Сварка чугуна со сталью
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4.
Содержание страницы
- 1 Технология сварки стали и чугуна плавящимся электродом
- 2 Аргонодуговая сварка
- 3 Электроды
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.

- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.

В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.

Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Можно приварить чугун к металлу, петли на дверцу печки
Пора отпусков и каникул давно закончилась: наступили суровые рабочие будни, а тут ещё и зима на носу; а посему чтобы несмотря на эти не комфортные зимние условия нам комфортно мастерилось в мастерской YaProfi мы задумываемся о тепле загодя.
Собственно ту-то и думать то нечего — нужна твердотопливная печка: в течение лета был заготовлен подходящий металл и вот когда уже погода нас совсем не балует, а скорее даже наоборот — загоняет нас порывистым ветром в помещение, как-то не произвольно в голове возникает мысль — пора варить. Не знаю о чём Вы подумали, а я про то, что надо варить печку.
Чертёж было лениво делать, тем более размеры будущей печки в большей степени диктовались размерами исходного материала: листы использовались очень толстые и резать их(а это довольно долгая операция) ох как не хотелось, поэтому было принято решение обходится тем что есть, тем более что для уменьшения излишнего объёма топки можно использовать обычный шамотный кирпич которым изнутри выкладывается топочное пространство. Но это я забегаю вперёд, давайте по-порядку.
 Вот они разложены на полу словно замерли в ожидании прикосновения обжигающего дыхания электрического тока. Ещё несколько минут и из этих практически двухмерных тел будет создано тело трёхмерное — объёмное.
Вот они разложены на полу словно замерли в ожидании прикосновения обжигающего дыхания электрического тока. Ещё несколько минут и из этих практически двухмерных тел будет создано тело трёхмерное — объёмное.Начинаем с того, что к дну привариваем боковые стенки, при стыковании листов обязательно пользуемся угольником. Сперва конечно же собираем всё на прихватки, а после проверки измерительным инструментом — провариваем. Варим кстати электродом-четвёркой.
Решётку набираем из стального прутка диаметром 20мм: нарезанный по размеру пруток выкладываем на полки соблюдая необходимые зазоры: прутки прихватываем к поперечинам.
 Чтобы кругляк не катался во время сварных работ пригружаем решётку тяжёлым предметом — оптимально для этого использовать узкую доску нагруженную кувалдой. После того как все прутки прихватили сваркой к поперечинам тщательно провариваем все стыки.
Чтобы кругляк не катался во время сварных работ пригружаем решётку тяжёлым предметом — оптимально для этого использовать узкую доску нагруженную кувалдой. После того как все прутки прихватили сваркой к поперечинам тщательно провариваем все стыки.Колосниковую решётку приваривать к корпусу печки не нужно — для основательной чистки, ревизии или ремонта её всегда можно будет вынуть — это очень удобно и практично, к тому же теоретически даже такие толстые прутки со временем прогорят и решётку нужно будет латать, делать это не вынимая колосники из печки, согласитесь, неудобно.
Следующий этап работы не был сфотографирован: заключался он в том что в верхней части боковых стенок печи изнутри были приварены опоры для отражателя — листа металла одновременно служащего в качестве крышки топочной камеры и образующего дымооборот в верхней части печи. Для тех кому непонятно я обвёл маркером места приваривания опор. За счёт того, что опоры возвышаются над своими базовыми плоскостями всего на несколько миллиметров (5-7мм) отражатель можно будет вынимать из топки.

Отражатель размещается таким образом чтобы сечение образованного канала дымооборота было немногим более сечения основного дымохода. Отражатель должен быть из довольно толстого листа металла — так как максимальное воздействие температуры от горящего топлива будет приходится именно на него: в нашем случае для отражателя был использован лист металла толщиной 12мм.Как я уже сказал отражатель при необходимости может извлекаться из печи.
После того как работа с внутренностями печки закончена приступаем к созданию лица нашей буржуйки — делаем дверцы зольника и топки.
Сперва вырезаем по размеру верхнюю перемычку, прихватываем её к стенкам и верху буржуйки, а потом основательно провариваем. Далее привариваем к боковинам узкую перемычку отделяющую дверцу топки от дверцы зольника (поддувала).
Тут тоже особо не заморачиваемся с размерами: смотрим какого размера есть обрезки подходящие в качестве дверок и отталкиваемся от них. Проём топочной дверки делаем таким образом чтобы была возможность извлечения колосников и отражателя, то есть в виде перевёрнутой буквы Т с толстой ножкой.
Как показал опыт, использование в качестве навесов обычных дверных петель — не есть гуд. Приварив тяжёлую дверку зольника к этому безобразию стало понятно, что лучше всё-таки потратить время, но сделать на совесть. Поэтому в качестве навесов используем обрезки прутка и подходящую по диаметру трубку. Дверцы топки и поддувала закрываются при помощи подпружиненых щеколд вырезанных из миллиметрового листа нержавейки.
Стоять наша буржуйка будет на трёх металлических ножках. Ножка выполнена из металлической трубки наружным диаметром 20-25мм и длиной 80мм, к одному концу трубки приварена гайка. В эту гайку вворачивается болт головка которого приваривается в днищу печки. Таким образов мы можем регулировать высоту печки в пределах 70мм, для чего это нужно поймёте позже.
Пришло время изготовить дымоход. Имеющаяся в нашем распоряжении труба имела диаметр 180мм, что чуть больше желаемого, но делать нечего — делаем из того, что есть. Из помещения на улицу труба будет проходить через стену, ну то есть через отверстие в стене. Так как горизонтальные участки дымохода в конструктиве не приветствуются — часть трубы проходящую через отверстие в стене делаем под уклоном 45 градусов относительно горизонта.
Так как горизонтальные участки дымохода в конструктиве не приветствуются — часть трубы проходящую через отверстие в стене делаем под уклоном 45 градусов относительно горизонта.
Чтобы через большое сечение дымохода не улетало на улицу драгоценное тепло — делаем заслонку. В трубе сверлим два отверстия в которые вставляем Г-образный пруток; в круглой заслонке сверлим отверстия через которые сначала прихватываем заслонку к прутку — провар делаем с другой стороны , прокрутив заслонку на 180.
Теперь необходимо прожечь отверстие для дымохода в крышке печи и приварить гильзу. Отверстие прожигаем электродами ибо болгаркой или чём-то ещё это сделать нереально — толщина листа крышки 8мм. Потом к крышке привариваем гильзу высотой 20мм. На эту гильзу будет надеваться труба дымохода, поэтому труба на гильзе должна сидеть довольно плотно.
Ну вот теперь можно водрузить печку на место и примастырить к ней трубу. Трубу в месте её прохождения через стену необходимо обмотать асбестовой нитью или несколькими слоями стеклоткани, а потом замазать цементно-песчаным раствором: асбест или стеклоткань в таком случае будут принимать на себя температурное расширение трубы при нагреве. А регулируемые по высоте ножки дадут возможность без хирургического вмешательства снять печку с трубы в случае обслуживания или ремонта или иной необходимости. Ну теперь то YaProfi не замёрзнет!
А регулируемые по высоте ножки дадут возможность без хирургического вмешательства снять печку с трубы в случае обслуживания или ремонта или иной необходимости. Ну теперь то YaProfi не замёрзнет!
Наша статья оказалась для Вас полезной — жмите кнопки социальных сетей внизу страницы, этим Вы помогаете развиваться нашему проекту!
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.
В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.

Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Поделись с друзьями 0 0 0 0
Вопрос по сварке и тискам к ведающем в металлургии!
silent__hunter
Нашёл тиски маленькие в кладовке,но они сломанные -лопнул металл вдоль шпильки
silent__hunter
ну на первый взгляд всё просто-разобрать,да и заварить,но вот вопрос-что это за металл(сталь или чугун)? И если чугун,то каким электродом его варить?
Mower_man
Стоит ли возни? Металлолом
Marik
Скорее всего чугун, электроды по чугуну продаются, варить постоянным током. Предварительно разделать шов и варить в несколько проходов.
silent__hunter
постоянного тока нет/а могли ли при производстве этих тисков просверлить в чугуне отверстия,и нарезать резьбу?
Marik
Имеете ввиду крепление «губок» ??? Да, могли.
Marik
Нет постоянного тока и электродов по чугуну — варите обычной сваркой, но в зону сварки вводите медный пруток. Как это соотносится с теорией сварки, не знаю, подсказывали старшие товарищи, но результат всегда был на отлично. Таки образом варил ушки на рабочих цилиндрах сцепления — ни одно в последствии не отвалилось.
silent__hunter
Имеете ввиду крепление «губок» ??? Да, могли
и их,и планки снизу
silent__hunter
в зону сварки вводите медный пруток
как именно вводить?
HARON
сдать в металл. на вырученные деньги сэкономленное время пойти и купить нормальные тиски. я в свое время не нашел тисков, которые мне-б понравились — взял у координатчика самые большие — очень аккуратные и работают как часы 😊
я в свое время не нашел тисков, которые мне-б понравились — взял у координатчика самые большие — очень аккуратные и работают как часы 😊
Marik
silent__hunter
как именно вводить?
Электродом создаете «ванночку» с расплавленным металлом и туда вводите медный пруток. В общем, электродом варите, а пруток всегда держите в зоне расплавленного металла.
Спиннингист34
Я когда срочно надо было заварить чугун, а электрода красного под рукой не было, просто брал медную проволоку, наматывал на обычный электрод и варил, способ довольно старый, но эффект иногда лучше чем красным электродом, так как в зависимости от углеродистости чугуна можно регулировать кол-во меди.
GSR
сё просто-разобрать,да и заварить,но вот вопрос-что это за металл(сталь или чугун)? И если чугун,то каким электродом его варить?
Специалист такой вопрос не задаст, а неспециалист — не заварит.
Вывод — даже не пытайтесь 😊
——————
Руки на затворе, голова в тоске,а душа уже взлетела вроде.Для чего мы пишем кровью на песке? Наши письма не нужны природе.(с)
silent__hunter
Попытка-не пытка.
Кстати,как проверить,сталь это,или чугун?
Спиннингист34
Если не ошибаюсь, это ковкий чугун.
silent__hunter
А как узнать наверняка?
Я в ужасе от этих тисков-там ,где металл лопнул,толшина его была 4 мм
klopyara
HARON
сдать в металл. на вырученные деньги сэкономленное время пойти и купить нормальные тиски.
Самое разумное. Те более,что в настоящее время выбор огромен.
silent__hunter
Да в металл там нечего сдавать-4 кг,другие тиски то есть,но они для других целей
dim99
всю деталь греть
варить
мееедлено остужать
Nikofar
Кстати,как проверить,сталь это,или чугун?
———-
Чугун при ударе не звенит, сталь звенит.
Еще есть довольно много способов отличия стали от чугуна без лабораторных исследований — на твердость, на искру от наждака, кислотой, на истирание, на «след» (серый чугун содержит углерод в виде чешуек графита) и некоторые другие.
Я определил, что та деталь, которая у Вас треснула, отлита из серого чугуна, просто «на глаз». 😊
О том, что она из серого чугуна свидетельствуют два факта:
1. Массивные детали станочных тисков в большинстве своем изготавливаются из серого чугуна методом литья, так как в отличие от слесарных тисков, они менее подвержены преднамерянным ударным нагрузкам.
2. Характерная ровная, почти прямая трещина, возникшая вдоль самого тонкого сечения чугунной детали тисков, свидетельствует, что эти тиски использовали по несвойственному для них назначению — в качестве «наковальни».
Еще одним косвенным подтверждением, что треснувшая деталь изготовлена из серого чугуна является ее характерная форма: в треснувшей детали конструктором предусмотрено поперечное отверстие с осью по вертикали для размещения в нем стальной бобышки с внутренней резьбой под червячный шток. Это свидетельствует о том, что в материале данной детали нарезка резьбы не предусматривалась в связи с его хрупкостью.
Так что, как эксперт-металлург, ответственно заявляю — эта деталь отлита из серого чугуна.
Если перевернуть эти тиски, то не исключено, что на тыльной стороне основания Вы обнаружите клеймо «БЗСП» (Барановичский завод станочных принадлежностей) 😊.
Известный своим массовым производством тисков станочных чугунных поворотных и неповоротных. Серии 7200-0210-02. ..7200-0215-05.
..7200-0215-05.
Marik
Nikofar
Так что, как эксперт-металлург, ответственно заявляю — эта деталь отлита из серого чугуна.
+1000 Ай молодца!!!
бес
А это точно трещина?
Больно ровная…
бес
Варить чугун — берется обыкновенный мр3, обматывается медной проволокой и обмазывается густо мелом
algol
Так что, как эксперт-металлург, ответственно заявляю — эта деталь отлита из серого чугуна.
Как техник-технолог по обработке металлов давлением — подтверждаю! 😊
algol
Больно ровная.
 ..
..А нахрена ей в толстое то лезть? Извечная истина- там где тонко, та и рвётся!
algol
Хороший чугун с мелким зерном. Сделать макросьёмку и всё будет видно.
алхимик
варится чугун и нержа всё варится… мы не знали с батей, что нельзя сварить, да ещё обычным трансформатором, да сырым электродом, однако заварили и держалось то что нужно
silent__hunter
Хорошая новость-разобрались тиски без проблем,дело за малым!
silent__hunter
a электрод АНО-21 подойдёт?
Nikofar
silent__hunter
Хорошая новость-разобрались тиски без проблем,дело за малым!
Немного «шаманский совет» — чугунную деталь перед сваркой прокипятите часа полтора-два в воде с уксусом (100 мл 6% уксуса на 1 л воды), для удаления с поверхности следов машинного масла и ржавчины. Потом примерно 10-15 минут подержите ее под струей воды для удаления следов уксуса и хорошенько просушите.
Потом примерно 10-15 минут подержите ее под струей воды для удаления следов уксуса и хорошенько просушите.
По сварке.
Медную проволоку применяют при сварке чугуна, так как медь является графитизатором и препятствует охрупчиванию чугуна в зоне сварного шва.
В домашних условиях из нескольких методов сварки чугуна наиболее применимым является «холодный» способ сварки (без подогрева свариваемых деталей до 600-700 оС). В этом случае я рекомендую производить сварку короткими «стежками» длиной 8-12 мм и с шагом между ними не менее 25 мм. После остывания зоны сварного шва продолжить сварку «стежками» до «полного шва» — в три-четыре прохода. При выполнении сварки, детали должны быть надежно заневолены для исключения температурного коробления.
Так называемый «ванный способ сварки», о котором здесь говорили ранее, для «холодной» сварки чугуна я не рекомендую применять из-за образования многочисленных «холодных трещин» на периферии сварочной зоны.
silent__hunter
Да ржавчину то я шкуркой удалю/а может лучше электрод для чугуна?
Nikofar
silent__hunter
может лучше электрод для чугуна?
Да.
Nikofar
silent__hunter
Да ржавчину то я шкуркой удалю
Следы машинного масла нужно удалить. Чугун слегка пористый и масло впитывает.
silent__hunter
А какой марки их лучше купить?
Nikofar
silent__hunter
А какой марки их лучше купить?
Электроды для сварки чугуна довольно дорогие.
Навскидку:
ЦЧ-4 (ЛЭЗ) ф. 3,0мм (пачка 5 кг)
3,0мм (пачка 5 кг)
Электроды марки ЦЧ-4 с основным покрытием предназначены для холодной сварки постоянным током обратной полярности (возможен переменный ток) в нижнем положении конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом, а также их сочетаний со сталью; для сварки поврежденных деталей и заварки дефектов в отливках из высокопрочного и серого чугуна и предварительной наплавки первых 1-2 слоев на изношенные чугунные детали под последующую наплавку специальными электродами.
ХАРАКТЕРИСТИКИ ПЛАВЛЕНИЯ ЭЛЕКТРОДОВ:
Коэффициент наплавки, г/А.ч — 9,0-11,0
Расход электродов на 1 кг наплавленного металла, кг — 1,8
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %, не более:
углерод — 0,25
марганец — 1,2
кремний — 0,8
ванадий — 8,5-10,5
сера — 0,04
фосфор — 0,07
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА:
Временное сопротивление металла шва разрыву, МПа — 480-510
Твердость наплавленного металла, НВ — 160-190
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СВАРКИ:
Сварку необходимо производить небольшими участками длиной 25-35 мм с послойным охлаждением на воздухе до 60 град. С. При сварке ковкого и высокопрочного чугуна длина валика может быть увеличена до 80-100мм.
С. При сварке ковкого и высокопрочного чугуна длина валика может быть увеличена до 80-100мм.
ПРОИЗВОДИТЕЛЬ: ЛЭЗ
http://www.svaga.ru/catalog197/descr1142.htm
Или вот эти:
Электроды для сварки чугуна AS Pik-55 , AS Pik-65 и AS Pik-98 Super
Сварочные электроды Askaynak являются идеальным решением для устранения дефектов в чугунных отливках и для восстановления поврежденных и изношенных деталей. Их можно применять для сварно-литых конструкций. Электроды для наплавки или холодной сварки деталей из серого и ковкого чугуна без подогрева дают наплавленный металл в виде стали, сплавов на основе меди, никеля, и железноникелевого сплава.
http://www.tsentavra.ru/svarochnie_elektrodi.htm
Вам нужно всего-то 3-4 шт. электродов. Попробуйте найти отдельно. А то 5-кг пачка спецэлектродов для чугуна в розницу стоит около 2,5 тыр. Сопоставимо с ценой новых тисков.
Дешевле и проще варить обычными электродами с присадкой медной проволокой, как здесь уже советовали выше. Подойдут АНО-21 ф 3 мм, они для сварки углеродистых сталей.
Подойдут АНО-21 ф 3 мм, они для сварки углеродистых сталей.
ingener99
Сваривать можете даже и не пытаться, ничего не получится 😞
Если сварите медью (по сути — спаяете) то и прочность у шва будет как у меди, то есть для тисков непригодная. (с таким же успехом можно эпоксидкой скленить 😊)
Поскольку сломанная деталь простой формы, то экономичнее изготовить новую из стали. Причем можно даже обойтись без станочного оборудования, подобрав подходящий швеллер и доработав болгаркой и электросваркой.
Или, ещё проще, механически (на болтах) соединить излом изготовив примитивную пластину-накладку достаточной толщины.
dim99
мне кажется что количество усилий на починку этого лома уже привышает стоимость тисков…
Nikofar
dim99
мне кажется что количество усилий на починку этого лома уже привышает стоимость тисков.
 ..
.. 😀
Здесь важен момент, чтобы топикстартер попробовал своими руками, получил, так сказать, тактильные ощущения и собственный опыт в сварке чугуна.
silent__hunter
Пока что я и копейки не потратил.
алхимик
вари обычным, что найдёшь, уони там, мр, ЛЭЗовские.
зачисть шов ушм, фаску сними с краёв и вперёд!
никаких кипячений. Ты варишь говно, поэтому относись к этому проще.
Да и варить то будешь, скорее всего говном.
silent__hunter
Звонил в магазин,специализируюшийся на сварке,электроды по серому чугуну есть,и дешёвые тоже,но на одни постоянный ток,на другие 60 вольт холостого хода,другим предварительный прогрев…
Вывод-АНО-21+медная проволка
трещер
вывод выкинуть и не штопать презервативы. инструмент делается чтобы им пользоваться. зачем нужны тиски, которые могут в любой момент опять сломаться?
silent__hunter
Приварил. Шов не акуратный,но держет. На прочность особо не испытывал.жить можно=)
HARON
фото? а то не поверю 😊
silent__hunter
Завтра выложу,как с компа буду
алхимик
ни что ещё надо?
«и так сойдёт» (с) Незнайка
silent__hunter
Зажимал в эти тиски трубу,закрутил почти до предела,держат=)
теперь в очереди на сварку сломанная бобка=)
кака
silent__hunter
Приварил.

Молодец парень! Продолжай!
Правельно»…чем жизнь в кабаках, рукав прожигать у костра!…»
Nikofar
silent__hunter
сломанная бобка=)
Это что за чудо?
silent__hunter
Ещё надо под большие тиски верстак сделать…
Nikofar
алхимик
хуяч обычным, что найдёшь, уони там, мр, ЛЭЗовские.
зачисть шов ушм, фаску сними с краёв и вперде!
Вов, вот ты в сварке волокешь не по-детски. Скажи, а как приварить осиновым электродом дубовуй чурку к березовому полену?
silent__hunter
Чудо это-сломанный ключ КТР-3
алхимик
Nikofar
Вов, вот ты в сварке волокешь не по-детски. Скажи, а как приварить осиновым электродом дубовуй чурку к березовому полену?
как как — заточил с двух концов и соединил как скобой…
Коль перфекционизм он хорош когда надо. Есть практические задачи, как вы там эту дисциплину назвали? Ну нах ему ржавые тиски варить по технологии???? Вы всю страну так развалили)))
Есть понятие НАДО и есть то что есть под рукой. Колхоз. Ниваводы, кстати, проходят хорошую школу колхоза.
Вот надо было мне нержу сварить, а па с газом нет и чо? зафигачил простым электродом и держит — ржавеет немного по шву — но это не критично!
И так с чугуном было.
трещер
непонятно как можно затянуть тиски почти до упора? тем более с зажатой трубой. понимаю сказалбы в тиски трубу зажал — крутил пока конец не сплющился чтоб этот,как его, самопал сделать. потом для пущей на ручку трубу одел и ещё затянул. Лучше скажи зачем тебе станочные тиски?
потом для пущей на ручку трубу одел и ещё затянул. Лучше скажи зачем тебе станочные тиски?
silent__hunter
В основном-для пилки ножовкой тех же трубок,прутков,и т.д.
трещер
тогда губки снимай и заказывай новые с призменными канавками.
алхимик
silent__hunter
В основном-для пилки ножовкой тех же трубок,прутков,и т.д.
отрезной станок не проще?
silent__hunter
Дороже=)
кака
трещер
тогда губки снимай и заказывай новые с призменными канавками.
silent__hunter
Дороже=)
silent__hunter
Вот фото,кстати,с обычными губками,хорошо зажимается труба,и прекрасно пилится ножовкой
кака
silent__hunter
прекрасно пилится ножовкой
Молодец, на даче некогда, да и дороговато если по правилам делать. Главное ТБ соблюдать.
algol
Молодец
Да нифига! Надо было шлак отбить и сверху ещё один шов — вперекрышку!
кака
algol
Надо было шлак отбить и сверху ещё один шов — вперекрышку!
Конечно надо. Но главное то парень делает!, и не только тиски как я понимаю. А всё остальное придёт со временем так сказать с опытом.
три линии
Тоже недавно была эпопея с тисками, только не такими а поболе, сломал, стал варить обычным электродом, около сварки лопнуло сразу, отколов то что наварил, благо это оказалось не тяжело взял электроды по нержавейке и хорошым двойным восьмерко образным швом проварил, сварка постоянка.
Держыт и с трубой пробовал затягивать.
Шов красивый такой блестящий, нержавеет зараза!
HARON
Вот фото,
ужас 😊 , шов скорее декоративный…
трещер
я ж говорю презеры штопать. трупки пилить пойдёт а вот на станок такую хню ставить никак. хорошо если прослабнет и заготовку испортит. а если горизонтальная фреза эту заготовку куда нибудь запустит некрасиво получится
silent__hunter
У меня станка нет,я ручной ножовкой пилю,если этот шов гавкнет-не беда,нашёл в продаже электроды по чугуну-10 руб за штуку
TSE
Куйня 😊 . На станок ЭТО не поставят никогда, а как слесарные — пойдет на ура.
Один хрен — электрод стоит как сдача этого на металллолом(но так легкий электрод принес а так надо с этими 4-5 кг не приемку ехать). Зато сам сделал! А это дорогого стоит…
silent__hunter
Какие 4-5 кг? Там 3 максимум
Кстати,когда варил сверху,на самом ответственном моменте предательски выбило пробки=(
silent__hunter
Есть 2 новости,разумеется,хорошая и плохая. Плохая-шов благополучно развалился. Хорошая-я купил электрод по чугуну,под переменный ток подходит. ЦЧ-4 марка,скоро опробую в деле. Кстати,варить буду горячим способом.
silent__hunter
HARON
ужас 😊 , шов скорее декоративный…
вот так и есть. Отвалившийся металл шва держался буквально на 4 точках.*
Отвалившийся металл шва держался буквально на 4 точках.*
Карбофос
silent__hunter
Хорошая-я купил электрод по чугуну,под переменный ток подходит.
Они очень грустно горят на переменном. Потренируйтесь сначала варить ненужные железки ненужными электродами типа уони 13/45 13/55
Повторный розжиг произвести будет непросто.
silent__hunter
Настоящие УОНИ на моём аппарате толку не дают абсолютно,а вот ЦЧ-4… В описании так и написано:возможна сварка переменным током.Как назло,этот электрод был последним в магазине,новые привезут не скоро,так что у меня только один шанс=)
Карбофос
Тады можно попробовать потренироваться LB-52U, на переменном горят чуть лучше чем УОНИ. Хотя УОНИ вообще не предназначены для переменного конечно.
silent__hunter
LB-52U у нас не водятся,да и другово такого же чугуна у меня нет,только пара убитых секций от чугунной батареи,а там металл совсем другой.
алхимик
карб — когда припрёт — будешь варить как мой тесть на объекте — рубили проволоку и обмазку из извёстки с крахмалом делали…
Карбофос
С крахмалом плохо, шов хрупковат будет, т.н. водородная хрупкость.
Вот просто мел с силикатным стеклом потолще, это годно. Только аппарат нужен нормальный и дуга покороче.
алхимик
ну крахмал СО2 даёт в избытке) силиката натрия у них не было… старая история — делали времянку на ЖД объекте
Карбофос
Вместо крахмала ради экономии можно древесную пыль ещё использовать. Кстати и выпускают их щас, называются целлюлозные. Хорошо что не много, а то всё бы уже поотрывалось зимой.
Кстати и выпускают их щас, называются целлюлозные. Хорошо что не много, а то всё бы уже поотрывалось зимой.
silent__hunter
Ну сейчас электродов навалом,если каждый день буду покупать по 2 электрода 2 разных типов,приходить домой,и их использовать,то перепробовать все российские электроды успею перепробовать за 10 лет. И в продаже хватает электродов всегда.
ukt
А не проще ли будет отказатся от сварных работ и слепить эти тиски на толстой железной накладке болтами(ее прямо сверху наложить),просверлив и нарезав в чугуне резьбу,накладку можно сделать в виде швеллера(хоть согнуть,хоть сварить-как удобней),а отверстия насверлить с небольшим смещением,чтобы при закручивании болтов детали были напряжены.С этой же целью верхнюю часть накладки-«швеллера» можно сделать чуть выпуклой-при сборке ее как раз болтами и разровняет…
silent__hunter
Просверлить чугун,и нарезать резьбу в домашних условиях почти нереально
ukt
Обычный ковкий чугун???Тот что на тисках стоит?Да легко,обычной ручной электродрелью можно,хорошо заточенным сверлом-только стружка мелкая порошкообразная лететь будет,это же обычный серый чугун,он довольно мягкий и не вязкий…Просто попробуйте,я этого чугуна насверлился достаточно,и резьбу в нем нарезал легко(легче чем в стали-стружка мелкая,рассыпчатая+частички графита в нем работают как смазка-руки хорошо пачкают 😊 ),и варил электродами обычными обмотанными медью-но со сваркой труднее,немецкий чугун вроде более-менее(он лучше по качеству),а наш заметно хуже,да и не мой это профиль-сварка…Сверлить будете-попробуйте сначала сверлом меньшего диаметра,а потом уже точно под нарезку,так вы меньше отверстие на входе разобьете…И тисочки закрепите как-то поудобней,хоть гвоздями к пеньку,чтобы не двигались при сверловке. А тому кто говорит что мол «говно» и «выбросить»-за такие достаточно новые на рынке несколько сотен гривен у нас попросят(продавцы умные стали),а эти востановите и будете на даче использовать…
А тому кто говорит что мол «говно» и «выбросить»-за такие достаточно новые на рынке несколько сотен гривен у нас попросят(продавцы умные стали),а эти востановите и будете на даче использовать…
silent__hunter
Наконец,добрался я до тисков. Приварил. Получилось не аккуратно,но крепко.
silent__hunter
Дуга горела плохо,часто потухала
Как приварить металл к чугуну
Содержание
- Как приварить чугун к металлу электросваркой
- Технология сварки чугуна со сталью плавящимся электродом
- Применение аргонодуговой сварки
- Как сварить чугун со сталью? Применяемые электроды
- Основные методики
- Как приварить чугун к стали
- Технология сварки стали и чугуна плавящимся электродом
- Аргонодуговая сварка
- Как приварить сталь к чугуну?
- Технология сварки чугуна со сталью с использованием плавящихся электродов
- Сварка толстостенных образцов с легированными добавками
- Некоторые технические моменты сварочной процедуры
- Как приварить чугун к стали при помощи электросварки?
Как приварить чугун к металлу электросваркой
При проведении ремонтных работ возникают ситуации, когда необходимо соединить разнородные металлы. Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Можно ли соединить сваркой чугун со сталью? Да, но это под силу людям с опытом. Чугунные сплавы отличаются высоким содержанием углерода, при его выгорании структура металла меняется. Стык проваривается в низкотемпературном режиме, до 120°С. Сталь, наоборот, необходимо сильно разогревать. Для соединения чугунных деталей с другим из черных сплавов разработана технология буферного слоя. Никелевый наплав обеспечивает прочное соединение разнородных металлов.
Технология сварки чугуна со сталью плавящимся электродом
Существует несколько способов сварки чугуна, они применяются для соединения чугунных сплавов с другими металлами:
- Горячий – перед соединением детали предварительно нагревают печи до 600°С полностью. Допускается разогрев паяльной лампой только в рабочей зоне (чугунина становится малинового оттенка). Применяется для надежных соединений.
- Полугорячий, хорош для легированных сплавов. Соединяемые части частично или полностью нагревают до 200–300°С.
- Холодный – детали соединяют без подогрева, применяется для наплавов – швов, работающих на сжатие.

Соединение металлов ручной электросваркой подразумевает предварительную подготовку поверхностей. Чугунный сплав – пористый, хорошо впитывает масло. Пятно недостаточно обезжирить, его нужно зачищать до чистого слоя, иначе шов получится рыхлым.
Как приваривают сталь к чугуну:
- Сначала нужно выбрать параметры тока. Если сварочный аппарат, работает только на постоянном, переключают Полярность на обратную. Необходимо учитывать показатель холостого хода (напряжением между полюсами без дуги), допустимое значение – до 54 В. Работать на переменном токе разрешается только при холостом ходе от 54 В.
- Сварка производится небольшими участками, валики делаются длиной не более 3 см. Сначала наплавляется чугун, затем к буферному слою приваривается стальная деталь.
- Толстостенные швы проваривают многослойно, каждый проковывают перед нанесением следующего. Его делают перпендикулярно первому – так достигается прочность соединения.
- После соединения чугунного сплава со сталью горячим и полугорячим способами важно соблюдать режим охлаждения зоны наплавки. Шов периодически подогревают, чтобы он остывал постепенно. При резком охлаждении чугунный сплав трещит из-за возникающих внутренних напряжений.
 Его делают перпендикулярно первому – так достигается прочность соединения.
Его делают перпендикулярно первому – так достигается прочность соединения.Выбор электродов
Используют специальные, обладающие:
- легким розжигом при запуске;
- низкой проплавляющей способностью;
- высокой скоростью наплавки;
- твердостью получаемого валика.
Марки российского производства:
- ЦЧ-4 – многофункциональные с целлюлозным покрытием отличаются стабильным горением, хорошей наплавкой;
- ОЗЧ- 2, ОЗЧ- 25 – применяют для сварки тонкостенных элементов, они не прожигают металлы на большую глубину;
- МНЧ-2, ОЗЖН-2 используют только при горячем способе соединения чугунных деталей с металлами.

Импортные, используемые при ответственных швах:
- Zeller 866, Zeller 855 – универсальные, ими варят чугун с железом без предварительного разогрева;
- Ficast NiFe – создают соединения, стабильно работающие на изгиб, кручение.
Важно!
Перед работой важно электроды хорошо просушить, разогреть, их нагревают от 160 до 300°С. Но из пачки берут только несколько штук – при повторной сушке и нагреве обмазка будет осыпаться.
Применение аргонодуговой сварки
Использование тугоплавких электродов и медно-никелевой присадочной проволоки дает хороший результат.
Как приваривают сталь к чугуну (несколько рекомендаций):
- Присадка выбирается по типу металла и разновидности чугуна. Чаще выбирают порошковую проволоку на основе никеля, с нее предварительно сбивают обмазку.
- В качестве защитной атмосферы используется аргон, он спасает шов от окисления.
- Для работы выбирают тугоплавкие вольфрамовые электроды.
- Для работы с тонкостенными элементами сварщики с опытом вместо проволоки используют небольшие тонкие отрезки чугуна.
- Для соединений, испытывающих только статические нагрузки (сдавливание), можно применять никелевые сплавы. Они отлично сцепляются с любыми марками сталей.

Как сварить чугун со сталью? Применяемые электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.
Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.

Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
 youtube.com/embed/Z2uo6NdsdOQ?feature=oembed»>
youtube.com/embed/Z2uo6NdsdOQ?feature=oembed»> В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.

Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Как приварить чугун к стали
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим.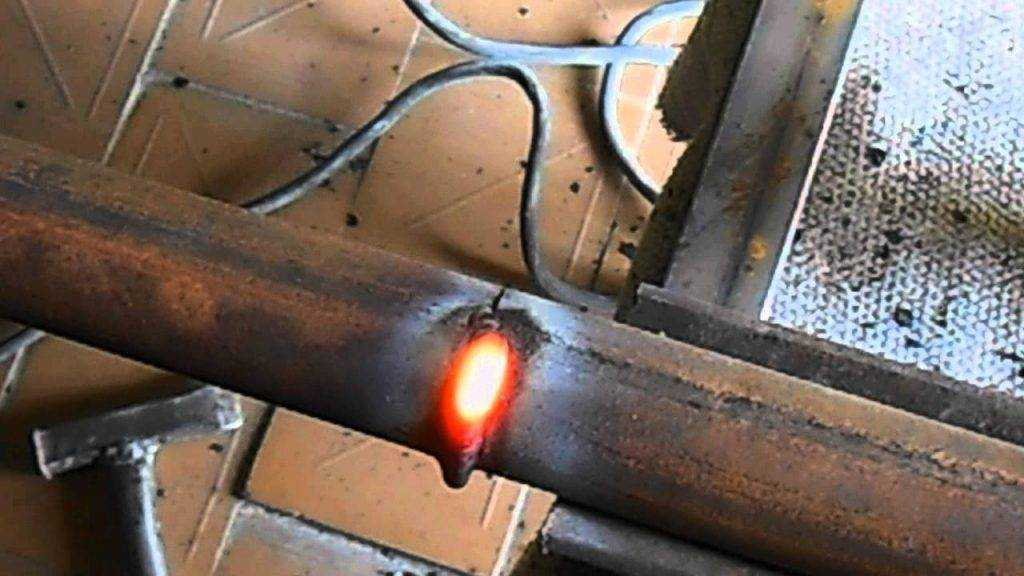 И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.
Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.
В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
 Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.
 Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Как приварить сталь к чугуну?
Сегодня сварка деталей из чугуна со сталью — это обычная процедура, которая применяется в самых разнообразных отраслях: металлургической, машиностроительной, станкостроительной и прочих. Раньше чугун являлся одним из основных материалов, используемых для создания металлических конструкций. Изделия из чугуна имеют множество достоинств, при этом относительно недорогие.
Технология сварки чугуна со сталью с использованием плавящихся электродов
- Приварить сталь к чугуну при напряжении холостого хода агрегата более 54 В можно только при использовании переменного тока.
- При напряжении холостого хода агрегата менее 54 В (для многих моделей сварочного оборудования это стандартное значение) сварочные работы выполняются постоянным током, имеющим обратную полярность.

Детали из чугуна и стали в обеих ситуациях нагреваются до 600 градусов, чтобы предотвратить их расширение в процессе сваривания.
Сварка толстостенных образцов с легированными добавками
Чтобы сварить чугун и сталь, когда в их структуру входят легированные добавки или соединяемые образцы достаточно большого сечения, необходимо учитывать следующие моменты.
- Предварительный подогрев деталей не производится.
- Соединение двух разных металлов осуществляется при помощи небольших валиков длиной до 2.5 мм.
- Второй валик формируется после полного охлаждения первого.
Некоторые технические моменты сварочной процедуры
- Для такого варианта соединения разных металлов подбор сварочных параметров, материалов осуществляется, исходя из ограничений свариваемости чугуна. Если к сварочному шву не предъявляются особые прочностные требования, используются только присадочные материалы из никеля.
- Не рекомендуются сварочные процессы с повышенным удельным тепловложением, формированием значительной сварной ванны.
- Ряд чугунов, в состав которых входит большое количество углерода, из-за склонности к формированию трещин считаются несвариваемыми.
- Сваривать вместе чугунные и стальные элементы конструкций можно напрямую с применением присадочного материала из никеля, изготавливаемого специально для соединения чугунов. Но при проявлении критической деформации материала, значительных нагрузках этого будет недостаточно. В подобных ситуациях, прежде чем приваривать стальной элемент к чугунному изделию, рекомендуется на поверхности детали из чугуна выполнить наплавление присадочного материала из никеля.
- Сварка чугуна со сталью может производиться без выполнения предварительного разогрева металла, но только в том случае, если деталь впоследствии будет работать в температурных условиях больше 300 градусов. В данном случае свариваемые изделия небольших размеров подвергаются общему нагреву, при соединении крупных деталей разогревается только сварочная зона.
- Коэффициент линейного расширения чугуна достаточно низкий, также этот металл отличается низкой пластичностью. Поэтому усадочное напряжение, возникающее в соединении, необходимо понижать. Для этого сразу после завершения сварки необходимо выполнить проковку шва.
- Качественного результата соединения можно достичь, если для сварки использовать электроды малого сечения, наплавку выполнять короткими валиками (не более 5 см) в поперечном направлении. С подобной целью нужно наклонять сварочную дугу на предшествующий валик, но не в направлении основного металла.


Практика показывает, что все разработанные на сегодняшний день технологии соединения стали и чугуна достаточно эффективны, но только если правильно подобран сварочный режим, расходные материалы.
Как приварить чугун к стали при помощи электросварки?
Чугун к стали приварить Э/с — реально?
В связи с тем, что мне достался мотоблок нева в нормальном состоянии и некотором избытком железок и наличием инструмента озадачился неспешным изготовлением навесного к нему. И из экономии и для удовольствия типа. Бульдозерный нож уже успешно чистит снег.Теперь понадобилась тележка. В канаве недалеко от дачи валяется остов ЗАЗ-968 с целым передним мостом — появилась идея его примастырить — сразу все будет подрессоренное. Штатный передний рычаг ЗАЗА вроде как чугунный. Вот думаю, как к нему приварить ступицу наглухо металлическую. В наличии имеется Русич 200 как сварочный аппарат.
И из экономии и для удовольствия типа. Бульдозерный нож уже успешно чистит снег.Теперь понадобилась тележка. В канаве недалеко от дачи валяется остов ЗАЗ-968 с целым передним мостом — появилась идея его примастырить — сразу все будет подрессоренное. Штатный передний рычаг ЗАЗА вроде как чугунный. Вот думаю, как к нему приварить ступицу наглухо металлическую. В наличии имеется Русич 200 как сварочный аппарат.
Просто уж больно не хочется изобретать рычаги и пропиливать квадратную дыру в рычаге для крепления на торсион.
Мож еще какие мысли у кого есть на эту тему?
Вроде в ЗАЗе нет чугунных деталей в подвеске.
А чугун к стали — однозначно нет!
Приварить то можно, вопрос насколько надежно, лет 15 назад приварил стальные углеродистые губки к чугунным тискам, держатся до сих пор, но там нагрузки другие.
Я даже чугунные трубы сваривал электросваркой, меня спец научил — чтобы чугун не лопался при сварке, его надо нагреть пропановой горелкой. Дело долгое и муторное — варить приходилось по-немногу, постоянно нагревая, но две канализационных трубы сварил.
Dima100 написал :
Я даже чугунные трубы сваривал электросваркой, меня спец научил — чтобы чугун не лопался при сварке, его надо нагреть пропановой горелкой.
Совершенно верно. Видел даже сварочный карандаш для чугуна — там явно написано чтобы хоть что-то сделать надо нагреть место сварки до вишневого цвета.
Чугун с чугуном варить можно, для этого продаются даже специальные (медные) электроды, а вот сталь с чугуном что-то сомнительно — подумайте какого состава там будет сварочная ванна. Я что-то сомневаюсь .
А рычаги из чугуна — тоже сомнительно. Если деталь литая, то это не значит что она чугунная. Проверьте этот рычаг на искру на точиле или болгарке и всё станет на место.
Чугун варят и в горячем и в холодном состоянии и не только медными электродами, но получить стойкий к динамическим нагрузкам сварной шов стали с чугуном, ИМХО, вряд ли получится.
2Old major , Не очень понял (вернее совсем не понял ) зачем что-то к чему-то приваривать если мост целый.
Упс. Спасибо. А как проверить «на искру» чугун ли это?
Имеется ввиду передняя подвеска в заз968. Там две трубы одна над другой, внутри торсионы из рессорной стали. На них с боков ЛИТЫЕ стальные или (не дай бог) чугуниевые рычаги. Хочется взять одну из труб, укоротить, надеть штатные рычаги с боков, а к ним ступицы намертво приварить (избавиться от поворотного узла) от него же или например от заднего моста 2141 — от этой штуки у меня колеса есть.
2Old major , Задняя подвеска на «Запоре» удобнее для переделки. Полуоси, крестовины к чертям. Ширина произвольная, пружины, амортизаторы по месту.
Делал дымоход из печки в гараже,стальная труба 115-ая ,на выход на вертикаль приварил метровый кусок 102-й чугунной обычными электродами и на выходе из печки кусок 30 см вварил чугунной той же самой трубы.Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Делал дымоход из печки в гараже,стальная труба 115-ая ,на выход на вертикаль приварил метровый кусок 102-й чугунной обычными электродами и на выходе из печки кусок 30 см вварил чугунной той же самой трубы. Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Евгений 1702 написал:
Делал дымоход из печки в гараже,стальная труба 115-ая ,на выход на вертикаль приварил метровый кусок 102-й чугунной обычными электродами и на выходе из печки кусок 30 см вварил чугунной той же самой трубы.Все держится ,вот вчера топил,нигде не сифонит не отвалилось.Подскажите,может отвалится позже,чтоб переделать?))).Сварщик я не профи,так,самоучка,варил электродами какие-то LB- Kobelco,производства Япония,2,6 мм
Евгений 1702 , молотком стукни по стальной трубе, если после этого не отвалится чугунная, то приварил хорошо. А кобелко- хорошие электроды.
Mutru4 написал:
если после этого не отвалится чугунная
отвалится, может даже не сразу, но обязательно, «с мясом» что называется, мясо — чугун будет в данном случае
Old major написал:
Хочется взять одну из труб, укоротить, надеть штатные рычаги с боков, а к ним ступицы намертво приварить (избавиться от поворотного узла) от него же
зачем так сложно? сделать переходники к ступице, закрепиться к ней болтами в штатные отверстия. переходники соединить трубой.
переходники соединить трубой.
Old major написал:
или например от заднего моста 2141 — от этой штуки у меня колеса есть.
есть опасения, что та телега будет возить тока большие колеса, с нулевой полезной нагрузкой.
для вариантов изготовления, стремиться надо к минимальному весу телеги, и максимальному весу груза. движок Невы не могучий, в реальности.
Mutru4 написал:
если после этого не отвалится чугунная
отвалится, может даже не сразу, но обязательно, «с мясом» что называется, мясо — чугун будет в данном случае
master.msk , Варили 6 чугунных канализационных люков, (приваривали ручки к ним)- лет пять держаться, хотя в люке 70 кг, электроды УОНИ, обмотанные медной проволокой.
Добрый день! Нет, нельзя приварить чугун.. .
Причина простая и понятна третьекурснику технологического ВУЗа.. . (А ведь не надо было прогуливать лекции. )
Чугун есть переплав металла (железо) , а вот сталь- это производное от чугуна и добавок других элементов и даже при иной температуре. То есть это есть искусственное состояние железа, как природного элемента (продукта жизнедеятельности именно Солнца и остатков после взрыва сверхновой в окрестностях нашей Звезды совсем недавно.. . около 4. 5 миллиардов лет назад. Пока что теория ничего другого для объяснения мироздания не предлагает.. .
То есть это есть искусственное состояние железа, как природного элемента (продукта жизнедеятельности именно Солнца и остатков после взрыва сверхновой в окрестностях нашей Звезды совсем недавно.. . около 4. 5 миллиардов лет назад. Пока что теория ничего другого для объяснения мироздания не предлагает.. .
А там, кто его знает.. .
Так вот Практика показывает, что не удаётся «приварить» чугун к стали.. .
Это так же безнадёжно, как попытка приварить металл к пластмассе
Технолог Вам нужен.. .
он бы сразу вам и объяснил бы разницу в свойствах материалов и в их режимах эксплуатации.
Режим эксплуатации тут фиксированный: в печи горят дрова, дым идет в трубу
Оценка статьи:
Загрузка…
Сохранить себе в:
Adblock
detector
Сварка чугуна электродом в домашних условиях инвертором: каким, как правильно
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.

Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Рекомендуем! Разделка и подготовка металла перед сварочными работами
Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура – 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.

[ads-pc-2][ads-mob-2]
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
- ОЗЖН-1;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6;
- МНЧ-2;
- ЦЧ-4.
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм. ;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
 ;
;После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня. [ads-pc-3][ads-mob-3]
Почему чугун может не свариться, как надо
Чугун относится к трудносвариваемым металлам, а потому качество сварки зависит от многих факторов. При несоблюдении режимов и неправильном выборе расходных материалов процесс может пойти не так, как задумано. Это, прежде всего, низкая прочность соединения, неоднородность сварного шва, наличие непроваренных участков, некачественный внешний вид.
Причины дефектов
Выделяются такие основные причины некачественной сварки:
- Образование пластинчатого графита в сером чугуне, который при растягивающих напряжениях вызывает появление холодных трещин.
- Нарушение температурных режимов (перегрев и слишком быстрое охлаждение) ведет к образованию горячих трещин.
- Быстрая кристаллизация приводит к образованию пор в сварном шве за счет выделения водорода, азота, водяного пара, оксида углерода.
- Чрезмерная скорость формирования сварного шва способны привести к появлению непроваренных участков.
- Чрезмерный нагрев металла, чаще всего, приводит к появлению дефектов. Расплав просто вытекает из сварочной ванны при слишком длительном процессе. Своевременные остановки позволяют избежать перегрева.

Важно! Основная причина дефектов — несоблюдение режима сварки и неправильный выбор электродов.
Исправление ошибок
Если при визуальном осмотре или с помощью специальных методик контроля качества выявлены существенные дефекты, то ошибку надо исправить. Основной способ — заполнение дефектов путем наплавления. Некачественный шов надо максимально обработать болгаркой и металлической щеткой. Особо обрабатываются трещины. Для наплавления используются электроды МНЧ-2, ОЗЖН, ОЗЧ-2, ЦЧ-4, Т-590. Перед процедурой желательно предварительно прогреть сваренное место до максимально возможно температуры для повышения пластичности металла.
Интересное: Особенности измерительного контроля сварных соединений
Можно использовать простой и дешевый способ. Стальная проволока марки Св-08 (Сс-08А) обматывается тонкой медной проволокой и погружается в жидкое стекло. Ею можно обмотать место некачественного стыка, после чего осуществить заваривание путем ее расплавления электродом.
Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
 Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Резка и разделка кромок
Эта операция является обязательной при сварке чугуна любым способом. Для этого края зачищают напильником или шлифовальной машиной с насадкой по металлу. Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.
Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.
Рекомендуем к прочтению Особенности сваривания металла с оцинковкой
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
Предупреждение! Этот способ мы еще не пробовали на практике, он был найден в открытых источниках, за результат мы не отвечаем. Если будете делать, то на свой страх и риск. О результатах просим поделиться в комментариях к данной статье. Следующий способ более традиционен и опробован многими, что и показано на видео ниже.
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой; проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55).
- Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.

2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Сварочные аппараты и расходники
Для проведения работ используют следующие приспособления и материалы:
- Сварочный агрегат. Рекомендуется применять аппараты-инверторы, генерирующие постоянный ток. Трансформаторное оборудование обладает низким коэффициентом полезного действия. Качество швов при использовании таких аппаратов снижается.
- Электроды. Диаметр стержня должен составлять не менее 3 мм. Сварка с использованием электрода помогает сформировать качественное соединение. Лучшими считают марки МНЧ-2 и ОЗЧ-2.
- Защитный газ. Чаще всего при сварке чугуна используют аргон. Газовый метод позволяет соединять заготовки толщиной не более 4 мм.
 Трансформаторное оборудование обладает низким коэффициентом полезного действия. Качество швов при использовании таких аппаратов снижается.
Трансформаторное оборудование обладает низким коэффициентом полезного действия. Качество швов при использовании таких аппаратов снижается.Рекомендуем к прочтению Как варить медные провода самому
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.

Каким электродом варить чугун: какие марки, как выбрать?
Чтобы не нанимать мастера по сварочным работам, имеет смысл самостоятельно обучиться этому нелегкому ремеслу. Для начала следует набраться опыта при работе с деталями из простой стали, поскольку труднее всего заварить медь, титан и алюминий. Однако не стоит забывать про чугунные изделия, которые широко распространены в быту (например, сантехнические детали и канализационные трубы). Приходится часто проводить работы с данным металлом, поэтому в статье будет подробно описано, какими электродами можно варить чугун.
Основные правила
В этом деле главное — соблюдение техники безопасности и профессиональных рекомендаций. Домашним умельцам необходимо изучить следующие распространенные сложности и проблемы, связанные с проведением сварочных работ с чугунными изделиями, а именно:
- если будут не соблюдены температурные режимы, то возможно перекаливание сплава, что может привести к образованию пор и появлению напряжения в швах;
- сварочные работы рекомендуется проводить в нижнем положении;
- необходимо аккуратно работать с этим сплавом, иначе в итоге получится хрупкое соединение;
- на деталях могут появиться дефекты (например, трещины), если процессы охлаждения и нагревания были слишком быстрыми или неравномерными;
- если необходимо проводить сварочные работы с несколькими неоднородными элементами, следует учитывать технические параметры обоих сплавов.

Когда возникает вопрос о том, какими электродами варить чугун со сталью, то лучше всего использовать электроды марки ЦЧ-4. Основная загвоздка в проведении подобных работ заключается в том, что необходимо будет применять графитовую подложку, чтобы избежать вытекания чугуна.
Сделать надежное соединение деталей можно и в домашних условиях, однако главное — правильно подготовить поверхность изделия и проводить сварочные работы с учетом технических характеристик чугуна. Самоучкам не стоит забывать: режим сварки и вид электрода — это не менее важные нюансы, учесть которые необходимо до начала проведения работ.
Виды чугуна
Это сплав железа и углерода, в состав которого входят специальные добавки. От процента примесей (кремния, фосфора, серы, хрома и других веществ) зависит вид чугуна. Некоторые сплавы поддаются сварочным работам, однако при этом придется применять электроды с определенными техническими показателями. Следует подробно описать особенности каждого вида:
- Белый чугун имеет высокий показатель твердости, а весь углерод в нем находится в виде цементита.
- Хорошо поддается обработке серый сплав, в котором углерод присутствует в виде графита. Благодаря высоким техническим параметрам материал используют для литья. У неопытных сварщиков может возникнуть вопрос о том, каким электродом варить чугун серый. Мастера советуют в таком случае применять расходные материалы ОЗЧ-2, МНЧ-2 и ОЗЖН-2.
- Ковкий чугун получается в результате термообработки готового белого сплава. Такой вид металла применяется для создания автомобилей и сельскохозяйственной техники. Если возникает вопрос, каким электродом варить чугун с железом, то ответ таков: следует использовать Zeller 866. Помимо этого, можно применять ЦЧ-4.
- Половинчатый чугун используют для создания деталей, которые будут постоянно находиться в эксплуатации.
- Высокопрочный сплав применяют в машиностроении и для изготовления газо- и нефтепроводов.

Какими электродами варить чугун и сталь без предварительного нагрева? Профессионалы заявляют, что для этого можно использовать расходники Zeller 888 и Zeller 855.
Способы сварки
Работы ведутся с использованием разных методов, для каждого из которых присуще определенные преимущества и недостатки. Специалисты выделили три основных способа сварки чугунных деталей:
- Горячий метод, специфика которого заключается в том, что сплав необходимо изначально прогреть при температуре 500-600 °С. Для создания швов применяются электроды ОМЧ-1, диаметр которых составляет 8-16 мм.
- Использование инертного газа — способ, применяют который для ремонта чугунных труб и автомобильных деталей. Помимо этого, метод подходит в случае, когда требуется сварить неоднородные металлы.
- Сварка чугуна электродом в домашних условиях — осуществимое действие, при котором рекомендуется применять холодный способ, поскольку не надо будет нагревать рабочие изделия.
Домашним умельцам следует изучить состав чугуна и его технические свойства. Специалисты утверждают: легче работать с серым сплавом.
Подготовка деталей
Если начальные мероприятия по очистке изделия прошли успешно, то сварное соединение будет проще сделать качественным. Подготавливать детали следует в таком порядке:
Подготавливать детали следует в таком порядке:
- Очистить поверхность изделия от пыли и мусора.
- Обезжирить конструкцию с помощью растворителя.
- Использование подкладок — важное условие, если приходится проводить работы с тонким чугуном.
- Разделка кромок выполняется перед соединением толстостенных деталей, в этом случае используется напильник или болгарка;
- Перед тем как начинать сварочные работы, трещины на изделиях надо вырезать, а концы закруглить.
Популярные электроды
Выше уже были упомянутые некоторые расходные материалы для выполнения сварочных работ. К основным маркам электродов по чугуну относятся следующие:
- ОЗЧ-4;
- ОЗЖН-1;
- ЦЧ-4;
- ОК 92.18;
- ОЗЧ-2.
Каким электродом варить чугун к металлу? Из упомянутого списка для этих целей применяется расходник марки ЦЧ-4.
Холодная сварка: ключевые принципы
Для начала необходимо приобрести оборудование и специальные электроды, содержащие никель или медь. Главная сложность при выполнении сварочных работ заключается в том, что на участке наложения шва увеличивается хрупкость чугуна, поскольку сплав подвергается чрезмерной закалке. Какими электродами варить чугун электросваркой? Существует множество стержней, но специалисты рекомендуют такие отечественные марки:
Главная сложность при выполнении сварочных работ заключается в том, что на участке наложения шва увеличивается хрупкость чугуна, поскольку сплав подвергается чрезмерной закалке. Какими электродами варить чугун электросваркой? Существует множество стержней, но специалисты рекомендуют такие отечественные марки:
- ОЗЧ-2 и ОЗЧ-6 — электроды с медным наконечником, который обработан железным порошком.
- Железно-никелевые стержни ОЗЖН-1, ОЗЧ-3, ОЗЧ-4, которые используют для сварки чугуна постоянным током.
- Расходники марки МНЧ-2 — оптимальный вариант для выполнения сварочных работ, но у них есть один недостаток — высокая стоимость. Производитель применят для стрежня сплавы металлов из меди, марганца, железа и никеля.
Но самоучки все равно могут задаваться вопросом о том, каким электродом варить чугун с помощью электросварки лучше всего, на что можно ответить: рекомендуется использовать МНЧ-2, поскольку с помощью этих расходников можно сделать качественный шов. Помимо этого, подобное соединение будет защищено от негативного влияния агрессивных сред и горячих газов.
Помимо этого, подобное соединение будет защищено от негативного влияния агрессивных сред и горячих газов.
Электроды для горячей сварки
Мастера применяют разные температуры нагрева соединительных швов:
- от 500 до 600 °С — горячая сварка;
- 300-400 °С — полугорячая;
- 150-200 °С — теплая.
Но чугун — это железо, которое при сильном нагреве меняет свою структуру, так что нельзя нагревать сплав свыше 650 °С. К тому же изделие должно остывать постепенно. Каким электродом варить чугун? Рекомендуется использовать расходные материалы марки ЦЧ-4, если работы ведутся по технологии горячей сварки, а ОК 92.18 — при теплой температуре.
Для соединения изделий из неоднородных металлов применяются расходные материалы марки ЦЧ-4. Необходимо соблюдать все технические требования холодной и горячей сварки. Такими электродами можно легко устранить дефекты. Помимо этого, такие расходные материалы применяются, если необходимо наложить несколько слоев, чтобы подготовить деталь для последующих сварочных работ.
Какими электродами варить чугун со сталью? ZELLER 855 и Ficast NiFe — вот популярные марки расходных материалов для сварочных работ, с помощью которых мастера соединяют разные виды сплавов. Если материалы не были предварительно очищены и обработаны — это не проблема, поскольку профессионалы могут работать в этом случае с неподготовленными изделиями.
Принципы сварки стали и чугуна
Первое, что надо сделать — подготовить два неоднородных металла. Придется потратить немало времени, чтобы зачистить до блеска место сваривания с помощью наждачной бумаги или стальной щетки. Чугун — это пористый металл, в который глубоко проникают жиры и масла, поэтому рекомендуется тщательно очистить загрязненные места.
Следует перейти к сварочному процессу: так, если напряжение сварочного аппарата — не более 54 В, то работы необходимо вести с использованием постоянного тока обратной полярности. В ином случае необходимо применять переменный ток. Чтобы не произошло сильного расширения в месте сваривания, оба металла нагревают до температуры около 600 °С. Однако и при охлаждении сварной шов может потрескаться, поэтому необходимо аккуратно и внимательно выполнять начальные работы.
Однако и при охлаждении сварной шов может потрескаться, поэтому необходимо аккуратно и внимательно выполнять начальные работы.
Если приходится варить толстостенные детали, то придется следовать иной инструкции. В этом случае не понадобится делать подогрев, поскольку два неоднородных металла можно будет приварить с помощью небольших валиков, длина каждого из которых должна составлять не более 2,5 мм. Это сложный процесс, при котором герметичность шва не важна. При этой технологии каждый валик требуется накладывать на другой, предварительно остывший. Такой сварной шов, даже выполненный мастером, получится крайне хрупким.
Неплавящиеся электроды
Чугунные заготовки можно соединить с помощью угольных, графитовых и вольфрамовых электродов. Главное — подобрать присадочный элемент, в роли которого могут выступать стальные, медные, чугунные и алюминиевые стержни. Сварочные процесс проводится посредством инертного газа либо бура (флюса). Как правило, опытные сварщики используют вольфрамовые расходные материалы с никелевой присадкой.
Применение электродов УОНИ
В особых случаях во время сварочных работ с чугунными изделиями используют медно-стальные расходники. Чтобы сделать такие электроды, необходимо накрутить на УОНИ 13/45 медную проволоку, толщина которой составляет от 1,5 до 2 мм. Главное, чтобы ее масса превышала в 5 раз вес металлического стрежня. Если возникает вопрос о том, каким электродом варить чугун, то можно смело использовать УОНИ.
Добиться лучших результатов можно, если применять УОНИ-13/55. Однако, в этом случае главное — это не допустить перегрева чугунной детали, поскольку из-за этого могут появиться трещины на сварочном шве. Помимо этого, необходимо следить за тем, чтобы металл сильно не прогревался возле соединяемого участка.
Немецкие электроды
В Германии производят качественные электроды по чугуну, которые получили широкое распространение в России. К примеру, сюда относится марка UTP 86 FN и присадочный нержавеющий пруток UTP A68 HH. Немецкая компания UTP Schweissmaterial делает никелевые электроды, которые подходят для сварочных работ с чугуном. Сварщик сделает качественные и устойчивые к растрескиванию швы.
Сварщик сделает качественные и устойчивые к растрескиванию швы.
Capilla 41 — электроды от другой немецкой компании, с помощью которых ведутся работы по технологии горячей сварки. Если выбран холодный метод, то лучше приобрести Capilla 43.
Позаботились производители и о людях, которые интересуются тем, каким электродом варить чугун со сталью. Специалисты советуют покупать угольные изделия от компании TEAM BINZEL, поскольку они производят расходные материалы, с помощью которых ведутся работы со многими видами металлов (например, медью и нержавейкой).
В заключение
Каждый опытный или начинающий сварщик вправе сам решить, каким электродом лучше варить чугун, поскольку на строительном рынке имеется большой выбор подобных материалов. В этом деле главное — правильно подобрать электрод. В статье были приведены популярные марки материалов, с помощью которых мастера делают сварные швы на чугунных изделиях. К тому же, если к делу приступает опытный сварщик, подобные работы можно вести с разными видами металлов.
Если ответственно отнестись к описанным правилам и рекомендациям, то получится технически правильно сварить чугунные изделия.
Можно ли сваривать чугун со сталью? – Weld Gears
Да, вы наверняка сможете приварить чугун к стали. Есть определенные вещи, которые вам нужно иметь в виду, прежде чем вы начнете весь этот процесс сварки их вместе.
Сегодня я расскажу обо всех из них в этой статье, чтобы вам было легче и проще выполнять работу, избегая нескольких очевидных ошибок, которые можно сделать при попытке сварить их вместе.
Я сразу перейду к пунктам, которые следует учитывать при сварке чугуна со сталью.
Если вы будете следовать приведенным ниже пунктам, у вас будет успешный сварочный проект.
1. Вы должны быть абсолютно уверены, что у вас в руках чугун, а не какой-либо другой материал с высокой температурой плавления. Это просто все испортит, потому что много раз мы могли бы запутаться между разными типами чугунных отливок.
Все они могут показаться одинаковыми, но с совершенно разной металлургией. Даже разные виды чугуна будут вести себя по-разному, поэтому перед сваркой со сталью нужно быть уверенным в том, что у вас в руках.
2. Если вы хотите сварить чугун и сталь для ремонтных работ или чего-то в этом роде, обязательно обратите внимание на признаки повреждения или трещины от напряжения на любом из материалов.
Потому что, если произойдет какое-либо повреждение, вы можете также заменить отливку до того, как изготовите их вместе, только чтобы заменить ее на более позднем этапе.
3. Поскольку чугун имеет более низкую температуру плавления по сравнению со сталью, ваш сварочный аппарат необходимо соответствующим образом отрегулировать.
Вы также должны обратить особое внимание на более тонкие куски чугуна, чтобы не испортить их полностью, проделав в них неправильные отверстия, из-за отсутствия правильной оценки толщины стенок или, если на то пошло, машина была включена. высокая.
высокая.
4. В случае небольших литейных работ необходимо предварительно нагреть отливку, чтобы предотвратить ее растрескивание вблизи места сварки. Нагрев должен производиться в пределах 500-1200 градусов по Фаренгейту, но не выше 1200 градусов.
Даже прогрев зоны сварки до 100 градусов будет достаточным, если вы не можете предварительно нагреть весь кусок. Вы должны обшить весь сегмент, чтобы замедлить процесс охлаждения в случае, если вы его предварительно нагрели, потому что, если он остынет быстро, на детали могут начать образовываться крошечные трещины. Неплохой идеей будет нанести герметизирующую смесь для обеспечения водонепроницаемости.
5. Сварку следует выполнять по 1 дюйму за раз, поскольку это поможет устранить трещины. У вас есть возможность сшить компоненты сварки вместе, чтобы позже вернуться и заполнить пустоту.
Прежде чем приступить к сварке чугуна и стали, не забудьте обратить внимание на указанные выше моменты.
Различные способы сварки чугуна со сталью
Теперь вы знаете, какие меры предосторожности необходимо принять перед процессом сварки, поэтому сейчас я собираюсь дать вам несколько способов сварки двух компонентов вместе по любой причине. вы можете иметь в виду для желающих сделать это.
1. Существует так называемая декоративная сварка, при которой привариваются причудливые железные изделия к мягкой стали. Хорошо, что для этого вам не нужно следить за тем, чтобы связь между ними была очень сильной.
Этого можно добиться, просто используя нержавеющую проволоку из-за высокого содержания в ней никеля, а также аппарат для дуговой сварки с флюсовой сердцевиной или безгазовую MIG, которые обеспечивают склеивание двух материалов. Это лучший вариант, если материалы тонкие, и вы хотите выполнить работу быстро, однако имейте в виду, что ваши сварные швы могут быть не самыми прочными.
2. Для настоящей сварки вам понадобится что-то более прочное, и для этого у вас есть сварочный аппарат MIG или TIG с проволокой или прутком на основе никеля. Они также носят имя Ни-род. Вы всегда можете обратиться к своему местному поставщику сварочных материалов, чтобы получить более полное представление об этом типе оборудования и проводов.
Как упоминалось ранее, о том, как легко чугун может треснуть при сварке, и чтобы попытаться избежать этого, стоит замедлить процесс его охлаждения. Есть способы сделать это — вы можете использовать горячий песок, чтобы засыпать сварной шов, или накрыть его одеялом из керамического волокна.
3. Еще один отличный способ сварки чугуна со сталью — использование механических крепежных деталей, так как их можно легко разрезать и просверлить.
В противном случае вы всегда можете попробовать выполнить пайку, для чего вам понадобится кислородная горелка и припой с флюсовой сердцевиной. Я бы посоветовал немного попрактиковаться на таких материалах, как медные трубы, прежде чем сразу переходить к железу.
4. Сварка стержнем – хороший метод сварки чугуна с мягкой сталью. Используйте щетку для шлака, чтобы немного забить и закрепить, чтобы облегчить работу. Для достижения наилучших результатов вы должны работать при токе 95 ампер, используя DCEP (положительный электрод постоянного тока).
См. также: Как сварить и уберечь сталь от изгиба?
Можно ли сваривать чугун со сталью с помощью сварочного аппарата MIG?
Да, вы можете сваривать чугун со сталью с помощью MIG-сварщика, однако большинство профессиональных сварщиков не рекомендуют этот вариант, поскольку сварное соединение не будет таким прочным, как при выполнении методом MMA.
Итак, если вы рассматриваете этот вариант, вы можете следовать приведенным ниже советам, которые будут вам полезны.
1. Специальная никелевая проволока является лучшим и самым дорогим вариантом для сварки MIG, но хорошей и менее дорогой альтернативой является проволока MIG из нержавеющей стали для сварки чугуна.
2. Примените метод 80% аргона 20% углекислого газа, но недостатком этого будет ржавление металла. Чугун в любом случае подвержен ржавчине.
3. Отливку можно соединить проволокой для пайки, но это может привести к слабому сварному шву. Для металлов, которые предположительно могут столкнуться с нагрузками и ударами, это не лучший вариант.
4. В зависимости от вида выполняемой работы можно использовать шипы для обеспечения механической прочности сварного шва.
Какая сварка лучше всего подходит для чугуна?
Это один из наиболее часто задаваемых вопросов о сварке чугуна. И наиболее применяемой техникой или методом сварки является MMA (ручная дуговая сварка металлом), SMAW (дуговая сварка защищенным металлом) или сварка электродом.
Это самый универсальный из всех методов, достаточно гибкий и способный противостоять недостаткам процесса благодаря большому количеству расходных материалов.
Однако самым большим недостатком является то, что сильное ослабление металла сварного шва вызвано литьем из-за его высокой инфильтрационной дуги.
Сварщики-любители предпочитают этот метод из-за его простоты и того факта, что вы можете найти несколько дуговых сварочных аппаратов по разумной цене как для бытовых, так и для коммерческих целей, а также различные электроды, которые можно использовать для различных работ. Вам просто нужно убедиться, что вы используете соответствующий сварочный электрод для работы.
В основном для ММА используются электроды на основе железа и никеля. Первый используется для незначительного восстановления отливки и для соответствия цвету, поскольку он дает металл сварного шва с высокоуглеродистым мартенситом.
Чаще используется последний, так как он дает более пластичный металл сварного шва, а также помогает уменьшить предварительный нагрев и растрескивание чугуна.
Почти все типы фундаментальных регулировок могут быть эффективно выполнены путем пайки бронзовым стержнем без покрытия, флюсом и ацетиленовой горелкой, но это будет зависеть от цены, возможности механической обработки и одно- или многопроходного сварного шва.
Спецификация электродов для сварки чугуна
Существуют различные типы электродов, которые можно использовать для сварки чугуна, и правильный выбор также является важным шагом.
- Стержни из 99% никеля
Эти типы электродов обеспечивают обрабатываемые сварные швы, которые лучше всего подходят для сварки отливок с низким и средним содержанием фосфора.
Из таких стержней из чистого никеля получают гибкий и податливый наплавленный металл. Они дадут вам наилучшие результаты при сварке, но являются более дорогим выбором.
- Стержни из 55% никеля
Эти типы электродов, как и электроды из 99% никеля, также используются для сварки толстых стержней, но в основном они дешевле.
Если вы хотите сваривать чугун со сталью, то эти стержни — идеальный выбор. Он образует меньше трещин в линии сплавления, чем стержни из 99% никеля, из-за более низкого коэффициента расширения.
- Стальные стержни
Эти типы электродов не поддаются механической обработке, как два других варианта, и создают твердые сварные швы, отделка которых требует дополнительной шлифовки. Это идеальный выбор для любого мелкого ремонта и пломбирования, а также самая дешевая альтернатива из всех трех.
Стальные стержни лучше всего подходят для отливок, которые не были тщательно очищены перед процессом сварки, а также имеют соответствующий цвет.
Подведение итоговЭто методы, которые я испробовал и испытал на себе, поэтому могу поручиться за них. Тем не менее, я всегда узнаю больше по ходу работы и со временем буду добавлять больше информации. Я надеюсь, что эта информация поможет вам начать свой первый проект сварки чугуна со сталью.
Это не самая сложная задача, и это не ракетостроение. Пока вы следуете точным методам и процедурам, все в порядке.
Основное правило, о котором всегда следует помнить, заключается в том, что вам нужно стараться избегать растрескивания чугуна, потому что, как только это начнет происходить, извлечение из него становится проблемой.
How To Welding Cast Iron [A Dying Art]
ToolTally поддерживается читателями и получает комиссию, когда вы покупаете продукт по ссылкам на нашем сайте
Высокое содержание углерода (2-4%) в чугуне делает его другой зверь, чем работа с обычной сталью.
Благодаря высокому содержанию углерода чугун чрезвычайно прочен и может служить десятилетиями. Однако он также более хрупок и при воздействии быстро меняющихся температур или экстремальных нагрузок выходит из строя.
Существует два основных типа чугуна.
- Серый чугун – это самый распространенный чугун. Он имеет меньшую прочность на растяжение, но поскольку углерод выделяется в виде графита в процессе ковки, он немного более пластичен и поддается сварке.
- Белый чугун – Белый чугун содержит углерод в виде карбида железа. Это делает его слишком твердым и хрупким и считается несвариваемым. Он используется во вкладышах цементных смесей, в экструзионных соплах для производства и в шламовых насосах.
Когда чугун трескается, владельцы просто сдаются и выбрасывают его.
Тем не менее, наши читатели, у которых есть сварочные аппараты, хотят попробовать сварить чугун.
Ответ заключается в том, что и сварка электродом, и сварка ВИГ подходят для ремонта чугуна. Это выполнимо с MIG, но обычно не является первым выбором. Вы также можете использовать кислородно-ацетиленовый припой, чтобы снова спаять металл.
Когда мы говорим о чем-то вроде блока цилиндров, возможность сварки чугуна может означать экономию сотен или тысяч долларов.
Сварка Чугун требует большего ухода, но вполне выполним.
Это не должно быть вашим первым проектом. Вы также должны выбрать несколько более дешевых кусков чугуна, чтобы поиграть с ними, прежде чем ремонтировать дорогостоящий предмет.
Шаги к сварке чугуна
1. Чистый до блестящего металла
2. Определите трещину
3. Просверлите трещину
4. Начните с предварительного нагрева
5. Не перегревайте металл
6. Упрочнение
7. Медленное охлаждение
Методы сварки и присадочные металлы
Сварка чугуна MIG
Ручная сварка чугуна
TIG-сварка чугуна
Закари Драмм
Этапы сварки чугуна
1. Чистота до блеска металла
Чугун часто имеет тяжелые ямки и отложения ржавчины. Или, когда он ломается, он делает это с большим количеством шероховатых краев и грануляций.
Чтобы иметь хоть какую-то надежду приварить его, вам нужно будет приобрести несколько лепестковых дисков для угловой шлифовальной машины и начистить его до гладкого яркого блеска. (Это будет работать с твердым шлифовальным диском, если вы предпочитаете).
Потратьте некоторое время на шлифовку трещины и убедитесь, что у вас есть блестящая поверхность для хорошего сцепления со всеми частями трещины. Если это микротрещина на поверхности, и вы попытаетесь заварить ее, вы только покроете повреждение, не заделывая более глубокую трещину.
Раскройте эти маленькие трещины шлифовальным кругом, чтобы получить полное проникновение. Пока вы это делаете, скосите края трещины так, чтобы она была шире в верхней части.
2. Определите трещину
Теперь, когда вы прошли через ржавую область, очистите металл керосином и тряпкой. Это поможет выделить трещину и показать любые изломы волосяного покрова, которые вы, возможно, пропустили.
Продолжайте шлифовать и очищать, пока не обнажатся все поврежденные участки.
3. Просверлить трещину
Если вы не просверлите оба конца трещины, вполне вероятно, что она появится снова из-за остаточных напряжений.
При ремонте трещины необходимо просверлить небольшое отверстие диаметром 1/8 дюйма на каждом конце. Это увеличивает радиус вершины трещины и распределяет давление трещины по большему радиусу.
Поступая таким образом, вы разрушаете трещину и не даете ей так же легко восстановиться.
Вам нужно просверлить толщину трещины. Для более поверхностной трещины потребуются более мелкие отверстия, просверленные на каждом конце.
4. Начните с предварительного нагрева
Чугун плохо реагирует на резкие перепады температуры. Если вы попробуете сварку без предварительного нагрева, вполне вероятно, что вы услышите «звенящий» шум, который возникает из-за трещин в металле из-за резких перепадов температуры.
Это помогает предварительно нагреть его горелкой и довести изделие до 500 градусов или около того. Это избавляет от необходимости сразу переходить от комнатной температуры к температуре сварки.
Если чугун нагреть слишком быстро, он треснет. То же самое касается слишком быстрого охлаждения.
Еще одна вещь, которую следует учитывать, это то, что, начав сварку, вы захотите продолжать ее до тех пор, пока работа не будет выполнена (часто делая мини-перерывы, как вы увидите ниже). Если вы ломаете достаточно долго, чтобы металл остыл, вам нужно будет использовать пропановую горелку и снова нагреть кусок металла.
Если вы нагреете металл до такой степени, что он начнет светиться, вы нагреете его примерно до 900 градусов. Работайте медленно и старайтесь нагреть деталь как можно более равномерно с помощью горелки.
Это также помогает очистить поверхность от масел и других остатков.
5. Не перегревайте металл
Используйте минимально возможный ток, чтобы получить хороший сварной шов. Чугун можно сварить при токе всего 50 ампер.
Чугун легко перегреть сварочной дугой. Дуга намного горячее, чем температура плавления чугуна 1450 градусов по Фаренгейту.
В связи с этим рекомендуется использовать для сварки короткие 1-дюймовые сегменты.
Хороший способ сделать это — заварить один конец трещины, а затем перейти к другому концу и заварить другую сторону. Работая от конца к концу (или «пропуская сварку»), вы можете быстрее заполнить трещину, не перегревая ее.
Так как вам придется повторно зажигать дугу для каждого 1-дюймового сегмента, держите файл под рукой. Вы можете ненадолго зачистить край последнего сварного шва и получить свежую поверхность для начала следующей дуги.
6. Упрочнение
Сразу же после каждого 1-дюймового участка ударяйте по этому сварному шву молотком с шариковым бойком, чтобы снять любое напряжение в сварном шве.
Помогает предотвратить формирование сварного шва таким образом, что впоследствии он может треснуть.
7. Медленное охлаждение
Воздушное охлаждение слишком быстрое для чугуна. Вы захотите использовать горелку, чтобы медленно разогреть металл и замедлить скорость охлаждения.
Вы также можете закопать его в песок или завернуть в огнеупорное одеяло.
Наилучшая скорость охлаждения чугуна составляет около 50 градусов в час. При 1000-градусной жаре металл должен остыть почти за сутки, чтобы до него можно было дотронуться.
Техника сварки и присадочные металлы
Для процессов сварки, требующих защитного газа, вполне надежно работает смесь 98% аргона и 2% двуокиси углерода.
Сварка чугуна MIG
Хотя сварка чугуна MIG возможна, этот метод не является предпочтительным. Если вы собираетесь попробовать это, проволока на основе никеля может работать хорошо. Эти провода дороже, чем некоторые другие элементы, но они достаточно мягкие, чтобы их можно было использовать при более низкой силе тока, и в то же время достаточно прочны для последующей обработки.
Еще одна идея, которая хорошо работает при частичном заполнении трещины в пораженной области, заключается в использовании проволоки для пайки. Эта более мягкая проволока хорошо подходит для заполнения зазоров в чугуне без перегрева окружающего чугуна.
Ручная сварка чугуна
Ручная сварка (дуговая сварка в среде защитного металла или SMAW) является одним из наиболее популярных способов ремонта чугуна. В нем используется расходуемый электродный стержень, покрытый флюсом, который также выступает в качестве наполнителя.
Никелевый стержень отлично подходит для соединения грязного чугуна и железа, погруженного в масло. Также популярны смешанные металлические стержни. Сварочный пруток из чистого никеля отлично подходит для чугуна и выглядит как никель, когда вы его кладете. Это должно работать с переменным/постоянным током.
Для ремонта трещин в блоках цилиндров и коллекторах, а также для предотвращения повторного образования трещин чаще всего выбирают сварочный пруток
Muggy 77. Это требует от вас хорошей подготовки металла, но затем используется комбинация трех металлов для обеспечения более упругой связи и предлагает лучшие возможности растяжения для сценариев, где металл регулярно нагревается и охлаждается (например, выпускной коллектор). Он имеет ограниченную пористость и легко осваивается новичками.
Сварка ВИГ чугуна
Как и другие виды сварки, сварка ВИГ хорошо работает, если вы выбираете расходные материалы с высоким содержанием никеля. Blue Demon делает хорошее удилище из 99% никеля, которое хорошо подходит для Тига. Использование высокого импульса на вашей установке TIG хорошо работает, если он у вас есть, а ножная педаль может помочь вам избежать перегрева металла во время работы.
Как сваривать чугун
09-20-2011 #1
Как сварить чугун
У меня есть старая бетономешалка, которая только что сломала чугунный подшипник. Интересно, а стоит ли мне — новичку, начинающему, неуклюжему, тупому сварщику пытаться его починить?
У меня есть смутное представление о том, что сварка чугуна сложна — или его много типов, или что-то в этом роде.
В любом случае, вот работа, я буду признателен за любые мысли по этому поводу:
ммм.
.. эта вставка изображения не работала, когда я смотрел на это после публикации. Поэтому я оставлю прямую ссылку на фото на фотобакете здесь:http://s307.photobucket.com/albums/n…crete%20mixer/
Последний раз редактировалось abrogard; 20.09.2011 в 18:37.
Ответить с цитатой
20-09-2011 #2
Re: Как сварить чугун
Отлично выглядящий миксер.
Прикрепленные изображения Кажется, у моего папы был такой же, когда я был ребенком. Тогда он много пользовался этим старым микшером и не мог без него.Я уверен, что литье поддается сварке, но по моему почти 35-летнему опыту сварки в быту я могу сказать, что литье — трудный для сварки металл. ржунимагу. Он будет трескаться, когда он остынет, когда металл сварного шва подтянется.
Давным-давно, когда я однажды сказал боссу парню с треснувшим блоком двигателя: «Я могу это починить». После того, как он превратил трещину длиной 3 дюйма в трещину длиной 12 дюймов и шириной около 4 дюймов, он сказал парню, что это невозможно исправить. Ну, правда в том, что это нельзя исправить СЕЙЧАС!!!! Он и его гипс стержни испортили этот блок парней
Однажды, где-то в 1992 году, мой друг-фермер заглянул ко мне с двумя старыми сломанными дешевыми литыми тисками. Он сказал, ты починишь их, и я дам тебе один. Когда у меня было время, я сварил оба тиска и позвонил ему. Он подошел и попросил меня выбрать то, что я хотел.
Я сказал ему рис. У меня все еще есть эти старые отремонтированные тиски, и с того дня они даже стоят на моих грузовиках. Я таскал с собой этот старый порок все эти годы, и он стал предметом разговора (наверное, поэтому он у меня до сих пор), и он был у меня по всей стране. И он все еще работает, и я использую его всякий раз, когда мне нужны тиски.Я узнал об этом много лет назад о сварке литья, когда пытался починить колокольню, которая была разбита на 7 частей для компании, в которую меня тогда наняли. Используйте стержни LoHi 7018 и сваривайте по дюйму за раз, сколите его, затем почистите, когда снова сварите дюйм. С помощью этой техники я починил этот колокол в тот день, и это было на дизельном компрессорном двигателе 871 Detroit V8. Я использовал ту же самую дюймовую технику каждый раз, когда мне приходилось сваривать отливки, и она всегда работала для меня каждый раз, и эти сварные швы будут держаться, я не сомневаюсь.
Если я сварю больше, чем этот 1 дюйм, металл станет слишком горячим и треснет.
То же самое для меньшего количества. Если я не попаду в правильный ритм зачистки и зачистки, он слишком сильно или недостаточно остынет и треснет .. Но при правильном выборе времени я могу поставить огромные сварные швы lohi 7018 на отливку без каких-либо трещин.Просто подумал. побежал к грузовику и сделал пару фото тех старых тисков спустя 18 лет после ремонта. И да, это были стержни 1/8″ LoHi 7018, сваренные с 1980 SA200, вероятно, на 150 и 45 (если я это помню (все 7018, которые у меня были в гараже в то время).
Последний раз редактировалось slowhand; 20.09.2011 в 19:51.
Ответить с цитатой
09-20-2011 #3
Re: Как сварить чугун
вау, эта старая реликвия навевает воспоминания! — смеситель, а не тиски.
ɹǝʌo ǝɯ lloɹ ‘sıɥʇ pɐǝɹ uɐɔ noʎ ɟı
Ответить с цитатой
20-09-2011 #4
Re: Как сварить чугун
Вау, Slowhand, я запомню этот трюк. Я помню, как в школе в прошлом году, когда мы впервые узнали о 7018, учитель упомянул, что они могут сваривать *некоторые* отливки.
Спасибо за шарин, чувак
[Учетная запись заброшена 08.
08.16 Пожалуйста, не пытайтесь связаться или ожидать ответа]. До встречи на YouTube! -ChuckE2009Ответить с цитатой
21.09.2011 #5
Re: Как сварить чугун
Да, большое спасибо за этот пост. Это было здорово. Разве не было бы хорошо, если бы все сообщения на форуме были такими хорошими? Мы никогда не перестаем читать форумы……
Ну, я дал работу местным профессионалам.
… ты наводишь меня на мысль, что они вполне могут и сами облажаться, это так сложно, потенциально — кто знает, что бросит смесь железа, это было, когда этот миксер был построен.Но если они облажаются, они могут быстро сфабриковать для меня что-то для той же работы из того, что им нравится, и достаточно прочного. Это не совсем подшипник, не так ли? Просто стопорное отверстие или что-то в этом роде.
«коромысло» миксера при заливке поворачивается в нем на 180 градусов, потом возвращается и все «до следующей загрузки». Должно быть легко сделать что-то, чтобы справиться с этой рабочей нагрузкой.
Я попробую немного сварить чугун, когда найду немного чугуна. Попробуй догнать те стержни, о которых ты упоминаешь. Не знаю, сколько американских удилищ мы можем получить здесь, в Австралии.
Ответить с цитатой
09-21-2011 #6
Re: Как сварить чугун
http://www.
lincolnelectric.ca/knowle…ronpreheat.asphttp://www.lincolnelectric.ca/knowle…rackrepair.asp
http://www.lincolnelectric.ca/knowle.. .electrodes.asp
Хм, только что заметил, что я как-то был на сайте канадского Линкольна. Эх. Не то, чтобы это действительно имело какое-либо значение.
Два основных способа сварки чугуна, как указано в первой ссылке выше. Горячий или прохладный. Я больше склоняюсь к мысли «Do it Hot». А «классическим» сварочным присадочным материалом/стержнем для сварки чугуна является никелевый стержень. Никелевый наполнитель на самом деле не имеет «проблем» со всем углеродом в чугуне, но это чертовски дорого. Хотя можно использовать и другие наполнители/стержни, у вас очень-очень-очень высокий шанс получить очень-очень-очень твердый и хрупкий сварной шов (из-за высокого содержания углерода в чугуне, смешиваемом со стальным наполнителем и заканчивается очень-очень-очень твердым и хрупким мартенситным валиком, который трескается, или сжимающийся/охлаждающийся валик разрывает хрупкий чугун на части и ПИНГ! при охлаждении после сварки).
Самые лучшие схемы… Банда агли…
Ответить с цитатой
21.09.2011 #7
Re: Как сварить чугун
Вы можете спаять эту деталь вместе с горелкой O/A и прутком для пайки. Когда я был подростком и только учился сварке, я снова спаял скользящие губки тисков. Этот порок все еще используется сегодня, 40 лет спустя.
» Мы здесь потому, что не все здесь »
SA 200
Idealarc TM 300 300
MM 200
MM 251
30a Spoolgun
Precision Tig 375
Invertec V350 Pro
Устройство подачи проволоки SC-32 CS 12
Oxweld/Purox O/A
ArcAir
Hypertherm Powermax 85
LN25Ответить с цитатой
22.09.2011 #8
Re: Как сварить чугун
Думаю, они попали в критические вещи.
Но вы также должны иметь хорошее качество, возможно, серое литье для начала. Хлам не сварится. Вырежьте в нем V-образный вырез, чтобы обнажить хороший металл, если это возможно, поверхностный сварной шов не будет иметь большого значения в зависимости от детали. Примеси перемещаются на поверхности в процессе литья.
Я делал это на дровяной печи. Соедините детали на плите, хорошо разожгите ее. Пусть хорошенько прогреется и прогреется, я использовал пруты, указанные как для сварки литые от Harbour Freight, они работали.
После того, как сварил, оставил на плите с хорошим огнем, догорел. После того, как все остыло, то ее убрали. Сделал таким образом довольно тонкие вещи.
У меня был сосед, который был главным мастером по изготовлению инструментов и штампов в компании, занимавшейся электрометаллургическими работами. У них были литые детали, используемые в производственных штампах, которые могли сломаться. Их всегда спаивали. По-видимому, это предпочтительный способ получить исправление.
Ответить с цитатой
22.09.2011 #9
Re: Как сварить чугун
Недавно я приварил треснувшее колесо для своей ленточной пилы … бросил его в кухонную духовку, на некоторое время полностью перевернув, приварил его электродами, сделанными Hobart, которые называются normacast, которые я купил в хозяйственном магазине. обратно в духовку после сварки, немного снижая температуру каждые 20 минут или около того.
На этот раз это сработало.Ответить с цитатой
24.09.2011 #10
Re: Как сварить чугун
Очень интересные эти сообщения, я думаю.
Что случилось с моей работой? Он спаял его. Очень случайно, а?
Вот картинки:
И вот еще раз URL, как и в прошлый раз, чтобы опять не работала штука с «вставить изображение».
http://s307.
photobucket.com/albums/n…crete%20mixer/Ответить с цитатой
Руководство по ремонту чугуна сваркой или пайкой – PAKTECHPOINT
- ОБЛАСТЬ ПРИМЕНЕНИЯ
- ССЫЛКИ
- ОБЩИЕ СВЕДЕНИЯ
- БЕЗОПАСНОСТЬ
- ВЫБОР ПРОЦЕССА
- ИСПОЛНЕНИЕ
- Подготовка швов
- Предварительный подогрев
- Охлаждение
- Техника сварки
- ОКСИАЦЕТИЛЕНОВАЯ СВАРКА (FGW)
- ДУГОВАЯ СВАРКА ЭКРАНИРОВАННОГО МЕТАЛЛА (SMAW)
- Электроды на основе никеля или никеля
- Электроды из малоуглеродистой стали и стали со специальным покрытием
- Электроды с медным основанием
- ОКСИАЦЕТИЛЕНОВАЯ ПАЯЯ
РИСУНОК
- Подготовка швов
- Типовая печь предварительного нагрева
Область применения кислородно-ацетиленовая сварка (FWG) или процессы пайки.
2. СсылкиВ настоящем стандарте сделаны ссылки на следующие документы.
A M E R I CA N Общество механических инженеров (ASME)
СПЕЦИЯ ПРАВИЛА VIII VII II II IAR для Construction of Dame of Lake Vess Vess Vess Vess Vess.
. e r i ca n Welding Society (AWS)
для сварочных электродов для чугуна
A 5.27 Технические условия на стержни из меди и медных сплавов для кислородной сварки
3. Общие положения 3.1 Ремонт чугуна должен выполняться при абсолютной необходимости сваркой или пайкой. По возможности следует использовать механические методы ремонта, поскольку сварка или пайка обеспечивают не более 50 % вероятности успеха.
3.2 В настоящем стандарте рассматриваются следующие типы чугуна для ремонта чугуна сваркой или пайкой. Легированные чугуны (белые и закаленные) не подлежат сварке или пайке.
- Серый.
- Чугун с шаровидным графитом (ковкий).
- Ковкий чугун.
3.3 Ремонт трещин или других дефектов в чугуне затруднен из-за необходимости высокого уровня навыков сварки, а также длительных и чрезвычайно важных процедур предварительного и последующего нагрева, необходимых для минимизации или предотвращения зоны термического влияния (ЗТВ) растрескивание.
3.4 Раздел VIII ASME, UCI-78 дает разрешение на ремонт сосудов под давлением, изготовленных из чугуна. Раздел VIII ASME, UCD-78 не разрешает сварку литых изделий из ковкого чугуна для ремонта.
На производственных площадках должны соблюдаться правила техники безопасности, предписанные в SES W02-F01.
5. Выбор процесса Выбор процесса определяется требуемой физической прочностью, стоимостью, коррозионной стойкостью покрытия, обрабатываемостью и соответствием цвета. Следует обратить внимание на возможное гальваническое воздействие. Наиболее надежным методом является кислородно-ацетиленовая сварка чугунными сварочными электродами. Там, где гальваническое воздействие не является проблемой, можно использовать пайку кислородно-ацетиленовым припоем. Если сильный нагрев нецелесообразен или нежелателен, следует использовать процедуры дуговой сварки. Тем не менее, пользователей предостерегают от оптимизма в отношении успеха дуговой сварки. Газовая сварка и газовая пайка считаются устаревшими методами, за исключением ремонта небольших отливок. См. SES W01-F02 и W03-F02 для получения рекомендаций по выбору надлежащего процесса сварки или пайки.
6.1.1 При подготовке отливки к ремонту сваркой все полости и трещины должны быть вскрыты и очищены от песка или других нежелательных материалов. При подготовке к ремонту должны применяться рубка, распиловка, механическая обработка, дуговая строжка или шлифовка. Магнитопорошковая дефектоскопия предпочтительнее, чтобы гарантировать, что дефект был полностью удален.
6.1.2 Масло и жир имеют тенденцию проникать в пористую структуру чугунных отливок и должны быть удалены. Нагрейте отливку до 316 °C (600 °F), чтобы удалить масло и жир.
6.1.3 Подготовьте сварные соединения V-образной разделкой. Одинарные V-образные канавки желательны для тонких срезов или соединений, доступных только с одной стороны. Более толстые секции, где это целесообразно, должны иметь стыки, подготовленные путем прорезания канавок с обеих сторон. Для кислородно-ацетиленовой сварки желательны разделки с прилежащими углами 60 градусов; и этот угол должен быть увеличен до 90 градусов для толщины 25,4 мм (1 дюйм) или более. Для SMAW требуется V-образная канавка с прилежащим углом не менее 60 градусов. На рисунке 1 показаны описанные соединения.
Рисунок 1 – Подготовка шва
Многое зависит от размера и формы отливки. Предпочтительный метод состоит в том, чтобы построить печь из огнеупорного кирпича (уложенного всухую), чтобы окружить отливку и покрыть сверху изоляционным материалом. Должно быть предусмотрено достаточное количество горелок для равномерного нагрева отливки. На рис. 2 показана типичная печь предварительного нагрева.
F I G URE 2 — Типичная предварительная печь
6.2 подходящая форма. Во многих случаях из-за формы отливки достаточно локального предварительного нагрева.
6.2.3 Для облегчения контроля нагрева можно использовать контактный пирометр или термометр Tempilstik.
При использовании печного нагрева охлаждение отливки должно контролироваться регулировкой горелки с особым вниманием к снижению температуры. При использовании ручного факельного нагрева отливку следует охлаждать путем постепенного отвода факела. Иногда охлаждение можно достаточно хорошо контролировать, покрыв отливку изоляцией, золой или песком. Следует избегать сквозняков.
6.4 Технология сваркиОбщее правило состоит в том, чтобы сваривать от точек наибольшего ограничения к точкам минимального ограничения. Правильная последовательность сварки, наклеп и пропуск электродами для дуговой сварки ускорит операцию, позволив определенным швам остыть, прежде чем переходить к следующему проходу.
7. Ацетиленовая сварка (FGW) 7.1 Ацетиленовая сварка должна использоваться на чугуне всякий раз, когда после сварки требуется механическая обработка или требуется соответствие цвета между сварным швом и основным металлом. Этот метод предлагает наилучшую вероятность успеха. Успешная газовая сварка получается при устранении резких температурных градиентов между сварным швом и отливкой. Вся отливка должна быть предварительно равномерно подогрета до температуры не менее 538 °C (1000 °F) и медленно охлаждена после сварки [не более 93 ° C (200 ° F) в час]. Небольшие отливки можно нагревать горелками или индукционно. Для больших отливок требуется печь, временно работающая на газе или угле, или использование постоянной газовой или электрической печи с открытым верхом, чтобы можно было выполнять сварку, пока отливка находится в печи.
7.2 Присадочные металлы должны соответствовать AWS A 5.15 следующим образом:
- Серый чугун согласно RCI.
- Легированный чугун по RCI-A.
- Чугун с шаровидным графитом по RCI-B.
7.3 Флюсирование необходимо для разрушения оксидной пленки при FGW чугуна. Флюс должен соответствовать рекомендациям производителя присадочного металла.
7.4 Если отливка не маленькая и предварительно не нагревается сварочной горелкой во время операции сварки, должна быть предусмотрена печь для обеспечения равномерного нагрева всей отливки. Адекватный предварительный нагрев приводит к снятию напряжений, предотвращает образование газовых карманов и обеспечивает лучшие условия охлаждения после сварки.
а. В зависимости от размера и формы отливки печи предварительного нагрева могут быть эффективно построены из кирпича и покрыты изоляцией для сохранения тепла и защиты операторов. В качестве источника тепла можно использовать газовые горелки или древесный уголь. Основное соображение состоит в том, чтобы предотвратить внезапный нагрев, особенно когда отливка содержит металл с различной толщиной.
б. Предварительный нагрев должен быть минимум до 538 °C (1000 °F). Мониторинг этой температуры можно осуществлять, как указано в 6. 2.3. Чрезмерно высокие температуры предварительного нагрева могут привести к деформации отливки из-за собственного веса. Лучше всего выполнять сварку, пока отливка еще находится в печи. Этого можно добиться, расположив отливку так, чтобы верхнюю часть печи можно было снять, чтобы открыть место ремонта.
7,5 Для газовой сварки требуется угол V от 60 до 90 градусов. Кромки должны быть подготовлены путем скалывания, распиливания, механической обработки, дуговой строжки или шлифовки.
а. Необходимо использовать нейтральное концентрированное пламя с высокоскоростным наконечником на расстоянии около 3,2–6,4 мм (1/8–1/4 дюйма) от поверхности металла. Нижняя часть V должна расплавиться, играя пламенем из стороны в сторону. Наконечник сварочного стержня должен быть нагрет и погружен во флюс. Соединение должно постепенно флюсоваться путем добавления флюса из стержня. Можно использовать технику удара слева или справа. Присадочный стержень должен быть добавлен путем фактического втирания стержня в расплавленную ванну. Необходимо соблюдать осторожность, чтобы сохранить сплавление между сторонами V и присадочного стержня и предотвратить вытекание ванны на нерасплавленный основной метал. Метод должен обеспечивать условия плавления, как и при любом другом типе сварки плавлением. Одним из наиболее важных соображений является получение сплава между наполнителем и основным металлом. Техника сварки чугуна должна быть такой, чтобы по мере сварки оксиды и примеси всплывали на поверхность во избежание образования пор в сварном шве.
б. Флюс следует добавлять регулярно и оставлять на поверхности сварочной ванны. Всякий раз, когда в луже появляются пузырьки газа или белые пятна, необходимо добавить флюс, чтобы эти примеси могли всплыть.
в. Глубина слоя сварки не должна превышать 9,5 мм (3/8 дюйма).
7.6 После завершения сварки отливку следует медленно охладить. Если он небольшой и находится в печи, отверстие, через которое производилась сварка, должно быть закрыто, а печь должна охлаждаться на воздухе.
а. Если требуется снять напряжение с отливки, ее следует тщательно нагреть до 621 °C (1150 °F) и выдержать примерно один час для каждых 25,4 мм (1 дюйм) толщины и дать остыть со скоростью не более 10 ° C (50 ° F) в час, пока не достигнет 371 ° C (700 ° F), затем печь охлаждается до комнатной температуры.
8. Дуговая сварка металлическим электродом в среде защитного газа (SMAW) 8.1 Электроды на основе никеля или никеля8.1.1 Эти электроды используются для устранения поверхностных дефектов или для соединения тонких или умеренно толстых профилей. Процесс быстрый и применим для ремонта в любом положении сварки. Сварка вниз проще всего. Сварные швы поддаются механической обработке. Тяжелые секции чугуна более подвержены растрескиванию при дуговой сварке защищенным металлом, чем при кислородно-ацетиленовой сварке или пайке.
8.1.2 Присадочные металлы должны соответствовать AWS A 5. 15 следующим образом:
- Серый чугун согласно ENi-CI.
- Чугун с шаровидным графитом по ENiFe-CI.
- Легированный чугун по ENiCu-A.
8.1.3 Предварительный нагрев чугуна должен соответствовать 9.5.
8.1.4 Охлаждение на воздухе должно быть удовлетворительным. Закалка водой невозможна.
8.1.5 Требуются маленькие электроды, короткая дуга и низкие сварочные токи. Сварной шов должен быть наплавлен в виде стрингерных валиков с шагом 50,8 мм (2 дюйма). Последовательность сварки должна быть такой, чтобы возникали минимальные напряжения. Шлак должен удаляться при каждом проходе. Чтобы воспользоваться эффектом отжига, необходимо нанести не менее двух слоев. Легирование наплавленного металла основным металлом будет сведено к минимуму за счет ограничения проникновения. Чтобы предотвратить усадочные напряжения, которых можно избежать на этапе охлаждения, в процессе сварки отливку следует поддерживать в холодном состоянии. Необходимо соблюдать рекомендации изготовителя по значениям сварочного тока. В первом валике иногда встречается чрезмерная пористость; если это происходит, весь борт должен быть отколот или отшлифован и заново заварен.
8.2.1 Должны применяться процедуры, предусматривающие использование электродов из мягкой стали только для ремонта ямок и небольших трещин.
8.2.2 При данном виде сварки практически невозможно предотвратить образование твердого слоя в зоне сплавления. Процесс непригоден для обрабатываемых сварных швов. По мере охлаждения наплавленного металла возникают высокие напряжения, поскольку усадка стали больше, чем у чугуна. Эта неравномерная усадка часто вызывает растрескивание.
8.2.3 Присадочные металлы должны соответствовать AWS A 5.1 и A 5.15 следующим образом:
- Низкая температура плавления до ESt, мягкая углеродистая сталь до E6010, E6011, E6012 или E6013.
- Низкая температура плавления до ESt, мягкая углеродистая сталь до E6010, E6011, E6012 или E6013.
8.2.4 Предварительный нагрев только при необходимости для предотвращения чрезмерных напряжений в других частях отливки.
8.2.5 В процессе сварки отливка должна охлаждаться.
8.2.6 Для распределения тепла должны быть уложены короткие и широко расставленные стрингеры. Каждая бусинка должна быть слегка зачищена. Шлак должен быть удален с каждого валика перед укладкой последующих валиков. Рекомендации производителя должны соблюдаться для текущих значений.
8.2.7 Очистка – Если отремонтированный участок подлежит окраске, весь шлак должен быть полностью удален.
8.3 Электроды с медной основой 8.3.1 Процедуры с использованием электродов с медной основой аналогичны процедурам, описанным для никелевых электродов. Эти процедуры не должны использоваться там, где важна обрабатываемость и соответствие цвета, или где важным фактором является гальваническое воздействие.
8.3.2 Присадочные металлы должны соответствовать AWS A 5.6, A 5.15 следующим образом:
- Алюминий Бронза по ECuAl – A2.
- Фосфористая бронза до ECuSn – C.
- Фосфористая бронза до ECuSn – A.
8.3.3 Предварительный нагрев отливки не требуется.
8.3.4 Сварка должна быть выполнена путем наплавки стрингерных валиков короткими шагами с большим расстоянием друг от друга. Каждая бусинка должна быть слегка зачищена. Рекомендации производителя должны соблюдаться для текущих значений.
8.3.5 В процессе сварки отливка должна охлаждаться.
9. Ацетиленовая пайка 9.1 Ацетиленовая пайка может использоваться на чугуне для получения прочных и герметичных соединений. Обычно при пайке демонтаж деталей не требуется. Если отливка подвержена электролитической коррозии или требуется согласование цвета между соединением и отливкой, пайка не может быть использована. Пайка не должна применяться, если отливка будет использоваться при температуре выше 260 °C (500 °F) из-за низкой прочности соединения при температуре выше этой температуры.
9.2 Присадочный металл должен соответствовать AWS A 5.27 следующим образом:
- Медь-цинк в RCuZn.
- Морская латунь для RBCuZn-A.
- Никелевая латунь по RBCuZn-D.
9.3 Флюс должен соответствовать рекомендациям производителя присадочного металла.
9.4 Слегка окисляющее кислородно-ацетиленовое пламя должно поддерживаться для сохранения тонкой оксидной пленки на ванне расплавленного металла, что предотвратит чрезмерное дымление цинка. Рабочая зона должна хорошо проветриваться для защиты от паров цинка. Окислительное пламя служит для выжигания графита на подготовленных поверхностях чугуна, что необходимо для правильного склеивания.
9.5 Если секции отливки сильно различаются по толщине, всю отливку следует предварительно нагреть примерно до 371 °C (700 °F) либо во временной печи на древесном угле, либо с помощью больших газовых горелок, постоянно находящихся в движении. . Если предварительный нагрев всей отливки нецелесообразен, может быть достаточно локального предварительного нагрева горелкой.
9.6 Для пайки желателен угол V от 60 до 90 градусов. Поверхности должны быть чистыми. Для этого может потребоваться пескоструйная обработка. V и прилегающая область в начале нагреваются до тускло-красного цвета. Присадочную проволоку нагревают в пламени, погружают во флюс и плавят в V. Когда отливка имеет правильную температуру, происходит лужение или выпотевание на поверхность. Если слишком холодно, расплавленный металл свернется в комки или вытечет. Если слишком жарко, он будет кипеть и образовывать маленькие шарики, которые не потускнеют на поверхности. Если используются стержни с флюсовым покрытием, может потребоваться добавление дополнительного флюса. Пайка может происходить так же быстро, как и лужение. Заполните слои толщиной около 6,4 мм (1/4 дюйма) на всю длину ремонта. Следует обратить внимание на предварительное лужение, чтобы расплавленный металл не стекал на холодный металл. Небольшой наклон детали может быть предпочтительным, чтобы сварка пайкой выполнялась вверх по склону.
9.7 Сразу после пайки отливку следует покрыть изоляцией и дать ей медленно остыть.
Подобно этому:
Нравится Загрузка…
РЕМОНТ ЧУГУНА СВАРКОЙ С НИЗКОЙ ТЕПЛОФУНКЦИЕЙ
Настоящее изобретение в целом относится к ремонту сварки с низкой погонной энергией и, в частности, к ремонту сварки чугуна с низкой погонной энергией. составные части.
Такие компоненты, как корпус турбонагнетателя, блок цилиндров и головка блока цилиндров двигателя внутреннего сгорания, часто изготавливаются из чугуна. Блок двигателя обычно включает в себя одну или несколько камер сгорания, в которых происходит процесс сгорания для производства механической работы и потока выхлопных газов. Каждая камера сгорания образована цилиндром, верхней поверхностью поршня и нижней поверхностью головки блока цилиндров. Головка блока цилиндров обычно изготавливается из чугунной отливки или алюминиевой отливки с отлитыми на месте чугунными вставками. Серый чугун часто является материалом, используемым для отливки головки блока цилиндров. Эффективность и мощность двигателя внутреннего сгорания можно повысить за счет использования турбонагнетателя, приводимого в движение выхлопными газами, образующимися в камерах сгорания, и соединенного по текучей среде для подачи сжатого воздуха к топливно-воздушной смеси, которая сгорает в камерах сгорания двигателя. двигатель. Компоненты, требующие значительно более высокой прочности на растяжение, чем может обеспечить серый чугун, могут быть изготовлены из ковкого чугуна. Ковкий чугун часто является материалом, используемым для изготовления корпусов турбокомпрессоров.
Во время работы турбокомпрессора чугунный корпус подвергается воздействию высоких циклических давлений и температур, которые могут создавать напряжения и вызывать износ корпуса. Во время работы двигателя чугунная головка блока цилиндров или вставки головки блока цилиндров также подвергаются воздействию высоких давлений и температур. Со временем эти высокие давления и температуры могут привести к износу поверхностей, фланцев и портов корпуса турбокомпрессора, нижней поверхности головки цилиндров, карманов седел клапанов, выпускных каналов и других частей головки цилиндров. Поскольку производителей двигателей постоянно призывают повышать экономию топлива, соблюдать нормы по снижению выбросов и обеспечивать более высокую удельную мощность, давление и температура, воздействующие на корпуса турбонагнетателей, головки цилиндров и другие компоненты двигателя, возрастают. Повышенные температуры и давления могут привести к повреждению чугунных компонентов и необходимости в улучшенных методах ремонта чугунных компонентов.
Один способ ремонта чугунных компонентов, таких как головки цилиндров, раскрыт в патенте США No. №7,047,612 (патент ‘612), выданный Bridges et al. 23 мая 2006 г. Патент ‘612 описывает метод ремонта отливки путем заливки расплавленного наполнителя в поврежденную часть исходной отливки. Поврежденный литой компонент, такой как головка блока цилиндров, предварительно нагревается до первой температуры предварительного нагрева. Затем поврежденный участок отливки нагревают до более высокой температуры с помощью горелки, и в отливку заливают расплавленный присадочный материал. Заглушки из термостойкого материала используются для предотвращения попадания расплавленного присадочного материала в исходные детали головки цилиндров, такие как отверстия выпускных и впускных клапанов и отверстия топливных форсунок. На ремонтируемой поверхности также располагаются плотины, образующие стояк из наполнителя.
Хотя способ по патенту ‘612 может обеспечить ускоренную процедуру ремонта отливки, не требующую ручной сварки, поврежденный компонент все же должен быть тщательно предварительно нагрет, насколько это возможно, без повреждения компонента во избежание растрескивания исходный материал, когда расплавленный присадочный материал заливают на компонент. Дополнительный нагрев горелкой при введении расплавленного присадочного материала также может потребоваться для того, чтобы убедиться, что ремонтируемая область достаточно нагрета, чтобы можно было склеить основной и присадочный материалы, но достаточно прохладна, чтобы присадочный материал не расплавился через отверстие. исходный материал. Таким образом, способ по патенту ‘612 может усложнить поддержание надлежащего контроля температуры во избежание образования пузырей или других дефектов в процессе ремонта. Высокое содержание углерода в чугунах также может создавать проблемы в результате металлургических изменений, происходящих в процессе сварки, особенно когда чугун подвергается воздействию высоких температур, а затем слишком быстро охлаждается.
Раскрытый способ ремонта сварных швов с низкой тепловложением чугунных деталей направлен на преодоление одной или нескольких проблем, изложенных выше, и/или других недостатков существующих технологий.
В одном аспекте настоящее раскрытие направлено на способ ремонта сваркой чугунного компонента. Способ может включать удаление поврежденной или дефектной части чугунного компонента и предварительный нагрев чугунного компонента до температуры в диапазоне 200-800 градусов по Фаренгейту. Способ может дополнительно включать сварку удаленного участка чугунного компонента. с использованием процесса переноса холодного металла (CMT) с расходуемым проволочным электродом, изготовленным из одного из сплавов углеродистой стали, никелевого сплава или материала из сплава никеля и железа, имеющего коэффициент теплового расширения (КТР) в пределах ± 10% от CTE чугунного материала чугунного компонента для заполнения области, где поврежденная или дефектная часть была удалена. Способ может дополнительно включать охлаждение сварной детали из чугуна и окончательную механическую обработку сварной части детали из чугуна.
В другом аспекте настоящее раскрытие направлено на способ сварки с низкой погонной энергией для ремонта чугунного компонента. Способ может включать сварку области чугунного компонента с использованием процесса переноса холодного металла (CMT). Процесс CMT может включать подачу электроэнергии от источника питания на расходуемый проволочный электрод, при этом расходуемый проволочный электрод изготовлен из сплава углеродистой стали, сплава никеля или сплава железа и никеля, имеющего коэффициент теплового расширения ( КТР), который находится в пределах ±10% от КТР чугунного материала чугунной детали. Электроэнергия может подаваться в виде последовательности импульсов электроэнергии с переменным током и/или напряжением. Способ может дополнительно включать возвратно-поступательное движение расходуемого проволочного электрода по направлению к чугунному компоненту и от него, а также управление электроэнергией, подаваемой на электрод во время возвратно-поступательного движения электрода таким образом, чтобы по меньшей мере одно из сварочного тока и сварочного напряжения подавалось на электрод пульсирует от более высокого значения во время фазы электрической дуги до более низкого значения во время фазы короткого замыкания. Способ может дополнительно включать обнаружение состояния короткого замыкания, когда капля расплавленного присадочного металла на дальнем конце электрода вступает в контакт с расплавленной сварочной ванной, образующейся на поверхности чугунного компонента, и перемещение электрода в сторону. от чугунного компонента и уменьшая электрическую мощность, подаваемую на электрод каждый раз, когда обнаруживается состояние короткого замыкания. Возвратно-поступательное движение электрода и импульсная подача электроэнергии, подаваемой на электрод, могут повторяться для нанесения последовательности небольших капель расплавленного присадочного металла с электрода на поверхность чугунного компонента.
В еще одном аспекте настоящее раскрытие направлено на способ сварки с низкой погонной энергией для ремонта чугунного компонента. Способ может включать сварку области чугунного компонента с использованием процесса дуговой сварки металлическим электродом с коротким замыканием (GMAW-S). Процесс GMAW-S может включать подачу электроэнергии от источника питания к расходуемому проволочному электроду, при этом расходуемый проволочный электрод изготовлен из сплава углеродистой стали, никелевого сплава или железоникелевого сплава, имеющего термический коэффициент Расширение (КТР), которое находится в пределах ±10% от КТР чугунного материала чугунного компонента. Электроэнергия может подаваться в виде последовательности импульсов электроэнергии с переменным током и/или напряжением. Способ может дополнительно включать возвратно-поступательное движение расходуемого проволочного электрода по направлению к чугунному компоненту и от него, а также управление электроэнергией, подаваемой на электрод во время возвратно-поступательного движения электрода таким образом, чтобы по меньшей мере одно из сварочного тока и сварочного напряжения подавалось на электрод. электрод пульсирует между более высоким значением и более низким значением. Способ может дополнительно включать определение состояния короткого замыкания, когда капля расплавленного присадочного металла на дальнем конце электрода вступает в контакт с расплавленной сварочной ванной, образующейся на поверхности чугунного компонента. Электрод может быть отодвинут от чугунного компонента, и электрическая мощность, подаваемая на электрод, может уменьшаться каждый раз, когда обнаруживается состояние короткого замыкания. Возвратно-поступательное движение электрода и импульсная подача электроэнергии, подаваемой на электрод, могут повторяться для нанесения последовательности небольших капель расплавленного присадочного металла с электрода на поверхность чугунного компонента.
РИС. 1 представляет собой иллюстрацию примерного компонента, подлежащего ремонту в соответствии с раскрытыми способами; и
РИС. 2 представляет собой блок-схему, описывающую иллюстративный раскрытый способ ремонта сварным швом с низкой погонной энергией компонента, показанного на фиг. 1.
На фиг. 1 показан примерный компонент, изготовленный из такого материала, как ковкий чугун. В этом примере компонентом является корпус турбонагнетателя 120 . Способы ремонта сварного шва с низкой подводимой теплотой, раскрытые в настоящем документе, могут использоваться с другими изделиями из чугуна, которые могут включать конфигурации с одним или несколькими проходами, отверстиями, отверстиями и окружающими областями, которые могут включать такие дефекты, как трещины, сколы, трещины, пористость или другие дефекты. аномалии. Раскрытые реализации также могут быть использованы для ремонта других металлических компонентов и, в частности, других литых металлических компонентов, таких как компоненты, изготовленные из серого чугуна и ковкого чугуна. Чугун различных марок используется во множестве промышленных машин, в том числе в качестве корпусов коробок передач всех размеров и конфигураций. Чугунный материал обеспечивает структурную жесткость и высокую прочность, особенно при сжатии. Чугун также имеет хорошее отношение прочности к весу, высокую обрабатываемость, хорошую коррозионную стойкость, хорошие характеристики демпфирования и отличную способность к литью во множество различных форм и размеров, необходимых для различных промышленных применений. Например, серый чугун марки 30 имеет предел текучести 30 000 фунтов на квадратный дюйм. Там, где требуется большая прочность для более требовательных применений, химия и процессы производства чугуна могут быть скорректированы для получения ковкого чугуна с пределом текучести, который может быть в два раза выше, чем у серого чугуна. В ковком чугуне углерод принимает форму графита в форме сфероидов, а не отдельных чешуек, как в сером чугуне. Ковкий чугун, иногда называемый чугуном с шаровидным графитом, может быть получен путем модифицирования расплавленного металла непосредственно перед литьем небольшим количеством магния или церия. Именно эта модификация приводит к тому, что свободный углерод в готовой отливке выглядит как округлые узелки графита, а не как чешуйки. Сферы графита действуют не как концентраторы напряжения, а как гасители трещин, и именно они придают ковкому чугуну пластичность и более высокий предел текучести. Почти каждый чугун содержит более 2,0% углерода, а некоторые содержат до 4,0% углерода. В отличие от стали, большая часть углерода в чугуне присутствует в несвязанном виде, в виде графита. В стали углерод связан с железом в виде карбидов железа, таких как зерна перлита, зерна цементита или рассеянные мелкие частицы карбида. Серый чугун может также содержать некоторое количество связанного углерода (карбида железа) в виде зерен перлита, зерен цементита или мартенсита.
Из-за высокого содержания углерода при сварке плавлением чугунов могут возникнуть две проблемы: (а) образование массивных карбидов в областях основного металла, которые расплавляются или частично расплавляются во время сварочного прохода, и (б) образование мартенсита в областях основного металла, нагретых до температуры выше эвтектоидной, но ниже эвтектической. Эвтектоидная реакция характеризуется фазовым превращением одного твердого вещества в два разных твердых тела. В системах железо-углерод (Fe-C), например, в чугуне, существует эвтектоидная точка примерно при 723 градусах Цельсия. Если в процессе сварки основной материал нагревается в зоне плавления вокруг того места, где наносится При температурах выше этой эвтектоидной точки кристаллическая структура чугуна превращается из феррита в аустенит. Последующее охлаждение может привести к превращению аустенита в цементит (карбид железа), цементит и феррит (перлит) и/или мартенсит при высоких скоростях охлаждения. В результате получается зона сплавления, которая более твердая и хрупкая, чем окружающие зоны. Образование как карбидов, так и мартенситов приводит к зонам сварки, свойства которых отличаются от свойств основного металла. Таким образом, зона сварки может быть менее прочной, пластичной и более хрупкой, чем окружающий металл.
Два подхода к сварке плавлением чугуна использовались для получения качественных сварных швов. При первом подходе в сварном шве образуется шаровидный графит, напоминающий графит, содержащийся в основном металле. Это достигается добавлением графитирующих агентов, таких как кремний, и агентов, образующих узелки, таких как магний или редкоземельные металлы, в металл сварного шва из сварочного прутка или флюса. Таким образом, получается наплавленный металл, который имеет микроструктуру, механические свойства и свойства теплового расширения, аналогичные свойствам основного металла. При втором подходе никель или медь добавляются в качестве присадочных материалов в сварочную ванну для получения аустенитного металла сварного шва. Аустенитный металл сварного шва прочен, относительно мягок и обладает другими благоприятными свойствами. Удовлетворительные сварные швы получаются при таком подходе, поскольку удается избежать эвтектоидного превращения в мартенсит и благодаря способности аустенита поглощать углерод, выделяемый расплавленным чугуном, что снижает образование карбидов.
Никель успешно работает во втором рассмотренном выше подходе, поскольку он является стабилизатором аустенитной фазы. Присутствуя в аустените, он смещает эвтектоидную точку, подавляя превращение аустенита в перлит. Поэтому никель классифицируется как аустенитообразующий. В настоящее время никель обычно вводят в сварочную ванну в качестве компонента сварочных стержней. Электроды с никелевым покрытием доступны для дуговой сварки чугуна. Эти электроды классифицируются как «чистый» никель, содержащий 9от 0 до 95% Ni, никель-железо, содержащие около 55% Ni, и никель-медь, содержащие около 60% Ni. «Чистый» никелевый и никель-железный электроды на сегодняшний день оказались наиболее подходящими для сварки чугуна. Использование никеля в качестве присадочного материала для сварки чугуна связано с рядом проблем. Во-первых, никель дорог. Во-вторых, термические свойства никеля значительно отличаются от свойств чугуна и приводят к несоответствию теплового расширения между основным металлом и металлом сварного шва. Это может привести к напряжениям, достаточно высоким, чтобы вызвать растрескивание. В-третьих, фосфор плохо растворяется в никеле. Это также может привести к растрескиванию, когда электроды на основе никеля используются для сварки чугуна с высоким содержанием фосфора.
Другая проблема, с которой можно столкнуться при ремонте чугуна сваркой, связана с относительно низкой пластичностью чугуна, в частности серого чугуна. Если серый чугун нагружен сверх его предела текучести, он скорее ломается, чем деформируется в какой-либо значительной степени. Следовательно, присадочный металл и конфигурация детали, как правило, должны выбираться таким образом, чтобы свести к минимуму сварочные напряжения. Поскольку серый чугун содержит графит в виде чешуек, углерод может легко попасть в сварочную ванну в процессе ремонта сварки. Разбавление основного материала, особенно углерода, присадочным материалом вызывает охрупчивание металла сварного шва. Следовательно, методы в соответствии с различными вариантами осуществления настоящего изобретения, которые сводят к минимуму разбавление основного металла, уменьшают количество образующегося углерода и уменьшают зону термического влияния (ЗТВ), желательны при ремонте сваркой чугунных компонентов. Поскольку серый чугун затвердевает после сварки, растягивающие напряжения при затвердевании могут привести к растрескиванию в ЗТВ, если не используется присадочный материал с достаточной пластичностью, чтобы компенсировать недостаточную пластичность основного материала.
В соответствии с различными вариантами осуществления настоящего изобретения варианты процесса дуговой сварки металлическим электродом в среде защитного газа (GMAW) используются в сочетании с расходуемым проволочным электродом, изготовленным из материала с коэффициентом теплового расширения (КТР) в пределах ±10 % от КТР ремонтируемых сварным швом материалов основного чугуна. Использование сварочного материала с КТР в пределах ±10% от КТР основного материала чугуна гарантирует отсутствие больших различий между величиной расширения и сжатия основного материала и материала сварного шва, когда ремонтируемая сваркой деталь подвергается большим колебаниям температуры. Большие различия в КТР между материалом сварного шва и основным металлом могут способствовать растрескиванию и другим дефектам в зоне сварки после того, как компонент подвергся этим колебаниям температуры.
Вариация процесса GMAW в соответствии с различными реализациями настоящего описания упоминается здесь как процесс переноса холодного металла (CMT). Процесс CMT представляет собой модифицированный процесс GMAW, в котором используется метод отрыва капель расплавленного металла от плавящегося проволочного электрода, основанный на сварке коротким замыканием. Процесс CMT представляет собой разновидность дуговой сварки металлическим электродом с коротким замыканием (GMAW-S), которая включает в себя управление величиной сварочного тока и/или сварочного напряжения, подаваемого на расходуемый электрод, а также управление возвратно-поступательным движением электрода в направлении и вдали от свариваемого компонента. Процесс CMT характеризуется снижением количества подводимого тепла в зоне сварки, что, в свою очередь, приводит к гораздо меньшей зоне термического влияния (ЗТВ), меньшему растворению основного металла чугуна в присадочном металле и меньшему образованию хрупкие мартенситные или перлитные микроструктуры в зоне сварки. Меньший подвод тепла в процессе сварки также означает, что деталь не нужно предварительно нагревать до такой высокой температуры, чтобы уменьшить скорость охлаждения ЗТВ после сварки. Образование множества мелких отдельных капелек расплавленного металла во время процесса CMT обеспечивает дополнительное преимущество, заключающееся в снижении общих напряжений затвердевания в результате затвердевания множества небольших лужиц расплавленного материала, а не одной большой лужи. В различных реализациях этого раскрытия чугунный компонент может нуждаться только в предварительном нагреве до температуры в диапазоне 300-400 градусов по Фаренгейту. Также может использоваться более широкий диапазон температур предварительного нагрева приблизительно между 200-800 градусами по Фаренгейту. . Эти температуры предварительного нагрева достаточно низки, чтобы избежать образования оксидов на поверхности чугунной детали во время и после сварочного ремонта и, следовательно, уменьшить объем очистки, необходимой после сварки.
Процесс CMT приводит к меньшему подводу тепла в результате циклического изменения величины сварочного тока, подаваемого на плавящийся электрод, когда электрод перемещается вперед для контакта с расплавленной сварочной ванной, а затем втягивается. Когда источник питания обнаруживает короткое замыкание в результате контакта капли расплавленного присадочного металла на дальнем конце электрода с расплавленной сварочной ванной, сварочный ток падает, и электрод начинает втягиваться. Втягивание электрода помогает отделить каплю расплавленного металла от электрода в расплавленную сварочную ванну на чугунной детали. В некоторых реализациях, после обнаружения короткого замыкания, сварочный ток также может иметь всплеск амплитуды перед падением, чтобы еще больше способствовать отделению капли от электрода. Электрод может постоянно втягиваться и выдвигаться через очень короткие промежутки времени, а возвратно-поступательное движение электрода может совершаться со скоростью 50-150 циклов в секунду. Точно заданное втягивание электрода способствует контролируемому отделению капель, что обеспечивает чистый, практически без разбрызгивания перенос материала с расходуемого электрода на чугунную деталь. Циклическое изменение сварочного тока также приводит к значительно меньшему общему подводу тепла в процессе сварки.
Корпус турбонагнетателя 120 , показанный на РИС. 1, может подвергаться ремонту сварного шва с низкой подводимой теплотой в соответствии с различными реализациями настоящего изобретения для устранения дефектов или повреждений. Дефекты или повреждения могут включать трещины, трещины, пористость или другие аномалии, например, на фланце 140 на выходе из турбокомпрессора или на других поверхностях компонента. На других поверхностях компонента, включая внутренние поверхности с внутренним диаметром и внешние поверхности с внешним диаметром, могут возникать дефекты или повреждения, которые могут быть устранены в соответствии с различными реализациями настоящего раскрытия. Участок с дефектом может быть удален с помощью различных процессов, включая механическую обработку, шлифование, дуговую строжку, строжку пламенем и т. д. В некоторых альтернативных реализациях настоящего изобретения удаление участка с дефектом или другой анамолией может включать подготовку участка с использованием химических веществ. , дробеструйная обработка или другие методы удаления масла или других посторонних веществ с поверхности. Удаленный участок компонента, в котором были обнаружены дефекты, повреждения или другие аномалии, может быть затем заделан сварочным материалом 9.0009 150 , как показано на фиг. 1. Специалисту в данной области техники понятно, что сварка области с удаленными дефектами или повреждениями может включать наращивание части первоначального объема удаленного материала, всего исходного объема удаленного материала или большего, чем исходный объем. объем удаляемого материала.
Печь также может использоваться для предварительного нагрева корпуса турбокомпрессора 120 после механической обработки или удаления иным образом дефектных или поврежденных частей фланца 140 . Печь может представлять собой электрическую печь, газовую печь, инфракрасную печь или печь любого другого известного типа, способную предварительно нагревать корпус турбонагнетателя 120 до температуры в диапазоне приблизительно от 200°F до 800°F. В альтернативных реализациях предварительный нагрев также может выполняться более локально с использованием горелки или другого нагревательного устройства с ручным управлением. После предварительного нагрева каждый корпус или другой компонент, готовый к ремонту с помощью сварки, может быть помещен в портативный сварочный ящик меньшего размера, который представляет собой печь со съемными изолированными секциями крышки. Переносной сварочный бокс может быть сконфигурирован для вкатывания в помещение, где сварщик может получить доступ к различным частям компонента через отверстия в стене, отделяющие сварочный бокс от кондиционируемого отсека, в котором находится сварщик. Сварочная камера может быть выполнена, например, для поддержания температуры предварительного нагрева корпуса 9 турбокомпрессора. 0009 120 , так как фланец 140 находится за съемной секцией крышки.
РИС. 2 иллюстрирует раскрытый в качестве примера процесс , 200, сварки с низкой погонной энергией для ремонта чугунного компонента, такого как корпус турбокомпрессора. ИНЖИР. 2 будет обсуждаться более подробно в следующем разделе для дополнительной иллюстрации раскрытых концепций.
Описанные способы ремонта сваркой чугунных компонентов с низкой погонной энергией могут быть применимы к широкому спектру компонентов, таких как чугунные компоненты двигателя, блоки цилиндров, головки цилиндров, корпуса турбонагнетателя, корпуса коробки передач или другие чугунные компоненты, где ремонт с помощью сварки может позволить дальнейшее использование дефектных или поврежденных деталей после их ремонта с помощью сварки. Раскрытые способы позволяют тщательно контролировать температуры, которых достигает компонент в процессе ремонта, а также значительно снижать общий подвод тепла к компонентам, которые ремонтируются или соединяются вместе в процессе сварки. Раскрытые способы обеспечивают возможность сварки как компонентов из серого чугуна, так и компонентов из ковкого чугуна без многих типичных проблем, возникающих при сварке чугуна. Низкое тепловложение по сравнению с тепловложением, обычно связанным с GMAW и другими методами сварки чугуна, приводит к общей деформации основного металла компонентов из чугуна, которая на несколько порядков меньше деформации, которая может возникнуть в результате традиционных методов сварки. Низкое тепловложение также приводит к уменьшению зоны термического влияния (ЗТВ) и меньшему количеству предварительного нагрева, необходимого перед сваркой, чтобы снизить скорость охлаждения после сварки и избежать образования мартенсита, карбидов или других хрупких, вызывающих трещины микроструктур. . Меньшее общее тепловложение в процессе сварки также приводит к меньшему растворению основного металла в присадочном металле, меньшей глубине проплавления и меньшей вероятности образования карманов, пузырей или хрупких областей с высоким содержанием углерода в свариваемом материале. добавляются для восстановления поврежденных или дефектных участков, которые были удалены механическим способом. Процесс CMT также позволяет использовать более традиционную сварочную проволоку из углеродистой стали вместо более дорогой сварочной проволоки с высоким содержанием никеля или марганца. Это преимущество связано с тем, что в процессе CMT образуется множество небольших ванн расплавленного сварочного материала во время процесса сварки, а не одна большая сварочная ванна. В результате общие растягивающие напряжения при затвердевании снижаются, поскольку отдельные меньшие лужи расплавленного металла не оказывают такого сильного растягивающего напряжения при затвердевании на окружающий основной материал, как в случае более крупных луж расплавленного металла. Уменьшение общих растягивающих напряжений при затвердевании означает, что присадочный металл не должен быть таким пластичным материалом, какой в противном случае требовался бы для компенсации относительно низкой пластичности базового чугунного материала.
Во время процесса СМТ в соответствии с различными реализациями настоящего раскрытия расходуемый проволочный электрод подается вперед во время фазы электрической дуги до тех пор, пока электрод не войдет в контакт с заготовкой. Во время этой фазы электрической дуги расходуемый проволочный электрод расплавляется за счет тепла, выделяемого сварочным током, протекающим через проволочный электрод, и электрической дугой между дальним концом электрода и заготовкой. На конце проволочного электрода образуется капля расплавленного присадочного материала. Во время фазы электрической дуги сварочный ток и/или сварочное напряжение, подаваемые на проволочный электрод, могут первоначально регулироваться таким образом, чтобы капля расплавленного металла не отрывалась от дальнего конца электрода. При контакте проволочного электрода с образующейся на его дальнем конце каплей расплава со сварочной ванной, образовавшейся на изделии, между электродом и изделием возникает короткое замыкание. Во время этой фазы короткого замыкания короткое замыкание обнаруживается, и направление подачи проволоки меняется на противоположное, так что проволочный электрод будет перемещаться назад от заготовки до тех пор, пока короткое замыкание не будет разомкнуто в результате отделения капли. расплавленного присадочного металла с дистального конца электрода. В некоторых реализациях раскрытого процесса сварочный ток также может быть временно увеличен на короткий период времени, чтобы еще больше способствовать отделению капли расплавленного металла от дальнего конца электрода. Сварочный ток и/или напряжение могут быть снижены после обнаружения короткого замыкания и в течение короткого периода времени после этого, когда электрод перемещается назад от заготовки. Вслед за этим уменьшением сварочного тока и/или напряжения и по истечении определенного периода времени или определенного расстояния от заготовки сварочный ток и/или напряжение могут быть снова увеличены, чтобы генерировать новую электрическую дугу, когда электрод снова двинулся к заготовке.
В процессе сварки СМТ плавящийся проволочный электрод подвергается возвратно-поступательному движению с определенной частотой движения, соответствующей количеству коротких замыканий в секунду. Частота движения может быть, например, где угодно в диапазоне приблизительно от 50 до 150 циклов в секунду. Во время каждого цикла механизм подачи проволочного электрода может управляться первым управляющим сигналом, который вызывает подачу электрода в обратном направлении в фазе короткого замыкания. После отделения капли расплавленного металла от дистального конца электрода механизм подачи проволочного электрода может остановить движение электрода в обратном направлении до тех пор, пока увеличение сварочного тока и/или напряжения не приведет к повторному зажиганию электрической дуги между электродами. электрод и заготовка. Затем механизм подачи проволочного электрода может управляться вторым управляющим сигналом, который вызывает подачу электрода вперед к заготовке в фазе электрической дуги. Во время этой фазы электрической дуги электрод будет нагреваться как за счет сопротивления току, протекающему через электрод, так и за счет тепла, выделяемого электрической дугой между дистальным концом электрода и заготовкой. Тепло, выделяемое электродом, приводит к образованию капли расплавленного металла на дальнем конце электрода. Однако управление направлением движения расходуемого проволочного электрода не обязательно должно коррелировать с возникновением фазы электрической дуги и/или фазы короткого замыкания. Фаза электрической дуги может быть реализована в любой момент движения электрода путем управления количеством электрической энергии, подводимой к электроду, например, во время обратного движения проволочного электрода. В одном примерном варианте осуществления способа в соответствии с данным раскрытием электрическая дуга может уже образоваться после фазы короткого замыкания, и проволочный электрод может быть удален от заготовки до определенного момента времени и/или расстояния. Был достигнут.
Отделение капли от дистального конца электрода может быть осуществлено во время фазы электрической дуги путем перемещения проволочного электрода вперед до тех пор, пока капля не коснется сварочной ванны, образовавшейся на поверхности заготовки. Поверхностное натяжение капли расплавленного присадочного металла на дистальном конце проволочного электрода после контакта капли со сварочной ванной способствует отделению капли от электрода во время обратного движения электрода. Увеличение сварочного тока после обнаружения состояния короткого замыкания также может способствовать отрыву капли, если увеличение рассчитано на то, чтобы помочь отщипнуть каплю от дистального конца электрода. Повторное зажигание электрической дуги при обратном движении от заготовки после фазы короткого замыкания может происходить при сварочном токе и/или напряжении вначале на пониженном, базовом уровне, с последующим увеличением сварочного тока и/или или напряжения, когда электрод снова перемещается вперед к компоненту.
В примерном процессе ремонта сварного шва с низкой погонной энергией 200 , показанном на ФИГ. 2, поврежденный или дефектный участок чугунного компонента может быть удален на этапе 210 . Различные методы удаления всех следов дефекта могут включать скалывание, шлифование, дуговую строжку, строжку пламенем, химическую обработку, дробеструйную обработку или другие процессы. Цветная дефектоскопия или магнитопорошковая дефектоскопия являются двумя примерами методов, которые можно использовать для обеспечения того, чтобы были удалены все следы дефекта. Перед началом процесса ремонта сварного шва любое масло или жир с поверхности необходимо удалить с помощью растворителей, паровой очистки, электрохимической очистки, абразивоструйной очистки или других известных методов.
Следующий этап 220 может включать предварительный нагрев чугунного компонента до температуры приблизительно 200-800 градусов по Фаренгейту. Этот этап предварительного нагрева может выполняться в печи или с локальным предварительным нагревом, например, с помощью кислородно-ацетиленовой горелки. Этап предварительного нагрева помогает гарантировать, что скорость охлаждения ЗТВ после ремонта сварки будет достаточно низкой, чтобы избежать образования мартенсита, карбида железа или других микроструктур, которые являются хрупкими и могут привести к трещинам или другим дефектам.
После того, как чугунный компонент был предварительно нагрет, иллюстративный процесс может включать в себя сварку удаленного участка чугунного компонента с использованием процесса CMT, описанного выше (этап 230 ). Расходуемый проволочный электрод может перемещаться возвратно-поступательно по направлению к чугунному компоненту и от него, в то же время контролируя величину сварочного тока и/или напряжения, подаваемого на электрод. Типовой процесс может включать сварку удаленной области чугунного компонента с использованием расходуемого металлического электрода, имеющего коэффициент теплового расширения (КТР) в пределах ±10% от КТР основного материала чугуна (этап 9).0009 240 ). Согласование КТР материала сварного шва с КТР базового чугуна гарантирует, что отремонтированная область сварного шва будет расширяться и сужаться примерно с той же скоростью, что и основной материал, когда отремонтированный сварным швом компонент подвергается температурным циклам и колебаниям во время использования. Сварочный ток и/или напряжение могут пульсировать от более низкого значения сразу после обнаружения короткого замыкания в результате контакта капли расплавленного металла на дальнем конце электрода со сварочной ванной на детали до более высокого значения. когда электродуговая фаза процесса СМТ возобновляется после отрыва электрода от детали и отрыва капли от электрода. Такое циклирование тока и/или напряжения, подаваемого на электрод, приводит к значительно меньшему общему количеству подводимого тепла во время сварки, поскольку после каждого обнаружения короткого замыкания и отрыва капли расплавленного металла следует короткий период «остывания». приварить присадочный металл с дистального конца электрода. В примерной реализации этого раскрытия электрод может совершать возвратно-поступательные движения по направлению к компоненту и от него со скоростью примерно 50-150 циклов в секунду или даже более предпочтительно 70-80 циклов в секунду. Возникающие в результате многочисленные прерывистые периоды «охлаждения» помогают свести к минимуму общее тепловложение, минимизировать размер ЗТВ и уменьшить степень растворения основного металла в присадочном металле.
После завершения ремонта сварного шва сварной компонент может быть охлажден на этапе 250 и окончательно обработан на этапе 260 . Предварительный подогрев детали перед сваркой на этапе 220 способствует замедлению скорости охлаждения ЗТВ после сварки, тем самым предотвращая образование мартенсита, карбидов железа и других микроструктур, вызывающих хрупкость и растрескивание ремонтируемого шва. составная часть.
Специалистам в данной области техники будет очевидно, что в раскрытый способ ремонта сваркой деталей из чугуна с низкой погонной энергией могут быть внесены различные модификации и изменения. Другие варианты осуществления будут очевидны специалистам в данной области техники из рассмотрения описания и применения раскрытых способов ремонта сварных швов. Предполагается, что описание и примеры рассматриваются только как иллюстративные, а истинный объем определяется следующей формулой изобретения и ее эквивалентами.
Процесс сварки чугунных шипов (со схемой)
РЕКЛАМА:
Прочитав эту статью вы узнаете о процессе сварки чугунных шипов.
Чугун (сварка) — сложная и ответственная работа, требующая высокой квалификации сварщика (оператора). Сварка чугуна во многих отношениях отличается от стали, одним из которых является большая хрупкость. Обычно его сваривают для ремонта.
Если чугунное изделие подвергается длительному воздействию высокой температуры, пара, воды или растворов кислот и солей и его металлографическая структура изменяется, то при нагревании оно не плавится. Вместо этого на его поверхности будет образовываться налет из оксидов, и металл будет разрушаться. Это называется обожженное железо, которое не поддается сварке.
РЕКЛАМА:
Сварка чугуна может выполняться с предварительным подогревом или без него. В первом процессе (без предварительного нагрева) в качестве электрода используется проволока из низкоуглеродистой стали, покрытая обычной мелованной массой, наносимой слоем толщиной до 0,3 мм. Сталь плохо изгибается или соединяется с чугуном. Поэтому прибегают к шипованию или приварке шипов.
Перед сваркой чугун зачищают клином, сверлят и заклеивают лентой по клину так, чтобы шпильки можно было ввинчивать в скошенные поверхности сплавления в шахматном порядке (рис. 20.2). Диаметр и количество шпилек зависит от толщины привариваемой чугунной детали.
Шпильки диаметром 5-13 мм. Они должны быть достаточно длинными, чтобы их можно было ввинтить в отливку на глубину не менее диаметра шпилек [рис. 20.2(а)] и выступать над поверхностью чугуна не более чем на их диаметр.
РЕКЛАМА:
Стойки должны располагаться врозь, расстояние между ними должно быть в 4-8 раз больше их диаметра. На тяжелых профилях может потребоваться два или более ряда стоек [Рис. 20.2(б) и (в)]. Процедура сварки начинается с приваривания валиков вокруг выступающих концов шпилек, как показано на рис. 20.3.
Поверхности сплавления наращиваются между валиками таким образом, что поверхность чугуна покрывается стальным налетом. Первые слои, наплавляемые непосредственно на рис. 20.3 Наплавка валиков вокруг шпилек в чугуне, следует накладывать малогабаритными сварочными чугунными электродами без предварительного подогрева (2-3 мм) с током 80-120 ампер.
РЕКЛАМА:
В противном случае металл сварного шва будет поглощать больше тепла и станет холодным и хрупким. Перед заваркой трещин в чугунных деталях важно просверлить небольшие отверстия на концах каждой трещины, чтобы предотвратить их дальнейшее распространение.
Затем трещины вырезаются, сверлятся и нарезаются для шпилек. Сварка чугуна без предварительного подогрева удобна тем, что неисправную деталь можно отремонтировать на месте без демонтажа. Удовлетворительные результаты получаются при сварке чугуна цветными электродами. С помощью этих электродов можно получить более прочную связь металла шва с чугуном, а сварной шов достаточно хорошо поддается механической обработке.
Электроды, используемые при сварке чугуна: электрод из монель-металла :
РЕКЛАМА:
Одним из цветных электродов, широко используемых при дуговой сварке чугуна, является монель-металлический тип. Монель представляет собой сплав 30 % меди, 65 % никеля, 1,5 % марганца, 3 % железа и 0,22 % кремния. Покрытие электрода для монель-металла состоит из 45% графита, 15% кремнезема, 20% шамота, 10% древесной золы и 10% соды.
производят слабые сварные соединения. Поэтому их следует применять только там, где важна обрабатываемость металла шва и не критична его прочность. И у него более низкая температура плавления, чем у чугуна. По этой причине изделие в процессе сварки лишь слегка нагревается, и опасность растрескивания меньше, чем при сварке стальными электродами.
Еще один электрод, используемый при сварке чугуна без предварительного нагрева, представляет собой комбинацию меди и стали.
Сварка чугуна композитными электродами, включая подготовку, условия сварки и манипуляции с электродами, остается без изменений.
РЕКЛАМА:
Разработаны различные типы электродов для сварки чугуна без предварительного нагрева, имеющие стальной или чугунный сердечник и подходящее покрытие, обеспечивающее прочный сварной шов без использования шпилек.
Сварочный чугун с подогревом :
При сварке с предварительным нагревом получаются очень герметичные и прочные сварные швы. При сварке чугуна электродуговым процессом чугунными электродами обычно требуется предварительный подогрев отливки. Процесс сварки можно разделить на пять этапов — механическая подготовка детали к сварке; формование; обогрев; заварка разрыва или трещины; и охлаждение.
Механическая подготовка в большинстве случаев заключается в развороте трещины под углом 90°. Для удержания расплавленного чугуна предусмотрена форма. Плесень меняется в зависимости от характера трещины. Материалами для формы могут быть графитовые блоки, экранированная звуковая смесь воды, стекло или глина.
РЕКЛАМА:
Опока используется при ремонте сломанных зубьев чугунной шестерни. Чугунные детали нагревают в угольных очагах или печах. Большие работы, такие как цилиндры локомотивов, обычно можно нагревать во временных печах, построенных из огнеупорного кирпича без цемента.