Как варить чугун электросваркой — Мангал — Как сделать — Каталог статей
Как варить чугун электросваркой. Как сваривать чугун. Как заварить чугун в домашних условиях. Как сделать электрод по чугуну своими руками. В последнее время благодаря многочисленным публикациям, посвященным конструированию самодельных сварочных трансформаторов и выпрямителей для ручной сварки, у самодельщиков появилась возможность активнее использовать сварку (в быту, на приусадебном участке, в фермерском хозяйстве). Кроме того, в продаже появились множество малогабаритных источников питания сварочной дуги, причем как отечественного, так и зарубежного производства.Итак, предположим, что оборудование у вас имеется, навыки в зажигании сварочной дуги и поддержании ее устойчивого горения отработаны, приемы наложения сварных швов в различных пространственных положениях освоены… Осталось выяснить, чем сваривать и как сваривать? И если сварку большинства сталей в бытовых условиях осуществить достаточно просто, и, самое главное, необходимые сварочные электроды сейчас всегда бывают в продаже, то со сваркой чугуна, являющегося наряду со сталью одним из основных конструкционных материалов в машиностроении, возникают проблемы.
Чугун — это железоуглеродистый сплав, в котором содержание углерода превышает 2,14%. Высокое содержание углерода в чугуне приводит к тому, что в отличие от сталей углерод в чугуне находится в свободном состоянии. Например, в наиболее широко распространенном сером чугуне углерод существует в виде включений графита (вспомним, что чугун мажется), обуславливающем его низкую пластичность, невысокую прочность и плохую свариваемость.
Сварщики-практики считают, что свариваемость чугуна в основном связана со строением структуры чугуна в изломе. Так, чугуны, имеющие мелкозернистый излом светло-серого цвета, свариваются легче, чем чугуны, у которых излом характеризуется крупнозернистой структурой и имеет темно-серый или, что еще хуже, черный цвет. Практически не поддаются сварке промасленные чугуны, а также чугуны, подвергавшиеся воздействию агрессивных сред.
Главная беда при сварке чугуна — низкое качество сваренного соединения, что связано с интенсивной закалкой металла в зоне сварного шва, то есть с повышением хрупкости металла в этой зоне.
В условиях производства электродуговую сварку чугуна осуществляют горячим методом, при котором производится предварительный нагрев свариваемых деталей до температуры 600-650°С. Существует и холодный метод, когда детали перед сваркой нагревают совсем не сильно (до температуры 150— 250°С) или вообще не нагревают.
В обычных условиях, когда специальное нагревательное оборудование отсутствует, а потребность в сварке чугунных деталей носит эпизодический характер, более подходящей является холодная сварка чугуна специальными электродами.
В промышленности широкое применение для сварки чугуна без нагрева нашли электроды ОЗЧ-2 с медным стержнем, покрытым специальным составом, и электроды МНЧ-2 со стержнем из сплава никеля, меди, железа и марганца (монельметалла). Металл, наплавленный электродами МНЧ-2, лучше поддается обработке резанием, однако эти электроды весьма дефицитны и дороги. Электроды марки ОЗЧ-2 дешевле, к тому же их сравнительно легко изготовить самостоятельно.
Как уже говорилось, электрод ОЗЧ-2 представляет из себя медный стержень с электродным покрытием, содержащим железный порошок — 50%, мрамор — 27%, плавиковый шпат — 7%, кварц — 4,5%, ферромарганец — 2,5%, ферротитан — 6%, ферросилиций — 2,5%, соду — 0,5% (по массе). Не надо пугаться большого числа компонентов, поскольку при изготовлении самодельных электродов можно воспользоваться готовым покрытием от широко распространенных электродов для сварки стали. Например, для сварки чугуна постоянным током подойдет покрытие электродов марки УОНИ-13/55 или ОЗС-2, а для сварки переменным током — покрытие электродов АНО-4 или АНО-5.
Не надо пугаться большого числа компонентов, поскольку при изготовлении самодельных электродов можно воспользоваться готовым покрытием от широко распространенных электродов для сварки стали. Например, для сварки чугуна постоянным током подойдет покрытие электродов марки УОНИ-13/55 или ОЗС-2, а для сварки переменным током — покрытие электродов АНО-4 или АНО-5.
Порядок изготовления электродов для сварки чугуна следующий. Отрезки медной проволоки (медь марок М2, МЗ и др.) диаметром 3-5 мм и длиной около 450 мм непосредственно перед нанесением на них покрытия зачищают наждачной бумагой и обезжиривают каким-либо органическим растворителем. С соответствующих стальных сварочных электродов скалывают покрытие, измельчают его и смешивают в пропорции 1:1 (по массе) с железным порошком или мелкими стальными опилками. Затем все тщательно перемешивают с жидким стеклом (к сухой смеси компонентов добавляют около 30% водного раствора жидкого стекла, то есть силикатного клея). В полученную сметанообразную массу вертикально окунают подготовленные отрезки медной проволоки и медленно (желательно с постоянной скоростью) извлекают из обмазочной массы, дав стечь ее излишкам.

Сварку самодельными электродами ведут короткой дугой, причем при использовании постоянного тока — на обратной полярности («+» на электроде). Обязательны перерывы в работе для охлаждения детали до температуры 50-60°С. Значение сварочного тока при диаметрах электрода 3-5 мм составляет 90-180 А. Для обеспечения качественной сварки шов накладывают короткими участками длиной по 30-50 мм и сразу после сварки проковывают (практика показала, что тщательная проковка металла предотвращает появление трещин в сварном шве).
Если нет времени или желания заниматься изготовлением электродов, неплохие результаты в бытовых условиях обеспечит сварка чугуна комбинированными медно-стальными электродами. Последние делают, навивая поверх электрода (с покрытием), предназначенного для варки стали (УОНИ 13/45, АНО-4 и др.
При сварке комбинированным электродом, как и вообще при холодной сварке, нельзя допускать сильного разогрева свариваемых деталей, поэтому процесс ведут на минимально возможном сварочном токе короткими участками «вразброс» (с обязательной проковкой полученных швов молотком) и, конечно, с перерывами для остывания обрабатываемой детали.
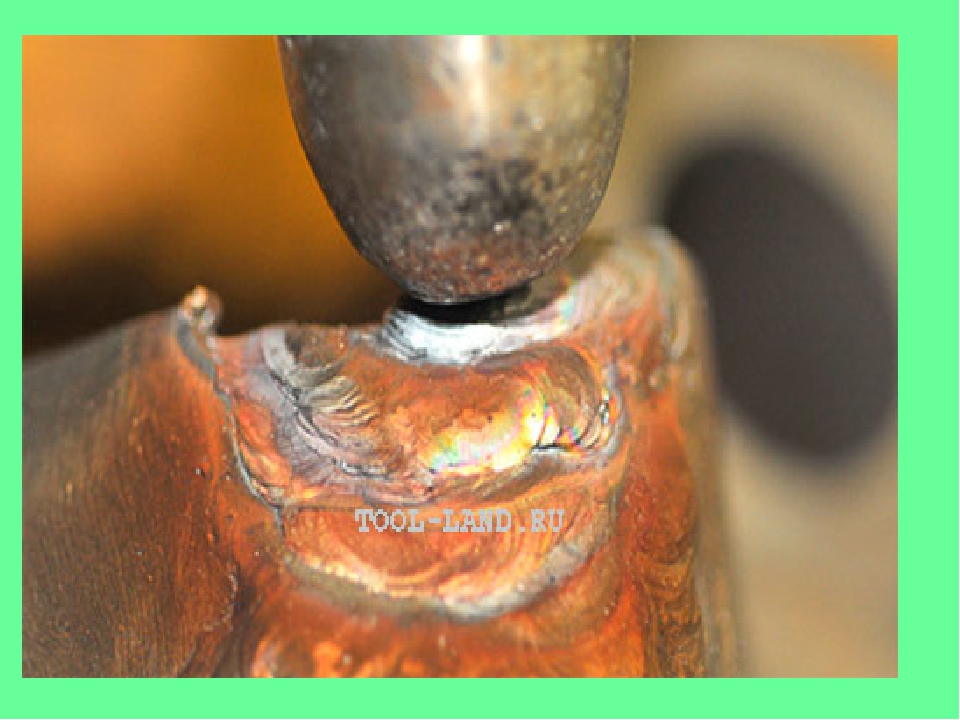
Следует, наверное, сказать несколько слов и о газопламенной сварке чугуна. Ведь этот способ является одним из наиболее надежных, особенно при сварке серого чугуна, причем здесь можно обойтись без специальных сварочных материалов, хотя некоторое оборудование все-таки потребуется.
При газопламенной сварке легко осуществить более медленный и равномерный нагрев (или охлаждение) детали. В результате в металле сварного шва и на границах шва воздаются более благоприятные условия для графитизации углерода, уменьшается вероятность возникновения внутренних напряжений и появления трещин.
Однако газопламенную сварку обычно проводят с подогревом детали. Местный подогрев ведут пламенем горелки непосредственно перед сваркой, общий подогрев как и при горячем методе электродуговой сварки, выполняют в специальных печах. В качестве присадочного металла используют литые чугунные прутки. Сварку ведут нормальным или науглероживающим пламенем, применяя флюс из буры или смеси: буры — 56%, соды и поташа — по 22% . (по массе).
Хорошие результаты дает сварка-пайка чугуна газовым пламенем с применением прутка из латуни, у которой температура плавления ниже, чем у чугуна. Процесс осуществляют с применением флюса из буры или смеси буры и борной кислоты (взятых в равных количествах).
Кромки трещины, разделанные под угол 70-80°, нагревают до температуры 850-900 °С (цвет светло-красного каления), посыпают флюсом и с помощью латунного прутка облуживают кромки. После этого всю разделку заполняют латунью, не расплавляя чугуна.
Учтите, перед началом сварки (независимо от способа сварки) всегда выполняют подготовку (скашивание) кромок соединяемых деталей или разделку дефектных мест.
Скашивают кромки вручную слесарным зубилом или переносным наждачным кругом с гибким валом. Во избежание отколов чугун срубают тонкими слоями, так что толщина стружки не должна превышать 0,8-1 мм.
Разделку дефектных мест до чистого металла производят с помощью зубил, сверл, шаберов, шарошек, размеры которых зависят от размеров и характера дефекта, формы детали и необходимости создания удобных условий для работы.
Виды разделки сквозных трещин
При разделке дефектных мест на чугунных деталях надо руководствоваться следующими правилами:
• разделку ведут строго по трещине;
• несквозные трещины на расстоянии 8-10 мм от их концов засверливают сверлом диаметром на 1-2 мм большим ширины трещины и вырубают их до сплошного металла;
• сквозные трещины разделывают (в зависимости от толщины металла и удобства выполнения разделки и сварки) с одной или двух сторон (V-образ-ная и Х-образная разделки). Места окончания трещин также предварительно засверливают;
• на трещины, расположенные близко друг к другу, обычно наваривают заплату, как на пробоину.
При заварочном ремонте пробоины ее края выравнивают, срубая зубилом остроугольные выступы. Поверхность детали на расстоянии 25-30 мм от краев пробоины зачищают наждачным кругом. Затем вырезают необходимой формы и толщины заплату из листовой низкоуглеродистой стали (заплата должна перекрывать пробоину на 15-20 мм со всех сторон).
Для уменьшения напряжений, возникающих в материале при сварке, у заплаты отбортовывают края на угол 20-30°.
Размещение заплаты на поверхности детали
Заплату укладывают на ремонтируемую деталь отбортовкой к чугуну и приваривают внахлестку.
Изношенные резьбовые отверстия реставрируют, устанавливая на их место резьбовые пробки, изготовленные из того же материала, что и сама деталь. Для этого изношенное отверстие рассверливают сверлом большого диаметра, нарезают в нем резьбу и ввертывают в новую резьбу специально изготовленную для этого резьбовую пробку. Затем пробку обваривают по торцу кольцевым швом, сверлят в ней нужное отверстие и нарезают в ней «родную» резьбу.
Если установить резьбовую пробку в изношенное отверстие не удается, необходимо, разделав кромки отверстия, заплавить его заподлицо с поверхностью детали, поле чего просверлить в детали новое отверстие и нарезать нужную резьбу.
И, конечно, в наплавленном металле не должно быть сквозных трещин, пор, непроваров или прожогов. Обнаруженные дефектные участки удаляют механическим путем и вновь заваривают с соблюдением всех вышеперечисленных рекомендаций.
| В последнее время благодаря многочисленным публикациям, посвященным конструированию самодельных сварочных трансформаторов и выпрямителей для ручной сварки, у самодельщиков появилась возможность активнее использовать сварку (в быту, на приусадебном участке, в фермерском хозяйстве). Кроме того, в продаже появились множество малогабаритных источников питания сварочной дуги, причем как отечественного, так и зарубежного производства. Итак, предположим, что оборудование у вас имеется, навыки в зажигании сварочной дуги и поддержании ее устойчивого горения отработаны, приемы наложения сварных швов в различных пространственных положениях освоены… Осталось выяснить, чем сваривать и как сваривать? И если сварку большинства сталей в бытовых условиях осуществить достаточно просто, и, самое главное, необходимые сварочные электроды сейчас всегда бывают в продаже, то со сваркой чугуна, являющегося наряду со сталью одним из основных конструкционных материалов в машиностроении, возникают проблемы. чугун — это железоуглеродистый сплав, в котором содержание углерода превышает 2,14%. Высокое содержание углерода в чугуне приводит к тому, что в отличие от сталей углерод в чугуне находится в свободном состоянии. Например, в наиболее широко распространенном сером чугуне углерод существует в виде включений графита (вспомним, что чугун мажется), обуславливающем его низкую пластичность, невысокую прочность и плохую свариваемость. Сварщики-практики считают, что свариваемость чугуна в основном связана со строением структуры чугуна в изломе. Так, чугуны, имеющие мелкозернистый излом светло-серого цвета, свариваются легче, чем чугуны, у которых излом характеризуется крупнозернистой структурой и имеет темно-серый или, что еще хуже, черный цвет. Практически не поддаются сварке промасленные чугуны, а также чугуны, подвергавшиеся воздействию агрессивных сред. Главная беда при сварке чугуна — низкое качество сваренного соединения, что связано с интенсивной закалкой металла в зоне сварного шва, то есть с повышением хрупкости металла в этой зоне. В условиях производства электродуговую сварку чугуна осуществляют горячим методом, при котором производится предварительный нагрев свариваемых деталей до температуры 600-650°С. Существует и холодный метод, когда детали перед сваркой нагревают совсем не сильно (до температуры 150— 250°С) или вообще не нагревают. В обычных условиях, когда специальное нагревательное оборудование отсутствует, а потребность в сварке чугунных деталей носит эпизодический характер, более подходящей является холодная сварка чугуна специальными электродами. В промышленности широкое применение для сварки чугуна без нагрева нашли электроды ОЗч-2 с медным стержнем, покрытым специальным составом, и электроды МНч-2 со стержнем из сплава никеля, меди, железа и марганца (монельметалла). Металл, наплавленный электродами МНч-2, лучше поддается обработке резанием, однако эти электроды весьма дефицитны и дороги. Электроды марки ОЗч-2 дешевле, к тому же их сравнительно легко изготовить самостоятельно. Как уже говорилось, электрод ОЗч-2 представляет из себя медный стержень с электродным покрытием, содержащим железный порошок — 50%, мрамор — 27%, плавиковый шпат — 7%, кварц — 4,5%, ферромарганец — 2,5%, ферротитан — 6%, ферросилиций — 2,5%, соду — 0,5% (по массе). Порядок изготовления электродов для сварки чугуна следующий. Отрезки медной проволоки (медь марок М2, МЗ и др.) диаметром 3-5 мм и длиной около 450 мм непосредственно перед нанесением на них покрытия зачищают наждачной бумагой и обезжиривают каким-либо органическим растворителем. С соответствующих стальных сварочных электродов скалывают покрытие, измельчают его и смешивают в пропорции 1:1 (по массе) с железным порошком или мелкими стальными опилками. Затем все тщательно перемешивают с жидким стеклом (к сухой смеси компонентов добавляют около 30% водного раствора жидкого стекла, то есть силикатного клея). В полученную сметанообразную массу вертикально окунают подготовленные отрезки медной проволоки и медленно (желательно с постоянной скоростью) извлекают из обмазочной массы, дав стечь ее излишкам. Сварку самодельными электродами ведут короткой дугой, причем при использовании постоянного тока — на обратной полярности («+» на электроде). Обязательны перерывы в работе для охлаждения детали до температуры 50-60°С. Значение сварочного тока при диаметрах электрода 3-5 мм составляет 90-180 А. Для обеспечения качественной сварки шов накладывают короткими участками длиной по 30-50 мм и сразу после сварки проковывают (практика показала, что тщательная проковка металла предотвращает появление трещин в сварном шве). Если нет времени или желания заниматься изготовлением электродов, неплохие результаты в бытовых условиях обеспечит сварка чугуна комбинированными медно-стальными электродами. Последние делают, навивая поверх электрода (с покрытием), предназначенного для варки стали (УОНИ 13/45, АНО-4 и др. При сварке комбинированным электродом, как и вообще при холодной сварке, нельзя допускать сильного разогрева свариваемых деталей, поэтому процесс ведут на минимально возможном сварочном токе короткими участками «вразброс» (с обязательной проковкой полученных швов молотком) и, конечно, с перерывами для остывания обрабатываемой детали. Следует, наверное, сказать несколько слов и о газопламенной сварке чугуна. Ведь этот способ является одним из наиболее надежных, особенно при сварке серого чугуна, причем здесь можно обойтись без специальных сварочных материалов, хотя некоторое оборудование все-таки потребуется. При газопламенной сварке легко осуществить более медленный и равномерный нагрев (или охлаждение) детали. В результате в металле сварного шва и на границах шва воздаются более благоприятные условия для графитизации углерода, уменьшается вероятность возникновения внутренних напряжений и появления трещин. Однако газопламенную сварку обычно проводят с подогревом детали. Местный подогрев ведут пламенем горелки непосредственно перед сваркой, общий подогрев как и при горячем методе электродуговой сварки, выполняют в специальных печах. В качестве присадочного металла используют литые чугунные прутки. Сварку ведут нормальным или науглероживающим пламенем, применяя флюс из буры или смеси: буры — 56%, соды и поташа — по 22% . (по массе). Хорошие результаты дает сварка-пайка чугуна газовым пламенем с применением прутка из латуни, у которой температура плавления ниже, чем у чугуна. Процесс осуществляют с применением флюса из буры или смеси буры и борной кислоты (взятых в равных количествах). Кромки трещины, разделанные под угол 70-80°, нагревают до температуры 850-900 °С (цвет светло-красного каления), посыпают флюсом и с помощью латунного прутка облуживают кромки. После этого всю разделку заполняют латунью, не расплавляя чугуна. Учтите, перед началом сварки (независимо от способа сварки) всегда выполняют подготовку (скашивание) кромок соединяемых деталей или разделку дефектных мест. Скашивают кромки вручную слесарным зубилом или переносным наждачным кругом с гибким валом. Во избежание отколов чугун срубают тонкими слоями, так что толщина стружки не должна превышать 0,8-1 мм. Разделку дефектных мест до чистого металла производят с помощью зубил, сверл, шаберов, шарошек, размеры которых зависят от размеров и характера дефекта, формы детали и необходимости создания удобных условий для работы. Виды разделки сквозных трещин При разделке дефектных мест на чугунных деталях надо руководствоваться следующими правилами: • разделку ведут строго по трещине; • несквозные трещины на расстоянии 8-10 мм от их концов засверливают сверлом диаметром на 1-2 мм большим ширины трещины и вырубают их до сплошного металла; • сквозные трещины разделывают (в зависимости от толщины металла и удобства выполнения разделки и сварки) с одной или двух сторон (V-образ-ная и Х-образная разделки). Места окончания трещин также предварительно засверливают; • на трещины, расположенные близко друг к другу, обычно наваривают заплату, как на пробоину. При заварочном ремонте пробоины ее края выравнивают, срубая зубилом остроугольные выступы. Поверхность детали на расстоянии 25-30 мм от краев пробоины зачищают наждачным кругом. Затем вырезают необходимой формы и толщины заплату из листовой низкоуглеродистой стали (заплата должна перекрывать пробоину на 15-20 мм со всех сторон). Для уменьшения напряжений, возникающих в материале при сварке, у заплаты отбортовывают края на угол 20-30°. Размещение заплаты на поверхности детали Заплату укладывают на ремонтируемую деталь отбортовкой к чугуну и приваривают внахлестку. Изношенные резьбовые отверстия реставрируют, устанавливая на их место резьбовые пробки, изготовленные из того же материала, что и сама деталь. Для этого изношенное отверстие рассверливают сверлом большого диаметра, нарезают в нем резьбу и ввертывают в новую резьбу специально изготовленную для этого резьбовую пробку. Затем пробку обваривают по торцу кольцевым швом, сверлят в ней нужное отверстие и нарезают в ней «родную» резьбу. Если установить резьбовую пробку в изношенное отверстие не удается, необходимо, разделав кромки отверстия, заплавить его заподлицо с поверхностью детали, поле чего просверлить в детали новое отверстие и нарезать нужную резьбу. И, конечно, в наплавленном металле не должно быть сквозных трещин, пор, непроваров или прожогов. Обнаруженные дефектные участки удаляют механическим путем и вновь заваривают с соблюдением всех вышеперечисленных рекомендаций. Предыдущая страница Вверх Следующая страница |

 Она заключается в том, что детали подогреваются до нужной температуры перед процессом сварки и постепенным охлаждением.
Она заключается в том, что детали подогреваются до нужной температуры перед процессом сварки и постепенным охлаждением.

 Лучше всего сваривается сплав перлитного типа, с мелким пластинчатым или сфероидальным графитом. Чугун с малыми и средними включениями графита, окруженными твердым раствором углерода в железе, сваривается удовлетворительно. Хуже всего поддается сварке сплав с крупными включениями графита в виде сплошной сетки, затрудняющей сплавление основного и присадочного металла.
Лучше всего сваривается сплав перлитного типа, с мелким пластинчатым или сфероидальным графитом. Чугун с малыми и средними включениями графита, окруженными твердым раствором углерода в железе, сваривается удовлетворительно. Хуже всего поддается сварке сплав с крупными включениями графита в виде сплошной сетки, затрудняющей сплавление основного и присадочного металла. com/embed/Zj1zA8coHOg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/Zj1zA8coHOg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Его можно произвести методом гальваники. В домашних условиях доступно контактное обмеднение медным купоросом. Оптимальным припоем будет свинцово – оловянный припой или пайка оловом.
Его можно произвести методом гальваники. В домашних условиях доступно контактное обмеднение медным купоросом. Оптимальным припоем будет свинцово – оловянный припой или пайка оловом.

 Не надо пугаться большого числа компонентов, поскольку при изготовлении самодельных электродов можно воспользоваться готовым покрытием от широко распространенных электродов для сварки стали. Например, для сварки чугуна постоянным током подойдет покрытие электродов марки УОНИ-13/55 или ОЗС-2, а для сварки переменным током — покрытие электродов АНО-4 или АНО-5.
Не надо пугаться большого числа компонентов, поскольку при изготовлении самодельных электродов можно воспользоваться готовым покрытием от широко распространенных электродов для сварки стали. Например, для сварки чугуна постоянным током подойдет покрытие электродов марки УОНИ-13/55 или ОЗС-2, а для сварки переменным током — покрытие электродов АНО-4 или АНО-5. Толщина слоя покрытия в этом случае должна составить 1,5-2 мм. Далее электроды сначала сушат на воздухе в вертикальном положении, а потом прокаливают при температуре 200-250°С, используя для этого, например, духовку кухонной плиты.
Толщина слоя покрытия в этом случае должна составить 1,5-2 мм. Далее электроды сначала сушат на воздухе в вертикальном положении, а потом прокаливают при температуре 200-250°С, используя для этого, например, духовку кухонной плиты. ), спираль из медной или латунной проволоки диаметром 1,5-2 мм (масса этой спирали должна быть примерно в 4-5 раз больше массы стального стержня используемого электрода).
), спираль из медной или латунной проволоки диаметром 1,5-2 мм (масса этой спирали должна быть примерно в 4-5 раз больше массы стального стержня используемого электрода).



 Данный способ пайки чугунных деталей вынуждает к использованию активных поверхностных флюсов, способных растворить и покрыть пленкой выступающие фазы графита на поверхности. Смачивание металла и припоя становится максимальным и не доставляет хлопот, стекая и «убегая» из спаиваемого шва. Основное достоинство применения припоев с серебром и никелем это отсутствие необходимости механической и высокотемпературной предварительной обработки. Более низкая температура процесса не позволяет происходить фазовым превращениям в чугуне, тем самым практически невозможно возникновение хрупкого цементита в остывающей детали.
Данный способ пайки чугунных деталей вынуждает к использованию активных поверхностных флюсов, способных растворить и покрыть пленкой выступающие фазы графита на поверхности. Смачивание металла и припоя становится максимальным и не доставляет хлопот, стекая и «убегая» из спаиваемого шва. Основное достоинство применения припоев с серебром и никелем это отсутствие необходимости механической и высокотемпературной предварительной обработки. Более низкая температура процесса не позволяет происходить фазовым превращениям в чугуне, тем самым практически невозможно возникновение хрупкого цементита в остывающей детали.
 Перегрев основного металла сопровождается обильным выделением белых паров.
Перегрев основного металла сопровождается обильным выделением белых паров. е. расплавление флюса на детали является сигналом для расплавления припоя.
е. расплавление флюса на детали является сигналом для расплавления припоя.Сварка чугуна электродом технология-О производстве литья
Подготовка дефектных мест под заварку
Подготовка под сварку определяется видом дефекта отливки или характером поломки детали. Поверхность на расстоянии от15 мм до 20 мм от края дефекта зачистить от грязи, пригара, и органических загрязнений.
Зачистка
Зачистка производится путем вырубки зубилом или пневмозубилом, наждачным кругом, газовой строжкой (резкой) или электродуговой выплавкой. В случае применения газовой резки или электродуговой выплавки необходимо поверхность отливки или детали очистить от шлака, брызг металла и т.д.
Разделка дефектов
При наличии в отливке или детали не сквозных дефектов (раковин, трещин) разделку дефектных участков производить до полного удаления дефектов.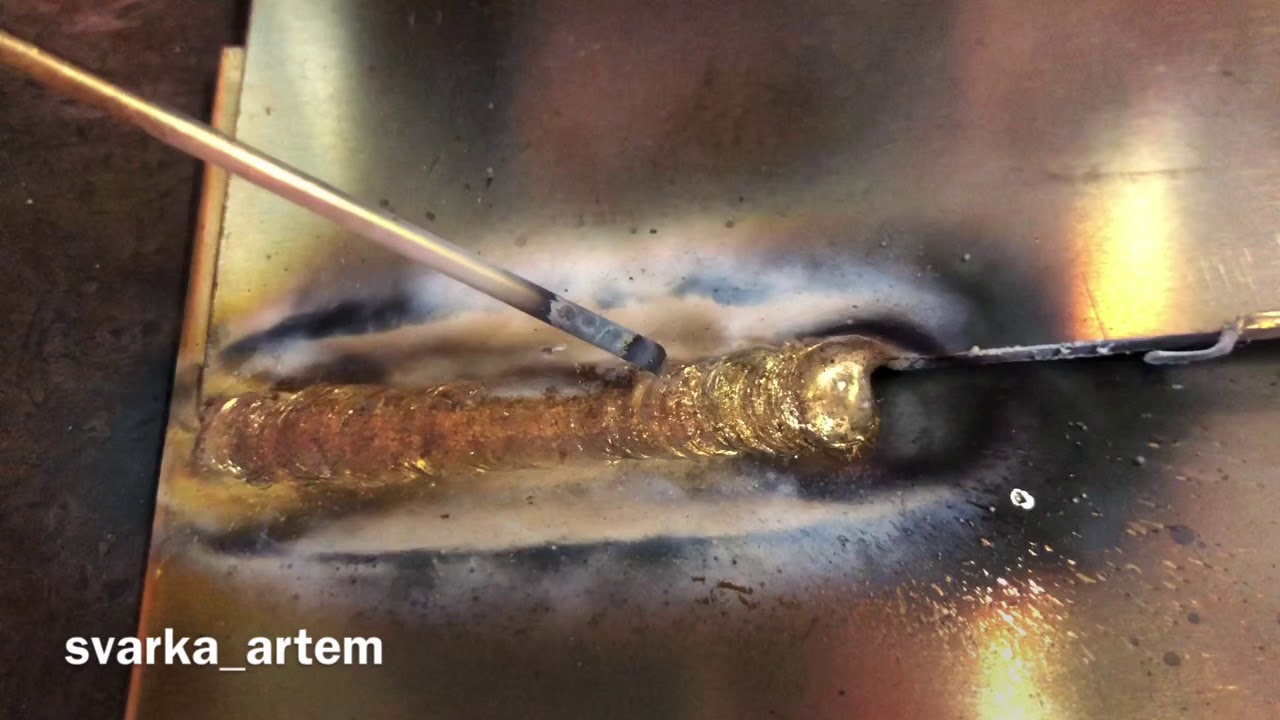 Кромки в местах вырубки дефекта скашивать для обеспечения свободного доступа электродом или горелкой к основанию разделки. Во избежание перегрева и образования твердой закаленной структуры все острые углы и заусенцы притупить.
Кромки в местах вырубки дефекта скашивать для обеспечения свободного доступа электродом или горелкой к основанию разделки. Во избежание перегрева и образования твердой закаленной структуры все острые углы и заусенцы притупить.
Исправление трещин
При наличии трещин рекомендуется ее границы определить визуально после зачистки поверхности или травлением 20% раствором азотной кислоты или «керосиновой пробой». Для избежания распространения трещины вглубь металла ее необходимо по концам засверлить или вырубить. А в отливках из серого чугуна проплавить горелкой. Сама трещина вырубается в виде U или V образных разделок до здорового металла.
При наличии сквозных дефектов (трещин), подготовку под сварку производить, как показано на рис. С применением медной или графитовой подкладки.
При толщине стенок более 25 мм производить ступенчатую разделку кромок, не притупляя кромки в нижней части.
Как заварить чугун электросваркой
Основные трудности при сварке чугуна связаны с образованием в зоне сварки : металле шва, и участке оплавления кромок свариваемого изделия твердых и хрупких структурных составляющих, это мартенсита и ледебурита.
Большая величина усадки чугуна при кристаллизации и остывании обуславливает возникновение высоких напряжений и образование трещин.
Основные методы получения бездефектных сварных соединений чугуна повышение температуры подогрева свариваемого металла. Уменьшение скорости охлаждения и введение в металл шва элементов, способствующих графитизации и препятствующих отбелу ( кремния, углерода).
Заварку дефектов следует производить при температуре окружающей среды не меньше +10 ºС. При дуговой заварке крупные чугунные изделия подогревать от 50 до 600ºС, создавать большую сварочную ванну. Применяя толстые присадочные прутки или электроды и обеспечивать медленное охлаждение.
Температура общего предварительного нагрева определяется размером детали, толщиной стенок, жесткостью конструкции, объемом наплавляемого металла и структурой чугуна.
При дуговой сварке без предварительного подогрева можно применять стальные электроды с основным покрытием ОЗНЖ1 и электроды из цветных сплавов (ОЗЧ-2,ОЗЧ-4,ОЗЧ-6), комбинированные, типа Э-42А, Э-46А, Э-50А, марок УОНИ 13/45, УОНИ 13/55, МР-3, ОЗС-4.
Стальные электроды диаметром от 3мм до 4 мм из проволоки марки Св-08А с покрытием основного типа ЦЧ-4В, применяется при наложении сварных швов в виде узких коротких валиков, выполняемых поочередно. Чтобы избежать повышенного разогрева. Сварку вести постоянным током на прямой полярности при средних значениях тока от 20 А до 30 А на 1 мм диаметра электрода.
Сварку с предварительным подогревом производить чугунными электродами, для защиты от раскисления сварочной ванны применять флюс, состоящий из технической буры , прокаленной до 400″С. Сварку производить на постоянном токе прямой полярности.
Заварку дефектов с применением специальных электродов нужно производить при объеме дефекта не меньше 20 см2. При большем объеме наплавки применять комбинированную наплавку, состоящую из предварительной облицовки стенок разделки электроды для сварки чугуна марки ЦЧ- 4В ( дающих в наплавке высоколегированную сталь) и ОЗЧ – 2 (медно-стальной сплав) и последующего заполнения вырубленного дефекта электродами ОЗНЖ 1, ОЗЧ -2,ОЗЧ-4, ОЗЧ-6 и Э-42А.
Облицовку и заполнение разделки нужно производить короткими валиками во избежание перегрева и появления трещин, для электродов ЦЧ-4В и ОЗЧ-2 длина участка шва, наплавляемого за один проход, от 30 мм до 60 мм, для медно-никелевых электродов от 20 мм до 30 мм, ширина валика от 8 мм до 10 мм.
После наложения каждого валика сразу же проводить проковку наплавленного металла легкими ударами молотка, для уплотнения наплавленного металла и уменьшения остаточных напряжений.
Наложение последующего валика при многослойной наплавке производится только после охлаждения детали в месте заварки до температуры 50 – 60 ºС.
Величина сварочного тока для заварки специальными электродами приведена в таблице ниже.
Технолог литейного производства предлагает сотрудничество: * предлагаю всем заинтересованным в получении качественного литья юридическим и физическим лицам консультации по решению проблем в литейном производстве Консультации по вопросам технологии литейного производства: * снижение потерь от брака, уменьшение газовых и засорных раковин *увеличение производительности труда на 5-15%, без вложения затрат, с помощью выявления потерь и изменения цепочки технологических потоков изготовления отливок * подбор оборудования для литейного производства * помощь в поиске изготовителей модельной оснастки для литейного производства — оговариваются индивидуально. *Помощь в оценке состояния литейного оборудования. *Помощь в подготовке производства при освоении отливок. *Размещение рекламы производителей литья, литейного оборудования, материалов и приспособлений для Литейного производства на данном сайте. Контакты: тел:89080593100 Евгений e-mail: [email protected]
*Помощь в оценке состояния литейного оборудования. *Помощь в подготовке производства при освоении отливок. *Размещение рекламы производителей литья, литейного оборудования, материалов и приспособлений для Литейного производства на данном сайте. Контакты: тел:89080593100 Евгений e-mail: [email protected]
Сварка дуговая
В жизни нам часто приходится пользоваться электросваркой. Многие считают что они не способны произвести сварку каких либо металлов. Здесь мы вам поможем разобраться что к чему. В последнее время большую популярность приобрели инверторные сварочные аппараты электродуговой сварки. И так давайте посмотрим на что они способны и какие металлы можно ими варить.
Для электросварки обычной стали к той же марки подбираем необходимый диаметр электрода, а так же необходимый ток. Не будем забывать о средствах защиты, тем самым подбираем необходимый светофильтр для сварочной маски и защитный костюм. Светофильтр подбираем по нашему току сварки. Если варим током до 150 ампер рекомендуется использовать фильтр С5 , а если от 150 до 275 то рекомендуется С6. По поводу электродов многие отдают предпочтение марке МР3С от ЛЭЗ для простых металлов которые часто встречаются повседневно.
Если варим током до 150 ампер рекомендуется использовать фильтр С5 , а если от 150 до 275 то рекомендуется С6. По поводу электродов многие отдают предпочтение марке МР3С от ЛЭЗ для простых металлов которые часто встречаются повседневно.
А теперь давайте посмотрим справится ли наша электросварка с другими металлами. Для начала посмотрим справится ли наша электродуговая сварка а Алюминием.
Как видим электросварка справилась с алюминием при помощи электродов озана-2 которые являются разработкой спецэлектрода. Но если деталь довольно ответственная то лучше всего воспользоваться услугами газовых сварщиков. Электроды сами по себе довольно дорого обходятся так что стоит задуматься , а стоит ли игра свеч.
Справится ли наша электросварка с медью?! Да справилась со сваркой меди при помощи электродов Комсомолец-100 , но они предназначены только для определенных марок, это М1 М2 и М3 . В итоге Электродуговую сварку для меди применять в крайнем случае судя по различным отзывам сварщиков. Лучше воспользоваться специальными небольшими горелками и присадочный медный пруток для сварки меди.
В итоге Электродуговую сварку для меди применять в крайнем случае судя по различным отзывам сварщиков. Лучше воспользоваться специальными небольшими горелками и присадочный медный пруток для сварки меди.
Но мы теперь знаем что и электросварка может справиться с медью, а так же я хочу сказать что существуют и другие виды электродов для меди.
А теперь попробуем сварить электродуговой сваркой нержавеющую сталь. Да легко большой выбор электродов для сварки нержавейки. Для сварки нержавейки можно применить марки электродов ОЗЛ-8 | ЦЛ-11 | ЦТ-15 | НЖ-13 ЭА-400/10У ОЗЛ-6 | ЦТ-28 | КТИ-7А | ЭА-395/9 | АНЖР-1 | АНЖР-2 | ОЗЛ-312 в зависимости от типа нержавейки. Можно однозначно сказать что электросварка справится с нержавейкой.
Пришло время попробовать сварить чугун. Сварку чугуна можно заварить электросваркой. Электроды для сварки чугуна ЦЧ-4 ОЗЧ-2 ОЗЧ-6 МНЧ-2 ОЗЖН-1 ОЗЖН-2 ОЗЧ-3 ОЗЧ-4 и это не все. О сварке чугуна нужно знать несколько важных моментов. Электросварку чугуна можно производить двумя способами это без предварительного подогрева места сварки ее еще называют холодная сварка чугуна и с предварительным подогревом до определенной температуры. Так же нужно помнить что чугун бывает нескольких видов. Чаще всего встречается серый чугун. Итог: да электродуговая сварка может варить чугун, но восстановить сто процентную прочность не может так как чугунные изделия отливают.
О сварке чугуна нужно знать несколько важных моментов. Электросварку чугуна можно производить двумя способами это без предварительного подогрева места сварки ее еще называют холодная сварка чугуна и с предварительным подогревом до определенной температуры. Так же нужно помнить что чугун бывает нескольких видов. Чаще всего встречается серый чугун. Итог: да электродуговая сварка может варить чугун, но восстановить сто процентную прочность не может так как чугунные изделия отливают.
Ну а теперь можно подвести итоги по электросварке. Для частного дома сварочный аппарат незаменимая вещь. В данной статье я описал не все моменты когда может пригодится электродуговая сварка. Бывают моменты когда просто не бывает подходящих электродов и тогда приходится прибегать к некоторым хитростям, но у каждого сварщика свои секреты создания чудо электрода. Думаю данная статья была вам полезна. Так же я вам рекомендую узнать более подробно о способах электросварки следующих металлов.
- Сварка Алюминия
- Сварка Меди
- Сварка Нержавейки
- Сварка Чугуна
Если вы не нашли то что искали прошу Вас воспользоваться Картой сайта
Сварка чугуна — Turlock, CA
Мы хотим поделиться с вами некоторыми истинами о сварке чугуна. Эти истины легко понять, чрезвычайно важно знать, но, как ни странно, малоизвестны в сварочном мире.
Около 40% работ по ремонту отливок, которые мы выполняем в нашем сервисном отделе, выполняется с помощью той или иной процедуры сварки. Несмотря на то, что мы являемся мировым лидером и единственным поставщиком фурнитуры для сшивания металла в мире, мы также единственная компания, которая действительно скажет вам правду без предвзятости.Некоторые виды ремонта требуют сварки в печи, а некоторые — сшивания металла.
Самая важная вещь, которую вы должны понять, — это то, что электросварка чугуна на самом деле является самым худшим решением, которое вы можете принять, пытаясь отремонтировать чугунную деталь с трещинами. Если вы хотите полностью испортить свою деталь, сварите ее дуговой сваркой никелевым стержнем. Чугун не может растягиваться и выдерживать сжатие и упрочнение, вызванные сваркой отливки с предварительным нагревом ниже 1200 ° F.Марка сварочного прутка не имеет большого значения. Это тепло вызывает изменения в самом чугуне. Конечно, никелевый сварной шов поддается механической обработке, но чугун станет твердым, как сверло или метчик, и, следовательно, будет препятствовать правильной механической обработке, которая часто требуется. 50% ремонтов отливок, которые мы наблюдаем, были выполнены дуговой сваркой с плачевными результатами, ремонт которых часто обходился владельцу как минимум в два раза дороже. Сварку чугуна не должны предпринимать даже опытные сварщики, не имеющие многолетнего обучения сварке в высокотемпературной печи.Для чугуна требуется предварительный нагрев не менее 900 ° F для пайки и 1300 ° F для сварки плавлением.
Если вы хотите полностью испортить свою деталь, сварите ее дуговой сваркой никелевым стержнем. Чугун не может растягиваться и выдерживать сжатие и упрочнение, вызванные сваркой отливки с предварительным нагревом ниже 1200 ° F.Марка сварочного прутка не имеет большого значения. Это тепло вызывает изменения в самом чугуне. Конечно, никелевый сварной шов поддается механической обработке, но чугун станет твердым, как сверло или метчик, и, следовательно, будет препятствовать правильной механической обработке, которая часто требуется. 50% ремонтов отливок, которые мы наблюдаем, были выполнены дуговой сваркой с плачевными результатами, ремонт которых часто обходился владельцу как минимум в два раза дороже. Сварку чугуна не должны предпринимать даже опытные сварщики, не имеющие многолетнего обучения сварке в высокотемпературной печи.Для чугуна требуется предварительный нагрев не менее 900 ° F для пайки и 1300 ° F для сварки плавлением.
Если вы хотите знать, почему и каков правильный путь, читайте дальше.
Прежде чем мы перейдем непосредственно к фактам, нам нужно развить «влияние» на вас. Если вы еще не знакомы с нашей компанией и богатым опытом, который лежит в основе наших знаний, у вас может возникнуть соблазн отказаться от информации, которой мы хотим поделиться с вами. Поэтому эта страница посвящена объяснению причин, по которым вы должны слушать, учиться и преуспевать.Если вы уже знаете нас и доверяете нам, переходите по ссылкам внизу страницы. Гэри Дж. Рид — изобретатель запатентованных процессов и разработчик запатентованных продуктов и процедур, используемых и производимых LOCK-N-STITCH Inc. За более чем тридцать пять лет он накопил свой практический опыт ремонта отливок: успехи и отказы, испытания и разработки, сбор металлургических данных и результатов. Никто другой не внес больше и не имел большего опыта, чем Гэри.Многие конкуренты нашего сервисного отдела покупают у нас свои расходные материалы. За эти годы Гэри лично сварил более 5000 отливок размером от менее одного фунта до более двадцати тонн. Он обучил сотни людей со всего мира. По состоянию на октябрь 2005 г. у Гэри было двадцать выданных патентов в США и еще много иностранных патентов, выданных или находящихся в процессе выдачи, а также множество других патентов, находящихся на рассмотрении в США и за рубежом. Его технологии были использованы в миллионах успешных ремонтов.
Он обучил сотни людей со всего мира. По состоянию на октябрь 2005 г. у Гэри было двадцать выданных патентов в США и еще много иностранных патентов, выданных или находящихся в процессе выдачи, а также множество других патентов, находящихся на рассмотрении в США и за рубежом. Его технологии были использованы в миллионах успешных ремонтов.
Благодаря своему опыту и способности учить других, многие считают Гэри Рида наиболее квалифицированным человеком, который может высказать свое мнение о том, что происходит при нагревании чугуна.
Поскольку один человек явно не может сделать все, компания LOCK-N-STITCH Inc. выросла, чтобы удовлетворить растущую потребность в хорошей информации и отличных продуктах для ремонта трещин. LNS — специализированный производитель. Мы производим все продаваемые нами инструменты и принадлежности для сшивания и ремонта ниток, включая наши запатентованные метчики.У нас есть современное оборудование для обработки и шлифования с ЧПУ с высококвалифицированными машинистами, программистами, инспекторами и персоналом по управлению технологическим процессом. Но мы начали с ремонтной мастерской и до сих пор остаемся ремонтной мастерской. Наши специалисты по ремонту — это те, с кем вы разговариваете, когда обращаетесь в службу технической поддержки. А можете ли вы придумать лучшую исследовательскую лабораторию для производителя, чем ежедневное использование его собственных продуктов? Если это не сработает для нас, это не сработает и для вас. Мы тестируем и подтверждаем продукцию и знания Гэри при каждом ремонте, который мы выполняем.Каждый довольный клиент нашей сервисной службы помогает нам удовлетворить потребности производственного отдела. LNS предоставляет правильные инструменты, правильные ответы, правильный опыт и правильный совет, если у вас есть трещины или повреждения отливки.
Но мы начали с ремонтной мастерской и до сих пор остаемся ремонтной мастерской. Наши специалисты по ремонту — это те, с кем вы разговариваете, когда обращаетесь в службу технической поддержки. А можете ли вы придумать лучшую исследовательскую лабораторию для производителя, чем ежедневное использование его собственных продуктов? Если это не сработает для нас, это не сработает и для вас. Мы тестируем и подтверждаем продукцию и знания Гэри при каждом ремонте, который мы выполняем.Каждый довольный клиент нашей сервисной службы помогает нам удовлетворить потребности производственного отдела. LNS предоставляет правильные инструменты, правильные ответы, правильный опыт и правильный совет, если у вас есть трещины или повреждения отливки.
Внимательно прочтите следующую информацию. Спросите себя, правда ли это? Фактически, как только вы действительно это поймете, вы поймете, что вы уже знаете большую часть (если не все) из этого. Вы просто не собрали все это в концептуальный пакет. Теперь вы можете взять свой собственный опыт и интерпретировать его немного иначе. Когда вы примените свое новое понимание концепции сварки чугуна, вы больше никогда не совершите ошибок.
Теперь вы можете взять свой собственный опыт и интерпретировать его немного иначе. Когда вы примените свое новое понимание концепции сварки чугуна, вы больше никогда не совершите ошибок.
Вспомогательный материал для сварки чугуна
Сварка чугуна | Как сварить чугун?
Сварка чугуна — сложная задача, связанная с множеством технических приемов и хитростей; однако это не невозможно и может быть успешным, если мы будем следовать надлежащей процедуре.
Обычно сварка чугуна используется для ремонта дефектов, возникающих во время эксплуатации, и для ремонта после производства, когда дефекты были обнаружены после операций литья и последующих процессов механической обработки.
Чугун — это общий термин для черных сплавов, содержащих более 2% углерода и 1-3% кремния, а также фосфор и серу.
Грубо говоря, чугун содержит в десять раз больше углерода, чем большинство сталей. Сплавы чугуна могут иметь другие добавленные элементы, чтобы иметь желаемые свойства прочности, твердости, прокаливаемости и коррозионной стойкости. Эти элементы, обычно добавляемые в сплавы чугуна, — это хром, медь, молибден и никель.
Эти элементы, обычно добавляемые в сплавы чугуна, — это хром, медь, молибден и никель.
Существует четыре основных типа чугуна:
- Белый чугун.
- Серый чугун.
- Ковкий чугун.
- Ковкий чугун.
В дополнение к чугуну с компактным графитом (CG), который является пятым типом чугуна, но не стандартизирован, чугун CG имеет промежуточную микроструктуру между серым и высокопрочным чугуном.
Основное различие между различными типами чугунов — это форма углерода в сплаве; углерод может присутствовать в виде объединенного углерода, такого как карбиды, отдельный или свободный графит.Форма, размер и распределение графита, присутствующего в матрице сплава, влияют на механические свойства прочности и твердости.
Различные типы чугунов имеют различия в химическом составе, как показано в таблице, диапазоны химического состава для типичных нелегированных чугунов.
| Диапазон составов типичных нелегированных чугунов | |||||
| Чугун | углерод% | кремний% | марганец% | % серы | фосфор% |
| Белый | 1.8-3,6 | 0,5–1,9 | 0,25-0,8 | 0,06-0,2 | 0,06-0,2 |
| Гибкий | 2,2–2,9 | 0,9–1,9 | 0,15–1,2 | 0,02-0,2 | 0,02-0,2 |
| Серый | 2,5-4,0 | 1,0–3,0 | 0,2–1,0 | 0,02–0,25 | 0,02–1,0 |
| Пластичный | 3,0–4,0 | 1.8-2,8 | 0,1–1,0 | 0,01-0,03 | 0,01-0,1 |
| Графит уплотненный | 2,5-4,0 | 1,0–3,0 | 0,2–1,0 | 0,01-0,03 | 0,01-0,1 |
 Чугун белый
Чугун белый Белый чугун образуется, когда углерод соединяется с железом, хромом, молибденом в виде карбидов и не выделяется в виде графита во время затвердевания; поэтому этот белый чугун жесткий и хрупкий.Белый чугун не поддается сварке из-за отсутствия достаточной пластичности, которая требуется при сварке для компенсации термических напряжений в основном металле.
Белый чугун обычно используется в приложениях, требующих хорошей твердости и стойкости к истиранию, таких как поверхности износа (крыльчатка и спиральная камера) шламовых насосов, гильзы и подъемные стержни в шаровых мельницах и мельницах автогенного помола, шары и кольца в угольной пыли, и зубья ковша экскаватора.
2. Серый чугун Серый чугун — это сплав железа, углерода и кремния с несвязанным углеродом в виде чешуек графита; эти сплавы железо-углерод-кремний называются серыми чугунами из-за серого цвета изломов поверхностей этих сплавов. К этим сплавам добавляют медь, хром, молибден и никель для контроля микроструктуры матрицы и образования графита, а также для повышения коррозионной стойкости.
К этим сплавам добавляют медь, хром, молибден и никель для контроля микроструктуры матрицы и образования графита, а также для повышения коррозионной стойкости.
Серый чугун не пластичен из-за чешуйчатой формы графита, где графит практически не имеет прочности, поэтому многочисленные чешуйки создают внутренние выемки в стальной матрице, поэтому трещины могут легко инициироваться из этих выемок и быстро прогрессировать без пластической деформации.
Серый чугун обычно используется в машиностроении и автомобилестроении, например в тормозных барабанах, дисках сцепления и различных других автомобильных деталях.
3. Ковкий чугунКовкий чугун получают путем термообработки белых чугунов подходящих составов, которые улучшаются при соблюдении следующих условий:
- Низкое содержание углерода и кремния в сплаве.
- Наличие в сплаве карбидообразующих элементов, таких как хром и молибден.

- Быстрое затвердевание и охлаждение сплава.

Термическая обработка белого чугуна для производства ковкого чугуна выполняется путем нагрева чугуна выше эвтектоидной температуры, которая обычно составляет 927 ° C (1700 ° F) в контролируемой атмосфере в печи, и выдерживается в течение нескольких часов, когда такая обработка позволяет Углерод растворяется в аустените и выпадает в осадок в виде неровностей графита неправильной формы, известных как углерод темперированного типа .
Вследствие медленного процесса охлаждения образуется ферритная матрица , окружающая сформированный закаленный углерод.Кроме того, перлитная или мартенситная матрица может быть получена путем легирования или закалки на воздухе или в жидкости от температуры аустенизации, и эти две структуры закаляются после закалки. Следовательно, механические свойства прочности и пластичности зависят в основном от металлургической структуры матрицы, которая является ферритной, перлитной или мартенситной, а также от распределения свободного углерода в матрице.
При сравнении механических свойств серого чугуна и ковкого чугуна ковкий чугун показывает некоторое улучшение механических свойств, и это происходит из-за формы свободного графита, в которой конкреции в ковком чугуне дают хорошие механические свойства, а не хлопья в нем. Корпус из серого чугуна представляет собой острую внутреннюю выемку.
Ковкий чугун обычно используется во многих сферах применения, включая фланцы, трубопроводную арматуру и детали клапанов, автомобильные детали, такие как компоненты рулевого управления, коленчатые валы компрессоров, ступицы, трансмиссию и универсальные шарниры, где соответствующие спецификации охватывают каждое применение.
4. Ковкий чугун Ковкий чугун и серый чугун схожи по содержанию углерода и кремния. Тем не менее, в случае высокопрочного чугуна графит присутствует в матрице сплава в виде конкреций, а не чешуек в сером чугуне, которые образуют острые внутренние края, что приводит к более низким механическим свойствам по сравнению с высокопрочным чугуном. Сфероидизация или образование клубочков графита может быть достигнуто путем введения магния или церия в расплав с низким содержанием серы, которое предпочтительно должно быть ниже 0,02%, что может быть достигнуто добавлением оксида кальция, карбида кальция или карбоната натрия к расплавленному металлу.
Сфероидизация или образование клубочков графита может быть достигнуто путем введения магния или церия в расплав с низким содержанием серы, которое предпочтительно должно быть ниже 0,02%, что может быть достигнуто добавлением оксида кальция, карбида кальция или карбоната натрия к расплавленному металлу.
Из-за природы магния более низкой температуры испарения, магний может быть введен в расплавленный металл в виде сплава магния в сочетании с одним или несколькими элементами никеля, кремния, железа и кальция.Для полной сфероидизации требуется остаточная концентрация 0,035%; вот почему во время сварки высокопрочного чугуна мы должны выбирать процесс с меньшим тепловложением, чтобы иметь как можно меньшее время в расплавленном состоянии, чтобы уменьшить испарение магния и, следовательно, уменьшить деградацию графита материала.
Ковкий чугун обычно используется для литья канализационных и напорных труб, фитингов, клапанов и насосов.
5. Чугун с компактированным графитом
Чугун с компактированным графитом Чугун с компактным графитом производится таким же образом, как и высокопрочный чугун, но с большим контролем над добавлением магния в расплав, и графит принимает форму между высокопрочным чугуном и серым чугуном, где графит имеет форму неправильной формы. а не хлопья или сфероиды.Таким образом, чугун с компактным графитом может обладать сочетанием механических свойств ковкого и серого чугуна.
Насадки и приспособления для сварки чугуна Все типы чугуна, кроме белого чугуна, поддаются сварке, но с более низкой степенью защиты, чем сталь. Сварка может выполняться с использованием различных сварочных процессов: кислородно-топливной сварки (OFW), дуговой сварки в защитном металлическом корпусе (SMAW), дуговой сварки порошковой проволокой (FCAW), газовой дуговой сварки металлическим электродом (GMAW) и газовой дуговой сварки вольфрамовым электродом (GTAW). ).Обычные присадочные металлы — это электроды и стержни на основе железа или никеля для получения высококачественных сварных швов.
Рекомендации по сварке чугуна
При сварке чугуна основными моментами, которые следует учитывать при качественной сварке, являются металлургические соображения, соображения прочности, подготовка основного металла, параметры сварки и присадочный металл. Мы рассмотрим все эти соображения один за другим.
1. Металлургические аспекты сварки чугуна А.Зона термического влиянияВысокое содержание углерода в чугуне представляет собой серьезную проблему, влияющую на свариваемость чугуна. В процессе производства становится возможным создавать микроструктуры с полезными механическими свойствами. Однако сварочный чугун характеризуется более высокой скоростью охлаждения по сравнению с производственным процессом. Следовательно, во время сварки в зоне термического влияния образуются нежелательные микроструктуры, как показано на рисунке ниже.
(Различные зоны присутствуют в сварных деталях из чугуна) Во время сварки зона термического влияния (HAZ) нагревается до температуры, близкой к температуре плавления. Скорость охлаждения металла шва и ЗТВ очень высока, что приводит к образованию карбидов в ЗТВ; кроме того, высокая температура и высокое содержание углерода в ЗТВ позволяет углероду диффундировать в аустенит (фаза основного металла при этой температуре), который при охлаждении образует высокоуглеродистую мартенситную структуру. Мартенситные структуры, состоящие из цементита и мартенсита, являются хрупкими и вызывают растрескивание либо после завершения сварки, либо во время эксплуатации.
Скорость охлаждения металла шва и ЗТВ очень высока, что приводит к образованию карбидов в ЗТВ; кроме того, высокая температура и высокое содержание углерода в ЗТВ позволяет углероду диффундировать в аустенит (фаза основного металла при этой температуре), который при охлаждении образует высокоуглеродистую мартенситную структуру. Мартенситные структуры, состоящие из цементита и мартенсита, являются хрупкими и вызывают растрескивание либо после завершения сварки, либо во время эксплуатации.
Дуговая сварка вызывает термические циклы в зоне сварки и, следовательно, создает напряжения, поэтому основной металл должен обладать некоторой пластичностью, чтобы выдерживать эти напряжения.
Сварка выполняется с использованием утвержденных процедур сварки, в которых учитываются следующие факторы, учитывающие термические напряжения во избежание растрескивания:
- Предварительный и дополнительный нагрев.
- Последовательность сварки: обратная, каскадная, блочная и прерывистая.
- Сведение к минимуму разбавления сварочной ванны до нижнего предела, насколько это возможно.
- Межпроходное упрочнение.

Зона частично расплавленного металла — это область основного металла, прилегающая к линии плавления, которая частично расплавляется.Расплавленная часть становится похожей на расплавленный чугун в результате эвтектической реакции, как показано на рисунке зон выше. Типичное быстрое охлаждение при сварке приводит к образованию белого чугуна и сложной структуры аустенита и мартенсита, первичного карбида и ледебурита. Следовательно, эта зона является самой твердой зоной сварного соединения.
C. Зона плавления Микроструктура и механические свойства наплавленного металла сварного шва в зоне плавления зависят в основном от выбранного присадочного металла и степени разбавления присадочного металла основным металлом.
Форма графита — Как обсуждалось ранее, форма графита в различных типах чугуна различна и в основном влияет на свариваемость. Когда углерод присутствует в виде сфероидов графита, как в случае ковкого чугуна, или в виде симметричных графитовых розеток, как в случае ковкого чугуна. Обе формы графита будут иметь улучшенную свариваемость по сравнению с чугунами, имеющими графит в форме чешуек, как в случае серого чугуна.
2.Требования к прочности при сварке чугунаПрочность всех металлов сварного шва является показателем прочности поперечного соединения, и это зависит в основном от присадочного металла, используемого при сварке.
3. Подготовка основного металла чугуна Сварку следует выполнять на хорошо очищенных поверхностях, свободных от масел, жиров и остаточного графита, который в основном проявляется в виде корки литья на отлитых изделиях. Остаточный графит препятствует смачиванию металла сварного шва основным металлом и должен быть удален перед сваркой, чтобы обеспечить полное сплавление и соединение сварных частей.
Остаточный графит препятствует смачиванию металла сварного шва основным металлом и должен быть удален перед сваркой, чтобы обеспечить полное сплавление и соединение сварных частей.
Обработку поверхностей чугунных заготовок можно подготовить любым из следующих способов:
- Операция электрохимической очистки с использованием катализированного расплава, работающего при 455-510 ° C в стальном резервуаре.
- Абразивоструйная очистка стальной дробью, подходящая для обработки поверхностей из ковкого и ковкого чугуна.
- Воздействие на свариваемые поверхности окислительным пламенем или нагревом, сварка деталей до 900 ° C в необычно обезуглероживающей атмосфере.
Во время сварки необходимо учитывать некоторые переменные, чтобы уменьшить возникающие термические напряжения и, следовательно, уменьшить вероятность распространения трещин; эти переменные следующие:
- Предварительный нагрев.
- Пенинг.
- Термическая обработка после сварки.

Предварительный нагрев сварного шва перед сваркой может снизить скорость охлаждения.Медленная скорость охлаждения становится очень полезной для ограничения твердости ЗТВ, особенно при медленном охлаждении сварного соединения после охлаждения. Кроме того, предварительный нагрев оставляет сжимающие напряжения в сварных соединениях после остывания. Напряжения сжатия очень полезны для предотвращения растрескивания, будь то во время охлаждения или когда заготовка находится в эксплуатации, как показано на следующем рисунке.
B. Очистка Прокачка — это механическая обработка сварных проходов, которая может снимать напряжения, уменьшать деформацию и предотвращать растрескивание в зоне термического влияния.Упрочнение выполняется с помощью небольших молотков между сварочными проходами.
Термическая обработка после сварки выполняется в основном после сварки для достижения следующих улучшений:
- Повысить пластичность ЗТВ.
- Улучшить обрабатываемость металла шва и HAZ.
- Разложить образовавшийся цементит во время сварки.
- Снимите все остаточные напряжения, возникающие при сварке.
Каждый тип чугуна имеет свои типичные требования к термообработке после сварки, с указанием необходимых температур нагрева, времени выдержки и скорости охлаждения после термообработки после сварки.
Снятие напряжения: снятие напряжения выполняется сразу после сварки путем повышения температуры отливки до диапазона 590-620 ° C и выдержки при этой температуре ( температура выдержки ) в течение 1 часа / дюйм (толщина сварного шва). , затем охлаждение до температуры 370 ° C со скоростью, не превышающей скорости, указанной в последующем стандарте. Процесс снятия напряжения вызывает небольшое снижение твердости, поскольку карбиды стабильны при 590 ° C.
Процесс снятия напряжения вызывает небольшое снижение твердости, поскольку карбиды стабильны при 590 ° C.
Полный отжиг: Полный отжиг аналогичен снятию напряжения, но температура выдержки выше, около 900 ° C, и ее выдерживают в течение подходящего времени для растворения всех образовавшихся карбидов во время сварки, затем следует охлаждение до 315 ° C со скоростью, не превышающей превышение норм, указанных в последующем стандарте. Полный процесс отжига приводит к максимальному размягчению и снятию напряжений и может вызвать снижение прочности, что необходимо учитывать перед выбором этого процесса.
Ферритирование отжиг: Ферритирование отжиг выполняется сразу после сварки, при этом отливка помещается в горячую печь с температурой 590-650 ° C на некоторое время. Затем температуру печи повышают до 900 ° C и выдерживают в течение 2-4 часов. Затем охлаждали до 690 ° C и выдерживали в течение 5 часов. а затем охлаждают в печи до 590 ° C. Затем заготовку охлаждают до комнатной температуры в печи или на неподвижном воздухе.
а затем охлаждают в печи до 590 ° C. Затем заготовку охлаждают до комнатной температуры в печи или на неподвижном воздухе.
Выбор присадочного металла в основном зависит от типа свариваемого чугуна, желаемых свойств сварного соединения и экономических соображений.
Присадочные металлы подразделяются на две основные группы:
- Присадочные металлы на основе железа.
- Присадочные металлы на основе никеля.
Присадочные металлы на основе железа (электроды) в основном используются в процессе дуговой сварки защищенным металлом (SMAW) и имеют следующие категории:
Класс ECI: эти электроды состоят из чугунного сердечника, поэтому они получили название ECI (Электрод — Чугун) и в основном используются для сварки серого чугуна; однако электроды класса ECI не подходят для сварки ковкого и ковкого чугуна.
Класс ESt (Castarc): эти электроды имеют стальной сердечник и графитовое покрытие. Эти электроды вызывают высокие напряжения в сварном шве, поскольку усадка стали выше, чем усадка чугуна. Поэтому электроды Clast ESt используются в основном при сварочных ремонтных работах. Сообщить об этом объявлении
Электроды с низким содержанием водорода имеют основное покрытие со стальным сердечником, например E7018, E7016 и E7018 . Из-за разбавления основным металлом чугуна первый проход будет иметь высокое содержание углерода, как и высокоуглеродистая сталь, которая является твердой и хрупкой.Поэтому электроды с низким содержанием водорода ограничиваются косметическим ремонтом при неструктурных работах.
Электроды из нержавеющей стали: они редко используются из-за образования карбидов хрома. Кроме того, электроды вызывают растрескивание из-за разницы в прочности и коэффициенте расширения. E308, E309, E310 и E312 — обычные электроды, которые можно использовать.
E308, E309, E310 и E312 — обычные электроды, которые можно использовать.
B. Чугун Присадочные металлы на никелевой основе
Присадочные металлы на основе никеля широко используются при сварке серого, пластичного и ковкого чугуна.Тем не менее, их следует использовать с контролем разбавления, чтобы предотвратить растрескивание, поскольку растворимость углерода в никеле низкая (0,02%). Следовательно, при большом разбавлении в прилегающем металле сварного шва будет высокий процент углерода, который при охлаждении вызовет растрескивание из-за ограниченной растворимости.
ENi-CI, ENiFe-CI, ENiFeT3-CI и ERNiFeMn-CI — распространенные присадочные металлы на основе никеля.
Электрод для сварки чугуна, основанный на сварочных процессах При сварке чугуна используются многие сварочные процессы: дуговая сварка в среде защитного металла SMAW, дуговая сварка металлическим электродом в среде защитного газа GMAW, дуговая сварка под флюсом SAW и сварка вольфрамовым электродом в среде инертного газа.
Как упоминалось ранее, используются различные электроды SMAW: электроды на основе железа или никеля. Электроды SMAW классифицируются в соответствии с AWS A5.15 (Технические условия на сварочные электроды и стержни для чугуна).
Электроды ENiFe-CI предпочтительнее ENi-CI из-за следующих преимуществ:
- Получается более прочный и пластичный металл шва.
- Более устойчив к содержанию фосфора. №
- Предотвращение растрескивания на линии плавления как коэффициент расширения разбавленного металла шва.
- Дешевле, чем электроды ENi-CI.
В этом процессе используются две основных проволоки: ERNiFeT3-CI и ERNiFe-CI , и они очень похожи, за исключением того, что ERNiFeT3-CI имеет содержание марганца в диапазоне 3-5% для предотвращения горячего растрескивания и улучшения качества. прочность и пластичность наплавленного металла.
прочность и пластичность наплавленного металла.
Сварка чугуна GMAW в последнее время осуществляется с использованием сварочной проволоки ERNiFeMn-CI , за исключением использования проволоки ERNi-CI из-за отсутствия необходимости в предварительном нагреве, поэтому они становятся более экономичными.
Прутки для газовой вольфрамовой дуговой сварки [GTAW]Та же присадочная проволока, что и для GMAW, может использоваться для GTAW, но проволока будет иметь форму стержней длиной 1000 мм вместо катушек в GMAW.
Расходные материалы для дуговой сварки под флюсом [SAW]ERNiFeMn-CI и ENiFeT3-CI обычно используются в SAW с порошком флюса INCOFLUX6 .
Каталожные номера:
- Справочник по сварке AWS. «Материалы и приложения.
- Кэмпбелл Дж., Дж. Т. Свидро и Дж. Свидро. «Процессы формования и литья ASM Справочник Том 1A: Наука и технология чугуна».
 «Материалы и приложения.
«Материалы и приложения.Как сваривать чугун (результаты качества)
Сварка чугуна — одна из самых сложных задач, которые может выполнить сварщик. Одна ошибка, и можно сделать намного хуже. В конечном итоге вы можете нанести больше повреждений или, что еще хуже, получить сварной шов, который выглядит прочным, но на самом деле является слабым.
Будь то ковкий чугун, серый или любой другой; Хитрость заключается в том, чтобы следовать правильной процедуре и правильно выбирать присадочный материал при сварке чугуна. Вот наше руководство по сварке чугуна.
Возможна сварка чугуна
Определите, какой чугун поддается сварке, поскольку они не все одинаковы. Серый чугун — самый распространенный. Обязательно предварительно нагрейте утюг, чтобы подготовить его к изменению температуры, и не забудьте медленно охладить утюг с помощью песка или горячего барбекю. Вы можете сваривать железо методами MIG, TIG или Arc, но убедитесь, что вы используете правильные стержни для достижения наилучших результатов. Лучше всего использовать никель, но можно и сталь.
Вы можете сваривать железо методами MIG, TIG или Arc, но убедитесь, что вы используете правильные стержни для достижения наилучших результатов. Лучше всего использовать никель, но можно и сталь.
Какой чугун не поддается сварке?
Существует несколько типов чугуна, но некоторые из них сложнее сваривать, чем другие.Чаще всего вы добьетесь успеха примерно в 50 процентов.
Серый чугун
Серый — самый распространенный тип железа, и он широко используется. Он получил свое название от цвета трещины, которую он формирует, благодаря высокому содержанию графита. Этот вид чугуна поддается сварке, но с большими трудностями.
Белый утюг
Белое железо твердое и хрупкое. Он похож на серый чугун тем, что присутствует углерод, но в отличие от серого чугуна графит не образуется во время затвердевания.Белый чугун находит применение там, где устойчивость к истиранию важнее хрупкости. Вы найдете белое железо — это шламовые насосы, бетономешалки, фланцы и фитинги.
Белый чугун сваривать практически невозможно.
Ковкий чугун
Ковкий чугун намного менее хрупкий, чем чугун, поэтому он гнется, не ломаясь. Широко используемый в автомобильной промышленности и других отраслях тяжелой промышленности, он является идеальным материалом для изготовления колес, корпусов насосов, коробок передач, трубопроводов и многих других изделий.
Ковкий чугун сложно сваривать, но это можно сделать при правильных условиях, терпении и умении. Это не то, чем должен заниматься неопытный сварщик.
Ковкий чугун
Ковкий чугун не поддается сварке, потому что процесс нагрева изменяет свойства материала, делая его бесполезным. Сначала он представляет собой белое железо, но после термообработки становится ковким.
Как сваривать чугун
После того, как вы определили тип используемого железа, следующий шаг — решить, будете ли вы производить предварительный нагрев или холодную сварку.
1. Предварительный нагрев или холодная сварка
Есть две точки зрения на то, как сваривать железо. Некоторые говорят, что предварительный нагрев — лучший вариант, другие клянутся, что холодная сварка — правильный подход. Чугун хрупкий, его нельзя гнуть или формовать в горячем состоянии.
Некоторые говорят, что предварительный нагрев — лучший вариант, другие клянутся, что холодная сварка — правильный подход. Чугун хрупкий, его нельзя гнуть или формовать в горячем состоянии.
Нагрев чугуна оказывает деформирующее действие на металл, повышая вероятность того, что одна часть металла может нагреваться или охлаждаться быстрее, чем другая, вызывая растрескивание и разрушение под напряжением. При температуре 1400 градусов по Фаренгейту чугун полностью меняет характеристики, потенциально ослабляя целостность металла.
При холодной сварке металл подвергается меньшей деформации, что снижает риск растрескивания и деформации, что потенциально создает более прочный сварной шов. Однако холодная сварка сопряжена с определенными рисками. Внутренние напряжения все еще могут возникать и проявляться позже, к тому же холодная сварка дает более слабый сварной шов.
По этой причине опытные сварщики предпочитают метод предварительного нагрева, потому что они понимают, как металл реагирует, и могут контролировать ситуацию, чтобы создать более прочный сварной шов.
2.Выберите тип сварочного стержня
Тип и материал сварочного стержня определяют качество сварного шва.
Никелевый стержень 99 процентов
Это сварочные прутки высшего качества. Электроды на никелевой основе дороги, но они лучше всего подходят для сварки с низким и средним содержанием фосфата, и их можно обрабатывать механической обработкой.
Никелевый стержень 55 процентов
Это более дешевый вариант, чем 99-процентные электроды, и они имеют более низкий коэффициент расширения, что создает меньшее напряжение на металле и меньше трещин плавления.Это помогает им лучше ремонтировать более толстые участки металла. Эти стержни также поддаются механической обработке.
Стальные стержни
Стальные стержни — самые дешевые из трех вариантов, что делает их наиболее экономичными. Они лучше всего подходят для несложных ремонтных работ и шпатлевок. Эти электроды не поддаются механической обработке и требуют шлифовки для получения максимально гладкой поверхности.
Стальные стержни более удобны в использовании и могут выдерживать не совсем чистые отливки. Это делает их идеальным выбором при ремонте на месте, где условия могут быть не идеальными.
3. Подготовьте чугун
Чугун темпераментный, поэтому для достижения наилучших результатов обязательно прогрейте его до и после нагрева. Углерод внутри металла заставляет материал сжиматься и расширяться. По этой причине при нанесении сварного шва до и после сварки следует уделять столько же внимания, сколько и самому процессу сварки.
Вот о чем следует помнить:
- Подготовка к предварительному и последующему нагреву.
- Управление теплом при сварке.
- Выбор штанги.
Процесс начинается следующим образом.
Снятие кромки перелома
Снятие фаски — это процесс резки V-образной формы с помощью резака или специального станка для снятия фаски. Фаска обеспечивает более прочную связь между металлическими поверхностями и гарантирует, что в дальнейшем она не срежется.
Скошенный, но суставы намного прочнее, чем плоские, но суставы.
Предварительный нагрев чугуна
Предварительный нагрев можно произвести, приложив к поверхности паяльную лампу. Вы даже можете предварительно нагреть металл, поместив его в угли зажженного барбекю.Идея предварительного нагрева чугуна состоит в том, чтобы медленно повышать температуру металла, обеспечивая более медленный переход от комнатной температуры к температуре сварки. Думайте об этом как о переходе металла, чтобы он меньше шокировал.
Идеальная температура предварительного нагрева составляет от 250 до 650 градусов по Цельсию (от 482 до 1202 градусов по Фаренгейту). Все, что превышает 780 градусов по Цельсию, расплавит металл.
Нагрев материала
Оба конца пластин нагреваются постоянно и медленно, чтобы не искажать свойства чугуна.Затем пластины соединяют вместе, когда достигается температура, достаточная для металла. При использовании дуговой сварки образуется шлак, который необходимо удалить молотком.
При сварке MIG не образуется шлак, благодаря вставке защитного газа, обеспечивающей целостность и чистоту сварного шва.
Пост-нагрев чугуна
Так же, как вы перерабатываете металл, чтобы лучше справляться с повышением температуры, вы хотите, чтобы он адаптировался к процессу охлаждения, чтобы предотвратить трещины под напряжением и ослабление материала.
После этого вы можете использовать тот же нагретый уголь для дополнительного нагрева металла, позволяя температуре постепенно снижаться. Ведро с песком сделает то же самое, или если поставить кусок на дровяную печь, металл медленно остынет.
4. Выберите технику сварки
Есть три способа сваривать чугун. У каждого есть свои достоинства и недостатки.
Сварка чугуна MIG
Хотя сварка MIG не является предпочтительной по сравнению с другими методами сварки, она очень эффективна при сварке чугуна.Вот несколько советов и подсказок:
- Для достижения наилучших результатов выбирайте специальную никелевую проволоку. Он самый дорогой, особенно если вы выбираете чистоту 99 процентов, но вы можете купить чистоту 55 процентов, если хотите сэкономить. Если бюджет слишком ограничен, выберите стержни из нержавеющей стали, но ожидайте, что придется переделывать отделку, поскольку сталь не поддается механической обработке и обеспечивает самую грубую отделку.
- 80-процентный аргон и 20-процентный углекислый газ дает наилучшие результаты в большинстве ситуаций.Обратной стороной является то, что сварной шов со временем заржавеет. Тем не менее, чугун естественно подвержен ржавчине.
- Паяльная проволока склеивает металлы, но создает слабое соединение, которое не выдерживает ударов.
- Шипы — это возможность добавить прочности стыку, но это зависит от выполняемой работы и требуемой чистоты отделки.
 Он самый дорогой, особенно если вы выбираете чистоту 99 процентов, но вы можете купить чистоту 55 процентов, если хотите сэкономить. Если бюджет слишком ограничен, выберите стержни из нержавеющей стали, но ожидайте, что придется переделывать отделку, поскольку сталь не поддается механической обработке и обеспечивает самую грубую отделку.
Он самый дорогой, особенно если вы выбираете чистоту 99 процентов, но вы можете купить чистоту 55 процентов, если хотите сэкономить. Если бюджет слишком ограничен, выберите стержни из нержавеющей стали, но ожидайте, что придется переделывать отделку, поскольку сталь не поддается механической обработке и обеспечивает самую грубую отделку.Сварка чугуна TIG
Сварка TIG возможна только при использовании никелевой проволоки. Положительным моментом является то, что вы получаете прочный и чистый сварной шов, а недостатком — стоимость никелевой проволоки. Вы также можете пропустить процесс предварительного и последующего нагрева, если используете правильные настройки газа, проволоки и нагрева.
Вы также можете пропустить процесс предварительного и последующего нагрева, если используете правильные настройки газа, проволоки и нагрева.
Газовая смесь должна состоять на 75 процентов из аргона и на 25 процентов из двуокиси углерода. Эта смесь предотвращает хрупкость сварного шва.
- Избегайте быстрого охлаждения, так как это подвергает железо напряжению, что увеличивает вероятность поломки. Для достижения наилучших результатов используйте процесс предварительного и последующего нагрева.
- Избегайте нагрева сварного шва за счет использования коротких сварных швов. Это останавливает воздействие слишком большого количества тепла на чугун.Избегайте использования одной непрерывной линии сварки, поскольку это может вызвать растрескивание, особенно если сварной шов и чугун имеют две разные температуры. После того, как вы создали сварной шов, гладко обработайте его молотком. Увеличивает прочность соединения и уменьшает усадку.
Top Tip
При использовании сварочного аппарата TIG с газовой смесью убедитесь, что вы делаете это в неограниченном пространстве. Вам нужна соответствующая вентиляция, так как аргон и углекислый газ могут накапливаться, вызывая удушье и смерть.
Вам нужна соответствующая вентиляция, так как аргон и углекислый газ могут накапливаться, вызывая удушье и смерть.Дуговая сварка чугуна
Дуговая сварка, или сварка электродом, является фаворитом домашних сварщиков и домашних мастеров.Он доступен по цене, и существует множество различных электродов для решения различных задач. Это дает вам гибкость и универсальность. Для выполнения большинства общих ремонтных работ требуется бронзовый стержень, ацетиленовая горелка и немного флюса. Это самый дешевый вариант, хотя вы должны знать, что пайка редко склеивает так же хорошо, как другие виды сварки.
- Очистите каждое соединение перед сваркой. Это обеспечивает самое прочное соединение. Грязь в суставе создает слабые места, которые могут снова и снова преследовать вас.
- Чтобы получить наилучший сварной шов, уменьшите ток, чтобы уменьшить разбрызгивание.Это не влияет на качество стыка, но с эстетической точки зрения обеспечивает более чистую поверхность.

Pro Tip
Ручная сварка лучше работает при использовании стали с минимальным содержанием серы и кремния. Стали 1015 и 1025 работают лучше всего, потому что они содержат менее 0,035 процента серы.
5. Чистовая обработка
Получение максимально гладкой поверхности — ключ к аккуратной и профессиональной работе. Использование более качественных никелевых электродов позволяет избежать шлифовки.
Пост-нагрев и охлаждение
Чем дольше остынет сварной шов, тем лучше будет соединение. Быстрый нагрев и охлаждение — враги прочного сварного шва. Железо хрупкое, при нагревании деформируется. Это вызывает нагрузку на материал, что ослабляет целостность вашей конструкции.
Доведя утюг до остывания после сварки, вы обеспечиваете естественное ослабление металла и лучший результат. Думайте об этом, как если бы сочный стейк расслабился после жарки, чтобы сделать его мягче.Металл делает то же самое.
Упрочнение
Упрочнение — это способ предотвращения усадки сварного шва при его охлаждении. Это помогает снять растягивающие напряжения, возникающие при понижении температуры металла. Использование небольшого молотка для распределения сварного шва, когда он еще податлив, чтобы обработать любые воздушные карманы или трещины под напряжением, делает общую отделку намного прочнее.
Это помогает снять растягивающие напряжения, возникающие при понижении температуры металла. Использование небольшого молотка для распределения сварного шва, когда он еще податлив, чтобы обработать любые воздушные карманы или трещины под напряжением, делает общую отделку намного прочнее.
Этот метод требует особой осторожности, поскольку чрезмерное упрочнение может привести к растрескиванию из-за слишком сильного охлаждения сварного шва и ослабления соединения.
Дополнительные советы по сварке чугуна
Всегда есть подсказки и подсказки, которые облегчат жизнь, поэтому вот несколько, с которых можно начать.
- При сварке чугуна держите сварочный стержень в вертикальном положении. Она отличается от большинства видов сварки штангой, когда сварка выполняется под углом.
- Делайте это медленно и ровно. Чугун не сваривается быстро.
- Ограничьте количество свариваемых за один раз. Используйте валики сварного шва, а не непрерывную линию.
- При ремонте трещины нанесите небольшой валик на каждый конец, чтобы предотвратить ее распространение.
- Держите устойчивую руку и поддерживайте постоянную скорость во время работы.

Вывод чугун
Не питайте иллюзий, что некоторые металлы не любят сваривать, и чугун — один из них. Тем не менее, это не невозможно. Девизы медленные и устойчивые, потому что чугун нельзя торопить из-за его хрупкости.
Сделайте подготовку правильно, а остальное приложится. Кроме того, не забудьте дать утюгу время остыть после работы с ним.Если вы сделаете это, у вас должен быть успешный результат.
С предварительным нагревом и без него • WeldPundit
Сварка чугуна палкой (SMAW) — самый экономичный, универсальный и популярный способ работы. Ручная сварка идеально подходит для быстрого ремонта и включает множество сварочных стержней для чугуна, а в некоторых случаях вы можете сваривать отливки без предварительного нагрева.
Weldpundit уже имеет общую статью о сварке чугуна, если вы совершенно не знакомы с этой темой.
Содержание
Давайте рассмотрим, как сваривать чугун с помощью аппарата для ручной сварки с предварительным нагревом, шаг за шагом.
1. Определите сплав чугуна
Почти наверняка у вас есть серый чугун, поскольку он является наиболее распространенным. Но у вас может быть чугун с шаровидным графитом или ковкое железо. Эти два имеют некоторую степень пластичности (насколько они могут гнуться без разрушения).
Weldpundit уже опубликовал статью о том, как определять металлы, но вот основные сведения, позволяющие определить, какая у вас отливка.
Искровое испытание — отличный метод для идентификации металлов, но вы должны идентифицировать образцы металлов, чтобы сравнить их с вашей заготовкой.Короче говоря, у серого (или серого) чугуна есть короткие и красноватые искры, а у ковкого чугуна есть более длинные и желтоватые искры, похожие на стальные искры.
Если у вас сломалась деталь, серый чугун имеет характерный темно-серый цвет . Ковкий чугун имеет белую стальную поверхность, но становится серой к центру. Цвет чугуна с шаровидным графитом больше похож на серый чугун.
Ковкий чугун имеет белую стальную поверхность, но становится серой к центру. Цвет чугуна с шаровидным графитом больше похож на серый чугун.
Вы можете отличить серый чугун от ковкого чугуна, проверив их твердость :
- Для них можно использовать кернер и молоток.Если оставшийся кратер имеет гладкую поверхность, это серый чугун. Если кратер имеет заусенец, это ковкий чугун или чугун с шаровидным графитом.
- Еще можно попробовать просверлить отливку. Если стружка похожа на порошок, это серый чугун. Если они несколько сплошные, то это высокопрочный чугун.
- Если стружка длинная и очень пластичная, возможно, вы используете стальное литье, а не чугун.
Если не удается просверлить отливку, ее закаляет производитель или путем предварительной сварки. Если так, то сварить его с успехом слишком сложно.Однако, если он локализован, вы можете удалить пораженный участок, прежде чем продолжить.
Так как серый чугун является наиболее популярным, остальная часть руководства будет посвящена ему. А теперь посмотрим, какое оборудование вам нужно.
А теперь посмотрим, какое оборудование вам нужно.
2. Соберите необходимое оборудование
Вам нужно собрать все необходимое сварочное Средства индивидуальной защиты :
- Сварочная каска.
- Защитные очки.
- Маска для лица.
- Беруши или наушники.
- Толстые сварочные перчатки.
- Огнестойкая одежда, закрывающая все ваше тело.
- Сапоги кожаные.
- Сварочный респиратор.
Соберите все сварочные инструменты для сварки чугуном клеем:
- Оборудование для очистки и подготовки отливки:
- Угловая шлифовальная машина с шлифовальным или лепестковым диском или
- Шлифовальная машина с твердосплавным бором или
- Зубило и молоток.
- Щетка из стальной проволоки.
- Оборудование для предварительного нагрева, либо печь, либо факел.
- Температурные палочки или инфракрасный (ИК) цифровой термометр для проверки температуры отливки.
- Сверло для ремонта трещины.
- Небольшой перфорированный молоток для обработки каждой бусинки, которую вы делаете.
- Оборудование, которое вы будете использовать для охлаждения отливки после сварки, например, стекловолокно или сухой песок.

Какой сварочный стержень вам нужен?
Лучшим сварочным прутом для чугуна является ENiFe-CI (или ENi55). Он может сваривать грязные отливки, чугун со сталью, а металл шва чаще всего поддается механической обработке.После этого вы можете использовать ENi-CI (или ENi99), который очень поддается механической обработке, но стоит дорого. Наконец, вы можете выбрать дешевый стержень ESt, который отлично подходит для небольшого ремонта, но не поддается механической обработке.
Сварка чугуна стандартными сварочными стержнями не рекомендуется, так как металл шва впитывает углерод и становится хрупким. Потом при остывании потрескается.
Если вы не можете получить чугунный стержень и не можете отложить сварку, лучшим вариантом для быстрого ремонта является стержень E7018. Это потому, что он имеет самую высокую пластичность и оставляет самый толстый шлаковый покров.Но вам потребуется гораздо более высокая температура предварительного нагрева, идеальное упрочнение и очень медленное охлаждение, чтобы предотвратить немедленное растрескивание.
Это потому, что он имеет самую высокую пластичность и оставляет самый толстый шлаковый покров.Но вам потребуется гораздо более высокая температура предварительного нагрева, идеальное упрочнение и очень медленное охлаждение, чтобы предотвратить немедленное растрескивание.
Рутиловый стержень E6013 и даже целлюлозный стержень E6011 имеют самые высокие шансы на выход из строя.
Выберите стержень размером , который заполняет канавку за один проход во избежание чрезмерного нагрева отливки. Обычные размеры чугунных стержней составляют 3/32 дюйма (2,4 мм) и 1/8 дюйма (3,2 мм).
Если вы хотите избежать высокой стоимости никелевых стержней, постарайтесь приобрести хотя бы один или два.Сначала используйте их для сварки поверхности стыка. Мы называем это маслом . Этот метод обеспечивает герметизацию чугуна, поэтому углерод или примеси не могут выходить за пределы новой никелевой поверхности. После этого вы можете использовать другие более дешевые стержни, такие как ESt или даже E7018, для заполнения стыка.
Weldpundit уже имеет подробную статью о сварочных стержнях для чугуна.
Какие настройки вам нужны?
Вы выбираете наименьшее значение силы тока , при котором стержень плавится должным образом и слегка сливается с отливкой.Сварка чугуна — это поверхностная работа без швов с глубоким проплавлением. Также имейте в виду, что использование предварительного нагрева похоже на сварку с большей силой тока.
Конечно, нельзя устанавливать слишком низкую силу тока. Лужа должна легко контролироваться, заполнять края и иметь плоский валик без включений шлака. Используйте среднее значение в рекомендации по упаковке и приваривайте аналогичный металлолом. После этого при необходимости отрегулируйте силу тока.
Хотя отрицательный электрод постоянного тока (DCEN или DC-) вводит меньше тепла в заготовку, чем DC +, в большинстве чугунных стержней используется полярность DC + .
Если вы используете DC-, вы получите нестабильную дугу и брызги, за исключением случаев, когда стержень специально поддерживает это.
Однако большинство прутков можно сваривать на переменном токе (AC), если вы столкнетесь с дефектом дуги (магнитная интерференция).
В таблице ниже приведены примеры силы тока для чугунных стержней. Однако на упаковке каждого стержня всегда указаны конкретные настройки: полярность, сила тока и даже то, сколько предварительного нагрева вам нужно.
| Размер | ENi-CI | ENiFe-CI | Est |
|---|---|---|---|
| 3/32 ″ (2.4 мм) | 40-70 | 45-80 | 50-90 |
| 1/8 ″ (3,2 мм) | 70-100 | 70-110 | 80-120 |
 Для переменного тока увеличьте на 5 или даже 10А.
Для переменного тока увеличьте на 5 или даже 10А.Если ваш аппарат для ручной сварки имеет функции горячего пуска и создания дуги, было бы лучше не использовать их, чтобы избежать дополнительного нагрева металла.
Но если ваш сварочный аппарат поддерживает импульсный ток, используйте его, чтобы уменьшить общее количество тепла в отливке.
3. Очистите поверхность
Трудносвариваемые металлы всегда нуждаются в чистой поверхности, чтобы снизить риск поломки, а в чугуне всегда есть проблемы с загрязнением. Масло и другие загрязнения могут покрыть поверхность. Поскольку чугун пористый, масло может проникать через поверхность.
Если отливка впитала масла, ацетон и подобные продукты не подействуют. Используйте мягкий очиститель тормозов, который не содержит хлор , а не . Тепло сварки и ультрафиолетовые лучи превращают хлор в очень опасные газы.
Прочтите описание продукта, чтобы убедиться, что он не хлорирован , а также инструкции по применению. Также будет полезна эта статья Weldpundit о том, как защитить себя от сварочного дыма и газов.
Также будет полезна эта статья Weldpundit о том, как защитить себя от сварочного дыма и газов.
Недостатком нехлорированных продуктов является то, что они более дорогие и легковоспламеняющиеся.
Остаточное масло также можно удалить, предварительно нагревая отливку до 750 ° F (400 ° C) в течение 15–30 минут, но это дорого.
Если на вашей отливке нет масла, вы удалите корку отливки, ржавчину, краску и т. Д.Можно использовать разные способы, например, пескоструйную очистку или шлифовку. Если вы используете угловую шлифовальную машину, не сосредотачивайтесь на одном месте, чтобы избежать перегрева.
Область вокруг стыка должна быть отшлифована до полированного металла толщиной 1 ″ с обеих сторон стыка, чтобы предотвратить попадание загрязнений в металл сварного шва. Дуга также зажигается легче и плавнее.
После шлифовки удалите остаточный нагар на стыке с помощью напильника, чтобы металл шва не стал твердым и хрупким.
Методика проверки отливки на наличие захваченных загрязнений перед сваркой заключается в пропускании небольшого размера 1/2 — 1 ″ (1. 25 — 2,5 см) низкоамперный стрингер на поверхности вблизи места ремонта.
Затем отшлифуйте борт до уровня отливки. Теперь вы проверяете чистый валик на пористость. Если есть пористость, значит, отливка все еще загрязнена, и у вас будут проблемы на протяжении всего сварного шва. Прежде чем продолжить, необходимо тщательно очистить стык.
4. Подготовить отливку
Лучше всего удалить трещину и подготовить стык на чугуне с помощью стамески и молотка.Таким образом, вы сохраняете отливку в холодном состоянии, избегаете загрязнения пористой отливки абразивами, выполняете точную работу и безопаснее, чем шлифовальные машины.
После этого вы можете использовать шлифовальный станок с твердосплавными фрезами или угловую шлифовальную машину малого диаметра , в зависимости от размера и формы заготовки.
Если вы используете угловую шлифовальную машину, перемещайте ее равномерно по всей площади и избегайте фокусировки на одной точке./6305e96fa3b5b1d.ru.s.siteapi.org/img/4cd214166aef0c2a0cf560cfed1196aa7827b694.JPG) При шлифовании выделяется большое количество тепла, которое может повлиять на отливку.Когда вы закончите, используйте напильник, чтобы удалить остаточный углерод и абразивный материал на стыке.
При шлифовании выделяется большое количество тепла, которое может повлиять на отливку.Когда вы закончите, используйте напильник, чтобы удалить остаточный углерод и абразивный материал на стыке.
Следите за тем, чтобы канавка была как можно более симметричной, и всегда старайтесь выполнять сварку в плоском положении.
Устранение трещин
Трещины на чугуне являются наиболее частыми повреждениями при ремонте. Если вы приварите трещину, она станет длиннее из-за сил расширения и сжатия.
Для предотвращения этого просверлите два отверстия шириной не менее 1/8 ″ (3,2 мм) и 3/16 ″ (4,8 мм) за концами трещины.Затем удалите трещину, создав V-образную канавку на безопасной глубине, до 3,2 мм от дна трещины. По возможности старайтесь не оставлять открытый рут.
Чем глубже стык, тем больше металла потребуется для его покрытия. Это позволит нагреть отливку.
Сломанные детали
Поскольку серый чугун жесткий и хрупкий, сломанные части идеально подходят друг к другу. В зависимости от размера и формы сломанной детали вы можете:
В зависимости от размера и формы сломанной детали вы можете:
- Установить сломанную деталь и прихватывать ее.После этого вы можете создать V-образную канавку, как при исправлении трещины.
- Или вы можете создать небольшие скосы под углом 35 градусов на обеих частях, чтобы небольшое количество сварочного металла могло заполнить их для повышения прочности. Затем прихватите сломанную деталь к отливке.
Поскольку типичный серый чугун имеет низкую прочность на разрыв, а никелевые стержни намного прочнее, вы можете избежать сварных швов с полным проплавлением, если отливка не будет эксплуатироваться в тяжелых условиях.
Стыковые соединения для чугуна
Теперь давайте посмотрим на сценарий, в котором у вас есть типичное стыковое соединение, а вашему проекту требуется полное проплавление корней.
Поскольку никелевые сварочные стержни не обеспечивают глубокого провара, вы оставляете более широкий корневой зазор, чем аналогичные стальные соединения.
Если вы свариваете квадратное стыковое соединение с одной стороны и ваша заготовка имеет толщину до 1/8 ″ (3,2 мм), вы можете оставить корневой зазор вдвое меньшей толщины отливки или даже немного больше.
Если вы можете сваривать с обеих сторон, вы можете увеличить ширину до 1/4 дюйма (6,4 мм) и оставить корневой зазор, равный половине толщины отливки или немного больше, при условии, что у вас есть достаточно большой стержень, чтобы сварить этот зазор.
Если отливка толще 1/8 дюйма, но не может сваривать обе стороны, или ваш стержень недостаточно велик, чтобы сварить широкий зазор, создайте фаски с каждой стороны и сформировайте одинарную V-образную канавку.
Поскольку никелевый сварной металл является вялым и плохо растекается, вы создаете более широкие скосы, чем аналогичные стальные соединения, не менее 35 градусов с каждой стороны. Таким образом, вы улучшили контроль луж.
Кроме того, вы не оставите толстую поверхность корня , потому что никелевые стержни не могут проникнуть глубоко. Следовательно, поверхность корня должна составлять не более половины корневого зазора.
Следовательно, поверхность корня должна составлять не более половины корневого зазора.
Если размер отливки составляет от 1/4 ″ до 1/2 ″ (1,27 см), всегда создается одинарная V-образная канавка. Корневой зазор для этого типа канавок составляет до 1/8 дюйма или немного больше, если у вас есть достаточно большой стержень для его сварки. Опять же, максимальная поверхность корня составляет половину корневого зазора.
Для толщины более 1/2 дюйма рекомендуется использовать соединения, требующие меньшего количества металла сварного шва и более равномерно распределяющие усадочное напряжение. Таким образом вы экономите деньги, поскольку никелевые стержни очень дороги, и снижаете риск растрескивания.
Двойная V-образная канавка отлично подходит для двусторонней сварки.
Однако, если вы выполняете сварку с одной стороны, вам понадобится одинарная U-образная канавка.
Канавки с двойной U-образной канавкой рекомендуются для чугуна толщиной более 3/4 ″ (19 мм).
U-образные канавки всегда лучше подходят для чугуна, поскольку для них требуется меньше металла сварного шва, меньше острых краев, концентрирующих напряжение, и они более симметричны, чем V-образные канавки. Но для их создания вам потребуется медленных и дорогих методов обработки .
Но для их создания вам потребуется медленных и дорогих методов обработки .
Для наиболее распространенных работ по сварке чугуна V-образные канавки достаточно хороши, и их легко сделать.
5. Предварительно нагрейте отливку, чтобы избежать перепадов температур.
Предварительный нагрев предотвращает быстрое расширение отливки при сварке и быстрое охлаждение после сварки. Предварительный нагрев снижает риск растрескивания.
Рекомендуемая температура предварительного нагрева для отливки из серого чугуна среднего размера составляет 500 ° F (260 ° C) с использованием никелевых стержней. Для небольших отливок можно использовать половину этого объема.
При предварительном нагреве пламенной горелкой перемещайте ее по всей отливке и сосредотачивайтесь на более толстых частях. Таким образом, вы прогреетесь равномерно. Затем используйте температурную ручку (или цифровой термометр) на поверхности, чтобы время от времени проверять температуру. Если стержень плавится равномерно по всей отливке, можно приступать к сварке.
Если стержень плавится равномерно по всей отливке, можно приступать к сварке.
При предварительном нагреве отливки необходимо сваривать ее за разумное время, чтобы она не остыла. Если вы используете температурную ручку, и она не плавится, разогрейте отливку еще раз.
Во время сварки избегать сквозняков на холоде. Если отливка большая, изолируйте ее с помощью сварочных покрытий или аналогичного оборудования.
Если отливка в какой-то момент потрескалась, скорее всего, вам не удалось избежать разницы температур в металле при достаточном предварительном нагреве.
6. Сваривайте короткие валики для предотвращения неравномерных температур.
При сварке хрупкого металла вы свариваете очень короткие валики, чтобы избежать чрезмерного нагрева внутри них. Общее правило — сваривать валики толщиной 1 дюйм (2,5 см).Длина зависит от толщины отливки:
- Для отливки толщиной 1/4 дюйма можно сварить валик толщиной 1 дюйм.
- Для отливки от 1/4 до 1/2 дюйма приварите валик размером 2 дюйма.
- А для толщины 1/2 дюйма и более приварите валик длиной 3 дюйма или чуть длиннее.
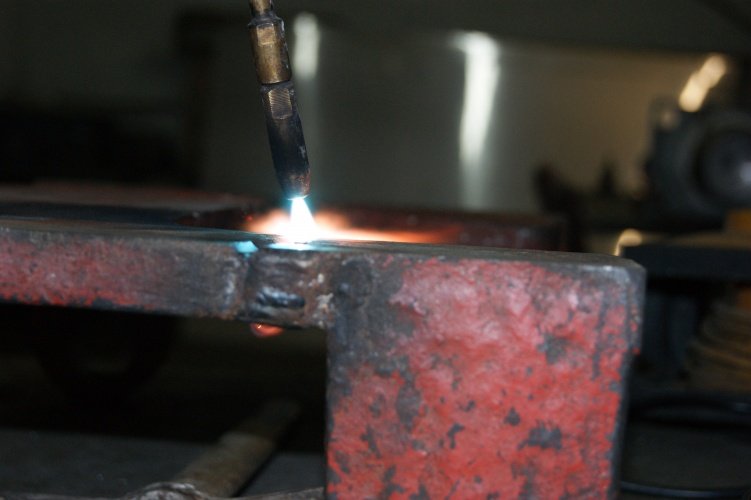
Тепло, которое попадает в металл, зависит от способа размещения бусинок. Чтобы снизить риск растрескивания, не кладите каждую бусину рядом друг с другом. Вместо этого вы распределяете их по суставу, чтобы распределить тепло.
Ниже приведено изображение с примером того, как разложить бусинки на стыке.
Симметричная сварка чугунаДополнительные советы:
- Все чугунные стержни имеют флюсовое покрытие, чувствительное к влаге. Держите их сухими, чтобы избежать нестабильной дуги, прилипания стержня, избытка водорода в металле и других дефектов.
- Скорость движения сильно влияет на тепловложение. Для этого нужно путешествовать как можно быстрее, не создавая при этом никаких дефектов.
- Бусины прямые (или стрингеры) подойдут больше, без размахивания стержнем.
- Всегда сохраняйте короткую дугу длиной , не больше диаметра электрода.
- При каждой сварке следует избегать попадания дуги на отливку, а на стык или на предыдущие валики.
- Всегда заливать кратер . Если есть зазор, силы усадки могут его растрескать.
- Если при сварке появилась трещина, остановите ее и просверлите отверстия с обоих концов, чтобы она не расширялась.
- Если ваша отливка неровная, сначала сварите более толстые участки.
- Наденьте на отливку рабочий (или заземляющий) зажим для лучшего соединения.

Избегать раскаливания области сварки докрасна является надежным признаком того, что вы не переваривали отливку.
7. Удалите удар по каждому валику, чтобы предотвратить усадочное напряжение.
Удалите удар по всему раскаленному докрасна валику маленьким закругленным молотком сразу после его обработки. Начните с кратера и используйте быстрые удары, которые слегка вдавят металл шва.
Упрочнение приведет к растяжению металла шва и противодействию усилиям усадки. Это предотвратит остаточное напряжение в валике и снизит риск растрескивания.
Это предотвратит остаточное напряжение в валике и снизит риск растрескивания.
Слишком сильные или длинные удары по валику приводят к упрочнению металла шва и ухудшению ситуации. Это называется наклепом.
Также можно использовать круглое долото или электрический игольчатый скалер с круглыми иглами.
Во время упрочнения снимается также шлаковый покров. Затем с помощью металлической щетки очистите остаток шлака перед тем, как продолжить сварку.
8. Разогрейте отливку, чтобы устранить разницу температур.
После сварки убедитесь, что отливка имеет по крайней мере такую же температуру предварительного нагрева и равномерно распределена.Вы проверяете температуру и при необходимости подогреваете отливку.
9. Защитите отливку, чтобы она могла медленно остывать.
Последний этап имеет решающее значение для сохранения характеристик металла и предотвращения растрескивания. Чем медленнее вы остываете отливку, тем лучше.
Вы должны изолировать всю отливку, чтобы она равномерно остыла, пока она не достигнет комнатной температуры, и вы можете прикоснуться к ней.
Если вы предварительно разогрели отливку в духовке, используйте ее снова, чтобы остудить. В противном случае вы можете накрыть его сварочными одеялами, подобным стекловолоконным материалом или сухим песком.
Во второй части статьи посмотрим, как сваривать чугун без предварительного нагрева.
Чугун, полученный сваркой электродом без предварительного нагрева.
Есть много ситуаций, когда вы можете рассмотреть возможность использования чугуна, сваренного электродом без предварительного нагрева:
- Иногда отливки слишком велики или сложны для правильного предварительного нагрева.
- Повреждение — короткие трещины или поверхностный износ.
- Возможно, у вас нет необходимого оборудования для предварительного нагрева.
- Деталь не разбирать, при предварительном нагреве она треснет.
- Отливка небольшая и простая, и вы хотите избежать проблем и затрат.
Можно сваривать чугун клеевым швом без предварительного нагрева с использованием никелевых сварочных стержней (ENi99 и ENi55), коротких валиков и упрочнения. Однако отсутствие предварительного нагрева всегда делает отливку более слабой рядом со сварным швом и более склонной к растрескиванию в будущем. Сварку без предварительного нагрева также называют холодной сваркой.
Однако отсутствие предварительного нагрева всегда делает отливку более слабой рядом со сварным швом и более склонной к растрескиванию в будущем. Сварку без предварительного нагрева также называют холодной сваркой.
Без предварительного нагрева можно также пропустить этапы последующего нагрева и медленного охлаждения.Основная задача — свести к минимуму подвод тепла и ширину зоны термического влияния (ЗТВ) до абсолютного минимума. ЗТВ — это область рядом с буртиком. Для этого:
- Используйте только чугунные никелевые стержни, поскольку они не проникают глубоко и обладают высокой пластичностью.
- Используйте самую низкую силу тока, чтобы правильно расплавить стержень и добиться слабого плавления металла шва и отливки.
- Приваривайте короткие валики от 1/2 ″ (1,25 см) до 1 ″ (2,5 см), не развеваясь.
- Всегда зачищайте бусину, когда она раскалена докрасна.
- После каждой полоски вы останавливаетесь и дайте бусине остыть, пока вы не сможете удобно прикоснуться к ней голыми руками. Это примерно 100 ° F (38 ° C). Этот этап является наиболее важным при пропуске этапа предварительного нагрева.
- После этого вы привариваете еще один короткий валик и повторяете, пока не закончите.
 Это примерно 100 ° F (38 ° C). Этот этап является наиболее важным при пропуске этапа предварительного нагрева.
Это примерно 100 ° F (38 ° C). Этот этап является наиболее важным при пропуске этапа предварительного нагрева.Однако пропуск этапа предварительного нагрева не означает, что вы можете сваривать холодный чугун. Сварка в холодной среде всегда дает плохие результаты.Чтобы предотвратить это, перед запуском нагрейте отливку до комнатной температуры, 75 ° F (24 ° C).
Имейте в виду, что отсутствие предварительного нагрева опасно, и вам следует подумать о предварительном нагреве, когда отливка:
- Очень толстая.
- Имеет сложные условия эксплуатации.
- Поврежден в центре. Трещины или сломанные детали по краям легче сваривать с меньшим предварительным нагревом или без него.
Если ваш аппарат для ручной сварки имеет функции горячего пуска и создания дуги, было бы лучше не использовать их, чтобы избежать дополнительного нагрева металла.
Другие статьи Weldpundit
Как сваривать чугун TIG: с предварительным нагревом и без него
Что лучше — паять или сваривать чугун? Какой из них лучше.
Как сварить чугун методом MIG: с предварительным нагревом и без него
Можно ли сварить чугун со сталью? А как это сделать.
Выбор электродов для стержневой сварки для начинающих: тип, размер и сила тока.
Как приваривать нержавеющую сталь к углеродистой стали: шаг за шагом.
Сравнение процессов сварки стержнем и порошковой проволокой.
Можно ли сваривать намагниченный металл? И как его размагнитить.
Сварка палкой — легко или сложно научиться? И сколько времени это займет.
Можно ли сварить дома? Основные соображения.
| Введение Чугун значительно хуже сваривается, чем низкоуглеродистая сталь. Наиболее важным аспектом сварки чугуна является обеспечение чистоты поверхности и отсутствия дефектов перед сваркой, поскольку отливки, которые были в эксплуатации, могут быть пропитаны маслом или смазкой. Все поверхностные загрязнения следует удалять с помощью растворителей, коммерческих очистителей или средств для удаления краски. Обшивку отливки необходимо снять с свариваемых поверхностей. Пропитанное маслом или другими летучими веществами можно удалить с помощью окислительного кислородно-ацетиленового пламени для нагрева отливки или сварной канавки примерно до 900 ° F в течение примерно 15 минут, а затем путем чистки проволочной щеткой, шлифовки или ротационной заливки для удаления остатков.Преимущество этого метода заключается в дегазации отливки, а также удалении некоторого количества поверхностного графита. Новые отливки представляют меньшую проблему с очисткой, чем отливки, которые были в эксплуатации. Однако необходимо удалить корку отливки, песок и другие посторонние материалы с свариваемого стыка и прилегающих поверхностей отливки. Для ремонта потрескавшейся отливки просверлите отверстие на каждом конце трещины, чтобы предотвратить ее дальнейшее распространение, и протрите ее до самого дна. Отливки, которые должны передавать довольно большие рабочие нагрузки, часто имеют сварное соединение с помощью механических средств, таких как болтовые ремни или стягивающиеся обручи. Сломанные зубья больших чугунных шестерен иногда ремонтируют шипами. Отверстия просверливаются и нарезаются резьбой на поверхности трещины и ввинчиваются шпильки из мягкой стали. Затем они покрываются наплавленным металлом и наращиваются до требуемых размеров.После этого они обрабатываются или шлифуются для придания формы. Меры предосторожности при сварке чугуна
Хотя многое можно сделать без предварительного нагрева, растрескивание (из-за недостаточной пластичности отливок, особенно сложных форм) можно свести к минимуму с помощью подходящего предварительного нагрева. Как правило, все чугуны при кислородно-ацетиленовой сварке необходимо предварительно нагревать.
Термическая обработка после сварки может состоять либо из полного отжига, либо из снятия напряжений: когда термическая обработка не применяется, сварную отливку обычно медленно охлаждают от температуры сварки до комнатной температуры, покрывая ее изоляционным материалом, таким как известь, молотый асбест или вермикулит. По возможности рекомендуется снять напряжение при температуре 1150 ° F и затем охладить печь до температуры не менее 700 ° F. Полный отжиг при 1650 ° F иногда используется для максимального размягчения зоны сварного шва или более полного снятия напряжения. Однако отжиг снижает предел прочности на разрыв для всех видов чугуна, кроме самого мягкого. В критических областях применения, требующих рентгенографического или ультразвукового контроля после термообработки, отливки часто также проверяются перед обработкой, чтобы сэкономить ненужные затраты в случае обнаружения внутреннего дефекта. Упрочнение Удовлетворительные сварные швы могут быть выполнены на чугуне без предварительного нагрева путем нанесения электродов на мягкие металлы и упрочнения сварного шва тупым инструментом (например, шаровым молотком) сразу после сварки. NickelRod # 99 больше подходит для однослойных покрытий и для заполнения небольших дефектов, так как наплавка остается легко обрабатываемой.Однослойные сварные швы NickelRod # 55 не так поддаются механической обработке, как NickelRod # 99, однако они обладают повышенной прочностью и пластичностью. Сварные швы NickelRod # 55 более устойчивы к загрязнениям, таким как сера и фосфор, и превосходят электроды NickelRod # 99 при сварке отливок с высоким содержанием фосфора. Упрочнение является обязательным условием для серого чугуна. Соединение чугуна со сталью может быть выполнено с помощью литой прутка NickelRod №55 или NickelRod №99, но предпочтительнее NickelRod №55.Электроды на основе железа, включая типы с водородным контролем, обычно не рекомендуются для сварки чугунов. Кронштейны, проушины и даже изнашиваемые пластины могут быть прикреплены к отливке с правильными параметрами и Ковкий чугун Ковкий чугун можно отремонтировать только с помощью NickelRod # 55 из-за его более высокого сопротивления растяжению и лучшей пластичности.При сварке ковкого чугуна проплавление должно быть низким, а широкие стыки или полости должны создаваться от боковых сторон к центру. Следует использовать бусинку или узкое переплетение. Нанесите короткие шарики и дайте остыть до температуры предварительного нагрева. Обычно они привариваются с помощью NickelRod # 55 .Хотя аустенитные отливки можно сваривать с помощью NickelRod # 55, сварной шов может быть неподходящим для применений, где свойства коррозионной / жаростойкости не соответствуют основному металлу. GMAW чугунаЧугун обычно считается несвариваемым при использовании процесса газовой дуговой сварки. FCAW чугуна Дуговая сварка чугуна порошковой проволокой выполняется на более высоком токе, чем при дуговой сварке экранированного металла. Для успешной кислородной сварки плавлением необходимо предварительно нагреть деталь до тусклого красного тепла (примерно 650 ° C).Нейтральное или слегка редуцирующее пламя следует использовать со сварочными наконечниками со средней или высокой скоростью пламени. Во время сварки следует поддерживать температуру. Как и при приготовлении SMAW, необходимо использовать печь, чтобы обеспечить равномерный нагрев крупных отливок. Кислородная сварка подходит для серого чугуна с электродом типа AWS A5.15 RCI Aufhauser RCI , RCI-A и должна использоваться с подходящим флюсом, например, Aufhauser Cast Iron Flux. Аустенитный чугун можно сваривать только кислородной сваркой с использованием сварочного материала AWS RCI-B. Сварка чугуна пайкой Сварку припоя следует использовать только для ремонта старых отливок из-за плохого соответствия цвета, достигаемого с новыми отливками. Техническая и торговая информацияСварка твердым припоем имеет преимущества перед кислородной сваркой в том, что плавящийся материал плавится при более низкой температуре, чем чугун. Это позволяет снизить предварительный нагрев (320-400 ° C). Как и в случае других видов сварки, поверхность должна быть тщательно очищена, чтобы углерод не загрязнил сварочный налет.В качестве расходных материалов для приложений используются типы AWS RBCuZn-C (Aufhauser 681 Low-дымящая бронза ) и типы AWS RBCuZn-D (Aufhauser 773 Nickel Silver ). Пайка чугунов Для чугуна применимы любые процессы пайки, подходящие для стали. Операции до и после пайки должны быть аналогичны стандартным процессам пайки. Для чугуна можно использовать расходные материалы, подходящие для пайки углеродистой стали. Порошковое напыление особенно подходит для краев, углов, неглубоких полостей и тонких срезов, поскольку обычно на них нет поднутрений. Пористые участки необходимо отшлифовать до формы блюдца или чашки без выступающих краев.Острые углы, края и выступающие части должны быть удалены или закруглены, так как они могут растворяться в расплавленном металле, вызывая твердые пятна. Распыление и закрепление должны производиться в соответствии с обычным процессом порошкового напыления. Плоское или сложное железо можно соединить, нанеся на обе части по отдельности 1-2 мм сплав, наплавленный распылением, с последующим соединением покрытия с помощью подходящего никелевого электрода SMAW. Расходные материалы изготовлены на основе никель-кремний-борной смеси. Пайка чугуна обычно ограничивается ремонтом небольших поверхностных дефектов, часто герметизацией участков от утечки жидкости или газов. |
 Чугун содержит намного больше углерода и кремния, чем сталь, в результате чего чугун менее пластичен и более металлургически деформируется при сварке. Тем не менее, было много успешных ремонтных швов чугуна, выполненных при ремонте и восстановлении отливок. Степень хрупкости и вероятность растрескивания свариваемого материала будет зависеть от типа отливки, термообработки и процедуры сварки.
Чугун содержит намного больше углерода и кремния, чем сталь, в результате чего чугун менее пластичен и более металлургически деформируется при сварке. Тем не менее, было много успешных ремонтных швов чугуна, выполненных при ремонте и восстановлении отливок. Степень хрупкости и вероятность растрескивания свариваемого материала будет зависеть от типа отливки, термообработки и процедуры сварки. Слепые трещины и ямы должны быть полностью заделаны до прочного металла механическими средствами, такими как шлифовка, скалывание, роторная заливка или дробеструйная обработка. Трещины следует выкопать на всю длину и глубину. Выкопайте губчатые участки и проколы.
Слепые трещины и ямы должны быть полностью заделаны до прочного металла механическими средствами, такими как шлифовка, скалывание, роторная заливка или дробеструйная обработка. Трещины следует выкопать на всю длину и глубину. Выкопайте губчатые участки и проколы. Начните сварку с просверленного конца трещины, где наибольшая фиксация, и двигайтесь к свободному концу.
Начните сварку с просверленного конца трещины, где наибольшая фиксация, и двигайтесь к свободному концу. (Это не так важно при сварке чугуна SG из-за его хорошей пластичности.)
(Это не так важно при сварке чугуна SG из-за его хорошей пластичности.) Такой предварительный нагрев снижает требования к подводимому при сварке теплу. При использовании присадочного металла из чугуна необходим сильный предварительный нагрев, так как металл сварного шва имеет низкую пластичность при комнатной температуре.Чтобы избежать таких требований к предварительному нагреву, вы можете использовать Aufhauser NickelRod # 99 с основным металлом при комнатной температуре или немного выше нее. Сварной шов легко поддается подаче во время охлаждения и снимает сварочные напряжения, которые в противном случае могли бы вызвать растрескивание сварного шва.
Такой предварительный нагрев снижает требования к подводимому при сварке теплу. При использовании присадочного металла из чугуна необходим сильный предварительный нагрев, так как металл сварного шва имеет низкую пластичность при комнатной температуре.Чтобы избежать таких требований к предварительному нагреву, вы можете использовать Aufhauser NickelRod # 99 с основным металлом при комнатной температуре или немного выше нее. Сварной шов легко поддается подаче во время охлаждения и снимает сварочные напряжения, которые в противном случае могли бы вызвать растрескивание сварного шва. Вот почему локальный предварительный нагрев всегда должен быть постепенным.
Вот почему локальный предварительный нагрев всегда должен быть постепенным.
 Это расширяет сварочный металл и противодействует эффектам усадки.Хорошей практикой является наплавка коротких участков сварного шва (50 мм за раз), а затем их упрочнение до того, как произойдет слишком сильное охлаждение. (Aufhauser NickelRod # 99 мягкий и допускает упрочнение).
Это расширяет сварочный металл и противодействует эффектам усадки.Хорошей практикой является наплавка коротких участков сварного шва (50 мм за раз), а затем их упрочнение до того, как произойдет слишком сильное охлаждение. (Aufhauser NickelRod # 99 мягкий и допускает упрочнение).
 Упрочнение рекомендуется, но не так важно, как при сварке серого чугуна.
Упрочнение рекомендуется, но не так важно, как при сварке серого чугуна. Это компенсируется более высокими скоростями хода, как при обычной сварке порошковой проволокой. С помощью процесса FCAW можно сваривать как серый, так и ковкий чугун, а также ковкий чугун.Подготовка и термообработка такие же, как и для SMAW. NickelRod # 55 и NickelRod # 99 наиболее подходят для FCAW чугунов.
Это компенсируется более высокими скоростями хода, как при обычной сварке порошковой проволокой. С помощью процесса FCAW можно сваривать как серый, так и ковкий чугун, а также ковкий чугун.Подготовка и термообработка такие же, как и для SMAW. NickelRod # 55 и NickelRod # 99 наиболее подходят для FCAW чугунов. Важно, чтобы отливка была защищена от сквозняков во время сварки, и необходимо обеспечить поддержание необходимого предварительного нагрева. Важно избегать резкого замерзания отливки; в противном случае может быть получен белый чугун, который будет очень твердым и хрупким.Это может вызвать растрескивание или сделать последующее сопоставление невозможным.
Важно, чтобы отливка была защищена от сквозняков во время сварки, и необходимо обеспечить поддержание необходимого предварительного нагрева. Важно избегать резкого замерзания отливки; в противном случае может быть получен белый чугун, который будет очень твердым и хрупким.Это может вызвать растрескивание или сделать последующее сопоставление невозможным. Сварка пайкой подходит для серого, аустенитного и ковкого чугуна. Однако прочность соединения, эквивалентная сварным швам плавлением, возможна только для серого чугуна. Следует использовать нейтральное или слегка окисляющее пламя.
Сварка пайкой подходит для серого, аустенитного и ковкого чугуна. Однако прочность соединения, эквивалентная сварным швам плавлением, возможна только для серого чугуна. Следует использовать нейтральное или слегка окисляющее пламя. Отливку необходимо тщательно очистить.
Отливку необходимо тщательно очистить.Сварка чугуна | Металлургия для чайников
Сварка чугуна
Сварка чугуна оказалась очень сложной задачей. Многие профессиональные сварщики изо всех сил стараются определить наилучший способ сварки прочного чугуна.Многие пытались, многие потерпели неудачу, некоторые преуспели, но поняли, что им не повезет, когда они в следующий раз сваривают чугун.
Сварка чугуна оказалась очень сложной задачей
Чугун — один из сплавов чугуна со значительным содержанием углерода. Содержание углерода варьируется от 2% до 4%. Это содержание углерода примерно в 10 раз больше, чем в других сплавах, таких как кованое железо или сталь. Процесс производства чугуна прост в результате его несложной комбинации.Причина, по которой чугун очень сложно сваривать, заключается в том, что содержание углерода в чугуне намного выше, чем в других обычных чугунах. Углерод на самом деле является ингредиентом, который используется в стали, и позволяет его нагревать для изготовления действительно твердых, но определенно полезных вещей, таких как бритвенные лезвия, сверла, инструменты и шарикоподшипники.
Углерод на самом деле является ингредиентом, который используется в стали, и позволяет его нагревать для изготовления действительно твердых, но определенно полезных вещей, таких как бритвенные лезвия, сверла, инструменты и шарикоподшипники.
Сваривать чугун сложно, но возможно. В большинстве случаев сварка чугуна включает ремонт отливок, а не соединение отливок с другими элементами. Ремонт может производиться в литейном цехе, где производятся отливки, или может производиться для устранения дефектов отливки, обнаруженных после механической обработки детали.
Неправильно обработанные чугунные детали могут потребовать ремонтной сварки, например, если отверстия просверлены в неправильном месте. Часто сломанные чугунные детали ремонтируют сваркой. Сломанные чугунные детали не являются чем-то необычным, учитывая хрупкую природу большинства чугунов.
Чугун содержит около трех или четырех процентов углерода, что делает его очень твердым и уязвимым для сварки. Содержание углерода в чугунах делает невозможным растворение чугуна в металле, когда он затвердевает из расплавленного состояния, а избыток углерода может скрываться в хлопьях графита. Эти чешуйки графита лучше всего подходят для блоков цилиндров и некоторых компонентов машин, поскольку они делают возможной смазку изношенных поверхностей, таких как стенки цилиндров. Но твердый углерод в хлопьях графита имеет свое применение, что делает сварку чугуна очень сложной.
Эти чешуйки графита лучше всего подходят для блоков цилиндров и некоторых компонентов машин, поскольку они делают возможной смазку изношенных поверхностей, таких как стенки цилиндров. Но твердый углерод в хлопьях графита имеет свое применение, что делает сварку чугуна очень сложной.
Таким образом, в целом сварка чугуна трудна и почти невозможна, но, в частности, сварка чугунов может оказаться задачей, которую можно выполнить, если сварщик будет обладать мудростью, чтобы различать марки чугунов.
На самом деле существует много марок чугуна, и факт в том, что некоторые чугуны легче свариваются, чем чугуны других форм. Сложно рассказать, что есть особенное, и потребуется опытный сварщик, который много лет занимается сваркой утюгов.
Определение правильной марки чугуна действительно может помочь сварщику знать правильный способ сварки, поскольку почти все старые сварщики с таймером могут подтвердить, что сварочные чугуны никогда не могут быть прежними.Один метод может работать с одним типом чугуна, но этот метод не будет работать с другим чугуном. Чугун по-своему загадочен, и его сварка окажется невыполнимой задачей, если не будет определена марка.
Чугун по-своему загадочен, и его сварка окажется невыполнимой задачей, если не будет определена марка.
Чугун — один из сплавов чугуна со значительным содержанием углерода
В общем, чугун предпочтительно сваривать с предварительным нагревом и большим его количеством. Но еще один способ успешно сваривать чугун — сохранять его прохладным — не холодным, а прохладным.Ниже будут описаны оба метода. Однако, как только вы выберете метод, придерживайтесь его. Держите его горячим или прохладным, но не меняйте лошадей посреди ручья. Предварительный нагрев чугунной детали перед сваркой замедлит скорость охлаждения сварного шва и области вокруг сварного шва. По возможности всегда рекомендуется нагревать всю отливку. Типичные температуры предварительного нагрева составляют 500–1200 градусов по Фаренгейту. Не нагревайте выше 1400 градусов по Фаренгейту, так как это переведет материал в критический диапазон температур.Разогрейте деталь медленно и равномерно.
Сваривайте с использованием слабого тока, чтобы минимизировать примеси и остаточные напряжения. В некоторых случаях может потребоваться ограничить сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточных напряжений, которые могут привести к растрескиванию.
В некоторых случаях может потребоваться ограничить сварные швы небольшими сегментами длиной примерно 1 дюйм, чтобы предотвратить накопление остаточных напряжений, которые могут привести к растрескиванию.
Упрочнение сварных швов также может быть полезным в этом отношении. После сварки дайте детали медленно остыть. Обернуть отливку изолирующим одеялом или погрузить ее в сухой песок, чтобы снизить скорость охлаждения и уменьшить склонность к растрескиванию.
Размер отливки или другие обстоятельства могут потребовать ремонта без предварительного нагрева. В этом случае деталь нужно хранить в прохладном, но не холодном состоянии. Полезно поднять температуру литья до 100 градусов по Фаренгейту. Если деталь находится на двигателе, можно дать ему поработать несколько минут, чтобы достичь этой температуры. Никогда не нагревайте отливку настолько сильно, чтобы на нее нельзя было положить руку.
Из-за природы чугуна крошечные трещины имеют тенденцию появляться рядом со сварным швом даже при соблюдении надлежащих процедур. Если отливка должна быть водонепроницаемой, это может быть проблемой. Однако утечку обычно можно устранить с помощью какого-либо герметика, или они могут закрываться ржавчиной очень скоро после возврата в эксплуатацию. Один из методов, используемых для ремонта крупных разрывов в крупных отливках, заключается в просверливании и нарезке отверстий на поверхностях, которые были скошены для приема металла ремонтного сварного шва.
Если отливка должна быть водонепроницаемой, это может быть проблемой. Однако утечку обычно можно устранить с помощью какого-либо герметика, или они могут закрываться ржавчиной очень скоро после возврата в эксплуатацию. Один из методов, используемых для ремонта крупных разрывов в крупных отливках, заключается в просверливании и нарезке отверстий на поверхностях, которые были скошены для приема металла ремонтного сварного шва.
Самое важное, что вы должны понять, это то, что электросварка чугуна — это на самом деле самое худшее решение, которое вы можете принять, пытаясь отремонтировать чугунную деталь с трещинами.Если вы хотите полностью испортить свою деталь, сварите ее никелевым стержнем. Чугун не может растягиваться и выдерживает сжатие и упрочнение, вызванные сваркой отливки с предварительным нагревом ниже 1200 град. F. Марка сварочного стержня не имеет большого значения. Именно тепло вызывает изменения в самом чугуне. Конечно, никелевый сварной шов поддается механической обработке, но чугун станет твердым, как сверло или метчик, и, следовательно, будет препятствовать правильной механической обработке, которая часто требуется. 50% ремонтов отливок, которые мы наблюдаем, были выполнены дуговой сваркой с плачевными результатами, ремонт которых часто обходился владельцу как минимум в два раза дороже. Сварку чугуна не должны предпринимать даже опытные сварщики, не имеющие многолетнего обучения сварке в высокотемпературной печи. Чугун требует предварительного нагрева не менее 900 град. F. для пайки и 1300 град. F. для сварки плавлением.
50% ремонтов отливок, которые мы наблюдаем, были выполнены дуговой сваркой с плачевными результатами, ремонт которых часто обходился владельцу как минимум в два раза дороже. Сварку чугуна не должны предпринимать даже опытные сварщики, не имеющие многолетнего обучения сварке в высокотемпературной печи. Чугун требует предварительного нагрева не менее 900 град. F. для пайки и 1300 град. F. для сварки плавлением.
Чугун обычно имеет содержание углерода от 2 до 4 процентов, что намного больше, чем в большинстве сталей. Это приводит к тому, что большая часть чугуна становится хрупкой и трудно поддается сварке.В большинстве случаев сварка чугуна предполагает ремонт существующих отливок вместо формирования новых.
Инструкции по сварке чугуна:- Используйте охлаждение или нагрев при сварке чугуна. Единственное самое важное соображение при сварке чугуна — не допускать температурного диапазона от 150 до 500 градусов F. Обычно предпочтительным является предварительный нагрев, но также используется охлаждение. Не меняйте методы в середине шва.
- Разогрейте чугунную деталь. Если возможно, нагрейте всю отливку медленно и равномерно в диапазоне от 500 до 1200 градусов по Фаренгейту.Не перегревайте; большая часть чугуна начинает трескаться при температуре выше 1400 градусов по Фаренгейту. Используйте слабый ток, чтобы минимизировать примеси и напряжения.
- Храните чугун в прохладном, но не холодном состоянии. Если деталь находится на каком-либо типе механического оборудования, ее можно запустить в течение короткого времени для достижения желаемой температуры. Отливка никогда не должна быть слишком горячей, чтобы ее можно было коснуться голой рукой. Сделайте короткие сварные швы длиной примерно 1 дюйм, чтобы избежать перегрева.
- При сварке чугуна, даже при правильном выполнении, можно ожидать небольших трещин.Герметизирующий состав обычно следует наносить на стыки, которые должны быть водонепроницаемыми.
- Устранить серьезные трещины в чугуне с помощью шпилек. Вверните стальные шпильки в отверстия, которые были просверлены и врезаны в свариваемую поверхность. Шпильки должны находиться на высоте от 5 до 6 мм над поверхностью. Затем шпильки привариваются.
 Не меняйте методы в середине шва.
Не меняйте методы в середине шва. Вверните стальные шпильки в отверстия, которые были просверлены и врезаны в свариваемую поверхность. Шпильки должны находиться на высоте от 5 до 6 мм над поверхностью. Затем шпильки привариваются.
Вверните стальные шпильки в отверстия, которые были просверлены и врезаны в свариваемую поверхность. Шпильки должны находиться на высоте от 5 до 6 мм над поверхностью. Затем шпильки привариваются.Кроме того, сварка чугуна может быть выполнена должным образом, если будут приняты во внимание факторы окружающей среды. Необходимо определить чугун, подвергался ли он воздействию горячих газов, нагрева и охлаждения, или подвергался воздействию выхлопных газов горящего топлива.Эти факты могут быть полезны при сварке, поскольку выпускные коллекторы — самый трудный для сварки чугун, потому что они были плоскими, пропитанными углеродом в течение многих лет, в то время как старая чугунная печь с чугунным днищем, которая не подвергалась воздействию горячих газов или каких-либо элементов, может быть легко сваривать. Суть в том, что при сварке чугуна необходимо учитывать марку и факторы окружающей среды, чтобы найти лучший и успешный метод.
Возможно вам понравится
Случайные столбы
- Вязкость
Металлы часто показывают вполне приемлемые свойства, когда небольшие образцы гладких стержней испытывают на растяжение при температуре окружающей среды. .. - Материаловедение — Обзор
Материалы могут быть натуральными, например, деревом, или искусственными, например, пластиком. Материаловедение — междисциплинарная область применения … - Как производится алюминий?
Производство алюминия осуществляется в два этапа: процесс Байера по переработке бокситовой руды для получения оксида алюминия … - Футуристические материалы
Некоторые метаматериалы имеют отрицательный показатель преломления, оптическое свойство, которое можно использовать для создания « суперлинзы », которые… - Биомиметика (биомимикрия)
Биомиметика относится к искусственным процессам, веществам, устройствам или системам, которые имитируют природу. Искусство и наука …
 ..
.. Какой сварочный стержень использовать для чугуна?
Одна из самых больших проблем, с которыми сталкивается большинство новичков, заключается в том, что они не знают, какой тип сварочного стержня используется, имеют правильное защитное сварочное оборудование и используют лучший сварочный шлем. Хотя элементы, перечисленные в этой статье, не единственные сварочные стержни, которые можно использовать для чугуна, они обычно используются чаще всего.
Хотя элементы, перечисленные в этой статье, не единственные сварочные стержни, которые можно использовать для чугуна, они обычно используются чаще всего.Ферро-никелевые стержни идеально подходят для сварки чугуна со сталью и дешевле чистого никеля, но они не настолько дешевы, чтобы не сравниться с ферроникелевыми стержнями. Стержни с высоким содержанием никеля (NI) хорошо подходят для сварки чугуна TIG, и вы также можете использовать флюс с никелевыми стержнями и использовать их для сварки TIG. Если вы свариваете деталь, которая не подвергает вас воздействию высоких температур, алюминиевые или бронзовые стержни отлично подходят для литья чугуна и могут быть намного дешевле, чем никель, и так же хорошо работать с чугуном.Разница в толщине стержня и качестве его материала может иметь большое значение в случае литых сварных швов.
В зависимости от презентации и конкретных деталей проекта вы можете использовать MIG или TIG для сварки чугуна. Для сварочных работ и сварочных проектов из чугуна доступен сварочный аппарат, но на всякий случай можно сваривать чугун.
Главное — не торопиться и делать все правильно; не ожидайте, что чугун будет быстро свариваться, но рассмотрите возможность сверления, сверления или закручивания швов после сварки.Если вы не выполните эти шаги, ваш сварной шов, скорее всего, сломает чугун и предотвратит дальнейшие попытки сварки.
Протяните наконечник сварочной проволоки в материал сварочной ванны в стык, а затем начните вытягивать его из сварочной ванны в стык. Создайте сварочную ванну из чугуна с помощью сварочного стержня диаметром 1,5 мм и используйте его в качестве направляющего стержня для протягивания материала к стыкам.
Сварочный стержень из чугуна служит присадочным материалом, который прилипает к поверхности и соединяет охлаждаемые детали.Тот факт, что электроны имеют стальной сердечник, означает, что это дешевые электроды, которые можно использовать для сварки многих изделий из чугуна. Большинство профессиональных сварщиков используют никелевые стержни, которые на 99% состоят из никеля, который не поглощает углерод в чугуне и обеспечивает наилучшие результаты сварки. Никель — это никель, который содержит высокую концентрацию углерода и очень большое количество электронов.
Никель — это никель, который содержит высокую концентрацию углерода и очень большое количество электронов.
Если бы чугун расширялся только при нагревании и нагрузке, его было бы нелегко сваривать, и было бы легче сваривать, если бы он мог расширяться только под воздействием тепла и напряжения.Поддерживайте температуру, и другие важные вещи — это тип электрода и прутка, которые можно использовать для сварки чугуна. Принимая во внимание тот факт, что стержень требует одного или нескольких проходов и может быть обработан, вы должны убедиться, что вы используете оптимальный процесс сварки при выборе электрода для сварки чугуна.
Самое важное, что нужно понять, это то, что электросварка чугуна на самом деле является очень плохим решением при попытке отремонтировать потрескавшуюся отливку. Если вы выполняете сварку в высокотемпературной печи, вам не следует пробовать сварку.
Самый лучший метод сварки чугуна — это сварочный процесс, если вы выберете для процесса точный присадочный материал. Дуговая сварка — один из лучших сварочных стержней, которые вы можете найти для этого типа сварочного стержня, при условии, что используется правильный сварочный стержень. Это потому, что вам нужно очень много стержня, чтобы сделать сварной шов, и чем больше стержня вы используете, тем лучше сварной шов.
Дуговая сварка — один из лучших сварочных стержней, которые вы можете найти для этого типа сварочного стержня, при условии, что используется правильный сварочный стержень. Это потому, что вам нужно очень много стержня, чтобы сделать сварной шов, и чем больше стержня вы используете, тем лучше сварной шов.
Если все в порядке, вы хорошо знаете, как сложно сваривать чугун, и использование сварочных материалов, предназначенных для его смягчения, — лучший способ обеспечить надлежащий сварной шов.Чугун больше, чем любой другой металл, требует тщательного выполнения всех действий, чтобы получить хороший сварной шов.
При сварке чугуна TIG никелевая проволока — единственный реальный вариант, доступный для этой задачи, но при сварке проволокой из флюсового электрода полученное сварное соединение будет не таким прочным, как MMA или дуговая сварка. Сваривать чугун легко, но для сварщика MIG это сложный процесс, и ему часто помогает использование проволоки для холодного литья, иногда также называемой проволокой для холодного литья.