Как в чугуне нарезать резьбу
Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами. Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа сверлильных, токарных и др. Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.

Содержание:
- Нарезка резьбы метчиком, таблицы отверстий и сверел под метрические и дюймовые резьбы, виды СОЖ
- Резьба в чугуне
- Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки
- Нарезка резьбы в чугуне
- Нарезка резьбы.
- Энциклопедия по машиностроению XXL
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как нарезать резьбу.
Нарезка резьбы метчиком, таблицы отверстий и сверел под метрические и дюймовые резьбы, виды СОЖ
Сверление отверстий. Отверстия в различных изделиях высверливают сверлами, устано в ленными в сверлильные станки, дрели, коловороты. В слесарном деле чаще вceгo применяются спиральные сверла, так как они легко сверлят и дают чистое отверстие более точных размеров.
Отверстия в различных изделиях высверливают сверлами, устано в ленными в сверлильные станки, дрели, коловороты. В слесарном деле чаще вceгo применяются спиральные сверла, так как они легко сверлят и дают чистое отверстие более точных размеров.
Спиральные сверла выпускаются стандартных диаметров с yглом заточки угол при вершине сверла большей частью в о. Сверло с таким углом заточки пригодно для сверления как твердых, так и мягких материалов. Существуют данные по заточке сверл для металлов различной твердости, однако изменение угла заточки вызывает необходимость изменения формы канавок для отвода стружок.
Поэтому у спиральных сверл нежелательно изменять угол заточки, так как это при водит к быстрому износу инструмента. Сверла затачивают на специальных станках или вручную на наждачном кpyгe. Правильность заточки проверяют по специальному шаблону. У хорошо заточенного сверла режущие кромки должны быть совершенно одинаковой длины и расположены под одинаковым углом к оси сверла.
Задний угол заточки шаблоном не проверяют, однако он должен быть равен 6 о у наружной поверхности сверла и увеличиваться по направлению к eгo оси до 20 о. При несоблюдении этих правил заточки сверло будет бить, уходить в сторону, плохо брать стружку и быстро нагреваться, а полученное отверстие будет неправильным.
Сверла слева — спиральное, справо — перовое. При отсутствии спиральных сверл нужного диаметра или длины можно употреблять сверла перовые. Их легко изготовить самостоятельно из прутка угледистой инструментальной стали.
Для этого пруток необходимых размеров нагревают и расплющивают на одном конце в виде лопатки. Этот конец закаливают, а затем затачивают на наждачном круге так, чтобы при вершине сверла образовались режущие кромки под нужным углом заточки. Для сверления стали угол заточки берется равным о , для латуни — 90 о , для алюминия 80 о.
Для высверливания отверстия выбранное сверло вставляют до отказав патрон дрели и слегка зажимают. Затем проверяют, чтобы сверло не било при вращении, и зажимают в патроне возможно сильнее. Перед началом сверления необходимо углубить каждый центр намеченных отверстий путем повторного кернения, а затем изделие закрепить в тисках на верстаке так, чтобы оно не гнулось и не перемещалось в процессе сверления.
Затем проверяют, чтобы сверло не било при вращении, и зажимают в патроне возможно сильнее. Перед началом сверления необходимо углубить каждый центр намеченных отверстий путем повторного кернения, а затем изделие закрепить в тисках на верстаке так, чтобы оно не гнулось и не перемещалось в процессе сверления.
Сверло, сначала нужно установить перпендикулярно к поверхности изделия, затем, медленно и осторожно высверлив небольшое углубление, проверить, совпало ли сверло с центром накернения. Если оно отошло от центра, то надо произвести более глубокое накернение либо прорубить крейцмейселем две-три лучевые канавки от центра углублении в ту сторону, куда надо подать сверло. В этом случае сверло будет брать большую стружку там, где нанесены канавки, и переместится в нужную сторону.
Если на этот раз получится эксцентричность, то необходимо произвести новое накернение, просверлить отверстие тонким сверлом, а затем сверлом нужного диаметра. Нажим на сверло должен быть таким, чтобы оно подавало равномерную стружку.![]() При выходе сверла из металла необходимо уменьшить нажим, так как в этот момент сверло захватывает большую стружку и может сломаться.
При выходе сверла из металла необходимо уменьшить нажим, так как в этот момент сверло захватывает большую стружку и может сломаться.
При сверлении глубоких отверстий необходимо чаще вынимать сверло и освобождать eгo от застрявших стружек. Кроме того, для уменьшения нагрева сверла нужно кисточкой вносить в отверстие капли смазки. При этом получится более чистое и точных размеров отверстие. При сверлении стали, ковкого чугуна, красной меди и латуни применяется минеральное масло или мыльная вода, а при сверлении алюминия мыльная вода и керосин. Серый чугун и бронзу сверлят всухую. Большое отверстие сверлится в два перехода.
Вначале отверстие сверлят сверлом малого диаметра, а затем сверлом нужного диаметра. Такой метод вызван тем, что сверла меньшегo диаметра легче устанавливаются в точке сверления. Кроме тoгo, отверстие получается более правильным и более точных размеров. Особенно осторожно нужно работать электрической дрелью с тонкими и длинными сверлами.
В таких случаях работающему необходимо принять удобное и устойчивое положение. Дрель нужно направить так, чтобы ось сверла совпадала с осью будущего отверстия. Желательно закончить сверление с одногo раза, не вынимая сверла из отверстия и не отклоняя дрель в сторону, так как малейший наклон дрели ведет к поломке сверла.
Дрель нужно направить так, чтобы ось сверла совпадала с осью будущего отверстия. Желательно закончить сверление с одногo раза, не вынимая сверла из отверстия и не отклоняя дрель в сторону, так как малейший наклон дрели ведет к поломке сверла.
В этом случае подача нужна очень малая, а если дрель находится вертикальном положении, то подачу сверла осуществляют тяжестью собственного веса дрели. При сверлении больших и фигурных отверстий в листовом металле предварительно высверливают ряд маленьких отверстий одно возле другого так, чтобы они почти доходили до разметочной линии.
Промежутки между этими отверстиями прорубают крейцмейселем, а неровности спиливают напильником. Отверстия в деталях цилиндрической формы высверливают на подставке с вырезанным углублением. Развертывание отверстий. Развертыванием называют технологический процесс обработки отверстий разверткой. Развертывание отверстий производится при сборке деталей, когда требуется отверстие несколько большего диаметра или большая точность и чистота eгo отделки, например для калибровки отверстии втулок.
В слесарном деле применяются ручные развертки цилиндрической и конусной формы. Ручные развертки имеют большую заборную рабочую часть, а хвост их имеет квадрат для надевания воротка. Конусные развертки применяются для зачистки и правки конусных отверстий.
Конусными развертками удобно также расширять отверстия в листовом материале, в шасси блоков. Развертки изготавливаются комплектно, по три штуки в комплекте черновая, переходная и чистовая или по две переходная и чистовая. Расширение отверстий на конус для потайных головок шурупов, винтов и заклепок производится конической зенковкой.
Вращать развертку при ручной работе следует воротком, для чего оставить ее в квадратное отверстие воротка. Перед применением развертки необходимо проверить на ощупь все ее резцы и при обнаружении заусениц устранить их.
Для получения отверстия точных размеров предварительно высверливают отверстие сверлом, диаметр которого меньше требующегося диаметра отверстия на 0,2 — 0,4 мм, что обспечивает запас материала на развертывание.
Изделие зажимают в тисках таким образом, чтобы отверстие находилось в вертикальном положении. Затем переходную развертку оставляют нижней частью в отверстие и вращают ее воротком в сторону направления острия зубцов. Для получения отверстия более точных размеров после переходной развертки применяют чистовую. Вращать развертку необходимо с нажимом, прогоняют через отверстие. Нельзя вращать развертку в обратную сторону. Нарезка резьбы. В ремонтном деле резьбу нарезают в основном вручную.
Для нарезки внутренней резьбы служат метчики, а для нарезки внешней резьбы плашки и винтовальные доски. Набор для слесарных работ:. Нарезка внутренней резьбы. Метчики по способу применения разделяются на ручные слесарные и машинные. Ручные метчики выпускаются комплектами. В комплект входят три метчика: черновой первый , средний второй и чистовой третий. Все три метчика изготовлены так, чтобы толщина стружки, срезаемой каждым метчиком, была более или менее одинаковой.
Третий метчик применяется последним для отделки и калибровки резьбы.
Резьбу нарезают следующим образом: изделие зажимают в тиски, а в отверстие возможно точнее вставляют конец первoгo метчика и нажимают на нeгo при помощи воротка. В начале работы вороток берут правой рукой, обхватывая метчик большим, средним и указательным пальцами, и с небольшим нажимом медленно вращают метчик по часовой стрелке, сохраняя eгo вертикальное положение.
Как только метчик начнет забирать стружку, переходят на вращение обеими руками. Сделав один оборот вправо, делают полоборота влево и т. Пройдя отверстие первым метчиком, заменяют eгo вторым, а затем третьим. При длине нарезки до 5 мм обходятся только первым и третьим метчиками, а для нарезки менее точных резьб достаточно применить два первых метчика.
Отверстия в бронзе и сером чугуне нарезают всухую. Нарезка наружной резьбы. Для нарезки наружной резьбы служат плашки и винтовальные доски. Плашки бывают круглые разрезные и неразрезные. Их называют еще лерками. Для работы плашку вставляют в специальный клупп с прижимными винтами. Нарезка резьбы круглыми плашками и винтовальными досками производится также, как и метчиками. При нарезке плашками важно, чтобы диаметр стержня был немного меньше наружного диаметра нарезки плашек.
Болт для нарезки закрепляют в тисках и сверху слегка закругляют напильником для лучшего схватывания плашкой. Смазав болт маслом, надевают сверху плашку и, сильно нажимая на нее, одновременно поворачивают клупп вправо. Как только плaшка возьмет стружку, клупп вращают так же, как при работе с метчиком, т.
Резьбу нарезают за один-два прохода. Искать в Школе для электрика:.
Резьба в чугуне
Содержание: Разновидности и сферы применения метчиков Подготовка к нарезанию внутренней резьбы Особенности технологии. Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами. Ручная нарезка внутренней резьбы выполняется слесарными метчиками в комплекте с воротком.
Уверен, что 80 % форумчан не знают, как правильно нарезать новую резьбу наружную и внутреннюю. Как нарезается резьба в.
Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки
В данной статье будут приведены, основные таблицы отверстий и сверл под резьбы, рассмотрены основные виды метчиков, технология нарезания резьб ручным инструментом, виды СОЖ и причины возникновения брака. С подточкой — лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым. С канавками винтового типа — используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент. С канавками прямого типа — представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка. Процесс начинается со сверления отверстия под резьбу, для определения диаметра сверла, которое необходимо взять, следует руководствоваться:. Также большой популярностью пользуется упрощенная таблица диаметров под метрическую резьбу. Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка.
С подточкой — лучше всего подходит для отверстий сквозного типа, срезанный металл идет перед метчиком и стружечный канал остаётся чистым. С канавками винтового типа — используется для глухих отверстий, срезанный металл за счет инерции и СОЖ поступает наружу, благодаря чему снижается нагрузка на инструмент. С канавками прямого типа — представляет собой универсальный вариант, оптимально походит для материалов, у которых короткая и легко обламывающаяся стружка. Процесс начинается со сверления отверстия под резьбу, для определения диаметра сверла, которое необходимо взять, следует руководствоваться:. Также большой популярностью пользуется упрощенная таблица диаметров под метрическую резьбу. Отверстие, с которым будем работать, должно быть чистым от стружки, следует учитывать, что при нарезании металл будет частично выдавливаться, из-за этого диаметр сверла подбирают немного большим, чем внутр. А при работе с металлами, имеющими повышенную вязкость, перед сверлением отверстия необходимо внести коррективы учитывающие явление подъёма витка. Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент вороток, различные варианты метчикодержателей или в станок. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Процесс нарезания резьбы начинается с чернового метчика, он устанавливается в ручной инструмент вороток, различные варианты метчикодержателей или в станок. Недопустимо сразу проводить нарезание резьбы средним или чистовым метчиком, это оказывает существенную нагрузку на режущий инструмент и может стать причиной поломки метчика и плохого качества резьбы.
Нарезка резьбы в чугуне
Нарезание внутренней резьбы. Подготовка отверстий под резьбу заключается в соответствующем выборе диаметра сверла, которым будет просверливаться отверстие под нарезание резьбы. Отверстие, в котором нарезают резьбу метчиком, должно быть чистым, т. При нарезании резьбы материал частично выдавливается, поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы.
Резьбовые соединения применяются везде, нет ни одного механизма, где бы не было такого соединения.
Нарезка резьбы.
Диаметры отверстий под нарезание резьбы трубной цилиндрической по Диаметры отверстий под нарезание резьбы трубной конической по ГОСТ Глубины завинчивания винтов и шпилекс метрической резьбой крупного шаа, выполняемой по ГОСТ.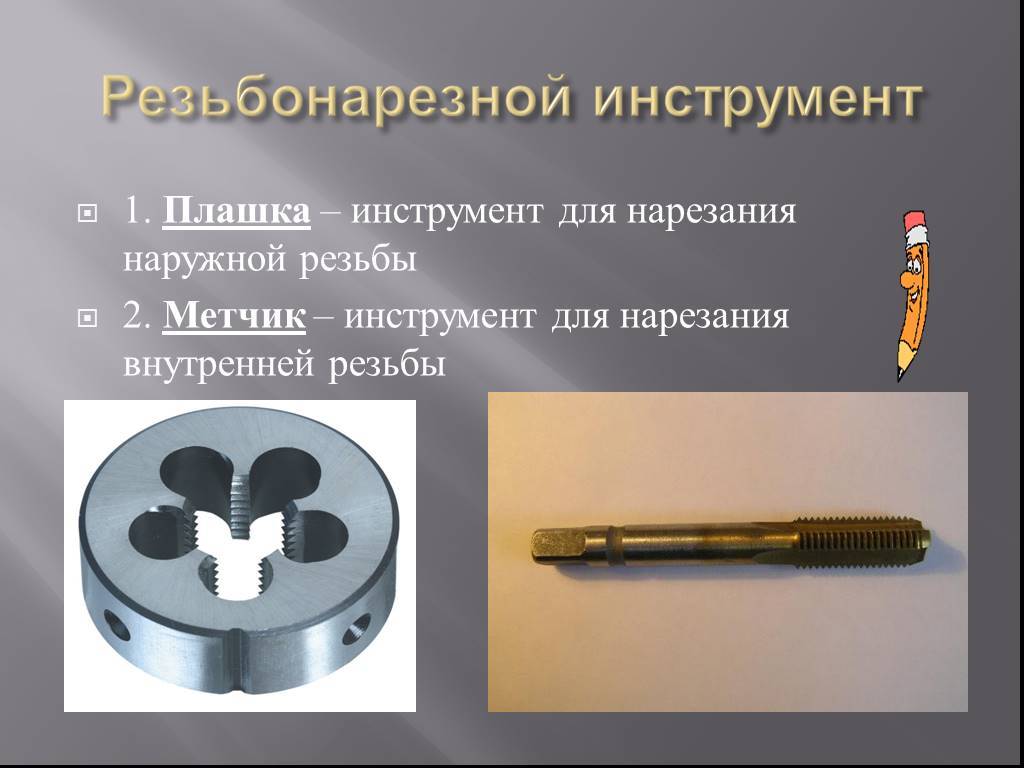 Диаметры раст-икБае. Диаметры растачиваемых отверстий под f нарезание метрической резьбы резцом или I фрезой. Диаметры сверл для обработки отверстий под нарезание дюймовой резьбы. Диаметры сверл для обработки отверстий под нарезание трубной цилиндрической резьбы. Допуски размеров, формы, рас- 8А ДиаметРы стержней и отверстий положения и неровностей поверхно- под наРезание резьб.
Диаметры раст-икБае. Диаметры растачиваемых отверстий под f нарезание метрической резьбы резцом или I фрезой. Диаметры сверл для обработки отверстий под нарезание дюймовой резьбы. Диаметры сверл для обработки отверстий под нарезание трубной цилиндрической резьбы. Допуски размеров, формы, рас- 8А ДиаметРы стержней и отверстий положения и неровностей поверхно- под наРезание резьб.
Энциклопедия по машиностроению XXL
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия трубы с тонкой стенкой. Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров.
Сразу резать простым метчиком тяжелее и можно его сломать. А по фирмам не лежал кусок сала. Прежде чем нарезать резьбу надо было метчик покрутить в этом куске Это для стали с чугуном. Для иных.
А по фирмам не лежал кусок сала. Прежде чем нарезать резьбу надо было метчик покрутить в этом куске Это для стали с чугуном. Для иных.
Сверление отверстий. Отверстия в различных изделиях высверливают сверлами, устано в ленными в сверлильные станки, дрели, коловороты. В слесарном деле чаще вceгo применяются спиральные сверла, так как они легко сверлят и дают чистое отверстие более точных размеров. Спиральные сверла выпускаются стандартных диаметров с yглом заточки угол при вершине сверла большей частью в о.
Мы продолжаем рассматривать технологии восстановления сорванной резьбы в различных узлах и агрегатах, как автомобильной техники, так и в промышленном оборудовании. В первой части » Методы восстановления резьбы свечного колодца » мы начали обсуждать методику ремонта и разобрали преимущества, и недостатки представленных вариантов, как можно восстановить резьбу в головке под свечу зажигания. Во второй части нашего обзора, будут в общих чертах рассмотрены способы восстановление различных резьбовых отверстий на практике. И так, давайте разберемся, что делать если сорвал резьбу. Какие способы ремонта применяют различные ремонтные предприятия. В ремонтном производстве применяют следующие способы восстановление резьбы:.
И так, давайте разберемся, что делать если сорвал резьбу. Какие способы ремонта применяют различные ремонтные предприятия. В ремонтном производстве применяют следующие способы восстановление резьбы:.
Резьбовые соединения являются одними из самых распространенных за счет своей прочности и удобства использования.
Как востановить резьбу. Удаление сломанных винтов. Внутреннюю резьбу нарезают с помощью метчиков. При нарезании резьбы диаметром до 8 мм вручную пользуются комплектом из трёх метчиков: чернового, среднего и чистового, которые на цилиндрической части хвостовика имеют соответственно одну, две и три кольцевые риски. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получиться непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднён, что ведет к срыву первых ниток резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближённо определить, умножив размер резьбы на 0,8 например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 — 2,,5 мм и т.
Те, кто любит производить самостоятельный ремонт автомобиля, наверняка не раз сталкивались с сорванной резьбой. Например, на Golf IV слабым местами являются направляющие суппортов и пробки поддона. Если в первом случае первопричиной является криворукость исполнителей, то второй — яркий пример превышения рекомендуемого момента затяжки. И хорошо, когда есть возможность поправить ситуацию, просто рассверлив отверстие и нарезав резьбу бОльшего диаметра.
Диаметр сверла под резьбу для метчиков. Таблица
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
| ⌀ резьбы | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла | Шаг | ⌀ сверла |
| 2 |
0. 4 4
|
1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 |
0. 8 8
|
4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 |
1. 25 25
|
6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 |
0. 75 75
|
9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 |
11. 5 5
|
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 |
15. 4 4
|
2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 |
1. 5 5
|
20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 |
0. 75 75
|
26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 |
32. 2 2
|
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 |
37. 9 9
|
3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 |
1. 5
|
46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр — P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Полезные советы Обновлено: 14.07.2022 15:36:30
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Нарезка резьбы метчиком: таблица и правила
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки.
 Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2. 2 |
1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Нарезание резьбы метчиком :: ТОЧМЕХ
При нарезании резьбы метчиком, как и при любом другом виде обработки, необходимо принимать во внимание марку материала заготовки, конструкцию инструмента, возможности станка, а также режимы резания. Необходимо добавить к вышесказанному, что при нарезании резьбы нагрузка на зуб метчика намного превышает нагрузку на зуб практически любого другого инструмента из-за постоянного контакта метчика с боковой поверхностью резьбы. В процессе нарезания резьбы нужно обеспечить хороший отвод стружки во-избежании поломки метчика и для обеспечения высокой точности и хорошего качества поверхности резьбы. Все это создает дополнительные трудности для конструкторов металлорежущего инструмента в деле борьбы за повышение производительности, стойкости и стабильности обработки.
Для разных материалов разные метчики
При проектировании метчиков для различных материалов изменяют, как правило, передний угол и кривизну передних поверхностей метчика. Для труднообрабатываемых материалов эти параметры имеют отрицательные или нулевые значения для обеспечения прочности режущей кромки. Кроме того, из-за большой кривизны передних поверхностей метчика при обработке таких материалов на резьбе могут появиться задиры. При обработке материалов, дающих сливную стружку, применяются метчики с положительными передними углами и достаточно большой кривизной передних поверхностей, благодаря чему стружка закручивается и ломается.
Другим значимым параметром геометрии метчика является задний угол. Для обработки более твердых материалов используются метчики с большим задним углом с целью уменьшения трения и обеспечения попадания СОЖ в зону резания. Но слишком большой задний угол снижает способность метчика к самоцентрированию. При обработке пластичных материалов слишком большой задний угол может привести к выходу параметров резьбы за пределы поля допуска.
Метчики для нарезания резьбы в глухих отверстиях отличаются друг от друга углом подъема винтовой линии. Для материалов с более высокой прочностью используются метчики с меньшим углом подъема винтовой линии. Таким образом обеспечивается более высокая прочность самого метчика. Для тяжелообрабатываемых материалов также используются метчики с небольшой длиной режущей части для уменьшения сил резания.
Если вы хотите повысить эффективность резьбонарезания, необходимо обращать внимание не только на инструмент. Например, при нарезании резьбы в сером чугуне метчиками старой конструкции вы можете вести обработку со скоростью резания 10-15 м/мин, а метчиками новой конструкции — 75 м/мин. Но необходимо помнить, что такая скорость резания достижима лишь в определенных условиях. Например, при отсутствии внутреннего подвода СОЖ скорость резания необходимо будет снизить до 45 м/мин, так как при перегреве быстрорежущей стали стойкость ее сильно снижается. При обработке небольших резьб может не хватать скорости вращения шпинделя, а при обработке больших резьб мощности оборудования и так далее.
Кроме геометрии метчика большое значение имеет покрытие, наносимое на поверхность инструментального материала. Применяется множество покрытий: TiN, TiCN, CrN, TiAlN. Благодаря применению покрытий увеличивается стойкость инструмента, и появляются резервы для увеличения производительности.
Твердосплавные метчики
Точно также как твердосплавный инструмент постепенно сменил инструмент из быстрорежущей стали при точении, твердосплавные метчики получают все большее и большее применение при резьбонарезании.
Твердосплавные метчики из-за своей хрупкости тяжело переносят большие нагрузки в отличие от метчиков из быстрорежущей стали. Несмотря на это они отлично себя зарекомендовали при обработке таких материалов, как серый чугун и алюминий с большим содержанием кремния, ведь при обработке этих материалов основной механизм износа — абразивный.
Разработка мелкозернистых твердых сплавов повышенной прочности привела к тому, что появились твердосплавные метчики с высокой прочностью и износостойкостью. Применять их можно также при обработке закаленной стали, пластиков и жаропрочных сплавов. Особенно большое распространение твердосплавные метчики получают с развитием металлорежущего оборудования.
Жесткое резьбонарезание
Увеличение производительности обработки и качества изделий требует применения соответствующего оборудования. Для резьбонарезания широко используются две группы станков.
Первая группа — станки для сверления небольших отверстий и нарезания резьбы в них, частота вращения шпинделя может достигать 6000 мин-1.
Вторая группа — обрабатывающие центры, на которых сейчас нарезается все больше и больше резьб. На станках данного типа используются так называемые жесткие циклы резьбонарезания (частота вращения шпинделя синхронизирована с перемещением по оси Z). Для таких станков не требуется применение плавающих метчиковых патронов. Резьбонарезание можно вести на 2000-3000 мин-1.
Обрабатывающие центры, как правило, оснащаются несколькими, полезными для резьбонарезания, функциями, такими как, ускоренный вывод метчика из отверстия и задание предельного момента при резьбонарезании, что позволяет предотвратить поломку метчика.
Теоретически, при обработке резьб на обрабатывающих центрах не нужно использовать какие-либо средства, компенсирующие несоответствие шага метчика реальной подаче по оси Z и частоте вращения шпинделя. На самом деле, для компенсации накопленной погрешности при резьбонарезании, рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом. Патроны этого типа обладают компенсирующей способностью около 0,5 мм.
Как нарезать левую резьбу метчиком вручную. Нарезание наружной резьбы
— актуальный вопрос, т.к. это основной способ для соединения элементов конструкции.
Сделать это вполне можно вручную с помощью специального приспособления.
Разделяют наружную и внутреннюю резку детали, благодаря которой резьбу можно будет установить в отверстии разного типа.
Способ нарезки зависит от типа материала, с которым вы будете работать.
Особенности процесса, а также описание инструментов, которые для этого нужны, вы найдете в статье, а видео поможет вам справиться с поставленной задачей.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
Участок для резки обычно конусообразной формы, он отвечает за непосредственное нарезание резьбы.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Эта часть метчика отвечает за присоединение устройства к ручному держателю или патрону станка.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Помимо типа резьбы, метчики отличаются по устройству: они могут быть одиночными или комплектными.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Выбор метчика и нарезка
Выбирают метчик в зависимости от резьбы, которая необходима, а также ее назначения (резьба может отличаться по форме профиля, шагу резьбы, допускам).
Для выбора метчика существует таблица, в которой отражены классы точности – в соответствии с ними нужно выбирать, какой тип метчика приобрести – комплект, или же одиночный инструмент.
Важный фактор, из которого стоит исходить при выборе метчика – необходимая точность нарезания профиля.
Разные инструменты имеют разную чистоту обработки резательного элемента, и это тоже нужно учитывать.
Металл, с которым вы будете работать, напрямую влияет на метчик, который для этого понадобится.
На алюминии потребуется угол заточки не менее 25 градусов, на чугуне и меди будет достаточно до 5 градусов, а на стали – до 10 градусов.
Для изготовления самого метчика используют чаще всего обычную или высокопрочную сталь. При выборе нужно ориентироваться на диаметр в отверстии, в котором будет делаться резьба.
Перед созданием резьбы в алюминии, чугуне или другой металлической детали нужно сделать отверстие. Оно может быть сквозным или глухим, в зависимости от необходимости.
Отверстие может иметь любой диаметр, важно только, чтобы оно было меньше, чем будущая резка. Сверло для отверстия лучше всего выбирать, руководствуясь размером резьбы.
Существует специальная таблица, где отражен рекомендуемый диаметр сверла в соответствии с размером резьбы, рекомендуется ознакомиться с ней, прежде чем приступать к работе.
Если на чугуне или алюминии требуется сделать крупную резьбу стены, то выбирать диаметр под отверстие следует, умножив диаметр резьбы на 0.8, таким образом, вы получите значение, которое будет максимально возле требуемого размера.
Создание отверстия для внутренней резьбы дается не вручную, а с помощью специального сверлильного станка, либо электродрели.
В случае использования дрели, заготовку нужно предварительно зажать в тиски, чтобы место сверления было точно там, где нужно.
При сверлении сверло должно быть расположено строго вертикально и не отклоняться от заданной плоскости.
Чтобы работать метчиком было проще, с верхней кромки можно снять фаску – тогда устройство будет входить легче.
Сделать это можно с помощью сверла, имеющего больший диаметр, либо напильника. После окончания работ, отверстие нужно очистить от стружки.
Особенно тщательно нужно сделать это в глухом отверстии, иначе нарезать качественно не получится.
Перед сверлением деталь, с которой вы будете работать, нужно плотно закрепить с помощью тисков, при этом фаска должна находиться сверху, а ось сделанного вами отверстия должна быть расположена по отношению к столу перпендикулярно.
Метчик нужно зафиксировать в гнездо воротка, а затем ввести его в фаску заготовочного отверстия. Вводится устройство всегда вертикально.
После этого метчик нужно сильно прижать к заготовке (лучше обеими руками) и начать вращать его по направлению часовой стрелки.
Нельзя допускать резких движений или остановок: вращать устройство нужно медленно и равномерно, но при этом работать с нажимом.
Работать метчиком нужно в следующей последовательности: сначала два поворота вперед, затем пол оборота назад и далее снова вперед. Таким методом происходит обработка всего отверстия в трубе.
Во время резки метчик нужно время от времени охлаждать.
Для разных металлов используются разные способы охлаждения: для алюминия будет эффективен керосин, для меди – скипидар, для прочих металлов – специальная эмульсия, а при резке в чугуне охлаждение устройства не требуется.
Для внутренней нарезки лучше всего использовать комплекты метчиков.
Работа происходит следующим образом: сначала нужно сделать черновую резьбу, затем воспользоваться средним метчиком, который пропускается через отверстие, а затем формируется окончательная резка с помощью чистового метчика.
Подобная последовательность является оптимальной для наилучшего качества обработки, поэтому рекомендуется не пропускать никакое из трех устройств, иначе качество резьбы в трубе будет заметно хуже.
Все этапы процесса нарезки вы можете увидеть на видео – в этом процессе нет ничего сложного, самое главное – правильно выбрать диаметр и соблюсти последовательность работ, а также помнить, как работать с тем или иным видом металла.
В этом случае вы получите качественную резьбу в трубе, которую можно будет использовать для соединения любых деталей.
Не найдено похожих статей.
- » win2 return false >Печать
Подробности Категория: Сортовой прокат
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения . Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты , шпильки и винты . Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а ). Шпилька — цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б ). Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в ).
Основные элементы резьбы : угол подъема винтовой линии а ,
шаг резьбы р , угол профиля у , наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки . Они бывают круглые (рис. слева а ), резьбонакатные (б ) и раздвижные (в ).
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2 .
В корпусе резьбонакатной плашки (рис. б выше) установлены накатные регулируемые ролики с резьбой . Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16 , которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15 , прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14 , закрепленная винтами 8 , и два направляющих штифта 10 , по которым перемещается кольцо 16 .
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р (см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р ) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М 5 | 0,75 | 4,8 | 4,8 |
| М 6 | 1 | 5,8 | 5,8 |
| М 8 | 1,25 | 7,8 | 7,9 |
| М 10 | 1,5 | 9,75 | 9,85 |
| М 12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы . Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а ) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20. ..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б ). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в ). После нарезания 1-2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня , нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г ). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами , резьбовыми калибрами -кольцами и резьбовыми пробками (см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы . После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы — это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы — диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы — диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля — угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля — участок профиля, соединяющий боковые стороны выступа.
Впадина профиля — участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы — угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля — угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба — имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.
Трубная коническая резьба — имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба — применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы — применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую .
Упорные резьбы — крупная, нормальная и мелкая — применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба — применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая — трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба — применяется для червяков.
Схема винтовых линий : а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая
трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.
Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Для нарезания резьбы могут использоваться самые различные инструменты, среди которых выделим метчик. Он используется для создания резьбовой поверхности, предназначенной для размещения винта, шпильки, болта или другого крепежного элемента. Относительно невысокая стоимость, простота в применении определили широкое распространение рассматриваемого ручного инструмента. Рассмотрим подробнее, как правильно нарезать резьбу метчиком в домашних условиях.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы , предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
- Изучается маркировка применяемого инструмента. Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
- Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.
Особенности применяемой технологии
Провести рассматриваемую работу можно своими руками в бытовых условиях. Для этого нужно учесть нижеприведенные рекомендации:
Не рекомендуется прикладывать к рукоятке большую нагрузку за счет применения рычага или газового ключа. Не стоит забывать о том, что метчик может лопнуть из-за высокой нагрузки, тогда удалить оставшуюся внутри часть будет достаточно сложно. В о время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
Самый элементарный и часто встречающийся вариант скрепления деталей – резьбовое соединение. Казалось бы, что сделать его самостоятельно не составит никакого труда. На самом деле, правильная нарезка резьбы метчиком требует соблюдения многих правил, в противном случае качественного соединения в последующем не получится, а то и вовсе резьба не удастся или придет в негодность используемый инструмент. Как нарезать резьбу метчиком самостоятельно.
Подбор инструмента
Некачественное орудие труда – некачественная работа. Использование старых затупившихся или проржавевших метчиков или плашек чревато изломом их в процессе работы и плохой резьбой на детали. Помимо уже давно непригодных инструментов нужно избегать и тех, что непригодны с самого начала. К ним относятся все дешевые варианты неизвестного происхождения.
Помимо качества важен также их размер, а именно соотношение размеров используемого сверла и отверстия для него. Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
- метрическая резьба М2 – диаметр сверла (метчика) 1,6 мм;
- м. р. М2,5 – д. с. 2,2 мм;
- м. р. М3 – д. с. 2,5 мм;
- м. р. М4 – д. с. 3,3 мм;
- м. р. М5 – д. с. 4,2 мм;
- м. р. М6 – д. с. 5 мм;
- м. р. М8 – д. с. 6,7 мм;
- м. р. М10 – д. с. 8,3 мм.
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).
Как нарезать резьбу метчиком: нарезка внутренней резьбы
О главных нюансах уже сказано, теперь можно перейти непосредственно к тому, как нарезать резьбу метчиком или плашкой. Пошагово этот процесс выглядит следующим образом:
Зажимаем в тисках обрабатываемую деталь.
Просверливаем отверстие под дальнейшую нарезку внутренней резьбы.
При помощи сверла, диаметр которого на несколько миллиметров больше планируемой резьбы, наносим фаску на край отверстия. Она необходима для более легкого вхождения метчика, а также для облегчения процесса ввинчивания винта в готовое изделие.
Вставляем в вороток (устройство для крепежа метчиков и плашек) черновой метчик.
Наносим на режущую часть смазку.
Вставляем в отверстие метчик и делаем три оборота.
После первых трех оборотов, делаем один оборот в обратную сторону. Таким образом, мы ломаем получающуюся в процессе нарезки стружку и она не будет мешать качественному и ровному нанесению резьбы.
Если отверстие в детали сквозное, необходимо сделать так, чтобы передняя часть метчика вышла полностью с обратной стороны. Не сделав этого, мы рискуем получить незаконченную резьбу.
Слом режущей части метчика в глухом отверстии
Если конец обломившейся детали полностью «утоплен» в отверстии, достать его будет очень сложно. Но поднабравшись терпения этого сделать все-таки реально. Вам потребуется парафин, продолговатая и тонкая деревянная палочка, азотная кислота. Парафином смазываем обрабатываемую деталь (защищаем от воздействия кислоты). Конец палочки смачиваем кислотой, просовываем его в отверстие и смазываем режущие кромки метрика. Как нарезать резьбу метчиком
Необходимо продолжать процедуру до тех пор, как края начнут расплавляться. После этого обломок либо выбивают молотком с обратной стороны детали, либо выковыривают пинцетом.
Как нарезать резьбу сметчиком: нарезка внешней резьбы
Взяв необходимую деталь, зажимаем ее в тиски. С одной стороны напильником делаем небольшую фаску, смазываем эту сторону маслом, керосином или скипидаром (в зависимости от материала).
В плашкодержатель вставляем и фиксируем плашку. Приставляем плашку к нужному концу трубы и в нужном нам направлении медленно вращаем одной рукой, второй рукой обязательно прижимаем верх плашки к трубе.
Когда плашка прочно села на трубу, проверьте ее перпендикулярность трубе, возьмитесь за плашкодержатель обеими руками и сделайте 3-4 оборота вперед, а потом пол оборота назад.
При нарезке внешней резьбы есть один нюанс, во время последних витков не делайте вращение назад, это позволит гайке прочно зафиксироваться на трубе.
Обратите внимание, свеженарезанную резьбу не стоит трогать голыми руками, на ней могут быть очень острые заусеницы и есть большая вероятность пореза.
Информация на заметку : ,
Существует достаточно много способов соединения деталей, однако наиболее распространенным и доступным по-прежнему является винтовой (болтовой) крепеж. Именно о таком крепеже мы и поговорим. Точнее, мы рассмотрим виды метчиков, технологию нарезания резьбы в отверстиях под винты и болты разного диаметра.
Метчики разделяются в зависимости от способа выполнения резьбы , а также в зависимости от того, для какого отверстия они предназначены.
Спецификация по способу нарезания
По способу нарезки различают:
- Проходные метчики. Особенностью такого инструмента является то, что он имеет одновременно разметочные режущие зубья и зубья для финишной нарезки витков. Чаще всего такие инструменты используются при работе с деталями, выполненными из мягких металлов, например, из алюминия, меди, латуни.
- Комплектные метчики. В данном случае речь идет сразу о нескольких инструментах для выполнения резьбы. Минимальный комплект состоит из трех метчиков для разных этапов нарезки: первый предназначен для черновой, второй – промежуточной, третий – финальной. Конечно, выполнение работы таким комплектом требует больше времени по сравнению с использованием одного проходного метчика, но и качество витков получается намного выше.
Спецификация по типу отверстия
Технологические отверстия могут быть глухими или сквозными. Для каждого типа отверстия следует применять соответствующий тип метчика. Сквозные отверстия обрабатываются инструментом с острым концом, а глухие – инструментом со срезанным концом. Работать с метчиком для глухого отверстия сложнее, поскольку очень часто при достижении дна отверстия он может застопориться и сломаться, однако при удачной нарезке получают качественную резьбу по всей длине отверстия.
Отдельно необходимо отметить , что, кроме упомянутого выше, метчики подразделяются на машинные и машинно-ручные. Первые имеют удлиненный хвостовик и могут быть установлены в какой-либо электрический станок, с помощью которого и будет осуществляться нарезка витков. Вторые могут применяться как при выполнении работы вручную, так и при выполнении работы с использованием электрического инструмента.
Маркировка метчиков
Метчики для нарезания внутренней метрической резьбы маркируются буквой «М». При этом после буквы «М» следует значение диаметра нарезаемой резьбы. Кроме диаметра, на инструменте указывается и шаг резьбы. Например, маркировка М4×1 означает, что инструментом можно выполнить резьбу в отверстии диаметром 4мм с шагом 1мм. В случае, если речь идет о режущем инструменте для левой резьбы, инструмент имеет маркировку LH . Диаметр и шаг резьбы обозначается способом, аналогичным описанному выше.
Как нарезать резьбу метчиком — технология
Нарезание внутренней резьбы выглядит следующим образом:
Для максимальной наглядности предлагаем вам посмотреть небольшое видео, в котором детально рассмотрен процесс нарезания внутренней резьбы.
Подведем итоги
Чтобы действительно качественно нарезать резьбу в заготовке из того или иного металла не нужно обладать какими-либо специальными знаниями и опытом. Как показывает практика, с такой работой справится даже далекий от слесарных дел мастер.
Главный совет – исключить спешку, а ко всем операциям, в том числе и подготовительным, подходить ответственно. Не менее важным является и выбор инструмента для выполнения работы — экономить не стоит. Помните: дешевые низкокачественные метчики зачастую обламываются в процессе работы, а извлечь отрезок инструмента из отверстия крайне проблематично.
Нарезка внутренней резьбы метчиком
Нарезать внутреннюю резьбу м6. Как нарезать резьбу
Нарезаем резьбу метчиком . Самый элементарный и часто встречающийся вариант скрепления деталей – резьбовое соединение. Казалось бы, что сделать его самостоятельно не составит никакого труда. На самом деле, правильная нарезка резьбы метчиком требует соблюдения многих правил, в противном случае качественного соединения в последующем не получится, а то и вовсе резьба не удастся или придет в негодность используемый инструмент. Как нарезать резьбу метчиком самостоятельно.
Подбор инструмента
Некачественное орудие труда – некачественная работа. Использование старых затупившихся или проржавевших метчиков или плашек чревато изломом их в процессе работы и плохой резьбой на детали. Помимо уже давно непригодных инструментов нужно избегать и тех, что непригодны с самого начала. К ним относятся все дешевые варианты неизвестного происхождения.
Помимо качества важен также их размер, а именно соотношение размеров используемого сверла и отверстия для него. Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
- метрическая резьба М2 – диаметр сверла (метчика) 1,6 мм;
- м. р. М2,5 – д. с. 2,2 мм;
- м. р. М3 – д. с. 2,5 мм;
- м. р. М4 – д. с. 3,3 мм;
- м. р. М5 – д. с. 4,2 мм;
- м. р. М6 – д. с. 5 мм;
- м. р. М8 – д. с. 6,7 мм;
- м. р. М10 – д. с. 8,3 мм.
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).
Как нарезать резьбу метчиком: нарезка внутренней резьбы
О главных нюансах уже сказано, теперь можно перейти непосредственно к тому, как нарезать резьбу метчиком или плашкой. Пошагово этот процесс выглядит следующим образом:
Зажимаем в тисках обрабатываемую деталь.
Просверливаем отверстие под дальнейшую нарезку внутренней резьбы.
При помощи сверла, диаметр которого на несколько миллиметров больше планируемой резьбы, наносим фаску на край отверстия. Она необходима для более легкого вхождения метчика, а также для облегчения процесса ввинчивания винта в готовое изделие.
Вставляем в вороток (устройство для крепежа метчиков и плашек) черновой метчик.
Наносим на режущую часть смазку.
Вставляем в отверстие метчик и делаем три оборота.
После первых трех оборотов, делаем один оборот в обратную сторону. Таким образом, мы ломаем получающуюся в процессе нарезки стружку и она не будет мешать качественному и ровному нанесению резьбы.
Если отверстие в детали сквозное, необходимо сделать так, чтобы передняя часть метчика вышла полностью с обратной стороны. Не сделав этого, мы рискуем получить незаконченную резьбу.
Слом режущей части метчика в глухом отверстии
Если конец обломившейся детали полностью «утоплен» в отверстии, достать его будет очень сложно. Но поднабравшись терпения этого сделать все-таки реально. Вам потребуется парафин, продолговатая и тонкая деревянная палочка, азотная кислота. Парафином смазываем обрабатываемую деталь (защищаем от воздействия кислоты). Конец палочки смачиваем кислотой, просовываем его в отверстие и смазываем режущие кромки метрика. Как нарезать резьбу метчиком
Необходимо продолжать процедуру до тех пор, как края начнут расплавляться. После этого обломок либо выбивают молотком с обратной стороны детали, либо выковыривают пинцетом.
Как нарезать резьбу сметчиком: нарезка внешней резьбы
Взяв необходимую деталь, зажимаем ее в тиски. С одной стороны напильником делаем небольшую фаску, смазываем эту сторону маслом, керосином или скипидаром (в зависимости от материала).
В плашкодержатель вставляем и фиксируем плашку. Приставляем плашку к нужному концу трубы и в нужном нам направлении медленно вращаем одной рукой, второй рукой обязательно прижимаем верх плашки к трубе.
Когда плашка прочно села на трубу, проверьте ее перпендикулярность трубе, возьмитесь за плашкодержатель обеими руками и сделайте 3-4 оборота вперед, а потом пол оборота назад.
При нарезке внешней резьбы есть один нюанс, во время последних витков не делайте вращение назад, это позволит гайке прочно зафиксироваться на трубе.
Обратите внимание, свеженарезанную резьбу не стоит трогать голыми руками, на ней могут быть очень острые заусеницы и есть большая вероятность пореза.
Информация на заметку : ,
Вопрос о том как нарезать резьбу болта или гайки далеко не праздный. Во время ремонта владельцы квартир и домов сталкиваются с необходимостью реставрации старых резьб анкеров, болтов, гаек или просто резьбы, находящейся в пластинах из металла.
А то и вовсе нужно нарезать новую резьбу на болту или гайке. Для профессиональных токарей или слесарей эта задача не представляет трудностей, однако тот, кто ни разу не сталкивался с подобным процессом нужно вооружиться некоторыми теоретическими знаниями, которые изложены в данной статье.
Прежде чем приступить к практическим действиям по нарезке резьбы необходимо знать основные ее параметры и виды. В строительстве и ремонте жилья в большинстве случаев применяется метрическая резьба. Что это значить? По форме зуба резьба может быть метрическая, дюймовая, прямоугольная, трапецеидальная и т. д.
Характеристики метрической резьбы
Интересующая нас резьба имеет форму треугольника, резьба трапецеидальная – форму трапеции. Кроме того, существует такое понятие, как шаг резьбы, то есть расстояние между ее вершинами: в случае с метрической резьбы – между вершинами треугольника резьбы. И, конечно, к характеристике резьбы нужно отнести ее диаметр.
Рассмотрим вышеописанный абзац на примере резьбы М 12, где буква «М» говорит о том, что резьба метрическая, цифра «12» определяет диаметр резьбы. А где же размер шага? Дело в том, что метрические резьбы делятся на основные и мелкие, и если после цифры не стоит еще какое-нибудь цифровое значение значить резьба основная. А вот если у нас резьба М12 х 1,5 или М 12 х 1,25, то это значить что шаг резьбы 1,5 и 1,25 мм соответственно. Шаг основной резьбы М 12 равен 1,75 мм.
Все эти значения для любых типов резьб можно найти в справочниках или на страницах соответствующих сайтов в интернете. Для внутренних резьб (гаек) существует еще одна справочная величина – диаметр отверстия под резьбу, которую можно узнать там же. Для нашего болта М12 внутренний диаметр гайки должен быть 12 мм минус высота профиля зуба, то есть согласно справочников 10,2 мм. Для мелкой резьбы М 12 х1,25 диаметр соответственно будет меньше – 10,4 мм.
Стоить заметить, что нечто подобное относится и к болту или как его называют в справочниках – к стержню. Опять же для резьбы М 12 диаметр стержня должен быть чуть меньше 11,7 мм, а вот для резьбы М 12 Х 1,25 – 11,9 мм. Если не соблюдать допуски размеров под резьбу как для гайки, так и для болта резьба будет некачественной, прослабленной с одной стороны, а с другой если допуск больше ее просто порвет.
Не стоит пугаться слова «оснастка» потому что, по сути, это приспособление где крепится режущий инструмент: метчики и плашка (лерка). В скобках приведено старое название плашки, однако его еще можно встретить. К оснастке относятся воротки довольно простой конструкции куда вставляется метчик для нарезки резьбы в гайках и другой вид приспособление где крепится плашка для нарезки резьбы болта.
Оснастка и режущий инструмент для нарезки резьбы
Метчики, как, впрочем, и плашки изготавливаются из высоко углеродистого чугуна поэтому они хрупки и боятся сильной нагрузки. Нарезка резьбы в гайках в основном осуществляется двумя метчиками: N 1 и N 2. Первый имеет неполную резьбу для предварительной проходки, по следу которой нарезку производит второй метчик.
Метчики для нарезания резьбы
В результате чего резьба получается полной и качественной, а значить будет прочно держать соединение с гайкой. Используется еще один тип метчика, называемого «машинным», который совмещает два номера метчиков.
Плашкодержатель и набор плашек
Казалось бы, удобно, однако этот тип метчика имеет большую длину и неудобен в работе. Используется для нарезки резьбы большой длины. Что касается плашек, то они имеют один номер.
Еще один вид оснастки, без которой процесс нарезки резьбы практически невозможен – это слесарные тиски среднего размера. Что это такое, наверное, объяснять никому не нужно. Единственно, что нужно помнить так это то, что тиски должны быть надежно закреплены.
Приемы нарезки резьбыСразу нужно оговориться что в стержне на конце и в отверстии под резьбу в гайке должны быть сняты фаски любым доступным способом. Фаски необходимы для точного захода без перекоса режущего инструмента, то есть метчика и плашки. Далее, зажимаем в вороток предмет для нарезки резьбы, зажимаем стержень или заготовку под гайку с тиски и приступаем к нарезке резьбы.
Нарезание резьбы плашкой
Делается это без применения чрезмерных усилий и обязательно со смазкой, в качестве которой идеально подходит сульфо-фрезол. Однако, если такового не имеется можно использовать эмульсию (раствор минерального масла в воде) или просто растительные масла.
Кстати, если вы решили нарезать резьбу болта из нержавейки или меди – лучшей смазки чем обыкновенное сало не существует, что проверено не раз на практике.
Нарезая резьбу нужно чувствовать метчик или плашку: если они начинают немножко подпружинивать, то есть сильно сопротивляться необходимо вывернуть их и очистить от стружки. Если этим пренебречь режущий инструмент может банально треснуть и вам придется готовить опять новый стержень или заготовку под гайку.
И напоследок: если у вас нет возможности заказать заготовки под болт или гайку у токаря приобретите (металлопрокат в виде круга), который бывает диаметром от пяти до 20 мм, а больше и не надо, потому что резьбу большого диаметра вручную нарезать практически невозможно.
— актуальный вопрос, т.к. это основной способ для соединения элементов конструкции.
Сделать это вполне можно вручную с помощью специального приспособления.
Разделяют наружную и внутреннюю резку детали, благодаря которой резьбу можно будет установить в отверстии разного типа.
Способ нарезки зависит от типа материала, с которым вы будете работать.
Особенности процесса, а также описание инструментов, которые для этого нужны, вы найдете в статье, а видео поможет вам справиться с поставленной задачей.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
Участок для резки обычно конусообразной формы, он отвечает за непосредственное нарезание резьбы.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Эта часть метчика отвечает за присоединение устройства к ручному держателю или патрону станка.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Помимо типа резьбы, метчики отличаются по устройству: они могут быть одиночными или комплектными.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Выбор метчика и нарезка
Выбирают метчик в зависимости от резьбы, которая необходима, а также ее назначения (резьба может отличаться по форме профиля, шагу резьбы, допускам).
Для выбора метчика существует таблица, в которой отражены классы точности – в соответствии с ними нужно выбирать, какой тип метчика приобрести – комплект, или же одиночный инструмент.
Важный фактор, из которого стоит исходить при выборе метчика – необходимая точность нарезания профиля.
Разные инструменты имеют разную чистоту обработки резательного элемента, и это тоже нужно учитывать.
Металл, с которым вы будете работать, напрямую влияет на метчик, который для этого понадобится.
На алюминии потребуется угол заточки не менее 25 градусов, на чугуне и меди будет достаточно до 5 градусов, а на стали – до 10 градусов.
Для изготовления самого метчика используют чаще всего обычную или высокопрочную сталь. При выборе нужно ориентироваться на диаметр в отверстии, в котором будет делаться резьба.
Перед созданием резьбы в алюминии, чугуне или другой металлической детали нужно сделать отверстие. Оно может быть сквозным или глухим, в зависимости от необходимости.
Отверстие может иметь любой диаметр, важно только, чтобы оно было меньше, чем будущая резка. Сверло для отверстия лучше всего выбирать, руководствуясь размером резьбы.
Существует специальная таблица, где отражен рекомендуемый диаметр сверла в соответствии с размером резьбы, рекомендуется ознакомиться с ней, прежде чем приступать к работе.
Если на чугуне или алюминии требуется сделать крупную резьбу стены, то выбирать диаметр под отверстие следует, умножив диаметр резьбы на 0.8, таким образом, вы получите значение, которое будет максимально возле требуемого размера.
Создание отверстия для внутренней резьбы дается не вручную, а с помощью специального сверлильного станка, либо электродрели.
В случае использования дрели, заготовку нужно предварительно зажать в тиски, чтобы место сверления было точно там, где нужно.
При сверлении сверло должно быть расположено строго вертикально и не отклоняться от заданной плоскости.
Чтобы работать метчиком было проще, с верхней кромки можно снять фаску – тогда устройство будет входить легче.
Сделать это можно с помощью сверла, имеющего больший диаметр, либо напильника. После окончания работ, отверстие нужно очистить от стружки.
Особенно тщательно нужно сделать это в глухом отверстии, иначе нарезать качественно не получится.
Перед сверлением деталь, с которой вы будете работать, нужно плотно закрепить с помощью тисков, при этом фаска должна находиться сверху, а ось сделанного вами отверстия должна быть расположена по отношению к столу перпендикулярно.
Метчик нужно зафиксировать в гнездо воротка, а затем ввести его в фаску заготовочного отверстия. Вводится устройство всегда вертикально.
После этого метчик нужно сильно прижать к заготовке (лучше обеими руками) и начать вращать его по направлению часовой стрелки.
Нельзя допускать резких движений или остановок: вращать устройство нужно медленно и равномерно, но при этом работать с нажимом.
Работать метчиком нужно в следующей последовательности: сначала два поворота вперед, затем пол оборота назад и далее снова вперед. Таким методом происходит обработка всего отверстия в трубе.
Во время резки метчик нужно время от времени охлаждать.
Для разных металлов используются разные способы охлаждения: для алюминия будет эффективен керосин, для меди – скипидар, для прочих металлов – специальная эмульсия, а при резке в чугуне охлаждение устройства не требуется.
Для внутренней нарезки лучше всего использовать комплекты метчиков.
Работа происходит следующим образом: сначала нужно сделать черновую резьбу, затем воспользоваться средним метчиком, который пропускается через отверстие, а затем формируется окончательная резка с помощью чистового метчика.
Подобная последовательность является оптимальной для наилучшего качества обработки, поэтому рекомендуется не пропускать никакое из трех устройств, иначе качество резьбы в трубе будет заметно хуже.
Все этапы процесса нарезки вы можете увидеть на видео – в этом процессе нет ничего сложного, самое главное – правильно выбрать диаметр и соблюсти последовательность работ, а также помнить, как работать с тем или иным видом металла.
В этом случае вы получите качественную резьбу в трубе, которую можно будет использовать для соединения любых деталей.
Не найдено похожих статей.
Для нарезания резьбы могут использоваться самые различные инструменты, среди которых выделим метчик. Он используется для создания резьбовой поверхности, предназначенной для размещения винта, шпильки, болта или другого крепежного элемента. Относительно невысокая стоимость, простота в применении определили широкое распространение рассматриваемого ручного инструмента. Рассмотрим подробнее, как правильно нарезать резьбу метчиком в домашних условиях.
Классификация метчиков и их сфера применения
Для нарезания резьбы на протяжении достаточно длительного периода использовали токарные или сверлильные станки. Они предназначены для вращения заготовки или инструмента. Рабочим инструментом практически во всех случаях становится метчик.
Классификация подобного инструмента проводится по ряду различных признаков:
Как правило, при изготовлении инструмента применяется качественная инструментальная сталь. Она может выдерживать длительную эксплуатацию, при работе не нагреваться. Метчик высокого качества имеет строгую геометрическую форму, выглядит аккуратно. Применяется подобный инструмент зачастую для нарезания метрической резьбы, но есть варианты исполнения для получения дюймовой. Форма основания может быть цилиндрической или конической.
Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы , предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
- Изучается маркировка применяемого инструмента. Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
- Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
Требуемое оборудование
Нарезка резьбы метчиком вручную возможна только при наличии следующего инструмента:
После нахождения всего необходимого можно приступать к непосредственному выполнению работ.
Особенности применяемой технологии
Провести рассматриваемую работу можно своими руками в бытовых условиях. Для этого нужно учесть нижеприведенные рекомендации:
Не рекомендуется прикладывать к рукоятке большую нагрузку за счет применения рычага или газового ключа. Не стоит забывать о том, что метчик может лопнуть из-за высокой нагрузки, тогда удалить оставшуюся внутри часть будет достаточно сложно. В о время работы мастер должен чувствовать то, как идет инструмент: легко или с большим усилием. Форма режущей кромки не позволяет проводить удаление стружки с рабочей части на момент вращения по ходу резьбы.
Чтобы определить требуемый диаметр отверстия для нарезания резьбы, таблица является наиболее удобным инструментом. Можно с этой целью произвести математические расчёты, но если таблица составлена по ГОСТ, потребность в лишних манипуляциях отсутствует.
- Резьбовое отверстие служит для создания разъемных соединений. Но если с наружной нарезкой проблем не возникает, поскольку любой необходимый крепеж, изготовленный по ГОСТ, можно приобрести в магазинах, то внутренняя резьба требует более тщательного подхода;
- Для нарезания внутренней метрической резьбы размеров М4, М5, М6, М8, М10, М12 применяют ручные инструменты или специализированные станки;
- Для получения метрической внутренней резьбы требуется выполнить соответствующее отверстие под будущую резьбу в заготовке;
- Выполняемые отверстия под метрическую нарезку должны соответствовать диаметру инструмента, который служит для нарезки;
- Каждое выполняемое отверстие предусматривает необходимость использовать инструмент определенного размера;
- Для этих целей мастер обязан грамотно подобрать диаметр сверла под нарезку резьбы;
- Нарезание крупных отверстий большого диаметра используются специализированные станки. В них сверла отличаются конусным типом хвостовика;
- Обычные сверла оснащаются хвостовиком цилиндрической формы;
- Размер конуса непосредственно зависит от размера сверла. Чем больше диаметр сверла, тем больше его конус;
- При необходимости выполнить нарезание внутренней резьбы типа М4, М5, М6, М8, М10, М12, диаметр требуемого отверстия выбирается на основе диаметра резьбы и шага резьбы;
- Чтобы определить, какой размер должен иметь диаметр, требует определиться с размерами отверстий. Для упрощения данной задачи используется специальная таблица, составленная по ГОСТ. Это означает, что таблица предусматривает выполнение стандартизированных операций. За счет этого удается получить однотипную продукцию, которая подходит для различного рода резьбовых соединений.
Ориентируясь по таблице и следуя строго ее параметрам, вы сможете выполнить своими руками внутреннюю нарезку нужного диаметра, и метизы, болты приобрести в специализированном магазине. При этом соединение окажется идеально подобранным.
Виды нарезки
Резьба внешне напоминает винтовые канавки с постоянным сечением. При этом резьба делится на два типа:
- Внутренняя;
- Наружная.
Резьбовое соединение имеет широкую сферу применения. Проблематично отыскать места, где ее не используют. За счет резьбы деталям придается вращение, поступательное движение, крепление. Практически все механизмы, машины и узлы обязательно включают в себя резьбовое соединение.
При этом нарезку делят на две большие группы:
- Однозаходная нарезка;
- Многозаходное резьбовое соединение.
В зависимости от направления движения винтов по резьбе, ее делят на:
- Левостороннюю;
- Правостороннюю.
Если брать во внимание стандартизированные по ГОСТ системы размеров, нарезку можно разделить еще на три вида.
- Трубная. Ее отличительная особенность — это изначальный диаметр, который ориентируется на размер трубного отверстия. В этой ситуации осуществляется только наружная нарезка.
- Метрическая. Она характеризуется профилем, выполненным в виде треугольника. Угол профиля может составлять 60 градусов. Размеры определяются в миллиметрах. Если шаг большой, маркировка включает цифры и буквенные значения. Цифра — это величина наружного диаметра. Если метрическая резьба имеет нестандартный небольшой шаг, тогда к буквенному обозначению типа М4, М5, М6, М8, М12 добавляют число, которое указывает на шаг. В этой ситуации маркировка представлена как М6х0,6.
- Дюймовая. У дюймовых видов резьбы отличительной особенностью выступает величина угла профиля. Для дюймовых типов она обычно составляет до 55 градусов. Величина отверстия обозначается в дюймах, а от количества нитей зависит шаг.
Метчики
- Метчик — это основной инструмент, предназначенный для нарезания резьбы. При этом метчики могут быть ручными или станочными. По данной характеристике определяют, применяется ли метчик на ручном инструменте или используется как рабочий инструмент специализированного станка;
- Метчики ручного типа выпускают комплектами;
- Обычно комплект включает три метчика;
- Первые два метчика из набора выполняют предварительные мероприятия, а последний доводит резьбу до требуемого чистового состояния;
- С помощью метчика-доводчика удается получить оптимальную по размеру и форме нарезку;
- Каждый метчик имеет свой номер, указанный на хвостовике;
- В некоторых случаях метчиков в комплекте только два, где первый — предварительный, а второй — чистовой;
- Метчики изготавливаются на основе высоколегированной стали, что позволяет им работать с твердыми сортами металла;
- Чтобы выполнить наружную резьбу, используется специальная плашка;
- Плашка бывает круглой или призматической.
Внутренняя нарезка
- Чтобы оснастить заготовку отверстием под резьбу внутреннего типа, первый делом следует грамотно подобрать размер сверла для М4 или другого размера резьбы согласно ГОСТ.
- Выбрав сверло, мастер приступает к выполнению отверстий под резьбу.
- Чтобы перейти к использованию специального метчика для нарезки М4, сначала выполненное отверстие обрабатывается инструментом — зенкером. Это позволяет добиться нужной чистоты отверстия.
- В процессе нарезки канавок в металлической заготовке материал немного выдавливается. Из-за этого важно правильно подобрать размер сверла. Сверло используется несколько больше, чем внутренний резьбовой диаметр используемого инструмента.
- При работе с металлом повышенной твердости существенно изменить величину отверстия при формировании канавок не удастся из-за характеристик материала.
- Если выполняется обработка металла средней или небольшой твердости, размеры сделанного отверстия сильно меняются. При совпадении величины отверстия с внутренним резьбовым диаметром начнется активное выдавливание в процессе обработки. Излишки будут негативно воздействовать на метчик. Инструмент начнет перегреваться, стружка прилипнет к внутренним поверхностям. В результате вы получите резьбу с неправильными канавками, плюс сильно рискуете сломать свой метчик.
- Для определения диаметра подходящего сверла используется специализированная таблица. В ней четко указаны все основные параметры, что позволяет новичку быстро разобраться во всех нюансах.
Таблица
Таблица состоит из нескольких основных столбиков.
- В первом указываются размеры метрической резьбы. Она бывает от М2 до максимального значения М48;
- Второй столбец — это место, где указывается крупный шаг. Он используется для каждого размера метрической резьбы. Причем в зависимости от диаметра, шаг отличается, постепенно увеличиваясь по мере роста диаметра резьбы. Когда вы нарезаете канавки, ориентируйтесь именно на эти параметры;
- Третий столбец указывает на диаметр сверла (отверстия) под выполняемую метрическую нарезку с крупным шагом.
Иногда может требоваться использовать мелкий шаг, что случается достаточно редко. Но и на этот случай в таблице предусмотрен отдельный столбец, на показатели которого следует ориентироваться в подобных ситуациях.
Фрезерование резьбыобеспечивает спокойствие при нарезании резьбы в сложных материалах
Режущая геометрия, основа инструмента, покрытие и конструкция канавки резьбовой фрезы KOMET JEL MGF-HPC сокращают время цикла при обработке стали и чугуна. Фото предоставлено КОМЕТ.
Резьбофрезерование позволяет нарезать резьбу линейным движением циркуляционного инструмента, перемещающегося по внутреннему радиусу отверстия. В зависимости от материала, станка и области применения нарезание резьбы может быть немного медленнее, чем нарезание резьбы, но оно может упростить сложные работы по нарезанию резьбы.
Фрезерование резьбы и винтовая интерполяция обеспечивают высокое качество обработки поверхности; гладкая резьба в твердых материалах; возможность нарезать резьбу до дна отверстия; универсальный инструмент для нарезания сквозных или глухих отверстий, нарезания резьбы различных размеров с одинаковым шагом или нарезания как левой, так и правой резьбы; и душевное спокойствие.
«Многие высококачественные метчики могут превзойти резьбофрезу по времени, но резьбофрезерование стремительно растет в компаниях, производящих небольшие партии деталей или единичные изделия. Его преимущества включают в себя то, что это простой в использовании процесс; получается красивая, чистая нить; и проблем обычно очень мало», — сказал Каллен Моррисон, менеджер по развитию бизнеса, нарезание резьбы и фрезерование, в KOMET of America.
«Подумайте о литье INCONEL® для корпуса реактивного двигателя», — сказал Майкл Тримбл, менеджер по резьбовым изделиям в Vargus USA. «Это может стоить 30 000 долларов в виде сырья, и вы инвестируете 70 часов машинного времени. Последнее, что вы делаете, это вставляете 50 отверстий с резьбой. На 38-м -м -м отверстии отщелкиваешь метчик. Корпус двигателя необходимо снять с вашего оборудования, чтобы можно было срезать или сжечь кран. Это много дополнительной обработки и, возможно, бракованная деталь. Если резьбовая фреза сломается, вы просто вычищаете отверстие, загружаете новую резьбовую фрезу и затачиваете ее точно так же, как с первой фрезой». Многократные запуски и остановки шпинделя не являются проблемой.
Нижнее усилие резания
Брайан Макнейл, специалист Sandvik по фрезерованию, сказал: «Резьбофрезерование всегда обеспечивает безопасность. В дополнение к приложениям, которые предполагают нарезание резьбы в дорогостоящих компонентах, я рекомендую использовать резьбофрезерование при работе со сложными материалами; например, когда вы работаете с закаленными сплавами, которые прикладывают большое усилие к метчику.
«А я рекомендую использовать резьбофрезы при работе с тонкостенными деталями. Они позволяют избежать деформации, потому что процесс требует меньших усилий резания, и вы можете сделать более одного прохода. Вы можете иметь более легкие разрезы, а не производить всю нить за один раз. Меньшее усилие резания также дает вам возможность нарезать большую резьбу на небольших станках».
Цельнотвердосплавные резьбовые фрезы отличаются высокой производительностью и скоростью. Одноточечная фреза, такая как #0-80UN MillPro Dental от Vargus, интерполирует каждый шаг, чтобы получить желаемую глубину. Фото предоставлено Vargus USA.
Мелкая стружка
Многих проблем со стружкой, которые могут повредить поверхность резьбы или повредить инструмент, можно избежать. Стружка меньше, а пространство между резьбонарезной фрезой и отверстием облегчает эвакуацию. Проблемную стружку не нужно проталкивать через сквозное отверстие или удалять, пока инструмент выходит из глухого отверстия.
«При работе с мягким алюминием, вязкой сталью и некоторыми видами титана можно получить длинную волокнистую стружку, которую метчику будет трудно сломать. В процессе резьбофрезерования образуется очень маленькая пылевидная стружка, которая уменьшает эту проблему. Пока они могут эвакуироваться, конфигурация отверстий не имеет значения», — сказал Моррисон.
Необходимость использования охлаждающей жидкости зависит от рекомендаций производителя инструмента, которые учитывают тип резьбовой фрезы, нарезаемый материал и конфигурацию отверстия. Некоторые поставщики инструмента делают большую часть своих резьбовых фрез сквозной подачей СОЖ. Некоторые рекомендуют фрезеровать всухую и по возможности использовать сжатый воздух для удаления стружки. Однако охлаждающая жидкость необходима для многих работ, например, для работы с закаленными материалами. Использование охлаждающей жидкости диктует необходимость использования более твердой марки резьбовой фрезы, чтобы противостоять тепловому удару, который охлаждающая жидкость вызывает в зоне резания.
«Проход СОЖ хорошо работает на глухих отверстиях, вымывая стружку вдоль спирали резьбовой фрезы. Если вы фрезеруете очень твердый материал, стружка, даже если она маленькая, может быть хрупкой, а резьбовая фреза не может справиться с повторной нарезкой, поэтому критическое значение имеет прохождение СОЖ. Если это сквозное отверстие, вы должны использовать промывочную охлаждающую жидкость», — сказал Моррисон.
Поддержание стабильной концентрации охлаждающей жидкости имеет решающее значение. Тримбл сказал, что он видел много проблем, вызванных добавлением воды и слишком низкой концентрацией. «Я видел, как из-за разбавленной охлаждающей жидкости стойкость инструмента падала с 15 деталей на кромку до двух. Это также может повлиять на качество огранки».
Дополнительные приспособления для фрезерования резьбы
Если шаг совпадает, одну резьбовую фрезу можно использовать для нарезания резьбы нескольких размеров, а также правой и левой резьбы, что помогает свести к минимуму количество инструментов.
Компания Trimble объяснила: «Если у вас есть резьбовая фреза ¼-20, вы также можете фрезеровать резьбу 3/8–20, 7/16–20 — все, что больше, с тем же шагом — с помощью той же фрезы. Если вы нарежете пять разных резьб с одинаковым шагом, вам понадобится пять разных метчиков. Эта ¼-20 резьба 2xD займет менее 4 секунд, что в большинстве случаев эквивалентно, если не быстрее, нарезанию той же резьбы».
Фрезерование резьбы за несколько проходов позволяет увеличить шаг резьбы, избежать поломки инструмента при обработке сложных материалов и повысить допуск резьбы. Иллюстрация предоставлена Sandvik Coromant.
«Резьбовая фреза может быть гораздо больше, чем просто резьбовая фреза», — сказал Моррисон. «Некоторые резьбофрезы имеют большую фаску на передней части и могут выполнять легкое фрезерование. Так что, если детали требуется точечная грань сверху, вам не нужен дополнительный инструмент.
«Вы также можете использовать одну и ту же фрезу для INCONEL и мягкого углерода, потому что вы можете изменить способ зацепления резьбовой фрезы, количество проходов и скорость подачи. Вы просто применяете мельницу по-другому».
Однозубая или многозубая
Однолезвийная фреза, по словам Trimble, предпочтительнее многолезвийной фрезы для многих применений, поскольку она требует меньшего зацепления, меньшего усилия на инструмент и у вас больше места для удаления стружки. «Мы видим, что одноточечные фрезы используются в мастерских, которые имеют дело с резьбой нескольких размеров, но не производят больших производственных циклов.
«Одноточечные фрезы входят в отверстие и смещаются от центра, чтобы выйти из шпинделя. Это дает более низкий коэффициент крутящего момента, меньшую площадь поверхности, и работу можно выполнять на более низких оборотах. Но сравните одноточечный с многоточечным. С полным рядом зубьев вы можете заполнить всю длину резьбы за одну интерполяцию».
Макнейл сказал: «Большинство резьбовых фрез, изготовленных из твердого сплава, имеют предел 2xD, но обычно вы можете расширить свои возможности и углубиться, используя однорядные и сменные инструменты. Существуют даже фрезерные адаптеры для сменных головок, на торец которых можно поставить однорядные штампованные твердосплавные пластины. Это дает вам больше гибкости по глубине и диаметру при более экономичных затратах».
«Мы склоняем людей к выбору фрез с многогранными зубьями из-за их точности и эффективности. Благодаря многорядным зубьям шаг и резьба могут быть встроены в инструмент именно там, где они должны быть, когда инструмент нарезает резьбу», — сказал Моррисон.
Особенности машины
Учитывайте динамические возможности вашей машины. Станки, используемые для фрезерования резьбы, должны быть точными и стабильными. Им нужно обрабатывать код, ускоряться и двигаться быстро. По словам Моррисона, при наличии надлежащих возможностей станка высокопроизводительная резьбонарезная фреза может нарезать резьбу в отверстии глубиной 10 мм и глубиной 2xD за четыре-пять секунд или меньше.
Резьбовая фреза со сменными пластинами с несколькими канавками, такая как MiTM 25MM от Vargus, предназначена для сокращения времени цикла за счет использования длинных пластин в держателе с несколькими канавками при нарезании резьбы большого диаметра. Фото предоставлено Vargus USA.
«Вы быстро перемещаете многоосный станок на небольшой площади, поэтому, если направляющие на станке и сам станок не поспевают за движением инструмента, вы можете получить деформированную резьбу», — сказал Макнейл. «И учтите, что машина ведет расчет от центра инструмента. Если вы используете инструмент большого диаметра, вам необходимо изменить скорость подачи на внешнем диаметре, в противном случае вы можете получить недостаточную подачу и истирание инструмента. Это сократит срок службы инструмента и вызовет проблемы с вибрацией».
Как и в случае других процессов резания, при фрезеровании резьбы крепление и закрепление инструмента должны быть жесткими. По мнению Trimble, особенно инструментальное крепление. «Подумайте о своем держателе таким образом: чем больше соединений, тем больше вероятность биения. В зажиме инструмента может быть задействовано от четырех до шести соединений, таких как тяга с натяжной гайкой, цанга в держателе или гидравлический патрон с гайкой. Каждое соединение может иметь изношенные детали, которые приводят к плохим соединениям.
«Также внимательно следите за своим рабочим местом. Чем ближе вы можете приблизиться к нулевому биению, тем лучше качество резьбы и тем дольше срок службы инструмента, потому что вы режете все кромки инструмента».
Технологические соображения
Первое, на что следует обратить внимание, это диаметр резания инструмента. Эмпирическое правило, сказал Макнейл, состоит в том, что сама фреза никогда не должна превышать 70% диаметра отверстия, потому что вы можете получить отклонение в резьбе, а по мере того, как инструмент приближается к диаметру резьбы, отклонение начинает проявляться в корне.
Он добавил: «Вы также хотите рассмотреть возможность попутного фрезерования внутреннего отверстия. Вы начинаете снизу и карабкаетесь вверх, что дает вам преимущество в извлечении фишек из дыры».
Внимательно следите за траекторией движения инструмента. Запустите программу над деталью перед включением. «Вы хотите, чтобы разрез был плавным, чтобы вход в материал был плавным», — сказал Макнейл. Угол входа будет зависеть от отношения диаметра фрезы к диаметру основной резьбы. Как правило, угол 90 градусов используется, если диаметр фрезы меньше, чем основная резьба, деленная на 2; 180 градусов, если диаметр фрезы больше основной резьбы, деленной на 2.
Trimble сказал: «Этот процесс не так сложен, как все думают. Если вы можете спирально фрезеровать концевой фрезой, вы можете нарезать резьбу. Современные программные пакеты упрощают процесс освоения и программирования».
Многозубая резьбовая фреза обрабатывает сквозное отверстие за один проход. Фото предоставлено Sandvik Coromant.
Открывание дверей
«Фрезерование резьбы не подходит для всех видов резьбы. Например, если резьба больше 2xD или 3xD, глубокое фрезерование может создать большую боковую нагрузку на большом расстоянии, и будет трудно создать прямую резьбу. Но он хорошо работает во многих приложениях», — сказал Моррисон.
«Процесс дает вам три оси свободы. Вы можете отрегулировать размер резьбы и шаг на определенных типах резьбовых фрез. Вы можете регулировать скорость, скорость подачи и ширину реза. Это открывает двери для обработки более сложных многопоточных приложений».
Когда следует нарезать резьбу?
Рассмотрите возможность использования резьбофрезерования, если вы хотите сократить запасы инструментов и при обработке:
- Асимметричные или невращающиеся компоненты.
- Материалы, вызывающие проблемы со стружкодроблением и удалением стружки.
- Прочные материалы, создающие высокие силы резания.
- У плеча или рядом с дном глухого отверстия.
- Тонкостенные компоненты.
- Дорогие детали и есть опасения по поводу поломки крана.
- Компоненты с нестабильными настройками.
С помощником редактора Сью Робертс можно связаться по адресу [email protected].
КОМЕТ оф Америка, 847-923-8400, www.komet.com
Sandvik Canada, 905-826-8900, www.sandvik.coromant.com
Vargus USA, 608-756-4930, www.vargususa.com
Покрытия | Бесплатный полнотекстовый | Характеристики нарезания резьбы различными покрытиями для нарезания резьбы из быстрорежущей стали
1.
ВведениеНарезание резьбы представляет собой операцию нарезания резьбы, состоящую из гравировки профильной резьбы на предварительно просверленной поверхности, где полученный диаметр немного меньше диаметра резьбы. Эта операция аналогична протягиванию с той разницей, что при этой операции зубья инструмента описывают линейный путь, а при нарезании резьбы — спиральный. Тот факт, что, как и при протягивании, при нарезании резьбы каждый активный зуб имеет разную геометрию [1] и, кроме того, инструмент при резании погружается в предыдущее отверстие практически без шатаний, делает эту операцию одной из самых сложных для анализа. С другой стороны, нарезание резьбы обычно выполняется, когда заготовка практически готова, и поэтому нарезание резьбы представляет собой операцию с высокой добавленной стоимостью.
Вследствие сложности операции и высокой добавленной стоимости заготовки нарезание резьбы является критической операцией, которую следует учитывать. Однако ссылок на этот процесс в литературе немного, как отмечают некоторые авторы [2]. Высокая сложность операции постукивания является одной из основных причин относительного отсутствия рукописей по данной теме. Модели не часто бывают успешными из-за этой сложности.
Среди проблем, с которыми можно столкнуться при эксплуатации, самой важной является поломка метчика внутри отверстия. Это явление иногда подразумевает отбраковку заготовки и, как следствие, увеличение производственных затрат. Однако бывают случаи, когда заготовку можно восстановить, но в этом случае необходимо удалить сломанный сердечник нарезного инструмента, а эта операция увеличивает время изготовления и, следовательно, производственные затраты. В дополнение к проблеме поломки метчиков существуют и другие проблемы, такие как; поломка одного или нескольких зубьев или неизбежный износ инструмента, который, хотя и является менее серьезным, также необходимо учитывать, чтобы не повредить качеству операции.
Хотя для нарезания резьбы в некоторых материалах, таких как абразивное литье, стекловолокно, литейная сталь, аустенитная сталь и закаленная сталь, метчики обычно нарезают твердосплавными метчиками, наиболее часто используемой подложкой является быстрорежущая сталь (HSS) и, в частности, полученная процессами порошковой металлургии и, следовательно, предметом данного исследования.
С другой стороны, с прогрессивным и успешным внедрением противоизносных микропокрытий [3,4] большинство инструментов для нарезания резьбы из быстрорежущей стали на рынке покрыты очень тонкими пленками материалов, которые чрезвычайно улучшают их свойства, придавая им более низкий коэффициент трения, более низкая способность к химической реакции с материалом заготовки, более высокая стойкость к истиранию и более высокая твердость в горячем состоянии. В этом случае подложка из быстрорежущей стали служит надежной опорой и способствует хорошему сцеплению слоев. Оба свойства необходимы в процессе резки.
В данном исследовании представлен анализ поведения трехканальных метчиков M12 × 1,5 из быстрорежущей порошковой стали. Метчики являются основными текущими покрытиями, которые перечислены в порядке появления на рынке — TiN, TiCN, TiAlN и TiAlN+WC/C и сравниваются с характеристиками метчика без покрытия.
TiN было первым покрытием, нанесенным на режущие инструменты в 1970-х годах [5]. Это покрытие имеет широкий спектр применения, оно дороже классических покрытий (получаемых осаждением оксида в очень горячей атмосфере), но значительно увеличивает срок службы метчиков и обычно компенсирует его применение. Это одно из первых покрытий, испытанных на инструментах, сначала на инструментах из твердого сплава, а затем на инструментах из быстрорежущей стали. Это покрытие характеризуется низким коэффициентом трения, что снижает выделение тепла при резке и защищает от прилипания и абразивного износа. Фактически, спустя пятьдесят лет после его появления на рынке, несмотря на существующие более современные покрытия, он все еще применяется в настоящее время из-за его дешевого применения. Кроме того, его золотой цвет визуально отражает износ инструмента, что полезно для оператора с целью предотвращения неконтролируемой поломки метчика.
Следующим наносимым покрытием был TiCN, обладающий большей твердостью и стойкостью к разрушению. Это последнее свойство придает кромкам инструмента устойчивость к динамическим нагрузкам, что делает его очень подходящим для высокоскоростных и прерывистых режимов резания, где всегда присутствует динамика. В последнее время следует подчеркнуть изменения, произошедшие в используемых материалах покрытия и в методах. В частности, разработка покрытий на основе Ti, C, N и Al в различных их сочетаниях. Включение Al и N придает покрытиям лучшую стойкость к окислению и большую твердость при горячем инструменте. Это также снижает остаточные напряжения, тем самым улучшая сцепление слоя с материалом сердцевины. Среди этих новых методов нанесения покрытий выделяются методы напыления и «дугового напыления», с помощью которых достигаются структуры зерен «нано» размеров, позволяющие градуировать состав слоя по его толщине [6]. Наиболее часто используемым представителем этих новых слоев в режущих инструментах в целом и метчиках в частности является TiAlN, материал с исключительной стойкостью к высоким температурам, который очень хорошо работает при обработке деталей из чугуна [7]. который будет использоваться в этом исследовании.
Более поздним покрытием является покрытие со смазочной способностью, состоящее из нанесения слоев со смазочной способностью [8] на упомянутые выше твердые слои. Наиболее распространенными являются CBC (покрытия на основе углерода), среди них DLC (алмазоподобный углерод), WC/Cs (карбид вольфрама/графит) [9,10] и TiC/Cs. Другим типом смазочного покрытия является сульфид молибдена (MoS 2 ), который использовался в деталях космических спутников, где из-за вакуумной среды возникают низкие условия смазки, при этом достигаются хорошие результаты. Что касается CBC, в этом исследовании будет использоваться WC / C на подложке TiAlN.
Несмотря на небольшое количество исследований, посвященных нарезанию резьбы, некоторые из них следует принять во внимание из-за их полезности. В частности, есть два исследования, в которых сплавы Al-Si нарезали метчиками из быстрорежущей стали. В частности, в первом случае сплав 319 Al-Si нарезали метчиками из быстрорежущей стали с алмазным покрытием и без покрытия в качестве эталона. Использование этого покрытия обусловлено высокими абразивными характеристиками этого вида сплавов. Во время испытаний использовалась смазка MQL. Результаты показали, что покрытия являются обязательными для достижения подходящего процесса. С другой стороны, использование MQL (Minimum Quantity Lubrication) оказалось полезным для предотвращения прилипания масла [11]. Принимая во внимание это последнее утверждение, другой проанализировал механизмы износа. В данном случае использовались метчики из быстрорежущей стали без покрытия с целью увеличения их износа. Полученные выводы показывают, что абразивный и адгезионный износ вызвал сильный износ лепестков на скошенной длине метчика [12]. Чтобы избежать этих механизмов износа, другие исследования были сосредоточены на влиянии покрытия в процессе нарезания резьбы. В частности, в работе Elósegui et al. были выполнены операции врезки с несколькими покрытиями PVD (физическое осаждение из паровой фазы) на аустемперированном ковком чугуне (ADI). исследование [13]. В частности, были испытаны AlTiN, AlTiSiN и AlCrSiN. Результаты показывают, что использование шлифовки волочением перед нанесением покрытия на метчики позволяет добиться лучшей адгезии пленки к подложке. С другой стороны, в Перейра и да Силва [14] использовались формирующие и режущие метчики соответственно для нарезания резьбы из ламинированной углеродистой стали SAE 1045. В этом случае тестировались покрытия TiCN и TiN. Результаты показывают, что важно учитывать толщину слоя покрытия, но не было определено, какой тип покрытия или какое значение толщины являются наиболее прочными. Этот последний вопрос был решен в 2019 годув Abdoos et al. [15]. В этом исследовании влияние толщины покрытия было испытано на чугуне с компактным графитом (CGI). В данной работе испытывались покрытия ≈4 мкм, ≈5,38 мкм, ≈10 мкм, ≈17 мкм. Результаты показывают, что толщина ≈10 мкм является оптимальным значением для работы с таким материалом. Наконец, Безерра и Коэльо [16] провели несколько испытаний на чугуне GG25 с метчиками, покрытыми TiAlN и TiCN. Результаты показывают, что основным механизмом износа была адгезия с последующим истиранием, как это произошло со сплавами Al-Si. Что касается поведения покрытий, то при скорости 30 м/мин представлены аналогичные характеристики. Однако, когда скорость резания была увеличена до 60 м/мин, TiAlN был лучшим выбором для обработки этого чугуна, благодаря чему срок службы инструмента увеличился почти на 60 %. Другие родственные работы предоставлены Urbikaín et al. [17], но в данном случае для формирования отводов. Другой автор также анализирует влияние покрытий на различные геометрии инструментов [18,19].,20] анализ микроструктуры, механических, окислительных и коррозионных свойств покрытий Cr-Al-Si-N [18], композитных покрытий Mo-Cu-V-N [19], а также трибологических свойств, стойкости к окислению и токарной обработки AlTiN/ Многослойные покрытия AlCrSiN [20].
Эта работа направлена на то, чтобы лучше понять характеристики метчика в сравнении с некоторыми из существующих покрытий, и мотивирована поставщиком инструмента NECO-Tivoly Group. Поэтому с учетом всех этих вопросов в данной работе было проанализировано поведение четырех покрытий на плитах из чугуна марки GG25. В этом случае использовалась сухая врезка, чтобы улучшить смазывающие свойства покрытия и в то же время избежать адгезионного износа. Рукопись была построена следующим образом: во-первых, наладка станка, на котором был разработан процесс нарезания резьбы, определены геометрия нарезки и свойства покрытия (раздел 2). Затем описываются стратегия испытаний, методология износа и выбранные критерии окончания срока службы. Кроме того, представлены результаты экспериментов и анализа износа (раздел 3). Затем представлено обсуждение результатов по износу, оцененному количественно, боковой поверхности каждого из зубьев при сравнении поведения различных покрытий (раздел 4) и, наконец, представлены выводы.
2. Материалы и методы
Для проведения испытаний используют вертикальный обрабатывающий центр и плиты, в которых предварительно сверлом из быстрорежущей стали просверлено 2000 отверстий диаметром 10,5 мм. Все отверстия контролируются калибром H7 с проверкой «проход» и «непроход» (мин. диаметр 10,5 мм и макс. диаметр 10,518 мм). На рис. 1 показана деталь стяжки, используемой для фиксации и размещения перфорированной пластины на столе.
Инструменты для нарезания резьбы были закреплены с помощью держателя метчика WIDAFLEX UTS (Fort Mill, SC, USA), Ref. UT40, втулка BILZ-M12 (Остфильдерн, Германия). Перед каждым испытанием держатель метчика фиксировали с крутящим моментом муфты примерно 16 Н·м в качестве меры предосторожности, чтобы предотвратить поломку метчика внутри отверстия.
Материал детали – чугун марки ГГ25 на пластинах размером 250 мм × 225 мм и толщиной 20 мм, на которых, как уже упоминалось, предварительно просверлены отверстия диаметром 10,5 мм. Использовался метчик из быстрорежущей стали M12×1,5 (HSSEE) с половинным углом входного конуса 10° и тремя каналами (см. рис. 2а). На рис. 2b показан осевой вид метчика, на котором можно различить три канала.
Номенклатура, используемая для различения различных частей метчика (канавка, резьба, зуб), показана на рис. 3.
Четыре типа покрытия (TiN, TiCN, TiAlN, TiAlN+WC/C), как видно на рис. 4, были испытаны при режимах резания V c = 50 м/мин и без использования смазки. Скорость подачи определяется метрической резьбой (M12 × 1,5), нарезание резьбы (нарезание резьбы) — это операция только с одной степенью свободы, поэтому скорость резания является основной, подача — подчиненной. Эти режимы резания, отвечающие требованиям производительности поставщика инструмента и промышленного применения, можно считать требовательными для этого типа обработки. В этой статье делается попытка проанализировать высокоскоростную обработку железа. Для каждого покрытия использовали пять метчиков.
Покрытия нанесены на метчики методом PVD. Поставщик покрытия использовал образцы для теста Кало, чтобы оценить толщину покрытия, а также адгезию с помощью теста на царапанье. Капли в покрытии были удалены шлифованием в течение нескольких минут (на станке OTEC (Straubenhardt-Conweiler, Германия). Также была проверена округлость режущей кромки, так как она подразумевает некоторое изменение характеристик. В таблице 1 представлены основные параметры покрытий.
Покрытие поставщик (Oerlikon Balzers, Анцуола, Испания) измеряет толщину и микротвердость методом рентгенофлуоресценции в соответствии с DIN ISO 3497 [21] и ASTM B 568 [22] и наноиндентирования по ISO 14577 [23] соответственно. Кроме того, покрытие TiN обеспечивает высокую износостойкость, предотвращает нарост режущих кромок из-за наплавки холодным ломом и обеспечивает более высокое качество поверхности резьбы. Покрытие TiCN имеет более высокую абразивную стойкость, чем предыдущее, и рекомендуется для твердых материалов, литья и сталей с твердостью выше 1000 Н/мм 2 . TiALN идеально подходит для высоконагруженных компонентов, гарантируя наилучший сход стружки. Кроме того, он разработан для работы при сухой обработке и при более высоких скоростях резания. Наконец, TiALN+WC/C обладает теми же свойствами, что и предыдущий, плюс дополнительный слой смазки, чтобы избежать трения между профилем резьбы и зубом метчика.
3. Результаты
3.1. Анализ стойкости инструмента
Измерение заканчивается, когда крутящий момент резания превышает установленный крутящий момент (16 Н-м). Критерий стойкости инструмента определяется максимально допустимым крутящим моментом, который механически ограничивается держателем инструмента. Поэтому невозможно продолжать испытания, когда крутящий момент достигает этого ограничения. Эта установка исходит из перспективы индустриализации. Когда это происходит, считается, что срок службы метчика подошёл к концу, и его снимают с машины, а последние два или три сделанных отверстия проверяют резьбовым калибром «проход/непроход» (который представляет собой цилиндрическую деталь с резьба в каждой клемме, проходная клемма должна проходить через отверстие с резьбой, а непроходная клемма должна оставаться вне входа в отверстие) для определения качества резьбы, в данном случае 6H. В данной работе калибр резьбы «GO» не входит в профиль резьбы. Если качество резьбы находится в допустимых пределах, критерий окончания срока службы инструмента будет помечен не номером отверстия, в котором превышен тарированный крутящий момент, а номером первого отверстия, не прошедшего проверку калибром резьбы. Например, хотя метчик № 3.1 (Таблица 2) не превышал тарированный крутящий момент на отверстии 308, его срок службы отмечен отверстием 307, поскольку это отверстие не прошло тест резьбового калибра «проходит/не проходит». Решение считать, что из этого отверстия и остальные не прошли проверку, основано на опыте, который свидетельствует о том, что вероятность того, что резьба последующих отверстий неверна, очень велика.
Для облегчения интерпретации результатов, собранных в таблице 2, результаты сгруппированы по покрытиям и представлены на рисунке 5, где среднее значение срока службы каждого типа покрытия наблюдается со стандартным отклонением. Для этого предполагалось, что срок службы инструмента (выраженный количеством отверстий с резьбой) является статистической величиной с нормальным распределением. TiAlN показывает лучшие результаты с точки зрения стойкости инструмента, за ним следуют TiCN и TiAlN+WC/C соответственно.
3.2. Сигнал крутящего момента во время процесса нарезания резьбы
Измерения крутящего момента при нарезании резьбы проводились во время нарезания резьбы на вертикальном обрабатывающем центре с ЧПУ, как показано на рис. 6. Система мониторинга, по сути, представляет собой сенсорное решение, не требующее вмешательства. Был захвачен необработанный сигнал напряжения от станка с ЧПУ Varispeed-626MTIII (Йоханнесбург, Южная Африка) привода шпиндельного двигателя. Система сбора данных принадлежит National Instruments TM (Остин, Техас, США), и для сбора сигнала для получения крутящего момента использовался ПК. Этот токовый сигнал преобразуется с использованием 7,4 Н·м/В (техническая информация Yaskawa). Эта калибровка была проведена на основе предыдущей работы [24]. Известно, что этот крутящий момент чувствителен к степени износа метчика [16, 21, 22].
Диаграмма крутящего момента во временной области отражает механические условия при формировании формы резьбы, а также ее эффективность в качестве стратегии мониторинга для корреляции со сроком службы метчика. В процессе нарезания резьбы сигнал крутящего момента имеет несколько стадий, включающих режущие и фрикционные зубья метчика. Эта последовательность показана на рисунке 7, и для того, чтобы сопоставить данные крутящего момента с явлениями износа, происходящими в процессе нарезания резьбы, в этом исследовании выбран основной этап, называемый A НАРЕЗАНИЕ МЕТЧИКИ на рис. 7 при нарезании резьбы и хотя в сигнале крутящего момента есть и другие этапы, чувствительные к качеству резьбы [25], эти менее чувствительны к степени износа метчика. Из-за сложности геометрии вершины инструмента и количества активных действий зуба/кромки во время процесса нарезания резьбы коэффициент трения нельзя было рассчитать напрямую с использованием той же методики, что и в [26].
Сосредоточив внимание на A НАРЕЗАНИЕ МЕТЧИКОМ при нарезании резьбы, эволюцию сигнала крутящего момента во времени также можно разделить на три этапа, как показано на рисунке 8. Схема положения метчика относительно заготовки показана слева. на Рисунке 8. Различные этапы определяются следующим образом:
1-й этап (i → ii) — первый этап начинается, когда кончик инструмента первого зуба касается предварительно просверленного отверстия, и продолжается до тех пор, пока первый цилиндрический зуб не войдет в отверстие. В течение этого периода крутящий момент постепенно увеличивается по мере того, как активны все площади резания.
2-й этап (ii → iii) — когда цилиндрические и конические зубья полностью входят в отверстие и могут рассматриваться как комбинация механических явлений резания (конические зубья) и трения/чистовой обработки (цилиндрические зубья). Toque поддерживает свою стоимость почти постоянно. Этот шаг заканчивается, когда первый конический зуб выходит из отверстия.
3-й шаг 3 (iii → iv) — последний шаг, на котором конические зубья начинают выходить из отверстия и непрерывно до точки, где не наблюдается ни нарезания, ни доводки, и метчик достигает плоскости упора. Сигнал крутящего момента постепенно уменьшается, пока не достигнет значения, близкого к нулю. По окончании этого шага метчик перестает вращаться и начинает свое движение назад с обратным вращением к исходной точке из готового отверстия для нарезания резьбы.
На рис. 9 показано изменение крутящего момента в зоне резания (включающее три этапа, описанных ранее) с количеством механизированных нитей. Приведенные значения получены в результате расчета среднего значения крутящего момента для пяти метчиков, протестированных с каждым покрытием в секциях с 25 отверстиями. Аналогичная эволюция крутящего момента наблюдается во всех протестированных покрытиях. Можно сделать вывод, что крутящий момент в первых отверстиях при неизношенной форме инструмента имеет большую изменчивость, а также средние значения. Значение крутящего момента с покрытием TiAlN+WC/C начинается с более высокого значения, поскольку неравномерность основных кромок сохраняется до тех пор, пока слой смазки не выравнивает геометрию основных кромок и до стабилизации процесса резания.
Поскольку пороговое значение крутящего момента было выбрано 16 Н·м, поведение во всех покрытиях аналогичное.
Таким образом, поведение метчиков TiN и метчиков без покрытия в отношении крутящего момента (см. рис. 9) можно разделить на три части: сначала крутящий момент достигает пикового значения, которое уменьшается в области впадины, в которой больших изменений, по-видимому, не наблюдается и, наконец, значение крутящего момента постепенно увеличивается до достижения порогового значения крутящего момента.
В отношении изменения крутящего момента в других протестированных покрытиях (TiCN, TiAlN и TiAlN/WC + C) наблюдается, что в первой резьбе изменчивость больше, но не так, как ее среднее значение, которое представляет собой постоянные значения до достижения точки, где они начинают увеличиваться, пока не достигнут установленного максимального предела. Интересно отметить, что в случае TiAlN/WC+C используются более высокие значения крутящего момента, что существенно влияет на срок службы инструмента, который сокращается (рис. 5).
3.3. Поведение при износе Сравнение различных покрытий
Процедура состоит из наблюдения и измерения передней и боковой поверхностей зубьев; однако, учитывая малую степень износа последних, решено измерять только боковые грани.
По данным производителя, представленным на рисунке 2, эти метчики имеют от 3,5 до 4 витков резьбы в конической части, то есть от 10,5 до 12 нарезных зубьев. Начиная с зуба № 12 зубья располагаются в цилиндрической части метчика, поэтому дорабатывают и/или притирают профиль резьбы. Было решено измерить все нарезанные зубья и некоторые чистовые/фрикционные, пока общее количество зубьев не составит 18. Следует помнить, что каждый участок резьбы между двумя соседними каналами называется зубцом (см. рис. 3).
Для количественной оценки износа определяется параметр относительного износа %A, который соответствует выражению:
где A p — площадь боковой поверхности каждого зуба вдоль 1 мм длины резьбы, а A sp — изношенная часть A p , как показано на рисунке 10.
Рисунок 11 иллюстрирует износ чистового/фрикционного зуба инструмента без покрытия, у которого был значительный износ по задней поверхности.
На рис. 12 показан уровень износа на задней поверхности трех зубьев метчика путем нанесения покрытия, чтобы проиллюстрировать тип износа, наблюдаемый на инструментах. Третий зуб представлен как представитель конической части, в которой происходит стадия резания. Тринадцатый зуб является последним зубом перехода между конической и цилиндрической частями, а восемнадцатый зуб является последним анализируемым цилиндрическим зубом, который будет выполнять чистовую и фрикционную функции в процессе нарезания резьбы. Наконец, явление выкрашивания наблюдается как особый механизм износа на третьем зубе инструмента, покрытого TiN.
На рис. 13а показан средний процент износа всех зубьев различных испытанных инструментов в конце их срока службы. Более высокий процент износа наблюдается на инструментах без покрытия и на инструментах с покрытием TiN, при этом стандартное отклонение представляет собой изменчивость сравнения пяти инструментов, протестированных с покрытием. нарезные профиля резьбы (см. рис. 13б) и чистовые, калибрующие профиль резьбы (см. рис. 13в).
Дискретный износ режущих механизмов; в области, связанной с удаляемым материалом, износ покрытий довольно одинаков, причем больше всего изнашиваются метчики без покрытия, а затем покрытия TiN и TiCN соответственно. Однако в зоне шлифовки/трения метчики без покрытия и с покрытием TiN подвержены большему износу, чем другие метчики. Наконец, TiAlN и TiAlN+WC/C имеют самые низкие уровни износа, когда исследуются все зубья метчика. Хотя уровни износа в конической части одинаковы для всех покрытий, уровни износа TiAlN и TiAlN+WC/C имеют в среднем на 75 % меньший износ, чем эталонное установленное значение (1 мм).
4. Обсуждение
После того, как экспериментальные результаты были проиллюстрированы и проанализированы, а также были отмечены лучшие характеристики покрытий TiAlN и TiALN+WC/C, следующий раздел — Обсуждение — посвящен сравнению уровня износа этих покрытий и без покрытия от первого до восемнадцатого зуба. Также рассматриваются результаты по износу инструмента на каждом зубе на покрытиях TiN и TiCN. Прежде чем приступить к обсуждению, смысл резьбы по профилю %A определяется пластически на рисунке 3. Однако резьба представляет собой набор из трех зубьев от первой канавки до той же канавки в спиральном движении.
4.1. Обсуждение результатов на метчиках без покрытия
Во всех протестированных метчиках режущие зубья расположены от зуба 1 до зуба 10. Начиная с 13, они находятся в цилиндрической части и, следовательно, являются чистовыми зубьями. Что касается зубьев 11 и 12, то есть три возможности: (а) зубья 11 и 12 могут быть режущими и ловильными соответственно, (б) они могут быть оба режущими или (в) они могут быть оба чистовыми. Логично, что вероятность того, что зуб окажется режущим, выше у кромки 11, чем у зуба 12.
На рис. 14 показано изменение параметра %A для каждого зуба от первого до восемнадцатого из пяти исследованных метчиков без покрытия. Поведение профилей %A аналогично для метчиков без покрытия.
Таким образом, для упрощения анализа на рис. 15 показано среднее значение %A для этих пяти образцов с доверительным интервалом 95 %.
На рисунке 15 видно, что значение %A остается ниже 10% в зубах 1, 2 и 3 и внезапно меняется до значения менее 20% в зубах 4 и 5, увеличивается до 20% и остается в следующие шесть зубов (от 5 до 10). Зуб 11 имеет немного больший износ, чем 30%, а зуб 12 достигает значения 100%. Предполагая, как это кажется логичным, что в пяти испытанных метчиках без покрытия зуб 11 является режущим (поскольку он сохраняет значения износа предыдущих). Принимая во внимание чистовой профиль резьбы зуба 12, объяснение высокой величины износа зуба 12 может быть следствием износа боковой поверхности зуба 11, который оставляет профиль резьбы незавершенным и, следовательно, зуб 12 удаляет неразрезанный материал. Этот, как и остальные фрикционные зубья, сильно изнашивается в двух своих углах, а поскольку его главная кромка очень мала (1/8 шага, т. е. 0,18 мм), износ обоих углов (см. рис. 11) ) перекрываются, что приводит к высокому значению относительного износа на задней поверхности. По мере износа зуб 12 оставляет профиль резьбы незавершенным и, следовательно, зуб 13 становится режущей кромкой. Этот износ распространяется по фрикционным зубьям, отвечающим за калибровку резьбы.
Несмотря на 100% износ зубьев 12–18, резьба, полученная метчиками без покрытия, была проверена резьбовым калибром «ПРОХОДИТ/НЕ ПРОХОДИТ», и все резьбы находятся в допусках. Хотя параметр износа %A равен 100 %, количество материала без его удаления из профиля резьбы достаточно мало, чтобы не препятствовать проходу резьбового отверстия резьбового калибра. Следовательно, рабочие поверхности зубьев 12–18 метчиков без покрытия имеют более высокий уровень износа, чем остальные метчики с покрытием. Однако износ неглубокий и, следовательно, резьба правильная.
Этот средний профиль износа метчиков без покрытия является базовым профилем износа для сравнения с другими метчиками с покрытием. Кроме того, как упоминалось ранее, для обсуждения результатов износа были выбраны TiAlN и TiAlN+WC/C, поскольку они имеют минимальный уровень износа, как описано в разделе 3.
4.2. Обсуждение результатов для метчиков с покрытием TiAlN
На рис. 16 показано различное поведение параметра %A для каждого зуба. Учитывая одинаковые формы износа всех метчиков, для упрощения результатов рассчитывается средний профиль износа.
Таким образом, на рис. 10 показаны средние значения %A для пяти ответвлений с доверительным интервалом 95 %.
Принимая во внимание значения профиля износа метчиков без покрытия на рис. 15, на рис. 17 показано аналогичное поведение до шестого зуба по сравнению с рис. 15, поскольку средний уровень износа зубьев 1, 2 и 3 близок к 10%, затем степень износа увеличивается до 20% в зубе 4 и, наконец, эта величина сохраняется в зубьях 5 и 6. Таким образом, это поведение одинаково для обоих метчиков. То же самое не происходит со значениями дисперсии, которые явно ниже, чем у непокрытых, наблюдаемых на рис. 15, особенно соответствующих резьбе 2. Продолжая анализ, видно, что между зубцами 6 и 7 происходит еще одно увеличение до тех пор, пока достигает значения более 30%, и это значение сохраняется в зубе 8. В зубах 9и 10 значения достигают 35% и 40% соответственно. Таким образом, коническая часть метчика имеет примерно одинаковый уровень износа независимо от покрытия, что видно на рис. 13б.
В коническо-цилиндрической части процент износа достигает 40 %, более 50 % и максимальное значение 65 % в зубьях 10, 11 и 12 соответственно. Таким образом, увеличение составляет 30% и 25% от зубов 9 до 12 и от зубов 10 до 12 соответственно. Для этих же непокрытых зубов тот же параметр увеличился на 20%, 25% и 100% для зубов 9., 10 и 12 соответственно (см. рис. 15). То есть в том же интервале зубьев он показал увеличение на 80% и 75% соответственно, что намного выше, чем у 30% и 25% TiAlN. Следовательно, покрытие TiAlN предотвращает развитие сильных градиентов износа, наблюдаемых у непокрытых метчиков.
С другой стороны, это предотвращение покрытия на чистовых зубьях сохраняется вдоль цилиндрической части инструмента, потому что износ начинает уменьшаться более или менее с тем же наклоном, с которым он увеличивался, и дисперсии также уменьшаются по отношению к тем зубьев 10, 11 и 12. У всех зубьев без покрытия процент износа составляет 100%, а их дисперсия равна нулю, поскольку A sp зоны износа на этих зубьях всегда выше контрольной зоны A p . Поэтому сравнивать оба покрытия, начиная с кромки 12, не имеет смысла.
Однако дисперсия, соответствующая метчикам без покрытия, намного меньше, чем у метчиков с покрытием TiAlN (как видно из сравнения Рис. 15 и Рис. 17). Эта сильная дисперсия подразумевает низкую надежность покрытия TiAlN, проблему, хорошо известную производителям инструментов с покрытием. Эта худшая надежность связана с большим разбросом значений срока службы метчиков (Таблица 2), влиянием через уменьшение значений %A от зубьев 12 к 18 и градиентами в краевых зубьях метчика. Наконец, существует поразительно низкая корреляция между количеством резьбовых отверстий в конце срока службы и общей площадью износа (A t ) метчиков (площадь под кривой %A-количество зубьев), другими словами, одинаковые метчики (с одинаковыми покрытиями) в конце срока службы имеют совершенно разные уровни общего износа (см. 1.3 по сравнению с 4.3 в таблице 2 и рисунках 15 и 17 соответственно).
4.3. Обсуждение результатов для метчиков с покрытием TiAlN+WC/C
На рис. 11 показано изменение параметра %A для каждого зуба от первого до восемнадцатого из пяти исследованных метчиков.
Прежде чем приступить к обсуждению метчиков TiAlN+WC/C, профили износа этого покрытия аналогичны предыдущим. Таким образом, дискуссия аналогична предыдущему разделу при сравнении этого метчика с покрытием с метчиком без покрытия. В этой части исследование посвящено сравнению этого покрытия с предыдущим, поскольку оно является лучшим метчиком по сроку службы и уровню износа.
Для упрощения анализа на рис. 18 показано среднее значение %A для пяти инструментов с доверительным интервалом 95 %.
Как было показано ранее, покрытие TiAlN+WC/C априори превосходит покрытие TiAlN из-за добавления слоя WC/C, который действует как смазка, и для оценки этого превосходства [10] оба будут по сравнению ниже.
Во-первых, наблюдается впечатляющая разница в поведении при соблюдении таблицы 2, следовательно, оба типа метчиков достигают конца срока службы, определяемого значением крутящего момента 16 Н-м, сделав очень разное количество отверстий 272 и 326, покрытых TiAlN+WC. /C и TiAlN соответственно. Этот результат показывает, что добавление слоя твердой смазки WC/C не только не улучшает, но и ухудшает срок службы метчика, и, следовательно, этот результат противоречит цели, которую преследуют с вкладом слоя.
Тем не менее, на основании рисунков 17 и 19 делается вывод, что среднее значение и дисперсия значений %A для покрытия TiAlN намного выше, чем для покрытия TiAlN+WC/C, потому что первое представленное покрытие не имеет смазочный слой. Это снижение износа ниже на кромках с седьмой по тринадцатую и особенно на чистовых зубьях (цилиндрическая часть).
Наконец, WC/C перемещается максимум на один зуб, что снижает максимальный пик износа на 30%. Кроме того, в этом покрытии меньше распространение износа по чистовым зубьям.
4.4. Обсуждение результатов по метчикам с покрытием TiN и TiCN
В этом подразделе рассматривается обзор результатов среднего процента площади износа %A на метчиках с покрытием TiCN и TiN. На рис. 20 показан износ различных зубьев метчика в конце срока службы инструмента, когда он достигает критерия окончания срока службы. Показано среднее значение 5 отводов на TiCN и 5 отводов на TiN. Износ на метчиках из TiN подобен тому, который наблюдается на инструментах без покрытия (рис. 15), но на цилиндрических зубьях не наблюдается 100% износа. С другой стороны, инструменты TiCN показали значения, более близкие к тем, которые наблюдались на TiAlN и TiAlN+WC/C, как можно сделать вывод, сравнивая Рисунок 17 и Рисунок 19.и Рисунок 20.
5. Выводы
В данной статье представлены результаты сравнения четырех различных покрытий (без покрытия, TiN, TiCN, TiAlN и TiAlN/WC+C) для нарезания резьбы быстрорежущим чугуном GG25. Из этой работы сделаны следующие выводы из сравнения:
Стойкость инструмента, основанная на количестве отверстий, сделанных до превышения максимально допустимого крутящего момента, позволяет установить, что покрытие TiAlN является лучшей альтернативой.
Замечено, что и TiCN, и TiAlN/WC+C имеют одинаковое поведение, что на 30 % лучше, чем у более классических покрытий, таких как TiN или метчик без покрытия.Анализ крутящего момента на этапе нарезания показал, что во всех метчиках наблюдаются одинаковые значения и изменения, примерно с увеличением от 9 Нм до 16 Нм. Более высокое начальное значение крутящего момента наблюдается в случае TiAlN/WC+C, что способствует сокращению срока службы инструмента, который был обусловлен фиксированным пределом крутящего момента для каждого метчика. Это более высокое значение связано с неравномерностью основных кромок исходной резьбы перед стабилизацией процесса нарезания, когда слой смазки был гомогенизирован вдоль основных кромок.
С учетом уровня износа был проанализирован износ по задней поверхности зубьев, который показал больший износ инструментов без покрытия и с покрытием TiN, особенно в цилиндрической части (чистовые зубья). Этот факт подтверждает высокую корреляцию между износом и количеством нарезанных резьб в течение срока службы инструмента.
Остальные покрытия (TiCN, TiAlN и TiAlN+WC/C) улучшают степень износа в коническо-цилиндрической части и, особенно, в чистовых зубьях (цилиндрическая часть).Износ конической части (зубья 1–9) инструмента на инструментах с покрытиями TiAlN и TiAlN/WC+C очень похожи на инструменты без покрытия (средняя разница в износе составляет 15%). Однако процент износа метчиков TiAlN (75%) и TiAlN/WC+C (90%) намного ниже, чем у метчиков без покрытия (100%) в цилиндрической части (чистовые зубья). Таким образом, можно сделать вывод, что покрытия TiAlN и TiAlN/WC+C существенно улучшают характеристики фрикционной и чистовой частей профиля метчика.
Слой смазки (WC/C) снижает уровень износа на боковых поверхностях и улучшает режущую способность на зубьях в коническо-цилиндрической части метчика.
Вклад авторов
Концептуализация, A.G.D.V. и Ф.В.; методология, А.Г.Д.В. и Ф.В.; валидация, А.Г.Д.В. и Ф.В.; курирование данных, A.G.D.V. и Ф. В.; написание — черновая подготовка, А.Г.Д.В., О.П. и Ф.В.; написание — просмотр и редактирование, L.N.L.D.L.; надзор, А.Г.Д.В. и Л.Н.Л.Д.Л.; Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Это исследование финансировалось вице-консультацией по технологиям, инновациям и конкурентоспособности баскских соглашений о грантах IT-2005/00201, ZL-2019/00720 (проект HARDCRAFT) и КК-2019/00004 (проект PROCODA).
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Дрозда, Т.Дж. Обработка. В Справочнике инженера по инструментам и производству, 4-е изд.; МСП: Детройт, Мичиган, США, 1993 г.; Глава 12; Том 1. [Google Scholar]
- Armarego, EJA; Чен, M.N.P. Прогнозирующие модели резания для усилий и крутящего момента при машинном нарезании резьбы метчиками с прямыми канавками. Анна. ЦИРП 2002 , 52, 75–78. [Google Scholar] [CrossRef]
- Stolz, R. Инструменты с покрытием; Ghuring KG: Albstadt, Germany, 1992. [Google Scholar]
- Bouzakis, K.D.; Михайлидис, Н .; Скорадрис, Г.; Бузакис, Э.; Бирманн, Д.; М’Сауби, Р. Резка инструментами с покрытием: технологии покрытия, методы определения характеристик и оптимизация производительности. ЦИРП Энн. 2012 , 61, 703–723. [Google Scholar] [CrossRef]
- Инспектор А.; Сальвадор, П.А. Архитектура PVD-покрытий для металлообработки: обзор. Серф. Пальто. Технол. 2014 , 257, 138–153. [Google Scholar] [CrossRef]
- Палдей, С.; Deevi, S.C. Однослойные и многослойные стойкие покрытия (TiAl)N: обзор. Мат. науч. англ. 2002 , 342, 58–79. [Google Scholar] [CrossRef]
- Rechverger, J. ; Бруннер, П. Высокопроизводительные режущие инструменты с твердыми смазочными материалами PVD-покрытиями. Серф. Пальто. Технол. 1993 , 62, 393–398. [Google Scholar] [CrossRef]
- Подгорник Б.; Хогмарка, С .; Сандбергб, О. Влияние шероховатости поверхности и типа покрытия на свойства инструментальной стали для формовки с покрытием. Серф. Пальто. Технол. 2004 , 2, 338–348. [Google Scholar] [CrossRef]
- Дерфлингер, Х.; Брендл, Х .; Циммерманн, Х. Новое твердое/смазочное покрытие для сухой обработки. Серф. Пальто. Технол. 1999 , 113, 286–292. [Google Scholar] [CrossRef]
- Бхоумик, С.; Лукич, М.; Альпас, А. Нарезание резьбы из сплавов Al-Si алмазоподобными инструментами с углеродным покрытием и минимальным количеством смазки. Дж. Матер. Процесс. Технол. 2010 , 210, 2142–2215. [Google Scholar] [CrossRef]
- Barooah, R.K.; Ариф, А .; Пайва, Дж.; Оомен-Херст, С. ; Veldhuis, S. Износ метчиков при нарезании резьбы в деталях из сплава Al-Si: механизмы и измерения. Wear 2020 , 442–443, 203153. [Google Scholar] [CrossRef]
- Elósegui, I.; Алонсо, У .; Лопес де Лакалье, Л.Н. Покрытия PVD для нарезания резьбы из аустенитного ковкого чугуна. Междунар. Дж. Адв. Произв. Технол. 2017 , 91, 2663–2672. [Академия Google] [CrossRef]
- Перейра, И.К.; да Силва, М.Б. Изучение процесса нарезания внутренней резьбы нарезными и фасонными метчиками по второстепенным характеристикам процесса. Междунар. Дж. Адв. Произв. Технол. 2017 , 93, 2357–2368. [Google Scholar] [CrossRef]
- Abdoos, M.; Ямамото, К.; Бос, Б.; Фокс-Рабинович Г.; Veldhuis, S. Влияние толщины покрытия на износостойкость инструмента покрытия TiAlN PVD с низким напряжением при точении чугуна с компактным графитом (CGI). Одежда 2019 , 422, 128–136. [Академия Google] [CrossRef]
- Урбикаин Г.; Перес, Дж. М.; Лопес де Лакалье, Л.Н.; Андуэза, А. Комбинация процессов фрикционного сверления и нарезания резьбы на разнородных материалах для изготовления соединений без гаек. проц. Инст. мех. англ. Часть B J. Eng. Произв. 2018 , 232, 1007–1020. [Академия Google] [CrossRef]
- Дин, Дж.; Чжан, Т.Ф.; Юн, Дж.; Канг, MC; Ван, Кью; Ким, К. Микроструктура, механические, окислительные и коррозионные свойства покрытий Cr-Al-Si-N, нанесенных с помощью гибридной системы напыления. Покрытия 2017 , 7, 119. [Google Scholar] [CrossRef][Green Version]
- Mei, H.; Чжао, С .; Ву, З .; Дай, В .; Ван, К.М. Влияние парциального давления азота на микроструктуру и механические свойства композитных покрытий Mo-Cu-V-N, нанесенных методом HIPIMS. Серф. Пальто. Технол. 2017 , 329. [Google Scholar] [CrossRef]
- Zhang, Q.; Сюй, Ю .; Чжан, Т.Ф.; Ву, З .; Ван, К.М. Трибологические свойства, стойкость к окислению и токарная способность многослойных покрытий AlTiN/AlCrSiN методом электродугового ионного покрытия. Серф. Пальто. Технол. 2018 , 356, 1–10. [Google Scholar] [CrossRef]
- I.S.O. 3497: 1990 Измерение толщины металлических покрытий, рентгеновские спектрометрические методы. Доступно в Интернете: https://www.iso.org/standard/8850.html (по состоянию на 21 апреля 2020 г.).
- Книга стандартных томов: 03.02, 02.05. Доступно в Интернете: www.astm.org/cgi-bin/SoftCart.exe/index.shtml?E+mystore (по состоянию на 21 апреля 2020 г.).
- ISO 14577-1:2015 Металлические материалы. Инструментальное испытание на вдавливание для определения твердости и параметров материалов. Часть 1. Метод испытания. Доступно в Интернете: https://www. iso.org/standard/56626.html (по состоянию на 21 апреля 2020 г.).
- Хиль Дель Валь, А.; Фернандес, Дж.; дель Кастильо, Э.; Арисменди, М .; Вейга, Ф. Контроль качества резьбы при нарезании резьбы из чугуна с шаровидным графитом метчиками из быстрорежущей стали с покрытием TiN. Междунар. Дж. Адв. Произв. Технол. 2013 , 69, 1273–1282. [Google Scholar] [CrossRef]
- Gil Del Val, A.; Вейга, Ф .; Суарес, А .; Арисменди, М. Контроль качества резьбы в циклах высокоскоростного нарезания резьбы. Дж. Мануф. Матер. Процесс. 2020 , 4, 9. [Google Scholar] [CrossRef][Green Version]
- Li, G.; Шуанг, Ю .; Солнце, С .; Дин, С. Механизмы износа и характеристики абразивно отшлифованных поликристаллических алмазных инструментов с различным зерном алмаза при обработке титановых сплавов. Дж. Мануф. Процесс. 2017 , 29, 320–331. [Google Scholar] [CrossRef]
Рисунок 1. Установка пластины для экспериментов по постукиванию.
Рис. 1. Установка пластины для экспериментов по постукиванию.
Рисунок 2. Геометрия метчика, профиль наконечника инструмента ( a ) и вид спереди на метчик с длинными тремя канавками ( b ).
Рисунок 2. Геометрия метчика, профиль вершины инструмента ( a ) и вид спереди на метчик с длинными тремя канавками ( б ).
Рисунок 3. Номенклатура, используемая в метчиках.
Рисунок 3. Номенклатура, используемая в метчиках.
Рисунок 4. Метчик без покрытия и метчики с различным покрытием, используемые при испытаниях нарезания резьбы.
Рис. 4. Метчик без покрытия и метчики с различным покрытием, используемые при испытаниях нарезания резьбы.
Рисунок 5. Сравнение стойкости инструмента на метчиках с различным покрытием.
Рисунок 5. Сравнение стойкости инструмента на метчиках с различным покрытием.
Рисунок 6. Настройка для контроля крутящего момента.
Рисунок 6. Настройка для контроля крутящего момента.
Рисунок 7. Сигналы крутящего момента первой приемлемой резьбы и характеристика основной области (A НАРЕЗАНИЕ РЕЗЬБЫ ) для характеристики процесса нарезания резьбы.
Рис. 7. Сигналы крутящего момента первой приемлемой резьбы и характеристика основной области (A НАРЕЗАНИЕ РЕЗЬБЫ ) для характеристики процесса нарезания резьбы.
Рис. 8. Шаг нарезания резьбы ( a ) и сигналы крутящего момента ( b ) в процессе нарезания резьбы.
Рис. 8. Шаг нарезания резьбы ( a ) и сигналы крутящего момента ( b ) в процессе нарезания резьбы.
Рисунок 9. Эволюция среднего крутящего момента метчиков с различным покрытием.
Рис. 9. Эволюция среднего крутящего момента метчиков с различным покрытием.
Рисунок 10. Зона износа (A sp ) и контрольная зона (A p ) параметры на боковой грани.
Рис. 10. Параметры зоны износа (A sp ) и зоны контроля (A p ) на боковой поверхности.
Рисунок 11. Среднее изменение %A в зубьях метчика без покрытия.
Рис. 11. Среднее изменение %A в зубьях метчика без покрытия.
Рисунок 12. Изображение под микроскопом 3-го, 13-го и 18-го зубьев, относящихся к конической, коническо-цилиндрической и цилиндрической фазам в различных метчиках покрытия.
Рис. 12. Изображение под микроскопом 3-го, 13-го и 18-го зубьев, относящихся к конической, коническо-цилиндрической и цилиндрической фазам в различных метчиках покрытия.
Рисунок 13. Среднее изменение %A в целом числе зубьев ( a ) и отдельно конических и коническо-цилиндрических зубьев и ( b ) цилиндрических зубьев метчиков с различным покрытием ( c ).
Рис. 13. Средняя эволюция %A по всему числу зубов ( a ) и отдельно конические и коническо-цилиндрические зубья и ( b ) цилиндрические зубья метчиков с различным покрытием ( c ).
Рисунок 14. Изменение параметра %A на зубьях метчиков без покрытия.
Рис. 14. Изменение параметра %A на зубьях метчиков без покрытия.
Рисунок 15. Изменение среднего значения %A на зубьях метчиков без покрытия.
Рис. 15. Изменение среднего значения %A на зубьях метчиков без покрытия.
Рисунок 16. Изменение параметра %A на зубьях каждого метчика с покрытием TiAlN.
Рис. 16. Изменение параметра %A на зубьях каждого метчика с покрытием TiAlN.
Рисунок 17. Изменение среднего значения %A на зубьях метчиков с покрытием TiAlN.
Рис. 17. Изменение среднего значения %A на зубьях метчиков с покрытием TiAlN.
Рисунок 18. Изменение параметра %A на зубьях каждого метчика с покрытием TiAlN+WC/C.
Рис. 18. Изменение параметра %A на зубьях каждого метчика с покрытием TiAlN+WC/C.
Рис. 19. Изменение среднего значения %A на зубьях метчиков с покрытием TiAlN+WC/C.
Рис. 19. Изменение среднего значения %A на зубьях метчиков с покрытием TiAlN+WC/C.
Рисунок 20. Изменение среднего значения %A на зубьях метчиков с покрытием TiN и TiCN.
Рис. 20. Изменение среднего значения %A на зубьях метчиков с покрытием TiN и TiCN.
Таблица 1. Основные параметры исследуемых покрытий.
Таблица 1. Основные параметры исследуемых покрытий.
| Coating | Thickness (μm) | Microhardness (GPa) |
|---|---|---|
| TiN | 3.4 | 28 |
| TiCN | 3.3 | 35 |
| TiAlN | 3. 6 | 31 |
| TiAlN+WC/C | 3,9 | 33 |
Таблица 2. Покрытие, номер метчика и общее и правильное количество резьбовых отверстий.
Таблица 2. Покрытие, номер метчика и общее и правильное количество резьбовых отверстий.
| Coating | Tap N# | Threads N# | Correct Threads N# | |
|---|---|---|---|---|
| Uncoated | 1.1 | 105 | 105 | |
| Uncoated | 1. 2 | 151 | 151 | |
| Uncoated | 1.3 | 177 | 169 | |
| Uncoated | 1.4 | 156 | 156 | |
| Uncoated | 1.5 | 174 | 174 | |
| TIN | 2,1 | 222 | 222 | |
| GUN | 2,2 9062 | |||
| GUN | 2,2 9062 | |||
| 2,2 9062 | ||||
| 2 | ||||
| 0650 | TiN | 2. 3 | 206 | 204 |
| TiN | 2.4 | 175 | 175 | |
| TiN | 2.5 | 180 | 178 | |
| TiCN | 3.1 | 308 | 307 | |
| TiCN | 3.2 | 268 | 268 | |
| TiCN | 3. 3 | 208 | 208 | |
| TiCN | 3.4 | 305 | 305 | |
| TiCN | 3.5 | 286 | 286 | |
| TIALN | 4.1 | 279 | 279 | |
| TIALN | 4.2 | 318 | 318 | |
| TIALN | 4. 3 | 361 | 361 | |
| TIALN | 4.4 | 394 | 394 | |
| TIALN | 4.5 | 278 | 278 | |
| TIALN+WC/C | 5.1 | 285 | 285 | |
| TiAlN+WC/C | 5.2 | 264 | 264 | |
| TiAlN+WC/C | 5. 3 | 285 | 285 | |
| TiAlN+WC/C | 5.4 | 298 | 298 | |
| TiAlN+WC/C | 5.5 | 226 | 226 |
© 2020 авторами. Лицензиат MDPI, Базель, Швейцария. Эта статья находится в открытом доступе и распространяется на условиях лицензии Creative Commons Attribution (CC BY) (http://creativecommons.org/licenses/by/4.0/).
Общие процедуры нарезания резьбы | Станок для нарезания резьбы на трубах
Начало работы
- Соблюдайте все меры предосторожности, указанные в руководстве к станку для нарезания резьбы на трубах и в разделе «Примечания по технике безопасности» данного руководства.
- Убедитесь, что в станке находится смазочно-охлаждающая жидкость хорошего качества и что он чистый. Вычистите стружку из машины и очистите масляный фильтр.
- Убедитесь, что машина и резьбонарезная головка чистые. Чистое масло на поверхностях и внутри большинства компонентов не является проблемой, но если стружка, трубный лак или окалина накапливаются в компонентах машины, это может привести к проблемам. Целесообразно время от времени разбирать резьбонарезную головку и удалять любые скопления инородного материала. Эта практика увеличит срок службы резьбонарезной головки и будет способствовать более качественной резьбе, поскольку резьбонарезная головка будет легче открываться и работать более стабильно. Избыточное накопление шлама в компонентах машины можно предотвратить путем слива масла из резервуара и очистки от шлама со дна резервуара. Слитое масло можно снова залить в машину.
- Установите соответствующие штампы в головку штампа, убедившись, что в пазах штампа нет стружки или других посторонних материалов. Надлежащие штампы затачиваются с правильными передним углом и углом наклона режущей кромки для разрезаемого материала и изготавливаются для диаметра материала. Плашки должны свободно входить и выходить из головки, но не должны быть неаккуратными из стороны в сторону. Удостоверьтесь, что матрицы находятся в правильном порядке в резьбонарезной головке. Установите резьбонарезную головку на нужный диаметр, следуя процедуре, описанной в руководстве оператора, и зафиксируйте регулировку резьбонарезной головки на месте. Когда головка штампа заблокирована по диаметру, штампы должны перемещаться радиально в головке на небольшое расстояние. Они не должны иметь чрезмерного перемещения из стороны в сторону. Точное количество этих движений зависит от производителя.
- Очистите кулачки патрона щеткой и вставьте в патрон материал для резьбы. Большинство штампов шлифуются для резки низкоуглеродистой стали или стали, не требующей механической обработки. Для других материалов могут потребоваться штампы, специально отшлифованные для этого материала. Нержавеющая сталь, цветные металлы, чугун и пластмассы являются примерами материалов, которые, вероятно, потребуют специальной шлифовки штампов для этой цели. Убедитесь, что штампы в станке соответствуют разрезаемому материалу.
- Большие станки обычно имеют трансмиссию, которая используется для изменения скорости вращения шпинделя. Следуя инструкциям производителя по диаметру и материалу резьбы, убедитесь, что трансмиссия настроена на правильную скорость. Как правило, чем больше диаметр, тем медленнее должна работать машина. Чем больше нарезаемый материал склонен к затвердеванию, тем медленнее должна быть скорость нарезания резьбы. Более твердые материалы обычно требуют более медленных скоростей. Если вы сомневаетесь, какую скорость использовать, выберите более низкую. Более точная резьба и увеличенный срок службы матрицы являются результатом более низкой скорости нарезания резьбы. Если учесть, что фактическая разница во времени для заправки нити с одной скорости на другую очень мала по сравнению со временем, необходимым для замены нити, которая была порвана из-за чрезмерной скорости, более низкая скорость может оказаться более выгодной в долгосрочной перспективе.
В большинстве небольших машин нет контроля скорости оператора. В этих машинах обычно используется двигатель универсального типа, который замедляется по мере увеличения крутящего момента и, таким образом, ограничивает скорость машины до разумно безопасного уровня. В этом типе машины, чем больше используемые штампы, тем медленнее будет вращаться машина.
Нарезание резьбы на трубах и болтах
- Когда машина включена и материал подается в головку, материал должен легко центрироваться в головке. Если это не так, скорее всего, машина не выровнена и ее следует отремонтировать. В машинах без ходового винта используйте соответствующее начальное давление, как описано в разделе «Пусковое давление» данного руководства. Продолжайте прикладывать достаточное усилие к каретке, чтобы штампы не тянули каретку и инструменты вместе с собой. Угол наклона гребенки (см.) является одной из наиболее важных характеристик сегмента гребенки, поскольку именно он перемещает гребенку вперед по материалу. Любые другие силы, которые замедляют или ускоряют это движение против углов спирали, приведут к деформации резьбы. Это верно для всех резьб в целом, но особенно важно для мягких материалов и резьб с малым шагом.
- Увеличивает срок службы матрицы
- Обеспечивает идеальную резьбу
- Предотвращает износ инструмента
- Поток хорошей смазочно-охлаждающей жидкости к головке штампа должен быть таким, чтобы режущие поверхности сегментов штампа были залиты. Как правило, масла на резьбонарезной головке не бывает слишком много. Масло можно сэкономить, настроив машину так, чтобы нарезаемая труба была немного наклонена вниз. Это предотвращает стекание масла по трубе и его потерю. Используйте только смазочно-охлаждающие жидкости, предназначенные для резьбонарезного типа. Другие смазочно-охлаждающие жидкости могут хорошо работать в других областях, но для работы, ожидаемой при нарезании резьбы нарезным валом, подойдет только самое лучшее. Описание того, что ожидается от хороших смазочно-охлаждающих жидкостей, см. в разделе «Жидкости для нарезания резьбы» данного руководства.
- При нарезании резьбы время от времени останавливайтесь, чтобы проверить состояние плашек. Убедитесь, что они не затупились, а материал не оплавился или не приварился к режущим кромкам. Если какое-либо из этих условий существует, немедленно остановитесь. Продолжение работы с затупившимися или оплавленными матрицами приведет к разрушению резьбы и, скорее всего, к поломке матриц. Устраните проблему, заострив штампы или зачистив верхнюю поверхность режущей кромки камнем, чтобы удалить приваренный материал. Если эти условия сохраняются или если кажется, что штампы быстро изнашиваются, было бы разумно перейти на смазочно-охлаждающую жидкость, более подходящую для ваших нужд. Если при осмотре обнаружены сколы или сломанные зубья, отремонтируйте их, следуя инструкциям в разделе «Шлифовка Chaser» данного руководства.
- Чаще проверяйте завершенные потоки. В идеале для проверки профиля и размера резьбы следует использовать калибры. Если у вас нет калибров для нарезаемой резьбы, можно с осторожностью использовать подходящую гайку или муфту. Убедитесь, что муфта или гайка имеют правильный размер. Многие имеющиеся в продаже фитинги не соответствуют принятым отраслевым стандартам, и часто в одной и той же партии деталей встречаются различия в размерах. Используя микрометры, многие профили болтов и других прямых резьб можно проверить на соответствие стандартам резьбы в нашем разделе ресурсов на этом веб-сайте. Иногда непостоянный размер возникает из-за того, что оператор не открывает ручную резьбонарезную головку в нужное время. В автоматических резьбонарезных головках рабочие тяги должны содержаться в чистоте и в хорошем рабочем состоянии. Рычажный механизм определяет конец трубы, поэтому важно, чтобы обрезанные концы были скошены и не имели заусенцев.
Темное масло для нарезания резьбы
См. сведения о продукте
Советы по эксплуатации
- Если проблемы с созданными потоками сохраняются, см. Руководство по устранению неполадок. Чтобы проанализировать проблему, необходимо будет внимательно посмотреть на поток или серию потоков. Если передняя сторона резьбы деформирована, это, вероятно, вызвано чем-то другим, чем деформация отступающей стороны. Если деформация присутствует только на нескольких первых витках, проблема отличается от ситуации, когда деформация существует по всей длине. Как и при устранении других неполадок, важно тщательное наблюдение.
- Как уже упоминалось в других частях данного руководства, успешная нарезка резьбы с помощью гребенки является только результатом внимания к различным деталям, которые в нее входят. Станок, материал, смазочно-охлаждающая жидкость, штампы и оператор должны работать хорошо, чтобы получить хорошие результаты. Зная, на что обращать внимание, и понимая принципы работы с потоками, эта сложная операция может стать беспроблемной и простой в применении.
- Целесообразно понимать характеристики материала, который вы пытаетесь заправить. Некоторые материалы имеют экстремальную склонность к упрочнению. Некоторые материалы с высоким содержанием углерода, сплавов и нержавеющей стали попадают в эту категорию. Не пытайтесь нарезать резьбу в деформационно-твердеющих материалах, если они были отрезаны роликовым отрезным устройством. Если вы сомневаетесь, используйте отрезной нож с опорными роликами или латунными башмаками для удержания материала. Деформационное упрочнение может быть серьезной проблемой для некоторых материалов, и если не принять надлежащих мер предосторожности, это может привести к плохой резьбе, сломанным или сколотым штампам и испорченному материалу.
- Никогда не пытайтесь нарезать резьбу на материале, который был вырезан пламенем или сварен в области резьбы. Эти процессы могут привести к образованию твердых пятен в материале, которые могут быстро испортить штампы. Если материал полностью отожжен после газопламенной резки или сварки, твердые участки будут смягчены, и никаких проблем возникнуть не должно. Твердые участки также могут образовываться абразивными отрезными устройствами. Особенно это касается углеродистых и легированных сталей. Водяное охлаждение процесса отсечки помогает, но все же не может полностью предотвратить локализованное затвердевание. Если вы сомневаетесь, отожгите материал.
Отрезное устройство
Если машина оснащена отрезным устройством ножевого типа, убедитесь, что оно хорошо снабжается смазочно-охлаждающей жидкостью. Медленно и непрерывно подавайте лезвие резака в материал. Погружение резака в материал может привести к поломке лезвий. Часто затачивайте лезвия и соблюдайте задний угол резца, указанный производителем. При резке нержавеющей стали или другого материала, склонного к затвердеванию, направляющие башмаки отрезного устройства должны быть изготовлены из мягких материалов, таких как латунь.
При использовании роликового отрезного устройства вставляйте диск в материал медленно, но уверенно. На круг действуют большие фрикционные и сжимающие нагрузки, которые могут привести к повреждению или преждевременному выходу из строя круга, если давление резания слишком велико. Убедитесь, что узел резака находится под прямым углом к оси разрезаемой трубы. Если это не так, валик будет резать по спирали, и труба может быть испорчена. Часто смазывайте ролик и опорные ролики резака консистентной смазкой или тяжелым смазочным маслом. Это помогает уменьшить тепло и силы, необходимые для завершения резки. Это также увеличивает продолжительность жизни этих компонентов.
- Руководство по нарезанию резьбы
- Указания по технике безопасности
- Определения
- Общие операции
- Теория работы Chaser
- Жидкости для нарезания резьбы
- Давление запуска
- Переточка штампа
- Камни для штамповки
- Общие проблемы с машиной
- Руководство по поиску и устранению неисправностей
- Размеры труб
- Размеры болтов
- загрузок
- Поиск серийного номера
Позвольте нам ответить на ваши индивидуальные заявки или технические вопросы
Получите техническую поддержку от экспертов по станкам для нарезания резьбы на трубах и болтах. Когда вы звоните в Oster Manufacturing, на другом конце линии всегда находится человек. У нас есть квалифицированные технические специалисты и специалисты по продажам, готовые ответить на ваш звонок.
Если вас интересует станок или инструмент для нестандартного нарезания резьбы, мы будем рады проконсультировать вас по проекту. Мы можем разработать индивидуальные инженерные решения, чтобы воплотить вашу проектную идею в реальность. Мы также производим различные инструменты на заказ для специальных проектов и держим их на складе для вас. Никогда больше не ждите инструментов для сложного проекта.
Свяжитесь с нами
Резьбонарезные и резьбонарезные винты — Grainger Industrial Supply
153 изделия
Резьбонарезные винты и нарезные винты обеспечивают плотную посадку в тяжелых листах металла, алюминия, чугуна и другие твердые материалы. Оба типа представляют собой саморезы, которые отрезают и удаляют окружающий материал для создания резьбового отверстия. Винты для нарезки резьбы имеют коническую резьбу и несколько режущих кромок для врезания в материал поверхности. Резьбонарезные винты обычно используются для пластиковых или стеновых панелей.
Резьбонарезные и нарезные винты обеспечивают плотное прилегание к листовому металлу, алюминию, чугуну и другим твердым материалам. Оба типа представляют собой саморезы, которые отрезают и удаляют окружающий материал для создания резьбового отверстия. Винты для нарезки резьбы имеют коническую резьбу и несколько режущих кромок для врезания в материал поверхности. Резьбонарезные винты обычно используются для пластиковых или стеновых панелей.
Фосфатированная сталь
Плоский Torx
| Загрузка . .. | ||||||
| … | ||||||
| . .. | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| нагрузка … | 6611061110611110611106111061110611106111061106110611061106110611061106110611061106110611061106110611106.||||||
| Загрузка … |
Сталь с цинкой
Pan Phillips
| Загрузка . .. | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| .0662 | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … 9062 9067 | ||||||
| . Загрузка… | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Нагрузка … 9066 2 | ||||||
| . |
Flat Phillips
| Loading… |
Hex Washer
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Loading . .. | ||||||
| Loading … | ||||||
| Loading … | ||||||
| Loading … | ||||||
| Loading … | ||||||
.0002Гекс-штифта. . | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… | ||||||
| Loading… |