Ручной сварочный аппарат Калибр СВА-1,5 АК 00000021301
Молитвик Алексей
29.12.2021
Здравствуйте, когда он будет в наличии?
ВсеИнструменты
30.12.2021
Здравствуйте! Точного срока поставки нет.
Виноградов Геннадий
13.04.2021
Здравствуйте, выдержит ли проводка (домашняя сеть) 2,5???автомат 16А выдержит?какая длина электродов?что за сплав -электроды???
ВсеИнструменты
13.04.2021
Здравствуйте! Такой информации нет.
Алексей
18.01.2020
Выдержит ли провода 2,5квадрата и автомат 16А работая данным агрегатом
ВсеИнструменты
20.01.2020
Здравствуйте, Алексей! Если работать не на полной мощности, то подойдут.
Алексей
20.09.2021
Нет, в паспорте написано максимальная потребляемая мощность 8 кВт, а это 36 Ампер т.е. сечение 5 мм2 как минимум.
Карен
24.10.2019
Здравствуйте а скажите пожалуйста на этом аппарате расходные материалы продаются
ВсеИнструменты
25. 10.2019
10.2019
Здравствуйте, Карен! Если интересуют консоли, то их надо приобрести через сервисный центр.
Максим
01.10.2019
Foxweld КТР-8 и Калибр СВА-1,5 в чем отличие или это одно и тоже, только название разные?
ВсеИнструменты
02.10.2019
Здравствуйте, Максим! Это разные производители аппаратов, ТХ у них схожи.
Эрнест
01.09.2019
Скажите кнопки на этот аппарат есть у вас в наличии??
ВсеИнструменты
02.09.2019
Здравствуйте, Эрнест! Кнопок нет. Вам надо сделать заказ через сервисный центр производителя, адреса указаны во вкладке «гарантия».
Вася
29.08.2019
подскажите какой вылет электродов у Ручной сварочный аппарат Калибр СВА-1,5 АК 00000021301?
ВсеИнструменты
29.08.2019
Здравствуйте, Вася! Аппарат укомплектован электродами 290мм
Евгений
29.08.2018
Здравствуйте,когда клещи появятся в наличии?
ВсеИнструменты
29. 08.2018
08.2018
Здравствуйте, Евгений! Точного срока поставки у нас нет, вам надо воспользоваться услугой «сообщить о поступлении».
Алексей
16.07.2018
Добрый день! Подскажите пожалуйста высоту электродов на данном аппарате.
ВсеИнструменты
16.07.2018
Здравствуйте, Алексей! Возможности произвести замер пока нет.
Вася
13.07.2018
подойдет ли данный аппарат для сварки арматуры от 8 до 16 мм? Если нет, то подскажите по каким характеристикам смотреть?
ВсеИнструменты
13.07.2018
Здравствуйте, Вася!оборудования для точечной сварки арматуры у нас нет.
Машины точечной сварки от ООО «Вебер Комеханикс»
«Вебер Комеханикс» предлагает специализированные машины для рельефной и точечной контактной сварки.
Рельефная сварка явялется одним из видов контактной сварки, при котором сваривание происходит по поверхности касания. Эта поверхность ограничена рельефами различного происхождения. При выполнении данного типа работ применяют машины для точечной рельефной сварки.
При выполнении данного типа работ применяют машины для точечной рельефной сварки.
Машины рельефной и точечной сварки выполняют широкий диапазон задач массового промышленного производства, могут комплектоваться по запросу спецуправлением и иметь различные конфигурации.
Область применения машин рельефной и точечной контактной сварки
Машины используются для высокоточной точечной сварки в серийном и единичном производстве в таких отраслях, как приборо-, самолето- и автомобилестроение, производство различных металлических изделийи т. п.
В промышленных условиях на крупных предприятиях применяются стационарные машины рельефной и точечной контактной сварки. Это многофункциональное оборудование, обеспечивающее высокую производительность и качество при достаточно простом управлении. Точечные сварочные аппараты способны обеспечить максимально эффективное соединение ответственных частей, а также сварку трудносвариваемых материалов.
В нашем каталоге представлены машины точечной и рельефной контактной сварки итальянского производителя СЕА – одного из лидеров европейского рынка сварочных аппаратов. Линейка производителя включает точечные сварочные аппараты различных серий:
- PPN. В данную серию входят универсальные установки прессового типа. Они обладают широкими возможностями по настройке и регулировке и предназначены для мелко- и крупносерийного производства деталей.
- BSW. Серия станков для прецизионной сварки.
- PPN 3F CC. Трехфазные машины точечной сварки для деталей из трудносвариваемых материалов.
- MF и BSW MF. Инверторные аппараты, которые предназначены для точечной и рельефной сварки. Обеспечивают максимальное качество сварного соединения.
- Z-K. Станки для соединения деталей, не имеющих особых требований по качеству. Используются в единичном и серийном производстве.
- Dual 30.
 Оборудование, выполняющее одностороннюю точечную сварку.
Оборудование, выполняющее одностороннюю точечную сварку.
 Оборудование, выполняющее одностороннюю точечную сварку.
Оборудование, выполняющее одностороннюю точечную сварку.Машина для контактной точечной сварки типа МТ и современные модели
Сварка сетки: многоэлектродная автоматическая машина контактной точечной сварки, ручная линия сварки
Компания «Росстройтех» является объединением инновационных производителей оборудования, машин для автоматической и ручной контактной сварки сетки. Оптимальное сочетание проверенных годами технологий и современных конструкторских решений позволяют нам создавать сварочные линии и машины контактной точечной сварки, соответствующие по уровню решениям ведущих европейских производителей и значительно превосходящие китайского производителя.
Талантливые сотрудники конструкторского и технологического бюро разрабатывают высокоэффективные и простые в использовании машины контактной сварки различного типа, включая МТ. Одна из наших задач – способствовать минимизации затрат клиента при производстве. Поэтому все оборудование, ручные сварочные линии или машины контактной точечной сварки, имеют в своем составе доступные, но эффективные технологии. Такой подход позволяет конечному пользователю получить полный контроль качества над выпускаемой продукцией.
Такой подход позволяет конечному пользователю получить полный контроль качества над выпускаемой продукцией.
Автоматическая контактная сварка на наших аппаратах – это контролируемый и эффективный процесс. Машины для контактной точечной сварки МТ, выпускаемые «Росcтройтех», являются технологичными, мощными и способными выполнять широкий круг работ. И это сказывается на их востребованности. Реализация положительного опыта зарубежных производителей и строгий учет российского потребительского рынка – основные приоритеты в нашей работе.
В своих разработках мы стремимся использовать энергосберегающие технологии. Это позволяет нашим аппаратам для автоматической или ручной контактной сварки выигрывать перед аналогами в расходах на эксплуатационное обслуживание.
Еще одно из главных преимуществ нашего предложения – это компактность сварочного оборудования. Машина контактной сварки МТ занимает минимальное пространство, поэтому для этого оборудования вам не понадобятся дополнительные свободные площади. Кроме того, оптимальные габариты и малый вес облегчают транспортировку машин контактной точечной сварки и перемещение в пределах производства.
Кроме того, оптимальные габариты и малый вес облегчают транспортировку машин контактной точечной сварки и перемещение в пределах производства.
Мы предлагаем не только современное, но и надежное оборудование. Каждая машина контактной точечной сварки или ручная сварочная линия проходят тщательное поэтапное тестирование на производстве. Поэтому в качестве своей продукции мы полностью уверены.
В настоящий момент наша компания готова предложить следующее оборудование для производства сварной сетки:
1. Ручная сварочная линия сварки сеток
- В тех случаях, когда необходимо производить плоские и широкие сварные конструкции, ручная сварочная линия является экономичным альтернативным вариантом машинам многоточечной сварки сеток. В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.
2. Полуавтоматическая многоточечная машина контактной сварки сеток из мерных прутков типа МТ
- Полуавтоматическая контактная сварка требует надежного оборудования, которое обеспечило бы качество конечному изделию и простоту производства. «РосСтройТех» выпускает профессиональное сварочное оборудование, в том числе и для этих целей. Машина контактной точечной сварки представляет собой линию для изготовления сварных сеток из мерных прутков. Одна из ее особенностей – предварительная подготовка прутков. Машина контактной сварки МТ работает с заранее правлеными и нарезанными в размер прутками, которые из бункерных лотков в автоматическом режиме подаются в зону сварки.
 «РосСтройТех» выпускает профессиональное сварочное оборудование, в том числе и для этих целей. Машина контактной точечной сварки представляет собой линию для изготовления сварных сеток из мерных прутков. Одна из ее особенностей – предварительная подготовка прутков. Машина контактной сварки МТ работает с заранее правлеными и нарезанными в размер прутками, которые из бункерных лотков в автоматическом режиме подаются в зону сварки.
«РосСтройТех» выпускает профессиональное сварочное оборудование, в том числе и для этих целей. Машина контактной точечной сварки представляет собой линию для изготовления сварных сеток из мерных прутков. Одна из ее особенностей – предварительная подготовка прутков. Машина контактной сварки МТ работает с заранее правлеными и нарезанными в размер прутками, которые из бункерных лотков в автоматическом режиме подаются в зону сварки.3. Автоматические многоточечные машины контактной сварки сеток с подачей проволоки из бухт и бобин
- Автоматическая подача проволоки и рубка непосредсвенно перед сваркой сетки позволяет достичь высокой скорости и огромных объемов производства. Многоэлектродные машины сварки работают в полностью автоматическом режиме, при этом ситема бухтодержателей обеспечивает подачу продольной и поперечной проволоки в зону сварки сварочного портала для бесперебойного производства готовой сварной сетки. Станки выпускаются в стандартном и компактном варианте для размещения в цеху.

Категории
Воронежская областьБелгородская областьБрянская областьКурская областьТамбовская областьКалужская областьОрловская областьТульская областьЯрославская областьИвановская областьКостромская областьМоскваМосковская областьТверская областьРязанская областьСмоленская областьВладимирская областьЛипецкая областьРеспублика ДагестанСтавропольский крайЧеченская РеспубликаКарачаево-Черкесская РеспубликаИнгушетияКабардино-Балкарская РеспубликаСеверная Осетия — АланияКраснодарский крайАстраханская областьРеспублика КалмыкияВолгоградская областьАдыгеяРостовская областьКрымСевастопольСанкт-ПетербургЛенинградская областьМурманская областьРеспублика КарелияНовгородская областьВологодская областьАрхангельская областьНенецкий автономный округКалининградская областьРеспублика КомиПсковская областьВитебская областьМогилевская областьГомельская областьБрестская областьГродненская областьМинская областьРеспублика Саха (Якутия)Камчатский крайПриморский крайХабаровский крайАмурская областьМагаданская областьСахалинская областьЕврейская автономная областьЧукотский автономный округРеспублика БурятияРеспублика ТываРеспублика ХакасияАлтайский крайЗабайкальский крайКрасноярский крайИркутская областьКемеровская областьНовосибирская областьОмская областьТомская областьКурганская областьСвердловская областьТюменская областьЧелябинская областьХанты-Мансийский автономный округ — ЮграЯмало-Ненецкий автономный округРеспублика БашкортостанРеспублика Марий ЭлРеспублика МордовияРеспублика ТатарстанУдмуртская РеспубликаЧувашская РеспубликаКировская областьНижегородская областьОренбургская областьПензенская областьУльяновская областьСамарская областьСаратовская областьПермский крайОстальные регионы России и страны
630015, Россия, г. Новосибирск, ул. Планетная, д. 30, к1-1а
Новосибирск, ул. Планетная, д. 30, к1-1а
Тел: +7 (383) 287-12-93 — по оборудованию
Email: [email protected] (для заказов)
Время работы: Пн-Пт, с 9.00 до 18.00
(+4 часа к МСК)
Используйте WhatsApp и Viber
чтобы отправить сообщение + фото.
Тел: , +7-983-310-48-27, +7-983-510-31-49
Технические консультации, запасные части:
Тел: +7 (383) 239-48-27
Тел: +7 (383) 310-31-49
Email: [email protected]
Время работы: Пн-Пт, с 9.00 до 18.00
(+ 4 часа к МСК)
Аппарат контактной точечной сварки КС-М СОНИС / Контактная сварка КС-М «СОНИС» / Аппарат контактной сварки КС-М «СОНИС» (5.002-1) Сонис (РОССИЯ) / КС-М СОНИС — аппарат контактной точечной сварки / КС-М СОНИС — аппарат контактной точечной сварки (выносные электроды) / КС-М «СОНИС» — аппарат контактной точечной сварки / Сонис КС-М- аппарат контактной точечной сварки / Аппарат контактной сварки КС-М «СОНИС» для зуботехнических лабораторий, рычажное управление электородами / Аппарат точечной сварки Сонис (Россия) КС-М / КС-М СОНИС
Название:
Текст:
Выберите категорию:
Все
СТОМАТОЛОГИЯ
» Каталоги производителей
» ТОВАР НЕДЕЛИ в МАКСИДЕНТ
» АКЦИИ для СТОМАТОЛОГОВ / 100 АКЦИЙ от МАКСИДЕНТ
» Комплекты оборудования по спец ценам
» НОВИНКИ сайта МАКСИДЕНТ
» Товары с ограниченным сроком годности
» Ортодонтия
» Стоматологические материалы
»» Адгезивы и Бондинги
»» Артикуляционная бумага и спрей
»» Вспомогательные средства
»» Гели протравки
»» Детская стоматология
»» Защитные средства
»» Костные материалы / Остеопластические материалы
»» Клампы и Бринкеры,Рамки,Щипцы,Пробойник,
»» Коффердам , Раббердам , Клампы
»» Лечебные препараты
»» Лицевые дуги,артикуляторы,аппараты для определения окклюзии
»» Матрицы,клинья,штрипсы
»» Материал для восстановления культи зуба
»» Насадки смешивающие,пистолеты
»» Одноразовые средства
»»» Бахилы
»»» Валики
»»» Маски и респираторы
»»» Полотенца
»»» Простыни
»»» Перчатки
»»» Салфетки,фартуки
»»» Пылесосы
»»» Слюноотсосы
»»» Чехлы
»»» Стерильные изделия
»»» Халаты
»» Ортопедия
»»» Материалы для фиксации
»»» Слепочные материалы
»»» Материалы для ремонта керамики
»»» Материалы для временных коронок
»»» Материалы для регистрации прикуса
»»» Пластмассы
»»» Материалы для восстановления культи
»» Отбеливание
»» Пломбировочные материалы
»»» Пломбировочные материалы наборы
»»» Пломбировочные материалы(не в наборах)
»» Полировка
»» Профилактика
»» Пластины, пленки и заготовки полимерные для термоформирования
»» Ретракция десны
»» Трейнеры,капы для зубов
»» Хирургия
»»» Костные материалы
»»» Щипцы
»»» Элеваторы
»»» Люксаторы DIRECTA
»»» Люксаторы
»»» Инструменты костные
»» Шинирование
»» Штифты эндоканальные
»» Шовный материал
»» Эндодонтия
» Имплантологам
»» Имплантаты
»»» Имплантационная система MIS
»»» Имплантационная система Anthogyr Франция
»»» Имплантационная система Hi-Tec (ХайТек)
»» Инструменты для имплантологии
»»» Инструменты для имплантологии HLW Германия
»»» Инструменты других производителей
»» Зеркала для фотографирования
»» Костные материалы
»» Шовный материал
» Инструменты
»» Боры,подставки для боров
»» Гладилки и штопферы
»» Диски,фрезы
»» Долота,остеотомы
»» Иглодержатели
»» Инструмент для работы с коронками
»» Инструменты для терапии
»» Зажимы,корцанги,цапки для белья
»» Зеркала и ручки для зеркал
»» Зеркала для фотографирования
»» Зонды, плаггеры, спредеры, эксплореры
»» Крючки хирургические
»» Коронкосниматели,мотосниматели
»» Кусачки костные
»» Кюреты и скейлеры пародонтологические
»» Лезвия для скальпелей
»» Лотки для инструмента
»» Ложки костные
»» Ложки кюретажные
»» Ложки слепочные
»» Люксаторы DIRECTA
»» Люксаторы
»» Молотки, долота, остеотомы
»» Наборы для трахеотомии
»» Ножницы хирургические прямые и изогнутые
»» Пинцеты стоматологические,хирургические,анатомические
»» Распаторы
»» Ретракторы и роторасширители
»» Ручки для скальпелей
»» ФАБРИ инструменты
»» Щипцы
»» Шприцы карпульные,интралигаментарные и иглы
»» Шпатели
»» Элеваторы
»» Экскаваторы
»» Прочие инструменты для стоматологов и техников
»» Экрадент Стоматологические ИНСТРУМЕНТЫ
» Дезинфекция и Стерилизация
»» Дезсредства
»» Журналы и книги учета
»» Контейнеры для дезинфекции
»» Контроль стерилизации / Индикаторы
»»» Индикаторы химические
»»» Индикаторы биологические
»» Контроль дезинфекции
»»» Контроль паровоздушной дезинфекции
»» Контроль условий хранения и транспортирования МИБП
»» Контроль продуктов питания
»» Коробки стерилизационные
»» Определение кислотности растворов/рН
»» Предстерилизационная очистка
» Рентгензащита
» ОБОРУДОВАНИЕ
»» 3D сканеры и CAD/CAM системы
»» Автоклавы
»» Амальгамосмесители
»» Аппараты для диагностики и дезинфекции
»» Аппарат для смазки и чистки наконечников
»» Аппарат для заполнения корневых каналов зуба разогретой гуттаперчей
»» Аппараты для диагностики кариеса
»» Аппараты общего назначения
»» Аппараты пескоструйные
»» Аппараты ультразвуковые,скалеры,насадки
»» Аппараты хирургические
»» Апекслокаторы
»» Аспирационные системы и помпы
»» Бинокуляры и лупы
»» Бормашины зуботехнические,Микромоторы
»» Встраиваемое оборудование
»»» Моторы щеточные (коллекторные)
»»» Моторы безщеточные (коллекторные)
»»» БЛОКИ УПРАВЛЕНИЯ КОЛЛЕКТОРНЫМИ микроэлектродвигателями (комплект в установку)
»»» БЛОКИ УПРАВЛЕНИЯ КОЛЛЕКТОРНЫМИ микроэлектродвигателями(комплект в установку)
»»» Разное встраив.
 установку
»» Боксы,вытяжки для зуботехнической лаборатории
»» Вакуумформеры
»» Вакуумные смесители
»» Весы
»» Вибростолики
»» Воскотопки
»» Гипсоотстойники
»» Горелки газовые и спиртовые
»» Зуботехнические прессы
»» Инструменты для техников
»» ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РАБОТЫ С ВОСКОМ
»» Комбинированные устройства
»» Лабораторные столы
»» Литейные установки,все для литейной лаборатории
»» Материалы для CAD/CAM-системы
»» Мебель для зуботехнической лаборатории
»»» Стул зубного техника
»» Микромоторы,Бормашины зуботехнические
»»» Микромоторы высокой мощности (до 230 Ватт) безщёточные бормашины
»»» Микромоторы обычной мощности (до 40 Ватт) бормашины
»»» Микромоторы повышенной мощности (до 100 Ватт) щёточные бормашины
»» Муфельные печи
»» Наконечники
»»» Наконечники-микромоторы бесщёточные
»»» Наконечники-микромоторы щёточные
»» Оборудование для изготовления моделей
»» Отсасывающие системы
»» Пайка Сварка
»» Параллелометр
»» Пароструйные аппараты
»» Педали включения / выключения
»» Педали плавного регулирования
»» Переходники
»» Пескоструйные аппараты
»» Печи для обжига металлокерамики
»» Печи Электромуфельные и Сушильные
»» Полимеризаторы
»» Рабочее место шлифовки и полировки (СТОИМОСТЬ ШЛИФМОТОРА ЗАВИСИТ ОТ ЦЕНЫ ПОСТАВЩИКА И В ЦЕНУ ПРАЙСА
»» Система изготовления зубных протезов методом гальванопластики AGC
»» Триммеры
»» ТЕХНИКА ТЕРМОФОРМИРОВАНИЯ
»» Устройства нагрева
»» Фрезера,сверлильные станки
»» Шлифмотор и принадлежности
»» Электрошпатели
»» Товары для 3D печати
» Мебель
»» Стулья
»» Мебель металлическая
»» Мебель из ЛДСП
»»» Столы, надстройки, тумбы из ЛДСП
»»» Шкафы, стеллажи, антресоли
»»» Кушетки из ЛДСП
»» Ширмы, тележки, прочее
»» Кушетки массажные и принадлежности
»» Мебель для зуботехнической лаборатории
»»» Столы гипсовочные
»»» Столы зубного техника / Столы зуботехнические
» Книги / Литература / Библиотека / Стом.
установку
»» Боксы,вытяжки для зуботехнической лаборатории
»» Вакуумформеры
»» Вакуумные смесители
»» Весы
»» Вибростолики
»» Воскотопки
»» Гипсоотстойники
»» Горелки газовые и спиртовые
»» Зуботехнические прессы
»» Инструменты для техников
»» ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ ДЛЯ РАБОТЫ С ВОСКОМ
»» Комбинированные устройства
»» Лабораторные столы
»» Литейные установки,все для литейной лаборатории
»» Материалы для CAD/CAM-системы
»» Мебель для зуботехнической лаборатории
»»» Стул зубного техника
»» Микромоторы,Бормашины зуботехнические
»»» Микромоторы высокой мощности (до 230 Ватт) безщёточные бормашины
»»» Микромоторы обычной мощности (до 40 Ватт) бормашины
»»» Микромоторы повышенной мощности (до 100 Ватт) щёточные бормашины
»» Муфельные печи
»» Наконечники
»»» Наконечники-микромоторы бесщёточные
»»» Наконечники-микромоторы щёточные
»» Оборудование для изготовления моделей
»» Отсасывающие системы
»» Пайка Сварка
»» Параллелометр
»» Пароструйные аппараты
»» Педали включения / выключения
»» Педали плавного регулирования
»» Переходники
»» Пескоструйные аппараты
»» Печи для обжига металлокерамики
»» Печи Электромуфельные и Сушильные
»» Полимеризаторы
»» Рабочее место шлифовки и полировки (СТОИМОСТЬ ШЛИФМОТОРА ЗАВИСИТ ОТ ЦЕНЫ ПОСТАВЩИКА И В ЦЕНУ ПРАЙСА
»» Система изготовления зубных протезов методом гальванопластики AGC
»» Триммеры
»» ТЕХНИКА ТЕРМОФОРМИРОВАНИЯ
»» Устройства нагрева
»» Фрезера,сверлильные станки
»» Шлифмотор и принадлежности
»» Электрошпатели
»» Товары для 3D печати
» Мебель
»» Стулья
»» Мебель металлическая
»» Мебель из ЛДСП
»»» Столы, надстройки, тумбы из ЛДСП
»»» Шкафы, стеллажи, антресоли
»»» Кушетки из ЛДСП
»» Ширмы, тележки, прочее
»» Кушетки массажные и принадлежности
»» Мебель для зуботехнической лаборатории
»»» Столы гипсовочные
»»» Столы зубного техника / Столы зуботехнические
» Книги / Литература / Библиотека / Стом. издания / Медкнига / Стоматология Специальная медицина / Ме
» Для студентов стоматологов
» Товары общего назначения
»» Демонстрационные модели
»» Разное
»» Все для офиса,склада и дома
»» Вспомогательные средства
»» Аптечки разные
» Запчасти к оборудованию
МЕДИЦИНА и КОСМЕТОЛОГИЯ
» АКЦИИ для медцентров
» Расходные материалы и инструменты
»» Аптечки
»» Бумажная продукция
»»» Пакеты гигиенические
»»» Покрытие на унитаз
»»» Полотенца для рук
»»» Полотенца для уборки
»»» Простыни
»»» Салфетки для лица
»»» Салфетки для протирания
»»» Салфетки для рук
»»» Салфетки цветные
»»» Туалетная бумага
»» Бумага регистрационная,электроды,мундштуки,загубники,кабели
»»» Для анализатора
»»» Для УЗИ
»»» Для ФМ
»»» Для ЭКГ
»»» Для ЭЭГ
»»» Кабели,электроды
»»» Прочее
»» Бумага регистрационная
»» Инструменты мц
»»» Гинекологические зеркала и наборы
»»» Емкости для стерилизации
»»» Емкости прочие
»»» Зажимы,корцанги,цапки для белья
»»» Зеркала
»»» Зонды
»»» Иглы
»»»» Акупунктурные
»»»» Биопсийные
»»»» для Мезотерапии
»»»» Игла-бабочка
»»»» Инъекционные
»»»» Ланцеты
»»»» Спинальная
»»»» Хирургические
»»» Иглодержатели
»»» Кюретки
»»» Лезвия для скальпелей
»»» Лотки и маты
»»» Ножницы,ножи
»»» Пинцеты
»»» Прочие инструменты
»»» Распаторы
»»» Ручки для скальпелей
»»» Скарификаторы
»»» Скальпели и Лезвия
»»» мундштуки
»»» загубники
»»» кабели
»»» Зажимы
»»» корцанги
»»» цапки для белья
»»» Катетеры
»»» Ножницы
»»» ножи
»»» Шприцы
»» Изделия из резины, силикона, латекса
»» Лаборатория
»»» Дозаторы и наконечники
»»» Изделия из резины, силикона, латекса
»»» Контейнеры
»»» Пробирки вакуумные
»»» Пробирки лабораторные — пластик
»»» Пробирки цилиндрические(стекло/пластик)
»»» Пробирки лабораторные — стекло
»»» Пробирки Моноветт
»»» Пробирки центрифужные — стекло
»»» Прочее
»»» Пробирки центрифужные — пластик
»»» Пробирки вакуумные Вакутайнер
»»» Реагенты для гем.
издания / Медкнига / Стоматология Специальная медицина / Ме
» Для студентов стоматологов
» Товары общего назначения
»» Демонстрационные модели
»» Разное
»» Все для офиса,склада и дома
»» Вспомогательные средства
»» Аптечки разные
» Запчасти к оборудованию
МЕДИЦИНА и КОСМЕТОЛОГИЯ
» АКЦИИ для медцентров
» Расходные материалы и инструменты
»» Аптечки
»» Бумажная продукция
»»» Пакеты гигиенические
»»» Покрытие на унитаз
»»» Полотенца для рук
»»» Полотенца для уборки
»»» Простыни
»»» Салфетки для лица
»»» Салфетки для протирания
»»» Салфетки для рук
»»» Салфетки цветные
»»» Туалетная бумага
»» Бумага регистрационная,электроды,мундштуки,загубники,кабели
»»» Для анализатора
»»» Для УЗИ
»»» Для ФМ
»»» Для ЭКГ
»»» Для ЭЭГ
»»» Кабели,электроды
»»» Прочее
»» Бумага регистрационная
»» Инструменты мц
»»» Гинекологические зеркала и наборы
»»» Емкости для стерилизации
»»» Емкости прочие
»»» Зажимы,корцанги,цапки для белья
»»» Зеркала
»»» Зонды
»»» Иглы
»»»» Акупунктурные
»»»» Биопсийные
»»»» для Мезотерапии
»»»» Игла-бабочка
»»»» Инъекционные
»»»» Ланцеты
»»»» Спинальная
»»»» Хирургические
»»» Иглодержатели
»»» Кюретки
»»» Лезвия для скальпелей
»»» Лотки и маты
»»» Ножницы,ножи
»»» Пинцеты
»»» Прочие инструменты
»»» Распаторы
»»» Ручки для скальпелей
»»» Скарификаторы
»»» Скальпели и Лезвия
»»» мундштуки
»»» загубники
»»» кабели
»»» Зажимы
»»» корцанги
»»» цапки для белья
»»» Катетеры
»»» Ножницы
»»» ножи
»»» Шприцы
»» Изделия из резины, силикона, латекса
»» Лаборатория
»»» Дозаторы и наконечники
»»» Изделия из резины, силикона, латекса
»»» Контейнеры
»»» Пробирки вакуумные
»»» Пробирки лабораторные — пластик
»»» Пробирки цилиндрические(стекло/пластик)
»»» Пробирки лабораторные — стекло
»»» Пробирки Моноветт
»»» Пробирки центрифужные — стекло
»»» Прочее
»»» Пробирки центрифужные — пластик
»»» Пробирки вакуумные Вакутайнер
»»» Реагенты для гем. анализаторов
»»» Реактивы для лабораторных исследований
»»» Стекло
»»» Штативы
»» Одноразовые средства
»»» Бахилы
»»» Воротнички
»»» Головные уборы
»»» Защита глаз
»»» Коврики
»»» Коврики
»»» Комплекты одежды для процедур нестерильные
»»» Комплекты одежды для процедур стерильные
»»» Маски одноразовые и респираторы
»»» Носки
»»» Одежда для процедур
»»» Пеньюары
»»» Перчатки
»»»» Держатели для перчаток
»»»» Нестерильные перчатки
»»»»» Виниловые
»»»»» Нитриловые
»»»»» Прочие перчатки
»»»»» Смотровые
»»»»» Хирургические
»»»» Стерильные перчатки
»»»»» Нитриловые стерильные
»»»»» Прочие стерильные перчатки
»»»»» Нитриловые стерильные
»»»»» Смотровые стерильные перчатки
»»»»» Хирургические стерильные перчатки
»»» Полотенца
»»» Простыни
»»»» Простыни нестерильные
»»»» Простыни стерильные
»»» Разделители пальцев
»»» Салфетки и фартуки
»»» Трусы
»»» Чехлы
»»» Фольга
»»» Халаты
»»» Фартуки
»»» Тапочки
»»» Шапочки
»» Перевязка
»»» Салфетки ранозаживляющие
»»» Салфетки инъекционные
»»» Марля
»»» Клеенка
»»» Вата стерильная и нестерильная
»»» Пластырь бактерицидный
»»» Пластырь фиксирующий
»»» Салфетки для перевязки
»»» Бинты нестерильные
»»» Бинты стерильные
»»» Бинты гипсовые
»»» Бинты трубчатые
»» Продукция по уходу за ребенком
»» Пленка и Химия
»»» Пленка для Маммографии
»»» Пленка зеленая
»»» Пленка синяя
»»» Прочее Пленки и Химия
»» Прочее (расходники)
»»» Коврики антибактериальные
»»» Мочеприемники
»»» Мундштуки
»»» Освежители воздуха TORK
»»» Трубки и воздуховоды
»»» Разное (расходники)
»» Расходный материал для оборудования
»» разное (расходники)
»» Средства гигиены
»» Тесты
»»» Тест-полоки на мочу
»»» Прочие тест-полоски
»»» Тесты дыхания на алкоголь
»»» Тест-полоски на дезинфицирующие средства
»»» Тест-полоски на кровь
»» Фартуки нестерильные
»» Уборочный инвентарь
»»» Аксессуары
»»» Тряпки,Салфетки
»»» Тележки
»»» МОП
»» Упаковочный материал
»»» Бумага крепированная
»»» Бумага креповая
»»» Бумага оберточная
»»» Лента индикаторная
»»» Пакеты (сумки) пылевлагозащитные
»»» Пакеты бумажные
»»» Пакеты ВЛАГОПРОЧНЫЕ
»»» Пакеты КРАФТ/Крафт-пакеты
»»» Пакеты КРАФТ ГЕКОМЕД
»»» Пакеты объемные бумага/пленка
»»» Пакеты плоские простые бумага/пленка
»»» Пакеты плоские самозапечатывающие бумага/пленка
»»» Пакеты с замком
»»» Пакеты усиленные (бумага/пленка)
»»» Рулоны объемные
»»» Рулоны плоские
»» Утилизация
»»» Емкости класса А
»»» Емкости класса Б
»»» Контейнеры класса Б
»»» Корзины для мусора
»»» Мешки класс А
»»» Мешки класса Б
»»» Мешки класса В
»»» Мешки класса Г
»»» Прочее(Утилизация)
»»» Тележки (Утилизация)
»» Гели
»» Шовный материал
»» Система для растворов
»» Дезинсекция
» Стерилизация и Дезинфекция
»» Дезинфицирующие средства
»» Дезинфекция и гигиена кожи и рук
»» Дезсредства для дезинфицирующих и моющих машин
»» Дозатор локтевой
»» Журналы и книги учета
»» Емкости класса В
»» Индикаторы
»»» Биологические индикаторы
»»» Дезиконты
»»» Журналы регистрации
»»» Интесты
»»» Медисы
»»» Прочие
»»» Стериконты
»»» Стеритесты
»»» Фарматесты
»» Контейнеры для дезинфекции
»» Камеры дезинфекционные
»» Комплект для раздачи лекарств
»» Коробки стерилизационные
»» Лампочки бактерицидные
»» Моюще-дезинфицирующие аппараты
»» Оборудование для приготовления дезрастворов
»» Облучатель-рециркуляторы бактерицидные
»» Обеззараживания медицинских отходов
»» Стерилизаторы воздушные
»» Стерилизаторы паровые
»» Стерилизаторы воздушные с охлаждением
»» Тест — полоски
»» Ультразвуковая моечная установка
»» Утилизация медицинских отходов
»» Устройства термосваривающие упаковочные
»» Чистящие и моющие средства
»» Шкаф для сушки и хранения медицинских изделий
»» Шкафы суховоздушные
» Оборудование для клиник и учреждений
»» Оборудование СБОР клиникам
»» Автоклавы
»» Аквадистилляторы
»» Акушерство и гинекология
»» Аппараты для педикюра со встроенным пылесосом
»» Аппараты сшивающие хирургические
»» Аппараты общего назначения
»» Аппараты УЗИ и сканеры
»» Аппараты а-ивл/влил, ингаляционного наркоза анпсп
»» Вакуумные массажеры
»» Весы
»» Внутрикостные пистолеты
»» Водяные бани
»» Гинекологическое оборудование
»» Диагностическое оборудование
»» Дефибрилляторы
»» Дерматовенерологическое Оборудование
»» Дозаторы шприцевые и насосы инфузионные
»» Закаточное оборудование
»» Измерительные приборы
»»» Гигрометры
»»» Доп.
анализаторов
»»» Реактивы для лабораторных исследований
»»» Стекло
»»» Штативы
»» Одноразовые средства
»»» Бахилы
»»» Воротнички
»»» Головные уборы
»»» Защита глаз
»»» Коврики
»»» Коврики
»»» Комплекты одежды для процедур нестерильные
»»» Комплекты одежды для процедур стерильные
»»» Маски одноразовые и респираторы
»»» Носки
»»» Одежда для процедур
»»» Пеньюары
»»» Перчатки
»»»» Держатели для перчаток
»»»» Нестерильные перчатки
»»»»» Виниловые
»»»»» Нитриловые
»»»»» Прочие перчатки
»»»»» Смотровые
»»»»» Хирургические
»»»» Стерильные перчатки
»»»»» Нитриловые стерильные
»»»»» Прочие стерильные перчатки
»»»»» Нитриловые стерильные
»»»»» Смотровые стерильные перчатки
»»»»» Хирургические стерильные перчатки
»»» Полотенца
»»» Простыни
»»»» Простыни нестерильные
»»»» Простыни стерильные
»»» Разделители пальцев
»»» Салфетки и фартуки
»»» Трусы
»»» Чехлы
»»» Фольга
»»» Халаты
»»» Фартуки
»»» Тапочки
»»» Шапочки
»» Перевязка
»»» Салфетки ранозаживляющие
»»» Салфетки инъекционные
»»» Марля
»»» Клеенка
»»» Вата стерильная и нестерильная
»»» Пластырь бактерицидный
»»» Пластырь фиксирующий
»»» Салфетки для перевязки
»»» Бинты нестерильные
»»» Бинты стерильные
»»» Бинты гипсовые
»»» Бинты трубчатые
»» Продукция по уходу за ребенком
»» Пленка и Химия
»»» Пленка для Маммографии
»»» Пленка зеленая
»»» Пленка синяя
»»» Прочее Пленки и Химия
»» Прочее (расходники)
»»» Коврики антибактериальные
»»» Мочеприемники
»»» Мундштуки
»»» Освежители воздуха TORK
»»» Трубки и воздуховоды
»»» Разное (расходники)
»» Расходный материал для оборудования
»» разное (расходники)
»» Средства гигиены
»» Тесты
»»» Тест-полоки на мочу
»»» Прочие тест-полоски
»»» Тесты дыхания на алкоголь
»»» Тест-полоски на дезинфицирующие средства
»»» Тест-полоски на кровь
»» Фартуки нестерильные
»» Уборочный инвентарь
»»» Аксессуары
»»» Тряпки,Салфетки
»»» Тележки
»»» МОП
»» Упаковочный материал
»»» Бумага крепированная
»»» Бумага креповая
»»» Бумага оберточная
»»» Лента индикаторная
»»» Пакеты (сумки) пылевлагозащитные
»»» Пакеты бумажные
»»» Пакеты ВЛАГОПРОЧНЫЕ
»»» Пакеты КРАФТ/Крафт-пакеты
»»» Пакеты КРАФТ ГЕКОМЕД
»»» Пакеты объемные бумага/пленка
»»» Пакеты плоские простые бумага/пленка
»»» Пакеты плоские самозапечатывающие бумага/пленка
»»» Пакеты с замком
»»» Пакеты усиленные (бумага/пленка)
»»» Рулоны объемные
»»» Рулоны плоские
»» Утилизация
»»» Емкости класса А
»»» Емкости класса Б
»»» Контейнеры класса Б
»»» Корзины для мусора
»»» Мешки класс А
»»» Мешки класса Б
»»» Мешки класса В
»»» Мешки класса Г
»»» Прочее(Утилизация)
»»» Тележки (Утилизация)
»» Гели
»» Шовный материал
»» Система для растворов
»» Дезинсекция
» Стерилизация и Дезинфекция
»» Дезинфицирующие средства
»» Дезинфекция и гигиена кожи и рук
»» Дезсредства для дезинфицирующих и моющих машин
»» Дозатор локтевой
»» Журналы и книги учета
»» Емкости класса В
»» Индикаторы
»»» Биологические индикаторы
»»» Дезиконты
»»» Журналы регистрации
»»» Интесты
»»» Медисы
»»» Прочие
»»» Стериконты
»»» Стеритесты
»»» Фарматесты
»» Контейнеры для дезинфекции
»» Камеры дезинфекционные
»» Комплект для раздачи лекарств
»» Коробки стерилизационные
»» Лампочки бактерицидные
»» Моюще-дезинфицирующие аппараты
»» Оборудование для приготовления дезрастворов
»» Облучатель-рециркуляторы бактерицидные
»» Обеззараживания медицинских отходов
»» Стерилизаторы воздушные
»» Стерилизаторы паровые
»» Стерилизаторы воздушные с охлаждением
»» Тест — полоски
»» Ультразвуковая моечная установка
»» Утилизация медицинских отходов
»» Устройства термосваривающие упаковочные
»» Чистящие и моющие средства
»» Шкаф для сушки и хранения медицинских изделий
»» Шкафы суховоздушные
» Оборудование для клиник и учреждений
»» Оборудование СБОР клиникам
»» Автоклавы
»» Аквадистилляторы
»» Акушерство и гинекология
»» Аппараты для педикюра со встроенным пылесосом
»» Аппараты сшивающие хирургические
»» Аппараты общего назначения
»» Аппараты УЗИ и сканеры
»» Аппараты а-ивл/влил, ингаляционного наркоза анпсп
»» Вакуумные массажеры
»» Весы
»» Внутрикостные пистолеты
»» Водяные бани
»» Гинекологическое оборудование
»» Диагностическое оборудование
»» Дефибрилляторы
»» Дерматовенерологическое Оборудование
»» Дозаторы шприцевые и насосы инфузионные
»» Закаточное оборудование
»» Измерительные приборы
»»» Гигрометры
»»» Доп. устройства для дезсредств
»»» Прочее / измерит. приборы
»»» Секундомеры
»»» Весы
»»» Термометры
»»»» Термометры ртутные и безртутные
»»»» Термометры инфракрасные
»»»» Термометры электронные
»»» Тонометры
»»»» Тонометры автоматические
»»»» Тонометры механические
»»»» Тонометры полуавтоматические
»»»» Манжеты для тономеров
»» Кардиологическое оборудование
»» Камеры для стерилизации
»» Камертоны
»» Кольпоскопы
»» Коагуляторы
»» Косметологическое оборудование
»» Кислородное оборудование
»» Кресла инвалидные
»» Криотехника
»» Лабораторное оборудование
»»» Анализаторы
»»»» Экспресс-анализаторы
»»» Встряхиватели
»»» Лабораторное оборудование НВ
»»» Прочее лабораторное оборудование
»»» Термостаты,встряхиватели,шейкеры
»»» Центрифуги
»» Лампы
»» Логопедический кабинет / Кабинет логопеда
»» ЛОР оборудование
»»» Ларингоскопы
»»»» Продукция фирмы KaWe (Германия)
»»»»» Рукояти
»»»»» Клинки изогутые
»»»»» Клинки прямые
»»»»» Доп.
устройства для дезсредств
»»» Прочее / измерит. приборы
»»» Секундомеры
»»» Весы
»»» Термометры
»»»» Термометры ртутные и безртутные
»»»» Термометры инфракрасные
»»»» Термометры электронные
»»» Тонометры
»»»» Тонометры автоматические
»»»» Тонометры механические
»»»» Тонометры полуавтоматические
»»»» Манжеты для тономеров
»» Кардиологическое оборудование
»» Камеры для стерилизации
»» Камертоны
»» Кольпоскопы
»» Коагуляторы
»» Косметологическое оборудование
»» Кислородное оборудование
»» Кресла инвалидные
»» Криотехника
»» Лабораторное оборудование
»»» Анализаторы
»»»» Экспресс-анализаторы
»»» Встряхиватели
»»» Лабораторное оборудование НВ
»»» Прочее лабораторное оборудование
»»» Термостаты,встряхиватели,шейкеры
»»» Центрифуги
»» Лампы
»» Логопедический кабинет / Кабинет логопеда
»» ЛОР оборудование
»»» Ларингоскопы
»»»» Продукция фирмы KaWe (Германия)
»»»»» Рукояти
»»»»» Клинки изогутые
»»»»» Клинки прямые
»»»»» Доп. Опции
»»»»» Ларингоскопы для трудной интубации
»»» ЛОР оборудование
»» Лупы и Бинокуляры
»» Массажное оборудование
»» Матрацы и подушки противопролежневые
»» Маникюрное оборудование
»» Микроскопы
»» Мониторы прикроватные
»» Нагревательные плиты
»» Неврология
»» Неонатология
»» Негатоскопы
»» Оборудование разное
»» Реабилитационное Оборудование
»»» Костыли,трости,ходунки
»»» Кресла-коляски инвалидные
»»» Матрацы и подушки противопролежневые
»»» Столики прикроватные
»» Оборудование для медкабинета в школе
»» Облучатели,рециркуляторы
»» Операционные столы
»» Отоскопы
»»» Отоскопы лампочные
»»» Отоскопы с фиброооптикой
»» Отсасыватели
»» Офтальмологическое оборудование
»» Парикмахерское оборудование
»» Педикюрное оборудование
»» Пульсоксиметры
»» Реанимационное оборудование для клиник
»»» Дозаторы и насосы
»»» Шприцевые дозаторы-инфузионные насосы
»»» Мониторы
»» Рентген
»» Ростомеры
»» Стерилизаторы / Сухожары
»» Светильники медицинские
»» СПА SPA-оборудование
»» Стерилизаторы
»» Тележка-каталка, приемное устройство для скорой помощи
»» Тележки универсальные
»» Ультрафиолетовые лампы
»» Ультразвуковые ванны/Мойки ультразвуковые/Ванночки/
»» Урологическое оборудование
»» Упаковочные машины,Запечатывающие машины
»» Утилизаторы и Деструкторы игл
»» Центрифуги
»» Физиотерапевтическое Оборудование
»»» Электромагнитные поля
»»» Ультразвуковая терапия
»»» Лазерная терапия
»»» Магнитотерапия
»»» Прочее физиотерапевтическое оборудование
»»» Электрические токи
»»» Ингаляторы
»»» Теплолечение
»»» Светолечение
»»» для массажа аппараты
»»» Распылители
»» Фетальные допплеры
»» Фонендоскопы,стетоскопы,тонометры,Динамометры
»» Холодильники фармацевтические
»» Школа.
Опции
»»»»» Ларингоскопы для трудной интубации
»»» ЛОР оборудование
»» Лупы и Бинокуляры
»» Массажное оборудование
»» Матрацы и подушки противопролежневые
»» Маникюрное оборудование
»» Микроскопы
»» Мониторы прикроватные
»» Нагревательные плиты
»» Неврология
»» Неонатология
»» Негатоскопы
»» Оборудование разное
»» Реабилитационное Оборудование
»»» Костыли,трости,ходунки
»»» Кресла-коляски инвалидные
»»» Матрацы и подушки противопролежневые
»»» Столики прикроватные
»» Оборудование для медкабинета в школе
»» Облучатели,рециркуляторы
»» Операционные столы
»» Отоскопы
»»» Отоскопы лампочные
»»» Отоскопы с фиброооптикой
»» Отсасыватели
»» Офтальмологическое оборудование
»» Парикмахерское оборудование
»» Педикюрное оборудование
»» Пульсоксиметры
»» Реанимационное оборудование для клиник
»»» Дозаторы и насосы
»»» Шприцевые дозаторы-инфузионные насосы
»»» Мониторы
»» Рентген
»» Ростомеры
»» Стерилизаторы / Сухожары
»» Светильники медицинские
»» СПА SPA-оборудование
»» Стерилизаторы
»» Тележка-каталка, приемное устройство для скорой помощи
»» Тележки универсальные
»» Ультрафиолетовые лампы
»» Ультразвуковые ванны/Мойки ультразвуковые/Ванночки/
»» Урологическое оборудование
»» Упаковочные машины,Запечатывающие машины
»» Утилизаторы и Деструкторы игл
»» Центрифуги
»» Физиотерапевтическое Оборудование
»»» Электромагнитные поля
»»» Ультразвуковая терапия
»»» Лазерная терапия
»»» Магнитотерапия
»»» Прочее физиотерапевтическое оборудование
»»» Электрические токи
»»» Ингаляторы
»»» Теплолечение
»»» Светолечение
»»» для массажа аппараты
»»» Распылители
»» Фетальные допплеры
»» Фонендоскопы,стетоскопы,тонометры,Динамометры
»» Холодильники фармацевтические
»» Школа. Медицинский кабинет в школе
»» Электроды
»» Эндоскопия и лапароскопия Оборудование
» Все для парикмахерских и салонов красоты
»» Расходники для парикмахерских
»»» Аксессуары для парикмахерских
»»» Коврики
»»» Носки
»»» Тапочки
»»» Средства для волос
»»» Одежда для процедур
»»» Комплекты для процедур
»»» Коврики
»»» Защита глаз
»»» Головные уборы
»»» Воротнички
»»» Бахилы
»»» Салфетки
»»» Фартуки
»»» Халаты
»»» Фольга
»»» Чехлы
»»» Трусы
»»» Разделители пальцев
»»» Простыни
»»» Полотенца
»»» Перчатки
»»» Пеньюары
»» Оборудование Парикмахерское
»»» Кресла Парикмахерские
»»» Мойки Парикмахерские
»» Маникюрные инструменты
»» Принадлежности для депиляции
»» Парафинотерапия
»» для СПА, массажа и сауны
»» Для солярия
»» Для маникюра и педикюра
»» Для косметологии и визажа
»» Для восковой депиляции
» Мебель
»» Мебель металлическая
»» Мебель металлическая для клиник
»» Ширмы, тележки, прочее
»» Мебель из ЛДСП
»»» Столы, надстройки, тумбы из ЛДСП
»»» Шкафы, стеллажи, антресоли
»»» Кушетки из ЛДСП
»» Кушетки массажные
»»» Стационарные кушетки
»» Мебель Диакомс Россия
»»» Массажные комплекты
»»» Столики медицинские
»»» Шкафы медицинские
»»» Тележки
»»» Столы перевязочные
»»» Кресла массажные
»»» Кресла гинекологические
»»» Кровати акушерские
»»» Кровати медицинские
»»» Штативы медицинские
»»» Банкетки
»»» Антресоли
»»» Кресла донорские
»»» Ширмы
»»» Ростомеры,весы
»»» Разное
»» Штативы медицинские
»» Кровати
»» Кушетки
»» Прочая мебель
»» Столы
»» Стулья
»» Тумбы
»» Шкафы
»» Мебель для акушерства и гинекологии
» Рентгензащита и оборудование
» Все для офиса,склада и дома
» Разное .
Медицинский кабинет в школе
»» Электроды
»» Эндоскопия и лапароскопия Оборудование
» Все для парикмахерских и салонов красоты
»» Расходники для парикмахерских
»»» Аксессуары для парикмахерских
»»» Коврики
»»» Носки
»»» Тапочки
»»» Средства для волос
»»» Одежда для процедур
»»» Комплекты для процедур
»»» Коврики
»»» Защита глаз
»»» Головные уборы
»»» Воротнички
»»» Бахилы
»»» Салфетки
»»» Фартуки
»»» Халаты
»»» Фольга
»»» Чехлы
»»» Трусы
»»» Разделители пальцев
»»» Простыни
»»» Полотенца
»»» Перчатки
»»» Пеньюары
»» Оборудование Парикмахерское
»»» Кресла Парикмахерские
»»» Мойки Парикмахерские
»» Маникюрные инструменты
»» Принадлежности для депиляции
»» Парафинотерапия
»» для СПА, массажа и сауны
»» Для солярия
»» Для маникюра и педикюра
»» Для косметологии и визажа
»» Для восковой депиляции
» Мебель
»» Мебель металлическая
»» Мебель металлическая для клиник
»» Ширмы, тележки, прочее
»» Мебель из ЛДСП
»»» Столы, надстройки, тумбы из ЛДСП
»»» Шкафы, стеллажи, антресоли
»»» Кушетки из ЛДСП
»» Кушетки массажные
»»» Стационарные кушетки
»» Мебель Диакомс Россия
»»» Массажные комплекты
»»» Столики медицинские
»»» Шкафы медицинские
»»» Тележки
»»» Столы перевязочные
»»» Кресла массажные
»»» Кресла гинекологические
»»» Кровати акушерские
»»» Кровати медицинские
»»» Штативы медицинские
»»» Банкетки
»»» Антресоли
»»» Кресла донорские
»»» Ширмы
»»» Ростомеры,весы
»»» Разное
»» Штативы медицинские
»» Кровати
»» Кушетки
»» Прочая мебель
»» Столы
»» Стулья
»» Тумбы
»» Шкафы
»» Мебель для акушерства и гинекологии
» Рентгензащита и оборудование
» Все для офиса,склада и дома
» Разное . ЛИЦЕНЗИРОВАНИЕ КЛИНИК
» Лицензирование клиники-что это? и какие этапы вас ожидают ?
» Стандарты оснащения клиник -Стоматология,Зуботехническая лаборатория
» для Лицензирования клиник / медцентры / салоны красоты / парикмахерских
АРЕНДА ОБОРУДОВАНИЯ ДЛЯ ЛИЦЕНЗИРОВАНИЯ
КРАСОТА и ЗДОРОВЬЕ
» Asiakiss-косметические маски
» Уход за зубами
»» Отбеливание домашнее
»» Трейнеры,капы для зубов
»» Ирригаторы и щетки
» Уход за лицом
» Уход за телом
»» Средства от запаха и пота
» Уход за волосами
» Для визажа
» Для солярия
» Разное .
ЛИЦЕНЗИРОВАНИЕ КЛИНИК
» Лицензирование клиники-что это? и какие этапы вас ожидают ?
» Стандарты оснащения клиник -Стоматология,Зуботехническая лаборатория
» для Лицензирования клиник / медцентры / салоны красоты / парикмахерских
АРЕНДА ОБОРУДОВАНИЯ ДЛЯ ЛИЦЕНЗИРОВАНИЯ
КРАСОТА и ЗДОРОВЬЕ
» Asiakiss-косметические маски
» Уход за зубами
»» Отбеливание домашнее
»» Трейнеры,капы для зубов
»» Ирригаторы и щетки
» Уход за лицом
» Уход за телом
»» Средства от запаха и пота
» Уход за волосами
» Для визажа
» Для солярия
» Разное . .
ВЕТЕРЕНАРИЯ
» Оборудование для ветеринарных клиник
»» Анестезиологическое оборудование
»» Ветеринарные мониторы пациента
»» Ветеринарные электрокардиографы
»» Ветеринарные столы для УЗИ и кардио процедур
»» Ветеринарные УЗИ сканеры
»» Ветеринарные отоскопы, стетоскопы и тонометры
»» Весы ветеринарные
»» Дезинфекция и стерилизация
»» Кислородные концентраторы
»» Лампа Вуда
»» Носилки-тележки для перемещения животных
»» Намордники и сумки для обследования животных
»» Оборудование для фиксации животного и термолежаки
»» Рентген оборудование для ветеринарии
»» Светильники хирургические
»» Столы для крупных животных
»» Столы хирургические ветеринарные
»» Станки ветеринарные операционные
»» Стоматологическое оборудование для ветеринарии
»»» Скалеры ультразвуковые ветеринарные
»»» Портативные стоматологические установки
»»» Рентген стоматологический
»»» Инструмент для ветеринарии стоматологический
»» Термометры
»» Физиотерапевтические аппараты для животных
»» Холодильное оборудование
»» Шприцевые дозаторы и деструкторы игл
»» Электрокоагуляторы
»» Эндоскопическое оборудование
» Ветеринария
АРЕНДА выставочного оборудования
Все для офиса,склада и дома
» Создание сайта для клиник от МАКСИДЕНТ
» Бахилы
» Перчатки
» Товары общего назначения
» Оборудование для офиса
ПОДАРКИ и СУВЕНИРЫ
» Пано и Фигурки из керамики
Продажа б/у оборудования для медицины и стоматологии
Пломбировочные материалы и цементы
.
ВЕТЕРЕНАРИЯ
» Оборудование для ветеринарных клиник
»» Анестезиологическое оборудование
»» Ветеринарные мониторы пациента
»» Ветеринарные электрокардиографы
»» Ветеринарные столы для УЗИ и кардио процедур
»» Ветеринарные УЗИ сканеры
»» Ветеринарные отоскопы, стетоскопы и тонометры
»» Весы ветеринарные
»» Дезинфекция и стерилизация
»» Кислородные концентраторы
»» Лампа Вуда
»» Носилки-тележки для перемещения животных
»» Намордники и сумки для обследования животных
»» Оборудование для фиксации животного и термолежаки
»» Рентген оборудование для ветеринарии
»» Светильники хирургические
»» Столы для крупных животных
»» Столы хирургические ветеринарные
»» Станки ветеринарные операционные
»» Стоматологическое оборудование для ветеринарии
»»» Скалеры ультразвуковые ветеринарные
»»» Портативные стоматологические установки
»»» Рентген стоматологический
»»» Инструмент для ветеринарии стоматологический
»» Термометры
»» Физиотерапевтические аппараты для животных
»» Холодильное оборудование
»» Шприцевые дозаторы и деструкторы игл
»» Электрокоагуляторы
»» Эндоскопическое оборудование
» Ветеринария
АРЕНДА выставочного оборудования
Все для офиса,склада и дома
» Создание сайта для клиник от МАКСИДЕНТ
» Бахилы
» Перчатки
» Товары общего назначения
» Оборудование для офиса
ПОДАРКИ и СУВЕНИРЫ
» Пано и Фигурки из керамики
Продажа б/у оборудования для медицины и стоматологии
Пломбировочные материалы и цементы Производитель:
Все3A MEDES (Корея)3M ESPE3M Unitek США3Shape ДанияAALBA DENT INC. СШАAB Ardent ШвецияAdvanced Sterilization ProductsAGILE industriesAitecsAjax (Китай)AmannGirrbachAmazing White СШАAmtech ВеликобританияANDERS DENTALAngelus БразилияAnsell Medical МалайзияAntaeosAnthogyr (Франция)Anthogyr ФранцияAnthos ИталияApexmed Апексмед Интернэшнл Б.В. / НидерландыApoza ТайваньAquajetAquapick КореяARDent, ШвецияARIA di ODONTOIATRIA S.r.l. (Италия)ArkonaARKONA АрконаArtiglio (Италия)Asa Dental S.p.a.Asa Dental ИталияAsiakiss КореяAspinaB.Braun ГерманияBambach АвстралияBaolai Medical КитайBaush ГерманияBayer ГерманияBego ГЕРМАНИЯBenovy МалайзияBeromed GmbH Hospital Products Германия (т.м. «BEROCAN»)Beyond СШАBien-Air ШвейцарияBINDERBionetBisco СШАBisicoBJM LAB ИзраильBK Giulini ГерманияBlossom МалайзияBMT (Чехия)Borer ШвейцарияC.E.J. Dental (США)CandulorCardiolineCARL ZEISS (Германия)Carlo De Giorgi ИталияCastellini, ИталияCattani (Италия)Cattani ИталияCDG КитайChemische Fabrik Dr. Weigert GmbH & Co. KG (Германия)Chirana Medical СловакияColtene ШвейцарияColumbia Dentoform СШАCominox ИталияCOSSHINYF EnamelCoswell SPACovidien СШАCOXO Medical Instrument Co.
СШАAB Ardent ШвецияAdvanced Sterilization ProductsAGILE industriesAitecsAjax (Китай)AmannGirrbachAmazing White СШАAmtech ВеликобританияANDERS DENTALAngelus БразилияAnsell Medical МалайзияAntaeosAnthogyr (Франция)Anthogyr ФранцияAnthos ИталияApexmed Апексмед Интернэшнл Б.В. / НидерландыApoza ТайваньAquajetAquapick КореяARDent, ШвецияARIA di ODONTOIATRIA S.r.l. (Италия)ArkonaARKONA АрконаArtiglio (Италия)Asa Dental S.p.a.Asa Dental ИталияAsiakiss КореяAspinaB.Braun ГерманияBambach АвстралияBaolai Medical КитайBaush ГерманияBayer ГерманияBego ГЕРМАНИЯBenovy МалайзияBeromed GmbH Hospital Products Германия (т.м. «BEROCAN»)Beyond СШАBien-Air ШвейцарияBINDERBionetBisco СШАBisicoBJM LAB ИзраильBK Giulini ГерманияBlossom МалайзияBMT (Чехия)Borer ШвейцарияC.E.J. Dental (США)CandulorCardiolineCARL ZEISS (Германия)Carlo De Giorgi ИталияCastellini, ИталияCattani (Италия)Cattani ИталияCDG КитайChemische Fabrik Dr. Weigert GmbH & Co. KG (Германия)Chirana Medical СловакияColtene ШвейцарияColumbia Dentoform СШАCominox ИталияCOSSHINYF EnamelCoswell SPACovidien СШАCOXO Medical Instrument Co. , Lt КитайCrosstex СШАCSN ИталияD-Tec, ШвецияDaiei Dental (Япония)DARTA РоссияDeepak СШАDeguDent (Германия)DENKEN KDF (Япония)Densim СловакияDenstar (Корея)Dental TechnologiesDental X ИталияDentalfilm ИталияDentalHiTecDentamerica Inc.Dentech Corporation, ЯпонияDENTKIST Южная КореяDentLight СШАDentsply (США)Dentsply Maillefer SironaDentstar АнглияDentstar, Южная КореяDeppeler ШвейцарияDERMAGRIP МалайзияDetax ГерманияDetes КитайDexcowin КореяDexisDezodent (Германия)DiaDentDiamondbrite (США – Мексика)DigiMed Ю. КореяDigiMed Южная КореяDiplomat Dental (Словакия)Discom КитайDiscus DentalDispodent КитайDispodent КореяDMETEC КореяDMG ГерманияDonfeelDr. Hinz DentalDr. Schumacher GmbH ГерманияDreve Dentamid GmbHDSLightPost РоссияDURR Dental AG ГерманияDynaFlexEASTRICH (Тайвань)Eastrich Enterprise (Тайвань)Edan InstrumentsEdarredo (Италия)EdelweissEdenta ШвейцарияEKOM СловакияElma ГерманияElma, ГерманияEluan JYK, КитайEMS ШвейцарияEnamel ИталияEschenbach ГерманияEschenbach Германияchenbach ГерманияEuro Type КитайEuronda ИталияEVE ГерманияFaro ИталияFengdan КитайFGM БразилияFimet ФинляндияFONA Dental s.
, Lt КитайCrosstex СШАCSN ИталияD-Tec, ШвецияDaiei Dental (Япония)DARTA РоссияDeepak СШАDeguDent (Германия)DENKEN KDF (Япония)Densim СловакияDenstar (Корея)Dental TechnologiesDental X ИталияDentalfilm ИталияDentalHiTecDentamerica Inc.Dentech Corporation, ЯпонияDENTKIST Южная КореяDentLight СШАDentsply (США)Dentsply Maillefer SironaDentstar АнглияDentstar, Южная КореяDeppeler ШвейцарияDERMAGRIP МалайзияDetax ГерманияDetes КитайDexcowin КореяDexisDezodent (Германия)DiaDentDiamondbrite (США – Мексика)DigiMed Ю. КореяDigiMed Южная КореяDiplomat Dental (Словакия)Discom КитайDiscus DentalDispodent КитайDispodent КореяDMETEC КореяDMG ГерманияDonfeelDr. Hinz DentalDr. Schumacher GmbH ГерманияDreve Dentamid GmbHDSLightPost РоссияDURR Dental AG ГерманияDynaFlexEASTRICH (Тайвань)Eastrich Enterprise (Тайвань)Edan InstrumentsEdarredo (Италия)EdelweissEdenta ШвейцарияEKOM СловакияElma ГерманияElma, ГерманияEluan JYK, КитайEMS ШвейцарияEnamel ИталияEschenbach ГерманияEschenbach Германияchenbach ГерманияEuro Type КитайEuronda ИталияEVE ГерманияFaro ИталияFengdan КитайFGM БразилияFimet ФинляндияFONA Dental s. r.o. СШАFONA ИталияFONA КитайForum ИзраильGC ЯпонияGC ЯпонияGeistlich Pharma AGGelato (США)Gendex ГерманияGendex СШАGenie ИталияGenoray КореяGERMIPHENE CORPORATIONGILIGA (Тайвань)GlasSpanGold MillGood Doctors КореяH. Nordin ШвейцарияH.Nordin (Швейцария)H.Nordin ШвейцарияHager & Werken ГерманияHager Werken ГерманияHaier (Китай)Hallim КитайHapicaHarald NordinHEINE ГерманияHeliomed Handelsges.m.b.H, АвстрияHELM-PLAINHigenic ШвейцарияHLW ГерманияHM КитайHong Ke, КитайHoricoHRS КореяHu-FriedyHUM GmbH, ГерманияHumanChemieHumanChemie ГерманияHumanray КореяI.C. Lerсher ГерманияIcanClave КитайINTEGRAL MedicalINTEGRAL Medical Китай (т.м. «INTEGRAL»)InterdentItena ФранцияITERUM-Dental Implants&Equipment LTD (Израиль)Ivoclar Vivadent AG ЛихтенштейнJ. Morita ЯпонияJNB КитайJonson&JonsonJotaKAGAYAKIKaVo (Германия)KaVo ГерманияKaweKD Medical GMBH ГерманияKENDA ЛихтенштейнKerr Hawe СШАKeystone IndustriesKeystone СШАKodak Dental SystemsKohler Medizintechnik ГерманияKomet® ГерманияKulzer ГерманияKuraray Noritake ЯпонияKWI (Тайвань)LAMBDA S.
r.o. СШАFONA ИталияFONA КитайForum ИзраильGC ЯпонияGC ЯпонияGeistlich Pharma AGGelato (США)Gendex ГерманияGendex СШАGenie ИталияGenoray КореяGERMIPHENE CORPORATIONGILIGA (Тайвань)GlasSpanGold MillGood Doctors КореяH. Nordin ШвейцарияH.Nordin (Швейцария)H.Nordin ШвейцарияHager & Werken ГерманияHager Werken ГерманияHaier (Китай)Hallim КитайHapicaHarald NordinHEINE ГерманияHeliomed Handelsges.m.b.H, АвстрияHELM-PLAINHigenic ШвейцарияHLW ГерманияHM КитайHong Ke, КитайHoricoHRS КореяHu-FriedyHUM GmbH, ГерманияHumanChemieHumanChemie ГерманияHumanray КореяI.C. Lerсher ГерманияIcanClave КитайINTEGRAL MedicalINTEGRAL Medical Китай (т.м. «INTEGRAL»)InterdentItena ФранцияITERUM-Dental Implants&Equipment LTD (Израиль)Ivoclar Vivadent AG ЛихтенштейнJ. Morita ЯпонияJNB КитайJonson&JonsonJotaKAGAYAKIKaVo (Германия)KaVo ГерманияKaweKD Medical GMBH ГерманияKENDA ЛихтенштейнKerr Hawe СШАKeystone IndustriesKeystone СШАKodak Dental SystemsKohler Medizintechnik ГерманияKomet® ГерманияKulzer ГерманияKuraray Noritake ЯпонияKWI (Тайвань)LAMBDA S. p.A., ИталияLascod ИталияLegrin КитайLeica ГерманияLEIKOLeoneLerсher ГерманияLIXIN Jiangyin Diamond ToolsLM ФинляндияLuerLuxsutures (Люксембург)M. SCHILLING GmbH ГерманияMagic ИталияMagnolia CattaniMajor (Италия)Major ИталияMani ЯпонияMATECH (США)MDT ИзраильMEDERENMedicNRG ИзраильMegadenta ГерманияMegasonex, СШАMeisinger ГерманияMELAG ГерманияMEMMERTMercury (Китай)META Biomed КореяMetraxMGF ИталияMICERIUMMicro Mega ФранцияMicroNX КореяMilestone Scientific (США)MindrayMiradentMIS ИзраильMitsubishi ЯпонияMobilico КитайMOCOM ИталияMonitex ТайваньMr.Curette (МСТ), Южная КореяMRCMuller-Omicron (Германия)Muller-Omicron ГерманияMVS In Motion (Бельгия)MyRay ИталияNAIS БолгарияNanning Baolai КитайNew Life RadiologyNewmed S.r.l. ИталияNICNIHONSHIKA KINZOKU (Япония)NiksyNiksy КитайNINGBO HI-TECH UNICMED IMP&EXP CO, LTD, КитайNipro КореяNissin ЯпонияNopa instruments, ГерманияNordiska DentalNoritake ЯпонияNSK Nakanishi Inc. ЯпонияOlidentOMEC (Италия)Omec, ИталияOMNIDENT ГерманияOMS ИталияOp-d-op СШАOrangedentalOrangedental ГерманияOrangeinstrumentsOrascoptic/Surgical Acuity d/b/aOrix HF ИталияOrmco СШАOro Clean Chemie ШвейцарияOrtho-TainOwandy s.
p.A., ИталияLascod ИталияLegrin КитайLeica ГерманияLEIKOLeoneLerсher ГерманияLIXIN Jiangyin Diamond ToolsLM ФинляндияLuerLuxsutures (Люксембург)M. SCHILLING GmbH ГерманияMagic ИталияMagnolia CattaniMajor (Италия)Major ИталияMani ЯпонияMATECH (США)MDT ИзраильMEDERENMedicNRG ИзраильMegadenta ГерманияMegasonex, СШАMeisinger ГерманияMELAG ГерманияMEMMERTMercury (Китай)META Biomed КореяMetraxMGF ИталияMICERIUMMicro Mega ФранцияMicroNX КореяMilestone Scientific (США)MindrayMiradentMIS ИзраильMitsubishi ЯпонияMobilico КитайMOCOM ИталияMonitex ТайваньMr.Curette (МСТ), Южная КореяMRCMuller-Omicron (Германия)Muller-Omicron ГерманияMVS In Motion (Бельгия)MyRay ИталияNAIS БолгарияNanning Baolai КитайNew Life RadiologyNewmed S.r.l. ИталияNICNIHONSHIKA KINZOKU (Япония)NiksyNiksy КитайNINGBO HI-TECH UNICMED IMP&EXP CO, LTD, КитайNipro КореяNissin ЯпонияNopa instruments, ГерманияNordiska DentalNoritake ЯпонияNSK Nakanishi Inc. ЯпонияOlidentOMEC (Италия)Omec, ИталияOMNIDENT ГерманияOMS ИталияOp-d-op СШАOrangedentalOrangedental ГерманияOrangeinstrumentsOrascoptic/Surgical Acuity d/b/aOrix HF ИталияOrmco СШАOro Clean Chemie ШвейцарияOrtho-TainOwandy s. a.s. ФранцияP&T Medical (Китай)P&T Medical КитайPanasonicParkell, СШАPaul Hartmann ГерманияPD ШвейцарияPhilipsPhilips НидерландыPHYSIO CONTROLPi dental (Венгрия)Pierrot ИспанияPlanmeca Oy ФинляндияPoliTec, ГерманияPoly Medicure Limited Индия (т.м. «POLYFLON FEP»)Polydentia ШвейцарияPolywaxPOSDION (Ю. Корея)Poskom КореяPremier СШАPresiDENTPresident Dental GmbHPrime-Dent СШАProCare МалайзияProgeny СШАPROMISEE DENTAL (Китай)R-TestReDent Nova (Израиль)Redent Nova ИзраильRemeza (Белоруссия)Renfert ГерманияRESORBA ГерманияRiester GmbH ГерманияRoder DentalinstrumenteRoeko ГерманияRonvigRoson Medical Instruments КитайRTDRUNYESS-Denti (Ю. Корея)Sabana ГерманияSaeshin Ю. КореяSaeyang Microtech CO., LTD, Южная КореяSAFSafe&Care МалайзияSalli (Финляндия)Sapphire ГерманияSarstedt AG, ГерманияSatelec Sas Acteon Group Division ФранцияScheftner ГерманияScheu Dental ГерманияSCHICK DENTAL ГерманияSchick Technologies Inc. СШАSchiller ШвейцарияSCHULER, ГерманияSchulke & Mayr ГерманияSchutz ГерманияSchwert ГерманияSciCan (Канада)SDI ШвецияSDS ТайваньSecaSempercare МалайзияSeptodont ФранцияSF Medical Products GmbH ГерманияSFM Hospital ProductsSHANGHAI SHEEN MEDICAL INSTRUMENT Co.
a.s. ФранцияP&T Medical (Китай)P&T Medical КитайPanasonicParkell, СШАPaul Hartmann ГерманияPD ШвейцарияPhilipsPhilips НидерландыPHYSIO CONTROLPi dental (Венгрия)Pierrot ИспанияPlanmeca Oy ФинляндияPoliTec, ГерманияPoly Medicure Limited Индия (т.м. «POLYFLON FEP»)Polydentia ШвейцарияPolywaxPOSDION (Ю. Корея)Poskom КореяPremier СШАPresiDENTPresident Dental GmbHPrime-Dent СШАProCare МалайзияProgeny СШАPROMISEE DENTAL (Китай)R-TestReDent Nova (Израиль)Redent Nova ИзраильRemeza (Белоруссия)Renfert ГерманияRESORBA ГерманияRiester GmbH ГерманияRoder DentalinstrumenteRoeko ГерманияRonvigRoson Medical Instruments КитайRTDRUNYESS-Denti (Ю. Корея)Sabana ГерманияSaeshin Ю. КореяSaeyang Microtech CO., LTD, Южная КореяSAFSafe&Care МалайзияSalli (Финляндия)Sapphire ГерманияSarstedt AG, ГерманияSatelec Sas Acteon Group Division ФранцияScheftner ГерманияScheu Dental ГерманияSCHICK DENTAL ГерманияSchick Technologies Inc. СШАSchiller ШвейцарияSCHULER, ГерманияSchulke & Mayr ГерманияSchutz ГерманияSchwert ГерманияSciCan (Канада)SDI ШвецияSDS ТайваньSecaSempercare МалайзияSeptodont ФранцияSF Medical Products GmbH ГерманияSFM Hospital ProductsSHANGHAI SHEEN MEDICAL INSTRUMENT Co. .,LtdSherbetShine АвстрияSHINING 3DShofu ЯпонияSiger КитайSilfradent (Италия)SironaSirona Dentsply Maillefer SironaSLASHSMT(Корея)Soderex ФинляндияSoltec ИталияSONG YOUNG (Тайвань)Song Young ТайваньSonotraxSony Corporanion ЯпонияSpident КореяSpofaDental KerrSS White СШАSteelco ИталияStern Weber (Италия)Stomadent SK СловакияSultanSuni Imaging Microsystems,Inc. СШАSunViv МалайзияSure Cord КореяSURU International Pvt. Ltd. Индия (т.м. «SURUWAY»)Suzhou Zhen Wu Medical Sutures & Suture Needles Factory КитайSwiDella КитайSybronEndo (США)Tau Steril ИталияTau Steril, ИталияTechnodent, АргентинаTecno-Gaz (Италия)TePeTokuyama Dental ЯпонияTork ШвецияTroge Medical GmbH ГерманияTuttnauer Company LTD ИзраильUgin (Франция)ULABUltradent СШАVatech Ю.КореяVDW ГерманияVeranaVERICOM КореяVERIDENTVita (Германия)Vita, ГерманияVoco ГерманияVogt Medical GmbH ГерманияVRK LabW&H DentalWerk АвстрияWaismed-PerSysMedicalWaterpikWebCamera КитайWelch AllynСШАWerther S.P.AWerther ИталияWiedoo (Китай)Wieland (Германия)Wieland, ГерманияWoodpecker DTE КитайWoodpecker КитайWoson КитайWu Wei КитайWuerWei КитайWuerWei, КитайYDM ЯпонияYeti (Германия)Yeti, ГерманияYMARDA КитайYOUJOY КитайYuyao Jintai Machine Factory (Китай)ZEISS ГерманияZeitun ИорданияZhermack ИталияZhermapoZollАванта РоссияАверон (Россия)Аверон РоссияАгри КазаньАксионАксион РоссияАльтонАРМЕДАэролайф (Россия)БелоруссияБиоссБозон РоссияБразилияВалентаВеликобританияВита-Пул РоссияВладМиВаВладмива (Россия)ВладМиВа РоссияВоко Voco ГерманияВормаВоронеж ДентисГеософт ДентГерманияГигиена Мед РоссияДанияДента-М, Струм БелоруссияДентсплай DentsplyДжи Си GC ЯпонияДиакомс РоссияЕлатомский ПЗ, ЕлатьмаЕлатомский ПЗ,ЕлатьмаЖасмин-МедИвокляр IvoclarИзраильИкадент РоссияИндияИнститут развития инновационной стоматологииИнтермедапатит РоссияИспанияИталияИтена Itena ФранцияКазаньКазань КМИЗКанадаКасимовский Приборный Завод (Россия)КитайКореяКристи РоссияКристидент РоссияКронт РоссияЛатвияМedical ECONETМалайзияМалайзия Karex Industries SDN BHDМедполимер РоссияМексикаМЕТА КореяМИЗ-Ворсма (Россия)Можайский МИЗ РоссияМониторНавтекс РоссияНидерландыНидерланды Rovers Medical Devices B.
.,LtdSherbetShine АвстрияSHINING 3DShofu ЯпонияSiger КитайSilfradent (Италия)SironaSirona Dentsply Maillefer SironaSLASHSMT(Корея)Soderex ФинляндияSoltec ИталияSONG YOUNG (Тайвань)Song Young ТайваньSonotraxSony Corporanion ЯпонияSpident КореяSpofaDental KerrSS White СШАSteelco ИталияStern Weber (Италия)Stomadent SK СловакияSultanSuni Imaging Microsystems,Inc. СШАSunViv МалайзияSure Cord КореяSURU International Pvt. Ltd. Индия (т.м. «SURUWAY»)Suzhou Zhen Wu Medical Sutures & Suture Needles Factory КитайSwiDella КитайSybronEndo (США)Tau Steril ИталияTau Steril, ИталияTechnodent, АргентинаTecno-Gaz (Италия)TePeTokuyama Dental ЯпонияTork ШвецияTroge Medical GmbH ГерманияTuttnauer Company LTD ИзраильUgin (Франция)ULABUltradent СШАVatech Ю.КореяVDW ГерманияVeranaVERICOM КореяVERIDENTVita (Германия)Vita, ГерманияVoco ГерманияVogt Medical GmbH ГерманияVRK LabW&H DentalWerk АвстрияWaismed-PerSysMedicalWaterpikWebCamera КитайWelch AllynСШАWerther S.P.AWerther ИталияWiedoo (Китай)Wieland (Германия)Wieland, ГерманияWoodpecker DTE КитайWoodpecker КитайWoson КитайWu Wei КитайWuerWei КитайWuerWei, КитайYDM ЯпонияYeti (Германия)Yeti, ГерманияYMARDA КитайYOUJOY КитайYuyao Jintai Machine Factory (Китай)ZEISS ГерманияZeitun ИорданияZhermack ИталияZhermapoZollАванта РоссияАверон (Россия)Аверон РоссияАгри КазаньАксионАксион РоссияАльтонАРМЕДАэролайф (Россия)БелоруссияБиоссБозон РоссияБразилияВалентаВеликобританияВита-Пул РоссияВладМиВаВладмива (Россия)ВладМиВа РоссияВоко Voco ГерманияВормаВоронеж ДентисГеософт ДентГерманияГигиена Мед РоссияДанияДента-М, Струм БелоруссияДентсплай DentsplyДжи Си GC ЯпонияДиакомс РоссияЕлатомский ПЗ, ЕлатьмаЕлатомский ПЗ,ЕлатьмаЖасмин-МедИвокляр IvoclarИзраильИкадент РоссияИндияИнститут развития инновационной стоматологииИнтермедапатит РоссияИспанияИталияИтена Itena ФранцияКазаньКазань КМИЗКанадаКасимовский Приборный Завод (Россия)КитайКореяКристи РоссияКристидент РоссияКронт РоссияЛатвияМedical ECONETМалайзияМалайзия Karex Industries SDN BHDМедполимер РоссияМексикаМЕТА КореяМИЗ-Ворсма (Россия)Можайский МИЗ РоссияМониторНавтекс РоссияНидерландыНидерланды Rovers Medical Devices B. VОмега-Дент РоссияОрганик Фармасьютикалз ОООПакистанПозис РоссияПолистом РоссияПольшаРадуга РоссииРазноеРоссииРоссияРоссия ЭкрадентРоссия-Израиль-ГеософтСербияСерпухов «ВХ-Тайфун»Сибмединструмент РоссияСканерСловакияСмоленское СКТБ СПУ (Россия)Сонис РоссияСпектрум Интернэшнл, Инк., СШАСтомаСтома (Украина)Стома УкраинаСтома ХарьковСтомадент РоссияСтомахимСтрумСШАТайваньТайвань ROLENCEТехноДент РоссияТЗМОИТМТТор ВМТОР ВМ РоссияУкраинаФинляндияФорма Углич РоссияФранцияЦелит ВоронежШвейцарияШульц Германия Mani SchutzЭстэйд-Сервисгруп РоссияЮжная КореяЮЮ МедикалЮЮ Медикал КитайЯпония
VОмега-Дент РоссияОрганик Фармасьютикалз ОООПакистанПозис РоссияПолистом РоссияПольшаРадуга РоссииРазноеРоссииРоссияРоссия ЭкрадентРоссия-Израиль-ГеософтСербияСерпухов «ВХ-Тайфун»Сибмединструмент РоссияСканерСловакияСмоленское СКТБ СПУ (Россия)Сонис РоссияСпектрум Интернэшнл, Инк., СШАСтомаСтома (Украина)Стома УкраинаСтома ХарьковСтомадент РоссияСтомахимСтрумСШАТайваньТайвань ROLENCEТехноДент РоссияТЗМОИТМТТор ВМТОР ВМ РоссияУкраинаФинляндияФорма Углич РоссияФранцияЦелит ВоронежШвейцарияШульц Германия Mani SchutzЭстэйд-Сервисгруп РоссияЮжная КореяЮЮ МедикалЮЮ Медикал КитайЯпония
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице: 5203550658095
Найти
Аппарат для точечной сварки АДАМ-1.
 1 Характеристики Преимущества
1 Характеристики Преимущества| Технические характеристики: Аппарат для точечной сварки АДАМ-1.1 | |
|---|---|
| Напряжение сети, В 220 | Частота сети, Гц 50 |
| Толщина свариваемых листов, мм 5 + 5 | Максимальная мощность, кВт 9.3 |
| Диаметр свариваемых прутков, мм 2 + 2 | Вылет электродов, мм 125 |
| Усилие рычага, кг 15-120 | Раствор элкетродов, мм 150-350 |
| Количество сварочных точек в минуту 2 | Габариты, мм 460х90х240 |
Вес, кг 11. 5 5 | |
Описание: Аппарат для точечной сварки АДАМ-1.1
Аппарат контактной точечной сварки АДАМ-1.1 предназначен для контактной сварки изделий из низкоуглеродистой стали в различных отраслях народного хозяйства.
Аппарат обеспечивает:
- установку времени сварки в пределах 0,5…1,5с
- регулировку силы сжатия свариваемых деталей в пределах 15…120кг
- автоматическое отключение при нагреве обмоток трансформатора выше 100°С с индикацией перегрева.
| Простое управление Встроенный трансформатор, встроенный таймер отключения, регулировка длительности импульса сварки, механический регулятор усилия. | |
| Выбор усилия Градуированная шкала — для настройки усилия рычага (от 15 до 120 кг)под необходимый тип работ. |
3444
Аппарат для точечной сварки АДАМ-1.1
Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления дилеров!
PTI-s7 GYS Аппарат контактной сварки GYSPOT EVOLUTION
PTI-s7 GYS Аппарат контактной сварки GYSPOT EVOLUTIONОписание PTI-s7 GYS:
GYS EVOLUTION PTI является революционным шагом вперед в области точечной сварки, которая объединяет новейшие технологии. Эта машина является идеальным ответом на требования автопроизводителей к сварке высокопрочных сталей (UHSS / BORON|).
Эта машина является идеальным ответом на требования автопроизводителей к сварке высокопрочных сталей (UHSS / BORON|).
GYS EVOLUTION PTI с инверторной технологией, может работать с 16А или 25А тока сети. Усилие сжатия клещей до 550 даН при давлении воздуха 8 баров, а величина сварочного тока 14500A.
Аппарат полностью соответствует требованиям Европейской директивы 2004/40/EC. Защита от электромагнитных излучений.
Инновации:
- трансформатор с инвертором интегрированы в зажим
- жидкостное охлаждение зажима и трансформатора
- снижение потребления электроэнергии (40% меньше, чем у аппаратов с кабелем)
- возможно подключение к сети с предохранителем 16А.
- высокий коэффициент использования потребляемой энергии.
Описание аппарата:
- мощный пневматический зажим типа «C»
- легкость и удобство в использовании, Вес зажима12 кг, кабель 4м.
- кронштейн поддержки кабелей с телескопической стрелой
- дисплей управления 6»
- пульт дистанционного управления на зажиме.

Отличительные особенности:
- высокий ток сварки 14 500А
- цифровой дисплей текущего значения
- звуковой сигнал, если сварочного тока слишком мало
- сохранение результата сварки с возможностью распечатки протокола
- низкое потребление энергии
- отражение на цифровом дисплее фактических параметров сварки
- высокая сила сжатия: 550 даН при давлении 8 баров
- жидкостное охлаждение электродов до кончиков
- звуковой сигнал, при низкой силе сжатия.
Управляющий интерфейс:
- удобство пользования: большой дисплей (6 «), с интуитивно понятным меню
- простота настройки: только 2 параметра, которые необходимы (толщина и тип стального листа)
- три режима настройки параметров сварки: стандартный, мульти, ручной
- сохранение параметров сварки пользователей.
Сохранение информации:
- запись на SD Card характеристик каждой точечной сварки
- сохранение на любом компьютере данных, сохраненных на карте SD
- возможность распечатки протокола.

Технические характеристики PTI-s7 GYS:
Максимальный сварочный ток 13000A
Питание 400В 3ф, 50 Гц
Габариты, см 65x80x205
Кабель, м 6
Вес, кг 160
Оборудование для точечной сварки | Сопротивление и односторонняя
Сопротивление Точечная сварка используется во многих отраслях промышленности листового металла, включая автомобилестроение и производство кухонной техники. Процесс сварки, при котором для расплавления и соединения металла требуется тепло, создается электрическим сопротивлением между двумя листами, что создает точечные сварные швы. Узнайте больше об этих старых процессах сварки в нашем блоге «Руководство по точечной сварке».
Мы поставляем широкий выбор аппаратов для точечной сварки Resistance , и аппаратов для точечной сварки. Независимо от того, ищете ли вы новый или восстановленный аппарат, вы можете значительно сэкономить сегодня с Westermans. Гарантия прилагается к каждой машине. От пьедестала, педального типа, подвесного или одностороннего Точечных сварочных аппаратов вы обязательно найдете машину, соответствующую вашему проекту и бюджету из широкого выбора моделей, которые мы предлагаем для продажи.
Гарантия прилагается к каждой машине. От пьедестала, педального типа, подвесного или одностороннего Точечных сварочных аппаратов вы обязательно найдете машину, соответствующую вашему проекту и бюджету из широкого выбора моделей, которые мы предлагаем для продажи.
Точечная сварка позволяет точно сварить два тонких листа металла за короткое время. Это популярный вид сварки, потому что выделяемое тепло не влияет на остальную часть металлического листа.
Аппараты для точечной сварки работают, зажимая два листа металла и пропуская электрический ток через два электрода к месту, требующему сварки.Аппараты для точечной сварки можно настроить на подачу тока разной амплитуды, что позволяет использовать его на металле разного типа и толщины.
Сегодня на рынке представлен ряд высококлассных брендов, но мы придерживаемся тех, которые, как мы знаем, мы можем поддерживать послепродажным обслуживанием. British Federal, CEA, Meritus, PW — Portable Welders, Tecna, Sciaky, Pei и ProSpot.
Зачем нужны точечные сварщики?
Аппараты для точечной сваркичасто используются с листовым металлом из-за простоты использования и преимуществ, связанных с его использованием.Более низкий уровень выделяемого тепла по сравнению с другими методами сварки и гораздо более короткое время сварки делают этот вид сварки весьма привлекательным.
Примеры использования:
- Ведра металлические
- Расходуемые детали и автомобильная промышленность — где процесс может быть полностью автоматизирован с помощью сварочных роботов.
- Автомобилестроение — кузовной ремонт
- Бытовая техника «Бытовая техника»
Оптимизация точечной сварки сопротивлением на основе искусственной нейронной сети
Точечная сварка сопротивлением (RSW) выполняется с использованием алюминиевого сплава, используемого в автомобильной промышленности. Сложность настройки параметров RSW приводит к непостоянству качества между сварными швами. Важными параметрами RSW являются сварочный ток, усилие электрода и время сварки. Необходимым параметром считается дополнительный параметр УЗВ, то есть электрическое сопротивление алюминиевого сплава, которое изменяется в зависимости от толщины материала. Параметры, применяемые к процессу RSW с алюминиевым сплавом, чувствительны к точному измерению. Было исследовано прогнозирование параметров с использованием искусственной нейронной сети (ИНС) в качестве инструмента для поиска параметров оптимизации.ИНС была разработана и протестирована для прогнозирования качества сварки с использованием входных и выходных данных в параметрах и прочности на сдвиг при растяжении алюминиевого сплава соответственно. Результаты испытаний на растяжение при сдвиге и расчетная оптимизация параметров применяются к процессу RSW. Достигнутые результаты выхода прочности на растяжение при сдвиге представляли собой среднеквадратичную ошибку (MSE) и точность, равную 0,054 и 95%, соответственно.
Сложность настройки параметров RSW приводит к непостоянству качества между сварными швами. Важными параметрами RSW являются сварочный ток, усилие электрода и время сварки. Необходимым параметром считается дополнительный параметр УЗВ, то есть электрическое сопротивление алюминиевого сплава, которое изменяется в зависимости от толщины материала. Параметры, применяемые к процессу RSW с алюминиевым сплавом, чувствительны к точному измерению. Было исследовано прогнозирование параметров с использованием искусственной нейронной сети (ИНС) в качестве инструмента для поиска параметров оптимизации.ИНС была разработана и протестирована для прогнозирования качества сварки с использованием входных и выходных данных в параметрах и прочности на сдвиг при растяжении алюминиевого сплава соответственно. Результаты испытаний на растяжение при сдвиге и расчетная оптимизация параметров применяются к процессу RSW. Достигнутые результаты выхода прочности на растяжение при сдвиге представляли собой среднеквадратичную ошибку (MSE) и точность, равную 0,054 и 95%, соответственно. Это указывает на то, что применение ИНС в управлении сварочным аппаратом очень эффективно при настройке параметров сварки.
Это указывает на то, что применение ИНС в управлении сварочным аппаратом очень эффективно при настройке параметров сварки.
1. Введение
При производстве автомобилей каждый автомобиль имеет от 7000 до 12000 точечных сварных швов. Сварные швы выполняются с использованием процесса точечной сварки сопротивлением (RSW), который выполняется роботом-сварщиком, управляемым компьютером. Расширяется применение РВВ на облегченных алюминиевых сплавах [1, 2]. RSW — это технология быстрого соединения, широко используемая для соединения тонкостенных узлов в автомобильном производстве. Важным процессом является обеспечение прочных конструкционных кузовов автомобилей с использованием легких материалов для экономии энергии и природных ресурсов [3].Материал из алюминиевого сплава представляет собой материал с низкой плотностью и значительными механическими свойствами, который, как ожидается, будет широко использоваться в будущем для частичной замены стали, которая в настоящее время является основным материалом для производства автомобилей [4]. Алюминиевый сплав 6061-T6 имеет малый вес и обладает значительными механическими свойствами, которые представляют интерес для данного исследования.
Алюминиевый сплав 6061-T6 имеет малый вес и обладает значительными механическими свойствами, которые представляют интерес для данного исследования.
Качество сварки в процессе RSW было серьезной проблемой для автомобильной промышленности. Ручной расчет параметров сварки, опыт оператора и опыт технического персонала в настройке параметров не всегда точны или правильны.Расчеты ранее не могли быть подтверждены относительно оптимальных параметров [5]. Настройки параметров каждого сварочного аппарата были сложными из-за множества чувствительных факторов. Это привело к высокой стоимости испытаний большого количества образцов конструкционного материала для получения адекватных экспериментальных результатов для получения оптимальных значений параметров. Каждый кузовной завод имеет более 200 сварочных аппаратов. Чтобы получить стандартное качество сварки в целом, это привело к высоким затратам на настройку параметров для каждой отдельной модели сварочного аппарата, для разных материалов (например,г. , толщина), для сменных электродов и т. д. [6–8]. Поэтому важно понимать отношения параметров в процессе RSW, меры по улучшению качества, оценку и прогнозирование эффективности, а также соответствующую оптимизацию параметров.
, толщина), для сменных электродов и т. д. [6–8]. Поэтому важно понимать отношения параметров в процессе RSW, меры по улучшению качества, оценку и прогнозирование эффективности, а также соответствующую оптимизацию параметров.
Упомянутые проблемы послужили мотивом для данного исследования, официально названного «Оптимизация параметров контактной точечной сварки алюминиевого сплава 6061-Т6 на основе искусственной нейронной сети». Оценка параметров RSW с использованием ИНС будет более эффективной и корректно оптимизированной.ИНС доказала свою эффективность в разрешении как линейных, так и нелинейных функций, необходимых для настройки параметров RSW роботов-сварщиков с компьютерным управлением, особенно в автомобильной промышленности.
2. Процесс RSW
Целью процесса RSW является быстрое выделение тепла в соединениях свариваемого материала при минимизации передачи тепла к более холодному соседнему материалу. Это тепловыделение может быть выражено через где – тепловая энергия в джоулях, – сила тока в амперах, – сопротивление в омах, – время в секундах [9]. Ряд сопротивлений, создаваемых машиной контактной сварки вторичной цепи, показан на рис. 1.
Ряд сопротивлений, создаваемых машиной контактной сварки вторичной цепи, показан на рис. 1.
Из рис. 1 сопротивление в процессе RSW зависит от общего сопротивления, которое можно выразить как где – полное сопротивление, – сопротивление электрода, – контактное сопротивление электрода образца, – сопротивление образца, – контактное сопротивление образца.
Трансформация сопротивления материала обрабатываемой детали влияет на температуру плавления в точечной сварке в процессе RSW и на свариваемость материала [11, 12].Оптимальное электродное усилие необходимо для взрывчатых растворов при плавке материала [13, 14], а сила электрического сварочного тока является важным фактором, влияющим на тепловыделение, ведущее к плавке. Когда электрическая напряженность высока, точечный сварной шов также будет иметь интенсивный нагрев. Это повлияет на размер наггетсов и прочность сварного соединения [15]. Размер наггетсов и прочность сварного соединения зависят от сопротивления и времени сварки, поэтому продолжительность сварки влияет на механические свойства сварных соединений [16, 17]. Плавление происходит в результате взаимосвязи между сварочным током, временем сварки и усилием на электроде, как показано на схематической диаграмме цикла RSW на рис. 2, где сварочный ток, время сварки и усилие на электроде.
Плавление происходит в результате взаимосвязи между сварочным током, временем сварки и усилием на электроде, как показано на схематической диаграмме цикла RSW на рис. 2, где сварочный ток, время сварки и усилие на электроде.
Исследователи изучили взаимосвязь параметров РУВ и подтвердили, что параметры процесса сварки оказывают большое влияние на качество сварного шва [18, 19]. Кроме того, сопротивление материала из-за толщины обрабатываемой детали также важно, что видно по большему росту самородков в более толстых заготовках, чем в тонких.В различных материалах удовлетворительный самородок будет генерироваться в материалах с высоким сопротивлением или материалах с более низкой теплопроводностью [20]. Таким образом, это исследование добавляет сопротивление в качестве фактора.
3. Материалы и методы
В этом исследовании изучался процесс RSW в реальных условиях на заводе по производству кузовов автомобилей, где использовалась сварка пистолетом, контролируемая сварочным аппаратом MFDC Rexroth Bosch. Образцы из алюминиевого сплава (6061-Т6) толщиной 1 и 2 мм были сварены при трех уровнях сопротивления.На рис. 3 показаны три уровня сопротивления материала большой, средней и малой толщины 2–2, 2–1 и 1–1 мм соответственно.
Образцы из алюминиевого сплава (6061-Т6) толщиной 1 и 2 мм были сварены при трех уровнях сопротивления.На рис. 3 показаны три уровня сопротивления материала большой, средней и малой толщины 2–2, 2–1 и 1–1 мм соответственно.
Механические и химические свойства на основе KAISER ALUMINIUM [21] показаны в таблицах 1 и 2 соответственно.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 8
8
| ||||||||||||||||||||||||||
 : Макс.
: Макс. Это исследование использовало 6 мм кончиков меди сплава.План эксперимента включал полный факторный анализ, основанный на малой, средней и большой толщине материала, при этом все настройки параметров варьировались на каждом уровне толщины, что давало серии. Настройки параметров: сварочный ток, усилие электрода, время сварки и сопротивление 20, 28 и 36 кА, 2, 4 и 6 кН, 100, 150 и 200 мс и 2-2, 2-1 и 1. -1 мм соответственно. Затем были введены параметры сварки в соответствии с планом эксперимента и проведены сварочные испытания. Готовые сварные соединения и максимальная прочность на сдвиг были испытаны и зарегистрированы.Испытания проводились с использованием HOUNSFIELD 50 кН при максимальной нагрузке, как показано на рисунке 4.
В этом исследовании 75% из 243 экспериментальных результатов ИНС использовались для обучения роботов-сварщиков. 25% экспериментальных результатов были выбраны случайным образом для тестирования для сравнения между прогнозируемой прочностью на сдвиг и экспериментальными результатами прочности на сдвиг. Модели ИНС были настроены для установления взаимосвязи между параметрами сварки и прочностью на сдвиг. Модель ANN представляет собой многоуровневый алгоритм прямой связи, как показано на рисунке 5.В этом алгоритме есть три слоя: входной слой, выходной слой и скрытый слой между входным и выходным слоями. Во входном слое количество входных нейронов задается на уровне параметров сварки в каждом порядке выполнения, а выходным слоем является прочность на сдвиг.
ИНС была разработана и испытана для оценки прочности на сдвиг с использованием параметров сварки в качестве входных данных и прочности на сдвиг в качестве выходных данных с использованием многоуровневого алгоритма упреждения, а ИНС была обучена алгоритмом обратного распространения. Окончательная передаточная функция была сигмоидальной функцией и была чисто линейной функцией.
Окончательная передаточная функция была сигмоидальной функцией и была чисто линейной функцией.
4. Результаты и обсуждение
В данной работе изучалось применение ИНС для расчета оптимальных параметров управления сварочными роботами. В таблице 3 показана прочность на сдвиг при растяжении, полученная в результате фактического применения экспериментальных результатов, рассчитанных с помощью ANN; эта переменная является расчетом среднеквадратичной ошибки (MSE) прочности на сдвиг. MSE равен 0,05. По этим результатам видно, что ИНС определила подходящую оптимизацию параметров с удовлетворительными результатами.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Прочность на сдвиг получается при применении экспериментальных результатов из ИНС.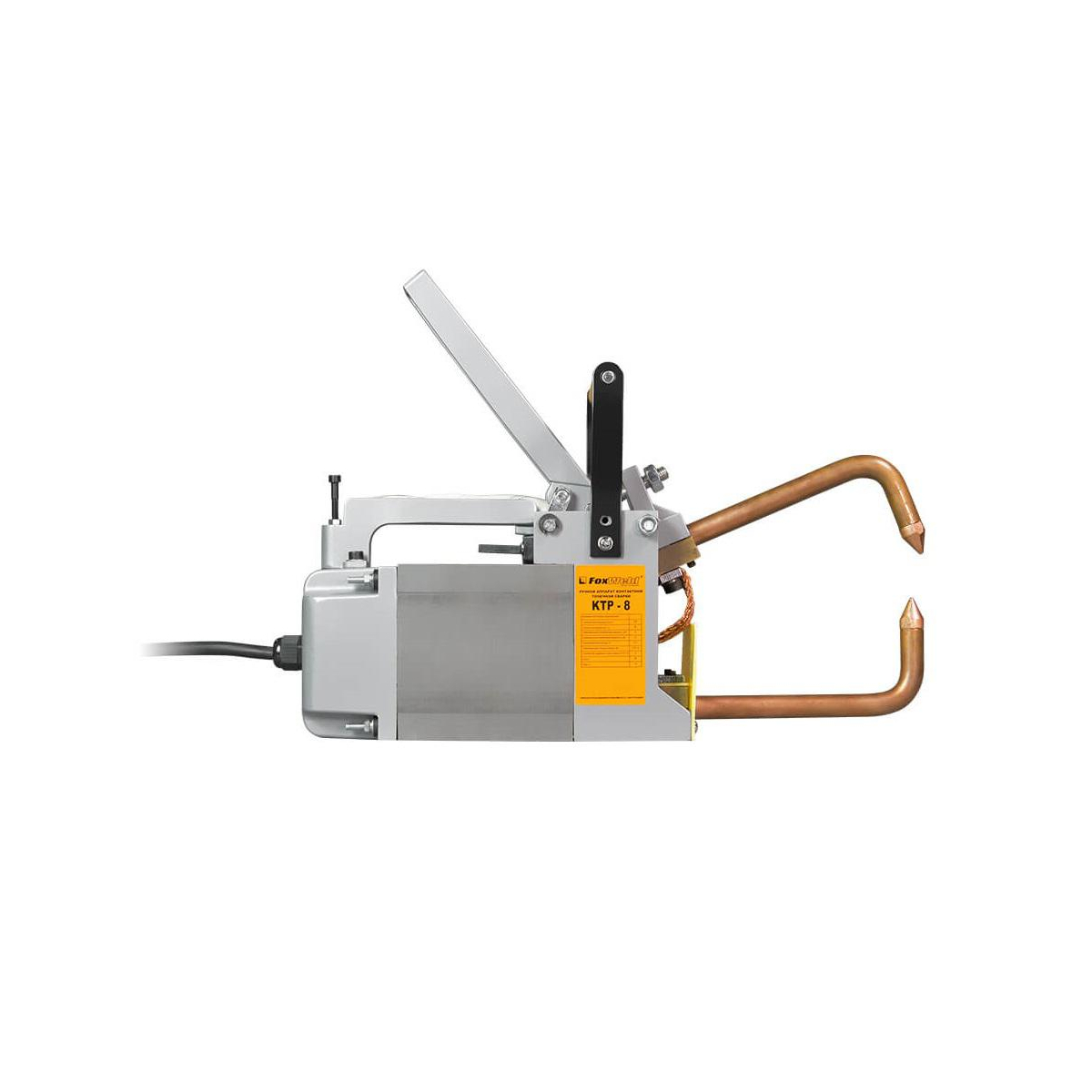 Применение вычислений ИНС приводит к хорошей оптимизации параметров, как показано на рисунке 6. Таким образом, ИНС рассматривается как подходящий метод оптимизации для поиска ответа, который является как линейным, так и нелинейным.
Применение вычислений ИНС приводит к хорошей оптимизации параметров, как показано на рисунке 6. Таким образом, ИНС рассматривается как подходящий метод оптимизации для поиска ответа, который является как линейным, так и нелинейным.
Модель ИНС состоит из трех разных слоев: входного, скрытого и выходного.ИНС использовалась для расчета прочности на сдвиг на выходном слое и параметров RSW на входном слое во время обучения и с использованием алгоритма обратного распространения. 75% из 243 значений данных из полных факторных экспериментальных результатов использовались для обучения, а 25% данных использовались для проверки точности расчетных значений ИНС. Результаты показывают, что скрытые узлы, скорость обучения, цель MSE и максимальная эпоха обучения составляют 30, 0,001, 0,04 и 3 000 000 соответственно.
При тестировании было обнаружено, что 20 образцов имеют среднеквадратичную ошибку (MSE), равную 0.047896 кН. Это указывает на то, что модель ANN способна прогнозировать прочность на сдвиг для корректировки тестируемых параметров RSW с небольшой выборкой, которые показаны в таблице 4 и на рисунке 7 соответственно.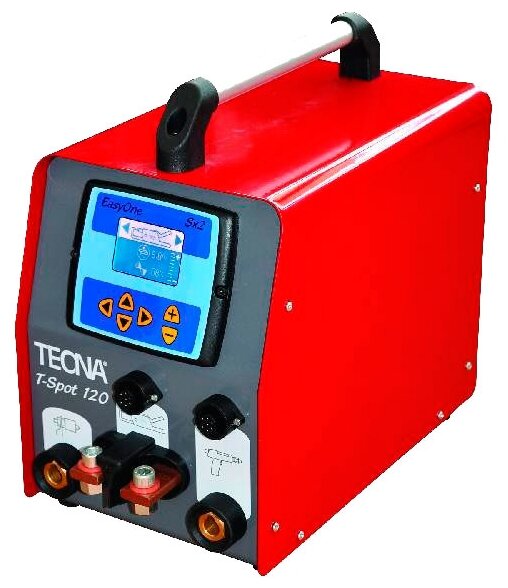
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 585
585 9422
9422 007056
007056Из этого исследования, предполагается, что RSW оператор может используйте небольшой выборочный набор, подходящий в качестве входных данных для модели ANN, которого было бы достаточно для установки параметров оптимизации. Однако на точность параметров могут влиять другие факторы, выходящие за рамки ИНС, такие как конкретная модель сварочного аппарата, состояние поверхности материала образца, охлаждающее воздействие окружающей среды и износ электрода.
5. Заключение
Полные результаты факторного эксперимента и ИНС были разработаны и успешно протестированы на заводе по производству кузовов в Таиланде. Результаты были MSE и точность равна 0,054 и 95%, соответственно. Расчет надежной оценки прочности на сдвиг позволяет настроить параметры для достижения высокого качества сварного шва и сократить как время процесса схватывания, так и время испытаний образца. Будущая работа должна проверить точность других алгоритмов, используемых для расчета этих параметров, чтобы можно было сравнить точность других алгоритмов.
Результаты были MSE и точность равна 0,054 и 95%, соответственно. Расчет надежной оценки прочности на сдвиг позволяет настроить параметры для достижения высокого качества сварного шва и сократить как время процесса схватывания, так и время испытаний образца. Будущая работа должна проверить точность других алгоритмов, используемых для расчета этих параметров, чтобы можно было сравнить точность других алгоритмов.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов в отношении публикации данной статьи.
Благодарности
Авторы хотели бы выразить глубокую признательность компаниям UK Engineering and Supply Co. Ltd. и Thonburi Automotive Assembly Plant Co., Ltd., Таиланд, за разрешение использовать их помещения и предоставление исследовательского оборудования для поддержки проект.
Инновационный аппарат для контактной точечной сварки Для повышения эффективности сварки Местное послепродажное обслуживание
Повысьте производительность своих сварочных процессов с помощью безупречного аппарата для контактной точечной сварки , доступного на Alibaba. ком. Эти сварочные аппараты контактной точечной сварки поставляются в широком ассортименте, который включает в себя несколько моделей, форм и размеров. Соответственно, покупатели с разным опытом всегда найдут наиболее подходящий аппарат контактной точечной сварки , применимый к их ситуациям на месте.
ком. Эти сварочные аппараты контактной точечной сварки поставляются в широком ассортименте, который включает в себя несколько моделей, форм и размеров. Соответственно, покупатели с разным опытом всегда найдут наиболее подходящий аппарат контактной точечной сварки , применимый к их ситуациям на месте.
Изучая сайт Alibaba.com, вы встретите аппарат для контактной точечной сварки , изготовленный с использованием прочных и инновационных материалов. Это делает их очень прочными, чтобы служить своим пользователям в течение длительного срока службы.Аппарат контактной точечной сварки модели включает в себя передовые технологии, которые делают его чрезвычайно энергоэффективным. Они потребляют незначительное количество электроэнергии, что гарантирует, что вы тратите меньше на счета за электроэнергию. Простота установки и использования этих аппаратов контактной точечной сварки делает их идеальным выбором для всех.
Сварочный аппарат контактной точечной сварки Производители включили удивительные функции безопасности для защиты операторов от экстремального тепла и света.Их легко обслуживать в звездных условиях, а аксессуары, защищающие операторов аппарата контактной точечной сварки , легко доступны. Благодаря изобретениям, предотвращающим потери тепла, они очень эффективны, а их производительность не имеет себе равных. Качество этих сварочных аппаратов контактной точечной сварки замечательно, потому что они представлены ведущими дистрибьюторами и розничными продавцами. Они соответствуют всем требованиям стандартов качества для неизменно оптимальной производительности.
Получите лучшее соотношение цены и качества сегодня.Просмотрите сайт Alibaba.com и откройте для себя невероятные линейки аппаратов контактной точечной сварки , которые соответствуют вашим целям. Услуги и безупречная работа, которые они предоставят вам, могут продемонстрировать, почему они стоят каждого доллара. Наслаждайтесь удобными онлайн-покупками на сайте, который экономит ваше время и деньги.
Наслаждайтесь удобными онлайн-покупками на сайте, который экономит ваше время и деньги.Аппарат для точечной сварки сопротивлением | Загрузить научную диаграмму
Контекст 1
… ВВЕДЕНИЕ Сварка сопротивлением — широко используемый процесс соединения металлических листов в автомобильной и других отраслях промышленности.Как следует из названия, именно сопротивление свариваемого материала протеканию тока вызывает локальный нагрев детали. Во время процесса оказывается давление, чтобы удерживать свариваемые детали во время цикла сварки. Сварка производится комбинацией тепла, давления и времени. На производительность машин для точечной сварки сильно влияет источник электропитания, используемый в машине для точечной сварки. Например, однофазный, трехфазный или инверторный привод. В однофазном точечном сварочном аппарате с частотой 50/60 Гц нулевая мощность достигается в каждом цикле формы волны переменного напряжения.Это означает, что в мощности переменного тока есть неотъемлемые потери. Эти потери приводят к некачественному сварному соединению [1]. Для получения более качественного сварного шва используются трехфазные точечные сварочные аппараты. Трехфазный источник напряжения выпрямляется до постоянного тока. Волна постоянного тока намного более плавная, чем невыпрямленное трехфазное напряжение переменного тока. Этот трехфазный постоянный ток приводит к меньшим потерям и более качественному сварному шву, чем однофазные машины для точечной сварки сопротивлением (RSW). Для повышения эффективности машины и выходной мощности машины для точечной сварки на основе преобразователя [2] становятся хорошим выбором для точечной сварки.В машинах на основе преобразователя, как показано на рисунке 1, трехфазное напряжение подается на выпрямительный блок, преобразуется в постоянный ток и сохраняется в конденсаторной батарее. Конденсаторная батарея подключена к инверторной цепи, состоящей из переключателей, которые работают на гораздо более высокой частоте, чем сеть переменного тока.
Эти потери приводят к некачественному сварному соединению [1]. Для получения более качественного сварного шва используются трехфазные точечные сварочные аппараты. Трехфазный источник напряжения выпрямляется до постоянного тока. Волна постоянного тока намного более плавная, чем невыпрямленное трехфазное напряжение переменного тока. Этот трехфазный постоянный ток приводит к меньшим потерям и более качественному сварному шву, чем однофазные машины для точечной сварки сопротивлением (RSW). Для повышения эффективности машины и выходной мощности машины для точечной сварки на основе преобразователя [2] становятся хорошим выбором для точечной сварки.В машинах на основе преобразователя, как показано на рисунке 1, трехфазное напряжение подается на выпрямительный блок, преобразуется в постоянный ток и сохраняется в конденсаторной батарее. Конденсаторная батарея подключена к инверторной цепи, состоящей из переключателей, которые работают на гораздо более высокой частоте, чем сеть переменного тока. Волна переменного тока, создаваемая на выходе инвертора, подается на однофазный трансформатор, меньший по размерам и весу, чем сетевой. С развитием полупроводниковых технологий стали доступны высоковольтные переключатели с высокой рабочей частотой.Благодаря этим переключателям машины для точечной сварки на основе преобразователя постоянного напряжения становятся очень популярными. Силовые полупроводниковые приборы используются в качестве переключателей в цепи инвертора машин РСВ. В начале пятидесятых годов в схемах преобразователей в качестве переключателей использовались кремниевые управляемые выпрямители (SCR). В шестидесятые годы конкурентом SCR стал транзистор с биполярным переходом (BJT), обладающий блокирующей способностью в несколько сотен вольт. В конце семидесятых годов популярность приобрели силовые металлооксидно-полупроводниковые полевые транзисторы (MOSFET) [4].Его возможности управления напряжением, высокий коэффициент усиления, простота параллельного подключения и высокая рабочая частота до МГц сделали его хорошим выбором для разработчиков преобразователя.
Волна переменного тока, создаваемая на выходе инвертора, подается на однофазный трансформатор, меньший по размерам и весу, чем сетевой. С развитием полупроводниковых технологий стали доступны высоковольтные переключатели с высокой рабочей частотой.Благодаря этим переключателям машины для точечной сварки на основе преобразователя постоянного напряжения становятся очень популярными. Силовые полупроводниковые приборы используются в качестве переключателей в цепи инвертора машин РСВ. В начале пятидесятых годов в схемах преобразователей в качестве переключателей использовались кремниевые управляемые выпрямители (SCR). В шестидесятые годы конкурентом SCR стал транзистор с биполярным переходом (BJT), обладающий блокирующей способностью в несколько сотен вольт. В конце семидесятых годов популярность приобрели силовые металлооксидно-полупроводниковые полевые транзисторы (MOSFET) [4].Его возможности управления напряжением, высокий коэффициент усиления, простота параллельного подключения и высокая рабочая частота до МГц сделали его хорошим выбором для разработчиков преобразователя.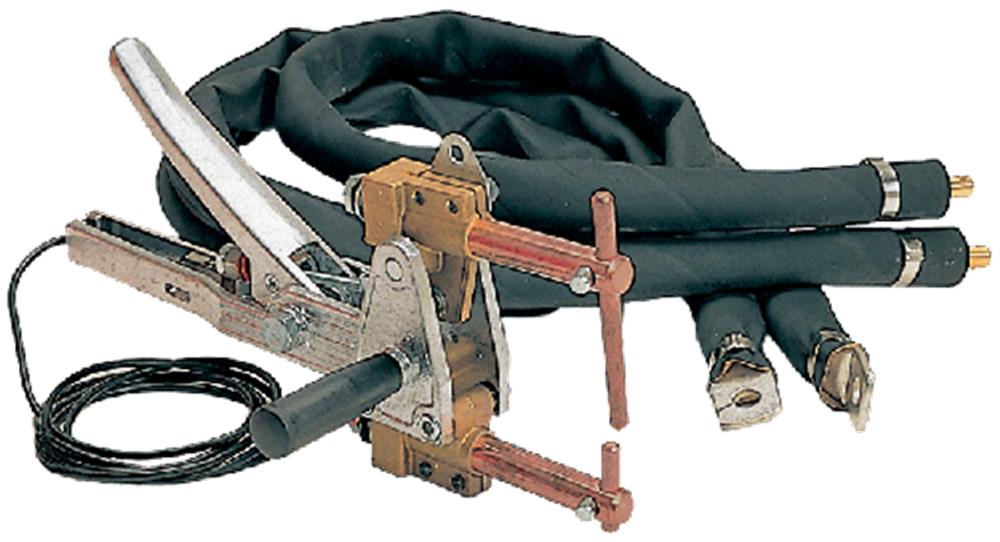 Сопротивление во включенном состоянии Rds on для устройства велико, что приводит к потерям проводимости. Следовательно, полевые МОП-транзисторы ограничены низковольтными высокочастотными цепями. В конце восьмидесятых годов появился биполярный транзистор с изолированным затвором (IGBT), который имеет низкое сопротивление в состоянии и простое управление, как MOSFET. Наиболее распространенным переключателем, используемым в машинах для точечной сварки на основе преобразователя, является IGBT.Благодаря дизайну и разработке высоковольтных модулей IGBT эти устройства становятся хорошим выбором для преобразователей для ИБП, приводов двигателей, оборудования для точечной сварки и т. д. В инверторной машине RSW конденсатор звена постоянного тока накапливает большое количество энергии. Это увеличивает риск разрыва IGBT в случае неисправности. Разрыв может привести к травмам, повреждению схемы преобразователя, простою привода и т. д. Во избежание разрыва устройства необходимо провести тщательный анализ работы устройства в различных условиях.
Сопротивление во включенном состоянии Rds on для устройства велико, что приводит к потерям проводимости. Следовательно, полевые МОП-транзисторы ограничены низковольтными высокочастотными цепями. В конце восьмидесятых годов появился биполярный транзистор с изолированным затвором (IGBT), который имеет низкое сопротивление в состоянии и простое управление, как MOSFET. Наиболее распространенным переключателем, используемым в машинах для точечной сварки на основе преобразователя, является IGBT.Благодаря дизайну и разработке высоковольтных модулей IGBT эти устройства становятся хорошим выбором для преобразователей для ИБП, приводов двигателей, оборудования для точечной сварки и т. д. В инверторной машине RSW конденсатор звена постоянного тока накапливает большое количество энергии. Это увеличивает риск разрыва IGBT в случае неисправности. Разрыв может привести к травмам, повреждению схемы преобразователя, простою привода и т. д. Во избежание разрыва устройства необходимо провести тщательный анализ работы устройства в различных условиях. Защита устройства с помощью предохранителей может привести к возникновению индуктивности в цепи, что приведет к возникновению пиков напряжения, ведущих к потерям [5][9][10]. II. СТРУКТУРА IGBT IGBT [6] представляет собой комбинацию BJT и MOSFET. Это устройство, управляемое напряжением, такое как MOSFET. Он имеет возможность работы с большими токами, как BJT, и простое управление, как MOSFET. Структура IGBT аналогична структуре MOSFET, как показано на рисунке 2. Он имеет дополнительный слой P+ и изолированный затвор, как у MOSFET.Поэтому принцип работы IGBT такой же, т.е. когда V gs > V th , формируется N канал для потока электронов от N+ к N-. При подаче V ds дырки из области P+ перемещаются в область N-. Часть электронов рекомбинирует с дырками, а остальные собираются в источнике. Благодаря этому переходу P+ устройство может блокировать отрицательное напряжение. Power MOS имеет встроенный диод, в то время как сам IGBT не имеет его. Модуль IGBT имеет восстанавливающий диод, соответствующий его требованиям к переключению.
Защита устройства с помощью предохранителей может привести к возникновению индуктивности в цепи, что приведет к возникновению пиков напряжения, ведущих к потерям [5][9][10]. II. СТРУКТУРА IGBT IGBT [6] представляет собой комбинацию BJT и MOSFET. Это устройство, управляемое напряжением, такое как MOSFET. Он имеет возможность работы с большими токами, как BJT, и простое управление, как MOSFET. Структура IGBT аналогична структуре MOSFET, как показано на рисунке 2. Он имеет дополнительный слой P+ и изолированный затвор, как у MOSFET.Поэтому принцип работы IGBT такой же, т.е. когда V gs > V th , формируется N канал для потока электронов от N+ к N-. При подаче V ds дырки из области P+ перемещаются в область N-. Часть электронов рекомбинирует с дырками, а остальные собираются в источнике. Благодаря этому переходу P+ устройство может блокировать отрицательное напряжение. Power MOS имеет встроенный диод, в то время как сам IGBT не имеет его. Модуль IGBT имеет восстанавливающий диод, соответствующий его требованиям к переключению. Включение IGBT такое же, как и у Power MOS.Но при переходе при выключении большинство переносов из N- в P+, а также меньшинство переносов из P+ в N-, поэтому потери при выключении будут …
Включение IGBT такое же, как и у Power MOS.Но при переходе при выключении большинство переносов из N- в P+, а также меньшинство переносов из P+ в N-, поэтому потери при выключении будут …
Машина для контактной сварки и аксессуары
ПРЕДОСТАВЛЯЕМ ВАМ ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ, АРЕНДУ, ЭЛЕКТРОДЫ И ПОДДЕРЖКУ ДЛЯ ВАШЕГО ПРОЕКТА ТОЧЕЧНОЙ СВАРКИ.
Advanced Integrated Technologies ( AIT ) является поставщиком оборудования для контактной сварки и технической поддержки для устройств контактной точечной сварки и аксессуаров марки Nippon Avionics ( Avio ), а также для устройств точечной сварки марки Sunstone.Мы можем оценить образцы вашей продукции, предоставить бесплатные пробные сварные швы и точно указать, какое оборудование лучше всего подходит для вашего применения. Затем мы можем предоставить необходимое вам оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса. Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте.
Высокоточные аппараты для контактной сварки и электроды
Более низкие цены на оборудование и электроды по сравнению с другими производителями
Более короткие сроки изготовления электродов
Индивидуальные сварочные решения и беспрецедентная поддержка клиентов
Точечная сварка с противоположным зазором
Точечная сварка с параллельным зазором
| Рисунок встречной сварочной головки | Иллюстрация головки для параллельной/последовательной сварки |
Силовые материалы
# Dovej_fragment1-1
против головок 130002 # двухj_fragment1-2 Параллельные головки# двухj_fragment1-3
монолитные головки# двухj_fragment1-4
ручной кусок сварки# DVEJ_Fragment1-5
сварные приводные устройства# дваJ_Fragment1-6
Держатели электродов#twoj_fragment1-7
Принадлежности#twoj_fragment1-9
Сварочные мониторы#twoj_fragment1-10
Цифровые датчики усилия#twoj_fragment1-11
Прочие устройства 90j_fragment1-11#10002 #10002
В сварочном аппарате инверторного типа входной переменный ток выпрямляется в выходной постоянный ток. Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
Благодаря высокой частоте и хорошей тепловой эффективности этот тип сварочного аппарата подходит для точной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварки в режиме реального времени, обеспечивая стабильное и качественное сварное соединение. Благодаря высокоскоростной повторяющейся сварке этот сварочный аппарат хорошо подходит для автоматизированных систем.
В линейном сварочном аппарате постоянного тока электрический ток напрямую контролируется транзистором.Это обеспечивает высокую скорость управления и контролируемую форму волны. Этот сварочный аппарат с высокоскоростным линейным контроллером подходит для сварки очень маленьких компонентов или очень тонкой проволоки. Сварочный аппарат на транзисторах предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Режимы управления делают возможным очень надежные и стабильные сварные швы.
Режимы управления делают возможным очень надежные и стабильные сварные швы.
Аккумуляторный точечный сварочный аппарат гибридного типа обладает высокоскоростными характеристиками источника постоянного тока и функцией переключения полярности источника переменного тока.Полярность сильного тока переключается с высокой скоростью силовым транзистором. Этот тип сварочного аппарата очень хорош для сварки выводов аккумуляторных батарей, когда необходимо последовательно сваривать различные типы металлов.
В аппарате для сварки конденсаторным разрядом электрическая энергия накапливается в конденсаторе и одновременно разряжается. Поскольку одновременно может быть разряжен большой ток, этот тип подходит для сварки материалов с высокой проводимостью, таких как алюминий и медь. Кроме того, из-за короткой продолжительности сварки тепловое воздействие на окружающий материал сводится к минимуму, что делает его пригодным для сварки небольших чувствительных компонентов.
В однофазном сварочном аппарате переменного тока ток регулируется тиристором и работает при относительно низком пиковом токе. Этот тип сварочного тока менее подвержен влиянию грязи или загрязнения на сварном шве. Поскольку время сварки можно регулировать в более широком диапазоне, этот тип сварочного аппарата подходит для толстых листов и медной проволоки.
| Характеристики | Противоположный тип |
| NA-121 | |
| Диапазон давления (Н) | 0.7 — 5 |
| Размер (мм) | 74x48x285 |
| Вес (кг) | 0,6 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-122 | |
| Диапазон давления (Н) | 6 - 65 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0. 8 8 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-123 | |
| Диапазон давления (Н) | 20 — 150 |
| Размер (мм) | 82x50x301 |
| Вес (кг) | 0.8 |
| Способ привода | двигатель, воздух, ручной |
| Характеристики | Противоположный тип |
| NA-124 | |
| Диапазон давления (Н) | 40 — 300 |
| Размер (мм) | 98x56x326 |
| Вес (кг) | 1. 5 5 |
| Способ привода | воздух |
| Характеристики | Противоположный тип |
| NA-125 | |
| Диапазон давления (Н) | 100 — 600 |
| Размер (мм) | 212x204x75 |
| Вес (кг) | 21.5 |
| Способ привода | EH-F-02 Показан |
NA-131
| Тип с параллельным зазором | ||
| Особенности | NA-131 | |
| Диапазон давления (Н) | 0. 7 — 5 7 — 5 | |
| Размер (мм) | 76x51x299 | |
| Вес (кг) | 0,7 | |
| Способ привода | мотор,пневмо, ручной | |
NA-132
| Тип с параллельным зазором | ||
| Особенности | NA-132 | |
| Диапазон давления (Н) | 5 — 65 | |
| Размер (мм) | 76x51x299 | |
| Вес (кг) | 0.7 | |
| Способ привода | мотор,пневмо, ручной | |
NA-142
| Серия Тип | |||
| Особенности | НА-141 | НА-142 | |
| Диапазон давления (Н) | 0,5 — 5 | 5 — 65 | |
| Размер (мм) | 136x50x268 | 153x50x268 | |
| Вес (кг) | 1. 3 3 | 1,6 | |
| Способ привода | мотор,пневмо, ручной | мотор,пневмо, ручной | |
NA-143
| Серия Тип | |||
| Особенности | NA-143 | ||
| Диапазон давления (Н) | 40 — 150 | ||
| Размер (мм) | 175x62x302 | ||
| Вес (кг) | 2.7 | ||
| Способ привода | мотор,пневмо, ручной | ||
НА-60А
NA-60A — это сварочная головка общего назначения с широким применением для различных электрических деталей, требующих точности и надежности, таких как переключатели, релейные контакты, часы, компоненты камеры и другие различные механические детали.
Тип общего назначения
| Характеристики | НА-60А |
| Диапазон давления (Н) | 9.8-132.3 |
| Размер (мм) | 72x175x285 |
| Вес (кг) | 2,8 |
| Способ вождения | фут, воздух |
| Диаметр электрода (мм) | 6,4/3,2 |
| Размер глубины кармана | 98 мм |
| Ход электрода | Макс. 12 мм |
НА-72
NA-72 подходит для сварки различных механических деталей или толстых многожильных проводов, где требуется более сильное усилие электрода.
Тип высокого давления| Характеристики | НО-72 |
| Диапазон давления (Н) | 98-588 |
| Размер (мм) | 107x240x615 |
| Вес (кг) | 19 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 10 |
| Размер глубины кармана | 160 мм |
| Ход электрода | Макс. 30 мм 30 мм |
NA-43
НА-43 используется для автоматизированных машин из-за применения плавучей системы, редко производящей дислокацию, а также стандартного пневматического привода.
Горизонтальный напорный тип
| Характеристики | NA-43 |
| Диапазон давления (Н) | 88.2-294 |
| Размер (мм) | 248x240x319 |
| Вес (кг) | 11 |
| Способ вождения | воздух |
| Диаметр электрода (мм) | 6.4 |
| Размер глубины кармана | — |
| Ход электрода | Макс. 12 мм |
Серия сварочных аппаратов с ручным управлением предназначена для сварки сложных объектов, которые не могут быть сварены сварочной головкой фиксированного типа, например, в зоне заклинивания.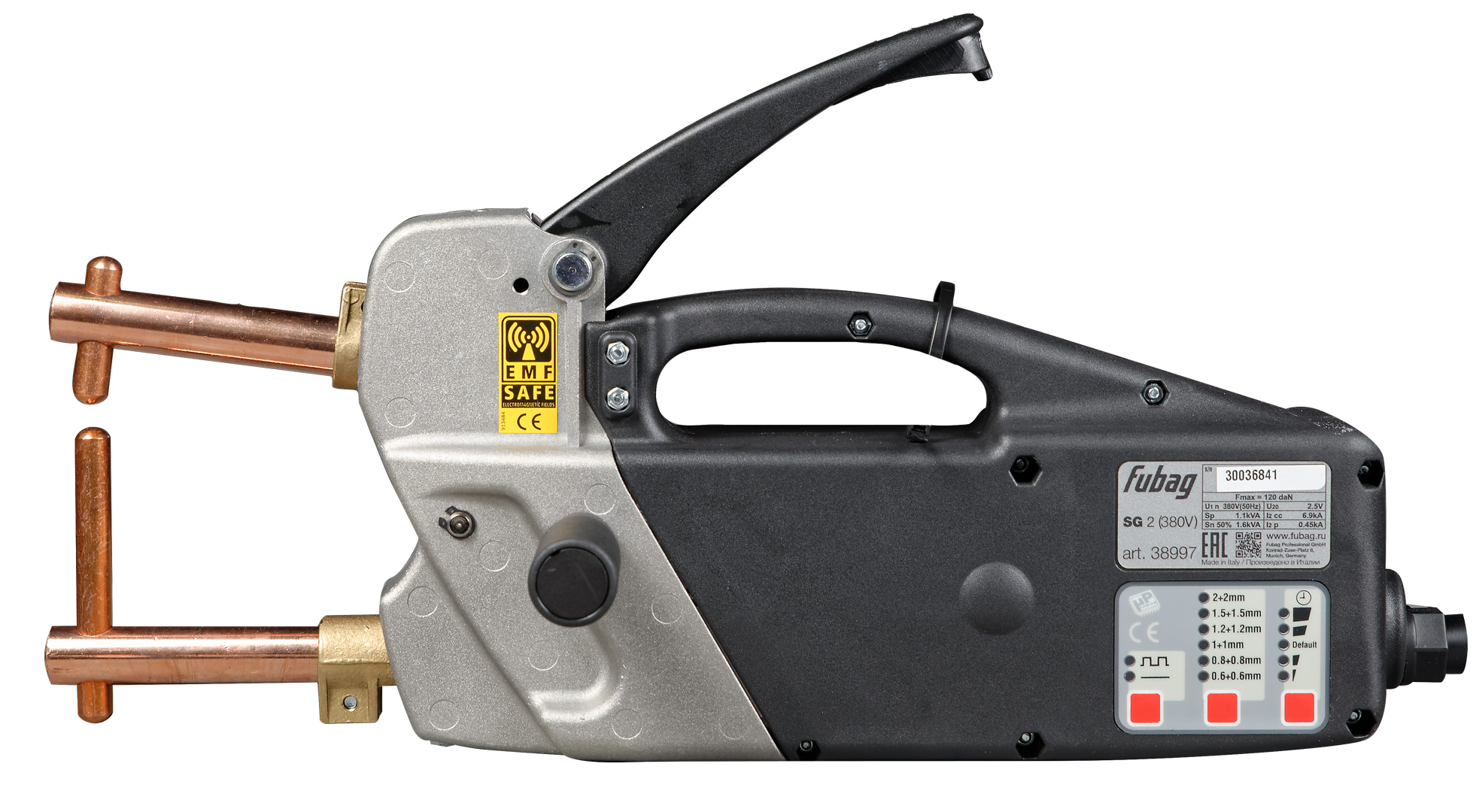 Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.
Нет раскачивания электродов из стороны в сторону. Работают с низким энергопотреблением из-за их компактного и легкого размера.
НА-54А
| Особенности | NA-54A |
| Диапазон давления (Н) | 7,8-44,1 |
| Ход электрода | Макс. 10 мм |
| Глубина кармана | 50 мм |
| Способ вождения | Руководство |
| Подходящий электрод | Серия EL-125 |
| Размеры (мм) | 30 x 195 x 47 |
| Сварочный кабель | 1500 мм |
НА-54ЛА
| Характеристики | НА-54ЛА |
| Диапазон давления (Н) | 7. 8-44.1 8-44.1 |
| Ход электрода | — |
| Глубина кармана | — |
| Способ вождения | Руководство |
| Подходящий электрод | ЭЛ-54Л |
| Размеры (мм) | 30x195x47 |
| Сварочный кабель | 1500 мм |
НА-57А
| Характеристики | NA-57A |
| Диапазон давления (Н) | 9.8-49 |
| Ход электрода | — |
| Глубина кармана | — |
| Способ вождения | Руководство |
| Подходящий электрод | Специально для NA-57A |
| Размеры (мм) | 36 Φ x Г207 мм |
| Сварочный кабель | 1500 мм |
НА-58А
| Характеристики | NA-58A |
| Диапазон давления (Н) | Руководство |
| Ход электрода | Макс. 1 мм 1 мм |
| Глубина кармана | 75 мм |
| Способ вождения | Руководство |
| Подходящий электрод | Специально для NA-58A |
| Размеры (мм) | 24 x 16 x 157 |
| Сварочный кабель | 1100 мм |
- Имеет функцию мягкой посадки и обучения.
- Рабочее положение можно установить по 4 точкам.
- Время сварки подтверждается светодиодом
NA-201
УНТ-310
NA-201+CNT-310
| Характеристики | NA-201+CNT-310 |
| Размеры NA-201 (мм) | 50х82. 5×320 5×320 |
| Размеры CNT-310 (мм) | 80x211x188 |
| Вес | NA-201: 2 кг; CNT-310: 2 кг |
| Способ привода | Импульсный двигатель |
| Ход | Макс. 50 мм, 10 мкм Шаг м |
| Источник питания | 24 В пост. тока ± 10 % 2 А, дополнительно: адаптер переменного тока 100–240 В переменного тока |
Пневмопривод
NA-221,222
| Характеристики | NA-221 | NA-222 |
| Размеры (мм) | 78x63x280 | 86x85x289 |
| Вес | 1.3 кг | 2,2 кг |
| Способ привода | Воздух | Воздух |
| Ход | Макс.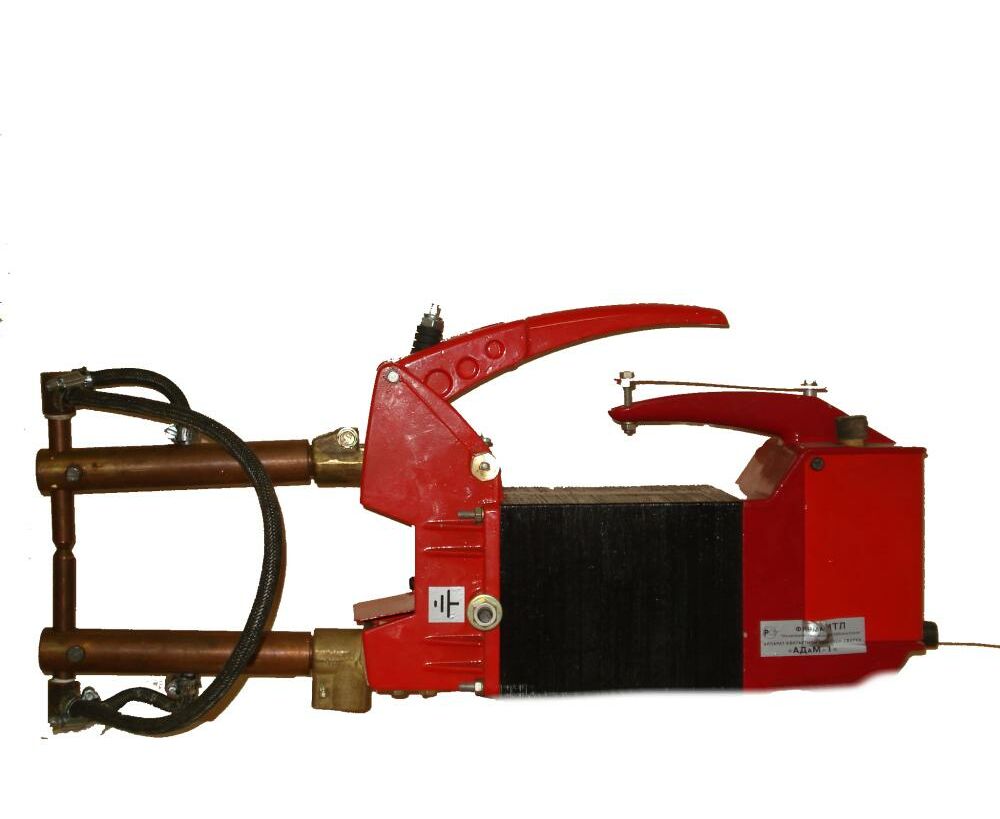 50 мм 50 мм | Макс. 50 мм |
| Регулятор скорости | с регулятором скорости — ( Φ трубка 4 мм) | с регулятором скорости — ( Φ трубка 6 мм) |
| Давление воздуха | 0,05-0,6 МПа | 0.4-0,6 МПа |
Ручной привод
NA-231
| Особенности | NA-231 |
| Размеры (мм) | Деталь привода: 51x79x192; Ножная педаль: 124x268x125 |
| Вес | Деталь привода: 1 кг; Ножная педаль: 2,2 кг |
| Способ привода | Руководство с помощью педали |
| Ход | Макс. 10 мм |
| Регулятор высоты | Диапазон 40 мм |
Прямой тип
Тип переключения
| Принадлежность для верхнего электрода | ||||
| Головка | Диаметр зажима электрода | Тип | Держатель/рупор | Зажим |
| NA-121 | . 0625″ / 1,6 мм 0625″ / 1,6 мм | Прямой | С121-16ТХД | — |
| Смена | S121-16РУГ | S121-CLMP | ||
| .125″ / 3,2 мм | Прямой | С121-32ТХД | — | |
| Смена | S121-32РУГ | S121-CLMP | ||
| NA-122 | .125 дюймов / 3,2 мм | Прямой | S122-32THD | — |
| Смена | S122-32РУГОР | S122-CLMP | ||
| 0,250 дюйма / 6,4 мм | Прямой | S122-64THD | — | |
| Смена | S122-64РУГ | S122-CLMP | ||
| NA-124 | .250 дюймов / 6,4 мм | Прямой | S124-64THD | — |
| 8 мм | Прямой | S124-80THD | — | |
| Нижний электрод | ||||
| Головка | ;диаметр зажима электрода | Тип | Держатель/рупор | Основание держателя/зажим |
| NA-121 | . 0625″ / 1,6 мм 0625″ / 1,6 мм | Прямой | S12X-16BHD | 12X-B-F |
| Смена | S12X-16BHORN | 12X-BS | ||
| 0,125 дюйма / 3,2 мм | Прямой | S12X-32BHD | 12X-B-F | |
| Смена | S12X-32BHORN | 12X-BS | ||
| NA-122 | .125 дюймов / 3,2 мм | Прямой | С12С-32БХД | 12X-B-F |
| Смена | S12X-32BHORN | 12X-BS | ||
| .250″ / 6,4 мм | Прямой | С12С-64БХД | 12X-B-F | |
| Смена | S12X-64BHORN | 12X-BS | ||
| NA-124 | .250 дюймов / 6,4 мм | Прямой | S12X-64BHD | 124-B-F |
| 8 мм | Прямой | S12X-80BHD | 124-B-F | |
| Дополнительный нижний держатель |
| Нижний держатель и основание нижнего держателя |
| S12X-16BHD и 12X-B-F |
Нижний электродный столик
143-БС
Сцена
11X-BS
Стадия выравнивания
11X-BS-F
Ступень XYZ
11X-BS-F-MM
Основание
НА-301, 302
Поддон
С-МП
Набор микроскопов
Microsocope, монтажная подставка, светодиод и подставка
S302-MP, S-SMS, S-SMS-MS, S-SMS-LED
Сварочный кабель
Кабель
Двухпозиционный поворотный индексатор
ИНД-2-Р1
Высокая надежность для контроля качества
- Опции цифрового или графического дисплея
- Простая автоматизация в сочетании с системной головкой
- Easy QC с расширенной функцией связи (вывод измеренного значения и результат мониторинга)
- Простая установка датчика силы
- Высокая точность для сварки перемещением
- Волновой анализ с помощью графического дисплея (высокоскоростная выборка с частотой 2000 раз/сек)
- Измерьте и оцените по 2 условиям сварки
- Запуск по приложенной силе или настройке смещения
Монитор силы
QC-100
| Особенности | QC-100 | |
| Диапазон измерений | 0-1000Н | |
| Точность | ±3%(полная шкала) | |
| Время выборки | 0. 5 мс (2000 раз/сек) 5 мс (2000 раз/сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод/вывод, аналоговый выход | |
| Источник питания | 24 В пост. тока ± 10 % 2 А | |
| Размер (мм) | 170x210x150 | |
| Вес | 3 кг | |
Монитор смещения
КК-200
| Особенности | QC-200 | |
| Диапазон измерений | 0-7.5 мм Разрешение: 1 мкм мкм | |
| Точность | ±1% (полная шкала) | |
| Время выборки | 0,5 мс (2000 раз/сек) | |
| Сжатие, время удержания | 0–0,9 с | |
| Интерфейс | RS-232C, ввод/вывод, аналоговый выход | |
| Источник питания | 24 В пост. тока ± 10 % 2 А тока ± 10 % 2 А | |
| Размер (мм) | 170x210x150 | |
| Вес | 3.4 кг | |
| Особенности | Сомони-1Р | Сомони-20Р | Сомони-100Р | |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ±3%(полной шкалы) | |||
Контроль сварочного тока
Сварочный монитор QC-440
Форма сварочной волны
Тороидальная катушка
Пример настройки
| Особенности | Технические характеристики |
| Тип | КК-440 |
| Форма волны | Одиночный тип переменного тока, конденсаторный тип, инверторный тип, транзисторный тип |
| Текущий | 0. 50-45.0КА 50-45.0КА |
| Время | 0,5–99,5 цикла (шаг 0,5 цикла) 1–199 мс (режим конденсатора, шаг 1 мс) |
| Рабочий объем | Диапазон измерений -99,99–99,99 мм или -9,999–9,999 мм |
| Точность | Ток ± 2 % (полная шкала) Время ± 0 % |
| Судебные решения | Ток: больше, меньше (3 цифры) Время: больше, меньше (Цикл: 2 цифры мс: 3 цифры) Смещение: больше, меньше (4 цифры) *С функцией выходного сигнала GOOD или NG |
| Элементы дисплея | Канал, текущее значение (A/B), аналоговый вход |
| Номер состояния мониторинга | 2*99 каналов |
| Емкость хранения данных | 2000 выстрелов |
| Счетчик | 0-99999 |
| Интерфейс | RS-485-жалоба |
| Принтер | Функция интервальной печати/функция печати памяти |
| Тороидальная катушка | Чувствительность: x1 (опция), x10 (опция) |
| Потребляемая мощность | 80ВА |
| Источник питания | AC100-240В±10% 50/60Гц |
| Размеры (мм) | 141x303x344 |
| Вес | 4. 5 кг 5 кг |
Компактный, легкий и удобный тип
- Компактный и легкий
- 3-полосный блок питания
- Оснащен функцией удержания дисплея
- Функция простой установки нуля
- Оснащен функцией оценки (Hi&Low)
Серия FG-400 и TJ
| Особенности | ФГ-400 |
| Дисплей | 4 цифры (0000-9999) N: ньютон |
| Регулировка нуля | Автоматическое регулирование переключением |
| Функция удержания | Образец/пик |
| Интерфейс | RS-232C |
| Источник питания | (100–240 В переменного тока)1 Φ Использование батареи типа AA, батареи типа Ni-H или специального адаптера переменного тока (100–240 В переменного тока) |
| Размер (мм) | 77x140x27 |
| Вес | 300 г |
| Особенности | ТДЖ-1А | TJ-20R или TJ-20A | TJ-100R или TJ-100A | TJ-500R или TJ-500A |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | 0-4900 |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | 7350 |
| Точность | ±2% (полная шкала) | |||
Форма наконечника датчика
| Датчик давления | ||||
| Особенности | Сомони-1Р | Сомони-20Р | Сомони-100Р | |
| Диапазон измерения (Н) | 0-10 | 0-196 | 0-980 | |
| Критическая нагрузка (Н) | 20 | 294 | 1470 | |
| Точность | ±3% (полная шкала) | |||
Машина для ремонта плат
Блок уплотнения
Аппарат для сварки банок
Точечная сварка | Сварка сопротивлением
- Защищает от ТРАВМЫ В ТОЧЕЧНЫХ СРЕДСТВАХ с полностью ПАССИВНАЯ система
- Устанавливается на любой тип точечной сварки
- ЭКОНОМИТ ДЕНЬГИ улучшение КАЧЕСТВА сварки
Унитрол Софт Тач
НОВАЯ ФУНКЦИЯ ДЛЯ РЕШЕНИЯ UNITROL
UNITROL сообщает о новой функции безопасности, которая теперь доступна на всех устройствах управления контактной сваркой Unitrol. Эта запатентованная функция удерживает усилие электрода на очень низком уровне до тех пор, пока не станет безопасным приложение полного сварочного усилия. Существующие элементы управления SOLUTION также могут быть обновлены для этой функции SOFT TOUCH. Система SOFT TOUCH не может быть установлена на сварочном автомате какой-либо другой марки.
Эта запатентованная функция удерживает усилие электрода на очень низком уровне до тех пор, пока не станет безопасным приложение полного сварочного усилия. Существующие элементы управления SOLUTION также могут быть обновлены для этой функции SOFT TOUCH. Система SOFT TOUCH не может быть установлена на сварочном автомате какой-либо другой марки.
КАК ЭТО РАБОТАЕТ: После инициации электроды начинают замыкаться при МАЛОЙ СИЛЕ. Система Unitrol TOUCH SENSOR определяет, когда электроды замыкаются на свариваемом металле или рядом с ним.Если препятствие обнаружено до закрытия, электроды вернутся в полностью открытое положение. При изменении силы сварки или расстояния между электродами регулировка SOFT TOUCH не требуется.
Система настраивается в полевых условиях с блокируемыми настройками (для соответствия требованиям OSHA), так что сила между электродами на начальном участке хода остается достаточно низкой, чтобы избежать серьезных травм пальцев оператора. Для прессовщиков это даже уменьшит усилие между электродами до значения, значительно меньшего, чем собственный вес домкрата.
Для прессовщиков это даже уменьшит усилие между электродами до значения, значительно меньшего, чем собственный вес домкрата.
СИСТЕМЫ БЕЗОПАСНОСТИ:
Если переключатель датчика уже замкнут, когда запускается сварочный аппарат, электрод даже не начнет двигаться, а на дисплее будет показано, какой вход датчика в это время закрыт.
Если провода датчика от системы SOFT TOUCH отсоединились или имеют плохой контакт, электроды закроются с небольшим усилием, а затем вернутся после короткой задержки, устанавливаемой пользователем (1–999 циклов).
НЕОБХОДИМОЕ ОБОРУДОВАНИЕ: Чтобы эта система работала, вам потребуется добавить 5-ходовой электромагнитный клапан с внешним управлением, челночный клапан и прецизионный регулятор давления к существующей 4-ходовой системе с внешним пилотированием (или прямого действия). ) соленоидный клапан.Unitrol предлагает три комплекта для простой установки:
ТЯЖЕЛЫЕ ГРУЗОПОДЪЕМНИКИ: Этот комплект #9181-34W используется на:
- СВАРОЧНЫЕ АППАРАТЫ ДЛЯ ПРЕССОВ , которые имеют собственный вес (с отсоединенным от сварочного аппарата воздухом) более 50 фунтов. Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
 Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.ОБЛЕГЧЕННЫЕ РАМЫ: Этот комплект #9181-34Y используется на:
- СВАРОЧНЫЕ МАШИНЫ ДЛЯ ПРЕССОВ , которые имеют собственный вес (с отключенным воздухом от сварочного аппарата) менее 50 фунтов или не падают под собственным весом.
- СВАРОЧНЫЕ МАШИНЫ ДЛЯ КОРОМЫШЕНИЙ. Комплект поставляется с предварительно установленными на заводе трубопроводами для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
ОБЛЕГЧЕННЫЕ ПАРАМЕТРЫ С ПАДЕНИЕМ: Этот комплект #9181-34H используется на:
- СВАРОЧНЫЕ МАШИНЫ ДЛЯ ПРЕССОВ , которые имеют собственный вес (с отсоединенным от сварочного аппарата воздухом) менее 50 фунтов и плавно падают под действием силы тяжести. Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
 Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.РЕЗЕРВНЫЙ ДАТЧИК: Вы также можете добавить свой собственный бесконтактный переключатель или систему LVD, настроенную на замыкание переключателя, когда расстояние между электродами составляет менее ¼ дюйма. РЕШЕНИЕ не включит клапан высокого давления до тех пор, пока металл не будет обнаружен, а бесконтактный переключатель не будет закрыт. Это часто полезно для приложений, где свариваемые детали не являются плоскими до процесса сварки.
ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ ОПЕРАТОРОВ МАШИНЫ ТОЧЕЧНОЙ СВАРКИ
Роджер Хирш, президент Unitrol Electronics Inc.
КТО ЗНАЛ, ЧТО ЛЮДИ ПОЛУЧАЮТ ТРАВМЫ НА ТОЧЕЧНОЙ СВАРКЕ!
До недавнего времени я никогда не думал, что безопасность при точечной сварке имеет такое большое значение. Вот история:
Мы получили тревожный звонок от компании, у которой было большое количество наших средств управления контактной сваркой Unitrol SOLUTION. После двух несчастных случаев в их отделе контактной сварки в течение двух месяцев OSHA пригрозило закрыть их отдел сварки, если не удастся найти приемлемый способ защиты электродов сварщика.
ПРОБЛЕМА: Из-за точечной сварки деталей сварщикам приходилось держать детали так, чтобы их пальцы были близко к электродам. Крепления пробовали менять так, чтобы был достигнут запас прочности, но это только тормозило производство, а для большинства свариваемых деталей даже было невозможно.
Он объяснил, что должна быть установлена система безопасности, не зависящая от каких-либо настроек или регулировок оператора.А при замене электродов или регулировке держателей для изменения расстояния между электродами система безопасности должна была продолжать работать без необходимости регулировки
ПЕРВАЯ ИДЕЯ: Первой попыткой найти решение было использование световой завесы для защиты области между электродами. Однако от этой идеи быстро отказались, когда поняли, что оператор должен удерживать и перемещать детали рядом с электродом и находиться в зоне световой завесы. Кроме того, при смене работы и регулировке электродов требовалась очень тонкая настройка системы световой завесы.
Однако от этой идеи быстро отказались, когда поняли, что оператор должен удерживать и перемещать детали рядом с электродом и находиться в зоне световой завесы. Кроме того, при смене работы и регулировке электродов требовалась очень тонкая настройка системы световой завесы.
ВТОРАЯ ИДЕЯ: Затем они решили установить систему кольцевой охраны. В этом типе защиты проволочная петля на конце стержня устанавливается вокруг верхнего сварочного электрода. Петля направляется вниз в начале каждого сварного шва до того, как электрод начнет двигаться. Электрод не закроется, если петля остановится, не дойдя до заданного расстояния (как это произошло бы, если бы петля коснулась пальца).
Системы кольцевой защиты были установлены на шести сварочных аппаратах, а затем продемонстрированы представителю OSHA .Он сказал, что это заявление о защите ринга не пройдет проверку OSHA . Проблема заключалась в том, что оператор мог легко победить ринггарда. Также он указал, что реальная безопасность защитного кольца полностью зависит от механической регулировки проволочного кольца наладчиком. Другими словами, единственное время, когда это было безопасно, было тогда, когда кольцо было установлено на нужной высоте, и оператор не сгибал и не поворачивал его не на своем месте.
Также он указал, что реальная безопасность защитного кольца полностью зависит от механической регулировки проволочного кольца наладчиком. Другими словами, единственное время, когда это было безопасно, было тогда, когда кольцо было установлено на нужной высоте, и оператор не сгибал и не поворачивал его не на своем месте.
Адвокат OSHA сказал им, что они должны найти ПОЛНОСТЬЮ ПАССИВНУЮ СИСТЕМУ .
Он объяснил, что должна быть установлена система безопасности, не зависящая от каких-либо настроек или регулировок оператора. А при замене электродов или регулировке держателей для изменения положения электродов система безопасности должна была продолжать работать без необходимости регулировки.
РЕШЕНИЕ: Компания Unitrol приняла вызов и разработала SOFT TOUCH , полностью пассивную запатентованную систему, которая обеспечивает очень низкое усилие электрода, когда область между электродами небезопасна, и прикладывает полное усилие электрода только тогда, когда оно безопасно это делать. Эта новая разработка была сделана с использованием электронных датчиков, а не механических переключателей или движущихся частей.
Эта новая разработка была сделана с использованием электронных датчиков, а не механических переключателей или движущихся частей.
КАК РАБОТАЕТ SOFT TOUCH: SOFT TOUCH — это полностью пассивная отказоустойчивая система, которая управляется системой управления сваркой Unitrol SOLUTION . Поскольку SOFT TOUCH является частью системы управления, а не просто дополнительной системой, она полностью интегрирована в процесс сварки. Это означает, что система работает «прямо из коробки» без необходимости соединять и программировать несколько компонентов.
ПОСЛЕДОВАТЕЛЬНОСТЬ: При замыкании ножного или ручного переключателя для начала сварки
- Сварочные электроды закрываются с небольшим усилием. Уникальные пневматические системы, разработанные Unitrol для этого процесса, могут уравновешивать вес цилиндра на больших прессах для сварки. Даже если собственный вес ползуна составляет сотни фунтов, усилие, создаваемое электродом, будет составлять 40 фунтов или меньше.
- Элемент управления РЕШЕНИЕ проверяет, обнаруживается ли металл между электродами и в течение максимального времени.Это делается с помощью электронных сигналов внутри сварочного аппарата и не использует никаких внешних датчиков.
- Если в течение этого времени металл не обнаружен, электроды размыкаются и остаются в этом положении до тех пор, пока ножной или ручной переключатель не будет отпущен. В то же время дисплей SOLUTION показывает, что превышено ВРЕМЯ ОБНАРУЖЕНИЯ.
- Если металл обнаружен в течение этого времени, применяется полное сварочное усилие, и нормальный процесс сварки завершается.

ДОПОЛНИТЕЛЬНАЯ СИСТЕМА: При желании к сварочному аппарату можно добавить концевой выключатель, который будет закрываться, когда расстояние между электродами меньше 1/4 дюйма.В этом случае система управления SOLUTION должна видеть и наличие металла между электродами, и замыкание концевого выключателя. Это полезно, когда поверхности сварки на деталях, таких как С-образные петли, не соприкасаются в начале последовательности сварки и используются электроды, чтобы сблизить их.
Это полезно, когда поверхности сварки на деталях, таких как С-образные петли, не соприкасаются в начале последовательности сварки и используются электроды, чтобы сблизить их.
ПОЛНОСТЬЮ ПАССИВНЫЙ: Пользовательские настройки отсутствуют. Даже при изменении высоты электрода или регулировке давления сварки система SOFT TOUCH работает без каких-либо изменений настроек.По сути, оператору нечего настраивать. Все настройки заперты в шкафу.
РЕЗУЛЬТАТ: Компания установила SOFT TOUCH на один сварочный аппарат и прошла проверку со стороны OSHA. В итоге они установили 22 системы и вернулись к трехсменному производственному графику.
ДОБАВЛЕНИЕ SOFT TOUCH НА ВАШУ СВАРОЧНУЮ АППАРАТНУЮ МАШИНУ: Система SOFT TOUCH доступна только для установки на новые и существующие системы управления сваркой Unitrol SOLUTION.В комплект входит запираемый на замок корпус NEMA-12, в котором размещены компоненты для точной настройки давления, и специальные клапаны, которые должны быть добавлены к существующему электромагнитному клапану сварщика.
Ваш авторизованный дистрибьютор Unitrol может помочь вам выбрать систему управления SOLUTION с функцией SOFT TOUCH для любого аппарата точечной сварки, включая PRESS WELDERS, ROCKER ARM WELDERS и TRANSGUNS.
ИССЛЕДОВАНИЯ OSHA ДЛЯ КОНЦЕПЦИИ SOFT TOUCH
Май 2004 г.
Компания Unitrol связалась с представителем OSHA и обсудила требования к точкам защемления
ограждения для сварщиков сопротивлением.Работа системы SOFT TOUCH также была
обсуждалось. Представитель OSHA рекомендовал следующие правила для охвата
Требования к этому устройству:
1910.212(a) (общее машиностроение)
Защита машин
1)
1910.212(a)(1)
Типы ограждений.Должен быть обеспечен один или несколько методов ограждения машин.
защитить оператора и других работников в зоне машины от опасностей, таких как
те, которые создаются рабочей точкой, входными точками захвата, вращающимися частями, летящими стружками и
искры. Примеры методов ограждения: барьерные ограждения, двуручные спусковые устройства,
электронные устройства безопасности и т. д. Примечание Unitrol: Сенсорная панель SOFT TOUCH является «электронным защитным устройством» в том смысле, что она
замыкает электромеханическое реле, когда оно электронно определяет, что электроды
закрывается на металлическую часть в рабочей зоне до приложения большой силы.
Примеры методов ограждения: барьерные ограждения, двуручные спусковые устройства,
электронные устройства безопасности и т. д. Примечание Unitrol: Сенсорная панель SOFT TOUCH является «электронным защитным устройством» в том смысле, что она
замыкает электромеханическое реле, когда оно электронно определяет, что электроды
закрывается на металлическую часть в рабочей зоне до приложения большой силы.
1910.255(b)(4) (машины контактной сварки)
Защита. Все операции прессовой сварки, где есть возможность вмешательства оператора.
пальцы, находящиеся под операцией, должны быть эффективно защищены с помощью устройства
например, электронная схема защиты глаз, два ручных пульта управления или защита, подобная предписанной.
для работы с пробивным прессом, 1910.217.
Примечание Unitrol: Для этого применения рекомендуются следующие разделы:
1910. 217(c)(3)(iii)
217(c)(3)(iii)
Рабочее устройство датчика присутствия должно защищать оператора, как это предусмотрено в
пункт (c)(3)(i)(a) настоящего раздела, и должен быть заблокирован в цепи управления для
предотвратить или остановить движение слайда, если рука оператора или другая часть его тела находится в пределах
сенсорное поле устройства во время опускания ползуна пресса.
Примечание Unitrol: Электрод на маломощном поршне становится «датчиком» в этой системе.«Ход вниз» сварочного аппарата с установленной системой Soft Touch начинается при высоком
давление прикладывается к стержню сварщика.
1910.217(c)(3)(iii)(b)
Устройство нельзя использовать в качестве расцепляющего устройства для инициирования движения ползуна.
Примечание Unitrol: Эта схема Soft Touch не запускает никаких клапанов. Это только вход в
контроль сварки, чтобы указать, что свариваемая деталь была обнаружена между
электроды.
1910.217(c)(3)(iii)(c)
Устройство должно быть сконструировано таким образом, чтобы сбой в системе не мешал
обычное останавливающее действие не применяется к прессу, когда это требуется, но предотвращает
начало последовательного хода до тех пор, пока неисправность не будет устранена. Неудача должна быть
указывается системой.
Примечание Unitrol: В начале каждого хода мы проверяем, закрыта ли система датчиков.Если это так, то ход датчика никогда не начинается, а на дисплее системы управления отображается неисправность. То
датчик должен быть открыт, прежде чем любые другие действия со сварочным аппаратом возможны.
Экспериментальное исследование параметров точечной сварки в процессе контактной точечной сварки
[1] Куй, Ю., Лундин, К.Д., Харихаран, В.: Механическое поведение наплавленных металлов из аустенитной нержавеющей стали с микротрещинами, J. Materials Processing Technology, 171, 1, 150–155, 2006.CuiY.LundinC. Д. Харихаран В. Механическое поведение наплавленных металлов аустенитной нержавеющей стали с микротрещинами Дж. Materials Processing Technology17111501552006Search in Google Scholar
Materials Processing Technology, 171, 1, 150–155, 2006.CuiY.LundinC. Д. Харихаран В. Механическое поведение наплавленных металлов аустенитной нержавеющей стали с микротрещинами Дж. Materials Processing Technology17111501552006Search in Google Scholar
[2]Cui, Y., Lundin, C.D.: Коррозионное воздействие, предпочтительно связанное с аустенитом, в сварных металлах из аустенитной нержавеющей стали 316, Materials and Design, 28, 324–328, 2007. CuiY.LundinC. D. Преимущественное коррозионное воздействие аустенита на сварные швы из аустенитной нержавеющей стали 316.Дж., Кристобаль А.Б., Аренас М.А., Лопес В., Конде А.: Селективное растворение аустенита в нержавеющей стали AISI 304 под действием бактерий, Materials Letters, 61 3, 821–823, 2007. DamboreneaJ. Дж.КристобальА. Б.Аренас М. А. Лопез В. Конде А. Селективное растворение аустенита в нержавеющей стали AISI 304 под действием бактерий нержавеющая сталь, Дж.Materials Processing Technology, 160, 2, 128–131, 2005. Сатьянараяна В.В., Редди Г. М. Materials Processing Technology16021281312005Поиск в Google Scholar
М. Materials Processing Technology16021281312005Поиск в Google Scholar
[5]Trigwell, S., Selvaduray, G.: Влияние сварки на пассивную оксидную пленку электрополированной нержавеющей стали 316L, J.Materials Processing Technology, 166, 1, 30–43, 2005.Trigwell S.SelvadurayG.Влияние сварки на пассивную оксидную пленку электрополированной нержавеющей стали 316LJ.Materials Processing Technology166130432005Search in Google Scholar
[6]Park, SHC, Sato, YS, Kokawa, H., Okamoto, K., Hirano, S., Inagaki, M.: Коррозионная стойкость нержавеющей стали 304, сваренной трением с перемешиванием, Scripta Материалия, 51, 2, 101–105, 2004. ПаркС. Х. К. СатоЙ. С.Кокава, Х.Окамото, К.Хирано, С.Инагаки, М.Коррозионная стойкость сваренной трением с перемешиванием нержавеющей стали 304Scripta Materialia5121011052004Search in Google Scholar
листы из аустенитной нержавеющей стали, J.Технология обработки материалов, 153–154, 2004. Вурал М. Аккус А. О способности контактной точечной сварки оцинкованных стальных листов со свободными порами с листами из аустенитной нержавеющей стали.