Как варить чугун электросваркой — технология и особенности
Сварщик — это специалист, который может соединять различные металлы под разные нужды: водопровод, опорные конструкции, декоративные элементы. Но рано или поздно каждый сварщик сталкивается с вопросом: как заварить чугун? И здесь все предыдущие навыки оказываются не действенными. Ведь, подобрав нужные параметры сварки, и правильно ведя шов, после окончания процесса все равно в чугуне появляются трещины и поры. Чтобы правильно варить чугун необходимо разобраться в особенностях этого металла, способах подготовки поверхности под сварку, и основных методах соединения подобных материалов. Конкретные советы о том, как сварить чугун, и несколько видео по теме, сполна ответят на эти вопросы.

Особенности сварки чугуна
В отличие от низкоуглеродистой стали, чугун и сварка не сразу достигли «взаимопонимания». Было испробовано множество методов и оборудования, прежде чем определены основные способы сварки чугуна.
Соединять этот материал между собой, а также с другими видами стали возможно, но проблематично ввиду следующих особенностей:
- Перекалка. Чугун имеет низкую температуру плавления и разогреваемый сварочной дугой, испытывает перекалку в околошовной зоне. Это приводит к самопроизвольному образованию трещин в процессе остывания. Сварщик слышит характерное потрескивание металла, что говорит о появляющихся дефектах. Последующая обработка данного участка затрудняется твердыми местами, плохо поддающимися шлифовке, и общей хрупкостью соединения, которое может быстро расколоться. Заваренный металл необходимо защитить от перекалки. Для этого применяются предварительный подогрев и методы постепенного остывания.
- Поры. Завариваемый чугун выделяет много углерода. В процессе горения дуги его не видно, но когда сварочная ванна начинает кристаллизоваться, то углерод, вытесняемый кислородом, начинает «пробиваться» наружу. После выполнения шва со всеми колебательными движениями и правильной технологией, в соединении остается много пор и не проваренных мест. Свариваемый участок важно защитить от воздействия окружающего воздуха, для чего используются специальные порошки-флюсы. Дополнительно, сварочный металл насыщают другими элементами, не позволяющими углероду выйти наружу. Это придает сварочной ванне большей вязкости и крепости.
- Текучесть. Это проявляется при работе с тонкими пластинами данного материала. Высокая текучесть способствует прожигам и выходу металла с обратной стороны соединения. Трещину в тонких элементах можно варить только с применением специальных графитовых подкладок. Сваренный металл получает поддержку в виде такого основания и не продавливает шов с обратной стороны. Данная подформовка позволяет сохранить целостность всей конструкции, которая из-за ослабления в месте сварки может распасться.
Как правильно подготовить материал для сварки
Технология сварки чугуна включает и грамотный процесс подготовки металла, учитывающий свойства материала, и предотвращающий появление дефектов после окончания работы. В подготовку включается:
- Распил трещин. Часто трещины в чугуне имеют тонкую и глубокую структуру. Если обрабатываемая деталь толще 4 мм, то наложенный сверху шов минимально заплавит верхнюю часть трещины, оставив разрозненную структуру внутри. Сопротивление на разрыв и излом будет очень слабое. Чтобы хорошо заваривать подобные места, необходимо распиливать трещины «болгаркой» с тонким диском. Чем толще металл, тем глубже можно делать запил.
- Просверливание краев. Окончания трещин могут быть глубже и дальше, чем позволяет увидеть зрение. Поэтому перед тем, как сваривать трещину, важно просверлить отверстия по ее краям, отступив на 5 мм от визуально различимого конца разлома. Это позволит хорошо заполнить металлом пространство внутри и поможет предотвратить продолжение раскола.
- Разделка кромок. Свариваемость чугуна отличается перекалкой в месте соединения, что ведет к хрупкости участка. Чтобы предупредить это явления важно осуществлять равномерный прогрев по всей длине шва, и достаточно разбавить место соединения присадочным металлом. В этом помогает грамотная разделка кромок. При соединении толстых пластин стоит выполнить скосы краев под 45 градусов, и оставить небольшое притупление у основания в 3-4 мм. Подобная разделка поможет хорошо заполнить место соприкосновения и создать устойчивый к трещинам участок.
- Подформовка. Когда варится тонкий элемент из чугуна, то велика вероятность протечки жидкого металла. Подкладка из графита позволит поддержать прогретый участок и сохранить первоначальную форму изделия.
Технология наложения шва
Чтобы сварщик хорошо понимал как варить чугун электросваркой, стоит усвоить несколько важных нюансов процесса. Одним из них является избежание перегрева поверхности. Для этого стоит выбирать меньшую силу тока, чем при обычной стали, и электроды диаметром 3 мм.
Можно ли заварить чугун качественно зависит и от равномерности наложения шва. Для этого разделывают кромки пластин и начинают сварку. Корневой шов ведется без колебаний. Но стоит выполнить его прерывистым способом. Во второй проход нужно заварить не пройденные участки. Последующие слои накладываются валиками в шахматном порядке. Сваренный участок становится прогретым равномерно и насыщенным металлом с меньшим содержанием углерода.
В особо ответственных изделиях применяют технологию шпилек. Она гораздо эффективней позволяет создать равномерный прогрев, чем все предыдущие методы, но выполняется дольше по времени. Чтобы понимать как правильно расположить шпильки на пластинах, можно посмотреть видео по сварке ответственных деталей из чугуна. Технология заключается во ввертывании шпилек по краям кромок и на некотором расстоянии от стыка. Процесс начинается с обварки ввинченных элементов с минимальной наплавкой. Сварка выполняется в разброс. После обхода шпилек начинается сцепление самих пластин. Постепенное наложение валиков и равномерный прогрев, а также наличие более податливого металла для сварки, позволяют создать надежное соединение.
Сварка серого чугуна, распространенного в промышленности, сопровождается обеспечением медленного остывания. Для этого изделие оставляют засыпанным золой или песком, пока температура материала не опустится до комнатного уровня. Это позволяет снять напряжение в металле и избежать микротрещин.
Перед сваркой необходимо посыпать линию соединения бурой или иными порошками-флюсами. Это уменьшит соприкосновение внешнего воздуха с углеродом в материале, и снизит поры. При этом, у варящих специалистов должна быть хорошая вентиляция, защищающая органы дыхания от газового облака.
Холодный метод
Сварка чугуна холодная используется на маленьких предприятиях и в домашних ремонтных работах. Может выполняться электродами или пламенем горелки с дополнительной присадкой. Суть метода в работе с металлом без предварительного подогрева. Применяется для наплавки истертых поверхностей, отломанных бортиков и расколотых изделий не ответственного назначения.
Метод отличается относительно быстрым проведением работ и дешевизной процесса. Из недостатков выделяются появляющиеся поры и микротрещины после окончания сварки. Швы требуют последующей обработки для визуально привлекательного вида.
Горячий метод
Горячая сварка чугуна используется на ответственных изделиях. Суть заключается в предварительном подогреве металла до температуры 600 градусов. Для этого применяются аппараты индукционного нагрева. Напряжение с частотой 50 Гц подключается к изделию и разогревается проведением тока. В более примитивных условиях используют кузню и горн, или паяльную лампу.
Преимуществом метода служит идеально прогретый металл, который «спокойней» реагирует на температуру сварочной дуги и не перекаливается. Последующее плавное остывание в золе, иногда длящееся несколько суток, обеспечивает прочный и целостный шов.
Недостатками горячего способа можно считать дороговизну оборудования и длительность сварочного процесса. Этот метод рационален только на особо важных конструкциях.
Аппараты и расходные материалы
Сварка чугуна в домашних условиях, а также на производстве, может осуществляться несколькими аппаратами и расходными комплектующими. Самым распространенным является электросварка. Лучше применять аппараты постоянного тока, потому что напряжение трансформатора ухудшает процесс.
Работа проводится электродами диаметром 3-4 мм, и силой тока 90-120 А соответственно. Хорошо подойдут электроды ОЗЧ-2, содержащие медный стержень и обмазку с графитом. Более дорогим вариантом будут МНЧ-2, где основа стержня включает в себя сплав меди, никеля и марганца. Это существенно разбавляет хрупкий сварочный металл, и придает ему вязкости и последующей крепости. Используются и самодельные электроды, в основе которых магазинный продукт Э-46, обмотанный оголенным медным проводом. Витки следует наматывать плотно и от самого начала электрода. Так, медь попадает в сварочную ванну и укрепляет шов. Встречаются и не плавящиеся электроды, применение которых требует дополнительной присадки.
Чугун вариться и аргоном с применением омедненной проволоки. Технология аналогична сварке обычным электродом. Возможна сварка и пламенем горелки от кислородно-пропановой смеси. Так реально заварить не толстые пластины до 4 мм. Присадочная проволока может быть порошковой, что сразу служит и наплавляемым материалом и защитой от внешней среды.
Не все сварщики любят работать с чугуном из-за его «капризного» поведения при нагреве. Но освоив основные правила по сварке этого металла, и подобрав нужные электроды или другие материалы, можно производить качественные соединения.
Поделись с друзьями
1
0
0
0
Сварка чугуна: специфика, технологии, оборудование
Сплавы железа с углеродом применяются в различных направлениях промышленности. Он дополняется легирующими добавками, сторонними примесями, которые изменяют его характеристики. Однако во время соединения деталей из этого сплава, у начинающего сварщика могут возникнуть проблемы. Сварка чугуна имеет некоторые нюансы, с которыми необходимо ознакомиться до начала работ.
 Сварка чугуна электродом
Сварка чугуна электродомОсобенности сварки разных видов чугуна
Прежде чем проводить сварку сплава железа с углеродом, нужно разобраться с разновидностями этого соединения:
- Белый сплав – отличается от других тем, что на разрезе этого материала виднеется белый, светло-серый оттенок. Для сваривания не подходит. Хрупкое соединение, которое имеет высокий показатель твердости. Не используется во время механической обработки.
- Серый – на изломе виднеется серебристый цвет. Подходит для обработки режущими инструментами. Используется во время сваривания, имеет высокий показатель износоустойчивости.
- Ковки – изготавливается из белого после длительной термической обработки около 1000 градусов.
- Высокопрочный – получается после добавления в состав легирующих добавок. Применяется для изготовления труб, деталей, которые подвергаются высоким нагрузкам.
Свариваемость чугуна напрямую зависит от его состава. Сварщикам нужно знать специфику работы с этим материалом, чтобы сделать прочное соединение:
- Если температурный режим был выбран неправильно, произойдет перекалка сплава возле шва. Из-за этого со временем появятся трещины, целостность соединения будет нарушена.
- Из-за высокой скорости охлаждения, на сваренной поверхности появляется тонкий слой белого чугуна. Его невозможно обрабатывать.
- Из-за активного образования газов во время термической обработке, внутри швов могут появляться поры, которые негативно сказываются на прочности готовой детали.
- Нужно учитывать высокий показатель текучести этого материала. В местах длительного нагревания, расплавленный металл вытекает из сварочной ванны.
- Непроваренные участки появляются из-за быстрого окисления кремния, которые содержится в составе сплава.
Чтобы получить надежное соединение, требуется точно подбирать время нагрева, охлаждения.
Способы сварки чугуна
Существует несколько технологий сварки чугуна, каждая из которых проводится с помощью разного оборудования. Об основных методах нужно поговорить подробнее.
Холодный способ сварки
Способ, при котором предварительно не нагреваются рабочие поверхности. Наиболее часто применяется в домашних условиях используя специальные электроды. Важно учитывать ряд особенностей этой технологии, чтобы получить прочный шов без поров, трещин.
Горячий способ
Эффективный метод сварки чугунных деталей. Сложный, однако, с помощью этой технологии можно получить наиболее прочное соединение, без трещин. Перед началом сваривания детали нагреваются 600 градусов. Нагреваются заготовки с помощью промышленных печей или специальных горелок. Важно учитывать моменты, когда нужно приступать к работе, как правильно охлаждать готовую деталь.
Предварительное нагревания является обязательным процессом перед началом сваривания. Благодаря ему не появляется внутренних напряжений в соединении, перекалки, проплавления.
Газовый метод
Детали перед соединением нагреваются газовой горелкой, чтобы снять внутренние напряжения. Одновременно с этим на поверхности шва не образуется слоя белого чугуна. Для скрепления заготовок используется присадочный материал, в качестве которого используются стержни из сплава железа, углерода.
Какие электроды используют для сварки чугуна?
Чтобы заварить чугун, можно использовать разные электроды. Учитывая их особенности можно сделать прочный шов без порчи материала. О каждом из видов электродов нужно поговорить подробнее.
Сварка обычными электродами
Чтобы сэкономить на проведении работ, сварщики иногда используют обычные стальные электроды. Однако стальные прутки не используется для создания швов, которые будут подвергаться повышенным нагрузкам. Сваривать детали необходимо вразброс, чтобы не перегреть материал.
 Обычные электроды для сварки
Обычные электроды для сваркиСварка чугунными электродами
Сварка чугунных деталей стержнями из аналогичного сплава подходит для холодной технологии. Чтобы улучшить качество соединения, требуется предварительно нагреть сплав. Для сваривания применяется переменный, постоянный ток.
Сварка неплавящимися электродами
Работа с неплавящимися стержнями представляет собой сваривание деталей с использование защитной среды (в рабочую зону подается аргон), с применением флюсов. Помимо газа, защитных составов на основе флюсов, используются присадочные материалы. Это могут быть стержни из чугуна, алюминия, меди. Сварщик должен учитывать ряд правил:
- Предварительно очищать рабочие поверхности от грязи.
- Детали закрепить несколькими точками.
- Подавать присадку под углом в 30 градусов.
- Постепенно охлаждать заготовки после проведения работ.
Основной способ соединения заготовок, для получения швов высокой прочности.
Электроды по чугуну своими руками
Если нет возможности купить специальные стержни для сварочного аппарата, можно попробовать сделать их самостоятельно. Пошаговая инструкция:
- Купить медную проволоку не более 5 мм по диаметру. Зашкурить ее мелкой наждачкой, обезжирить.
- Очистить обычные электроды от покрытия. Получившийся порошок перемешать с железным порошком. Пропорции – 1:1. Добавить силикатный клея, тщательно смешать компоненты.
- Медную проволоку обмазать клейкой смесью. Ее слой не должен превышать 2 мм.
- Высушить самодельные электроды на свежем воздухе.
- Закалить стержни в духовке при температуре 250 градусов.
С готовыми расходниками работать так же, как с покупными стержнями.
Как заварить чугун?
Сварщики, которые не знают, как варить чугун, должны ознакомиться с рабочим процессом в теории, прежде чем приступать к практике. Учитывая правила, особенности, можно сделать качественный шов в домашних условиях.
Подготовительные работы
Прежде чем начинать соединять металлические детали, необходимо подготовить их. Для этого выполняется несколько действий:
- Завариваемые трещины зачищаются, расшиваются с помощью болгарки по всей длине.
- Грязь, налет, ржавчина очищается. Поверхности обезжириваются.
- Кромки толстых деталей обрезаются под углом 45 градусов.
Когда подготовка закончена, можно приступать к следующим этапам технологического процесса.
Оборудование
Для проведения сварочных работ по чугуну, необходимо подготовить оборудование, дополнительные инструменты. К ним относятся:
- Инверторный сварочный аппарат.
- Газовую горелку для нагрева рабочих поверхностей.
- Металлическую щетку.
- Тиски для зажима заготовок.
- Электроды (зависимо от выбранной технологии, вида сплава).
Если сваривание деталей будет проводиться неплавящимся вольфрамовым стержнем, дополнительно понадобится баллон с аргоном.
 Инверторный сварочный аппарат
Инверторный сварочный аппаратНастройки аппарата
От правильности настройки сварочного аппарата будет зависеть качество проведения работ. Для этого нужно включить обратную полярность, установить минимальное мощность для работы с чугунными электродами малого диаметра. Каждый миллиметр требует добавления 60 А.
Этапы сваривания
Пошаговая инструкция изготовления шва:
- После подготовки деталей, расшивки трещин, срезания кромок, нужно наплавить первый слой расходного материала отрезками по 5 см.
- Далее навариваются следующие слои, которые должны проковываться круглым бойком молотка, пока они горячие.
Повреждения желательно обваривать с двух сторон. Перед началом сварки чугуна, детали требуется прихватить друг с другом отдельными точками по всей длине соединения.
Возможные ошибки
Существует несколько ошибок, которые могут испортить целостность соединения:
- Длительное время нагревания одного места. Из-за этого сплав растечется.
- Быстрое охлаждение, резкое нагревание.
- Несоблюдение температурного режима приводит к образованию пор. Это приводит к образованию трещин на поверхности шва.
Нельзя забывать про точность настройки оборудования.
Меры безопасности
Работа со сварочным оборудованием требует соблюдения мер безопасности. К ним относятся:
- Работать используя резиновые перчатки, защитную маску, экипировку.
- Стоять на резиновом коврике.
- Очищать рабочее место от маслянистых подтеков, горючих жидкостей.
Рекомендуется проводить работы в хорошо проветриваемых помещениях. Сварка чугуна является сложным технологическим процессом. Учитывая их, сварщик без труда сможет соединить детали из этого сплава.
Сварка ЧУГУНА с секретом , дедовский способ, так сможет каждый!\Welding the cast iron with a secret
Watch this video on YouTube
Проведение сварки чугуна инвертором в домашних условиях: как пользоваться обычными электродами
 Чугун в бытовых условиях применяют очень часто: начиная с батарей и других элементов сантехники, заканчивая компонентами заборов, запчастями машин, станков, коллекторов, промышленного оборудования. Сложности возникают, когда дело доходит до варки этого металла. Сварка чугуна электродами — задача непростая. Если при обработке других видов стали не требуется особой подготовки, то наварить швы на чугунные детали без навыков невозможно.
Чугун в бытовых условиях применяют очень часто: начиная с батарей и других элементов сантехники, заканчивая компонентами заборов, запчастями машин, станков, коллекторов, промышленного оборудования. Сложности возникают, когда дело доходит до варки этого металла. Сварка чугуна электродами — задача непростая. Если при обработке других видов стали не требуется особой подготовки, то наварить швы на чугунные детали без навыков невозможно.
Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими. Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
 металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
 металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;Главный недостаток, с которым сталкиваются молодые мастера, — когда детали остывают, в местах сварки образовываются трещинки. Предотвратить такие последствия возможно только при строгом соблюдении технологии холодного сваривания.
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
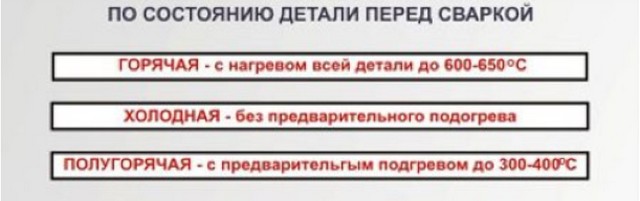
- Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
 Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
- Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.
 Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.Сварочный процесс
После ознакомления с этапом предварительной подготовки сварки чугуна в домашних условиях необходимо должное внимание уделить описанию основных технологических моментов:
- придерживаться обратной полярности при подключении;
- выставлять мощность на минимум для заданной толщины электродов;
- один непрерывный шов может иметь длину до 50 мм;
- необходимо делать частые перерывы для исключения перегрева стали;
- первые и последние слои при многослойной варке обязательно подковывают молотком с незначительным усилием.
 придерживаться обратной полярности при подключении;
придерживаться обратной полярности при подключении;Итак, главные моменты рассмотрены, остается понять, как варить чугун инвертором. Есть два способа.
Применение шпилек и многослойности
 После завершения фиксации шпилек можно приступать непосредственно к наварке швов полуавтоматом. Вокруг каждой из них послойно кладется металл, из которого и формируются заплатки. Не допускать нагрева свыше 80 градусов можно, придерживаясь шахматного порядка или выполняя действия по очереди с противоположных сторон изделий.
После завершения фиксации шпилек можно приступать непосредственно к наварке швов полуавтоматом. Вокруг каждой из них послойно кладется металл, из которого и формируются заплатки. Не допускать нагрева свыше 80 градусов можно, придерживаясь шахматного порядка или выполняя действия по очереди с противоположных сторон изделий.
Завершающий момент для такого рода сварочных работ — нанесение верхнего соединительного шва из нержавеющей проволоки, предназначение которого — прочное объединение наваренной стали в пространстве, полученном вокруг шпилек.
Сначала следует убедиться в том, насколько правильно созданы фаски. После этого посредством специального электрода, выдерживая оптимальный температурный режим, начинают аккуратно наплавлять первый слой электросваркой. Он будет главным и определит качество дальнейших работ. Каждый из слоев еще в горячем состоянии должен тщательно проковываться молотком. Когда есть свободный доступ к обратной стороне изделий, то после нанесения первого слоя его нужно перевернуть, наплавить такой же шов, после чего завершить многослойную варку сверху, а потом снизу. После проковки швов поверхность поддается шлифовке.
Сварка чугуна со сталью: как приварить правильно, электроды
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
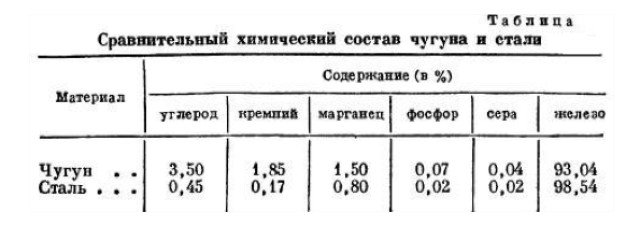
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Видео по теме, аргонодуговая сварка чугуна:
https://www.youtube.com/watch?v=6BAu6lTSLLs
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Сварка чугуна со сталью
Чугун и сталь очень схожие металлы, единственное, что их различает, это содержание углерода. В чугуне его больше. И именно этот химический элемент усложняет процесс сваривания чугуна. Но самое главное, что углерод в его составе может быть небольшими гранулами или крупными. Так вот первый вариант еще можно сваривать, а второй практически невозможно. Даже при кажущейся качественно проведенной сварной операции результат будет все равно плохим. И когда встает разговор о таком технологическом процессе, как сварка чугуна со сталью, необходимо понимать, что схожие металлы все равно являются разнородными. И в этом вся сложность.

Приварить сталь к чугуну можно электродуговой сваркой, используя различные электроды. К примеру, отечественными марками ЦЧ-4, ОЗЧ-2 или ОЗЛ-25. Совершенно разные электроды, поэтому их используют, если сварочный шов будет в дальнейшем обрабатываться или не будет. Если сварка производится с дальнейшей обработкой, то применяется электрод ОЗЛ-25 или ОЗЧ-2, в другом случае ЦЧ-4. Первый электрод образует в сварочном шве металл гомогенного типа с высокой проницаемостью и неоднородностью. Последнее значение дает возможность металлу не лопнуть в процессе обработки, потому что с его помощью снимается напряжение внутри сварочного шва.
Технология сварки стали и чугуна плавящимся электродом
Как и во всех сварочных процессах, в первую очередь необходимо подготовить два металла. Их обязательно зачищают до металлического блеска в зоне сваривания. Так как чугун является металлом пористым, то масла и жиры легко проникают в его тело глубоко. Так вот надо обязательно зачистить участки с масляными пятнами до полного их удаления.
Что касается режима сварки чугуна и стали, то все будет зависеть от сварочного оборудования.
- Если напряжение холостого хода сварочного аппарата не превышает 54 вольта, что является стандартной величиной для многих видов сварочного оборудования, то процесс сваривания производится постоянным током обратной полярности.
- Если напряжение холостого хода выше 54 вольт, то используется для сварки переменный ток.
В обоих случаях необходимо обе заготовки нагреть до температуры +600С. Это делается с одной единственной целью – не допустить большого расширения заготовок в зоне сваривания. Ведь есть и обратный процесс. То есть, чем больше расширение, тем больше сужение при охлаждении металлов. А это может привести к растрескиванию сварного шва. Если учесть все вышеописанные рекомендации, то в конечном результате будет получен высококачественный шов. При этом его можно получить всего лишь за один проход электродом.
Если в состав стали и чугуна входят легированные добавки, или сами заготовки – это толстостенные детали, то варить чугун со сталью надо будет по другой технологии.
- Во-первых, не используется предварительный подогрев.
- Во-вторых, приваривать два металла друг к другу надо маленькими валиками длиною не больше 2,5 мм.
- В-третьих, последующий валик формируется только после того, как предыдущий будет хорошо охлажден.
Именно две последние позиции будут влиять на герметичность шва. То есть, сваривая сталь и чугун с помощью этой технологии, говорить о герметичности шва не приходиться. Потому что последующий валик накладывается на охлажденный предыдущий. К тому же, сам сварной шов будет обладать повышенной хрупкостью.
Аргонодуговая сварка
В принципе, что говорилось выше, полностью касается и аргонодуговой сварки неплавящимся электродом в среде защитного газа. Единственное, что добавляется в сварочную технологию, это присадка и газ. С газом все понятно, потому что он является одинаковым для всех видов сварки в независимости от типа и вида соединяемых заготовок, а точнее, их металлов.
А вот присадочный материал выбирается по свойствам основного свариваемого металла. А так как их два, то придется учитывать способности каждого из двух к свариванию. И так как чугун является, если так можно сказать, слабым, то и присадка должна выбираться по нему. Так вот в качестве присадочного материала можно использовать сварочную порошковую проволоку, от которой отбивают обмазку. Некоторые мастера используют полоски чугуна, нарезанные небольшими отрезками.
Правда, оба материала можно использовать лишь в том случае, если у сварщика достаточно опыта использования данной технологии. Все дело в том, что неправильно выставленный режим и неправильная скорость плавки присадки может привести к образованию в сварочной ванне так называемых интерметаллидных структур. Они обладают повышенной хрупкостью. Вот почему практический опыт считается важной составляющей качества конечного результата сварки стали и чугуна неплавящимся электродом из вольфрама.
Поэтому несколько чисто практических советов.
- Для сварки двух металлов лучше всего использовать присадки на никелевой основе, которые специально были изобретены для сварки чугунных изделий. Но если требования к прочности и надежности стыка достаточно большие, то даже такая присадка не сможет их выполнить.
- Нельзя варить чугун со сталью широкой ванной и большими тепловложениями.
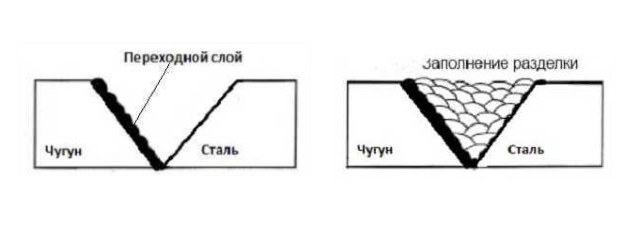
- Рекомендуется перед началом сварочных работ провести наплавку никелевой присадки на чугунную кромку. То есть, образовать так называемый переходный слой.
- Приваривать чугун к стали можно без предварительного нагрева или с таковым. Первый вариант выбирается лишь в том случае, если в процессе эксплуатации сваренной детали она не будет подвергаться большому нагреву, не больше +300С. Если такие требований нет, то придется производить нагрев. Мелкие заготовки нагреваются полностью, большие только в зоне сваривания.
- Чугун – это металл с низкой пластичность и очень низким линейным расширением в сравнении со сталью. Поэтому очень важно добиться того, чтобы в сварочном шве понизить усадочные напряжения. Чугун усаживается мало, сталь, наоборот, много.
Что можно предпринять по последней позиции. Самый большой эффект можно получить путем ударов молотка по сварному шву. Такой процесс называется проковкой. Для этого используется молоток со скругленным бойком. Бить металл надо до такой степени, чтобы извлекался звонкий звук.
Есть другой вариант повысить эффект. Для этого придется сварку проводить присадочной проволокой большого диаметра. Сам шов необходимо делать валиками длиною по 4-5 см каждый. При этом электрическая дуга должна быть направлена в сторону предыдущего валика. Варить надо ровно вдоль стыка без колебательных движений.
Электроды
Об электродах уже выше говорилось, но необходимо обозначить некоторые серьезные позиции, от которых зависит качество конечного результата.
- ЦЧ-4 могут быть использованы как для холодной, так и для горячей сварки чугуна и стали. С их помощью также производится наплавка, напайка и ремонт дефектов литья. Кроме стали с чугуном этой маркой электрода можно варить и заготовки из высокопрочного ковкого чугуна. Варить такими электродами можно только в нижнем положении постоянным током обратной полярности.
- ОЗЧ-2 применяется в точно таких же позициях, как и предыдущий расходник. Но специалисты рекомендуют сваривать им тонкостенные заготовки. Кроме нижнего положения электрод хорошо варит и в вертикальном.
Кстати, сварка двух металлов (чугуна и стали) считается более качественной, когда используется ручная электросварка. Но, как уже было сказано выше, если процесс будет произведен с предварительным подогревом. Остывание сваренных стальных и чугунных деталей надо проводить медленно. Поэтому после окончания работ сварную конструкцию надо накрыть плотным материалом. А лучше уложить в печь, где детали нагревались до сварки, и остудить сборную деталь вместе с ней.
Вот такие технологии сегодня используются для того, чтобы соединить между собой стальные и чугунные заготовки. Как показала практика, все они неплохо с этим справляются, главное правильно выбрать расходные материалы и режимы сварки.
Поделись с друзьями
0
0
0
0
Сварка чугуна — Технологии сварки
При условии предварительного разогрева чугуна — это 600-650 градусов по цельсию.Это уже называется горячей сваркой чугуна и требует довольно высоких токов,да вообще занятие специфичное.начсет заваренной на 10 лет полумуфты — не знаю что это за деталь, но возможно она просто не ответственная.
Полностью с Вами согласен. НО обратите внимание сюда
Для сварки чугуна
UTP
Электроды:
UTP 8
Низко-водородный электрод для холодной сварки чугуна: серого, ковкого, высокопрочного и литых сталей, для сварки чугуна со сталями, медью и медными сплавами. Особенно рекомендуется для однопроходной сварки и нанесения первого слоя на чугун при многослойной сварке. Позволяет сваривать старый и замасленный чугун при восстановлении и ремонте.
UTP 86 FN
Ферро-никелевый электрод с биметаллическим сердечником для холодной сварки чугуна.
UTP 86 FN используется для сварки и наплавки следующих видов чугуна:
пластинчатый серый чугун GG 10 — GG 40 (СЧ 10 — СЧ 40)
высокопрочный (с шаровым графитом) GGG 40 — GGG 70 (ВЧ 42-12 — ВЧ 70-2)
ковкий чугун GTS 35 — GTS 65,
а также для сварки этих материалов с другими, или сталей с литыми сталями.
UTP 85 FN
используется для сварки и наплавки всех марок чугуна, особенно, чугуна с шаровым графитом ( ВЧ 42-12 — ВЧ 60-2 ) и для сварки этих материалов со сталями и литыми сталями.
UTP 85 FN имеет исключительные сварочные характеристики, ровное и регулярное течение сварки, высокая производительность, мелко чешуйчатый сварной вапик. Очень экономичный для конструкционной и промышленной сварки высокопрочных чугунов. Иысокий предельно допустимый ток, благодаря биметаллическому сердечнику.
Это все технологии просто их надо знать. Сам выискиваю по крупицам …