Как легко сварить чугун без специального электрода❓| Делюсь секретами | Euro Welder
Чугун — сплав железа с добавлением большого количества углерода. Изобретён в Китае в 10-ом веке; первыми изделиями из чугуна стали — монеты.
Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
Сегодня поговорим о распространённой теме — сварка чугуна, но разбирать будем не профессиональный подход с использованием специальных электродов и методов, а самый простой и рабочий способ, доступный любому сварщику-любителю ручной дуговой сварки.
Этот способ я применял неоднократно даже в профессиональных работах (сварка чугунных фланцев с трубой), когда не было специальных электродов и он ещё ни разу меня не подводил. Итак, начнём! (все мелочи крайне важны — читайте внимательно).
Лопнувшие куски чугунной трубы, которые будем сваривать и обучаться.
Начнём с того, что Вы должны забыть про эти бесполезные методы, которые советуют всевозможные «лепилы» и «диванные мастера» 🙂 Самое частое и глупое, что можно услышать — это, пожалуй, сварка чугуна на постоянке простым рутиловым электродом (к примеру МР-3), электродом по нержавейке обмотанным медным проводом или, что ещё глупее, рутиловым с медным проводом.
Сварка этими методами будет едва ли чуть прочнее синей изоленты и далеко не каждый новичок сможет её совершить более менее достойно!
Если Вы столкнулись с задачей сварить чугун, то — это 99% любая лопнувшая деталь или узел. И в подавляющем большинстве случаев речь будет идти о сером чугуне, либо его разновидности — высокопрочном. *На изломе (не путать со срезом) первый — серого цвета, а второй — тёмного-серого.
Все эти виды чугуна можно сварить, приведённым ниже методом! Поехали!
1. Электроды
Конечно, для идеальной сварки чугуна нужны специальные электроды, но вряд ли Вы очень захотите бежать в магазин и покупать целую пачку дорогих «патронов», чтобы использовать всего несколько из них. К тому же в продаже такие электроды далеко не везде имеются в наличии.
К тому же в продаже такие электроды далеко не везде имеются в наличии.
В этом случае нам отлично поможет любой электрод с основным покрытием, который наверняка будет у Вас под рукой.
Флагман всех марок, «батя» всех электродов не даром носит название — основной, ведь все остальные марки изготавливаются на его основе, лишь чуть меняя или дополняя его состав, который также довольно неплохо сочетается с составом чугуна.
Мой выбор — электроды с основным покрытием УОНИИ 13/55; №32. Подготовка к сварке
Первое, что выполняем — это соединяем наши обломки в одно целое, прямо по месту трещины, плотно прижав друг к другу и ставим две прихватки с торцов:
Прихваченная «деталь» из высокопрочного чугуна. Не забудьте очистить место под установку клемы — это снизит сопротивление в цепи!Далее определяемся с местом будущего шва и выполняем разделку кромок. *Если у Вас треснул, к примеру, печной колосник или дверца грубки, то понятно, что на лицевой стороне сваривать не нужно.
При выполнении разделки стоит учесть существенный нюанс:
- в отличие от сварки электродами по чугуну, прочность металла, наплавленного нашим основным электродом, будет примерно в два раза выше прочности чугуна, поэтому толщина наплавленного металла должна составлять не более 50% от толщины стенки чугуна в месте сварки. Излишне наплавленный металл создаст усадочные напряжения и может привести к трещинам.
Поэтому желательно снимайте разделку глубиной не более 1/3 от толщины Вашего изделия. Факел дуги электрода сформирует дополнительное углубление (ванну) и глубина провара как раз не превысит половины. *В моём случае толщина стенки чугуна — 5 мм, поэтому я углубил разделку примерно на 1.6 мм.
Дальше укладываем нашу деталь в сухой песок и разогреваем горелкой полностью всю деталь равномерно:
Перегревать деталь не стоит.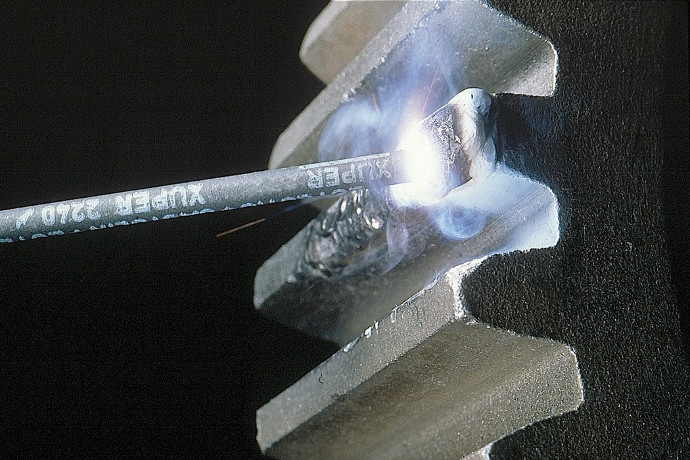 Свою, учитывая толщину и объём, я грел около 30 секунд.
Свою, учитывая толщину и объём, я грел около 30 секунд.Затем немного подогреваем приготовленный песок рядом с изделием (только в том случае, если он холодный). Им мы будем засыпать нашу деталь сразу после сварки, чтобы она медленно остывала.
Подогреваем песок рядом. Актуально лишь в холодное время года или суток.3. Сварка
Сварка чугуна всегда (за очень редкими исключениями) производится в нижнем положении. Шов будем сваривать током прямой полярности (минус на электроде) углом вперёд.
Почему?
Да, электроды с основным покрытием не предназначены под сварку на прямой полярности, так же как и для сварки чугуна в общем-то. Однако на чугуне, по моим личным наблюдениям, прямая полярность работает гораздо лучше,чем на стали, а самое важное — создаёт меньшую температуру на кончике электрода (катодное пятно), чем если электрод подключить на плюс (анодное пятно). Перегревать чугун излишне — опасно!
Улом вперёд будем сваривать по двум простым причинам:
- факел дуги будет попадать на новый, еще не расплавленный участок разделки, что сократит излишний нагрев.
 Ведь если вести углом назад, то Вы будете дугой сильнее разогревать Вашу ванну.
Ведь если вести углом назад, то Вы будете дугой сильнее разогревать Вашу ванну. - при перемещении электрода углом вперёд, шлак будет меньше стремиться затекать в металл.
 Ведь если вести углом назад, то Вы будете дугой сильнее разогревать Вашу ванну.
Ведь если вести углом назад, то Вы будете дугой сильнее разогревать Вашу ванну.Как выставить силу тока?
Тут всё просто: силу тока нужно ставить максимально минимальную. Минимальный ток для Ваших электродов при сварке в нижнем положении будет указан на пачке, однако, поскольку мы уже подогрели чугун горелкой, советую поставить ток на 15-20 ампер ниже указанного.
Обязательно перед этим убедитесь, что напряжение в сети стабильное и достаточно мощное (от 190 Вольт), тогда показания выставленного тока будет соответствовать действительности.
На пачке моих УОНИИ значится минимальный ток для нижнего положения в 90 Ампер, следовательно ставлю на двадцать меньше — 70А.Далее производим сварку: зажигаем электрод у торца разделки и задерживаем на 3-4 секунды, формируя ванну. Затем постепенно движемся вверх по разделке, удерживая короткую дугу (ближний край обмазки электрода можете слегка опирать о металл).
Затем постепенно движемся вверх по разделке, удерживая короткую дугу (ближний край обмазки электрода можете слегка опирать о металл).
Предупреждаю, что в процессе нужно будет постепенно увеличивать скорость перемещения электрода, потому что чугун будет греться всё сильнее к концу шва. Также шлак будет вести себя очень неестественно — его будет много, он будет формироваться в шарики, узкие полоски и т.д.
После завершения сварки, засыпьте деталь песком полностью и выждите от 15 до 60 минут (зависит от толщины чугуна).После ожидания, пока чугун медленно остывал в нашем песке, достаньте его, аккуратно удалите шлак клевком и наслаждайтесь результатом:)
Готовый сварной шов. Еще два фото справа ->->->Готовый сварной шов. Еще два фото справа ->->->Готовый сварной шов. Еще два фото справа ->->->Шов получается монолитным, без подрезов, прожогов и нормального качества, не смотря на все противоречия. Провар также выходит достаточной глубины, не превышающий положенного:
Макроанализ сварного шва на выявление глубины провара.
В случае, если Вам необходимо заварить толстый чугун, используйте более глубокую разделку кромок и сваривайте многопроходно, давая остывать предыдущим швам и тщательно их очищая. При сварке толстостенных деталей, сперва обварите кромки:
Но в этом случае (если очень ответственная деталь) всё же лучше использовать специальные электроды по чугуну.Если трещина слишком длинная (от 18-20 см), то сваривайте небольшими кусочками швов (10-15 см) поочерёдно в разных местах разделки и желательно не заходите на предыдущие швы (не делайте замки, если деталь не герметичная).
Теперь Вы знаете простой и эффективный способ сварки чугуна! Удачи и ровных Вам швов! 😉
С Уважением Euro Welder.
Как варить чугун электросваркой | ММА сварка для начинающих
Как варить чугун электросваркой или сварка чугунаЧугун — это особый сплав железа и углерода, который имеет температуру плавления гораздо меньше чем у стали. При всем этом, расплавленный чугун, очень быстро затвердевает, образуя на поверхности крупные поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну, но и определённые знания.
Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну, но и определённые знания.
Что касается электродов для сварки чугуна, то они имеют в составе обмазки особые компоненты, которых нет в рутиловых электродах. В состав электродной обмазки входят такие компоненты, как: термит, ферросилиций, алюминий, жидкое стекло, и, некоторые другие компоненты. Отличной альтернативой электродам для чугуна, являются графитовые электроды. Они позволяют варить чугун электросваркой, точно так же, как угольные и вольфрамовые электроды.
В отличие от сварки стали, сварка чугуна требует особой подготовки поверхности. Подготовка чугуна перед сваркой позволит не допустить появление многих дефектов. О том, как варить чугун электросваркой, будет рассказано в этой статье сайта mmasvarka.ru.
Подготовка чугуна к сварке
Чтобы сварить чугун его нужно должным образом подготовить. Свариваемые поверхности необходимо зачистить наждаком или болгаркой, можно использовать для этого и щетку по металлу. Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.
Для заваривания трещин в чугуне, дефектные места, также подвергаются особой подготовке.
В первую очередь, трещины необходимо немного расширить, делается это чаще всего механическим путём (вырубкой металла). Разделка трещин должна быть осуществлена, таким образом, чтобы дефект увеличился в разменах, не менее чем на 5 мм с обеих сторон. Концы трещин после разделки необходимо засверлить, чтобы остановить их дальнейшее распространение.
Электроды для сварки чугуна
Для того чтобы варить чугун электросваркой потребуются следующие виды электродов:
- Для сварки ковкого чугуна — электроды ЦЧ-4, ОЗЧ-2 и ОЗЧ-6 или электроды МНЧ-2;
- Для сварки серого чугуна, применяются электроды ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2, а также электроды МНЧ-2;
- Для сварки высокопрочного чугуна, можно использовать электроды МНЧ-2, ОЗЧ-3 или электроды ОЗЖН.
Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Как варить чугун электросваркой
Сварка чугуна электродами осуществляется за несколько этапов, включая этап подготовки свариваемых изделий.
Для того чтобы варить чугун в домашних условиях, потребуются следующие инструменты для сварки:
- Сварочный инвертор;
- Электроды, рекомендуется брать электроды не более 3 мм диаметром;
- Болгарка или щетка по металлу;
- Маска сварщика;
- Молоток для удаления шлака и проковки сварного шва.
Как и положено, сначала производится подготовка изделия. На данном этапе чугун зачищается, осуществляется распил трещин и других дефектов.
Затем следует нагревание чугунной детали и её сваривание. На данном этапе очень важно избежать не только перегрева поверхности, но и не допустить её резкого остывания. По этой причине, силу тока для сварки чугуна следует выбирать несколько меньших значений, чем при сварке стали.
Для заваривания трещин в чугуне, как было сказано ранее, вести корневой шов нужно непрерывно, то есть, без колебаний. При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80°С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80°С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
Чтобы сварить чугун, сначала необходимо выполнить наплавку металла с краёв фаски, затем, по мере расплавления металла, заполнить им сварочный шов. Обязательно после каждого прохода необходимо не забывать, и делать «по горячему» проковку валика.
Еще статьи про сварку:
Какими электродами варить Ковкий чугун
Чугун – один из самых широко используемых материалов в тяжелой промышленности. А про ковкий чугун можно сказать, что это основа машиностроения. Поэтому вопросы сварки этого материала являются актуальными всегда. Основными особенности этого сплава при сварке являются высокая скорость охлаждения, выгорание углерода и образование трещин.
В первой случае в месте сварного шва возможно образование так называемого отбеленного чугуна, который является намного более хрупким и хуже поддается механической обработке.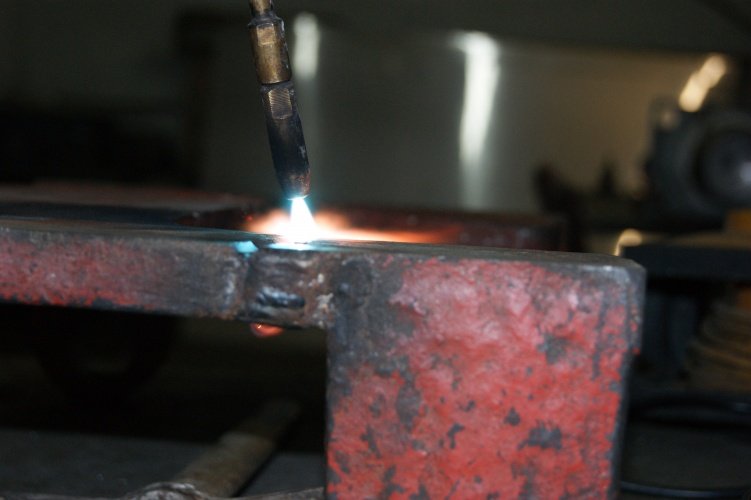
Если происходит выгорание углерода, то вокруг зоны сварного шва образуются пустоты, что приводит к потере прочности. Причина же трещинообразования – это перенапряжения в металле при изменении температуры. В нашем случае, ковкий чугун менее подвержен этому явлению, ввиду несколько большей пластичности и более благоприятной структуре графитовых вкраплений. Но все равно не стоит списывать возможность возникновения этой разновидности дефекта.
Рассмотрим же, какими электродами варить ковкий чугун методом электродуговой сварки. На практике возможны следующие варианты: электроды стальные, чугунные, на медной или никелевой основе. Для использования каждого конкретного вида есть свои предпосылки, например обрабатываемость, прочность или пластичность шва.
Сразу необходимо отметить, что стальные электроды для сварки ковкого чугуна использовать рекомендуется только в случаях, если после сварочных работ будет проводиться дополнительный отжиг детали. Без этого, полученный шов будет обладать крайне низкой пластичностью, и практически не будет поддаваться дальнейшей обработке. Так что в отдельности, такой вариант сварки можно использовать только в виде исключения для проведения мелких ремонтных работ.
Без этого, полученный шов будет обладать крайне низкой пластичностью, и практически не будет поддаваться дальнейшей обработке. Так что в отдельности, такой вариант сварки можно использовать только в виде исключения для проведения мелких ремонтных работ.
Ведь если рассмотреть процесс получения ковкого чугуна – то его получает из белого в результате специализированного отжига. А под действием высокой температуры сварки углерод растворяется в железе, что приводит к образованию соединений цементита, и ковкий чугун переходит обратно в белый. И при сварке стальными электродами этот процесс наиболее ярко выражен. В случаях же, если после сварки также предусмотрена дальнейшая термообработка детали, то для сварки возможно использовать угольные электроды и присадку из стержней белого чугуна. Данные метод имеет широкое распространение на производстве, для заделки трещин и раковин в литых деталях, не прошедших еще цикл термообработки.
Основным же, и наиболее результативным видом электродов для сварки ковкого чугуна ручной дуговой сваркой, является использование латунных электродов или никеле-медных электродов, или как их еще называют, электродов из монель-металла.
Для получения сварного шва повышенной прочности в отдельных случая используются электроды по ковкому чугуну из сплава меди с алюминием. При сварке чугуна медно-никелевыми электродами применяется постоянный ток обратной полярности. Нужно отметить, что сварку чугуна необходимо производить непрерывно, при больших объемах используется работа сразу двух сварщиков.
Ввиду вышеупомянутых более пластичных свойств ковкого чугуна чаще всего используется холодная сварка без подогрева, в вертикальном положении. Самыми распространенными из отечественных электродов для сварки ковкого чугуна являются МНЧ-2 и ОЗЧ-2. Реже используются ОЗЧ-4, они обеспечивают сварку не только в вертикальном, но и в горизонтальном положении, а также используются при сварке с предварительным подогревом.
Сварка чугуна инвертором
Для получения особо прочных и качественных соединений чугуна, рекомендуется соединять одинаковые металлы по своим характеристикам и однородности состава. Для обеспечения качественного сварного шва без растрескивания и отбеливания участков на месте проведения сварочных работ, для их выполнения применяют инвертор.
Лучшим способом для сварки и обеспечения качественного соединения считается сварка, выполняемая при прогреве чугуна и последующем охлаждением. При ручной дуговой сварке изделий из этого металла, применяют сварочный инвертор наряду с трансформаторно-выпрямительным оборудованием. При выполнение сварных работ по чугуну при помощи инвертора особое внимание следует уделить выбору электродов для сварки.
1.Чугунные электроды, изготавливаемые из прутков литого чугуна с тонким покрытием, имеющие свою длину до полуметра, наилучшим образом подходят для мощных инверторов с функцией наплавления.
2.При использовании электродов с покрытием из ванадия или карбидных соединений, способствует получению сварного шва ферритного типа, при использование этого вида сварочных электродов требуется дополнительный прогрев металла до 300С.
3. Особым видом, по мнению специалистов, считаются стальные электроды с покрытием из графита. Так как это самый проблемный вид электродов для выполнения сварки чугуна. Не смотря на его относительно дешевую себестоимость, придется приложить значительные усилия для получения сварного шва. Так как сам шов получается неоднородным и имеет в своем составе достаточно высокое количество цементита, а это в свою очередь может привести образованию трещин при термическом воздействии. По этому этот способ применяют на практике крайне не часто.
4. При использовании электродов, в основе которых лежит медь, получается шов с медным сплавом. Для достижения оптимального количества меди в сплаве при использовании инвертора, используется медный стержень и порошок, подсыпаемый по мере необходимости в процессе работы.
Для достижения оптимального количества меди в сплаве при использовании инвертора, используется медный стержень и порошок, подсыпаемый по мере необходимости в процессе работы.
5. К одной из наиболее больших групп электродов для инверторной сварки чугуна, относятся электроды на никелевой основе. Данный вид позволяет получить прочные соединения, которые с легкостью можно обрабатывать механическим методом. Необходимо по завершении работ осуществить проковку. Нужно отметить, что при данном виде сварки проковка выполняется очень легко и быстро, по сравнению с другими видами работ.
Как варить чугун полуавтоматом
Сварочные работы по чугуну довольно сложны в технологическом плане. Сам материал очень плохо переносит воздействия высоких температур с последующим охлаждением. Для получения качественного шва нужно оборудование и специальные электроды. Возможна ли сварка чугуна полуавтоматом? И что нужно знать о технологических особенностях такого вида работ? Дальше об этом в нашей статье.
В чем специфика сварки чугуна
Чугун чаще всего используют в изделиях, производимых путем литья. Но такой металл довольно хрупок и наиболее распространенные поломки это трещины. Их, как правило, заваривают, используя электросварку. В чем трудность проведения такого вида работы?
Расплавленный чугун очень текучий, что создает трудности при заваривании сквозных трещин и пробоин. Это же свойство часто приводит к сквозному прожиганию металла. Чугун имеет относительно невысокую температуру плавления. Воздействие высокотемпературной электрической дуги приводит к его отбеливанию (изменение структуры), вследствие чего материал в месте сварки становиться более хрупким и трескается уже при остывании. Кислород, который находиться в атмосфере вступает в контакт с углеродом, это провоцирует образование множества пор в теле сварного шва. Соединение от этого имеет намного меньший запас прочности. Это — основные проблемы сварки чугунных деталей. Для их решения применяют несколько технологий, которые позволяют избежать быстрого разрушения соединения.
Способы сварки чугуна
Сразу стоит заметить: если Вам нужно сделать сварочный шов по чугуну — не нужно экспериментировать! Не надо варить такой металл стальными электродами — шов трескается в 100% случаев. То же касается и полуавтомата с использованием проволоки для варки стали! В основном, для сварки чугунных деталей используется две основные технологии: горячая и холодная. Также может применяться и полугорячий метод варки такого металла.
Холодный способ варки
Такой метод позволяет варить чугун без предварительного нагрева деталей. Особенно он актуален, когда конструкции имеют довольно большие габариты. Обязательное условие такого способа — это использование специальных электродов. Обычно для этого выбирают расходники, в составе которых есть железо, медь и никель. Эти элементы не приводят к образованию сплавов с углеродом, от чего шов не получается слишком хрупким.
Горячий и полугорячий способы
Это более надежные методы сварки чугуна. Детали предварительно разогревают либо в печах, либо специальными индукционными нагревателями (промышленные масштабы).
Главное — это соблюдение температурных режимов. Чугун нельзя нагревать более чем на 600 градусов. Иначе начинается процесс, которого и пытаются избежать во время сварки — изменение структуры и отбеливание (образование белого вида чугуна). Этот способ может быть нескольких видов в зависимости от того, до какого показателя происходит нагрев. Например, при полугорячем способе детали нагреваются в пределах от 350 до 400°, а теплый предусматривает подогрев в пределах 250 градусов. После завершения сварки детали нужно медленно охлаждать (иногда до 5 суток!), чтобы шов не треснул от слишком быстрого снижения температуры. Горячие способы сварки более трудоемки. Но позволяют при этом получить качественные соединения.
Как варить чугун полуавтоматом
В большинстве случаев использование полуавтоматической сварки позволяет получать сварные швы очень высокого качества. Все дело в устройстве такого аппарата. Швы ложатся точечно и каждая отдельная точка как бы вбивается в поверхность металла. При этом полуавтомат не разогревает слишком большие площади. Итак, как варить чугуны полуавтоматом?
При этом полуавтомат не разогревает слишком большие площади. Итак, как варить чугуны полуавтоматом?
Подготовительные работы
Независимо от используемого оборудования, будь то ручной инвертор или полуавтомат, чугун нужно подготовить к сварке. Металл тщательно очищают от загрязнения, если есть следы масла — его удаляют растворителями. Сами кромки нужно расширить по всей длине (для этого можно использовать болгарку или зубило). Однако нужно делать зачистку очень аккуратно, удаляя металл в несколько подходов послойно! При заваривании трещин по ее края нужно засверлить точки, иначе растрескивание может получить продолжение в процессе сварки. Также, при толщине детали больше чем 5 миллиметров, по краям нужно сделать фаску под углом в 45-60 градусов. Тонкие изделия варят с использованием графитовых подкладок, чтобы можно было избежать вытекания расплава и прожигания металла насквозь.
Выбор проволоки
Как было сказано выше, не стоит пытаться заварить чугун, используя стальные виды проволок для полуавтомата. С их применением этот процесс становиться нереальным без повреждений. Сегодня существуют специальные виды сварочной проволоки для работы по чугуну. Их подбирают в зависимости от выбранного способа сварки.
С их применением этот процесс становиться нереальным без повреждений. Сегодня существуют специальные виды сварочной проволоки для работы по чугуну. Их подбирают в зависимости от выбранного способа сварки.
Проволока с маркировкой ПП АНЧ-1 — используется в процессе варки без подогрева (холодный метод). При полугорячем подогреве до 350 градусов применяют сварочную проволоку марки ПП АНЧ-2. И, конечно же, при горячем нагревании до 600 градусов применяют расходник с маркировкой ПП АНЧ-3. Каждый из этих расходных материалов представляет собой порошковую проволоку (маркирование ПП), в составе которой есть уже необходимые элементы (медь, кремний, железо, никель и прочие). Благодаря чему можно сваривать чугун полуавтоматом.
Сварочный процесс
Проведя всю необходимую подготовку, приступают к сварке металла. Лучше всего использовать горячий метод. Для этого деталь нагревают до 600 градусов в печи, после нагрева нужно сразу же начинать сварку. Нагревание нужно контролировать, чтобы не превышать допустимые показатели. Если все таки произошел перегрев, ни в коем случае нельзя допустить попадания воды на металл. Даже капля приведет к образованию трещин и окончательно испортит изделие.
Если все таки произошел перегрев, ни в коем случае нельзя допустить попадания воды на металл. Даже капля приведет к образованию трещин и окончательно испортит изделие.
Нужно особо уделить внимание настройке сварочного оборудования. На полуавтомате чугун варят на малом постоянном токе и с обратной полярностью. Под детали укладывают графитовую подкладку (подформовку). Держатель ведут под углом в 50-60 градусов к поверхности свариваемых деталей. Главное — это видеть конец проволоки и контролировать весь процесс. Шов накладывают в несколько слоев за два три прохода. Во время ведения первого шва не нужно делать колебательных и поперечных движений, как в случае со сталью. Следующие проходы можно делать с использованием поперечных ведений кончика проволоки. После окончания сварки нужно удалить шлак и обеспечить постепенное остывание детали. Для этого металл накрывают или засыпают негорючим материалом (асбест, древесный уголь).
Сварочный процесс полуавтоматом происходит намного быстрее, чем при ручном режиме. Стоит предварительно потренироваться в скорости ведения шва и подачи проволоки!
Стоит предварительно потренироваться в скорости ведения шва и подачи проволоки!
Также для защиты сварочной ванны от поступления кислорода можно использовать полуавтоматический режим сварки с использованием подачи аргона.
Сварка чугуна со сталью
Чугун, несмотря на относительную схожесть по химическому составу со сталью, тяжело подвергается сварочным процессам. Объясняется это весьма высоким содержанием углерода, входящего в состав чугуна. Причем углерод может располагаться в виде как мелких, так и крупных зерен в теле чугунной детали. В первом случае деталь еще можно варить, во втором — даже вроде бы успешно проведенные сварочные работы не обеспечат необходимого качественного результата. Еще более сложным является процесс сваривания чугуна со сталью , тем более, что это, как говорилось выше, похожие материалы — весьма разнородны.
Для сваривания чугуна со сталью, промышленностью выпускаются специальные электроды. Из отечественных можно отметить электроды марки ЦЧ-4.
 Для получения качественного шва свариваемые кромки в обязательном порядке зачищаются — они не должны иметь посторонних включений, например, масла. Поскольку сама фактура чугуна такова, что он достаточно легко пропитывается маслом или другими техническими жидкостями, необходимый участок разделывается до получения абсолютно чистой поверхности.
Для получения качественного шва свариваемые кромки в обязательном порядке зачищаются — они не должны иметь посторонних включений, например, масла. Поскольку сама фактура чугуна такова, что он достаточно легко пропитывается маслом или другими техническими жидкостями, необходимый участок разделывается до получения абсолютно чистой поверхности. Для сваривания чугуна со сталью устанавливается сварочный ток обратной полярности. Данное правило характерно для большинства сварочных трансформаторов, имеющих стандартный ток холостого хода порядка 54 Вольт.
При наличии сварочного аппарата с высоким током холостого хода, имеется возможность производит сварочные работы между чугуном и стальной деталью с использованием переменного тока.
И в первом и во втором случае обе заготовки необходимо подогреть до температуры порядка 600 градусов Цельсия. Производится это для того, чтобы не допустить излишне большого расширения металла в зоне сварки, при которых происходят необратимые деформации металла как во время сварочного процесса, так и при остывании.
 Данная технология позволяет получить абсолютно герметичный шов между чугунной и стальной деталью буквально за один проход.
Данная технология позволяет получить абсолютно герметичный шов между чугунной и стальной деталью буквально за один проход. При невозможности произвести подогрев детали (имеются легкоплавкие включения или сама деталь очень большая) можно производить сваривание чугуна и стали без предварительного подогрева, однако в этом случае технология несколько иная. Сваривание производится короткими валиками, максимальная длина которых составляет не более 25 мм, причем производится охлаждение каждого валика, перед нанесением следующего. Данный способ применим только в тех случаях, если не требуется высокая герметичность шва, поскольку полная сварка валиков между собой невозможна именно из-за охлаждения, а также если не будет производиться дальнейшая обработка места сварки, поскольку сам шов при такой технологии обладает повышенной хрупкостью.
Для повышения качества шва, а также возможности его дальнейшей обработки имеются некоторые другие марки электродов, например ОЗЛ-25, которые позволяют получить относительно гомогенный шов, пригодный для обтачивания или резания, однако его проницаемость несколько выше, нежели при использовании предыдущих электродов.
 Именно некая неоднородность металла в зоне шва снимает внутренние напряжения, не позволяя металлу шва лопнуть во время дальнейшей обработки.
Именно некая неоднородность металла в зоне шва снимает внутренние напряжения, не позволяя металлу шва лопнуть во время дальнейшей обработки.Кроме статьи «Сварка чугуна со сталью» смотрите также:
Электросварка чугуна с помощью электрода в домашних условиях
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков.
Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.
Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.

Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Рекомендуем! Сварка инвертором тонкого металла
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
 Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой.
После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем.
Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Разделка трещины при сварке чугуна
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали.
Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров.
Количество зависит только от размеров соединения, но не больше 25% от площади излома
Рекомендуем! Как сварить титан в среде аргона
2. Разделка кромок.
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку.
Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах.
Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы.
Каждый слой, еще на горячую, нужно проковывать молотком.
Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Рекомендуем! Сварка нержавеющей стали и черного металла электродом
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс.
Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда.
Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами.
Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Источник: https://svarkagid.ru/tehnologii/kak-varit-chugun-elektrosvarkoj.html
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
 Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Достойный результат можно получить только в том случае, если работа ведется по горячему методу.Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
- Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
- Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
- В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Видео по теме, аргонодуговая сварка чугуна:
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
(1
Источник: https://plavitmetall.ru/svarka/chuguna-so-stalyu.html
Сварка чугуна электродом в домашних условиях
Содержание:
Чугунные детали применяются не только в промышленности и на производстве. Из этого материала изготавливаются декоративные решетки и другие полезные изделия.
Некоторые из них иногда ломаются, и в таких случаях требуется сварка чугуна с использование электрода в домашних условиях.
Здесь существуют определенные сложности технического плана, поскольку чугун по своей сути является сплавом железа и углерода с добавлением различных примесей и легирующих добавок.
По сравнению с обычными металлами, такая структура требует особого подхода и специальных подготовительных работ. В противном случае, материал перекаливается и становится более хрупким.
В противном случае, материал перекаливается и становится более хрупким.
Специфические качества чугуна
Чугун как особый металл имеет несколько разновидностей, определяемых в первую очередь его структурой. Опытные сварщики легко определяют, как и каким способом сваривать тот или иной образец, на основании одного лишь разреза.
При мелкозернистой структуре и цвету, близкому к серому оттенку, сварка чугуна инвертором осуществляется намного проще, чем таких же деталей с крупным зерном темного цвета.
Следует учитывать и другие факторы.
Например, чугунные заготовки, продолжительное время находящиеся в масле или подверженные постоянным окислениям во влажных грунтах, воде и другой такой же среде, совершенно не годятся для сваривания.
Таким образом, возможности для сварки этого материала довольно ограничены по причине его физических свойств и специфических особенностей:
- Чугун обладает повышенной текучестью, поэтому все детали из этого материала могут свариваться только в горизонтальном положении.
- Если не соблюдается температурный режим, в большинстве случаев происходит перекаливание. В результате выгорания углерода, во внутренней структуре металла возникают пустоты.
- В местах сварочных швов нередко образуются напряжения металла из-за его низкой пластичности и под влиянием слишком высоких или низких температур окружающей среды.
- При контакте расплавленного чугуна с окружающей средой могут появиться оксиды, у которых температура плавления превышает этот же показатель у первоначального материала.
- Во время остывания детали, в районе сварочного шва могут образоваться трещины, что указывает на несоблюдение технологии производства работ.

Подготовка чугуна к сварочным работам
Перед началом сварочных работ чугун необходимо подготовить. Эта процедура начинается с зачистки мест соединения при помощи болгарки со специальными насадками. Слой металла, расположенный на самом верху, очищается до чистой структуры, после чего эти места обезжириваются растворителем или бензином.
Трещины обнаруженные при зачистке, шлифуются до тех пор, пока полностью не исчезнут. В остаточных местах трещин сверлятся отверстия диаметром 10 мм.
На подготовительном этапе следует учитывать ряд особенностей, имеющих важное значение:
- Использование стальных шпилек для придания структуре детали дополнительной прочности. Их количество строго регламентировано величиной соединений, но не выше 25% от общей площади изломов. Крепление может быть выполнено послойно, без каких-либо опорных элементов.
- Разделка кромок, при которой удаляются острые края в местах соединений. После обработки они приобретают сферическую форму.
- Для сварки чугуна понадобятся специальные электроды с присадками из никеля, меди, хрома и других материалов, облегчающих наплавление металла на чугун.
На шпильках следует остановиться более подробно. После того как они окончательно зафиксированы на своих местах, можно приступать к непосредственному свариванию швов. Вокруг шпилек послойно наносится металл, формирующий сварочный шов.
Вокруг шпилек послойно наносится металл, формирующий сварочный шов.
Температура нагрева не должна превышать 800С, поэтому все действия рекомендуется производить поочередно с разных концов или в шахматном порядке.
В самом конце наносится верхний соединительный шов проволокой из нержавейки, прочно объединяющий сталь, нанесенную возле шпилек.
Сварка чугуна в домашних условиях
Чугунные детали вполне возможно сварить в домашних условиях постоянным током при помощи инвертора. Данное устройство обеспечивает качественное проплавление заготовок, его использование позволяет снизить количество брызг, образующихся под действием дуги.
Сварка чугуна электродом в домашних условиях инвертором могут быть выполнены одним из двух способов. Первый – так называемый холодный метод – применяется для заваривания небольших трещин или устранения раковин на поверхности изделия. В этом случае не требуется предварительный прогрев до начала работ.
Место соединения очищается от загрязнений и окислов.
 Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов.
Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов.Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.
Более ответственные работы выполняются с использованием горячего метода, с предварительным подогревом деталей до 3500С. Изделие укладывается в горн на 20 минут, после чего оно извлекается и начинаются сварочные работы.
Вместо горна можно воспользоваться паяльной лампой или газовой горелкой. Предварительный разогрев материала способствует сглаживанию температурного перепада между электродом или присадочным металлом и самой деталью.
Данный метод способствует минимизации трещин и предотвращает образование твердых соединений, с трудом поддающихся шлифовке.
Все соединения получаются качественными и способны переносить заданные эксплуатационные нагрузки. Дополнительный эффект от данного метода получается за счет медленного постепенного остывания металла по окончании работ. С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
Выбор электродов и настройка аппарата
Для соединения чугунных заготовок с помощью инвертора необходимо сделать правильный выбор электродов. Как правило, материал стержня содержит определенные добавки, облегчающие контакт со свариваемым металлом. Они же активно сдерживают выделение углерода, препятствуют образованию трещин и пор.
Чаще всего, сварка чугуна выполняется электродами ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЖН-1. Они содержат медные и никелевые добавки, связывающие углерод, укрепляющие шов и придающие ему более высокую пластичность. После этого сопротивление шва изломам и разрывам существенно увеличивается.
Нередко возникают ситуации, когда требуется проведение срочного ремонта, а электроды для работы с чугуном отсутствуют. В этом случае они могут быть изготовлены самостоятельно.
Потребуется обыкновенный стандартный электрод, на который наматывается медная проволока в один слой витков, плотно прилегающие друг к другу. Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм.
Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм.
В процессе горения основной стержень расплавляется вместе с намотанной медью, а обмазка обеспечивает защиту сварочной ванны от внешних воздействий.
Большое значение для получения качественного соединения имеют правильные настройки инвертора. Они выполняются в зависимости от диаметра и типа электрода, соответствующего сварочному току. Существуют таблицы, облегчающие этот процесс:
| Марка электродов | Диаметр/ток мм/ампер | Диаметр/ток мм/ампер | Диаметр/ток мм/ампер | Диаметр/ток мм/ампер |
| МНЧ-2 | 3/90-110 |
Источник: https://electric-220.ru/news/svarka_chuguna_ehlektrodom_v_domashnikh_uslovijakh/2019-06-21-1706
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры.
В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях.
Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
Чем варить силумин
В зависимости от марки электродов и диаметра выбирается сила тока:
| Марка | Ток, А Ø 3 мм | Ток, А Ø 4 мм | Ток, А Ø 5 мм | Ток, А Ø 6 мм |
| ЦЧ-4 | 63 — 80 | 90 — 120 | 130 — 150 | ― |
| ОЗЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 220 — 250 |
| ОЗЖН-1 | 100 — 120 | 130 — 150 | 160 — 180 | ― |
| МНЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 210 — 230 |
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.

Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом.
С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия.
Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая.
 Поэтому не рекомендуется применение в ответственных случаях.
Поэтому не рекомендуется применение в ответственных случаях.Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.

После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Источник: https://svarkaprosto.ru/tehnologii/svarka-chuguna-elektrodom
Как варить чугун при помощи электросварки
Чугун представляет собой особый сплав железа и углерода. Наличие в составе не менее 2% углерода от общего объема материал, обуславливает его особые свойства.
Особенности материала
Среди главных особенностей материала, которые необходимо знать перед проведением сварочных работ, можно выделить следующие:
- Достаточно низкая температура плавления, из-за чего он быстро остывает (то есть переходит из жидкого агрегатного состояния в твердое).
- Быстрое остывание материала сопровождается образованием пор, которые являются следствием активного газообразования в сварочной ванне во время сварочных работ и в момент кристаллизации металла.
- Ускоренное охлаждение является причиной образования в зоне около сварочного шва, так называемого цементита (особой отбеленной прослойки). Образование этой прослойки может помешать в последующей механической обработке металла.

- При неравномерном охлаждении и нагреве во время сварочных работ могут возникать трещины.
- Необходимость использования подформовки вызвано высокой текучестью металла.
- Разновидности сварки
- Основных разновидностей сварки, которые применяются для заваривания чугуна, выделяют несколько:
- Газовая.
- Термитная.
- Литейная
- Электрошлаковая.
- Дуговая.
- Пайка.
Температурный режим, при котором проводятся сварочные работы, позволяет делить методы сварки на холодные и горячие.
Метод холодной сварки
Данный вид сварки применяют чаще всего. Его популярность обоснована отсутствием необходимости проводить сложные подготовительные работы.
Подготовительные работы перед сваркой холодным методом могут быть следующие:
- Зачистка.
- Фрезерование.
- Сверление.
- И другие работы, основной целью которых является получение чистой поверхности металла.
Дефекты, обнаруженные на поверхности металла и нуждающиеся в заваривании, могут быть вырублены как поодиночке, так и все вместе. В этом случае все зависит от удаленности дефектов друг от друга.
Холодная сварка осуществляется при помощи следующих видов электродов:
- Медно-железные.
- Медно-никелевые.
- Никелевые.
- Железно-никелевые.
- Стальные.
Электроды, содержащие в своем составе медь, позволяют получить швы с наплавлением металла, который впоследствии может хорошо поддаваться механической обработке. Укладка сварочных валиков при этом может быть как однослойной, так и многослойной.
Укладка сварочных валиков при этом может быть как однослойной, так и многослойной.
Сварка при помощи стальных электродов осуществляется немного сложнее. Дефектные места упрочняются специальными шпильками, которые вставляются в сам металл, а затем обвариваются.
Подобный метод используют для устранения дефектов в тяжелых и массивных чугунных изделиях, которые должны выдерживать большую нагрузку.
Большое количество углерода в металле сварочного шва способствует повышению его твердости.
Основных способа снизить твердость сварочного шва в этом случае может быть два:
- Уменьшение содержания углерода в силу незначительного уменьшения глубины, на которую проплавляется основной металл. Другой вариант – металл основы покрывается слоем окислительного флюса. Этот флюс содержит до 30% окалины, которая выполняет функцию углеродного окислителя.
- Получение структуры материала сварочного шва, максимально близкой к структуре, которую имеет серый чугун. Структура эта достигается при помощи нанесения на стержень электрода из стали графитизирующего покрытия. Это же покрытие включает в себя графит и ферросилиций в равных частях.
 Структура эта достигается при помощи нанесения на стержень электрода из стали графитизирующего покрытия. Это же покрытие включает в себя графит и ферросилиций в равных частях.
Структура эта достигается при помощи нанесения на стержень электрода из стали графитизирующего покрытия. Это же покрытие включает в себя графит и ферросилиций в равных частях.Метод сварки стальными электродами применяется в основном для ремонта чугунных изделий, не выполняющих никакой серьезной функции и не нуждающихся в дополнительной обработке по окончанию сварочных работ.
Использование медно-стальных электродов целесообразно при необходимости заварки небольших дефектов. Изделия, для ремонта которых применяют данный вид сварки, используются в промышленности под давлением. Отличительной чертой материала сварочного шва является то, что после остывания материал легко обрабатывается.
- Чугунные поверхности, на которых недопустимо образование местного повышения твердости, завариваются при помощи медно-никелевых электродов.
- Отливки, изготовленные из серого или же чугуна с повышенной прочностью, завариваются при помощи железно-никелевых электродов.
- Сварка при помощи никелевых электродов осуществляется в тех случаях, когда нужно исправить небольшие дефекты на поверхности ответственных изделий.

Для заварки дефектов, полученных при литье, а также для проведения ремонтных работ используется дуговая сварка с применением чугунных электродов, покрытых слоем токопроводящего вещества. Сварочные работы в этом случае проводятся помощи постоянного тока прямой полярности.
Газовая сварка для изделий из чугуна используется довольно редко. Используется она в основном для следующих видов ремонтных работ:
- Заварка раковин, используемых для литья.
- Наплавка на поверхности, подвергшиеся достаточно сильному износу.
- Устранение различного рода внешних дефектов.
Наиболее эффективный результат дает использование для сварки чугуна газовой смеси ацетилена и кислорода. Сама сварка в этом случае применяется с подогревом. Нагреву подлежит как все изделие целиком, так и отдельные его части.
Метод горячей сварки
Технология горячей сварки предполагает наличие следующих технических моментов:
Предварительная обработка материала. Подготовительные работы включают в себя тщательную очистку металла, а также:
Подготовительные работы включают в себя тщательную очистку металла, а также:
- Раздел кромок свариваемых элементов.
- Формовка элементов, подлежащих свариванию.
- Подогрев элементов.
- Непосредственно сами работы по свариванию деталей.
- Медленное охлаждение металла.
Механизированные способы варки чугуна
Сварка предполагает устранение не только поверхностных дефектов, но также устранение различного рода дефектов по краям детали и сквозных трещин.
Процесс устранения дефектов проходит с помощью специальных грифельных форм, которые не позволяют расплавленному металлу вытекать из сварочной ванны.
Эти формы представляют собой графитные пластинки, которые соединеняются друг с другом специальной массой, в ее основе – жидкое стекло и кварцевый песок.
Дуговая сварка проводится при помощи чугунного электрода и специальных литых стержней. Диаметр этих стержней колеблется от 8 до 12 мм, покрываются они особым графитизирующим покрытием. В состав этого покрытия входят следующие компоненты:
В состав этого покрытия входят следующие компоненты:
- Ферросилиций.
- Графит.
- Термит.
- Мрамор.
- Алюминиевый порошок.
- Стекло в жидком виде.
- Титановая руда.
Все отливки и детали из чугуна равномерно нагреваются в специальных печах. Это делается для того, чтобы после сварочных работ изделие остывало так же равномерно. Несоблюдение этого пункта технологического процесса может привести к образованию трещин в изделии.
Горячая сварка чугунных изделий происходит при помощи постоянного тока с использованием обратной полярности. Сила сварочного тока при этом достаточно велика.
Эта величина напрямую зависит от толщины завариваемого дефекта и диаметра электрода. Соответственно, чем больше толщина изделия и сечение электрода, тем больше должно быть значение силы сварочного тока.
Перерывов в процессе сварочных работ не должно быть до самого конца заварки.
Дуговая сварка также может осуществляться при помощи электродов с угольными или же графитовыми стержнями. Роль присадочного материала выполняют чугунные прутки.
Роль присадочного материала выполняют чугунные прутки.
Защита так называемой сварочной ванны обеспечивает специальный флюс. Этот флюс состоит из технической буры, предварительно обезвоженной и прокаленной до достаточно высокой температуры.
Также помимо буры в состав флюса может входить азотнокислый натрий и сода.
Процесс сварки требует, чтобы в сварочной ванне всегда находилось достаточный объем расплавленного металла, который нужно хорошо перемешивать. После завершения работ свариваемые части необходимо засыпать сухим песком либо же древесным углем.
Сварка чугуна механическим способом
Электрошлаковая сварка для чугунных изделий применяется достаточно редко. Подобный тип сварки дает достаточно хорошие результаты. Роль электродов в этом случае играют специальные пластины из чугуна.
Главными особенностями данного вида сварки можно выделить следующие:
- Необходимость правильного выбора электродов.
- Применение фторидных флюсов, отличающихся отсутствием окислительных процессов и забирающих излишки серы.
- Необходимость в замедленном остывании как самого шва, так и всей околошовной зоны.
- Соблюдение всех этих условий обеспечивает возможность получения качественного сварного шва без каких-либо дефектов, таких как поры, трещины или отбеленные участки.
Сварка чугуна в среде инертных газов
Особой популярностью пользуется сварка чугуна в среде углекислого газа. Такой метод сварки позволяет получить достаточно качественный шов, позволяя при этом избежать глубокой проварки основной части металла.
Показатели сварных изделий зависят от нескольких моментов. Основными можно назвать следующие:
- Техника сварки, используемой для проведения непосредственно самих сварочных работ.
- Режим сварки.
- Размер самых изделий, которые нуждаются в проведении ремонтных работ.
- Состав проволоки, используемой в качестве электрода.
Правильный подбор режима сварки, а также приемов, используемых для проведения работ, позволяют получить металл сварного шва с необходимыми эксплуатационными характеристиками.
Достаточно часто возникает вопрос: можно ли обваривать чугун при помощи полуавтоматических сварочных аппаратов? Да, в домашних условиях можно использовать подобный тип оборудования. Сварка с использованием порошковой проволоки в этом случае дает вполне приемлемые результаты.
Источник: https://svarnou.ru/kak-varit-chugun-pri-pomoshhi-elektrosvarki/
Как сделать электроды по чугуну в домашних условиях
Как сделать электроды по чугуну в домашних условиях
Углерод, который находится в составе чугуна, усложняет его сварку. При неправильном подходе, в месте соединения могут появиться глубокие поры и трещины, да и вообще, свариваемую заготовку можно легко испортить.
По этой причине к сварке чугуна предъявляются особые требования, одно из которых, это использование подходящего типа электродов. Электроды по чугуну различаются по материалам изготовления. Они могут быть сделаны как из чугунных прутков, стальной проволоки, так и меди с её сплавами.
В данной статье сайта про ММА сварку mmasvarka. ru будет рассказано о том, какие виды электродов по чугуну существуют, и можно ли их сделать своими руками, так сказать, в домашних условиях.
Виды электродов для сварки чугуна
Для сварки чугунных изделий применяются особые виды электродов. Если за основу их изготовления была взята стальная проволока, то, электроды по чугуну маркируются следующим образом — СВ-08 А и СВ-08. Существуют и так называемые универсальные типы электродов для чугуна.
Какими электродами варить чугун?
ЦЧ-4 — электродами данной марки можно получить ровное и прочное сварочное соединение на чугуне и изделиях из него. Электроды ЦЧ-4 применимы для сварки практически под любой температурой.
ЭМЧС — для их изготовления служит низкоуглеродистая проволока, на которую в процессе изготовления электродов ЭМЧС наносится трёхслойная обмазка. Благодаря этому, во время горения электрода образуется газозащитный слой, который защищает сварочный шов от образования пузырьков воздуха и окисления.
Электроды Ficast NiFe K — особый вид электродов для сварки чугуна и стали вместе. Представляют собой железоникелевые стержни для высококачественной сварки чугуна со сталью.
Сварка чугуна в домашних условиях
МНЧ-1 — электроды данной серии изготавливаются из дорогостоящего сплава, в состав которого входит: медь, никель и монель-металл. Благодаря использованию этих электродов по чугуну, шов легко поддаётся дальнейшей обработке, на нем не образуется пор и трещин.
Как сделать электроды по чугуну своими руками
Стоимость электродов для сварки чугуна достаточно высокая, да и найти сегодня качественные расходные материалы для работы с чугуном и изделиями из него, достаточно сложно. Поэтому многие опытные сварщики прибегают к одной хитрости, они делают электроды по чугуну самостоятельно.
Как сделать электроды по чугуны своими руками из медной проволоки?
Для их изготовления потребуется медная проволока до 2 мм, и самые обычные электроды для сварки, например, те же УОНИ, АНО-4 или УОНИ 13/45. Процесс переделки обычных электродов под сварку чугуна, очень прост. Чтобы сделать электроды по чугуну своими руками, необходимо будет накрутить медную проволоку на обычные электроды. Таким образом, обычными электродами, можно будет варить чугун.
Процесс переделки обычных электродов под сварку чугуна, очень прост. Чтобы сделать электроды по чугуну своими руками, необходимо будет накрутить медную проволоку на обычные электроды. Таким образом, обычными электродами, можно будет варить чугун.
Не менее популярный способ изготовления электродов по чугуну и с использованием следующих компонентов:
- Жидкое стекло;
- Медные прутики, диаметром до 5 мм;
- Металлический порошок и измельчённая электродная обмазка.
Процесс изготовления самодельных электродов для сварки чугуна с использование данных компонентов, выглядит следующим образом:
- Медные прутики нарезаются необходимой длины, после чего тщательно зачищаются мелкой наждачной бумагой и обезжириваются;
- Берётся ранее подготовленная и тщательно истолчённая электродная обмазка, которая смешивается с мелкими металлическими опилками (пропорции: один к одному). После в полученную смесь добавляется примерно 30% жидкого стекла;
Чем варить чугун?
- Далее берутся нарезанные медные прутики и опускаются несколько раз в самодельную обмазку для электродов, пока их покрытие не станет толщиной, приблизительно в 2 мм;
- Затем электроды высушиваются;
- И обязательно перед сваркой чугуна, самодельные электроды прокаливаются в электрической духовке. Температура прокалки электродов по чугуну составляет примерно 200 градусов с плюсом.
 Температура прокалки электродов по чугуну составляет примерно 200 градусов с плюсом.
Температура прокалки электродов по чугуну составляет примерно 200 градусов с плюсом.Как видно, сделать электроды для сварки чугуна совсем несложно. Таким образом, получится не только сэкономить на расходных материалах для сварки, но и добиться лучшего качества выполнения работ.
Удачи Вам! Подписывайтесь на канал ММА сварка в Дзене, и оставайтесь в курсе последних новостей!
Еще статьи про сварку:
- Выбор режима сварки: сила тока, длина дуги, полярность
- Электроды ESAB ОК 46.00 – характеристики, плюсы и минусы
- Электросварка для начинающих: советы и рекомендации
Источник: https://zen.yandex.com/media/mmasvarka/kak-sdelat-elektrody-po-chugunu-v-domashnih-usloviiah-5db0118dc0519800b07b97b6?from=feed&rid=3071038303.530.1572275526333.92293&integration=site_desktop&place=layout
Как легко сварить чугун без специального электрода | Делюсь секретами | Euro Welder
Чугун — сплав железа с добавлением большого количества углерода .
 Изобретён в Китае в 10-ом веке; первыми изделиями из чугуна стали — монеты.
Изобретён в Китае в 10-ом веке; первыми изделиями из чугуна стали — монеты. Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
Сегодня поговорим о распространённой теме — сварка чугуна , но разбираться будем не профессиональный подход с использованием специальных электродов и методов, самый простой и рабочий способ , доступный любому сварщику-любителю ручной дуговой сварки .
Этот способ я применял неоднократно даже в профессиональных работах (сварка чугунных фланцев с трубой) , когда не было специальных электродов и он ещё ни разу меня не подводил. Итак, начнём! (все мелочи крайне важны — читайте внимательно).
Лопнувшие куски чугунной трубы, которые будем сваривать и обучаться. Начнём с того , что вы должны забыть про эти бесполезные методы , которые советуют всевозможные «лепилы» и «диванные мастера» 🙂 Самое частое и глупое, что можно услышать — это, пожалуй, сварка чугуна на постоянке общего рутиловым электродом (к примеру МР-3), электродом по нержавейке обмотанным медным проводом или, что ещё глупее, рутиловым с медным проводом.
Сварка этих методов будет ли чуть прочнее синей изоленты и далеко не каждый новичок её совершить более менее достойно!
Если Вы столкнулись с соблюдением сварить чугун, то — это 99% любая лопнувшая деталь или узел. И в подавляющем большинстве случаев речь будет идти о сером чугуне , либо его разновидности — высокопрочном. * На изломе (не путать со срезом) первый — серого цвета, а второй — тёмного-серого.
Все эти виды чугуна можно сварить, приведённым ниже методом! Поехали!
1. Электроды
Конечно, для идеальной сварки нужны специальные электроды, но вряд ли Вы очень захотите бежать в магазин и покупать целую пачку дорогих «патронов», чтобы использовать всего несколько из них. К тому же в продаже такие электроды далеко не везде имеются в наличии.
В этом случае нам отлично любой электрод с основным покрытием , который наверняка будет у Вас под рукой.
Флагман всех марок, «батя» всех электродов не даром носит название — , ведь все остальные марки изготовлены на его основе, лишь чуть меняя или его состав, который также довольно неплохо сочетается с составом чугуна .
Мой выбор — электроды с основным покрытием УОНИИ 13/55; №32. Подготовка к сварке
Первое, что выполняем — это соединяем наши обломки в одно целое, прямо по месту трещины, плотно прижав друг к другу и ставим две прихватки с торцов:
Прихваченная «деталь» из высокопрочного чугуна.Не забудьте очистить место под установку клемы — это снизит сопротивление в цепи!Далее определяемся с местом будущего шва и выполняем разделку кромок. * Если у Вас треснул, к примеру, печной колосник или дверца грубки, то понятно, что на лицевой стороне сваривать не нужно.
Разделку выполняем обычным обдирочным кругом с помощью УШМ (болгарки). Не забудьте очистить и околошовную зону.При выполнении разделки стоит учесть существенный нюанс:
- в отличие от сварки электродами по чугуну, прочность металла, наплавленного нашим основным электродом, будет примерно в два раза выше прочности чугуна , поэтому толщина наплавленного металла должна составлять не более 50 % от толщины стенки чугуна в месте сварки. Излишне наплавленный металл создаст усадочные напряжения и может привести к трещинам.
 Излишне наплавленный металл создаст усадочные напряжения и может привести к трещинам.
Излишне наплавленный металл создаст усадочные напряжения и может привести к трещинам. Поэтому желательно снимайте разделку глубиной не более 1/3 от толщины Вашего изделия . Факел дуги электрода сформирует дополнительное углубление (ванну) и глубина провара как раз не превысит половину. * В моём случае толщина стенки чугуна — 5 мм, поэтому я углубил разделку примерно на 1,6 мм.
Дальше укладываем нашу деталь в сухой песок и разогреваем горелкой полностью всю деталь равномерно:
Перегревать деталь не стоит.Свою, учитывая толщину и объём, я грел около 30 секунд.Затем немного подогреваем приготовленный песок рядом с изделием (только в том случае, если он холодный). Им мы будем засыпать нашу деталь сразу после сварки, чтобы она медленно остывала .
Подогреваем песок рядом. Актуально лишь в холодное время года или суток.3. Сварка
Сварка чугуна всегда (за очень редкими исключениями) производится в нижнем положении. Шов будем сваривать током прямой полярности (минус на электроде) углом вперёд.
Шов будем сваривать током прямой полярности (минус на электроде) углом вперёд.
Почему?
Да, электроды с основным покрытием не предназначены под сварку на прямой полярности, так же как и для сварки чугуна в общем-то. На чугуне, по моим личным наблюдениям, прямая полярность работает намного лучше, чем на самое важное — создаёт меньшую температуру на кончике электрода (катодное пятно), чем если электрод подключить на плюс (анодное пятно). Перегревать чугун излишне — опасно!
Улом вперёд будем сваривать по основным основным причинам:
- факел дуги будет попадать на новый, еще не расплавленный участок разделки, что сократит излишний нагрев .Ведь если вести углом назад, то вы будете дугой сильнее разогревать Вашу ванну.
- при перемещении электрода угла вперёд, шлак будет меньше стремиться затекать в металл.
 Советую поставить деталь чуть на подъём — это еще больше снизит шансы шлака «захлебнуть» Вашу ванну.
Советую поставить деталь чуть на подъём — это еще больше снизит шансы шлака «захлебнуть» Вашу ванну.Как выставить силу тока?
Тут всё просто: силу тока нужно ставить максимально минимальную. Минимальный ток для Ваших электродов при сварке в нижнем положении будет указан на пачке, однако, поскольку мы уже подогрели чугун горелкой, советую поставить ток на 15-20 ампер ниже .
Обязательно перед этим убедитесь, что напряжение в сети стабильное и достаточно мощное (от 190 Вольт), тогда показанного выставленного тока будет соответствовать действительности.
На пачке моих УОНИИ значится минимальный ток для нижнего положения в 90 Ампер, следовательно, ставлю на двадцать меньше — 70А. Далее производим сварку: зажигаем электрод у торца разделки и задерживаем на 3-4 секунды, формируя ванну. Затем постепенно движемся вверх по разделу, удерживая короткую дугу (ближний край обмазки электрода может опираться на металл).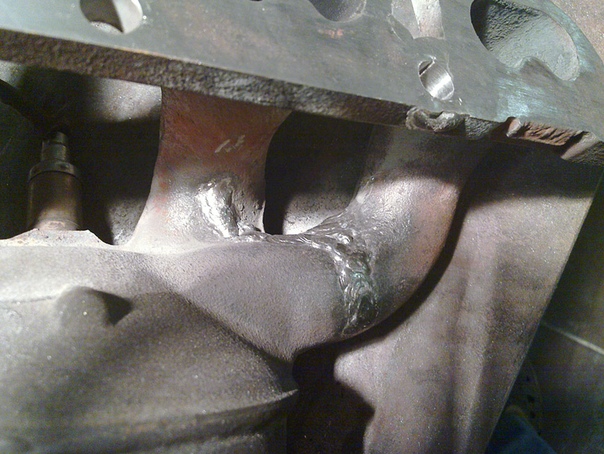
Предупреждает , что в процессе нужно постепенно увеличивать скорость перемещения электрода, потому что чугун будет греться все сильнее к концу шва. Также шлак будет вести себя очень неестественно — его будет много, он будет формироваться в шарики, узкие полоски и т.д.
После завершения сварки, засыпьте деталь песком полностью и выждите от 15 до 60 минут (зависит от толщины чугуна).После ожидания, пока чугун медленно остывал в нашем песке, достаньте его, аккуратно удалите шлак клевком и наслаждайтесь результатом 🙂
Готовый сварной шов.Еще два фото справа -> -> -> Готовый сварной шов. Еще два фото справа -> -> -> Готовый сварной шов. Еще два фото справа -> -> ->Шов получается монолитным, без подрезов, прожогов и нормального качества, не смотря на все противоречия. Провар также обладает достаточной глубиной, не превышающий положенного:
Макроанализ сварного шва на выявление глубины провара. В случае, если вам необходимо заварить более глубокий раздел кромок и сваривать многопроходно , давая остывать предыдущим швам и тщательно их очищая. При сварке толстостенных деталей, сперва обварите кромки:
При сварке толстостенных деталей, сперва обварите кромки:
Если трещина слишком длинная (от 18-20 см), то сваривайте небольшими кусочками швов (10-15 см) поочерёдно в разных местах разделки и желательно не заходите на предыдущие швы (не делайте замки, если деталь не герметичная).
Теперь Вы знаете простой и эффективный способ сварки чугуна! Удачи и ровных Вам швов! 😉
С Уважением Euro Welder .
Как варить чугун электросваркой | ММА сварка для начинающих
Как варить чугун электросваркой или сварка чугуна Чугун — это особый сплав железа и углерода, который имеет температуру плавления намного меньше у стали. При всем этом, расплавленный чугун, очень быстро затвердевает, образуя на поверхности крупные поры из-за выделения газов. Вследствие этого, варить чугун электросваркой, непросто, поскольку нужно иметь не только специально предназначенные для этого электроды по чугуну , но и определенные знания.
Что касается электродов для сварки, они имеют в составе специальные компоненты, которых нет в рутиловых электродах . В состав электродной обмазки входят такие компоненты, как: термит, ферросилиций, алюминий, жидкое стекло, и некоторые другие компоненты. Отличной альтернативой электродам для чугуна, являются графитовые электроды. Они позволяют варить чугун электросваркой, точно так же, как угольные и вольфрамовые электроды.
В отличие от сварки стали, сварка чугуна требует особой подготовки поверхности.Подготовка чугуна перед сваркой позволит не допустить появление многих дефектов. О том, как варить чугун электросваркой, будет рассказано в этой статье сайта mmasvarka.ru.
Подготовка чугуна к сварке
Чтобы сварить чугун его нужно должным образом подготовить. Свариваемые поверхности необходимо зачистить наждаком или болгаркой, можно использовать для этого и щетку по металлу. Для заваривания трещин в чугуне, дефектные места также подвергаются особой подготовке.
В первую очередь, трещины необходимо немного расширить, делается это чаще всего механическим путём (вырубкой металла).Разделка трещин должна быть осуществлена таким образом, чтобы дефект увеличился в разменах, не менее чем на 5 мм сторонних сторон. Концы трещин после разделки необходимо засверлить, чтобы остановить их дальнейшее распространение.
Электроды для сварки чугуна
Для того, чтобы варить чугун электросваркой потребуются следующие виды электродов:
- Для сварки ковкого чугуна — электроды ЦЧ-4, ОЗЧ-2 и ОЗЧ-6 или электроды МНЧ-2;
- Для сварки серого чугуна, электроды ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6, ОЗЖН-1 и ОЗЖН-2, а также электроды МНЧ-2;
- Для сварки высокопрочного чугуна, можно использовать электроды МНЧ-2, ОЗЧ-3 или электроды ОЗЖН.
Варить чугун рекомендуется на малых токах и непрерывно. Сварка чугунных изделий угольными электродами, производится только на постоянных токах прямой полярности.
Как варить чугун электросваркой
Сварка чугуна электродами осуществляется за несколько этапов, включая этап подготовки свариваемых изделий.
Как варить чугун электросваркойДля того, чтобы варить чугун в домашних условиях, потребуются следующие инструментов для сварки :
- Сварочный инвертор;
- Электроды, рекомендуется брать электроды не более 3 мм диаметром;
- Болгарка или щетка по металлу;
- Маска сварщика;
- Молоток для удаления шлака и проковки сварного шва.
Как и положено, сначала производится подготовка продукции. На данном этапе чугун зачищается, выполняется распил трещин и других дефектов.
Затем следует нагревание чугунной детали и её сваривание. На данном этапе очень важно избежать не только перегрева поверхности, но и не допустить ее резкого остывания. По этой причине, силу тока для сварки чугуна следует выбирать несколько меньших значений, чем при сварке стали.
Как варить чугун электросваркой Для заваривания трещин в чугуне, как было сказано ранее, вести ведение шов нужно непрерывно, то есть, без колебаний. При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80 ° С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
При всем этом, очень важно не перегревать околошовную зону, поскольку температура выше 80 ° С, является уже критической. Вследствие этого для заваривания чугуна подходит многопроходная сварка, когда сварочный шов наплавляется за несколько проходов.
сварить чугун, сначала выполнить наплавку металла с краёв фаски, затем, по мере расплавления металла, заполнить им сварочный шов. Обязательно после каждого прохода необходимо не забывать, и делать «по горячему» проковку валика.
Еще статьи про сварку:
Как варить чугун электросваркой в домашних условиях?
Прежде чем выяснить, как выполнить чугун электросваркой, нужно знать о двух основных методах:
- Способ холодного сваривания без подогрева.
- Способ горячего сваривания с подогревом.
Метод холодной сварки
Метод сварки при помощи холодной сварки наиболее легок если используются специальные электроды.
Когда используются электроды для металла в процессе холодного сваривания, получаемый шовный металл состоит из высокоуглеродистой стали со значительным марганца, кремния, серы, фосфора и прочих ингредиентов, содержащихся в металле. Недостаток такого шовного образования в появлении растрескиваний и в невозможности его обработки режущим инструментом.
При применении быстрого охлаждения, находящийся рядом со швом показывает структуру белого чугуна, который очень твердый и хкий.Шов и основной свариваемый металл образуют полоску белого чугуна шириной около 1,5 мм.
Горячая сварка
Горячая сварка поможет избежать значительного количества недостатков холодной, в том числе и закаливающих и отбеливающих процессов происходящих при сваривании. Чтобы узнать, как правильно варить чугун с использованием горячего метода нужно знать технологию сварки, методом. Это происходит в том случае, когда детали подогреваются до нужной температуры перед процессом сварки.
Чтобы избежать различных изменений в структуре метала, нагревать его до температуры не более 66о градусов по Цельсию при скорости нагревания 140 градусов в час . И охлаждать следует медленно во избежание его отбеливания.
Электроды при холодной сварке
Итак, как заварить чугун качественно? Ответ прост: нужно специальные электроды, изготовленные с применением никеля и меди . Медь не растворима в железе и не склонна к образованию кристаллов благодаря шов, наплавляемый такими электродами, неоднородным сием высокопрочного и высокоуглеродистого железа.
Никель имеет свойство, раствор в железе, и не склонен к образованию соединений с углеродом, благодаря чему — нет образований белого чугуна, поэтому наплавленный металл невысокой прочности и без труда обрабатывается.
Сейчас значительно количество разнообразных видов электродов для сварки, и проблем чем сваривать чугун не существует.
Основные типы электродов для сварки:
- Электроды, изготовленные из железно-медно-никелевых сплавов.
- Из железно-никелевых сплавов.
- Из медно-железных сплавов.
Можно ли осуществлять сварку по чугуну большими электродами? Основное правило при сваривании чугунных изделий заключается в том, что при работе нужно стараться наименьше проплавлять металл. Для выполнения этого условия необходимо использовать малый ток и электроды малого диаметра. После наварки каждого шва необходимо делать перерывы для понижения температуры до 40-60 градусов.
Для выполнения этого условия необходимо использовать малый ток и электроды малого диаметра. После наварки каждого шва необходимо делать перерывы для понижения температуры до 40-60 градусов.
Сварка стальными электродами
Здесь для чугунной сварки можно применить самый доступный метод — сварка чугуна в домашних условиях стальными электродами. Но при их использовании качество шва остается желать лучшего, из-за плохого сцепления чугуна с наплавленным металлом, происходящим благодаря разной усадке.
Пайка чугуна
Паяют чугун припоями, состоящими из свинца и олова, используя паяльную лампу или газовую горелку, при этом необходимо соблюдать режимы для пайки серого чугуна и не включать температуру плавления припоя.Перед началом работ шов тщательно очищают, протравливают соляной кислотой и далее наносят флюс их хлористого цинка и облуживают металл.
Процесс облуживания заключается в втирании железной щеткой припоя в нагретое до температуры 600 градусов место пайки. Далее производится окончательный нагрев до 800 градусов, и запаивают дефекты или спаивают детали.
Для пайки чугунных изделий применяются и тугоплавкие припои из серебра и латуни, в состав которых входит железо, никель, марганец, олово и кремний в количестве от 1,1 до 1,6%.
Для получения прочного шва детали после пайки необходимо отжечь в течение 15 минут при температуре 710-740 градусов по Цельсию.
Знаете ли вы, что … Свариваемость чугуна зависит от распределения в нем включений графита. Лучше всего сваривается сплав перлитного типа, с мелким пластинчатым или сфероидальным графитом. Чугун с малыми и средними включениями графита, окруженными твердыми растворами углерода в железе, сваривается удовлетворительно. Хуже всего поддается сварке сплав с крупными включениями графита в виде сплошной сетки, затрудняющей сплавление основного и присадочного металла.
Итог
Теперь вы знаете особенности сварки чугуна, на что надо обратить внимание.
Какими электродами варить Ковкий чугун
Чугун — один из самых широко используемых материалов в тяжелой промышленности. А про ковкий чугун можно сказать, что это основа машиностроения. Поэтому вопросы сварки являются актуальными всегда. Основными особенностями этого сплава при сварке являются высокая скорость охлаждения, выгорание углерода и образование трещин.
В первой ситуации в месте сварного шва возможно образование так называемого отбеленного чугуна, который является намного более хрупким и хуже поддается механической обработке.
Если происходит выгорание углерода, то вокруг зоны сварного шва образуются пустоты , что приводит к потере прочности. Причина же трещинообразования — это перенапряжения в металле при изменении температуры. В нашем случае, ковкий чугун менее подвержен этому явлению , ввиду несколько большей пластичности и более благоприятной структуры графитовых вкраплений. Но все равно не стоит списывать возможность возникновения этой разновидности дефекта.
Но все равно не стоит списывать возможность возникновения этой разновидности дефекта.
Рассмотрим же, какими электродами варить ковкий чугун методом электродуговой сварки. На практике возможны следующие варианты: электроды стальные, чугунные, на медной или никелевой основе. Для использования каждого конкретного вида есть свои предпосылки, например обрабатываем прочность или пластичность шва.
Сразу необходимо отметить, что стальные электроды для сварки ковкого чугуна рекомендуется только в случаях, если после сварочных работ будет проводиться дополнительный отжиг деталей.Без этого, полученный шов будет обладать крайне низкой пластичностью, и практически не будет поддаваться дальнейшей обработке. Так что в отдельности, такой вариант сварки можно использовать только в виде исключения для проведения мелких ремонтных работ.
Ведь если рассмотреть процесс получения ковкого чугуна — то его получает из белого в результате специализированного отжига. А под действием высокой температуры сварки происходит переход в железо, что приводит к образованию соединений цементита, и ковкий чугун переходит обратно в белый.И при сварке стальными электродами этот процесс наиболее ярко выражен. В тех же случаях, если после сварки также предусмотрена дальнейшая термообработка деталей, для сварки возможно использовать угольные электроды и присадку из стержней белого чугуна. Данные метод имеет широкое распространение на производстве, для заделки трещин и раковин в литых деталях, не прошедших еще цикл термообработки.
А под действием высокой температуры сварки происходит переход в железо, что приводит к образованию соединений цементита, и ковкий чугун переходит обратно в белый.И при сварке стальными электродами этот процесс наиболее ярко выражен. В тех же случаях, если после сварки также предусмотрена дальнейшая термообработка деталей, для сварки возможно использовать угольные электроды и присадку из стержней белого чугуна. Данные метод имеет широкое распространение на производстве, для заделки трещин и раковин в литых деталях, не прошедших еще цикл термообработки.
Основным же и наиболее результативным видом электродов для сварки ковкого чугуна ручной дуговой сваркой, является использование латунных электродов или никеле-медных электродов, или как их еще называют электродов из монель-металла.Его сплав содержит 67% никеля и до 38% меди. При сварке латунными электродами главным преимуществом является то, что температура плавления плавления 880 ° C, что позволяет не допускать распада углеродов отжига, и, следовательно, сохранить свойства ковкого чугуна без отбеливания .
Для сварки повышенной прочности в ковке используются электроды по сплаву с алюминиевым сплавом. При сварке чугуна медно-никелевыми электродами применяют постоянный ток обратной полярности.Следует отметить, что сварка используется непрерывно, при больших объемах используется работа сразу двух сварщиков.
В вертикальном положении чаще используется холодная сварка без подогрева, в вертикальном положении. Самыми распространенными из отечественных электродов для сварки ковкого чугуна являются МНЧ-2 и ОЗЧ-2. Реже используются ОЗЧ-4, они используются при сварке не только в вертикальном, но и в горизонтальном положении, а также используются при сварке с предварительным подогревом.
Сварка чугуна со сталью
Чугун, несмотря на относительную схожесть по химическому составу со сталью, тяжело подвергается сварочным процессам. Объясняется это весьма высокий уровень углерода, входящего в состав чугуна. Причем может располагаться в виде мелких, так и крупных зерен в теле чугунной детали.
 В первом случае деталь еще можно варить, во втором — даже вроде бы успешно проведенные сварочные работы не обеспечат необходимого качественного результата.Еще более сложным является процесс сваривания чугуна со сталью , тем более, что это, как говорилось выше, похожие материалы — весьма разнородны.
В первом случае деталь еще можно варить, во втором — даже вроде бы успешно проведенные сварочные работы не обеспечат необходимого качественного результата.Еще более сложным является процесс сваривания чугуна со сталью , тем более, что это, как говорилось выше, похожие материалы — весьма разнородны. Для сваривания чугуна со сталью, промышленностью выпускаются специальные электроды. Из отечественных можно отметить электроды марки ЦЧ-4. Для получения качественного шва свариваемых кромок в обязательном порядке зачищаются — они не должны иметь посторонних включений, например, масла. Временной отрезок абсолютно легко пропитывается другими техническими жидкостями.
Для сваривания чугуна со сталью устанавливается сварочный ток обратной полярности. Это правило характерно для большинства сварочных трансформаторов, имеющих стандартный ток холостого хода порядка 54 Вольт.
При наличии сварочного аппарата с высоким током холостого хода, имеется возможность производить сварочные работы между чугуном и стальной деталью с использованием переменного тока.

И в первом случае необходимо подогреть до температуры порядка 600 градусов Цельсия.Произведется это для того, чтобы произвести необратимые деформации металла в зоне сварки, которые будут произведены необратимые деформации металла как во время сварочного процесса, так и при остывании. Данная технология позволяет получить абсолютно герметичный шов между чугунной и стальной деталью буквально за один проход.
При невозможности выполнения подогрев детали (имеются легкоплавкие включения или сама деталь очень большая) можно выполнить сваривание чугуна и стали без предварительного подогрева, однако в этом случае технология несколько иная.Сваривание производится короткими валиками, максимальная длина которых составляет не более 25 мм, производится охлаждение каждого валика, перед нанесением следующего. Данная технология применима только в тех случаях, если не требуется высокая герметичность шва, поскольку полная сварка валиков между собой невозможна именно из-за охлаждения, а также если не будет производиться дальнейшая обработка места сварки, поскольку сам шов при такой технологии повышенной хрупкости.

Для повышения качества предусмотрены некоторые другие марки электродов, например ОЗЛ-25, которые позволяют получить гомогенный шов, пригодный для обтачивания или резания, его проницаемость несколько выше, нежели при использовании предыдущих электродов.Именно некая неоднородность металла в зоне шва снимает внутреннее напряжение, не позволяет металлу шва лопнуть во время дальнейшей обработки.
Кроме статьи «Сварка чугуна со сталью» смотрите также:
Сварка чугуна инвертором
Для получения особенно прочных и качественных соединений чугуна , рекомендуется соединять одинаковые металлы по своим характеристикам и однородности состава. Для обеспечения качественного сварного шва без растрескивания и отбеливания участков на месте проведения сварочных работ, для их выполнения применяют инвертор.
Лучшим способом для сварки и обеспечения качественного соединения считается выполняемая при прогреве чугуна и последующем охлаждением. При ручной дуговой сварке изделий из этого металла, применяют сварочный инвертор, наряду с трансформаторно-выпрямительным оборудованием. При выполнении сварных работ по чугуну при помощи инвертора особое внимание следует уделить выбору электродов для сварки.
При ручной дуговой сварке изделий из этого металла, применяют сварочный инвертор, наряду с трансформаторно-выпрямительным оборудованием. При выполнении сварных работ по чугуну при помощи инвертора особое внимание следует уделить выбору электродов для сварки.
1. Чугунные электроды , изготовленные из прутков литого чугуна с тонким покрытием, соответствующей длины до полуметра, наилучшим образом подходят для мощных инверторов с функцией наплавления.
2. Использование электродов с из ванадия или карбидных соединений, обеспечение получения сварного шва ферритного типа, использование этого вида сварочных электродов требуется дополнительный прогрев металла до 300С.
3. Особым видом, по мнению специалистов, считаются стальные электроды с покрытием из графита. Так как это самый проблемный вид электродов для выполнения сварки чугуна.Не смотря на его относительно дешевую себестоимость, придется приложить большие усилия для получения сварного шва. Так как сам шов получает образование в своем составе достаточно высокое цементита. По этому способу применяют на практике очень не часто.
4. При использовании электродов, в основе которых лежит медь, получается шов с медным сплавом. Для достижения оптимального количества меди в сплаве при использовании инвертора, используется медный стержень и порошок, подсыпаемый по мере необходимости в процессе работы.
5. К одной из наиболее больших групп электродов для инверторной сварки, чугуна, электроды на никелевой основе. Данный вид позволяет получить прочные соединения, которые можно обработать механическим методом. Необходимо по завершении работ осуществить проковку. Нужно отметить, что при данном виде сварки проковка выполняется очень легко и быстро, по сравнению с другими видами работ.
Электросварка чугуна с помощью электрода в домашних условиях
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков.
Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков.
Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.
Так, как чугун — метал с ограниченно свариваемый материал, то стоит принять во внимание его особенности:
- Металл — жидкотекучий, поэтому главное и единственно верное сварное положение — нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов — основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создать окислы, которые имеют более высокую температуру плавления, чем исходный металл.

Главная проблема, с которой вы можете столкнуться — образование трещин в местах сваривания при остывании деталей.
Решить это можно только если полностью существовать, в нашем случае — холодной сварки.
Рекомендуем! Сварка инвертором тонкого металла
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и правильный правильный метод. Это в том, что перед работой электродом, заготовку прогревают до 600 — 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения.Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, кроме того, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего метода, за исключением температуры. Здесь прогревают до 300 — 350 градусов.
- Холодная сварка. Способ — не использовать множество других технологических моментов.Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
 Здесь прогревают до 300 — 350 градусов.
Здесь прогревают до 300 — 350 градусов.Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой.
После зачистки верхнего слоя до окисленного металла нужно провести обязательное обезжиривание бензином или другим растворителем.
Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить диаметр диаметром 10 мм.
Разделка трещины при сварке чугуна
Отдельно стоит поговорить о следующих особенностях подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляться как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали.
Их размеры строго регламентируются, так например диаметр не должен быть 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров.
Количество зависит только от размеров соединения, но не больше 25% от площади излома
Рекомендуем! Как сварить титан в среде аргона
2. Разделка кромок.
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма — сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигунов, способствующих наплавлению на прихотливый чугун.
Процесс сварки
. Перед началом подготовки необходимо рассмотреть технологичные моменты:
- Полярность подключения — обратная;
- Мощность сварочного аппарата — минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 — 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.

Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку.
Не допустить через 80 градусов можно выполнить работу в шахматном порядке или поочередно в противоположных концах.
Завершающим моментом при таком виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой.Он является основным и задает дальнейшую работу.
Каждый слой, еще на горячую, нужно проковывать молотком.
Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а нижней части.
Рекомендуем! Сварка нержавеющей стали и черного электродом
Наплавку нужно обязательно выполнять множество слоев.Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс.
Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции.Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда.
Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описать два метода, как сварить чугун дома. Какой из них вам больше подходит — решайте сами.
Но запомните — когда возникает потребность восстановить предполагаемое сильные нагрузки, то лучше обратиться к профессионалам.
Источник: https://svarkagid.ru/tehnologii/kak-varit-chugun-elektrosvarkoj.HTML
Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример — сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложнение проведения работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера.Процесс не вызывает, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достижения не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно учитывать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод .Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в прочности метод.
- Полугорячая технология основ на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предварительная попытка.Это может быть проста исключительно при реализации наплава.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов долговременным, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь с использованием следующих элементов:
- ЦЧ-4 . Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование — сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2 . Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2 . Эффективные, но специализированные электроды. Достойный результат можно только в том случае, если работа ведется по горячему методу.

Если говорить об импортных аналогах, то лучшие электроды для сварки — это модели Ficast NiFe , позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855 .
Второй вариант универсален и позволяет вести работу без предварительной записи металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются электрические электрические токи. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В. Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика — 30 миллиметров..jpg.19c18e68f90ed371dc5aad53ab57cfe0.jpg) Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начинает издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому.Это позволяет обеспечить достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечить достаточное охлаждение зоны наплавки. Периодически нагревать шва, исключить его быстрое остывание.
- Резкое падение температуры к тому, что внутри возникнет температурное напряжение, способное спровоцировать и деформации, и разрушение.
- Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
- В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа, возможно, при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки — важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. На наибольшее распространение получила порошковая проволока на никелевой основе, с предварительным удалением обмазка.
- Аргон — газ формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы — это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю — тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав — лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Видео по теме, аргонодуговая сварка чугуна:
Подведем итоги
Соединение чугунных и стальных элементов — это вполне осуществимая задача. Главное — придерживаться указанных выше советов и рекомендаций.
Главное — придерживаться указанных выше советов и рекомендаций.
Важный момент включает и в том, что с повышением степени легирования увеличивает и показатель рыхлости сварного шва. Для достижения прочности нужна тщательная проковка и уплотнение.
( 1
Источник: https://plavitmetall.ru/svarka/chuguna-so-stalyu.html
Сварка чугуна электродом в домашних условиях
Содержание:
Чугунные детали применяются не только в промышленности и на производстве.Из этого материала изготавливаются декоративные решетки и другие полезные изделия.
Некоторые из них иногда ломаются, и в таких случаях требуется сварка чугуна с использованием электрода в домашних условиях.
Здесь существуют сложные технические схемы, поскольку они по своей сути представляют собой сплавы железа и углерода с добавлением различных примесей и легирующих добавок.
По сравнению с обычными металлами, структура требует особого подхода и специальных подготовительных работ. В противном случае, материал перекаливается и становится более хрупким.
В противном случае, материал перекаливается и становится более хрупким.
Специфические качества чугуна
Чугун как особый металл имеет несколько разновидностей, определяемых в первую очередь его структурой. Опытные сварщики легко определяют, как и каким способом сваривать тот или иной образец, на основании одного лишь разреза.
При мелкозернистой структуре и цвету, близкому к серому оттенку, сварка чугуна инвертором осуществляется намного проще, чем таких же деталей с крупным темного цвета.
Следует учитывать и другие факторы.
Например, чугунные заготовки, продолжительное время находящиеся в масле или подверженные постоянным окислениям во влажных грунтах, воде и другой такой же среде, совершенно не годятся для сваривания.
Таким образом, возможности для сварки этого материала ограничены по его свойствам и специфическим особенностям:
- Чугун повышенной текучестью, поэтому все детали из этого материала могут свариваться только в горизонтальном положении.
- Если не соблюдается температурный режим, в большинстве случаев происходит перекаливание. В результате выгорания углерода, во внутренней структуре металла пустоты.
- В местах сварочных швов нередкоуются напряжения металла из-за его низкой пластичности и под слишком высоких или низких температур окружающей среды.
- При контакте расплавленного вещества с окружающей средой может появиться оксиды, у которого температура плавления этого же показателя у исходного материала.
- Во время остывания детали, в районе сварочного шва могут образоваться трещины, что указывает на несоблюдение технологии производства работ.

Подготовка чугуна к сварочным работам
Перед началом сварочных работ чугун необходимо подготовить. Эта процедура начинается с зачистки мест соединения при помощи болгарки со специальными насадками. Слой металлический, расположенный на самом верху, очищается до чистой структуры, после чего эти места обезжириваются растворителем или бензином.
Трещины обнаружены при зачистке, шлифуются до тех пор, пока полностью не исчезнут. В остаточных местах трещин сверлятся диаметром 10 мм.
.
- Использование стальных шпилек для придания структуре детали прочности. Их количество строго регламентировано величиной соединений, но не выше 25% от общей площади изломов. Крепление может быть выполнено послойно, без каких-либо опорных элементов.
- Разделка кромок, при которой удаляются острые узлы соединений. После обработки они приобретают сферическую форму.
- Для сварки чугунаятся специальные электроды с присадками из никеля, меди, хрома и других материалов, облегчающих наплавление металла на чугун.
На шпильках следует остановиться более подробно. После того как они окончательно зафиксированы на своих местах, можно приступать к непосредственному свариванию швов. Вокруг шпилек послойно наносится металл, формирующий сварочный шов.
Температура системы не должна превышать 800С, поэтому все действия рекомендуют поочередно с разных концов или в шахматном порядке.
В конце наносится верхний соединительный шов проволокой из нержавейки, прочно объединяющая сталь, нанесенная возле шпилек.
Сварка чугуна в домашних условиях
Чугунные детали вполне возможно сварить в домашних условиях постоянным током при помощи инвертора. Это устройство обеспечивает качественное проплавление заготовок, его использование позволяет снизить количество брызг, образующихся под действием дуги.
Сварка чугуна электродом в домашних условиях инвертором могут быть выполнены одним из двух способов. Первый — так называемый холодный метод — метод заваривания небольших трещин или устранения раковин на поверхности изделий. В этом случае не требуется предварительный прогрев до начала работ.
Место соединения очищается от загрязнений и окислов. Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать внутрь, усиливая тем самым сварочный шов.
Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.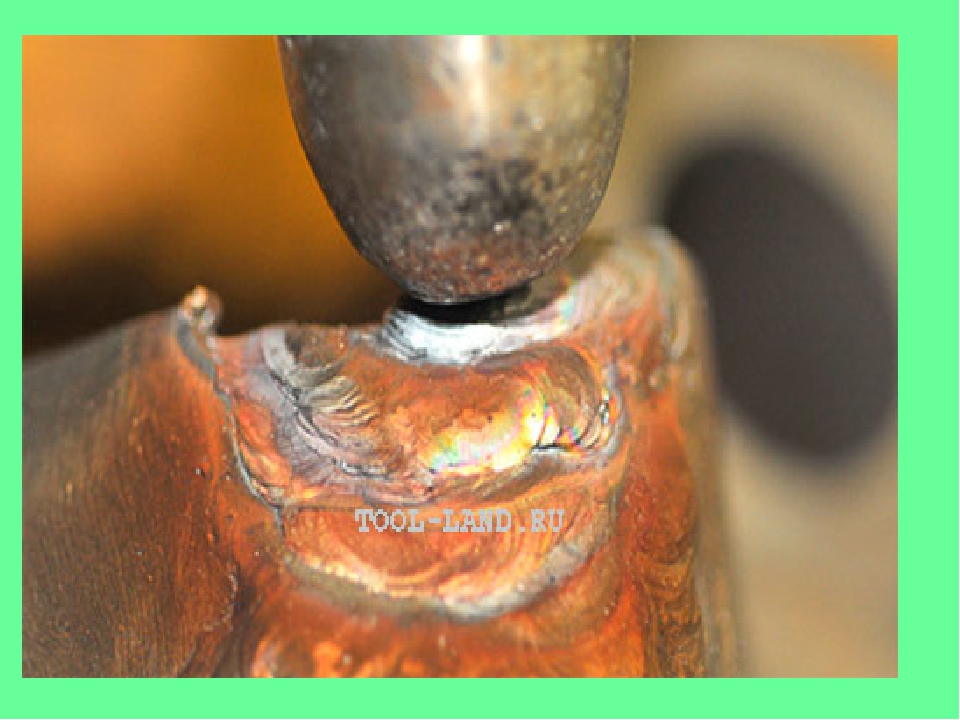
Более качественные работы выполняются с использованием предварительного метода подогрева деталей до 3500С. Изделие укладывается в горн на 20 минут, после чего оно извлекается и начинаются сварочные работы.
Вместо горна можно воспользоваться паяльной лампой или газовой горелкой. Предварительный разогрев материала способствует сглаживанию температурного перепада между электродом или присадочным металлом и самой деталью.
Данный метод обеспечения минимизации трещин и предотвращает образование соединений, с помощью которых можно получить образование соединений.
Все соединения получаются качественными и способными переносить заданные эксплуатационные нагрузки. Дополнительный эффект данного метода получается за счет медленного управляемого остывания по окончании работ. С этой целью деталь помещается в сухой песок или печную. Применять изделие можно только после его окончательного остывания.
Выбор электродов и настройка аппарата
Для соединения чугунных заготовок с помощью инвертора необходимо сделать правильный выбор электродов. Добавки облегчающие контакт со свариваемым металлом. Они же активно сдерживают выделение углерода, препятствуют образованию трещин и пор.
Добавки облегчающие контакт со свариваемым металлом. Они же активно сдерживают выделение углерода, препятствуют образованию трещин и пор.
Чаще всего, сварка чугуна выполняется электродами ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЖН-1. Они содержат медные и никелевые добавки, укрепляющие шов и придающие ему более высокую пластичность.После этого сопротивления шва изломам и разрывам большого размера.
Нередко возникают ситуации, когда требуется проведение срочного ремонта, а электроды для работы с чугуном отсутствуют. В этом случае они могут быть изготовлены самостоятельно.
Потребуется обыкновенный стандартный электрод, на который наматывается медная проволока в один слой витков, плотно прилегающие друг к другу. Намотка начинается с рабочего конца, на котором появится электрическая дуга.Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм.
В процессе горения основной стержень расплавляется вместе с намотанной медью, а обмазка обеспечивает защиту сварочной ванны от внешних воздействий.
Большое значение для получения качественного соединения имеют правильные настройки инвертора. Они выполняются в зависимости от диаметра и типа электрода, соответствующего сварочному току. Существуют модели, облегчающие этот процесс:
| Марка электродов | Диаметр / ток мм / ампер | Диаметр / ток мм / ампер | Диаметр / ток мм / ампер | Диаметр / ток мм / ампер |
| МНЧ-2 | 3 / 90-110 |
Источник: https: // electric-220.ru / news / svarka_chuguna_ehlektrodom_v_domashnikh_uslovijakh / 2019-06-21-1706
Как заварить чугун электродом в домашних условиях
Срок чугуна вдвое больше чем у стали, однако из-за высокого содержания обычной службы ремонта электросваркой деталей этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры.
В этой проблеме решается специальная подготовка, которая неприменима для сварки в домашних условиях.
Однако создание прочных соединений и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой выполнить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучечести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Методы сварки
Для создания прочных швов разработан три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600–650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички «сомневаются» можно ли варить чугун этим способом. Это реально, если горелка горном, газовой лампой, паяльной лампой, а для медленного охлажденияим песком.
- Полугорячая процедура аналогична предыдущему способу, но запрос 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить этим способом технологические особенности материала.
 Выполняется с предварительным подогревом до температуры 600–650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички «сомневаются» можно ли варить чугун этим способом. Это реально, если горелка горном, газовой лампой, паяльной лампой, а для медленного охлажденияим песком.
Выполняется с предварительным подогревом до температуры 600–650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички «сомневаются» можно ли варить чугун этим способом. Это реально, если горелка горном, газовой лампой, паяльной лампой, а для медленного охлажденияим песком.Выбор электродов для сварки чугуна
При холодной сварке чаще всего используются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой.Марка МНЧ-2 используется для изготовления наплавки металла, для изготовления нержавеющих сплавов, который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым корпусу ЦЧ-4 и ОЗЖН-1.
К более дешёвым корпусу ЦЧ-4 и ОЗЖН-1.
Чем варить силумин
В зависимости от марки электродов и диаметра выбирается сила тока:
| Марка | Ток, А Ø 3 мм | Ток, А Ø 4 мм | Ток, А Ø 5 мм | Ток, А Ø 6 мм |
| ЦЧ-4 | 63–80 | 90–120 | 130–150 | – |
| ОЗЧ-2 | 90–110 | 120–140 | 160–190 | 220–250 |
| ОЗЖН-1 | 100–120 | 130–150 | 160–180 | – |
| МНЧ-2 | 90–110 | 120–140 | 160–190 | 210–230 |
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра.Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смеси. После неспешного извлечения, чтобы успело стечь, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без системы, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на медной проволоки диаметром от 0,5 до 2,0 мм.Нам начать с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того, какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого перехода на страницу выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов.Сварку чугуна электродом в домашних условиях осуществляют многослойным способом.
С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия.
Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начало с концов, чтобы получилась ванночка.Если есть возможность, аналогично обрабатывают дефект с обратной стороны деталей. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
специальные электроды стоят дорого их иногда заменяют обычными. Однако использование их возможно только для наплавления после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, ищут для устранения изъянов на изделиях после отливки. Для повышения качества полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Для повышения качества полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, чтобы качество улучшалось незначительно. Поэтому такая технология домашними мастерами применяется редко.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой.Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководству рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.

После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят поперечно на разных концах.В завершение металл вокруг шпилек соединяется одним или частями швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков выше 80⁰C, поэтому спешить не надо.
Источник: https://svarkaprosto.ru/tehnologii/svarka-chuguna-elektrodom
Как варить чугун при помощи электросварки
Чугун представляет собой особый сплав железа и углерода. Наличие в составе не менее 2% углерода от общего материала, обуславливает его особые свойства.
Особенности материала
Среди главных материалов, которые необходимо знать перед проведением сварочных работ, можно выделить следующие:
- Достаточно низкая температура плавления, из-за чего он быстро остывает (то есть переходит из твердого агрегатного состояния в твердое).
- Быстрое остывание материала сопровождения образования, которое является следствием активного газообразования в сварочной ванне во время сварочных работ и в момент кристаллизации металла.
- Ускоренное охлаждение является причиной образования в зоне около сварочного шва, так называемого цементита (особой отбеленной прослойки). Образование прослойки может помешать в этой механической обработке металла.

- При неравномерном охлаждении и нагреве во время сварочных работ возникать трещины.
- Необходимость использования подформовки высокой текучестью металла.
- Разновидности сварки
- Основных разновидностей сварки, которые применяются для заваривания чугуна, выделяют несколько:
- Газовая.
- Термитная.
- Литейная
- Электрошлаковая.
- Дуговая.
- Пайка.
Температурный режим, при котором проводятся сварочные работы, позволяет делить методы сварки на холодные и горячие.
Метод холодной сварки
Данный вид сварки применяют чаще всего. Его популярность отсутствием необходимости проводить подготовительные работы.
Подготовительные работы перед сваркой холодным методом могут быть следующие:
- Зачистка.
- Фрезерование.
- Сверление.
- И другие цели, цель которых получение чистой поверхности металла.
Дефекты, обнаруженные на поверхности металла и нуждающиеся в заваривании, могут быть вырублены как поодиночке, так и все вместе.В этом случае все зависит от удаленности дефектов друг от друга.
Холодная сварка осуществляется при помощи следующих видов электродов:
- Медно-железные.
- Медно-никелевые.
- Никелевые.
- Железно-никелевые.
- Стальные.
Электроды, представленные в своем составе медь, позволяют получить швы с наплавлением металла, который может хорошо поддаваться механической обработкой. Укладка сварочных валиков при этом может быть как однослойной, так и многослойной.
Укладка сварочных валиков при этом может быть как однослойной, так и многослойной.
Сварка при помощи стальных электродов осуществляется немного сложнее. Дефектные места упрочняются специальными шпильками, которые вставляются в сам металл, а затем обвариваются.
Подобный метод использовать для устранения дефектов в тяжелых и массивных чугунных изделиях, которые выдерживают большие нагрузки.
Большое количество углерода в металле сварочного шва повышения его твердости.
Основным способом снизить твердость сварочного шва в этом случае может быть два:
- Уменьшение углерода в силу незначительного уменьшения уменьшения, на которую проплавляется основной металл.Другой вариант — металл основы покрывается слоем окислительного флюса. Этот флюс содержит до 30% окалины, которая выполняет функцию углеродного окислителя.
- Получение структуры материала сварочного шва, максимально близкой к структуре, которую имеет серый чугун. Структура эта достигается при помощи нанесения на стержень электрода из стали графитизирующего покрытия. Это же покрытие включает в себя графит и ферросилиций в равных частях.
 Структура эта достигается при помощи нанесения на стержень электрода из стали графитизирующего покрытия. Это же покрытие включает в себя графит и ферросилиций в равных частях.
Структура эта достигается при помощи нанесения на стержень электрода из стали графитизирующего покрытия. Это же покрытие включает в себя графит и ферросилиций в равных частях.Метод сварки стальными электродами применяются в основном для ремонта чугунных изделий, не нуждающихся в дополнительной обработке по окончанию сварочных работ.
Использование медно-стальных электродов целесообразно при необходимости заварки небольших дефектов. Изделия для ремонта применяют данный вид сварки, используются в промышленности под давлением. Отличительной чертой материала сварочного шва является то, что после остывания материал легко обрабатывается.
- Чугунные поверхности, вызывающие недопустимо образование местного повышения твердости, завариваются при помощи медно-никелевых электродов.
- Отливки, изготовленные из серого или же чугуна с повышенной прочностью, завариваются при помощи железно-никелевых электродов.
- Сварка при помощи никелевых электродов осуществляется в тех случаях, когда нужно исправить небольшие дефекты на поверхности ответственных изделий.

Для заварки дефектов, полученных при литье, а также для проведения ремонтных работ используется дуговая сварка с применением чугунных электродов, покрытых слоем токопроводящего вещества. Сварочные работы в этом случае постоянного тока прямой полярности.
Газовая сварка для изделий из чугуна используется довольно редко.Используется она в основном для следующих видов ремонтных работ:
- Заварка раковин, используется для литья.
- Наплавка на поверхности, подвергшихся достаточно сильному износу.
- Устранение различного рода внешних дефектов.
Наиболее эффективный результат дает использование для сварки чугуна газовой смеси ацетилена и кислорода. Сама сварка в этом месте с подогревом. Нагреву подлежит как все изделие целиком, так и отдельные его части.
Метод горячей сварки
Технология горячей сварки предполагает наличие следующих моментов:
Предварительная обработка материала. Подготовительные работы включают в себя тщательную очистку металла, а также:
- Раздел кромок свариваемых элементов.
- Формовка элементов, позвоних свариванию.
- Подогрев элементов.
- Непосредственно сами работы по свариванию деталей.
- Медленное охлаждение металла.

Механизированные способы варки чугуна
Сварка предполагает устранение не только поверхностных дефектов, но также устранение различного рода дефектов по краям детали и сквозных трещин.
Процесс устранения дефектов проходит с помощью специальных грифельных форм, которые не позволяют расплавленному металлуекать из сварочной ванны.
Эти формы представляют собой графитные пластинки, соединяющиеся друг с другом специальной массой, в ее основе — жидкое стекло и кварцевый песок.
Дуговая сварка проводится при помощи чугунного электрода и специальных литых стержней. Диаметр этих стержней колеблется от 8 до 12 мм, покрываются они особым графитизирующим покрытием. В состав этого входят следующие компоненты:
- Ферросилиций.
- Графит.
- Термит.
- Мрамор.
- Алюминиевый порошок.
- Стекло в жидком виде.
- Титановая руда.

Все отливки и детали из чугуна равномерно нагреваются в специальных печах.Это делается для того, чтобы после сварочных работ изделие остывало так же равномерно. Несоблюдение этого технологического процесса может привести к образованию трещин в продукии.
Горячая сварка чугунных изделий происходит при помощи постоянного тока с использованием обратной полярности. Сила сварочного тока при этом достаточно велика.
Эта величина напрямую зависит от толщины завариваемого дефекта и диаметра электрода. Соответственно, чем больше толщина изделия и сечение электрода, тем больше должно быть значение силы сварочного тока.
Перерывов в процессе сварочных работ не должно быть до самого конца заварки.
Дуговая сварка также может осуществляться при помощи электродов с угольными или же графитовыми стержнями. Роль присадочного материала исполняют чугунные прутки.
Роль присадочного материала исполняют чугунные прутки.
Защита так называемой сварочной ванны обеспечивает специальный флюс. Этот флюс состоит из технической буры, объявления обезвоженной и прокаленной до достаточно высокой температуры.
Также буры в состав флюса может входить азотнокислый натрий и сода.
Процесс сварки требует, чтобы в сварочной ванне всегда находился достаточный объем расплавленного металла, который нужно хорошо перемешивать. После завершения работ свариваемые части необходимо засыпать сухим песком либо же древесным углем.
Сварка чугуна механическим способом
Электрошлаковая сварка для чугунных изделий достаточно редко. Подобный тип сварки дает достаточно хорошие результаты. Роль электродов в этом случае играют специальные пластины из чугуна.
Главными особенностями данного вида сварки можно следующие:
- Необходимость правильного выбора электродов.
- Применение фторидных флюсов, отличающихся отсутствием окислительных процессов и забирающих излишки серы.
- Необходимость в замедленном остывании как самого шва, так и всей околошовной зоны.
- Соблюдение всех этих условий обеспечивает возможность качественного сварного шва без каких-либо дефектов, таких как поры, трещины или отбеленные участки.

Сварка чугуна в среде инертных газов
Особой популярностью пользуется сварка чугуна в среде углекислого газа. Такой метод сварки позволяет получить достаточно качественный шов, позволяя при этом избежать глубокой проварки основной части металла.
Показатели сварных изделий зависят от нескольких моментов. Основными можно назвать следующие:
- Техника сварки, используемая для проведения непосредственно сварочных работ.
- Режим сварки.
- Размер самых изделий, которые нуждаются в проведении ремонтных работ.
- Состав проволоки, используемой в качестве электрода.
Правильный режим сварки, а также приемов, используемых для проведения работ, позволяют получить металл сварного шва с необходимыми эксплуатационными характеристиками.
Достаточно часто вопрос: можно ли обваривать чугун при помощи полуавтоматических сварочных аппаратов? Да, в домашних условиях можно использовать подобный тип оборудования.Сварка с использованием порошковой проволоки в этом случае дает вполне приемлемые результаты.
Источник: https://svarnou.ru/kak-varit-chugun-pri-pomoshhi-elektrosvarki/
Как сделать электроды по чугуну в домашних условиях
Как сделать электроды по чугуну в домашних условиях
Углерод, который находится в составе чугуна, усложняет его сварку. При неправильном подходе, в месте соединения могут появиться глубокие поры и трещины, да и вообще, свариваемую заготовку можно легко испортить.
По этой причине к сварке чугуна предъявляются особые требования, одно из которых, это использование подходящего типа электродов. Электроды по чугуну различаются по материалам изготовления. Они могут быть сделаны как из чугунных прутков, стальной проволоки, так и меди с её сплавами.
В данной статье сайта про ММА сварку mmasvarka. ru будет рассказано о том, какие виды электродов по чугуну существуют, и можно ли их сделать своими руками, так сказать, в домашних условиях.
ru будет рассказано о том, какие виды электродов по чугуну существуют, и можно ли их сделать своими руками, так сказать, в домашних условиях.
Виды электродов для сварки чугуна
Для сварки чугунных изделий применяются особые виды электродов.Если за основу их изготовления была взята стальная проволока, то электроды по чугуну маркируют следующим образом — СВ-08 А и СВ-08. Существуют и так называемые универсальные электродов для чугуна.
Какими электродами варить чугун?
ЦЧ-4 — электродами данной марки можно получить ровное и прочное сварочное соединение на чугуне и изделиях из него. Электроды ЦЧ-4 применимы для сварки практически под любой температурой.
ЭМЧС — для их изготовления служит низкоуглеродистая проволока, используемая в процессе изготовления электродов ЭМЧС наносится трёхслойная обмазка.Благодаря этому, во время горения электрода образуется газозащитный слой, который защищает сварочный шов от образования пузырьков воздуха и окисления.
Электроды Ficast NiFe K — особый вид электродов для сварки чугуна и стали вместе. Представляют собой железоникелевые стержни для высококачественной сварки чугуна со сталью.
Сварка чугуна в домашних условиях
МНЧ-1 — электроды данной серии изготавливаются из дорогостоящего сплава, в состав которого входит: медь, никель и монель-металл.Благодаря использованию этих электродов по чугуну, шов легко поддаётся дальнейшей обработке, на нем не образуется пор и трещин.
Как сделать электроды по чугуну своими руками
Стоимость электродов для сварки достаточно высокая, да и найти сегодня качественные расходные материалы для работы с его помощью, достаточно сложно. Поэтому многие опытные сварщики прибегают к одной хитрости, они делают электроды по чугуну самостоятельно.
Как сделать электроды по чугуны своими руками из медной проволоки?
Для их изготовления потребуется медная проволока до 2 мм, самые обычные электроды для сварки, например, те же УОНИ, АНО-4 или УОНИ 13/45. Процесс переделки обычных электродов под сварку чугуна, очень прост. Чтобы сделать электроды по чугуну своими руками, необходимо будет накрутить медную проволоку на обычные электроды. Таким образом, обычными электродами, можно будет варить чугун.
Процесс переделки обычных электродов под сварку чугуна, очень прост. Чтобы сделать электроды по чугуну своими руками, необходимо будет накрутить медную проволоку на обычные электроды. Таким образом, обычными электродами, можно будет варить чугун.
Не менее популярный способ изготовления электродов по чугуну и с использованием следующих компонентов:
- Жидкое стекло;
- Медные прутики, диаметром до 5 мм;
- Металлический порошок и измельченная электродная обмазка.
Процесс изготовления самодельных электродов для сварки чугуна с использованием данных компонентов, выглядит следующим образом:
- Медные прутики нарезаются необходимой длиной, после чего тщательно зачищаются мелкой наждачной бумагой и обезжириваются;
- Берётся ранее подготовленная и тщательно истолчённая электродная обмазка, которая смешивается с мелкими металлическими опилками (пропорции: один к одному). После в полученную смесь добавляется примерно 30% жидкого стекла;
Чем варить чугун?
- Далее берутся нарезанные медные прутики и опускаются несколько раз в самодельную обмазку для электродов, пока их покрытие не станет толщиной, приблизительно в 2 мм;
- Затем электроды высушиваются;
- И обязательно перед сваркой чугуна, самодельные электроды прокаливаются в электрической духовке.
