Металлические фермы в Москве и Московской области
Преимущества металлических ферм
Металлические фермы обладают высокой прочностью и износостойкостью. С помощью металлических ферм можно перекрыть пролёт практически любой длины, самое главное, выполнить правильно расчёт нагрузок, изготовить ферму в соответствии со всеми нормативами и произвести грамотный монтаж.
КОМПАНИЯ «АНГАР-СТРОЙ» ЗАНИМАЕТСЯ ПРОДАЖЕЙ МЕТАЛЛИЧЕСКИХ ФЕРМ В МОСКВЕ.
ЗАКАЖИТЕ РАСЧЕТ
Узнай стоимость своего ангараМеталлические фермы из профильной трубы — это экономичные в производстве и высокопрочные изделия. При изготовлении металлических ферм, часто применяют биметалл и косынку для соединения металлических изделий.
Сборка ферм осуществляется с помощью сварки и клёпки.
Среди преимуществ металлических ферм так же необходимо отметить:
- Высокий срок службы.

- Малый вес, относительно аналогичных конструкций.
- Способность выдерживать очень высокие нагрузки.
- Высокая износостойкость.
- Надёжные узлы, позволяющие выдерживать большие нагрузки.

По формам, металлические фермы различаются на:
- прямые арочные фермы
- односкатные арочные фермы
- двускатные арочные фермы
По контурам, металлические фермы различаются на:
- Фермы с параллельным поясом.
Считаются лучшим решением для мягкой кровли. Металлическая опора для данного контура простая и её элементы практически совпадают. Размеры решётки совпадают со стержнями, что обеспечивает лёгкий монтаж конструкции.
- Односкатные металлические фермы.
Односкатные фермы имеют наклон в одну сторону. Угол наклона для односкатных ферм, обычно составляет 20-30 градусов. Такая конструкция требует небольшого расхода материала и является доступной по цене.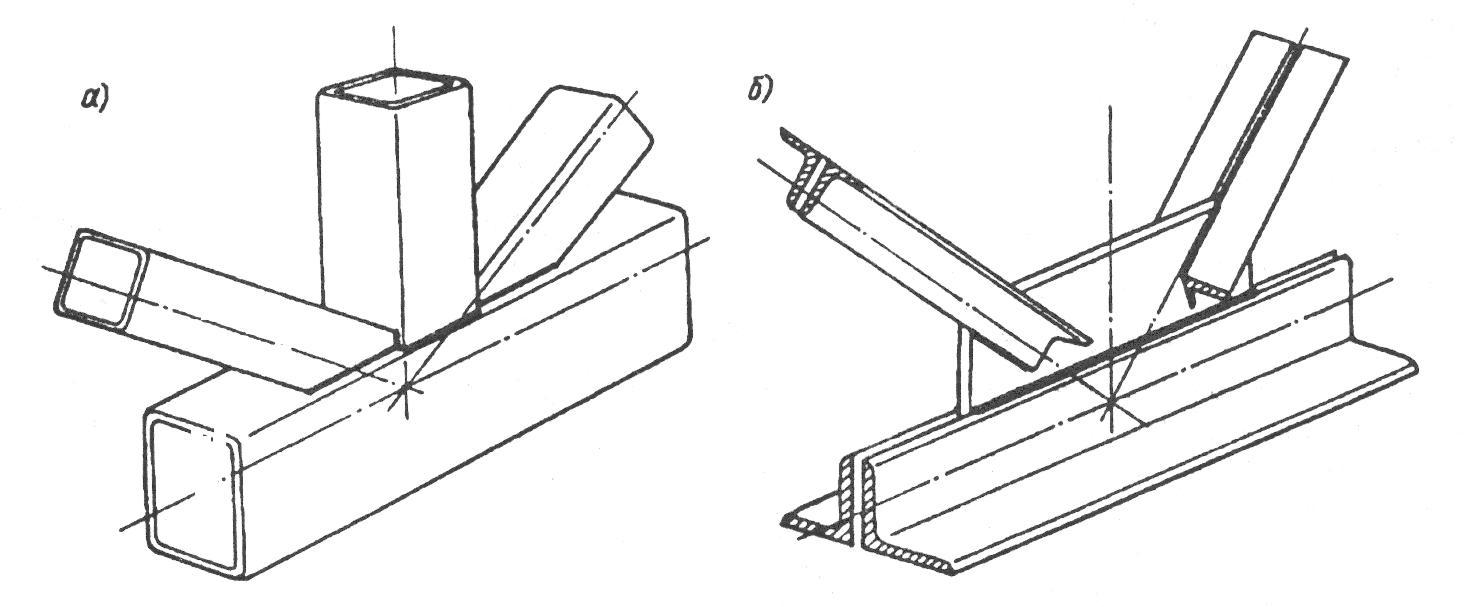
- Металлические фермы с полигональным контуром.
Данный тип ферм является самым сложным в производстве и монтаже, самым дорогим по стоимости, но он так же является самым надёжным, выдерживающим очень большой вес.
- Металлические фермы с треугольным контуром.
Двускатная ферма с треугольным контуром.
Двускатная усиленная ферма с треугольным контуром.
Односкатная ферма с треугольным контуром.
Треугольные фермы, используются, когда нужны большие углы наклона. При использовании ферм с треугольным контуром остаётся большое количество отходов после монтажа.
- Сегментные фермы.
Данный тип ферм требует меньше материала, чем фермы с треугольным контуром за счёт того, что верхний пояс имеет форму дуги, изгибающие моменты сводятся к минимуму и уменьшаются усилия в раскосах.
- Трапецеидальная ферма.

Металлические фермы с трапецеидальным контуром, имеют более простые узлы, по сравнению с полигональными фермами, но применение таких ферм, позволяет создать очень жёсткий рамный узел, который повышает прочность всего каркаса.
Изготовление металлических ферм в Москве | Цена
В строительстве складов, ангаров, мостов, стоянок, торговых помещений, загородных домов часто используют фермы из металла. Иногда их используют для организации сцены, спортивных сооружений и других быстровозводимых зданий (БВЗ). Это конструкция в виде решетки, на которую опирается кровля. Она же обеспечивает необходимый уклон, чтобы на крыше не скапливались осадки.
Виды металлических ферм
Любая ферма состоит из:
- верхнего пояса, или решетки;
- нижнего пояса;
- раскосов;
- стоек.
Материалом чаще всего является черная или оцинкованная сталь. В зависимости от предназначения будущей металлоконструкции, ее массы (до 3 тонн или более) используют легкие или тяжелые фермы.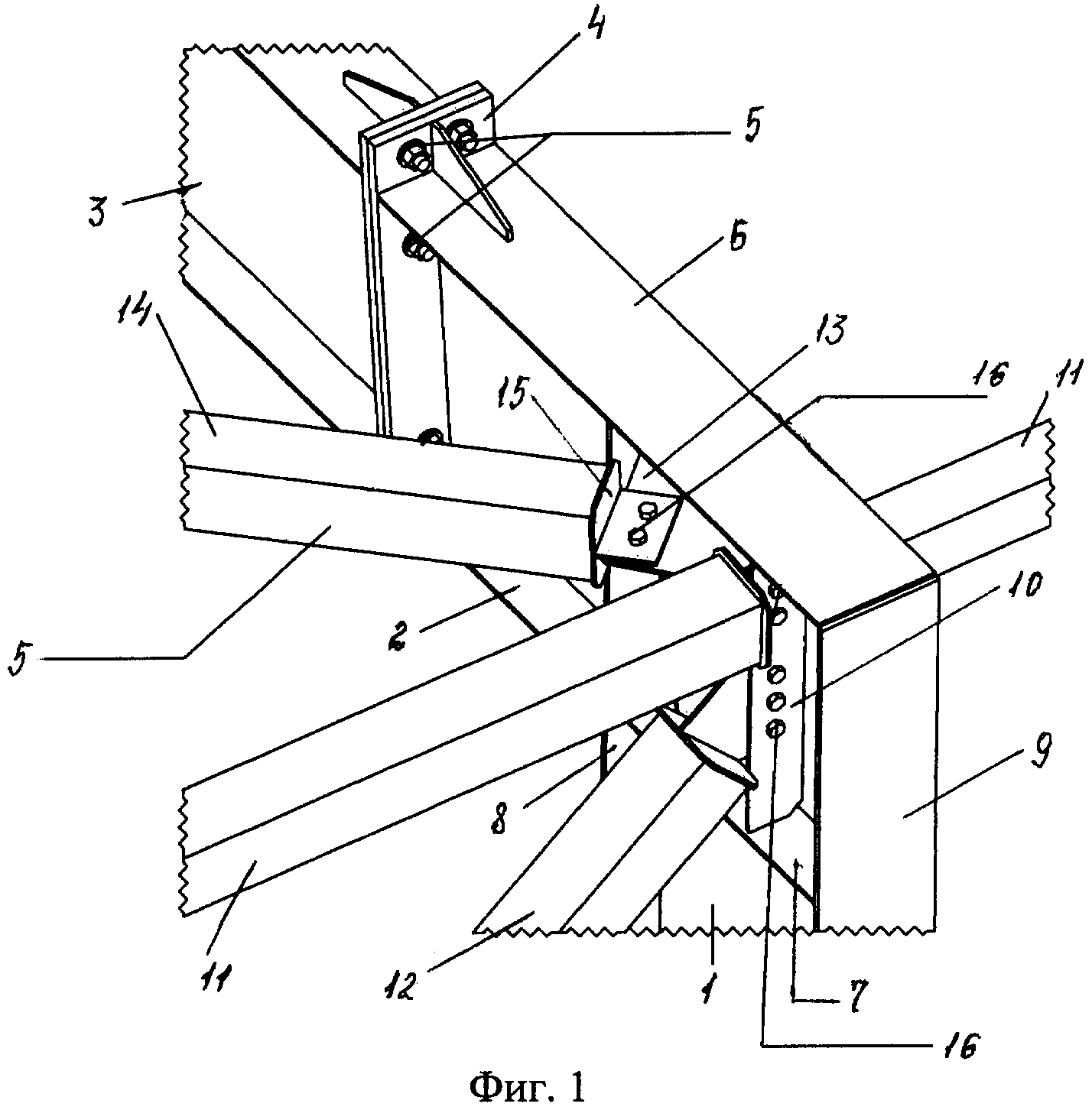 По форме они бывают в форме трапеции, треугольника, пятиугольника, многоугольника, параболы. Опора ферм осуществляется на колонны из металла, железобетонные блоки, стены из панелей или плит.
По форме они бывают в форме трапеции, треугольника, пятиугольника, многоугольника, параболы. Опора ферм осуществляется на колонны из металла, железобетонные блоки, стены из панелей или плит.
При параллельной организации пояса все стержни имеют одинаковую длину и расположены с определенным расстоянием друг между другом. Количество стыков минимальное, а скорость монтажа большая. Треугольные фермы требуют большего расхода профиля, сложнее выполнить узловые соединения. Они нужны для крыш со значительным уклоном. Для строений, имеющих большой вес, используют более сложные полигональные фермы. Металлический каркас используют также при строительстве многоэтажных офисов, торговых и промышленных помещений в качестве основы для крепления сэндвич панелей на стены и крышу.
Для изготовления металлических ферм выбирают:
- профиль квадратного или круглого сечения;
- уголки;
- тавровый и двутавровый вид проката для тяжелых сооружений;
- швеллера для кровли.
Из металла изготавливают стропильные и подстропильные системы. Последние используют в одноэтажных промышленных зданиях с несколькими пролетами, если несущие стены расположены поперек здания, а также если расстояние между колоннами больше, чем между стропильными элементами. У подстропильных конструкций есть параллельные пояса и стойки. Они соединяют колонны одного ряда, к ним же крепятся стропильные части крыши.
Преимущества использования металлоконструкций
К преимуществам ферм относят:
- экономичность по сравнению с цельными конструкциями;
- легкость и быстроту монтажа, транспортировки;
- высокую прочность и износостойкость;
- их используют для перекрытия пролетов большой ширины (12, 18, 24, 30 м) и увеличивают таким образом полезную площадь здания.
Длительный срок службы металлических конструкций зависит от правильно выполненных расчетов на этапе проектирования и точного исполнения. Сотрудники компании РусКом подготовят проект и рассчитают стоимость. Использование труб из стали существенно снижает расход металла, удешевляет стоимость материала и работ по возведению конструкции.
Сотрудники компании РусКом подготовят проект и рассчитают стоимость. Использование труб из стали существенно снижает расход металла, удешевляет стоимость материала и работ по возведению конструкции.
Располагают их с учетом нагрузки и закрепляют стержни к поясу при помощи сварки или фасонных элементов. В узлах элементы стыкуются по типу примыкания. В итоге получается жесткая прочная конструкция, способная передать тяжесть крыши на опоры, выдержать массу снега и сильные порывы ветра.
Обращайтесь в ООО РусКом. Собственное производство в Москве позволяет изготовить металлические фермы на заказ нужного размера и формы, любой сложности. Цена на них привлекательная, за счет чего изготовление и возведение конструкции происходит быстро и экономически выгодно.
Конструкции ферм из круглых труб
Вернуться на страницу «Фермы металлические»
Конструкции ферм из круглых труб
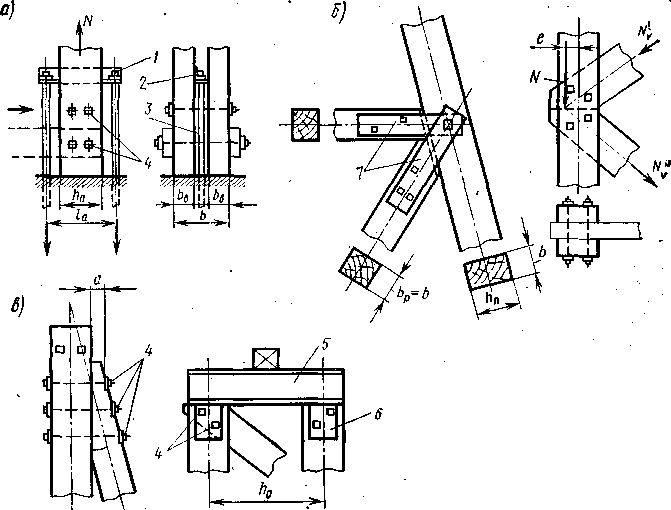
Узловые соединения трубчатых элементов ферм выполняют без фасонок с герметизацией внутренних полостей замкнутых профилей от влаги и пыли, способствующих коррозии.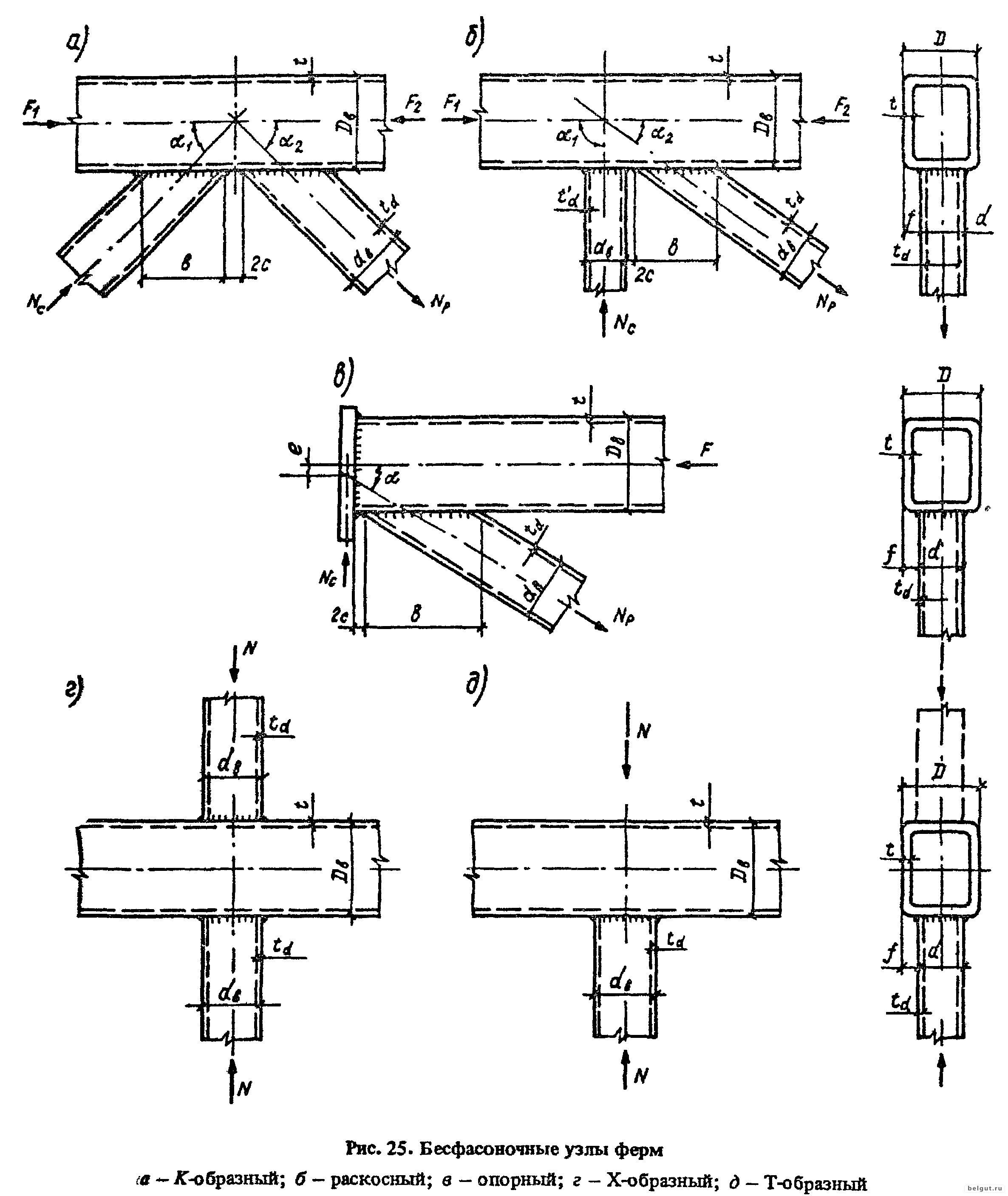 Для этого открытые торцы поясов должны иметь заглушки с плотными внешними швами, а торцы раскосов решетки вырезают без или со снятием кромок для обеспечения плотности сварных швов. При отсутствии оборудования для фигурной резки торцов труб, фермы могут быть изготовлены со сплющиванием концов стержней решетки (рис. 2.1, а) или фасонкой (рис. 1, б).
Для этого открытые торцы поясов должны иметь заглушки с плотными внешними швами, а торцы раскосов решетки вырезают без или со снятием кромок для обеспечения плотности сварных швов. При отсутствии оборудования для фигурной резки торцов труб, фермы могут быть изготовлены со сплющиванием концов стержней решетки (рис. 2.1, а) или фасонкой (рис. 1, б).
Рис. 1. Узлы трубчатых ферм: а — из труб, содержащих сплющенные концы; б — на фасонке
В типичных фермах (рис. 2) раскосы приваривают к самому поясу с соблюдением зазора между кромками смежных элементов решетки не менее 20 мм. Если при этом узловые эксцентриситеты окажутся размещенными с одной стороны от оси пояса и не превышают 0,1D, то допускается не учитывать узловые моменты, которые возникают. В противном случае необходимо уточнять расчетные усилия за счет наличия узловых моментов.
Рис. 2. Узлы типовой трубчатой фермы: а, б — опоры; в, г, д — промежуточные; е, ж – монтажные
Стойки решетки, как правило, выполняют с предварительно сплющенными и обрезанными соответствующим образом торцами.
При наличии обработки кромок трубчатого раскоса, сварной шов, закрепляющий его до пояса, рассматривают как стыковой. В местах передачи на верхний пояс сосредоточенных сил от несущих элементов кровли предусматривают опорные столики с фигурными срезами нижнего торца и с горизонтальным резом верхнего торца(Для приварки опорной плиты).
Варьируя высотой столиков,можно обеспечить необходимый уклон кровли.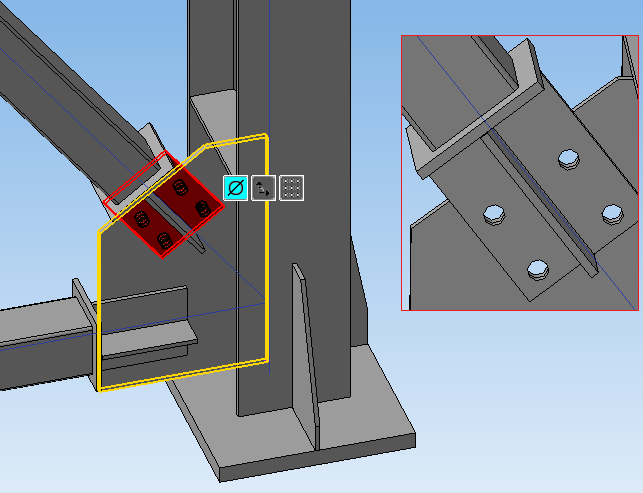
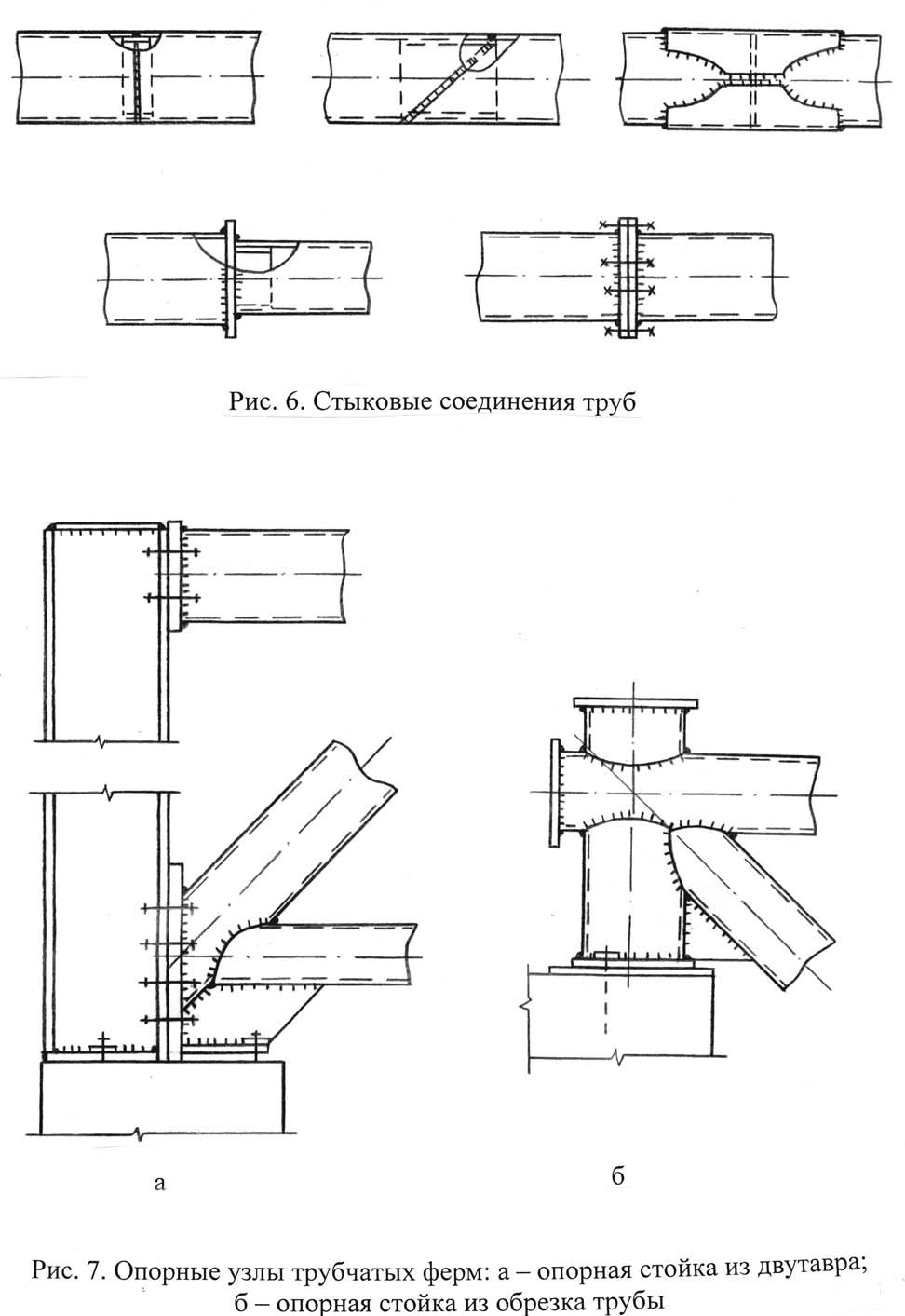
Расчет узлов, состоящих из трубчатого пояса и элементов заключается в проверке на местный изгиб (смятие) стенки пояса и прочности трубчатых элементов решетки.Монтажный стык верхнего пояса ферм из труб осуществляют на фланцах, а нижнего — на подкладном кольце (рис. 2, есть, ж). Подкладное кольцо представляет собой отрезок трубы диаметром, равным внутреннему диаметру пояса, который стыкуется. Подкладное кольцо забивают в поясной элемент одной полуфермы на половину его длины, равной 40-50 мм. Конец кольца служит для присоединения элемента другой полуфермы. После стыковки, шов на подкладном кольце заваривают, стык перекрывают накладками, конфигурация которых обеспечивает необходимую длину швов, определяя ее по формуле. По типовому проекту предусмотрено свободное опирания ферм на колонну (рис. 2, а, б).
Элементы и соединения металлических конструкций мостовых кранов
Плавность силового потока наиболее просто обеспечивается в листовых конструкциях.
В сварных конструкциях следует избегать такого устройства стыка, при котором между соединяемыми элементами остаются зазоры, так как это тоже вызывает концентрацию напряжений. Фланговые швы должны, где это возможно, заменяться лобовыми.
Рис. 8.37. Типы составных сечений балок
Для одних и тех же соединений влияние концентраторов различно и зависит от вида действующей нагрузки. Концентрации напряжений способствуют не только резкие изменения поперечных сечений, но и наличие острых углов, выемок и т. д. на пути силового потока. Особенно сильно концентраторы напряжений влияют на конструкции, воспринимающие многократно повторяющуюся переменную нагрузку.
Устранению возможности концентрации напряжений способствует применение сварных листовых конструкций с соединением элементов стыковыми швами с полным проваром корня шва и непрерывными продольными швами, выполняемыми автоматической сваркой. В связи с тем, что решетчатые конструкции из профильного проката, соединяемого главным образом угловыми швами, имеют высокий коэффициент концентрации напряжений, их рекомендуется применять только для кранов с режимами работы Л и С.
Стержни конструкций по характеру работы делятся на стержни, работающие в основном на изгиб — балки, и стержни, работающие главным образом на растяжение или сжатие от осевых усилий, — пояса и раскосы ферм.
Балки (рис. 8.37) должны иметь в качестве горизонтальных поясных не более одного листа, так как не представляется возможным обеспечить плотное прилегание листов по их ширине, что необходимо для слитности работы пояса. Толщина поясного листа не должна превышать 50 мм. Толщина листа вертикальной стенки балки принимается в зависимости от нагрузки и высоты балки в пределах 5—18 мм. В последнем случае ширина листов принимается из условий возможности проведения внутри балки сварочных работ. Высота балок определяется в соответствии с изложенным в параграфах 8.1 и 8.4.
Для получения необходимого момента сопротивления при условии рационального распределения металла по сечению и обеспечения наименьшей массы балки толщину поясных листов следует принимать больше толщины стенки. Это объясняется тем, что на значительной части высоты стенки ее сечение используется не полностью. Поэтому целесообразно толщину стенки принимать исходя из местной устойчивости, а горизонтальные листы, воспринимающие большую часть изгибающего момента, брать более толстыми.
Это объясняется тем, что на значительной части высоты стенки ее сечение используется не полностью. Поэтому целесообразно толщину стенки принимать исходя из местной устойчивости, а горизонтальные листы, воспринимающие большую часть изгибающего момента, брать более толстыми.
Рис. 8.38. Установка ребер
Соединение между собой стенки и поясных листов должно производиться сплошными швами с катетом, не превышающим толщину стенки. При применении прерывистых швов следует иметь в виду, что на их концах возникает концентрация напряжений.
Соединение листов балок следует производить встык, избегая по возможности накладок. Наклонный под углом 45° (равнопрочный) стык вертикальной стенки устраивается для балок небольшой высоты. Прямой стык применяется в Сечениях с напряжениями в стенке, не превышающими расчетного сопротивления для шва на растяжение. При выполнении шва автоматической, полуавтоматической или ручной сваркой с подваркой корня шва допускается ” располагать шов в сечении с наибольшим изгибающим моментом. При необходимости установки накладок они должны выполняться со скосами для более плавной передачи усилий со стенки на накладки.
При необходимости установки накладок они должны выполняться со скосами для более плавной передачи усилий со стенки на накладки.
Стыки горизонтальных листов (особенно в растянутом поясном листе) выполняются равнопрочными. При автоматической или полуавтоматической сварке допускается применение прямых стыков.
Для того чтобы избежать концентрации сварных швов и их пересечения, соединять элементы (например, ребра жесткости со стенкой), как показано на рис. 8.38, а, можно только тогда, когда толщина листа превышает толщину шва более чем в 1,5 раза. При меньшей толщине элементы должны раздвигаться (рис. 8.38, б). При необходимости располагать их один против другого устанавливают с одной стороны прокладку (рис. 8.38, в).
Ребра жесткости и диафрагмы следует приваривать сплошными Двусторонними швами. Поскольку в большинстве случаев приварка Диафрагм в коробчатых балках возможна только по трем сторонам, Диафрагмы не приваривают к растянутому поясу. Повышенной усталостной прочностью обладает соединение диафрагмы с поясным листом через прокладку, как изображено на рис.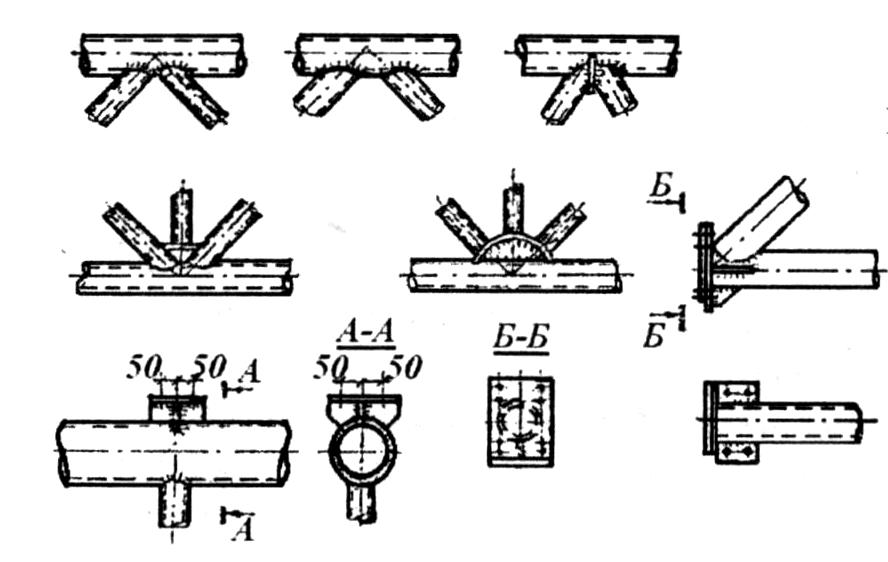 8.38, г.
8.38, г.
На рис. 8.39 показаны соединения элементов рам, работающих Под действием сил, перпендикулярных их плоскости: из прокатного профиля (рис. 8.39, а) и из листа (рис. 8.39, б). Наивысшей усталостной прочностью обладает правая нижняя конструкция.
Рис. 8.39. Стыковые узлы рам
Рис. 8.40. Сечения гнутых профилей
Рис. 8.41. Сечения элементов ферм: а — и — для раскосов; а, б, ж — для поясов
Используемые в основном в балочных конструкциях и дающие значительную экономию металла и сварочных работ гнутые профили, которые изготовляются из тонколистовой, толстолистовой и полосовой стали, показаны иа рис. 8.40.
В качестве стержней используется профильный прокат, трубы, а также составные стержни, сечения которых показаны на рис. 8.41. Замкнутые трубчатые и коробчатые сечения стержней имеют большой радиус инерции и могут воспринимать более высокие сжимающие нагрузки, чем открытые угловые или швеллерные профили.
Рис. 8.42. Стыковые узлы ферм
8.42. Стыковые узлы ферм
Это видно из отношений их радиусов инерции к площадям поперечного сечения.
При небольших нагрузках на раскосы и в случаях, когда невозможно обеспечить их центровку, например при соединении раскосов непосредственно с поясом фермы (рис. 8.42, а), она может не выполняться, так как более важно исключить близкое расположение друг к другу швов соседних раскосов. При этом расстояние между швами должно быть не менее 2а (а — толщина шва). Сильно нагруженные стержни должны обязательно центрироваться. В этих случаях Для их соединения с поясами приходится применять фасонки. Расстояние между соседними сварными швами должно быть не менее 5а. Толщина фасонок принимается в зависимости от усилия в раскосе: 8 мм — при усилии до 20 тс, 10 мм — при 20—50 тс, 12 мм — при 50—75 тс и 14 мм — при 75—110 тс.
Соединение фасонки с поясом может быть выполнено внахлестку или встык. Наибольший эффект с точки зрения концентрации Напряжений и плавности силового потока дают фасонки, врезаемые в пояс (рис, 8. 42, б). При больших нагрузках на раскосы рекомендуется либо смещать центровку, как показано на рис. 8.42, в, либо концы раскосов делать плоскими (рис. 8.42, г). При этом раскосы свариваются непосредственно друг с другом. При сплющивании концов труб исключается необходимость подгонки раскосов (рис. 8.42, д).
42, б). При больших нагрузках на раскосы рекомендуется либо смещать центровку, как показано на рис. 8.42, в, либо концы раскосов делать плоскими (рис. 8.42, г). При этом раскосы свариваются непосредственно друг с другом. При сплющивании концов труб исключается необходимость подгонки раскосов (рис. 8.42, д).
Соединение с помощью фасонок (рис. 8.42, е) применяется, если сварка встык не обеспечивает необходимой прочности или если к узлу подходит много стержней. Желательно пояс при этом не разрезать, а фасонку приваривать к нему встык. Свободные края фасонки целесообразно закруглять.
Элементы растянутых и сжатых составных стержней для большей жесткости и обеспечения их совместной работы по длине соединяются планками. Расстояние между осями планок принимается равным: для растянутых стержней — до 80 г, для сжатых стержней — до 40 г (где г — радиус инерции одного элемента относительно собственной оси, параллельной плоскости планки). При крестообразном сечении стержня соединительные планки рекомендуется ставить в двух взаимно перпендикулярных плоскостях.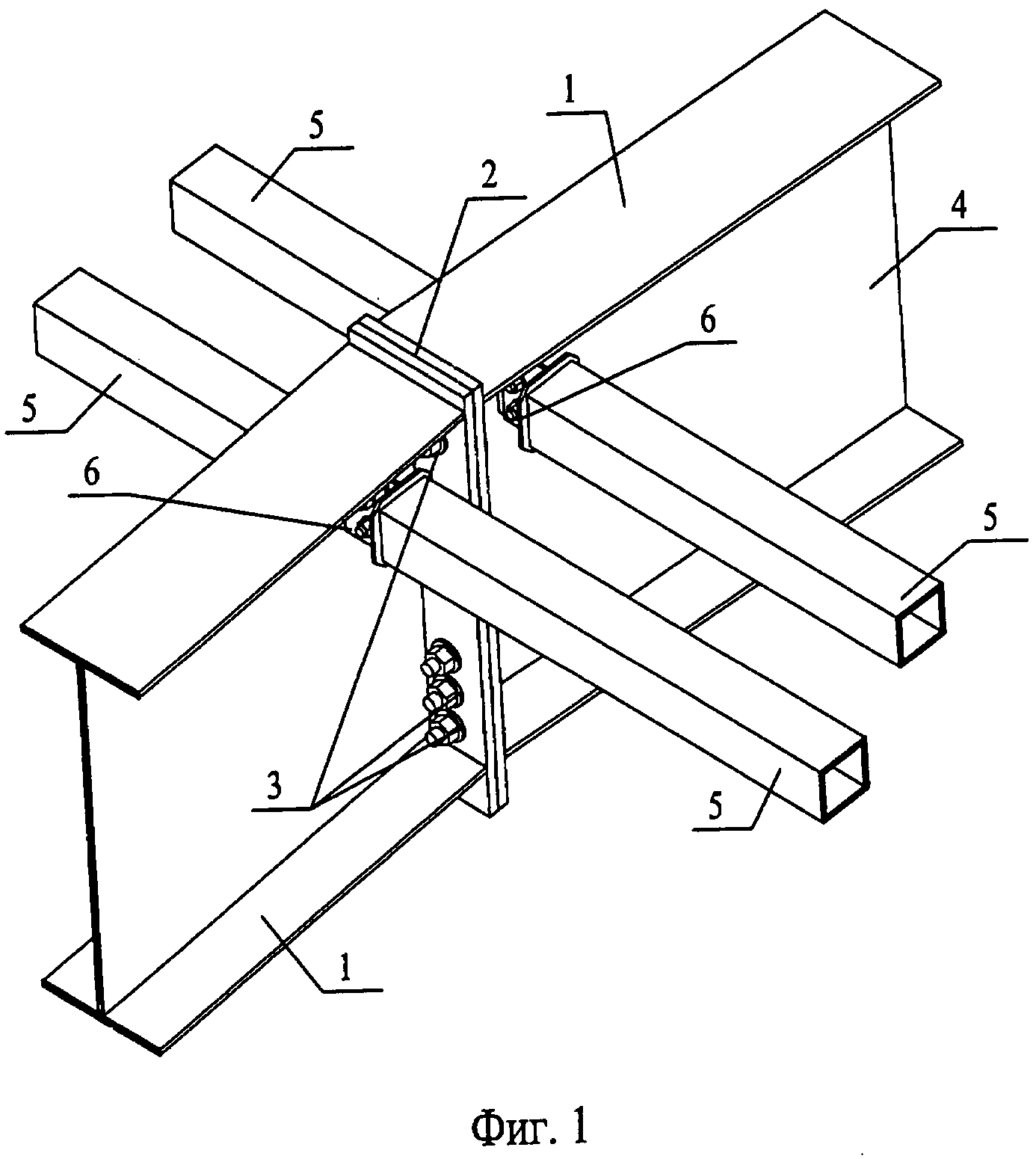 Планки принимаются шириной 80—120 мм, толщиной, равной зазору между элементами сечения, и длиной, обеспечивающей их прикрепление к элементам швами толщиной 4—5 мм.
Планки принимаются шириной 80—120 мм, толщиной, равной зазору между элементами сечения, и длиной, обеспечивающей их прикрепление к элементам швами толщиной 4—5 мм.
Сварка трением труба к трубе разнородных соединений Al-SS для криогенных применений
Визуальный контроль
Визуальный контроль геометрии оплавление показано на рис. 3. На рис. . 3b представляет эффект вспышки внутри труб. Все соединения были проплавлены со стороны алюминия из-за большой деформации стороны алюминия, которая была вызвана различиями в деформационном поведении и силе текучести между алюминием и нержавеющей сталью.Авторы сообщили, что длина алюминиевой трубы была уменьшена до прибл. 10–12 мм, при этом длина трубы из СС осталась прежней. Также было замечено, что большое образование облоя образца А также покрывало материалы из нержавеющей стали и выглядело как гильза из алюминия на нержавеющей стали на 10–12 мм. Это было связано с быстрой деформацией Al по сравнению с SS. Кроме того, применение высокого давления приводит к формовочному процессу и впоследствии приводит к формированию рукава из Al (мягкий материал) на SS (жесткий материал) [8]. Более того, различия в формировании вспышки со стороны Al видны из рис.3 относительно каждого условия. Сварной шов образца А имел большое оплавление, в то время как сварной шов образца D имел меньшее оплавление среди всех остальных. Это было связано с различиями в параметрах процесса, таких как сила трения и перемещение при выгорании при трении. В случае образца А оба этих параметра имели более высокие значения по сравнению с другими образцами и, следовательно, приводили к такому сильному эффекту вспышки.
Более того, различия в формировании вспышки со стороны Al видны из рис.3 относительно каждого условия. Сварной шов образца А имел большое оплавление, в то время как сварной шов образца D имел меньшее оплавление среди всех остальных. Это было связано с различиями в параметрах процесса, таких как сила трения и перемещение при выгорании при трении. В случае образца А оба этих параметра имели более высокие значения по сравнению с другими образцами и, следовательно, приводили к такому сильному эффекту вспышки.
Форма вспышки для различных параметров. a Внешняя вспышка. b Внутренняя вспышка
Неразрушающие испытания
Испытание на проникающую жидкость
Испытание на проникающую жидкость проводили на всех образцах после удаления заусенцев с обеих сторон. Результаты капиллярных испытаний представлены на рис. 4. На поверхности сварных швов крупных дефектов не наблюдалось, что в свою очередь подтверждает надежность соединений.
Образцы для испытаний на проникающую жидкость
Рентгенографический тест
Рентгенографический контроль был выполнен для подтверждения прочности сварных соединений.Радиографические испытания проводились в соответствии со стандартами ASTM для всех образцов. Следующие условия использовались во время рентгенографических испытаний, как показано в таблице 4.
Таблица 4. Условия рентгенографических испытаний Результаты радиографических испытанийпредставлены в таблице 5. На рисунке 5 показаны отчеты о рентгенографических пленках образцов, сваренных трением. Было отмечено, что сварные швы не имели дефектов в зоне сварки на основании приемлемых результатов радиографии. Это подтверждает надежность соединений, и в дальнейшем эти образцы подвергались остальным испытаниям и характеристикам.
Таблица 5. Результаты радиографического контроля полного диаметра трубы Рис.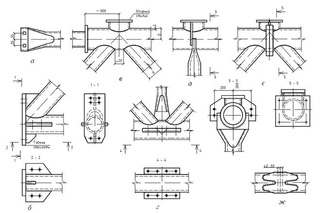 5
5 Испытание на вакуум и термический удар
Испытание на вакуум и термический удар были проведены для обеспечения работы сварного шва при криогенных температурах и потоке жидкости под давлением. Подготовка сварных соединений к вакуумным испытаниям показана на рис. 6, где редуктор из нержавеющей стали и вакуумная муфта были присоединены к трубе из нержавеющей стали, а алюминиевая плоская пластина была соединена с алюминиевой трубой с помощью дуговой сварки вольфрамовым электродом в среде защитного газа. Эти подготовленные камеры были установлены на вакуумной испытательной машине, как показано на рис.7, и внутри области соединения распыляли гелий, чтобы подтвердить герметичность соединения. В таблице 6 показаны результаты этого вакуумного испытания при комнатной температуре. Во время этого испытания не было обнаружено утечек при распылении гелия при давлении 1,2 фунта на квадратный дюйм.
Рис. 6Образцы подготовлены для испытания в вакууме и термоудара
Рис.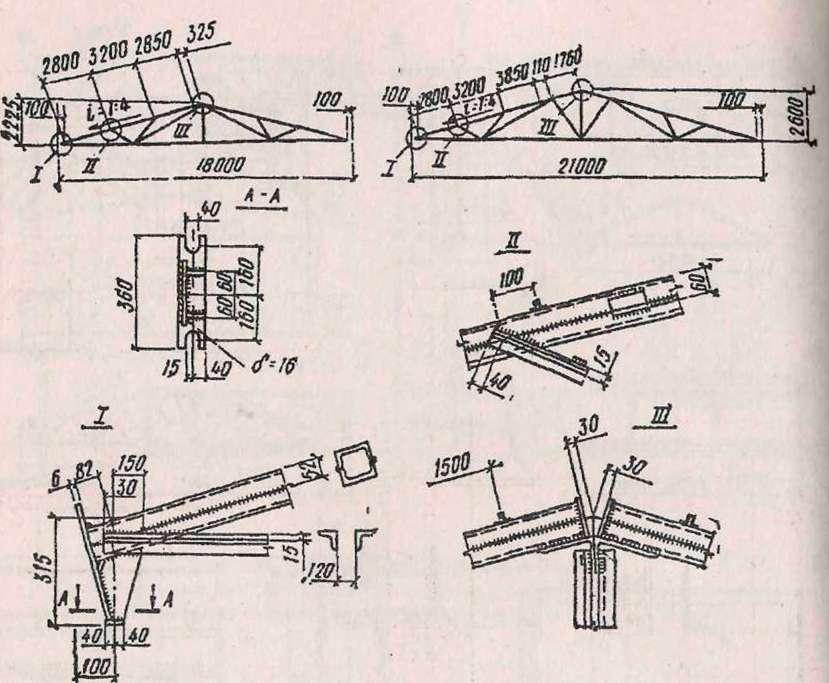 7
7 Вакуумный тест с помощью масс-спектроскопической машины для обнаружения утечек и сварных образцов
Таблица 6 Показания вакуумного теста при комнатной температуре В случае испытания на термический удар сваренные образцы погружали в жидкий азот при температуре 77 К (- 195.79 °C) в течение 5 мин, а затем вытащили из жидкости и оставили в стороне в атмосфере, чтобы дать ей возможность достичь комнатной температуры, то есть 300 K (27 °C). Это повторялось трижды. Причина выполнения этого упражнения заключалась в том, чтобы позволить области сустава свободно расширяться и сжиматься при воздействии криогенной температуры на комнатную. Различия в степени сжатия и расширения основного материала из алюминия и нержавеющей стали приводят к утечке при воздействии жидкого азота или гелия.Поскольку оба материала труб имеют разные коэффициенты расширения и сжатия, площадь соединения должна быть оценена на предмет теплового удара. Результаты показывают, что соединения успешно прошли испытание на термический удар, что подтверждается испытаниями на утечку гелием, проведенными после испытания на термический удар. Результаты испытания на тепловой удар и вакуумного испытания показаны на рис. 8 и в таблице 7 соответственно.
Результаты испытания на тепловой удар и вакуумного испытания показаны на рис. 8 и в таблице 7 соответственно.
Испытание на термический удар при температуре жидкого азота (77 К)
Таблица 7. Показания вакуумного испытания после испытания на термический удар при комнатной температуре На рис. 9 показаны результаты вакуумного испытания на герметичность до и после испытания на тепловой удар.Можно видеть, что состояние вакуума значительно улучшилось после испытания на термический удар по сравнению с состоянием до испытания на термический удар. Основной причиной этого является эффект низкотемпературного упрочнения, который может возникнуть, когда материал подвергается термическому циклу от высокой температуры к низкой температуре [12]. В случае настоящего исследования сварные швы прошли испытание на термический удар от комнатной температуры до очень низкой температуры гелия, такой как 77 К. Были обнаружены герметичные соединения даже после термических ударов. Давление вакуума внутри сварных швов поддерживалось распылением гелия при давлении 1,2 фунта на кв. дюйм. Прочное соединение привело к герметичным соединениям. Герметичные соединения после испытания на термический удар привели к лучшим условиям вакуума по сравнению с комнатной температурой из-за вышеупомянутого низкого упрочняющего эффекта и возможного эффекта измельчения зерна из-за пластической деформации [17] на стороне алюминия из-за испытания на термический удар от комнатной температуры до криогенная температура. Кай и др. [18] отметили, что результаты вакуумных испытаний улучшились за счет повышения прочности и микротвердости за счет измельчения зерна, вызванного криогенной обработкой.
Давление вакуума внутри сварных швов поддерживалось распылением гелия при давлении 1,2 фунта на кв. дюйм. Прочное соединение привело к герметичным соединениям. Герметичные соединения после испытания на термический удар привели к лучшим условиям вакуума по сравнению с комнатной температурой из-за вышеупомянутого низкого упрочняющего эффекта и возможного эффекта измельчения зерна из-за пластической деформации [17] на стороне алюминия из-за испытания на термический удар от комнатной температуры до криогенная температура. Кай и др. [18] отметили, что результаты вакуумных испытаний улучшились за счет повышения прочности и микротвердости за счет измельчения зерна, вызванного криогенной обработкой.
Сравнение до и после испытания на термоудар при комнатной температуре
Разрушающее испытание
Испытание на растяжение
В таблице 8 и на рис. 10 показаны результаты испытаний на растяжение разнородных сварных швов Al–SS. Сообщалось, что предел прочности при растяжении составляет более 60% от базового материала из алюминия, что подтверждает надежность соединения для разнородных материалов. Аналогичные результаты были получены Kimura et al. [11] в случае тонкостенной конфигурации «труба в трубу».Сообщалось, что предел текучести и % относительного удлинения были низкими по сравнению с основными материалами. Образование ИМК может быть причиной таких низких значений образцов, разрушенных по сварной границе Al–SS. Это может быть связано с наличием большого и толстого слоя ИМК на границе раздела. О формировании ИМК на границе раздела сообщалось во многих исследованиях [7,8,9,10,11,12,13,14,15,16]. Сообщалось о максимальном удлинении 15,18% для образца D, в котором место разрыва также наблюдалось для основного материала Al, как показано на рис.11. Также было замечено, что не было отмечено значительных изменений предела прочности при растяжении из-за аналогичных условий подвода тепла, которые были вызваны скоростью вращения и временем трения в большей степени по сравнению с остальными параметрами.
Сообщалось, что предел прочности при растяжении составляет более 60% от базового материала из алюминия, что подтверждает надежность соединения для разнородных материалов. Аналогичные результаты были получены Kimura et al. [11] в случае тонкостенной конфигурации «труба в трубу».Сообщалось, что предел текучести и % относительного удлинения были низкими по сравнению с основными материалами. Образование ИМК может быть причиной таких низких значений образцов, разрушенных по сварной границе Al–SS. Это может быть связано с наличием большого и толстого слоя ИМК на границе раздела. О формировании ИМК на границе раздела сообщалось во многих исследованиях [7,8,9,10,11,12,13,14,15,16]. Сообщалось о максимальном удлинении 15,18% для образца D, в котором место разрыва также наблюдалось для основного материала Al, как показано на рис.11. Также было замечено, что не было отмечено значительных изменений предела прочности при растяжении из-за аналогичных условий подвода тепла, которые были вызваны скоростью вращения и временем трения в большей степени по сравнению с остальными параметрами. Эти два параметра не имели значительных изменений и, следовательно, могли привести к одинаковым условиям тепловложения.
Эти два параметра не имели значительных изменений и, следовательно, могли привести к одинаковым условиям тепловложения.
Влияние параметров на предел текучести, предел прочности при растяжении и относительное удлинение
Рис.11Место разрушения образцов, испытанных на растяжение
Макрография и микроструктура
На рис. 12 представлены макрофотография и микрофотографии разнородного сварного шва трением между Al6063-T6 и SS304L для конфигурации «труба в трубу» для образца B. На макрофотографии (рис. 12а) это видно что на стороне SS не наблюдалось значительных изменений деформации с точки зрения деформации, в то время как на стороне Al можно наблюдать массивную деформацию. Это произошло из-за различий в деформационном поведении алюминия и нержавеющей стали, что, в свою очередь, привело к образованию границы раздела между алюминием и нержавеющей сталью. На стороне алюминия вблизи границы раздела наблюдались различные зоны, такие как зона пластической деформации, полностью рекристаллизованная зона, частично рекристаллизованная зона и зона твердого раствора, как видно из рис. 12b–g. Кроме того, на стороне SS не наблюдалось значительной деформации или измельчения зерна (рис. 12b). На рисунке 12d показано, что алюминиевый материал растягивается в направлении движения ковки. Это, в свою очередь, привело к деформированной зоне с удлиненными зернами. Зона пластической деформации обнаружена вблизи границы раздела и др.сторону, как показано на рис. 12e. На рис. 12д также видно, что на верхней стороне трубы обнаружена равномерно распределенная рекристаллизованная зона. Рекристаллизация происходила после сильной пластической деформации, вызванной теплом трения и большим усилием ковки. Частичная вторичная рекристаллизация наблюдалась в отношении основного материала, как показано на рис. 12g, где испытали комбинированное воздействие сильной деформации и высокой температуры.
На стороне алюминия вблизи границы раздела наблюдались различные зоны, такие как зона пластической деформации, полностью рекристаллизованная зона, частично рекристаллизованная зона и зона твердого раствора, как видно из рис. 12b–g. Кроме того, на стороне SS не наблюдалось значительной деформации или измельчения зерна (рис. 12b). На рисунке 12d показано, что алюминиевый материал растягивается в направлении движения ковки. Это, в свою очередь, привело к деформированной зоне с удлиненными зернами. Зона пластической деформации обнаружена вблизи границы раздела и др.сторону, как показано на рис. 12e. На рис. 12д также видно, что на верхней стороне трубы обнаружена равномерно распределенная рекристаллизованная зона. Рекристаллизация происходила после сильной пластической деформации, вызванной теплом трения и большим усилием ковки. Частичная вторичная рекристаллизация наблюдалась в отношении основного материала, как показано на рис. 12g, где испытали комбинированное воздействие сильной деформации и высокой температуры. На рисунке 12f показана зона твердого раствора вблизи области интерфейса.Этот регион был разработан из-за адекватного образования осадков за счет быстрой скорости охлаждения и более высоких температур. Причины образования различных микроструктур можно свести к неравномерному распределению теплоты трения и различиям в деформационном поведении материалов Al и SS [1].
На рисунке 12f показана зона твердого раствора вблизи области интерфейса.Этот регион был разработан из-за адекватного образования осадков за счет быстрой скорости охлаждения и более высоких температур. Причины образования различных микроструктур можно свести к неравномерному распределению теплоты трения и различиям в деформационном поведении материалов Al и SS [1].
Оптическая макрофотография и особенности микроструктуры разнородного сварного соединения трением Al–SS образца B a макрофотография, b микроструктура основного материала стали – область B a , c алюминий микроструктура основного материала — область C a , d область интерфейса Al—сталь — область D a , e различные зоны на стороне Al — область E a , f зона твердого раствора в зона раздела — область F a , g частичная вторичная рекристаллизованная зона на Al — область G a
%PDF-1. 7
%
1 0 объект
>
эндообъект
4 0 объект
>
эндообъект
2 0 объект
>
эндообъект
3 0 объект
>
ручей
Neevia Document Converter Pro v6.8 (http://neevia.com)2019-01-02T12:52:49+00:002014-02-11T07:45:40+00:002014-02-11T07:45:40+ 00:00Adobe InDesign CS6 (Macintosh)application/pdf
7
%
1 0 объект
>
эндообъект
4 0 объект
>
эндообъект
2 0 объект
>
эндообъект
3 0 объект
>
ручей
Neevia Document Converter Pro v6.8 (http://neevia.com)2019-01-02T12:52:49+00:002014-02-11T07:45:40+00:002014-02-11T07:45:40+ 00:00Adobe InDesign CS6 (Macintosh)application/pdf
 000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
10 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
11 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
12 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
13 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
14 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
15 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.
000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
10 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
11 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
12 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
13 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
14 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
15 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0. 000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
16 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
17 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
18 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
19 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
20 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
21 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.
000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
16 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
17 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
18 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
19 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
20 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
21 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.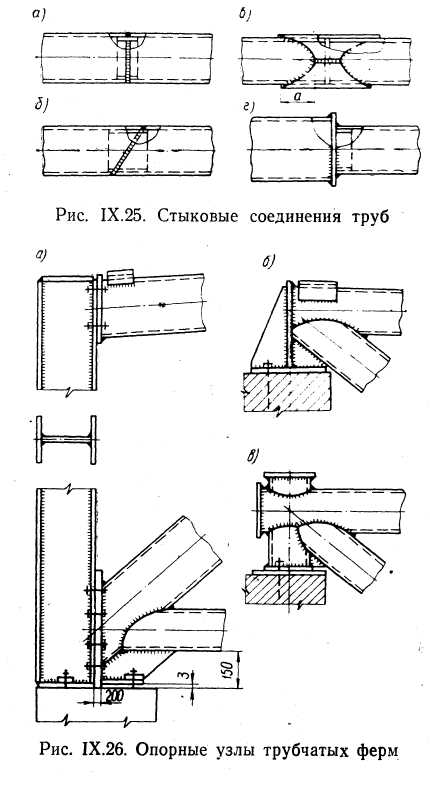 000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
22 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
23 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
24 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
25 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
26 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
27 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.
000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
22 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
23 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
24 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
25 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
26 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
27 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0. 000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
28 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
29 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
30 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
31 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
32 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
33 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.
000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
28 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
29 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
30 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
31 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
32 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
33 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/Артбокс [0. 000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
34 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
35 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
36 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
37 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
38 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
39 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.
000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
34 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
35 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
36 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
37 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
38 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
39 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.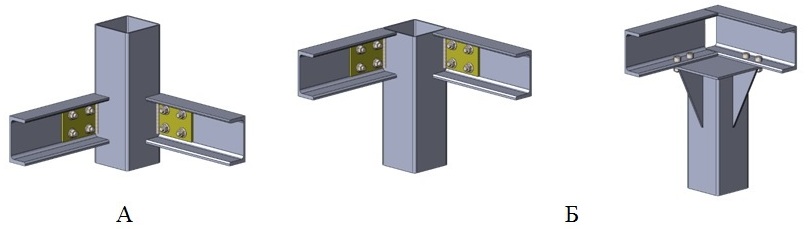 000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
40 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
41 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
42 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
43 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
44 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
45 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.
000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
40 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
41 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
42 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
43 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
44 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageC]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
45 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/Артбокс [0. 000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
46 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
47 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
48 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.*ȍ.,$;m&͌EcIOĶ)~Nv7U Bfd’;ŷ,IiǟdYBzxsjSe5ΑF
46HD60[/S1PYj[qWy,Rð֎&G=zH_V`NiU~7ՐqbRrK8*
Bp_wV3a
000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
46 0 объект
>
/Затенение >
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст /ImageB /ImageC]
/Свойства >
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
47 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
/ArtBox [0,000 0,000 595,276 841,890]
/Родитель 5 0 Р
>>
эндообъект
48 0 объект
>
/Цветное пространство >
/Шрифт >
/ProcSet [/PDF /текст]
/ExtGState >
>>
/Тип /Страница
/Артбокс [0.*ȍ.,$;m&͌EcIOĶ)~Nv7U Bfd’;ŷ,IiǟdYBzxsjSe5ΑF
46HD60[/S1PYj[qWy,Rð֎&G=zH_V`NiU~7ՐqbRrK8*
Bp_wV3aМеталлические соединения труб из АБС-пластика — YJ
Yukthi Manufacturing India Private Limited является одним из ведущих производителей, поставщиков и продавцов труб с покрытием из АБС-пластика, труб с покрытием из АБС-пластика от электростатического разряда, труб из нержавеющей стали и металлических соединений в Бангалоре, а также по всей Индии.
Компания Yukthi Manufacturing India Private Limited заняла одну из лидирующих позиций в отрасли по производству и поставке широкого спектра труб с покрытием ABS, труб с покрытием ABS ESD, труб из нержавеющей стали и металлических соединений.
У нас есть полные диапазоны размеров и цветов труб с АБС-покрытием, труб с АБС-покрытием от электростатического разряда, труб из нержавеющей стали и металлических соединений, а также аксессуары, такие как металлическое соединение, ролик Placon, роликовые зажимы, выравнивающее основание, торцевые заглушки для сборки элементов модульных конструкций с АБС. Труба с покрытием.
Эти трубы с покрытием ABS, трубы с покрытием ABS ESD, трубы из нержавеющей стали и металлические соединения широко используются в различных целях модульной сборки фитингов.
Производство и поставка качественного ассортимента труб с покрытием из АБС-пластика , труб с покрытием из АБС-пластика , труб из нержавеющей стали и металлических соединений позволяет нам получить высокую оценку наших уважаемых клиентов.
Эти трубы с покрытием из АБС, трубы с покрытием из АБС и трубы из нержавеющей стали известны своими одинаковыми размерами по всей длине.
Наши трубы с АБС-покрытием, трубы с АБС-покрытием от электростатического разряда, трубы из нержавеющей стали и металлические соединения изготавливаются с использованием высококачественных металлических сплавов, что обеспечивает низкую скорость деградации и высокую производительность.
Их некоррозионная природа делает их долговечными. Наши клиенты могут помочь этим Трубам с покрытием ABS, Трубе с покрытием ABS ESD, Трубе SS & Металлическим соединениям по разумным ставкам и в различных спецификациях.
Применение : промышленные конвейеры, сборочные столы, сборочные линии, модульные конструкции, рабочие станции, рабочие столы, столы ESD, инспекционные столы, модульные тележки, ограждения машин, перегородки, рамы машин, ограждения машин, конвейерные системы, ограждения промышленной безопасности , чистые помещения, рабочие станции и верстаки, стеллажи для хранения, стеллажи Fifo, доска кайдзен, доски объявлений и т. д.
д.
Мы предоставляем полную индивидуальную модульную сборочную систему для вышеуказанных приложений.
| ТОРГОВОЕ НАЗВАНИЕ | ПРОИЗВОДИТЕЛЬ / МЕСТОПОЛОЖЕНИЕ | ПОСТАВЩИК / МЕСТОПОЛОЖЕНИЕ | НОМИНАЛЬНЫЙ ДИАМЕТР (дюймы) 1 |
| Дрископлекс ® | Высокопроизводительная труба | Вари-Тек | 18, 20, 22, 24, 26, 28, 30, 32, 36, 42, 48, 54, 63 |
| InnerFlow ® | ООО «Контек Инжиниринг Солюшнс» | 18, 20, 22, 24, 26, 28, 30, 32, 36, 42, 48, 54, 63 | |
Инфра Пайп Солюшнс Лтд. | |||
Высокопроизводительная труба | |||
Полипайп, Инк. | |||
WL Пластик | |||
| Склерпайп ® | Инфра Пайп Солюшнс Лтд. | Инфра Пайп Солюшнс Лтд. | 18, 20, 22, 24, 26, 28, 30, 32, 36, 42, 48, 54, 55, 63 |
Вари-Тек | |||
| Snap-Tite Solid ® | Иско Индастриз | 18, 20, 22, 24, 26, 28, 30, 32, 36, 42, 48, 54, 63 | |
Инфра Пайп Солюшнс Лтд. | |||
Высокопроизводительная труба | |||
Полипайп, Инк. | |||
WL Пластик | |||
| Спиролит ® | Плассон США | Вари-Тек | 20, 26, 30, 32, 36, 63 |

Металлические компенсаторы от Unisource Manufacturing
Определенные инженерами-консультантами и владельцами зданий и установленные подрядчиками по всему миру в течение многих лет, Unisource V-Loops решают проблемы движения трубы, вызванные тепловым ростом трубы и непредсказуемыми движениями, связанными с сейсмической активностью. Unisource V-Loops может выполнять функции больших трубных петель или компенсаторов и, кроме того, может обеспечивать защиту и гибкость в нескольких плоскостях во время потенциально катастрофических землетрясений.
Unisource V-Loops может выполнять функции больших трубных петель или компенсаторов и, кроме того, может обеспечивать защиту и гибкость в нескольких плоскостях во время потенциально катастрофических землетрясений.
В отличие от больших трубных петель, V-образные петли Unisource занимают минимум места, предоставляя решения для компенсации движения трубы в ситуациях с ограниченным пространством, например, при прокладке трубопроводов внутри помещений. Небольшая конфигурация V-образных контуров также гораздо менее подвержена потерям тепла, с которыми приходится иметь дело в случае больших контуров труб.
В то время как металлические сильфоны или резиновые компенсаторы будут создавать значительные анкерные нагрузки из-за воздействия статического давления, Unisource V-Loops не создают осевых нагрузок на систему трубопроводов. Уникальная конструкция плетеной V-образной петли создает гибкий продукт, который не расширяется под давлением. Приваренная оплетка действует как ограничивающее устройство даже при повышенном давлении, но при этом обеспечивает невероятную гибкость. Нагрузки на якорь в отношении V-образных петель Unisource ограничены относительно небольшими усилиями пружины, необходимыми для отклонения гибких ножек внутри петли.В отличие от компенсаторов требуется минимальная направляющая трубы
Нагрузки на якорь в отношении V-образных петель Unisource ограничены относительно небольшими усилиями пружины, необходимыми для отклонения гибких ножек внутри петли.В отличие от компенсаторов требуется минимальная направляющая трубы
Unisource V-Loop чрезвычайно легко проектировать во вложенных конфигурациях. Благодаря присущей V-образной конструкции стандартные V-образные контуры можно просто вкладывать друг в друга с относительно плотным центрированием. Можно сэкономить значительное количество места, а поскольку в Unisource V-Loops не нужно устанавливать дополнительные удлинители труб, можно использовать стандартные модели, что снижает затраты и сокращает время доставки.
Стандартное положение Unisource V-Loop — на горизонтальном участке трубы, колено направлено прямо вниз.Однако позиционирование является универсальным, и петли могут быть установлены во многих других положениях, таких как укладка петли горизонтально, расположение колена прямо вверх или расположение для вертикальных участков трубопровода. В установках, отличных от стандартного положения, Unisource может предоставить опорную проушину, позволяющую кабелю или стержню выдерживать вес петли и ее содержимого.
В установках, отличных от стандартного положения, Unisource может предоставить опорную проушину, позволяющую кабелю или стержню выдерживать вес петли и ее содержимого.
Unisource V-Loops можно использовать для различных жидкостей и газов. Петли могут быть изготовлены из шланга и оплётки из нержавеющей стали с концевыми фитингами и отводами из углеродистой стали или из бронзового шланга и оплётки с медными концевыми фитингами и коленами.Варианты концевых фитингов включают фланцы, наружную резьбу, концы под приварку со скошенной кромкой, концы с канавками и медный пот. Используйте Unisource V-Loops для таких приложений, как отопление и охлаждение воды в системах HVAC; пар средней скорости; природный газ; медицинские газы; трубопровод пожаротушения; и выбранные технологические приложения. При необходимости можно добавить дренажные порты
Для приложений с более высоким давлением V-образные петли Unisource могут быть сконструированы с использованием рукавов шланга с двойной оплеткой. Проконсультируйтесь с Unisource для конкретных значений давления.
Проконсультируйтесь с Unisource для конкретных значений давления.
для перемещения на 2 или 4 дюйма от центральной линии в осевой и смещенной плоскостях. Петли для еще большего движения могут быть построены по запросу.
Все V-Loops Unisource поставляются в комплекте с инструкциями по установке, прикрепленными к каждому изделию. Unisource предлагает циклы для приложений под эгидой CSA/AGA, NFPA и UL.
Несущая способность спиральношовных труб большого диаметра
Прочность магистральных трубопроводов рассчитывают по методу предельного состояния, которое определяют по прочности труб на разрыв от внутреннего статического давления и регламентируют СНиП и Правило 2.0506-85. В качестве базовой расчетной схемы при оценке прочности трубопроводов может быть принята тонкостенная оболочка, на которую действует внутреннее давление и продольная сила. Анализ условий эксплуатации магистральных трубопроводов, транспортирующих нефтепродукты, свидетельствует о том, что для основных элементов линейного участка трубопроводов характерен нестационарный нагрузочный режим внутреннего давления. Известно, что циклическая долговечность труб большого диаметра (ТБД) определяется величиной местных деформаций в зоне сварного шва.Локальное возбуждение напряженного состояния в сварном соединении трубы определяется усилением шва, дефектами в виде подрезов и непроваров шва, смещением кромок в шве, угловатостью заводских швов, а также овальность сечения трубы. Локальное возбуждение напряженного состояния определяется, прежде всего, концентрацией напряжений (усиление шва, подрез, непровар) и изгибными эффектами (смещение кромок, угловатость сварного соединения, овальность сечения трубы). ).Важно отметить, что 90 % отказов трубопроводов происходит вдоль или вблизи сварного шва [1, 2]. Целью настоящего исследования является исследование влияния концентрации напряжений в сварном шве, а также цикличности нагружения на прочность ТБД. При автоматизированной сварке под флюсом ТБД и оболочечных конструкций характерно появление локальных «домиков» типа угловых деформаций вследствие потери устойчивости кромок, особенностей формообразования листа, условий сборки и т.
Известно, что циклическая долговечность труб большого диаметра (ТБД) определяется величиной местных деформаций в зоне сварного шва.Локальное возбуждение напряженного состояния в сварном соединении трубы определяется усилением шва, дефектами в виде подрезов и непроваров шва, смещением кромок в шве, угловатостью заводских швов, а также овальность сечения трубы. Локальное возбуждение напряженного состояния определяется, прежде всего, концентрацией напряжений (усиление шва, подрез, непровар) и изгибными эффектами (смещение кромок, угловатость сварного соединения, овальность сечения трубы). ).Важно отметить, что 90 % отказов трубопроводов происходит вдоль или вблизи сварного шва [1, 2]. Целью настоящего исследования является исследование влияния концентрации напряжений в сварном шве, а также цикличности нагружения на прочность ТБД. При автоматизированной сварке под флюсом ТБД и оболочечных конструкций характерно появление локальных «домиков» типа угловых деформаций вследствие потери устойчивости кромок, особенностей формообразования листа, условий сборки и т. д.Натурные измерения геометрических параметров сварных соединений 50 спиральношовных труб размерами ⌉820 〈 10 и ⌉1020 〈 12 мм показали, что тип деформации «домик» (определяемый по поднятию кромки на границе сплавления сварной шов по отношению к поверхности трубы) варьировался в широких пределах от 0,4 до 3,4 мм; а параметры шва варьировались в следующих пределах: ширина b = 14,7-18,2 мм, высота с = 1,8-2,6 мм арматуры, радиус перехода от основы к наплавленному металлу от 0.7 до 1,3 мм, а смещение края от 0 до 1,2 мм [3]. Согласно ГОСТ 20295-85 (раздел 1.13) в сварных соединениях спиральношовных труб допускается относительное смещение кромок до 15 % номинальной толщины стенки по высоте, а прямошовных — до 10 %. трубы. Овальность концов спиральношовных труб диаметром 530 мм и более и прямошовных труб диаметром 530-820 мм не должна превышать 1 % от номинального наружного диаметра. Влияние геометрических параметров сварного соединения на прочность швов удобно оценивать по геометрическому коэффициенту концентрации напряжений на границе сплавления, где напряжения обусловлены усилением шва α r , смещением кромок α dis , и «домик» деформации α lh .
д.Натурные измерения геометрических параметров сварных соединений 50 спиральношовных труб размерами ⌉820 〈 10 и ⌉1020 〈 12 мм показали, что тип деформации «домик» (определяемый по поднятию кромки на границе сплавления сварной шов по отношению к поверхности трубы) варьировался в широких пределах от 0,4 до 3,4 мм; а параметры шва варьировались в следующих пределах: ширина b = 14,7-18,2 мм, высота с = 1,8-2,6 мм арматуры, радиус перехода от основы к наплавленному металлу от 0.7 до 1,3 мм, а смещение края от 0 до 1,2 мм [3]. Согласно ГОСТ 20295-85 (раздел 1.13) в сварных соединениях спиральношовных труб допускается относительное смещение кромок до 15 % номинальной толщины стенки по высоте, а прямошовных — до 10 %. трубы. Овальность концов спиральношовных труб диаметром 530 мм и более и прямошовных труб диаметром 530-820 мм не должна превышать 1 % от номинального наружного диаметра. Влияние геометрических параметров сварного соединения на прочность швов удобно оценивать по геометрическому коэффициенту концентрации напряжений на границе сплавления, где напряжения обусловлены усилением шва α r , смещением кромок α dis , и «домик» деформации α lh .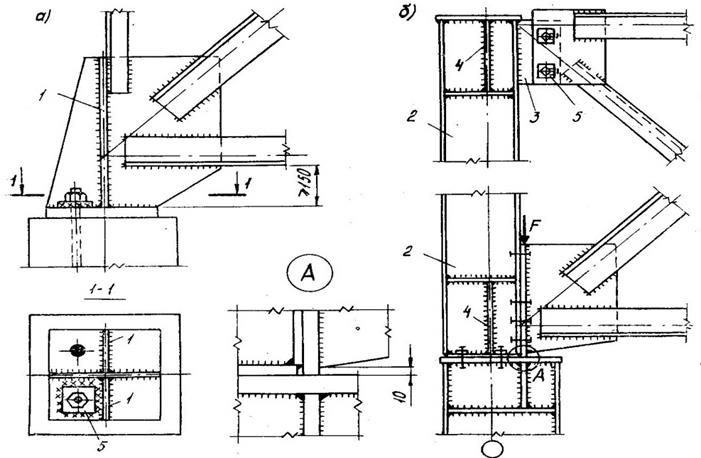 Множитель α r = Y(b, c, r) можно определить по методике, представленной в [4]; α dis = ψ(δ / t) и может быть определен методом, изложенным в [5], где δ — смещение кромки
Множитель α r = Y(b, c, r) можно определить по методике, представленной в [4]; α dis = ψ(δ / t) и может быть определен методом, изложенным в [5], где δ — смещение кромки
Высококачественные металлические соединения оптом
Наша продукция в настоящее время является наиболее используемой отраслью автомобилестроения и автомобилестроения. заводы по производству деталей и промышленность по производству электроники, для своих промышленных производственных линий, оборотных транспортных средств, материальных транспортных средств, склада в порядке поступления (FIFO) и т. д.
Высококачественные металлические соединения, холоднокатаные, с черным покрытием для защиты от коррозии. Гибкость и возможность повторного использования металлических шарниров делают их наиболее популярными среди пользователей. Когда потребности меняются, конструкции легко разбираются и модифицируются или просто перерабатываются в новые конструкции.
Преимущество нашей компании
1) Мы являемся профессиональным производителем металлических соединений, тощих труб, роликовых направляющих, пластиковых соединений и других деталей, более 10 лет, имеем опыт работы в этой области.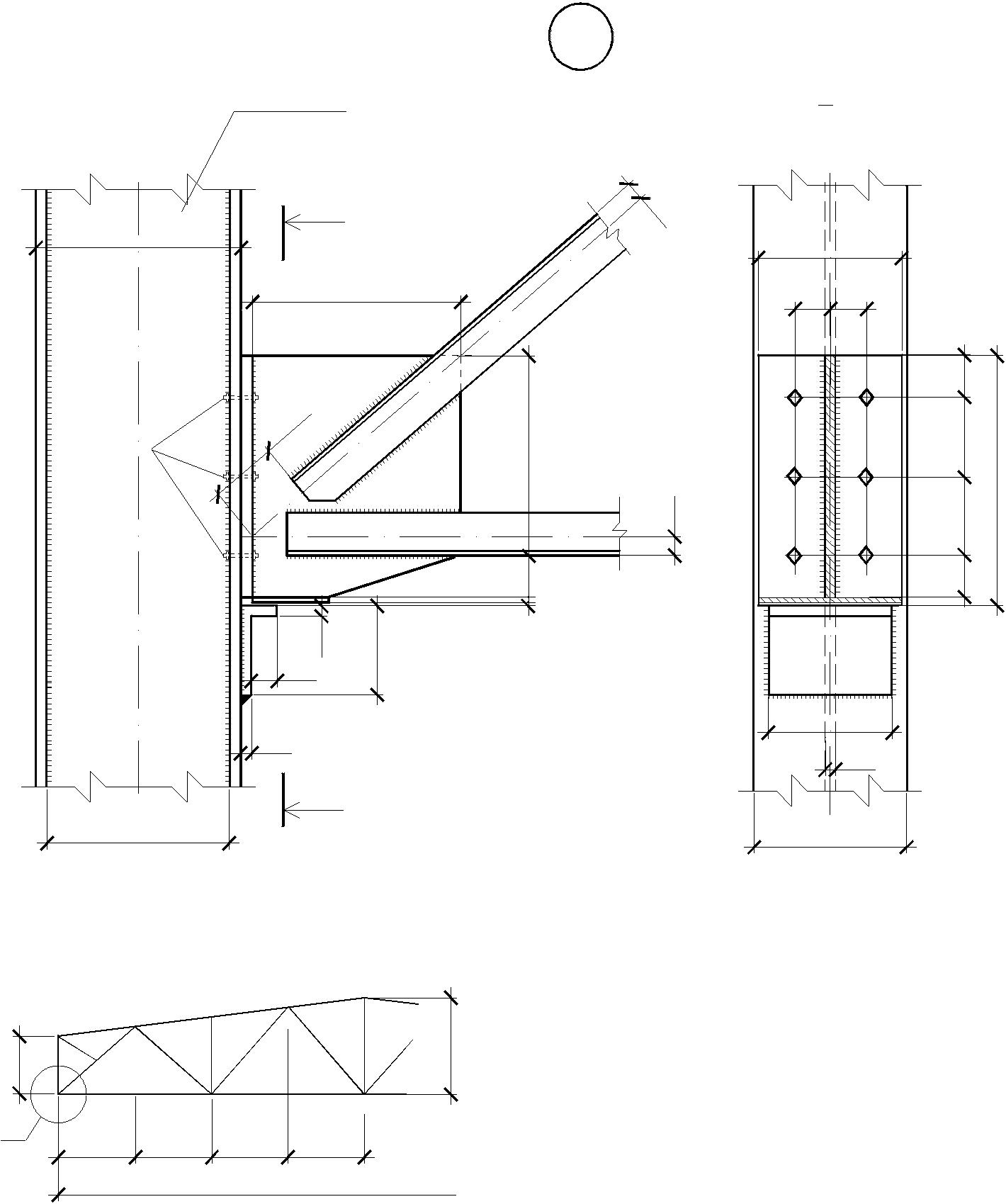 Наши товары продавались по всему миру;
Наши товары продавались по всему миру;
2) Иметь целую систему производства и проверки качества, поэтому мы можем поддерживать хорошее качество и время выполнения заказа для каждого клиента;
3) Есть команда профессионалов и с многолетним опытом, мы можем сделать какой-то специальный продукт или цвет, который вам нужен, некоторые новые товары могут быть поставлены в будущем.
Технические характеристики
