Технологические особенности сварки чугуна и стали
Активное использование чугуна как конструкционного материала обусловлено его особыми литейными свойствами, легкостью обработки и небольшой стоимостью производства продукции из него. Но наряду с износостойкостью, надежностью работы при высоких температурах и переменных нагрузках данный материал отличается невысокой свариваемостью. Это объясняется способностью образовывать трещины в швах в ходе сварки чугуна и сталей, что обусловлено снижением пластичности в зоне шва с повышением скорости охлаждения. Сварные соединения могут давать трещины металла не только из-за неравномерности охлаждения или нагрева, что характерно в термической части сварки чугуна. Этому могут также способствовать жесткость свариваемых деталей и литейная усадка металлов в шве.
Особенности горячей сварки чугуна
Трудности в технологии сварки чугуна способствуют созданию множества разновидностей его сварки, но ни один из методов не может быть применим абсолютно для всех встречающихся на практике случаев. Поэтому к сварке чугуна со сталью прибегают лишь в ходе устранения мелких недостатков в отливках и производства работ по ремонту. Наибольшее применение имеют следующие популярные способы сварки чугуна: холодная (без использования предварительного нагрева) сварка, горячая сварка (с обязательным предварительным нагревом) и пайкосварка.
Поэтому к сварке чугуна со сталью прибегают лишь в ходе устранения мелких недостатков в отливках и производства работ по ремонту. Наибольшее применение имеют следующие популярные способы сварки чугуна: холодная (без использования предварительного нагрева) сварка, горячая сварка (с обязательным предварительным нагревом) и пайкосварка.
Горячую сварку считают наиболее совершенным и качественным методом дуговой сварки чугуна. Ее производство включает подготовку для сварки заготовок, их предварительный подогрев, непосредственное сваривание и охлаждение детали после сварки.
Подготовительные операции выполняются с учетом типа неисправности изделия, разновидностей имеющихся дефектов литья. Существующие трещины на концах засверливают, а раковины с прочими дефектами до сварки разделывают. Подготовленные свариваемые детали соединяют, прихватив по кромкам. Их хорошо очищают от загрязнений, масел и ржавчины при помощи пламени сварочной горелки либо металлической щетки.
Подготовленные заготовки подвергают предварительному нагреванию, температуру которого выбирают, исходя из параметров деталей, свойств чугуна, количества наплавляемого металла, а также жесткости конструкции. Нагрев всего изделия проводят в газовых либо электропечах, а если это невозможно – в особых горнах, термопечах или ямах.
Газовую сварку чугуна проводят с помощью нормального пламени либо с незначительным излишком ацетилена. Первоначально пламя горелки направляется практически вертикально, а потом постепенно доводится до нужного угла, который выбирается, исходя из толщины заготовок, подлежащих сварке. Пламя располагается в нескольких миллиметрах от поверхности свариваемой детали. Наконечник для горелки, обеспечивающий требуемую подачу ацетилена, берется с учетом толщины соединяемых материалов. В виде присадочного материала используют пруток из чугуна.
В проведении горячего вида сварки чугуна аргоном стоит учесть довольно резкий его переход от жидкого состояния к твердому. При этом поверхность сварочной ванны покрывается пленкой из оксидов, препятствующей удалению газов из расплава металла. Чтобы ее устранить рекомендуется часто перемешивать жидкость сварочной ванны с помощью присадочного прутка.
При этом поверхность сварочной ванны покрывается пленкой из оксидов, препятствующей удалению газов из расплава металла. Чтобы ее устранить рекомендуется часто перемешивать жидкость сварочной ванны с помощью присадочного прутка.
Еще на повышение качества процесса сварки стали, чугуна влияют особые флюсы, удаляющие окислы, и замедляют охлаждение. При этом пламя горелки уводят от поверхности сварки, а направленный металл нагревают две минуты. Массивные заготовки с целью сокращения внутреннего напряжения нагревают вторично с дальнейшем их охлаждением одновременно с печью.
Холодная сварка
Холодной сварку для чугуна называют в случае, когда свариваемое изделие не подвергается общему подогреву до высокой температуры. При этом нагревается только зона сварки с кромками до температур, зависящих от толщин стенок и габаритов изделий.
Такая сварка позволяет получать швы достаточных прочности с вязкостью, но совсем исключить появление закалочных участков в зоне сварки не удается.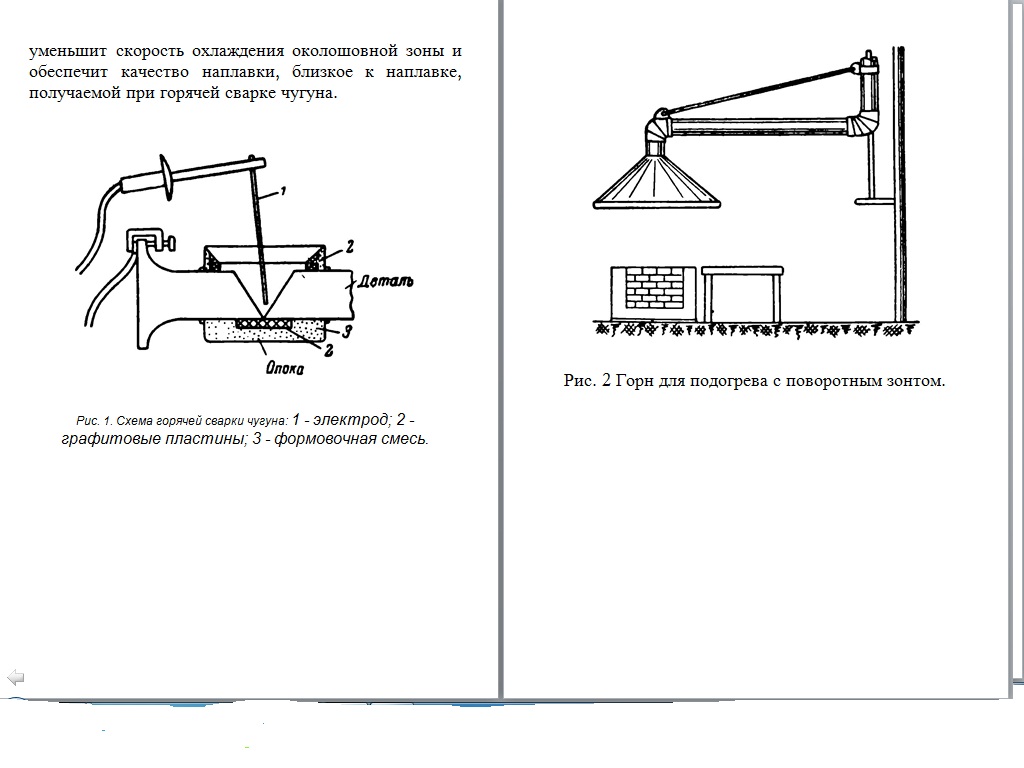 При этом можно лишь при помощи многопроходной сварки чугуна электродами с разными свойствами на небольшом токе уменьшить размеры закаленной прослойки. Применяют холодную сварку в ситуациях, когда экономически невыгодно или сложно провести этот процесс с подогревом. Как правило, это касается изделий больших габаритных размеров при опасности возникновения значительного внутреннего напряжения и коробления.
При этом можно лишь при помощи многопроходной сварки чугуна электродами с разными свойствами на небольшом токе уменьшить размеры закаленной прослойки. Применяют холодную сварку в ситуациях, когда экономически невыгодно или сложно провести этот процесс с подогревом. Как правило, это касается изделий больших габаритных размеров при опасности возникновения значительного внутреннего напряжения и коробления.
Холодной сварке подвергают чугун с помощью стальных, медно-никелевых, медно-железных или аустенитных чугунных электродов. Широко используется при заварке трещин ручная сварка электродами из цветных металлов на основе меди. А электроды из сплавов с никелем применяют для удаления дефектов, требующих улучшения обрабатываемости сварного соединения с сохранением цвета основного металла. Мелкие поверхностные изъяны нередко устраняют сваркой чугуна полуавтоматом с электродами, имеющими карбидообразующее покрытие.
Технология газовой сварки
Газовую пайкосварку относят к процессам с низкой температурой из-за того, что обычно кромки соединяемых деталей не нагреваются до температур расплавления.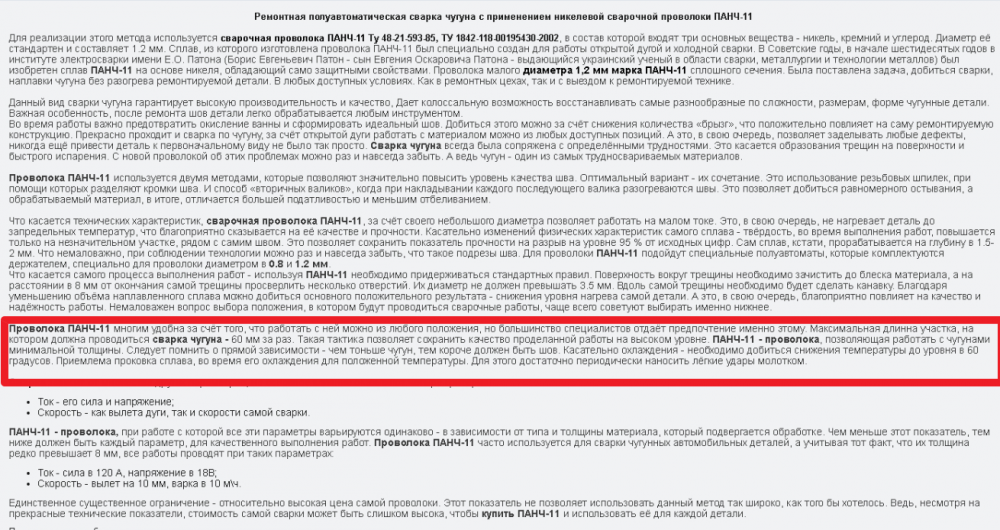 При этом присадочный металл имеет более низкую, чем у основного, температуру расплавления. Пайкосварка представляет собой промежуточный процесс, содержащий и пайку, и сварку. Он служит пайкой в отношении к соединяемым кромкам чугунного изделия, заполняющей припоем всю их разделку.
При этом присадочный металл имеет более низкую, чем у основного, температуру расплавления. Пайкосварка представляет собой промежуточный процесс, содержащий и пайку, и сварку. Он служит пайкой в отношении к соединяемым кромкам чугунного изделия, заполняющей припоем всю их разделку.
Производится пайкосварка с помощью ацетиленокислородного пламени с использованием припоев – прутков из латуни либо чугуна. К особенностям сварки чугуна этим методом стоит отнести раздельное, независимое нагревание флюсов, основного металла и присадочных.
До начала пайкосварки изделие разогревается с помощью печи, а для небольших габаритов – в пламени газовой горелки. Затем подготовленные к обработке кромки обжигают этим пламенем в присутствии кислорода для удаления с их поверхности графита. Подогретые кромки обсыпают флюсом и сваривают. От действия пламени с флюсами жидкий припой покрывает кромки и заполняет собой пустоты в металле, обеспечивая прочное соединение.
Качественная сварка чугуна — проблемы, технология и выбор способов сварки
Содержание
- 1 Что такое чугун и почему его так тяжело сваривать?
- 1.1 Основные проблемы при сварке.
- 1.2 Подготовка чугуна к сварке. Требования к качеству швов.
- 2 Немного о холодной сварке.
- 2.1 Сварка с подогревом – уровень «Мастер»
Что такое чугун и почему его так тяжело сваривать?
Чугун – сплав железа с углеродом (содержание углерода >2%) и другими химическими элементами, играет важную роль в современной металлургии и машиностроении. Изделия из него прочны, обладают хорошей износостойкостью, устойчивы к трению, а так же хорошо поддаются обработке режущим инструментом. Все это, а так же низкая стоимость и отличные литейные свойства делают чугун очень популярным материалом.
Особые навыки и умения требуются для обработки чугуна
Однако, этот металл очень хрупок, и эта хрупкость – причина больших проблем. Нагрев чугуна сильно меняет его структуру, поэтому сварка (и в особенности холодная сварка) чугуна является делом очень непростым. Между тем, при ремонте чугунных изделий, создании сварочно-литых конструкций и исправлении брака в литье сварка чугуна просто необходима.
Нагрев чугуна сильно меняет его структуру, поэтому сварка (и в особенности холодная сварка) чугуна является делом очень непростым. Между тем, при ремонте чугунных изделий, создании сварочно-литых конструкций и исправлении брака в литье сварка чугуна просто необходима.
Основные проблемы при сварке.
Проблемы возникают разные, но все они ведут к одному результату – ослаблению прочности шва до неприемлемых значений и невозможности использовать деталь по назначению.
- Сварные швы чугуна подвержены очень быстрому охлаждению. При охлаждении в зоне шва образуется белый чугун, который почти не поддается механической обработке. Он испортит внешний вид детали и механические свойства шва. Убрать его будет очень трудно.
- Чугун, как уже говорилось выше, хрупкий металл, и при неравномерном нагреве в процессе сварки он сильно меняет свою структуру. Из-за этого в швах могут образоваться трещины, и это будет являться браком, так как прочность такого шва будет низкой.
- Чугун – жидкотекучий металл, и удержать его в сварочной ванне – задача не из легких.
 Расплескивание металла не только осложнит процесс сварки, но может так же стать причиной серьезных ожогов. В случае выброса большого количества металла даже спецодежда вряд ли защитит от травмы.
Расплескивание металла не только осложнит процесс сварки, но может так же стать причиной серьезных ожогов. В случае выброса большого количества металла даже спецодежда вряд ли защитит от травмы. - При сварке чугуна выделяется большое количество газов, это ведет к образованию пор на шве и нарушению его целостности.
- Из-за окисления кремния при сварке иногда возникают так называемые тугоплавкие оксиды. Температуры сварочной дуги недостаточно, чтобы их прожечь, появляются непровары. Внешне такой шов выглядит нормально, но его надежность оставляет желать лучшего.
 Расплескивание металла не только осложнит процесс сварки, но может так же стать причиной серьезных ожогов. В случае выброса большого количества металла даже спецодежда вряд ли защитит от травмы.
Расплескивание металла не только осложнит процесс сварки, но может так же стать причиной серьезных ожогов. В случае выброса большого количества металла даже спецодежда вряд ли защитит от травмы.Подготовка чугуна к сварке. Требования к качеству швов.
Чтобы избежать проблем, описанных выше, при сварке чугуна, необходимо соблюдать следующие правила:
- Поверхность под сварку должна быть чистой – удалите с нее все следы грязи, налета, масла, копоти, жира. Обезжирьте поверхность спиртом или специальным составом. Поверхность должна быть сухая.
- Поверхность должна быть гладкой – если на ней есть бугры, неровности, их можно удалить механическим способом.
Эти подготовительные меры помогут избежать растрескивания чугуна и получить хорошее качество сварных швов.
Что такое качественный сварной шов? Сварные швы должны быть непроницаемыми, обладать необходимыми механическими свойствами, быть прочными, одноцветными, поддаваться механической обработке. Сварные швы не должны иметь трещин, бугров, пор, пузырей. Подробные требования к сварным швам изложены в технологических процессах.
В зависимости от этих и других требований, а так же от вида свариваемых изделий, объема работ и технологических возможностей выбирается наиболее подходящая технология сварки чугуна:
- Холодная сварка чугуна (без подогрева)
- Горячая сварка чугуна (с подогревом)
Немного о холодной сварке.
Холодная сварка чугуна – сварка без предварительного нагрева детали. Она может осуществляться электродами, аргоновой дугой, либо полуавтоматом. Самым простым и наиболее распространенным способом является холодная сварка чугуна электродами. Для этого можно использовать электроды на никелевой, стальной и медной основе. Электроды на медной основе изготавливаются из сплава олова или алюминия. Первые помогают получать пластичные швы, удобные для дальнейшей обработки, а вторые – увеличивают прочностные характеристики шва. А с помощью стальных электродов можно получить шов, который вообще не поддастся механической обработке. Все эти моменты необходимо учитывать при выборе материалов.
Самым простым и наиболее распространенным способом является холодная сварка чугуна электродами. Для этого можно использовать электроды на никелевой, стальной и медной основе. Электроды на медной основе изготавливаются из сплава олова или алюминия. Первые помогают получать пластичные швы, удобные для дальнейшей обработки, а вторые – увеличивают прочностные характеристики шва. А с помощью стальных электродов можно получить шов, который вообще не поддастся механической обработке. Все эти моменты необходимо учитывать при выборе материалов.
Следующий способ холодной сварки – аргоновая дуга. Лучше всего для сварки чугуна подходят никелевые присадочные прутки. Способ довольно дорогой, и чтобы сэкономить, часто используют алюминиево-бронзовые прутки. Они дешевле, но их применение ограничено: если деталь будет подвергаться тепловому воздействию, их применять нельзя! И не стоит забывать о специальных средствах защиты – испарения, образующиеся во время соединения металла аргоном, очень вредны для здоровья. Если есть возможность, используйте маски или респираторы с принудительной вентиляцией.
Если есть возможность, используйте маски или респираторы с принудительной вентиляцией.
Так же холодная сварка чугуна возможна и полуавтоматическими машинами. Для полуавтоматической обработки чугуна используют следующие типы проволок и смеси газов:
- Кремний-бронзовая проволока с защитой из аргона и гелия (50% + 50%)
- Никелевая проволока с защитой из аргона (100%)
- Стальная проволока с защитой из аргона и углекислого газа (80% и 20%)
Независимо от выбранного способа холодной сварки, существуют общие требования – своеобразная инструкция, которая поможет получить отличный результат:
- Детали должны быть чистыми (это правило действует не только при сварке чугуна)
- Швы необходимо простукивать молотком (для снятия остаточных напряжений)
- Сварку нужно проводить низкими токами и на коротких участках (идеальная длина шва – не более 30 мм).
- После окончания работ необходимо, чтобы изделие остывало постепенно.
- Не забывайте об общих требованиях безопасности — рабочее место должно быть хорошо освещено и оборудовано вентиляцией, а у вас должна быть вся необходимая спецодежда.

Сварка чугунных изделий с подогревом
Холодная сварка чугуна применяется главным образом при мелком ремонте, когда нет возможности организовать полноценный технологический процесс. Этот вид сварки дает хорошие результаты, но требует осторожности, так как есть большой риск испортить деталь. Преимуществом холодного метода является возможность работать в одиночку.
Сварка с подогревом – уровень «Мастер»
Идеальной с точки зрения получения качественного результата при сварке чугуна является горячая сварка. Она позволяет в корне пресечь такие неприятности, как растрескивание швов, появление белого чугуна и образование пор. Горячая сварка чаще всего используется на крупных предприятиях, где есть необходимое оборудование: нагреватели, печи, изоляционные камеры, а так же грузоподъемные механизмы.
Технологический процесс горячей сварки довольно сложен. Суть его в том, чтобы обеспечить нагрев детали до определенной температуры и поддержание этой температуры в процессе обработки.
- Нагреть деталь до 600 градусов
Вести сварку высокими токами - Обеспечить равномерное постепенное охлаждение детали (для этого ее можно накрыть специальным материалом, поместить в печь или просто в песок).
Можно нагреть деталь до температуры 300-400 градусов. Такая сварка называется полугорячей.
Температура — не выше 750 градусов по Цельсию. Иначе чугун начнет плавиться. Подача тепла — равномерная. Резкие скачки температуры приведут к растрескиваниям металла и деталь будет безнадежно испорчена.
Для горячей сварки используются чугунные или угольные электроды. Это позволяет получить в шве металл, идентичный тому, из которого изготовлена деталь и придает шву хорошие механические свойства.
Горячую сварку, в отличие от холодной, ведут большими токами и непрерывно, до окончания заварки дефекта, либо завершения шва. При больших объемах работают попеременно два сварщика. Чем непрерывнее шов – тем он лучше.
 youtube.com/embed/3bc5s9gY0Jw» allowfullscreen=»» frameborder=»0″>
youtube.com/embed/3bc5s9gY0Jw» allowfullscreen=»» frameborder=»0″> Выбор режимов сварки зависит от толщины металла. Чем толще металл – тем больше сила тока и диаметр используемых электродов. Рекомендуемые диаметры электродов и силы тока представлены в таблице 1.
Таблица 1
| Толщина металла (мм) | Диаметр электрода (мм) | Сила тока (А) |
| 6–10 | 8–10 | 280–350 |
| 10–20 | 10–12 | 300–400 |
| 20–30 | 12–16 | 350–500 |
| 30 и более | 16–18 | 350–600 |
Вот, пожалуй, основные способы сварки чугуна. Можно сделать вывод, что сварка чугуна – процесс хоть и сложный, но отнюдь не невозможный. При правильном подходе к делу нет ничего, что могло бы помешать вам получить качественный результат. Надеемся, данная статья была вам полезна. Свои отзывы, пожелания, предложения вы можете написать в комментариях!
Технологии сварки чугуна
Рубрика: Технологии ремонта
Вопросы металлургии дуговой сварки чугунов, применяемой при ремонте вышедшего из строя оборудования и устранения дефектов чугунных отливок, главным образом связаны с особенностями химического состава и структуры этого поли компонентного сплава.
В практике работ по ремонту и восстановлению чугунных конструкций применяются критерии оценки свариваемости, условий эксплуатации и причин разрушения, а так же технико-экономические расчеты, связанные с затратами на расходование материалов и трудоемкостью работ. На основании этих данных разрабатываются организационно-технические мероприятия.
Ремонт наплавкой отливок из чугуна
Литейным цехом металлургического предприятия был отлит корпус и крышка редуктора из чугуна с толщиной стенок до 30 мм. В результате некачественной формовки на всех отлитых деталях при механической обработке были вскрыты литейные дефекты, распространяющиеся практически на всю толщину стенки.
Группой WTC были разработаны технологические рекомендации на исправление литейных дефектов с использованием комбинации технологий ручной дуговой наплавки покрытыми электродами и полуавтоматической наплавки самозащитой порошковой проволокой для ремонта чугуна, что позволило повысить производительность и качество ремонта.

Ремонт чугунных станин и корпусов
В результате длительной эксплуатации произошло разрушение чугунной станины. С целью разработки мероприятий и возможных вариантов ремонта способом сварки с учетом экономической целесообразности из зоны разрушения чугунной станины были отобраны образцы для определения химического состава и металлографического анализа сплава.
Результаты анализа показали соответствие чугуна марке СЧ-30 по ГОСТ 1412-85 с завышенным содержанием фосфора до 0,4% и перлитной структурой с грубыми включениями мелко пластинчатого графита. Анализ характера излома показал, что разрушение произошло по границам фосфатной эвтектики, характеризующейся низкой температурой плавления и пластическими свойствами, а также по пластинчатым графитным включениям, которые в приближении можно считать пустотами и трещинами.
При разработке технологии сварки был использован принцип минимального расплавления основного металла с максимальной преградой проникновения углерода в металл шва.

Учитывая тот факт, что помимо механических несплошностей, рыхлот, неоднородностей, загрязнений в виде масла, имели место усталостные явления в чугуне, для ремонта был применена композиция ручной дуговой сварки покрытыми электродами с механическим соединением свариваемых кромок (фото).
Комбинацией применяемых составов покрытых электродов получена в металле шва феррито-перлитная смесь, что позволило получить сварные швы без трещин и отколов.
Аналитические расчеты затрат на ремонт способом сварки разрушенной чугунной станины показали:
- — общая протяженность линии разрушения – 4700 мм;
- — объем наплавленного металла – 23800 см3;
- — количество штучных электродов – 340 кг;
- — потребность в электроэнергии – 816 кВт/час;
- — время горения дуги – 272 час.
- — общее время, затраченное на выполнение ремонта – 490 час.
Практика показывает, что все разработанные на сегодняшний день технологии сварки чугуна достаточно эффективны при условии грамотного выбора технологических приемов и расходных материалов.
При необходимости выполнения ремонта конструкции из чугуна группа WTC окажет профессиональную технологическую помощь.
Технология сварки чугуна может потребоваться при длительной эксплуатации в условиях вибрационных нагрузок чугунных корпусов редукторов и станин, различных деталей из чугуна, когда усталостные факторы служат причиной их разрушения (фото).
Фото Разрушения в чугунном корпусе редуктора
Учитывая, что чугун не применяется в качестве основного материала при изготовлении металлоконструкций, разработка технологии сварки чугуна и выбор способа ремонта каждой деталь уникально. В зависимости от физических свойств чугуна и содержания в нем углерода для сварки чугуна и чугунных деталей применяются различные способы сварки и сварочные электроды.
На рынке сварочных материалов для дуговой сварки чугуна предложен широкий ассортимент электродов и проволок, позволяющих решать сложные технические задачи в этом направлении.
Такое положение вещей очень часто используют недобросовестные представители тех или иных марок электродных материалов, которые предлагают купить их электрод и все проблемы решаться само собой.
Часто на их предложения попадаются предприятия, не имеющие достаточно квалифицированного персонала в области технологии сварочного производства. Попытки качественно выполнить ремонт чугунных деталей «волшебными» электродами не дают результата.
В лучшем случае будут выброшены на ветер деньги и время, а в худшем деталь будет непригодна к дальнейшей эксплуатации и повторному ремонту.
Для сварки чугуна или его ремонта существует масса вариантов инженерных решений, начиная от выбора способа сварки, сварочного материала или их комбинации, температуры подогрева, закрепления детали, формы разделки, необходимость вставки, армирования шва или его усиления чугунной детали в месте разрушения и др.
Для выработки правильного решения и разработки технологии сварки руководствуются данными о реальном химическом составе чугуна, содержании в чугуне вредных для сварки элементов, наличии эвтектических и графитных выделений, эксплуатационных нагрузках, рабочих температурах и окружающей деталь среды.
При назначении способа сварки чугунной детали руководствуются наличием на поверхностях подлежащих сварке механических несплошностей, рыхлот, неоднородностей, и насыщения чугуна маслом. Технология сварки чугуна строится по результатам анализа конструктивных особенностей чугунной детали, которые обуславливают возникновение сварочных напряжений и разрушений в процессе сварки.
Подготовка разделки под сварку является важным этапом технологии сварки чугуна, определяющим объем наплавленного металла и необходимость применения дополнительных технологических мер для качественной сварки чугуна. Принимая во внимание перечисленные особенности ремонта чугуна с помощью сварки для его осуществления необходима разработанная квалифицированными специалистами технологическая карта сварки чугуна.
При пошаговом соблюдении разработанной технологии сварки чугуна можно осуществить ремонт любой чугунной детали в любом подготовленном к ремонту месте.
Примером разработанной технологической карты на сварку чугуна приведенной ниже, является технология ремонта трещин и скола в корпусе цилиндра, изготовленного из чугуна по химическому составу близкому к чугуну марки ЧХ-1 (фото)
Фото Характер разрушения цилиндра
ТЕХНОЛОГИЧЕСКАЯ КАРТА
НА РЕМОНТ И СВАРКУ ЧУГУНА
«КОРПУСА ЦИЛИНДРА»
Способ по карте —111 (ручная дуговая сварка покрытым электродом)
Сварной шов: нестандартный
Положение: нижнее
Материалы: ЧХ-1
Толщина, мм: 15,0
Сварочные материалы: электроды на никелевой основе Ø3,2
Технология подготовки к сварке чугуна:
- Очистить всю поверхность корпуса от масла, загрязнений, особенно тщательно в зоне скола;
- Определить границы трещин и выполнить ее засверловку Æ 12;
- Выполнить V-образно разделку трещины на глубину 10-15 мм. Угол разделки кромок 35-40 град. При разделывании дефектов под сварку кромки выполнялись пологими с плавным переходом к донной части.
- До начала сварки установить и приварить скобы согласно прилагаемому эскизу;
- Перед сваркой чугуна выполнить прогрев кромок резаком с целью «выжигания» впитавшегося масла.
 Угол разделки кромок 35-40 град. При разделывании дефектов под сварку кромки выполнялись пологими с плавным переходом к донной части.
Угол разделки кромок 35-40 град. При разделывании дефектов под сварку кромки выполнялись пологими с плавным переходом к донной части.Технология сварки чугуна:
- 1. К сварке чугуна допускаются квалифицированные сварщики, аттестованные в соответствии с действующими нормативными документами , на соответствующий способ, толщину, тип и положение в пространстве.
- 2. Сварку выполняли способом ручной дуговой сварки электродами на никелевой основе
- Валики накладывались «в разброс» с обязательной последующей проковкой. Ширина валика не должна превышать 6 мм а длина 30 мм. При этом температура нагрева разделки под сварку не должна превышать 80 °С.
- Для восстановления скола облицевать кромку электродами на никелевой основе и выполнить приварку вставки с разделкой кромок согласно прилагаемому эскизу.

ПАРАМЕТРЫ РЕЖИМА ТЕХНОЛОГИЧЕСКОЙ КАРТЫ СВАРКИ
| Ручная дуговая сварка чугуна | ||||
| Диаметр
| Сила тока , А | Напряжение, В | Расход газа | Вылет |
| 3,2 | 80-100 | 18-24 | — | — |
Требования к термообработке: замедленное охлаждение после сварки
Объемы, методы контроля и нормы оценки качества:
- В процессе производства и после его окончания производить визуальный контроль швов на предмет отсутствия недопустимых дефектов, таких как: трещины в шве, прожоги, подрезы, не сплавления, поры и свищи. Усиление должно иметь плавный переход к свариваемому металлу без подрезов, межваликовых впадин .
- Несоответствия, выявленные в процессе или после завершения ремонта, подлежат исправлению по отдельной технологической инструкции .
- Осуществить контроль на непроницаемость керосиновой пробой по типовому технологическому процессу на испытание керосином.
2
khabrat_SH/ автор статьи
Понравилась статья? Поделиться с друзьями:
Глава 11 ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
11.1. СОСТАВ И СВОЙСТВА
Чугун получил широкое распространение как конструкционный материал в машиностроительной, металлургической и других отраслях промышленности в связи с рядом преимуществ перед многими материалами, среди которых основные — невысокая стоимость и хорошие литейные свойства. Изделия, изготовленные из него, имеют достаточно высокую прочность и износостойкость при работе на трение и характеризуются меньшей, чем сталь, чувствительностью к концентраторам напряжений. Наряду с перечисленными преимуществами изделия из серого литейного чугуна хорошо обрабатываются режущим инструментом. Последнее вместе с хорошими литейными свойствами позволяет оценить чугун как весьма технологичный материал.
К чугунам относятся сплавы железа с углеродом, содержание которого превышает 2,11 % (2,14 %). В этих сплавах обычно присутствует также кремний и некоторое количество марганца, серы и фосфора, а иногда и другие элементы, вводимые как легирующие добавки для придания чугуну определенных свойств. К числу таких легирующих элементов можно отнести никель, хром, магний и др.
К числу таких легирующих элементов можно отнести никель, хром, магний и др.
В зависимости от структуры чугуны подразделяют на белые и серые. В белых чугунах весь углерод связан в химическое соединение карбид железа Fe3C — цементит. В серых чугунах значительная часть углерода находится в структурно-свободном состоянии в виде графита. Если серые чугуны хорошо поддаются механической обработке, то белые обладают очень высокой твердостью и режущим инструментом обрабатываться не могут. Поэтому белые чугуны для изготовления изделий применяют крайне редко, их используют главным образом в виде полупродукта для получения ковких чугунов. Получение белого или серого чугуна зависит от состава и скорости охлаждения.
В зависимости от структуры чугуны классифицируют на высокопрочные (с шаровидным графитом) и ковкие. По степени легирования чугуны подразделяют на простые, низколегированные (до 2,5 % легирующих элементов), среднелегированные (2,5 … 10 % легирующих элементов) и высоколегированные (свыше 10 % легирующих элементов).![]()
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
Рис. 11.1. Влияние различных
легирующих элементов на
процесс графитизации
углерода в чугунах
Шире всего используют простые и низколегированные серые литейные чугуны.
Главный процесс, формирующий структуру чугуна, — процесс графитизации (выделение углерода в структурно-свободном виде), так как от него зависит не только количество, форма и распределение графита в структуре, но и вид металлической основы (матрицы) чугуна. В зависимости от степени графитизации матрица можетбыть перлитно-цементитной (П + Ц), перлитной (П), перлитно-ферритной (П + Ф) и ферритной (Ф). Цементит перлита называют эвтектоидным, остальной цементит — структурно-свободным. Некоторые элементы, вводимые в чугун, способствуют графитизации, другие — препятствуют. На рис. 11.1 знаком «-» обозначена графитизирующая
способность рассматриваемых элементов, знаком «+» задерживающее процесс графитизации действие (отбеливание). Как следует из приведенной схемы, наибольшее графитизирующее действие оказывают углерод и кремний, наименьшее — кобальт и медь.
Как следует из приведенной схемы, наибольшее графитизирующее действие оказывают углерод и кремний, наименьшее — кобальт и медь.
Наиболее сильно задерживают процесс графитизации (оказывают отбеливающее действие) сера, ванадий, хром. Поэтому в серых литейных чугунах всегда содержится значительное количество кремния.
Из рис. 11.2 следует, что при определенном содержании углерода увеличение содержания кремния при прочих равных условиях способствует графитизации чугуна и уменьшению количества цементита в базовой структуре (П ® Ф).
Серый чугун маркируется буквами СЧ и цифрами, обозначающими предел прочности чугуна данной марки при растяжении в МПа • 10-1. Наибольшее распространение получили чугуны марок: СЧ10, СЧ15, СЧ25, СЧЗО, СЧ35. Прочность серых чугунов всех марок при сжатии значительно превышает прочность при растяжении. Например, для чугуна марки СЧ20, имеющего предел прочности при растяжении 200 МПа, предел прочности при сжатии составляет 800 МПа. Для увеличения прочности чугуна фафитовым включения придают шарообразную форму путем введения магния в ковш перед разливкой. При этом чугун приобретает и некоторую пластичность.
Для увеличения прочности чугуна фафитовым включения придают шарообразную форму путем введения магния в ковш перед разливкой. При этом чугун приобретает и некоторую пластичность.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Рис. 11.2. Совместное влияние углерода и кремния на структуру чугуна:
П — перлит; Ф — феррит; Ц — цементит; Г — графит
Высокопрочные чугуны маркируют буквами ВЧ и цифрами, характеризующими временное сопротивление чугуна при растяжении в МПа • 10-1. Например, ВЧ 60 или ВЧ 40.
Ковкие чугуны маркируют буквами КЧ и цифрами, обозначающими временные сопротивления при растяжении (МПа • 10-1) и относительное удлинение (%). Примерами марок ковких чугунов могут служить КЧ 30-6; КЧ 33-8; КЧ 35-10; КЧ 37-12 с ферритной металлической основой и КЧ 45-7; КЧ 50-5 и КЧ 60-3, имеющие перлитную основу.
Структура чугуна в большой степени зависит от скорости охлаждения. Например, при постоянстве суммарного содержания углерода и кремния, а также других элементов, входящих в его состав, можно получить ферритный, перлитный, а также перлитно-ферритный чугун.
11.2. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ.
ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ДУГОВОЙ СВАРКЕ
Сварочный нагрев и последующее охлаждение настолько изменяют структуру и свойства чугуна в зоне расплавления и околошовной зоне, что получить сварные соединения без дефектов с необходимым уровнем свойств оказывается весьма затруднительно. В связи с этим чугун относится к материалам, обладающим плохой технологической свариваемостью. Тем не менее сварка чугуна имеет очень большое распространение как средство исправления брака чугунного литья, ремонта чугунных изделий, а иногда и при изготовлении конструкции.
Качественно выполненное сварное соединение должно обладать необходимым уровнем механических свойств, плотностью (непроницаемостью) и удовлетворительной обрабатываемостью (обрабатываться режу-
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
щим инструментом). В зависимости от условий работы соединения к нему могут предъявляться и другие требования (например, одноцветность, жаростойкость и др. ).
).
Причины, затрудняющие получение качественных сварных соединений из чугуна, следующие:
1. Высокие скорости охлаждения металла шва и зоны термического влияния, соответствующие термическому циклу сварки, приводят к отбеливанию чугуна, т.е. появлению участков с выделениями цементита той или иной формы в различном количестве. Высокая твердость отбеленных участков практически лишает возможности обрабатывать чугуны режущим инструментом.
2. Вследствие местного неравномерного нагрева металла возникают сварочные напряжения, которые в связи с очень незначительной пластичностью чугуна приводят к образованию трещин в шве и околошовной зоне. Наличие отбеленных участков, имеющих большую плотность (7,4 … 7,7 г/см3), чем серый чугун (6,9 … 7,3 г/см3), создает дополнительные структурные напряжения, способствующие трещинообразованию.
3. Интенсивное газовыделение из сварочной ванны, которое продолжается и на стадии кристаллизации, может приводить к образованию пор в металле шва.
4. Повышенная жидкотекучесть чугуна затрудняет удержание расплавленного металла от вытекания и формирование шва.
5. Наличие кремния, а иногда и других элементов в металле сварочной ванны способствует образованию на ее поверхности тугоплавких окислов, приводящих к образованию непроваров. Влияние скорости охлаждения на структуру металла шва и околошовной зоны может быть охарактеризовано схемой, представленной на рис. 11.3. В случае низких скоростей охлаждения в чугунном шве и участке околошовной зоны может быть обеспечено сохранение структуры серого чугуна. На схеме
w’охл (°С/с) обозначено наибольшее значение скорости охлаждения металла шва и высокотемпературного участка зоны термического влияния при эвтектической температуре, если чугун сваривали без предварительного подогрева.
Практически при любом составе чугуна в шве и высокотемпературном участке околошовной зоны будет иметь место отбеливание. Сварка чугуна с подогревом (300 . .. 400 °С) уменьшает скорость охлаждения (w»охл на рис. 11.3). При такой скорости охлаждения в шве и на участке
.. 400 °С) уменьшает скорость охлаждения (w»охл на рис. 11.3). При такой скорости охлаждения в шве и на участке
околошовной зоны, в зависимости от количества графитизаторов, может быть получен либо белый, либо серый чугун.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Рис. 11.3. Влияние скорости охлаждения на структуру металла шва и околошовной зоны
При высоком подогреве (600 … 650 °С) скорость охлаждения при эвтектической температуре снижается до w»‘охл, при которой отбеливания не происходит. Замедление охлаждения приводит к распаду аустени-та с образованием ферритной или перлитно-ферритной металлической основы. Таким образом, наиболее эффективное средство предотвращения отбеливания металла шва и высокотемпературного участка околошовной зоны, а также резкой закалки на участке околошовной зоны, нагревавшейся выше температуры Ас3, — высокий предварительный или сопутствующий подогрев чугуна до температуры 600 . .. 650 °С. Сварку с таким подогревом называют горячей сваркой чугуна.
.. 650 °С. Сварку с таким подогревом называют горячей сваркой чугуна.
Высокий подогрев и замедленное охлаждение способствуют также ликвидации трещин и пористости за счет увеличения времени существования жидкой ванны и лучшей дегазации ее, а также уменьшения температурного градиента и термических напряжений.
Сварку с подогревом до температур 300 … 400 °С называют полугорячей, а без предварительного подогрева — холодной сваркой чугуна. При полугорячей и холодной сварке чугуна широко используют металлургические и технологические средства воздействия на металл шва с целью повышения качества сварных соединений. К их числу относятся:
— легирование наплавленного металла элементами-графитиза-торами, с тем чтобы при данной скорости охлаждения получить в шве структуру серого чугуна;
— легирование наплавленного металла такими элементами, которые позволяют получить в шве перлитно-ферритную структуру, характерную
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
для низкоуглеродистой стали, путем связывания избыточного углерода в карбиды, более прочные, чем цементит, и равномерно распределенные в металле;
— введение в состав сварочных материалов кислородосодержащих компонентов с целью максимального окисления углерода (выжигания его) и получения в металле шва низкоуглеродистой стали;
— применение сварочных материалов, обеспечивающих в наплавленном металле получение различных сплавов цветных металлов: медно-никелевых, медно-железных, железоникелевых и др.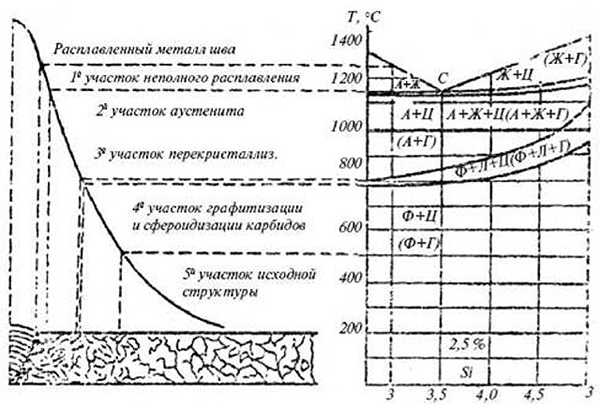 , обладающих высокой пластичностью и имеющих температуру плавления, близкую к температуре плавления чугуна.
, обладающих высокой пластичностью и имеющих температуру плавления, близкую к температуре плавления чугуна.
Горячая сварка чугуна
Наиболее радикальным средством борьбы с образованием отбеленных и закаленных участков шва и околошовной зоны и образованием пор и трещин служит подогрев изделия до температуры 600 … 650 °С и медленное охлаждение его после сварки. Технологический процесс горячей сварки состоит из следующих этапов: I — подготовка изделия под сварку; И — предварительный подогрев деталей; III — сварка; IV — последующее охлаждение.
Подготовка под сварку зависит от вида исправляемого дефекта. Однако во всех случаях подготовка дефектного места заключается в тщательной очистке от загрязнений и в разделке для образования полостей, обеспечивающих доступность для манипулирования электродом и воздействия сварочной дуги. Для предупреждения вытекания жидкотекучего металла сварочной ванны, а в ряде случаев для придания наплавленному металлу соответствующей формы, место сварки формуют. Формовку выполняют в зависимости от размеров и местоположения исправляемого дефекта с помощью графитовых пластинок, скрепляемых формовочной массой, состоящей из кварцевого песка, замешенного на жидком стекле, или другими формовочными материалами, а также в опоках формовочными материалами, применяемыми в литейном производстве (рис. 11.4).
Формовку выполняют в зависимости от размеров и местоположения исправляемого дефекта с помощью графитовых пластинок, скрепляемых формовочной массой, состоящей из кварцевого песка, замешенного на жидком стекле, или другими формовочными материалами, а также в опоках формовочными материалами, применяемыми в литейном производстве (рис. 11.4).
После формовки необходима просушка формы при постепенном подъеме температуры от 60 до 120 С, затем проводят дальнейший нагрев под сварку со скоростью 120 … 150° в час в печах, горнах или временных нагревательных устройствах. Замедленное охлаждение после сварки достигается при укрывании изделий теплоизолирующим слоем (листами асбеста и засыпкой песком, шлаком и др.) или при охлаждении вместе с печами, горнами.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Рис. 11.4. Формовка места сварки для горячей сварки чугуна:
а — несквозной раковины; 6 — недолива кромки детали, с облицовкой заплавляемой полости графитовыми пластинами; в — общий вид заформованного дефекта; / — деталь; 2 — формовка; 3 — графитовые пластины
Способы нагрева и нагревательные устройства применяют в зависимости от характера производства (устранение литейных дефектов, ремонтная сварка и т. д.). Например, при массовом производстве в литейных цехах автомобильных и тракторных заводов целесообразно использовать конвейерные печи; для ремонтных работ удобен нагрев в муфельных печах или в горнах с открытым кожухом; для разовых ремонтных работ крупногабаритных изделий изготовляют временные нагревательные устройства из огнеупорного кирпича, в том числе печи-ямы в земляном полу цеха.
д.). Например, при массовом производстве в литейных цехах автомобильных и тракторных заводов целесообразно использовать конвейерные печи; для ремонтных работ удобен нагрев в муфельных печах или в горнах с открытым кожухом; для разовых ремонтных работ крупногабаритных изделий изготовляют временные нагревательные устройства из огнеупорного кирпича, в том числе печи-ямы в земляном полу цеха.
Остывание в зависимости от веса и формы детали длится от нескольких часов до нескольких суток. Для сварки используют плавящиеся электроды со стержнями из чугуна марок А или Б (табл. 11.1). Стержни получают отливкой в кокиль и другими способами.
В состав покрытия, наносимого на литые прутки, диаметром 5 … 20 мм, входят стабилизирующие и легирующие материалы. В качестве последних обычно используют графит, карборунд, ферросилиций, сили-кокальций, силикомагний и другие элементы-графитизаторы. Горячую сварку чугуна выполняют на больших токах [/св= (60… 100)dэ] без
11. 1. 1.
| Состав | чугунных стержней для сварки чугуна | ||||||
| Марка | С | Si | Мn | Р | S | Сг | Ni | Назначение |
| А | 3,0… 3,5 | 3,0… 3,4 | 0,5… 0,8 | 0,2… 0,4 | До 0,08 | До 0,05 | До 0,3 | Для горячей сварки |
| Б | 3,5… 4,0 | 0,3 … 0,5 | Для горячей и полугорячей сварки |
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
перерывов до окончательной заварки дефекта. При больших объемах завариваемого дефекта два сварщика, работающие поочередно. Электрододержатель для горячей сварки должен обеспечивать хороший контакт с чугунным электродом и иметь щиток для защиты руки сварщика от теплового ожога. Примером одной из возможных конструкций может служить электрододержатель завода «Станко-лит» (рис. 11.5). В этом держателе электрод приваривают к стальному
Примером одной из возможных конструкций может служить электрододержатель завода «Станко-лит» (рис. 11.5). В этом держателе электрод приваривают к стальному
стержню. Для горячей сварки чугуна можно использовать дуговую сварку угольным электродом. По возможности изменения теплового воздействия на свариваемый металл сварка угольным электродом занимает промежуточное положение между газовой сваркой и сваркой плавящимся электродом. Сваривают на постоянном токе, прямой полярности угольными электродами диаметром 8 … 20 мм. Диаметр электрода и силу сварочного тока выбирают в зависимости от толщины свариваемого металла (табл. 11.2).
В качестве присадочного материала используют прутки марок А и Б. Для перевода тугоплавких окислов в легкоплавкие соединения применяют флюсы на борной основе, чаще всего техническую безводную (прокаленную) буру.
11.3. Состав порошкой проволоки ППЧ-3 и наплавленного металла*, %
Рис. 11.5. Электрододержатель для горячей сварки чугуна:
11.5. Электрододержатель для горячей сварки чугуна:
/ — электрод; 2 — стальной стержень
диаметром 12 мм; 3 — крепление
(приварка) токоподвода к стержню;
4 — щиток; 5 — рукоятка; 6 — кольцо;
7-сварочный кабель
11.2. Режимы сварки угольным электродом
| Толщина металла, | Диаметр электрода, мм | Сила тока, А | |||
| 6…10 | 8…10 | 280…350 | |||
| 10…20 | 10…12 | 300…400 | |||
| 20…30 | 12…16 | 350…500 | |||
| 30 и | 16…18 | 350…600 | |||
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Горячая сварка чугуна ручным способом, особенно массивных изделий — тяжелый труд. Весьма прогрессивный способ, облегчающий труд и повышающий производительность, — механизированная сварка порошковой проволокой. В состав шихты вводят компоненты, которые позволяют получать состав металла шва, представляющий собой чугун. Состав порошковой проволоки марки ППЧ-3 для горячей сварки чугуна приведен в табл. 11.3.
Весьма прогрессивный способ, облегчающий труд и повышающий производительность, — механизированная сварка порошковой проволокой. В состав шихты вводят компоненты, которые позволяют получать состав металла шва, представляющий собой чугун. Состав порошковой проволоки марки ППЧ-3 для горячей сварки чугуна приведен в табл. 11.3.
Горячая сварка чугуна позволяет получать сварные соединения, равноценные свариваемому металлу (по механическим характеристикам, плотности, обрабатываемости и др.), однако это трудоемкий и дорогостоящий процесс. Вместе с этим в ряде случаев к сварным соединениям из чугуна не предъявляется таких требований. Часто, например, достаточно обеспечить только равнопрочность или только хорошую обрабатываемость, или плотность сварных швов. С помощью различных металлургических и технологических средств можно получить сварные соединения из чугуна с теми или иными свойствами при сварке с невысоким подогревом или вовсе без предварительного подогрева (т.е. с помощью полугорячей или холодной сварки).
Холодная и полугорячая сварка чугуна электродами, обеспечивающими получение серого чугуна в металле шва
Холодная сварка чугуна электродами положительных результатов не обеспечивает, так как при больших скоростях охлаждения образуется структура белого чугуна в шве и высокотемпературной области околошовной зоны, а также происходит резкая закалка металлической основы участков зоны термического влияния, нагревающихся в процессе сварки
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
выше температуры Ас3. Возникающие при этом деформации превышают деформационную способность металла шва и околошовной зоны, в результате чего образуются трещины.
Для предупреждения отбеливания необходимо обеспечить такой состав металла шва, для которого в этих условиях будет получаться структура серого чугуна с наиболее благоприятной формой графитных включений. Это может быть достигнуто путем введения в наплавленный металл достаточно большого количества графитизаторов и легирования чугуна элементами, способствующими сфероидизации карбидов (магнием). Примером таких электродов могут служить электроды марки ЭМЧ, стержень которых представляет собой чугун с повышенным (до 5,2 %) содержанием кремния, покрытие двухслойное: первый слой — легирующий, второй — обеспечивает газовую и шлаковую защиту:
1-й слой 2-й слой
Графит…………… 41 % Мрамор………..50 %
Силикомагний…….. 40 % Плавиковый шпат . . 50 %
Железная окалина….. 14 % Относительная масса
Алюминий (порошок).. 5 % каждого слоя….. 15 — 20 %
При сварке этими электродами чугунных деталей с толщиной стенки до 12 мм без предварительного подогрева удается получить швы и околошовную зону без отбеливания и закалки. Некоторому замедлению скорости охлаждения при эвтектической температуре способствует реакция между железной окалиной и алюминиевым порошком, протекающая с выделением теплоты.
При сварке этими электродами массивных деталей, для получения бездефектных сварных соединений, приходится их подогревать до температур 400 °С. Для улучшения обрабатываемости и некоторого повышения пластичности металла шва используют электроды из никелевых чугунов, например нирезиста или никросилаля (табл. 11.4).
Электроды из никелевых чугунов обеспечивают получение швов, обладающих хорошей обрабатываемостью. Тонкое покрытие (М), наносимое на стержни из никелевых чугунов, рекомендуется следующего состава: карборунд 55 %; углекислый барий 23,7 %; жидкое стекло 21,3 %. Сварку выполняют в несколько слоев при возвратно-поступательном перемещении электрода. Основной недостаток электродов из никелевых чугунов — повышенная склонность к образованию горячих трещин.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
11.4. Состав электродных стержней из никилевых чугунов, %*
| Чугун | С | Ni | Si | Cu | Mn |
| Нирезист Никросилаль | 2,0 2,0 …2,3 |
19. ..22
| 1,3 5,2 …6,4 | 7,6 - | 0,4 0,5 |
* Остальное Fe.
Получить в наплавленном металле серый чугун можно, применяя специальные сварочные материалы, которые обеспечивают легирование через электродное покрытие. Примером таких материалов могут служить электроды, стержень которых изготовлен из низкоуглеродистой проволоки, например, марок Св-08 или Св-08А по ГОСТ 2246-70, а в легирующем покрытии содержится достаточное количество элементов-графитизаторов — углерода и кремния. Наиболее характерны электроды марки ЭМЧС, стержень которых состоит из низкоуглеродистой электродной проволоки, а покрытие — из трех слоев:
1-й слой 2-й слой
Графит………….. 50 % Мрамор………….. 50 %
Силикомагний……. 41 % Плавиковый шпат……47,5 %
Гематит…………. 6 Бентонит………….. 2,5 %
Алюминий (порошок) 1,5 % 3-й слой
Бентонит. ……….. 1,5 % Графит……………. 100 %
Электроды изготовляют путем последовательного нанесения обмазки, замешенной на жидком стекле, причем толщина каждого слоя должна обеспечивать относительную массу 1-го слоя 55 … 60 %, 2- и 3-го — по 15 … 20 %. Как видно из приведенного состава покрытия, 1-й слой является легирующим, 2-й шлако- и газообразующим, 3-й — газозащитным. Графит и силикомагний, входящие в состав 1-го слоя, служат графитиза-торами, причем магний в некоторой степени способствует сфероидизации графита; гематит и алюминий, вступая во взаимодействие, способствуют некоторому снижению скорости охлаждения при эвтектической температуре и тем самым получению в шве структуры серого чугуна.
Применение этих электродов при сварке чугунных изделий с относительно небольшой толщиной свариваемого металла (до 8 … 10 мм) позволяет получить качественные сварные соединения без предваритель-
14*
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
ного подогрева изделия; при больших толщинах необходимо применять полугорячую сварку.
Для холодной и полугорячей сварки чугуна полуавтоматами используют специальные порошковые проволоки, обеспечивающие получение в шве серого чугуна. Для холодной сварки изделий с относительно небольшой толщиной стенок (в месте сварки) рекомендуется проволока марки ППЧ-1, для полугорячей сварки — проволока ППЧ-2 (табл. 11.5), а также проволоки ППНЧ-7; МН-25; ПАНЧ-11.
Механизированная сварка порошковой проволокой позволяет получать наплавленный металл близкий по составу и структуре к свариваемому чугуну. При заварке дефектов в крупных чугунных отливках, для исправления которых необходимо наплавить большой объем металла, а также при изготовлении крупногабаритных массивных изделий из высокопрочных чугунов с шаровидным графитом, можно использовать электрошлаковую сварку пластинчатыми электродами. Эти электроды представляют собой литые чугунные пластины с содержанием элементов-графитизаторов (углерода и кремния), равном содержанию последних в электродных стержнях марок А и Б, и 0,04 . .. 0,08 % Mg.
.. 0,08 % Mg.
11.5. Составы порошковых проволок и наплавленного ими металла для холодной и полугорячей сварки чугуна, %
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
При электрошлаковой сварке чугуна применяют фторидные обессеривающие и неокислительные флюсы. Замедленное охлаждение металла шва и околошовной зоны, характерное для электрошлаковой сварки, позволяет получать сварные соединения без отбеленных и закаленных участков, трещин, пор и других дефектов. Электрошлаковая сварка обеспечивает вполне удовлетворительные механические свойства сварных соединений из чугуна и хорошую их обрабатываемость.
Кроме общего подогрева, применяемого при полугорячей сварке различными способами, в ряде случаев (в зависимости от конструкции) можно ограничиться местным подогревом до нужной температуры. В процессе сварки необходимо обращать внимание на то, чтобы изделие в районе сварки не охлаждалось ниже заданной температуры подогрева.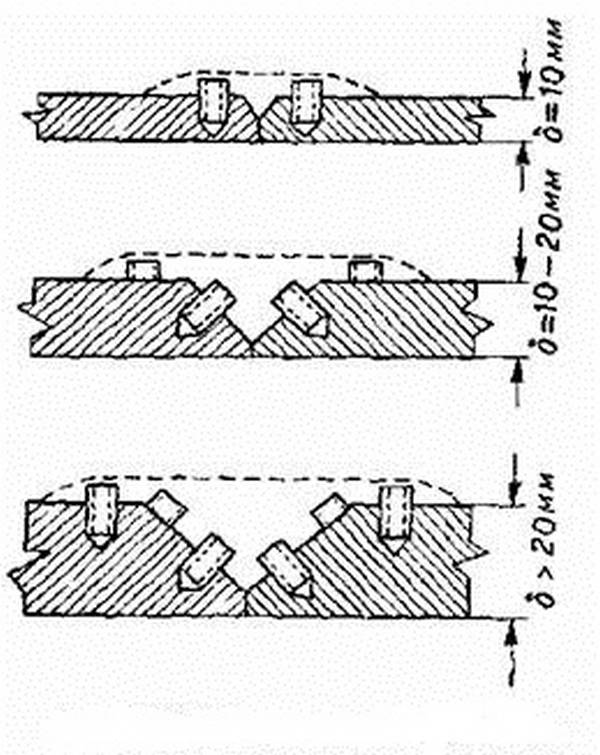
Холодная сварка чугуна электродами, обеспечивающими получение в наплавленном металле низкоуглеродистой стали
Если выполнить наплавку на чугун электродами, предназначенными для сварки углеродистых или низколегированных конструкционных сталей, то в 1-м слое даже при относительно небольшой доле участия основного металла получится высокоуглеродистая сталь, которая при скоростях охлаждения, имеющих место в условиях сварки без предварительного подогрева изделия, приобретает резкую закалку. Поэтому металл 1 -го слоя будет иметь высокую твердость, низкую деформационную способность и окажется подверженным образованию холодных трещин, а также пористости. Во 2-м слое, естественно, доля участия чугуна уменьшится, однако содержание углерода в нем будет находиться еще на высоком уровне, что также приведет к закалке и возможному образованию трещин. В последующих слоях доля участия чугуна окажется незначительной, и металл шва будет обладать определенным уровнем пластичности.
В связи со сказанным такие стальные электроды можно применять только для декоративной заварки небольших по размерам дефектов, если к сварному соединению не предъявляются требования обеспечения прочности, плотности и обрабатываемости режущим инструментом. С целью уменьшения доли участия основного металла в шве, а также размеров зоны термического влияния (в том числе и участков отбеливания и закалки) применяют электроды небольших диаметров (для 1-го слоя 3 мм, для
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
2-го и последующих 3 … 4 мм), на малых токах [/св = (20 … 25)dэ], не перегревая основной металл.
Сначала выполняют облицовку 1-м слоем. Сварку выполняют короткими участками, валиками небольших сечений [Fн = (6 … 8)dэ] вразброс для охлаждения шва и околошовной зоны до температуры 50 … 60 °С. После 3-го слоя можно применять режимы с несколько большей погонной энергией, но также с перерывами, чтобы зона разогрева чугуна была небольшой. Для уменьшения напряжений полезно применять проковку средних слоев.
Для уменьшения напряжений полезно применять проковку средних слоев.
При сварке чугуна низкоуглеродистыми электродами общего назначения наиболее слабое место сварного соединения — околошовная зона у границы сплавления. Хрупкость этой зоны и наличие в ней трещин нередко приводят к отслаиванию шва от основного металла. Для увеличения прочности сварного соединения, когда к нему не предъявляется других требований (например, при ремонте станин, рам, кронштейнов и других несущих элементов толстостенных конструкций), применяют стальные шпильки, которые частично разгружают наиболее слабую часть сварного соединения — линию сплавления.
Шпильки имеют резьбу, их ввертывают в тело свариваемой детали. Размеры шпилек обычно зависят от толщины свариваемых деталей. Практикой установлены следующие рекомендации: диаметр шпилек 0,3 … 0,4 толщины детали, но не более 12 мм; глубина ввертывания шпилек 1,5 диаметра их, но не более половины толщины свариваемых деталей; высота выступающей части 0,75 . .. 1,2 диаметра шпильки. Шпильки располагают в шахматном порядке на скошенных кромках деталей и в один ряд на поверхности детали с каждой стороны стыка, причем расстояние между ними должно быть равно 4 … 6 диаметров шпильки.
.. 1,2 диаметра шпильки. Шпильки располагают в шахматном порядке на скошенных кромках деталей и в один ряд на поверхности детали с каждой стороны стыка, причем расстояние между ними должно быть равно 4 … 6 диаметров шпильки.
Сварку выполняют в следующем порядке. Сначала обваривают каждую шпильку и облицовывают поверхности кромок электродами диаметром 3 мм на малых токах. Затем на облицованные кромки и шпильки наплавляют валики и окончательно заполняют разделку (рис. 11.6).
При сварке деталей с толстыми стенками для уменьшения количества наплавленного металла рекомендуется в шов вваривать связи из круглой или полосовой стали (рис. 11.6, в). Для удержания расплавленного металла шва рекомендуется заформовать трещину (рис. 11.6, г).
Для снижения содержания углерода в металле шва предложено выполнять сварку по слою флюса, содержащего до 30 % железной окалины (например: буры 50 %, каустической соды 20 %, железной окалины 30 %).
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Рис. 11.6. Сварка чугуна с применением стальных шпилек:
11.6. Сварка чугуна с применением стальных шпилек:
а — установка шпилек при V-образной подготовке кромок; б — обварка шпилек;
в — вварка стальных связей: / — отверстия с резьбой;
2 — шпильки; 3 — связи; 4 — обварка шпилек и связей; 5 — заварка трещин;
г — формовка при сварке чугуна: / — верхняя; 2 — боковая
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
Углерод, попадающий в сварочную ванну, в высокотемпературной ее части активно окисляется и выводится из нее в виде окиси углерода, не растворимой в металле. В результате концентрация углерода к моменту затвердевания сварочной ванны снижается. Твердость металла шва уменьшается, деформационная способность возрастает.
Однако для более полного эффекта выжигания углерода необходимо применять режимы сварки, характеризующиеся относительно большой погонной энергией, что, однако, отрицательно сказывается на околошовной зоне: в ней образуются значительные по размерам участки отбеливания и закалки, приводящие к образованию трещин. При сварке чугуна с достаточно высоким содержанием элементов-графитизаторов при небольшой толщине стенки свариваемых деталей можно получить положительные результаты частичной релаксацией сварочных напряжений, что снижает вероятность образования трещин в зоне термического влияния.
При сварке чугуна с достаточно высоким содержанием элементов-графитизаторов при небольшой толщине стенки свариваемых деталей можно получить положительные результаты частичной релаксацией сварочных напряжений, что снижает вероятность образования трещин в зоне термического влияния.
Для сварки чугуна используют медно-железные, медно-никелевые и железоникелевые электроды. Существует несколько типов медно-желез-ных электродов:
1. Медный стержень с оплеткой из жести толщиной 0,25 … 0,3 мм, которую в виде ленты шириной 5 … 7 мм навивают на стержень по винтовой линии. На электрод наносят ионизирующее толстое покрытие. Либо электрод со стержнем, изготовленным из комбинированной проволоки, представляющий собой сердечник стальной проволоки, плотно запрессованный в медную трубку, изготовляют на станках для производства порошковой проволоки.
Может быть также и другой вариант: медный стержень со стальной оболочкой. Во всех разновидностях содержание железа в наплавленном металле не должно превышать 10 . .. 15 %, так как в противном случае в шве образуются (в большом количестве) очень твердые включения железа с высоким содержанием углерода, ухудшающие обрабатываемость и снижающие пластичность шва.
.. 15 %, так как в противном случае в шве образуются (в большом количестве) очень твердые включения железа с высоким содержанием углерода, ухудшающие обрабатываемость и снижающие пластичность шва.
2. Пучок электродов, состоящий из одного или двух медных стержней и стального электрода с защитным покрытием любой марки. Пучок связывают в четырех-пяти местах медной проволокой и на конце, вставляемом в электрододержатель, прихватывают для надежного контакта между всеми стержнями.
3. Наиболее совершенные из числа медно-железных электродов -электроды марки 034-1, представляющие собой медный стержень диа-
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
метром 4 … 5 мм, на который нанесено покрытие, состоящее из сухой смеси покрытия УОНИ-13 (50 %) и железного порошка (50 %), замешенных на жидком стекле.
Медно-железный сплав в шве получается также при сварке медными электродами по слою специального флюса, который состоит из прокаленной буры (50 %), каустической соды (20 %), железной окалины (15 %) и железного порошка (15 %). Флюс насыпают слоем толщиной около 10 мм, расплавляют дугой; далее по мере перемешивания дуга горит между медным электродом и расплавленным флюсом.
Флюс насыпают слоем толщиной около 10 мм, расплавляют дугой; далее по мере перемешивания дуга горит между медным электродом и расплавленным флюсом.
Сварку медно-железными электродами всех типов следует выполнять таким образом, чтобы не допускать сильного разогрева свариваемых деталей: на минимально возможных токах, обеспечивающих стабильное горение дуги, короткими участками вразброс, с перерывами для охлаждения свариваемых деталей.
Более удачным оказался другой путь. В металл шва вводят сильный карбидообразователь — ванадий. В этом случае в основном образуются карбиды данного элемента, не растворяющиеся в железе и имеющие форму мелкодисперсных нетвердых включений. Металлическая основа при этом оказывается обезуглероженной и достаточно пластичной. Примером могут служить электроды марки ЦЧ-4 со стержнем из низкоуглеродистой проволоки марок Св-08 или Св-08А и покрытием следующего состава: мрамор 12 %, плавиковый шпат 16 %, феррованадий 66 %, ферросилиций 4 %, поташ 2 %, жидкое стекло 30 % массы сухой смеси.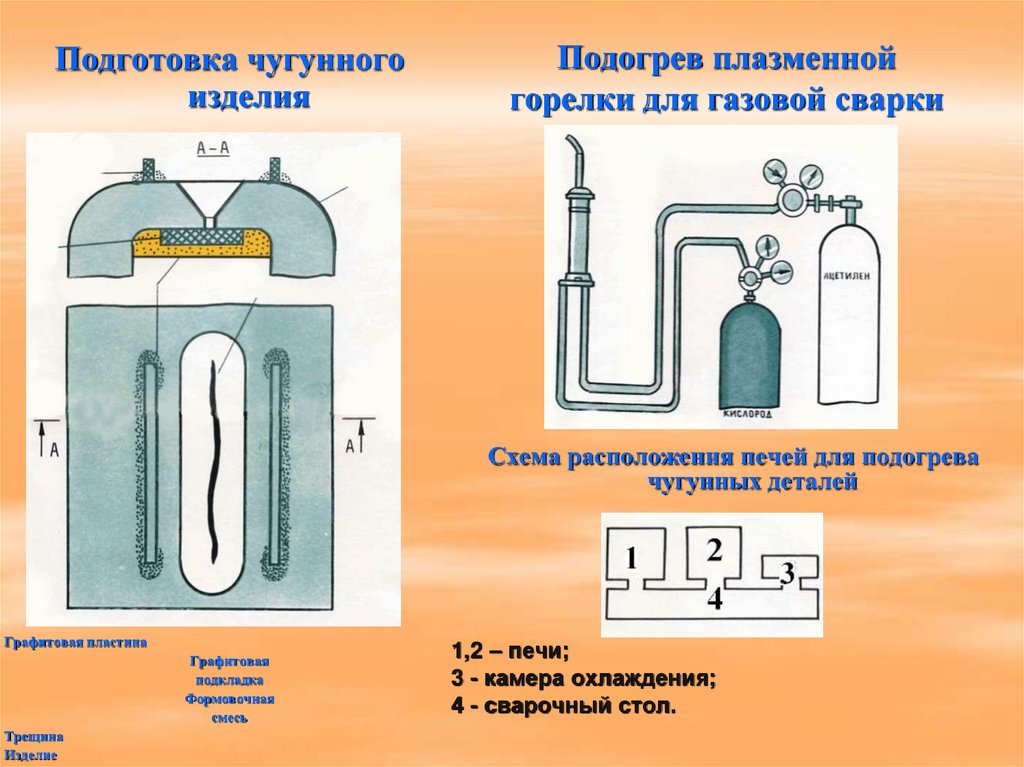
Металл, наплавленный этими электродами, имеет следующий состав: до 0,15 % С; до 0,6 % Si; 0,5 % Мп; 8,5 … 0,5 % V; серы и фосфора до 0,04 % каждого. Этими электродами сначала облицовывают кромки на малых токах. Сварку выполняют параллельными валиками с перекрытием каждого предыдущего на половину его ширины. После 2-го слоя силу тока увеличивают на 15 … 20 %; окончательно разделку заполняют электродами УОНИ-13/45.
Область применения таких электродов — сварка поврежденных деталей и заварка дефектов в отливках из серого и высокопрочного чугуна. В случае необходимости можно также сваривать соединения серого и высокопрочного чугуна со сталью. Сварные соединения, выполненные этими электродами, имеют удовлетворительную обрабатываемость, плотность и достаточно высокую прочность. К способам, обеспечиваю-
ТЕХНОЛОГИЯ СВАРКИ ЧУГУНА
щим получение в наплавленном металле низкоуглеродистой стали, можно также отнести механизированную сварку короткими участками электродной проволокой марок Св-08ГС или Св-08Г2С диаметром 0,8 . .. 1 мм в углекислом газе. Сила сварочного тока составляет 50 … 75 А, напряжение дуги 18 … 21 В, скорость сварки 10 … 12 м/ч.
.. 1 мм в углекислом газе. Сила сварочного тока составляет 50 … 75 А, напряжение дуги 18 … 21 В, скорость сварки 10 … 12 м/ч.
Холодная сварка чугуна электродами, обеспечивающими получение в металле шва цветных и специальных сплавов
Для получения швов, обладающих достаточно высокой пластичностью в холодном состоянии, применяют электроды, обеспечивающие получение в наплавленном металле сплавов на основе меди и никеля. Медь и никель не образуют соединений с углеродом, но их наличие в сплаве уменьшает растворимость углерода в железе и способствует гра-фитизации. Поэтому, попадая в зону неполного расплавления, прилегающую к шву, они уменьшают вероятность отбеливания. Кроме того, повышению пластичности металла шва способствует возможность проковки наплавленного металла в горячем состоянии для уменьшения уровня сварочных напряжений. Проковка обязательна, так как при этом уменьшается опасность образования трещин в околошовной зоне.
Общий недостаток медно-железных электродов — неоднородная структура шва: мягкая медная основа и очень твердые включения железной составляющей, затрудняющие обработку и препятствующие получению высокой чистоты обработанной поверхности. Несколько лучшей обрабатываемостью обладают швы, выполненные электродами марки АНЧ-1, стержень которых состоит из аустенитной стали марки Св-04Х18Н9 и медной оболочки. На электрод наносят покрытие фтори-стокалышевого типа.
Несколько лучшей обрабатываемостью обладают швы, выполненные электродами марки АНЧ-1, стержень которых состоит из аустенитной стали марки Св-04Х18Н9 и медной оболочки. На электрод наносят покрытие фтори-стокалышевого типа.
Наиболее рационально применять медно-железные электроды для заварки отдельных несквозных пороков или небольших неплотностей, создающих течи на отливках ответственного назначения, в том числе работающих под давлением (фланцы, подшипники).
Медно-никелевые электроды в производстве применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твердости недопустимо. Положительные свойства
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
таких электродов в том, что никель не растворяет углерод и не образует структур, имеющих высокую твердость после нагрева и быстрого охлаждения. Отбеливание зоны частичного расплавления при небольших ее размерах практически отсутствует, так как медь и никель (элементы-графитизаторы) проникая в этот участок, оказывают положите
Дата добавления: 2016-11-29; просмотров: 6312; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Холодная газовая сварка чугуна | Сварка и сварщик
Холодная газовая сварка чугуна используется если при нагревании и охлаждении детали свободно сжимаются и расширяются, не вызывая больших остаточных напряжений, в этом случае мощность пламени горелки должна быть максимально возможной. Технологический процесс газовой сварки без предварительного нагрева почти аналогичен процессу горячей газовой сварки, однако имеет и свои особенности. Перед заваркой дефекта необходимо подогревать пламенем горелки участки, прилегающие к дефекту. После окончания заполнения дефекта горелку в течение 2-3 мин медленно отводят, направляя пламя на участки, прилегающие к дефекту. Деталь или часть детали, на которой находится заваренный участок, для медленного охлаждения засыпают песком или покрывают асбестом.
Технологический процесс газовой сварки без предварительного нагрева почти аналогичен процессу горячей газовой сварки, однако имеет и свои особенности. Перед заваркой дефекта необходимо подогревать пламенем горелки участки, прилегающие к дефекту. После окончания заполнения дефекта горелку в течение 2-3 мин медленно отводят, направляя пламя на участки, прилегающие к дефекту. Деталь или часть детали, на которой находится заваренный участок, для медленного охлаждения засыпают песком или покрывают асбестом.
Способ холодной газовой сварки чугуна отличается от обычных способов тем, что основной металл не доводится до температуры плавления, а нагревается только до температуры 820-860°С, т. е. до температуры «смачиваемости». Этот способ основан на применении специальных чугунных прутков и флюсов. Капли расплавленного присадочного металла под действием сварочного пламени легко растекаются по поверхности свариваемого металла, обеспечивая плотное соединение свариваемых деталей. Низкотемпературную газовую сварку чугуна используют при заварке литейных дефектов деталей из серого чугуна, а также при заварке чугунных деталей в готовых изделиях в случаях их поломки, появления трещин и других дефектов. В качестве присадки для заварки тонкостенных отливок применяются чугунные прутки НЧ-2, а для толстостенных — чугунные прутки УНЧ-2. Для низкотемпературной пайки-сварки чугуна применяют специальные флюсы ФСЧ-2 и МАФ-1. Применяемые флюсы химически очищают нагретую свариваемую поверхность от оксидов, жиров и других загрязнений, увеличивают прочность сцепления наплавленного металла с основным, увеличивают жидкотекучесть расплавленного металла и защищают нагретую поверхность и расплавленный металл от кислорода и азота воздуха. Состав флюсов для низкотемпературной пайки-сварки чугуна приведен в таблице.
Низкотемпературную газовую сварку чугуна используют при заварке литейных дефектов деталей из серого чугуна, а также при заварке чугунных деталей в готовых изделиях в случаях их поломки, появления трещин и других дефектов. В качестве присадки для заварки тонкостенных отливок применяются чугунные прутки НЧ-2, а для толстостенных — чугунные прутки УНЧ-2. Для низкотемпературной пайки-сварки чугуна применяют специальные флюсы ФСЧ-2 и МАФ-1. Применяемые флюсы химически очищают нагретую свариваемую поверхность от оксидов, жиров и других загрязнений, увеличивают прочность сцепления наплавленного металла с основным, увеличивают жидкотекучесть расплавленного металла и защищают нагретую поверхность и расплавленный металл от кислорода и азота воздуха. Состав флюсов для низкотемпературной пайки-сварки чугуна приведен в таблице.
| Состав | Марка флюса | |
|---|---|---|
| ФСЧ-2 | МАФ-1 | |
| Бура плавленая | 23 | 33 |
| Сода кальцинированная | — | 12 |
| Азотно-кислый натрий | 50 | — |
| Селитра натриевая | — | 27 |
| Углекислый литий | 0,5 | — |
| Углекислый натрий | 26,5 | — |
| Фтористый натрий | — | 12,5 |
| Фторцирконий калия | — | 8,5 |
| Оксид кобальта | — | 7 |
Разделку дефектного участка под холодную газовую сварку чугуна выполняют фрезерованием, сверлением или строганием. Место сварки предварительно зачищают до металлического блеска. Профиль разделки кромок сквозных и несквозных дефектов представлен на рисунке 1. Угол разделки составляет 70-90°. Неглубокие поры и шлаковые включения вырубают зубилом или удаляют шлифовальным кругом. Перед сваркой изделие подогревают горелкой до температуры 300-400°С. Изделия сложной формы нагревают в печи.
Место сварки предварительно зачищают до металлического блеска. Профиль разделки кромок сквозных и несквозных дефектов представлен на рисунке 1. Угол разделки составляет 70-90°. Неглубокие поры и шлаковые включения вырубают зубилом или удаляют шлифовальным кругом. Перед сваркой изделие подогревают горелкой до температуры 300-400°С. Изделия сложной формы нагревают в печи.
а — разделка несквозного дефекта, б — сквозного дефекта с применением подкладки из огнеупорного материала
Рисунок 1 — Профиль разделки дефекта под холодную газовую сварку чугуна
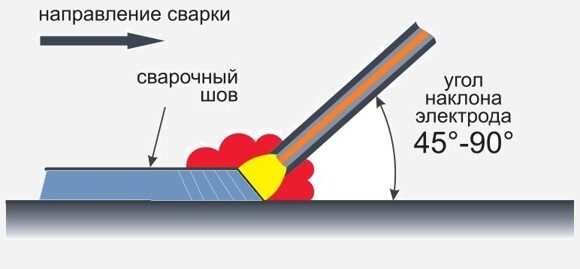
Схема устранения сквозных дефектов (трещин) показана на рисунке 2. При устранении засверленных дефектов (пористость, раковины) присадочный металл наносят по винтовой восходящей линии. На нагретую наплавляемую поверхность равномерно наносят слой флюса. Место сварки нагревают горелкой до температуры 820-860°С, пламя должно быть строго нормальным. При этой температуре паста-флюс плавится, покрывая тонкой пленкой место сварки. Присадочный пруток также покрывают флюсом. Расплавляясь, присадочный металл стекает на завариваемую поверхность и растекается по ней. Сварку ведут левым способом. Расстояние между ядром пламени и концом прутка должно составлять 2-3 мм, угол между осью горелки и плоскостью детали — 20-30°.
Присадочный пруток также покрывают флюсом. Расплавляясь, присадочный металл стекает на завариваемую поверхность и растекается по ней. Сварку ведут левым способом. Расстояние между ядром пламени и концом прутка должно составлять 2-3 мм, угол между осью горелки и плоскостью детали — 20-30°.
Рисунок 2 — Схема устранения сквозных трещин (а) и засверленных дефектов (б)
После газовой сварки изделие медленно охлаждают под слоем асбеста или в песке. Так как при данном способе основной металл не доводят до расплавления, то отсутствуют участки отбеленного чугуна и металл шва получается плотным, мягким и хорошо обрабатывается механическими способами.
При холодной газовой сварке чугуна вместо ацетилена можно применять газы-заменители. При применении в качестве горючего газа пропан-бутана мощность сварочного пламени выбирают из расчета пропан-бутана 60-70 дм3/ч на 1 мм толщины свариваемого металла. Пламя берется нормальное. При толщине металла до 6 мм сварку выполняют за один проход, при толщине 9-12 мм — в два прохода. При использовании в качестве флюса ФСЧ-2 рабочая температура составляет 900-950°С. При такой температуре не исключено появление структур закалки в зоне термического влияния, поэтому указанный флюс имеет ограниченное применение. Его используют в тех случаях, когда допускается повышенная твердость наплавленного металла. Флюс МАФ-1 позволяет вести процесс холодной газовой сварки чугуна при рабочей температуре 750-800°С.
При использовании в качестве флюса ФСЧ-2 рабочая температура составляет 900-950°С. При такой температуре не исключено появление структур закалки в зоне термического влияния, поэтому указанный флюс имеет ограниченное применение. Его используют в тех случаях, когда допускается повышенная твердость наплавленного металла. Флюс МАФ-1 позволяет вести процесс холодной газовой сварки чугуна при рабочей температуре 750-800°С.
В некоторых случаях целесообразно применять холодную газовую сварку чугуна чугуна латунными припоями. Этот метод используют при ремонтной сварке. Преимущество холодной сварки чугуна латунью по сравнению со сваркой плавлением заключается в том, что нагрев чугуна до температуры плавления латуни (850-900°С) существенно не изменяет структуры металла, что исключает опасность отбела чугуна и не вызывает значительных термических напряжений. Кромки детали толщиной до 25 мм скашивают под углом 45°, а при большей толщине рекомендуется ступенчатая разделка; при холодной газовой сварке чугуна латунью лучше, когда поверхности соединяемых кромок шероховаты.
Углерод с поверхности соединяемых кромок выжигают на глубину 0,12-0,15 мм двумя способами:
- соединяемые кромки детали покрывают пастой из железных опилок и борной кислоты и нагревают пламенем горелки до 750-900°С;
- кромки детали нагревают пламенем горелки, отрегулированным с избытком кислорода до той же температуры.
Наибольшее применение нашел второй способ. Техника холодной газовой сварки чугуна состоит в следующем. Кромки нагревают до красного цвета, посыпают флюсом и облуживают участками. Сварочное пламя должно быть нормальным или с небольшим избытком кислорода. Деталь должна находиться в наклонном положении, пайку-сварку выполняют снизу вверх. Положение горелки и присадочного металла такое же, как при правом способе. Мощность сварочного пламени выбирается из расчета 60-75 дм3/ч ацетилена на 1 мм толщины.
Для холодной газовой сварки чугуна разработаны специальные флюсы ФПСН-1 и ФПСН-2, которые нейтрализуют действие свободного графита, частицы которого выступают на свариваемой поверхности и мешают ее смачиванию. В качестве припоя используется кремнистая проволока ЛОК 59-1-03, содержал в среднем до 0,3% Si. Для пайки-сварки изделий, к механическим свойствам которых предъявляются повышенные требования, применяют припой ЛОМНА 49-25-10-4-0,4, содержащий меди (Сu), олова (Sn), марганца (Mn), никеля (Ni) и до 0,6% алюминия (Аl). При холодной газовой сварке этим припоем металл паяльно-сварного шва имеет цвет чугуна, твердость НВ 180-200 и временное сопротивление разрыву 280-340 МН/м2.
В качестве припоя используется кремнистая проволока ЛОК 59-1-03, содержал в среднем до 0,3% Si. Для пайки-сварки изделий, к механическим свойствам которых предъявляются повышенные требования, применяют припой ЛОМНА 49-25-10-4-0,4, содержащий меди (Сu), олова (Sn), марганца (Mn), никеля (Ni) и до 0,6% алюминия (Аl). При холодной газовой сварке этим припоем металл паяльно-сварного шва имеет цвет чугуна, твердость НВ 180-200 и временное сопротивление разрыву 280-340 МН/м2.
Для холодной газовой сварки чугуна используют поверхностно-активный флюс марки ФПСН-2. Он содержит 45% борной кислоты, 22,5% углекислого лития, 22,5% соды кальцинированной и 10% солевой лигатуры. Его применяют в виде порошка или пасты. Флюс плавится при температуре 600-650°С. Холодную газовую сварку чугуна выполняют обычной сварочной горелкой, работающей на ацетилене или газах-заменителях. Вначале слегка окисленным пламенем нагревают место наплавки до 450-500°С, а затем в разделку вводят флюс. Пайку-сварку начинают в момент плавления флюса, направляя пламя на прилегающие к разделке участки. Расплавленный флюс прутком припоя равномерно распределяют по всей поверхности завариваемого места, затем пламя направляют на конец прутка, расплавляют его и заполняют разделку металлом припоя. Наплавленный металл сразу же после сварки проковывают ручным медным молотком.
Расплавленный флюс прутком припоя равномерно распределяют по всей поверхности завариваемого места, затем пламя направляют на конец прутка, расплавляют его и заполняют разделку металлом припоя. Наплавленный металл сразу же после сварки проковывают ручным медным молотком.
Технология сварки чугуна и ее особенности
Полуавтоматы для дуговой сварки и их основные узлы
Чугунами называются железоуглеродистые сплавы с содержанием углерода свыше 2,0 %.
Обычный чугун представляет собой железоуглеродистокремниевый сплав, содержащий углерода от 2,5 до 4 %, кремния от 1 до 5 % в сочетании с различными количествами марганца, серы и фосфора; иногда при этом имеются один или несколько специальных легирующих элементов вроде никеля, хрома, молибдена, ванадия, титана и пр.
Чугун является дешевым, обладающим хорошими литейными свойствами сплавом, который благодаря ряду других особых свойств нашел широкое применение в народном хозяйстве, особенно в машиностроении.
В зависимости от состояния углерода в сплаве различают два основных вида чугуна: белый и серый чугун.
Серые чугуны получили большое распространение; с их сваркой приходится встречаться главным образом при исправлении брака чугунного литья и при ремонте.
Структура чугуна, его физические и механические свойства зависят от скорости охлаждения и химического состава чугуна. При одинаковом химическом составе и прочих равных условиях высокая скорость охлаждения способствует образованию в чугуне цемента, т. е. получению белого чугуна. Замедленное охлаждение, напротив, вызывает выделение углерода в состоянии графита с получением серого чугуна.
Промежуточные скорости охлаждения дают различные переходные структуры металлической части: цементно-перлитную, перлитную, перлито-ферритную, ферритную.
Все смеси чугуна по своему влиянию на цементит делят на две группы: графитообразующие, способствующие образованию графита, и карбидообразующие, задерживающие образование графита. Рассмотрим влияние некоторых примесей. Кремний является после углерода наиболее важной примесью чугуна и относится к графитообразующим
Рассмотрим влияние некоторых примесей. Кремний является после углерода наиболее важной примесью чугуна и относится к графитообразующим
примесям. При содержании кремния выше 4,5 % практически весь углерод выпадает в виде графита. Сера образует легкоплавкие эвтектики и является активным карбидообразователем, что увеличивает хрупкость чугуна. Поэтому содержание серы в чугуне строго ограничивается (не более 0,15 %). Марганец, как и в стали, снижает содержание серы в чугуне; при содержании в чугуне до 0,8 % действует как графитизатор, выше 1 % — как слабый карбидообразователь; дальнейшее увеличение содержания марганца усиливает его карбидообразующее действие. Фосфор придает расплавленному чугуну жидкотекучесть и образует сложную фосфидную эвтектику, повышающую твердость и хрупкость чугуна. Твердость является важной характеристикой чугуна; она зависит от структуры, легирующих примесей и размера графитных включений. Наименьшую твердость имеют ферритные чугуны, в которых почти весь углерод находится в свободном состоянии; перлитный чугун с пластинчатым графитом имеет 220—240 НВ, а структура цементита 750 HA. Чем больше размеры графитных включений, тем меньше твердость чугуна. При выборе способа сварки чугуна необходимо учитывать, что: высокая его
Чем больше размеры графитных включений, тем меньше твердость чугуна. При выборе способа сварки чугуна необходимо учитывать, что: высокая его
хрупкость при неравномерном нагреве и охлаждении может привести к появлению трещин в процессе сварки; ускоренное охлаждение приводит к образованию отбеленной прослойки в околошовной зоне и затрудняет его дальнейшую механическую обработку; сильное газообразование в жидкой ванне может привести к пористости сварных швов; высокая жидкотекучесть чугуна вызывает необходимость в ряде случаев к подформовке. Чугунные детали, работающие длительное время при высоких температурах, почти не поддаются сварке. Это происходит в результате того, что под действием высоких температур (300—400 °С и выше) углерод и кремний окисляются, и чугун становится очень хрупким. Чугун с окисленным углеродом и кремнием называют горелым. Так же плохо свариваются чугунные детали, работающие длительное время в соприкосновении с маслом и керосином. В таких случаях поверхность чугуна как бы пропитывается маслом и керосином, которые при сварке сгорают и образуют газы, способствующие появлению сплошной пористости в сварном шве. Различают два способа сварки чугуна. Холодная сварка чугуна — это сварка без предварительного нагрева изделия. Горячая сварка чугуна — это такой способ, при котором осуществляется предварительный и сопутствующий нагрев изделия до 600— 700 °С с последующим медленным охлаждением. Такой процесс уменьшает скорость охлаждения металла сварочной ванны и околошовной зоны, что обеспечивает полную графитизацию металла шва и отсутствие отбела в околошовной зоне, а также исключает возможность появления сварочных напряжений. Подогрев чугунного изделия до 250—400 °С для уменьшения сварочных напряжений и скорости охлаждения с целью получения более пластичной структуры металлической основы чугуна часто называют полугорячей сваркой. Способ холодной сварки требует меньше затрат. Кроме того, при нем имеется возможность варьировать в больших пределах химический состав металла шва. Но при наложении валика на холодную поверхность чугуна вследствие быстрого отвода теплоты в околошовной зоне образуются отбеленные участки, а металл шва также может получиться твердым и хрупким.
Различают два способа сварки чугуна. Холодная сварка чугуна — это сварка без предварительного нагрева изделия. Горячая сварка чугуна — это такой способ, при котором осуществляется предварительный и сопутствующий нагрев изделия до 600— 700 °С с последующим медленным охлаждением. Такой процесс уменьшает скорость охлаждения металла сварочной ванны и околошовной зоны, что обеспечивает полную графитизацию металла шва и отсутствие отбела в околошовной зоне, а также исключает возможность появления сварочных напряжений. Подогрев чугунного изделия до 250—400 °С для уменьшения сварочных напряжений и скорости охлаждения с целью получения более пластичной структуры металлической основы чугуна часто называют полугорячей сваркой. Способ холодной сварки требует меньше затрат. Кроме того, при нем имеется возможность варьировать в больших пределах химический состав металла шва. Но при наложении валика на холодную поверхность чугуна вследствие быстрого отвода теплоты в околошовной зоне образуются отбеленные участки, а металл шва также может получиться твердым и хрупким. Превращения в околошовной зоне при холодной сварке чугуна определяются химическим составом, исходной структурой свариваемого чугуна и распределением температур в поперечном сечении соединения. Для рассмотрения структурных превращений в околошовной зоне воспользуемся тройной диаграммой состояния Fe—C— Si, связав ее с участками зоны термического влияния свариваемого чугуна посредством кривой распределения температуры. На рис. 84 изображена плоская диаграмма состояния Fe—C—Si с разрезом в точке, соответствующей 2,5 % кремния. Хотя приведенная схема справедлива только для одного определенного состава чугуна, она дает возможность на этом конкретном примере выяснить основные положения по связи температуры и скорости ее изменения со структурой отдельных участков околошовной зоны. Из схемы следует, что вся оклошовная зона состоит из пяти основных участков, особенности которых и разберем.
Превращения в околошовной зоне при холодной сварке чугуна определяются химическим составом, исходной структурой свариваемого чугуна и распределением температур в поперечном сечении соединения. Для рассмотрения структурных превращений в околошовной зоне воспользуемся тройной диаграммой состояния Fe—C— Si, связав ее с участками зоны термического влияния свариваемого чугуна посредством кривой распределения температуры. На рис. 84 изображена плоская диаграмма состояния Fe—C—Si с разрезом в точке, соответствующей 2,5 % кремния. Хотя приведенная схема справедлива только для одного определенного состава чугуна, она дает возможность на этом конкретном примере выяснить основные положения по связи температуры и скорости ее изменения со структурой отдельных участков околошовной зоны. Из схемы следует, что вся оклошовная зона состоит из пяти основных участков, особенности которых и разберем.
Рис. 84. Структурные превращения в зоне термического влияния в чугуне при сварке
Участок 1-й (неполного расплавления) ограничивается
температурами в пределах 1150—1250 °С. В процессе сварки в нем наряду с жидкой фазой имеется твердая фаза, которая представляет собой аустенит с предельным содержанием углерода (1,7—2,0 %). При большой скорости охлаждения на этом участке может иметь место образование белого чугуна. Участок 2-й (аустенита) в процессе нагрева и охлаждения находится в твердом состоянии и в рассматриваемом случае ограничен эвтектической (1150 °С) и эвтектоидной (800 °С) температурами. Структура участка определяется исходной структурой чугуна и температурой нагрева. При охлаждении участка аустенита изменения в структуре будут происходить в соответствии с изменением температуры и скорости охлаждения. Для того, чтобы на данном участке не получить мартенсит, скорость его охлаждения должна быть небольшой. При заданном составе чугуна это может быть достигнуто изменением погонной энергии дуги или повышением начальной температуры свариваемого изделия подогревом. Структура по ширине участка в связи со значительным интервалом температур в 360 °С также будет меняться.
В процессе сварки в нем наряду с жидкой фазой имеется твердая фаза, которая представляет собой аустенит с предельным содержанием углерода (1,7—2,0 %). При большой скорости охлаждения на этом участке может иметь место образование белого чугуна. Участок 2-й (аустенита) в процессе нагрева и охлаждения находится в твердом состоянии и в рассматриваемом случае ограничен эвтектической (1150 °С) и эвтектоидной (800 °С) температурами. Структура участка определяется исходной структурой чугуна и температурой нагрева. При охлаждении участка аустенита изменения в структуре будут происходить в соответствии с изменением температуры и скорости охлаждения. Для того, чтобы на данном участке не получить мартенсит, скорость его охлаждения должна быть небольшой. При заданном составе чугуна это может быть достигнуто изменением погонной энергии дуги или повышением начальной температуры свариваемого изделия подогревом. Структура по ширине участка в связи со значительным интервалом температур в 360 °С также будет меняться. Участок 3-й (перекристаллизации) очень узкий, он имеет интервал температур всего 30 °С. Структура этого участка будет промежуточной по сравнению со структурами 2-го и 4-го участков. Участок 4-й (графитизации и сфероидизации карбидов) характеризуется тем, что нагревается ниже критических температур. На нем наблюдается увеличение количества графита вследствие графитизации карбидов и некоторой их сфероидизации (округления). Этот процесс улучшает структуру и механические свойства металла, он зависит от исходной структуры чугуна и длительности его нагрева. Участок 5-й (исходной структуры) нагревается до температуры не выше 400—500 ° С; структурных изменений в нем нет. Склонность к отбелу металла на участке неполного расплавления околошовной зоны тем больше, чем меньше в чугуне углерода и кремния. Чтобы избежать при сварке чугуна отбела в 1-м участке околошовной зоны, необходимо, чтобы содержание углерода в нем было не менее 3 %, кремния не менее 2 %, а графита не менее 2,5 %. Металл шва оказывает существенное влияние на отбел 1-го участка зоны.
Участок 3-й (перекристаллизации) очень узкий, он имеет интервал температур всего 30 °С. Структура этого участка будет промежуточной по сравнению со структурами 2-го и 4-го участков. Участок 4-й (графитизации и сфероидизации карбидов) характеризуется тем, что нагревается ниже критических температур. На нем наблюдается увеличение количества графита вследствие графитизации карбидов и некоторой их сфероидизации (округления). Этот процесс улучшает структуру и механические свойства металла, он зависит от исходной структуры чугуна и длительности его нагрева. Участок 5-й (исходной структуры) нагревается до температуры не выше 400—500 ° С; структурных изменений в нем нет. Склонность к отбелу металла на участке неполного расплавления околошовной зоны тем больше, чем меньше в чугуне углерода и кремния. Чтобы избежать при сварке чугуна отбела в 1-м участке околошовной зоны, необходимо, чтобы содержание углерода в нем было не менее 3 %, кремния не менее 2 %, а графита не менее 2,5 %. Металл шва оказывает существенное влияние на отбел 1-го участка зоны. Наибольшая склонность к отбелу на этом участке возникает тогда, когда сварка чугуна (первого слоя) производится стальными электродами с обычным тонким покрытием, так как при этом вследствии конвективной диффузии углерода из жидкой фазы 1-го участка в металл шва его содержание в 1-м участке околошовной зоны заметно снижается. Уменьшение склонности к отбелу 1-го участка при сварке чугуна может быть достигнуто введением в металл шва таких графити-заторов, как медь, никель, т. е. соответствующим изменением химического состава металла шва. Исключить или уменьшить возможность образования мартенсита во 2-м участке околошовной зоны можно снижением скорости охлаждения, что достигается увеличением погонной энергии или подогревом изделия.
Наибольшая склонность к отбелу на этом участке возникает тогда, когда сварка чугуна (первого слоя) производится стальными электродами с обычным тонким покрытием, так как при этом вследствии конвективной диффузии углерода из жидкой фазы 1-го участка в металл шва его содержание в 1-м участке околошовной зоны заметно снижается. Уменьшение склонности к отбелу 1-го участка при сварке чугуна может быть достигнуто введением в металл шва таких графити-заторов, как медь, никель, т. е. соответствующим изменением химического состава металла шва. Исключить или уменьшить возможность образования мартенсита во 2-м участке околошовной зоны можно снижением скорости охлаждения, что достигается увеличением погонной энергии или подогревом изделия.
Методы контроля качества сварных соединений могут быть разделены на две основные группы: методы контроля без разрушения образцов или изделий — неразрушающий контроль; методы контроля с разрушением образцов или производственных стыков …
Надежность эксплуатации сварных соединений зависит от их соответствия нормативно-технической документации, которая регламентирует конструктивные размеры и форму готовых сварных швов, прочность, пластичность, коррозионную стойкость и свойства сварных соединений. Сварные соединения, выполненные …
Сварные соединения, выполненные …
Для предупреждения пожаров необходимо соблюдать следующие противопожарные мероприятия. Постоянно следить за наличием и исправным состоянием противопожарных средств (огнетушителей, ящиков с сухим песком, лопат, пожарных рукавов, асбестовых покрывал и т. д.). …
Как сваривать чугун: полное руководство
Сварка чугуна возможна, но проблематична из-за высокого содержания углерода. Это содержание углерода часто составляет 2-4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл шва и/или околошовную зону, что приводит к повышению хрупкости/твердости. Это, в свою очередь, может привести к трещинам после сварки.
Чугун состоит из железа и углерода в различных соотношениях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. д., для улучшения определенных свойств. Кроме того, он может содержать значительно более высокое содержание серы и фосфора, чем примеси, что затрудняет сварку без образования трещин.
Различные типы чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, за исключением белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали.
Однако бывает трудно определить разницу между этими различными типами чугуна без подробного металлургического анализа. Несмотря на это, чугун — это долговечный, износостойкий металл, который использовался веками.
Этапы подготовки к сварке чугунаПрежде чем приступить к сварке чугуна, необходимо выполнить четыре основных этапа, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Определение типа чугуна
- Очистка отливки
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1.
Определение типа чугуна2 9 Первый шаг этого вида сварки определяет, какой это чугун. Существует множество типов, и вам не захочется сваривать большинство из них.
Существует множество типов, и вам не захочется сваривать большинство из них.Чугун имеет плохую пластичность, поэтому он может треснуть из-за термических напряжений при быстром нагревании или охлаждении. Склонность к растрескиванию зависит от типа/категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
- Серый чугун: Это наиболее распространенная форма чугуна. Углерод осаждается в графитовые чешуйки во время производства в перлитную или ферритную кристаллическую микроструктуру. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет собой проблему для будущих сварщиков, поскольку чешуйки графита в сером чугуне могут попасть в сварочную ванну, вызывая охрупчивание металла сварного шва.
- Белый чугун: Белый чугун удерживает углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым.
- Ковкий, шаровидный или ковкий чугун: Все эти чугуны менее хрупкие из-за микроструктурных различий, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
 Белый чугун обычно считается несвариваемым.
Белый чугун обычно считается несвариваемым.Самый простой способ определить, с каким типом утюга вы работаете, — проверить оригинальную спецификацию. Химический и металлографический анализы также могут помочь в определении категории чугуна, с которым вы работаете.
Есть и другие способы определить разницу между сплавами; серый чугун будет иметь серый цвет вместе с точкой излома, в то время как белый чугун будет иметь более белый цвет вдоль излома из-за содержащегося в нем цементита. Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.
Серый чугун является наиболее распространенным типом свариваемого чугуна и должен быть единственным чугуном, который вы пытаетесь сплавить, если у вас нет опыта его литья или сварки. Наличие кого-то опытного, чтобы помочь вам, является еще одним хорошим вариантом.
Наличие кого-то опытного, чтобы помочь вам, является еще одним хорошим вариантом.
2.
Очистка отливкиНезависимо от сплава все отливки должны быть должным образом подготовлены перед сваркой. При подготовке отливки к сварке очень важно удалить все поверхностные материалы. Отливка должна быть абсолютно чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего осторожно и медленно подавать тепло в зону сварки в течение короткого времени, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение на металл сварочного шва — при наличии примесей он будет пористым. Этот проход можно сточить, и процесс повторяется несколько раз, пока пористость не исчезнет.
3.
Температура предварительного нагрева Все чугуны подвержены растрескиванию под нагрузкой. Тепловой контроль является единственным наиболее важным фактором в предотвращении трещин.
Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной контроля нагрева является тепловое расширение. Когда металл нагревается, он расширяется. Напряжение не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет накапливаться, когда тепло локализовано в небольшой зоне термического влияния (HZ).
Локальный нагрев приводит к ограниченному расширению ГП сдерживается более холодным металлом вокруг него. Степень результирующего напряжения зависит от температурного градиента между ГЦ и телом отливки. В стали и других пластичных металлах напряжение, вызванное ограниченным расширением и сжатием, снимается растяжением.
К сожалению, это может привести к растрескиванию в период усадки, поскольку чугуны обладают относительно низкой пластичностью. Предварительный подогрев уменьшает температурный градиент между телом отливки и ГЦ, тем самым сводя к минимуму растягивающие напряжения, вызванные сваркой. Как правило, высокотемпературные методы сварки требуют предварительного нагрева при более высокой температуре.
Как правило, высокотемпературные методы сварки требуют предварительного нагрева при более высокой температуре.
Если адекватный предварительный нагрев невозможен, наилучшей стратегией является минимизация подвода тепла, выбор низкотемпературного процесса сварки и сварки прутками или проволокой с низкой температурой плавления.
Скорость охлаждения — еще один фактор, оказывающий непосредственное влияние на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, в результате чего сварные швы становятся хрупкими и легко растрескиваются. Напротив, низкое охлаждение снижает напряжение закалки и усадки.
4. Техника сварки Использование для сварки чугуна
Теоретически любой из распространенных процессов дуговой сварки, такой как ручная дуговая сварка металлическим электродом, дуговая сварка с флюсовой проволокой, сварка металлическим активным газом, дуговая сварка под флюсом, дуговая сварка вольфрамовым электродом и т. д. можно использовать, обычно предпочтительнее процесс, который способствует медленному нагреву и охлаждению.
Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что правильная сварка используются штанги. Выбор электрода будет зависеть от области применения, требуемого сочетания цветов и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки металлическим электродом: на основе железа и на основе никеля. Электрод на основе железа будет производить металл сварного шва с высоким содержанием углерода мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета.
Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла шва.
Во всех случаях необходимо свести к минимуму плавление основного металла. Это сведет к минимуму разбавление.
2. Сварка MAGСварка MAG обычно выполняется с использованием никелевого расходного материала. Для большинства применений подойдет смесь 80% аргона и 20% углекислого газа. Хотя можно использовать проволоку для пайки, обычно это не рекомендуется, так как припой будет значительно слабее, чем отливка.
3. Сварка ВИГСварка ВИГ может обеспечить чистый сварной шов на чугуне, но, как правило, не является предпочтительной из-за сильно локализованных характеристик нагрева. Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
4. Ацетиленокислородная сварка При сварке кислородом и ацетиленом также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Необходимо соблюдать осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный стержень следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы свести к минимуму температурные градиенты.
5. Сварка пайкойСварка пайкой является распространенным методом соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный стержень обеспечивает наполнитель, который прилипает к поверхности чугуна. Из-за более низкой температуры плавления наполнителя по сравнению с чугуном наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этого метода сварки, поскольку соединение зависит от качества наполнителя, смачивающего поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением.
Жидкость, способствующая смачиванию, что позволяет наполнителю течь по соединяемым металлическим частям. Он также очищает детали от оксидов, чтобы наполнитель более плотно сцеплялся с металлическими деталями. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Методы сварки без предварительного нагреваРазмер отливки или другие обстоятельства могут потребовать выполнения ремонта без предварительного нагрева. В этом случае деталь должна быть прохладной, но не холодной.
Повышение температуры литья до 100 градусов по Фаренгейту полезно. Если деталь находится на двигателе, можно запустить ее на несколько минут, чтобы получить эту температуру. Никогда не нагревайте отливку до такой температуры, что вы не сможете положить на нее голую руку.
Сделайте короткие сварные швы длиной примерно 1 дюйм. В этом методе важна проклевка после сварки. Дайте сварному шву и отливке остыть. Не ускоряйте скорость охлаждения водой или сжатым воздухом.
Возможна сварка в другом месте отливки, пока предыдущий сварной шов остывает. Все кратеры должны быть заполнены. По возможности шарики должны располагаться в одном направлении, и желательно, чтобы концы параллельных шариков не совпадали друг с другом.
Использование присадочной проволоки или электрода для сварки чугунаКак упоминалось выше, выбор сварочной проволоки важен для сварки чугуна, хотя большинство экспертов рекомендуют использовать никелевую проволоку.
1. Стержни из 99% никеляЭти электроды дороже, чем другие варианты, но также обеспечивают наилучшие результаты. Стержни из 99% никеля обеспечивают сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
2. Стержни из 55% никеля Менее дорогие, чем стержни из 99% никеля, они также поддаются механической обработке и часто используются для ремонта толстых профилей. Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержниСтальные стержни представляют собой самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
4. Припой из бронзы Можно использовать ацетиленокислородную пайку или использовать стержни для сварки TIG. Это хороший способ обеспечить прочность в трещине или между двумя компонентами, нуждающимися в соединении, при этом не вызывая растрескивания и изменения свойств чугуна.
Как и в большинстве случаев сварки, чем чище поверхность, тем качественнее будут сварные швы. Иногда материал, который вы свариваете, имеет запасы дыма или масла на протяжении всей отливки, и это вызывает проблемы при сварке. Есть определенные вещи, о которых нужно знать, когда вы свариваете чугун.
Использование расходных материалов для сварки, таких как стержни из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточный сварной шов.
Проклевка — это процесс постукивания по мягкому сварному шву при его охлаждении с помощью ударного молотка для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, так как в первую очередь причиной появления трещин является неравномерный или быстрый нагрев или охлаждение детали. Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Существуют разные мнения о том, следует ли сваривать горячим или холодным способом. Все согласны с тем, что предварительный нагрев — хороший вариант, но есть несколько человек, которые считают, что сварки с минимальным нагревом также достаточно.
При принятии решения о том, как сваривать чугун, необходимо использовать один из этих подходов, потому что, в отличие от большинства металлов, чугун является хрупким и имеет очень минимальную способность к деформации при изгибе или расширении и сжатии. Тепло всегда оказывает деформирующее воздействие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и трещины.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, обеспечивая равномерное изменение всего компонента. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому очень важно не подвергать компонент чрезмерному нагреву.
Считается, что сварка чугуна в холодном состоянии без предварительного нагрева и с использованием минимального тепла способствует снижению общей температуры. Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный шов, чем горячий шов без предварительного нагрева. Тем не менее, внутреннее напряжение все еще возникает, что может проявиться позже в течение срока службы компонента, и в целом оно приводит к более слабому сварному шву, чем при правильном предварительном нагреве перед сваркой.
Опытные сварщики чугуна, работающие на ремонте или изготовлении чугунных изделий регулярно всегда и только предварительно нагревают. Это лучший способ обеспечить прочность сварного шва внутри, а не только отсутствие видимых трещин.
Сварка и шитье чугуна
Терри Симс
Майтон-Бридж (1868 г. ), Майтон-он-Свейл, Северный Йоркшир, после структурного ремонта и реставрационных работ по замене
недостающие и поврежденные компоненты ), Майтон-он-Свейл, Северный Йоркшир, после структурного ремонта и реставрационных работ по замене
недостающие и поврежденные компоненты |
Одни из самых впечатляющих британских конструкции изготовлены из чугуна, один одним из самых ранних и известных является мост в Айронбридже в Колбрукдейле, Город в Шропшире часто называют колыбелью промышленная революция.
В 18 веке чугун стал более широко доступный, он был быстро принят в конструкционных и декоративных целях. красота материала заключалась в том, что он мог быть производится в самых разнообразных формах и конструкций и серийно выпускаемых, позволяющих выдерживать несущую колонны и изысканные фасады создан на долю стоимости традиционных каменные резные.
Это развитие совпало с периодом
быстрого роста торговли и коммерции,
отражение в великолепных зданиях, таких как
Донкастерская кукурузная биржа, рынок Дьюсбери
Холл и великие замыслы
железнодорожные станции по всей стране.
Этим зданиям уже более века. часто весьма красивы, а также имеет большое архитектурное и историческое значение, и многие из них перечислены, что требует тщательного подход к ремонту и восстановлению, если структурные происходит сбой.
Серый чугун, форма, наиболее часто встречается в викторианских зданиях, был обычно производится в формах из зеленого песка. («Зеленый» относится к способности агрегата быть форма, а не цвет.) Этот процесс позволил для воспроизведения мелких деталей, но и представила врожденную проблему хрупкости в материал.
ТИПИЧНЫЕ ПРОБЛЕМЫ Серый чугун обладает отличными свойствами при
сжатие, но оно намного слабее современных
конструкционные стали, где сдвигающие нагрузки и растяжения
вовлечены.
На сегодняшний день проседание является одним из самых частые причины поломки конструкции чугунные конструкции. Благодаря методу конструкция может быть не замечена до тех пор, пока неудача достигла довольно продвинутой стадии. Причина этого в том, что в структурах, состоящих чугунных колонн и балок, обычно необходимо замаскировать болтовые соединения какое-то декоративное покрытие. Эти обложки могут скрывать глубинные проблемы и, в этом смысле, великолепие декоративного литья также может быть его падением.
В случае проседания здания построенный из колонн и чугунных балок, давление будет оказываться на болты, ведущие к локальные трещины в балках и возможные отказ.
Еще одна распространенная причина разрушения конструкции
попадание воды между секциями чугуна,
особенно если предыдущая корректирующая работа была
осуществляется с помощью болтов из нержавеющей стали, которые
не были изолированы с помощью нейлоновых шайб.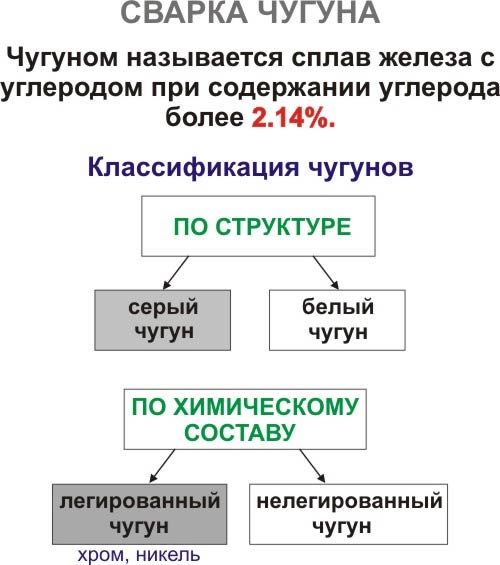 В
присутствии влаги, это быстро приводит к
биметаллическая коррозия и последующая коррозия
и трещины в области вокруг болтов.
В
присутствии влаги, это быстро приводит к
биметаллическая коррозия и последующая коррозия
и трещины в области вокруг болтов.
В одном случае при косметическом ремонте эдвардианский рыночный зал, большая часть декоративное литье выпало при нанесении краски соскоблил его. Для определения степени проблема, инженеры, работающие от вишневых сборщиков удалены небольшие квадраты материала из некоторые из декоративных отливок, чтобы показать болтовые соединения между колоннами и металлоконструкции. Они обнаружили, что практически все болты, которые они осмотрели, вышли из строя: новые секции потребовались балки и существующие колонны пришлось усиливать.
Хотя изначально чугун
введен в качестве огнеупорного материала в текстильной промышленности
мельницы и склады, под сильным жаром это
как строительный материал не годится. Где пожары опустошили викторианский чугун
здания, Донкастерская кукурузная биржа
например, часто имело место серьезное
структурный отказ. Проблемы усугубляются
при тушении пожара с помощью пожарных рукавов
так как резкое изменение температуры вызывает
происходит дальнейшее охрупчивание и растрескивание
колонны и балки. Это часто сопровождается
полным разрушением декоративного слепка
железные черты.
Где пожары опустошили викторианский чугун
здания, Донкастерская кукурузная биржа
например, часто имело место серьезное
структурный отказ. Проблемы усугубляются
при тушении пожара с помощью пожарных рукавов
так как резкое изменение температуры вызывает
происходит дальнейшее охрупчивание и растрескивание
колонны и балки. Это часто сопровождается
полным разрушением декоративного слепка
железные черты.
Опять же из-за хрупкости серого цвета
чугуна, повреждения от удара могут иметь разрушительные
последствия. Примеры тому приведены
серией искусно украшенных чугунных
фонтаны, расположенные на кольцевых развязках в г.
Район авеню Кингстон-апон-Халл. Через
период времени все были разрушены в результате
дорожно-транспортных происшествий и должны были быть отремонтированы.
Чугун можно ремонтировать с помощью различных процессов в зависимости от характера чугун и обстоятельства, при которых ремонт должен быть выполнен. Эти процессы включают в себя специальные методы сварки, холодная металлическая строчка и различные виды армирование.
| Ремонт мелкоразмерной отливки с помощью ручной дуговой сварки металлическим электродом: вверху слева, сломанные участки до ремонта; внизу, предварительно нагревая сломанные секции; вверху справа, сварка разделы; а внизу шлифовка ремонтной глади | |
ТИПЫ КОНСТРУКЦИОННОГО ЧУГУНА
Чугун обычно имеет содержание углерода два
до четырех процентов, что в десять раз больше, чем
большинство сталей. Кроме серого чугуна есть
две другие формы; белый чугун, который
в основном используется в машиностроении
приложений и железа с шаровидным графитом (SG).
В большинстве случаев тщательное расследование
требуется для определения точного типа чугуна
отбор проб для лабораторного анализа.
Кроме серого чугуна есть
две другие формы; белый чугун, который
в основном используется в машиностроении
приложений и железа с шаровидным графитом (SG).
В большинстве случаев тщательное расследование
требуется для определения точного типа чугуна
отбор проб для лабораторного анализа.
Название «серый» чугун происходит от его цвет при изломе по сравнению с внешний вид белого чугуна. Его высокое содержание углерода содержание приводит к образованию графита, создавая плоскости слабости, и именно для этого Причина, по которой его прочность на растяжение и ударная вязкость уступают конструкционным сталям.
Чугун SG является вторым по распространенности
столкнулся с формой чугуна в викторианском стиле
здания. С исторической точки зрения,
это свидетельствовало об улучшении
механические свойства исходного серого литья
утюг. Его получают путем обработки чугуна.
с добавками магния или церия перед
Кастинг. Это создает отливки, в которых графит находится в
сфероидальную форму, а не чешуйки, в результате чего
в большей пластичности и более высокой прочности на растяжение
чем серый чугун.
Его получают путем обработки чугуна.
с добавками магния или церия перед
Кастинг. Это создает отливки, в которых графит находится в
сфероидальную форму, а не чешуйки, в результате чего
в большей пластичности и более высокой прочности на растяжение
чем серый чугун.
Исходя из эмпирического подхода, один из способы сказать разницу между серым чугун и чугун СГ (хотя и не безошибочный) заключается в том, что при бурении серый чугун дает мелкие кусочки материала и пыли, в то время как Железо СГ производит что-то напоминающее маленькое повороты, часто сопровождающиеся характерным запах.
С точки зрения свариваемости серый литой
железо обычно требует специального нагрева
обработка до, во время и после сварки.
Для сравнения, железо SG легче
поддается сварке в большинстве случаев. Это потому что
крупные чешуйки графита в сером чугуне
сделать его менее пластичным, что приведет к созданию
хрупких микроструктур в зоне термического влияния
зона. Напротив, шаровидный графит в
Чугуны SG обеспечивают большую пластичность, уменьшая
появление хрупких микроструктур.
Это потому что
крупные чешуйки графита в сером чугуне
сделать его менее пластичным, что приведет к созданию
хрупких микроструктур в зоне термического влияния
зона. Напротив, шаровидный графит в
Чугуны SG обеспечивают большую пластичность, уменьшая
появление хрупких микроструктур.
Серый чугун особенно уязвим к силы расширения и сжатия, создаваемые в процессе сварки и в качестве материала начинает остывать. Для преодоления этой проблемы необходимо обычно необходимо предварительно нагреть всю отливку медленно и равномерно до начала сварки, а потом надо дать остыть постепенно.
СВАРОЧНЫЙ ЧУГУН Как можно понять, все эти факторы
сильно влияет на практичность
ремонт конструкционных и декоративных отливок. Незначительные дефекты декоративной отливки или трещины
обычно не более 25 мм в длину.
эффективно сваривать на месте. Однако в
в некоторых случаях сварка полностью исключена
из-за проблем с удалением очень больших
элементы конструкции и их термическая обработка в
соответствующим образом. В этом случае альтернатива
виды ремонта, такие как холодная прошивка металлом
(где не используется тепло), армирование
или может потребоваться полная замена
считается.
Незначительные дефекты декоративной отливки или трещины
обычно не более 25 мм в длину.
эффективно сваривать на месте. Однако в
в некоторых случаях сварка полностью исключена
из-за проблем с удалением очень больших
элементы конструкции и их термическая обработка в
соответствующим образом. В этом случае альтернатива
виды ремонта, такие как холодная прошивка металлом
(где не используется тепло), армирование
или может потребоваться полная замена
считается.
К счастью, есть много экземпляров где участки конструкционной и декоративной отливки можно транспортировать в мастерскую где сварку можно проводить под тщательно контролируемые условия.
В некоторых случаях для
предварительный нагрев отливки, но во многих случаях
эффективнее сделать импровизированный
ограждение с использованием огнеупорных материалов. Это позволяет
отливка должна быть предварительно нагрета до температуры
200-300°С на кислородно-ацетиленовом оборудовании
подключен к насадке для перца, которая
рассеивает тепло по максимально возможной площади
кастинга. Эта температура поддерживается
на протяжении всего цикла сварки и, когда
сварка завершена, очень медленное, равномерное охлаждение
скорость должна быть достигнута.
Это позволяет
отливка должна быть предварительно нагрета до температуры
200-300°С на кислородно-ацетиленовом оборудовании
подключен к насадке для перца, которая
рассеивает тепло по максимально возможной площади
кастинга. Эта температура поддерживается
на протяжении всего цикла сварки и, когда
сварка завершена, очень медленное, равномерное охлаждение
скорость должна быть достигнута.
Один из способов предварительного нагрева температура поддерживается с помощью термоодеяло для покрытия отливки. Этот требует значительного мастерства со стороны сварщик, который должен завершить сварку, пока регулировка теплового одеяла, чтобы содержать жару и защитить себя.
В случае очень больших конструкционных отливок, таких как колонны и балки,
Викторианские вокзалы, подогрев может
нецелесообразно из-за габаритов
компонент или сложность удаления
это с сайта. В этих условиях сварка
метод включает в себя выбор низкой силы тока
настройка для снижения тепловложения и предотвращения местного
перегрев. Наварить валики примерно
Применяются 30-75 мм в длину и площадь
сразу же «зачищается» легким ударом молотком
для снижения напряжений в сварном соединении. Этот
процедуру повторяют, убедившись, что сварка
шарики расположены достаточно далеко друг от друга, чтобы избежать
локальное накопление тепла.
В этих условиях сварка
метод включает в себя выбор низкой силы тока
настройка для снижения тепловложения и предотвращения местного
перегрев. Наварить валики примерно
Применяются 30-75 мм в длину и площадь
сразу же «зачищается» легким ударом молотком
для снижения напряжений в сварном соединении. Этот
процедуру повторяют, убедившись, что сварка
шарики расположены достаточно далеко друг от друга, чтобы избежать
локальное накопление тепла.
При сварке трещин в тонких
профильные отливки, не подлежащие предварительному нагреву,
применяется метод «ступенчатой сварки». В
этот метод, «сбалансированная» сварка является ключом к
успех. Сначала сверлятся отверстия диаметром 3 мм.
конец трещины, чтобы предотвратить ее открытие
дальше при нагревании. Готовясь к
сварки, затем трещина выдалбливается и слегка
земля. Ступенчатая сварка начинается в центре
трещина с использованием отложений длиной 25 мм.
первый депозит вносится справа от центра
а второй слева, дав каждому остыть
полностью, прежде чем переходить к следующему. В
Таким образом, количество применяемого тепла тщательно
сбалансирован на протяжении всего цикла сварки.
Ступенчатая сварка начинается в центре
трещина с использованием отложений длиной 25 мм.
первый депозит вносится справа от центра
а второй слева, дав каждому остыть
полностью, прежде чем переходить к следующему. В
Таким образом, количество применяемого тепла тщательно
сбалансирован на протяжении всего цикла сварки.
При заваривании трещин больших сечений трещина подготовлена в форме буквы «U», чтобы обеспечить стальные шпильки должны быть вставлены с интервалом 75 мм, чтобы укрепить сустав. Во время сварки эти шпильки сплавляться с материалом, на который наносится укрепить сустав.
Ручная дуговая сварка металлическим электродом (ММА)
часто используется при ремонте чугуна
потому что высокотемпературная дуга требует
более низкий уровень предварительного нагрева. С высоким содержанием никеля
электроды используются в этом методе, потому что
их пластичности. Тщательный подход — это
требуется, сначала высушив электроды в
печи, а затем подогрев сварочного колчана.
С высоким содержанием никеля
электроды используются в этом методе, потому что
их пластичности. Тщательный подход — это
требуется, сначала высушив электроды в
печи, а затем подогрев сварочного колчана.
Сила тока установлена низкой, но достаточно высокой, чтобы
сплавить сварочный материал с основным металлом.
Опять же, важен сбалансированный подход,
в секциях от 30 до 40 мм и никогда не закрывая
концов сварного шва до тех пор, пока средняя часть не будет
завершенный.
| Автор, Терри Симс, осматривает сварной шов в чаше фонтана |
Основное преимущество холодной прошивки металлом
заключается в том, что он не предполагает применения
тепла, избегая проблем расширения и
сжатие и возникающие при этом напряжения в
материал. Поэтому все комплексное тепло
процессы обработки, упомянутые выше,
обошел. Это также позволяет избежать необходимости в горячем
разрешения на работу в зданиях, содержащих древесину.
Поэтому все комплексное тепло
процессы обработки, упомянутые выше,
обошел. Это также позволяет избежать необходимости в горячем
разрешения на работу в зданиях, содержащих древесину.
Еще одним важным преимуществом является то, что холод сшивание металлом, как правило, может выполняться в месте, избегая ненужного беспокойства структуры исторических зданий и избегая стоимость и осложнения, связанные с демонтаж конструкций, транспортировка их в мастерской, а затем собрать их на завершение.
Конечно, это не практично и не желательно в каждом случае. Например, более эффективно взять осколки сильно разбитого декоративное литье в мастерскую, где работу можно выполнять легче.
Процесс сшивания холодным металлом начинается с
сверление ряда отверстий под прямым углом к
трещина в отливке и последующее их преобразование
в слот.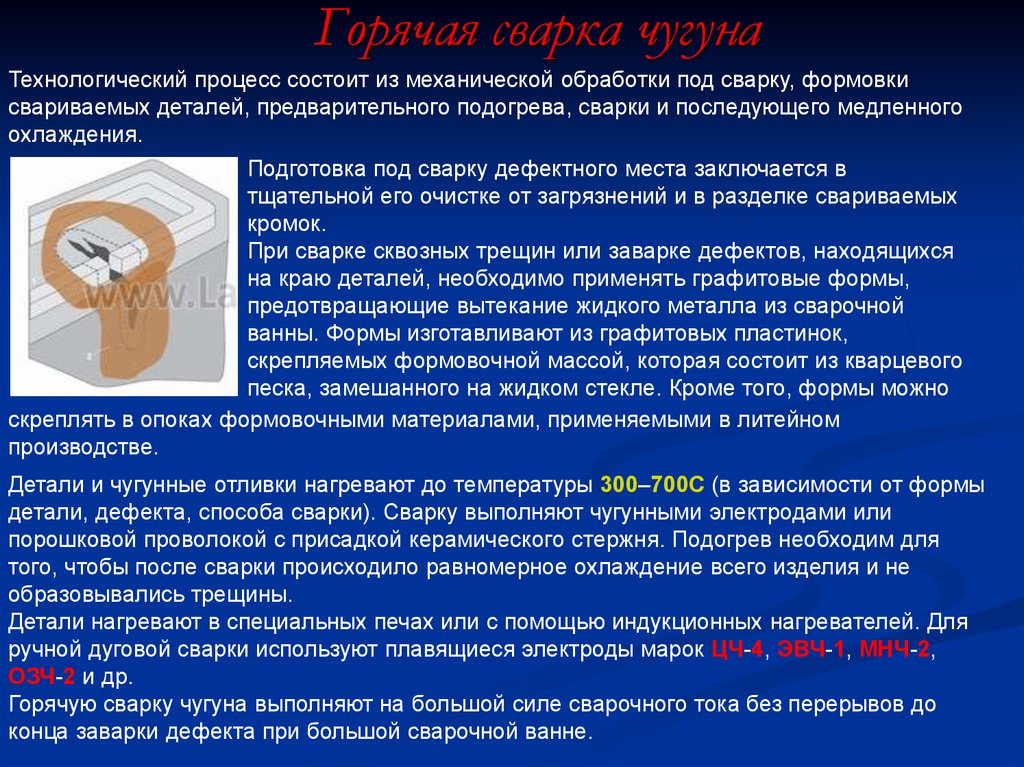 Для достижения правильного расстояния между
отверстий используется специальный сверлильный станок с центрами в
1∕8″, 5/32″, 3 ∕16″ или ¼» в зависимости от толщины
ремонтируемого материала.
Для достижения правильного расстояния между
отверстий используется специальный сверлильный станок с центрами в
1∕8″, 5/32″, 3 ∕16″ или ¼» в зависимости от толщины
ремонтируемого материала.
Готовые замки затем вставляются в слоты для создания моста через сломанные разделы. Замки изготовлены из высокопрочного никеля. стали с тем же коэффициентом расширения, что и чугун. Этот материал специально выбран потому что он достаточно прочен, чтобы выдерживать сдвигающие нагрузки, но достаточно пластичный, чтобы обеспечить необходимое эластичность.
В большинстве ремонтов будет серия замков
и стежки, расположенные через равные промежутки вдоль
трещина. Когда это будет завершено, отверстия
просверливается по линии трещины между
каждый стежок. Они используются для получения специальных
винты, которые заполняют трещину и обеспечивают ее
полностью водонепроницаемая.
Наконец, область, которая была сшита находится на уровне земли по отношению к поверхности оригинала материал для создания бесшовного ремонта. Этим способом, после устранения трещины в области металл часто прочнее оригинального литья железный материал, и когда он был загрунтован и окрашенный ремонт может быть незаметен.
В некоторых случаях, связанных с большой нагрузкой
напряжения, такие как ремонт чугунных колонн,
необходимо дополнительное армирование.
В этих обстоятельствах «мастер-ключ»
вставлены в дополнение к обычным «стежкам».
«Отмычка» представляет собой большую часть металла.
которые могут варьироваться по форме или размеру, чтобы удовлетворить
особые требования к ремонту. Это
включает в себя большую соединительную секцию, которая устанавливается
используя ту же технику, что и традиционная
сшивание.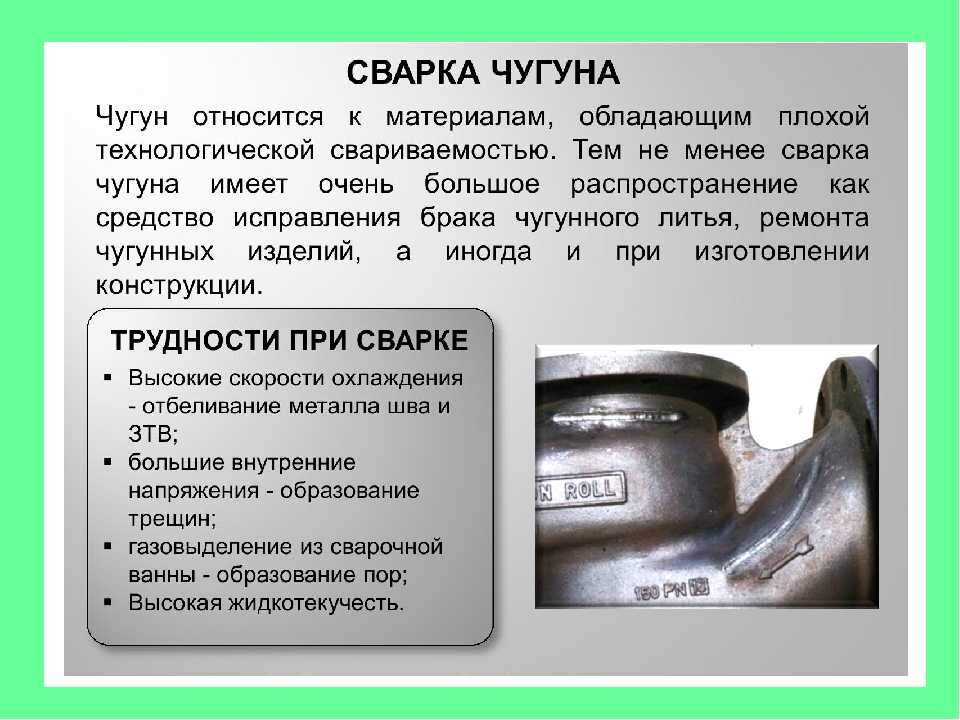
В случаях, когда целые секции материала отсутствуют из-за воздействия коррозии или механическое повреждение, пятно металла, известное как «вставка», может быть сделана для заполнения пробела и сшиты на место. Вставки этого типа могут быть что-нибудь от нескольких дюймов в ширину до нескольких футов.
Прошивка холодным металлом является исключительно универсальная техника, которую можно использовать в ремонт несущих колонн, балок, перемычек кронштейны и другие элементы конструкции. Может также использоваться для восстановления сложных декоративные отливки, которые могли треснуть или разбился в результате удара или в результате попадание воды.
В проекте реставрации холодная прошивка металлом
можно комбинировать со специализированными методами сварки, в зависимости от обстоятельств
и характер материала, который
отремонтировано.
Один из самых впечатляющих примеров масштабной реставрации холодным металлом сшивание в сочетании со специальной сваркой методы — Донкастерская кукурузная биржа где тысячи фрагментов декоративного отливки были повторно собраны после сильного пожара наносить ущерб.
Другой пример предоставляется
Галерея Фергюсона в Перте, Шотландия, слепок
железное здание, построенное в 1832 г. как гидротехническое сооружение,
но совсем недавно преобразован в художественную галерею.
На протяжении многих лет 192 чугунные панели, которые
окружать галерею стало строго
проржавели, и многие крепления вышли из строя.
В 2003 году программа восстановления
Строительство памятника категории А было начато с
целью сохранить как можно больше оригинала
материал по возможности.
В данном случае необходимо было перевезти панели в мастерскую, где они могли быть индивидуально оценены и отремонтированы. Этот включал комбинированный подход с использованием холодного металла швы и специальные методы сварки. В результате пришлось всего девять панелей. полностью обновлены, в то время как большинство отремонтирован и заново установлен.
В любом случае ключ к успеху реставрация чугунных конструкций – это тщательная понимание материалов под ремонта, всестороннее знание наиболее подходящие методы ремонта и опыт их эффективного применения и самым сочувственным образом.
Какой сварочный электрод лучше всего использовать для сварки чугуна? Окончательное руководство! – Weldinguru
Высокое содержание углерода в чугуне затрудняет сварку. Это связано с тем, что когда вы нагреваете этот материал, естественная тенденция для других типов, таких как сталь или алюминий, будет заключаться в том, что они будут плавиться в разной степени, прежде чем соединиться друг с другом.
Это связано с тем, что когда вы нагреваете этот материал, естественная тенденция для других типов, таких как сталь или алюминий, будет заключаться в том, что они будут плавиться в разной степени, прежде чем соединиться друг с другом.
Но так как в одном месте здесь содержится гораздо больше — на самом деле около 2-4%, согласно некоторым исследователям, которые тщательно изучили эти материалы.
Затем после сварки могут образоваться трещины из-за того, что они слишком хрупкие/твердые из-за небольшого количества вины сплава в сочетании с факторами окружающей среды, такими как погода, которые со временем вызывают стресс.
Что такое чугунное литье ?В последнее время я часто слышу термин «чугун», но мало кто понимает, что он означает. Тип металла и его свойства могут иметь большое значение при ремонте треснувшего или разбитого на части предмета.
В следующий раз, когда вы услышите, как кто-то говорит, что чугун — это просто заменитель чугуна, сообщите им этот короткий факт.
Хотя и то, и другое изготавливается путем плавления металла и добавления ингредиентов для создания сплава с различными характеристиками, для каждого типа процесса «отливки» существует несколько способов материализации.
В случае, когда мы говорим о расплавленных каплях (подобных тем, что можно найти на кухнях по всей Америке), они различаются тем, какие виды отходов могут быть включены в них.
Например, хром повышает прочность, но также облегчает процессы ржавчины, в то время как молибден замедляет коррозию, поэтому эти два минерала окажутся на противоположных сторонах в зависимости от погоды.
Кроме того, чугун состоит из различных сплавов, которые противоречат тому, что думает большинство людей. Процесс плавки чугуна начинается с объединения чугуна с другими металлами, такими как медь, титан, ванадий и т. д. сегодня (айпод).
Насколько сложно сваривать чугун ? Это может быть проблемой, если у вас нет опыта сварки чугуна, но это, безусловно, возможно.
Чтобы избежать образования трещин на сварных швах, используйте правильную технику, которая включает в себя тщательный нагрев и охлаждение, а также предварительный нагрев стержней для получения оптимальных результатов при использовании этого материала в любых условиях, где долговечность имеет наибольшее значение.
Важные действия перед сваркой чугуна:Сварка деталей из чугуна может сэкономить вам время и деньги, но сопряжена с риском выхода из строя.
Поэтому сварку ответственных деталей всегда должны выполнять профессионалы, имеющие опыт, обеспечивающий успешные результаты, чтобы не причинить ущерба больше, чем это необходимо.
Первым шагом в сварке чугунной отливки является исследование шагов, необходимых для успешного сварного шва. Требуются четыре основных компонента:
- Определите сплав
- Содержите отливку в чистоте
- Правильная температура предварительного нагрева
- Выберите свой сварочный электрод
- Выберите наилучший метод сварки
- Эффекты охлаждения

Чугунные типы различаются по вероятности этого — некоторые из них более восприимчивы, чем другие, в зависимости от типа сплава, из которого они сделаны; вы мало что можете с этим поделать, потому что эти качества различаются у разных брендов.
Белый чугунОтливка из белого чугуна не содержит графита и содержит углерод в комбинированной форме в виде карбидов металлов.
Это делает микроструктуру хрупкой, что означает, что ее нельзя легко сварить вместе, не вызывая повреждения или растрескивания из-за ее относительной хрупкости для отожженных (мягких) условий.
Кроме того, белые отливки, как правило, считаются непригодными для сварки, поскольку они содержат свинец, который может отравить рабочих в процессе производства, если его не обработать должным образом с помощью экстракционной машины при переплавке в другие компоненты.
Серый чугун Этот тип чугуна существует уже много веков. Этот вид может быть сплавом железо-углерод-марганец-кремний с содержанием углерода от 2,5 до 4%, и обычно встречается в виде феррита или перлита.
Но эти графитовые чешуйки растворяются во время сварки, в результате чего образуется большое количество мартенсита, охрупчивающего как металл сварного шва, так и зону термического влияния (ЗТВ) на деталях, изготовленных с использованием этого процесса.
Чугун с шаровидным графитомКовкий чугун представляет собой металл с низким содержанием углерода. В отличие от серого чугуна, который содержит графит в виде чешуйчатых отложений в своей матрице, пластичный чугун содержит сфероиды (или шарики), которые еще более рассеяны по своей структуре, чем те, которые находятся в перлитных или ферритовых областях вокруг них.
Это означает, что им можно легко придать желаемую форму, например, листы для промышленного использования.
Ковкий Железо Ковкий чугун — идеальный материал для изготовления вещей, требующих большей гибкости, таких как трубы. Он также используется для изготовления инструментов из-за того, насколько пластичным он может быть при правильной обработке, и имеет внешний вид, похожий по цвету на белое железо.
Но более низкое содержание углерода заставляет некоторых говорить о двух различных разновидностях: «настоящая» или подлинная ковкость (ферритная структура) по сравнению с низкоуглеродистым чугуном, продаваемым, например, в магазинах Home Depot; однако их не следует путать.
2- Содержите отливку в чистотеВажно очистить чугун перед сваркой, удаляя любые поверхностные материалы, такие как краска и смазка.
Обратите внимание, что это также удалит масло с поверхностей, поэтому лучше подождать несколько часов после работы с этими веществами, чтобы они все успели высохнуть, прежде чем продолжить.
Кожу вашего предмета можно удалить, сошлифовав определенные места; помните, что не следует проходить большие площади, так как мелкие жуки или мусор могут в конечном итоге застрять между трещинами, когда впоследствии останутся щели из-за того, что усилия по удалению были сосредоточены вокруг центральных областей.
, где естественным образом образуется больше щебня, в основном благодаря эрозионным силам, действующим на какое-либо природное горное образование.
Это поможет предотвратить попадание влаги между двумя соединенными частями. что может вызвать ржавчину или окислительную реакцию с одной стороны и оставить ее чистой с другой стороны
, что связано с отсутствием контакта с воздухом с течением времени, поскольку сварка проводилась при разных температурах, в зависимости от того, где сваривается каждая деталь, существуют различия, основанные на степени диффузии кислорода в жидкую форму.
3- Правильная температура предварительного нагреваЧугун — красивый металл, но с ним может быть сложно работать из-за напряжения, например, при сварке на участке, который уже треснул и нуждается в ремонте или добавлении нового литейного материала по порядку. чтобы предмет мебели, который вы строите, оставался вместе должным образом.
Кроме того, тепло от вашей горелки вызовет трещины, что заставляет меня задуматься, часто ли они случаются, особенно учитывая то, что мы только что узнали ранее о том, почему чугуны имеют тенденцию не только трескаться, но и отслаиваться в определенных точках в процессе нагрева. (хотя мы знаем, что обычно это не так уж и важно).
Важно контролировать температуру сварочной ванны, чтобы она не треснула во время работы.
Хорошим способом является предварительный нагрев любой области, которая будет подвергаться сварке, что позволяет металлу и порам в этом материале достаточно времени, прежде чем они снова нагреются, чтобы избежать теплового расширения, вызывающего трещины или другие повреждения.
Существует несколько различных методов нагрева области вокруг сварного шва. Один из способов — использовать нагреватель воздуха и убедиться, что он предварительно нагрет до 250 градусов по Фаренгейту, прежде чем вы начнете работать в этой области, что также обеспечит более равномерное расширение.
4- Выберите свой сварочный электродЗдесь подробно описаны некоторые сварочные электроды.
Никелевый сплав Одним из наиболее важных факторов, которые следует учитывать при сварке чугуна, является тип стержня. Стержни на основе никеля имеют высокое содержание никеля, что делает их идеальными для работы с этим металлом.
, но они также обходятся дороже, чем другие типы, такие как бронза и нержавеющая сталь, которые могут быть дешевле в пересчете на объем из-за их более низких температур плавления (что является результатом меньшего количества сплавов).
Сварщики могут выбрать любой вариант в зависимости от того, какие потребности в обработке возникнут после завершения их проекта.
, если есть какая-либо необходимость, тогда вам нужен один с большим количеством никеля, если он используется сразу, прежде чем появятся какие-либо трещины, потому что, как только они начнут происходить. Что ж, дальше будет только хуже.
Чугунные стержни с покрытием Один из наиболее распространенных типов сварочных стержней изготавливается из чугуна с покрытием. Они могут дать превосходные сварные швы, которые пластичны и поддаются механической обработке, но при их использовании необходимо соблюдать осторожность.
, потому что они требуют дополнительной подготовки перед нагревом, иначе очистка станет намного более сложной, чем это было бы необходимо для других видов.
Стальные стержниТрудно очищаемые сварные швы не поддаются механической обработке, что делает их плохой выбор для производственной сварки.
Тем не менее, низкая стоимость и доступность делают его популярным среди владельцев малого бизнеса, которым необходимо иметь возможность быстро настраивать свои продукты, не вкладывая слишком много времени или ресурсов в меры контроля качества, которые не будут работать должным образом в таких стесненных условиях. .
В этих магазинах также меньше сотрудников, поэтому установка большего количества оборудования занимает место, которое вы могли бы использовать в другом месте.
5- Выберите лучший метод сварки Наиболее распространенными способами сварки металлов являются ручная, порошковая проволока и сварка под флюсом. Чем медленнее процесс нагревания или охлаждения; вообще говоря, этот тип дуговой сварки даст вам больше контроля над привариваемой деталью, а также сохранит ее структурную целостность во время работы.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) — это наилучший общий процесс сварки чугуна. Сварочный аппарат
типа может использоваться для получения выдающихся результатов на всех типах, формах и размерах — при условии, что у вас есть правильная настройка с соответствующими электродами (в зависимости от).Выбор между газом или плазмой во многом зависит от того, какое приложение вы имеете в виду; это также будет определять, сколько послесварочной обработки может потребоваться после завершения каждого проекта.
Ручная дуговая сварка металлическим электродом с использованием электрода на основе железа или никеля дает сварные швы с различными свойствами, которые могут быть полезны в определенных ситуациях. Электроды на основе железа производят высокоуглеродистые мартенситные сварные швы.
, поэтому их лучше всего использовать для мелкого ремонта литья и когда требуется подбор цвета, в то время как сплав Ni дает большую пластичность, но и слабее, чем чистые металлы (в нем около 50% кобальта).
Количество исходных металлов всегда должно оставаться ниже уровня, необходимого для их плавления в процессе сварки – это уменьшает эффекты разбавления, возникающие в результате смешивания элементов в различных концентрациях/военных количествах до того, как вступит в действие комбинированная гравитация.
Сварка MAGПроцесс сварки MAG намного сложнее, чем MIG (о котором я расскажу позже), но он имеет ряд значительных преимуществ.
Во-первых, вы можете использовать никелевый расходный материал, что означает, что ваши сварные швы будут более прочными и долговечными, если все сделано правильно с этим тип сварочного пистолета.
Это также помогает при работе с различными типами металлов, потому что вместо этого концентрация газа меняется в зависимости от того, какой металл или сплав необходимо склеить; 20% аргона + 80% CO2 против 5% эффектов Stick Around.
Сварка ВИГ представляет собой процесс, при котором сварной шов имеет более сильные характеристики, чем другие методы, поскольку он обеспечивает чистый непрерывный нагрев чугуна.
Это обеспечивает превосходное качество отделки с небольшим количеством брызг или без них при использовании этого типа оборудования в вашем магазине, если у вас есть кто-то, кто знает, что он делает.
Ацетиленокислородная сваркаАцетиленокислородная сварка — это процесс, в котором используется электрод для выработки тепла и сварки двух кусков металла вместе.
В отличие от дуговой сварки, через которую протекает электрический ток, а также образуются молниеносные искры для дополнительной мощности; в горелках кислородно-кислотного типа это происходит, когда вы поджигаете газовую смесь внутри с помощью источника пламени.
, который дает гораздо более низкий уровень, но более стабильное пламя, чем при обычном методе розжига, потому что в нем нет кислорода, поэтому не нужно беспокоиться о том, чтобы обжечься сторонними дымами.
Это означает, что медленный нагрев происходит в течение периодов, превышающих 0 секунд.
Нагрев до более высокой температуры для сварки, обычно 600°C или выше. Используйте нейтральное пламя для предварительного нагрева и поддерживайте его на этом высоком уровне, прежде чем переключиться на дугу, которая на самом деле сварит вместе два куска металла.
Процесс с низкой теплоемкостью требует нагрева с дополнительным ускорением от огня, так что вы можете нанести серьезный ущерб этим упрямым металлам.
Сварка пайкойСварка пайкой пайкой — отличный выбор, когда вам нужно сваривать детали из чугуна, поскольку она оказывает меньшее воздействие, чем MIG или TIG.
Вместо использования присадочного металла, который со временем превратится в шлак и оторвется от основного металла, как в других процессах.
, в то же время в целом обеспечивая небольшую защиту от коррозии из-за того, насколько мягкими эти материалы могут стать при достаточном нагреве в процессе производства, часто требуется какой-то тип клея, прежде чем что-либо вообще произойдет (как мы видим здесь).
При сварке пайкой важно очистить поверхность. Флюс можно использовать для предотвращения образования оксидов и улучшения смачивания; это позволит улучшить связь между присадочным металлом и основным материалом, поскольку он очищает любые оставшиеся примеси, которые в противном случае разделяли бы их.
Одним из преимуществ пайки TIG является то, что вы можете использовать меньшую силу тока для нагрева заготовки, не расплавляя ее, поскольку нет необходимости в флюсе.
Кроме того, газовый кожух из аргона защищает эту зону от окисления кислородом воздуха, поэтому эти типы не реагируют друг с другом и создают идеально подходящие металлические сплавы.
6- Эффекты охлажденияПериод охлаждения после сварки так же важен для контроля и понимания. Термическое сжатие металла начинается после гашения дуги, что может занять до 10 секунд в зависимости от размера сварного шва.
Когда металл остывает неравномерно, он рискует треснуть. Упрочнение может помочь снизить этот риск, ударив молотком по еще деформируемым сварным швам, чтобы придать им форму и прочность, прежде чем они полностью затвердеют.
Чтобы сжимающие усилия возникали чаще, мы рекомендуем использовать специально разработанный сплав с высокой степенью измеримости.
поэтому при охлаждении будет меньше склонность к хрупкости, что возвращает нас к нашей первоначальной точке зрения о том, насколько важным на самом деле является техническое обслуживание!
Добавление изоляционного материала к сварному шву и чугунной детали может замедлить процессы охлаждения; даже повторное нагревание в максимально возможной степени поможет предотвратить растрескивание или деформацию.
Заключение Сварить чугун непросто, но можно, если знать, что делать. Вам понадобится специальное оборудование, и поверхность должна быть очищена перед началом сварки, чтобы на ней не осталось остатков, которые впоследствии могут вызвать трещину.