как заварить чугунный блок двигателя?
0
Опубликовано: 18.06.2017
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун.
Оглавление:
- Особенности материала, используемого для изготовления блоков цилиндров
- Особенности сварки двигательных блоков из чугуна
- Технология сваривания
- Трещины блока автомобильного двигателя
- Горячая сварка
Особенности материала, используемого для изготовления блоков цилиндров
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.


Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.

Трещины блока автомобильного двигателя
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.

Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя.
Сергей Одинцов
tweet
Сварка чугунного блока двигателя полуавтоматом в домашних условиях
Для сварщика, при ремонте изделий из чугуна, главное достичь максимально прочного шва, так как именно сварное соединение всегда является самым слабым местом.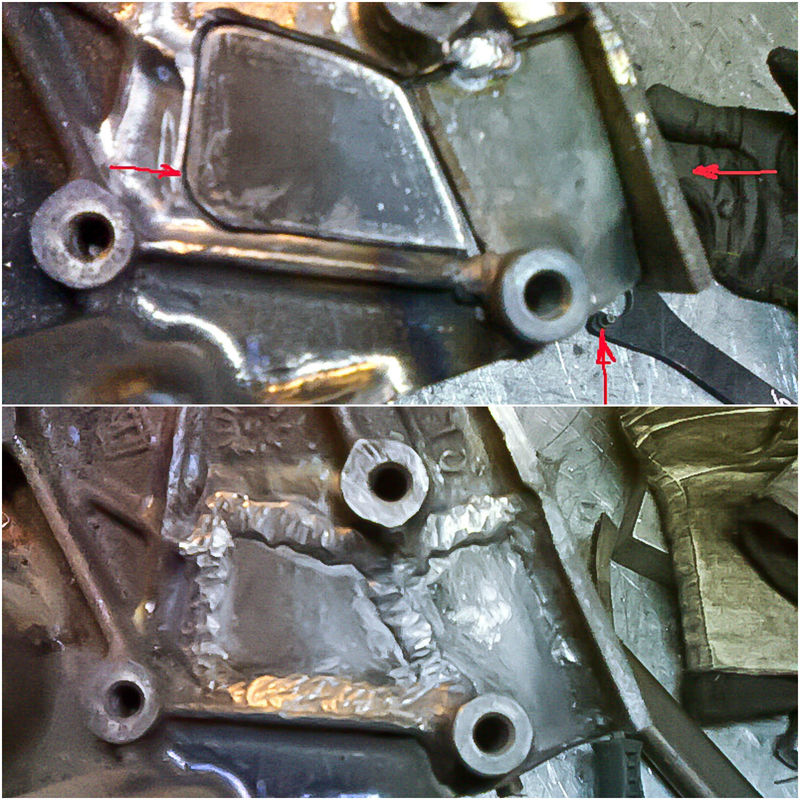 Когда идет сварка чугунного блока двигателя, то зачастую происходит заварка трещин, сколов и прочих повреждений. В основном, толщина такого блока составляет от 4 до 8 мм, поэтому, рекомендуется использовать электроды диаметром в 4 мм.
Когда идет сварка чугунного блока двигателя, то зачастую происходит заварка трещин, сколов и прочих повреждений. В основном, толщина такого блока составляет от 4 до 8 мм, поэтому, рекомендуется использовать электроды диаметром в 4 мм.
Электроды для сварки чугунного блока двигателя
Трещины возникают в рубашках блока охлаждения, так как она может подвергаться ударам и на нее негативно влияют процессы разморозки. В блоке также могут возникать проломы, которые получаются из-за разрушения гильзо-поршневой группы. Сначала может сложиться впечатление, что поломку можно заделать легко, но на самом деле это не так. Особенности свойства чугуна выдвигают дополнительные требования к технологии сваривания. Здесь также возникает большая ответственность, так как неправильными движениями можно испортить весь блок. Все это может занимать больше времени, за счет необходимости в прерывании шва, попутной обивке шлака и прочих вещей. Все это проводится по ГОСТ 2246-70.
Сварка чугунного блока двигателя в домашних условиях
Свариваемость чугуна и другие свойства
Сварка чугунного блока двигателя полуавтоматом предполагает соблюдение всех особенностей обработки данного материала. Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.
Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.
Сварка чугунного блока
Также стоит отметить свойство быстрого остывания металла. Если допустить резкий спад температуры, что в данном случае может произойти вполне естественным способом, то в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Во время остывания в чугуне образуются различные по структуре кристаллической решетки соединения. Соответственно, все эти соединения могут иметь различных объемы. Из-за этого могут образовываться внутренние поры.
Также стоит отметить низкие пластичные свойства, что приводит к появлению перенапряжений в металле, от которого также появляются трещины. Особенно характерно это, когда идет сварка тонкого металла электродом. Металл обладает высокой хрупкостью, что создает дополнительные сложности в обработке и делает такие условия, при которых трещины могут образоваться даже при относительно небольших механических ударах.
Причины образования трещин
Сварка чугунного блока двигателя аргоном зачастую работает с заделкой трещин. Но они же могут появиться и в процессе сваривания. Основной причиной является резкий спад температуры, или резкое ее повышение. Чтобы этого избежать, следует постепенно подогревать чугун перед сваркой, а также делать это после нее, так как в ином случае он слишком быстро остынет. Трещины могут появиться из-за активного выхода углерода из состава при нагревании. Чтобы не допустить данный процесс, используют флюс, который возмещает утраченный углерод, а также используют защитные газы, которые помешают углероду соединиться с кислородом.
Образование трещин на чугунном блоке двигателя
Также может образоваться напряжение из-за водорода, который попал в шов из атмосферы, или же может попасть туда в обмотке электрода. Здесь нужно более тщательно выбирать покрытие и защитную среду чтобы обеспечить надежную изоляцию для металла. Недостаточное количество восполнения углерода, что случается при неправильно подобранном флюсе, также может стать причиной трещин. В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
Режимы и характеристики
Существуют разные виды и способы сварки металла. Чтобы шов получился максимально надежным, при его создании нужно руководствоваться проверенными параметрами, которые смогут гарантировать удачное проведение работ.
Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А |
1 | 1 | 30-40 |
2 | 1 | 60-80 |
3 | 2 | 90-120 |
4 | 3 | 120-160 |
5 | 4 | 150-200 |
Технология сварки
Когда происходит сварка чугунного блока двигателя в домашних условиях или на производстве, то следует тщательно следовать всем заданным пунктам технологии.
- Проводится зачистка поверхности до блеска. Это можно сделать при помощи щетки по металлу.
- Необходимо обезжирить поверхность растворителями, чтобы убрать окисляющую пленку и прочие химические налеты.
- Следует подобрать необходимый флюс и выложить его вдоль кромки сваривания, как минимум, на протяжении участка первого этапа шва.
- Далее нужно подогреть металл газовой горелкой до требуемой температуры, в течение нескольких минут, так как делать сварку с ходу не рекомендуется.
- Когда металл достигнет нужной температуры, то можно начинать сваривать металл. Это должно происходить небольшими участками, примерно, по 10-15 см за раз.
- Когда шов будет закончен, нужно прогревать металл еще в течение нескольких минут, постепенно понижая температуру, чтобы избежать быстрого остывания и резкого перепада.
- Проконтролировать качество полученных соединений. В домашней сфере это делается визуально, а в производстве имеются различные профессиональные методы внутреннего глубинного контроля.

«Важно!
После каждого раза нужно оббивать шлак, и не забывать о прогреве, чтобы не произошел резкий спад температуры.»
Методы сварки блока цилиндров из чугуна
Блок двигателя любого автомобиля изготавливается литьем. Зачастую его неисправностью являются трещины. Сварка блока цилиндров из чугуна – довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.
Сварка блока цилиндров из чугуна – довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.
Блок двигателя внутреннего сгорания – одна из важнейших деталей современных машин. В блоке цилиндров происходит множество процессов, отражающихся на мощности и скорости автомобиля.
Особенности чугуна
Чугун – необычный материал, несмотря на свое преимущество в плавлении, он сильно подвержен влиянию резких ударов, которые могут возникать при авариях. Так как в блоке двигателя находится множество различных отверстий для крепления других деталей и проливаются каналы охлаждающей рубашки, то трещины могут возникать и при замерзании жидкости, используемой для снижения температуры при рабочих процессах.
У чугуна высокие показатели жесткости и прочности, низкая себестоимость получения. Чугун выплавляется из руды при более низкой температуре по сравнению со сталью и обладает при этом прекрасной текучестью, которая позволяет снизить затраты на изготовление конструкций, требующих прочности и имеющих объемы производства, влияющие на всю экономику государства.
Вернуться к оглавлению
Трещины блока цилиндров
Схема устройства сварочного полуавтомата.
Учитывая особенности чугунного изделия, сварка трещин, возникших в блоке двигателя, может производиться тремя способами:
- когда весь блок нагревается;
- когда разогреваются места, где возникли трещины;
- когда деталь вообще не нагревается, а сварка производится так называемым холодным способом, который сегодня получает все большее распространение.
Трещины блока цилиндров двигателя обнаруживают, испытывая его гидравлическим способом, и помечают мелом. Из блока в тех местах, где будет происходить сварка, удаляют все впрессованные детали. На обоих концах обнаруженной трещины сверлят отверстия около 5 мм, которые пронизывают ее до ближайшей поверхности.
Если завариваемая поверхность блока в рабочем состоянии соприкасается с другой деталью, то ее обрабатывают от излишков сварочного металла абразивом, напильником или наждачной бумагой так, чтобы она не имела выступа.
Вернуться к оглавлению
Способы заделки трещин
Горячая сварка. Нагрев всего блока применяется при сварке, когда используется ацетилен и кислород. Сварка блока двигателя происходит при образовании электрической дуги, при этом используются электроды из чугуна или стали, покрытые специальным составом. Нагрев детали ведется медленно до температуры 6-6,5 сотни градусов, для равномерного нагрева применяется специально оборудованный кожух из стали с прослойкой асбеста.
В кожухе заблаговременно прорезаются отверстия для возможности доступа к поврежденным местам. Данный метод является наиболее дорогостоящим и трудоемким, но зато приводит к восстановлению материала, практически соответствующего своим начальным параметрам. Этот способ используется в том случае, если трещины появились в труднодоступных местах, например, при стыке стенок различной толщины. При таком способе внутренние напряжения изделия, которые возникают во время сварки, практически приближаются к нулю.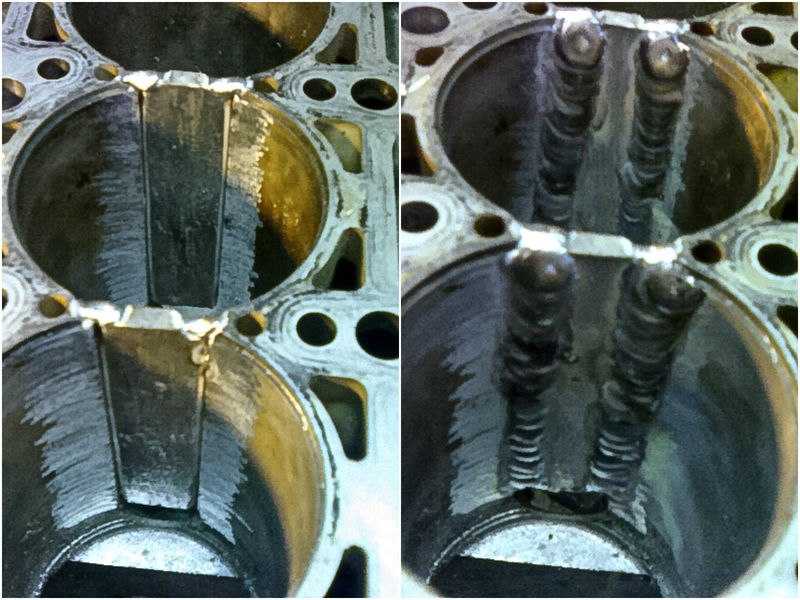
Сварка с местным нагревом. Данным способом пользуются, когда повреждения возникли на поверхности, нагрев которой не вызовет возникновения внутреннего напряжения в различных участках всего блока. Во время сварки ремонтируемая поверхность постоянно подогревается. Нагрев производят газовой горелкой до 6-7 сотен градусов.
По окончании работ готовая поверхность опять нагревается до указанной температуры и оставляется остывать. При использовании этого метода необходимы специальные знания и высокая профессиональность производящего работу, поэтому он применяется нечасто. Сварка блока двигателя без нагрева. Такой способ используется при ремонте поверхностей, отстоящих от участков, несущих какую-либо нагрузку на такую длину, когда нагрев, происходящий при сварке, и последующее охлаждение не повлияют на их прочность.
Такая сварка может производиться газовыми горелками, электродами из стали, чугуна или цветных металлов. Трещины, возникшие в охлаждающей рубашке, лучше всего заваривать таким способом, пользуясь при этом электродами из железа и меди небольших отрезков, не превышающих 5 см. Сварка блока цилиндров из чугуна – весьма трудоемкий и щепетильный процесс, который происходит в несколько этапов, при этом для такой сварки необходимы специальные знания и навыки. Блок двигателя изобилует всевозможными конструкционными каналами и посадочными отверстиями, вокруг или рядом с которыми образуются трещины.
Сварка блока цилиндров из чугуна – весьма трудоемкий и щепетильный процесс, который происходит в несколько этапов, при этом для такой сварки необходимы специальные знания и навыки. Блок двигателя изобилует всевозможными конструкционными каналами и посадочными отверстиями, вокруг или рядом с которыми образуются трещины.
Непрофессиональное производство такой работы может привести к тому, что ваш блок, который вы хотели отремонтировать, попросту расколется или треснет в другом месте.
Очистка головок и блоков цилиндров
В процессе очистки необходимо удалить всю грязь, жир, масло, ржавчину, накипь и углеродистые отложения, накопившиеся за годы. С окрашенных отливок также необходимо удалить старую краску, чтобы можно было перекрасить поверхность. Даже если вы работаете с совершенно новыми отливками, окончательная очистка все равно необходима после того, как вы завершили процедуры резки, шлифовки и хонингования, чтобы удалить остаточные следы масла, металлическую стружку и остатки хонингования.
Нажмите здесь, чтобы узнать больше
Грязь, масло и жир растворимы до некоторой степени в зависимости от используемого чистящего раствора или химикатов. Химические растворители являются очень эффективными чистящими средствами, но их использование во многих областях ограничено правилами, ограничивающими выброс летучих органических соединений (ЛОС) в атмосферу. Водные чистящие растворы, содержащие моющие средства или щелочи, заменили многие растворители и обычно требуют определенного количества тепла (от 130 до 170 градусов по Фаренгейту) и перемешивания для эффективной очистки.
Твердые углеродистые отложения в камерах сгорания и выхлопных отверстиях, вероятно, являются наиболее трудными для удаления загрязнениями. Химические растворители могут смягчить и удалить нагар, но их нельзя использовать повсеместно. Если нельзя использовать растворитель, может потребоваться какой-либо тип струйной очистки для удаления тяжелых углеродистых отложений. Сочетание очищающего действия ультразвука с очистителями на водной основе также может обеспечить эффективное средство для удаления твердых углеродистых отложений.
Проблемы уборки
Очистка головок и блоков может быть сложной задачей по ряду причин. Отливки имеют замысловатые контуры, сложную геометрию и внутреннюю и внешнюю поверхности, которые необходимо очищать. Внутри головок и блока имеются водяные рубашки, которые могут быть покрыты слоем ржавчины, окалины или осадка. Там могут быть глухие отверстия, которые задерживают грязь и мусор. Маслопроводы внутри блока могут быть покрыты или засорены шламом и отложениями лака. Камеры сгорания и порты обычно покрыты твердым углеродистым налетом. Внешние поверхности чугунных отливок обычно имеют слой краски под жиром и грязью.
Неважно, из чугуна ли отливки или из алюминия. Оба должны быть очищены до голой металлической поверхности. Однако для разных металлов могут потребоваться несколько разные методы очистки в зависимости от используемого(ых) метода(ов). Алюминий и чугун по-разному реагируют на химические чистящие растворы, абразивы и тепло.
Высокощелочной раствор в горячем баке или в распылительной мойке может быть очень эффективным чистящим средством для удаления большинства загрязнений с железных головок и блоков. Но если тот же раствор используется для алюминия, он может оказаться слишком едким и вызвать травление или обесцвечивание металла. С другой стороны, если для очистки чугуна используется более мягкий чистящий раствор, предназначенный для алюминия, для достижения тех же результатов может потребоваться гораздо больше времени. Существуют чистящие растворы и химикаты, которые эффективно работают с обоими типами металла, но многие магазины предпочитают использовать специальный процесс очистки для каждого типа металла.
Но если тот же раствор используется для алюминия, он может оказаться слишком едким и вызвать травление или обесцвечивание металла. С другой стороны, если для очистки чугуна используется более мягкий чистящий раствор, предназначенный для алюминия, для достижения тех же результатов может потребоваться гораздо больше времени. Существуют чистящие растворы и химикаты, которые эффективно работают с обоими типами металла, но многие магазины предпочитают использовать специальный процесс очистки для каждого типа металла.
Алюминий гораздо более мягкий металл, чем чугун. Если отливки подвергаются пескоструйной очистке, те же средства и/или давление, которые хорошо работают с чугуном, могут быть чрезмерно агрессивными по отношению к алюминию. Аналогично, более мягкий наполнитель, который не травит и не удаляет металл с алюминиевых деталей, может оказаться недостаточно агрессивным, если его использовать для удаления нагара и ржавчины с чугунных отливок.
Чугунные головки и блоки легко выдерживают температуру от 650 до 750 градусов в печи для термической очистки. Высокие температуры очень эффективно превращают масляные и жировые отложения в золу, которую впоследствии можно удалить безвоздушной дробеструйной очисткой, струйной очисткой или промывкой. Но алюминий может отжигаться (размягчаться), если он подвергается воздействию температуры 500 градусов по Фаренгейту или выше в течение более часа или двух. По этой причине температура внутри печи для очистки должна быть ограничена, если очищаются алюминиевые головки и блоки.
Высокие температуры очень эффективно превращают масляные и жировые отложения в золу, которую впоследствии можно удалить безвоздушной дробеструйной очисткой, струйной очисткой или промывкой. Но алюминий может отжигаться (размягчаться), если он подвергается воздействию температуры 500 градусов по Фаренгейту или выше в течение более часа или двух. По этой причине температура внутри печи для очистки должна быть ограничена, если очищаются алюминиевые головки и блоки.
Высокие температуры внутри печи для очистки также могут ослабить седла и направляющие клапанов в алюминиевых головках. Если сиденья и направляющие все равно заменяются, это не проблема. Однако, если оригинальные сиденья и направляющие используются повторно, и вы не хотите, чтобы они выпали, термическая очистка может оказаться не лучшим вариантом.
Восстановление «как новой» отделки
Одной из самых больших проблем при очистке алюминиевых головок, блоков и других деталей является восстановление «как нового» внешнего вида. Алюминий довольно легко окрашивается и обесцвечивается. Слой оксида, образующийся на поверхности металла при контакте с воздухом, защищает металл от дальнейшей коррозии, поэтому алюминий не нужно красить. Но со временем покрытие тускнеет и может даже почернеть, если в процессе очистки деталь подвергается воздействию чрезмерно едких химикатов.
Алюминий довольно легко окрашивается и обесцвечивается. Слой оксида, образующийся на поверхности металла при контакте с воздухом, защищает металл от дальнейшей коррозии, поэтому алюминий не нужно красить. Но со временем покрытие тускнеет и может даже почернеть, если в процессе очистки деталь подвергается воздействию чрезмерно едких химикатов.
Сухая струйная очистка алюминия со стеклянными шариками, дробью из оксида алюминия или стальной дробью (нержавеющая сталь хорошо работает, но стоит дорого), может удалить обесцвечивание. Но для этого требуется дополнительный этап очистки, чтобы убедиться, что в уголках и трещинах отливки не осталось бусинок, песка или дроби.
Маскировка отверстий направляющей клапана и охлаждающей рубашки перед дробеструйной или пескоструйной очисткой может снизить риск удержания среды. Несмотря на это, дробеструйная обработка, дробеструйная обработка или дробеструйная обработка удаляют металл и травят поверхность, придавая отливке матовый и слегка матовый вид. В зависимости от того, что хочет (или ожидает) ваш клиент, может потребоваться еще один шаг в процессе окраски, если вам нужно распылить на отливку алюминиевую или серебряную краску.
В зависимости от того, что хочет (или ожидает) ваш клиент, может потребоваться еще один шаг в процессе окраски, если вам нужно распылить на отливку алюминиевую или серебряную краску.
Преимущества пищевой соды
Альтернативным подходом к очистке алюминия и восстановлению его внешнего вида является использование пищевой соды в процессе влажной или сухой струйной очистки. Преимущества пищевой соды по сравнению с другими абразивными материалами заключаются в том, что она относительно мягкая (всего 2,5 по шкале Мооса), недорогая и растворима в воде (что отличает ее от других мягких материалов, таких как пластиковые шарики или скорлупа грецких орехов). Пищевая сода также является очень эффективным чистящим средством, которое может удалять твердые углеродистые отложения, не повреждая металл под ним. Он также не требует предварительной стирки, что может сэкономить время и силы.
Когда пищевая сода попадает на поверхность металла, она трескается, выбивая загрязнения с поверхности. Это создает много пыли, которую необходимо улавливать и фильтровать в шкафу для пескоструйной очистки. Но не остается никаких твердых частиц, которые впоследствии могли бы вызвать проблемы. Оставшуюся пыль можно смыть с детали водой, оставив чистую, блестящую поверхность, которая выглядит как новая отливка.
Это создает много пыли, которую необходимо улавливать и фильтровать в шкафу для пескоструйной очистки. Но не остается никаких твердых частиц, которые впоследствии могли бы вызвать проблемы. Оставшуюся пыль можно смыть с детали водой, оставив чистую, блестящую поверхность, которая выглядит как новая отливка.
При мокрой струйной очистке пищевая сода (или другая среда) смешивается с водой до образования суспензии. Затем суспензия смешивается с воздухом и направляется на деталь. Подход одного производителя заключается в использовании насоса низкого давления (всего 25 фунтов на квадратный дюйм), но с высокой скоростью потока (180 галлонов в минуту) с его оборудованием для очистки. Конструкция форсунок, поток воздуха и смесь навозной жижи влияют на очищающее действие и эффективность навозной жижи. В некоторых случаях небольшое количество оксида алюминия можно смешать с пищевой содой, чтобы создать более агрессивное очищающее действие.
Основное преимущество мокрой очистки заключается в том, что она устраняет пыль. Это замкнутый процесс. Следовательно, очистной шкаф не нужно размещать в отдельной зоне, чтобы не допустить попадания пыли на другие операции обработки или сборки в цехе, что может сэкономить время и трудозатраты в зависимости от того, как организован и расположен рабочий процесс.
Это замкнутый процесс. Следовательно, очистной шкаф не нужно размещать в отдельной зоне, чтобы не допустить попадания пыли на другие операции обработки или сборки в цехе, что может сэкономить время и трудозатраты в зависимости от того, как организован и расположен рабочий процесс.
Очистка пузырьками
Другой процесс очистки, который хорошо работает как с алюминием, так и с чугуном, — это ультразвуковая очистка. Добавление ультразвукового преобразователя к горячему резервуару увеличивает эффективность его очистки. Преобразователь генерирует высокочастотные звуковые волны, которые отражаются взад и вперед по чистящему раствору. Это создает крошечные пузырьки, которые взрываются на поверхности металла, выбивая и стирая любые загрязнения с металла.
Основное преимущество ультразвука заключается в том, что его очищающее действие проникает в скрытые области отливки, такие как глухие отверстия, щели и внутренние проходы. Он отлично справляется с удалением большинства загрязнений и не травит металл. Тем не менее, он лучше всего работает в качестве «тонкой» очистки. Тяжелые слои грязи и жира имеют тенденцию поглощать энергию звуковых волн, поэтому для достижения наилучших результатов очень грязные детали необходимо предварительно промыть в распылительной камере.
Тем не менее, он лучше всего работает в качестве «тонкой» очистки. Тяжелые слои грязи и жира имеют тенденцию поглощать энергию звуковых волн, поэтому для достижения наилучших результатов очень грязные детали необходимо предварительно промыть в распылительной камере.
Суть ультразвука заключается в использовании оборудования, которое имеет соответствующую плотность мощности и частоту для очищаемых деталей. Ваш поставщик оборудования может предоставить рекомендации по размеру резервуара, креплению и номинальной мощности, которые лучше всего соответствуют вашим потребностям.
Удаление ржавчины
Для удаления ржавчины с чугунных головок и блоков обычно требуется слабая кислота (например, лимонная или фосфорная кислота). Ультразвуковая очистка также может удалить оксид железа с поверхности отливок. Однако, когда используется процесс очистки на водной основе, в раствор всегда следует добавлять какой-либо тип ингибитора коррозии, чтобы предотвратить повторное появление ржавчины после очистки деталей.
Если чугунные отливки будут храниться в течение некоторого времени перед покраской, а ржавчина вызывает беспокойство (особенно во влажном климате), герметизация деталей в пластиковых пакетах, обработанных специальными химическими веществами, подавляющими ржавчину, может сохранить их внешний вид. Воздухонепроницаемый пакет не пропускает кислород и влагу, а химические вещества внутри образуют барьер на поверхности металла, препятствующий окислению.
Последующая очистка
В большинстве случаев железные головки и блоки окрашиваются или покрываются порошковой краской после очистки и механической обработки. Последующая очистка также важна, потому что внешняя поверхность отливки должна быть сухой и обезжиренной для хорошей адгезии краски. Не менее важно убедиться, что перед повторной сборкой двигателя все абразивы, металлическая стружка или остатки хонингования смыты. Растворители не удаляют остатки хонингования из отверстий цилиндров.
Отверстия должны быть очищены горячей мыльной водой и щеткой или промыты в распылительной камере с использованием соответствующих моющих средств. Любые остатки хонингования, оставшиеся на поверхностях отверстий, могут повредить кольца, подшипники или другие изнашиваемые поверхности внутри двигателя.
Любые остатки хонингования, оставшиеся на поверхностях отверстий, могут повредить кольца, подшипники или другие изнашиваемые поверхности внутри двигателя.
Удержание дроби вызывает беспокойство, если на любом этапе процесса очистки используется стальная дробь (или стеклянные шарики). Твердые частицы, оставшиеся внутри отливки, могут попасть в картер, где они в конечном итоге попадут в масляный насос с потенциально катастрофическими последствиями.
Часто упускаемая из виду область, где могут прятаться загрязняющие вещества, находится внутри всасывающей трубки и сетки масляного насоса. Любые твердые частицы здесь могут отделиться и попасть в масляный насос. Ультразвук может хорошо очищать внутреннюю часть трубки и экрана, но трудно заглянуть внутрь, чтобы проверить наличие остаточных загрязнений. По этой причине вам следует рассмотреть возможность замены всасывающей трубки и экрана, а не их повторного использования.
Очистка: разные методы для разных нужд
Из-за разнообразия материалов, используемых в современных двигателях, ограничений, наложенных на владельцев магазинов местными и федеральными властями, и быстрого развития технологий очистки существует больше разнообразия, чем когда-либо в продуктах, доступных для очистки деталей двигателя.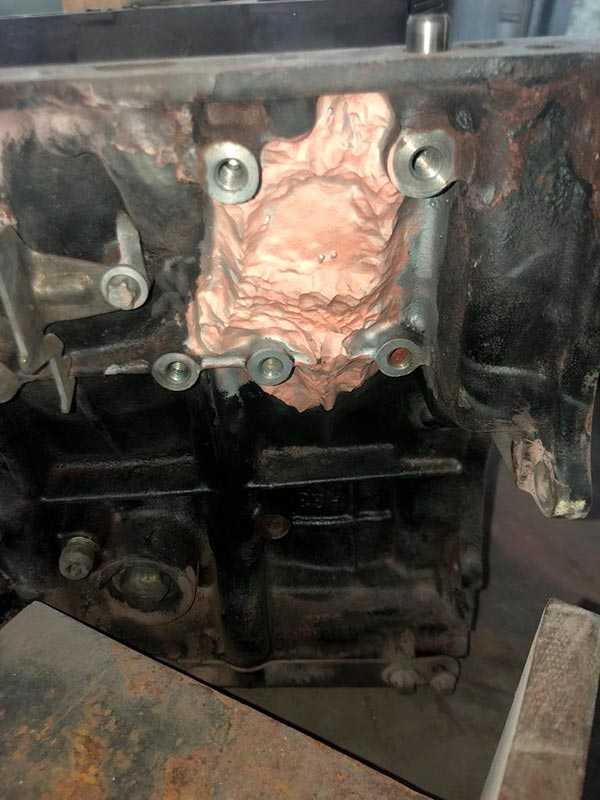 Следовательно, есть больше вопросов, чем когда-либо, о том, что лучше для определенных ситуаций.
Следовательно, есть больше вопросов, чем когда-либо, о том, что лучше для определенных ситуаций.
Как ни странно, возможно, несмотря на достижения в области технологий, по оценкам, до 70 процентов магазинов используют ручную систему очистки для ручной очистки компонентов двигателя. Некоторым это может показаться медленным и утомительным, особенно перед лицом быстрых изменений в обрабатывающей промышленности, но часто необходим контроль качества, чтобы удалить все скрытые частицы, которые могут повредить двигатель и в конечном итоге привести к возврату. . Кроме того, это позволяет вам видеть, что вы чистите, и проверять наличие любых других повреждений или мусора, которые могут существовать.
Чтобы достичь совершенства, к которому вы стремитесь и которого требуют ваши клиенты, сегодня на предприятиях по сборке/восстановлению двигателей используются различные методы очистки. Производители двигателей должны периодически пересматривать свои процедуры очистки, чтобы убедиться, что они работают хорошо и на них не осталось мусора. Вы можете обнаружить, что можете сэкономить деньги или время, или и то, и другое, заменив оборудование, среду или химикаты. Но вы должны понимать, что решение должно соответствовать потребностям.
Вы можете обнаружить, что можете сэкономить деньги или время, или и то, и другое, заменив оборудование, среду или химикаты. Но вы должны понимать, что решение должно соответствовать потребностям.
Очистка современных биметаллических двигателей создает особые трудности для производителей двигателей из-за различий в используемых компонентах. Вам, скорее всего, придется объединить несколько процессов, чтобы получить требуемую чистоту. Методы, которые будут работать лучше всего, будут зависеть от того, что вы чистите.
Существует эффективный метод уборки для каждой операции в вашем магазине, однако сообщения об универсальном решении до сих пор остаются лишь городской легендой.
Для получения дополнительной информации об очистке мы рекомендуем вам посетить интерактивные онлайн-руководства для покупателей.
Больше самых читаемых статей…
Как очистить блок двигателя от ржавчины (удаление ржавчины с чугунного блока двигателя) — AutoVfix.com
Делиться заботой!
2 акции
Сталкивались ли вы раньше с ржавым или грязным блоком двигателя? Я думаю, твоя машина начала доставлять тебе проблемы.
Это правда, что мощный блок двигателя очень важен для эффективной работы двигателя транспортного средства, так же как мощное основание важно для очень прочного дома. Но иногда на внутреннюю работу компонентов блока цилиндров обычно влияют отложения, грязь, масло и охлаждающая жидкость, которые могут создать дополнительные проблемы для вашего двигателя. Обратите внимание, что все эти вещи являются основными причинами наростов ржавчины, поэтому изучение того, как очистить блок двигателя от ржавчины, а затем регулярная очистка блока двигателя с должным вниманием, определенно продлит срок службы вашего блока двигателя и защитит его от ржавчины.
Хотя чистка блока цилиндров может быть очень пугающей, потому что вы можете повредить остальную часть машины. Но мало ли вы знали, что довольно легко научиться очищать блок двигателя от ржавчины, если вы используете правильные материалы и не торопитесь. Вы даже можете удалить всю ржавчину, используя инструменты, которые, вероятно, уже есть в вашем наборе инструментов.
Для тех кто хотел бы, чтобы их двигатель был таким же чистым и блестящим, как это было, когда он была куплена, то вы должны следовать этим простым инструкциям всякий раз, когда вы очистить его. Просто следуйте шагу ниже:
Принесите все свои чистящие средства ВместеВам нужно соберите все чистящие средства, такие как проволочная щетка, маленькое ведро, подогрев вода, проволочный стакан, тряпки, дрель и WD-40. Затем наполните маленькое ведро нагретым воды и прикрепите проволочную чашку к дрели, убедившись, что дрель полностью заряжена.
Отсоедините кабели аккумулятора Перед началом очистки убедитесь, что кабели аккумулятора отсоединены. Итак, вы можете начать с отсоединения кабеля от отрицательной клеммы аккумулятора. Одна из причин, по которой мы советуем сначала удалить отрицательный (заземляющий) кабель, заключается в том, чтобы предотвратить ошибочное короткое замыкание, которое может высвободить гигантское количество энергии, что может привести к поражению электрическим током или, что еще хуже, к повреждению других мелких деталей. Всякий раз, когда вам удавалось разорвать рабочую цепь, отсоединив отрицательный кабель, теперь вы также можете отсоединить положительный кабель и отложить их отдельно.
Итак, вы можете начать с отсоединения кабеля от отрицательной клеммы аккумулятора. Одна из причин, по которой мы советуем сначала удалить отрицательный (заземляющий) кабель, заключается в том, чтобы предотвратить ошибочное короткое замыкание, которое может высвободить гигантское количество энергии, что может привести к поражению электрическим током или, что еще хуже, к повреждению других мелких деталей. Всякий раз, когда вам удавалось разорвать рабочую цепь, отсоединив отрицательный кабель, теперь вы также можете отсоединить положительный кабель и отложить их отдельно.
В большинстве случаев ржавчина не ограничивается только кабелями, аккумуляторные отсеки нуждаются в периодической очистке. Вы можете начать с ослабления и снятия прижимного зажима. Хотя в некоторых автомобилях аккумулятор крепится длинными тонкими J-образными болтами. Иногда они могут сломаться при снятии и потребовать замены. Вот как можно удалить ржавчину с деталей двигателя. И, пожалуйста, не используйте открытый огонь рядом с аккумулятором, он выделяет легковоспламеняющийся газообразный водород, который может взорваться.
И, пожалуйста, не используйте открытый огонь рядом с аккумулятором, он выделяет легковоспламеняющийся газообразный водород, который может взорваться.
До очистив блок двигателя от ржавчины, вы должны обеспечить себя Для большей безопасности обязательно оберните провода зажигания, катушки и все электрические разъемы правильно. Некоторые хрупкие электрические детали, такие как катушки зажигания, штепсельные вилки и блок предохранителей также должны быть надлежащим образом защищены в автомобиле.
Распыление обезжиривателя на двигатель Блок Один из способов узнать, как удалить ржавчину с внутренней стороны блока цилиндров, — использовать обезжириватель, чтобы избавиться от грязи, масла и смазки при очистке блока цилиндров. Вы можете использовать щетку с проволочной щетиной или скребок, чтобы стереть лишнюю грязь или ржавчину. Убедитесь, что блок двигателя полностью покрыт, распылив обезжириватель на все ржавые детали.
Статьи по теме: КАК ОЧИСТИТЬ ВОДОПРОВОДЫ БЛОКА ДВИГАТЕЛЯ | ЛУЧШИЙ СПОСОБ ОЧИСТКИ БЛОКА ДВИГАТЕЛЯ
Безопасная альтернатива обезжиривателю
Существует альтернатива обезжиривателю двигателя Simple Green. Тем не менее, вы можете купить галлонные кувшины в Home Depot или других крупных сетевых магазинах. Потом можно разбавлять в соответствии с указаниями с водой, вы можете даже использовать нагретую воду для растворения смазывай быстрее. Вы можете использовать сифонный распылитель, подключенный к вашему воздушному компрессору, чтобы стряхнуть грязь и жир. Обратите внимание, что они доступны в большинстве профессиональные продавцы инструментов и стоят от $ 15 до более ста. Но всякий раз, когда вы используете распылители под давлением, будьте осторожны, чтобы не форсировать растворители. в электрические соединения, отверстия двигателя или чувствительные компоненты.
Используйте проволочную щетку Вы должны
начните чистить блок двигателя проволочной щеткой. Обратите внимание, что большая часть ржавчины
можно удалить с помощью нагретой воды и проволочной щетки. Удаление ржавчины с
чугунный блок двигателя не сложный, можно окунуть кисточку в нагретую воду,
постучите ею о стенку ведра и потрите. Затем используйте чистящую тряпку, чтобы
Периодически протирайте блок двигателя, чтобы видеть, где его нужно почистить.
Обратите внимание, что большая часть ржавчины
можно удалить с помощью нагретой воды и проволочной щетки. Удаление ржавчины с
чугунный блок двигателя не сложный, можно окунуть кисточку в нагретую воду,
постучите ею о стенку ведра и потрите. Затем используйте чистящую тряпку, чтобы
Периодически протирайте блок двигателя, чтобы видеть, где его нужно почистить.
Вам необходимо удалите ржавчину со всех небольших участков, используя проволочную чашку на дрели. Делая это позволит удалить ржавчину с небольших участков и щелей. Пожалуйста, всегда платите Обратите внимание на то, где вы сверлите, потому что колпачок для проволоки может повредить проводку и краски. Обратите внимание, что вы должны использовать его только для того, чтобы избавиться от ржавчины в тех местах, где вы не можете доступ с помощью проволочной щетки, потому что так можно удалить ржавчину изнутри Блок двигателя.
Вы можете проверить наличие утечек Убедитесь, что вы удвоили
проверьте двигатель на наличие возможных утечек после того, как вы закончите очистку,
и убедитесь, что нет утечек. Вы можете проверить наличие внешних утечек из
блок двигателя, проверьте отсутствие утечек масла. Утечка масла является частью того, что вызывает ржавчину в
Блок двигателя. Поэтому перед удалением ржавчины с чугунного блока цилиндров убедитесь,
течи масла нет.
Вы можете проверить наличие внешних утечек из
блок двигателя, проверьте отсутствие утечек масла. Утечка масла является частью того, что вызывает ржавчину в
Блок двигателя. Поэтому перед удалением ржавчины с чугунного блока цилиндров убедитесь,
течи масла нет.
Обратите внимание, что также совместимый краситель для утечек охлаждающей жидкости. Иногда может потребоваться слить немного охлаждающей жидкости, чтобы добавить краску в радиатор. И если у вас есть утечка может быть уже низким. Хотя для некоторых систем, таких как грузовики, требуется две бутылки красителя. из-за большого объема охлаждающей жидкости. Пожалуйста, не добавляйте его в переполнение бутылка, потому что она не попадет в двигатель как можно быстрее или в достаточное количество, чтобы легко видеть.
Используй свою тряпку Пришло время
протрите блок двигателя. Используйте чистую тряпку, смоченную
долго в нагретой воде. После чего повторите процесс с сухой тряпкой, чтобы
удалить остатки влаги.
После чего повторите процесс с сухой тряпкой, чтобы
удалить остатки влаги.
Теперь вы можете обработайте блок двигателя WD-40. В случае, если есть возможность распыления со всех сторон, а затем оставить в полиэтиленовом пакете на несколько часов чтобы перегар не распространялся, то и делайте так. Но если нет, распылите его в каком-нибудь месте. и используйте тряпку, чтобы помочь WD-40 проникнуть в любую область, до которой вы не можете добраться спреем. После этого вам, должно быть, удалось удалить ржавчину с чугунного двигателя. блокировать.
Теперь запустите двигатель на холостом ходу После того, как вы выполнили все указанные шаги, убедитесь, что вы следуете им, потому что именно так можно удалить ржавчину с внутреннего блока двигателя. Вы можете запустить двигатель автомобиля и дать ему поработать на холостом ходу в течение примерно 10–15 минут, чтобы убедиться, что система двигателя вернулась к своей нормальной рабочей температуре, прежде чем вы его выключите.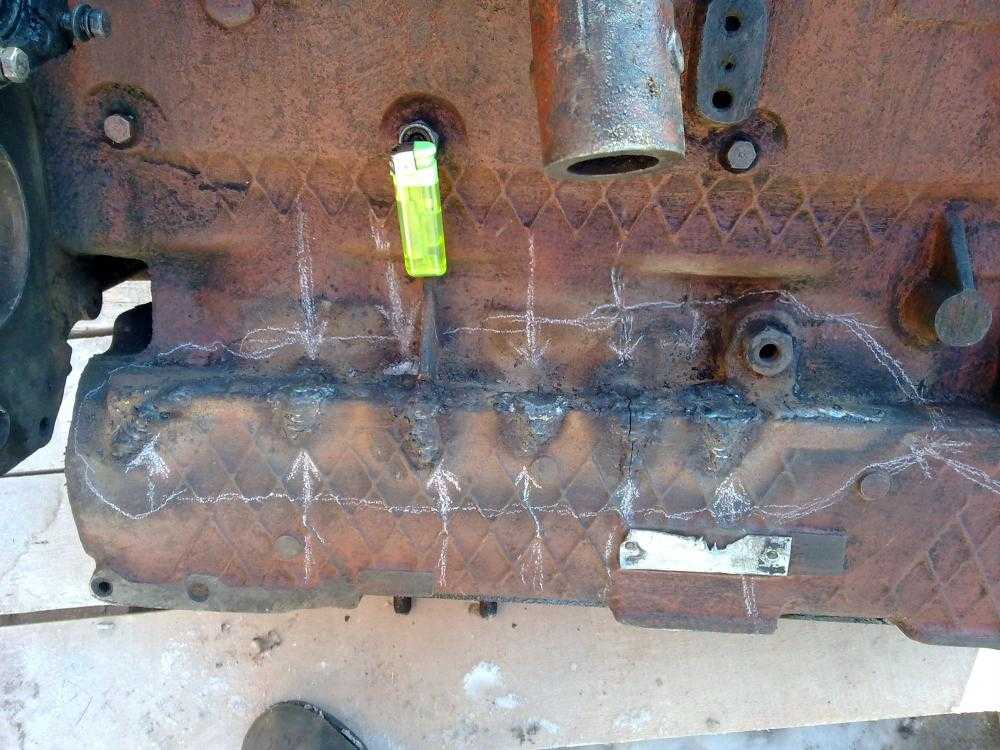 Что ж, это все, чем мы можем поделиться на данный момент о том, как очистить блок двигателя от ржавчины. По крайней мере, вы узнали, как удалить ржавчину с деталей двигателя и удалить ржавчину с чугунного блока цилиндров. Кроме того, вы видели, что знать, как удалить ржавчину внутри блока цилиндров, на самом деле не так сложно, как кажется. Вам просто нужно следовать этим простым шагам, представленным здесь, и вы будете делать все правильно.
Что ж, это все, чем мы можем поделиться на данный момент о том, как очистить блок двигателя от ржавчины. По крайней мере, вы узнали, как удалить ржавчину с деталей двигателя и удалить ржавчину с чугунного блока цилиндров. Кроме того, вы видели, что знать, как удалить ржавчину внутри блока цилиндров, на самом деле не так сложно, как кажется. Вам просто нужно следовать этим простым шагам, представленным здесь, и вы будете делать все правильно.
Что читать дальше: КАК ОЧИСТИТЬ ВОДЯНЫЕ КАНАЛЫ БЛОКА ДВИГАТЕЛЯ
И это также: КАК ОТЛОМАТЬ НАКЛОННУЮ ГАЙКУ + 5 ИНСТРУМЕНТ ДЛЯ СНЯТИЯ БЛОКИРОВКИ КОЛЕС 2020
Джеффри Эквеги
Автомеханик по кузовным деталям | Другие сообщения от автора
Привет, дорогой, меня зовут Джеффри Эквеги, и я сертифицированный механик и специалист по кузовным деталям. Я создал этот сайт, чтобы поделиться своим опытом и знаниями с автолюбителями, которые ищут способы решения своих проблем, связанных с автомобилем. Имею сертификаты на частные автомобили и большегрузные коммерческие автомобили. Я работаю механиком с 2015 года и имею опыт работы с автомобилями таких марок, как Subaru, Jeep, Toyota, TATA, BMW, Mazda, Honda, Nissan, Kia, телевизоры и другие; однако я в основном специализируюсь на автомобилях Toyota.
Имею сертификаты на частные автомобили и большегрузные коммерческие автомобили. Я работаю механиком с 2015 года и имею опыт работы с автомобилями таких марок, как Subaru, Jeep, Toyota, TATA, BMW, Mazda, Honda, Nissan, Kia, телевизоры и другие; однако я в основном специализируюсь на автомобилях Toyota.
Делиться заботой!
2 акции
Железо и алюминий. Блоки двигателя. Производительность. Гоночная индустрия. Но, как объясняют два наших сторонника в колонке этого месяца, наука о том, как эти материалы ведут себя в условиях автоспорта, наряду с постоянным прогрессом в разработке и производстве блоков, представила другие важные факторы, которые следует учитывать при выборе между чугуном и алюминием. .
IRON BLOCK ADVOCATE:JACK MCINNIS,
WORLD PRODUCTS
–
Стоимость является важным фактором, конечно, вы снижаете стоимость блока примерно на 40% или больше, выбирая железо. над алюминием. И это литой алюминий; цельный алюминиевый блок был бы совершенно другим животным, когда мы говорим о кратных ценах.
над алюминием. И это литой алюминий; цельный алюминиевый блок был бы совершенно другим животным, когда мы говорим о кратных ценах.
Люди склонны сосредотачиваться на разнице в весе, и, очевидно, это имеет большое значение, но важно отметить, что железо, как правило, дает вам больше мощности из-за лучшего кольцевого уплотнения. Поскольку железо более жесткое, чем алюминий, оно не будет так сильно прогибаться и деформироваться при высоком давлении в цилиндре. Так что, если бы вы провели прямое сравнение со всеми остальными переменными, вы, как правило, увидите немного больше лошадиных сил от двигателя с железным блоком, чем от эквивалентного алюминиевого блока. Конечно, это более очевидно в приложениях с высокими нагрузками, но разве не в этом суть автоспорта?
Современные алюминиевые блоки довольно прочны, но правильно построенный железный блок в конечном итоге будет прочнее, и эта прочность дает некоторые преимущества, которые могут быть менее очевидными. Например, если у вас катастрофический отказ двигателя, железный блок обычно выдерживает его лучше. Мы видели случаи, когда люди действительно серьезно взрывали некоторые вещи, и, хотя это оставляет несколько шрамов на блоке, блок по-прежнему прекрасно подходит для использования без необходимости сварки, повторной обработки и тому подобного. .
Мы видели случаи, когда люди действительно серьезно взрывали некоторые вещи, и, хотя это оставляет несколько шрамов на блоке, блок по-прежнему прекрасно подходит для использования без необходимости сварки, повторной обработки и тому подобного. .
А жесткость и более высокая прочность на растяжение железа делают его лучше, чем алюминий, справляться с большой мощностью и большим количеством наддува. Есть много людей, которые делают большую мощность с алюминиевыми двигателями, но когда этот порог ниже, настройка становится еще более важной. Что-то, что может быть немного несчастным в двигателе с железным блоком, может быть разрушительным в алюминиевом. Погрешность меньше.
Когда вы действительно начинаете давать много наддува или много закиси азота, весь блок может фактически скручиваться и двигаться, что впоследствии может привести к выходу из строя других компонентов, потому что у них нет необходимой поддержки в этот момент. . Это один из сценариев, когда железный блок, как правило, позволяет компонентам работать дольше и обеспечивает большую надежность.
Несмотря на то, что существуют классы в различных гоночных дисциплинах, где по набору правил требуются железные блоки, есть также ситуации, когда это просто лучший вариант для данного приложения. В классах, где автомобили в любом случае тяжелые, или в морских приложениях, где волнение не имеет большого значения, то, что вы теряете в весе, может быть компенсировано добавленной мощностью.
Но мы заметили одну вещь: многие гонщики совершают ошибку, игнорируя преимущества того, что предлагают железные блоки цилиндров на вторичном рынке. Мы видим много парней, занимающихся бездорожьем, которые изо всех сил стараются найти старые заводские блоки, потому что они немного легче, а затем взрывают два или три из них в течение сезона, в то время как вторичный железный блок вероятно, продлился бы их несколько сезонов.
Они могут пойти по этому пути, потому что экономят 40 фунтов или что-то в этом роде, но у этого дополнительного веса есть причина — часто это дополнительный материал, который стратегически размещается в блоке для укрепления слабых мест в конструкции блока.
Со старыми заводскими блоками все гонялись за четырехболтовой сетью, но на самом деле двухболтовые блоки прочнее. Вы закрепляете колпачок немного лучше с конструкцией с четырьмя болтами, но при этом вы ослабляете перемычку. Растянутые болты и более толстые направляющие поддона, которые можно найти в современных блоках послепродажного обслуживания, решают эту проблему, а затем и некоторые другие. И часть этого дополнительного веса также может быть связана с использованием более высоких сортов железа, которые являются более плотными и по своей природе более прочными, чем заводской железный материал.
АЛЮМИНИЕВЫЙ БЛОК ADVOCATE:
MARK FRETZ,
BRODIX
–
Возможно, самым важным преимуществом алюминиевых блоков двигателя по сравнению с железными блоками является вес вдвое меньше, чем у железных. его железный аналог. Это снимает вес с передней части автомобиля и дает вам больше свободы для перемещения веса в автомобиле для лучшего распределения веса. Таким образом, хотя алюминиевый блок не дает выигрыша в производительности с точки зрения лошадиных сил, он облегчает двигатель в целом и предоставляет больше возможностей для оптимизации автомобиля при соблюдении минимального веса для класса, в котором вы работаете.
Таким образом, хотя алюминиевый блок не дает выигрыша в производительности с точки зрения лошадиных сил, он облегчает двигатель в целом и предоставляет больше возможностей для оптимизации автомобиля при соблюдении минимального веса для класса, в котором вы работаете.
Несмотря на то, что некоторые наборы правил для классов не позволяют использовать алюминиевые блоки, большинство из них предоставляют такую возможность, и в большинстве случаев решение определяется бюджетом команды больше, чем чем-либо другим. Если вы можете позволить себе алюминиевый блок и ваш класс это позволяет, вы будете его использовать.
Есть еще фактор ремонтопригодности. Когда вы достигнете максимального отверстия в конце жизненного цикла двигателя, вы можете заменить втулки и начать все сначала с алюминиевым блоком. С железным блоком можно гильзовать один или два цилиндра, но если вам нужно гильзовать весь блок, обычно лучше просто заменить его. Процесс замены гильз с железным блоком является более трудоемким, а между деталями и трудозатратами экономия средств обычно не стоит проблем: замена гильзы двигателя с алюминиевым блоком может стоить вам 1000 долларов по сравнению со стоимостью замены блока в 6500 долларов, но с железный блок, это может стоить вам от 1400 до 1600 долларов, чтобы заменить блок, который можно заменить за 2000-2500 долларов.
Возможность индивидуальной настройки также является большим преимуществом алюминиевых блоков цилиндров. Большинство железных блоков производятся в больших производственных масштабах, поэтому у вас обычно не так много вариантов конфигурации. Но для нас универсальность собственного литейного производства для наших алюминиевых блоков позволяет нам вносить изменения в соответствии с потребностями клиента. Когда мы принимаем заказ на алюминиевый блок, мы предлагаем клиенту около 15 вариантов — вы можете выбрать такие параметры, как размер распределительного вала, размер подъемника и высота платформы — и это позволяет производителям двигателей действительно адаптировать двигатель к набору правил. класс.
И хотя железные блоки могут выдерживать большую мощность, хорошо сложенные современные алюминиевые блоки также могут быть довольно крепкими. Так много всего сводится к мелодии; некоторые ребята будут разбивать блоки на 1800 лошадиных силах, в то время как другие делают 3500 лошадиных сил и имеют 700 проходов на блоке.