Сварка чугуна аргоном: проблематика и решения
Главная » Обработка металла
Автор perminoviv На чтение 4 мин Просмотров 180 Опубликовано
Сварка высокоуглеродистых сплавов является трудоемкой операцией, которая требует от сварщика знания рекомендованных технологий, навыков и сноровки, выработанных за определенное время. Столкнувшись первый раз с такой задачей, приходит понимание сложности получения шва с заданной геометрией, физическими свойствами, приближенными к основе свариваемых поверхностей.
Чаще всего происходит незапланированная закалка шва (в данном случае упрочнение металла препятствует дальнейшей обработке детали в целом). Игнорирование самых простых правил сварки приводит к появлению внутренних пор и трещин, снижающих срок и качество эксплуатации. С целью избежать таких дефектов все чаще применяют один из самых действенных способов сварки – аргонодуговой.
Процесс сварки аргонодуговым способом чугуна
Применение данной технологии направлено на получение шва, идентичного по своим физическим и механическим показателям к материалу основы.
Горячая сварка
Для достижения результата важен температурный режим протекания работ.
Равномерный разогрев зоны наложения будущего шва, постепенное снижение температуры по окончании укладки шва – два ключевых условия качественного выполнения работы.
Пластичность высокоуглеродистых сплавов, в отличие от сталей, намного ниже. Поэтому при изменении температуры весьма вероятны дефекты, связанные с разрушением целостности металла вблизи места сварки.
- Предварительный нагрев элемента способствует выделению графита и улучшению пластики металлической основы. Дополнительное применение графитовых электродов, прутков, порошковой проволоки или пластин из чугуна той же марки способствует гарантии однородности по химическому составу сварного соединения.
- После завершения процесса сварки технология получения качественного стыка не заканчивается. Теперь нужно добиться равномерного охлаждения при низких скоростях. В отличие от нержавеющих сталей, которые поливают водой, чугун не потерпит такой методики.
 Доказано практикой, что даже равномерное остывание при температуре окружающей среды не всегда может дать ожидаемый результат. В таком случае является оправданным применение экзотермических смесей и покрывающих материалов для изоляции поверхности. В домашних условиях или отсутствии специальных материалов их можно заменить сухим просеянным песком.
Доказано практикой, что даже равномерное остывание при температуре окружающей среды не всегда может дать ожидаемый результат. В таком случае является оправданным применение экзотермических смесей и покрывающих материалов для изоляции поверхности. В домашних условиях или отсутствии специальных материалов их можно заменить сухим просеянным песком.
 Доказано практикой, что даже равномерное остывание при температуре окружающей среды не всегда может дать ожидаемый результат. В таком случае является оправданным применение экзотермических смесей и покрывающих материалов для изоляции поверхности. В домашних условиях или отсутствии специальных материалов их можно заменить сухим просеянным песком.
Доказано практикой, что даже равномерное остывание при температуре окружающей среды не всегда может дать ожидаемый результат. В таком случае является оправданным применение экзотермических смесей и покрывающих материалов для изоляции поверхности. В домашних условиях или отсутствии специальных материалов их можно заменить сухим просеянным песком.Холодная сварка
Для повышения рентабельности производства и уменьшения потерь фонда рабочего времени в промышленных масштабах принято применять холодную сварку чугуна аргоном. Предварительный этап подогрева деталей здесь отсутствует. Вариации такого способа составляют не менее нескольких десятков методов. Основными среди них являются использование никель — стальных, медных и электродов малого диаметра с пониженным содержанием массового процента углерода.
Преимуществом данного способа является его дешевизна и простота процесса, не требующая вовлечения дополнительной оснастки, материалов и контрольно-измерительных приборов температуры и скорости нагрева — охлаждения, как при горячей сварке.
Технологически аргонодуговая сварка высокоуглеродистого сплава обязана вестись на малых токах. Это позволяет уменьшить глубину проникновения в основу базового металла и уменьшить влияние температурных аллотропических превращений в готовом изделии. Такой режим положительно сказывается на снятии напряжений, возникающих в области шва, способствующих разрушению металлической матрицы. Защита процессов, происходящих внутри расплавленной ванны от кислорода, при помощи аргона, снижает появления окислов и пузырьковых дефектов в застывшем металле, а значит, сглаживает основной негативный фактор таких работ – хрупкость места стыка.
Основные моменты и рекомендации по аргонодуговой сварке чугуна в домашних условиях
Метод получения качественного шва стал возможен благодаря использованию инертного газа для этой процедуры. Отсутствие окислов, их вредного влияния на протекание процессов в расплаве ванны, повышение качества и механических характеристик при динамических нагрузках, отсутствие пор и пузырьков получены благодаря аргону. В горелке использован принцип большей на 38% массы аргона, по сравнению с окружающим воздухом. Следовательно, место сварки надежно защищено «падающим» облаком из этого газа. Экономить на расходе аргона при сварке капризного чугуна абсолютно не стоит. Желательно придерживаться рекомендательных режимов расхода газа из справочной литературы.
В горелке использован принцип большей на 38% массы аргона, по сравнению с окружающим воздухом. Следовательно, место сварки надежно защищено «падающим» облаком из этого газа. Экономить на расходе аргона при сварке капризного чугуна абсолютно не стоит. Желательно придерживаться рекомендательных режимов расхода газа из справочной литературы.
Интересная информация. Для понимания разнообразия использования аргонодуговой сварки нужно знать, что для нее существует множество обозначений: РАД (ручная аргонодуговая сварка), ААД (автоматическая аргонодуговая сварка), ААДП (автоматическая аргонодуговая сварка плавящимся электродом). Международная маркировка способа сварки неплавящимся вольфрамовым электродом обозначается как TIG/GTAW. Сварка чугуна аргоном самый распространенный метод для его соединения и ремонта.
Основные правила применения:
- Чистота поверхности свариваемых элементов обеспечит равномерность и однородность шва, поможет избежать появления непредсказуемых фаз с неопределенными свойствами и влиянием на характеристики шва.
- По возможности и экономической обоснованности лучше использовать горячую сварку. Предварительный нагрев и постепенное охлаждение соединяемых элементов способны уменьшить недостаточность навыков и сноровки при работе с железоуглеродистым сплавом.
- Минимизируйте показатели сварочного тока. Это поможет избежать непрогнозируемых термофизических процессов в толще элемента, подверженного соединению.
- Оптимальная длина шва, наложенного за один раз, не должна превышать 25 миллиметров. В случае необходимости большей длины, используется техника каскадного наложения сварочных швов.

Снятие напряжений, которые возникли в шве при производстве справочных работ, можно произвести, применив молоток и простукивание им вдоль линии сварочного соединения.
Сварка чугуна аргоном – технология способная решить многие задачи для конструкторов оборудования и ремонтников.
Присадка для сварки чугуна
Содержание
- Особенности чугуна
- Подготовительный этап
- Последовательность действий
- Полезные советы
- Сварка аргоном – технология и последовательность
- Чугунные стержни для сварки
- Технология сварки
Тот, кто пытался варить чугун, наверняка заметил, как сложно добиться высокого качества шва. Надежное соединение позволяют получить лишь несколько способов. Один из них — сварка чугуна аргоном. Чем она лучше других методов? Какие этапы включает процесс? Нужно ли готовить поверхность? Чего делать не стоит? Ответы на эти вопросы вы узнаете из данного материала.
Надежное соединение позволяют получить лишь несколько способов. Один из них — сварка чугуна аргоном. Чем она лучше других методов? Какие этапы включает процесс? Нужно ли готовить поверхность? Чего делать не стоит? Ответы на эти вопросы вы узнаете из данного материала.
Особенности чугуна
Рассматриваемый материал является сплавом железа с повышенным содержанием углерода в составе. Если, к примеру, у кованой или закаленной стали этот показатель составляет 0,3-0,5 %, то у чугуна он в десять раз больше (от 2 до 6%). Однако во внимание стоит принять ряд других особенностей материала. Среди них:
- высокая скорость охлаждения, приводящая к появлению слоя «белого» чугуна, который не поддается какой-либо обработке;
- образование пор в процессе сварки за счет выгорания углерода и образования смеси СО;
- низкая пластичность материала — верная предпосылка к появлению трещин.
Увы, недостатки материала зачастую перекрывают все его достоинства, вызывая головную боль у сварщиков. При термообработке общеизвестными методами (ручная сварка и т. д.) и последующем застывании шва его хрупкость приводит к нарушению целостности заготовок. К тому же, чугун выступает трудносвариваемым металлом, поэтому альтернативный метод создания соединений просто необходим. Здесь то на помощь приходит дуговая сварка в среде защитного газа — аргона.
При термообработке общеизвестными методами (ручная сварка и т. д.) и последующем застывании шва его хрупкость приводит к нарушению целостности заготовок. К тому же, чугун выступает трудносвариваемым металлом, поэтому альтернативный метод создания соединений просто необходим. Здесь то на помощь приходит дуговая сварка в среде защитного газа — аргона.
Подготовительный этап
Зону сварки материала необходимо подготавливать тщательнее, чем сталь. Категорически запрещено взаимодействие поверхности с маслом, поскольку оно внедрится глубоко и вероятность вывести его обратно снизится до нуля.
При наличии трещин они засверливаются по краям и расширяются на достаточную для проварки глубину. Участок, где будет произведена сварка чугуна аргоном, освобождается от окалины при помощи углошлифовальной машинки (болгарки), наждачной бумаги с крупным зерном или металлической щетки. Если все же присутствуют масляные пятна, их стоит вывести растворителем, либо воспользоваться пламенем горелки.
Последовательность действий
Сварка чугунных изделий аргоном — популярный способ, позволяющий свести риск растрескивания деталей после соединения. Работа выполняется при помощи вольфрамового электрода, что позволяет минимизировать количество шлаков в процессе. Аргоновая сварка чугуна особо востребована в авторемонте при обработке деталей, состоящих из рассматриваемого материала.
Помимо неплавящегося электрода из вольфрама, используются присадочные прутки из никеля. Реже их меняют на бронзовые, либо алюминиевые, обычно из-за низкой стоимости последних. Если же полученная при сварке деталь будет подвергаться термическому воздействию, использование бронзы или алюминия категорически запрещается!
Обязательные требования к процессу:
- предварительная очистка поверхности;
- прогревание заготовок для снижения риска появления трещин;
- малые величины силы тока;
- шов наносится короткими участками;
- каждый шов простукивается молотком для снятия остаточных напряжений;
- по окончании сварочного процесса полученная деталь остывает в естественных условиях, медленно и постепенно.

Присадочные материалы имеют длину 60-70 см и диаметр 6-15 мм. Почему сварка чугуна аргоном считается лучшим способом для обработки материала? Причина очевидна — газ защищает сварочную ванну от проникновения воздуха и шлак внутри нее не образуется (вопреки склонности чугуна к данному процессу).
Когда все необходимое подготовлено, приступают к работе. Далее — коротко о последовательности действий:
- пользователь включает аппарат;
- выполняется подача присадочного материала на поверхность (участок сварки) под углом 20-30 градусов;
- расстояние между соплом горелки и свариваемой деталью должно составлять от 3 до 10 мм;
- выполняют несколько коротких швов вместо одного длинного и непрерывного;
- каждый новый шов простукивается молотком;
- после формирования шва дают остыть детали в естественных условиях;
- при необходимости удаляют налет (брызги сварочные) и обрабатывают соединение наждачной бумагой, УШМ, щеткой из металла.

Вольфрам обладает очень высокой температурой плавления, поэтому ему не грозит оплавление или длительное пребывание при экстремальных температурах.
Полезные советы
Даже точное следование приведенному выше плану не гарантирует, что вы получите ожидаемый эффект. Далее — несколько рекомендаций от опытных сварщиков:
- при обработке материала в домашних условиях допускается любой способ предварительного нагрева детали;
- максимальная длина коротких швов не должна превышать 30 мм;
- удары молотком с целью снятия напряжений должны выполняться мягко и аккуратно, во избежание растрескивания детали.
Высокое качество получаемого соединения — основная причина популярности сварки аргоном чугунных изделий. При должном опыте процесс протекает быстро, а при покупке никелевых присадочных прутков вместо бронзовых или алюминиевых — качественно. Сложности, связанные с физическими и химическими характеристиками чугуна, сходят на нет, когда сварка производится в аргоновой среде. Однако и это достижимо лишь при выполнении ряда условий.
Однако и это достижимо лишь при выполнении ряда условий.
Мы упустили какие-то нюансы при сварке чугуна? В комментариях к статье вы можете поделиться своим мнением по данной теме.
Что такое чугун? Это сплав железа и углерода, в котором последний может быть представлен в виде графита или цементита (Fe3C). Если в производстве используется графит, то получается серый чугун, который хорошо поддается обработке и сварке. Если цементит, то получается белый чугун, который варить нельзя. Просто не получится. Сам сварочный процесс может производиться практически любыми технологиями. Нас в этой статье будет интересовать сварка чугуна аргоном с применением неплавящегося вольфрамового электрода ( TIG ).
Но перед тем как начать с ней разбираться, необходимо сказать о том, что существует три основных направления сваривания.
- Свариваемые чугунные детали соединяются между собой чугунным швом.
- То же самое, только шов будет из низколегированной стали.
- И последний – шов из цветных металлов.

То есть, получается так, что аргонная сварка чугуна (ТИГ) может производиться с применением разных по составу присадочных элементов. Но надо обязательно добавить, что сама аргонная технология сваривания чугуна обязательно включает в себя предварительный нагрев заготовок. Хотя все чаще появляются присадки, с помощью которых можно варить чугун и без нагрева. В зависимости от того, до какой температуры будут нагреваться чугунные детали, зависят и разновидности сварки чугуна. Их также три.
- Горячая сварка, когда заготовки нагреваются до 600С.
- Полугорячая – до 400С.
- Холодная – вообще не нагреваются.
Два первых вида обычно используются для того, чтобы создать сварочное соединение таким же по составу, как и сам свариваемый металл. Третий используется, когда создаваемый шов по составу не является чугунным.
Сварка аргоном – технология и последовательность
Процесс аргонодуговой сварки делится на несколько этапов, которые проводятся в определенной последовательности.
- Подготовка свариваемых заготовок.
- Их подогрев.
- Сам сварочный процесс.
- Медленное охлаждение стыка.
К подготовительному процессу можно отнести зачистку соединяемых поверхностей и формирование кромок. Очень важно правильно кромкам придать необходимую форму. Она не должна быть острой, она должна быть скругленной, как показано на фото ниже. Такое скругление обычно достигается с помощью обычной болгарки. Кромки нужно формировать только в том случае, если толщина соединяемых чугунных заготовок превышает 4 мм.
Подогрев чугуна производится горелкой, после чего можно переходить непосредственно к свариванию металла. Если производится сварка деталей со сложной формой, где присутствуют перемычки, отверстия, участки с разными толщинами, то нагревать необходимо будет всю деталь, а не только участок, где производится сварка.
Чугунные стержни для сварки
Очень важно правильно выбрать присадочный материал. В основном для этого используют стержни, изготовленные из чугуна. Некоторые мастера просто удаляют обмазку с чугунных электродов и применяют их в качестве присадки.
Некоторые мастера просто удаляют обмазку с чугунных электродов и применяют их в качестве присадки.
Вот такие марки используются для аргонодуговой сварки чугуна (ТИГ).
- Для горячего сваривания – «А».
- Для горячей сварки с местным нагревом – «Б».
- Для соединения тонкостенных чугунных заготовок при полугорячей сварке – «НЧ-1».
- Для толстостенных чугунных деталей при полугорячей сварке – «НЧ-2».
- Для соединения с повышенными характеристиками износостойкости – «БЧ» или «ХЧ».
Диаметр присадочного стержня выбирается из расчета толщины свариваемых заготовок. Обычно он в два раза должен быть меньше.
Технология сварки
В принципе, варить чугун аргонодуговой технологией нужно точно так же, как и другие металлы. Никаких отклонений или технологических нюансов. Важно правильно настроить сварочный аппарат, который должен выдавать ток силой 40-80 ампер. Разброс величины достаточно большой, потому что в таком диапазоне можно варить детали разной толщины.
Сам процесс сварки можно проводить в двух направлениях: горелка движется впереди присадочного прутка или наоборот. Это не нарушает качество шва. Если свариваются две толстые заготовки, то, во-первых, делается Х-образная кромка, во-вторых, сам шов проваривается с двух сторон.
Есть несколько моментов, на которые необходимо обращать внимание, сваривая чугун аргонодуговой сваркой ТИГ.
- Погружать сварочный присадочный стержень в сварную ванну можно после того, как он хорошо нагреется.
- Лучше, если присадка из зоны сваривания не будет выноситься в процессе всего процесса. Но это не критично, потому что после заполнения ванны расплавленным металлом приходится его равномерно распределять по всему зазору, образовывая сварной шов. Именно в это время присадочный элемент там будет только мешать. Но на это уходят доли секунды, так что пруток не успевает остыть.
- Сварка неплавящимся электродом в аргоне должна проводиться непрерывно. Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
- Долго держать пламя горелки на одном месте не допускается. В процессе сильного нагрева чугуна из него начинает испаряться углерод, что приводит к отбеливанию металла. Он становится прочным и твердым, то есть, снижаются его сварные характеристики.
- Лучше всего, если сварку чугуна в аргонном защитном слое проводить в нижнем положении. Таким образом, расплавленный металл не будет вытекать из сварной ванны под действием своего веса и под действием давления самого защитного газа.
- Если свариваются две большие и толстые чугунные заготовки, то зазор между ними будет достаточно большим. Поэтому наплавку производят в несколько слоев. При этом концом присадочного прутка необходимо периодически помешивать содержимое сварочной ванны, чтобы внутри расплавленного металла не образовались поры. Именно таким способом удаляются растворенные в металле газы.
 Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
Насколько это возможно. Если по каким-то причинам процесс был на время приостановлен, новый шов надо накладывать на край старого, уже остывшего.
Как видите, сварить чугун с помощью аргонодуговой технологии TIG не очень сложно. Специалисты считают, что именно таким способом соединение чугунных деталей будет самым качественным. Но чтобы качество на самом деле было высоким, нужно обязательно, чтобы чугун после сварки остывал медленно (естественным путем).
Сегодня небольшой ФАК по сварке чугунятины с использованием аргонодуговой установки либо П/А
Чугун, по своей природе плохо свариваем. Сплав чугуна содержит железа от 45-до 65%, остальное примеси, типа марганца, углерода, кремния, фосфора и др. Соответственно эти примеси и мешают сварке.
Что НЕ надо делать с чугуном?
Не надо его варить обычными электродами — всё равно лопнет. (тоже относится и к полавтомату со стальной проволокой) Не надо его варить нержавеющей проволокой — результат будет тот же, только испортите деталь.
Как варить чугун, в таком случаи?
…можно воспользоваться специальными электродами для чугуна(медные), мне лично вообще не нравится. Но в идеале использовать проволоку для холодной сварки чугуна(ПАНЧ-11), и варить короткими стяжками, не более 15-25мм. Проволоку использовать совместно с полуавтоматом.(Будет быстрее и проще.) Эту проволоку, надо сказать найти не просто, но возможно, стоит она порядка 3тр за кг. Еще проще можно поступить купив электроды ЦЧ4, шов получается ровный, хороший.
Но в идеале использовать проволоку для холодной сварки чугуна(ПАНЧ-11), и варить короткими стяжками, не более 15-25мм. Проволоку использовать совместно с полуавтоматом.(Будет быстрее и проще.) Эту проволоку, надо сказать найти не просто, но возможно, стоит она порядка 3тр за кг. Еще проще можно поступить купив электроды ЦЧ4, шов получается ровный, хороший.
Лично мне несколько раз приходилось ремонтировать серый чугун:
-TIG+медная проволока+переменный ток(для меньшего тепловложения)
Но этот процесс больше похож на пайку, чем на сварку.
А вот вваренная заплатка на полуавтомате, без газа с проволокой ПАНЧ11. Работу производил
reankorr
Я всегда могу вам помочь со сваркой в среде аргона. Сварка чугуна в Истре и Дурыкино
Сварка чугуна — презентация онлайн
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины.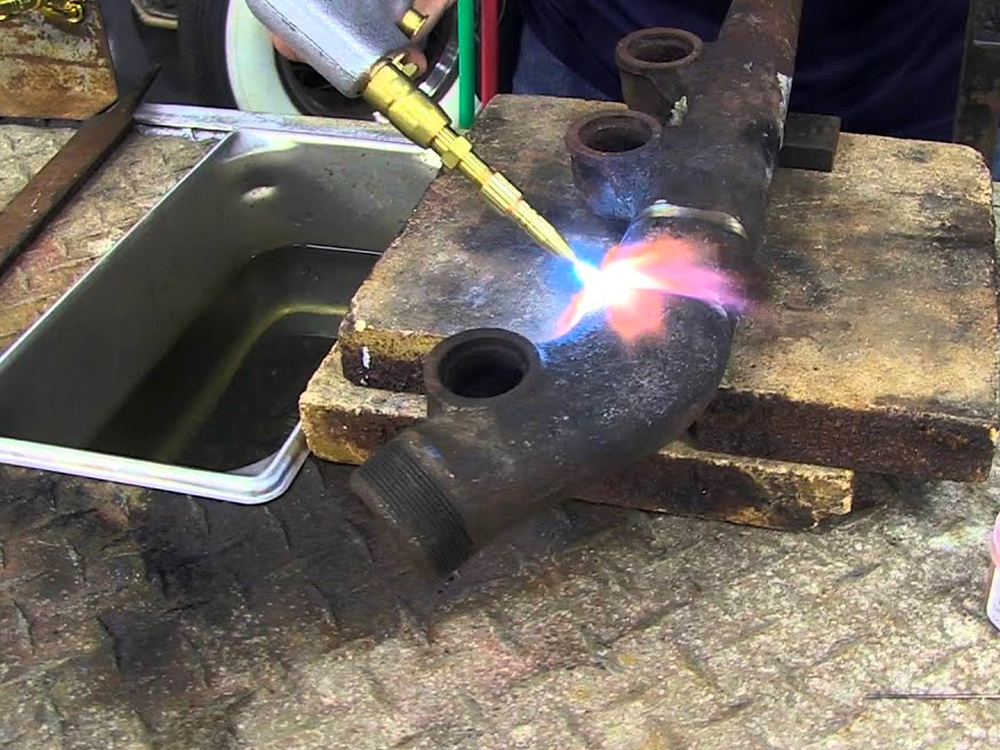 (Лекция 4.1.2)
(Лекция 4.1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
Сварка чугуна
Свойства чугуна
Чугун представляет собой сплав железа
с углеродом. Содержание углерода в чугуне около 2,14%. Углерод придаёт сплавам железа
твёрдость, снижает пластичность и вязкость.
Углерод в чугуне содержатся в виде цементита и
графита.
Температура плавления чугуна — от 1 150 до 1 200
°C , что на 300 °C ниже, чем у чистого железа.
Теплопроводность чугуна ниже, чем у сталей,
коэффициент теплового расширения такой же.
Электропроводность чугуна зависят от
распределения включений графита.
При быстром охлаждении чугуна от температуры
более 750°С металла, графит превращается
в цементит, при это чугун превращается из
серого в белый. Образуется закаленная
структура с внутренними напряжениями,
приводящими к трещинам.
Особенности сварки
Трудности сварки чугуна обусловлены образованием трещин из-за
включений графита; выгоранием углерода и образованием пор в
шве; образованием тугоплавких окислов с температурой
плавления выше, чем у чугуна; его высокая жидкотекучесть.
Чугун сваривается ручной дуговой сваркой плавящимися (ЦЧ-4) или
неплавящимися (вольфрамовый, угольны, графитовый)
электродами с подогревом или без него. Сварочные напряжения,
возникающие в шве при охлаждении металла снимаются
проковкой швов.
При горячей сварке металл предварительно подогревается до
500—700°С. Используются чугунные электроды со стержнями
марок А и Б — ОМЧ-1 и УЗТМ-74. Электроды должны быть большого
диаметра — от 8 до 16 мм.
Горячая сварка чугуна
Технология сварки чугуна с подогревом, как правило,
используются в тяжелой промышленности. Концепция
применения подогрева делает процесс сложнее, так как
для него требуется специальное оборудование для
подогрева.
В большинстве случаев изделие под сварку нагревается
до температуры от 250 до 650°С. Следует избегать
нагрева более 750°С, когда металл переходит в стадию
расплавления.
После того, как металл достигает требуемой
температуры, начинают его сварку на малых токах, чтобы
минимизировать перемешивание и остаточные
напряжения.
Большое внесение тепла при сварке также может
привести к растрескиванию. После сварки изделие
должно охлаждаться постепенно. Для постепенного
охлаждения изделие следует поместить в песок или
накрыть при помощи специальных изоляционных
материалов.
Холодная сварка чугуна
При технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над
сварочной дугой и делать как можно короче сварочные швы. Самый лучший вариант, чтобы
швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно.
При холодной сварке чугуна используются электроды марки Zeller:
Zeller 855 предназначен для сварки и наплавки всех свариваемых видов чугуна: высокопрочного
чугуна (с шаровидным графитом) и ковкого чугуна, а так же для сварки чугуна со сталью без
предварительного нагрева. Идеально подходит для ремонтной сварки чугунных станин,
Идеально подходит для ремонтной сварки чугунных станин,
корпусных деталей: блоков цилиндров, двигателей, коробок передач, штампов из
модифицированного чугуна и т.д.
Zeller 888 предназначен для сварки и наплавки тонких, замасленных деталей из серого чугуна,
высокопрочного чугуна (с шаровидным графитом), ковкого чугуна, а также для сварки этих
марок чугуна между собой и чугуна со сталью, без предварительного подогрева.
Zeller 866 предназначен для сварки и наплавки высокопрочного чугуна (с шаровидным
графитом) и ковких видов, а также для сварки этих марок чугуна между собой, чугуна со сталью.
Рекомендуется для сварки чугуна низкого качества, восстановления дефектов литья. Идеально
подходит для соединения промасленного загрязненного примесями и ржавчиной чугуна, за счет
более агрессивной сварочной дуги.
Zeller 800 для наплавки первого связующего слоя на термонагруженный, перенасыщенный
углеродом чугун и чугун низкого качества.
Ручная дуговая сварка чугуна покрытыми
электродами
Существует четыре типа электродов, которые могут быть использованы для ручной дуговой
сварки чугуна: чугунные электроды, электроды с медной основой, электроды с никелевой
основой и стальные электроды. Для использования каждого из этих типов электродов есть свои
Для использования каждого из этих типов электродов есть свои
причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
При сварке чугунными электродами, необходим разогрев детали до температуры в диапазоне
от 120 °C до 425 °C, в зависимости от размера детали. Обычно чугунные электроды бывают
диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше
использовать электроды малого диаметра и относительно низкие токи сварки
Существует два типа электродов с медной основой: электроды из сплава олова (ECuSn) и
электроды из сплава алюминия (ECuAl). Электродами из сплава олова производят производить
пайку с получением швов с хорошей пластичностью. Алюминиевые электроды применяют для
получения более прочного сварного шва.
. Существует три типа электродов с никелевой основой. Первый тип (ENiFe-CI) содержит около
50% никеля, второй (ENiCI) содержит около 85% никеля и тип (ENiCu) содержит никель и медь.
Применение этих электродов дает примерно одинаковые результаты. Эти электроды могут
быть использованы для сварки без подогрева, но рекомендуется нагрев до 40 °C.
Технология полуавтоматической MIG MAG
сварки
Для сварки чугуна может использоваться и MIG
MAG процесс. При этом процессе может быть
использовано несколько типов сварочной
проволоки, в том числе:
— Стальная проволока (E70S-3) с использованием
смеси газов 80% Ar + 20% CO2.
— Никелевая проволока (ENiCu-B) с
использованием 100% аргона для защиты.
— Кремний бронзовая проволока (ECuZn-C) с
использованием 100% аргона (50% аргона +50%
гелия).
Технология полуавтоматической сварки MIG
MAG аналогична другим процессам. Так как
требуются малые токи, то и диаметр сварочной
проволоки должен быть соответственно
минимальным.
Особенности аргонодуговой TIG сварки чугуна
Сварка чугуна в аргоне (TIG) возможна, но этот процесс очень сложный. Чугун содержит большое
количество углерода, от 2% до целых 6%. Это содержание углерода, как говорилось выше, делает чугун
Это содержание углерода, как говорилось выше, делает чугун
очень хрупким и очень сложно свариваемым. При сварке чугуна требуется соблюдение технологии и
тщательный контроль температуры для обеспечения качества сварного шва и предотвращения
образования трещин.
При сварке аргоном используются никелевые присадочные прутки. Они являются наиболее
предпочтительными и популярными для TIG сварки чугуна. Так же применяются в качестве присадки
алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если
деталь впоследствии будет подвергаться тепловому воздействию.
Как и при любом другом процессе, при сварке аргоном необходимо соблюдать ряд
требований:
► — поверхность места сварки должно быть тщательно очищено от пыли и ржавчины
— деталь перед сваркой аргоном должна быть предварительно нагрета, чтобы предотвратить
возможность трещин
— сварка должны вестись на низких токах короткими участками сварочного шва, чтобы
контролировать температуру и препятствовать образованию трещин
— каждый сварочный шов требуется простукивать молотком для снятия остаточных напряжений
— после окончания сварки необходимо, чтобы изделие остывало медленно и постепенно
Итог
Сварка чугуна является достаточно сложным процессом,
используется холодная или горячая сварка, электроды, сварка
аргоном или полуавтоматом. Если использовать правильную
Если использовать правильную
технологию и учитывать особенности, указанные выше, можно
добиться оптимальных результатов. А, следовательно, и
отличного качества сварки.
English Русский Правила
Влияние предварительного нагрева на пластинчатый серый чугун для сварки поверхностным слоем с плазменной дуговой порошковой сваркой и процессами сварки металлов в среде инертного газа с использованием дуплексной стали в качестве присадочного материала Компоненты широко признаны, но его низкая коррозионная стойкость и плохая свариваемость затрудняют использование этого материала для некоторых промышленных применений. Коррозионная стойкость может быть улучшена металлическими поверхностными слоями с использованием процессов сварки с низким процентным разбавлением между наполнителем и основным материалом. Однако процессы сварки создают очень высокую тепловую нагрузку на основной материал, что в случае чугуна может способствовать образованию твердых и хрупких микроструктур, способствуя образованию трещин.
 В данной работе рассматриваются наплавленные валики из дуплексной стали на пластинчатом сером чугуне, изготовленные либо плазменно-дуговым порошком (PTA-P), либо металлическим инертным газом (MIG) с использованием технологии холодного переноса металла (CMT) с упором на достижение низкого растворение, твердость и несовершенства (внутренняя пористость). Предварительный нагрев использовался для снижения твердости в зоне термического влияния, а в защитный газ добавлялись различные уровни гелия для изучения его влияния на геометрию и твердость наплавленных валиков. Результаты показали, что процесс PTA-P приводит к более низким значениям разбавления и твердости из-за низкой скорости охлаждения по сравнению с процессом MIG-CMT. Кроме того, было замечено, что предварительный нагрев основного материала снижает твердость зоны термического влияния, но увеличивает растворение валика сварного шва.
В данной работе рассматриваются наплавленные валики из дуплексной стали на пластинчатом сером чугуне, изготовленные либо плазменно-дуговым порошком (PTA-P), либо металлическим инертным газом (MIG) с использованием технологии холодного переноса металла (CMT) с упором на достижение низкого растворение, твердость и несовершенства (внутренняя пористость). Предварительный нагрев использовался для снижения твердости в зоне термического влияния, а в защитный газ добавлялись различные уровни гелия для изучения его влияния на геометрию и твердость наплавленных валиков. Результаты показали, что процесс PTA-P приводит к более низким значениям разбавления и твердости из-за низкой скорости охлаждения по сравнению с процессом MIG-CMT. Кроме того, было замечено, что предварительный нагрев основного материала снижает твердость зоны термического влияния, но увеличивает растворение валика сварного шва.Введение
Для изготовления геометрически сложных компонентов с оптимизированным потоком, таких как корпуса насосов, предпочтительным методом производства является литье. Для максимально экономичного производства можно использовать серый чугун с пластинчатым графитом. Тем не менее, коррозия, кавитация и абразивные материалы могут привести к необходимости использования более высоколегированных базовых материалов, что приведет не только к снижению литейных свойств, но и к увеличению производственных затрат, поскольку дорогие сплавы также присутствуют в областях, не подвергающихся воздействию среды (ссылки 1,2,3). За счет поверхностного слоя, расположенного в зонах воздействия коррозии, кавитации и истирания, можно снизить затраты, увеличив эффективность и срок службы детали (4,5,6,7,8,9,10,11).
Для максимально экономичного производства можно использовать серый чугун с пластинчатым графитом. Тем не менее, коррозия, кавитация и абразивные материалы могут привести к необходимости использования более высоколегированных базовых материалов, что приведет не только к снижению литейных свойств, но и к увеличению производственных затрат, поскольку дорогие сплавы также присутствуют в областях, не подвергающихся воздействию среды (ссылки 1,2,3). За счет поверхностного слоя, расположенного в зонах воздействия коррозии, кавитации и истирания, можно снизить затраты, увеличив эффективность и срок службы детали (4,5,6,7,8,9,10,11).
Чугунный сплав определяется как сплав на основе железа и углерода, содержащий более 2,06 % углерода по массе. Углерод откладывается в преимущественно ферритно-перлитной структуре в виде графита. Добавляя легирующие элементы, такие как марганец, можно изменить геометрическую форму этих отложений, что приведет к различным механико-технологическим свойствам. В то время как термическая обработка может изменить металлическую матрицу, а также свойства чугуна, геометрические формы графита не меняются. Важной проблемой в поверхностном слое чугунных материалов является графит, который может проявляться в вермикулярной, сферической или пластинчатой форме, являющийся источником углерода, который диффундирует в другие области материала, что способствует образованию мартенситных и ледебуритных структур. Ссылка 12). По этой причине свариваемость чугуна зависит от его исходной матричной структуры, химического состава, механических свойств, процесса сварки и условий работы (ссылка 13). При сварке чугуна в металлографических поперечных сечениях наплавленных валиков можно выделить три зоны: зону сплавления (FZ), где основной металл смешивается с присадочным материалом, характеризующаяся высокими скоростями охлаждения с образованием очень твердых и хрупких микроструктур. . Зона частичного расплава (ПМЗ) граничит с ЗП и образована участком матрицы основного металла вблизи расплавленных в ходе сварочного прохода первичных графитов. В зоне термического влияния (ЗТВ) пиковая температура поднимается выше критической точки.
Важной проблемой в поверхностном слое чугунных материалов является графит, который может проявляться в вермикулярной, сферической или пластинчатой форме, являющийся источником углерода, который диффундирует в другие области материала, что способствует образованию мартенситных и ледебуритных структур. Ссылка 12). По этой причине свариваемость чугуна зависит от его исходной матричной структуры, химического состава, механических свойств, процесса сварки и условий работы (ссылка 13). При сварке чугуна в металлографических поперечных сечениях наплавленных валиков можно выделить три зоны: зону сплавления (FZ), где основной металл смешивается с присадочным материалом, характеризующаяся высокими скоростями охлаждения с образованием очень твердых и хрупких микроструктур. . Зона частичного расплава (ПМЗ) граничит с ЗП и образована участком матрицы основного металла вблизи расплавленных в ходе сварочного прохода первичных графитов. В зоне термического влияния (ЗТВ) пиковая температура поднимается выше критической точки. Плавления нет, но матрица при нагреве превращается в аустенит. Во время охлаждения происходит множество преобразований микроструктуры (ссылки 13,14,15).
Плавления нет, но матрица при нагреве превращается в аустенит. Во время охлаждения происходит множество преобразований микроструктуры (ссылки 13,14,15).
Образование карбидных, ледебуритных и мартенситных структур в различных зонах наплавленного валика способствует образованию трещин в основном материале благодаря достигаемой высокой твердости (ссылка 15). В качестве общей процедуры для предотвращения образования этих трещин рекомендуется термическая обработка до и после сварки (ссылки 13, 14, 15, 16). Температура предварительного нагрева обычно находится в диапазоне 300-600 °C. Согласно (ссылка 17), температура предварительного нагрева 540 °C необходима для значительного снижения твердости в FZ и HAZ при сварке серого чугуна электродами из мягкой стали. Однако для улучшения обрабатываемости сварного чугуна также необходима термообработка после сварки (PWHT). Очень медленные кривые охлаждения могут предотвратить образование эвтектических карбидов во время затвердевания в PMZ, в то время как типичные температуры предварительного нагрева часто имеют тенденцию увеличивать количество и непрерывность карбидов, а не уменьшать их образование (ссылка 14).
Во избежание затвердевания и образования трещин в ЗТВ время охлаждения должно быть продолжительным, что может быть достигнуто за счет предварительного нагрева и высокой подводимой энергии на единицу длины (рис. 1) (ссылки 12, 16, 18). Тем не менее, это противоречит требованию низкого разбавления.
Рис. 1Образование трещин в ЗТВ при наплавке чугуна
Изображение полного размера
Процессы сварки
Для сварки поверхностного слоя чугуна уже известно много способов, которые подходят, например, газопорошковая сварка, плазменная сварка — дуговая сварка с переносом (PTA), сварка металлическим электродом в среде инертного газа (MIG), а также ручная дуговая сварка металлическим электродом (MMA) штучным электродом (ссылки 12, 16, 18, 19).,20). Обычно разбавление до 10-15% рекомендуется для хорошей сварки поверхностей, чтобы сохранить требуемые свойства материала поверхности сварного шва (ссылка 21). Помимо процесса PTA, процесс сварки MIG в его варианте, называемом холодным переносом металла (CMT), кажется подходящим из-за его низкого тепловложения и переноса материала в короткой фазе для создания этих поверхностных слоев. В предыдущих работах (ссылки 22, 23) было обнаружено, что процесс MIG-CMT подходит для выполнения сварных швов на сером чугуне с низким разбавлением и повышением его коррозионной стойкости за счет покрытия дуплексной нержавеющей сталью.
В предыдущих работах (ссылки 22, 23) было обнаружено, что процесс MIG-CMT подходит для выполнения сварных швов на сером чугуне с низким разбавлением и повышением его коррозионной стойкости за счет покрытия дуплексной нержавеющей сталью.
Процесс CMT представляет собой модифицированный вариант режима переноса металла с коротким замыканием, характеризующийся низкими уровнями энергии, достигаемый за счет комбинации электронного регулирования и принудительного втягивания сварочной проволоки для улучшения отрыва капель. Этот улучшенный вариант классического процесса с короткой дугой известен уже много лет (ссылка 24). Во время фазы дуги ток и напряжение и, следовательно, длину дуги и подводимое тепло можно регулировать для обеспечения образования ванны расплава и плавления присадочного материала. На следующей фазе короткого замыкания используется комбинация электронного управления током и механического втягивания проволоки, чтобы обеспечить перенос расплавленной присадочной проволоки с уменьшенным разбрызгиванием, а также уменьшенный ток для повторного зажигания дуги. С помощью процесса MIG-CMT были получены поверхностные слои на никелевых сплавах с разбавлением 3%, что свидетельствует о его пригодности для сварки плакировкой с низким подводом тепла с использованием проволоки для получения плакировки сварного шва (ссылка 25).
С помощью процесса MIG-CMT были получены поверхностные слои на никелевых сплавах с разбавлением 3%, что свидетельствует о его пригодности для сварки плакировкой с низким подводом тепла с использованием проволоки для получения плакировки сварного шва (ссылка 25).
С другой стороны, процесс дуговой порошковой сварки с плазменным переносом (PTA-P) характеризуется наличием вспомогательной дуги между вольфрамовым электродом и сужающим соплом. Эта вспомогательная дуга имеет ток от 5 до 50 А, и ее цель состоит в том, чтобы обеспечить ионизированную плазму для зажигания основной дуги (рис. 2). Основная дуга характеризуется столбчатой формой и высоким уровнем энергии. Наполнитель в виде порошка добавляется через отверстия рядом с основным дуговым отверстием в сужающем сопле. На процесс влияет морфология частиц порошка. Сферические частицы предпочтительнее частиц неправильной формы, так как они плохо питаются (ссылка 26). Однако стоимость производства сферических частиц высока, так как они производятся в процессе распыления с участием азота или аргона (ссылки 27, 28). Количество отверстий и их расположение в сужающем патрубке различаются в зависимости от производителя изделия (рис. 2). Этот процесс сварки характеризуется получением низких уровней разбавления, например, от 3 до 8% для сплава Stellite 6 (ссылка 29).). Процесс PTA-P считается сложным в настройке процесса сварки из-за множества параметров, которые необходимо учитывать для получения сварного шва. Основными параметрами являются: диаметр электрода, диаметр сужающего сопла, расход плазмообразующего, защитного и транспортного газов и скорость подачи порошка.
Количество отверстий и их расположение в сужающем патрубке различаются в зависимости от производителя изделия (рис. 2). Этот процесс сварки характеризуется получением низких уровней разбавления, например, от 3 до 8% для сплава Stellite 6 (ссылка 29).). Процесс PTA-P считается сложным в настройке процесса сварки из-за множества параметров, которые необходимо учитывать для получения сварного шва. Основными параметрами являются: диаметр электрода, диаметр сужающего сопла, расход плазмообразующего, защитного и транспортного газов и скорость подачи порошка.
Схема процесса плазменно-дуговой сварки (ПТА) с порошком в качестве присадки: (1) основной материал, (2) вольфрамовый электрод, (3) электрическая цепь вспомогательной дуги, (4) основная дуга электрическая схема, 5 – сопло защитного газа, 6 – подача газа и порошка, 7 – сужающее сопло, 8 – плазмообразующий газ, 9) катодное зажимное устройство, 10 – дежурная дуга, 11 – основная дуга, 12 – сварочная ванна, 13 – поверхностный слой, 14 – подача плазмообразующего газа, 15 – подача защитного и питательного газа, 16 – подача порошка , (17) колебание (Ref 30, 31)
Увеличенное изображение
Защитный газ в процессах сварки, помимо выполнения важной задачи изоляции расплавленной ванны от атмосферы, имеет также дополнительные эффекты (не менее важные, чем основная функция), такие как стабилизация дуги, управление рабочим процессом и переносом металла, влияние на геометрию, механические свойства и металлургические характеристики сварного шва. Теплопроводность каждого защитного газа напрямую влияет на эффективность термоядерного синтеза. На рисунке 3 сравнивается теплопроводность аргона, гелия и их смесей, при этом отмечается, что при температурах выше 15 000 К теплопроводность гелия значительно увеличивается по сравнению с аргоном. Аргон при атмосферном давлении и температуре 20 000 К имеет теплопроводность, близкую к 2,64 Дж/м·с·К, а чистый гелий при тех же условиях имеет теплопроводность 40 Дж/м·с К (ссылка 32). Следовательно, гелий обладает более высокой теплопроводностью, что приводит к более высокому тепловому воздействию на основной металл, что облегчает сварку материалов с высокой теплопроводностью и позволяет использовать более высокие скорости сварки. По сравнению с аргоном гелий образует более крупные и круглые сварные швы в процессе MIG, однако не обязательно с большей глубиной проникновения (ссылка 33).
Теплопроводность каждого защитного газа напрямую влияет на эффективность термоядерного синтеза. На рисунке 3 сравнивается теплопроводность аргона, гелия и их смесей, при этом отмечается, что при температурах выше 15 000 К теплопроводность гелия значительно увеличивается по сравнению с аргоном. Аргон при атмосферном давлении и температуре 20 000 К имеет теплопроводность, близкую к 2,64 Дж/м·с·К, а чистый гелий при тех же условиях имеет теплопроводность 40 Дж/м·с К (ссылка 32). Следовательно, гелий обладает более высокой теплопроводностью, что приводит к более высокому тепловому воздействию на основной металл, что облегчает сварку материалов с высокой теплопроводностью и позволяет использовать более высокие скорости сварки. По сравнению с аргоном гелий образует более крупные и круглые сварные швы в процессе MIG, однако не обязательно с большей глубиной проникновения (ссылка 33).
Теплопроводность инертных газов при давлении 1 атм. Адаптировано из (Ref 32)
Полноразмерное изображение
Цель исследования
Целью данной статьи является изучение поведения серого чугуна с пластинчатым графитом с использованием дуплексной нержавеющей стали в качестве наполнителя и наблюдение за поведением трещин. на сварных швах. Будут использоваться процессы сварки MIG-CMT и PTA-P. Параметры сварки для каждого процесса сварки будут регулироваться в соответствии с требованиями каждого процесса для получения наилучшего качества сварки. Поэтому будут регулироваться такие параметры, как амплитуда колебаний и скорость сварки. Будут применяться различные температуры предварительного нагрева, чтобы наблюдать их влияние на поведение трещин и химический состав сварных швов. В качестве защитных газов будут изучаться смеси аргона с различным содержанием гелия, чтобы наблюдать их влияние на геометрию сварных швов и на трещины основного материала, особенно на разжижение.
на сварных швах. Будут использоваться процессы сварки MIG-CMT и PTA-P. Параметры сварки для каждого процесса сварки будут регулироваться в соответствии с требованиями каждого процесса для получения наилучшего качества сварки. Поэтому будут регулироваться такие параметры, как амплитуда колебаний и скорость сварки. Будут применяться различные температуры предварительного нагрева, чтобы наблюдать их влияние на поведение трещин и химический состав сварных швов. В качестве защитных газов будут изучаться смеси аргона с различным содержанием гелия, чтобы наблюдать их влияние на геометрию сварных швов и на трещины основного материала, особенно на разжижение.
Материалы и детали эксперимента
Материал
В качестве наполнителя, используемого для процесса MIG, использовалась сплошная проволока из дуплексной нержавеющей стали G 22 9 3 N L (EN ISO 14343-A) диаметром 1,0 мм. Порошок, используемый в качестве наполнителя для процесса PTA-P, был изготовлен путем газового распыления и имел гранулометрию от -150 до +53 мкм и имел состав в пределах дуплексной нержавеющей стали 1. 4462 (EN 10088-3) (рис. 4). В качестве основного материала используется пластина из серого чугуна EN-GJL-250 с размерами 300 мм × 200 мм x 8 мм ( w × b × t ). Химический состав материалов определяют методом искровой оптико-эмиссионной спектроскопии (табл. 1).
4462 (EN 10088-3) (рис. 4). В качестве основного материала используется пластина из серого чугуна EN-GJL-250 с размерами 300 мм × 200 мм x 8 мм ( w × b × t ). Химический состав материалов определяют методом искровой оптико-эмиссионной спектроскопии (табл. 1).
Морфология порошка, используемого в качестве наполнителя для процесса PTA-P (1.4462)
Изображение полного размера
Таблица 1 Химический состав по массе серого чугуна EN-GJL-250 (EN 1561), дуплексная проволока из нержавеющей стали (EN ISO 14343-A) и порошок (EN 10088-3)Полноразмерный стол
В качестве источника питания для сварки MIG, использованного в экспериментах, использовался Fronius Cold Metal Transfer Advanced 4000 с синергетической кривой для CrNi 199 (CMT 0877), тогда как в качестве источника дуговой сварки с переносом плазмы использовался Castolin Eutectic Eutronic GAP 2501. Набор стандартных параметров с целью достижения низкого уровня разбавления был определен экспериментально для обоих процессов (таблица 2). Система сбора данных с частотой сбора данных 20 кГц использовалась для измерения сигналов напряжения и тока процессов дуговой сварки; кроме того, три термопары были прикреплены (на расстоянии 5 мм друг от друга) рядом с фронтом сварного шва (5 мм) для получения температуры и скорости охлаждения сварных швов (рис. 5). Скорость охлаждения определяли как скорость изменения (°C/мин), необходимую для достижения температуры на 50 °C ниже, чем максимальная температура каждого измерения, выполненного с помощью термопары 1.
Система сбора данных с частотой сбора данных 20 кГц использовалась для измерения сигналов напряжения и тока процессов дуговой сварки; кроме того, три термопары были прикреплены (на расстоянии 5 мм друг от друга) рядом с фронтом сварного шва (5 мм) для получения температуры и скорости охлаждения сварных швов (рис. 5). Скорость охлаждения определяли как скорость изменения (°C/мин), необходимую для достижения температуры на 50 °C ниже, чем максимальная температура каждого измерения, выполненного с помощью термопары 1.
Полноразмерная таблица
Рис. 5Распределение термопар (1, 2, 3) и различные зоны, образующие сварной шов
Полноразмерное изображение
Для изучения влияния предварительного нагрева на образование микроструктур и степень разбавления чугунные пластины зажимали на плите нагревателя. Наплавочные слои наносили при комнатной температуре (25°С) и при температурах предварительного подогрева 200 и 400°С. Использовались три разных типа защитного газа, каждый с различным содержанием гелия 0, 30 и 100%, с целью наблюдения его влияния на геометрию и поверхностные трещины наплавленного валика.
Использовались три разных типа защитного газа, каждый с различным содержанием гелия 0, 30 и 100%, с целью наблюдения его влияния на геометрию и поверхностные трещины наплавленного валика.
Методы
Перед проведением сварочных испытаний поверхность основных материалов была отшлифована для удаления поверхностного оксида. Затем поверхность очищали этанолом, чтобы удалить любое масло или загрязняющий агент. Отдельные сварные швы были сделаны для изучения влияния каждой переменной, предложенной ранее.
Для сравнения влияния различных газовых смесей параметры каждого сварочного процесса регулировались таким образом, чтобы энергия дуги была одинаковой для каждой газовой смеси.
Образцы для металлографического исследования были получены путем резки водоструйным способом с целью уменьшения термического влияния реза на микроструктуру образца. Для исследования микроструктуры использовали стандартную металлографическую процедуру. Для выявления различных составляющих микроструктуры в сварном соединении использовали 2% раствор нитала.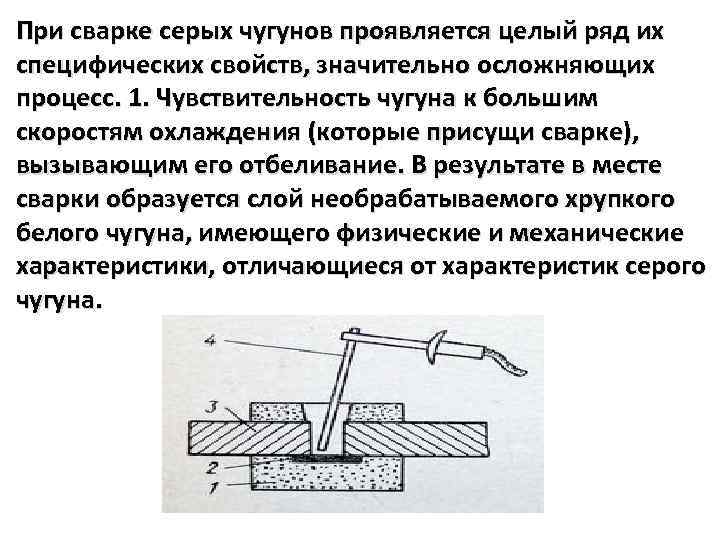
Состав наплавленных валиков измеряли путем удаления 0,15 мм с поверхности валиков и анализировали с помощью оптической эмиссионной спектрометрии (ОЭС).
Средняя твердость различных микроструктурных зон в сварных соединениях была получена с помощью теста на микротвердость по Виккерсу, в частности, HV0,5 в соответствии с DIN EN ISO 6507-1 и DIN EN ISO 9015-2.
Результаты
Процесс сварки в среде инертного газа (MIG) методом холодного переноса металла (CMT) на серый чугун
Влияние температуры предварительного нагрева
На поперечных сечениях наплавленных валиков не было обнаружено дефектов в виде внутренней пористости или трещин ( Рис. 6). На геометрию сварных швов сильно повлияло повышение температуры предварительного нагрева, особенно на ширину сварных швов, которая увеличилась с 4,5 до 8 мм (рис. 7). Проникновение и усиление сварного шва также были затронуты, и оба варьировались в пределах 1 мм, проникновение увеличилось, а высота шва уменьшилась. Энергия дуги на единицу длины во время испытаний оставалась практически постоянной.
Энергия дуги на единицу длины во время испытаний оставалась практически постоянной.
Макрошлифы сварных швов (процесс MIG-CMT с аргоном в качестве защитного газа) при температурах предварительного нагрева (а) 25 °C и (b) 400 °C
Изображение в натуральную величину
Рис. 7Влияние температуры предварительного нагрева на геометрию валиков сварного шва с учетом энергии дуги на единицу длины
Изображение полного размера
Зона сплавления (ЗС) имеет поведение, аналогичное проплавлению и высоте валика сварного шва, увеличиваясь, в то время как площадь валика не изменяется. существенные изменения (рис. 8). Разбавление при комнатной температуре составляет 8,9.%, а при температуре предварительного нагрева 400°С разбавление составляет 20,4%. С другой стороны, площадь ПМЗ также увеличивается с температурой предварительного нагрева, начиная с 0,8 мм 2 до 1,2 мм 2 .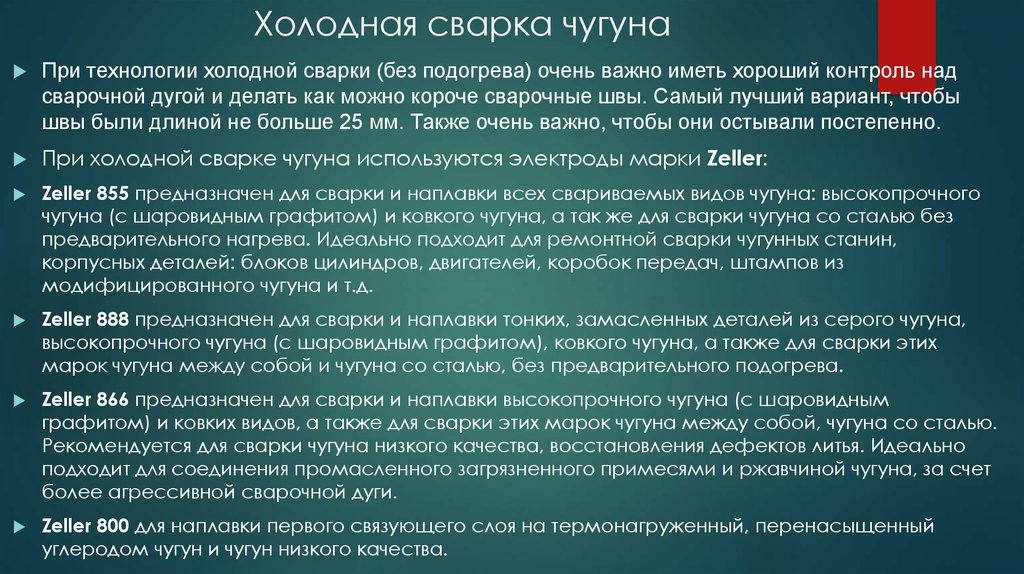 Твердость в PMZ увеличилась примерно на 80 HV0,5, когда температура предварительного нагрева составляла 400 °C. Однако у ЗТВ было большее изменение твердости, начиная с 658 HV0,5 для комнатной температуры и с 361 HV0,5 для 400 °C с предварительным нагревом (рис. 9). Эти изменения в PMZ и HAZ видны на рис. 10, где большое изменение в HAZ наблюдается при температуре предварительного нагрева 400 °C.
Твердость в PMZ увеличилась примерно на 80 HV0,5, когда температура предварительного нагрева составляла 400 °C. Однако у ЗТВ было большее изменение твердости, начиная с 658 HV0,5 для комнатной температуры и с 361 HV0,5 для 400 °C с предварительным нагревом (рис. 9). Эти изменения в PMZ и HAZ видны на рис. 10, где большое изменение в HAZ наблюдается при температуре предварительного нагрева 400 °C.
Влияние температуры предварительного нагрева на различные зоны и растворения наплавленных валиков. Процесс MIG-CMT с использованием чистого аргона в качестве защитного газа
Увеличенное изображение
Рис. 9Микротвердость различных зон наплавленного валика при различных температурах предварительного нагрева. Процесс МИГ-СМТ с использованием чистого аргона в качестве защитного газа
Увеличенное изображение
Рис. 10Измерения микротвердости образцов, изготовленных методом МИГ-СМТ с температурой предварительного нагрева 25 и 400 °C
Изображение в полный размер
Влияние количества гелия в защитном газе
Количество гелия в защитном газе напрямую влияет на геометрию наплавленных валиков и профиль провара, наблюдая профиль типа «пальцеобразный» для 100 % гелия (рис. 11). Кроме того, сварные швы, изготовленные с содержанием гелия 30 и 100 %, показали некоторые поверхностные трещины, как видно на рис. 11(d). Ширина сварных швов увеличивалась по мере увеличения количества гелия в защитном газе, начиная с 4,5 мм для чистого аргона до 9 мм.0,8 мм для 100% гелия. В случае проплавления и упрочнения наплавленного валика его поведение аналогично наблюдаемому в испытаниях при различных температурах предварительного нагрева (рис. 12).
11). Кроме того, сварные швы, изготовленные с содержанием гелия 30 и 100 %, показали некоторые поверхностные трещины, как видно на рис. 11(d). Ширина сварных швов увеличивалась по мере увеличения количества гелия в защитном газе, начиная с 4,5 мм для чистого аргона до 9 мм.0,8 мм для 100% гелия. В случае проплавления и упрочнения наплавленного валика его поведение аналогично наблюдаемому в испытаниях при различных температурах предварительного нагрева (рис. 12).
Макрошлифы для различного содержания гелия в защитном газе (а) 0 %, (б) 30 %, (в) 100 %, (г) внешний вид одиночного валика сварного шва со 100 % содержанием гелия . Процесс MIG-CMT без предварительного нагрева
Увеличенное изображение
Рис. 12Влияние количества гелия в защитном газе на проплавление, ширину и усиление наплавленных валиков с учетом энергии дуги на единицу длины. Процесс MIG-CMT без предварительного нагрева
Изображение в полный размер
Разбавление увеличилось до уровня, аналогичного уровню, достигнутому при предварительном нагреве до 400 °C, в данном случае максимально до 19,3%. Следовательно, FZ увеличивалась с количеством гелия. Площадь ПМЗ была увеличена при наибольшем количестве гелия примерно до 1,3 мм 2 (рис. 13). Максимальная твердость, измеренная в ПМЗ для 100% гелия, составила 622 HV0,5, что аналогично значению, полученному в той же зоне при предварительном нагреве на 400 °C, примерно 637 HV0,5. Однако поведение ЗТВ совершенно иное по сравнению с поведением при предварительном нагреве; при этом ЗТВ становится жестче при более высоком содержании гелия в защитном газе, достигая максимальной жесткости 661 HV0,5 (рис. 14).
Следовательно, FZ увеличивалась с количеством гелия. Площадь ПМЗ была увеличена при наибольшем количестве гелия примерно до 1,3 мм 2 (рис. 13). Максимальная твердость, измеренная в ПМЗ для 100% гелия, составила 622 HV0,5, что аналогично значению, полученному в той же зоне при предварительном нагреве на 400 °C, примерно 637 HV0,5. Однако поведение ЗТВ совершенно иное по сравнению с поведением при предварительном нагреве; при этом ЗТВ становится жестче при более высоком содержании гелия в защитном газе, достигая максимальной жесткости 661 HV0,5 (рис. 14).
Влияние количества гелия в защите на различные зоны и растворения наплавленных валиков. Процесс МИГ-СМТ без предварительного нагрева
Увеличенное изображение
Рис. 14Микротвердость различных зон наплавленного валика при различном количестве гелия. Процесс MIG-CMT без предварительного нагрева
Изображение полного размера
Плазменная порошковая сварка (PTA-P) на сером чугуне
Влияние температуры предварительного нагрева
Трещин и пористости не наблюдается ни на одном из участков наплавленного валика в поперечных сечениях наплавленных валиков, выполненных для трех уровней температуры предварительного подогрева (рис. 15). Ширина и проплавление наплавленных валиков не претерпели значительных изменений, в то время как энергия дуги на единицу длины осталась без существенных изменений (рис. 16).
15). Ширина и проплавление наплавленных валиков не претерпели значительных изменений, в то время как энергия дуги на единицу длины осталась без существенных изменений (рис. 16).
Макрошлифы для различных температур предварительного нагрева (а) 25 °С, (б) 200 °С, (в) 400 °С. Процесс PTA-P с использованием аргона в качестве плазмообразующего газа и защитного газа
Увеличенное изображение
Рис. 16Влияние температуры предварительного нагрева на проплавление, ширину и усиление наплавленных валиков с учетом энергии дуги на единицу длины в процессе сварки. Процесс PTA-P с использованием аргона в качестве плазмообразующего газа и защитного газа
Изображение с полным размером
Температура предварительного нагрева оказывала значительное влияние на пенетрацию, которая варьировалась от 0,4 мм (25 °C) до 0,7 мм (400 °C). Ширина сварных швов варьировалась от 24,5 мм (25 °C) до 24,8 мм (400 °C), в то время как усиление сварного шва имело тенденцию к сильному уменьшению, достигая 3,4 мм (25 °C) и 2,6 мм (400 °C). (Рис. 16). Такое поведение арматуры объясняется увеличением ЗФ и уменьшением площади наплавленного валика, что также вызывает увеличение разбавления до 21 % (400 °С) (рис. 17). Повышение температуры предварительного нагрева также способствовало увеличению площади ПМЗ, которая при 25 °С составляет 5,3 мм 9 .0117 2 , а при 400 °С 8,7 мм 2 .
(Рис. 16). Такое поведение арматуры объясняется увеличением ЗФ и уменьшением площади наплавленного валика, что также вызывает увеличение разбавления до 21 % (400 °С) (рис. 17). Повышение температуры предварительного нагрева также способствовало увеличению площади ПМЗ, которая при 25 °С составляет 5,3 мм 9 .0117 2 , а при 400 °С 8,7 мм 2 .
Влияние температуры предварительного нагрева на различные зоны и растворения наплавленных валиков. Процесс ПТА-П с аргоном в качестве плазмообразующего газа и защитного газа
Увеличенное изображение
Влияние температуры предварительного нагрева, помимо влияния на рост ПМЗ, также повлияло на увеличение твердости, тогда как для температур 25 и 200 °С твердость ПМЗ осталась без существенных изменений, около 520 HV0,5, а при 400 °С твердость резко возросла до 670 HV0,5. С другой стороны, твердость ЗТВ имеет тенденцию к снижению с повышением температуры предварительного нагрева, достигая минимального значения 291 HV0,5 для 400 °C. Зона сплавления имеет тенденцию к увеличению своей твердости с температурой предварительного нагрева от 242 HV0,5 (25°) до 307 HV0,5 (400 °C) (рис. 18).
Зона сплавления имеет тенденцию к увеличению своей твердости с температурой предварительного нагрева от 242 HV0,5 (25°) до 307 HV0,5 (400 °C) (рис. 18).
Микротвердость различных зон в валике сварного шва при различных температурах предварительного нагрева. Процесс PTA-P с использованием аргона в качестве плазмообразующего газа и защитного газа
Изображение с полным размером
Влияние количества гелия
На поперечных сечениях сварных швов внутренних трещин не обнаружено; однако при использовании чистого гелия в качестве защитного и питательного газа можно наблюдать внутреннюю пористость (рис. 19).). По сравнению со швами, выполненными чистым аргоном, гелий оказывал большее влияние на ширину наплавленного валика. Также наблюдается изменение проникновения (рис. 20). При содержании гелия менее 30 % существенных различий в ширине наплавленного валика нет. При использовании 100% гелия ширина наплавленного валика увеличивается до 28 мм. В случае проплавления и усиления наплавленного валика оба имеют противоположное поведение. В то время как проникновение увеличивается с 0,4 до 1,3 мм с количеством гелия, армирование уменьшается с 3,4 до 1,6 мм. Как и в процессе МИГ-СМТ, при увеличении содержания гелия в защитном газе на поверхности наблюдались трещины (рис. 19).г).
В случае проплавления и усиления наплавленного валика оба имеют противоположное поведение. В то время как проникновение увеличивается с 0,4 до 1,3 мм с количеством гелия, армирование уменьшается с 3,4 до 1,6 мм. Как и в процессе МИГ-СМТ, при увеличении содержания гелия в защитном газе на поверхности наблюдались трещины (рис. 19).г).
Макрошлифы для различных количеств гелия в защитном и питательном газе (а) 0 %, (б) 30 %, (в) 100 %, (г) внешний вид одиночного валика сварного шва со 100 % содержание гелия. Процесс ПТА-П без предварительного нагрева
Изображение с полным размером
Рис. 20Влияние количества гелия в защитном и питающем газе на проплавление, ширину и усиление наплавленных валиков. Процесс ПТА-П без предварительного нагрева
Изображение в натуральную величину
Разбавление наплавленных валиков изменилось с 4,4 до 36% при увеличении количества гелия в защитном газе. Это подтверждается прогрессивным уменьшением площади сварного шва и увеличением зоны сплавления, что указывает на большее разбавление между присадочным материалом и основным материалом (рис. 21). Однако PMZ имел тенденцию к уменьшению своего размера при увеличении количества гелия, с 5,3 мм 2 для чистого аргона до 4 мм 2 для чистого гелия, в то время как его твердость увеличивалась с увеличением количества гелия, присутствующего в защитном газе. Аналогичное поведение имела твердость в зоне сплавления и ЗТВ; она увеличивалась с увеличением количества гелия в защитном газе (рис. 22).
Это подтверждается прогрессивным уменьшением площади сварного шва и увеличением зоны сплавления, что указывает на большее разбавление между присадочным материалом и основным материалом (рис. 21). Однако PMZ имел тенденцию к уменьшению своего размера при увеличении количества гелия, с 5,3 мм 2 для чистого аргона до 4 мм 2 для чистого гелия, в то время как его твердость увеличивалась с увеличением количества гелия, присутствующего в защитном газе. Аналогичное поведение имела твердость в зоне сплавления и ЗТВ; она увеличивалась с увеличением количества гелия в защитном газе (рис. 22).
Влияние количества гелия в защитном и питательном газе на различные зоны и растворения наплавленных валиков. Процесс ПТА-П без предварительного нагрева
Увеличенное изображение
Рис. 22Микротвердость различных зон в валике шва при различном количестве гелия. Процесс PTA-P без предварительного нагрева
Изображение с полным размером
Обсуждение
Из анализа геометрии наплавленных валиков было установлено, что характер проплавления и ширина валика в конкретном случае процесса MIG-CMT , были сильно затронуты, увеличивая ширину наплавленного валика и проплавление, когда количество гелия и температура предварительного нагрева были увеличены. Когда температура предварительного нагрева увеличилась, ширина и проникновение увеличились из-за того, что основной материал уже находился при повышенной температуре (400 °C), что способствовало образованию расплавленной ванны и плавлению основного материала, достигая большего проникновения и ширина бортика. В случае увеличения количества гелия в защитном газе ширина валика и проплавление увеличивались за счет увеличения энергии дуги, продукта высокого потенциала ионизации, необходимого для гелия, который повышает температуру сварочной дуги, способствуя увеличение ширины и проникновения.
Когда температура предварительного нагрева увеличилась, ширина и проникновение увеличились из-за того, что основной материал уже находился при повышенной температуре (400 °C), что способствовало образованию расплавленной ванны и плавлению основного материала, достигая большего проникновения и ширина бортика. В случае увеличения количества гелия в защитном газе ширина валика и проплавление увеличивались за счет увеличения энергии дуги, продукта высокого потенциала ионизации, необходимого для гелия, который повышает температуру сварочной дуги, способствуя увеличение ширины и проникновения.
Присадочный материал в процессе PTA-P добавляется извне, располагаясь между расплавленной ванной и сварочной дугой, что приводит к тому, что энергия дуги используется как большая часть для расплавления дополнительного материала, а не основного материала, что влияет на глубину проплавления. На ширину валика, полученного в процессе ПТА-П, существенно влияло именно увеличение количества гелия в защитном газе; это связано с увеличением энергии дуги, как это произошло в процессе MIG-CMT.
Повышение температуры предварительного нагрева или количества гелия в защитном газе повлияло на различные области, образующие валик сварного шва. Зона сплавления (ФЗ) была значительно затронута; в частности, процесс MIG-CMT имел большую FZ, чем PTA-P, что имеет смысл при сравнении проваров и площадей валиков для обоих процессов сварки. Размер FZ зависит от времени, в течение которого основной металл остается выше точки плавления (ссылка 34). Это время увеличивается при предварительном нагреве основного металла. Поэтому ожидается, что при повышении температуры предварительного нагрева ширина валика, пенетрация и FZ также увеличиваются, что предотвращает образование мартенсита. Другие исследования показывают противоположные результаты, где сварные швы были тоньше (ссылка 13). На рисунке 23(a) показаны температурные кривые для сварных швов, полученных с помощью процесса PTA-P с использованием чистого аргона и смеси аргона с 30 % гелия в качестве защитного газа при температуре предварительного нагрева 25 °C, с учетом температуры, при которой сварной шов подвергается больше со смесью газов. Кроме того, на рис. 23(а) представлены кривые охлаждения для различных температур предварительного нагрева с использованием чистого аргона в качестве защитного газа, при этом видно, что по мере увеличения температуры предварительного нагрева наплавленный валик подвергается воздействию более высоких температур и в течение более длительного периода времени. На рис. 23(b) показано, как скорости охлаждения уменьшаются по мере роста температуры предварительного нагрева, что означает, что при более высокой температуре предварительного нагрева наплавленный валик остывает медленнее. Этот последний результат важен из-за его влияния на твердость наплавленного валика, поскольку, как наблюдалось при измерении микротвердости, при более медленном охлаждении в наплавленном валике была получена более высокая конечная твердость в FZ и PMZ.
Кроме того, на рис. 23(а) представлены кривые охлаждения для различных температур предварительного нагрева с использованием чистого аргона в качестве защитного газа, при этом видно, что по мере увеличения температуры предварительного нагрева наплавленный валик подвергается воздействию более высоких температур и в течение более длительного периода времени. На рис. 23(b) показано, как скорости охлаждения уменьшаются по мере роста температуры предварительного нагрева, что означает, что при более высокой температуре предварительного нагрева наплавленный валик остывает медленнее. Этот последний результат важен из-за его влияния на твердость наплавленного валика, поскольку, как наблюдалось при измерении микротвердости, при более медленном охлаждении в наплавленном валике была получена более высокая конечная твердость в FZ и PMZ.
(а) Температурные кривые и (б) значения скорости охлаждения для различных температур предварительного нагрева и защитных газов в процессах ПТА-П и МИГ-СМТ
Изображение в натуральную величину
Также была проанализировали и обнаружили, что PMZ имеет самую высокую твердость. Эль-Банна (ссылка 13) упомянул, что отложения карбида ответственны за высокие значения твердости в PMZ. В этой же работе твердость всех зон (ФЗ, ПМЗ, ЗТВ) снижалась при повышении температуры предварительного нагрева до 300 °С. Согласно результатам, полученным в настоящей статье, при использовании предварительного подогрева ЗТВ снижала свою твердость, а ЗТВ и ПМЗ имели тенденцию к увеличению ее значения в обоих процессах сварки. Сравнивая твердость FZ между процессом PTA-P и MIG-CMT, последний имеет более высокие значения; однако в ПМЗ значения твердости процесса ПТА-П максимальны при 400 °С предварительного нагрева. В случае испытаний, проведенных при различном количестве гелия в защитном газе, микротвердость во всех зонах имела тенденцию к увеличению, и отмечено, что в конкретном случае процесса МИГ-СМТ твердость HAZ был больше, чем PMZ. На рис. 24 показан химический состав, измеренный в наплавленных валиках, изготовленных методом ПТА-П с использованием чистого аргона при различных температурах предварительного нагрева, где видно, как с повышением температуры увеличивается количество углерода в ЗП, а количество хром уменьшается.
Эль-Банна (ссылка 13) упомянул, что отложения карбида ответственны за высокие значения твердости в PMZ. В этой же работе твердость всех зон (ФЗ, ПМЗ, ЗТВ) снижалась при повышении температуры предварительного нагрева до 300 °С. Согласно результатам, полученным в настоящей статье, при использовании предварительного подогрева ЗТВ снижала свою твердость, а ЗТВ и ПМЗ имели тенденцию к увеличению ее значения в обоих процессах сварки. Сравнивая твердость FZ между процессом PTA-P и MIG-CMT, последний имеет более высокие значения; однако в ПМЗ значения твердости процесса ПТА-П максимальны при 400 °С предварительного нагрева. В случае испытаний, проведенных при различном количестве гелия в защитном газе, микротвердость во всех зонах имела тенденцию к увеличению, и отмечено, что в конкретном случае процесса МИГ-СМТ твердость HAZ был больше, чем PMZ. На рис. 24 показан химический состав, измеренный в наплавленных валиках, изготовленных методом ПТА-П с использованием чистого аргона при различных температурах предварительного нагрева, где видно, как с повышением температуры увеличивается количество углерода в ЗП, а количество хром уменьшается. Это согласуется с (ссылками 13, 14, 21, 34) и с результатами, показанными на рис. 17, где степень разбавления наплавленных валиков при предварительном нагреве до 400 °C составляла 20,5%. Сравнивая твердость ЗТВ испытаний, проведенных с предварительным подогревом, и испытаний с различным количеством гелия, видно, что твердость больше для испытаний с различным количеством гелия в обоих процессах. Причина в том, что скорость охлаждения без предварительного нагрева и дополнительного гелия в защитном газе выше (68 °C/мин для ПТА-П), что согласно (ссылкам 14, 34) будет способствовать образованию твердых и хрупких микроструктур в ЗТВ. .
Это согласуется с (ссылками 13, 14, 21, 34) и с результатами, показанными на рис. 17, где степень разбавления наплавленных валиков при предварительном нагреве до 400 °C составляла 20,5%. Сравнивая твердость ЗТВ испытаний, проведенных с предварительным подогревом, и испытаний с различным количеством гелия, видно, что твердость больше для испытаний с различным количеством гелия в обоих процессах. Причина в том, что скорость охлаждения без предварительного нагрева и дополнительного гелия в защитном газе выше (68 °C/мин для ПТА-П), что согласно (ссылкам 14, 34) будет способствовать образованию твердых и хрупких микроструктур в ЗТВ. .
Химический состав зоны сплавления образцов ПТА-П для различных температур предварительного нагрева, полученный методом оптико-эмиссионной спектрометрии (ОЭС)
Изображение в натуральную величину можно понять различия в твердости ЗТВ. В случае процесса PTA-P без предварительного нагрева скорость охлаждения составляла приблизительно 64,4 °C/мин, а для процесса MIG-CMT — 244 °C/мин. Эта разница в основном связана с более высокой энергией дуги, используемой в процессе PTA-P по сравнению с MIG-CMT. При этих скоростях охлаждения пиковая твердость в ЗТВ наплавленных валиков, изготовленных методом ПТА-П, составила 381,5 HV0,5, а в процессе МИГ-СМТ достигла 657,6 HV0,5. Тенденция к снижению твердости аналогична при повышении температуры предварительного нагрева до 400 °C, 303 HV0,5 для PTA и 361 HV0,5 для MIG-CMT, где скорости охлаждения составляли 27,4 °C/мин для PTA-P и 46 °C/мин для MIG-CMT. Снижение твердости связано с уменьшением скорости охлаждения при повышении температуры предварительного нагрева; следовательно, ожидается более мягкая микроструктура в ЗТВ, а не твердый и хрупкий мартенсит (ссылка 35). На рисунке 25 показано, как в случае процесса MIG-CMT ЗТВ наплавленного валика без предварительного нагрева в основном состоит из мартенсита, а при повышении температуры предварительного нагрева до 400 °C микроструктура изменилась на преимущественно ледебурит, что подтверждает полученное с измерением микротвердости.
Эта разница в основном связана с более высокой энергией дуги, используемой в процессе PTA-P по сравнению с MIG-CMT. При этих скоростях охлаждения пиковая твердость в ЗТВ наплавленных валиков, изготовленных методом ПТА-П, составила 381,5 HV0,5, а в процессе МИГ-СМТ достигла 657,6 HV0,5. Тенденция к снижению твердости аналогична при повышении температуры предварительного нагрева до 400 °C, 303 HV0,5 для PTA и 361 HV0,5 для MIG-CMT, где скорости охлаждения составляли 27,4 °C/мин для PTA-P и 46 °C/мин для MIG-CMT. Снижение твердости связано с уменьшением скорости охлаждения при повышении температуры предварительного нагрева; следовательно, ожидается более мягкая микроструктура в ЗТВ, а не твердый и хрупкий мартенсит (ссылка 35). На рисунке 25 показано, как в случае процесса MIG-CMT ЗТВ наплавленного валика без предварительного нагрева в основном состоит из мартенсита, а при повышении температуры предварительного нагрева до 400 °C микроструктура изменилась на преимущественно ледебурит, что подтверждает полученное с измерением микротвердости. Высокая скорость охлаждения процесса МИГ-СМТ объясняется низкой энергией на единицу длины (рис. 7), где значение составляет примерно 10 кДж/см по сравнению с процессом ПТА-П, который имеет энергию на единицу длины 36 кДж/см (рис. 16). Следовательно, температура, достигаемая основным материалом в процессе MIG-CMT, ниже, чем в процессе PTA-P (рис. 23(b)). Принимая во внимание известное поведение процессов MIG в целом, существует другое возможное объяснение: хотя измеренная энергия на единицу длины может быть ниже по сравнению с PTA-P, локальный подвод тепла между PMZ и HAZ может быть выше, что приводит к более высокому локальному разбавлению. и, следовательно, в более высокой диффузии углерода, что приводит к более высокой твердости из-за содержания мартенсита при аналогичных скоростях охлаждения. Однако это требует дальнейшего исследования.
Высокая скорость охлаждения процесса МИГ-СМТ объясняется низкой энергией на единицу длины (рис. 7), где значение составляет примерно 10 кДж/см по сравнению с процессом ПТА-П, который имеет энергию на единицу длины 36 кДж/см (рис. 16). Следовательно, температура, достигаемая основным материалом в процессе MIG-CMT, ниже, чем в процессе PTA-P (рис. 23(b)). Принимая во внимание известное поведение процессов MIG в целом, существует другое возможное объяснение: хотя измеренная энергия на единицу длины может быть ниже по сравнению с PTA-P, локальный подвод тепла между PMZ и HAZ может быть выше, что приводит к более высокому локальному разбавлению. и, следовательно, в более высокой диффузии углерода, что приводит к более высокой твердости из-за содержания мартенсита при аналогичных скоростях охлаждения. Однако это требует дальнейшего исследования.
Сравнение различных микроструктур, присутствующих в ЗТВ для процессов MIG-CMT и PTA-P без предварительного нагрева (25 °C) и с предварительным нагревом до 400 °C
Изображение в натуральную величину
Высокая твердость в наплавленный валик, вызванный высокой скоростью охлаждения, оказывает значительное влияние, когда последовательные наплавленные валики формируют поверхностный слой. На рисунке 26 показано сравнение поверхностных слоев, изготовленных при температуре предварительного нагрева 400 °C с помощью процессов PTA-P и MIG-CMT, с использованием параметров сварки, описанных в таблице 2. В случае поверхностного слоя, изготовленного методом MIG- В процессе СМТ на поверхности наблюдается трещина, которая проходит через все наплавленные валики, составляющие поверхностный слой. Следует отметить, что трещина образуется при остывании поверхностного слоя. Поверхностный слой, изготовленный с помощью процесса PTA-P, не имел трещин или каких-либо других дефектов на поверхностном слое. Дефекты, наблюдаемые в поверхностном слое, полученном методом MIG-CMT, можно объяснить быстрой скоростью охлаждения (рис. 23), которая вызывает высокую степень твердости в PMZ (рис. 9).).
На рисунке 26 показано сравнение поверхностных слоев, изготовленных при температуре предварительного нагрева 400 °C с помощью процессов PTA-P и MIG-CMT, с использованием параметров сварки, описанных в таблице 2. В случае поверхностного слоя, изготовленного методом MIG- В процессе СМТ на поверхности наблюдается трещина, которая проходит через все наплавленные валики, составляющие поверхностный слой. Следует отметить, что трещина образуется при остывании поверхностного слоя. Поверхностный слой, изготовленный с помощью процесса PTA-P, не имел трещин или каких-либо других дефектов на поверхностном слое. Дефекты, наблюдаемые в поверхностном слое, полученном методом MIG-CMT, можно объяснить быстрой скоростью охлаждения (рис. 23), которая вызывает высокую степень твердости в PMZ (рис. 9).).
Поверхностные слои, полученные сваркой (а) ПТА-П, (б) МИГ-СМТ с температурой предварительного нагрева 400 °С
Изображение в натуральную величину
Выводы
В этой работе можно констатировать, что:
- 1.
На ширину и глубину проплавления наплавленных валиков, полученных методом PTA-P, повлияло увеличение температуры предварительного нагрева и содержания гелия в защитном газе. Однако сварные швы, выполненные методом MIG-CMT, имели сильное увеличение их проплавления и ширины при увеличении температуры предварительного нагрева или количества гелия в защитном газе.
- 2.
Повышение температуры предварительного нагрева и количества гелия в защитном газе способствовало росту ЗП и ПМЗ, особенно в процессе МИГ-СМТ.
- 3.
Процесс MIG-CMT показал более высокие значения твердости во всех проведенных испытаниях из-за более высокого процента разбавления, что означает значительную диффузию углерода к валику сварного шва.
- 4.
В процессе PTA-P было получено самое низкое разбавление (4,4%) при комнатной температуре, даже несмотря на то, что энергия дуги была выше, чем в процессе CMT. Однако, когда оба процесса работали при 400 °C, их разбавления были примерно одинаковыми, 20%.
- 5.
В то время как температура предварительного нагрева увеличивалась, разбавление увеличивалось и, следовательно, повышалась твердость FZ и PMZ, в то время как твердость HAZ уменьшалась из-за более низких скоростей охлаждения в процессе PTA-P. Подобное поведение жесткости наблюдалось при увеличении количества гелия в защитном газе; однако в этом случае твердость ЗТВ не снижалась при увеличении содержания гелия.
- 6.
Процесс PTA-P оказался лучше, чем процесс MIG-CMT, при использовании для обработки серого чугуна. Однако операционная сложность процесса PTA-P делает MIG-CMT жизнеспособным вариантом, когда необходимо принять решение.


Ссылки
К. Йылдызлы, М.Б. Карамыш и Ф. Наир, Механизмы эрозии чугуна с шаровидным графитом и серого чугуна под разными углами удара, Износ , 2006, 261 (5-6), стр. 622-633
Статья Google ученый
Г. Пинтауд, Ф.Г. Бернардес, М.М. Сантос, А. Синатора и Э. Альбертин, Мягкий и сильный износ сталей и чугунов при трении скольжением, Wear , 2009, 267 (1-4), стр. 19-25
CAS Статья Google ученый
Federal-Mogul, Pvd-Laufflächenbeschichtung Von Guss-Kolbenringen (покрытие Pvd гусениц литых колец цилиндров), МТЗ , 2008, 06 (2008), стр 478
Google ученый
С. Чжо, З. Пэйцзюнь, З. Лехэн, С. Синфу, Х. Айминь и З. Вэньцюань, Многослойное компаундное покрытие на чугунном поршневом кольце с помощью многодугового и магнетронного распыления.
, Прибой. Пальто. Технол. , 2000, 131 (1-3), стр. 422-427Артикул Google ученый
Ж.-Ж. Чон, Б.-Ю. Чон, М.-Х. Ким и К. Ли, Характеристика оловянных покрытий на плазменно-азотированных сфероидальных графитовых железных подложках предыдущего поколения Termcast, Surf. Пальто. Технол. , 2002 , 2002 , стр 24
Артикул Google ученый
Т. Ирисава и Х. Мацумото, Термостойкость и адгезионная прочность плазменного напыления оксида алюминия на чугуне, Тонкие твердые пленки , 2006, 509 (1-2), стр. 141-144
CAS Статья Google ученый
О. Мараньо, Д. Родригес, М. Боккалини и А. Синатора, Влияние параметров процесса термического напыления Hvof на свойства многокомпонентных покрытий из белого чугуна, Surf.
Пальто. Технол. , 2008, 202 (15), стр. 3494-3500CAS Статья Google ученый
В. Оселик, У. де Оливейра, М. де Бур и Дж.Т.М. де Хоссон, Толстое покрытие на основе кобальта на чугуне с помощью боковой лазерной наплавки: анализ условий обработки и свойств покрытия, Surf. Пальто. Технол. , 2007, 201 (12), стр. 5875-5883
Статья Google ученый
Д. Т. Гон, Разрушение электроосажденных хромовых покрытий на чугунных подложках, Тонкие твердые пленки , 1984, 118 (3), стр. 385-393
CAS Статья Google ученый
Л. Джордано, А. Тициани, А. Замбон и Н. Антолотти, Характеристика поверхностного легирования хромом и молибденом на сером чугуне, полученном с помощью плазменно-дугового метода, Mater.
науч. англ., А , 1991, 140 , стр. 727-732Артикул Google ученый
Л.Б.П. Romvari, Herstellung Korrosionsbeständiger Schichten an Gusseisenwerkstoffen Aus Ferrit-Kugelgraphit (Производство коррозионно-стойких покрытий на чугунных материалах с сферическим графитом Feritte), Schweisstechnik , 1990, 1990 , стр. 144-145
Google ученый
Э. М. Эль-Банна, Влияние предварительного нагрева на сварку ковкого чугуна, Mater. лат. , 1999, 41 (1), стр. 20-26
КАС Статья Google ученый
М. Пуранвари, О свариваемости серого чугуна с использованием присадочного металла на основе никеля, Mater. Дес. , 2010, 31 (7), стр. 3253-3258
CAS Статья Google ученый
U. Szieslo и O. Penning, Auftragschweißen an Gußeisenwerkstoffen: (сварка плакированных чугунов с инновационными технологиями сварки) в DVS Berichte, Innovative Schweißtechnologien , 1997,
1998 , Google ученый
Р. Л. Кумар, Сварка серого чугуна электродами из мягкой стали, Литейный завод , 1968, 96 (1), стр. 64.
A. Klimpel, 2003, Pulverauftragschweißen An aeertem Gusseisen Mit Kugelgrafit (PTA-Cled на чугуне с Spherical Graphite). (426-428), стр. 430-431
Google ученый
П.А. Тывончук, В.Н. Науменко, М.
А. Василенко, Дуговая наплавка стали на чугун в природном газе, сварка . Междунар. , 1988, 2 (9), стр. 794-795Артикул Google ученый
С. Чаттерджи и Т.К. Пал, Эрозионное поведение твердых частиц в наплавке на чугуне — влияние микроструктуры наплавки и эродирующих частиц, Wear , 2006, 261 (10), стр. 1069-1079
CAS Статья Google ученый
Дж. Р. Дэвис, Плакировка из нержавеющей стали и наплавка, Специальное руководство ASM: Нержавеющие стали , 1994, 1994 , стр. 107-119
Google ученый
У. Рейсген, К. Уиллмс, С. Виланд, Э. Гонсалес, М. Охснер, Дж. Эллермайер, М. Зиберс и Б. Хайдер, Повышение стойкости компонентов из серого чугуна путем плакирования дуплексной нержавеющей сталью Сталь с использованием дуговой сварки металлическим электродом в контролируемом газе: влияние разбавления на коррозионные свойства, Мат.
— висс. ты Веркштоффтех , (в печати) .У. Рейсген, М. Охснер, Р. Шарма, Дж. Эллермайер, Г. Андерсон, Т. Энглер, Э. Зоколл, Э. Гонсалес и Б. Хайдер, Коррозионная стойкость и микроструктура сварной дуплексной нержавеющей стали Поверхностные слои на сером чугуне, Journal of Thermal Spray Technology , (в печати) .
Fronius International GmbH, Текущая практика сварки: Cmt Technology: Холодный перенос металла — новый процесс дуговой сварки металлическим газом, изд. 2013 г., DVS Media, 2014 г.
J.C. Dutra, R.H.G.e. Сильва, К. Маркес и А.Б. Вивиани, Новый подход к наплавке MIG/MAG с использованием инконеля 625, Weld World , 2016, 60 (6), стр. 1201-1209.
Х. Дорен и К. Вернике, ред., Влияние параметров сварки при плазменно-дуговой наплавке порошками, 1985.
К.
С. компоненты: обзор», 1988.Р. Л. Деуис, Дж. М. Йеллап и К. Субраманиан, Композитные покрытия с металлической матрицей с помощью покрытия Pta, Composites Science and Technology , 1998, 58 (2), стр. 299-309
CAS Статья Google ученый
В. Вергара, Дж. Дутра и А.С. Climaco D’Oliveira, Наплавка с помощью плазменной дуговой сварки, Дуговая сварка, В. Судник, изд., InTech, 2011.
Castolin, Европейский каталог продукции Сварочное оборудование.
U. Reisgen, Grundlagen Der Fügetechnik: Schweißen, Löten und Kleben, DVS Media GmbH, 2016, [2016.
J.F. Lancaster, Ed., The Physics of Welding, 2nd ed., Pergamon Press, 1986.
Д.Дж. Котецки, Братон Н.Р. и Н.Р. Лопер, Влияние предварительного нагрева на ковкий чугун, полученный дуговой сваркой в среде защитного газа, Welding Journal , 1969(48), 161 с-166 с.
F. Fernandes, B. Lopes, A. Cavaleiro, A. Ramalho и A. Loureiro, Влияние тока дуги на микроструктуру и характеристики износа покрытия на основе Ni, нанесенного Pta на серый чугун, Surf . Пальто. Технол. , 2011, 205 (16), стр. 4094-4106
CAS Статья Google ученый
 «>
«>У.Дж. Томлинсон и М.Г. Переговоры, Эрозия и коррозия чугуна в условиях кавитации, Tribol. Междунар. , 1991, 24 (2), стр. 67-75
КАС Статья Google ученый
 , Прибой. Пальто. Технол. , 2000, 131 (1-3), стр. 422-427
, Прибой. Пальто. Технол. , 2000, 131 (1-3), стр. 422-427 Пальто. Технол. , 2008, 202 (15), стр. 3494-3500
Пальто. Технол. , 2008, 202 (15), стр. 3494-3500 науч. англ., А , 1991, 140 , стр. 727-732
науч. англ., А , 1991, 140 , стр. 727-732 «>
«>Ф. Малек Гайни, М. Эбрахимния и С. Голизаде, Характеристики трещин в зоне термического влияния ковкого чугуна в процессе порошковой сварки, Анализ технических отказов , 2011, 18 (1), стр. 47-51.
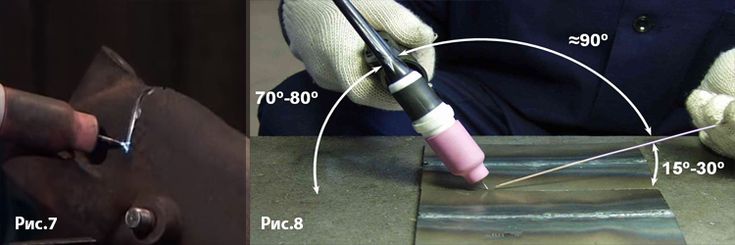 А. Василенко, Дуговая наплавка стали на чугун в природном газе, сварка . Междунар. , 1988, 2 (9), стр. 794-795
А. Василенко, Дуговая наплавка стали на чугун в природном газе, сварка . Междунар. , 1988, 2 (9), стр. 794-795 — висс. ты Веркштоффтех , (в печати) .
— висс. ты Веркштоффтех , (в печати) . С. компоненты: обзор», 1988.
С. компоненты: обзор», 1988.
Ссылки на скачивание
Благодарность
Финансирование открытого доступа предоставлено Projekt DEAL. Эта работа была поддержана DFG (Deutsche Forschungsgemeinschaft) (ссылочный номер RE 2755/41-1) и стипендией «Becas Chile» Национальной комиссии по научным и технологическим исследованиям (CONICYT). Авторы выражают благодарность за поддержку.
Информация о авторе
Авторы и принадлежности
Rheinisch Westfalische Technische Hochschule Institut Institut Schweistechnik Und Fugetechnik, Arc Welding, Aachen, Hermany
U. reisgen, R. Sharma, ZOKLOLLE, E.
ZOKLOLLERSLERSLERSLERSLERSLERSLERSLERS.Технический университет Дармштадта Zentrum fur Konstruktionswerkstoffe, Дармштадт, Германия
M. Oechsner
Технический университет Дармштадта Zentrum fur Konstruktionswerkstoffe, Германия, Darmstadtrierttechnik0005
J. Ellermeier
Обработка поверхности Aalberts GmbH, Kerpen, Germany
G. Andersohn
Technische Universitat Darmstadt Zentrum Furswerkswerkstoffeffeffeorfeffeorfefefxe, Imensiche Darmstadt.
Авторы
- У. Рейсген
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- M. Oechsner
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Р. Шарма
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- J. Ellermeier
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Г. Андерсон
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- T. Engler
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- E. Zokoll
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- B. Heider
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- E. Gonzalez Olivares
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Автор, ответственный за корреспонденцию
Э. Гонсалес Оливарес.
Дополнительная информация
Примечание издателя
Springer Nature сохраняет нейтралитет в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Права и разрешения
Открытый доступ Эта статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате, при условии, что вы укажете соответствующую ссылку на оригинальный автор(ы) и источник, предоставьте ссылку на лицензию Creative Commons и укажите, были ли внесены изменения. Изображения или другие сторонние материалы в этой статье включены в лицензию Creative Commons на статью, если иное не указано в кредитной строке материала. Если материал не включен в лицензию Creative Commons статьи, а ваше предполагаемое использование не разрешено законом или выходит за рамки разрешенного использования, вам необходимо получить разрешение непосредственно от правообладателя.
Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.Перепечатки и разрешения
Об этой статье
Сварка чугуна с помощью MIG (методы и решение)
Чугун является одним из старейших сплавов в человеческой цивилизации. Его использование сократилось, но если вы хотите сварить чугун, выбор хорошего метода может быть идеальным решением, потому что тогда это чувствительные сплавы с высоким содержанием углерода; Сталь и содержание колеблются в пределах 02-04%. Он также более склонен к растрескиванию при перегреве, так что, как вы думаете, будет ли эффективно Сварка чугуна с помощью Mig?
Чугун чувствителен к трещинам, поскольку обеспечивается высокая температура, поэтому различные методы, в том числе MIG , считаются одними из лучших для сварки чугуна без повреждения основного металла. Как MIG сплавляет железные предметы и механизм, стоящий за ними; давайте пройдемся по этому удобному руководству, чтобы узнать, почему MIG является хорошим сварочным аппаратом для чугуна.
Содержание
- Сварка чугуна с помощью MIG
- Что такое MIG?
- Which Welding Wire Is Better For Cast Iron
- How Can You Weld Cast Iron With Mig
- Reasons
- Requirements
- PROCEDURE
- Turn On To Weld Cast Iron with Mig
- Преимущества сварки чугуна с помощью Mig
- Стоит ли сваривать чугун с помощью Mig
- Стоимость сварки чугуна с помощью Mig
- Заключение
Сварка чугуна с помощью Mig
Как вы думаете, можно ли сварить чугун с помощью сварочного аппарата MIG? Если да, то как так? MIG — хороший вариант для сварки чугуна, поскольку для выполнения задачи требуется сварочная горелка и другие компоненты. Для сварки требуется аргон, источник питания постоянного тока, приводной ролик и катушка для проволоки. При наличии баллона с аргоном (аргон + CO2), который также содержит углекислый газ, сварочная горелка начнет высвобождать электрод, и вспышка газа аргона расплавит металл и прикрепит заполняющий электрод к основному металлу, чтобы завершить процесс сварки.
.Что такое Миг?
MIG является аббревиатурой от Metal Inert Gas или GMAW в газовой дуговой сварке металлическим электродом. Сложная, инновационная технология сварки с несколькими компонентами, которые работают вместе для сварки различных металлов и оснований, включая чугун. Он работает на обратной полярности, гарантируя, что оголенный электрод и металл будут сварены с помощью тепловых вспышек аргона.
Сварщик MIG создает сварочную дугу для сварки различных основных металлов с помощью процесса, известного как процесс дуговой сварки. Основной металл действует как катод, а заполняющий — как анод, и благодаря обратной полярности процесс осуществляется. Mig требует инертных газов, чтобы облегчить сварку без перегрева. Его использование обеспечивает холодную сварку, исключающую последствия поломки, которые чаще всего возникают после горячей сварки.
Какая сварочная проволока лучше подходит для чугуна
Неизолированный электрод в сварочной горелке называется сварочной проволокой, заполняющей проволокой или неизолированным электродом, который сваривает чугун с использованием газа аргона, чтобы расплавить его для сварки.
Но какая проволока подходит для сварки чугуна?Давайте знакомиться! Любые идеи?
Сварочная проволока ERNiFe-CI/ERNi55
Состав- 55% никель (Ni), железо (Fe)
Для электродов для сварки чугуна предлагаются различные типы металлических проволок, но наиболее важной на основе ЭРНиФе-КИ; мы рекомендуем использовать сварочную проволоку на основе никеля для использования в вашем сварочном аппарате MIG, поскольку эта проволока обладает высокой эластичностью и прочностью на растяжение, что позволяет легко сваривать ковкий чугун и лучше совместима со сварочным аппаратом MIG для простоты эксплуатации.
Сварочная проволока ERNi99
Другая проволока, которую вы можете использовать, это ERNi99, но если у вас ограниченный бюджет, она вам не подойдет, потому что она слишком дорогая и немного слабее предыдущей. Если вам нужны 100% обрабатываемые электроды, вам нужно выбрать его, поскольку это чистая форма никеля, которая может удалить дополнительные примеси, часто остающиеся в некачественном литье.
Сварочная проволока ERNiCu
Состав: никель и медь
После никеля другой лучшей сварочной проволокой, которую вы можете выбрать, является комбинация медной и железной сварочной проволоки, которая совместима со сварочным аппаратом MIG и используется для сварки отливок. железо, обеспечивающее антикоррозионные свойства с повышенной гибкостью.
Порошковая проволока Ni55FC
Состав- Флюс кодированный никель
Если вы выбираете порошковую проволоку для сварки чугуна на аппарате MIG, то вам нужно помнить, что эта проволока дорогая и недорогая. t доступны на обычных торговых площадках. Несмотря на сходство с ERNiFe-CI, ему не хватает свойств, и мы не рекомендуем использовать его, если в этом нет необходимости. При этом требуется больше защитного газа по сравнению с обычной сваркой.
Как сварить чугун с помощью Mig
ПричиныОбычно металлы предварительно нагревают для сварки, но металлы с высокими отливками и достаточно большие, не поддающиеся надлежащему предварительному нагреву, например чугун, требуют сварки MIG.
Требования Определение природы чугуна (сплава) Другая причина заключается в том, что если ваш чугун имеет короткие трещины или отливка имеет небольшие размеры, она может изнашиваться при нагреве, поэтому для этой цели лучше всего подходит сварочный аппарат MIG.Причина в том, что существуют различные комбинации сплавов чугуна, которые трудно сваривать. Для этой цели используется сварочный аппарат MIG со специальной техникой, потому что чугун трудно сваривать, и причина в том, что его высокое содержание углерода примерно в 10 раз выше, чем у стандартной стали.
Если к чугуну при сварке будет подаваться сильный нагрев, это приведет к тому, что чугун будет более склонен к растрескиванию, что приведет к трате всей вашей энергии, средств и времени. Перед сваркой чугуна нужно заранее предпринять определенные действия, которые требует; определение сплава чугуна.
Вы можете найти различные сплавы, включая серый чугун, белый чугун, чугун с шаровидным графитом или ковкий чугун и ковкий чугун.
Очистка чугунаПосле того, как вы определили, какой чугун готов к сварке с помощью сварочного аппарата MIG, следующим шагом будет очистка чугуна; для очистки необходимо удалить вместе с этими пятнышками грязи всю грязь, жир, краску, масло или дополнительный материал, который может повлиять на процесс сварки. Удалите скопившуюся влагу путем осторожного предварительного нагрева до основной операции; Вы гарантируете, что ваш чугун очищен. Когда поверхность очищена и готова, отложите ее в сторону и решите, какой метод требуется для сварки нужного сплава.
ШлифовкаПеред сваркой приступить к процессу шлифовки, соблюдая меры безопасности, используя перчатки и защитные очки. Шлифование позволяет получить гладкую и чистую поверхность для легкой сварки. Он также удаляет старый материал сварного шва, если это ваш второй раз. Медленное начало проклейки без усиления тепла.
Измерение шириныКогда свариваемые поверхности чистые, вам необходимо проверить ширину чугуна, используя единицу измерения ширины, чтобы получить желаемую ширину для процесса сварки.
Ширина будет определять рабочие характеристики вашего MIG.При переходе на стандартную тепловую мощность в процессе сварки высока вероятность поломки и растрескивания после сварки, поэтому сварщик MIG лучше справится с задачей. Теперь, когда вы выполнили заранее определенный шаг, теперь настало время обработки с использованием желаемого сварщика, чтобы приступить к сварке чугуна, который мы используем, чтобы сварщик выполнил свою работу.
Сборка- Сварочный аппарат MIG
- Источник питания постоянного тока
- Баллон с аргоном (80% Ar, 20% C02)
- Основной металл
- Заполняющий металл
Включите сварку чугуна с помощью Mig
Начните процедуру, включив сварочный аппарат MIG; вы получите различные параметры, такие как напряжение и сила тока; в зависимости от ваших желаемых условий, вы можете выбрать любой из ваших вариантов.
Газ аргон
После включения сварочного аппарата MIG необходимо проверить газовый баллон с аргоном, чтобы медленно включить его до нужного диапазона давления, чтобы обеспечить аргон и углекислый газ для холодной сварки.
В зависимости от газа в баллоне вы можете выбрать различные варианты. Выберите тип газа в настройках шрифта.Настройка давления
Обеспечьте необходимое давление, выбрав тип сварочной проволоки, длину проволоки и газ, который вы используете в баллоне. Выберите в настройках шрифта, чтобы сварочный аппарат MIG был готов к выполнению задачи. Вместе с газовым баллоном вы можете найти манометр, который помогает стабилизировать давление газа во время сеанса сварки.
Настройка силы тока и напряжения
Предположим, вы используете синергетический режим, тогда вам необходимо установить желаемую силу тока и напряжение для процесса сварки. В случае ручного режима эти настройки вам не потребуются; он автоматически поставит его и позволит вам легко использовать сварочный аппарат.
Позиционирование чугуна
После того, как ваш сварочный аппарат MIG будет готов к работе, вам нужно расположить чугун в желаемом месте. Вы можете использовать зажимы или другие устройства для надежного удержания, чтобы легко сваривать сломанные детали.
Вы можете создать его, используя методы DIY. Если вы профессиональный сварщик, сделайте удобный стол с отверстиями и зажимами, которые помогут вам закрепить свариваемый предмет в надежном положении.Кнопка Нажмите на сварочную горелку
Каждая сварочная горелка оснащена кнопкой, которая запускает электрод и газ. Нажмите кнопку, чтобы испустить вспышки аргона вместе с электродом в виде расплавленной проволоки, чтобы сварить чугун. Убедитесь, что вы используете наименьшее значение для электрода и низкое напряжение, чтобы избежать перегрева чугуна.
Упрочнение с помощью молотка
Когда вы нажмете кнопку, проволока соединит сломанные части чугуна. При проковке убедитесь, что наполнитель достаточно горячий, чтобы легко сварить чугун. Для упрочнения используйте молоток и медленно ударяйте им после того, как валик будет добавлен к месту сварки. После проклейки дать остыть.
Нарезка на разных участках
После каждой набивки необходимо дождаться, пока она остынет до 38 градусов по Цельсию, но не ниже.
Продолжайте процесс до тех пор, пока все соединения не будут сварены или в зависимости от ваших требований к поломке чугуна или сварке. При добавлении валиков убедитесь, что они находятся в разных положениях, пока не будет выполнена сварка.Pros
- Weld cast iron
- Quick welding
- Eliminate the need for preheating
Cons
- Porosity
- Not a clean process
Benefits of Welding Cast Утюг с Mig
Чугун чувствителен к перегреву, поэтому для его легкой сварки используются различные методы и процедуры. Например, мы обсуждали сварочный аппарат MIG для работы с чугуном и устранения необходимости в избыточном нагреве.
- Устраняет проблемы мгновенного сжатия и расширения
- Не требует перегрева
- Если используется никель, он обеспечивает высокую эластичность и прочность на растяжение
- Улучшенная сварка тонких металлов (сварка чугуна с помощью MIG)
- Предотвращает чугун от растрескивания
- Послесварочный нагрев не требуется
- Использование при низком напряжении
- Сварка чугуна увеличивает рентабельность инвестиций, если ее выбирают для профессионального использования.
- Меньше времени
- Используются защитные газы
Стоит ли сваривать чугун MIG
По сравнению с горячей сваркой, холодная сварка немного менее долговечна, но, чтобы избежать трещин и разрывов в сварном шве чугуна, как правило, сварщик MIG является достойным вариант. Так что да, стоит использовать сварочный аппарат Mig для сварки чугунных изделий в различных приложениях с рядом преимуществ, как описано в руководстве.
Некоторые люди также пытаются сварить алюминий MIG со смесью Argon Co2, но это не так распространено.
Стоимость сварки чугуна с помощью Mig
Несмотря на стоимость сварки чугуна, если рассматривать сварку чугуна отдельно, цена сварки будет варьироваться от 38 до 79 долларов за фунт, что составляет 58 долларов в среднем за сварку чугунной посуды или другие предметы.
MIG будет стоить всего 50 долларов США и может достигать 5000 долларов США в зависимости от бренда, фазы, функции, функций, производительности и других факторов.
Сварка чугуна может стоить вам дороже, но сварка повышает окупаемость инвестиций, если у вас профессиональный бизнес.Заключение
Сварка чугуна с помощью MIG является одним из сложных методов. МиГ эффективен, но чтобы процесс активно работал; вам необходимо обеспечить все предварительные условия, а также требования и устройства, необходимые для сварки. Тем не менее, процесс сварки становится немного длиннее из-за требований, выполненных перед сваркой. Чугун является чувствительным сплавом, и из-за его быстрого сжатия и расширения при избытке тепла позже могут появиться трещины и поломки, поэтому, чтобы избежать этого, вы должны выбрать лучший метод и правильный способ выполнения процесса сварки.
Как сварить чугун с помощью сварочного аппарата MIG?
Чугун — один из лучших универсальных материалов для сварки. Несмотря на размер, с ним легко работать, он не подвергается коррозии и ржавчине, выдерживает высокие температуры. Однако понимаете ли вы, что сварка не менее сложна? Если вы ищете решение этой проблемы, рассмотрите эту инструкцию по сварке чугуна MIG.
Сварка – это металлообработка, при которой используется тепловая энергия для плавления и сплавления металлов. В этой статье будет представлена вся информация, которую вам необходимо знать перед покупкой сварочного аппарата MIG, и вы научитесь пользоваться им до того, как преимущества превысят недостатки.Что такое Mig Welder?
Сварочный аппарат MIG — это сварочный инструмент, который соединяет металл с помощью электрической дуги на газовом топливе. Из-за высокого тепловыделения и, как правило, сплошных сварных швов чугун часто используется для сварки.
Какие материалы можно сваривать с помощью сварочного аппарата Mig?
Чтобы сварить чугун с помощью сварочного аппарата MIG, вы должны знать множество используемых материалов и ограничения, накладываемые на каждый из них. Поскольку чугун является прочным и простым в обращении, он является популярным материалом для сварки. Однако не всегда целесообразно сваривать его с помощью обычного метода сварки из-за его сложности.
Таким образом, необходимо использовать сварочный аппарат MIG.Для чугунных сварочных столов идеально подходит сварочный аппарат MIG. Они используют специальные устройства подачи проволоки и катушки для получения прочных и долговечных сварных швов. Кроме того, они быстрые и простые, что позволяет вам выполнять свою задачу без промедления.
Таким образом, сварочный аппарат MIG со сварочным кожухом является идеальным оборудованием для сварки чугуна. Вы будете готовы к работе, если будете следить за машинно-совместимыми материалами.
Сколько времени требуется сварочному аппарату Mig для нагрева?
Марка и модель вашего сварочного аппарата MIG, а также частота сварки повлияют на ответ на этот запрос. Сварочному аппарату MIG обычно требуется от 5 до 10 минут для достижения рабочей температуры.
Каковы преимущества использования сварочного аппарата Mig для сварки чугуна?
Существует несколько преимуществ использования сварочного аппарата MIG при соединении чугуна.
Из-за относительной силы теплоотдачи вы можете легко справиться со сварными швами со скидкой. Чугун можно сваривать с помощью сварочного аппарата MIG, потому что он может цепляться за сложные поверхности. Наконец, вы можете сваривать в отдаленных регионах, не беспокоясь о том, что что-то разрушите, поскольку для этого типа сварщика не требуется сердечник из флюса.С чего начать сварку
Чугун можно укрепить и сделать более прочным с помощью сварочных материалов. Вот пять указателей для начала сварки чугуна:
- Выберите подходящий сварочный электрод для задачи. Используйте сварочный аппарат MIG и сварочную проволоку MIG из нержавеющей стали для сварки чугуна. Этой проволокой легко сваривать, так как она быстро нагревается и устойчива к коррозии.
- Перед началом сварки предварительно нагрейте место сварки. Чугун – это холодный и хрупкий металл, сварка которого может быть затруднена. Предварительный нагрев рабочей зоны перед началом сварки может помочь предотвратить деформацию или растрескивание сварного шва.
- Чтобы закрыть любые отверстия, используйте наполнитель. Используйте присадочный стержень, чтобы заполнить любые зазоры, если материала для сварки недостаточно. Наполнительные стержни бывают разных размеров и форм, поэтому вы можете выбрать тот, который соответствует вашим требованиям.
- Регулярно проверяйте качество своей работы с помощью зеркала или камеры. Крайне важно проверять качество своей работы, часто используя зеркало или камеру, поскольку чугун довольно трудно увидеть. Если вы допустили какие-либо ошибки, вы можете быстро исправить их, изменив положение горелки или используя другой метод сварки.
Как сварить с помощью Mig Welder?
Сварка с помощью сварочного аппарата MIG — это простой процесс, который может выполнить любой, обладающий базовыми знаниями и навыками. Следующие шаги помогут вам начать работу:
Подготовка материалов
Перед сваркой убедитесь, что все материалы подготовлены и готовы к работе.
Он включает в себя подготовку металла, регулировку подачи присадочной проволоки и проверку ваших настроек.Настройте свой сварочный аппарат
Далее вам необходимо настроить сварочный аппарат в соответствии с вашими потребностями. Убедитесь, что настройки соответствуют свариваемому материалу и толщине обрабатываемого металла.
Сварить детали вместе
Когда все приготовления завершены, можно приступать к сварке! Убедитесь, что оба конца материала правильно выровнены, прежде чем начинать сваривать один конец с другим. После этого продолжайте сваривать другие куски металла, пока не получите готовое изделие.
Руководство для начинающих по сварке чугуна
Если вы хотите сварить чугун, вам следует знать несколько вещей. Чугун менее щадящий, чем сталь. Таким образом, сварка его немного сложнее. Тем не менее, приложив достаточно усилий, вы можете быстро научиться сваривать чугун.
Вот несколько советов по сварке чугуна:
- Начните с подготовки деталей из металла. Перед сваркой чугун должен быть чистым и без ржавчины. Удалите мусор с помощью проволочной щетки или наждачной бумаги.
- Перед началом проверьте температуру сварочного аппарата MIG. Если температура слишком высокая или слишком низкая, чугун может быстро нагреться и повредить его. Для металла, который вы свариваете, убедитесь, что сварочный аппарат настроен на соответствующую температуру.
- Разместите металлические детали на станине сварщика и убедитесь, что они выровнены правильно. Используйте накатку на станине сварочного аппарата, чтобы правильно расположить детали.
- Включите питание сварочного аппарата MIG и приступайте к сварке чугуна! Чугун может быть сложным для сварки, поэтому не торопитесь и следуйте инструкциям, которые прилагаются к вашему сварщику.
Техническое обслуживание сварочного аппарата MIG
Сварка чугуна сварочным аппаратом MIG может быть сложной задачей, но правильное техническое обслуживание может быть успешным.
Вот несколько советов по обеспечению бесперебойной работы сварочного аппарата MIG:
- Регулярно очищайте оборудование. Чугун является пористым материалом и будет подвергаться коррозии, если его не очистить должным образом. Удалите всю грязь, ржавчину и мусор с помощью обезжиривателя или абразивной губки.
- Проверьте расход газа и регулятор. Убедитесь, что поток газа постоянный и работает правильно. Проверьте регулятор на наличие препятствий или повреждений, если есть чрезмерная утечка газа или отсутствие потока газа.
- Осмотрите электроды сварочного аппарата на износ. Электроды следует заменять примерно после 500 сварок или каждые два года, в зависимости от того, что наступит раньше. Если на них есть признаки износа, такие как трещины или вмятины, замените их как можно скорее, чтобы сохранить оптимальную производительность.
- Часто проверяйте кабели и соединения. Убедитесь, что все кабели затянуты, и в проводке нет разрывов или разрывов. Осмотрите все соединения на наличие коррозии или повреждений.
- При необходимости отрегулируйте параметры сварки.
Преимущества сварки чугуна
Чугун можно сваривать по целому ряду причин, таких как:
— Сварные швы более высокого калибра: Чугун — сложный металл для сварки, но это выполнимо. Сварка при более высоких температурах обеспечивает более прочное соединение двух металлов, чем другие методы сварки.
— Долговечность: Чугун — это материал, который служит очень долго и не портится со временем. Некоторые чугуны рассчитаны на то, чтобы выдерживать множество сварочных операций без разрушения.
— Сварка чугуна менее затратна, чем сварка других видов металла, благодаря его высокой прочности и долговечности.
С чего начать сварку чугуна с помощью сварочного аппарата MIG
Чугун — достаточно прочный материал, который можно сваривать с помощью сварки чугуна MIG. Вам нужно выполнить несколько задач, прежде чем вы сможете начать сварку чугуна с помощью сварочного аппарата MIG.
Первый инструмент, который вам понадобится, — это сварочный аппарат MIG и стол buildpro.Сварочный аппарат MIG и горелка MIG — это инструмент, который использует электрическую дугу для соединения металла. Чугун — отличный материал для сварки, так как он имеет высокую температуру плавления и очень долговечен. Также необходимо много чугунных сварочных стержней. Стержни, используемые для соединения компонентов при сварке, изготовлены из алюминия и магния. Также необходимы кольца, флюс и катанка.
Прежде чем приступить к сварке чугуна, было бы полезно сначала нагреть стержень до нужной температуры сварки. Нанесите флюс на соединение, прежде чем размещать компонент на стержне. Дав флюсу остыть, вы будете использовать электрическую дугу для сплавления соединения.
Как правильно настроить сварочный аппарат
Для успешной сварки чугуна с помощью MIG необходима правильная настройка. Вот несколько советов, как это сделать:
Выберите правильный сварочный аппарат для позиции
При выборе сварочного аппарата MIG для сварки чугуна необходимо учитывать несколько факторов, включая скорость подачи проволоки, скорость сварки и зону сварки.
Подготовьте рабочее место
Убедитесь, что ваше рабочее место чистое и чистое. Перед сваркой вы также должны надеть маску и защитный шлем сварщика.
Выберите правильные соединения перед сваркой чугуна
Было бы полезно, если бы вы выбрали соединения при сварке чугуна, совместимые с металлом и используемым сварочным аппаратом. Если вы используете сварочный аппарат Mig-Weld 125, выбирайте соединения, которые можно сваривать MIG, в том числе шовные или стыковые сварные швы. Выполняйте соединения, которые можно сваривать методом TIG, такие как стыковые или угловые сварные швы, если вы используете сварочный аппарат Mig-Weld 250 или 300.
Меры предосторожности
Знание многих мер безопасности, необходимых при использовании сварочного аппарата MIG для сварки чугуна, имеет решающее значение. Убедитесь, что помещение, где вы выполняете сварочные работы, хорошо проветривается.
Это означает открытие любых вентиляционных отверстий на полу или крыше и использование вентилятора, если это необходимо. Это поможет предотвратить накопление газообразного водорода, который может взорваться при воспламенении.Во-вторых, убедитесь, что ваше рабочее место хорошо освещено. Это позволит вам видеть, что вы делаете, и не касаться горячих поверхностей. И, наконец, наденьте защитное снаряжение, в том числе щиток для лица, перчатки и рубашку, закрывающую руки и ноги. Чугун невероятно горячий, и даже небольшое количество металла сварного шва может вызвать сильные ожоги.
Заключение
Сварка чугуна MIG может быть сложной задачей, но несложной, если все сделано правильно. Результаты могут быть потрясающими. Следуйте этим советам, чтобы ваши сварные швы были прочными и долговечными, сохраняя при этом гибкость. В этой части мы обсудим основы сварки чугуна и предложим, с чего начать. Это руководство научит вас, как лучше всего сваривать чугун с помощью кислородно-ацетиленовой горелки и простых ручных инструментов.
- У. Рейсген
 ZOKLOLLERSLERSLERSLERSLERSLERSLERSLERS.
ZOKLOLLERSLERSLERSLERSLERSLERSLERSLERS.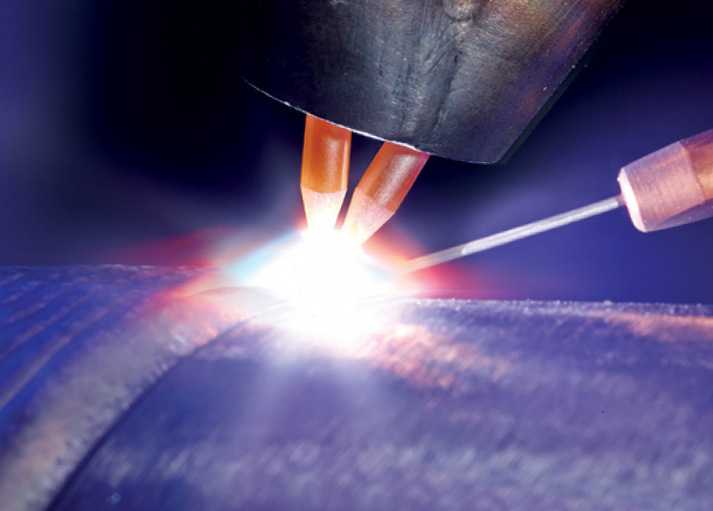 Ellermeier
Ellermeier
 Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by/4.0/.
 .
. Но какая проволока подходит для сварки чугуна?
Но какая проволока подходит для сварки чугуна?
 Другая причина заключается в том, что если ваш чугун имеет короткие трещины или отливка имеет небольшие размеры, она может изнашиваться при нагреве, поэтому для этой цели лучше всего подходит сварочный аппарат MIG.
Другая причина заключается в том, что если ваш чугун имеет короткие трещины или отливка имеет небольшие размеры, она может изнашиваться при нагреве, поэтому для этой цели лучше всего подходит сварочный аппарат MIG.
 Ширина будет определять рабочие характеристики вашего MIG.
Ширина будет определять рабочие характеристики вашего MIG. В зависимости от газа в баллоне вы можете выбрать различные варианты. Выберите тип газа в настройках шрифта.
В зависимости от газа в баллоне вы можете выбрать различные варианты. Выберите тип газа в настройках шрифта. Вы можете создать его, используя методы DIY. Если вы профессиональный сварщик, сделайте удобный стол с отверстиями и зажимами, которые помогут вам закрепить свариваемый предмет в надежном положении.
Вы можете создать его, используя методы DIY. Если вы профессиональный сварщик, сделайте удобный стол с отверстиями и зажимами, которые помогут вам закрепить свариваемый предмет в надежном положении. Продолжайте процесс до тех пор, пока все соединения не будут сварены или в зависимости от ваших требований к поломке чугуна или сварке. При добавлении валиков убедитесь, что они находятся в разных положениях, пока не будет выполнена сварка.
Продолжайте процесс до тех пор, пока все соединения не будут сварены или в зависимости от ваших требований к поломке чугуна или сварке. При добавлении валиков убедитесь, что они находятся в разных положениях, пока не будет выполнена сварка.
 Сварка чугуна может стоить вам дороже, но сварка повышает окупаемость инвестиций, если у вас профессиональный бизнес.
Сварка чугуна может стоить вам дороже, но сварка повышает окупаемость инвестиций, если у вас профессиональный бизнес. Сварка – это металлообработка, при которой используется тепловая энергия для плавления и сплавления металлов. В этой статье будет представлена вся информация, которую вам необходимо знать перед покупкой сварочного аппарата MIG, и вы научитесь пользоваться им до того, как преимущества превысят недостатки.
Сварка – это металлообработка, при которой используется тепловая энергия для плавления и сплавления металлов. В этой статье будет представлена вся информация, которую вам необходимо знать перед покупкой сварочного аппарата MIG, и вы научитесь пользоваться им до того, как преимущества превысят недостатки. Таким образом, необходимо использовать сварочный аппарат MIG.
Таким образом, необходимо использовать сварочный аппарат MIG. Из-за относительной силы теплоотдачи вы можете легко справиться со сварными швами со скидкой. Чугун можно сваривать с помощью сварочного аппарата MIG, потому что он может цепляться за сложные поверхности. Наконец, вы можете сваривать в отдаленных регионах, не беспокоясь о том, что что-то разрушите, поскольку для этого типа сварщика не требуется сердечник из флюса.
Из-за относительной силы теплоотдачи вы можете легко справиться со сварными швами со скидкой. Чугун можно сваривать с помощью сварочного аппарата MIG, потому что он может цепляться за сложные поверхности. Наконец, вы можете сваривать в отдаленных регионах, не беспокоясь о том, что что-то разрушите, поскольку для этого типа сварщика не требуется сердечник из флюса.
 Он включает в себя подготовку металла, регулировку подачи присадочной проволоки и проверку ваших настроек.
Он включает в себя подготовку металла, регулировку подачи присадочной проволоки и проверку ваших настроек.

 Осмотрите все соединения на наличие коррозии или повреждений.
Осмотрите все соединения на наличие коррозии или повреждений. Первый инструмент, который вам понадобится, — это сварочный аппарат MIG и стол buildpro.
Первый инструмент, который вам понадобится, — это сварочный аппарат MIG и стол buildpro.
 Это означает открытие любых вентиляционных отверстий на полу или крыше и использование вентилятора, если это необходимо. Это поможет предотвратить накопление газообразного водорода, который может взорваться при воспламенении.
Это означает открытие любых вентиляционных отверстий на полу или крыше и использование вентилятора, если это необходимо. Это поможет предотвратить накопление газообразного водорода, который может взорваться при воспламенении.