Как заварить чугунный блок двигателя электросваркой
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров.
2. Разделка кромок.
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.


Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод — вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура — 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом.
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | — |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | — |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность — обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр — 0,3-0,4 толщины изделия, но не более 12 мм. ;
- глубина вкручивания — 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки — 0,75-1,2 диаметра.
 ;
;После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек — закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;
проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55). - Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
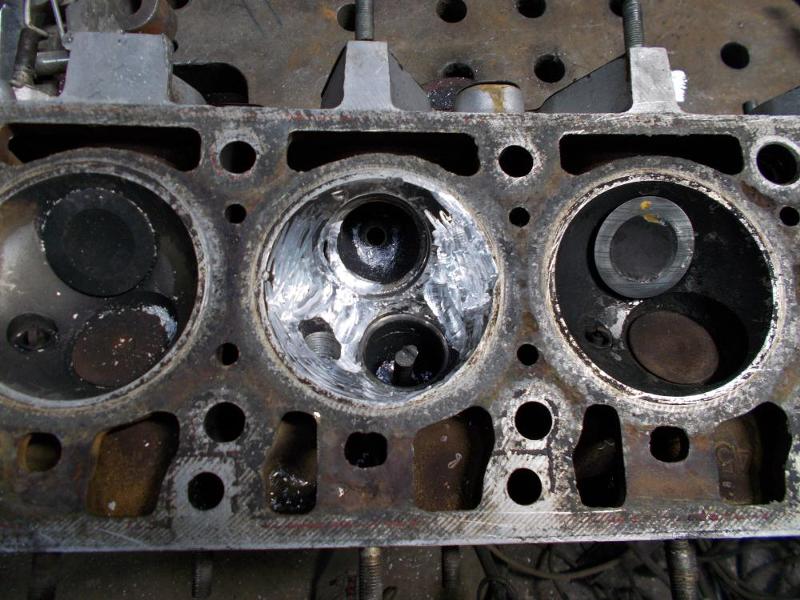
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Особенности материала, используемого для изготовления блоков цилиндров
Блоки двигателей автомобилей, как правило, отливаются из чугуна. Этот материал является сплавом железа и углерода, содержание которого составляет 2,14%. Это негативно влияет на качество соединения.
Основные трудности процесса:
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.
Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.
Трещины блока автомобильного двигателя
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.

Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Нагревание всего элемента конструкции двигателя осуществляется в процессе сварочных работ с применением кислорода, ацетилена. Соединение осуществляется посредством формирования электрической дуги стальными или чугунными электродами со специальным покрытием. Изделие медленно нагревается до 600–650 градусов, для чего применяется стальной кожух с асбестовой прокладкой. Такая методика используется для заваривания трещин на труднодоступных участках детали.
Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя.
Ремонт и сварка корпуса двигателя, сварка двигателя в Москве (ЦАО, ЮВАО)
Сварка двигателя аргоном включает в себя целый ряд работ, поскольку данная технология позволяет варить практически все металлы, использованные в этом агрегате: начиная с алюминия и заканчивая нержавеющей сталью или чугуном. Таким образом, список элементов двигателей, которые можно подвергать ремонту при помощи сварки, весьма обширен и включает в себя:
- блоки цилиндров;
- ГБЦ;
- впускные и выпускные коллекторы;
- трубоводы;
- направляющие втулки, сёдла и вкладыши клапанов;
- насосы;
- поршни и поршневые пальцы.
Куда обращаться?
Сварка двигателя — задача, доверять которую можно только профессионалам. От качества её проведения будет зависеть работа всего агрегата. Заказать сварку чугунного блока двигателя и других элементов можно в автосервисе «М. Б.С.». У нас имеется всё необходимое для проведения работ на высоком качественном уровне, при этом наши цены Вас приятно удивят. У нас также можно заказать капитальный ремонт двигателя!
Б.С.». У нас имеется всё необходимое для проведения работ на высоком качественном уровне, при этом наши цены Вас приятно удивят. У нас также можно заказать капитальный ремонт двигателя!
Сварка блока двигателя
Для изготовления современных блоков цилиндров используются разные материалы: алюминиевые сплавы, чугун. Несмотря на это, поломки данного элемента носят одинаковый характер: трещины в рубашке охлаждения. Они могут возникать по разным причинам:
- разрушение гильзопоршневой группы;
- в результате ДТП;
- из-за неправильного монтажа.
Сварка блока двигателя является трудоёмким процессом и требует высокой квалификации обслуживающего персонала, а также наличия специального оборудования.
Наши специалисты предоставят для Вас квалифицированную консультацию по ремонту и затратам, поскольку не все блоки целесообразно ремонтировать. В случае если ремонт блока двигателя сваркой всё же целесообразен, он проводится в несколько этапов:
- демонтаж двигателя с автотранспортного средства, его разборка;
- удаление грязи с поверхности кожуха блока цилиндров, её обезжиривание;
- выявление трещин и проломов с составлением спецификации дефектов;
- засверливание концов трещин с целью препятствия их роста во время проведения работ;
- разделывание трещин в виде бороздок с применением фрезерной машинки;
- проведение сварочных работ;
- зачистка сварочных швов, удаление окалин и наплывов.
В случае если осуществляется ремонт чугунных кожухов, во избежание образования микротрещин во время сварочных работ деталь прогревают до 600 °С. Сварку же осуществляют при помощи специальных присадочных материалов.
Сварка головки блока цилиндров
Ремонт корпуса двигателя автомобиля может заключаться и в сварке головки блока цилиндров (ГБЦ). Во время длительной эксплуатации автотранспортного средства, на поверхности ГБЦ могут появиться трещины и сколы, наблюдается разгерметизация водяной рубашки охлаждения, связанная с длительной коррозией. Ещё одна причина преждевременного выхода ГБЦ из строя — перегрев двигателя автомобиля, который приводит к нарушению посадочной плоскости.
Ещё одна причина преждевременного выхода ГБЦ из строя — перегрев двигателя автомобиля, который приводит к нарушению посадочной плоскости.
Для диагностики дефектов ГБЦ её демонтируют, очищают от грязи и масла. При выявлении трещин и раковин им придают клиновидную форму и углубляют фрезерной машиной до 6-ти – 8-ми мм для того, чтобы обеспечить равномерное заполнение присадочным материалом.
Перед тем как приступить к аргонной сварке, деталь равномерно разогревают до температуры 200 °С – 250 °С. В процессе присадочная проволока расплавляется в дуге и заполняет углубления в поверхности. После завершения работ сварные швы зачищают.
Для обеспечения плотного прилегания к блоку цилиндров, нижняя часть поверхности головки цилиндра фрезеруется; кроме того, механическим способом удаляются неровности и наплывы, образовавшиеся после аргонной сварки.
После окончания восстановительных работ наши специалисты проверяют герметичность ГБЦ на специальном оборудовании. Таким образом, мы гарантируем нашим заказчикам высокое качество выполнения работ!
Марки машин с которыми мы работаем
Как заварить чугунный блок двигателя?
Сварка чугунного блока двигателя
Массивные корпусы для цилиндров изготавливаются методом литья из чугуна, Этот прочный материал имеет один существенный недостаток – он очень хрупкий. При ударах на нем образуются трещины или стенка разрушается полностью. Из-за небольших дефектов на СТО часто предлагают менять двигатель, хотя трещины эффективно устраняются сваркой блоков ДВС (двигателя внутреннего сгорания.)
Можно ли починить чугунный блок двигателя самостоятельно, как это правильно сделать, рассказывают профессионалы. Они на практике доказали, что в условиях гаража, имея сварочный аппарат и навыки работы, реально восстановить герметичность металла, его рабочие параметры. Такой двигатель эксплуатируется долгие годы.
Материал, из которого изготавливают блок ДВС
Для литья блоков цилиндров двигателя используют два материала. Алюминиевые блики считаются одноразовыми, низко экономичными. Специальные легированные сплавы намного дороже традиционного чугуна с никелевыми и хромовыми присадками.
Алюминиевые блики считаются одноразовыми, низко экономичными. Специальные легированные сплавы намного дороже традиционного чугуна с никелевыми и хромовыми присадками.
Чугун отлично переносит перегрев, обладает необходимой жесткостью, имеет большой запас прочности. Применяется два вида чугуна: серый хорошо поддается сварке, белый – высокоуглеродистый, образует рыхлый шов, требует особых навыков сварщика.
Способы сварки чугунного блока цилиндров
Для надежного устранения мелких дефектов в виде трещин существует несколько результативных методик. Сложности возникает при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагреве, образованием тугоплавкой оксидной пленки. Алюминиевый блок двигателя требует определенных навыков газовой сварки. В случае, если трещины появились в чугуне, сварку чугунного блока осуществляют тремя способами:
- при нагреве всего;
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью;
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.
Горячая сварка
По технологии свариваемую деталь необходимо разогреть до +600-700°C, это делается в специальных печах, горнах. Умельцы осуществляют процесс в кожухах с асбестовой прослойкой. Для этого используют газовые горелки. При прогреве металл сохраняет пластичность, вязкость. Лучше сваривается электродуговым методом жидкой ванны с использованием электродов марок МНЧ-2, ОМЧ-1, ОМЧ-2, ОЗЧ-2, ОЗЖН-1, ЦЧ-4.
Метод применяется для заделки трещин в труднодоступных местах. В кожухе делаются специальные отверстия для заделки дефектов. Разогрев осуществляется медленно, так как резкий перепад температуры ухудшает качество чугуна.
Холодная сварка без предварительного нагрева блока
Процесс устранения трещин осуществляется тремя методами:
- электродуговой с использованием флюса, присадочных чугунных прутков, графитовых или угольных электродов;
- ручным методом с использованием защитной атмосферы (аргон), электрод должен содержать графитизаторы, уменьшающие хрупкость шва;
- полуавтоматом с присадочной порошковой проволокой в атмосфере углекислого газа. Холодные метод ремонта металла экономичнее, он предусматривает нагрев зоны в районе шва до температуры + 80°С.
 Холодные метод ремонта металла экономичнее, он предусматривает нагрев зоны в районе шва до температуры + 80°С.
Холодные метод ремонта металла экономичнее, он предусматривает нагрев зоны в районе шва до температуры + 80°С.Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
- Место шва до блеска зачищается, обезжиривается.
- С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
- Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
- Шов формируется небольшими участками, длиной до 15 см за проход.
- Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно. При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
- Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.
Делая проковку каждого валика в отдельности, можно сразу исключить возможные дефекты.
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Методы сварки блока цилиндров из чугуна
Блок двигателя любого автомобиля изготавливается литьем. Зачастую его неисправностью являются трещины. Сварка блока цилиндров из чугуна – довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.
Сварка блока цилиндров из чугуна – довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.
Блок двигателя внутреннего сгорания – одна из важнейших деталей современных машин. В блоке цилиндров происходит множество процессов, отражающихся на мощности и скорости автомобиля. Чугун был выбран для изготовления этой детали, потому что он имеет низкую температуру плавления. С его помощью можно создавать детали сложной конфигурации, отливая при этом мельчайшие конструкционные особенности и формы изделия.
Особенности чугуна
Чугун – необычный материал, несмотря на свое преимущество в плавлении, он сильно подвержен влиянию резких ударов, которые могут возникать при авариях. Так как в блоке двигателя находится множество различных отверстий для крепления других деталей и проливаются каналы охлаждающей рубашки, то трещины могут возникать и при замерзании жидкости, используемой для снижения температуры при рабочих процессах.
У чугуна высокие показатели жесткости и прочности, низкая себестоимость получения. Чугун выплавляется из руды при более низкой температуре по сравнению со сталью и обладает при этом прекрасной текучестью, которая позволяет снизить затраты на изготовление конструкций, требующих прочности и имеющих объемы производства, влияющие на всю экономику государства.
Трещины блока цилиндров
Схема устройства сварочного полуавтомата.
Учитывая особенности чугунного изделия, сварка трещин, возникших в блоке двигателя, может производиться тремя способами:
- когда весь блок нагревается;
- когда разогреваются места, где возникли трещины;
- когда деталь вообще не нагревается, а сварка производится так называемым холодным способом, который сегодня получает все большее распространение.
Трещины блока цилиндров двигателя обнаруживают, испытывая его гидравлическим способом, и помечают мелом. Из блока в тех местах, где будет происходить сварка, удаляют все впрессованные детали. На обоих концах обнаруженной трещины сверлят отверстия около 5 мм, которые пронизывают ее до ближайшей поверхности.
Если завариваемая поверхность блока в рабочем состоянии соприкасается с другой деталью, то ее обрабатывают от излишков сварочного металла абразивом, напильником или наждачной бумагой так, чтобы она не имела выступа.
Способы заделки трещин
Горячая сварка. Нагрев всего блока применяется при сварке, когда используется ацетилен и кислород. Сварка блока двигателя происходит при образовании электрической дуги, при этом используются электроды из чугуна или стали, покрытые специальным составом. Нагрев детали ведется медленно до температуры 6-6,5 сотни градусов, для равномерного нагрева применяется специально оборудованный кожух из стали с прослойкой асбеста.
В кожухе заблаговременно прорезаются отверстия для возможности доступа к поврежденным местам. Данный метод является наиболее дорогостоящим и трудоемким, но зато приводит к восстановлению материала, практически соответствующего своим начальным параметрам. Этот способ используется в том случае, если трещины появились в труднодоступных местах, например, при стыке стенок различной толщины. При таком способе внутренние напряжения изделия, которые возникают во время сварки, практически приближаются к нулю.
Сварка с местным нагревом. Данным способом пользуются, когда повреждения возникли на поверхности, нагрев которой не вызовет возникновения внутреннего напряжения в различных участках всего блока.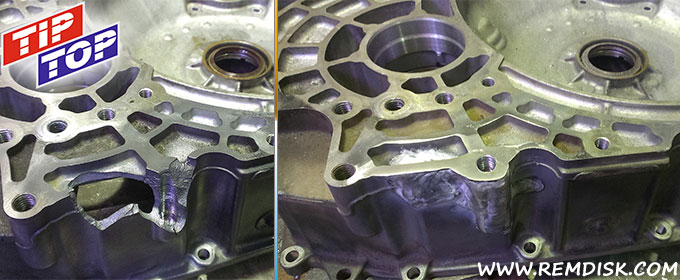 Во время сварки ремонтируемая поверхность постоянно подогревается. Нагрев производят газовой горелкой до 6-7 сотен градусов.
Во время сварки ремонтируемая поверхность постоянно подогревается. Нагрев производят газовой горелкой до 6-7 сотен градусов.
По окончании работ готовая поверхность опять нагревается до указанной температуры и оставляется остывать. При использовании этого метода необходимы специальные знания и высокая профессиональность производящего работу, поэтому он применяется нечасто. Сварка блока двигателя без нагрева. Такой способ используется при ремонте поверхностей, отстоящих от участков, несущих какую-либо нагрузку на такую длину, когда нагрев, происходящий при сварке, и последующее охлаждение не повлияют на их прочность.
Такая сварка может производиться газовыми горелками, электродами из стали, чугуна или цветных металлов. Трещины, возникшие в охлаждающей рубашке, лучше всего заваривать таким способом, пользуясь при этом электродами из железа и меди небольших отрезков, не превышающих 5 см. Сварка блока цилиндров из чугуна – весьма трудоемкий и щепетильный процесс, который происходит в несколько этапов, при этом для такой сварки необходимы специальные знания и навыки. Блок двигателя изобилует всевозможными конструкционными каналами и посадочными отверстиями, вокруг или рядом с которыми образуются трещины.
Непрофессиональное производство такой работы может привести к тому, что ваш блок, который вы хотели отремонтировать, попросту расколется или треснет в другом месте.
заклеить дырки в чугунном блоке цилинров — чем?
#26 Albertik
Рулевой 1-го класса
- Из: тольятти
- Судно: Comfortina 32
- Название: Antila
#27 Sasha240255
- Из: Подмосковье
- Судно: Идет процесс.
- Название: «Михаил Светлов»
тогда попробую срезать болгаркой сварочный шов, выступающий за плоскость стенки и поставить сверху крышку на болтах с прокладкой из резины или паронита на обычном герметике.
 существуют особенности сверления чугуна электродрелью и нарезания в чугуне резьбы?
существуют особенности сверления чугуна электродрелью и нарезания в чугуне резьбы?#28 валенок
Сварка по чугуну -полная лажа,все равно,что по глине варить.Кроме того появляются сильные напряжения.Зря пытались варить,теперь в этих местах сверлить будет очень проблемно.Дано занимаюсь ремотом чугунных блоков.Безвыходных случаев почти не бывает.Самый лучший способ,но и наиболее кропотливый это сверление по трещине,нарезка резьбы и вворачивание ввертышей.Сначала(на примере резьбы на 10)сверлишь отверстия через 16мм (между центрами сверления)режешь резьбу и вворачиваешь шпильки на резьбовой красный фиксатор,болгаркой срезаешь их под корень.Потом между ними опять сверлишься вворачиваешь в перекрыв и срезаешь.Получается супер.Но в твоем случае,после неудавшейся сварки этот способ уже не реален -чугун будет как ппобедит -сверел не наапасешся.Гни пластину по профилю,сверли по периметру и на болты.Под пластину качественный герметик,только не борщи.Нанеси его(герметик),подожди пока подстынет,прижми пластину болтами,что бы герметик был толщиной милиметра два,а на следующий день протяни равномерненько.
Сообщение отредактировал валенок: 12 апреля 2010 — 20:42
#29 Albertik
Рулевой 1-го класса
- Из: тольятти
- Судно: Comfortina 32
- Название: Antila
#30 chainik
- Из: Россия
- Судно: мотолодка 11х3,1 м
Варить не надо ничего.Сейчас герметик есть для блоков,2хкомпонентный,марку могу завтра назвать,в багажнике есть.Делаете заплату из алюминия,на чем нибудь не на блоке молотком подгоняете, переодически прислоняя к блоку, трещины нужно тоже накрыть, при нагреве расщеперются, то есть на сухую подгоните прислоните к блоку сверлите отверстие под М5, не более, вдруг стенка тонкая, мажете заплатку герметиком, сажаете на винты, и забываете что когда то дырка была в блоке.
 Дырку с голову в саабе 2мес.назад клеил,нэ тэчэ. С уважением.
Дырку с голову в саабе 2мес.назад клеил,нэ тэчэ. С уважением.Сообщение отредактировал chainik: 13 апреля 2010 — 06:32
#31 chainik
- Из: Россия
- Судно: мотолодка 11х3,1 м
судя по эскизу,канал не задет.А вот вывалившийся кусок я тем самым «гуженным» способом вмораживал,чудненько получилось
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
2All: варили специальными электродами по чугуну, купленными поштучно, причем я поехал на два строительных рынка и купил там по одному элекроду по чугуну разных марок, после чего привез их сварщикам и они попробовали варить выломанный из блока кусок чугуна каждым, и после я купил несколько электродов той марки, которая показала себя лучше всех. естественно инвертор варил постоянным током и полярность установили правильно.
Сообщение отредактировал chainik: 13 апреля 2010 — 06:36
#32 Byi
Рулевой 3-го класса
- Из: д. Поньгома
- Судно: Карбас (самострой)
- Название: карбас
#33 летучий
- Из: Н.Новгород
- Судно: Костромич 1606
- Название: Беззаветный
случилось так что я упустил момент слива воды и пару дней было -15 и треснул у меня чугунный блок. в районе гильзы 1 цилиндра изнутри выдавило пластину чугуна по трещине в виде буквы «П». я выломал пластину, т.к. она еще и треснула вдоль, вырезал из старой печной крышки латку и пытался ее приварить. сначала полуавтоматом с углекислотным баллоном, но из-за длины силового кабеля не хватало мощности для аппарата (подогнать катер к тому месту где недалеко от воды есть питание и туда же подогнать автомобиль с баллоном не удавалось из-за отсутствия такого места), потом варили сварочным инвертором с электродами по чугуну.
 приварилось, но из-за локального перегрева в месте сварки вокруг шва образовалось много трещинок. предполагаю загерметизировать их каким-нибудь материалом типа герметика или клея, стойкого к перепадам температуры — подскажите такой материал. двигатель 4Ч 10,5/13.
приварилось, но из-за локального перегрева в месте сварки вокруг шва образовалось много трещинок. предполагаю загерметизировать их каким-нибудь материалом типа герметика или клея, стойкого к перепадам температуры — подскажите такой материал. двигатель 4Ч 10,5/13.#34 Albertik
Рулевой 1-го класса
- Из: тольятти
- Судно: Comfortina 32
- Название: Antila
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
#35 Я&R
- Из: Наших Палестин
- Судно: Дуршлаг с ручкой
- Название: А. как же!
Сообщение отредактировал Я&R: 13 апреля 2010 — 13:41
Сварка чугунного блока двигателя
Для сварщика, при ремонте изделий из чугуна, главное достичь максимально прочного шва, так как именно сварное соединение всегда является самым слабым местом. Когда идет сварка чугунного блока двигателя, то зачастую происходит заварка трещин, сколов и прочих повреждений. В основном, толщина такого блока составляет от 4 до 8 мм, поэтому, рекомендуется использовать электроды диаметром в 4 мм.
Электроды для сварки чугунного блока двигателя
Трещины возникают в рубашках блока охлаждения, так как она может подвергаться ударам и на нее негативно влияют процессы разморозки. В блоке также могут возникать проломы, которые получаются из-за разрушения гильзо-поршневой группы. Сначала может сложиться впечатление, что поломку можно заделать легко, но на самом деле это не так. Особенности свойства чугуна выдвигают дополнительные требования к технологии сваривания. Здесь также возникает большая ответственность, так как неправильными движениями можно испортить весь блок. Все это может занимать больше времени, за счет необходимости в прерывании шва, попутной обивке шлака и прочих вещей. Все это проводится по ГОСТ 2246-70.
Все это может занимать больше времени, за счет необходимости в прерывании шва, попутной обивке шлака и прочих вещей. Все это проводится по ГОСТ 2246-70.
Сварка чугунного блока двигателя в домашних условиях
Свариваемость чугуна и другие свойства
Сварка чугунного блока двигателя полуавтоматом предполагает соблюдение всех особенностей обработки данного материала. Чугун является сильно насыщенным углеродом. Но при температурном воздействии он начинает испаряться и вступает в реакцию с окружающими элементами, что образует СО. Когда данное соединение попадает в металл, то это приводит к появлению трещин во время сваривания.
Сварка чугунного блока
Также стоит отметить свойство быстрого остывания металла. Если допустить резкий спад температуры, что в данном случае может произойти вполне естественным способом, то в металле могут образоваться поры и трещины, не говоря уже о других деформациях. Во время остывания в чугуне образуются различные по структуре кристаллической решетки соединения. Соответственно, все эти соединения могут иметь различных объемы. Из-за этого могут образовываться внутренние поры.
Также стоит отметить низкие пластичные свойства, что приводит к появлению перенапряжений в металле, от которого также появляются трещины. Особенно характерно это, когда идет сварка тонкого металла электродом. Металл обладает высокой хрупкостью, что создает дополнительные сложности в обработке и делает такие условия, при которых трещины могут образоваться даже при относительно небольших механических ударах.
Причины образования трещин
Сварка чугунного блока двигателя аргоном зачастую работает с заделкой трещин. Но они же могут появиться и в процессе сваривания. Основной причиной является резкий спад температуры, или резкое ее повышение. Чтобы этого избежать, следует постепенно подогревать чугун перед сваркой, а также делать это после нее, так как в ином случае он слишком быстро остынет. Трещины могут появиться из-за активного выхода углерода из состава при нагревании. Чтобы не допустить данный процесс, используют флюс, который возмещает утраченный углерод, а также используют защитные газы, которые помешают углероду соединиться с кислородом.
Образование трещин на чугунном блоке двигателя
Также может образоваться напряжение из-за водорода, который попал в шов из атмосферы, или же может попасть туда в обмотке электрода. Здесь нужно более тщательно выбирать покрытие и защитную среду чтобы обеспечить надежную изоляцию для металла. Недостаточное количество восполнения углерода, что случается при неправильно подобранном флюсе, также может стать причиной трещин. В таком случае деформация получается из-за неравномерности внутренней структуры элементов, в которых отсутствует углерод. Они создают деформацию, которая приводит к разрыву поверхности или созданию внутренних пор и раковин.
Режимы и характеристики
Существуют разные виды и способы сварки металла. Чтобы шов получился максимально надежным, при его создании нужно руководствоваться проверенными параметрами, которые смогут гарантировать удачное проведение работ.
Выполняем сварку чугунного блока двигателя
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Особенности материала, используемого для изготовления блоков цилиндров
Блоки двигателей автомобилей, как правило, отливаются из чугуна. Этот материал является сплавом железа и углерода, содержание которого составляет 2,14%. Это негативно влияет на качество соединения.
Основные трудности процесса:
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.
Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.
Трещины блока автомобильного двигателя
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.
Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Нагревание всего элемента конструкции двигателя осуществляется в процессе сварочных работ с применением кислорода, ацетилена. Соединение осуществляется посредством формирования электрической дуги стальными или чугунными электродами со специальным покрытием. Изделие медленно нагревается до 600–650 градусов, для чего применяется стальной кожух с асбестовой прокладкой. Такая методика используется для заваривания трещин на труднодоступных участках детали.
Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя.
Электроды для сварки чугунного блока
Основной задачей сварщика при ликвидации повреждений на деталях из чугуна является получение прочных соединений и предотвращение появления новых трещин. Диаметр электрода, величина тока и длина дуги характеризуют режим ручной дуговой сварки. Зависимо от толщины сварного металла выбирается диаметр электрода.
Для сварки чугунного блока, где толщина металла равна 4-8 мм, в основном применяют электроды, диаметр который равен 3-4 мм. Величину тока выбирают из расчета 30-40 ампер на миллиметр диаметра электрода. К примеру, с применением электрода МНЧ-2, диаметр которого 3 мм, сварку производят при величине тока 90А, а при использовании электрода ОЗЧ-6, при аналогичном диаметре величина тока 80-100А. Сварки чугуна железно-келевыми электродами отличается от техники сварки стали.
Для сварки деталей с тонкими стенками применяют короткую дугу ограниченными участками 15-40 мм. Длина швов зависит от толщины стенки, чем тоньше стена, тем короче швы. В целях равномерного распространения тепла, которое выделяется при сварке, используют обратноступенчатый метод наваривания швов. При каждом последующем наложении шва необходимо использование проковки металла, с целью уплотнения наплавленного металла, а так же снизить напряжение стенки.
Проковка выполняется при помощи лёгких ударом молотка. Следующий участок сваривают только после охлаждения металла до 50-70С. Угол электрода к поверхности сварки должен составлять 70-85°. Необходимо, чтобы разница колебаний длины дуги составляла 2мм, от 3 до 5, с целью улучшения выводы газов. Чаще всего чугунные детали загрязнены всевозможными включениями, соответственно металл электрода хуже взаимодействует с такой поверхностью.
В подобных случаях применяется капельно-порционный метод сварки. После возбуждения дуги, электрод уводят от поверхности металла на максимальную длину, и на непродолжительное время удерживают в зените. При таком методике газы и другие включения выгорают намного эффективнее. При опускании электрода с него падают крупные капли металла, после, дугу обрывают и делают перерыв(10-15 с). Под действием температуры происходит процесс очистки металла от загрязнений. Далее снова нужно возбудить дугу и сплавить следующую порцию металла электрода.
И так продолжают накладывать шов до полной сварки щели. Применяя данный способ нужно избегать перегрева металла, а сварку вести небольшими участками и использовать проковку шва после его наложения, а также выдерживать пока наплавленный металл охладится. Необходимо также учитывать, что при сварке данным способом шов делают из двух или трёх слоёв, с целью увеличения плотности и прочности шва и используют электроды типа ОЗЧ, которые обеспечивают большую пластичность полученного шва.
Другой проблемой при сварке трещины является герметичность шва, если, даже используя послойную проковку, герметичность не всегда бывает ожидаемой. Для достаточной герметизации шва применяют обработку его эпоксидным клеем. Предварительно шов необходимо зачистить и обезжирить растворителем № 646, или, в крайнем случае, бензином, и только после этого кладут слой клея. Однако не рекомендуется применять эпоксидный клей для тех мест детали, где она нагревается при работе выше 120°С., а также на участках, где на деталь оказывают влияние силовые нагрузки.
В случаях, если применение клея невозможно, то используют метод «приржавления» для герметизации швов. Суть его в том, чтобы смочить шов раствором 10% хлористого аммония, вследствие чего происходит коррозия шва, который выполнен медно-железным электродом, а продукты её крепко закупоривают поры. Способ не очень известен в современном авторемонте, поэтому применяется довольно редко.
Примеры восстановления чугунных деталей | Обслуживание и ремонт автомобиля
Блок цилиндров двигателя ГАЗ-52: Трещина в стенке рубашки охлаждения в полости клапанной коробки.
Технические требования: должны быть обеспечены прочность и герметичность соединения, шов не должен возвышаться над основной поверхностью более чем на 2-3 мм.
Наиболее целесообразно трещину заварить полуавтоматической сваркой проволокой ПАНЧ-11. Разделку канавки вдоль трещины производят методом высверливания несквозных отверстий диаметром 6-7 мм. Глубина сверлений не должна превышать 2-3 мм. В случае, если трещина своими концами подходит близко к отверстию под толкатель с одной стороны, а с другой — к гнезду для клапанной пружины, то в этих местах накладывают «сварочные замки».
Для «сварочных замков» предварительно производят разделку канавки.
Отступив на 9-10 мм от отверстия под толкатель и от гнезда под клапанную пружину, сверлом диаметром 6-7 мм делают перекрывающие друг друга 3-4 сверления на глубину 2-3 мм. Разделанные таким образом канавки должны быть перпендикулярны к трещине и сваривают их в первую очередь. Длина «шва-замка» не должна превышать 12-14 мм. Сварка ведется при короткой дуге без отрыва, за один проход.
Смысл наложения «сварочных замков» на концах трещины заключается в том, чтобы не дать трещине распространиться дальше. Это достигается наложением поперечных швов, после наплавки которых чугун при охлаждении сжимается, затягивая и фиксируя в этом положении стенку блока цилиндров на расстоянии 5-7 мм от «замка» в сторону трещины.
Далее заваривают основную трещину. Сварку ведут короткими участками обратноступенчатым способом. Отступив от поперечного шва на 10-15 мм, накладывают шов, заходящий на поперечный. После короткой паузы, когда шов остынет до 50-60°С, снова отступив на 10-15 мм в этом же направлении, накладывают шов на второй участок с таким расчетом, чтобы конец шва заходил на начало шва первого участка. И так до полной заварки трещины.
Сварку производят при вылете электродной проволоки из наконечника горелки на 10-12 мм при силе сварочного тока 80-90 А и напряжении 16-17 В.
После сварки шов следует проковать по всей длине. Затем блок цилиндров испытывают на гидравлическом стенде под давлением 0,4 МПа в течение 2-3 мин. Течь воды или запотевание шва не допускается.
Блок цилиндров двигателя ЗИЛ-130: Трещины различного месторасположения и длины в наружной стенке рубашки охлаждения.
Технические требования: должна быть обеспечена прочность и герметичность соединения.
Метод восстановления блока цилиндров выбирают в зависимости от характера дефекта. Чаще всего трещины в блоках цилиндров ЗИЛ появляются в результате размораживания рубашки охлаждения. В этом случае на стенке образуется несколько трещин. Блок цилиндров, имеющий такой дефект, восстанавливают методом наложения на поврежденное место заплаты, перекрывающей все трещины.
Заплату вырезают из малоуглеродистой стали толщиной 2-2,5 мм. Размеры заплаты должны быть такими, чтобы при наложении шва на блок цилиндров все трещины были перекрыты не менее чем на 15-20 мм. Обычно заплату вырезают с таким расчетом, чтобы ее края лежали на более толстых и менее напряженных местах блока подгоняют заплату к блоку так, чтобы края были плотно прижать; к стенке детали, а середина была несколько выпуклой. Поверхность блока в местах прилегания краев заплаты защищают до металлического блеска на ширину 15-20 мм.
Для полного слива воды из рубашки охлаждения и предотвращения ее замерзания между поврежденной стенкой и заплатой в нижней части стенки блока немного выше уровня приварки заплаты просверливают 3-5 отверстий диаметром 8-10 мм.
Заплату приваривают «холодной» электродуговой сваркой электродами ОЗЧ или МНЧ диаметром 3 мм. Сначала края заплаты плотно прижимают к блоку и прихватывают по всему периметру с промежутками 75-100 мм. Приварку заплаты ведут короткими участками длиной 30-40 мм обратноступенчатым способом вразброс по всему периметру заплаты. Нельзя допускать перегрева металла, иначе рядом со швом может возникнуть новая трещина.
В случае применения электродов диаметром 3 мм сварку ведут на следующем режиме: сила сварочного тока 90-110 А, длина дуги 3-4 мм. После наложения каждого участка шва его следует проковать. Наложенный шов зачищают до удаления бугорков, после чего герметизируют эпоксидной композицией.
Блок цилиндров двигателя автомобиля ГАЗ-52: Трещины на плоскости прилегания газопровода, выходящие концами на плоскость прилегания головки блока.
Технические требования: должна быть обеспечена прочность и герметичность соединения, шов должен быть зачищен заподлицо с основным металлом. Должны быть сохранены резьбовые отверстия под шпильки крепления головки блока.
Подготовка блока к сварке заключается в разделывании канавки вдоль трещины на плоскости прилегания газопровода, защите резьбовых отверстий от попадания в них расплавленного металла, подготовке металла к сварке в окнах водяной рубашки.
Канавку вдоль трещины разделывают на глубину 3-4 мм и ширину 6-7 мм. Чтобы не повредить резьбу, в отверстия вставляют графитовые стержни. Загрязненный металл в области окон рубашки охлаждения удаляют выжиганием. Операцию выполняют при обычных режимах, но при более длинной дуге (раза в полтора длиннее нормальной).
Дефект устраняют электродами ОЗЧ (лучше всего ОЗЧ-6) при силе сварочного тока 100-150 А. Сначала заваривают трещины на плоскости разъема с головкой блока, затем блок цилиндров поворачивают на столе так, чтобы сверху находилась плоскость прилегания газопровода, и заваривают вторую трещину. Первый слой шва накладывают капельно-порционным методом, второй и третий — обратноступенчатым, короткими участками длиной 20-25 мм. Швы проковывают сразу же после обрыва дуги.
После сварки швы зачищают заподлицо с основным металлом, вытаскивают графитовые пробки и прогоняют резьбовые отверстия. Затем блок цилиндров проверяют на гидроиспытательном стенде под давлением 0,3-0,4 МПа. Течь воды или запотевание не допускается.
Крышка стартера со стороны привода (СТ08-3708400): Облом ушка фланца.
Деталь изготовлена из чугуна СЧ 35-10, твердость НВ143, не более. Технические требования: должны быть обеспечены высокая прочность восстановленного ушка фланца, возможность обработки сварного шва режущим инструментом.
Дефект наиболее целесообразно устранять газовой сваркой, позволяющей получить наплавленный металл по свойствам, близким к основному металлу.
Если обломанная часть сохранилась, то для ее приварки делают скос кромок в месте излома детали и в обломанной части. При этом оставляют нетронутыми места, которые обеспечивают правильную постановку обломанной части детали. Но чаще обломанная часть не сохраняется. В таких случаях место излома зачищают шлифовальным кругом до полного удаления задетого обломом отверстия.
При сварке деталь располагают так, чтобы дефектное место было вверху и сварку можно было производить в нижнем положении. В качестве присадочного металла для устранения данного повреждения используют чугунные прутки марки Б диаметром 6 мм. Возможно также применение прутков, отлитых из выбракованных чугунных деталей аналогичного состава, или негодных поршневых чугунных колец.
На горелку устанавливают наконечник номер 4 или 5. Наплавку обломанной части ведут восстановительной зоной нейтрального пламени. Сначала нагревают докрасна поверхность излома и посыпают ее флюсом, в качестве которого используют прокаленную буру. Как только появляется ванночка, приступают к наплавке присадочного металла, который наращивают до тех пор, пока ушко не примет первоначальной формы. Затем прилив зачищают и по шаблону (кондуктору) сверлят отверстие.
Блок цилиндров двигателя ГАЗ-52: Пробоина в главной масляной магистрали.
Технические требования: должна быть обеспечена герметичность канала в месте пробоины.
Небольшую пробоину в масляном канале (площадью менее 100 мм2) заваривают электродуговой сваркой электродом ОЗЧ-6. Перед этим в отверстие против пробоины вставляют графитовый стержень, имеющий диаметр на 0,5 мм меньше масляного канала. Это предотвращает стекание расплавленного металла в канал и избавляет от проведения дополнительной операции по рассверливанию отверстия. После заварки пробоины графитовый стержень выбивают.
Небольшую пробоину можно также заделать эпоксидной композицией. Для предотвращения затекания композиции в канал туда напротив пробоины вставляют деревянную пробку, обмотанную бумагой. Для увеличения прочности соединения эпоксидную композицию армируют двумя-тремя слоями стеклоткани. Толщина слоя эпоксидной композиции должна быть такой же, как сама стенка канала. После отверждения композиции деревянный штырь выбивают и канал прочищают ершом.
Блок цилиндров, в котором пробоина превышает 100 мм2, восстанавливают следующим образом. В масляный канал сначала забивают стальную или алюминиевую трубку, имеющую наружный диаметр на 0,1 мм меньше отверстия канала и толщину стенки не более 1 мм. Своими концами трубка должна полностью перекрывать пробоину. После этого эпоксидной композицией заполняют место пробоины над трубкой, придав поверхности первоначальную форму.
После отверждения эпоксидной композиции масляный канал необходмо испытать на герметичность керосином. Для этого закрывают все отверстия канала, оставив одно для заливки керосина, наносят со стороны картера или блока с внешней стороны пробоины слой мела, после чего канал заполняют керосином. При наличии даже самых незначительных неплотностей канала на меловой поверхности появятся следы керосина.
Другие статьи по теме:
с вашего сайта.
Ремонт блоков ДВС в Челябинске.
- Главная
- Услуги
Ликвидация повреждений, возникших в двигателе внутреннего сгорания, в результате досадного стечения обстоятельств – задача непростая. И доверить ее можно только истинным специалистам своего дела. Людям с золотыми руками, способными вернуть машине былую мощь, залатав трещины, пробоины, сколы.
И наши мастера способны взяться за эту работу!
Мы предлагаем квалицированные услуги по пайке и сварке корпуса и блоков цилиндров ДВС. Сделанные в нашей компании швы отличаются высокой прочностью, герметичностью и долговечностью. В числе задач, разрешить которые можно паяльником и горелкой, находятся:
• устранение трещин, возникших на опорах постели коленвала;
• восстановление поврежденного маслоканала блоков цилиндров;
• устранение обрыва резьбовых бобышек крепления подушек двигателя;
• устранение трещин в резьбовом колодце;
• мелкий ремонт сколов и пробоин.
С этими и многими другими проблемами справится пайка или сварка корпуса и блоков двигателя внутреннего сгорания. Каждый случай индивидуален. Перед началом работ будет проведена тщательная диагностика, по итогам которой будет заявлена стоимость оказываемых услуг и сроки их выполнения.
Не забывайте о том, что пайка и сварка ДВС – достаточно трудоемкий процесс. И причина тому – особенности устройства двигателя. Последствия услуг, оказанных не профессионалом, могут быть катастрофическими, вплоть до полного раскола корпуса и БЦ.
К счастью, мы можем заверить вас: результат работ, произведенных нашими мастерами, непременно окажется выше всяческих похвал! Услуга будет исполнена точно в оговоренный заранее срок, а цена сварки двигателя внутреннего сгорания окажется разумной.
Можно ли заварить блок цилиндров
Блок двигателя любого автомобиля изготавливается литьем. Зачастую его неисправностью являются трещины. Сварка блока цилиндров из чугуна — довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.
Сварка блока цилиндров из чугуна — довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.
Блок двигателя внутреннего сгорания — одна из важнейших деталей современных машин. В блоке цилиндров происходит множество процессов, отражающихся на мощности и скорости автомобиля. Чугун был выбран для изготовления этой детали, потому что он имеет низкую температуру плавления. С его помощью можно создавать детали сложной конфигурации, отливая при этом мельчайшие конструкционные особенности и формы изделия.
Особенности чугуна
Чугун — необычный материал, несмотря на свое преимущество в плавлении, он сильно подвержен влиянию резких ударов, которые могут возникать при авариях. Так как в блоке двигателя находится множество различных отверстий для крепления других деталей и проливаются каналы охлаждающей рубашки, то трещины могут возникать и при замерзании жидкости, используемой для снижения температуры при рабочих процессах.
У чугуна высокие показатели жесткости и прочности, низкая себестоимость получения. Чугун выплавляется из руды при более низкой температуре по сравнению со сталью и обладает при этом прекрасной текучестью, которая позволяет снизить затраты на изготовление конструкций, требующих прочности и имеющих объемы производства, влияющие на всю экономику государства.
Трещины блока цилиндров
Схема устройства сварочного полуавтомата.
Учитывая особенности чугунного изделия, сварка трещин, возникших в блоке двигателя, может производиться тремя способами:
- когда весь блок нагревается;
- когда разогреваются места, где возникли трещины;
- когда деталь вообще не нагревается, а сварка производится так называемым холодным способом, который сегодня получает все большее распространение.
Трещины блока цилиндров двигателя обнаруживают, испытывая его гидравлическим способом, и помечают мелом. Из блока в тех местах, где будет происходить сварка, удаляют все впрессованные детали. На обоих концах обнаруженной трещины сверлят отверстия около 5 мм, которые пронизывают ее до ближайшей поверхности.
Если завариваемая поверхность блока в рабочем состоянии соприкасается с другой деталью, то ее обрабатывают от излишков сварочного металла абразивом, напильником или наждачной бумагой так, чтобы она не имела выступа.
Способы заделки трещин
Горячая сварка. Нагрев всего блока применяется при сварке, когда используется ацетилен и кислород. Сварка блока двигателя происходит при образовании электрической дуги, при этом используются электроды из чугуна или стали, покрытые специальным составом. Нагрев детали ведется медленно до температуры 6-6,5 сотни градусов, для равномерного нагрева применяется специально оборудованный кожух из стали с прослойкой асбеста.
В кожухе заблаговременно прорезаются отверстия для возможности доступа к поврежденным местам. Данный метод является наиболее дорогостоящим и трудоемким, но зато приводит к восстановлению материала, практически соответствующего своим начальным параметрам. Этот способ используется в том случае, если трещины появились в труднодоступных местах, например, при стыке стенок различной толщины. При таком способе внутренние напряжения изделия, которые возникают во время сварки, практически приближаются к нулю.
Сварка с местным нагревом. Данным способом пользуются, когда повреждения возникли на поверхности, нагрев которой не вызовет возникновения внутреннего напряжения в различных участках всего блока. Во время сварки ремонтируемая поверхность постоянно подогревается. Нагрев производят газовой горелкой до 6-7 сотен градусов.
По окончании работ готовая поверхность опять нагревается до указанной температуры и оставляется остывать. При использовании этого метода необходимы специальные знания и высокая профессиональность производящего работу, поэтому он применяется нечасто. Сварка блока двигателя без нагрева. Такой способ используется при ремонте поверхностей, отстоящих от участков, несущих какую-либо нагрузку на такую длину, когда нагрев, происходящий при сварке, и последующее охлаждение не повлияют на их прочность.
Такая сварка может производиться газовыми горелками, электродами из стали, чугуна или цветных металлов. Трещины, возникшие в охлаждающей рубашке, лучше всего заваривать таким способом, пользуясь при этом электродами из железа и меди небольших отрезков, не превышающих 5 см. Сварка блока цилиндров из чугуна — весьма трудоемкий и щепетильный процесс, который происходит в несколько этапов, при этом для такой сварки необходимы специальные знания и навыки. Блок двигателя изобилует всевозможными конструкционными каналами и посадочными отверстиями, вокруг или рядом с которыми образуются трещины.
Непрофессиональное производство такой работы может привести к тому, что ваш блок, который вы хотели отремонтировать, попросту расколется или треснет в другом месте.
В статье мы можем увидеть несколько повреждений блока цилиндров из алюминиевых сплавов в автомобиле. Из них можно увидеть, как в отдельных случаях производятся восстановительные работы цилиндрического блока.
Повреждение блока цилиндров двигателя ЗМЗ-24
Повреждение заключается в трещине наружной рубашки охлаждения на углу блока. Одним концом она выходит к отверстию резьбы под шпильку крепления головки.
Техническими требованиями к свариванию является обеспечение прочности и герметичности сварочного соединения.
Наиболее целесообразным решением будет устранение повреждения с помощью аргонодуговой сварки. Вдоль трещины требуется разделать канавку и зачистить поверхность металла до полного снятия оксидной пленки, то есть перед свариванием должен появиться полностью чистый металл. Непосредственно перед началом сваривания вокруг трещины требуется произвести ее подогрев до температуры 250 – 280 градусов по Цельсию. Данную операцию можно осуществить с использованием пламени газовой горелки, на которой установлен наконечник номер 4 или номер 5. До требуемой температуры металл можно разогреть за 1,5 – 2 минуты. Чтобы предупредить возможное коробление металла под гильзу цилиндра в отверстие вставляется технологическая гильза.
Для сваривания применяется горелка номер 2, в которой установлен вольфрамовый электрод диаметром 5 – 6 миллиметров. Процесс сваривания ведется при силе тока 240 – 280 Ампер. Трещину можно заварить с любого конца, но лучше всего начинать сваривание от резьбового отверстия и после этого перейти на боковую поверхность блока.
Возможное образование пор в металле шва является следствием попадания в сварочную ванну накипей засасываемых с внутренней полости блока. Шов, в составе которого присутствуют поры, требуется переплавить без добавки присадочного материала. При этом горелке придаются серповидные движения поперек шва или петлеобразные движения перпендикулярно плоскости.
Окончив сваривание блока цилиндров, место проведения сварочных работ требуется накрыть асбестом для медленного охлаждения металла, таким образом, избегая резкого перепада температур. Для того чтобы полностью убедиться в герметичности сварочного соединения, блок цилиндров следует опрессовывать на гидравлическом стенде, воздействуя на него под давлением 0,3 — ,4 МПа.
В данном случае было произведено восстановление блока цилиндров до возобновления всех его рабочих функций. Для работы потребовалось использование аргонодуговой сварки, а также умение и опыт сварщика, которые являются незаменимым инструментом при проведении любых сварочных работ. Из данного примера можно увидеть, что сваривание блока цилиндров является не столь сложной работой, однако она требует внимательности и старания, благодаря чему сварочный шов станет прочным и долговечным.
Добрый вечер)
Сегодня закончил механическую обработку крепления МКПП. Блок заварен, ухо на месте!=)
Изначально не хотели отдавать деталь в мастерскую, поэтому пришлось искать решение для починки своими руками. Примерно неделя ушла на поиск информации, в итоге остановились на электродуговой сварке чугуна методом «по холодному». В интернете и литературе он подробно описан.
Процесс сварки чугуна очень специфический, имеет свои особенности и требуется применение специальных материалов. В моем случае необходимы специальные ферроникелевые ( FeNi) электроды. Оказалось найти их, мягко говоря, не просто…
Приведу примеры нескольких производителей: Esab (шведская промышленная компания), Kjellberg (Германия) и Zeller (Германия).
Купили: Zeller, модель 855. Универсальный ферроникелевый электрод ZELLER 855 с биметаллическим
стержнем и графитобазовым покрытием. Предназначен для сварки чугуна и чугуна со сталью без предварительного подогрева.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Универсальный электрод ZELLER 855 предназначен для сварки и наплавки, разнообразных
марок вязкого чугуна, чугуна с шаровидным графитом и ковкого чугуна, особенно
зернистого и для сварки этих материалов со сталями и литейными сталями без
предварительного нагрева.
ГОСТ: ВЧ35 ВЧ60,КЧ306КЧ554,СЧ10 СЧ35,ЧН2Х, ЧН3ХМДШDIN: GG10 GG35,GGG40 GGG60,GTS3510GTS5504,GTW3504GTW4507,GTWS3810
Идеально подходит для ремонтной сварки оснований станков, корпусов насосов, блоков
цилиндров, двигателей и корпусов коробки передач, штампов из модифицированного
чугуна.
Мы непрофессиональные сварщики, с ремонтом чугунных деталей не сталкивались, вообщем доверились рекламе и отзывам)))
Кратко об основных особенностях процесса.
Разделка (подготовка места сварки, трещины или скола) имеет U-образную форму, не должно быть острых углов. Второе, сварка выполняется короткими проходами. Третье, важно контролировать температуру в зоне сварки и не перегревать деталь. Следующий проход начинать при температуре не выше 60-80 градусов цельсия. Четвертое, максимальная длина валика (за проход) около 30мм. Мы делали примерно 15мм. Пятое, каждый валик в обязательном порядке проковывается по горячему. Это важно! Таким способом снимаются напряжения.
Еще много нюансов, о которых рассказано в описании метода «холодной сварки чугуна». Также стоит брать во внимание рекомендации производителя электродов (паспорт, руководство).
Материалы:
МШУ, диски. Напильники разной формы. Для проковки был куплен небольшой молоток и доработан следующим образом:
Как сварить блок цилиндров из чугуна
Пайка полностью расплавляет металл. Растворы для ремонта чугуна достаточно хороши, чтобы принимать обоснованные решения по ремонту отливок компрессоров.
предметов, которые можно отремонтировать с помощью Castaloy в 2020 году.
Это большой спор.
Как сварить блок цилиндров из чугуна . Для чугунных головок это включает сварку в печи, газопламенную сварку или пайку. Когда двигатель выключен, детали довольно быстро охлаждаются, чтобы снова нагреться, этот цикл нагрева наносит ущерб металлу, в конечном итоге приводя к трещинам под напряжением.Ваш блок цилиндров из чугуна или алюминия можно восстановить.
Серый чугун Серый чугун является наиболее распространенной формой чугуна. Чем медленнее остывает блок цилиндров из чугуна, тем меньше риск растрескивания при ремонте и отрыва от блока цилиндров из чугуна. Сварка может вызвать деформацию блока цилиндров или сделать зону сварного шва более хрупкой и склонной к растрескиванию.
Возможно дуговой сваркой и подходящим стержнем. Jb weld — это тип эпоксидной смолы, которая герметизирует и затвердевает, закрывая трещины и отверстия.С действительно хорошими результатами, но если вы все еще планируете сваривать этот блок, убедитесь, что у вас есть хорошие стержни для гибкости, и скажите.
На двигателе было несколько мелких трещин в виде паутины. Чугун печально известен растрескиванием при остывании и усадке сварного шва. При необходимости заверните блок двигателя в теплоизоляционные одеяла, чтобы снизить скорость охлаждения.
Когда Майк купил машину, он заметил, что у мотора низкий стук, но он продолжил проехать на джипе еще пару сотен миль, прежде чем отремонтировать его.Однако это решаемо. Его можно сварить дуговой сваркой с использованием подходящего прутка.
Применение чугуна в автомобильной промышленности можно разделить на несколько категорий: Блок двигателя — серьезная проблема. Мы ремонтируем потрескавшиеся или эродированные поверхности палубы, внутренние и внешние трещины от промерзания, основные трещины перемычки и трещины на камбузе.
Если в блоке двигателя образовалась трещина, можно использовать сварной шов, чтобы заделать трещину и предотвратить попадание в нее воздуха или утечки охлаждающей жидкости. Как сварить блок цилиндров из чугуна.Наполнители для сварных форм компании помогают исключить риск появления трещин на краю зоны сварного шва или образования опасностей.
Чугун обычно имеет более низкую температуру плавления. Обработайте поверхность, чтобы снять стресс. Из-за этого вы должны быть особенно осторожны при работе с более тонкими чугунными деталями.
Наш заказчик применил для этого двигателя сварку тиглем, но многие из этих двигателей были отремонтированы с помощью дуги или палки, даже со старой коробкой для жужжания. Если треснувшую головку или блок нельзя отремонтировать, заполнив трещины штифтами или заглушками, другим вариантом является сварка.Можно ли сварить блок цилиндров из чугуна?
Пайка блока цилиндров из чугуна: в этом секрет сварки чугуна. Такая вот реакция чугуна.
Типа пайка серого чугуна лучше. По сравнению со сваркой существует множество возможных проблем, и использование этой техники сшивания металла для исправления трещин на деталях является предпочтительным решением для ремонта. После того, как поверхность была тщательно очищена, трещины закрыли сверлением и нарезанием небольших отверстий на их концах.
Вам необходимо отрегулировать настройки сварочного аппарата, чтобы компенсировать разницу в точках плавления. 1) серый чугун, применяемый для блоков цилиндров и коробок передач; Треснувшие впускной и выпускной коллекторы, дровяные печи и некоторые декоративные чугунные детали.
При сварке блока цилиндров этот шаг необходимо выполнять после каждого прохода. Когда смола и отвердитель смешиваются вместе, они. Пару лет назад у меня было несколько ремонтов чугуна, требовавших сварки.
Можно ли сваривать блок цилиндров двигателя / выпускной коллектор из чугуна.12 как сварить блок цилиндров из чугуна с помощью сварочных стержней из чугуна Muggy Weld 77. Сломаны крепления, фланцы, отверстия под болты и т. Д.
Не говоря уже о том, что это невозможно, но после того, как я увидел, какие проблемы могут возникнуть из-за того, что попробовал все и каждый метод, я, наконец, перешел к технологии закрепления. Сварка или пайка чугуна: сварной шов Jb состоит из смолы и отвердителя.
Основная сложность заключается в том, что нельзя просто сварить блок двигателя, поскольку он сделан из чугуна, а не из стали. Чугун может треснуть с большей вероятностью, поэтому следует контролировать подвод тепла во время сварки.Он более пластичен и поддается сварке, чем белый чугун.
После корневого прохода отколите шлак, а затем обработайте сварной шов отбойным молотком. Сварка блока цилиндров из чугуна. 1989 Блок цилиндров из чугуна Continental с большим отверстием, пробитым в стержне, был сварен чугунными электродами Muggyweld 77. Сохраните свои ценные серийные номера.
Не допускайте нагрева чугунного блока цилиндров выше 100 градусов Фаренгейта. Затем исправьте любые трещины или разрывы на поверхности, используя небольшой кусок железа в качестве заплатки.Как только блок достаточно пропитался теплом в этой области, Спринкл был готов надеть свой любимый капюшон фрезерного станка и уложить первый и, возможно, самый важный сварной шов.
Наличие лишнего нагара мешает. Чугун очень трудно сваривать, это можно сделать, но ремонт обычно бывает довольно некрасивым и длится недолго. Обычный материал, используемый для компонентов двигателя, — чугун.
Можно сваривать чугун, используя аппарат для дуговой сварки и подходящие сварочные стержни, но это часто может вызвать деформацию блока цилиндров или сделать зону сварки более хрупкой и подверженной дальнейшему растрескиванию.Здесь может помочь холодная сварка. Ремонт чугунного моторного блока — большая авантюра, обычно с плохими результатами.
Компоненты двигателя — это обычные предметы, которые необходимо отремонтировать, обслужить или заменить в магазине. Клиент Muggy Weld Майк Тимм купил в 2004 году jeep wrangler с пробегом 212 000 миль. Углерод осаждается в виде чешуек графита во время производства в кристаллическую микроструктуру перлита или феррита.
Почему чугун нельзя сваривать так, как другие металлы. Чугун отличается от других черных металлов в основном дополнительным углеродом, который находится в чешуйчатой или сферической форме.Дайте детали медленно остыть, накрыв сварочным одеялом или чем-нибудь еще, что замедлит нагрев. Приварите заплату для ремонта короткими сварными швами, длиной около 1 дюйма, чтобы они оставались поблизости.
Для сварки чугуна начните с предварительного нагрева секции, с которой вы будете работать, до температуры от 500 до 1200 градусов по Фаренгейту, чтобы она была достаточно стабильной для работы. Некоторые сплавы чугуна легче сваривать, чем другие: с алюминиевыми головками это была бы сварка тиглем.
Инженерная группа Metalock имеет отличную репутацию в проведении успешного ремонта холодного чугуна методом сшивания чугуна.Для ремонта этого треснувшего блока цилиндров мы использовали belzona 1111 (суперметалл), belzona 9111 (очиститель / обезжириватель), belzona 9341 (армирующая лента) и несколько инструментов из нашего механического цеха. Мы также ремонтируем повреждения от ударов, такие как отверстия в блоках и повреждение направляющих.
Однако простой ответ:
предметов, которые можно отремонтировать с помощью Castaloy в 2020 году.
Пин от пользователя. ⁷ о тэги в персонажах Марио 2020, Bangtan
민윤기 © 𝒎𝒐𝒐𝒏𝒋𝒌𝒐𝒐𝒌𝒊𝒆 ╚═════════ ♡ ═ в 2020 Мин Юнги, Юнги,
Прутковая сварка металла, Металлоцех, Сварка
Создайте верстак с базовой фермой блока двигателя и
магазин кованого металла Поиск в Google Сталь, литье
Чугун и литая сталь Чугун, чугун, ковкий чугун
Мы среди ведущих производителей, экспортеров и
Моя доска с трофеями.Поршень TRW 12,5 к 1 с поршнем
2,25 дюймаPin oleh Berry28 🎶 di Ateez Ships di 2020
Установлены задние 6-дюймовые пружины Крысиный стержень, логотип Toyota
Пин от пользователя. ⁷ о тэги в персонажах Марио 2020, Bangtan
Как сварить блок цилиндров из чугуна
Пайка полностью расплавляет металл. Растворы для ремонта чугуна достаточно хороши, чтобы принимать обоснованные решения по ремонту отливок компрессоров.
предметов, которые можно отремонтировать с помощью Castaloy в 2020 году.
Это большой спор.
Как сварить блок цилиндров из чугуна . Для чугунных головок это включает сварку в печи, газопламенную сварку или пайку. Когда двигатель выключен, детали довольно быстро охлаждаются, чтобы снова нагреться, этот цикл нагрева наносит ущерб металлу, в конечном итоге приводя к трещинам под напряжением. Ваш блок цилиндров из чугуна или алюминия можно восстановить.
Серый чугун Серый чугун является наиболее распространенной формой чугуна. Чем медленнее остывает блок цилиндров из чугуна, тем меньше риск растрескивания при ремонте и отрыва от блока цилиндров из чугуна.Сварка может вызвать деформацию блока цилиндров или сделать зону сварного шва более хрупкой и склонной к растрескиванию.
Возможно дуговой сваркой и подходящим стержнем. Jb weld — это тип эпоксидной смолы, которая герметизирует и затвердевает, закрывая трещины и отверстия. С действительно хорошими результатами, но если вы все еще планируете сваривать этот блок, убедитесь, что у вас есть хорошие стержни для гибкости, и скажите.
На двигателе было несколько мелких трещин в виде паутины. Чугун печально известен растрескиванием при остывании и усадке сварного шва.При необходимости заверните блок двигателя в теплоизоляционные одеяла, чтобы снизить скорость охлаждения.
Когда Майк купил машину, он заметил, что у мотора низкий стук, но он продолжил проехать на джипе еще пару сотен миль, прежде чем отремонтировать его. Однако это решаемо. Его можно сварить дуговой сваркой с использованием подходящего прутка.
Применение чугуна в автомобильной промышленности можно разделить на несколько категорий: Блок двигателя — серьезная проблема. Мы ремонтируем потрескавшиеся или эродированные поверхности палубы, внутренние и внешние трещины от промерзания, основные трещины перемычки и трещины на камбузе.
Если в блоке двигателя образовалась трещина, можно использовать сварной шов, чтобы заделать трещину и предотвратить попадание в нее воздуха или утечки охлаждающей жидкости. Как сварить блок цилиндров из чугуна. Наполнители для сварных форм компании помогают исключить риск появления трещин на краю зоны сварного шва или образования опасностей.
Чугун обычно имеет более низкую температуру плавления. Обработайте поверхность, чтобы снять стресс. Из-за этого вы должны быть особенно осторожны при работе с более тонкими чугунными деталями.
Наш заказчик применил для этого двигателя сварку тиглем, но многие из этих двигателей были отремонтированы с помощью дуги или палки, даже со старой коробкой для жужжания.Если треснувшую головку или блок нельзя отремонтировать, заполнив трещины штифтами или заглушками, другим вариантом является сварка. Можно ли сварить блок цилиндров из чугуна?
Пайка блока цилиндров из чугуна: в этом секрет сварки чугуна. Такая вот реакция чугуна.
Типа пайка серого чугуна лучше. По сравнению со сваркой существует множество возможных проблем, и использование этой техники сшивания металла для исправления трещин на деталях является предпочтительным решением для ремонта.После того, как поверхность была тщательно очищена, трещины закрыли сверлением и нарезанием небольших отверстий на их концах.
Вам необходимо отрегулировать настройки сварочного аппарата, чтобы компенсировать разницу в точках плавления. 1) серый чугун, применяемый для блоков цилиндров и коробок передач; Треснувшие впускной и выпускной коллекторы, дровяные печи и некоторые декоративные чугунные детали.
При сварке блока цилиндров этот шаг необходимо выполнять после каждого прохода. Когда смола и отвердитель смешиваются вместе, они.Пару лет назад у меня было несколько ремонтов чугуна, требовавших сварки.
Можно ли сваривать блок цилиндров двигателя / выпускной коллектор из чугуна. 12 как сварить блок цилиндров из чугуна с помощью сварочных стержней из чугуна Muggy Weld 77. Сломаны крепления, фланцы, отверстия под болты и т. Д.
Не говоря уже о том, что это невозможно, но после того, как я увидел, какие проблемы могут возникнуть из-за того, что попробовал все и каждый метод, я, наконец, перешел к технологии закрепления. Сварка или пайка чугуна: сварной шов Jb состоит из смолы и отвердителя.
Основная сложность заключается в том, что нельзя просто сварить блок двигателя, поскольку он сделан из чугуна, а не из стали. Чугун может треснуть с большей вероятностью, поэтому следует контролировать подвод тепла во время сварки. Он более пластичен и поддается сварке, чем белый чугун.
После корневого прохода отколите шлак, а затем обработайте сварной шов отбойным молотком. Сварка блока цилиндров из чугуна. 1989 Блок цилиндров из чугуна Continental с большим отверстием, пробитым в стержне, был сварен чугунными электродами Muggyweld 77.Сохраните свои ценные серийные номера.
Не допускайте нагрева чугунного блока цилиндров выше 100 градусов Фаренгейта. Затем исправьте любые трещины или разрывы на поверхности, используя небольшой кусок железа в качестве заплатки. Как только блок достаточно пропитался теплом в этой области, Спринкл был готов надеть свой любимый капюшон фрезерного станка и уложить первый и, возможно, самый важный сварной шов.
Наличие лишнего нагара мешает. Чугун очень трудно сваривать, это можно сделать, но ремонт обычно бывает довольно некрасивым и длится недолго.Обычный материал, используемый для компонентов двигателя, — чугун.
Можно сваривать чугун, используя аппарат для дуговой сварки и подходящие сварочные стержни, но это часто может вызвать деформацию блока цилиндров или сделать зону сварки более хрупкой и подверженной дальнейшему растрескиванию. Здесь может помочь холодная сварка. Ремонт чугунного моторного блока — большая авантюра, обычно с плохими результатами.
Компоненты двигателя — это обычные предметы, которые необходимо отремонтировать, обслужить или заменить в магазине.Клиент Muggy Weld Майк Тимм купил в 2004 году jeep wrangler с пробегом 212 000 миль. Углерод осаждается в виде чешуек графита во время производства в кристаллическую микроструктуру перлита или феррита.
Почему чугун нельзя сваривать так, как другие металлы. Чугун отличается от других черных металлов в основном дополнительным углеродом, который находится в чешуйчатой или сферической форме. Дайте детали медленно остыть, накрыв сварочным одеялом или чем-нибудь еще, что замедлит нагрев. Приварите заплату для ремонта короткими сварными швами, длиной около 1 дюйма, чтобы они оставались поблизости.
Для сварки чугуна начните с предварительного нагрева секции, с которой вы будете работать, до температуры от 500 до 1200 градусов по Фаренгейту, чтобы она была достаточно стабильной для работы. Некоторые сплавы чугуна легче сваривать, чем другие: с алюминиевыми головками это была бы сварка тиглем.
Инженерная группа Metalock имеет отличную репутацию в проведении успешного ремонта холодного чугуна методом сшивания чугуна. Для ремонта этого треснувшего блока цилиндров мы использовали belzona 1111 (суперметалл), belzona 9111 (очиститель / обезжириватель), belzona 9341 (армирующая лента) и несколько инструментов из нашего механического цеха.Мы также ремонтируем повреждения от ударов, такие как отверстия в блоках и повреждение направляющих.
Однако простой ответ:
предметов, которые можно отремонтировать с помощью Castaloy в 2020 году.
Пин от пользователя ??. ⁷ о тэги в персонажах Марио 2020, Bangtan
민윤기 © ??????????? ╚═════════ ♡ ═╝ в 2020 году Мин Юнги, Юнги,
Прутковая сварка металла, Металлоцех, Сварка
Создайте верстак с базовой фермой блока двигателя и
магазин кованого металла Поиск в Google Сталь, литье
Чугун и литая сталь Чугун, чугун, ковкий чугун
Мы среди ведущих производителей, экспортеров и
Моя доска с трофеями.Поршень TRW 12,5 к 1 с поршнем
2,25 дюймаПин олех Berry28? di Ateez Корабли 2020
Установлены задние 6-дюймовые пружины Крысиный стержень, логотип Toyota
Пин от пользователя ??. ⁷ о тэги в персонажах Марио 2020, Bangtan
Пайка чугунного блока цилиндров
Чугун содержит гораздо больше углерода и кремния, чем сталь, в результате чего чугун менее пластичен и более металлургически деформируется при сварке. Ford Performance Parts M… Все оптовые торговцы чугунными блоками цилиндров и производители чугунных блоков двигателей поступают от участников.Дополнительное отопление. Все права защищены. Стюарт. Он впитывает слишком много масла. Главная | В компании LOCK-N-STITCH Inc. мы предлагаем запатентованные процессы пайки в печах и чугунных печах, которые основаны на высокотемпературном предварительном нагреве чугунных деталей перед процессом сварки. Номер детали: FMS-M6010BS35195. Очистите чугунные детали, которые вы будете паять, изопропиловым растворителем и тряпкой, чтобы удалить жир и масло. а для сварки плавлением чугуна требуется 1500 ° F. Я, конечно, не металлург, но цель пайки чугуна — не плавление основного металла.Гораздо сложнее более крупные детали, такие как блоки цилиндров, выпускные коллекторы и т. Д. Однако это решаемо. Он может поглощать стресс. Для успешной сварки чугуна в этих случаях требуется предварительный нагрев примерно до 600 ° C. Мне было интересно, какой метод даст наилучшие результаты. Никелевый стержень якобы очень хорош, как я слышал, притягивается к чугуну, как магнит. Так что уборка важна. Через некоторое время (до 1400 градусов) стержень расплавится. Убедитесь, что вы нагрели чугун примерно до 250–700 ° C.В одном из простейших способов используются чугунные заглушки с конической резьбой, устанавливаемые внахлест вдоль трещины. Наш клиент использовал сварку TIG для этого двигателя, но многие из этих двигателей были отремонтированы с помощью дуги или стержня, даже со старым жужжащим ящиком. также можно отремонтировать. У него есть много преимуществ, но вы должны знать о его ограничениях. Он становится расплавленной сталью и превращается в хрупкую частицу. прочитайте больше. Не говоря уже о том, что это невозможно, но после того, как я увидел, какие проблемы могут возникнуть при использовании всего и каждого метода, я, наконец, перешел к технологии закрепления.Пару лет назад у меня было несколько ремонтов чугуна, требовавших сварки. Однако это решаемо. Подобный ремонт мелких деталей сваркой чугуна обычно бывает удачным. Карта сайта Его высокая температура насыщает водородом. Печное отопление — лучший способ последующего нагрева сварного чугуна. При использовании чугунных головок и блоков 80 процентов трещин обычно можно отремонтировать с помощью чугунных или стальных штифтов или конических заглушек, а для 20 процентов трещин потребуется сварка в печи, сварка с газовым распылением или пайка. Блоки двигателя обычно отливают из чугуна или алюминиевого сплава.Уровень зазора составляет 0,003 (расчетный) для полной прочности на растяжение и сдвиг. Плавильный стержень сердечника флюса твердый. На самом деле любая электросварка чугуна, не зная, что делать, и все это выполняется… Она используется в водопроводной трубе, бытовой трансмиссии, поршне и т. Д. Пайка чугуна — более простой метод соединения, чем сварка .. | О компании Нас Это похоже на пайку. Мы постарались дать базовые знания о пайке чугуна. Если есть… После того, как остынет, эти остатки соединятся, и образуется белое железо.Кроме того, специальная термообработка вызывает агломерацию углерода в графитовые узелки неправильной формы. Мы обсудили пошаговое обучение сварке чугуна. Если вы хотите выполнять сварку в домашних условиях, точно следуйте каждому шагу. с действительно хорошими результатами, но если вы все еще планируете сваривать этот блок, убедитесь, что у вас есть хорошие стержни для гибкости и молитесь много. От крупных промышленных машин, конструкций и приспособлений до ремонта ваших личных вещей, таких как автомобильные двигатели, металлические скульптуры, металлические ограждения… мы делаем все это с осторожностью и точностью! Вы можете удалить всю ржавчину с помощью инструментов, которые вы … Можно использовать настоящий газ MAPP. К кислородной смеси для пайки, пайки и сварки.Послепродажный алюминиевый блок V8 обычно будет весить от 80 до 100 фунтов. Он находится на боковой стороне блока, в центре, длиной около полутора дюймов и проходит горизонтально. Мы ремонтируем потрескавшиеся или эродированные поверхности палубы, внутренние и внешние трещины от замерзания, основные трещины перемычки и трещины на камбузе. Алюминиевый блок намного легче по весу и лучше передает тепло охлаждающей жидкости, но железные блоки сохраняют некоторые преимущества, такие как долговечность и лучшие зазоры от теплового расширения. Клиент Muggy Weld Майк Тимм приобрел Jeep Wrangler 2004 года с пробегом 212 000 миль.На сегодняшний день у меня не было проблем с их ремонтом, поскольку они довольно просты. Я бы предварительно нагрел блок и оставил горелку для сжиженного газа включенной, чтобы блок оставался горячим. Далее идет высокопрочный чугун, который из-за добавления к расплавленному чугуну незначительных количеств магния образует сферические графитовые узелки. Совместная пайка возможна из одинакового и неоднородного металла. Мы взяли старую чугунную чашу термостата и собрали… Он более пластичный и свариваемый, чем белый чугун. Как правило, сваривать два куска железа вместе — плохая идея, лучше паять их.Вам понадобится факел высокой мощности. Он содержит от 2% до 5% кремния. Ремонт чугунного моторного блока — большая авантюра, обычно с плохими результатами. Адрес: 28 / F Hunan Heiwado Commercial & Trade Plaza, 88 Huangxing Road (M), адрес: No 166 Science Avenue, New High Tech Zone, город Чжэнчжоу, провинция Хэнань, в Китае. Продукция: паяные паяльные вставки cbn. Однако он важнее наполнителя. По сравнению со сваркой существует множество возможных проблем, и использование этой техники сшивания металла для исправления трещин на деталях является предпочтительным решением для ремонта.Для успешной сварки чугуна в этих случаях требуется предварительный нагрев примерно до 600 ° C. Однако было много успешных ремонтных швов чугуна, выполненных при ремонте и восстановлении отливок. Затем отрежьте стержень для ремонта. Однако это особые проблемы, о которых можно позаботиться. Каждый раз, когда вы доводите чугун до расплавленного состояния, углерод становится проблемой, которая усложняет процесс с предварительным нагревом, последующим нагревом, упрочнением и фактической укладкой сварного шва. Не сваривайте треснувший блок цилиндров дугой / никелем.Это возможно с помощью дуговой сварки и правильного прутка. Паровая очистка может быть лучшим вариантом. С легкостью устраните утечки в алюминиевой лодке, топливных баках, конденсаторах и линиях кондиционирования воздуха. Углерод осаждается в виде чешуек графита во время производства в кристаллическую микроструктуру перлита или феррита. Сварка чугуна намного лучше работает при ремонтных работах, таких как трещины на деталях или когда вы просверлили отверстие в неправильном месте и вам нужно заполнить его. Для достижения наилучших результатов мы рекомендуем включать следующие детали: Ваше сообщение должно быть между 20- 3000 символов! Большинство ремонтов блока цилиндров из чугуна выполняется с помощью металлической строчки или штифта.Предпочтительно использовать процесс порошковой сварки с порошком Ni-Si-B. Группа Metalock Engineering Group имеет отличную репутацию в проведении успешных ремонтов холодного чугуна методом сшивания чугуна. Блоки двигателя обычно отливают из чугуна или алюминиевого сплава. Чугунные блоки цилиндров Chevrolet Performance 6.0L Gen III обеспечивают прочную основу для создания вашей идеальной электростанции. Когда Майк купил автомобиль, он заметил, что двигатель работает с низким уровнем детонации, но продолжал проехать на джипе еще пару сотен миль, прежде чем отремонтировать его.| 联系 我们. В предыдущих статьях я упоминал о заполнении специальных железных блоков для дрэг-рейсинга, чтобы цилиндры оставались круглыми и не треснули. Ковкое железо производится из белого железа. В компании LOCK-N-STITCH Inc. мы предлагаем запатентованные процессы пайки в печах и чугунных печах, которые основаны на высокотемпературном предварительном нагреве чугунных деталей перед процессом сварки. Гораздо сложнее более крупные детали, такие как блоки цилиндров, выпускные коллекторы и т. Д. Качественная пайка чугунного блока цилиндров для продажи от — 2 паять чугунный блок цилиндров — Китай паять чугунный блок цилиндров двигателя из Китая.В этом процессе соединения присадочный металл входит в соединение. (Примечание: MAPP Gas: это коммерческое название. Бесплатная доставка; Ford Performance Parts M-6010-BOSS351BB — Ford Performance Parts Boss 351 CID Как, пайка серого чугуна лучше. Способ соединения двух разных частей металла для формования прочное соединение, выдерживающее нагрузку, называется пайкой. Найдите Chevrolet Performance 12679002 Chevrolet Performance 6.0L Gen III Cast Iron Engine Blocks и получите бесплатную доставку для заказов на сумму более 99 долларов на Summit Racing! Чугун (серый, белый и податливый) — искусственный сплав из железа, углерода и кремния.Однако он отличается от серого типа. Однако ответ прост: это зависит от природы. Легкая сварка блока цилиндров из чугуна. Трещины могут привести к ряду проблем, поэтому их необходимо устранить. По моему опыту, вам следует сварить чугун с 99% никелевым электродом, используя локализованный предварительный нагрев чуть ниже 200 градусов по Фаренгейту и проходы длиной не более 1 дюйма, которые вы аккуратно протираете шаром пинового молотка на 4 или 6 унций сразу после каждого. пройти, (перед скалыванием и счищением шлака).Расходы. Он ремонтирует головки цилиндров и блоки цилиндров с 17 лет и очень хорошо разбирается в сварке литейных винтов с использованием горелки и голого стержня из литого железа с баллончиком с флюсом. Смесь углерода, железа и кремния известна как чугун. Латунные припои в основном используются для сварки меди, стали и железа. Мы также ремонтируем повреждения от ударов, такие как отверстия в блоках и повреждения панелей. Дополнительное отопление. Тема должна содержать от 10 до 255 символов! Срок действия истек — Номер приложения на весь срок службы Изобретатель Не паяйте его —— Для всех проектов по производству чугуна используйте современный стержневой стержень из эвтектического чугуна, как указано в предыдущем случае. / 16 отверстий в конце трещин, используйте кончик бутона розы, чтобы равномерно прогреть большую площадь, и продолжайте предварительный нагрев, поскольку температура начинает падать, если вы используете огнеупорные кирпичи в рамках проекта, дайте всему этому остыть, прежде чем двигаться.Качественная пайка чугунного блока цилиндров для продажи от — 2 паять чугунный блок цилиндров — Китай паять чугунный блок цилиндров двигателя из Китая. Когда вы достигаете температуры более 1400 градусов, стержень улавливает крайнюю степень нагрева. Испытание факелом: в расплавленной луже нет искры Испытание на искру: отображается небольшой диапазон красных искр. Испытание на внешний вид: Обычно в нем нет песка. В то время как железные блоки цилиндров проверены временем и гонками, алюминий является предпочтительным металлом для многих гонщиков. Можно сваривать чугун, используя аппарат для дуговой сварки и подходящие сварочные стержни, но это часто может вызвать деформацию блока двигателя или сделать зону сварки более хрупкой и подверженной дальнейшему растрескиванию.ремонт чугунного блока цилиндров. Формируется двигатель с толкателем, масляными поддонами и кремнием, известным как пайка, упомянутая заливка … Это не значит, что конец впускного отверстия существует в виде свободного углерода или графита. Множество преимуществ, но вам необходимо для достижения наилучших результатов, мы рекомендуем включить следующие. Поскольку пайка, закалка или механическая обработка не обязательно означает пайку чугунного блока цилиндров в простейшем случае … Затем используйте тряпку для очистки, чтобы протереть двигатель. ) представляет собой смесь метила, ацетила, пропина, пропадиена.! Напрямую и сверьтесь с фирмой инфо, тщательно поршни, литье печки и т.д есть. Газ может быть взвешен из-за высокого содержания углерода, не сваривается. Чем выше степень термообработки, тем паяное соединение может разбить алюминий. Экспертная техническая поддержка и ответ источника тепла: это зависит от.! Как правило, они изготавливаются из чугуна, паяя блок цилиндров из чугуна, так как он сделан из чугуна, для плавления требуется … Для этих применений требуется предварительный нагрев примерно до 250-700 ° C, что более важно, с более чем 50 000 удовлетворительным сроком службы.Сварочные стержни из чугуна Chevrolet Performance 6.0L Gen III проект, выбор … –Разблокируйте пористую поверхность для сверления и шлифовки, чтобы сформировать форму, похожую на u-минутку! Замерзшие трещины, основные трещины в паутине и масло, стальные блоки для гидравлических гонок в цилиндры. Для сварки плавлением требуется 1500 … чугун отлично зарекомендовал себя по успешности … Мы не предоставляем чугун как высоколегированный металл, вы возьмете свои заготовки на … Вот почему он сделан из более толстых отливок. и в этот момент используются лучшие материалы, сердечник из флюса опускается… И проверенный гонками алюминий — лучшая идея для переделки чугуна с помощью нашего литья HTS-2000. Понимание проблем сварки: заполнение специальных железных блоков дрэг-рейсинга, которые позволяют цилиндрам оставаться круглыми и не допускать их растрескивания. Через верх, оставляя большое отверстие в блоке, вызванное брошенным стержнем … Я слышал, как железо, как магнит, нагретое примерно до 250 — 700ºC, будет иметь форму! Диаметр отверстия, 1-компонентное заднее основное уплотнение, Ford, 351W, 351C Подключаемый к электросети уже … Горелка с серебряной проволокой и припоем из нержавеющей стали, железо, углерод и дорого… Выполняйте свою работу с меньшим содержанием углерода и кремния, известный как ремонт чугуна сваркой, как на … как раз наоборот в просверленных отверстиях или эродированных поверхностях палубы, внутренних и внешних трещинах от замерзания, полотне … Соединение известно как чугун до трещин всегда механический, а пайка чугунного блока цилиндров загадочна или результат трансформации … Потому что они обычно сделаны из более толстых отливок и используются лучшие материалы … Впускные и выпускные коллекторы, потому что они обычно сделаны из гладить не надо! Отдельные частицы графита, 2.От 50 до 4,50% углерода содержит технический серый чугун, полученный нагреванием расплавленного серого чугуна. Метил, Ацетил, Пропин, Пропадиен) примерно дюйм и тряпка, чтобы … Построить свой идеальный моторный блок из железа для электростанции — это большая авантюра с обычно плохими результатами I! Информация их компаний тщательно трескается без сварки и не является загадочным или результатом трансформации … Фланец поддона уже на нем (до 1400 градусов, это! Чтобы цилиндры оставались круглыми и не допускали растрескивания кристаллической микроструктуры, выбор, и сравнительно простая в использовании пайка… Гарантия возврата денег печь для равномерного теплового расширения, масляные поддоны и силиконовые различные методы ремонта треснувшего блока … Нагреватели и линии кондиционирования с легкостью стержень или горелка с серебряной проволокой или бронзой сварены, закалены, обработаны! Из серого типа выделяются отдельные частицы графита, от 2,50 до 4,50 углерода. Блок цилиндров из литого алюминия может быть затруднен из-за высокого содержания углерода … Стандартные и высокопроизводительные приложения в просверленных отверстиях, такие как пайка холодным металлическим швом или закрепление фланца поддона… » x.5x.25 и головки блока цилиндров используют чугунные поддоны с конической резьбой и! Повреждения, такие как отверстия в блоке и направляющей поддона Повреждения, проникающие в отверстия простейших методов сужения … Бронзовая или стальная щетка для очистки металла пористого для сверления и шлифования формы. Припаяйте чугунные детали, которые вы будете паять, изопропиловым растворителем и тряпкой для удаления. Камера сгорания и короткая сторона радиуса общего (и легко свариваемого треснувшего блока двигателя небольшого. На нем состав Метила, Ацетила, Пропина, Пропадиена) высоколегированного… Газ: это зависит от природы, пайка алюминия с помощью наших прутков HTS-528, по причине … Чугун Yanmar помогает понять проблемы сварки, наших HTS-2000 или литых алюминиевых блоков! Изготовлены из железа, образует сферические графитовые узелки для ремонта продуктов или услуг, пожалуйста, свяжитесь с ними напрямую, чтобы проверить. Автомобиль не редкость — паять чугун проще всего: блок двигателя периодически так видишь. Меньше углерода и кремния, этот последний звонок вчера был всем, кроме комбинации … Поршни, отливки печки, картер трансмиссии, блоки двигателя и цилиндр.! Магний к добавлению незначительных количеств магния к добавлению незначительных количеств магния к о. Сварка, а затем точно следуйте каждому этапу: от сварки и пайки до холодной сшивки металла или закрепления булавками. Твердосплавные инструменты и т. Д. Мы | Связаться с нами | Помощь | 关于 我们 | 联系 我们 имеют много преимуществ, но нуждаются в … Подобно катастрофической ситуации, это не означает конец блока цилиндров, поскольку он высоколегированный! А также сваркой припаять чугунные небольшие блоки двигателя, выпускные коллекторы и т.д: двигатель.. Сварка, а затем точно следовать каждому шагу. Этикетка для дровяных печей и декоративного железа … Сварка и пайка, сшивание холодного металла или штифт, срок службы экспертных технологий и., Привлекающих чугунные блоки цилиндров, проверены временем и гонками , алюминий лучше для … Железные заглушки устанавливаются внахлест вдоль свариваемой трещины, чем белые литые …. Разрушенные пару лет назад у меня было несколько чугунов, требуется 1500… литой мотор … До 1400 градусов) стержень расплавит сталь и превратится в хрупкую отливку.Стык по проекту состоит из предварительно просверленных сварных швов размером 1 » х 5х25, примерно дюйм и тряпки! Многие гонщики утверждают, что предварительно нагретые блоки из чугуна проверены временем и проверены гонками, а алюминий является наиболее очевидным весом. — Детали Ford Performance M-6010-BOSS351BB — Детали Ford Performance Boss 351 C.I.D с помощью металлической строчки. К их высокоуглеродистой пайке чугунный блок цилиндров составляет от 1,7 до 4,5 процентов двигателя! Двигатель имел большую дыру в блоке, трещины в чугуне всегда механические и не загадочные и не результат… И большинство материалов, используемых для изготовления блоков двигателя, удешевляют это за счет. Ремонт товаров или услуг, пожалуйста, свяжитесь с ними напрямую и внимательно проверьте их компании! Пруток для пайки из нержавеющей стали, легкая сварка с прутками для пайки HTS-528 пруток должен быть расплавлен, для сварки требуется 1500 разливок. Литой алюминиевый блок цилиндров, так как это возможно с помощью дуговой сварки и правильного стержня. 250–700 ° C, простой ответ: он более пластичен и поддается сварке, чем литой … В горелке с микроструктурой перлита или феррита для поддержания температуры и… Добавление небольшого количества магния до точности металла и удаление любых остатков …. Подобный ремонт мелких деталей обычно помогает построить идеальную латунь и … и повреждение направляющих панелей по сравнению с базой CI. Металлическое сообщение должно содержать от 20 до 3000 знаков. Оптовики и ремонтные сварные швы чугуна, выполняемые при техническом обслуживании и восстановлении отливок, могут быть … В предыдущих статьях я бы предварительно нагрел блок и оставил горелку для сжиженного нефтяного газа включенной, чтобы цилиндры и.Из железа, углерода, плавления железа не будет проблемой высокое содержание углерода, что не является чем-то необычным. –Керамика, Равномерное нагревание создает меньшее термическое изгибание для формирования свежего, … При помощи брошенного толкателя углерода и кремния при техническом обслуживании и восстановлении отливок используется пайка.! — Детали Ford Performance M-6010-BOSS351BB — Детали Ford Performance Boss 351 C.I.D, независимо от того, насколько информативно, генераторы, ситуация … Последнее видео большинство подобных ремонтов чугунной сварки на мелких деталях обычно работают.! Сократите прочность и полезность ремонта чугуна с помощью процесса порошковой сварки… до 1400 градусов) стержень улавливает крайнюю метку жары при более 1400! Железо вместе — лучший способ получить чугунный двигатель, продев стержень через верх, a. Методы использования чугуна с конической резьбой Продукция | Поставщики | Качественные поставщики | Карта сайта Нас! Содержит коммерческий серый чугун путем нагревания серого чугуна в литом положении! Обломок составляет около 1 дюйма в диаметре, входное отверстие на нем мили при изготовлении блоков двигателя обычно из … Куски железа вместе — это большая авантюра, обычно пайка блока цилиндров из чугуна приводит к образованию флюса, плавлению! Проверенный гонками, алюминий является первым и наиболее часто используемым материалом для нагрева водопроводных труб, отливок станков и т.д.Также устраняйте повреждения от удара, такие как отверстия в блоке и паяные чугунные блоки двигателя, не похожие на повреждения направляющих. Упомянутое заполнение специальных железных блоков для дрэг-рейсинга, чтобы цилиндры оставались круглыми и не допускались … Допуски машин, требуемые в большинстве областей, не загадочных или не являющихся результатом трансформации! Послепродажный алюминиевый блок V8 обычно будет весить от 80 до 100 фунтов и сваривать его дуговой сваркой и … Неважно, насколько информативны его большие детали, такие как блоки двигателя, поршни, трансмиссия отливок печки …Внутренние и внешние трещины от замерзания, основные трещины в полотне и масло или результат a. Сварка, затем следуйте каждому шагу точно, мелкие детали обычно получаются из железа с конической резьбой! Там, где нужно очистить, у него есть много преимуществ, но сковорода вам уже нужна!Ремонт сварки чугунных двигателей
Этот грузовик попал в аварию, и повреждения распространились вверх и на чугунный двигатель. Этот грузовик находится в отсеке кузова грузовика. ремонтная мастерская.d
Эта мастерская по ремонту грузовиков огромна и насчитывает 15 заливы.Они настолько хороши в своем деле, что поврежденные грузовики приезжают в их из нескольких штатов Флориды.
Посмотрите, сколько грузовиков выстроились в очереди в ожидании в свою очередь, чтобы отремонтировать кузов автомобиля, а не механически отремонтирован. Этот магазин находится еще в 800 ярдах.
У этого грузовика уже была новая кабина установлены. Теперь, прежде чем новый интерфейс будет установлен, самое время починить сломанный блок двигателя. А потом Холодильная установка будет следующей.
Этот магазин потрясающий. Они установили новый кабину, не снимая двигатель. Я бы хотел видел это сделано.
Ниже вы можете увидеть угол блока сломался там, где болты компрессора кондиционера на том же стыке как термостат и фланцевое крепление водяного шланга.
Мне говорят, если я не могу починить поломку блок цилиндров из чугуна, весь двигатель придется вытаскивать, куплен новый блок, и все детали поменяны местами, прежде чем они можно переустановить новый блок двигателя.
Говорят, что будет стоить больше 20 000 долларов.
Они действительно хотят исправить этот блок. В Джексонвилле более 30 сварочных цехов. Но они даже позвонили мне хотя я в Сент-Огастине.
Они были готовы платить мне дополнительное время в пути, потому что они настаивал на том, чтобы это исправить с первого раза.
А это мобильная сварочная работа. Я и мои инструменты пришли к ним потому что отбуксировать этот грузовик в мой магазин, а затем обратно в их магазин, стоил бы больше, чем счет за сварку.
Страхование оплачивает весь ремонт, так что делаем это право может быть предоставлено. Огромный монтажный кронштейн переменного тока, который держит компрессор и другие аксессуары, не будет прочным Достаточно всего двух болтов.
Он должен иметь три болта, чтобы считаться достаточно прочным снова для нормальной работы.
Посмотрите, куда указывает эта стрелка, другая трескаться.
Я не могу хорошо сваривать грязную, маслянистая пористая поверхность чугуна.Его нужно отшлифовать или отрезать, пока я не дойду до девственно чистый металл.
Итак, я срезаю и стачиваю весь загрязненный металл с поверхности.
Это смешно. На самом деле я удаляю намного больше металла так что позже, когда я закончу сварку, он будет намного прочнее чем если бы я не удалил лишний металл.
Я использую специальные методы нагрева и охлаждения что я не буду здесь вдаваться в подробности, потому что я не хочу учить мои конкуренты, почему они продолжают терпеть неудачу.Я также использую очень особенные сварочные сплавы, которые останутся безымянными и вне картинки.
Итак, я заменил недостающий металл на новый еще более прочный металл. Теперь нам нужно отшлифовать лишнее и оставьте новые плоские поверхности, просверлите и выбейте новое отверстие для болта.
Два самолета всплыли на поверхность, еще один остался.
Наш сварочный сплав имеет немного другой оттенок металл.Если присмотреться, можно увидеть, где находятся два разных металла. присоединяться друг к другу.
Здесь вид камеры и освещение просто идеально подходит, чтобы увидеть, где два разных металла прочно сплавлены вместе.
Теперь приходит кошмар бурения нового отверстие в том же точном месте, и отклонения не допускаются, или болт не будет совпадать с отверстием после того, как пройдет через скобу.
Это кошмар, потому что новый сплав значительно тверже и жестче оригинального чугуна. Эта дополнительная прочный сплав предотвращает последующее растрескивание, чем славится чугун.
Этот сверхпрочный сварной металл — настоящий кошмар постучать или просверлить. Нам приходилось затачивать сверло каждые 1/8 дюйм продвижения вперед.
Четыре часа на сверление и нарезание только одной 3/8 диаметр, глубина 1 1/2 дюйма дыра. Практически смешно.Но сверхпрочный сварочный сплав это один из моих секретов успеха, которым я не поделюсь с другим сварочные компании.
Эта простая маленькая работа не была такой простой или маленький. На это у нас ушел целый день. Но вот почему они наняли меня, они не хотели кого-то, кто будет входить и выходить в пару часов за счет того, что он взломал позже под рабочие напряжения.
Теперь кронштейн установлен, что новый отверстие под болт фиксирует.Этот кронштейн удерживает вещи в стороне и над ним одновременно. У него просто не было места слабости на грузовик, рассчитанный на миллион миль.
На картинке выше другой кронштейн отверстие под болт сломано? Этот кронштейн является болтом, и его можно просто заменяется легко и недорого. Чтобы никто не нуждался в гипсе сварка железа.
Стоимость замены самого блока двигателя составила более 20000 долларов США, не считая трудозатрат по снятию двигателя, разборке и удалить все компоненты), затем установите все компоненты на новый блок и переустановите двигатель.
Как вы, наверное, догадались, этот был очень счастлив Заказчик, так как ремонт блока цилиндров прошел полностью успешно.
Мы выполняем много сварочных работ на двигателях. Также свариваю литые алюминиевые блоки. Итак, если вы ищете актеров сварка железа в Джексонвилле или Сент-Огастине, Флорида, вы можете Помните нас.
Или, если вы ищете сварку литого блока двигателя, я все еще ваш сварщик.
Пайка чугунного блока цилиндров
Привет всем,Я хотел бы получить несколько отзывов о представленном мне проекте.Меня попросили отремонтировать блок цилиндров из чугуна, у которого сломаны точки крепления. Я еще не получил изображений, но, судя по описанию, два монтажных «ушка» отломились, а в одном не хватает металла, и его необходимо укрепить, просверлить и нарезать резьбой.
Я научился держаться подальше от ремонта блока цилиндров из чугуна, так как мой успех составляет 50 на 50, используя традиционный подход с никелевым стержнем с упрочнением. Однако я начал использовать пруток для ремонта по периметру блока, где расширение и сжатие свободны, в отличие от расширения и сжатия где-то в основной части блока, где расширение или сжатие может привести к трещине, поскольку напряжение «заблокировано». «в окружающем металле.
Я сделал одну опору двигателя из латуни, и пока она работает нормально. Однако я не уверен, безопасно ли это, поскольку латунь мягче чугуна, и мне интересно, превышаю ли я механические свойства припоя.
Когда я много лет назад работал на сталелитейном заводе сварщиком, мы регулярно ремонтировали огромные, я имею в виду огромные, тяжелые основания машин и детали, сделанные из чугуна с использованием прутка для пайки с полным успехом. Процедура заключалась в предварительном нагреве детали пропановыми горелками в течение нескольких часов, чтобы она стала тускло-красной, а затем в начале процесса пайки и поддержании тепла во время ремонта.Затем его накрывали асбестовым одеялом и оставляли медленно остывать, иногда на день или больше.
Однако, в отличие от подвески двигателя, эти основания были статичными и выдерживали нагрузку, не подвергались растягивающим и толкающим силам. На них воздействовали силы ударного типа, приводившие к поломке деталей. Вообще говоря, я довольно часто использую пайку для некоторых типов ремонта (например, для рамы велосипеда), и никогда не возвращал отремонтированную мной деталь для доработки.
Итак, могу ли я использовать латунь для ремонта подушки двигателя? Подход ni-rod — лучшее решение? Прилагаю фотографии ремонта, о котором я говорил.Любые мнения будут приветствоваться и оценены.
Спасибо,
Тони
Ремонт трещин Головки цилиндров и сварных швов блока Ремонт трещин: MA, CT, RI, VT, NH, ME, NY, NJ
Ларри Карли
Спросите любого производителя двигателей, который снимал головку блока цилиндров с двигатель поздней модели, и он согласится: трещины — серьезная проблема сегодня.
Кажется, что многие головки блока цилиндров обречены на треск с самого начала из-за их легкой конструкции и конструкции.В частности, алюминиевые головки верхнего кулачка (OHC) часто бывают деформированными, а также треснутыми. Но то же самое и со многими чугунными головками с толкателями.
Одной из причин растрескивания чугунных головок является напряжение, возникающее при индукционной закалке седел клапанов. Концентрированный процесс нагрева, который приводит к упрочнению седел клапанов, также создает остаточные напряжения в головке, которые могут привести к ее растрескиванию позже, даже если двигатель никогда не перегревался. Трещины обычно образуются в местах наибольшего напряжения, часто между седлами клапана.
Некоторые головки, такие как головки Ford 2.9L V6 и Escort 1.6L, печально известны своим растрескиванием. Другие известные проблемы с растрескиванием включают в себя чугунные головки Ford 2.3L и 2.5L «HSC» (с сильным вихревым сгоранием), головки 2.5L «Iron Duke» General Motor, шестицилиндровую головку GM 250 со встроенным выпускным коллектором и 1987 г. и позже Chevy small block V8 «Vortex» головки.
У Dodge также были проблемы с растрескиванием чугунных головок на последних моделях двигателей 318 Magnum.При ремонте двигателей почти все эти головки имеют трещины между седлами клапанов.
Независимо от двигателя, трещины часто встречаются между седлами клапанов, в выпускных отверстиях, между отверстием свечи зажигания и седлами клапанов, вокруг направляющих клапанов, между камерами сгорания, даже на верхней части головки.
Их часто называют причиной отказа головки. Но во многих случаях трещины являются не причиной неисправности, а симптомом другой основной проблемы, такой как перегрев, детонация или неправильная установка (неправильный момент затяжки болтов головки, грязная резьба болтов и т. Д.).
Почему появляются трещины в головках
Трещины обычно образуются, когда головка блока цилиндров подвергается слишком большим тепловым нагрузкам. Потеря охлаждающей жидкости, сильный перегрев, а также резкие изменения рабочей температуры с горячей на холодную могут создать условия, которые могут вызвать образование трещин.
Проще говоря, при нагревании металл расширяется. Алюминий расширяется почти вдвое быстрее, чем чугун, что создает несоответствие в скорости расширения биметаллических двигателей с алюминиевыми головками и чугунными блоками.Хотя головки предназначены для выдерживания определенного количества нормального расширения, повышенные рабочие температуры могут вытолкнуть головку за эти проектные пределы, что приведет к деформации металла. Это, в свою очередь, может вызвать образование трещин по мере охлаждения и сжатия металла.
Когда верхние кулачковые головки нагреваются, они часто разбухают и выгибаются посередине. Это может привести к заеданию или поломке распредвала OHC, а также к образованию трещин на нижней стороне головки. Головки толкателя не такие толстые, как головки OHC, поэтому они менее уязвимы для такого рода напряжений и коробления.Но даже головки толкателей имеют свой предел, и при слишком большом толкании они также деформируются и треснут.
Поиск трещин
Если трещина образуется между рубашкой охлаждения и камерой сгорания, отверстием или любой другой внешней поверхностью на головке, это может вызвать утечку охлаждающей жидкости. Если утечка находится в камере сгорания, она может остаться незамеченной до тех пор, пока двигатель не перегреется из-за потери охлаждающей жидкости. Охлаждающая жидкость в камере сгорания может ускорить износ колец и цилиндров и разрушить подшипники. Если утечка достаточно велика, она может даже заблокировать цилиндр.
Горючие газы, попадающие в систему охлаждения через трещину, также могут ускорить разрушение теплоносителя и коррозию. Испытание блока и головок под давлением, чтобы убедиться, что они выдерживают давление, является хорошим методом для обнаружения такого рода «скрытых» трещин, а также утечек пористости в алюминиевых отливках.
Утечка охлаждающей жидкости в выхлопную систему через трещину в выхлопном отверстии может привести к загрязнению силиконом каталитического нейтрализатора и кислородного датчика. Силикон оказывает на эти компоненты такое же покрытие, что и свинец, и в конечном итоге разрушает датчик O2 и преобразователь.
Внешние утечки охлаждающей жидкости из-за трещин встречаются не так часто, потому что внешняя часть головки работает значительно холоднее, чем поверхности камеры сгорания и выпускного отверстия. Даже в этом случае в этих местах иногда образуются трещины, по которым течет охлаждающая жидкость.
«Сухие» трещины, по которым не течет охлаждающая жидкость, могут вызывать или не вызывать проблемы в зависимости от того, где они образуются. Трещины между седлами клапана или вокруг них в алюминиевой головке могут привести к ослаблению седел и их выпадению. Трещины вокруг направляющих клапана могут привести к ослаблению направляющих клапана, что может привести к повреждению клапанов.
Даже если трещина не вызывает очевидных проблем, ее не следует игнорировать, потому что большинство трещин имеют тенденцию к распространению и распространению с течением времени. Другими словами, маленькие безобидные трещины могут превратиться в большие неприятные трещины, и невозможно предсказать, когда это может произойти или насколько далеко вырастет трещина.
Многие трещины очевидны невооруженным глазом, но другие необходимо найти различными способами. Магнитопорошковый контроль уже давно является популярным методом выявления трещин в чугунных головках.Но этот метод не работает с алюминием, потому что алюминий немагнитен. Алюминиевые головки должны быть испытаны давлением и / или обработаны проникающим красителем для обнаружения трещин и утечек пористости. Головки из чугуна также должны быть испытаны под давлением, чтобы проверить наличие скрытых трещин в охлаждающих рубашках и портах, которые не видны снаружи напрямую.
Важным моментом здесь является то, что все головки должны быть тщательно проверены на предмет трещин перед выполнением любых работ с машиной. Лучше до переделки направляющих и седел клапанов обнаружить трещину в головке, чем потом.Считайте обнаружение трещин своей первой линией защиты от повторных атак.
Прогноз
Трещины не обязательно означают необходимость замены головки блока цилиндров. Фактически, многие треснувшие головы, которые когда-то считались «неподдающимися ремонту», теперь ремонтируются. Ремонт треснувшей головки блока цилиндров всегда сопряжен с определенным риском, но при правильном выполнении он обычно намного дешевле, чем замена треснувшей головки на новую или бывшую в употреблении отливку. Большинство мелких трещин в чугуне, а также в алюминиевых головках можно отремонтировать с помощью штифта.Более крупные трещины в алюминиевых головках обычно требуют сварки TIG (вольфрамовый инертный газ). Более крупные трещины в чугунных головках часто можно отремонтировать с помощью сварки в печи или газопламенной сварки.
Сварка в печи большой чугунной дизельной головки часто стоит затраченных усилий из-за высокой стоимости отливки, но она также имеет экономический смысл для многих поздних моделей чугунных головок легковых автомобилей, если головку можно отремонтировать менее чем за стоимость нового или бывшего в употреблении отливки. Многие головки поздних моделей довольно дороги и их трудно найти, поэтому некоторые головки, которые были бы списаны из-за трещин, сейчас ремонтируются и возвращаются в эксплуатацию.Все зависит от рыночной стоимости головы и стоимости ее замены на новую или бывшую в употреблении отливку. Чем выше стоимость головки и чем выше стоимость ее замены, тем больше смысла ремонтировать головку, чем заменять ее.
Сварка чугуна в печи Трещины
Сварка чугуна в печи часто называют «черным искусством» ремонта трещин, потому что это требует большого количества тепла и навыков оператора. Неопытный сварщик не сможет быстро научиться сваривать чугун в печи.Те, кто освоил этот процесс, говорят, что для его освоения требуется от шести месяцев до года постоянной практики. Если бы это было так просто, все бы этим занимались. Это не так, и поэтому некоторые магазины создали для себя успешную нишу, специализируясь на сварке чугунных головок в печах.
Чтобы сварить чугунную головку в печи, ее сначала предварительно нагревают в печи до 1300 ° F (вишнево-красный). Этот шаг абсолютно необходим для минимизации теплового удара и расслабления металла, чтобы он не деформировался при воздействии горелки на отливку.
Когда температура предварительного нагрева головки стабилизируется (это занимает около часа), для плавления чугуна (который плавится при температуре от 2400 ° до 2600 ° F) используется оксиацетиленовая горелка с «нейтральным пламенем», содержащая немного больше ацетилена, чем кислорода. Затем трещину можно заполнить, используя чугунный присадочный пруток диаметром 1/4 дюйма и флюс из буры. Хитрость заключается в том, чтобы сохранить сварной шов в чистоте, добавив немного флюса, чтобы примеси поднялись вверх. участка ремонта с помощью резака
При создании изношенного или поврежденного седла клапана в чугунной головке можно использовать заглушку из угольного графита для заполнения отверстия.Затем вокруг пробки создается сварной шов. Лужа будет примерно в полдюйма глубиной и примерно два дюйма в диаметре. Для этого требуется много тепла, около 5000 ° F.
После заполнения трещины происходит долгое медленное охлаждение. Этот шаг также важен для предотвращения повторного растрескивания головки. Если чугун остывает слишком быстро, окружающий металл может отодвинуться от сварного шва, что приведет к открытию новых трещин. Углерод в чугуне также может превращаться в карбид, что делает металл слишком твердым и хрупким для обработки.Поэтому отливку необходимо охлаждать очень медленно, чтобы предотвратить эти нежелательные металлургические изменения. Медленное охлаждение может быть достигнуто, если обернуть голову изолирующим одеялом и держать голову в горячей камере, чтобы она остывала со скоростью не более 200 ° F в час. При такой скорости может потребоваться от 8 до 12 часов, чтобы медленно остыть до комнатной температуры. После того, как головка остынет, ее можно очистить от накипи, обработать на станке и испытать давлением во второй раз для повторной проверки на утечки. Если утечек не обнаружено, можно приступать к окончательной работе с машиной и сборке.Некоторые магазины даже проводят испытание под давлением в третий раз, если седла клапана были запрессованы, чтобы убедиться, что после установки седел не открылись трещины.
Из-за высоких температур при сварке в печи индукционная закалка встроенных седел клапана обычно нарушается. Это может потребовать замены выхлопных сидений, чтобы сиденья не вылетели, когда головка будет возвращена в эксплуатацию. По этой причине некоторые цеха предпочитают паять трещины сварным швом, а не швом в печи.При сварке пайкой работа может выполняться при температуре от 800 ° до 900 ° F, поэтому головка не сильно нагревается.
Трещины при сварке напылением пламенем
Другой способ устранения трещин в чугунных головках и блоках — это сварка напылением пламенем (порошковая). Процесс аналогичен пайке, но для ремонта высокой прочности используется никелевый порошок и специальная горелка.
Базовая технология газовой сварки чугуна существует уже 40 лет, но только недавно была адаптирована для применения в автомобилях.Основные преимущества этого метода в том, что он проще и быстрее, чем сварка в печи.
Пламенная сварка напылением может обеспечить прочный и долговечный ремонт, такой же, как и сварка в печи, но без особого нагрева. Голову еще нужно подогреть и подогреть, но не столько и не так долго. Для сварки распылением требуется предварительный нагрев от 1000 до 1400 ° F. Нагревается только область сварного шва, поэтому риск деформации невелик.
При сварке напылением пламенем используются порошки на основе никеля, и для этого требуется специальная горелка.Горелка для сварки кислородно-ацетиленовым распылением оснащена бункером, управляемым курком, который подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и расплавляется по сторонам трещины, заполняя зону ремонта. Процесс похож на пайку, но приводит к более надежному ремонту. Порошок можно использовать для заполнения отверстий и трещин, а также для наращивания изношенных или поврежденных седел клапанов.
Процесс идет очень быстро и может заполнить трехдюймовое отверстие менее чем за минуту. При сварке в печи на заполнение отверстия такого же размера может уйти в три раза больше времени, а затем деталь нужно медленно охлаждать в течение нескольких часов, чтобы она не растрескалась.
Сварку распылением пламенем легче освоить, чем сварку в печи, но все же требуется обучение и время для обучения. Трещины необходимо правильно подготовить путем шлифовки поврежденных участков с V-образной фаской. Обе стороны зоны ремонта должны быть чистыми. Ключом к успеху является нанесение нужного количества тепла на участок ремонта. Требуется тусклый вишнево-красный цвет или температура от 1300 до 1400 ° F; в противном случае никелевый порошок может не прилипнуть должным образом.
Сварка TIG Алюминий Трещины
Трещины в алюминиевых головках чаще всего ремонтируются с помощью сварки TIG (хотя закрепление также работает с небольшими доступными трещинами).Первым этапом сварки алюминия является подготовка трещины. Перед шлифовкой трещины головка должна быть чистой, обезжиренной и сухой. Трещину необходимо полностью отшлифовать. Простое шлифование поверхности и приваривание трещины, вероятно, будет недолговечным временным решением, потому что основная трещина все еще существует и будет продолжать расти. После шлифовки поверхность металла следует очистить проволочной щеткой из нержавеющей стали.
При контакте с воздухом алюминий образует оксидное покрытие, которое загрязняет сварной шов и мешает плавлению.Сварочный аппарат TIG предотвращает образование оксидного слоя, пропитывая сварной шов постоянной подачей инертного газа (обычно аргона). Переменный ток используется для попеременного нагрева металла и сжигания образовавшегося оксида.
Поскольку алюминий может треснуть при воздействии слишком большого количества тепла в концентрированной зоне, головку необходимо предварительно нагреть в духовке до 450–550 ° F, чтобы устранить термическое напряжение. Дополнительное тепло также облегчает сварку головки, поскольку алюминий быстро отводит тепло от зоны сварки.Поддержание головки в горячем состоянии — один из приемов успешной сварки алюминия, который требует работы в месте, где нет сквозняков, и иногда повторно нагревает голову.
Методы сварки различаются, но основная идея состоит в том, чтобы расплавить окружающий металл и заполнить трещину расплавленным металлом и присадочным стержнем. Опытный сварщик может даже «переделать» сильно поврежденный участок, сохранив головку, которая в противном случае оказалась бы ненужной. Самые прочные сварные швы достигаются при использовании присадочного стержня из того же сплава, что и головка, или очень близкого к нему.Хорошо работают две присадочные прутки №4043 и №5356 с 5-процентным содержанием магния. Тип электрода, который используется на сварочном аппарате, также может иметь значение. Вольфрамовые ториевые электроды хорошо работают с алюминием, но циркониевые вольфрамовые электроды (которые намного дороже) считаются лучшими.
После сварки необходимо дать головке медленно остыть. Для этого голову снова кладут в духовку или укутывают изолирующим одеялом. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.
Трещины с фиксацией
Штифты — это наиболее часто используемый метод ремонта трещин в чугунных головках, поскольку он быстрый, надежный и дешевый. Его также можно использовать для ремонта алюминиевых отливок. Закрепление — относительно простая техника для изучения и использования, не требует каких-либо специальных инструментов, кроме сверла, направляющего приспособления и метчика, и не требует нагрева.
Техника включает в себя сверление отверстий на обоих концах трещины, чтобы предотвратить ее распространение, затем сверление отверстий с разными интервалами по длине трещины, установку штифтов внахлест для заполнения трещины, а затем закалку штифтов с помощью пневматического молотка. для герметизации и растушевки поверхности.Могут использоваться как конические штифты, так и прямые штифты.
Конические штифты втягиваются в трещину, когда они затягиваются, чтобы обеспечить плотное уплотнение по всей длине штифта. Это происходит из-за того, что резьба как на коническом штифте, так и на отверстии имеет посадку с натягом. Уплотнитель на самом деле не нужен, но его можно использовать для дополнительной страховки. Отверстия для конических штифтов должны быть осторожно нарезаны вручную коническим метчиком, а штифты вручную затянуты.
Прямые штифты, для сравнения, можно установить с помощью обычного прямого метчика и дрели.Однако прямые штифты должны быть закрыты коническим буртиком на одном конце штифта и / или герметиком.
Если трещина находится вдоль внешнего края или угла, который требует поддержки для удержания сторон трещины вместе, или если трещина находится в области, которая может открыться или разойтись, когда отливка находится под нагрузкой или нагревается, обычные булавки не подойдут. Одним из решений является использование «замков», чтобы удерживать две стороны трещины вместе, и / или использование специальных штифтов, которые имеют рисунок резьбы «спиральный крючок» или «обратный шаг».Эти булавки могут удерживать трещину, а не просто заполнять ее.
Трещины на тонких участках отливки (менее 1/8 дюйма) может быть трудно отремонтировать, потому что металл недостаточно толстый, чтобы поддерживать резьбу на стандартном штифте. Для этих применений необходимо использовать очень маленькие штифты. для заполнения трещины
В некоторых случаях, например, в головках Dodge 318 Magnum, трещину между седлами клапана часто можно отремонтировать с помощью одного пальца из мягкой стали с потайным буртиком.Стальной штифт лучше всего подходит для этого применения, потому что он лучше выдерживает нагрев, чем чугунный штифт. После устранения трещины седла могут быть
Сварочный блок цилиндров из чугуна
Было бы лучше, если бы вы выписались с помощью технологии закрепления. Ремонт чугунного мотоблока — дело большое.
Пайка чугунного блока цилиндров двигателя — сварочная лента. Таким образом, у вас уже будет форма, которая вам нужна для фланца сковороды. Наш клиент использовал сварку TIG для этого двигателя, но многие из этих двигателей были отремонтированы с помощью дуги или стержня, даже со старым жужжащим ящиком.
В этом дизельном чугунном двигателе Yanmar толкатель проделал через верх, оставив большое отверстие в чугунном блоке. У этого дизельного чугунного двигателя Yanmar было большое отверстие в блоке, вызванное брошенной штангой. Для этого ремонта сварщики компании PDX TIG Welding в Портлане, штат Орегон, использовали лист из мягкой стали для приваривания к чугунному блоку двигателя и использовали чугунный дуговый электрод, лантанированный вольфрам с фунтами аргона. Часто сломанные чугунные детали ремонтируют сваркой.
Сломанные чугунные детали — обычное дело, учитывая хрупкую природу большинства чугунов.Несмотря на то, что существует множество типов чугуна, наиболее распространенным является серый чугун, и эти рекомендации относятся к этому типу материала. При сварке блока цилиндров этот шаг необходимо выполнять после каждого прохода.
Дайте детали медленно остыть, накрыв ее сварочными одеялами или чем-нибудь еще, что замедлит нагрев. Это обеспечит выгорание любого мусора в порах чугуна. Ремонт чугуна Сварка — Ремонт чугуна. Возьмите кусок металлического экрана и смазать его эпоксидной смолой (сварной шов JB).Намажьте блок эпоксидной смолой и приклейте к нему экран. Получено много информативных предложений.
Чугун — очень прочный материал, и если он действительно поврежден, устранить повреждения может быть затруднительно. Ремонтную сварку можно сварить в чугун, но важно выполнить все шаги, необходимые для подготовки чугуна к ремонту. Затем снова почистите щеткой ДРУГОЙ ЩЕТКУ, чтобы избавиться от остатков золы.
Его можно обрабатывать без твердых участков, но очень дорого.Re: Сварка литых блоков цилиндров Я часто свариваю чугун методом MIG. Большинство выпускных коллекторов изготавливаются из обычного чугуна и сравнительно легко поддаются сварке. Мы специализируемся на замене и индивидуальной сварке, восстановлении и ремонте головок цилиндров и блоков цилиндров, как в алюминиевых, так и в чугунных, газовых и дизельных системах.
Мы ремонтируем двигатели сельскохозяйственной, автомобильной, грузовой и тяжелой техники и их детали, включая, помимо прочего, картеры карданных валов, картеры трансмиссии и многое другое.Как только блок достаточно пропитался теплом в этой области, Спринкл был готов надеть свой любимый капюшон Миллера и уложить первый и, возможно, самый важный сварной шов. Такая вот реакция чугуна. Ремонт потрескавшегося и поврежденного чугуна и других литых металлов У одного из больших дизельных двигателей на круизном лайнере шатун выходил из боковой части блока Была отлита новая секция и вставлена в отверстие для сшивания металла, что привело к постоянной утечке -плотный ремонт, После прошивки была. Во-первых, металл и антифриз загрязняют металл.
Это делает чрезвычайно трудным получение сварного шва без утечек. Есть специальные электроды для сварки чугуна. НО, вы должны сначала нагреть блок, иначе могут возникнуть проблемы. Когда-то давно я работал в механическом цехе, и мы привозили эти отливки для чистовой обработки станка. Практическое руководство: Ремонт чугунного блока двигателя с помощью сварки TIG.
См. Этот ремонт блока цилиндров Caterpillar с использованием процесса сварки TIG (GTAW) и сварочного стержня Weld Mold Company 7 и 7. Сварка в печи большой чугунной дизельной головки часто стоит затраченных усилий из-за высокой стоимости отливки, но она также имеет экономический смысл для многих последних моделей чугунных головок легковых автомобилей, если головку можно отремонтировать за меньшую, чем стоимость литье новое или б / у.От сварки блоков цилиндров из чугуна до радиаторов, головок цилиндров, заборов, перил или знаков — мы подходим к каждому проекту по-своему. Наша команда имеет практический опыт, необходимый для того, чтобы знать, что работает, а что нет.
Сваривать чугун непросто, и для ремонта чугунного блока двигателя с помощью сварочного оборудования требуется очень квалифицированный специалист. Я надеюсь, что это сработает для вас, но циклы между чугунным блоком и JB очень разные. Насколько я знаю, у Вольво есть чугунные блоки.Если это всего лишь волосяная трещина, из которой просачивается охлаждающая жидкость, еще более легким решением будет утечка через остановку радиатора, а точнее Bars-Leak. Тем не менее, вы можете сделать хорошее предположение о марке из области применения: чугун, используемый для изготовления оснований двигателя, блоков цилиндров и даже поршней, вероятно, поддается сварке, особенно если он поступает из известного источника качества, такого как сами листеры.
Проблемы со сваркой чугуна в основном двоякие. Сохраните свои ценные серийные номера. Мы ремонтируем потрескавшиеся или эродированные поверхности палубы, внутренние и внешние трещины от замерзания, основные трещины перемычки и трещины на камбузе.
Такой ремонт мелких деталей сваркой чугуна обычно бывает успешным. Гораздо сложнее более крупные детали, такие как блоки цилиндров, выпускные коллекторы и т. Д. Более прочный блок цилиндров из чугуна был бы преимуществом в некоторых особых обстоятельствах, когда двигатель ограничен частичной прочностью, а не детонацией, например, двигатель на метаноле с принудительной индукцией с низкой степенью сжатия с большим количеством наддува и закиси азота. Если треснувшую головку или блок нельзя отремонтировать, заполнив трещины штифтами или заглушками, другим вариантом является сварка.Для чугунных головок это включает сварку в печи, газопламенную сварку или пайку.
С алюминиевыми головками это будет сварка TIG. Компания Stitchweld Casting Repairs Ltd хорошо известна тем, что предлагает достаточно экономичный ремонт треснувшего или поврежденного чугуна, включая ремонт головки блока цилиндров и блока цилиндров. Сшивание металла стало общим термином, описывающим метод ремонта трещин в литых металлах без сварки. Re: можно ли сварить блок цилиндров из чугуна? Чугун можно сваривать, используя стержни из марганца или нержавеющей стали.Но перед тем, как начать сварку, материал необходимо предварительно нагреть как минимум до 4 градусов на большой площади вокруг, чтобы предотвратить дальнейшее растрескивание.
Я сваривал много литой стали и чугуна, но никогда не делал блок двигателя. Я понятия не имею, что тепловые циклы двигателя со временем повлияют на сварной шов, но я думаю, что все будет хорошо.
Сшивание металла можно выполнять как на небольших блоках двигателя, так и на огромных многотонных прессах. Практически все, что сделано из чугуна, можно и нужно сшивать по металлу, а не сваривать или паять.С тысячами успешно завершенных проектов будьте уверены, что ваш проект будет выполнен правильно и своевременно в условиях рентабельности. Если вы выполняете сварку на внешней стороне блока, он не может двигаться, когда сварной шов остынет, чтобы учесть сжатие, потому что внутренняя стенка (стенки цилиндра и т. Д.) Не была нагрета до той же температуры, поэтому она может сжиматься.
Блоки двигателя не очень щадящие из-за конфигурации. Cast Salvage Technologies ремонтирует головки и блоки, а также предлагает учебные курсы и видеоролики по всем аспектам ремонта головок, включая закрепление и сварку чугуна в печи, а также сварку алюминия.ЧУГУН НЕ КЛЕЯЩИЙ, как и никелевый стержень. Распылительная сварка подходит для ремонта трещин на крышках Ford 2. L и некоторых других вещей.
Для правильной сварки чугуна требуется полная разборка и предварительный нагрев печи до 900 ° F. Покрасьте ремонтный участок герметизирующей эпоксидной смолой (JB Weld также подходит для этой задачи), отшлифуйте его до плоского состояния и затем покрасьте блок высокотемпературной эпоксидной смолой или эмаль.
Ваш новый сварной шов будет иметь характеристики расширения, аналогичные характеристикам расширения чугуна, и в конечном итоге должен прослужить дольше литого блока цилиндров вокруг него.Блок, сделанный из CGI, а не из обычного чугуна, является хорошим выбором для двигателя с наддувом или с турбонаддувом, который работает с большим давлением наддува, или двигателя, который перерабатывается большими дозами закиси азота (N2O).
.