Свойства алюминия — ПЕРЕПЛАВ.РУ
Сферы использования алюминия.
Алюминий — химический элемент главной подгруппы третьей группы третьего периода ПСХИ Менделеева Д. И., с атомным номером 13. Обозначается символом AL (лат. Aluminium). Относится к группе лёгких металлов. Наиболее распространённый металл и третий по распространённости химический элемент в земной коре (после кислорода и кремния).
Простое вещество алюминий — лёгкий, немагнитящийся металл серебристо-белого цвета, легко поддающийся ковке, литью, механической обработке. Алюминий обладает высокой тепло- и электропроводностью, стойкость к коррозии обуславливается образованием оксидной плёнки на поверхности, защищающей от дальнейшего воздействия агрессивной среды.
Физические свойства алюминия. Плотность — 2,7 г/см³, температура плавления — порядка 658-660 °C, удельная теплота плавления — 390 кДж/кг, температура кипения — 2500 °C, удельная теплота испарения — 10,53 МДж/кг, временное сопротивление литого алюминия — 10…12 кг/мм², деформируемого — 18…25 кг/мм², сплавов — 38…42 кг/мм².
Твёрдость по Бринеллю — 24…32 кгс/мм², высокая пластичность: технический алюминий — 35 %, чистый алюминий — 50 %, прокатывается в фольгу. Модуль Юнга — 70 ГПа. электропроводность — 0,0265 мкОм·м, теплопроводность — 1,24×10−3 Вт/(м·К), обладает высокой светоотражательной способностью.температурный коэффициент линейного расширения 24,58×10−6 К−1 (20…200 °C). Образует сплавы практически со всеми прочими металлами.
Впервые алюминий был выделен как самостоятельное вещество в Европе Гансом Эрстедом в 1825 году. Современный метод, основанный на получении алюминия электролизом глинозема, растворённого в расплавленном криолите, положил начало широчайшей сфере применения алюминия в нашей жизни
Физические и химические свойства объясняют огромное значение алюминия в мировой экономике. Без него аэрокосмическая индустрия никогда не получила бы развития. Алюминий и сплавы на его основе необходимы для производства автомобилей, в машиностроении, микроэлектронике, да наверно вообще во всех отраслях промышленности.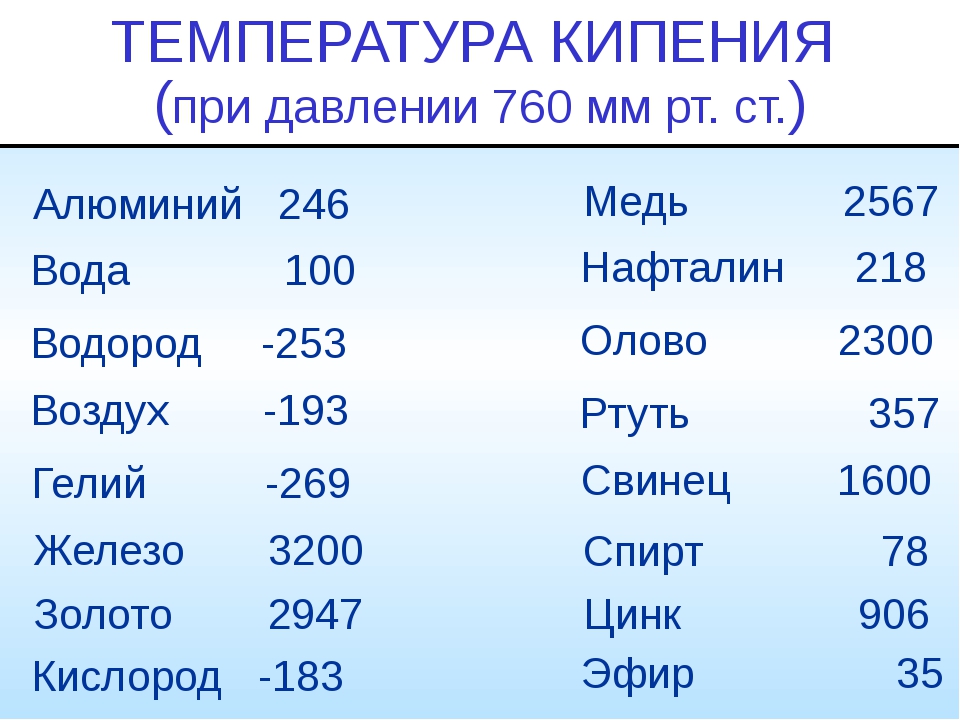
Как компонент используется в стекловарении, его соединения используются в качестве высокоэффективного горючего в ракетных топливах; в алюминиевых бронзах основные компоненты — медь и алюминий. В магниевых сплавах в качестве добавки чаще всего используется алюминий. Для изготовления спиралей в электронагревательных приборах используют (наряду с другими сплавами) фехраль (Fe, Cr, Al).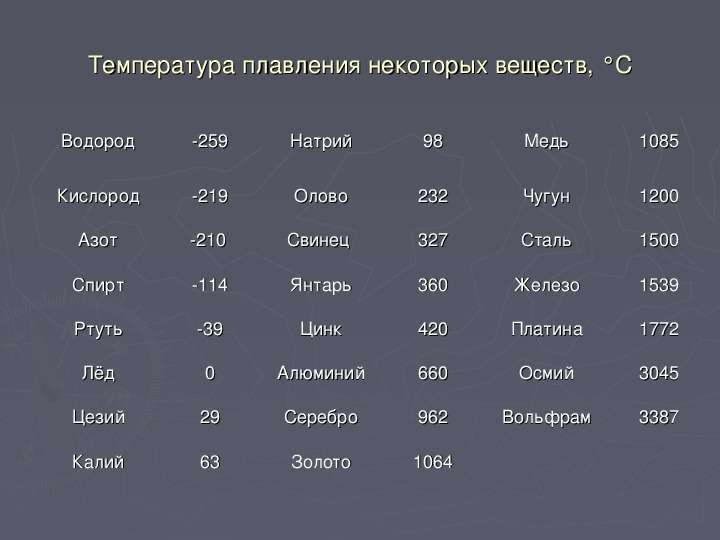
Еще один пример — Алюминий зарегистрирован в качестве пищевой добавки Е173.
Если мир без алюминия представляется не самым уютным местом, то мир, в котором алюминий есть, открывает нам самые разные возможности.
Наша компания осуществляет производство и поставку на внешний и внутренний рынки сплавов алюминиевых литейных, деформируемых, алюминий технической чистоты (технический алюминий), алюминий для раскисления (раскислители) различных марок.
Цены на алюминий и его сплавы, а так же способы доставки алюминия можно уточнить, связавшись с нами по телефону или электронной почте.
Встретившись с потребностью в алюминии или сплавах алюминия Вы можете задать в поиске «купим чушку» или «купим сплав алюминия», знайте, что в случае с «куплю чушку» лучше обратиться к нам, как специалистам в области производства и поставок. Мы сможем помочь Вам подобрать интересующий Вас сплав в соответствии с потребностями и совместно скоординируем форму выпуска, сроки и период поставки.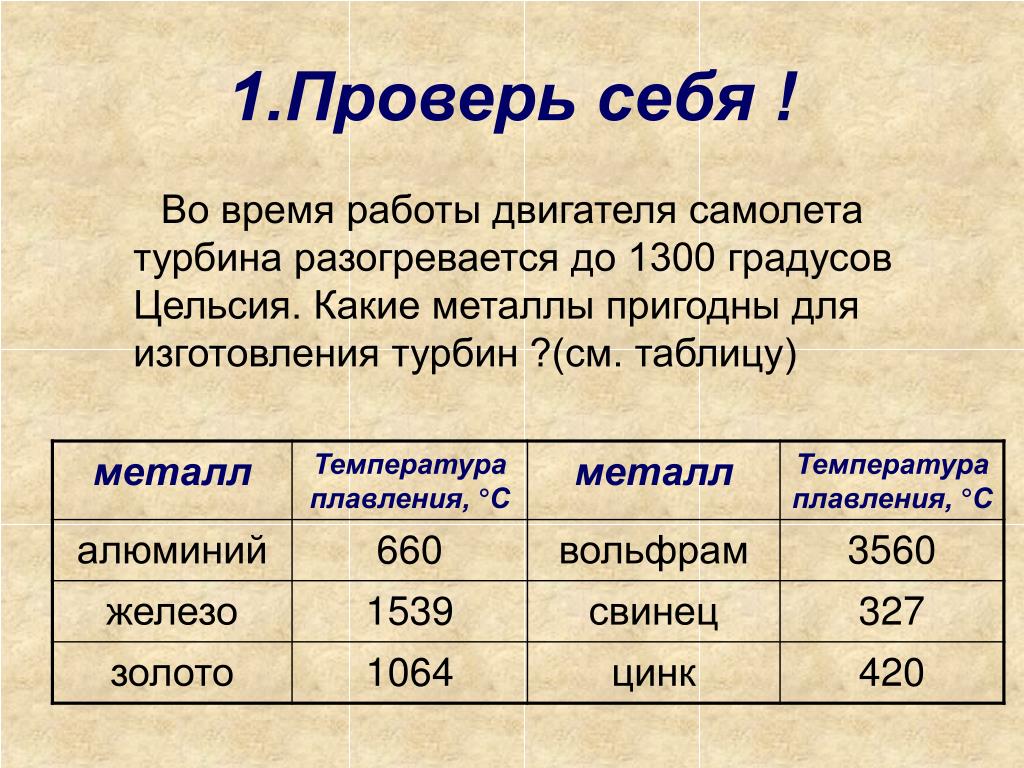
Алюминий: опыт применения
В последние годы алюминий получил широкое применение в промышленности благодаря своему низкому весу и ряду других качеств, которые делают его привлекательной альтернативной стали. Более того, по прогнозам рынок сварки алюминия будет продолжать расти со скоростью 5,5% в год, в частности, из-за продолжающегося распространения алюминия в автомобильной области.
В том, что касается сварки, алюминий уникален. Он имеет свои особенности и не стоит надеяться, что для работы с алюминием Вам хватит опыта работы со сталью. Например, алюминий имеет высокую теплопроводимость и низкую температуру плавления, которые при несоблюдении должных процедур сварки легко приводят к прожиганию и деформациям.
В этой статье мы рассмотрим различные легирующие элементы и их влияние на свойства алюминия, затем поговорим о сварочных процедурах и оптимальных параметрах сварки. Наконец, мы рассмотрим несколько технологических инноваций, которые могут сделать сварку алюминия немного проще.
Легирующие элементы
Чтобы понять алюминий, сначала нужно разобраться с металлургией алюминиевых сплавов. Алюминий может иметь множество первичных и вторичных легирующих элементов, которые придают ему улучшенные механические характеристики, коррозионную стойкость и/или упрощают сварку.
Пригодность к тепловой обработке
Сплавы, пригодные к тепловой обработке, после сварки можно нагреть до определенной температуры, чтобы восстановить утраченные во время сварки механические характеристики. Тепловая обработка сплава подразумевает нагревание до достаточно высокой температуры, чтобы легирующие элементы перешли в состояние твердого раствора, и затем контролируемого охлаждения для образования перенасыщенного раствора. Следующий этап процесса — поддерживание низкой температуры в течение времени, достаточного для отложения нужного объема легирующих элементов.
Следующий этап процесса — поддерживание низкой температуры в течение времени, достаточного для отложения нужного объема легирующих элементов.
В случае сплавов, непригодных к тепловой обработке, механические характеристики можно улучшить за счет холодной обработки или упрочнения под механическими нагрузками. Для этого в структуре металла должны произойти механические деформации, которые вызывают повышение сопротивления деформации и снижение жидкотекучести.
Другие различия
Алюминиевые сплавы могут иметь следующие обозначения в зависимости от состояния термообработки: F = после отливки, O = отожженное, H = после механического упрочнения; W = с тепловым растворением и T = после термообработки, которая может подразумевать собственно температурную обработку или старение холодной обработкой. Например, сплав может иметь обозначение 2014 T6. Это значит, что в его состав входит медь (серия 2XXX), а T6 указывает на то, что сплав прошел термообработку и искусственное старение.
В рамках этой статьи мы будем говорить только о пластичных сплавах, то есть алюминиевых сплавах, раскатанных из заготовки или отштампованных по формам заказчика. Учтите, что сплавы также могут быть литыми. Литые сплавы используются для изготовления деталей из расплавленного металла, который заливают в формы. Литые сплавы могут быть дисперсионно-твердеющими, но никогда — твердеющим под механическими нагрузками. Пригодность к сварке таких сплавов зависит от типа литья — в многократную форму, под давлением или в песчаную форму — так как для сварки важна поверхность материала. Литые сплавы обозначаются трехзначным числом с одним десятичным знаком, например, 2xx.x. Для сварки пригодны алюминиевые литые сплавы 319.0, 355.0, 356.0, 443.0, 444.0, 520.0, 535.0, 710.0 и 712.0.
Легирующие элементы
Теперь, когда мы разобрались с основной терминологией, давайте поговорим о различных легирующих элементах.:
Медь (имеет обозначение серии пластичных сплавов 2XXX) обеспечивает алюминию улучшенные механические характеристики. Эта серия сплавов пригодна для тепловой обработки и в основном используется для изготовления деталей авиационных двигателей, заклепок и крепежа. Большинство сплавов серии 2ХХХ плохо подходит для дуговой сварки из-за склонности к горячему растрескиванию. Эти сплавы серий обычно сваривают материалами серий 4043 или 4145, которые имеют низкую температуру плавления и снижают вероятность горячего растрескивания. Исключениями из этого правила являются сплавы 2014, 2219 и 2519, для которых хорошо подходит проволока 2319.
Эта серия сплавов пригодна для тепловой обработки и в основном используется для изготовления деталей авиационных двигателей, заклепок и крепежа. Большинство сплавов серии 2ХХХ плохо подходит для дуговой сварки из-за склонности к горячему растрескиванию. Эти сплавы серий обычно сваривают материалами серий 4043 или 4145, которые имеют низкую температуру плавления и снижают вероятность горячего растрескивания. Исключениями из этого правила являются сплавы 2014, 2219 и 2519, для которых хорошо подходит проволока 2319.
Марганец (серия 3XXX) при добавлении в алюминий образует непригодные к тепловой обработке сплавы для наплавки и производства общего назначения. Сплавы серии 3ХХХ имеют средние механические характеристики и используются для производства формовкой, в том числе листового алюминия для автотрейлеров и бытового применения. С помощью упрочнения под механическими нагрузками этим сплавам можно придать нужную жидкотекучесть и антикоррозионные свойства. Сплавы серии 3ХХХ не склонны к образованию горячих трещин и хорошо поддаются сварке.
Кремний (серия 4XXX) позволяет снизить температуру плавления алюминия и улучшить жидкотекучесть. В основном эта серия используется в качестве присадочного материала. Сплавы 4ХХХ отличаются высокими сварочно-технологическими характеристиками и считаются не пригодными к термообработке. В частности, сплав 4047 стал предпочтительным выбором в автомобильной промышленности, потому что он обладает очень высокой жидкотекучестью и хорошо подходит для пайки и сварки.
Магний (серия 5XXX) при добавлении в алюминий обеспечивает высокие сварочно-технологические характеристики с минимальным снижением механических свойств и устойчивость к образованию горячих трещин. Более того, серия 5ХХХ имеет самые высокие сварочно-технологические характеристики среди всех алюминиевых сплавов, не пригодных к тепловой обработке. Благодаря коррозионной устойчивости эти сплавы используют для изготовления резервуаров для химикатов и сосудов высокого давления и температуры, а также металлоконструкций, железнодорожных вагонов, самосвалов и мостов. При сварке с присадочными материалами серии 4ХХХ они теряют жидкотекучесть из-за образования Mg2Si.
Благодаря коррозионной устойчивости эти сплавы используют для изготовления резервуаров для химикатов и сосудов высокого давления и температуры, а также металлоконструкций, железнодорожных вагонов, самосвалов и мостов. При сварке с присадочными материалами серии 4ХХХ они теряют жидкотекучесть из-за образования Mg2Si.
Кремний и магний (серия 6XXX) — в этой серии сплавов используются оба этих легирующих элемента. В основном они применяются в автомобильной, трубной, железнодорожной и строительной отрасли, а также для штамповки выдавливанием. Серия 6ХХХ несколько склонна к горячему растрескиванию, но эту проблему можно решить, правильно подобрав сварочные материалы. Сплавы этой серии можно сваривать материалами серий 5XXX и 4XXX без риска трещин – однако для этого необходимо обеспечить должное разбавление основного материала присадочным. Чаще всего для этого используют материалы 4043.
Цинк (серия 7XXX) при добавлении в алюминий вместе с магнием и медью образует пригодный к тепловой обработке сплав с самыми высокими механическими характеристиками. В основном используется в авиационной отрасли. Сплавы серии 7ХХХ часто плохо подходят для сварки из-за склонности к образованию трещин (из-за широкого температурного интервала плавления и низкого солидуса). Сплавы 7005 и 7039 пригодны для сварки присадочными материалами серии 5ХХХ.
В основном используется в авиационной отрасли. Сплавы серии 7ХХХ часто плохо подходят для сварки из-за склонности к образованию трещин (из-за широкого температурного интервала плавления и низкого солидуса). Сплавы 7005 и 7039 пригодны для сварки присадочными материалами серии 5ХХХ.
Другие элементы (серия 8XXX) — в эту серию включены все остальные легирующие элементы алюминиевых сплавов (например, литий). Большинство из этих сплавов редко подвергаются сварке, хотя они отличаются очень высокой жесткостью и в основном используются в аэрокосмической отрасли. В качестве присадочного материала для этих сплавов используется серия 4ХХХ.
Чистый алюминий (серия 1XXX) — алюминий без легирующих элементов считается непригодным к тепловой обработке и в основном используется для изготовления резервуаров и труб для химикатов ввиду его высокой коррозионной устойчивости. Эти материалы также часто используют в электрических шинах благодаря высокой электропроводимости. Для сварки серии 1ХХХ хорошо подходят сплавы 1070, 1100 и 4043.
Для сварки серии 1ХХХ хорошо подходят сплавы 1070, 1100 и 4043.
Помимо основных легирующих элементов, также существует и множество вторичных, куда входят хром, железо, цирконий, ванадий, висмут, никель и титан. Эти элементы могут придать алюминию коррозионную устойчивость, повышенные механические характеристики и пригодность к тепловой обработке.
Физические свойства
После того, как мы разобрались с металлургией алюминиевых сплавов, давайте рассмотрим физические свойства алюминия и того, как они соотносятся с другими металлами, например, сталью.
Главная причина настолько широкого распространения алюминия — это его физические свойства. Например, алюминий в три раза легче стали и в то же время при соответствующем легировании имеет более высокую прочность. Он проводит электричество в шесть раз лучше углеродистой стали и почти в 30 раз лучше нержавеющей стали. Высокая проводимость делает влияние вылета проволоки в режиме MIG менее значительной по сравнению со сталью.
Кроме того, алюминий имеет высокую коррозионную устойчивость, легко меняет форму и соединяется, а также нетоксичен и может использоваться в пищевой отрасли. Так как это немагнитный металл, во время сварки можно не опасаться отклонения дуги. Благодаря в 5 раз более высокой теплопроводимости по сравнению со сталью алюминий легко поддается сварке в сложных пространственных положениях. Впрочем, алюминий имеет свои недостатки, так как он быстро отводит тепло, что затрудняет сплавление и снижает глубину проплавления.
Так как алюминий имеет низкую температуру плавления — 660 градусов Цельсия (в два раза меньше, чем у стали) — при том же диаметре проволоки для его плавления требуется намного меньшая сила тока. Более того, при равной силе сварочного тока скорость расплавления проволоки примерно в два раза выше стали.
Химические свойства
В том, что касается химического состава, алюминий имеет высокую способность к растворению атомов водорода в жидкой форме и низкую — при температуре затвердевания. Это означает, что даже небольшое количество растворенного в жидком наплавленном металле водорода после затвердевания алюминия будет стремиться выйти из металла, что приведет к образованию пористости.
Это означает, что даже небольшое количество растворенного в жидком наплавленном металле водорода после затвердевания алюминия будет стремиться выйти из металла, что приведет к образованию пористости.
Кроме того, при механической обработке алюминий вступает в реакцию с кислородом и мгновенно образует слой оксида алюминия. Этот слой очень пористый и может легко удерживать в себе влагу, масло и другие материалы. Пленка оксида обеспечивает хорошую коррозионную устойчивость, но перед сваркой ее следует удалить, так как из-за высокой температуры плавления (2050°C) она ограничивает глубину проплавления. Для этого применяются механическая очистка, растворители, химическая очистка и травление.
Механические свойства
Механические свойства алюминия, например, предел текучести, предел прочности и относительное удлинение, зависят от комбинации основного металла и сварочных материалов. При сварке шва с разделкой кромок прочность соединения зависит от зоны теплового воздействия. В случае непригодных к тепловой обработке сплавов зона теплового воздействия окажется полностью отожжена и зона теплового воздействия станет самым слабым местом. Для полного отжига пригодных к тепловой обработке сплавов требуется намного больше времени при температуре отжига в сочетании с медленным охлаждением, поэтому надежность сварного шва в этом случае падает меньше. Такие аспекты, как предварительный подогрев, отсутствие охлаждения меду проходами сварки и лишнее тепло из-за низкой скорости сварки или поперечных колебаний, увеличивают как пиковую температуру, так и длительность воздействия повышенной температуры, что увеличивает риск падения механических характеристик.
В случае непригодных к тепловой обработке сплавов зона теплового воздействия окажется полностью отожжена и зона теплового воздействия станет самым слабым местом. Для полного отжига пригодных к тепловой обработке сплавов требуется намного больше времени при температуре отжига в сочетании с медленным охлаждением, поэтому надежность сварного шва в этом случае падает меньше. Такие аспекты, как предварительный подогрев, отсутствие охлаждения меду проходами сварки и лишнее тепло из-за низкой скорости сварки или поперечных колебаний, увеличивают как пиковую температуру, так и длительность воздействия повышенной температуры, что увеличивает риск падения механических характеристик.
При угловой сварке механические характеристики зависят от состава используемых сварочных материалов. При изготовлении металлоконструкций использование 5ХХХ вместо 4ХХХ может обеспечить в два раза более высокую прочность.
Сплавы, непригодные к тепловой обработке, имеют высокую жидкотекучесть при использовании сварочных материалов той же серии, хотя при сварке материалами серии 4ХХХ жидкотекучесть становится меньше. Пригодные к тепловой обработке сплавы обычно имеют из-за нее низкую жидкотекучесть.
Пригодные к тепловой обработке сплавы обычно имеют из-за нее низкую жидкотекучесть.
О металлургии подробнее
После того, как мы обсудили основные положения о металлургии алюминия, давайте применим эту информацию к практической сварке сплава. Сначала мы рассмотрим технологию, которая позволяет получить наилучшее качество сварки алюминия и решить такие распространенные проблемы, как недостаточное проплавление, высокий уровень разбрызгивания, прожигание и пористость.
Современные инверторные сварочные аппараты с запатентованной технологией управления формой волны сварочного тока компании Линкольн позволяют точно регулировать характеристики формы волны, чтобы оптимальным образом контролировать перенос капель расплавленного металла. Это помогает снизить разбрызгивание из-за низкой плотности алюминия, в то время как импульсы пикового тока обеспечивают должную глубину проплавления.
Кроме того, так как изменение химического состава оказывает большое влияние на физические характеристики сплава, эта возможность позволяет индивидуально подобрать форму волны для каждого конкретного сплава с учетом физических характеристик металла.
Так как алюминий имеет высокую способность к растворению водорода в жидком виде и низкую — при застывании, можно разработать пульсирующую форму волны, которая позволит сократить длину волны за счет снижения силы сварочного тока и риска возникновения пористости.
Недавно компания Линкольн вывела эту технологию на новый уровень благодаря программе Wave Designer Software®. Она позволяет сварочным инженерам и сварщикам в реальном времени корректировать и изменять текущую форму волны сварочного тока подключенного к сети аппарата на собственных персональных компьютерах. При использовании в сочетании с инверторными сварочными аппаратами это позволяет обеспечить высокое качество сварки в любых условиях.
Новые методы сварки
Применение источников питания на падающей ВАХ для сварки алюминия в защитном газе имеет долгую и успешную историю. При сварке алюминия падающая ВАХ позволяет обеспечить высокоэнергетический струйный перенос металла, который стабильно и равномерно реагирует на изменения собственно силы сварочного тока, несмотря на колебания длины дуги. В результате падающая ВАХ обеспечивает равномерную глубину проплавления по всей длине шва.
В результате падающая ВАХ обеспечивает равномерную глубину проплавления по всей длине шва.
Совершенствование контроля дуги привело к появлению инверторных источников питания с программным управлением. «Оптимизация» характеристик дуги программными методами при MIG-сварке алюминия вышла на новый уровень благодаря разработанной компанией Линкольн Электрик технологии управления формой волны. В этом импульсном режиме с высокоскоростным синергетическим управлением падающая вольт-амперная характеристика модифицируется так, чтобы обеспечить несколько преимуществ при сварке алюминия. Например, сюда входит повышенный сварочный ток в момент пика импульса. Пики импульсов позволяют обеспечить равномерный профиль проплавления по всей длине шва. Также при этом снижается разбрызгивание, улучшается жидкотекучесть сварочной ванны, что позволяет увеличить скорость сварки, и снижается тепловложение и связанный с ним риск деформаций.
Технология управления формой волны выводит импульсную сварку на новый уровень. Она позволяет пользователю создать индивидуальную, «идеальную» для каждой конкретной задачи форму волны. Эта технология и ее возможности индивидуальной настройки поддерживается высокотехнологичными источниками питания, например, инверторными моделями семейства Power Wave®. Аппараты Power Wave можно использовать двумя способами. Оператор может выбрать предустановленную форму волны для сварки алюминия или же создать собственную с помощью программы Wave Designer™. Индивидуально разработанные формы волны затем переносятся с компьютера на аппарат Power Wave.
Она позволяет пользователю создать индивидуальную, «идеальную» для каждой конкретной задачи форму волны. Эта технология и ее возможности индивидуальной настройки поддерживается высокотехнологичными источниками питания, например, инверторными моделями семейства Power Wave®. Аппараты Power Wave можно использовать двумя способами. Оператор может выбрать предустановленную форму волны для сварки алюминия или же создать собственную с помощью программы Wave Designer™. Индивидуально разработанные формы волны затем переносятся с компьютера на аппарат Power Wave.
Анатомия формы волны
Но что именно представляет собой технология управления программы Wave Designer Pro? Благодаря этой технологии источник питания мгновенно регулирует сварочный ток по заданной программе. Учтите, что «форма волны» позволяет влиять на поведение каждой отдельной капли расплавленного присадочного материала. Область ниже формы волны отражает энергию, прилагаемую к этой капле. При струйном переносе металла сила тока на несколько миллисекунд увеличивается настолько, чтобы расплавить металл. В этот момент формируется и отделяется капля металла, которая затем начинает движение вдоль дуги. Теперь в период спуска капли к ней можно приложить дополнительную энергию, которая позволила бы сохранить или увеличить ее жидкотекучесть. После этого импульс переходит в фазу фонового тока, которая позволяет поддержать дугу, охладить материал и подготовиться к следующему пику.
В этот момент формируется и отделяется капля металла, которая затем начинает движение вдоль дуги. Теперь в период спуска капли к ней можно приложить дополнительную энергию, которая позволила бы сохранить или увеличить ее жидкотекучесть. После этого импульс переходит в фазу фонового тока, которая позволяет поддержать дугу, охладить материал и подготовиться к следующему пику.
Давайте рассмотрим форму волны подробнее. Фаза возрастания (А) — это период увеличения силы тока до пиковой (измеряется в амперах в миллисекунду), в течение которого формируется расплавленная капля на кончике электрода. По достижении пикового значения капля отделяется. Процентная доля «превышения» (B) придает дуге дополнительную жесткость и способствует отделению расплавленной капли от электрода. Длительность пиковой фазы (C) влияет на размер капли: чем она меньше, тем больше становится капля. С этого момента отделившаяся капля зависит от энергии, подаваемой на фазе убывания. Эта фаза состоит из периодов снижения пикового тока (D) и финального тока (E). Период снижения пикового тока позволяет при необходимости увеличить энергию расплавленной капли. Это улучшает жидкотекучесть сварочной ванны в период снижения пикового тока. Фаза финального тока начинается после снижения пикового. Она влияет на стабильность анода и регулировка силы финального тока может помочь избавиться от избыточного распыления мелких капель. С этого момента ток переходит к фоновому значению (F), которое позволяет сохранить дугу. Чем меньше длительность фазы фонового тока, тем больше частота пульсации. Чем выше частота пульсации, тем выше становится средняя сила тока. С другой стороны, увеличение частоты приведет к более сфокусированной дуге.
Период снижения пикового тока позволяет при необходимости увеличить энергию расплавленной капли. Это улучшает жидкотекучесть сварочной ванны в период снижения пикового тока. Фаза финального тока начинается после снижения пикового. Она влияет на стабильность анода и регулировка силы финального тока может помочь избавиться от избыточного распыления мелких капель. С этого момента ток переходит к фоновому значению (F), которое позволяет сохранить дугу. Чем меньше длительность фазы фонового тока, тем больше частота пульсации. Чем выше частота пульсации, тем выше становится средняя сила тока. С другой стороны, увеличение частоты приведет к более сфокусированной дуге.
Форма волны также зависит от «адаптивной характеристики» импульсной MIG-сварки с синергетическим управлением. Адаптивность подразумевает способность дуги сохранять заданную длину дуги несмотря на изменения вылета электрода. Это важный аспект для стабильной сварки и надежности соединения.
Оптимизация сварки через регулировку формы волны
Регулировка формы волны сварочного тока позволяет получить необходимую скорость сварки, хороший внешний вид шва, упростить очистку поверхности после сварки и сократить уровень выделения дыма. Настоящая сила этой технология заключается в возможности самому настраивать форму волны в программе Wave Designer Pro и том, насколько легко это сделать. Пользователь может в реальном временем менять дугу простым движением мыши в привычной среде PC Windows™. Пятиканальная панель ArcScope позволяет просматривать сделанные изменения, в том числе пиковые значения тока и напряжения, а также расчетное тепловложение. ArcScope собирает данные с частотой 10 КГц. «то ценное опциональное дополнение к программе Wave Designer. ArcScope дает сварочному инженеру визуальное представление разработанной им формы волны. После проведения оценки он может внести поправки.
Настоящая сила этой технология заключается в возможности самому настраивать форму волны в программе Wave Designer Pro и том, насколько легко это сделать. Пользователь может в реальном временем менять дугу простым движением мыши в привычной среде PC Windows™. Пятиканальная панель ArcScope позволяет просматривать сделанные изменения, в том числе пиковые значения тока и напряжения, а также расчетное тепловложение. ArcScope собирает данные с частотой 10 КГц. «то ценное опциональное дополнение к программе Wave Designer. ArcScope дает сварочному инженеру визуальное представление разработанной им формы волны. После проведения оценки он может внести поправки.
Например, при сварке тонколистового алюминия технология управления формы волны поможет уменьшить тепловложение, деформации, разбрызгивание, устранить несплавление и прожигание. Это уже смогли подтвердить на своем опыте многие компании. Пользователь может составить программы сварки для определенного диапазона скорости подачи проволоки и/или силы тока и благодаря этому работать с очень широким диапазоном толщин материалов и скорости подачи проволоки.
Заключение
Алюминий имеет целый ряд отличительных особенностей, которые делают его привлекательным выбором для многих задач несмотря на то, что его сварка может быть связана с определенными сложностями. Тем не менее, хорошее понимание его металлургии и знание доступных на современном рынке инструментов и технологий позволят вам справиться с этой задачей.
алюминиевый прокат
Алюминий — элемент главной подгруппы третьей группы третьего периода периодической системы химических элементов Д. И. Менделеева, с атомным номером 13. Обозначается символом Al (лат. Aluminium). Относится к группе лёгких металлов. Наиболее распространённый металл и третий по распространённости химический элемент в земной коре (после кислорода и кремния).
Простое вещество алюминий (CAS-номер: 7429-90-5) — лёгкий, парамагнитный металл серебристо-белого цвета, легко поддающийся формовке, литью, механической обработке. Алюминий обладает высокой тепло- и электропроводностью, стойкостью к коррозии за счёт быстрого образования прочных оксидных плёнок, защищающих поверхность от дальнейшего взаимодействия.
Алюминий обладает высокой тепло- и электропроводностью, стойкостью к коррозии за счёт быстрого образования прочных оксидных плёнок, защищающих поверхность от дальнейшего взаимодействия.
Физические свойства
Металл серебристо-белого цвета, лёгкий, плотность — 2,7 г/см³,
температура плавления у технического алюминия — 658 °C, у алюминия высокой чистоты — 660 °C,
удельная теплота плавления — 390 кДж/кг,
температура кипения — 2500 °C,
удельная теплота испарения — 10,53 МДж/кг,
временное сопротивление литого алюминия — 10…12 кг/мм², деформируемого — 18…25 кг/мм², сплавов — 38…42 кг/мм².
Твёрдость по Бринеллю — 24…32 кгс/мм²,
высокая пластичность: у технического — 35 %, у чистого — 50 %, прокатывается в тонкий лист и даже фольгу.
Модуль Юнга — 70 ГПа.
Алюминий обладает высокой электропроводностью (0,0265 мкОм·м) и теплопроводностью (203,5 Вт/(мК)), 65 % от электропроводности меди, обладает высокой светоотражательной способностью.
Слабый парамагнетик.
Температурный коэффициент линейного расширения 24,58·10−6 К−1 (20…200 °C).
Температурный коэффициент электрического сопротивления 2,7·10−8K−1.
Алюминий образует сплавы почти со всеми металлами. Наиболее известны сплавы с медью и магнием (дюралюминий) и кремнием(силумин).
© 2017 ЧП «Техносплав» Все права защищены
физические свойства, получение, применение, история :: ТОЧМЕХ
Физические свойства алюминия
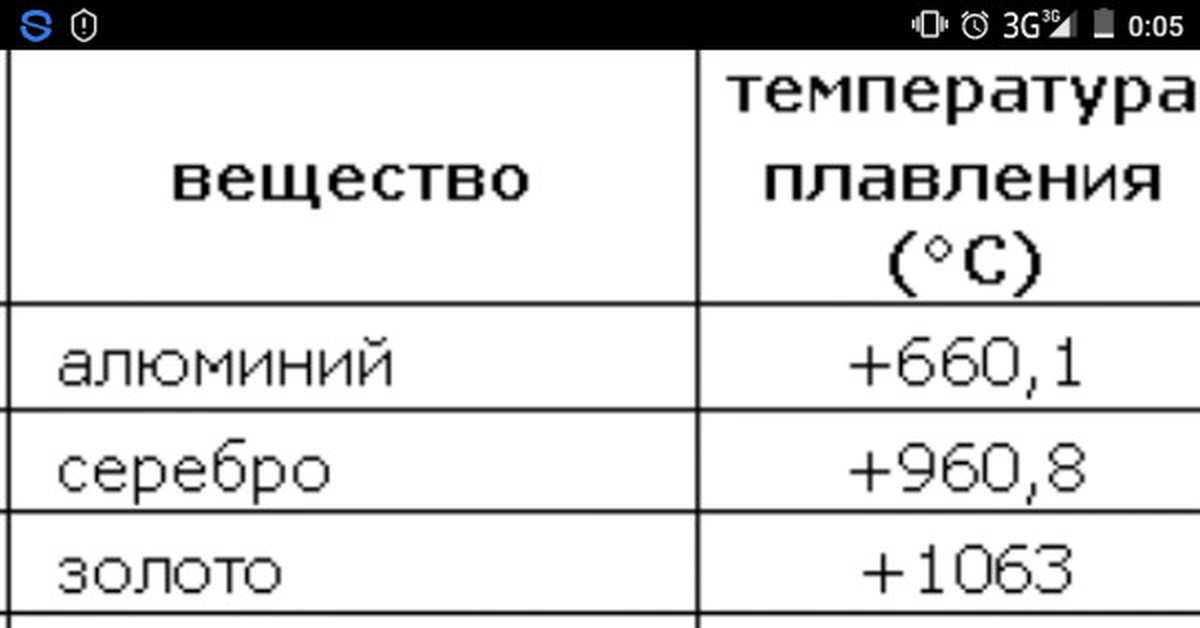
Алюминий — мягкий, легкий, серебристо-белый металл с высокой тепло- и электропроводностью. Температура плавления 660°C.
Температура плавления 660°C.
По распространенности в земной коре алюминий занимает 3-е место после кислорода и кремния среди всех атомов и 1-е место — среди металлов.
К достоинствам алюминия и его сплавов следует отнести его малую плотность (2,7 г/см3), сравнительно высокие прочностные характеристики, хорошую тепло- и электропроводность, технологичность, высокую коррозионную стойкость. Совокупность этих свойств позволяет отнести алюминий к числу важнейших технических материалов.
Алюминий и его сплавы делятся по способу получения на деформируемые, подвергаемые обработке давлением и литейные, используемые в виде фасонного литья; по применению термической обработки — на термически не упрочняемые и термически упрочняемые, а также по системам легирования.
Получение
Впервые алюминий был получен Гансом Эрстедом в 1825 году. Современный метод получения разработали независимо друг от друга американец Чарльз Холл и француз Поль Эру. Он заключается в растворении оксида алюминия Al2O3 в расплаве криолита Na3AlF6 с последующим электролизом с использованием графитовых электродов. Такой метод получения требует больших затрат электроэнергии, и поэтому оказался востребован только в XX веке.
Такой метод получения требует больших затрат электроэнергии, и поэтому оказался востребован только в XX веке.
Применение
Алюминий широко применяется как конструкционный материал. Основные достоинства алюминия в этом качестве — легкость, податливость штамповке, коррозионная стойкость (на воздухе алюминий мгновенно покрывается прочной пленкой Al2O3, которая препятствует его дальнейшему окислению), высокая теплопроводность, неядовитость его соединений. В частности, эти свойства сделали алюминий чрезвычайно популярным при производстве кухонной посуды, алюминиевой фольги в пищевой промышленности и для упаковки.
Основной недостаток алюминия как конструкционного материала — малая прочность, поэтому его обычно сплавляют с небольшим количеством меди и магния (сплав называется дюралюминий).
Электропроводность алюминия сравнима с медью, при этом алюминий дешевле. Поэтому он широко применяется в электротехнике для изготовления проводов, их экранирования и даже в микроэлектронике при изготовлении проводников в чипах. Правда, у алюминия как электротехнического материала есть неприятное свойство — из-за прочной оксидной пленки его тяжело паять.
Правда, у алюминия как электротехнического материала есть неприятное свойство — из-за прочной оксидной пленки его тяжело паять.
Благодаря комплексу свойств широко распространен в тепловом оборудовании.
Внедрение алюминиевых сплавов в строительстве уменьшает металлоемкость, повышает долговечность и надежность конструкций при эксплуатации их в экстремальных условиях (низкая температура, землетрясение и т.п.).
Алюминий находит широкое применение в различных видах транспорта. На современном этапе развития авиации алюминиевые сплавы являются основными конструкционными материалами в самолетостроении. Алюминий и сплавы на его основе находят все более широкое применение в судостроении. Из алюминиевых сплавов изготовляют корпусы судов, палубные надстройки, коммуникацию и различного рода судовое оборудование.
Идут исследования по разработке пенистого алюминия как особо прочного и легкого материала.
Драгоценный алюминий
В настоящее время алюминий является одним из самых популярных и нашедших широкое применение металлов. С самого момента открытия в середине XIX века его считали одним из ценнейших благодаря удивительным качествам: белый как серебро, легкий по весу и не подверженный воздействию окружающей среды. Стоимость его была выше цен на золото. Не удивительно, что в первую очередь алюминий нашел свое применение в создании ювелирных изделий и дорогих декоративных элементов.
С самого момента открытия в середине XIX века его считали одним из ценнейших благодаря удивительным качествам: белый как серебро, легкий по весу и не подверженный воздействию окружающей среды. Стоимость его была выше цен на золото. Не удивительно, что в первую очередь алюминий нашел свое применение в создании ювелирных изделий и дорогих декоративных элементов.
В 1855 г. на Универсальной выставке в Париже алюминий был самой главной достопримечательностью. Изделия из алюминия располагались в витрине, соседствующей с бриллиантами французской короны. Постепенно зародилась определенная мода на алюминий. Его считали благородным малоизученным металлом, используемым исключительно для создания произведений искусства.
Наиболее часто алюминий использовали ювелиры. При помощи особой обработки поверхности ювелиры добивались наиболее светлого цвета металла, из-за чего его часто приравнивали к серебру. Но в сравнении с серебром, алюминий обладал более мягким блеском, чем обуславливалась еще большая любовь к нему ювелиров.
Так как химические и физические свойства алюминия сначала были слабо изучены, ювелиры сами изобретали новые техники его обработки. Алюминий технически легко обрабатывать, этот мягкий металл позволяет создавать отпечатки любых узоров, наносить рисунки и создавать желаемой формы изделия. Алюминий покрывался золотом, полировался и доводился до матовых оттенков.
Но со временем алюминий стал падать цене. Если в 1854-1856 годах стоимость одного килограмма алюминия составляла 3 тысячи старых франков, то в середине 1860-х годов за килограмм этого металла давали уже около ста старых франков. Впоследствии из-за низкой стоимости алюминий вышел из моды.
В настоящее время самые первые алюминиевые изделия представляют большую редкость. Большинство из них не пережило обесценивания металла и было заменено серебром, золотом и другими драгоценными металлами и сплавами. В последнее время вновь наблюдается повышенный интерес к алюминию у специалистов. Этот металл стал темой отдельной выставки , организованной в 2000 году Музеем Карнеги в Питсбурге. Во Франции расположен Институт истории алюминия, который в частности занимается исследованием первых ювелирных изделий из этого металла.
Во Франции расположен Институт истории алюминия, который в частности занимается исследованием первых ювелирных изделий из этого металла.
В Советском союзе из алюминия делали общепитовские приборы, чайники и т.д. И не только. Первый советский спутник был выполнен из алюминиевого сплава. Другой потребитель алюминия — электротехническая промышленность: из него делаются провода высоковольтных линий передач, обмотки моторов и трансформаторов, кабели, цоколи ламп, конденсаторы и многие другие изделия. Кроме того, порошок алюминия применяют во взрывчатых веществах и твердом топливе для ракет, используя его свойство быстро воспламеняться: если бы алюминий не покрывался тончайшей оксидной пленкой, то мог бы вспыхивать на воздухе.
Последнее изобретение — пеноалюминий, т.н. «металлический поролон», которому предсказывают большое будущее.
Технологическая заливка Алюмлит
Технологическая заливка — процесс заполнения полостей расплавленным алюминиевым или медным сплавом (литейные сплавы алюминия, бронзы).
Для некоторых изделий предусмотрено заполнение внутренних полостей прочным материалом, обеспечивающим надежную фиксацию и не повреждающим конструкцию.
Расплавом можно залить стальной нагреватель. Внутренние нагревательные элементы надежно фиксируются. Алюминиевые сплавы обладают высокой теплопроводностью, поэтому отлично подходят для заливки нагревателей. Температура плавления алюминия существенно ниже чем у стали, поэтому исходное изделие не деформируется. При остывании алюминиевые сплавы усаживаются (сжимаются), что дает дополнительный положительный эффект: внутренние трубки надежно охватываются расплавом, в то же время залитый металл не распирает внешние стенки конструкции.
Перед заливкой нагреватели разогревают в термической печи до температуры 600˚С, выдерживают в течении одного часа. Затем вынимают из разогревающей печи специальными клещами и ставят под заливку.
На фотографии стальные нагреватели диаметром 150 и 162 мм длиной 1 м.
Нагреватели заполняются расплавом алюминия при температуре 750˚С непосредственно из печи. После выдержки возле печи в течение 30 минут нагреватели транспортируются в место остывания.
После выдержки возле печи в течение 30 минут нагреватели транспортируются в место остывания.
Для небольших нагревателей на фото масса заливаемого металла от 20 до 40 кг. Максимально возможная заливка расплава ограничена загрузкой печи до 490 кг. При этом габариты конструкции должны быть не более 2,5х2,5х1,2м.
Максимальная масса для заливки медным сплавом — 300 кг. В ряде случаев заливка может осуществляться в несколько этапов.
Технологическая заливка кажется простой операцией. В то же время существует большой риск утечки металла — как из-за ошибки при изготовлении конструкции, так и в результате падения заливаемой формы. При проведении заливки выполняется надежная фиксация нагревателей на металлической раме. Для исключения протечек применяются дополнительные приспособления, обеспечивающие быстрое остывание металла в случае повреждения сварного шва.
Для заливки используются стандартные литейные алюминиевые сплавы, такие как АК7ч ГОСТ 1583-93. Использование чистых сплавов позволяет исключить попадание шлаков и посторонних включений, что обеспечивает длительный срок работы нагревателей. Для заливки бронзы используется сплав БрО5Ц5С5 или аналогичные.
Для заливки бронзы используется сплав БрО5Ц5С5 или аналогичные.
Чтобы узнать больше о технологической заливке, звоните +7 (495) 789-01-90
Физические свойства алюминия зависят от его чистоты
Основные свойства
Алюминий — химический элемент третей группы периодической системы Д.И. Менделеева.
| Плотность , (кг/м3) | 2,7 |
| Температура плавления Тпл, °С | 660 |
| Температура кипения Ткип, °С | 2 327 |
| Скрытая теплота плавления, Дж/г | 393,6 |
| Теплопроводность l , Вт/м град (при 20° С) | 228 |
| Теплоемкость Ср, Дж/(г · град) (при 0–100°С) | 0,88 |
| Коэффициент линейного расширения α × 10-6, 1/°С (пр°С) | 24,3 |
| Удельное электросопротивление ρ × 10-8, Ом× м (при 20°С) | 2,7 |
| Предел прочности σ в, МПа | 40–60 |
| Относительное удлинение δ , % | 40–50 |
| Твердость по Бринеллю НВ | 25 |
| Модуль нормальной упругости E , ГПа | 70 |
Плотность алюминия
Плотность твердого и расплавленного алюминия снижается по мере увеличения его чистоты:
| Степень чистоты, % | 99,25 | 99,40 | 99,75 | 99. 97 97 | 99,996 | 99.9998 |
| Плотность при 20°С, г/см3 | 2,727 | 2,706 | 2,703 | 2,6996 | 2,6989 | 2,69808 |
| Степень чистоты, % | 99,25 | 99.40 | 99.75 |
| Плотность, г/см3 | 2,311 | 2,291 | 2,289 |
Температура плавления и кипения.
В момент плавления алюминия возрастает объем металла: для алюминия чистотой 99,65 % — на 6,25%, для более чистого металла — на 6,60 %. По мере повышения степени чистоты алюминия температура его плавления возрастает:
| Степень чистоты, % | 99,2 | 99,5 | 99,6 | 99,97 | 99,996 |
| Температура плавления, °С | 657 | 658 | 659,7 | 659,8 | 660,24 |
Теплопроводность алюминия
Теплопроводность алюминия повышается с увеличением степени его чистоты. Для технического алюминия (99,49 и 99,70%) теплопроводность при 200°С равна соответственно 209 и 222 Вт/(м×К). Для электролитически рафинированного алюминия чистотой 99,9% теплопроводность при 190°С возрастает до 343 Вт/(м×К). Примеси меди, магния и марганца в алюминии снижают его теплопроводность. Например, добавка 2 % Mn к алюминию снижает теплопроводность с 209 до 126 Вт/(м×К).
Для технического алюминия (99,49 и 99,70%) теплопроводность при 200°С равна соответственно 209 и 222 Вт/(м×К). Для электролитически рафинированного алюминия чистотой 99,9% теплопроводность при 190°С возрастает до 343 Вт/(м×К). Примеси меди, магния и марганца в алюминии снижают его теплопроводность. Например, добавка 2 % Mn к алюминию снижает теплопроводность с 209 до 126 Вт/(м×К).
Электропроводность алюминия
Алюминий отличается высокой электропроводностью (четвертое место среди металлов — после серебра, меди и золота). Удельная электропроводность алюминия чистотой 99,99 % при 20°С равна 37,9 мкСм×м, что составляет 63,7% от электропроводности меди [59,5 мкСм×м]. Более чистый алюминий [99,999 %] обладает электропроводностью, равной 65,9% от электропроводности меди.
На электропроводность алюминия влияет ряд факторов: степень деформации, режим термической обработки и т. д., решающую же роль играет природа примесей, присутствующих в алюминии. Примеси по их отрицательному влиянию на электропроводность алюминия можно расположить в следующий ряд: Cr, V, Mn, Ti, Mg, Ag, Сu, Zn, Si, Fe Ni.
Наиболее отрицательное влияние на электросопротивление алюминия оказывают примеси Сг, V, Мп и Ti . Поэтому в алюминии для электротехнической промышленности сумма Cr+V+Mn+Ti не должна превышать 0,015% (марка А5Е) и даже 0,01 % (А7Е) при содержании кремния соответственно 0,12 и 0,16 %.
Основными примесями в алюминии являются кремний, железо, медь, цинк и титан. При малых содержаниях кремния в алюминии (0,06%) величина Fe : Si (в пределах от 0,8 до 3,8) сравнительно мало влияет на его электросопротивление. При увеличении содержания кремния до 0,15—0,16% влияние Fe : Si возрастает. Ниже приведено влияние Fe : Si на электропроводность алюминия:
| Fe : Si | 1,07 | 1,44 | 2,00 | 2,68 | 3,56 |
| Удельное электросопротивление алюминия, ×10-2 мкОм·мм: | |||||
| нагартованного | 2,812 | 2,816 | 2,822 | 2,829 | 2,838 |
| отожженного | 2,769 | 2,771 | 2,778 | 2,783 | 2,788 |
Удельное электрическое сопротивление отожженной алюминиевой проволоки (ρ, мкОм·м) при 20°С в зависимости от содержания примесей можно приблизительно определить по следующей формуле: ρ=0,0264+0,007×(% Si)+0,0007×(% Fe) + 0,04×[% (Cr+V + Mn + Ti)].
Отражательная способность
С повышением степени чистоты алюминия возрастает его способность отражать свет от поверхности. Так, степень отражения белого света от прокатанных алюминиевых листов (фольги) в зависимости от чистоты металла, возрастает следующим образом: для Аl 99,2%—75%, Аl 99,5%—84% и для Аl 99,8%—86%. Поверхность листа, изготовленного из электролитически рафинированного алюминия чистотой 99,996%, отражает 90% падающего на него белого света.
Глава I ОБЩИЕ СВЕДЕНИЯ
Глава I ОБЩИЕ СВЕДЕНИЯ
ОБ АЛЮМИНИИ
§ 1. Свойства алюминия и области его применения
Алюминии—химический элемент третьей группы периодической системы элементов Д. И. Менделеева. Его порядковый номер 13, атомная масса 26,98. Устойчивых нзотопов алюминии не имеет.
Химические свойства
Алюминий имеет электронную конфигурацию 1s22s22p63s23p1. На третьем (внешнем) энергетическом уровне атома алюминия находятся три электрона, и в химических соединениях алюминии обычно трехвалентен. Из трех валентных электронов два расположены на s-подуровне и один на p-подуровне (3s23p1).
Из трех валентных электронов два расположены на s-подуровне и один на p-подуровне (3s23p1).
Так как один p-электрон с ядром атома связан слабее, чем два спаренных s-электрона, то в определенных условиях, теряя p-электрон, атом алюминия становится одновалентным ионом, образуя соединения низшей валентности (субсоединения). Кристаллизуется алюминии в гранецентрированной кубической решетке.
Алюминий химически активен. Уже в обычных условиях он взаимодействует с кислородом воздуха, покрываясь очень тонкой и прочной пленкой оксида Al2S3.
Эта пленка защищает алюминий от дальнейшего окисления и обусловливает его довольно высокую коррозионную стойкость, а также ослабляет металлический блеск. Чем чище алюминий, тем выше его стойкость против коррозии, что объясняется более прочным сцеплением оксндной пленки с поверхностью чистого металла. Из присутствующих в алюминии примесей наиболее сильно снижают его коррозионную стойкость примеси железа.
В мелкораздробленном состоянии алюминий при нагревании на воздухе воспламеняется и сгорает с выделением большого количества тепла. С серой алюминий реагирует также при нагревании с образованием сульфида алюминия Al2S3; с хлором и жидким бромом реагирует при обычной температуре, а с йодом — при нагревании или в присутствии воды, служащей катализатором. В атмосфере фтора при комнатной температуре алюминий покрывается пленкой фтористого алюминия АlFз, которая препятствует дальнейшей реакции; при темно-красном калении
взаимодействие алюминия с фтором протекает очень энергично. С азотом алюминии взаимодействует при нагревании выше 800°С с образованием нитрида алюминия AlN. Взаимодействие алюминия с углеродом начинается при 650°С, но протекает энергично при температуре около 1400С° с образованием карбида алюминия А14С3.
Нормальный электродный потенциал алюминия в кислой среде 1,66 В, в щелочной 3,25 В.
Будучи амфотерным, алюминий растворяется в соляной кислоте и в растворах щелочей. В серной кислоте и в разбавленной азотной алюминий растворяется медленно; в концентрированной азотной кислоте, в органических кислотах и в воде алюминий устойчив.
В серной кислоте и в разбавленной азотной алюминий растворяется медленно; в концентрированной азотной кислоте, в органических кислотах и в воде алюминий устойчив.
Температура плавления алюминия технической чистоты (99,5 % А1) 658°С.
С повышением степени чистоты температура плавления алюминия возрастает и для металла высокой чистоты (99,996 % А1) составляет 660,24°С. Удельная теплота плавления алюминия—около 390 Дж/г, удельная теплоемкость при 0°С—0,88 Дж/(г.°С). При переходе алюминия из жидкого состояния в твердое объем его уменьшается на 6,6 % (99,75% А1). Кипит алюминий при 2500 °С.
Следует отметить, что удельная теплота плавления алюминия по сравнению с другими металлами очень высока; например, удельная теплота плавления меди 205 Дж/г, железа 273 Дж/г.
Плотность алюминия меньше плотности железа в 2,9 раза, меди—в 3,3 раза.
В твердом состоянии (при 20 °С) для алюминия технической чистоты (99,75 % А1) она составляет 2,703 г/см3, а для алюминия высокой чистоты (99,996 % А1) 2,6989 г/см3. В расплавленном состоянии алюминий жидкотекуч и хорошо заполняет формы при литье. Вязкость и поверхностное натяжение алюминия при 1000° С составляют соответственно 0,0013 Па.с и 0,454 Н/м.
В расплавленном состоянии алюминий жидкотекуч и хорошо заполняет формы при литье. Вязкость и поверхностное натяжение алюминия при 1000° С составляют соответственно 0,0013 Па.с и 0,454 Н/м.
В твердом виде алюминий легко подвергается ковке, прокатке, волочению, резанию. Из него можно вытягивать тончайшую проволоку и катать фольгу.
Пластичность алюминия возрастает по мере повышения, его чистоты. Временное сопротивление литого алюминия технической чистоты составляет 88—118 Па, прокатанного 176—275 Па. Относительное удлинение соответственно равно 18—25 и 3—5 %, а твердость по Бринеллю НВ 235—314 и 440—590.
Алюминий имеет высокую теплопроводность и электропроводность. В зависимости от чистоты теплопроводность алюминия составляет 238 Вт/(м-°С) (99,7% А1) и 247 Вт/(м.°С) (99,99% А1). Электропроводность алюминия также зависит от его чистоты. Для алюминия технической чистоты (99,5 % А1) она составляет 62,5 % от электропроводности меди, а для алюминия высокой чистоты (99,997% А1) 65,45 %. Различные примеси влияют на электропроводность алюминия в неодинаковой степени. Наиболее сильно электропроводность снижают
Различные примеси влияют на электропроводность алюминия в неодинаковой степени. Наиболее сильно электропроводность снижают
примеси хрома, ванадия и марганца. В меньшей степени, чем примеси, на электропроводность алюминия влияет степень его деформации и режим термической обработки. Отрицательное влияние деформации на электропроводность устраняется отжигом. Удельное электросопротивление отожженной проволоки из алюминия технической чистоты (99,7% А1) составляет (0,0279-0,0282) Ю-6 Ом.м.
Следует также отметить, что алюминий обладает высокой способностью отражать световые и тепловые лучи, которая близка к отражающей способности серебра и увеличивается с повышением чистоты металла.
Области примененияАлюминий обладает целым рядом свойств, которые выгодно отличают его от других металлов. Это — небольшая плотность алюминия, хорошая пластичность и достаточная механическая прочность, высокие тепло- и электропроводность. Алюминий нетоксичен, немагнитен и коррозионностоек к ряду химических веществ. Благодаря всем этим свойствам, а также относительно невысокой стоимости по сравнению с другими цветными металлами он нашел исключительно широкое применение в самых различных отраслях современной техники.
Благодаря всем этим свойствам, а также относительно невысокой стоимости по сравнению с другими цветными металлами он нашел исключительно широкое применение в самых различных отраслях современной техники.
Значительная часть алюминия используется в виде сплавов с кремнием медью, магнием, цинком, марганцем и другими металлами. Промышленные алюминиевые сплавы обычно содержат не менее двух-трех легирующих элементов, которые вводятся в алюминий главным образом для повышения механической прочности.
Наиболее ценные свойства всех алюминиевых сплавов—малая плотность (2,65—2,8), высокая удельная прочность (отношение временного сопротивления к плотности) и удовлетворительная стойкость против атмосферной коррозии.
Алюминиевые сплавы подразделяют на деформируемые и литейные. Деформируемые сплавы подвергают горячей и холодной обработке давлением, поэтому они должны обладать высокой пластичностью. Из деформируемых сплавов широкое применение нашли дуралюмины — сплавы алюминия с медью, магнием и марганцем. Имея небольшую плотность, дуралюмины по механическим свойствам близки к мягким сортам стали. Из деформируемых алюминиевых сплавов, а также из чистого алюминия в результате обработки давлением (прокатка,
Имея небольшую плотность, дуралюмины по механическим свойствам близки к мягким сортам стали. Из деформируемых алюминиевых сплавов, а также из чистого алюминия в результате обработки давлением (прокатка,
штамповка) получают листы, полосы, фольгу, проволоку, стержни различного профиля, трубы. Расход алюминия на изготовление этих полуфабрикатов составляет около 70 % его мирового производства. Остальной алюминий применяется для изготовления литейных сплавов, порошков, раскислителей, а также для других целей.
Из литейных сплавов получают фасонные отливки различной конфигурации.
Широко известны литейные сплавы на основе алюминия—силумины, в которых основной легирующей добавкой служит кремний (до 13%).
В настоящее время алюминий и его сплавы используют практически во всех областях современной техники. Важнейшие потребители алюминия и его сплавов—авиационная и автомобильная отрасли промышленности, железнодорожный и водный транспорт, машиностроение, электротехническая промышленность и приборостроение, промышленное и гражданское строительство, химическая промышленность, производство предметов народного потребления.
Использование алюминия и его сплавов во всех видах транспорта и в первую очередь — воздушного позволило решить задачу уменьшения собственной (“мертвой”) массы транспортных средств и резко увеличить эффективность их применения. Из алюминия и его сплавов изготовляют авиаконструкции, моторы, блоки, головки цилиндров, картеры, коробки передач, насосы и другие детали.
Алюминием и его сплавами отделывают железнодорожные вагоны, изготовляют корпуса и дымовые трубы судов, спасательные лодки, радарные мачты, трапы.
Широко применяют алюминий и его сплавы в электротехнической промышленности для изготовления кабелей, шинопроводов, конденсаторов, выпрямителей переменного тока. В приборостроении алюминий и его сплавы используют в производстве кино- и фотоаппаратуры, радиотелефонной аппаратуры, различных контрольно-измерительных приборов.
Благодаря высокой коррозионной стойкости и нетоксичности алюминий широко применяют при изготовлении аппаратуры для производства и хранения крепкой азотной кислоты, пероксида водорода, органических веществ и пищевых продуктов. Алюминиевая фольга, будучи прочнее и дешевле оловянной, полностью вытеснила ее как упаковочный материал для пищевых продуктов. Все более широко используется алюминий при изготовлении тары для консервирования и храпения продуктов сельского хозяйства, для строительства зернохранилищ и других быстровозводимых сооружений. Являясь одним из важнейших стратегических металлов, алюминий, как и его сплавы, широко используется в строительстве самолетов, танков, артиллерийских установок, ракет, зажигательных веществ, а также для других целей в военной технике.
Алюминиевая фольга, будучи прочнее и дешевле оловянной, полностью вытеснила ее как упаковочный материал для пищевых продуктов. Все более широко используется алюминий при изготовлении тары для консервирования и храпения продуктов сельского хозяйства, для строительства зернохранилищ и других быстровозводимых сооружений. Являясь одним из важнейших стратегических металлов, алюминий, как и его сплавы, широко используется в строительстве самолетов, танков, артиллерийских установок, ракет, зажигательных веществ, а также для других целей в военной технике.
Алюминий высокой чистоты находит широкое применение в новых областях техники — ядерной энергетике, полупроводниковой электронике, радиолокации, а также для защиты металлических поверхностей от действия различных химических веществ и атмосферной коррозии. Высокая отражающая способность такого алюминия используется для изготовления из пего отражающих поверхностей нагревательных и осветительных рефлекторов и зеркал.
В металлургической промышленности алюминий используют в качестве восстановителя при получении ряда металлов (например, хрома, кальция, марганца) алюмотермическими способами, для раскисления стали, сварки стальных деталей.
Широко применяют алюминий и его сплавы в промышленном и гражданском строительстве для изготовления каркасов зданий, ферм, оконных рам, лестниц и др. В Канаде, например, расход алюминия для этих целей составляет около 30 % от общего потребления, в США— более 20 %.
По масштабам производства и значению в народном хозяйстве алюминий прочно занял первое место среди других цветных металлов.
§ 2. История развития алюминиевой промышленности
Алюминий сравнительно недавно стал промышленным металлом. Впервые металлический алюминий получил датский физик Г. Эрстед в 1825 г.. восстановив хлористый алюминий амальгамой калия. В дальнейшем способ Эрстеда был улучшен:, амальгаму калия заменили металлическим калием, а затем—более дешевым натрием; нестойкий и гигроскопичный хлористый алюминий заменили двойным хлоридом алюминия и натрия (AlCl3-NaCI).
В 1865 г. русский ученый Н. Н. Бекетов предложил получать алюминий вытесненном его из фтористых соединении магнием. Этот способ нашел применение .о ряде стран Западной Европы. Производство алюминия “химическими” методами осуществлялось примерно в течение 35 лет (с 1854 до 1890 г.). За это время было получено около 200 т алюминия. В конце 80-х годов прошлого столетия химические способы производства алюминия были вытеснены электролитическим.
Этот способ нашел применение .о ряде стран Западной Европы. Производство алюминия “химическими” методами осуществлялось примерно в течение 35 лет (с 1854 до 1890 г.). За это время было получено около 200 т алюминия. В конце 80-х годов прошлого столетия химические способы производства алюминия были вытеснены электролитическим.
Основоположниками электролитического способа производства алюминия являются Поль Эру во Франции и Чарльз Холл в США, которые в 1866 г. независимо друг от друга заявили аналогичные патенты на способ получения алюминия электролизом глинозема (А1203), растворенного в расплавленном криолите (Na2AIF6). С открытием электролитического способа началось быстрое развитие алюминиевой промышленности. Если в 1900 г. выпуск алюминия во всем мире составил 5,7 тыс. т, но уже к 1930 г. он приблизился к 270 тыс. т, в 1950 г. составил (без стран социализма) около 1,3 млн. т, а в 1980 г.—более 12 млн. т.
В капиталистическом мире основными производителями алюминия являются США, Япония, Канада, ФРГ, Норвегия.
В дореволюционной России не было собственной алюминиевой промышленности. Однако в конце прошлого и начале настоящего столетия русские ученые (Н. Н. Бекетов, П. П. Федотьев, Н. А. Пушин, Д. А. Пеняков, Е. И. Жуковский и другие) выполнили ряд исследований, сыгравших большую роль в развитии мировой алюминиевой промышленности. Под руководством П. П. Федотьева были проведены глубокие исследования теоретических основ электролитического способа получения алюминия, в частности были исследованы двойные системы фторид алюминия—фторид натрия, криолит—глинозем, явления растворимости алюминия в электролите, анодный эффект, а также ряд других процессов, связанных с электролизом криолито-глиноземных расплавов. Результаты этих исследований получили мировую известность.
В 1882—1892 гг. химик К. П. Байер разработал в России щелочной способ получения
глинозема, который до настоящего времени является основным в мировой алюминиевой
промышленности. В 1895 г. Д. А. Пеняков предложил способ получения глинозема
из бокситов спеканием с сульфатом натрия в присутствии угля, а А. Н. Кузнецов
и Е. И. Жуковский в 1915 г.—способ получения глинозема из низкосортных руд путем
восстановительной плавки их на шлаки алюминатов щелочноземельных металлов. Н.
А. Пушин с сотрудниками в 1914 г.
В 1895 г. Д. А. Пеняков предложил способ получения глинозема
из бокситов спеканием с сульфатом натрия в присутствии угля, а А. Н. Кузнецов
и Е. И. Жуковский в 1915 г.—способ получения глинозема из низкосортных руд путем
восстановительной плавки их на шлаки алюминатов щелочноземельных металлов. Н.
А. Пушин с сотрудниками в 1914 г.
впервые в нашей стране получил алюминий “русского происхождения”, т. е. Из отечественных сырья и материалов.
Условия для создания в нашей стране алюминиевой промышленности, являющейся крупным потребителем электроэнергии, появились только после Великой Октябрьской социалистической революции. Решающую роль в этом сыграл разработанный в 1920 г. по инициативе и под руководством В. И. Ленина план ГОЭЛРО, положивший начало созданию прочной энергетической базы в нашей стране. Построенная в соответствии с этим планом в 1926 г. первая крупная гидроэлектростанция на р. Волхов явилась энергетической базой первого в СССР
Волховского алюминиевого завода. В декабре 1927 г. XV съезд ВКП(б) принял решение о создании в нашей стране алюминиевой промышленности, а в августе 1929 г. Совет Труда и Обороны принял решение о строительстве в СССР Волховского и Днепровского алюминиевых заводов. В 1929 г. на Ленинградском опытном заводе “Красный Выборжец” под руководством П. П. Федотьева были
В декабре 1927 г. XV съезд ВКП(б) принял решение о создании в нашей стране алюминиевой промышленности, а в августе 1929 г. Совет Труда и Обороны принял решение о строительстве в СССР Волховского и Днепровского алюминиевых заводов. В 1929 г. на Ленинградском опытном заводе “Красный Выборжец” под руководством П. П. Федотьева были
проведены длительные производственные испытания по получению алюминия электролитическим путем из отечественных материалов.
В 1930 г. в Ленинграде был пущен опытный завод, который сыграл большую роль в развитии советской алюминиевой промышленности. На этом заводе испытывалось оборудование, осваивался технологический режим, готовились рабочие и инженерно-технические кадры для первых советских алюминиевых заводов. Одновременно были проведены исследования по производству электродных изделий, необходимых для получения алюминия. Результаты этих исследований легли в основу проектирования первых электродных заводов—Московского и Днепровского. Разработанный в Институте прикладной минералогии способ получения криолита был положен в основу проектирования производства криолита
на Полевском криолитовом заводе.
В 1931 г. были созданы Научно-исследовательский институт алюминиевой промышленности (НИИСалюминпй) и проектный институт—гипроалгомпний.
Позднее НИИСалюминий и Гипроалюминий были объединены в единый Всесоюзный алюминиево-магниевын институт (ВАМИ).
14 мая 1932 г. вступил в эксплуатацию Волховский алюминиевый завод, а в 1933 г. на базе Днепровской ГЭС—Днепровский алюминиевый завод. Очень много внимания становлению советской алюминиевой промышленности уделял С. М. Киров, который возглавлял Ленинградскую партийную организацию. Первым алюминиевым заводам нашей страны—Волховскому и Днепровскому—в дальнейшем было присвоено его имя.
В период с 1926 по 1936 г. в Государственном институте прикладной химии (ГИПХ) под руководством А. А. Яковкина был разработан способ получения глинозема из тихвинских бокситов спеканием их с содой и известняком. В результате впервые была разрешена проблема переработки высококремнистых бокситов. В 1938 г. вошел в эксплуатацию Тихвинский глиноземный завод, а в 1939 г. на базе высококачественных североуральских бокситов—Уральский алюминиевый завод.
на базе высококачественных североуральских бокситов—Уральский алюминиевый завод.
В начале Великой Отечественной войны Волховский и Днепровский алюминиевые заводы и Тихвинский глиноземный были выведены из строя. Оборудование этих заводов вывезли на Урал и в Сибирь. В годы Великой Отечественной войны был значительно расширен Уральский алюминиевый завод к введены в эксплуатацию Новокузнецкий (1943 г.) и Богословский (1945 г.) алюминиевые заводы.
В послевоенные годы были восстановлены Волховский и Днепровский алюминиевые заводы и Тихвинский глиноземный завод, а также вошли в эксплуатацию новые алюминиевые заводы: Канакерский (1950 г.), Кандалакшский (1951 г.), Надвоицкий (1954 г.), Сумгаитский (1955 г.). Ряд крупных алюминиевых заводов был пущен на базе дешевой электроэнергии гидроэлектростанций, построенных на Волге и реках Сибири: Волгоградский (1959 г.). Иркутский (1962 г.). Красноярский (1964 г.), Братский (1966 г.) и Таджикский (1975 г.).
Одновременно вводились новые предприятия по производству глинозема — Никалевский (1959 г. ) и Ачинский (1970 г.) глиноземные комбинаты. Павлодарский (1964 г.) и Кировабадскии (1966 г.) алюминиевые заводы, Николаевский глиноземный завод (1980 г.).
) и Ачинский (1970 г.) глиноземные комбинаты. Павлодарский (1964 г.) и Кировабадскии (1966 г.) алюминиевые заводы, Николаевский глиноземный завод (1980 г.).
Алюминиевая промышленность, созданная в нашей стране, занимает одно из ведущих мест в мире. При создании ее советскими учеными и специалистами впервые в мировой практике был решен ряд важных научно-технических проблем: комплексная переработка нефелиновых руд и концентратов с получением глинозема, соды, поташа и цемента, комплексная переработка алунитовых руд с получением глинозема, сульфата калия и серной кислоты, а также многие другие.
Плавление алюминия: физические принципы
Печи плавления алюминия
Каждое производство алюминиевых прессованных профилей обычно имеет свой участок или цех по переплавке технологических отходов, а также подходящего покупателя алюминиевого лома. Полученный алюминиевый расплав разливается затем в слитки-столбы для прессования (см. Подробнее здесь). Типичными плавильными печами для такого производства являются газовые отражательные печи с прямой загрузкой шихты, стационарные или наклоняемые (рисунок 1).
Типичными плавильными печами для такого производства являются газовые отражательные печи с прямой загрузкой шихты, стационарные или наклоняемые (рисунок 1).
Рисунок 1 — Типичная отражательная печь для плавления алюминия [1].
Ниже рассмотрены основные физические принципы, принципы работы и явления, которые следует учитывать при работе с такими печами.
Четыре механизма передачи тепла
В плавильных печах с прямым нагревом, таких как отражательные печи, устройство является тепла одно или несколько газовых горелок. В такой плавильной печи главными механизмами передачи тепла к алюминиевой шихте являются [2]:
- Тепловое излучение от футеровки (свода и стен)
- Тепловое излучение от объема газообразных продуктов сгорания над металлом
- Прямое тепловое излучение от пламени факела горелки к металлу
- Конвективная передача тепла от горячих газов, которые проходят вдоль поверхности металла.
Для отражательных печей излучение от футеровки обычно считается основным источником тепла для плавления алюминиевой шихты. Однако на некоторых этапах плавильного цикла этот механизм передачи тепла шихте может быть весьма незначительным [1, 2]. Эффективная работа любой плавильной печи требует использования всех механизмов передачи тепла за счет их оптимизации на различных этапах цикла плавления.
Однако на некоторых этапах плавильного цикла этот механизм передачи тепла шихте может быть весьма незначительным [1, 2]. Эффективная работа любой плавильной печи требует использования всех механизмов передачи тепла за счет их оптимизации на различных этапах цикла плавления.
Теплопроводность алюминия: твердого и жидкого
В твердом состоянии алюминий является очень хорошим проводником тепловой энергии.По этой причине с прямой загрузкой в начале цикла плавления загружаемая шихте тепло с очень высокой скоростью.
В жидком состоянии теплопроводность алюминия падает примерно наполовину от ее величины в твердом состоянии (рисунок 2). Это свойство жидкого алюминия может значительно снизить эффективность плавильной печи при загрузке непосредственно в расплав. Чтобы избежать этого, типичные отражательные печи наклонный вход (см. Рисунок 1). На этом наклонном входе происходит предварительное охлаждение шихты, а также может происходить ее нагрев до температуры плавления.
Рисунок 2 — Коэффициент теплопроводности алюминия и сплава 6061
в зависимости от температуры [2]
Тепло для плавления шихты
На рисунке 3 показано количество тепла, которое требуется для расплавления и доведения до температуры разливки одного килограмма алюминия. Девяносто три процента из этого тепла поглощается алюминием, пока он находится в твердом состоянии. Поэтому эффективность плавильной печи с прямым нагревом зависит от того, как много тепла успевает поглотить твердая шихта до погружения ее еще не расплавленной части ниже поверхности расплава [1].
Рисунок 3 — Удельное тепло для плавления алюминия и
установка его до температуры разливки [2]
Цикл плавления отражательной печи
Изменение температурных параметров и потребляемой мощности горелок в отражательной плавильной печи с прямой вставкой показано на рисунке 4.
Рисунок 4 — Изменение температурных параметров и
потребляемой мощности горелок в цикле плавления отражательной печи [1]
В начале цикла плавления холодный металл загружается в горячую печь. В результате этой температуры футеровки значительно снижается. Твердый металл, который загружен в печь, очень быстро поглощает тепло от газового потока продуктов сгорания. Поток горячих газов во многих случаях ударяет непосредственно в алюминиевую шихту (рисунок 5). На этом этапе общая площадь поверхности шихты очень большая и поэтому эффективная передача тепла от горячих газов продуктов сгорания кихте. По этой причине отходящие газы печи имеют относительно низкую температуру (см. Рисунок 4).
В результате этой температуры футеровки значительно снижается. Твердый металл, который загружен в печь, очень быстро поглощает тепло от газового потока продуктов сгорания. Поток горячих газов во многих случаях ударяет непосредственно в алюминиевую шихту (рисунок 5). На этом этапе общая площадь поверхности шихты очень большая и поэтому эффективная передача тепла от горячих газов продуктов сгорания кихте. По этой причине отходящие газы печи имеют относительно низкую температуру (см. Рисунок 4).
Рисунок 5 — Прохождение горячего потока продуктов сгорания горелки
через алюминиевую шихту: а) полное; б) частичное [2]
По мере сообщения твердой шиты интенсивность ее теплообмена с горячими газами продуктов сгорания. Потребляемая мощность горелок также снижается. Шихта начинает плавиться и принимать плоскую форму (рисунок 6). На этой стадии плавильного цикла температура выходящих из печи газов резко увеличивается из-за снижения температуры между горячими газами и металлом, а также уменьшения площади их контакта.
Рисунок 6 — Воздействие горячих горелки на плоский расплав в печи [2]
Твердая шихта в расплаве
Алюминий в твердом состоянии имеет более высокую плотность, чем в жидком (рисунок 7). Поэтому обычно твердая шихта легко погружается на дно ванны расплавленного алюминия. Если поверхность шихты, например, алюминиевой стружки, слишком велика по сравнению с ее массой, то она может плавать на поверхности расплава за счет поверхностного натяжения.
Рисунок 7 — Зависимость плотности чистого алюминия от температуры [3]:
а — твердый алюминий, б — жидкий алюминий
Как только твердая шихта погружается в жидкий алюминий, ее теплообменник с ограничивается теплопроводностью металла, в котором она находится. Основным механизмом передачи тепла к плоской поверхности расплава является передача тепла от футеровки, пламени и продуктов сгорания. Эта операция на этом этапе работы печи обеспечивает высокую рабочую температуру.
Окисление жидкого алюминия
может показаться на этом этапе эффективным способом завершения цикла плавного плавления расплава. Но, к сожалению, алюминий в жидком состоянии проявляет слишком высокую химическую активность.
Но, к сожалению, алюминий в жидком состоянии проявляет слишком высокую химическую активность.
На рисунке 8 показано влияние повышения температуры алюминиевого расплава на образование шлака (Al 2 O 3 ). Когда температура превышает 760 ºС, скорость образования шлака резко возрастает.Чем больше шлака образуется, тем больше металла безвозвратно теряется.
Для образования шлака кроме высокой температуры обязательным присутствует присутствие в контакте с металлом кислорода. Основными источниками кислорода в объеме печи являются воздух, который проникает снаружи, и воздух, который не успел сгореть в горелке. Хорошая горелка должна работать без подачи избыточного воздуха в объем печи.
Рисунок 8 — Зависимость скорости окисления алюминия от температуры [2]
Влияние толщины шлака
Тонкий слой шлака является даже полезным, как он снижает отражательные свойства алюминиевого расплава.Это способствует лучшему поглощению теплового излучения от футеровки, пламени и газовых продуктов сгорания. Если же слой шлака становится слишком толстым, то он работает как теплоизолятор. В этом случае передайте тепло внутрь расплава.
Если же слой шлака становится слишком толстым, то он работает как теплоизолятор. В этом случае передайте тепло внутрь расплава.
Глубина расплава в печи
Плотность жидкого алюминия с повышением температуры не значительно, но снижается (см. Рисунок 7). Это означает, что при нагреве расплава сверху, его нижние слои будут всегда «тяжелее» верхних.Расплав будет находиться в состоянии гидростатического равновесия и без внешнего воздействия внутреннего внутреннего движения в нем происходить не будет. Тепло для системы нижних слоев расплава может передаваться только от верхнего горячего слоя за счет механизма теплопроводности [1]. Поэтому, чем глубже ванна с жидким алюминием, в которую погружена твердая шихта, тем труднее доставить к ней специальные для расплавления тепловую энергию.
В общем случае более глубокие требуют больше энергии для своей работы и имеют более высокий угар.Считается, что для отражательных печей плавления алюминия оптимальной глубиной расплава составляет 500-600 мм. Но и в этом случае разность температуры между верхом и низом расплава составляет 23-25 ºС [1].
Но и в этом случае разность температуры между верхом и низом расплава составляет 23-25 ºС [1].
Перемешивание расплава
Чтобы увеличить скорость распространения расплавают методы его перемешивания. Чаще всего это выполняется с помощью механических инструментов, таких как ручные скребки или большие скребки, установленные на автопогрузчике. Однако уже через несколько минут после окончания этой операции расплава снова возвращается к устойчивому состоянию [1].Кроме того, для такого перемешивания нужно открывать загрузочное окно, что приводит к дополнительному дополнительному шлака. Поэтому на больших печах и крупных производствах используются сложные системы перемешивания расплава с помощью различных помп — центробежных, электромагнитных и других, которые могут перемешивать расплав в непрерывном режиме.
Источники:
- Справочник по переработке алюминия / Сh. Шмитц, 2006
- Плавильные печи с прямой загрузкой / Дональд Ф. Уиппл — Bloomengineering, 2004 г.

- Справочник по алюминию: Vol.1 / под ред. Тотен @ Маккензи, 2003

Свойства алюминия — ПЕРЕПЛАВ.РУ
Сферы использования алюминия.
Алюминий — химический элемент главной подгруппы третьей группы третьего периода ПСХИ Менделеева Д. И., с атомным номером 13. Обозначается символом AL (лат. Алюминий). Относится к группе лёгких металлов. Наиболее распространенный металл и третий по распространённости химический элемент в земной коре (после кислорода и кремния).
Простое вещество алюминий — лёгкий, немагнитный металл серебристо-белого цвета, легко поддающийся ковке, литью, механической обработке.Алюминий обладает высокой тепло- и электропроводностью, стойкостью к коррозии, обуславливается образование оксидной плёнки на поверхности, защищающей от дальнейшего воздействия агрессивной среды.
Физические свойства алюминия. Плотность — 2,7 г / см³, температура плавления — порядка 658-660 ° C, удельная теплота плавления — 390 кДж / кг, температура кипения — 2500 ° C, удельная теплота испарения — 10,53 МДж / кг, временное сопротивление литого алюминия — 10… 12 кг / мм², деформируемого — 18… 25 кг / мм², сплавов — 38… 42 кг / мм².
Твёрдость по Бринеллю — 24… 32 кгс / мм², высокая пластичность: техническая алюминий — 35%, чистый алюминий — 50%, прокатывается в фольгу. Модуль Юнга — 70 ГПа. электропроводность — 0,0265 мкОм · м, теплопроводность — 1,24 × 10−3 / (м · К), обладает высокой светоотражательной способностью.температурный коэффициент линейного расширения 24,58 × 10−6 К − 1 (20… 200 ° C). Образует сплавы практически со всеми прочими металлами.
Впервые алюминий был выделен как самостоятельное вещество в Европе Гансом Эрстедом в 1825 году.Современный метод, основанный на шейке получения электролизом глинозема, растворённого в расплавленном криолите, положил начало широчай сфере применения алюминия в нашей жизни
Физические и химические свойства объясняют огромное значение мировой экономики. Без аэрокосмическая индустрия никогда не получила бы развития. Алюминий и сплавы на его основе необходимы для производства автомобилей, в машиностроении, микроэлектронике, да наверно вообще во всех отраслях промышленности. Самые разные виды продуктов из алюминия используются в современном строительстве. Алюминий практически вытеснил медь в качестве проводников и кабелей для высоковольтных линий ЛЭП. Половина кухонной посуды, продаваемая каждый год во всем мире, сделана именно из алюминия и его сплавов. Производство современных зеркал немыслимо без алюминиевой пудры. В производстве строительных материалов используется как газообразующий агент. Без алюминиевых банок для напитков уже невозможно представить ни одну витрину магазина, или аптеку без лекарств, упакованных в алюминиевую фольгу.А как хорошо попросту запечь мясо или рыбу в духовом шкафу, и все это не получится без алюминиевой фольги!
Самые разные виды продуктов из алюминия используются в современном строительстве. Алюминий практически вытеснил медь в качестве проводников и кабелей для высоковольтных линий ЛЭП. Половина кухонной посуды, продаваемая каждый год во всем мире, сделана именно из алюминия и его сплавов. Производство современных зеркал немыслимо без алюминиевой пудры. В производстве строительных материалов используется как газообразующий агент. Без алюминиевых банок для напитков уже невозможно представить ни одну витрину магазина, или аптеку без лекарств, упакованных в алюминиевую фольгу.А как хорошо попросту запечь мясо или рыбу в духовом шкафу, и все это не получится без алюминиевой фольги!
Как компонент используется в стекловарении, используются его в качестве высокоэффективного горючего в ракетных топливах; в алюминиевых бронзах основные компоненты — медь и алюминий. В качестве добавки в магниевых сплавах чаще всего используется алюминий. Для изготовления спиралей в электронагревательных приборов используйте (наряду с другими сплавами) фехраль (Fe, Cr, Al).
Еще один пример — Алюминий зарегистрирован в качестве пищевых добавок Е173.
Если мир без алюминия представлен не самым уютным местом, то мир, в котором алюминий есть, открывает нам самые разные возможности.
Наша компания осуществляет производство алюминиевых литейных, деформируемых, алюминий технических чистоты (техническая алюминий), алюминий для раскисления (раскислители) различных марок.
Цены на алюминий и его сплавы, способы доставки альтернативы можно уточнить, обратившись с нами по телефону или электронной почте.
Встретившись с потреблением алюминия или сплава алюминия Вы можете задать в поиске «купим чушку» или «купим сплав алюминия», знайте, что в случае с «куплю чушку» лучше обратиться к нам, как специалистам в области производства и поставок. Мы сможем помочь Вам подобрать интересующий Вас сплав в соответствии с потребностями и совместным скоординированием формулировки, сроки и период поставки.
Алюминий: опыт применения
В последние годы алюминий получил широкое применение в промышленности благодаря низкому весу и ряду других качеств, которые делают его привлекательной альтернативной стали. Более того, по прогнозам рынок алюминия будет продолжать расти со скоростью 5,5% в год, в частности, из-за продолжающегося распространения алюминия в автомобильной области.
Более того, по прогнозам рынок алюминия будет продолжать расти со скоростью 5,5% в год, в частности, из-за продолжающегося распространения алюминия в автомобильной области.
В том, что касается сварки, алюминий уникален. Он имеет свои особенности и не стоит надеяться, что для работы с алюминием Вам хватит опыта работы со сталью.Например, алюминий имеет высокую теплопроводимость и низкую температуру плавления, которые при несоблюдении процедур сварки легко приводят к прожиганию и деформациям.
В этой статье мы рассмотрим различные легирующие элементы и их влияние на свойства алюминия, затем поговорим о сварочных процедурах и оптимальных параметрах сварки. Наконец, мы рассмотрим несколько технологических инноваций, которые могут сделать сварку алюминия немного проще.
Легирующие элементы
Чтобы понять алюминий, сначала нужно разобраться с металлургией алюминиевых сплавов.Алюминий может иметь множество первичных и вторичных легирующих элементов, которые придают ему улучшенные механические характеристики, коррозионную стойкость и / или упрощают сварку.
Первичные легирующие элементы алюминиевых сплавов — это медь, кремний, марганец, магний и цинк. Перед тем, как начать говорить о них более подробно, нужно отметить, что сплавы делятся на два типа: пригодные к тепловой обработке и не пригодные.
Пригодность к тепловой обработке
Сплавы, пригодные к тепловой обработке, после сварки можно нагреть до стандартной температуры, чтобы восстановить утраченные во время сварки механические характеристики.Тепловая обработка подразумевает нагревание до элементов достаточно высокой температуры, чтобы легкого перешли в состояние твердого раствора, и затем контролируемого охлаждения для образования перенасыщенного раствора. Следующий этап процесса — поддержание низкой температуры в течение времени, достаточного для отложения нужного объема легирующих элементов.
В случае сплавов, непригодных к тепловой обработке, механические характеристики можно улучшить за счет холодной обработки или упрочнения под механическими нагрузками. В этой структуре оборудования должны произойти механические деформации, вызывающие повышение сопротивления деформации и снижение жидкотекучести.
В этой структуре оборудования должны произойти механические деформации, вызывающие повышение сопротивления деформации и снижение жидкотекучести.
Другие различия
Алюминиевые сплавы могут иметь следующие обозначения в зависимости от состояния термообработки: F = после отливки, O = отожженное, H = после механического упрочнения; W = с тепловым раствором и T = после термообработки, которая может использовать собственно температурную обработку или старение холодной обработкой.Например, сплав может иметь обозначение 2014 T6. Это значит, что в его состав входит медь (серия 2XXX), а T6 указывает на то, что сплав прошел термообработку и искусственное старение.
В рамках этой статьи мы будем говорить только о пластичных сплавах, то есть алюминиевых сплавах, раскатанных из заготовки или отштампованных по формам заказчика. Учтите, что сплавы также могут быть литыми. Литые сплавы используются для изготовления деталей из расплавленного металла, который заливают в формы. Литые сплавы могут быть дисперсионно-твердеющими, но никогда — твердеющими под механическими нагрузками. Пригодность к сварке таких сплавов от типа литья — в многократную форму, под давлением или в песчаную форму — так как для сварки важна поверхностного материала. Литые сплавы обозначаются трехзначным числом с одним десятичным знаком, например, 2xx.x. Для сварки пригодны алюминиевые литые сплавы 319.0, 355.0, 356.0, 443.0, 444.0, 520.0, 535.0, 710.0 и 712.0.
Литые сплавы могут быть дисперсионно-твердеющими, но никогда — твердеющими под механическими нагрузками. Пригодность к сварке таких сплавов от типа литья — в многократную форму, под давлением или в песчаную форму — так как для сварки важна поверхностного материала. Литые сплавы обозначаются трехзначным числом с одним десятичным знаком, например, 2xx.x. Для сварки пригодны алюминиевые литые сплавы 319.0, 355.0, 356.0, 443.0, 444.0, 520.0, 535.0, 710.0 и 712.0.
Легирующие элементы
Теперь, когда мы разобрались с основной терминологией, давайте поговорим о различных легирующих элементах.:
Медь (имеет обозначение серии пластичных сплавов 2XXX) обеспечивает улучшенные механические характеристики. Эта серия сплавов пригодна для тепловой обработки и в основном используется для изготовления деталей авиационных двигателей, заклепок и крепежа. Большинство сплавов серии 2ХХХ плохо подходит для дуговой сварки из-за склонности к горячему растрескиванию.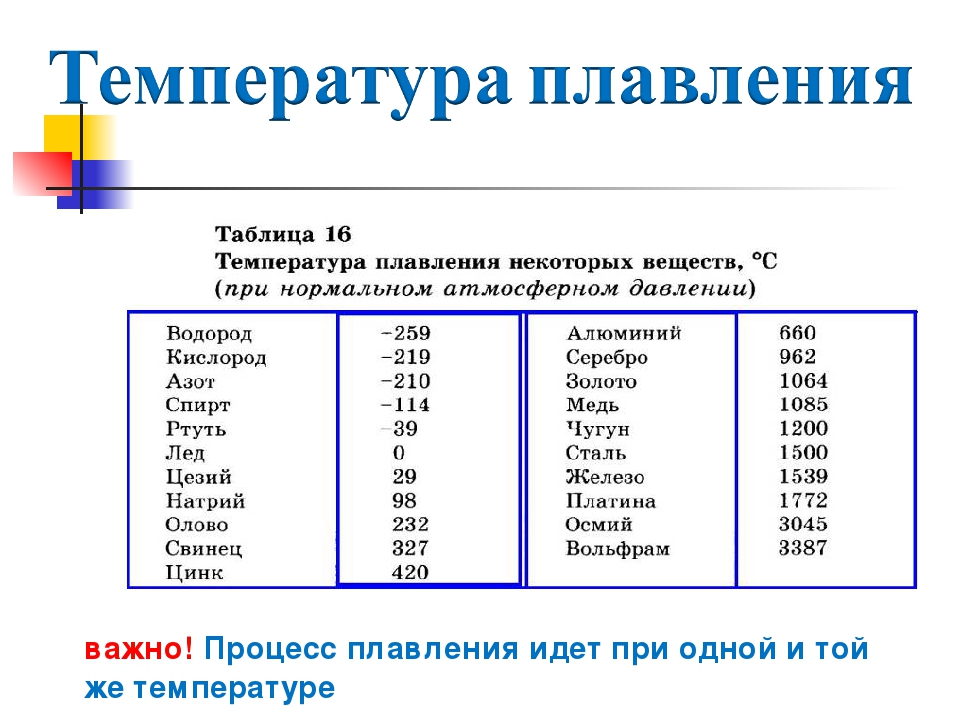 Эти сплавы серий обычно сваривают материалами серий 4043 или 4145, которые имеют низкую температуру плавления и снижают вероятность горячего растрескивания.Исключениями из этих правил являются сплавы 2014, 2219 и 2519, для которых подходит проволока 2319.
Эти сплавы серий обычно сваривают материалами серий 4043 или 4145, которые имеют низкую температуру плавления и снижают вероятность горячего растрескивания.Исключениями из этих правил являются сплавы 2014, 2219 и 2519, для которых подходит проволока 2319.
Марганец (серия 3XXX) при добавлении в алюминий образует непригодные к тепловой обработке сплавы для наплавки и производства общего назначения. Сплавы 3ХХХ имеют средние механические характеристики и используются для производства формовкой, в том числе листового алюминия для автотрейлеров и бытового применения. С помощью упрочнения под механическими нагрузками этим сплавм можно придать нужную жидкотекучесть и антикоррозионные свойства.Сплавы 3ХХХ склонны к образованию горячих трещин и хорошо поддаются серии сварке. Для этого обычно используются материалы серий 4043 или 5356. Впрочем, невысокие механические характеристики не позволяют использовать их для изготовления металлоконструкций.
Кремний (серия 4XXX) позволяет снизить температуру плавления алюминия и улучшить жидкотекучесть.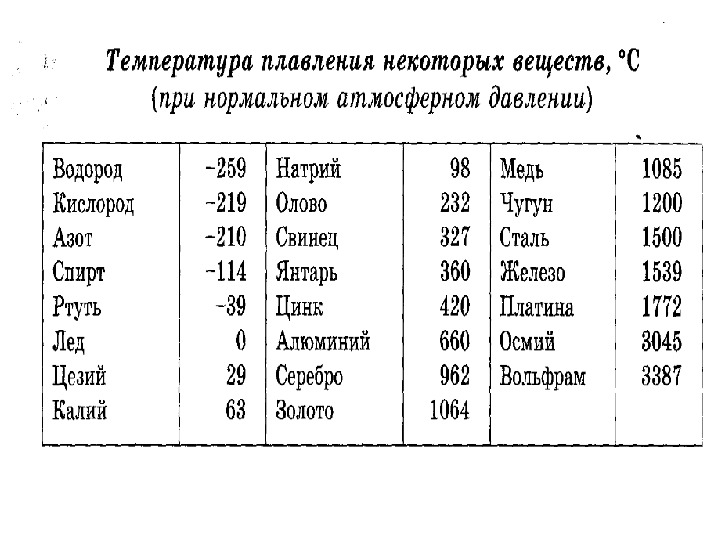 В основном эта серия используется в качестве присадочного материала. Сплавы 4ХХХ отличаются высокими сварочно-технологическими характеристиками и не пригодными к термообработке.В частности, сплав 4047 стал предпочтительным выбором в автомобильной промышленности, потому что он обладает очень высокой жидкотекучестью и хорошо подходит для пайки и сварки.
В основном эта серия используется в качестве присадочного материала. Сплавы 4ХХХ отличаются высокими сварочно-технологическими характеристиками и не пригодными к термообработке.В частности, сплав 4047 стал предпочтительным выбором в автомобильной промышленности, потому что он обладает очень высокой жидкотекучестью и хорошо подходит для пайки и сварки.
Магний (серия 5XXX) при добавлении в алюминий обеспечивает высокие сварочно-технологические характеристики с минимальным снижением механических свойств и устойчивости к образованию горячих трещин. Более того, серия 5ХХХ имеет самые высокие сварочно-технологические характеристики среди всех алюминиевых сплавов, не пригодных к термической обработке.Благодаря коррозионной устойчивости эти сплавы используют для изготовления резервуаров для химикатов и сосудов высокого давления и температуры, а также металлоконструкций, железнодорожных вагонов, самосвалов и мостов. При сварке с присадочными материалами серии 4ХХХ они теряют жидкотекучесть из-за образования Mg2Si.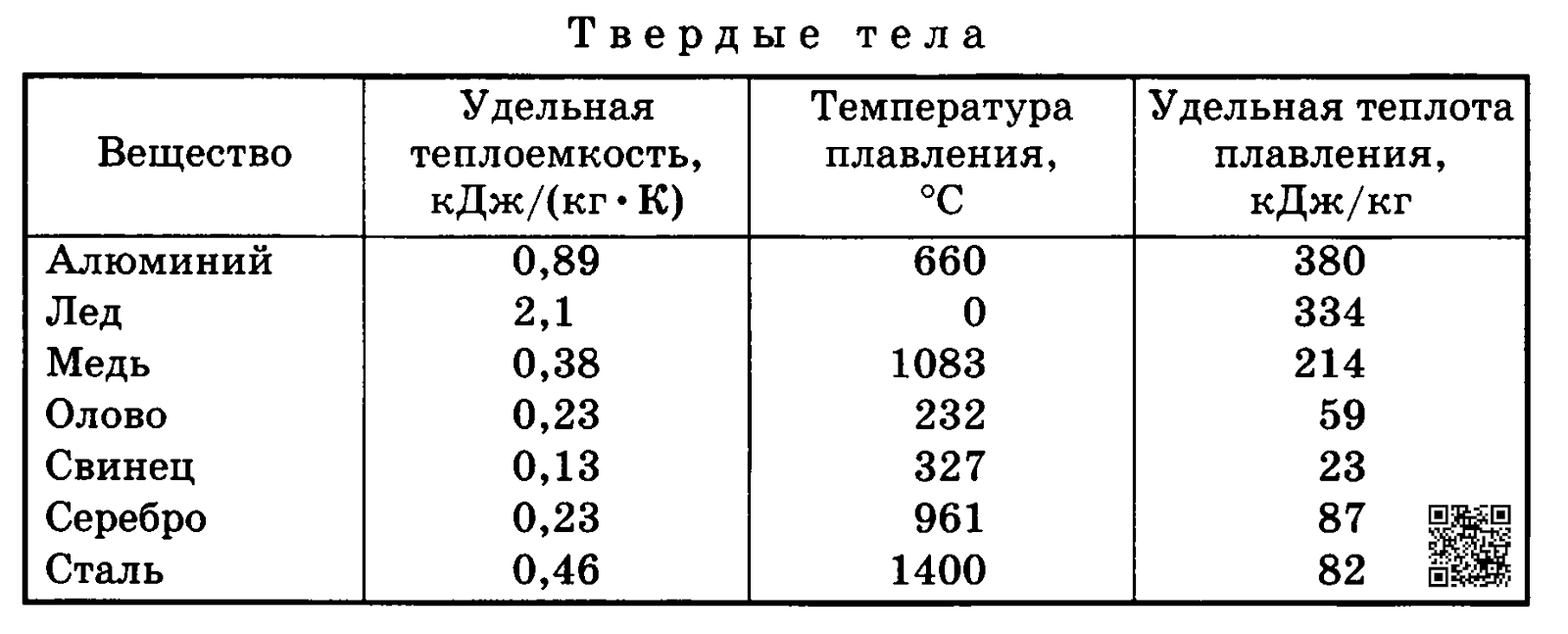
Кремний и магний (серия 6XXX) — в этой серии используются оба этих легирующих элемента. В основном они применяются в автомобильной, трубной, железнодорожной и строительной отрасли, а также для штамповки выдавливанием.Серия 6ХХХ несколько склонна к горячему растрескиванию, но эту проблему можно решить, правильно подобрав сварочные материалы. Сплавы этой серии можно сваривать материалами серий 5XXX и 4XXX без риска трещин — однако для этого необходимо обеспечить разбавление основного материала присадочным. Чаще всего для этого использовать материалы 4043.
Цинк (серия 7XXX) при добавлении алюминия вместе с магнием и медью образует пригодный к тепловой обработке сплав с высокими механическими характеристиками.В основном используется в авиационной отрасли. Сплавы серии 7ХХХ хорошо подходят для сварки из-за склонности к образованию трещин (из-за широкого температурного интервала плавления и низкого солидуса). Сплавы 7005 и 7039 пригодны для сварки присадочными материалами серии 5ХХХ.
Сплавы 7005 и 7039 пригодны для сварки присадочными материалами серии 5ХХХ.
Другие элементы (серия 8XXX) — в этом серию включены все остальные легирующие элементы алюминиевых сплавов (например, литий). Большинство из этих сплавов редко подвергаются низкой нагрузке.В качестве присадочного материала для этих сплавов используется серия 4ХХХ.
Чистый алюминий (серия 1XXX) — алюминий без легирующих считается непригодным для тепловой обработки и в основном используется для изготовления резервуаров и труб для химикатов ввиду его высокой коррозионной устойчивости. Эти материалы также используются в электрических шинах благодаря высокой электропроводимости. Для сварки 1ХХХ хорошо подходят сплавы 1070, 1100 и 4043.
Помимо основных легирующих элементов, также существуют и множество вторичных, куда входят хром, железо, цирконий, ванадий, висмут, никель и титан.Эти могут придать алюминию коррозионную устойчивость, повышенные механические характеристики и пригодность к тепловой обработке.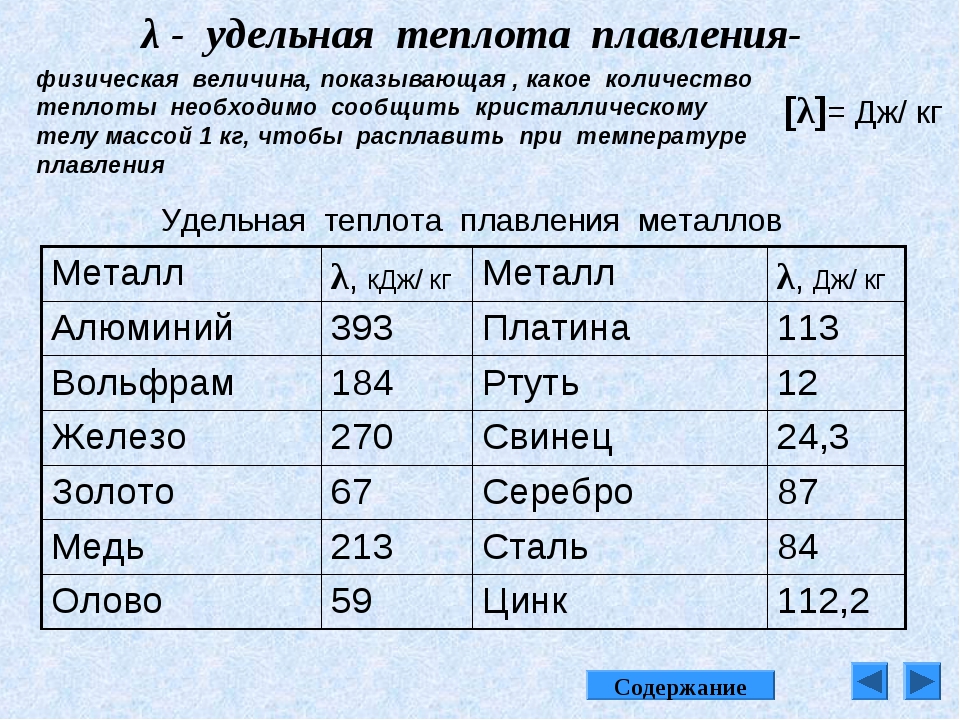
Физические свойства
После того, как мы разобрались с металлургией алюминиевых сплавов, давайте рассмотрим физические свойства алюминия и того, как они соотносятся с другими металлами, например, сталью.
Главная причина распространения распространения — это физические свойства.Например, алюминий в три раза легче стали и в то же время при соответствующем использовании более высокой прочности. Он проводит электричество в шесть раз лучше нержавеющей стали и почти в 30 раз лучше нержавеющей стали. Высокая проводимость делает влияние вылета проволоки в режиме MIG менее по сравнению со сталью.
Также нетоксичен и местная изоляция в пищевой отрасли.Так как это немагнитный металл, во время сварки можно не опасаться отклонения дуги. Благодаря в 5 более высокой теплопроводимости по сравнению со сталью алюминий легко поддается сварке в сложных пространственных положениях. Впрочем, алюминий имеет свои недостатки, так как он быстро отводит, что затрудняет снижение давления и снижает глубину проплавления.
Так как алюминий имеет низкую температуру плавления — 660 градусов Цельсия (в два раза меньше, чем у стали) — при том же диаметре проволоки для его плавления намного меньшая сила тока.Более того, при равной силе сварочного тока скорость расплавления проволоки примерно в два раза выше стали.
Химические свойства
В том, что касается химического состава, алюминий имеет высокую способность к растворению водорода в жидкой форме и низкую — при температуре затвердевания. Это даже небольшое количество раствора в жидком металле после затвердевания алюминия будет стремиться выйти из металла, что приведет к образованию пористости.
Кроме того, при механической обработке алюминий вступает в реакцию с кислородом и мгновенно образует слой оксида алюминия. Этот слой очень пористый и может легко удерживать в себе влагу, масло и другие материалы. Пленка оксида обеспечивает хорошую коррозионную стойкость, но перед сваркой ее следует удалить, так как из-за высокой температуры плавления (2050 ° C) она ограничивает глубину проплавления.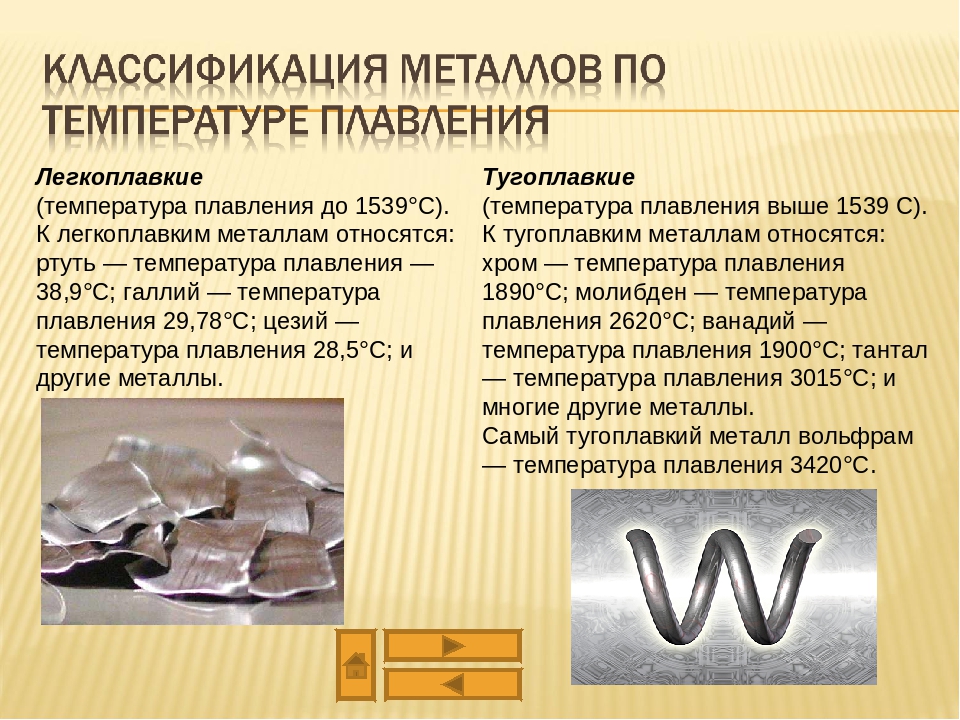 Для этого применяется механическая очистка, растворитель, химическая очистка и травление.
Для этого применяется механическая очистка, растворитель, химическая очистка и травление.
Механические свойства
Механические свойства алюминия, например, предел текучести, предел прочности и относительное удлинение, зависит от комбинации основного металла и сварочных материалов. При сварке шва с разделкой прочности соединение зависит от зоны теплового воздействия. В случае непригодных к тепловой обработке сплавов зона теплового воздействия полностью отожжена и зона теплового воздействия самым слабым местом.Для полного отжига пригодных к тепловой обработке сплавов требуется намного больше времени при температуре отжига в сочетании с медленным охлаждением, надежность сварного шва в этом случае меньше. Такие аспекты, как предварительный подогрев, отсутствие охлаждения меду проходами сварки и лишнее тепло из-за низкой скорости сварки или поперечных колебаний, увеличивают как пиковую температуру, так и длительность воздействия повышенной температуры, что увеличивает риск падения механических характеристик.
При угловой сварке механические характеристики зависят от используемых сварочных материалов. При изготовлении металлоконструкций использование 5ХХХ вместо 4ХХХ может обеспечить в два раза более высокую прочность.
«Сплавы», «непригодные к тепловой обработке», имеют «жидкотекучесть» при использовании материалов серии 4ХХХ жидкотекучесть становится меньше. Пригодные к тепловой обработке сплавы обычно из-за нее низкую жидкотекучесть.
О металлургии подробнее
того, как мы обсудили основные положения о металлургии алюминия, применили эту информацию к практической сварке сплава. Сначала мы рассмотрим технологию, которая позволяет получить наилучшее качество сварки алюминия и решить такие распространенные проблемы, как недостаточное проплавление, высокий уровень разбрызгивания, прожигание и пористость.
Современные инверторные сварочные аппараты с запатентованной технологией управления волнами сварочного тока компании Линкольн позволяют точно регулировать характеристики формы волны, чтобы оптимальным образом контролировать перенос капель расплавленного металла. Это помогает снизить разбрызгивание из-за низкой плотности алюминия, в то время как моменты пикового тока обеспечивают должную глубину проплавления.
Это помогает снизить разбрызгивание из-за низкой плотности алюминия, в то время как моменты пикового тока обеспечивают должную глубину проплавления.
Кроме того, так как изменение химического состава оказывает большое влияние на физические характеристики сплава, эта возможность позволяет индивидуально подобрать форму волны для каждого конкретного типа с учетом физических характеристик металла.
как алюминий, имеющая высокую способность к раствору в жидком виде и низкую — при застывании, может сократить длину волны за счет снижения силы сварочного тока и риска возникновения пористости.
Недавно компания Линкольн вывела эту на новый уровень благодаря Wave Designer Software®. Она позволяет сварочным инженерам и сварщикам в реальном времени корректировать и проверить текущую форму волны сварочного тока подключенного к сети аппарата на собственном компьютерех. При использовании в сочетании с инверторными сварочными аппаратами это позволяет обеспечить высокое качество сварки в любых условиях.
Новые методы сварки
Применение источников питания на падающей ВАХ для сварки алюминия в защитном газе имеет долгую и успешную историю.При сварке алюминия падающая ВАХ позволяет обеспечить высокоэнергетический струйный перенос металла, который стабильно и равномерно реагирует на изменения собственно силы сварочного тока, несмотря на колебания длины дуги. В результате падающая ВАХ равномерную глубину проплавления по всей длине шва.
Совершенствование контроля дуги привело к появлению инверторных источников питания с программным управлением. «Оптимизация» характеристик дуги программными методами при MIG-сварке алюминия вышла на новый уровень благодаря разработанной компанией Линкольн Электрик технологии управления волнами.В этом импульсном режиме с высокоскоростным синергетическим управлением падающая вольт-амперная характеристика модифицируется так, чтобы обеспечить несколько преимуществ при сварке алюминия. Например, сюда входит повышенный сварочный ток в момент пика импульса. Пики импульсов позволяют обеспечить равномерный профиль проплавления по всей длине шва. Также при этом снижается разбрызгивание, улучшается жидкотекучесть сварочной ванны, что позволяет увеличить скорость сварки, и снижается тепловложение и связанное с ним риск деформаций.
Пики импульсов позволяют обеспечить равномерный профиль проплавления по всей длине шва. Также при этом снижается разбрызгивание, улучшается жидкотекучесть сварочной ванны, что позволяет увеличить скорость сварки, и снижается тепловложение и связанное с ним риск деформаций.
Технология управления волной выводит импульсную сварку на новый уровень. Она позволяет создать индивидуальную, «идеальную» для каждой задачи форму волны. Эта технология и ее возможности индивидуальной настройки высокотехнологичными источниками, например, инверторными моделями питания семейства Power Wave®. Аппараты Power Wave можно использовать двумя способами. Оператор может выбрать предустановленную форму волны для сварки алюминия или же создать собственную с помощью программы Wave Designer ™.Индивидуально разработанные формы волны переносятся с компьютера на аппарат Power Wave.
Анатомия формы волны
Но что именно представляет собой технология управления программы Wave Designer Pro? Благодаря этой технологии источник питания мгновенно регулируется сварочный ток по заданной программе.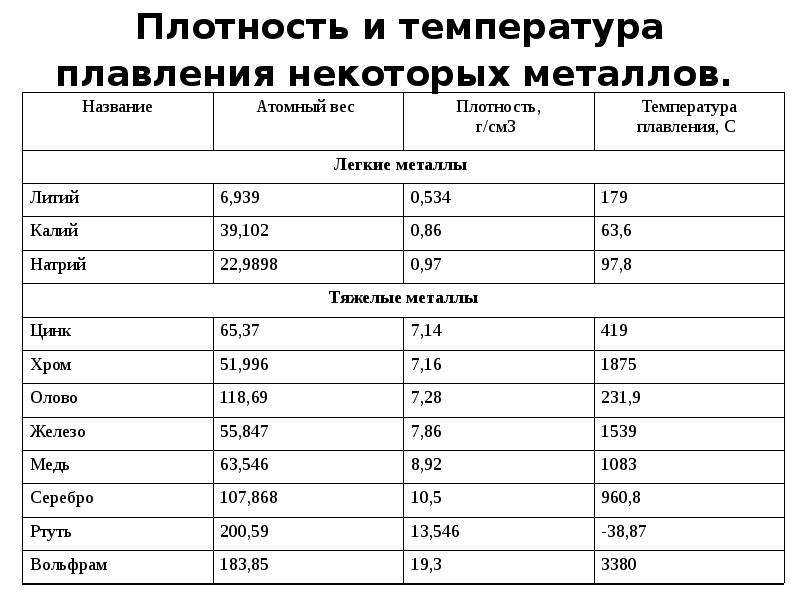 Учтите, что «форма волны» позволяет влиять на поведение каждой капли расплавленного присадочного материала. Область ниже формы волны отражает энергию, прилагаемую к этой капле.При струйном переносе металла сила тока на несколько миллисекунд увеличивает настолько, чтобы расплавить металл. Этот момент формируется и отделяется капля металла, которая начинает движение вдоль дуги. Теперь в период спуска капли к ней можно приложить дополнительную энергию, которая позволила бы сохранить или увеличить ее жидкотекучесть. После этого импульс переходит в фазу фонового тока, который позволяет поддерживать дугу, охладить материал и подготовиться к следующему пику.
Учтите, что «форма волны» позволяет влиять на поведение каждой капли расплавленного присадочного материала. Область ниже формы волны отражает энергию, прилагаемую к этой капле.При струйном переносе металла сила тока на несколько миллисекунд увеличивает настолько, чтобы расплавить металл. Этот момент формируется и отделяется капля металла, которая начинает движение вдоль дуги. Теперь в период спуска капли к ней можно приложить дополнительную энергию, которая позволила бы сохранить или увеличить ее жидкотекучесть. После этого импульс переходит в фазу фонового тока, который позволяет поддерживать дугу, охладить материал и подготовиться к следующему пику.
Давайте рассмотрим форму волны подробнее.Фаза возрастания (А) — это период увеличения силы тока до пиковой (измеряется в амперах в миллисекунду), в течение которого формируется расплавленная капля на кончике электрода. По достижению пикового значения капля отделяется. Процентная доля «превышения» (B) при дуге дополнительной жесткости и способствует отделению расплавленной капли от электрода. Длительность пиковой фазы (C) влияет на размер капли: чем она меньше, тем больше становится капля. С этого момента отделившаяся капля зависит от энергии, подаваемая на фазе убывания.Эта фаза состоит из периодов снижения пикового тока (D) и финального тока (E). Период снижения пикового тока позволяет при необходимости увеличить мощность расплавленной капли. Это улучшает жидкотекучесть сварочной ванны в период снижения пикового тока. Фаза финального тока начинается после снижения пикового. Она увеличивает стабильность анода и регулировка силы финального тока может помочь избавиться от избыточного распыления мелких капель. С этого момента ток переходит к фоновому значению (F), которое позволяет сохранить дугу.Чем меньше длительность фазы фонового тока, тем больше частота пульсации. Чем выше частота пульсации, тем выше средняя сила тока. С другой стороны, увеличение частоты к более сфокусированной дуге.
Длительность пиковой фазы (C) влияет на размер капли: чем она меньше, тем больше становится капля. С этого момента отделившаяся капля зависит от энергии, подаваемая на фазе убывания.Эта фаза состоит из периодов снижения пикового тока (D) и финального тока (E). Период снижения пикового тока позволяет при необходимости увеличить мощность расплавленной капли. Это улучшает жидкотекучесть сварочной ванны в период снижения пикового тока. Фаза финального тока начинается после снижения пикового. Она увеличивает стабильность анода и регулировка силы финального тока может помочь избавиться от избыточного распыления мелких капель. С этого момента ток переходит к фоновому значению (F), которое позволяет сохранить дугу.Чем меньше длительность фазы фонового тока, тем больше частота пульсации. Чем выше частота пульсации, тем выше средняя сила тока. С другой стороны, увеличение частоты к более сфокусированной дуге.
Форма волны также зависит от «адаптивной характеристики» импульсной MIG-сварки с синергетическим управлением. Адаптивность подразумевает способность дуги заданной длины дуги несмотря на изменения вы электрода. Это важный аспект соединения для стабильной сварки и надежности.
Адаптивность подразумевает способность дуги заданной длины дуги несмотря на изменения вы электрода. Это важный аспект соединения для стабильной сварки и надежности.
Оптимизация сварки через регулировку формы волны
Регулировка формы волны сварочного тока позволяет получить специальную скорость сварки, хороший внешний вид шва, упростить очистку поверхности после сварки и уменьшить уровень выделения дыма. Настоящая сила этой технологии заключается в возможности самой настроить форму волны в программе Wave Designer Pro и том, насколько легко это сделать. Пользователь может в реальном времени менять дугу простым движением мыши в привычной среде ПК Windows ™.Пятиканальная панель ArcScope позволяет просматривать сделанные изменения, в том числе пиковые значения тока и напряжения, а также расчетное тепловложение. ArcScope собирает данные с размером 10 КГц. «То ценное опциональное дополнение к программе Wave Designer. ArcScope дает сварочному инженеру визуальное представление разработанной формы волны.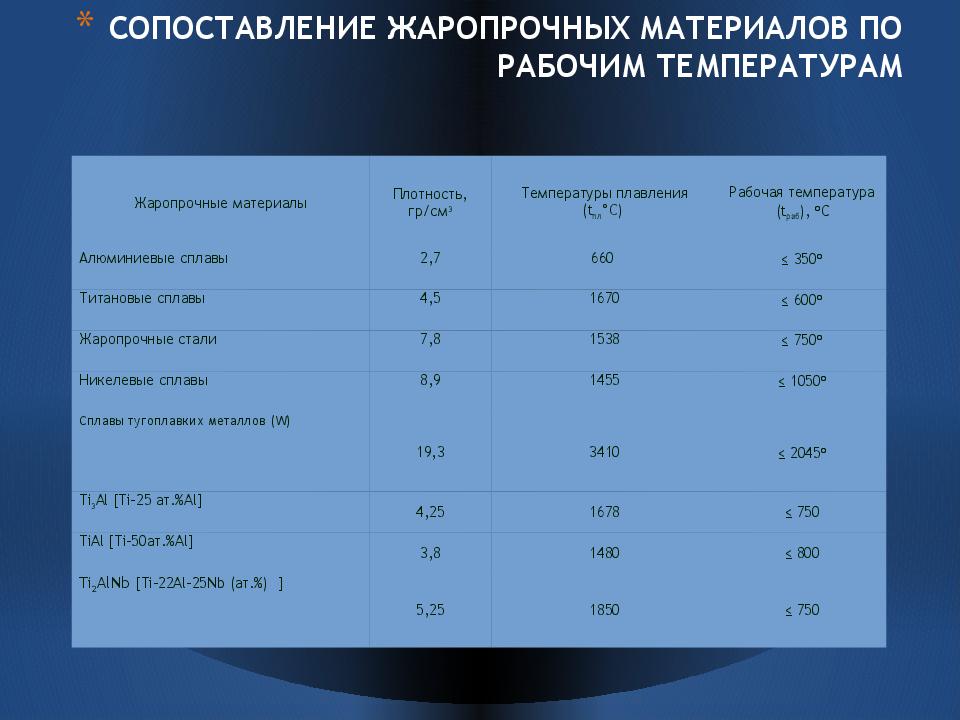 После проведения оценки он может внести поправки.
После проведения оценки он может внести поправки.
Например, при сваркеколистового алюминия технология управления волнами поможет уменьшить тепловложение, деформации, устранить разбрызгивание и прожигание.Это уже смогли подтвердить на своем опыте многие компании. Пользователь может составить программы сварки для определенного диапазона скорости подачи проволоки / или силы тока благодаря этому работать с очень широким диапазоном толщин материалов и скорости подачи проволоки.
Алюминий имеет целый ряд отличительных функций, которые делают его привлекательным выбором для многих задач, несмотря на то, что его сварка может быть связана с определенными сложностями.Тем не менее, хорошее понимание его металлургии и доступных на современном рынке инструментов и возможностей вам справиться с этой гарантией технологий.
алюминиевый прокат
Алюминий — элемент главной подгруппы третьей группы третьего периода периодической системы химических элементов Д.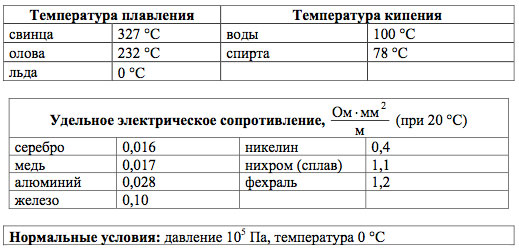 И. Менделеева, с атомным номером 13. Обозначается символом Al (лат. Алюминий). Относится к группе лёгких металлов. Наиболее распространенный металл и третий по распространённости химический элемент в земной коре (после кислорода и кремния).
И. Менделеева, с атомным номером 13. Обозначается символом Al (лат. Алюминий). Относится к группе лёгких металлов. Наиболее распространенный металл и третий по распространённости химический элемент в земной коре (после кислорода и кремния).
Простое вещество алюминий (CAS-номер: 7429-90-5) — лёгкий, парамагнитный металл серебристо-белого цвета, легко поддающийся формовке, литью, механической обработке. Алюминий обладает высокой- и электропроводностью, стойкостью к коррозии за счет быстрого образования прочных оксидных плёнок, защищающих поверхность от дальнейшего взаимодействия.
Физические свойства
Металл серебристо-белого цвета, лёгкий, плотность — 2,7 г / см³,
температура плавления у технического алюминия — 658 ° C, у алюминия высокой чистоты — 660 ° C,
удельная теплота плавления — 390 кДж / кг,
температура кипения — 2500 ° С,
.
удельная теплота испарения — 10,53 МДж / кг,
временное сопротивление литого алюминия — 10… 12 кг / мм², деформируемого — 18… 25 кг / мм², сплавов — 38… 42 кг / мм².
Твёрдость по Бринеллю — 24… 32 кгс / мм²,
высокая пластичность: у технического — 35%, у чистого — 50%, прокатывается в тонкий лист и даже фольгу.
Модуль Юнга — 70 ГПа.
Алюминий высокой высокой электропроводностью (0,0265 мкОм · м) и теплопроводностью (203,5 Вт / (мК)), 65% от электропроводности меди, обладает высокой светоотражательной способностью.
Слабый парамагнетик.
Температурный коэффициент линейного расширения 24,58 · 10−6 К − 1 (20… 200 ° C).
Температурный коэффициент электрического сопротивления 2,7 · 10−8K − 1.
Алюминий образует сплавы почти со всеми металлами. Наиболее известны сплавы с медью и магнием (дюралюминий) и кремнием (силумин).
© 2017 ЧП «Техносплав» Все права защищены
Физические свойства алюминия зависят от его чистоты
Основные свойства
Алюминий — химический элемент третей группы периодической системы Д.И. Менделеева.
| Плотность, (кг / м 3 ) | 2,7 |
| Температура плавления Т пл , ° С | 660 |
| Температура кипения Т кип , ° С | 2 327 |
| Скрытая теплота плавления, Дж / г | 393,6 |
| Теплопроводность l, Вт / м • град (при 20 ° С) | 228 |
| Теплоемкость С р , Дж / (г · град) (при 0–100 ° С) | 0,88 |
| Коэффициент линейного расширения α × 10 -6 , 1 / ° С (пр ° С) | 24,3 |
| Удельное электросопротивление ρ × 10 -8 , Ом × м (при 20 ° С) | 2,7 |
| Предел прочности σ в , МПа | 40–60 |
| Относительное удлинение δ,% | 40–50 |
| Твердость по Бринеллю НВ | 25 |
| Модуль нормальной упругости E, ГПа | 70 |
Плотность алюминия
Плотность твердого и расплавленного снижения снижается по мере увеличения его чистоты:
| Степень чистоты,% | 99,25 | 99,40 | 99,75 | 99.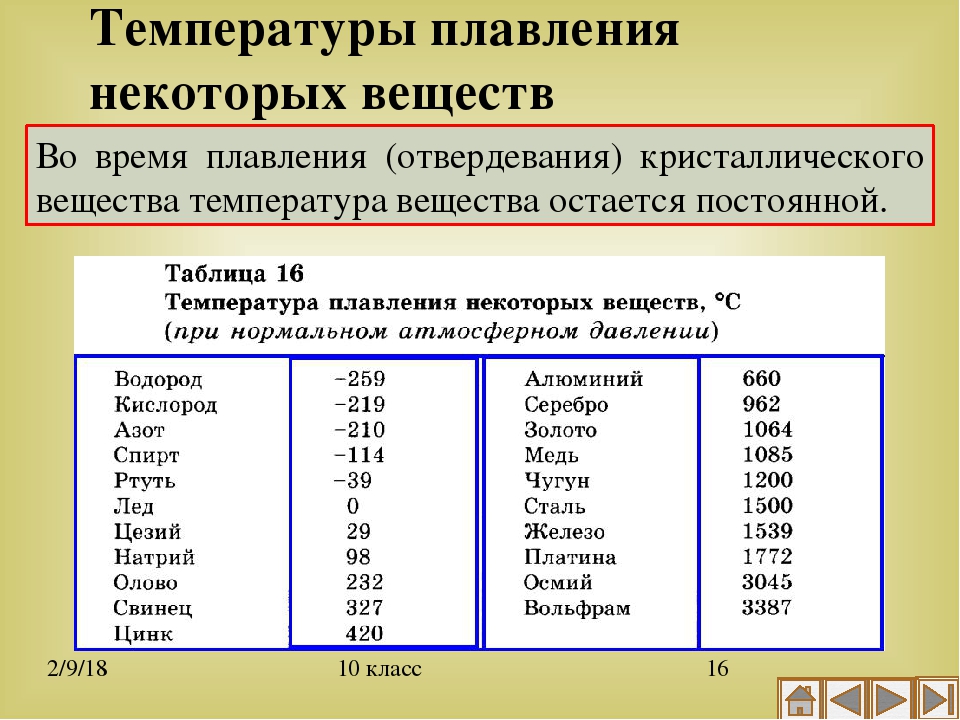 97 97 | 99,996 | 99.9998 |
| Плотность при 20 ° С, г / см 3 | 2 727 | 2 706 | 2 703 | 2,6996 | 2,6989 | 2,69808 |
| Степень чистоты,% | 99,25 | 99.40 | 99,75 |
| Плотность, г / см 3 | 2,311 | 2,291 | 2,289 |
Температура плавления и кипения.
В момент плавления алюминия возрастает объем металла: для алюминия чистотой 99,65% — на 6,25%, для более чистого металла — на 6,60%. По мере повышения степени чистоты алюминия температура его плавления возрастает:
| Степень чистоты,% | 99,2 | 99,5 | 99,6 | 99,97 | 99,996 |
| Температура плавления, ° С | 657 | 658 | 659,7 | 659,8 | 660,24 |
Теплопроводность алюминия
Теплопроводность алюминия повышается с повышением степени его чистоты. Для технического алюминия (99,49 и 99,70%) теплопность при 200 ° С равна соответственно 209 и 222 Вт / (м × К). Для электролитически рафинированного алюминия чистотой 99,9% теплопроводность при 190 ° С возрастает до 343 Вт / (м × К). Примеси меди, магния и марганца в алюминии снижают его теплопроводность. Например, добавка 2% Mn к алюминию снижает теплопроводность с 209 до 126 Вт / (м × К).
Для технического алюминия (99,49 и 99,70%) теплопность при 200 ° С равна соответственно 209 и 222 Вт / (м × К). Для электролитически рафинированного алюминия чистотой 99,9% теплопроводность при 190 ° С возрастает до 343 Вт / (м × К). Примеси меди, магния и марганца в алюминии снижают его теплопроводность. Например, добавка 2% Mn к алюминию снижает теплопроводность с 209 до 126 Вт / (м × К).
Электропроводность алюминия
Алюминий отличается высокой электропроводностью (четвертое место среди металлов — после меди, меди и золота).Удельная электропроводность алюминия чистотой 99,99% при 20 ° С равна 37,9 мкСм × м, что составляет 63,7% от электропроводности меди [59,5 мкСм × м]. Более чистый алюминий [99,999%] обладает электропроводностью, равной 65,9% от электропроводности меди.
На электропроводность алюминия влияет ряд факторов: степень деформации, режим термической обработки и т. д., решающую же роль играет природа примесей, присутствующих в алюминии. Примеси по их отрицательному влиянию на электропроводность можно расположить в следующем ряду: Cr, V, Mn, Ti, Mg, Ag, Сu, Zn, Si, Fe Ni.
Примеси по их отрицательному влиянию на электропроводность можно расположить в следующем ряду: Cr, V, Mn, Ti, Mg, Ag, Сu, Zn, Si, Fe Ni.
Наиболее отрицательное влияние на электросопротивление алюминия оказывают примеси Сг, V, Мп и Ti. Поэтому в алюминии для электротехнической промышленности сумма Cr + V + Mn + Ti не должна превышать 0,015% (марка А5Е) и 0,01% (А7Е) при содержании кремния соответственно 0,12 и 0,16%.
Основными примесями в алюминии являются кремний, железо, медь, цинк и титан. При малых содержаниях кремния в алюминии (0,06%) величина Fe: Si (в пределах от 0,8 до 3,8) сравнительно мало влияет на его электросопротивление.При увеличении содержания кремния до 0,15—0,16% влияние Fe: Si возрастает. Ниже приведено влияние Fe: Si на электропроводность алюминия:
| Fe: Si | 1,07 | 1,44 | 2,00 | 2,68 | 3,56 |
| Удельное электросопротивление алюминия, × 10 -2 мкОм · мм: | |||||
| нагартованного | 2 812 | 2 816 | 2 822 | 2 829 | 2 838 |
| отожженного | 2,769 | 2,771 | 2,778 | 2,783 | 2,788 |
Удельное электрическое сопротивление отожженной алюминиевой проволоки (ρ, мкОм · м) при 20 ° С в зависимости от примесей можно приблизительно определить по следующей формуле: ρ = 0,0264 + 0,007 × (% Si) + 0,0007 × (% Fe) + 0,04 × [% (Cr + V + Mn + Ti)].
Отражательная способность
С повышением степени чистоты алюминия возрастает его способность отражать свет от поверхности. Так, степень отражения белого света от прокатанных алюминиевых листов (фольги) в зависимости от чистоты металла, возрастает следующим образом: для Аl 99,2% —75%, А1 99,5% —84% и для А1 99,8% —86 %. Поверхность листа, изготовленного из электролитически рафинированного алюминия чистотой 99,996%, соответствует 90% падающего на него белого света.
Технологическая заливка Алюмлит
Технологическая заливка — процесс заполнения полостей расплавленным или медным сплавом (литейные сплавы алюминия, бронзы).
Для некоторых изделий предусмотрено заполнение внутренних полостей прочным материалом, обеспечивающим надежную фиксацию и не повреждающим конструкцию.
Расплавом можно залить стальной нагреватель. Внутренние нагревательные элементы надежно фиксируются. Алюминиевые сплавы высокой теплопроводностью, поэтому отлично подходят для заливки нагревателей. Температура плавления низкого ниже чем у стали, поэтому исходное изделие не деформируется. При остывании алюминиевые сплавы усаживаются (сжимаются), что дает дополнительный положительный эффект: внутренние трубки надежно охватываются расплавом, в то же время залитый металл не распирает внешние стенки конструкции.
Алюминиевые сплавы высокой теплопроводностью, поэтому отлично подходят для заливки нагревателей. Температура плавления низкого ниже чем у стали, поэтому исходное изделие не деформируется. При остывании алюминиевые сплавы усаживаются (сжимаются), что дает дополнительный положительный эффект: внутренние трубки надежно охватываются расплавом, в то же время залитый металл не распирает внешние стенки конструкции.
Перед заливкой нагреватели разогревают одного термической печи до температуры 600˚С, выдерживают в течение часа.Затем вынимают из разогревающей печи специальными клещами и ставят под заливку.
На фотографии стальные нагреватели диаметром 150 и 162 мм длиной 1 м.
Нагреватели заполняются расплавом алюминия при температуре 750˚С непосредственно из печи. После выдержки возле печи в течение 30 минут нагреватели транспортируются в место остывания.
Для нагревателей на фото заливаемого металла от 20 до 40 кг. Максимально возможная заливка расплава ограничена загрузкой печи до 490 кг. При этом габариты конструкции должны быть не более 2,5х2,5х1,2м.
При этом габариты конструкции должны быть не более 2,5х2,5х1,2м.
Максимальная масса для заливки медным сплавом — 300 кг. В некоторых случаях заливка может осуществляться в несколько этапов.
Технологическая заливка кажется простой операцией. В то же время существует большой риск утечки металла — как из-за ошибок при изготовлении конструкции, так и в результате падения утечки формы. При проведении заливки надежная фиксация нагревателей на металлической раме. Для исключения протечек применяются дополнительные приспособления, обеспечивающие быстрое остывание металла в случае повреждения сварного шва.
Для заливки используются стандартные литейные алюминиевые сплавы, такие как АК7ч ГОСТ 1583-93. Использование чистых сплавов позволяет исключить попадание шлаков и посторонних включений, что обеспечивает длительный срок работы нагревателей. Для заливки бронзы используется сплав БрО5Ц5С5 или аналогичные.
Чтобы узнать больше о технологической заливке, звоните +7 (495) 789-01-90
Сварка аллюминия, нержавейки, стали
Ручная (TIG) и полуавтоматическая (MIG MAG) импульсная сварка алюминия для каждого производителя
более сложным процессом, чем электродуговая сварка чёрных металлов. Причина тех уникальных свойств алюминиевых сплавов, которые он и ценен для потребителя. Свойства алюминия и его сплавы отличаются от свойств сталей, поэтому сварка алюминия имеет ряд особенностей. Алюминий примерно очень теплопроводность (в 5 раз выше, чем у рядовых сталей), поэтому тепло от места интенсивно отводится в свариваемые детали. Это диктует необходимость повышенного теплового режима по сравнению со сваркой сталей. Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.Алюминий отличается низкой температурой плавления, прочность его при нагреве резко снижается. Кроме того, нагрет почти до температуры плавления, нагрет почти до температуры плавления. Таким образом, из-за специфических свойств алюминия (высокая теплопроводность и низкая температура плавления в сочетании со значительным уменьшением прочности при нагреве) вероятность «прожога» или даже расплавления деталей при сварке алюминия значительно выше, чем при сварке стали.Алюминий имеет значительную литейную усадку (в 2 раза больше, чем у стали), поэтому при затвердевании металла сварочной ванны в нем развиваются внутренние напряжения и деформации, могущие привести к образованию так называемых «горячих трещин».
Причина тех уникальных свойств алюминиевых сплавов, которые он и ценен для потребителя. Свойства алюминия и его сплавы отличаются от свойств сталей, поэтому сварка алюминия имеет ряд особенностей. Алюминий примерно очень теплопроводность (в 5 раз выше, чем у рядовых сталей), поэтому тепло от места интенсивно отводится в свариваемые детали. Это диктует необходимость повышенного теплового режима по сравнению со сваркой сталей. Из-за этого же рекомендуется предварительный подогрев массивных алюминиевых деталей.Алюминий отличается низкой температурой плавления, прочность его при нагреве резко снижается. Кроме того, нагрет почти до температуры плавления, нагрет почти до температуры плавления. Таким образом, из-за специфических свойств алюминия (высокая теплопроводность и низкая температура плавления в сочетании со значительным уменьшением прочности при нагреве) вероятность «прожога» или даже расплавления деталей при сварке алюминия значительно выше, чем при сварке стали.Алюминий имеет значительную литейную усадку (в 2 раза больше, чем у стали), поэтому при затвердевании металла сварочной ванны в нем развиваются внутренние напряжения и деформации, могущие привести к образованию так называемых «горячих трещин».