW) – процесс сварки в твердом состоянии i.е. этот процесс не включает расплавленное состояние во время сварки различных частей металла, которые должны быть сварены. Этот метод был разработан в течение десятилетий после Второй мировой войны. Dupont подала заявку на патент этого процесса сварки в 1962 году, который был выдан 23 июня 1964 года.
Это процесс, в котором два или более разнородных металла соединяются путем ускорения одной части на высокой скорости с использованием химических взрывов через контролируемый процесс. детонации или взрыва. Эта сварка считается процессом холодной сварки, который позволяет соединять металлы без потери их предварительно связанных свойств. Этот процесс не требует присадочного материала для сварки металлов. Этот процесс слишком выгоден, так как он не влияет на свойства металла, не плавится и т. д.
Этот процесс не требует присадочного материала для сварки металлов. Этот процесс слишком выгоден, так как он не влияет на свойства металла, не плавится и т. д.
Сварка взрывом в основном основана на металлургической связи, то есть связи между разнородными металлами. В этом процессе производятся контролируемые взрывы, которые создают высокое давление, что приводит к пластической деформации металлической заготовки, эта деформация приводит к металлургической связи между металлическими частями.Эти детонации происходят в течение очень короткого промежутка времени, благодаря которому ни металл не повреждается, ни свойства металла не изменяются. Металлургические соединения или связи прочнее, чем исходные металлические связи.
Читайте также:
Необходимые материалы и оборудование:- Опорная пластина (опорная): Эта пластина остается неподвижной, она обеспечивает поддержку и помогает уменьшить или свести к минимуму ущерб во время детонации.
- Пластина флаера (плакированная): Эта пластина приваривается к опорной пластине. Он расположен параллельно опорной плите или под углом, под которым наклонена опорная плита.
- Дистанция дистанции: Это очень важный фактор для РЭБ. Это расстояние между пластиной флаера и базовой пластиной. Как правило, зазор принимается как его двойная толщина.
- Буферная пластина: Эта пластина используется для уменьшения воздействия взрыва на верхнюю поверхность пластины флаера.Это защищает флаер от любого повреждения из-за взрыва.
- Взрывчатые вещества: размещаются на буферной плите или непосредственно на облицовке. Он производит взрыв для сварки.

В основном его можно разделить на две категории на основе устройства, установленного для процесса, которое выглядит следующим образом: —
- Параллельный EW: сварка, толстые и большие листы используются и соединяются. Между пластинами имеется зазор. 2. Наклонный EW:
В этом процессе опорная плита фиксируется, а пластина флаера наклоняется под углом к опорной плите. Эта установка используется для соединения небольших и тонких пластин.
Работы по сварке взрывом- Во-первых, металлические детали или пластины должны быть тщательно очищены; на них не должна оставаться ржавчина, которая может привести к проблемам в процессе сварки.
- Теперь, в зависимости от типа сварки взрывом, установка должна быть следующей:
- Если параллельна EW, то опорная пластина и пластина фланец будут параллельны друг другу, как следует из названия.
- А если он наклонный ВЗ, то опорная плита должна быть закреплена на наковальне, а пластина флаера будет образовывать угол в соответствии с опорной плитой.
- Подготовленные взрывчатые вещества помещаются в ящик того же размера, что и поверхность, подлежащая сварке, которая размещается над буферной пластиной, которая защищает пластину флаера под ней.
- Теперь взрывчатка воспламеняется.
- При воспламенении взрывчатки создается высокое давление, которое деформирует пластины.
- Эти пластины пластифицируются и образуют металлургические связи, более прочные, чем исходные металлические связи.
Для лучшего объяснения Смотреть видео Приведено ниже:
40
Преимущества- Он способен сваривать много разных металлов, обычно металлы, которые не могут сваривать любым другим способом.
- Этот процесс очень прост; для работы с ним не требуется высоких навыков.
- Очень большие поверхности можно склеивать или сваривать.
- Не влияет на основные свойства металла после сварки, они не изменяются.
- В процессе сварки взрывом используется очень небольшое количество взрывчатых веществ.
- Никакая часть заготовки не нагревается, как при других способах сварки.
- В этом процессе не используется расплавленное состояние металла; металл только пластифицирован, чтобы соединиться с другой частью.
- Может сваривать только пластичный металл с высокой ударной вязкостью.
- Сварные геометрии ограничены простыми конструкциями – плоскими, цилиндрическими, коническими.
- Более высокие меры безопасности, связанные с использованием взрывчатых веществ.
- Использование взрывчатых веществ в промышленных зонах будет ограничено из-за шума и вибрации земли, вызванных взрывом.
- Используется для сварки больших структурных листов алюминия с нержавеющей сталью.
- Используется для сварки цилиндрических деталей, таких как трубы, концентрические цилиндры, трубки и т. д.
- Сваривает плакированный лист со сталью в теплообменнике.
- Соединение разнородных металлов, которые не могут быть сварены другим способом.
- Для соединения охлаждающего вентилятора и т. д.
- Соединение труб и трубок.
- Соединение разнородных металлов может выполняться, например, для алюминия со сталью, меди с нержавеющей сталью, титановых сплавов со сталью Cr-Ni, вольфрама со сталью и т. д.
Из этой статьи вы узнали, что такое сварка взрывом. (EW) и как это работает. Если вы нашли эту статью информативной и полезной, не забудьте поставить лайк и поделиться ею. ТИА.
Начинаются работы по очистке и ремонту после взрыва резервуара для воды в Лемуре
ЛЕМУР, Калифорния. (KFSN) — Потрясающее новое видео с камер наблюдения показывает момент, когда городской резервуар для воды в Лемуре на 1,5 миллиона галлонов взлетает в небо после взрыва в понедельник днем.Городской менеджер Натан Олсон говорит, что причина взрыва, в результате которого погиб рабочий по контракту и ранен городской служащий, является загадкой и все еще расследуется государственными чиновниками.
«Должно быть, в баке скопился какой-то газ или что-то в этом роде, и когда они приступили к сварке, произошел взрыв в головном пространстве бака», — сказал Олсон.«Ну, это заставило резервуар разорваться по шву и подняться, а затем, когда вода вышла, мы увидели вспышку взрыва, а затем последовало цунами».Учетная запись GoFundMe создана для помощи семье погибшего подрядчика, 41-летнего Дайона Джонса.
Джонс долгое время работал в строительной компании в Южной Калифорнии.
У него остались жена и трое детей.
Пострадавший городской служащий был выписан из больницы в ту же ночь, когда произошел инцидент.
«Я думаю, что шок и трепет уже позади, и сегодня мы находимся в режиме восстановления», — сказал Олсон. «И я думаю, что люди немного освежились и засучили рукава. Я очень доволен прогрессом, которого мы достигли сегодня утром».
В результате взрыва на станции водоснабжения 7 три городских колодца были отключены, а потеря резервуара и насосов привела к падению давления воды для некоторых предприятий и жителей.В среду Олсон сказал, что бригады работают над повторным запуском двух скважин, чтобы они могли выполнить срочную задачу по отправке воды в свои новые резервуары для очистки, чтобы избежать высоких затрат, связанных с пробелом в процессе рециркуляции.
Они также работают над ремонтом линии, ведущей к другому резервуару на 1,5 миллиона галлонов, который все еще стоит, и готовят его к повторному использованию.
«Как только мы получим это, мы должны заполнить этот резервуар, хлорировать его, выдержать 24 часа для отбора проб и отправить их в штат», — сказал Олсон.
«Подождите еще 24 часа, возьмите еще один образец, так что у нас будет около двух-трех дней, когда у нас будет вода, готовая к выходу, но нам нужно подождать, пока не произойдет тестирование».Тем временем Олсон надеется, что жители будут продолжать экономить воду.
Местное чрезвычайное положение запрещает любой полив на открытом воздухе. По состоянию на среду уведомлений о кипячении воды не поступало.Cal/OSHA опубликовали для Action News следующее заявление о взрыве резервуара для воды:
21 июня Cal/OSHA было уведомлено о гибели сотрудника J.R. Filanc Construction. Согласно уведомлению, в результате взрыва цистерны с водой смертельно пострадал сотрудник. Cal/OSHA проводит расследование, чтобы определить причину инцидента и выявить любые нарушения требований безопасности на рабочем месте.
Copyright © 2022 КФСН-ТВ. Все права защищены.
(PDF) Численное исследование механизма сварки взрывом
Сочетание диффузионной сварки, сварки плавлением и сварки давлением
считается более целесообразным.
2. Механизм Bahrani et al.
7
почти соответствует
моделируемому процессу образования волнистого интерфейса.
Основное отличие состоит в том, что частицы возвращающейся
струи исходят как от пластины флаера, так и от базовой пластины в моделировании
, и это может быть ближе к фактам.
Кроме того, метод SPH позволяет проводить
количественное модельное исследование сварки взрывом.
Благодарности
Авторы выражают благодарность за финансовую поддержку
Национального фонда естественных наук Китая
(грант № 10
3).
Список литературы
1. B. Crossland: «Сварка металлов взрывом и ее применение»,
160; 1982, Оксфорд, Oxford Science Publications.
2. Дж. Ф. Ковалик и Д. Р. Хэй: «Механизм взрывного
связывания», Металл. Матер. Транс. Б, 1971 г., 2Б, 1953–1958 гг.
3. Дерибас А.А., Кудинов В.М., Матвеенков Ф.И. Влияние исходных параметров
на процесс волнообразования при сварке взрывом
// Ж.
взрыв. Ударные волны, 1967, 3, 344–348.4. В. А. Аллен, Дж. М. Мейпс и В. Г. Уилсон: «Эффект, производимый
косым ударом цилиндра по тонкой мишени», Дж.заявл. Phys.,
1954, 25, 675–676.
5. Г. Р. Абрахамсон: «Постоянные периодические деформации поверхности из-за
движущейся струи», J. Appl. мех., 1961, 83, 519–528.
6. Г. Р. Коуэн и А. Х. Хольцман: «Конфигурации потока при столкновении
пластин: взрывное соединение», J. Appl. Phys., 1963, 34, 928–939.
7. А. С. Бахрани, Т. Дж. Блэк и Б. Кроссланд: «Механика формирования волны
при сварке взрывом», Proc. Р. Соц. Лонд.А, 1967,
296А, 123–136.
8. М. П. Уилсон и Дж. Х. Брантон: «Формирование волн между
ударными жидкостями при сварке взрывом и эрозии», Nature, 1970,
226, 538–541.
9. С. Р. Рейд: «Обсуждение механизма генерации межфазной волны
при сварке взрывом», Межд. Дж. Мех. наук, 1974, 16, 399–413.
10. С.
Р. Рейд и Н. Х. С. Шериф: «Прогнозирование длины волныинтерфейсных волн при симметричной сварке взрывом», Дж.мех. англ. наук,
1976, 18, 87–95.
11. С. Р. Рейд: «Механизм кильватерной неустойчивости для волнообразования при сварке взрывом
», Int. Дж. Мех. наук, 1978, 20, 247–253.
12. Б. Х. Шао и К. Чжан: «Теория сварки взрывом и ее применение в технике», 346; 1987, Далянь, Даляньский университет
Technology Press.
13. Годунов С.К., Дерибас А.А., Забродин А.В., Козин Н.С.:
«Гидродинамические эффекты в сталкивающихся твердых телах».вычисл. Phys., 1970,
5, 517–539.
14. З. М. Жень и К. М. Тан: «Механизм волнообразования на границе раздела
при сварке взрывом», Acta Mech. син., 1989, 21,
129–139.
15. А. А. Акбари Мусави и С. Т. С. Аль-Хассани: «Численные и
экспериментальные исследования механизма волнообразных интерфейсных
образований при сварке взрывом/ударной сваркой», J.
Mech. физ. Твердые вещества,2005, 53, 2501–2528.
16. В.D. Liu, K. X. Liu, Q. Y. Chen, J. T. Wang, H. H. Yan и X. J.
Li: «Покрытие металлического стекла на металлической пластине с помощью регулируемой техники сварки взрывчатым веществом
», Appl. Серф. наук, 2009, 255, 9343–9347.
17. YX Wang, HG Beom, M. Sun and S. Lin: «Численное
моделирование сварки взрывом с использованием метода материальной точки»,
Int. J. Impact Eng., 2011, 38, 51–60.
18. М. Б. Лю, Г. Р. Лю и К. Ю. Лам: «Построение сглаживающих
функций в гидродинамике сглаженных частиц с приложениями»,
J.вычисл. заявл. Матем., 2003, 155, 263–284.
19. К. Танака: «Численные исследования сварки взрывом методом
гидродинамики сглаженных частиц (SPH)»; Ибараки, 2007 г., EPNM.
20. J. O. Hallquist: «Руководство по теории LS-DYNA», 38.1, Livermore
Software Technology Corporation, Livermore, CA, 2005.
21. «Руководство пользователя по ключевым словам LS-DYNA», Vol.
I, Livermore SoftwareTechnology Corporation, Ливермор, Калифорния, США, 2007 г.
22. P. W. Randles and L.Д. Либерски: «Динамика сглаженных частиц гидро-
: некоторые последние улучшения и приложения», Ж. вычисл.
Методы Прим. мех. англ., 1996, 139, 375–408.
23. Г. Р. Джонсон: «Характеристики разрушения трех металлов, подвергнутых
различным деформациям, скорости окрашивания, температурам и давлениям», англ.
Фракт. мех., 1985, 21, 31–48.
24. Г. Р. Лю и М. Б. Лю: «Гидродинамика сглаженных частиц: метод
частиц без сетки», 295; 2005, Чанша, Хунаньский университет
Press.
25. Д. С. Чжан, Г. Х. Ли, З. Х. Чжоу и Б. Х. Шао: «Влияние прочности материала
на процесс формирования волны сварки взрывом
», Acta Mech. син., 1984, 16, 73–80.
26. Ю. М. Чжан: «Принцип и применение сварки взрывом
и металлокомпозита», 27; 2007, Чанша, Центральный Юг
University Press.
Ли и др.
Численное исследование механизма сварки взрывомНаука и техника сварки и соединения 2012 ТОМ 17 НО 141
Для чего используется сварка взрывом? – Рестораннорман.ком
Для чего используется сварка взрывом?
Сварка взрывом используется в основном для изготовления заготовок или заготовок, хотя ее также можно использовать для соединения труб или крепления труб к трубным решеткам. Метод часто используется для комбинирования материалов, которые трудно соединить другими методами.
Что такое изготовление взрывчатых веществ?
Формовка взрывом — это технология металлообработки, при которой вместо штампа или пресса используется заряд взрывчатого вещества.Часто наблюдается некоторая степень деформационного упрочнения в результате процесса формования взрывом, особенно в мягкой стали.
Как называется сварка взрывом?
Сварка взрывом (EXW), также известная как сварка взрывом, осуществляется путем высокоскоростного косого удара между двумя металлами.
Что такое процесс сварки взрывом?
Сварка взрывом в основном представляет собой процесс сварки в твердой фазе, в котором взрывчатые вещества используются для ускорения соединяемых деталей до высокоскоростного косого столкновения.Этот процесс был впервые совершенно случайно обнаружен специалистами по таинству, хотя они не признали его процессом сварки.
Что такое факторы сварки взрывом?
Параметры сварки взрывом включают физико-механические свойства свариваемых материалов, качество и количество взрывчатого вещества, способ инициирования детонации и геометрию сварочной конструкции.
Какие взрывчатые материалы используются при сварке взрывом?
Для сварки взрывом использовались пластины из технически чистой меди (99.98% Cu) и тантал (99,95% Ta). Используемые материалы существенно различаются по структуре, плотности, температуре плавления и теплопроводности (табл. 1).
Какие бывают виды взрывного формования?
Можно выделить два основных типа взрывного формования: контактный метод и дистанционный метод [1] .
Что такое сварка взрывом и для чего она используется?
Для изготовления многих важных компонентов, используемых в космических и ядерных приложениях, используется сварка взрывом, поскольку они не могут быть изготовлены с помощью другого процесса, и довольно часто этот процесс оказывается наименее дорогостоящим в некоторых коммерческих приложениях.
Что такое соединение при сварке взрывом?
Соединение крупногабаритных деталей из трудносвариваемых металлов сваркой взрывом. Прочные металлургические соединения могут быть получены между деталями из одного и того же металла или разнородных металлов, например, стали можно сваривать с танталом, хотя температура плавления тантала выше температуры испарения стали.
Что такое взрывное соединение?
Соединение взрывом — это процесс сварки в твердом состоянии, в котором используется контролируемая энергия взрыва для соединения двух или более металлов под высоким давлением.Полученные композитные металлические детали соединяются высококачественной металлургической связкой.
Как контролировать форму волны сварки взрывом?
Переменные, влияющие на формирование сварного шва, должны строго контролироваться, чтобы обеспечить высокое качество сварного шва. Периодичность и амплитуда волновой картины, формирующейся в процессе сварки взрывом, регулируются путем регулирования трех основных параметров: скорости детонации (Vd), взрывной нагрузки и межфазного расстояния.
Огневые работы и сварка вблизи взрывоопасных веществ
Слесарь ремонтной мастерской погиб при сварке топливного бака на юте.
Топливный бак был пуст, но содержал остаточные горючие вещества и пары. Искры и тепло от сварки воспламенили легковоспламеняющиеся вещества, что привело к взрыву топливного бака.
Чтобы этого не произошло на рабочем месте, следует помнить несколько важных моментов при резке, шлифовке или сварке контейнеров для топлива или химикатов.
Во-первых, работу должен выполнять только тот, кто обладает опытом, знаниями и навыками для оценки потенциальных рисков и безопасного выполнения работы.
Во-вторых, проверьте, что ранее хранилось в пустой бочке или контейнере, прочитав этикетку и проверив наличие остаточного газа или легковоспламеняющихся жидкостей.
Даже если бочка или контейнер были пусты в течение длительного времени, они все равно могут взорваться или выделить опасный газ при нагревании.
Простое ополаскивание бочек или контейнеров не является надежным способом удаления остатков. Следуйте инструкциям производителя по очистке содержимого перед применением тепла.
Перед началом огневых работ:
- правильно маркируйте все контейнеры и убедитесь, что на все продукты имеются паспорта безопасности материалов.
- убедитесь, что все взрывоопасные вещества удалены из непосредственной близости, включая пустые бочки и контейнеры.
Во время огневых работ убедитесь, что вы:
- работаете только в специально отведенных местах для проведения огневых работ
- используете кабины или сварочные экраны для защиты находящихся рядом рабочих от ожогов, которые могут привести к потере зрения на участке
- рядом есть средства пожарной безопасности.
Помните: когда вы планируете резать, сваривать или шлифовать контейнеры для топлива или химикатов, спросите себя:
- Хранились ли когда-либо в контейнере легковоспламеняющиеся или горючие жидкости, газы или химические вещества?
- Проверил ли я знак опасности с бриллиантами и знаю ли я, что он означает?
Не уверены – не рискуйте.
Для получения дополнительной информации посетите веб-сайт worksafe.qld.gov.au или позвоните по телефону 1300 362 128.
Фермерский сейф. Домашний сейф.
ВРЕМЯ РАБОТЫ: 2 мин 26 секунд
.



 (KFSN) — Потрясающее новое видео с камер наблюдения показывает момент, когда городской резервуар для воды в Лемуре на 1,5 миллиона галлонов взлетает в небо после взрыва в понедельник днем.
(KFSN) — Потрясающее новое видео с камер наблюдения показывает момент, когда городской резервуар для воды в Лемуре на 1,5 миллиона галлонов взлетает в небо после взрыва в понедельник днем.
 «Подождите еще 24 часа, возьмите еще один образец, так что у нас будет около двух-трех дней, когда у нас будет вода, готовая к выходу, но нам нужно подождать, пока не произойдет тестирование».
«Подождите еще 24 часа, возьмите еще один образец, так что у нас будет около двух-трех дней, когда у нас будет вода, готовая к выходу, но нам нужно подождать, пока не произойдет тестирование».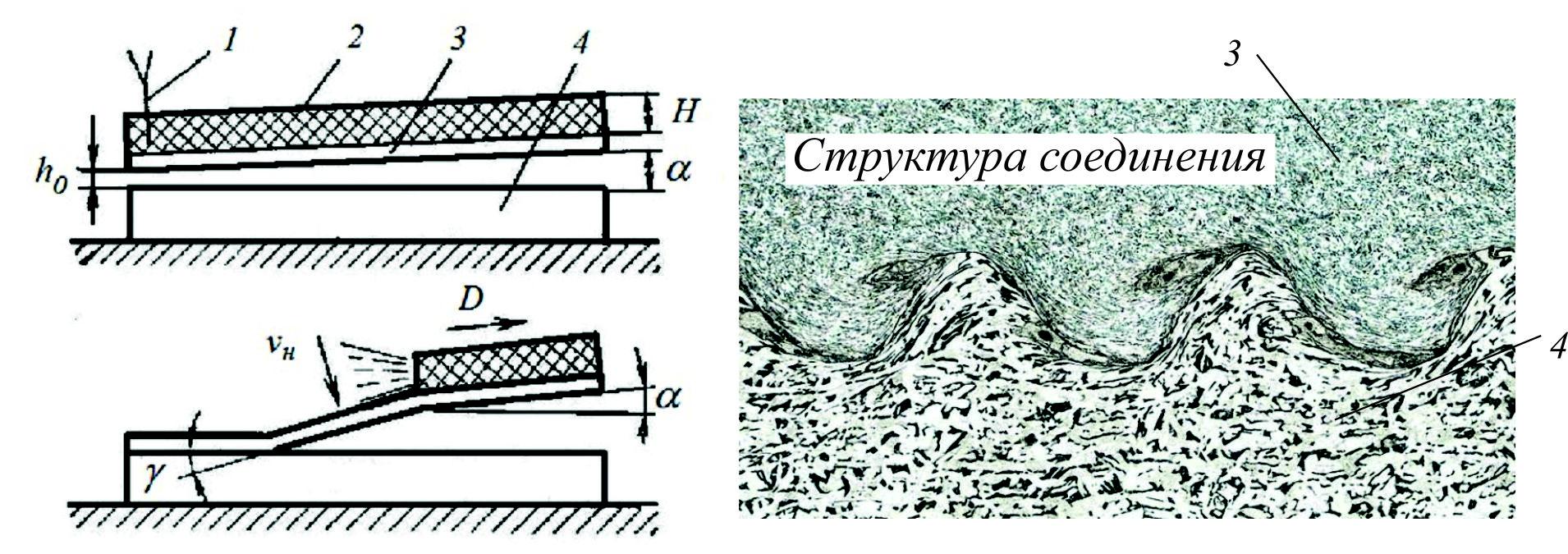
 взрыв. Ударные волны, 1967, 3, 344–348.
взрыв. Ударные волны, 1967, 3, 344–348. Р. Рейд и Н. Х. С. Шериф: «Прогнозирование длины волны
Р. Рейд и Н. Х. С. Шериф: «Прогнозирование длины волны Mech. физ. Твердые вещества,
Mech. физ. Твердые вещества,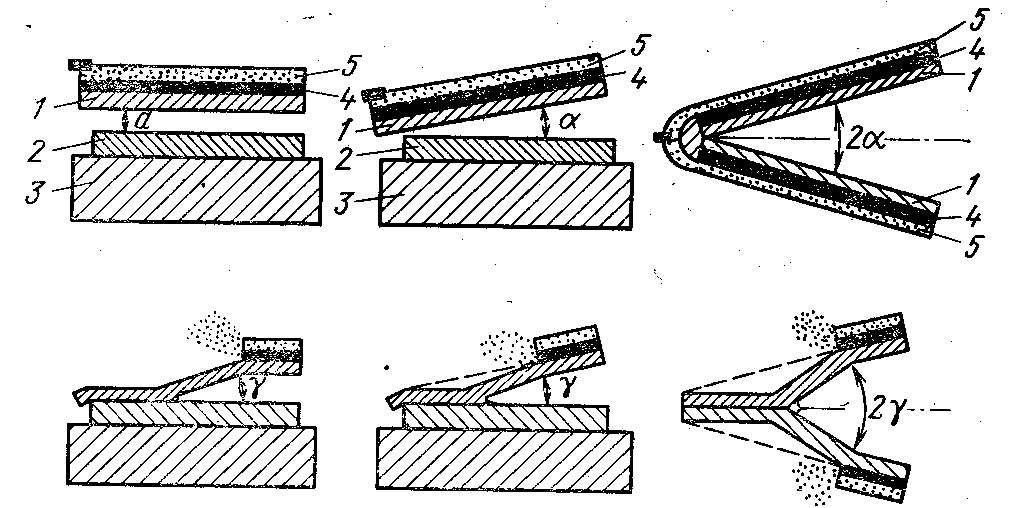 I, Livermore Software
I, Livermore Software Численное исследование механизма сварки взрывом
Численное исследование механизма сварки взрывом