Как варить чугун. Как подготовить и сварить чугунные детали?
ГлавнаяРазноеКак варить чугун
Сварка чугунных деталей в домашних условиях (видео)
22 сентября 2015
Просмотров: 2856
Любой сварщик в своей работе обязательно столкнется с вопросом, как сварить чугунные детали. Чугун является самым неудобным материалом в отношении обработки. Его часто используют для изготовления различного рода изделий в связи с хорошей тягучестью в расплавленном состоянии, которая обеспечивается за счет высокого содержания углерода (до 6%).
Формовка чугуна под сварку.
Нужные, но «неудобные» примеси
Но большое количество добавок иных металлов в чугуне только уменьшает возможность проводить с материалом ремонтные работы. Особую трудность в этом случае создает наличие графита. Вы замечали, что чугун мажется? Это говорит о том, что количество графита в составе довольно большое.
Примеси из кремния, марганца, серы тоже не способствуют тому, чтобы материал легко можно было варить с помощью электродуговой сварки. Выгорающий в процессе графит создает тугоплавкий материал в месте сварки, что делает сам процесс практически невозможным.
Выгорающий в процессе графит создает тугоплавкий материал в месте сварки, что делает сам процесс практически невозможным.
Тонкости работ по сварке чугуна
Схемы микроструктур чугуна.
Но сваривать детали из чугуна в домашних условиях все же можно. Опытные мастера сначала тщательно анализируют состав чугуна, чтобы впоследствии правильно подобрать электроды и рабочие токи сварочного аппарата. Замечено, что крупнозернистая структура металла в месте разлома свидетельствует о большом количестве свободного углерода в составе, значит, сварить такое изделие будет сложнее всего. Хотя даже с таким непростым сплавом можно справиться. Есть несколько секретов, которые позволяют свести к минимуму возможные неудачи в процессе сварки:
- место разлома чугунного изделия требует предварительной подготовки;
- в зависимости от состава чугуна выбирается определенный вид электродов;
- сварка производится с помощью электродов малого диаметра и при малых токах;
- нельзя пытаться выполнить шов целиком — лучше осуществить сварку вразброс;
- необходимо свести к минимуму внутреннее напряжение металла.


Как подготовить деталь к сварке?
Подготовка дефектного места может занять довольно много времени, но избежать этого вам не удастся. Тонкий разлом чугунного изделия невозможно заварить, так как температура плавления чугуна несколько ниже, чем у обычного электрода, поэтому с абсолютной точностью можно утверждать, что расплавленный металл не заполнит собой трещину — скорее в этом месте расплавится чугунная поверхность. Значит, необходимо сделать место разлома шире, чтобы полученный зазор заполнить металлом.
Основные виды чугунов.
С технической стороны такое примитивное описание процесса можно подвергнуть критике, но оно объясняет суть методики сварки для неопытных сварщиков. Разделку трещины ведут с помощью зубила, шабера, сверла, шлифовального диска, придерживаясь определенных правил:
- разделка ведется строго по трещине;
- нельзя пытаться сделать скол с помощью зубила больше чем 5 мм;
- засверливают деталь не более чем на третью часть толщины металла;
- сквозные трещины разделываются с обеих сторон, последующая сварка тоже должна вестись в двух направлениях;
- если несколько трещин находятся недалеко друг от друга, то определенная часть изделия вырезается, а на ее место целесообразно установить заплатку.

Непосредственно перед сваркой детали на расстоянии 30 мм от будущего шва плоскость зачищается и обезжиривается.
Порядок выполнения сварочных работ
Теперь уже можно сваривать деталь. Желательно изделие поместить в жесткий каркас или хорошо его зафиксировать — так вы уменьшите внутреннее напряжение металла. Еще один момент: чугун — очень хрупкий металл, и слишком большая разница температуры в месте сварки и непосредственная близость к шву может привести к появлению новых трещин. Это недопустимо, поэтому перед сваркой чугунную деталь желательно прогреть, а сам процесс вести в помещении с повышенной температурой.
Холодная дуговая сварка чугуна.
В домашних условиях чугунное изделие можно прогреть с помощью газовой горелки или строительного фена. Второй вариант предпочтительнее, так как открытый огонь приводит к выгоранию графита с поверхности и делает процесс сварки затруднительным.
Перед тем как сварить чугунные детали, необходимо приобрести специальные электроды (в их состав входит медь или латунь) небольшого диаметра.
Не секрет, что даже обычными стальными электродами можно заварить трещину на чугунной детали. Но в этом случае потребуется не просто расшивка трещины: делаем своеобразную канавку по всей трещине, края полученного углубления просверливаем в разных местах на треть толщины изделия. Вдоль зачищенного края проделываем ту же операцию, в полученные отверстия вставляем шпильки из сплава меди и стали. А теперь варим выступающие края шпилек. Увлекаться не стоит: необходимо равномерно обварить края каждой шпильки. В результате на поверхности получатся небольшие выступы сплава трех металлов, по которому и будем проводить окончательную сварку.
Выводы и советы
Какие бы электроды вы ни использовали, какой бы вид сварки ни выбрали, заканчиваться вся работа должна медленным охлаждением отремонтированной детали.
Так вы не будете рисковать, что температурные перепады приведут к повторному появлению трещин. Народные умельцы считают, что лучше всего проводить работы и охлаждать деталь на подложке из разогретого песка. Чем больше объем песка, тем медленнее будет остывать изделие. Специально подготовленная печь тоже подойдет для этих целей.
Напоминаем, что место сварки на чугуне будет иметь пористую структуру, следовательно, хрупкость детали только увеличится. Подвергать сваренные чугунные изделия повышенным нагрузкам не рекомендуется. Описанные методы сварки больше подходят для ремонта бытовых изделий: радиаторов отопления, элементов отопительных печей. Чугунные детали механизмов при поломке лучше подвергать замене.
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка. ..
..
Похожие статьи
masterinstrumenta.ru
Как сварить чугун | Справочник конструктора-машиностроителя
В технике под металлом понимают вещества, обладающие « металлическим блеском », в той или другой степени свойственным всем металлам, и пластичностью.По этому знаку металлы можно легко отличить от неметаллов ( например, деревца, камешка, стекла или фарфора ).« Металлы суть ясные тела, которые ковать можно ».Это определение металлов, данное М.В. Ломоносовым, не утеряло собственного научного значения и сейчас, через 200 лет.В. Ломоносов отметил и другой особенность сих тел — сходство их строения с солями, т. е. кристалличность.В XIX в.была сделана научная теория строения фигур, согласно которой все крепкие тела делятся на две группки : кристаллические и бесформенные.
Опустив подробности химического состава чугуна, химических и иных процессов происходящих при электросварке, давайте всё же разберёмся : как сварить чугун?Промышленность нашей стороны делает серый и белый чугун, которые очень различаются по личному составу и характеристикам. Соответственно, и способы сварки для них различные.Тут необходимо помнить, что сварить изделия из чугуна, которые длительное время подвергались влиянию рослых температур от 300 градусов и выше, а так же изделия, длительное время отработавшие в прямом соприкосновении с различными маслами, практически не представляется возможным.
Соответственно, и способы сварки для них различные.Тут необходимо помнить, что сварить изделия из чугуна, которые длительное время подвергались влиянию рослых температур от 300 градусов и выше, а так же изделия, длительное время отработавшие в прямом соприкосновении с различными маслами, практически не представляется возможным.
Сварку электродами с защитно — легирующими покрытиями выполняют с V или Х — образной разделкой кромок.Для устранения неравномерного разогрева детали сваривают отдельными участками вразбивку.Длина отдельных наплавленных участков сварного шва не должна превышать 100 — 120 мм.После наплавки отдельных фрагментов им дают возможность охладиться до температуры 60 — 80 °С.При сварке изделий толщиной 8 — 15 мм сварку ведут с увеличенной шириной усиления шва ( рис.Сварку электродами с покрытиями ОММ — 5 и JC — 5 можно выполнять на — неустойчивом или на вечном токе.Положительные плоды получают при сварке электродами с покрытием У ОНИ — 13/45.Сварку электродами с покрытием УОНИ делают на вечном токе обратной полярности.
кК сожалению это хворь целых чугунных тисков почти без исключения на которых я делал. если отпадут еще раз приварю.пока не будут мерво сидеть.брат ремонтировал мопеды и в инструменте обнаружил молоток с приваренной ручкой.разрешил сделать таковой же после приварки обычным электродом по месту сварки при первой рихтовке молоток лопнул и отвалился приварили еще раз служит до сих пор.чугун сваривается нормально достаточно посмотреть литературу по ремонту оборудования.особливо если учесть что напряжения на губках не больно сильные, отсутствие вибрации …
Можно варить электросваркой специальными электродами по чугуну.Немаловажно располагать в облику, что в предоставленном эпизоде должен использоваться сварочный аппарат с выходом постоянного, а не переменного тока.Электроды по чугуну имеют несколько модификаций, потому что чугун также отличается по картинам : бесцветный, бледный, ковкий.Положительные плоды вы сможете приобрести, если будете использовать электроды марки ЦЧ – 4 с карбидообразующими элементами в покрытии ( до 70% ванадия ).
В новые возрасты все большее распространение получают безмуфельные печи с радиационными трубами, в которых происходит сжигание газа.Стенки радиационных труб нагреваются до высокой температуры и подобно нагревателям в электрических печах являются источником излучения тепла.Диаметр трубы – 80 – 90 мм, толщина стенок – 4–6 мм.Трубы производят из жаропрочной стали.Через край трубы дают газ и дух.Продукты горения отводятся в вытяжные трубы.Замена муфелей радиационными трубами позволяет сэкономить дорогостоящую жароупорную сталь.
СТО « Ремонтер » оказывает услуги по сварке чугуна в Киеве.Чугун является очень хрупким материалом, к которому предъявляются повышенные требования при проведении сварочных работ с чугуном в цеху.
При ремонте чугунных деталей в бесчувственном состоянии в большинстве случаев применяют газовую пайку.Она характеризуется тем, что присадка или припой расплавляются, а металл детали остаётся в нерасплавленном состоянии.Для увеличения поверхности сцепления наплавленного металла с металлом детали кромки последней готовят, как указано на рис.Перед сваркой кромки детали прогревают, а потом посыпают флюсом.После этого разделку заплавляют латунью.Наконечник горелки берут из расчета расхода 50 — 75 л/ч ацетилена на 1 мм толщины свариваемой детали.
spravconstr.ru
В новое время благодаря бесчисленным публикациям, посвященным конструированию самодельных сварочных трансформаторов и выпрямителей для ручной сварки, у самодельщиков появилась возможность активнее использовать сварку ( в быту, на приусадебном участке, в фермерском хозяйстве ).Кроме того, в продаже возникли множество малогабаритных источников питания сварочной дуги, причем как отечественного, так и иностранного производства.
Однако газопламенную сварку обычно коротают с подогревом детали.Местный подогрев ведут пламенем горелки непосредственно перед сваркой, общий подогрев как и при горячем методе электродуговой электросварки, выполняют в особых печках.В качестве присадочного металла используют литые чугунные прутки. Сварку ведут нормальным или науглероживающим пламенем, применяя флюс из буры или смеси : буры — 56%, соды и поташа — по 22%.( по массе ).
Сварку ведут нормальным или науглероживающим пламенем, применяя флюс из буры или смеси : буры — 56%, соды и поташа — по 22%.( по массе ).
Сварка с помощью шпилек требует особой подготовки продуктов под сварку.Этим способом восстанавливают ответственные изделия как маленьких, так и крупных габаритов ( гидравлические и легкие цилиндры, станины прессов, станочков и др. ), работающие при существенных нагрузках и не требующие — обработки после сварки.При этом способе кромки свариваемых деталей скашивают под углом 45° ( при толщине деталей свыше 5 — 6 мм ).Сплошной угол разделки должен составлять 90 °.В подготовленных кромках просверливают отверстия и нарезают резьбу.В отверстия ввертывают шпильки из низкоуглеродистой стали.
При ремонте чугунных деталей в бесчувственном состоянии в большинстве случаев применяют газовую пайку.Она характеризуется тем, что присадка или припой расплавляются, а металл детали остаётся в нерасплавленном состоянии.Для увеличения поверхности сцепления наплавленного металла с металлом детали кромки последней готовят, как указано на рис. Перед сваркой кромки детали прогревают, а потом посыпают флюсом.После этого разделку заплавляют латунью.Наконечник горелки берут из расчета расхода 50 — 75 л/ч ацетилена на 1 мм толщины свариваемой детали.В процессе сварки в редкий металл периодически подают флюс, а сварочную ванну постоянно перемешивают концом присадочного прутка.
Перед сваркой кромки детали прогревают, а потом посыпают флюсом.После этого разделку заплавляют латунью.Наконечник горелки берут из расчета расхода 50 — 75 л/ч ацетилена на 1 мм толщины свариваемой детали.В процессе сварки в редкий металл периодически подают флюс, а сварочную ванну постоянно перемешивают концом присадочного прутка.
spravconstr.ru
|
Инструкционная карта 23 — Холодная сварка чугуна Категория: Руководство газосварщика газорезчика Инструкционная карта 23 — Холодная сварка чугуна Учебно-производственные задания. Цель заданий: научиться технике сварки чугуна без подогрева места сварки. Организационные указания. Подготовить специально отлитые детали с трещинами, лом чугунных деталей, брак чугунных литых деталей, литые чугунные стержни разного диаметра, флюс. I. Сварка чугунных пластин встык Сварка отлитых пластин 1. Собрать пластины без зазора в корне шва на прихватках. Сварка треснувших деталей типа пластины с толщиной стенки 6—10 мм 1. Очистить свариваемые кромки и металл на расстоянии 30—50 мм от кромок трещин. Сварка пластин с двусторонней разделкой кромок 1. Взять образец толщиной 14 мм со сквозной трещиной Из-за отсутствия подобных образцов можно использовать пластину без трещины. Сварка (наплавка) отдельных участков с резко измененными свойствами, так называемые участки горелого чугуна 1. Рассчистить свариваемые (наплавляемые) поверхности. Для этого отдельные участки основного металла довести до плавления при обильном введении флюса и с помощью стального скребка удалить прослойку неметаллических включений (горелый чугун) до выявления полноценного металла. В тех же случаях, когда в результате теплового расширения от нагрева металла в месте сварки происходит изгиб элементов конструкции под действием растягивающих сил Р и возможен излом ее в новых местах, применяют нагрев изделия в расчете на то, чтобы создать в конструкции равномерную тепловую деформацию, примерно равную той, которая будет возникать в момент заварки трещины. II. Заварка трещин на деталях простой конфигурации с применением компенсации тепловых деформаций 1. Вырубить зубилом кромки металла вдоль трещины За один проход снимать металл не более мм. Реклама:Читать далее:Инструкционная карта 24 — Горячая сварка чугуна
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |







Варится ли чугун к «простому» металлу? — Страница 4 — Ручная дуговая сварка — ММA
#61 митька51
Отправлено 12 October 2012 21:25
Швы, как и шрамы не украшают и декоративными не бывают.
 Тысячи чугунных деталей после грамотной ремонтной сварки успешно работают.
Тысячи чугунных деталей после грамотной ремонтной сварки успешно работают.На сколько я знаю,вы практикуете газопорошковый способ.С ним у Вас все получается на сто процентов.
- Наверх
- Вставить ник
#62 svarnjuk
Отправлено 12 October 2012 23:09
Кстати, Spec, а есть возможность с помощью газопорошкового способа сваривать сталь с чугуном (две детали) ?
- Наверх
- Вставить ник
#63 Spec
Отправлено 13 October 2012 08:57
есть возможность с помощью газопорошкового способа сваривать сталь с чугуном
В сварке деталей, одна из которых чугунная, другая стальная нет никаких проблем. В том числе и при сварке газопорошковым способом. На фото чугунный тормозной цилиндр, к нему приварены крепежные патрубки из стали. Углеродистая сталь и чугун — родственные материалы, различаются только содержанием углерода (это по химии).
В том числе и при сварке газопорошковым способом. На фото чугунный тормозной цилиндр, к нему приварены крепежные патрубки из стали. Углеродистая сталь и чугун — родственные материалы, различаются только содержанием углерода (это по химии).
Прикрепленные изображения
- Наверх
- Вставить ник
#64 alek956
Отправлено 19 October 2012 17:54
Популярное сообщение!
Лапа от станка уже вареная ранее . Где металл потолще там электродами варил , потоньше (12-15мм) газопорошком .
По углу вварена стальная пластина .
Прикрепленные изображения
- Наверх
- Вставить ник
#65 alek956
Отправлено 27 October 2012 18:36
Популярное сообщение!
Вот еще чугун со сталью. Пришлось удалить родную площадку из-за огромной кучи швов, наложенных кем-то ранее .
Пришлось удалить родную площадку из-за огромной кучи швов, наложенных кем-то ранее .
Прикрепленные изображения
- Наверх
- Вставить ник
#66 gren2010
Отправлено 08 November 2012 14:50
Электрод UTP 85 FN (UTP 855). » …подходит для сварки и наплавки всех видов чугуна, особенно зернистого (GGG 38-60) и для сварки этих материалов со сталями и литейными сталями»…
Не требует предварительного прогрева деталей.
- Наверх
- Вставить ник
#67 аргонавт
Отправлено 08 November 2012 22:11
Всё отлично совместимо . ведь не кто не мешает там где не будет мешать наложить усиление с проволоки 4- 8 мм. согласен что не смотрится . но работать будет .
ведь не кто не мешает там где не будет мешать наложить усиление с проволоки 4- 8 мм. согласен что не смотрится . но работать будет .
- Наверх
- Вставить ник
#68 аргонавт
Отправлено 08 November 2012 22:21
Сваренная чугунная деталь работает на этом запасе
Трудно добится . и по этому где возможно стараюсь усилить стальными накладками . не всегда . по месту . я не работал газо порошком . но приходилось газ. чугун. бура . там стальные добавки были лишние . но есть одно но . это касалось только тех деталей которые можно нагреть газом . чтоб вся деталь прогрелась .
- Наверх
- Вставить ник
#69 schkaliki
Отправлено 14 December 2012 09:54
Друзья, читая все посты, я соглашусь со всеми высказываниями. У нас был аналогичный трал для перевозки экскаваторов и гус.техники.А где именно лопалась сварка?.Если по одиночным ребрам, то тут все несложно. Балансиры там стальные- это 100%/, и варятся они замечательно при правильном соблюдении технологии. Рвало их постоянно, тк одного ребра жесткости было мало- конструктора сэкономили. По совету опытных дедушек-слесарей и с их помощью мы сделали следующее: поставили вместо одного- два, на расстоянии около 40-50 мм.Я их обварил вкруговую, а затем положили полосу от одних косынок к другим, обхватив болванку поперёк, и проварил её по всей длине. И варил уонями- других не было..Проблему забыли. На счет коллектора- лопались частенько, но где вварено колечко ничего другого и придумать невозможно- это был самый лучший выход, правда варили 395-ми, других из-за бедности не было.Но держало. В период заморозков не редко приходилось чинить размороженные блоки механизаторам. Делал так, как учили опытные- нагревал резаком, находил края трещин, засверливал их, потом где болгаркой, а где зубилом разделывал кромочки,снова нагревал, зачищал кар.
У нас был аналогичный трал для перевозки экскаваторов и гус.техники.А где именно лопалась сварка?.Если по одиночным ребрам, то тут все несложно. Балансиры там стальные- это 100%/, и варятся они замечательно при правильном соблюдении технологии. Рвало их постоянно, тк одного ребра жесткости было мало- конструктора сэкономили. По совету опытных дедушек-слесарей и с их помощью мы сделали следующее: поставили вместо одного- два, на расстоянии около 40-50 мм.Я их обварил вкруговую, а затем положили полосу от одних косынок к другим, обхватив болванку поперёк, и проварил её по всей длине. И варил уонями- других не было..Проблему забыли. На счет коллектора- лопались частенько, но где вварено колечко ничего другого и придумать невозможно- это был самый лучший выход, правда варили 395-ми, других из-за бедности не было.Но держало. В период заморозков не редко приходилось чинить размороженные блоки механизаторам. Делал так, как учили опытные- нагревал резаком, находил края трещин, засверливал их, потом где болгаркой, а где зубилом разделывал кромочки,снова нагревал, зачищал кар. щеткой и ПАЯЛ. Горелочкой , бурой и латунной проволокой. Если всё было вычищено и обожжено на славу, то и швы ни где не сопливились. С вертикалами было сложнее, но я и не запаривался, механизатор разморозил- пусть кувыркает в горизонт! Всё это от бедности,»блатные» электроды достать-это механику было не под силу. Вот сижу и смотрю состав электродов по чугуну, столько легирующих элементов!Этот процесс сварки я бы назвал электропайкой.
щеткой и ПАЯЛ. Горелочкой , бурой и латунной проволокой. Если всё было вычищено и обожжено на славу, то и швы ни где не сопливились. С вертикалами было сложнее, но я и не запаривался, механизатор разморозил- пусть кувыркает в горизонт! Всё это от бедности,»блатные» электроды достать-это механику было не под силу. Вот сижу и смотрю состав электродов по чугуну, столько легирующих элементов!Этот процесс сварки я бы назвал электропайкой.
- Наверх
- Вставить ник
#70 Jekan
Отправлено 28 December 2012 00:23
Делал сварочный стол и в хозяйстве нашлись 4 колеса от пианино которые ждали своего часа и дождались. Такие маленькие колесики на круглой чугунной основе где то в 5 см. диаметра и толщиной в где то в 0. 5 см. Варил ЛБ 52 к уголку. Первое отпало через два дня при передвижении стола, остальные удалены молотком. Сегодня история получила продолжение. Обмотал ЛБ 52 медной проволокой хорошенько прошелся напильником по месту сварки и в итоге результат тотже, только сразу молотком без передвижений. Затем в бой пошли электроды по нерже 3 мм. советского производства неизвестного названия. Молоток развеял все сомнения в 3 секунды. Для себя сделал вывод — если и варить чугун, то сугубо электродами которые к этому заточены. В моем случае проще изменить конструкцию колес чем покупать электроды по сварке разнородных металлов. Вот такая чугня.
5 см. Варил ЛБ 52 к уголку. Первое отпало через два дня при передвижении стола, остальные удалены молотком. Сегодня история получила продолжение. Обмотал ЛБ 52 медной проволокой хорошенько прошелся напильником по месту сварки и в итоге результат тотже, только сразу молотком без передвижений. Затем в бой пошли электроды по нерже 3 мм. советского производства неизвестного названия. Молоток развеял все сомнения в 3 секунды. Для себя сделал вывод — если и варить чугун, то сугубо электродами которые к этому заточены. В моем случае проще изменить конструкцию колес чем покупать электроды по сварке разнородных металлов. Вот такая чугня.
- Наверх
- Вставить ник
#71 СварщикРучник
Отправлено 28 December 2012 19:11
Господа, добрый вечер! Чугун если и варил, то МР-кой обмотанной медной проволокой. И то с разделкой! А насчет др. патронов я ничего сказать не могу — ЛБ у нас ваще нет, а УОНИ не варить чугун не пробовал. И все прекрасно держалось и до сих пор держится! Варил с подогревом!
И то с разделкой! А насчет др. патронов я ничего сказать не могу — ЛБ у нас ваще нет, а УОНИ не варить чугун не пробовал. И все прекрасно держалось и до сих пор держится! Варил с подогревом!
Cum Deo!
- Наверх
- Вставить ник
#72 аргонавт
Отправлено 28 December 2012 19:35
Господа, добрый вечер! Чугун если и варил, то МР-кой обмотанной медной проволокой
Помогло ? Этой хохме сто лет . многие это пробовали . но не от нечего делать . это когда было совсем не чем кроме газа чугун варить . Раньше часто просто Уонями варил . но зависит от качества чугуна . как для примера у меня патрубок с головки на радиатоГАЗ 69 переварен . с другой машины . нужно было отрезать и сделать другой угол . хороший чугун попался . заварил Уони 45 . Но это не всегда . по недостатку раньше других электродов . На пред пооследней работе на сушилках . очень хорошие по чугуну начальство привозило . с Москау . Сколько выпускных коллекторов переварил . не одного возврата .
с другой машины . нужно было отрезать и сделать другой угол . хороший чугун попался . заварил Уони 45 . Но это не всегда . по недостатку раньше других электродов . На пред пооследней работе на сушилках . очень хорошие по чугуну начальство привозило . с Москау . Сколько выпускных коллекторов переварил . не одного возврата .
- Наверх
- Вставить ник
#73 аргонавт
Отправлено 28 December 2012 20:07
А по теме сталь к чугуну конечно вариться . но смотря где будет в температурных режимах деталь работать . разный коифициент теплового расширения . А по простому одно дело тиски заварить . другое дело выпускной коллектор . Который то нагрет то охлаждён в день по двадцать раз . Раньше самый нормальный способ — газо сварка . сейчас так как техника на месте не стоит — газо -порошковый .
сейчас так как техника на месте не стоит — газо -порошковый .
- Наверх
- Вставить ник
#74 СварщикРучник
Отправлено 29 December 2012 02:44
но тогда (еще в 90-х) реально помогло! Соседу варил, он каким-то образом, сломал сливной тройник в сортире, (про унитаз я вообще молчу )
Cum Deo!
- Наверх
- Вставить ник
#75 alek956
Отправлено 13 March 2013 22:18
Кусок отколовшийся затеряли , пришлось стальной вварить .
Прикрепленные изображения
- Наверх
- Вставить ник
#76 папаша
Отправлено 14 December 2013 21:33
Попробовал недавно турецкие электроды для варки чугуна.Для сварки с предподогревом так и на холодную.Варил с подогревом.Брызги только при первом проходе-заплавке трещины эжектора.Варят очень мягко но дыма выше крыши-вытяжку пришлось ставить под самый электрод.Кольцо сталь,диффузор чугун
Прикрепленные изображения
- Наверх
- Вставить ник
#77 Сергей Никитин
Отправлено 20 December 2013 14:46
незнаю как у вас но я свариваю метал с чугуном электродами по нержавейке цл 11 и варится намного лучше чем импортными по чугуну. и шов получается офигенный. работаю сварщиком год но многое освоил за это время так как помешан на сварке. И опытные сварщики тоже насосы с чугунным корпусом подваривают нержавейкой. желательно побольше току процентов на 30.
и шов получается офигенный. работаю сварщиком год но многое освоил за это время так как помешан на сварке. И опытные сварщики тоже насосы с чугунным корпусом подваривают нержавейкой. желательно побольше току процентов на 30.
- Наверх
- Вставить ник
#78 schkaliki
Отправлено 20 December 2013 15:01
Сергей Никитин, позволю не согласиться. Сварка чугуна- это лотерея. Если не знаете марки чугуна это уже превращается в сварку «на авось «. Еще нужно учитывать в каких условиях будет работать ваше соединение, какие нагрузки будет испытывать. Сварщики редко дают гарантию на такую сварку .Ваша нержавейка не всегда помогает.
- Наверх
- Вставить ник
#79 Helper
Отправлено 20 December 2013 15:05
И опытные сварщики тоже насосы с чугунным корпусом подваривают нержавейкой.
 желательно побольше току процентов на 30.
желательно побольше току процентов на 30. Варил 395 электродами и ток делал поменьше. А так герметичные швы (без нагрузки) чистым никелем нормально варятся, а под нагрузку железно-никелевые электроды OK 92.60.
- Наверх
- Вставить ник
#80 Илария
Отправлено 31 January 2014 19:16
Кто-нибудь использовал электроды марки ЦЧ-4?
Основное назначение электродов ЦЧ 4
Холодная сварка, ремонтная наплавка и заварка дефектов литья в деталях из серого, высокопрочного и ковкого чугунов, а также сварка таких чугунов со сталью. Наплавка первых одного-двух слоев на изношенные чугунные детали под последующую наплавку специальными электродами. Сварка в нижнем положении шва постоянным током обратной полярности.
Продаются довольно успешно и пользуются популярностью, только вот отзывов не дождёшься, хотя и прошу: в следующий раз придёте, расскажите, подошли ли, или нет.
Обычно прибегают взъерошенные люди — продайте!!!! А потом как в воду канут Хоть телефон бери, да обзванивай всех.
Всё кажется таким понятным, пока не начнёшь кому-нибудь объяснять.
Правила форума
- Наверх
- Вставить ник
7.6. Сварка чугунных деталей
Общие сведения о чугуне. В автомобильном производстве чугун имеет довольно широкое распространение. Он используется для изготовления базовых, корпусных и других деталей, например, блоков цилиндров, картеров, маховиков, тормозных барабанов, шкивов, ступиц колес и пр. Наибольшее распространение при восстановлении чугунных деталей получила электродуговая сварка.
Чугун относится к трудносвариваемым
материалам. Эти трудности обусловлены
наличием большого количества
свободного углерода и структурой. В
процессе восстановления сваркой
свободный углерод частично выгорает
с образованием углекислого газа,
который растворяется в расплавленном
сплаве. Некоторая часть газа не успевает
выделиться из сварного шва, что приводит
к образованию пористости. Кроме того,
детали из чугуна после эксплуатации
содержат в порах(своеобразных
капиллярах) остатки масел, которые
при нагреве выгорают и также способствуют
образованию пористости в металле
шва. Это снижает физико-механические
характеристики сварного соединения.
В
процессе восстановления сваркой
свободный углерод частично выгорает
с образованием углекислого газа,
который растворяется в расплавленном
сплаве. Некоторая часть газа не успевает
выделиться из сварного шва, что приводит
к образованию пористости. Кроме того,
детали из чугуна после эксплуатации
содержат в порах(своеобразных
капиллярах) остатки масел, которые
при нагреве выгорают и также способствуют
образованию пористости в металле
шва. Это снижает физико-механические
характеристики сварного соединения.
Чугун обладает высокой жидкотекучестью
и очень быстро переходит из жидкой фазы
в твердую, минуя пластическое
состояние. При быстром охлаждении
сварочной ванны в шве или околошовной
зоне может образовываться цементит
(Ре3С), обладающий высокой
твердостью и практически нулевой
пластичностью. Такое явление получило
название отбела чугуна в процессе
сварки. Отбел приводит, как правило,
к возникновению больших внутренних
напряжений и трещинам в сварочном шве
или околошовной зоне.
Поэтому для получения качественного сварного соединения при восстановлении чугунных деталей необходимо выполнение особых мер и приемов, направленных в первую очередь на предварительный нагрев деталей до начала сварки, охлаждение наплавленного металла с заданной скоростью, использование специальных электродов с более низкой температурой плавления, чем основной материал, и пр.
Выбор способа и приемов сварки чугунной детали зависит от ее размеров, формы, структуры, характера и места расположения дефекта, наличия тех или других сварочных материалов и других факторов. В ремонтном производстве в зависимости от состояния восстанавливаемой детали используют, в основном, два способа сварки чугуна: холодный и горячий.
Холодная сварка чугуна. Эта сварка
наиболее широко используется при
восстановлении автомобильных деталей.
При данном способе используют
специальные сварочные материалы или
определенные приемы, например, способ
отжигающих валиков, постановкой
шпилек и пр.
Одной из основных задач при восстановлении
чугунных деталей холодной сваркой
является получение швов с минимально
возможным количеством малопластинных
цементита и ледебурита. Электродные
материалы для сварки (на плавки) без
предварительного подогрева детали
разрабатывались, в направлении
получения металла шва с достаточной
степенью пластичности, который не
образовывал бы закалочных структур при
больших скоростях охлаждения. Требуемая
пластичность материала шва достигается
подбором электродного металла с
большим значением предела текучести
по сравнению с основным материалом,
а также благодаря уменьшению количества
углерода в наплавленном слое {с
повышением количества углерода
повышается вероятность образования
ледебурита и мартенсита). Однако в
процессе сварки избежать разбавления
присадочного металла с основным не
удается, поэтому в качестве электродных
материалов используют металлы и
сплавы, не образующие карбидов с
углеродом (медь, никель). Так, при сварке
высоконикелевыми электродными материалами
возникают благоприятные условия для
диффузии никеля в зону неполного
расплавления из-за большого градиента
концентрации этого элемента и большого
коэффициента диффузии в жидком расплаве
по сравнению с другими элементами. Для
предупреждения образования карбидов
на границах сплавления, когда сварка
ведется на режим ах с малой погонной
энергией (без сквозного проплавления),
применяют электродные материалы с
содержанием никеля более 90 %.
Для
предупреждения образования карбидов
на границах сплавления, когда сварка
ведется на режим ах с малой погонной
энергией (без сквозного проплавления),
применяют электродные материалы с
содержанием никеля более 90 %.
Времонтном производстве для восстановления чугунных деталей наиболее широкое распространение получила механизированная сварка самозащитной электродной проволокой на основе никеля ПАНЧ-11, разработанной в Институте электросварки им. Е. О. Патона. Данный вид сварки чугуна обеспечивает высокое качество и производительность, позволяет восстанавливать самые разнообразные по форме и размерам автомобильные чугунные детали.
Рассмотрим устранение основных
выбраковочных дефектов чугунных
корпусных деталей. После дефектации
при обнаружении трещин или пробоев
деталь поступает в слесарно-механическое
отделение, где ее подготавливают к
восстановлению сваркой (рис. 7,15)
электродной проволокой ПАНЧ-11.
Поверхность с трещиной зачищают при
помощи шлифовального круга электро-
или пневмошлифовальной машиной до
металлического блеска по обе стороны
трещины на8— 10мм. Концы трещин обваривают
или сверлят сквозные отверстия
диаметром 3 — 4 мм, отступив 6 — 10 мм от
видимого конца трещин в направлении
ее развития. После зачистки поверхностей
выполняют разделку трещин (рис. 7.16),
причем, сквозные трещины в тонких стенках
— с одной стороны (рис. 7.16, а), в
толстых (более 12мм) — с двух сторон (рис.
7.16,в). Стенки средней толщины
разделывают, как показано на рис. 7.16,6. Несквозные трещины разделывают до
сплошного металла. Операцию разделки
трещин выполняют фрезерованием с
использованием ручной сверлильной
пневматической машины ИП-1011. При разделке
прорезным шлифовальным камнем
применяют пневмошлифовальную машину
ИП-2009А. Сварка проволокой ПАНЧ-11
выполняется на постоянном токе прямой
полярности без дополнительной защиты
газом или флюсом. При сварке чугуна
проволокой ПАНЧ-11 рекомендуются следующие
режимы: диаметр проволоки— 1,2 мм,
сварочный ток — 80 — 180 А, напряжение
дуги—14—18 В, скорость подачи проволоки
— ПО — 120 м/ч, скорость сварки — 4 — 5
м/ч.
Концы трещин обваривают
или сверлят сквозные отверстия
диаметром 3 — 4 мм, отступив 6 — 10 мм от
видимого конца трещин в направлении
ее развития. После зачистки поверхностей
выполняют разделку трещин (рис. 7.16),
причем, сквозные трещины в тонких стенках
— с одной стороны (рис. 7.16, а), в
толстых (более 12мм) — с двух сторон (рис.
7.16,в). Стенки средней толщины
разделывают, как показано на рис. 7.16,6. Несквозные трещины разделывают до
сплошного металла. Операцию разделки
трещин выполняют фрезерованием с
использованием ручной сверлильной
пневматической машины ИП-1011. При разделке
прорезным шлифовальным камнем
применяют пневмошлифовальную машину
ИП-2009А. Сварка проволокой ПАНЧ-11
выполняется на постоянном токе прямой
полярности без дополнительной защиты
газом или флюсом. При сварке чугуна
проволокой ПАНЧ-11 рекомендуются следующие
режимы: диаметр проволоки— 1,2 мм,
сварочный ток — 80 — 180 А, напряжение
дуги—14—18 В, скорость подачи проволоки
— ПО — 120 м/ч, скорость сварки — 4 — 5
м/ч.
Небольшой диаметр проволоки ПАНЧ-11 дает возможность использовать разделку кромок до 5 мм, что позволяет уменьшить тепловложение в деталь и сужает зону структурных превращений в основном металле. При данном виде сварки металл шва имеет достаточно высокие механические характеристики: предел прочности — до 500 МН/м2, предел текучести — до 300 МН/н2, удлинение — до 25 %, твердость — НВ 160 — 180. На небольшом участке околошовной зоны наблюдается повышение твердости до НВ 280 — 310. При испытании на растяжении образцы разрушаются, как правило, по чугуну.
Для сварки можно использовать один из серийных шланговых полуавтоматов типа А-547, А-825, «Варио-Стар» 240.
Техника сварки следующая. Трещины
заваривают участками длиной 30 — 50 мм с
проковкой и охлаждением каждого
участка до температуры 50 — 60 °С. Заплаты
на пробоины в деталях приваривают
вразброс участками длиной 50 — 60 мм
по контуру заплаты. Следующий участок
на заплате начинают варить после
проковки и охлаждения предыдущего
до температуры 50 — 60 °С.
Следующий участок
на заплате начинают варить после
проковки и охлаждения предыдущего
до температуры 50 — 60 °С.
Для холодной сварки чугуна нашли применение медно-железные электроды ОЗЧ-2, которые изготавливают из медного стержня с фтористо-кальциевым покрытием с добавкой в него 50 % железного порошка. Эти электроды применяют для заварки трещин в водяных рубашках блоков цилиндров двигателей, головках блоков. Сварку ведут короткой дугой
на постоянном токе обратной полярности с перерывами на проковку (для снижения внутренних напряжений и повышения плотности шва) и охлаждение детали до температуры 50 — 60 °С. Силу сварочного тока для электродов диаметром 3 — 5 мм выбирают в пределах 110 — 190 А.
Медь, как и никель, не образует соединений
с углеродом и практически не растворяется
в железе. Поэтому наплавленный слой
неоднороден, в медной основе расположены
включения высокоуглеродистой стали
с высокой твердостью. В околошовной
зоне наблюдаются участки отбела. Шов
обладает высокой твердостью.
В околошовной
зоне наблюдаются участки отбела. Шов
обладает высокой твердостью.
Рис. 7.16. Разделка сквозных трещин
Таким образом, наплавка электродами с медными стержнями не обеспечивает получения сварного соединения свободного от отбела и закаленных переходных зон. Прочность сплава сварного шва составляет примерно 50 — 60 % прочности основного материала. Поэтому при заварке трещин электродами ОЗЧ-2, учитывая пониженную прочность чугуна в околошовной зоне, необходимо применять усиление шва, захватывая часть детали, прилегающую к кромке.
Более
высокое качество восстановления
достигается при холодной сварке чугуна
электродами МНЧ-2, изготовленными из
монельметалла (28 % меди, 2,5 % железа, 1,5 %
марганца, остальное никель). Сварной
шов при этом пластичен, имеет малую
твердость, не имеет пор и раковин,
зона отбела практически отсутствует,
зона закаленного чугуна имеет
невысокую твердость, которая может
быть снижена небольшим отпуском. Однако твердость и прочность металла
сварного шва невысока. Электродами
МНЧ-2 устраняют практически все дефекты,
которые встречаются в автомобильных
деталях из чугуна: трещины, пробои,
сколы, обломы и пр.
Однако твердость и прочность металла
сварного шва невысока. Электродами
МНЧ-2 устраняют практически все дефекты,
которые встречаются в автомобильных
деталях из чугуна: трещины, пробои,
сколы, обломы и пр.
С целью экономии дорогостоящих электродов из монельметалла и получения материала шва более высокого качества иногда применяют комбинированную сварку в сочетании с электродами ОЗЧ-2. При таком варианте первый и последний слои наплавляют .электродами МНЧ-2, а промежуточные варят электродами ОЗЧ-2.
При отсутствии специальных сварочных
материалов, рассмотренных выше,
допускается проводить холодную
сварку чугуна стальными электродами
с содержанием в них углерода не более
0,1 %, например, марок УОНИ-13/45 или ОММ-5. В
данном случае применяют специальный
способ, получивший название сварки
наложением отжигающих валиков (рис.
7.17). При таком способе первый валик,
накладываемый на чугун, из-за перемешивания
электродного материала с основным
представляет собой сталь с содержанием
углерода 0,6 — 0,8 %. При охлаждении -шов с
таким высоким содержанием углерода
закаливается. Последующие сварочные
валики накладывают на первые таким
образом, что происходит отжиг нижележащих
слоев. Это позволяет получить относительно
невысокую твердость сварочного шва.
Перед сваркой трещину разделывают так,
чтобы ширина разделки в верхней части
в 2 — 3 раза превышала толщину свариваемой
детали. Первоначально выполняют обварку
кромок, а затем заполняют разделку.
После сварки наложением отжигающих
валиков материал шва по химическому
составу представляет собой
высокоуглеродистую сталь с неоднородной
структурой. Данный способ отличается
низкой производительностью, невысоким
качеством и требует повышенного
расхода электродов.
При охлаждении -шов с
таким высоким содержанием углерода
закаливается. Последующие сварочные
валики накладывают на первые таким
образом, что происходит отжиг нижележащих
слоев. Это позволяет получить относительно
невысокую твердость сварочного шва.
Перед сваркой трещину разделывают так,
чтобы ширина разделки в верхней части
в 2 — 3 раза превышала толщину свариваемой
детали. Первоначально выполняют обварку
кромок, а затем заполняют разделку.
После сварки наложением отжигающих
валиков материал шва по химическому
составу представляет собой
высокоуглеродистую сталь с неоднородной
структурой. Данный способ отличается
низкой производительностью, невысоким
качеством и требует повышенного
расхода электродов.
Для восстановления размеров поверхностей
трения в ИЭС им. Е. О. Патона разработана
самозащитная порошковая проволока
марки ПП-АН160 диаметром 1,6мм. Проволока
используется для наплавки изношенных
шеек коленчатых валов, изготовленных
из высокопрочного чугуна ВЧ-50-2.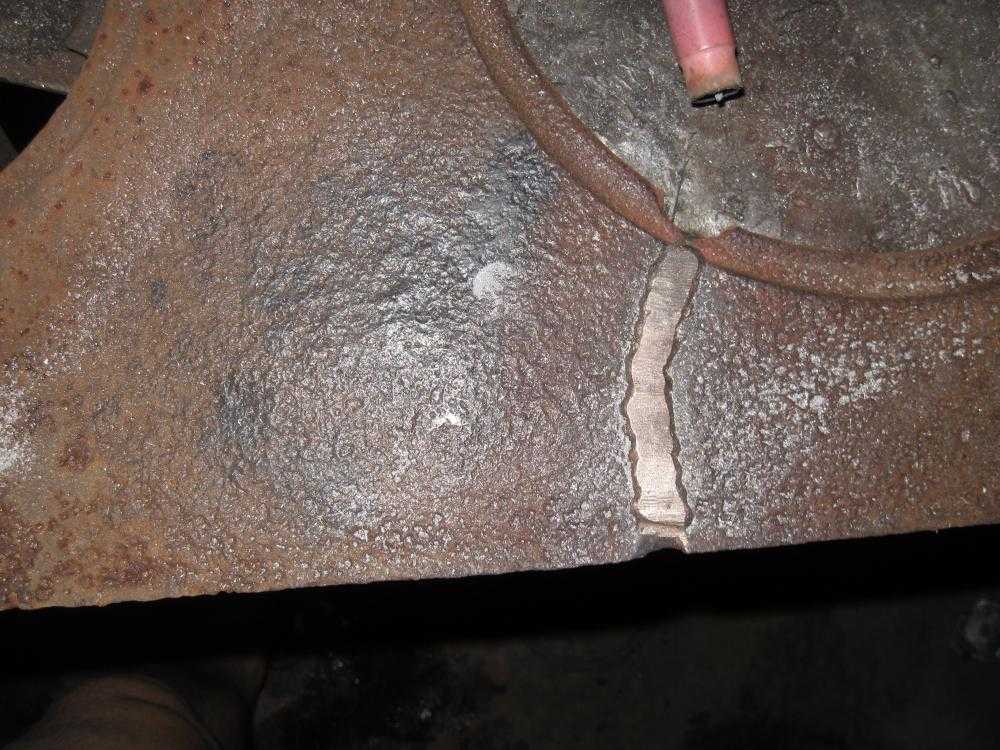 Наплавка
производится с поперечными на всю ширину
шейки колебаниями электрода. Наплавленный
слой представляет собой белый износостойкий
чугун доэвтектического состава с
твердостью ИКС 48—54. Применение
самозащитной порошковой проволоки
позволило исключить флюс или защитный
газ, что значительно снизило
трудоемкость и себестоимость процесса.
Наплавка
производится с поперечными на всю ширину
шейки колебаниями электрода. Наплавленный
слой представляет собой белый износостойкий
чугун доэвтектического состава с
твердостью ИКС 48—54. Применение
самозащитной порошковой проволоки
позволило исключить флюс или защитный
газ, что значительно снизило
трудоемкость и себестоимость процесса.
От применяющихся в ремонтном производстве способов дуговой наплавки разработанную технологию отличает хорошо сформированный наплавленный слой высокой макрохимической однородности с низкой склонностью к образованию трещин. Это объясняется тем, что скорость распространения температурного поля в тело шейки выше скорости наплавки, а это способствует явлению автоподогрева.
Существенные различия во взаимном
расположении коренных и шатунных
шеек вала определили целесообразность
проведения наплавки на двух
специализированных станках УД-289 и
УД-290. Основные параметры процесса
(скорость подачи проволоки, частота
колебаний, скорость наплавки) находятся
во взаимной функциональной зависимости
и устанавливаются один раз при
настройке станка. В качестве источника
питания применяют сварочные
выпрямители с жесткой внешней
характеристикой ВДУ-В04, ВДУ-505,- ВС-300
и др. Род тока постоянный, полярность
обратная.
В качестве источника
питания применяют сварочные
выпрямители с жесткой внешней
характеристикой ВДУ-В04, ВДУ-505,- ВС-300
и др. Род тока постоянный, полярность
обратная.
Описанная технология используется для восстановления чугунных коленчатых валов автомобилей ГАЗ-24, УАЗ-469. К недостаткам данного процесса следует отнести укорочение коленчатого вала после наплавки на 2 —З мм.
Горячая сварка чугуна. Эта сварка заключается в том, что деталь предварительно нагревают до температуры 650 — 680 °С в печи и в таком состоянии устраняют дефекты сваркой и наплавкой. Используют электродуговую и газовую сварку. В качестве присадочного материала применяют чугунные прутки марки А , химический состав которых характеризуется повышенным содержанием углерода и особенно кремния. Это необходимо для компенсации их угара при сварке и обеспечения полной графитизации металла шва.
При сварке используют специальный
флюс ФСЧ-1, допускается применение
технической буры и 50 % смеси углекислого
калия к натрия. В процессе сварки
нельзя — допускать снижение температуры
восстанавливаемой детали ниже 500 °С.
После окончания сварки деталь охлаждают
в специальных термосах или вместе с
печью со скоростью 50 — 100 °С в час для
нормализации и снятия внутренних
напряжений.
В процессе сварки
нельзя — допускать снижение температуры
восстанавливаемой детали ниже 500 °С.
После окончания сварки деталь охлаждают
в специальных термосах или вместе с
печью со скоростью 50 — 100 °С в час для
нормализации и снятия внутренних
напряжений.
При горячей сварке наблюдается наилучшее качество восстановления детали — сварной шов прочный, плотный, однородный по химическому составу и структуре, отсутствуют хрупкие структуры отбеленного чугуна. Однако высокая трудоемкость и стоимость восстановления, а также тяжелые условия труда сварщика ограничивают использование данного способа. По данной причине на авторемонтных заводах в настоящее время горячая сварка и наплавка деталей из чугуна практически не используется.
Сварка чугуна в СПб — компания МетКБ
Чугун – сплав железа с углеродом (и другими элементами), в котором содержание углерода не менее 2,14 %. Углерод придаёт сплавам железа твёрдость, при этом снижая вязкость и пластичность. Углерод может содержаться в чугуне в виде цементита и графита. Выделяется белый, серый, ковкий и высокопрочный чугуны в зависимости от формы графита и количества цементита. Чугуны имеет в своем составе постоянные примеси (кремний, марганец, сера, фосфор), а в некоторых случаях – легирующие элементы (хром, никель, ванадий, алюминий и другие). Чугун, как правило, отличается хрупкостью. Температура плавления – от 1150 до 1200 °C.
Углерод может содержаться в чугуне в виде цементита и графита. Выделяется белый, серый, ковкий и высокопрочный чугуны в зависимости от формы графита и количества цементита. Чугуны имеет в своем составе постоянные примеси (кремний, марганец, сера, фосфор), а в некоторых случаях – легирующие элементы (хром, никель, ванадий, алюминий и другие). Чугун, как правило, отличается хрупкостью. Температура плавления – от 1150 до 1200 °C.
Белый чугун почти не поддается обработке режущими инструментами из-за своей твердости и хрупкости. Из него отливают уже готовые детали, которые не нуждаются в обработке.
Серый чугун является износоустойчивым и очень хорошо переносит статические нагрузки, но имеет плохую сопротивляемость ударам и не работает на растяжение. Данный вид чугуна имеет лучшую свариваемость среди остальных.
Высокопрочный чугун используют в различных нагруженных конструкциях.
Ковкий чугун позволяет создавать укрепленный наружный слой на поверхности свариваемых деталей, что позволяет воспринимать значительные нагрузки в виде изгибов.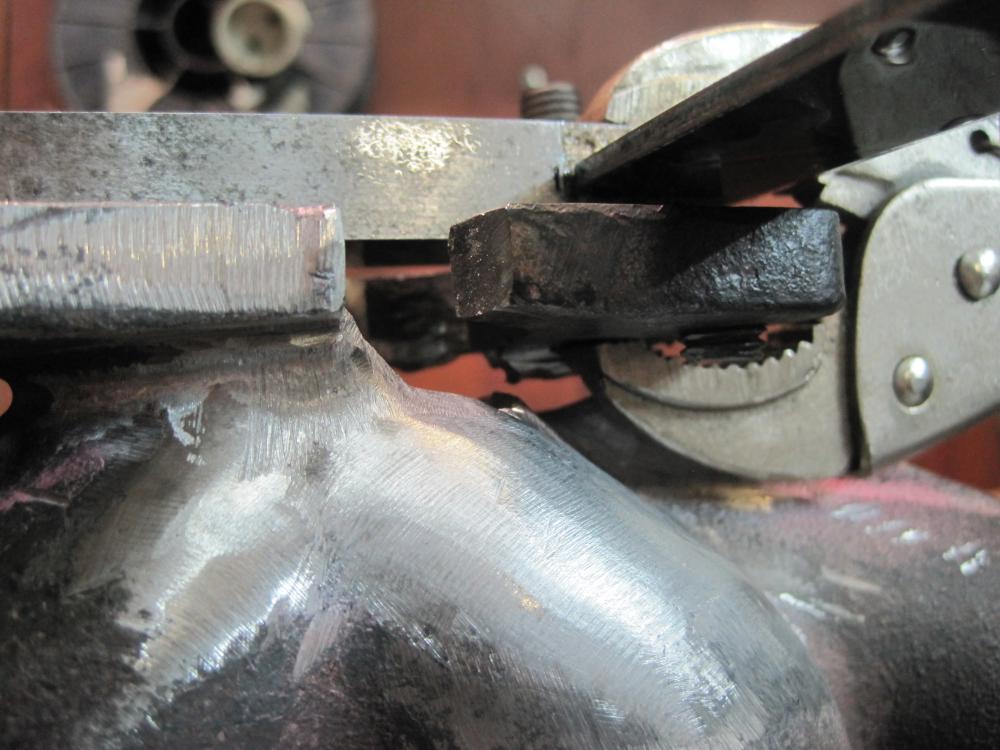
Трудность сварки чугуна обусловливаются химической структурой и свойствами данного материала. Чугун, являясь сплавом, содержит железо и углерод, в составе которого дополнительно присутствуют как примеси серы, фосфора, марганеца, и кремния, так и легирующие добавки хрома, алюминия, магния и никеля. Марки, не содержащие легирующих примесей и не подвергающиеся термической обработке, отличаются малой прочностью и хрупкостью.
Плохая свариваемость чугуна объяснима рядом других дополнительных факторов:
- В сварочной ванне протекает окисление кремния и других различных элементов. В результате этого образуются тугоплавкие оксиды на ее поверхности. Подобные оксиды из-за своей тугоплавкости ведут к образованию непроваренных участков в зоне сварного шва.
- Место соединения моментально охлаждается, что приводит к образованию цементита в структуре металла. Новообразование имеет своей отличительной чертой повышенную твердость. Участки металла с цементитной структурой (отбеленные участки) с большими трудностями поддаются последующей механической обработке.
- Чугун является жидкотекучим материалом, поэтому в расплавленном состоянии будет очень сложно создать соединение и удержать металл в его зоне. При сварке чугун будет в прямом смысле слова вытекать расплавленными потоками из-под электрода.
- Необходимо всегда обеспечивать равномерный нагрев и охлаждение деталей при проведении сварочных работ. Если пренебречь этими требованием, могут возникнуть трещины в месте соединения.
- Чугун в расплавленном состоянии активно выделяет газы, что может приводить к пористости сварного шва.
 Участки металла с цементитной структурой (отбеленные участки) с большими трудностями поддаются последующей механической обработке.
Участки металла с цементитной структурой (отбеленные участки) с большими трудностями поддаются последующей механической обработке.Знание всех этих особенности позволяет организовать сварочные работы так, чтобы на выходе получить сварочный шов удовлетворительного качества. Например, для устранения последствий высокой текучести чугуна под стык свариваемых деталей подкладывают графитовые пластины, препятствующие вытеканию расплавленного металла при ненамеренном прожигании.
Ни в коем случае нельзя дать материалу быстро остыть после окончания сварки стыка. Особенно это необходимо учитывать при сварке чугуна со сталью: сталь остывает быстрее и для того, чтобы сравнять скорость остывания соединяемых элементов, стальную деталь конструкции засыпают углем или песком для длительного сохранения тепла.
Проблема выделения углерода решается применением сварки в среде инертных газов. Например, можно варить чугун электросваркой, используя в качестве среды углекислый газ, вытесняющий воздух из сварочной ванны. Допустимо также использование смеси углекислого газа с аргоном в пропорции 1 к 4.
Прежде чем перейти к сварке, детали из чугуна необходимо зачистить. Это выполняется ручными или механическими щетками со стальным ворсом.
Способы сварки чугунаСварка из чугуна может производиться тремя основными способами в зависимости от назначения конечного продукта:
- холодным
- полугорячим
- горячим
Холодный способ обычно используется при сварке небольших соединений и наварки металла на изношенные поверхности чугуна. Сварка проводится при температуре окружающей среды. Скорость процесса сварки должна быть достаточно высокой, чтобы не допустить перегрева стыка и последствий при быстром остывании. Подобный способ сварки может использоваться в быту без дополнительного специального оборудования.
Сварка проводится при температуре окружающей среды. Скорость процесса сварки должна быть достаточно высокой, чтобы не допустить перегрева стыка и последствий при быстром остывании. Подобный способ сварки может использоваться в быту без дополнительного специального оборудования.
Полугорячий способ применяется при сварке деталей, которые в дальнейшем будут подвержены сильным механическим нагрузкам. Особенность данного способа состоит в том, что деталь предварительно нагревается до температуры 300-350 °C. Подобное прогревание возможно только в специализированных печах. Этот дополнительный процесс обработки позволяет чугуну легче адаптироваться к высокой температуре дуги. Как результат, после таких манипуляций снижается количество трещин в околошовной зоне.
Для горячего способа сварки заготовки для свариваемой конструкции подогревают до температуры около 600 °C. Для подобного нагрева используются специальные аппараты, которые формируют индукционные токи. Температура контролируется при помощи приборов. Сварка деталей производится при достижении необходимого значения температуры. Дальше их оставляют остывать, предварительно засыпая горячей золой. Процесс остывания может длиться несколько часов, и его продолжительность полностью зависит от марки и толщины свариваемого материала.
Температура контролируется при помощи приборов. Сварка деталей производится при достижении необходимого значения температуры. Дальше их оставляют остывать, предварительно засыпая горячей золой. Процесс остывания может длиться несколько часов, и его продолжительность полностью зависит от марки и толщины свариваемого материала.
Для сварки заготовок из чугуна применяют специальные электроды, в обмазке которых должен обязательно присутствовать ферросилиций.
Присутствие этого материала в обмазке необходимо для того, чтобы добиться однородности шва при сварке серого чугуна. При высокой квалификации сварщика удается получить сварной шов, который в последующем можно будет механически обработать и придать ему более привлекательный вид.
Наиболее распространение марки электродов:
- ЦЧ-4 – используются чаще остальных. Благодаря его особым компонентам, которые способны вступать в реакцию с углеродом с дальнейшим возникновением карбидов, не растворяются в железе. Покрытие этих электродов позволяет получить качественный шов.
- ЦЧ-3А – электроды из стальной проволоки с нанесенным на нее фтористокальциевым покрытием, благодаря которому получается прочный сварочный шов без характерных чугуну трещин.
- ЭМЧС – электроды из стальной низкоуглеродистой проволоки с тремя слоями покрытия (легирующий, газозащитный, шлакоформирующий). Подобная разновидность электродов применяется для сварки чугунных деталей небольшой толщины (до 10 миллиметров).
- При сваривании чугуна в среде инертных газов или неплавящимися электродами допускают применение проволоки с обозначениями ПП АНЧ-1, ПП АНЧ-2, ПП АНЧ-3.
 Покрытие этих электродов позволяет получить качественный шов.
Покрытие этих электродов позволяет получить качественный шов.Каждый вид проволоки предназначен для одного из способов сварки – холодного, полугорячего или горячего. Проволока представляет собой полую металлическую трубку, внутри которой находится флюс. Такая конструкция позволяет производить полноценные швы, которые не уступают по прочности чугуну соединяемых деталей.
Поврежденные чугунные изделия всегда можно восстановить почти без ущерба их прежнему состоянию и эксплуатировать их в течение длительного времени. Такое возможно только при правильно выбранном способе сварки и достаточной квалификации сварщика.
Такое возможно только при правильно выбранном способе сварки и достаточной квалификации сварщика.
При работе со сварочным оборудованием необходимо соблюдать определенные правила безопасности:
- Не работать с неисправным аппаратом.
- Стоять на резиновом коврике при работе сварочным оборудованием.
- Не закреплять заготовку над собой при наличии в ней трещин и пор.
- Сварщику необходимо использовать специальную маску, перчатки и спецодежду, так как сварочный процесс является вредным и даже опасным для здоровья.
Нельзя прикасаться к только что сделанному сварочному шву. Соединять детали из чугуна с помощью сварочного оборудования гораздо сложнее чем из других материалов. Поэтому следует хорошо знать технологию создания швов и использовать подходящее оборудование и расходники.
Производственная компания МетКБ осуществляет сварку чугуна в СПб любой сложности на современном оборудовании. Наша компания успешно работает в области сварки различных чугунных изделий всевозможных марок и размеров. Мы гарантируем качество своей работы.
Наша компания успешно работает в области сварки различных чугунных изделий всевозможных марок и размеров. Мы гарантируем качество своей работы.
Заказать услугу
Полное руководство: сварка чугуна
Если владелец чугунного станка треснет или сломает ключевую литую деталь, это будет кошмар. Покупка новых деталей может стоить тысячи долларов, а наем человека, умеющего сваривать чугун, — сотни долларов. Вы можете выбрать любой вариант, но если вы умеете сваривать и хотите освоить новый навык, сварка самостоятельно может быть такой же простой и решить вашу проблему.
Чугун – одна из самых сложных вещей для сварки. Если вы сделаете что-то не так, ваша сломанная деталь может стать еще хуже, или ваш сварной шов может выглядеть прочным, хотя внутри он не крепкий. Поэтому как никогда важно знать, что вы делаете. Если вы будете следовать набору правил сварки чугуна, вы сможете убедиться, что ваши сварные швы не имеют трещин и что внутренней прочности достаточно для цели детали.
Содержание
Как определить тип чугунаВ этом виде сварки первым шагом является определение типа чугуна. Есть много видов, и большинство из них не подходят для сварки. Вот список того, насколько легко их сваривать:
- Серый чугун плохо поддается сварке.
- Белое железо практически невозможно сварить.
- Ковкий чугун можно сваривать, но это делают редко, потому что процесс долгий и медленный.
- Не сваривайте ковкий чугун, потому что сварка меняет способ работы металла, делая его бесполезным.
Если на материале не написано, лучший способ узнать, какой чугун нуждается в сварке, — посмотреть инструкцию на изделие или позвонить производителю. Свежие трещины на материале выглядят немного по-другому, но если не знаете, как отличить, лучше спросить у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна. Если вы не умеете отливать или сваривать чугун, вам следует попробовать сварить только серый чугун. Также неплохо обратиться за помощью к опытному человеку.
Если вы не умеете отливать или сваривать чугун, вам следует попробовать сварить только серый чугун. Также неплохо обратиться за помощью к опытному человеку.
Выберите способ сварки:
Выяснив, что материал представляет собой серый чугун, следующим шагом будет решить, как его сваривать. Вы можете использовать любой метод сварки для соединения чугуна, если вы используете правильный присадочный материал и метод сварки. Есть несколько моментов, о которых следует помнить при сварке чугуна, но в основном все зависит от личных предпочтений.
Если вам необходимо закрепить обработанную поверхность с помощью сварки, лучше всего это сделать с помощью сварки TIG. Брызги от MIG или дуговой сварки могут повредить части обработанной поверхности, которые даже не свариваются. У вас не должно быть проблем с брызгами при сварке TIG.
Кислородно-ацетиленовая сварка — еще один способ соединения чугуна. Это хороший способ уменьшить чрезмерное нагревание и охлаждение, вызванное электросваркой, и упрощает поддержание одинаковой температуры деталей.
Пайка — это не то же самое, что сварка, потому что при ней металл не сплавляется, как при сварке. Но это хороший выбор, если вы не можете сварить его по какой-либо причине. Убедитесь, что железные поверхности, на которые будет производиться пайка, чистые. Он не прилипнет к грязному или ржавому утюгу.
Сварка электродом и сварка MIG — хороший выбор, если у вас есть подходящие инструменты и материалы. Если вы используете неправильный присадочный металл, он, вероятно, треснет, поэтому убедитесь, что он правильный, прежде чем пытаться сваривать чугун.
Выберите либо присадочную проволоку, либо электрод.
Чугун можно сваривать только с небольшим количеством присадочной проволоки и электродов. Большинство из них, которые не предназначены специально для чугуна, остывают слишком быстро и вызывают трещины от напряжения или не сплавляются должным образом с чугуном.
Электроды и провода, которые израсходованы: Никель в больших количествах: этот тип электрода или проволоки является лучшим, потому что он мягкий и с ним легко работать. Он не остывает слишком быстро и выглядит как чугун. Но это самые дорогие расходные материалы, и они не подходят для сварки толстых профилей.
Он не остывает слишком быстро и выглядит как чугун. Но это самые дорогие расходные материалы, и они не подходят для сварки толстых профилей.
Смесь 55% никеля и 45% железа: менее дорогая и при сварке выглядит так же, как чугун. Он образует сварной шов, который можно обрабатывать, но он намного тверже, чем 9.Сварка из 9-процентного никеля. Он трескается меньше, чем большинство железных стержней, потому что не дает такой усадки при сварке.
Железо: этот тип стоит меньше, чем чугун, и дает сварной шов другого цвета. Его намного сложнее использовать, потому что он дает усадку больше, чем другие ткани. Его нельзя обрабатывать, потому что он становится твердым при сварке, но его можно отшлифовать до нужной формы.
Чугун сплавляется с аустенитом для получения нержавеющей стали. Нержавеющая сталь не становится такой твердой и не меняет свои свойства так сильно, как железо. В процессе сварки нержавеющая сталь нагревается и охлаждается, что заставляет ее сильно расширяться и сжиматься. Это затрудняет использование. Но он используется для сварки чугуна и создает поверхность, которую можно резать.
Это затрудняет использование. Но он используется для сварки чугуна и создает поверхность, которую можно резать.
Для пайки бронзы можно использовать электроды для кислородно-ацетиленовой или сварки TIG. Это хороший способ обеспечить прочность в трещине или между двумя деталями, которые необходимо соединить, не вызывая растрескивания чугуна и не изменяя его свойств.
Очистка и наплавка поверхностей сварных швов
Как и в большинстве других вещей, которые вы свариваете, чем лучше будут ваши сварные швы, если поверхность будет чистой. Иногда материал, который вы свариваете, содержит масло или пары, которые находились там в течение длительного времени, что может затруднить сварку. Когда вы свариваете чугун, вам нужно знать несколько вещей.
Лучший способ обеспечить достаточную прочность сварного шва — использовать сварочные материалы, такие как стержни из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна.
Упрочнение означает постукивание по мягкому сварному шву молотком с шариковым бойком, когда он остывает, чтобы предотвратить растрескивание. Это следует делать осторожно и только тогда, когда сварной шов может изгибаться, но это не всегда необходимо, потому что большинство трещин вызвано слишком быстрым или неравномерным нагревом или охлаждением детали. Самое главное — нагреть ваш проект, а затем дать ему медленно остыть.
Это следует делать осторожно и только тогда, когда сварной шов может изгибаться, но это не всегда необходимо, потому что большинство трещин вызвано слишком быстрым или неравномерным нагревом или охлаждением детали. Самое главное — нагреть ваш проект, а затем дать ему медленно остыть.
У людей разные представления о том, следует ли использовать горячую или холодную сварку. Все согласны с тем, что предварительный нагрев — хорошая идея, но некоторые говорят, что сварка с меньшим нагревом также достаточно хороша.
Решая, как сварить чугун, вы должны выбрать один из этих методов. В отличие от большинства металлов, чугун хрупок и не сильно меняется при изгибе, расширении и сжатии. Тепло всегда изменяет форму металла, и если одна часть металла нагревается или остывает быстрее, чем другая, чугун или сварной шов будут подвергаться напряжению и трескаться.
Этот эффект уменьшается за счет предварительного нагрева, который приближает область вокруг сварного шва к температуре сварки. Это заставляет всю часть изменяться с одинаковой скоростью. Чугун меняется, когда нагревается выше 1400 градусов по Фаренгейту, поэтому важно не нагревать его слишком сильно.
Это заставляет всю часть изменяться с одинаковой скоростью. Чугун меняется, когда нагревается выше 1400 градусов по Фаренгейту, поэтому важно не нагревать его слишком сильно.
Люди думают, что снижение общей температуры путем сварки чугуна без предварительного нагрева и с небольшим количеством тепла поможет. Это может помочь избежать легко видимых трещин и сделать сварной шов более прочным, чем горячий шов без предварительного нагрева. Но все еще есть внутреннее напряжение, которое может проявиться позже в течение срока службы детали, и сварной шов слабее, чем если бы он был должным образом нагрет перед сваркой.
Сварщики чугуна с большим опытом, которые часто ремонтируют или изготавливают изделия из чугуна всегда и только предварительно нагревают. Это лучший способ убедиться, что сварной шов прочный как внутри, так и снаружи.
Медленное охлаждение
Одним из наиболее важных этапов сварки чугуна является его охлаждение. Вы никогда не должны охлаждать сварной шов чем-то холодным, например, водой или сжатым воздухом. Вместо этого лучше, если вся деталь будет остывать медленно.
Вместо этого лучше, если вся деталь будет остывать медленно.
Некоторые сварные швы должны охлаждаться в течение длительного времени, но серый чугун не нуждается в такой осторожности. Если положить сваренную деталь в песок или в теплую духовку, она остынет медленнее и равномернее, чем если оставить ее на скамейке. Иногда это может быть труднее сделать, но вы все равно можете сделать хороший сварной шов, не слишком увеличивая время охлаждения. Но чем дольше он будет остывать, тем лучше будет результат.
Заключительные слова: Как соединить чугун вместе
Сварить чугун непросто. В процессе сварки и охлаждения требуется гораздо больше планирования и внимания. Но это металл, который часто сваривают, и из него можно сделать прочную деталь, которая прослужит так же долго, как литой продукт, не имеющий сварных швов.
Убедитесь, что вы выполнили все шаги по сварке чугуна, и вы получите результаты, необходимые для вашего следующего проекта из чугуна. Если вы попытаетесь срезать углы, сварной шов, вероятно, сломается или будет слабым внутри, и он может не прослужить долго.
Если вы попытаетесь срезать углы, сварной шов, вероятно, сломается или будет слабым внутри, и он может не прослужить долго.
Мы надеемся, что это руководство поможет вам успешно сварить чугун. Не стесняйтесь оставлять нам свои мысли в разделе ниже.
Лучший способ заварить трещину в чугунном колоколе
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Лучший способ заварить трещину в чугунном колоколе
28.06.2012 #1
Лучший способ заварить трещину в чугунном колоколе
Какова процедура и лучший способ заварить трещину в чугунном колоколе, чтобы он остался отремонтированным и больше не треснул? Колокол, который я хочу отремонтировать, имеет диаметр около 15 дюймов или больше и высоту около 14 дюймов.
У него есть трещина примерно в 3 дюймах от широко открытого конца раструба, а длина трещины составляет около 6 дюймов.Ответить с цитатой
28.06.2012 #2
Re: Лучший способ заварить трещину в чугунном колоколе
Вы можете попробовать метод замкового стежка. Сварка чего-либо круглого и сделанного из чугуна может быть сложной задачей. Я уверен, что кто-то здесь может рассказать вам о потребностях в предварительном и последующем нагреве, а также о том, какой стержень и какой метод использовать.
http://www.locknstitch.com/
Ответить с цитатой
28.06.2012 #3
Re: Лучший способ заварить трещину в чугунном колоколе
Вы же не пытаетесь придумать способ починить «Колокол Свободы»? Последнее, что я знал, они не хотели, чтобы это было исправлено.
Чарли
Миллер MM252
Миллер Бобкэт 225NT
Охладитель Miller DialArc HF / DIY
2 набора фонариков Victor O/A
8-дюймовая пила по металлу Milwaukee
Пила для сухой резки Milwaukee «Chop»
5-тонный портал Уоллеса
Различные шлифовальные станки, гибочные станки и т. д.Ответить с цитатой
28.06.2012 #4
Re: Лучший способ заварить трещину в чугунном колоколе
Просверлите отверстие на каждом конце трещины, выдолбите трещину в форме буквы U, предварительно нагрейте в печи и приварите короткие валики, проковайте сварные швы сразу после укладки каждого валика, чтобы снять напряжение.
Ответить с цитатой
28.
06.2012
#5Re: Лучший способ заварить трещину в чугунном колоколе
Моей первой мыслью было, что кто-то старше меня сказал, что Колокол Свободы не могут починить даже мастера, которые его построили.
Ответить с цитатой
28.06.2012 #6
Re: Лучший способ заварить трещину в чугунном колоколе
aametalmaster выполнил пару проектов с проволокой MIG для чугуна:
http://www.
shopfloortalk.com/forums/…ad.php?t=34043Ответить с цитатой
28.06.2012 #7
Re: Лучший способ заварить трещину в чугунном колоколе
Автор сообщения: farmall
aametalmaster выполнил пару проектов с проволокой MIG для чугуна:
http://www.shopfloortalk.
Это неплохо работать над этим составом. com/forums/…ad.php?t=34043Ответить с цитатой
28.06.2012 #8
Re: Лучший способ заварить трещину в чугунном колоколе
Вы говорите о звонке. Забудь это. Возможно, вам удастся закрыть трещину, но с тех пор это всегда будет звучать ужасно.
Ответить с цитатой
28.
06.2012
#9Re: Лучший способ заварить трещину в чугунном колоколе
Клей Горилла.
Хотя звук может немного измениться.
Ответить с цитатой
28.06.2012 #10
Re: Лучший способ заварить трещину в чугунном колоколе
Насколько я знаю, есть две основные процедуры сварки чугуна.
Холодная сварка: выдолбить, (электрически) наварить короткий валик, проковать его молотком по мере остывания, чтобы предотвратить повторное растрескивание при остывании сварного шва. Повторяйте, пока не закончите.
Горячая сварка: выдолбить. Нагрейте большую площадь, желательно весь кусок докрасна. Сварите его, O/A отлично, так как нагревает большую площадь, чем электросварка. Упакуйте изоляцию и дайте ей очень медленно остыть, возможно, даже подогрейте всю деталь после сварки перед медленным охлаждением, чтобы убедиться, что она остывает и сжимается медленно и равномерно, чтобы предотвратить появление новых трещин под напряжением.
Пайка также возможна, так как при ней используется меньше тепла, чем при сварке, поэтому она менее опасна.
Понятия не имею, как тот или иной параметр влияет на звук, но есть один способ узнать…
Ответить с цитатой
06-29-2012 #11
Re: Лучший способ заварить трещину в чугунном колоколе
Несколько лет назад в информационном письме Линкольна была статья о ремонте Колокола Свободы.
Сказали, что это можно сделать и на звук не повлияет. Они выяснили, как это сделать и кто мог сделать сварку.UTP имеет чугунный стержень. Он выглядит и имеет те же свойства, что и исходный чугун. Если это действительно важный звонок, я бы связался с ними, так как они знают больше и имеют больше стержней для чугуна, чем любое тело.
Ответить с цитатой
29-06-2012 #12
Термальный порошковый спрей является жизнеспособным вариантом.
После этого необходимо медленное охлаждение. насчет звука не знаю.Сварка Колокола Свободы будет немного напряжной.
Отправлено с моего DROID3 с помощью Tapatalk 2
Джей Дэвис
АВС-КВИ
C-60 Специализированный подрядчик по сварке
Любящий муж и отец двух сыновей («Я надеюсь сварить половину того, что половина людей здесь говорит, что может».
Ответить с цитатой
 У него есть трещина примерно в 3 дюймах от широко открытого конца раструба, а длина трещины составляет около 6 дюймов.
У него есть трещина примерно в 3 дюймах от широко открытого конца раструба, а длина трещины составляет около 6 дюймов.
 д.
д. 06.2012
#5
06.2012
#5 shopfloortalk.com/forums/…ad.php?t=34043
shopfloortalk.com/forums/…ad.php?t=34043 com/forums/…ad.php?t=34043
com/forums/…ad.php?t=34043 06.2012
#9
06.2012
#9
 Сказали, что это можно сделать и на звук не повлияет. Они выяснили, как это сделать и кто мог сделать сварку.
Сказали, что это можно сделать и на звук не повлияет. Они выяснили, как это сделать и кто мог сделать сварку. После этого необходимо медленное охлаждение. насчет звука не знаю.
После этого необходимо медленное охлаждение. насчет звука не знаю.« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Крепление чугуна с помощью JB Weld — Easy Steps
Чугун — это важный металл, который широко применяется и является предпочтительным для многих людей. Он имеет много преимуществ, которые включают в себя; он прочен и может служить дольше, чем любой другой металл. Несмотря на свою эффективность, он быстрее ржавеет и требует максимального ухода и обслуживания, например, хранения металла в сухих условиях вдали от влаги. Но в случае, если он выйдет из строя, вы можете это исправить.
Но в случае, если он выйдет из строя, вы можете это исправить.
Чугун можно закрепить сваркой JB, выполнив несколько простых процедур. Но иногда это может быть сложно, особенно если вы не понимаете, как сваривать чугун, и единственное возможное решение — обратиться за помощью к специалисту. Перед началом любого процесса убедитесь, что у вас есть все необходимые материалы, которые помогут вам успешно выполнить весь процесс.
К счастью, в приведенной ниже статье показаны некоторые шаги по фиксации чугуна с помощью J-образного сварного шва. В конце есть несколько часто задаваемых вопросов, касающихся той же самой и любой дополнительной информации, касающейся процесса литья чугуна. Внимательно изучите эту статью и получите полное представление о том, как починить чугун, и не забудьте ознакомиться с инструкциями производителя, если вам нужна дополнительная информация о том, как обращаться со сварочным аппаратом и утюгом.
Содержание
- 1 Этапы крепления чугуна сварным швом JB
- 1. 1 Шаг 1: Получите сварной шов JB в ближайшем магазине
- 1.2 Шаг 2: Соберите все материалы, необходимые для процесса
- 1.3 Шаг 3: Снимите вся пыль и ржавчина присутствуют
- 1.4 Этап 4: Очистите поверхность водой с мылом
- 1.5 Этап 5: Заполните чугун сварным швом JB и выдавите излишки
- 1.6 Этап 6: Равномерно распределите шпатлевку по утюгу
- 1.7 Шаг 7: Покраска чугуна
- 1.8 Часто задаваемые вопросы:
- 1.
- 2 Заключение
 1 Шаг 1: Получите сварной шов JB в ближайшем магазине
1 Шаг 1: Получите сварной шов JB в ближайшем магазинеЭтапы крепления чугуна сваркой JB
Вы можете сваривать чугун сваркой JB, следуя приведенным ниже шагам. ;
Этап 1: Получите сварной шов JB в ближайшем магазине. Прежде чем покупать сварку JB, учтите некоторые факторы, например, оцените стоимость устройства. Кроме того, подумайте о качестве сварного шва JB и купите такой, который прослужит дольше без каких-либо повреждений или ржавчины.
Кроме того, убедитесь, что сварной шов JB соответствует вашему вкусу и желаниям. Убедитесь, что вы купили тюбик эпоксидной замазки, которая будет действовать как клей, который схватит кошачий утюг на месте и заполнит трещину чем-то безопасным, например, надежным уплотнением.
Убедитесь, что вы купили тюбик эпоксидной замазки, которая будет действовать как клей, который схватит кошачий утюг на месте и заполнит трещину чем-то безопасным, например, надежным уплотнением.
Шаг 2: Соберите все материалы, необходимые для процесса
После получения всех необходимых материалов и перед началом процесса убедитесь, что у вас есть все необходимые материалы. Материалы включают следующее;
- Вода.
- Кусочек картона.
- Шпатель.
- Средство для мытья посуды.
- Наждачная бумага.
- Тряпка.
- Эпоксидная замазка, например, для сварки JB.
Шаг 3: Удалите всю пыль и ржавчину
Наиболее рекомендуемой наждачной бумагой является наждачная бумага с зернистостью 80, очистите поверхность и удалите всю ржавчину и краску. Пыль и грязь могут покрывать трещину, если она есть, и препятствовать ее нормальному функционированию. Перед фиксацией убедитесь, что поверхность чугуна чистая.
Перед фиксацией убедитесь, что поверхность чугуна чистая.
При выполнении процесса убедитесь, что вы используете возвратно-поступательное движение для защиты всего чугуна. Если вы используете другой вид деятельности, вы можете повредить чугун и помешать его правильной работе. Наконец, используйте правильную наждачную бумагу, которая работает в соответствии с рекомендациями.
Шаг 4: Очистите поверхность водой с мылом
После очистки чугуна от грязи и пыли очистите утюг с помощью рекомендованных инструментов, таких как; вода, тряпка, которой можно удалить всю пыль и грязь с поверхности чугуна, и средство для мытья посуды. Убедитесь, что вы очистили все места, включая прилегающие районы.
Оставьте утюг на некоторое время, пока он полностью не высохнет, прежде чем переходить к следующему шагу, а когда он полностью высохнет, выдавите часть замазки с поверхности. Кроме того, не забывайте следовать инструкциям производителя при выполнении процесса.
Шаг 5: Заполните чугун сварным швом JB и выдавите излишки
Сначала см. инструкции производителя и заполните отверстие в железном металле, если оно есть, и убедитесь, что вы выжимаете их на поверхность, которая не изогнутый, а плоский. Чтобы выполнить процесс, используйте некоторые инструменты, такие как шпатель и кусок картона. Будьте осторожны с ножом, чтобы не пораниться.
инструкции производителя и заполните отверстие в железном металле, если оно есть, и убедитесь, что вы выжимаете их на поверхность, которая не изогнутый, а плоский. Чтобы выполнить процесс, используйте некоторые инструменты, такие как шпатель и кусок картона. Будьте осторожны с ножом, чтобы не пораниться.
Шаг 6: Равномерно распределите шпаклевку по железу
С помощью сварного шва JB равномерно распределите ее по поверхности, особенно при наличии трещин, используя шпатель. Удалите лишний шов JB с помощью шпателя до того, как он высохнет. После удаления излишков шпаклевки оставьте ее на некоторое время, прежде чем прикасаться к чугунному изделию. Будьте осторожны, соскребая излишки замазки, чтобы защитить утюг от любых повреждений.
Шаг 7: Покрасьте кошачий утюг
После завершения всех вышеперечисленных процессов покрасьте утюг, чтобы он выглядел привлекательно. Покрасьте его в соответствии с желаемым вкусом и используйте краску, которую вы хотите. Если функция не работает, обратитесь за помощью к специалисту или свяжитесь с оригинальным производителем для получения дополнительной информации. Также не забывайте обращаться к руководству производителя.
Также не забывайте обращаться к руководству производителя.
Возможно, вам будет интересно прочитать еще одну нашу исчерпывающую статью:
Как починить бензобак с помощью JB Weld – полное руководство
JB Weld для устранения утечки в медной трубе – полное руководство
Часто задаваемые вопросы:
- Как я могу починить кошачий утюг, используя процесс холодного сшивания металла?
Ответ; Холодная прошивка – лучший способ ремонта треснувшего чугуна, который трудно восстановить другими методами. Следуйте инструкциям ниже, чтобы получить наилучшие результаты.
- Оценка трещины в чугуне
На первом этапе исследуется проблема разрушения. Этот подход лучше всего подходит для изделий из чугуна толщиной до 1 сантиметра. Не имеет значения, насколько длинным будет перелом. От места перелома будет зависеть, можно ли его починить, или потребуется новая литая деталь из чугуна.
2 . Проделайте отверстия с помощью сверлильного станка
Положение отверстий должно быть ровным через определенные промежутки времени. Направляющая необходима для точного вырезания отверстий вдоль излома для получения оптимальных результатов. Общее количество раундов в наборе не всегда должно быть. Цель состоит в том, чтобы создать жизненно важные места для шитья, чтобы сохранить целостность сломанного чугуна.
3. Соединение отверстий в стойках
После того, как вы просверлите отверстия для шитья, вам нужно их зашить. Отверстия облегчат ввод ключей, что поможет укрепить сломанный чугун. Чтобы объединить отверстия, сделав прорезь в стали, вам понадобится большой клин.
После установки шпонок круглые выступы просверленных отверстий будут служить точками крепления. Сохранение внешнего диаметра просверленных отверстий при их соединении имеет решающее значение.
4. Неправильное расположение металлических швов
Неправильное расположение металлических швов
Железные ключи являются неотъемлемой частью этой операции. Они обеспечивают необходимую прочность, чтобы скрепить поврежденные секции после ремонта. Сшивание холодным металлом в значительной степени зависит от высокопрочного железа. В противном случае вам придется повторить операцию, потому что она может быть неэффективной в первый раз.
Благодаря этому железные ключи обладают высокой прочностью по всей поверхности чугуна, что позволяет избежать трещин в будущем. Для прочного соединения просверленные отверстия и железные ключи должны плотно прилегать друг к другу. Между железными ключами и оригинальным компонентом не должно быть люфта.
5. Сшейте стежки и удалите излишки материала.
После всего вышеперечисленного завершите работу, прострочив швы и избавившись от лишнего материала.
Заключение
Если вы хотите закрепить чугун с помощью сварки JB, внимательно следуйте приведенным выше шагам. Обязательно обратитесь к инструкциям производителя, чтобы решить проблему самостоятельно. Кроме того, в случае возникновения каких-либо вопросов, свяжитесь с оригинальным производителем для получения дополнительной информации. Кроме того, не пытайтесь выполнить этот процесс самостоятельно, если вы боитесь сделать это самостоятельно.
Обязательно обратитесь к инструкциям производителя, чтобы решить проблему самостоятельно. Кроме того, в случае возникновения каких-либо вопросов, свяжитесь с оригинальным производителем для получения дополнительной информации. Кроме того, не пытайтесь выполнить этот процесс самостоятельно, если вы боитесь сделать это самостоятельно.
Наконец, примите некоторые меры предосторожности при использовании как чугуна, так и сварного шва JB. Во-первых, всегда держите утюг чистым и свободным от ржавчины, и единственный способ сделать это — хранить его в сухом месте. Кроме того, убедитесь, что железо чистое, прежде чем чинить его. Наконец, обслуживайте утюг чаще, как того требует производитель.
Подробное руководство для начинающих
Чугун, возможно, не самый доступный материал для работы начинающего сварщика, но, несомненно, один из самых полезных материалов, когда вы к нему привыкнете! Это подробное руководство покажет вам, что именно вам нужно знать о сварке чугуна, чтобы вы могли быстро и легко начать свой первый проект. Начнем прямо сейчас!
Начнем прямо сейчас!
Чугун — это черный металл, широко используемый в инженерных проектах благодаря его высокому соотношению прочности и веса. Обычно его делают из железной руды, смешанной с углеродом и небольшими количествами других элементов, таких как кремний и марганец. Чугун также известен как серый чугун или ковкий чугун, в зависимости от типа используемого чугуна. Из-за своего состава чугун имеет относительно низкую температуру плавления, что позволяет легко его плавить и формовать.
При нагревании углерод внутри железа образует крошечные пузырьки, которые прорываются через поверхность, из-за чего материал выглядит так, как будто он покрыт паутиной крошечных пузырьков. Это то, что придает чугуну его уникальный внешний вид. Вот почему его также называют пузырьковым железом.
Это также делает чугун чрезвычайно хрупким при полном охлаждении после процесса литья, поэтому его часто используют в качестве основного материала для других предметов, которые должны быть более прочными. Его твердость варьируется в зависимости от процентного содержания углерода, но обычно она составляет от 4 до 6 по шкале Мооса. Чугун не является распространенным материалом для кузнечного дела из-за его низкой прочности на растяжение. Тем не менее, это обычный выбор для домашних мастеров и любителей из-за его низкой стоимости и простоты использования.
Его твердость варьируется в зависимости от процентного содержания углерода, но обычно она составляет от 4 до 6 по шкале Мооса. Чугун не является распространенным материалом для кузнечного дела из-за его низкой прочности на растяжение. Тем не менее, это обычный выбор для домашних мастеров и любителей из-за его низкой стоимости и простоты использования.
Чугун представляет собой твердый материал, когда он остынет, но его необходимо нагреть, чтобы он стал ковким. Это делает электроды с низким содержанием водорода (LHE) или электроды с низким содержанием водорода с добавлением меди (LHEC) лучшим выбором для сварки чугуна. Смесь CO2 или CO2 также является хорошим выбором для этого типа сварки. Для достижения наилучших результатов при сварке чугуна вам нужно использовать электрод с высоким процентным содержанием кремния, так как это поможет сделать сварной шов более прочным и долговечным.
— Тип электрода: E70S-E90S — Смесь: CO2 / CO2 — Диапазон силы тока: 70-90 А
— Тип электрода: E70S-E90S — Смесь: CO2 / CO2 — Диапазон силы тока: 70-90 Ампер
— Электрод тип: E70S-E90S — Смесь: CO2 / CO2 — Диапазон тока: 140-180 А
Оборудование для сварки чугуна Сварочное оборудование, которое вы используете для чугуна, такое же, как и для любого другого типа сварки. Единственная разница в том, что для отливки чугуна нужно использовать более низкое напряжение, так как более высокое напряжение может вызвать пористость. Сварочный аппарат со встроенной настройкой силы тока облегчит вам управление.
Единственная разница в том, что для отливки чугуна нужно использовать более низкое напряжение, так как более высокое напряжение может вызвать пористость. Сварочный аппарат со встроенной настройкой силы тока облегчит вам управление.
Для остального оборудования вам потребуется защитная сварочная маска, перчатки и шлем, как и для других видов сварки. Вы захотите содержать свое рабочее место в чистоте и порядке, особенно если вы работаете в закрытых помещениях, таких как гаражи. Это поможет снизить риск попадания примесей в сварной шов. Респиратор — отличный инструмент, который нужно иметь под рукой, чтобы снизить риск попадания загрязняющих веществ в ваше дыхательное пространство.
Совет: поиск и выбор подходящей сварочной проволоки При поиске лучшего сварочного электрода для чугуна необходимо обратить внимание на процентное содержание кремния и водорода. Кремний помогает сделать сварной шов прочнее, поэтому вам понадобится стержень с высоким содержанием кремния.
Процентное содержание кремния в стержне указано на упаковке. Что касается процентного содержания водорода, вы должны оставаться ниже 5%. При выборе стержня важно учитывать, что размер стержня не совпадает с размером электрода. Размер электрода относится к диаметру проволоки внутри стержня.
Как сваривать чугунЧугун сложно сваривать, потому что, как упоминалось выше, при сварке необходимо использовать более низкое напряжение, чтобы не образовалась пористость. Однако, если вы не будете осторожны, вы можете обнаружить, что ваши сварные швы остывают слишком быстро, что делает их хрупкими. Для получения наилучших сварных швов из чугуна вам нужно использовать минимально возможное напряжение для вашего сварочного аппарата и большую длину дуги. Вы также захотите использовать время включения дуги ниже среднего, то есть как долго дуга открыта. Вы можете сократить это время, используя более медленную скорость перемещения электрода.
Заключение
Чугун — отличный материал для обучения сварке.